centro de investigaciÓn en ciencia aplicada y...
TRANSCRIPT

ELABORACIÓN DE POLÍMEROS
BIODEGRADABLES POLIETILENO-ALMIDÓN
Y ESTUDIO DE BIODEGRADABILIDAD
TESIS QUE PARA OBTENER EL GRADO DE:
MAESTRO EN TECNOLOGÍA AVANZADA
PRESENTA:
HORACIO VIEYRA RUIZ
DIRECTOR DE TESIS:
DR. EDUARDO SAN MARTÍN MARTÍNEZ
México, D.F. Junio de 2009.
CENTRO DE INVESTIGACIÓN EN CIENCIA APLICADA Y
TECNOLOGÍA AVANZADA
INSTITUTO POLITÉCNICO NACIONAL
UNIDAD LEGARIA
INSTITUTO POLITÉCNICO NACIONALSECRETARíA DE INVESTIGACiÓN Y POSGRADO
ACTA DE REVISIÓN DE TESIS
En la Ciudad de México siendo las 14:00 horas del día 25 del mes de
junio del 2009 se reunieron los miembros de la Comisión Revisora de Tesis designada
por el Colegio de Profesores de Estudios de Posgrado e Investigación de CICATA - Legariapara examinar la tesis de titulada:
Elaboración de Polímeros biodegradables polietileno-almidón y estudio debiodegradabilidad
Presentada por el alumno:
VieyraApellido paterno
RuizApellido materno
aspirante de:
Maestría en Tecnología Avanzada
Después de intercambiar opiniones los miembros deAPROBACION DE LA TESIS, en virtud de que satisfacedisposiciones reglamentarias vigentes.
la Comisión manifestaron SUlos requisitos señalados por las
LA COMISiÓN REVISORA
Dr. Jós
Director de tesis
:'~Mardo San MartinMartínez
,~~ j;edJw~Dra. Ruth Pedro~a Islas
~;AWODr. Fernando Trejo Zarraga
DELIPN

INS11TUTOPOUTÉCNcoNACIONALC()()IUNAaÓN GENERAl DEPOSGRAOO EINVES1IGAClÓN
CARTA DE CESiÓN DE DERECHOS
En la Ciudad de México D. F. el día 25 de Junio del año 2009 el que suscribeHoracio Vieyra Ruiz alumno del programa de Maestría en Tecnología Avanzadacon número de registro 8071720 adscrito a C.I.C.A.T.A-IPN manifiesta que esautor intelectual del presente trabajo de tesis bajo la dirección del Dr. EduardoSan Martín Martínez y cede los derechos del trabajo intitulado "Elaboración depolímeros biodegradables polietileno-almidón y estudio debiodegradabilidad" al Instituto Politécnico Nacional para su difusión, con finesacadémicos y de investigación.
Los usuarios de la información no deben reproducir el contenido textual, gráficas odatos del trabajo sin permiso expreso del autor y/o direcciones del trabajo. Estepuede ser obtenido escribiendo a la siguiente dirección Centro de Investigaciónen Ciencia Aplicada y Tecnología Avanzada del IPN. Legaría 649, Col.Irrigación, 11500 D.F. México. Teléfono 015557296300 ext 67769 Fax e-mail:~orac~evra ru~hoo.com.mx, [email protected]. Si el permiso seotorga, el usuario deberá dar el agradecimiento correspondiente y citar la fuentedel mismo.
.','
Vieyra Ruizv
Nombre y Firma

2
Este trabajo se realizó en el Laboratorio de Pruebas Físicas del Centro de Investigación en Ciencia Aplicada y Tecnología Avanzada del Instituto Politécnico Nacional bajo la dirección del Dr. Eduardo San Martín Martínez. Con el apoyo del CONACYT y PIFI.

3
A Esmeralda, por su amor, apoyo y comprensión.
A Emilio y Santiago, mis razones para hacer las cosas.
A mis padres y hermanos, por su confianza y cariño.
4
Mi gratitud para:
Dios, por su amor y por su palabra. Dr. Eduardo San Martín Martínez, por su apoyo, paciencia y visión en el desarrollo de este proyecto.
Dr. José Guzmán Mendoza, Dra. Ruth Pedroza Islas, Dr. Fernando Trejo Zarraga, Dra. Patricia Rodríguez Fragoso y Dr. José Antonio Irán Díaz Góngora por su disposición y valiosas sugerencias en la revisión de este trabajo. Adrián y Gabriel Ríos de Maquimtra, S.A., por el apoyo de la
infraestructura para la inyección de las tazas, parte vital de este proyecto. M en C Miguel Ángel Aguilar Méndez, por esas maravillosas micrografías electrónicas. Sr. Miguel López y Biol. Isabel Contreras, por su amabilidad y soporte técnico. Matilde Villa y Julia Colín, por su amistad, regalo de este posgrado. CONACYT y el IPN por darme la oportunidad. Al pueblo de México, ningún proyecto de investigación sería realizado sin su contribución.
5
ÍNDICE
Índice de Tablas 8
Índice de figuras 9
Resumen 10
Abstract 11
Capítulo 1. Introducción 12
Capítulo 2. Antecedentes 15
Capítulo 3. Justificación 35
Capítulo 4. Materiales y Métodos 38
Capítulo 5. Resultados y Discusión 42
Capítulo 6. Conclusiones 92
Referencias 95

6
ÍNDICE DE TABLAS Tabla 1. Características y aplicaciones del polietileno de baja y alta densidad.
18
Tabla 2. Residuos fuente de la composta producida por el Gobierno del Distrito Federal.
24
Tabla 3. Clasificación de polímeros biodegradables en base a su fuente
27
Tabla 4. Microorganismos degradadores de plásticos 34
Tabla 5. Diseño del experimento 37
Tabla 6. Pérdida de peso 47
Tabla 7. Prueba de tensión 53
Tabla 8. Prueba de elongación
57
Tabla 9. Punto de deformación plástica
62
Tabla 10. Pérdida de peso después de la exposición equivalente a 1 año a la intemperie
84
7
ÍNDICE DE FIGURAS Figura 1. Estructura molecular del polietileno. 16Figura 2. Símbolo para la certificación de biodegradabilidad de plásticos. 19Figura 3. Biodegradación de plásticos. 20Figura 4. La mezcla de PE-Almidón puede ser inyectada por moldeo en una taza. 42Figura 5. Inyección de todas las mezclas PE almidón en el molde de una taza. 43Figura 6. Efecto del contenido de almidón en el aspecto del plástico inyectado. 44Figura 7. Recuperación de los cupones enterrados en composta. 45Figura 8. Acercamiento de un cupón recuperado de la composta. 45Figura 9. Las preparaciones de polímero PE-almidón pierden peso en función del tiempo que pasan bajo composta y el contenido de almidón
48
Figura 10. Pérdida de peso de diferentes mezclas de PE-Almidón. 49Figura 11. La pérdida de peso correlaciona con el contenido de almidón en la mezcla.
50
Figura 12. Prueba de tensión para las diferentes mezclas de PE-Almidón. 52Figura 13. Prueba de tensión para las diferentes mezclas de PE-Almidón. 53Figura 14. Prueba de elongación a la ruptura para las diferentes mezclas de PE-Almidón.
54
Figura 15. Prueba de elongación a la ruptura diferentes mezclas de PE-Almidón. 56Figura 16. Prueba de punto de deformación para las diferentes mezclas de PE-Almidón.
58
Figura 17. Prueba de punto de deformación de las diferentes mezclas de PE-Almidón.
61
Figura 18. Curvas de Calorimetría diferencial de barrido a los cero días. 63Figura 19. Curvas de Calorimetría diferencial de barrido a los 25 días. 65Figura 20. Curvas de Calorimetría diferencial de barrido a los 50 días. 67Figura 21. Curvas de Calorimetría diferencial de barrido a los 75 días. 68Figura 22. Curvas de Calorimetría diferencial de barrido a los 100 días. 69Figura 23. Curvas de Calorimetría diferencial de barrido a los 100 días. 70Figura 24. Micrografía electrónica de las muestras 1, 3, 4 , 6, 10 y 14 al día cero. 71Figura 25. Micrografía electrónica de la evolución de la muestra 14 (0% de almidón). 73Figura 26. Micrografía electrónica de la evolución de la muestra 4 (10% de almidón). 74Figura 27. Micrografía electrónica de la evolución de la muestra 1 (25% de almidón). 76Figura 28. Micrografía electrónica de la evolución de la muestra 10 (39.9% de almidón).
77
Figura 29. Micrografía electrónica de la evolución de la muestra 3 (25% de almidón). 78Figura 30. Micrografía electrónica de la evolución de la muestra 6 (50% de almidón). 79Figura 31. Micrografía electrónica de las muestras 1, 3, 4, 6, 10 y 14 a los 125 días. 80Figura 32. Prueba de tensión de las muestras sometidas al intemperismo acelerado. 82Figura 33. Porcentaje de elongación a la ruptura de las muestras sometidas al intemperismo acelerado.
86
Figura 34. Punto de deformación de las muestras sometidas al intemperismo acelerado.
89
Figura 35. Micrografía electrónica de muestras especificas: a) bolsa biodegradable; b) muestra 15 sin lavar ni secar; c) muestras después del intemperismo.
90

8
RESUMEN
El incremento mundial en el consumo de plásticos remarca la necesidad de tener plásticos biodegradables. Sin embargo, la disponibilidad de éstos es limitada y restringida para usos específicos debido a sus pobres propiedades físicas y mecánicas. Los plásticos biodegradables constituyen menos del 0.1% de todos los desechos plásticos, por tanto, los plásticos biodegradables han ganado importancia en los últimos años. El propósito del presente trabajo fue la preparación de mezclas polietileno (PE)-Almidón adecuadas para la producción de productos plásticos gruesos más susceptibles a la biodegradación. Se prepararon por extrusión mezclas de PE con proporciones de almidón que van de 0 a 50% bajo condiciones diferenciales de temperatura y velocidad de extrusión. Cada preparación se inyectó en el molde de una taza de 125ml. Las tazas se cortaron en cupones de 5X5cm. La biodegradabilidad de las mezclas se determinó enterrando las muestras en un apila de 50 cm de composta enriquecida de nutrientes. Después de 25, 50, 75, 100 y 125 días, las muestras se recuperaron, lavaron, secaron y pesaron. Se analizaron la pérdida de peso y las modificaciones estructurales por microscopía electrónica (SEM). Además se evaluaron las propiedades mecánicas resistencia a la tensión, elongación a la ruptura y punto de deformación plástica en un texturómetro antes y después del tratamiento de composta. Se observó una correlación entre el porcentaje de almidón contenido en la mezcla y la pérdida de peso. Las muestran con 10, 25 y 39.9% de almidón perdieron peso durante el tiempo de la evaluación. La mezcla con 39.9% exhibió la mayor pérdida de peso, siendo ésta de 2.8, 6.2, 10.16, 11.33 y 12.04% en los puntos evaluados. Mientras que la muestra de PE puro perdió solamente el 0.33% al final de los 125 días. El análisis por SEM detectó fracturas y poros, como consecuencia de la biodegradación, en las mezclas PE-Almidón, la mezcla que contiene el 39.9% de almidón fue la que más cambios en su estructura presentó. Las muestras de PE puro permanecieron prácticamente sin cambios. Las preparaciones PE-Almidón mezcladas por extrusión y moldeadas por inyección representan un método potencialmente viable para reducir el impacto de los desechos plásticos en el ambiente.
9
ABSTRACT The worldwide increment in plastic consumption underlies the need of biodegradable plastics. However, availability of such plastics is limited and restricted to specific uses due to poor physical and mechanical properties. Biodegradable plastics accounts for less than 0.1% of all plastic wastes, therefore biodegradation of plastics has assumed increasing importance in the last few years. The present study aimed at preparing polyethylene-starch blends suitable for production of thick plastic items more susceptible to biodegradation. Polyethylene-starch blends were prepared by extrusion in proportions ranging from 0 to 50% of starch under differential temperature and speed of screw the extrusion. Each preparation was injected into a 125 ml cup mold. Cups were cut into 5X5 cm samples. Biodegradability was assessed by burying samples in 50 cm pile of nutrient enriched compost. After 25, 50, 75, 100 and 125 days, samples were retrieved, washed, dried and weighed. Weight loss and microscopy analysis (SEM) in structure were investigated. Also, mechanical properties such as elongation at break, strength tension and yield point were measured in a texture analyzer on samples before and after compost treatment. A positive correlation between percentage of starch in the blend and increased weight loss was observed, samples of material containing 10, 25 and 40% starch lost weight increasingly during time of evaluation. The maximum weight loss was observed for the 40% starch blend with 2.8, 6.2, 10.16, 11.33 and 12.04% weight loss at each time of analysis. Whereas polyethylene sample lost only 0.33% of its weight at the final time of assessed, SEM analysis detected fractures and pores of the compost exposed material surface as a result of polymer degradation in all starch containing preparations, although 40% starch registered more changes in the structure of material. Cups injected with polyethylene only remained practically unchanged. Polyethylene-starch blended by extrusion and mold injection represents a potentially viable method to reduce impact of plastic waste on the environment.
10
CAPÍTULO 1
INTRODUCCIÓN
Después de la generación de energía (54% en los países de la Organización para la
Cooperación Económica y el Desarrollo OECD) y transportación (35%), la industria
química le sigue en tercera posición como consumidor de las reservas de petróleo
(12%, de los cuales son usados en la síntesis de materiales plásticos y para la
generación de energía)(D1D). En la industria química la mayor parte de los materiales
son transformados en polímeros. El éxito de los productos de plásticos en los
pasados 50 años es atribuido no solamente a la versatilidad de aplicaciones, sino
también a su características termoplásticas de procesamiento (D2D). Como resultado
de las crisis del petróleo de 1973, la investigación de energías alternativas y de
materiales de fuentes diferentes a las del petróleo se intensificó notablemente. El
desarrollo geopolítico y económico de los países ha puesto a consideración la
disponibilidad limitada del combustible fósil así como la desventaja de su
dependencia (D3D).
Las poliolefinas como el polietileno de alta densidad (HDPE), el polietileno de baja
densidad (LDPE) y el polipropileno (PP), constituyen los plásticos mayormente
usados como materiales de empaque; constituyen una clase de polímeros sintéticos
relativamente inertes y generalmente considerados no biodegradables. Los
productos desarrollados de estos polímeros han jugado un papel muy útil en nuestra
sociedad y continúan satisfaciendo necesidades en todo el mundo. Los polímeros
sintéticos son ampliamente usados en en los hogares, en la agricultura, en la marina
y hasta en aplicaciones en la arquitectura entre otras. Los plásticos fueron
desarrollados como materiales durables y de bajo peso, y han remplazado a
compuestos naturales como los metales y el vidrio. Sin embargo, los problemas
ambientales y los relacionados con el desecho de residuos sólidos asociados a
estos polímeros, ha propiciado la búsqueda de nuevas alternativas.
La demanda actual de plásticos en el mundo es de millones de toneladas por año.
En México en el año 2007 el volumen de ventas internas de polietileno ascendió a
448,000 toneladas y además se importaron 1’135,085 toneladas de este polímero

11
(INEGI, Anuario Estadístico Petroquímico. www.inegi.gob.mx). El crecimiento en el
consumo de plástico en los últimos años ha preocupado a los ambientalistas sobre
el manejo efectivo de los desechos de estos materiales después de su consumo, así
como de la dependencia de los combustibles fósiles. Existe un énfasis mundial en
minimizar el uso innecesario de los plásticos y en favorecer el uso de métodos para
la recuperación y reciclaje de los residuos plásticos. En la Ciudad de México, la Ley
de Residuos Sólidos en su capítulo II artículo 11 nos menciona que se debe prevenir
la liberación de los residuos sólidos que puedan causar daños al ambiente. La
alternativa del reciclaje ofrece una solución limitada para este problema desde el
punto de vista económico y además existe la posibilidad de liberación de sustancias
tóxicas, como la dioxina (generada al incinerar el PVC como parte de su reciclaje),
por lo que el uso de plásticos biodegradables se ha propuesto como un mecanismo
clave para reducir el impacto ambiental de los plásticos (D4D). Recientemente en el
Distrito Federal se aprobó la iniciativa a la Reforma de Ley de Residuos Sólidos, en
la cual sólo se permitirá la utilización de bolsas, empaques y embalajes plásticos que
sean biodegradables.
La demanda para polímeros biodegradables ha tenido un crecimiento constante
durante los últimos diez años a una taza de crecimiento entre 20 y 30%. Sin
embargo solo representa menos del 0.1% del total de los plásticos en el mercado. El
crecimiento limitado de este tipo de plásticos en los últimos años se explica en los
pocos productos disponibles de manera comercial, el comportamiento en sus
propiedades no ha sido del todo satisfactoria, los altos precios, la atención legislativa
limitada, el hecho de que la biodegradabilidad es una propiedad funcional no
percibida inmediatamente por los consumidores finales, requiriendo grandes
esfuerzos de comunicación; en Europa el escenario para el año 2010 es reemplazar
el 10% de los plásticos convencionales por plásticos biodegradables (D5D).
El almidón es un polímero natural compuesto de carbono que es fácilmente
degradado por una variedad de microorganismos del suelo y se espera que también
lo sea en las condiciones ambientales de los rellenos sanitarios; se ha utilizado
modificado en copolímeros de uso laminar para cubrir superficies diversas (D6D); sin
embargo, nosotros proponemos que la mezcla de polietileno-almidón que
preparamos en este trabajo es factible de ser utilizada en productos manufacturados
por el proceso de inyección. Con esto, cubrimos un espectro más amplio de
12
productos plásticos que pueden ser biodegradados en condiciones naturales de
desecho.
En este trabajo desarrollamos un polímero, mezcla de polietileno y almidón,
preparado por extrusión y moldeado por el método de inyección. Se prepararon 20
mezclas diferentes en concentración de almidón, temperatura y velocidad de
extrusión. Las mezclas se inyectaron en un molde de una cavidad, una taza de
125ml de capacidad, y se evaluaron las propiedades mecánicas, térmicas y
estructurales del producto sometido a biodegradación en composta desde 0 a 125
días. La mezcla que contiene 39.9% de almidón extruído a 153.9 °C y una
frecuencia de 32Hz es la más susceptible a biodegradación, medida por pérdida de
peso a lo largo del tiempo enterradas en composta y pérdida de la resistencia a la
tensión y compresión, así como pérdida de elongación y modificaciones
estructurales registradas por microscopía electrónica.
En contraste con la celulosa, el almidón puede ser procesado termoplásticamente
sin tener que modificarlo si tiene la humedad adecuada. Sin embargo,
adicionalmente a su sensibilidad a la humedad, las propiedades mecánicas del
almidón presentan una gran limitación. Ambos factores se mejoran mezclando el
almidón con productos termoplásticos como el polietileno o algún poliéster. Las
mezclas con algún poliéster son degradables en composta (D7D).

13
CAPÍTULO 2
ANTECEDENTES
POLIETILENO, CARACTERÍSTICAS Y APLICACIONES
En el 2007 la capacidad mundial de producción de polietileno fue de 70 millones de
toneladas por año, y en el 2005 fue de 65 millones por año. Al mismo tiempo la
demanda creció 5% anual a nivel mundial (D8D). Por su alta producción mundial el
polietileno es también el polímero más barato.
El polietileno (PE) es químicamente el polímero más simple. Es, además, el plástico
más popular del mundo por ser un material versátil y tener una estructura muy
simple, la más simple de todos los polímeros comerciales. Se representa con su
unidad repetitiva (CH2-CH2)n. Una molécula de polietileno es una cadena larga de
átomos de carbono, con dos átomos de hidrogeno unidos a cada átomo de carbono.
En ocasiones es un poco más complicado. A veces algunos de los carbonos, en
lugar de tener hidrógenos unidos a ellos, tienen asociadas largas cadenas de
polietileno. Esto se llama polietileno ramificado, o de baja densidad, o LDPE.
Cuando no hay ramificación, se llama polietileno lineal, o HDPE. El polietileno lineal
es mucho más fuerte que el polietileno ramificado, pero el polietileno ramificado es
más barato y más fácil de hacer (Figura 1).

14
Figura 1. Estructura molecular del polietileno. A) polietileno lineal o de alta densidad. B) Polietileno ramificado o de baja densidad.
Este polímero puede ser producido por diferentes reacciones de polimerización, por
ejemplo: Polimerización por radicales libres, polimerización aniónica, polimerización
por coordinación de iones o polimerización catiónica. Cada uno de estos
mecanismos de reacción produce un tipo diferente de polietileno (D9D).
El Polietileno se usa para diferentes tipos de productos finales de acuerdo a sus
características (Tabla 1), además, se le han dado aplicaciones modernas. El
polietileno puede formar una red tridimensional cuando éste es sometido a una
reacción covalente de "vulcanizado" (cross-linking en inglés). El resultado es un
polímero con efecto de memoria. El Efecto de memoria en el polietileno y otros
polímeros consiste en que el material posee una forma estable o permanente y a
cierta temperatura, conocida como temperatura de obturación, ya sea Tg o Tm, o
15
una combinación, se puede obtener una forma temporal, la cual puede ser
modificada simplemente al calentar el polímero a su temperatura de obturación. El
Efecto térmico de memoria en los polímeros es diferente del efecto térmico de
memoria en los metales, encontrado en 1951 por Chang y Read en el cual hay un
cambio en el arreglo cristalino por medio de un reacomodo martensístico, en los
polímeros este efecto se basa en fuerzas entrópicas y puntos de estabilidad física
(nudos entre cadenas) o química (vulcanizado).
De acuerdo al tipo de producto final generado es el tipo de proceso requerido para
su manufactura, entre los más comunes se encuentran:
-Extrusión: Película, cables, hilos, tuberías.
-Moldeo por inyección: Partes en tercera dimensión con formas complicadas
-Inyección y soplado: Botellas de diferentes tamaños
-extrusión y soplado: Bolsas o tubos de calibre delgado
-extrusión y soplado de cuerpos huecos: Botellas de diferentes tamaños
-Rotomoldeo: Depósitos y formas huecas de grandes dimensiones.

16
Tabla 1. Características y aplicaciones del polietileno de baja y alta densidad.

17
BIODEGRADACIÓN
La biodegradación de polímeros normalmente se refiere al ataque de los
microorganismos sobre materiales plásticos, sin embargo, el deterioro o la pérdida
de la integridad física del polímero se ha confundido con biodegradación porque no
hay un consenso en la definición de biodegradación de plásticos. No obstante, la
biodegradación es un proceso biológico natural llevado a cabo por procesos
bioquímicos y que puede ser clasificado en función del producto final (D10D,D11D,D12D,D13D),
lo que nos permite precisar algunas definiciones:
Biodegradación. Proceso inducido por actividad biológica que resulta en el cambio
estructural del material en productos metabólicos naturales.
Biodegradación parcial. Es la alteración de la estructura química que resulta en la
pérdida de propiedades específicas del polímero.
Biodegradación total. Los microorganismos mineralizan e incorporan totalmente el
polímero, con producción final de CO2 (en condiciones aeróbicas) o metano (en
condiciones anaeróbicas), agua, sales minerales y biomasa.
Biodegradabilidad. Capacidad de un material plástico para el cual la totalidad de sus
constituyentes son susceptibles de biodegradación total. Los materiales comerciales
biodegradables portan el símbolo que los identifica (Figura2).
Figura 2. Símbolo para la certificación de biodegradabilidad de plásticos. De acuerdo con German standard test method DIN V54900.
18
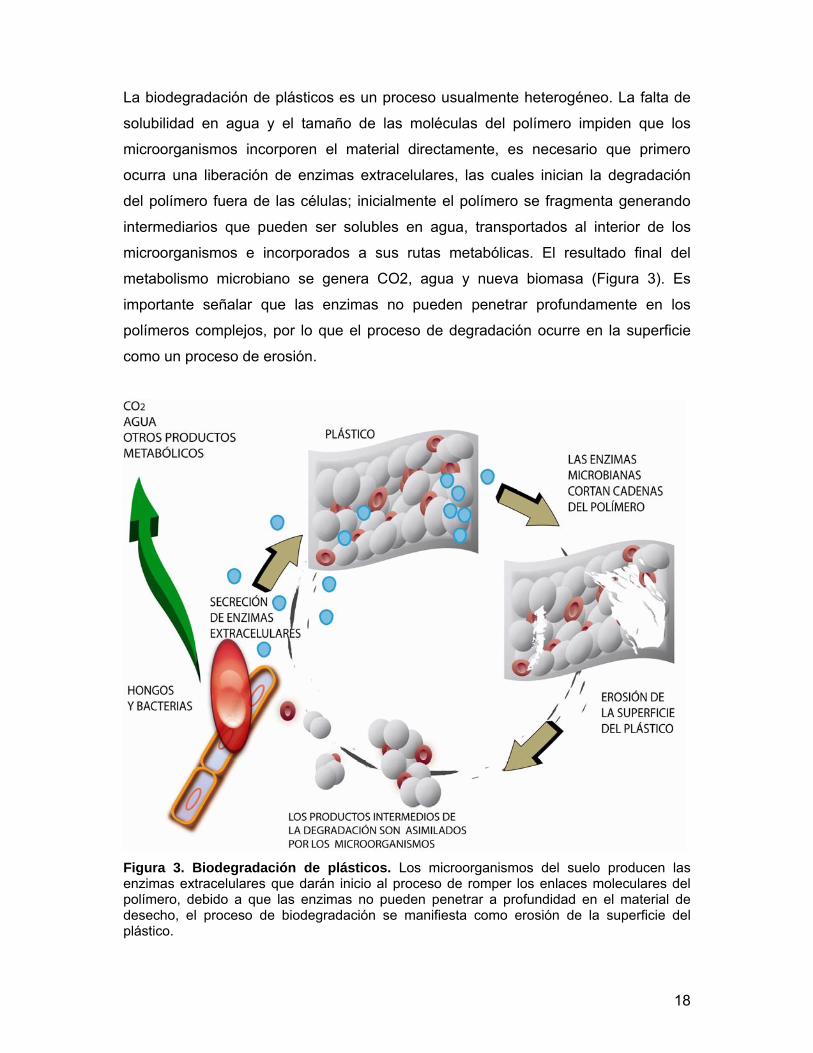
La biodegradación de plásticos es un proceso usualmente heterogéneo. La falta de
solubilidad en agua y el tamaño de las moléculas del polímero impiden que los
microorganismos incorporen el material directamente, es necesario que primero
ocurra una liberación de enzimas extracelulares, las cuales inician la degradación
del polímero fuera de las células; inicialmente el polímero se fragmenta generando
intermediarios que pueden ser solubles en agua, transportados al interior de los
microorganismos e incorporados a sus rutas metabólicas. El resultado final del
metabolismo microbiano se genera CO2, agua y nueva biomasa (Figura 3). Es
importante señalar que las enzimas no pueden penetrar profundamente en los
polímeros complejos, por lo que el proceso de degradación ocurre en la superficie
como un proceso de erosión.
Figura 3. Biodegradación de plásticos. Los microorganismos del suelo producen las enzimas extracelulares que darán inicio al proceso de romper los enlaces moleculares del polímero, debido a que las enzimas no pueden penetrar a profundidad en el material de desecho, el proceso de biodegradación se manifiesta como erosión de la superficie del plástico.
19
Los polímeros biodegradables tienen características moleculares estructurales
particulares. Los polímeros que contienen dobles enlaces éter o éster y enlaces
peptídicos en el esqueleto como la goma natural, poliéters, poliéster proveniente de
microorganismos y poliamidas, son más o menos biodegradables porque sus
enlaces éster son hidrolizables por acción de microorganismos (D14D). Las
excepciones son los poliésteres alifáticos y aromáticos como el PET, que poseen
excelentes propiedades materiales y comercialmente son ampliamente usados pero
son considerados resistentes a la degradación por microorganismos; y el
poli(vinylalcohol) (PVOH) que contiene enlaces puros C-C y sí es biodegradable vía
oxidación primaria de los grupos hidroxilo, seguida por esqueleto de la cadena del
polímero (D15D). Otros polímeros naturales biodegradables como la lignina, la celulosa,
el almidón y el poliéster natural PHB, tienen un esqueleto de átomos de carbono
interrumpidas por hetero-átomos como nitrógeno y oxigeno en la cadena principal
del polímero. Estos hetero-átomos representan puntos potenciales de ataque para la
hidrólisis enzimática y el rompimiento por oxidación (D16D). Estas características
moleculares son deseables en polímeros preparados sintéticamente, pero también
se han aprovechado en mezclas con polímeros no biodegradables.
La mezcla de almidón, con polímeros inertes como el polietileno, ha recibido mucha
atención. La propuesta es que el componente biodegradable será removido por los
microorganismos en los rellenos sanitarios, y el componente inerte restante del
material se deberá despolimerizar y desaparecer.
Las películas comerciales biodegradables son generalmente hechas de polietileno
de baja densidad (LDPE) con aditivos degradadores como el almidón y
prooxidantes. Griffin y cols. han sugerido el almidón naturalmente disponible como
un complemento biodegradable que satisface la estabilidad térmica y tiene una
interferencia mínima con las propiedades de flujo y de fusión en las aplicaciones de
manufactura. La incorporación del almidón produce una capa plástica con una
estructura porosa, la cual incrementa la accesibilidad de las moléculas de plástico al
oxigeno y los microorganismos. Debido a las propiedades hidrofílicas, la
incorporación del almidón puede, sin embargo, producir propiedades indeseables en
la película del polietileno. Estas propiedades incluyen un incremento a la sensibilidad
al agua y un decremento en la fuerza y porcentaje de elongación. El uso de
20
derivados hidrofóbicos del almidón, compatibilizadores, y ácidos grasos, se han
reportado que reducen los efectos negativos.
Un gran número de alternativas han surgido, sin embargo, una de las principales
limitaciones para los polímeros sintéticos biodegradables como el poliéster y las
mezclas basadas en almidón es su alto costo comparado con los polímeros
sintéticos comunes como el LPDE, PP, PS y PET. Otro gran obstáculo es la carencia
de infraestructura adecuada para su manufactura, reciclaje, composteo y rellenos
sanitarios para su desecho (D17D).
COMPOSTEO El composteo es la descomposición de la materia orgánica por microorganismos en
un ambiente con condiciones controladas, facilitando un incremento de la
temperatura para destruir los patógenos. Los niveles de oxigenación y de humedad
de este proceso también son controlados para reducir el potencial de producción de
malos olores. Durante el proceso, los materiales orgánicos son degradados a un
material parecido al humus con excelentes propiedades para el suelo, con un pH en
rangos de 6.5 a 8, que favorece el crecimiento saludable de las plantas y tiene la
capacidad de retención de agua. La composta se puede obtener mediante la
descomposición de la materia orgánica en condiciones aerobias o anaerobias (con o
sin oxígeno, respectivamente). La aerobia, o en un medio con oxígeno, es más
utilizada que la descomposición anaerobia, debido a que esta última genera olores
desagradables y requiere de infraestructura y conocimiento técnico especializados;
se lleva a cabo en contenedores sellados que permiten la recuperación y uso de
biogás que se genera en el proceso de descomposición de los residuos. Por el
contrario, el composteo en condiciones aerobios registra un incremento espontáneo
en la temperatura que favorece la descomposición de la materia orgánica, elimina
microorganismos patógenos y no libera olores.
El Gobierno del Distrito Federal opera la planta de composta más grande de la
República Mexicana, la planta de Bordo Poniente, ubicada en el antiguo Lago de
Texcoco dentro del territorio del Estado de México. Las delegaciones del DF que

21
cuentan con una planta de composta operan en predios asignados por cada
delegación.
En el relleno sanitario del bordo poniente predomina el clima templado a húmedo,
con lluvias en verano. La temperatura media anual máxima es de 19.2°C. Situado a
una altitud media de 2240 msnm.
El principal objetivo de la planta es reducir el volumen de residuos orgánicos que se
depositan en el relleno sanitario y así alargar su vida útil. La composta que se
produce se utiliza en los parques y jardines de las delegaciones del DF, en las áreas
verdes de escuelas públicas, y para sanear las celdas del relleno sanitario. El Distrito
Federal produce 12,000 t de residuos sólidos diarios de los cuales el 50% son
orgánicos. La planta de Bordo Poniente recibe 10 t de residuos orgánicos al día. La
planta de Bordo Poniente está administrada por la Dirección General de Servicios
Urbanos de la Secretaría de Obras y Servicios del Gobierno del Distrito Federal.
La poda y pasto de las áreas verdes y jardines de las delegaciones son recolectados
de manera separada y entregados a la planta. Así mismo, los desperdicios de
alimentos de la Central de Abastos ingresan a la planta. Algunos generadores
particulares de alto volumen están autorizados para ingresar sus productos en la
planta. Los residuos orgánicos separados en los domicilios de algunas delegaciones
también se depositan en esta planta (Tabla 2). Un pequeño laboratorio en la planta
permite medir el pH y la temperatura de las pilas. Se ha establecido colaboración
con el IPN para realizar diversos estudios de carácter medioambiental y técnico en la
planta. La composta que se produce en la planta no se vende debido a restricciones
administrativas. La planta es totalmente financiada por el Gobierno del DF y la
composta se utiliza en parques y jardines de las delegaciones, escuelas y
deportivos; para producción de plantas en viveros y para el saneamiento de celdas
del relleno sanitario.

22
Tabla 2. Residuos fuente de la composta producida por el
Gobierno del Distrito Federal.
23
POLÍMEROS BIODEGRADABLES En la década de los 70´s en los Estados Unidos de América se inicio el trabajo de
desarrollar plásticos fotodegradables y biodegradables para la industria del empaque
y embalaje. Las especificaciones necesarias para estos polímeros eran:
1) Materiales no tóxicos con productos de degradación no tóxicos y que no
puedan afectar los mantos acuíferos una vez en los rellenos sanitarios.
2) Polímeros con propiedades mecánicas adecuadas para usos específicos.
3) Viabilidad económica.
4) Factibilidad de manufactura.
5) Control de degradación de los plásticos vía modificación del polímero.
La degradación o envejecimiento de los polímeros se refiere a los cambios que
sufren estos materiales en sus propiedades, al interaccionar con el medio y el
ambiente en que se encuentren. La degradación de los polímeros es un proceso que
ocurre por la ruptura de la cadena principal o la de los enlaces de los grupos
laterales.
Tradicionalmente, las poliolefinas son consideradas no biodegradables por tres
razones. La primera es su carácter hidrofóbico que hace a este material resistente a
la hidrólisis. La segunda, es el uso de antioxidantes y estabilizadores durante el
proceso de manufactura protege a las poliolefinas de la oxidación y la
biodegradación (D18D). La tercera es que poseen un alto peso molecular entre 4000 a
28000 (D19D).
En la elaboración de resinas biodegradables con base almidón, se emplean aditivos
que se biodegradan en medios biológicamente activos debido al consumo
microbiano de los gránulos de almidón. Ya se comercializan aditivos específicos que
se utilizan para la producción de bolsas que pueden degradarse con el contacto con
el medio ambiente. Este aditivo se utiliza proporcionalmente con respecto a la resina
de polietileno mezclado con almidón.
24
Se han desarrollado mezclas de sales organometálicas que actúan en forma
sinérgica con el almidón y con oxidantes para formar películas que se degraden en
un tiempo relativamente corto
También se están comercializando polímeros con aditivos fotodegradables para
emplearlos a gran escala en el envasado industrial y de consumo. Por otro lado
existen aditivos especificos para olefinas, principalmente polietileno que sirven como
reguladores de tiempo de la degradación del material.
Comercialmente existen biopolímeros base acido láctico y almidón con un aditivo
que es un complejo de betaciclodextrina que actúa como acelerador de degradación
de plásticos. Este tipo de biopolímero es soluble en agua, extruíble y moldeable.
La fuente de los materiales biodegradables es de dos tipos: material natural
conocido por ser biodegradable y polímeros sintéticos (D20D). La tabla 3 enlista las
ventajas y desventajas de cada uno de los grupos pertenecientes a la siguiente
clasificación:
1) Polímeros naturales.
2) Polímeros naturales químicamente modificados.
3) Polímeros sintéticos compuestos de bloques de polímeros naturales.
4) Polímeros sintéticos a partir de bloques de origen petroquímico.
5) Mezclas de polímeros naturales biodegradables con polímeros sintéticos no
degradables.

25
Tabla 3. Clasificación de polímeros biodegradables en base a su fuente.
MÉTODOS PARA MEDIR BIODEGRADABILIDAD
1) Pruebas de campo, simulación y laboratorio para medir biodegradación Existe un problema concerniente a las pruebas aplicadas y las conclusiones que se
pueden obtener. En principio, las pruebas se pueden dividir en tres categorías:
Pruebas de campo, Pruebas de simulación y Pruebas de laboratorio.
Aunque las pruebas de campo, tales como enterrar el plástico en suelo, en lagos o
ríos, representan las pruebas ideales, presentan muchas desventajas. Un problema
son las condiciones ambientales como temperatura y humedad no pueden ser
26
controladas. Otro problema es la dificultad de monitorear el proceso de degradación;
en muchos casos sólo es posible evaluar los cambios visibles en el polímero y quizá
determinar la desintegración midiendo la pérdida de peso; esta determinación es
poco precisa, especialmente si el plástico se fragmenta y no es posible recuperar
todas las piezas. El análisis de los residuos e intermediarios es difícil de realizar
debido al ambiente complejo y finalmente, la mera fragmentación del plástico no
puede ser considerada como biodegradación de acuerdo con las definiciones.
Las pruebas de simulación en laboratorio son una mejor alternativa. Éstas incluyen
la degradación en composta, suelo o agua en condiciones controladas
(D21D,D22D,D23D,D24D,D25D). Aunque las condiciones ambientales son muy parecidas a las
presentes en el campo, los parámetros externos como humedad y pH pueden ser
controlados y ajustados y las herramientas de análisis son mejores que las de las
pruebas de campo (por ejemplo: análisis de residuos e intermediarios, determinación
de generación de CO2 o consumo de O2). En ocasiones, para reducir el tiempo de
evaluación, se añaden nutrientes que incrementen la actividad microbiana y aceleren
la degradación.
Las pruebas de laboratorio son las pruebas de biodegradación más reproducibles.
En ellas, se utilizan medios de cultivo sintéticos bien definidos inoculados con
poblaciones microbianas puras o mezclas de ellas seleccionadas por su capacidad
de degradar polímeros específicos. Estas pruebas pueden ser optimizadas de
acuerdo a los microorganismos utilizados; además, en estas pruebas los polímeros
exhiben una mayor tasa de degradación que la observada en condiciones naturales.
Esto puede ser considerado como una ventaja cuando se estudian los mecanismos
básicos o moleculares de la biodegradación, pero las conclusiones son limitadas en
cuanto al comportamiento esperado en condiciones naturales.
En pruebas de laboratorio más controladas, se utilizan las enzimas microbianas
extracelulares cuya capacidad de despolimerizar un grupo particular de polímeros es
bien conocida. Este método no se puede utilizar para probar la biodegradación en
términos de metabolismo microbiano, pero el sistema es valioso para establecer
correlación entre la estructura del polímero y su biodegradabilidad; además, la
reproducibilidad, la corta duración y el uso mínimo de materiales son puntos
importantes cuando se evalúan materiales industriales en desarrollo. Una evaluación
27
que pude requerir hasta un año en pruebas de composta, solamente toma semanas
o días utilizando este sistema (D26D,D27D,D28D,D29D).
2) Procedimientos analíticos de monitoreo de la biodegradación.
Las herramientas utilizadas para monitorear la biodegradación dependen del
propósito de la investigación y del ambiente en el que se llevan a cabo las pruebas.
a. Observación visual.
b. Cambios en las propiedades mecánicas y masa molar
c. Determinación del polímero residual (pérdida de peso)
d. Pruebas en placas de agar
e. Otras
a. Observaciones visuales
La evaluación de los cambios visibles en los plásticos puede realizarse en la
mayoría de los experimentos. Los efectos para describir la degradación incluyen la
rugosidad de la superficie, la formación de huecos o fracturas, defragmentación,
cambio en el color o la formación de biopelículas en la superficie. Estos cambios no
prueban la presencia de un proceso de biodegradación en términos del
metabolismo, pero el parámetro de cambios visuales puede ser usado como un
primer indicativo de un ataque microbiano. Para obtener información sobre el
mecanismo de degradación, observaciones más sofisticadas pueden hacerse
usando el microscopio electrónico de barrido o el microscopio de fuerza atómica.
b. Cambios en las propiedades mecánicas
Igual que en las observaciones visuales, los cambios en las propiedades mecánicas
del material no pueden ser determinantes para probar la biodegradabilidad. Sin
embargo, los cambios en las propiedades mecánicas son usualmente válidos
cuando se observan cambios menores en la masa del espécimen. Propiedades
como la resistencia a la tensión son muy sensibles a los cambios en la masa molar
de los polímeros, la cual es frecuentemente tomada como un indicador de
degradación (Erlandsson et al., 1997). Cuando existe una despolimerización
inducida por una acción enzimática, las propiedades del material solo cambian si es
observada una pérdida significante de la masa del material (la muestra se vuelve
más delgada a causa del proceso de erosión de la superficie; la parte interna del
28
material no es afectada por el proceso de degradación), para un proceso de
degradación abiótico (el cual toma lugar en todo el material e incluye la hidrólisis de
los poliésteres o la oxidación del polietileno) las propiedades mecánicas pueden
cambiar significativamente, a pesar de que no existe una pérdida de masa debido a
que ocurre una solubilización de los productos intermedios en este proceso.
Como consecuencia, este tipo de medición es frecuentemente usada para
materiales donde un proceso abiótico del primer paso de la degradación, ejemplo, la
hidrólisis química para el poli-ácido láctico del polietileno modificado (Breslin, 1993;
Tsuji and Suzuyoshi, 2002).
c. Pérdida de peso: Determinación del polímero residual.
La perdida de peso en muestras como películas o cupones es muy usada en las
pruebas de degradación (especialmente en pruebas de campo), a pesar de que
tampoco es una prueba determinante de la degradación. Pueden presentarse
problemas con la limpieza del espécimen, o si hay una desintegración del material.
En el último de los casos, la muestra puede ser colocada en mallas para su fácil
recuperación; este método es usado en procedimiento de composta a gran escala.
Un análisis minucioso de la matriz alrededor de las muestras de plástico permite una
mejor cuantificación de las características de desintegración.
Para muestras de polímeros finamente distribuidos (ejemplo, polvos) la disminución
del polímero residual puede ser determinada por una adecuada separación y una
técnica de extracción (polímero separado de la biomasa o polímero extraído del
suelo o de la composta). Combinando un análisis estructural del material residual y
el bajo peso molecular de los productos intermedios, se puede tener información
detallada en cuanto al proceso de degradación (Witt et al., 2001).
d. Formación de halo en placa de agar.
Un método simple y semicuantitativo es llamado prueba del halo. Se realiza en una
placa de agar en la cual partículas finas del polímero son dispersadas en agar
sintético, esto produce una apariencia opaca en el agar. Después de la inoculación
con microorganismos, la formación de una zona clara alrededor de la colonia indica
que los microorganismos al menos son capaces de la despolimerización, lo cual es
el primer paso de la biodegradación. Este método es regularmente usado para
29
probar microorganismos que puedan degradar polímeros específicos (Nishida and
Tokiwa, 1993; Abou-Zeid et al., 2001).
e. Otros
Otros métodos analíticos para monitorear el proceso de biodegradación,
especialmente para experimentos que incluyen enzimas son:
-Medición del carbono disuelto en el medio que rodea los plásticos, por la
determinación del contenido de carbono orgánico disuelto (Tokiwa et al., 1990)
-Disminución en la densidad óptica de pequeñas partículas del polímero dispersadas
en agua (Jaeger et al.,1995).
- Análisis de la disminución del tamaño de partícula en pequeñas partículas de
polímero usando dispersión de luz (Gan et al., 1999).
-Determinación de ácidos libres formados a través del rompimiento enzimático de
poliésteres por determinación de pH (Walter et al., 1995; Marten, 2000; Welzel et
al., 2002)
AGENTES BIOLÓGICOS QUE PARTICIPAN EN LA BIODEGRADACIÓN
En el suelo, composta o superficies sólidas, los microorganismos son necesarios
para llevar a cabo la actividad biológica. En el suelo, la vida microbiana se desarrolla
en delgadas películas acuosas localizadas entre las partículas. Una humedad entre
el 50-60% es óptima para los procesos biológicos aeróbicos. Aunque el agua es un
componente básico para la microflora, algunos microorganismos prefieren el
contacto con la matriz sólida. Por ejemplo, algunos hongos crecen mejor en
superficies sólidas que en líquidos, en parte porque los micelios son sensibles a las
fuerzas mecánicas. Las diferencias en los requerimientos de cada grupo de
microorganismos causan la presencia comunidades especializadas en varios
ambientes y, por tanto, a distintos comportamientos en la degradación de sustancias
(Bastioli).
Dos tipos de microorganismos son de particular interés en la biodegradación de
polímeros sintéticos y naturales; estos son las bacterias (incluyendo a los
actinomicetos) y los hongos. Una cantidad innumerable de estos microorganismos
son encontrados en la naturaleza Chandra and Rustgi (1998).
30
1) Hongos
Eumicetos, u hongos verdaderos, son microorganismos de particular importancia en
la degradación de materiales. Los hongos se componen de células con núcleo, son
formadores de esporas, organismos sin clorofila, los cuales se reproducen ya sea
sexualmente como asexualmente; la mayoría de ellos poseen estructura somática
filamentosa y pared celular de quitina y/o celulosa. Más de 80000 especies son
conocidas.
Los hongos verdaderos están presentes en todas partes. Su importancia como sus
agentes degenerativos es el resultado de la producción de enzimas los cuales
rompen en los sustratos inertes a fin de proveerse nutrientes presentes en la
composición de los polímeros. Ciertas condiciones ambientales son esenciales para
el óptimo crecimiento y para su actividad degenerativa. Éstas incluyen una
temperatura ambiente óptima, la presencia de nutrientes, y una humedad alta.
Los hongos cultivados con propósito de ensayos de laboratorio, que se han
desarrollado en el campo de los polímeros naturales y fueron seleccionados en
función de su utilidad para polímeros sintéticos, comprenden un grupo
taxonómicamente heterogéneo. Muchos son seleccionados primordialmente por que
se reproducen por medio de esporas (minimiza las variaciones en las cepas
inherentes a la reproducción sexual), los resultados son reproducibles por largos
períodos de tiempo de incubación en condiciones de laboratorio y pueden crecer en
medios de cultivo sintéticos en condiciones estrictamente controladas.
2) Bacterias
Las bacterias pueden ser bacilos, cocos o espiroquetas; se pueden encontrar
aisladas o formando cadenas o filamentos. También pueden ser aerobias o
anaerobias; en contraste con los hongos que son necesariamente aerobios. Algunas
bacterias son móviles; las bacterias son predominantemente no fotosintéticas. Su
acción degenerativa es también el resultado de su producción de enzimas y
rompimiento del sustrato inerte con el propósito de obtener nutrientes.
31
Las bacterias presentes en el suelo son agentes importantes para la degradación de
la materia. Entre la materia que degradan está la celulosa, productos de la madera y
textiles sujetos a degradación celulolítica, y algunas especies pueden degradar
plásticos.
3) Degradación de polímeros por microorganismos
Los biopolímeros están en la naturaleza durante los ciclos de crecimiento de los
organismos. También son referidos como polímeros naturales. Los polímeros
naturales son por ejemplo la celulosa, la lignina y la quitina. En la naturaleza,
muchos microorganismos secretan diferentes enzimas, las cuales pueden degradar
estos polímeros naturales. Existen hongos y bacterias que secretan enzimas
celulolíticas que pueden degradar la celulosa. Estas celulasas incluyen tres
principales tipos de enzimas: 1) endo-1,4-ß-gluconasas, que aleatoriamente atacan
los enlaces 1,4- ß-glucosiditos a través de la cadena principal generan polímeros de
menor peso molecular y oligómeros; 2) exo-1,4-ß-gluconasas, las cuales
selectivamente hidrolizan unidades terminales en la cadena; 3) 1,4- ß-glucosidasas,
las cuales catalizan la hidrólisis de la celubiosa y celudextrinas solubles al agua a
glucosa para proveer nutrientes para los organismos (Schlegel 1992). La lignina es
un polímero complejo presente en las plantas. Las enzimas de hongos y
actinomicetos están involucradas en la degradación de la lignina (Crawford and
Sutherland 1980, Kirk and Farrell 1987).
Una gran variedad de hongos y bacterias se han descrito como capaces de degradar
plásticos, tanto los considerados biodegradables como los considerados no
biodegradables (Tabla 5) (Referencias D30D, D31D,D32D,D33D, D34D,D35D,D36D,D37D, D38D,D39D,D40D,D41D),
sin embargo, es necesario notar que todos pueden degradar películas delgadas,
bolsas o emulsiones solamente; aquellos probados para degradación de productos
como tazas, por ejemplo, no las pueden degradar (D42D).

32
Tabla 4. Microorganismos degradadores de plásticos

33
CAPÍTULO 3
JUSTIFICACIÓN La investigación actual sobre polímeros biodegradables está relacionada con áreas
de utilización del polímero bien definidas. Los plásticos biodegradables ofrecen una
solución para el manejo de desechos sólidos y se usan para aplicaciones diversas
que incluyen materiales de empaque (bolsas de basura, envolturas, contenedores de
alimentos y papel laminado), elementos desechables (telas), productos de higiene
(tela para pañales, toallitas de algodón) y bienes consumibles (mantelería, cartones
para huevo y juguetes). Sin embargo, el problema de los plásticos no ha sido
resuelto porque la mayoría de los envases plásticos de uso rudo, y que representan
un gran volumen en los desechos sólidos, no son biodegradables debido a que no
se ha logrado tener un polímero cuyas propiedades físicas y mecánicas le permitan
ser utilizado con este propósito.
Adicionalmente, el nivel de biodegradabilidad logrado hasta el momento es válido
para películas delgadas del polímero (discutido en el capítulo anterior) y no para
objetos de mayor grosor. El presente trabajo abordará el problema de la falta de
productos biodegradables de uso estructural mediante la preparación de una mezcla
de polietileno-almidón preparada por el método de extrusión factible de ser inyectada
en moldes de mayor calibre.
Existen en México 3500 empresas dedicadas a la industria del plástico; el país
ocupa el 12° lugar a nivel mundial en consumo; el 85% de los productos terminados
en México son productos básicos o materias primas; en el país se están recibiendo
anualmente 3 millones de toneladas de productos terminados importados de varias
regiones del mundo como China, Italia, Guatemala, etc; y se generan 5 millones
anuales de toneladas de basura plástica en México (Foro Consultivo Científico y
Tecnológico, Instituto Mexicano del Plástico Industrial).
La urgencia para generar plásticos biodegradables en México debe ser abordada no
sólo para cubrir las necesidades de disminuir el daño causado por la contaminación
plástica, sino también para subsanar el impacto económico que causa la importación
de plásticos.

34
CAPÍTULO 4
MATERIALES Y MÉTODOS
Diseño del experimento Para establecer el diseño del experimento se buscó un modelo que incluya el
análisis de varias respuestas y que permita la optimización del proceso en tiempo y
economía. Se eligió un diseño central compuesto (DCC) que incluye un modelo
factorial 23 con seis puntos centrales y seis corridas axiales para un total de 20
puntos experimentales (D43D). Los tres factores que se seleccionaron para su
evaluación por su relevancia fueron la temperatura de boquilla de salida del extrusor
(4ª zona) en niveles entra 130 a 160° C, el porcentaje de almidón a niveles entre 0 a
50% y una frecuencia de husillo de extrusor entre 25 y 60 Hertz. Las respuestas a
evaluar fueron: la resistencia a la tensión, la elongación a la ruptura y el punto de
deformación plástica. Se utilizó el Software Design-Expert 5.0.4 1996 (Stat-Ease
Corporation, Minneapolis, MN).
Los diseños seleccionados para esta investigación corresponden a un Diseño
Central Compuesto rotable 2k + α + nc, el cual consiste en una parte factorial
donde 2k permite estimar el efecto que tiene una variable independiente sobre otros
factores a diferentes niveles, generando conclusiones con validez sobre las
condiciones experimentales, α denominados puntos axiales los cuales permiten que
el diseño sea rotable y nc número de puntos centrales los cuales permiten el estudio
de las variables en un nivel medio establecido por 2k. El resultado arrojado fue el
diseño siguiente:

35
Tabla 5. Diseño del experimento
CORRIDA ALMIDÓN (%)TEMPERATURA
(°C)FRECUENCIA
(Hz)TENSIÓN
(MPa)
ELONGACIÓN A LA
RUPTURA (mm)
PUNTO DE DEFORMACIÓN
(MPa)1 25 145 432 25 145 253 39.9 136.1 534 10.1 136.1 535 25 160 436 50 145 437 10.1 153.9 328 10.1 153.9 539 25 145 4310 25 145 6011 39.9 153.9 3212 39.9 136.1 3213 25 130 4314 0 145 4315 39.9 153.9 5316 25 145 4317 25 145 4318 25 145 4319 25 145 4320 10.1 136.1 32
FACTORES RESPUESTAS
Preparación del plástico y almidón En una balanza analítica (Ohaus GT8000) se pesaron tres muestras de 10g de
almidón de maíz (Corn Product International Ingredientes de México). En cápsulas
de aluminio durante 24 horas se secaron estas muestras a una temperatura de 60°C
en una estufa eléctrica D6F774 (J.M.Ortiz). Se determinó la humedad del almidón y
en una batidora (Kitchen Ald Classic) se acondicionó el almidón a una humedad de
15% y posteriormente se dejó reposar durante 24 horas. En una balanza comercial
(Fairbanks Morse) se pesaron el polietileno de baja densidad LPDE (Certene
Polyethylene lote 367677) así como el almidón de acuerdo a la Tabla 5 para formar
una mezcla total de 3 kg por cada corrida.
Extrusión En un extrusor de un cañón (CICATA-LEG-IPN) con tres zonas de calentamiento; de
motor clase I SM-CYCLIO de 10 hp, 50 rpm de salida; con una boquilla de salida de

36
5mm de diámetro, se incorporaron de manera aleatoria (de acuerdo al Design Expert
5.0.4) cada una de las corridas de acuerdo a la siguiente tabla:
No. CORRIDA 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20ORDEN EXTRUSIÓN 20 13 6 5 12 10 3 7 19 14 4 2 11 9 8 16 15 17 18 1
La temperatura de las zonas de calentamiento fueron de 80, 110, 130°C
respectivamente. Los parámetros de extrusión se hicieron conforme a la Tabla 6.
Moldeo por Inyección Para determinar la factibilidad de moldeo y la aplicación de nuestro polímero
biodegradable a un producto de interés comercial, se realizó un estudio preliminar en
el que se inyectó en un molde de una taza una muestra preliminar del material con
un contenido de 15% de almidón y se observó su comportamiento. Las
temperaturas de salida a evaluar fueron 250, 220, 200, 175, 150°C. La temperatura
óptima de salida de inyección fue de 150 °C y se utilizó en todas las corridas de
acuerdo al siguiente protocolo: en un molino industrial cada una de las mezclas se
procesó utilizando una criba de 3mm de diámetro. Posteriormente en el mismo orden
de extrusión, las mezclas se moldearon por inyección en una inyectora Engel
modelo 93 de 55 toneladas de presión de cierre. Se utilizó un molde de una cavidad
para una taza de 125 ml de capacidad. El molde es de acero 9840, de colada fría y
cromado para grandes producciones.
Determinación de Propiedades mecánicas Las propiedades mecánicas de cada muestra se determinaron en un Texturómetro
Texture Analyser TA-XT2i (Textura Technologies Corp.) ajustando los parámetros
de acuerdo a la prueba como sigue.
Resistencia a la Tensión
Parámetros:
Dimensiones probeta: 36X5X0.5mm; area de prueba: 25mmX5mm
Célula de carga 25, pesa de calibración 5 kg;
velocidad de pre-ensayo: 2mm/s
velocidad de ensayo: 1mm/s
37
velocidad de pos ensayo: 2mm/s
Distancia de recorrido: 10mm
Sensibilidad 1.47N
Sonda A/KIE Sonda de extensibilidad de Kieffer
Velocidad de adquisición: 100 pps
Repeticiones por corrida: 5
Los ejes de la gráfica se seleccionaron en fuerza(N) vs Distancia (mm)
Punto de deformación plástica
Parámetros:
Dimensiones de probeta: 50 mm x 50 mm
Célula de carga 25, pesa de calibración 5 kg;
velocidad de pre-ensayo: 2mm/s
velocidad de ensayo: 1mm/s
velocidad de pos ensayo: 2 mm/s
Distancia de recorrido: 15 mm
Sensibilidad 1.47N
Sonda: P2N aguja
Velocidad de adquisición: 100 pps
Repeticiones por corrida: 5
Los ejes de la gráfica se seleccionaron en fuerza(N) vs Distancia (mm)
Elongación a la ruptura
Parámetros:
Dimensiones probeta: 36X5X0.5mm; area de prueba: 25mmX5mm
Célula de carga 25, pesa de calibración 5 kg;
velocidad de pre-ensayo: 2mm/s
velocidad de ensayo: 1mm/s
velocidad de pos ensayo: 2mm/s
Distancia de recorrido: 10mm
Sensibilidad 1.47N
Sonda A/KIE Sonda de extensibilidad de Kieffer
Velocidad de adquisición: 100 pps
Repeticiones por corrida: 5
Los ejes de la gráfica se seleccionaron en fuerza(N) vs Distancia (mm)
38
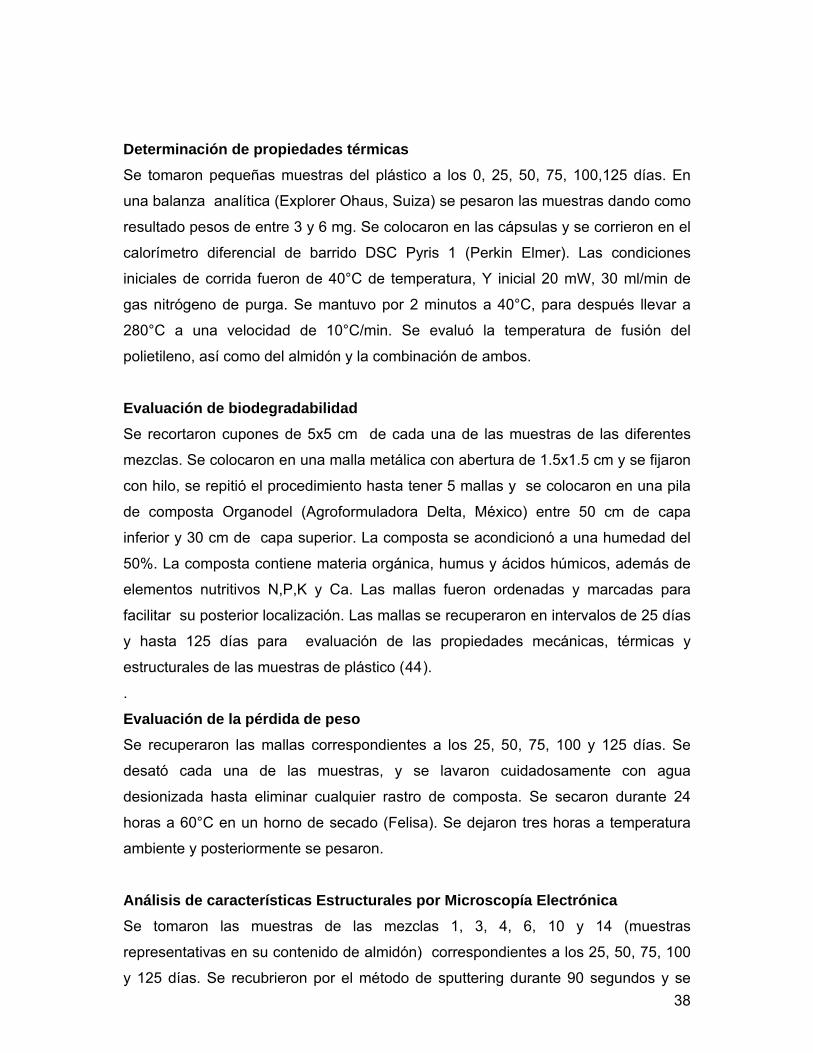
Determinación de propiedades térmicas Se tomaron pequeñas muestras del plástico a los 0, 25, 50, 75, 100,125 días. En
una balanza analítica (Explorer Ohaus, Suiza) se pesaron las muestras dando como
resultado pesos de entre 3 y 6 mg. Se colocaron en las cápsulas y se corrieron en el
calorímetro diferencial de barrido DSC Pyris 1 (Perkin Elmer). Las condiciones
iniciales de corrida fueron de 40°C de temperatura, Y inicial 20 mW, 30 ml/min de
gas nitrógeno de purga. Se mantuvo por 2 minutos a 40°C, para después llevar a
280°C a una velocidad de 10°C/min. Se evaluó la temperatura de fusión del
polietileno, así como del almidón y la combinación de ambos.
Evaluación de biodegradabilidad Se recortaron cupones de 5x5 cm de cada una de las muestras de las diferentes
mezclas. Se colocaron en una malla metálica con abertura de 1.5x1.5 cm y se fijaron
con hilo, se repitió el procedimiento hasta tener 5 mallas y se colocaron en una pila
de composta Organodel (Agroformuladora Delta, México) entre 50 cm de capa
inferior y 30 cm de capa superior. La composta se acondicionó a una humedad del
50%. La composta contiene materia orgánica, humus y ácidos húmicos, además de
elementos nutritivos N,P,K y Ca. Las mallas fueron ordenadas y marcadas para
facilitar su posterior localización. Las mallas se recuperaron en intervalos de 25 días
y hasta 125 días para evaluación de las propiedades mecánicas, térmicas y
estructurales de las muestras de plástico (D44D).
.
Evaluación de la pérdida de peso Se recuperaron las mallas correspondientes a los 25, 50, 75, 100 y 125 días. Se
desató cada una de las muestras, y se lavaron cuidadosamente con agua
desionizada hasta eliminar cualquier rastro de composta. Se secaron durante 24
horas a 60°C en un horno de secado (Felisa). Se dejaron tres horas a temperatura
ambiente y posteriormente se pesaron.
Análisis de características Estructurales por Microscopía Electrónica Se tomaron las muestras de las mezclas 1, 3, 4, 6, 10 y 14 (muestras
representativas en su contenido de almidón) correspondientes a los 25, 50, 75, 100
y 125 días. Se recubrieron por el método de sputtering durante 90 segundos y se

39
analizaron a 100x, 250x, 500x, 1000x y 1500x por microscopía SEM en un
microscopio JSM-6390 LV (JEOL).
.
Intemperismo acelerado Se colocaron muestras por duplicado de 12X5 cm en un weatherometer Atlas DMC
(Atlas Electric Devices Co.) por 300 horas luz ultravioleta de alta intensidad
equivalentes a un año de exposición al ambiente. Se escogió la muesca de
aspersión CAM no. 7 que se acerca a las condiciones ambientales de la ciudad de
México y se seleccionó una temperatura de muestra de 25° C. Una vez terminado el
ciclo se retiraron las muestras para su evaluación en sus propiedades mecánicas,
térmicas y estructurales.
40
CAPÍTULO 5 RESULTADOS Y DISCUSIÓN
Moldeo por inyección Previo a la preparación de varias mezclas de polietileno (PE) de baja densidad con
almidón de maíz de acuerdo al diseño generado con el software Design Expert
(Tabla 5), preparamos una muestra de un polímero con 15% de almidón. El objetivo
fue elaborar un producto de interés comercial, resistente y de usos múltiples
adecuado para el moldeo por inyección.
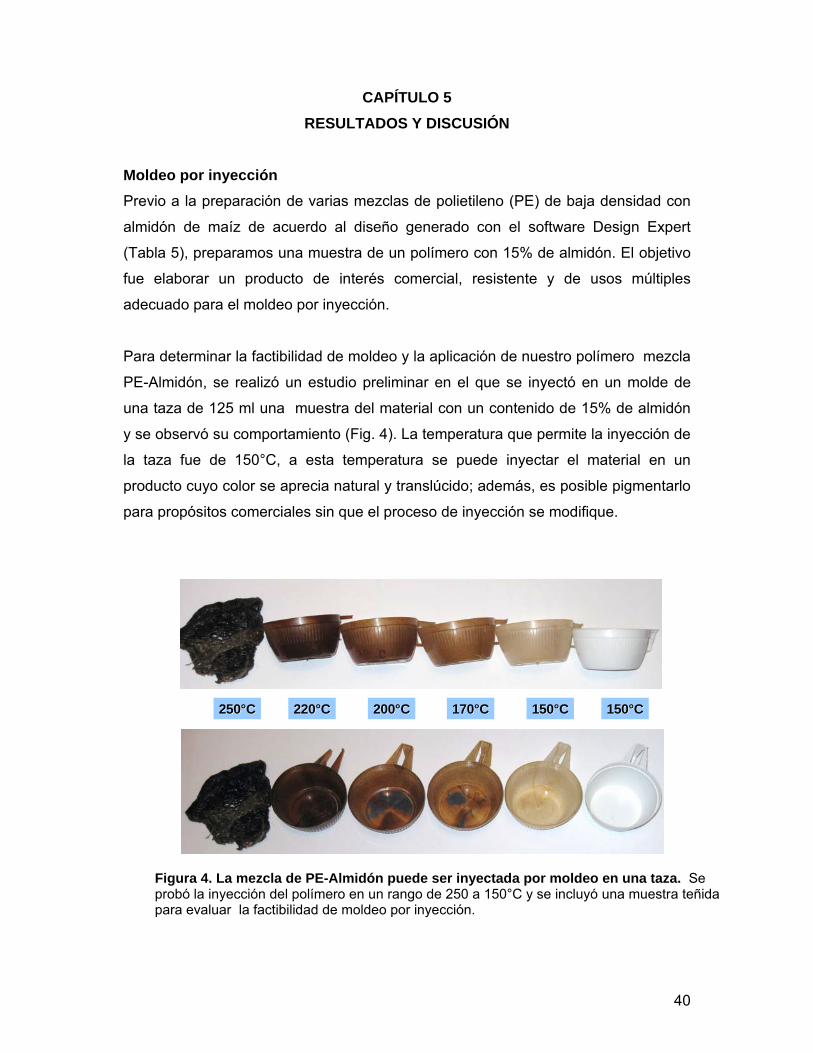
Para determinar la factibilidad de moldeo y la aplicación de nuestro polímero mezcla
PE-Almidón, se realizó un estudio preliminar en el que se inyectó en un molde de
una taza de 125 ml una muestra del material con un contenido de 15% de almidón
y se observó su comportamiento (Fig. 4). La temperatura que permite la inyección de
la taza fue de 150°C, a esta temperatura se puede inyectar el material en un
producto cuyo color se aprecia natural y translúcido; además, es posible pigmentarlo
para propósitos comerciales sin que el proceso de inyección se modifique.
250250°°CC 200200°°CC 170170°°CC 150150°°CC 150150°°CC220220°°CC
Figura 4. La mezcla de PE-Almidón puede ser inyectada por moldeo en una taza. Se probó la inyección del polímero en un rango de 250 a 150°C y se incluyó una muestra teñida para evaluar la factibilidad de moldeo por inyección.

41
Preparación de las mezclas diseñadas para el experimento y composteo Una vez comprobado que el polímero es factible de ser inyectado, procedimos a la
preparación de las mezclas determinadas en el diseño experimental. Cada mezcla
se inyectó en 10 tazas de 125ml, en la figura 5 se aprecia que para algunas
preparaciones, como la mezcla 3, no se llena completamente el molde
probablemente debido a que el orificio de la boquilla está preparado para la
inyección de PE puro y la densidad de esa mezcla (39.9% de almidón extruída a
153.1°C/53Hz) es mayor, sin embargo fue posible hacer adecuaciones mecánicas o
hacer la inyección en una máquina de mayor capacidad de tal manera que se
inyectaron 10 tazas de cada mezcla sin problemas y con visibles mejoras respecto a
los ejemplares inyectados en el estudio de factibilidad (Fig.4). La mezcla 6 es la que
tiene mayor contenido de almidón y la 14 es PE puro. En la figura 6 se aprecia la
dispersión de los gránulos de almidón en función del contenido del mismo y también
se incluyó una muestra a la que se añadió un pigmento blanco para probar que no
se modifica el proceso de inyección y que su apariencia es similar a la del PE puro.
Figura 5. Inyección de todas las mezclas PE almidón en el molde de una taza. Las flechas indican un representativo de proporción de almidón 3(39.9%), 6(50%), 8(10.1%), 14(0%) y 17 (25%).

42
Figura 6. Efecto del contenido de almidón en el aspecto del plástico inyectado. En orden creciente de contenido de almidón se muestran las tazas preparadas con las mezclas PE-Almidón, al final se muestra una taza a la que se incorporó un pigmento.
Evaluación de biodegradabilidad Al término de cada período de tiempo establecido se retiraron las muestras de la
composta (Fig.7) para el análisis de propiedades físicas, mecánicas, térmicas y
estructurales que serán revisadas y discutidas más adelante. Desde los 25 días bajo
composta se apreciaron formaciones filamentosas microbianas blancas (semejantes
a hongos) sobre las inclusiones de almidón (Fig.8) que nos permitieron suponer que
habría modificaciones en las mezclas durante el proceso de composteo debidas al
efecto de los microorganismos presentes en la composta.
0
50
CON PIGMENTO
% D
E A
LMID
ÓN

43
Figura 7. Recuperación de los cupones enterrados en composta. Los cupones de las diferentes mezclas fijados en una malla de plástico enterrados entre dos capas de composta se recuperaron a los 25, 50, 75, 100 y 125 días.
Figura 8. Acercamiento de un cupón recuperado de la composta. Se aprecian formaciones filamentosas microbianas blancas (semejantes a hongos) sobre las inclusiones de almidón.
44
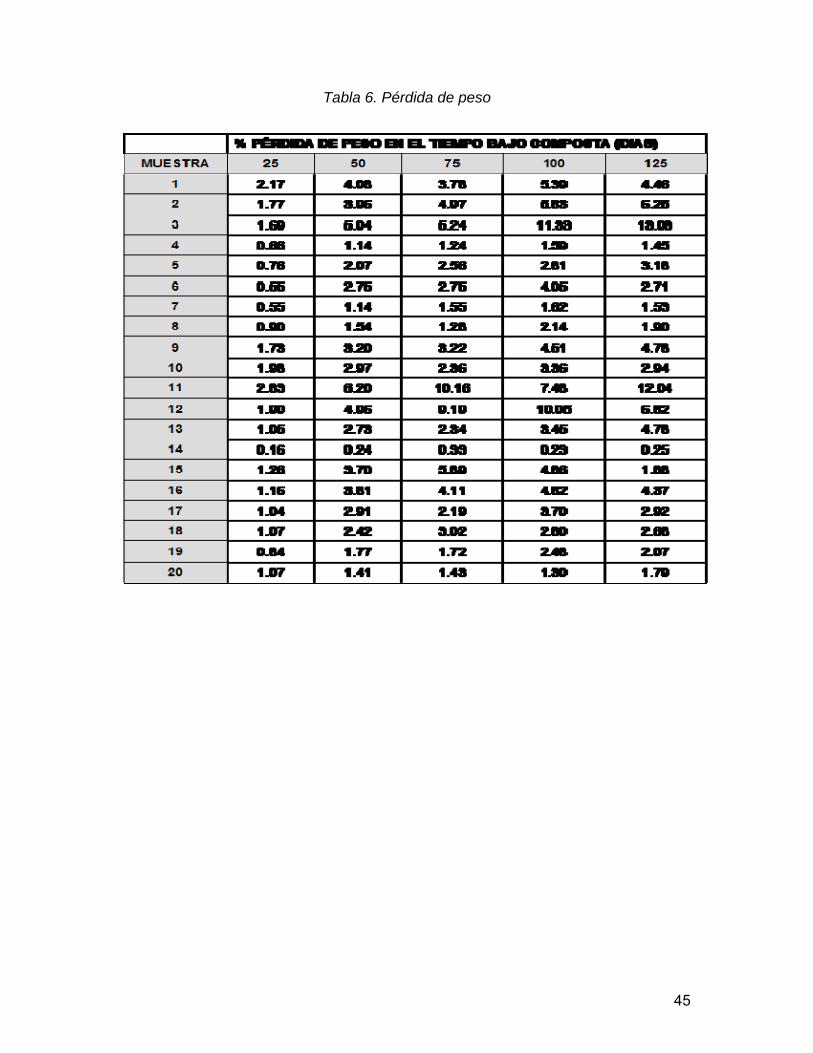
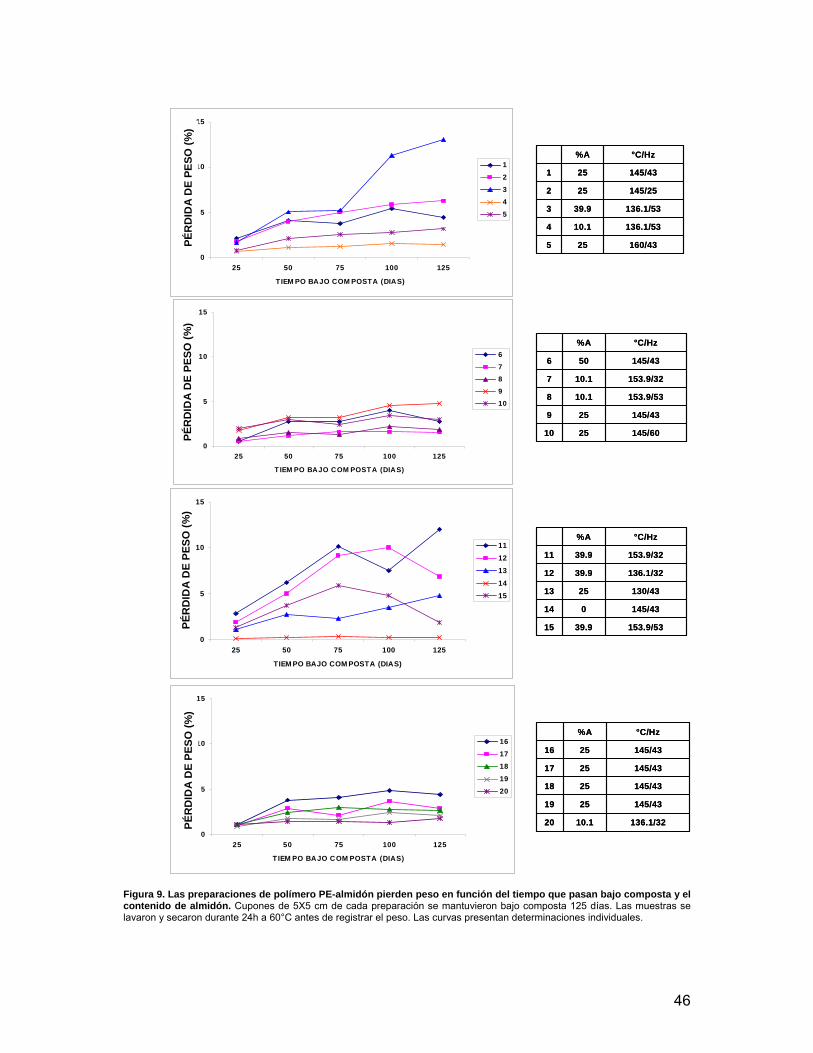
Pérdida de peso La degradación en suelo parece ocurrir al menos en dos niveles: 1) por hidrólisis
simple que disminuye el peso molecular del polímero pero que no afecta el peso
seco del material, y 2) el polímero es degradado en la superficie por enzimas
microbianas hasta fragmentos que son rápidamente metabolizados por
microorganismos lo que sí se refleja como pérdida de peso del material. Como un
indicador de biodegradación se registró la pérdida de peso de nuestras
preparaciones en cada tiempo que pasaron bajo composta. Todas las mezclas PE-
almidón presentan pérdida de peso al final de los 125 días bajo composta que va
desde el 1.45% hasta el 13.03% dependiendo de la concentración de almidón
presente en la muestra y de las condiciones de extrusión de la misma. La muestra
de PE puro perdió el 0.25% a lo largo de los 125 días. Los resultados se detallan en
la tabla 6 y se muestran las curvas de pérdida de peso a lo largo del tiempo bajo
composta en la figura 9.
Las muestras que más peso perdieron fueron la 3 (39.9% de almidón extruída a
136.1°C/53Hz) y la 11 (39.9 % de almidón extruída a 153.9°C/32Hz). En contraste,
las muestras 4 y 20, ambas con el menor contenido de almidón (10.1%), perdieron
1.45 y 1.79% de su peso respectivamente. La muestra 6, la de mayor contenido de
almidón, perdió sólo el 2.71% de su peso al final de los 125 días; esta mezcla es
más densa que las demás, probablemente las condiciones de extrusión de esta
preparación (145°C/43Hz) aunada a la gran proporción de almidón modifican el
espesor del material en el enfriamiento y dificulta el proceso de erosión en la
superficie del polímero y, por tanto, presenta menor pérdida de peso.
En la figura 10-A se contrastan las curvas de pérdida de peso de la muestra 11 y la
muestra 14, la mezcla con 39.9% de almidón perdió 48 veces más peso que la
muestra de PE puro. Se ha reportado que mezclas de PHB con 30% de almidón bajo
composta a lo largo de 125 días pierden hasta el 25% de su peso (ref Imam, 1998),
pero cabe notar que esos experimentos se realizaron con películas delgadas del
polímero; nuestras preparaciones son de gran espesor, lo que hace más significativo
nuestro resultado. En la figura 10-B se muestran las curvas de pérdida de peso de
mezclas seleccionadas por ser representativas del contenido de almidón. La pérdida
de peso correlaciona con el contenido de almidón como se aprecia en la figura 11.
45
Tabla 6. Pérdida de peso
46
Figura 9. Las preparaciones de polímero PE-almidón pierden peso en función del tiempo que pasan bajo composta y el contenido de almidón. Cupones de 5X5 cm de cada preparación se mantuvieron bajo composta 125 días. Las muestras se lavaron y secaron durante 24h a 60°C antes de registrar el peso. Las curvas presentan determinaciones individuales.
0
5
10
15
25 50 75 100 125
TIEM PO BAJO COM POSTA (DIAS)
PÉR
DID
A D
E PE
SO (
12345
0
5
10
15
25 50 75 100 125
T IEM PO BAJO COM POSTA (DIAS)
PÉR
DID
A D
E P
ESO
(
678910
0
5
10
15
25 50 75 100 125
TIEM PO BAJO COM POSTA (DIAS)
PÉR
DID
A D
E PE
SO (%
1112131415
0
5
10
15
25 50 75 100 125
TIEM PO BAJO COM POSTA (DIAS)
PÉ
RD
IDA
DE
PE
SO
(
1617181920
PÉR
DID
A D
E PE
SO (%
)PÉ
RD
IDA
DE
PESO
(%)
PÉR
DID
A D
E PE
SO (%
)PÉ
RD
IDA
DE
PESO
(%)
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A

47
Figura 10. Pérdida de peso de diferentes mezclas de PE-Almidón. A) Comparación entre mezcla 14(0%) y mezcla 11(39.9%) B) Se muestran el porcentaje de pérdida de peso para muestras seleccionadas por ser representativas del contenido de almidón: 1(25%), 3(39.9%), 4(10.1%), 6(50%), 10(25%), 11(39.9%) y 14(0%).
0
5
10
15
25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PÉR
DID
A D
E PE
SO (%
11
14
PÉR
DID
A D
E PE
SO (%
)
0
5
10
15
25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PÉR
DID
A D
E PE
SO (%
11
14
PÉR
DID
A D
E PE
SO (%
)A
0
5
10
15
25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PÉR
DID
A D
E PE
SO (% 3
4610141
B

48
Figura 11. La pérdida de peso correlaciona con el contenido de almidón en la mezcla. Se grafica el porcentaje de pérdida de peso a los 125 días bajo composta. La correlación se calculó por regresión lineal.
Propiedades físicas y mecánicas Resistencia a la Tensión Las figuras 12 y 13 y la tabla 7 muestran los resultados de la prueba de tensión. La
resistencia a la tensión es una propiedad mecánica, si disminuye la resistencia a la
tensión aplicada (MPa) indica que las mezclas PE-Almidón están perdiendo su
propiedad mecánica. Aunque la resistencia a la tensión que muestran todas las
preparaciones disminuye a los 25 días de incubación bajo composta de manera no
significativa y se presentan variaciones en el comportamiento de las mezclas a lo
largo del tiempo, no hay una tendencia clara que nos indique debilitamiento de las
propiedades mecánicas en alguna de las mezclas PE-Almidón.
La ligera disminución en la resistencia a la tensión que se observa en muestras con
alto contenido de almidón, como se aprecia en el comparativo de la figura 13A entre
la muestra 11 (39.9% de almidón) y la 14 (sin almidón), no es significativa. Las
muestras 1(25%), 3(39.9%), 4(10.1%), 6(50%), 10(25%) y 14(0%) se seleccionaron
para compararlas entre sí por representar las distintas proporciones de almidón
R2 = 0.9122
-4
-2
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
% DE ALMIDÓN
% P
ÉR
DID
AD
E PE
SO
MEZCLA % ALMIDÓN14 020 10.14 10.11 2513 2511 39.93 39.9
49
utilizadas en la preparación del polímero biodegradable (Fig. 13B) y no hay
diferencia en la resistencia a la tensión entre las mezclas de almidón y el PE puro.
El modelo geométrico de Nicolais y Narkis predice que la resistencia a la tensión de
una mezcla en la que el relleno son partículas esféricas uniformemente distribuidas
que no se adhieren a la matriz debe disminuir directamente proporcional a la
proporción del relleno, esto se cumple para películas de mezclas de PE-Almidón
30% en las que la disminución en la resistencia a la tensión es muy marcada
(D45D,D46D). En nuestras preparaciones no hubo diferencias en la prueba de tensión
probablemente porque no se cumplen las condiciones: 1) las partículas de almidón
comercial no son esféricas y 2) nuestras preparaciones tenían un proceso de
inyección adicional y un grosor muy distinto al de las películas. Podemos suponer
que la interacción entre los componentes de la mezcla después de que fueron
inyectados es lo suficientemente homogénea para impedir ruptura mecánica en la
interfase de la mezcla. Esto también permite suponer que las modificaciones
experimentadas en las otras variables medidas, especialmente la pérdida de peso,
no se deben a rupturas mecánicas sino al efecto de las poblaciones microbianas
presentes en la composta. Además podemos decir que las mezclas PE-Almidón son
de igual de resistentes que el PE puro y por lo tanto pueden ser utilizadas en las
mismas aplicaciones.

50
Figura 12. Prueba de tensión para las diferentes mezclas de PE-Almidón. Se muestran la media de 5 réplicas, en la tabla se indica el contenido de almidón de cada mezcla (%A) y los factores de preparación de la mezcla, Temperatura (°C) y Frecuencia de extrusión (Hz).
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
0
2
4
6
8
10
0 25 50 75 100 125
T IEM PO BA JO COM POST A (DIAS)
TE
NSI
ÓN
(M
Pa 1
234
5
2
3
4
5
6
7
8
9
10
0 25 50 75 100 125
T IEM PO BA JO C OM POST A (DIA S)
TE
NS
IÓN
(M
Pa 6
78
910
2
3
4
5
6
7
8
9
10
0 25 50 75 100 125
T IM EPO BA JO C OM POST A (DIA S)
TE
NS
IÓN
(M
P 11
121314
15
2
3
4
5
6
7
8
9
10
0 25 50 7 5 1 00 125
T IEM PO BA J O C O M POST A (DIA S)
TE
NS
IÓN
(M
P 161718
1920
TIEMPO BAJO COMPOSTA (DIAS)
TEN
SIÓ
N (M
Pa)
TIEMPO BAJO COMPOSTA (DIAS)
TEN
SIÓ
N (M
Pa)
TIEMPO BAJO COMPOSTA (DIAS)
TEN
SIÓ
N (M
Pa)
TIEMPO BAJO COMPOSTA (DIAS)
TEN
SIÓ
N (M
Pa)

51
Tabla 7. Prueba de tensión
5.7625.1084.6315.8725.8727.45320
5.8635.4316.3486.9164.8666.92319
5.4995.2745.9285.3084.1045.93718
5.4385.8686.6705.0804.8055.82917
5.9685.2085.3704.7165.1387.53316
4.7596.1784.1444.5633.8507.33315
5.4116.7145.7085.2625.8496.58014
5.4136.0607.2755.0005.5967.40013
5.2463.6484.3035.2314.3037.46712
4.2225.2515.2953.9744.1065.33311
6.4566.1026.4555.3645.2579.50010
5.6855.5055.1124.1585.9687.4809
6.9005.5195.9465.1554.9375.9508
8.1856.1755.6726.0446.4256.7577
7.0285.9556.2216.3207.1197.0776
6.0457.0006.0016.6415.8555.8695
5.6326.6037.3836.9905.4755.2194
4.7593.7216.7523.6673.1445.2543
4.9294.9323.2894.4295.6025.2092
5.5795.0844.9116.7655.4686.4501
1251007550250MUESTRA
TENSION (MPa) EN EL TIEMPO BAJO COMPOSTA (DIAS)
5.7625.1084.6315.8725.8727.45320
5.8635.4316.3486.9164.8666.92319
5.4995.2745.9285.3084.1045.93718
5.4385.8686.6705.0804.8055.82917
5.9685.2085.3704.7165.1387.53316
4.7596.1784.1444.5633.8507.33315
5.4116.7145.7085.2625.8496.58014
5.4136.0607.2755.0005.5967.40013
5.2463.6484.3035.2314.3037.46712
4.2225.2515.2953.9744.1065.33311
6.4566.1026.4555.3645.2579.50010
5.6855.5055.1124.1585.9687.4809
6.9005.5195.9465.1554.9375.9508
8.1856.1755.6726.0446.4256.7577
7.0285.9556.2216.3207.1197.0776
6.0457.0006.0016.6415.8555.8695
5.6326.6037.3836.9905.4755.2194
4.7593.7216.7523.6673.1445.2543
4.9294.9323.2894.4295.6025.2092
5.5795.0844.9116.7655.4686.4501
1251007550250MUESTRA
TENSION (MPa) EN EL TIEMPO BAJO COMPOSTA (DIAS)

52
Figura 13. Prueba de tensión para las diferentes mezclas de PE-Almidón. A) Comparación entre mezcla 14(0%) y mezcla 11(39.9%). B) Se muestran la media de 5 réplicas para muestras seleccionadas de la Fig.12 por ser representativas del contenido de almidón: 1(25%), 3(39.9%), 4(10.1%), 6(50%), 10(25%), 11(39.9%) y 14(0%).
2
3
4
5
6
7
8
9
10
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
TEN
SIÓ
N (M
Pa)
11
14
A
2
3
4
5
6
7
8
9
10
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
TEN
SIÓ
N (M
Pa)
13461014
B
53
Elongación a la ruptura
Las propiedades mecánicas de un polímero no se remiten exclusivamente a conocer
cuán resistente es. La elongación es un tipo de deformación. La deformación es
simplemente el cambio en la forma que experimenta cualquier cosa bajo tensión.
Cuando hablamos de elongación, la muestra se deforma por estiramiento,
volviéndose más larga. La elongación a la ruptura es crucial para todo tipo de
material. Representa cuánto puede ser estirada una muestra antes de que se rompa.
Aunque se presentan variaciones en el tiempo para cada mezcla, se puede notar
una ligera disminución en el porcentaje de elongación a la ruptura a los 125 días en
las mezclas PE-Almidón. El PE puro presenta un 17.88% de elongación a la ruptura,
las diferentes mezclas muestran ligeras modificaciones que van desde 17.9% para
mezcla con 10% de almidón (sin cambios respecto al PE puro) hasta 7.9% para la
mezcla con 39.9% de almidón (Fig.14, tabla 8). En la figura 15A y B se muestra el
comparativo entre la muestra 11(39.9% de almidón) y la 14 (PE puro) además de la
selección de muestras representativas del contenido de almidón.
En mezclas de polímeros sintéticos la adición de una segunda fase inmiscible a una
matriz de material dúctil usualmente significa disminución de la elongación a la
ruptura, en estas mezclas, la elongación a la ruptura se considera una prueba
altamente sensible a la interacción entre las fases de la mezcla (D47D). La disminución
de la elongación a la ruptura se ha reportado para películas PE-Almidón hasta 100
veces menor para películas de PE-20%Almidón comparado con películas de PE
puro (D48D). Para nuestras preparaciones, la mezcla con 39.9% de almidón el
porcentaje de elongación a la ruptura es apenas 2.2 veces menor que el del PE
puro, esta disminución es debida a la presencia del almidón y es muy pequeña
comparad con el reporte de Lim y cols. (ref 47) sin embargo es necesario notar que
el resultado obtenido por Lim y cols. se determinó en películas cuyo grosor es de
35μm. Lo anterior confirma nuestra observación analizada en la prueba de tensión
de que nuestras mezclas son más homogéneas en la interacción entre sus fases y
que la pérdida de peso no se debe a fragilidad del material sino al efecto biológico
de las poblaciones microbianas presentes en la composta.
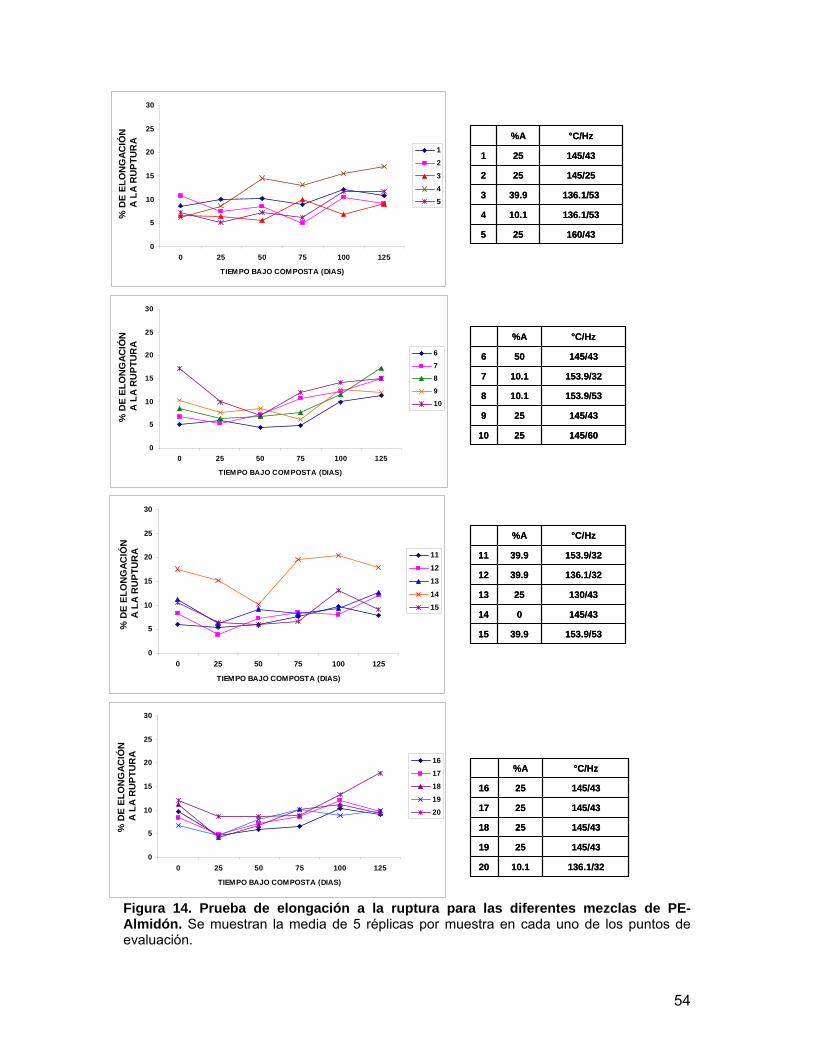
54
Figura 14. Prueba de elongación a la ruptura para las diferentes mezclas de PE-Almidón. Se muestran la media de 5 réplicas por muestra en cada uno de los puntos de evaluación.
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
0
5
10
15
20
25
30
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
% D
E EL
ON
GA
CIÓ
A L
A R
UPT
UR
A
1
2
3
45
0
5
10
15
20
25
30
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
% D
E EL
ON
GA
CIÓ
A L
A R
UPT
UR
A
6
78
910
0
5
10
15
20
25
30
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
% D
E EL
ON
GA
CIÓ
A L
A R
UPT
UR
A
1112
13
1415
0
5
10
15
20
25
30
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
% D
E EL
ON
GA
CIÓ
A L
A R
UPT
UR
A
1617
18
19
20
% D
E EL
ON
GAC
IÓN
A
LA R
UPT
UR
A%
DE
ELO
NG
ACIÓ
N
A LA
RU
PTU
RA
% D
E EL
ON
GAC
IÓN
A
LA R
UPT
UR
A%
DE
ELO
NG
ACIÓ
N
A LA
RU
PTU
RA

55
Tabla 8. Prueba de elongación
17.94013.2108.9208.6508.65012.11720
9.9108.87010.3108.0104.6406.72119
9.34011.31010.2906.7604.14011.25018
9.66012.1508.6907.2104.8408.35717
9.12010.4506.6705.9704.5509.71716
9.13013.1806.6106.0706.41010.56715
17.88020.39019.68010.26015.14017.66014
12.7609.3708.3209.3006.21011.22513
12.1508.0808.4807.3303.8608.39212
7.9509.8207.6005.9705.5506.07511
15.13014.17011.9507.06010.01017.17510
12.01012.7106.2008.5307.62010.4009
17.26011.5807.7006.7906.4008.4838
15.02012.32010.7707.2505.3106.7507
11.3709.8804.8404.4606.0105.1926
11.89011.8006.2407.3605.2607.4075
16.96015.54013.13014.5408.6806.1794
9.1306.8709.9505.5806.4706.6923
9.02010.5905.0808.5307.54010.8832
10.87012.0808.99010.17810.1508.6671
1251007550250MUESTRA
% DE ELONGACIÓN EN EL TIEMPO BAJO COMPOSTA (DIAS)
17.94013.2108.9208.6508.65012.11720
9.9108.87010.3108.0104.6406.72119
9.34011.31010.2906.7604.14011.25018
9.66012.1508.6907.2104.8408.35717
9.12010.4506.6705.9704.5509.71716
9.13013.1806.6106.0706.41010.56715
17.88020.39019.68010.26015.14017.66014
12.7609.3708.3209.3006.21011.22513
12.1508.0808.4807.3303.8608.39212
7.9509.8207.6005.9705.5506.07511
15.13014.17011.9507.06010.01017.17510
12.01012.7106.2008.5307.62010.4009
17.26011.5807.7006.7906.4008.4838
15.02012.32010.7707.2505.3106.7507
11.3709.8804.8404.4606.0105.1926
11.89011.8006.2407.3605.2607.4075
16.96015.54013.13014.5408.6806.1794
9.1306.8709.9505.5806.4706.6923
9.02010.5905.0808.5307.54010.8832
10.87012.0808.99010.17810.1508.6671
1251007550250MUESTRA
% DE ELONGACIÓN EN EL TIEMPO BAJO COMPOSTA (DIAS)

56
Figura 15. Prueba de elongación a la ruptura diferentes mezclas de PE-Almidón. A) Comparación entre mezcla 14(0%) y mezcla 11(39.9%). B) Se muestran la media de 5 réplicas para muestras seleccionadas de por ser representativas del contenido de almidón: 1(25%), 3(39.9%), 4(10.1%), 6(50%), 10(25%), 11(39.9%) y 14(0%).
0
5
10
15
20
25
30
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
1114
% D
E EL
ON
GA
CIÓ
N A
LA
RU
PTU
RA
A
0
5
10
15
20
25
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
13461014
% D
E EL
ON
GA
CIÓ
N A
LA
RU
PTU
RA
B

57
Punto de deformación plástica El punto de deformación de un material en el área de diseño y ciencia de los
materiales se define como el punto en que un material inicia su deformación
plástica, esto es, el valor máximo de fuerza que aplicada a un objeto causa una
deformación que no es reversible cuando la fuerza es quitada. El análisis de las
deformaciones se relaciona con los cambios en la forma de la estructura que
generan las cargas aplicadas, por tanto, es un indicador de la carga que el objeto
puede soportar.
Las mezclas PE-Almidón fueron sometidas a evaluación del punto de deformación y
los resultados se muestran en las figuras 16 y 17 y tabla 9. El punto de deformación
de PE puro en las condiciones de preparación de nuestra muestra es de 8.39 MPa
antes de someterse al composteo, 125 días después el punto de deformación es de
8.97MPa. No hay modificaciones prácticamente en ninguna de las evaluaciones
aplicadas al PE puro antes y después del tiempo bajo composta.
Las mezclas PE-Almidón presentan variaciones a lo largo del tiempo bajo composta
propias de cada preparación. Por ejemplo, las muestras 3 y 11 (39.9% de almidón,
diferentes condiciones de extrusión) tienen un punto de deformación a los 0 días
bajo composta de 7.34 y 5.23 MPa respectivamente, mientras que a los 125 días
bajo composta de 5.34 y 4.45 MPa respectivamente. Las muestras 2, 17 y 19 (25%
de almidón, diferentes condiciones de extrusión) tienen un punto de deformación al
día 0 bajo comporta de 5.89, 9.29 y 8.57 MPa respectivamente y a los 125 días bajo
composta de 6.62, 9.51 y 9.38 MPa respectivamente. Las muestras 4, 8 y 20 (10.1%
de almidón diferentes condiciones de extrusión) pasaron de 11.27, 9.45 y 8.96 MPa
a 11.13, 8.4 y 9.25 Mpa respectivamente (Tabla 10). No se observa claramente un
patrón, sin embargo parece que al aumentar la proporción de almidón el punto de
deformación disminuye, como se aprecia en el comparativo entre la muestra 11 y la
14 de la figura 17A, pero estas diferencias no son significativas.
No hay reportes de punto de deformación en mezclas PE-Almidón porque no es una
prueba útil para películas delgadas, que son lo que se ha hecho hasta el momento
en materia de materiales biodegradables, sin embargo un mayor punto de
deformación es deseable en materiales que serán usados para la fabricación de
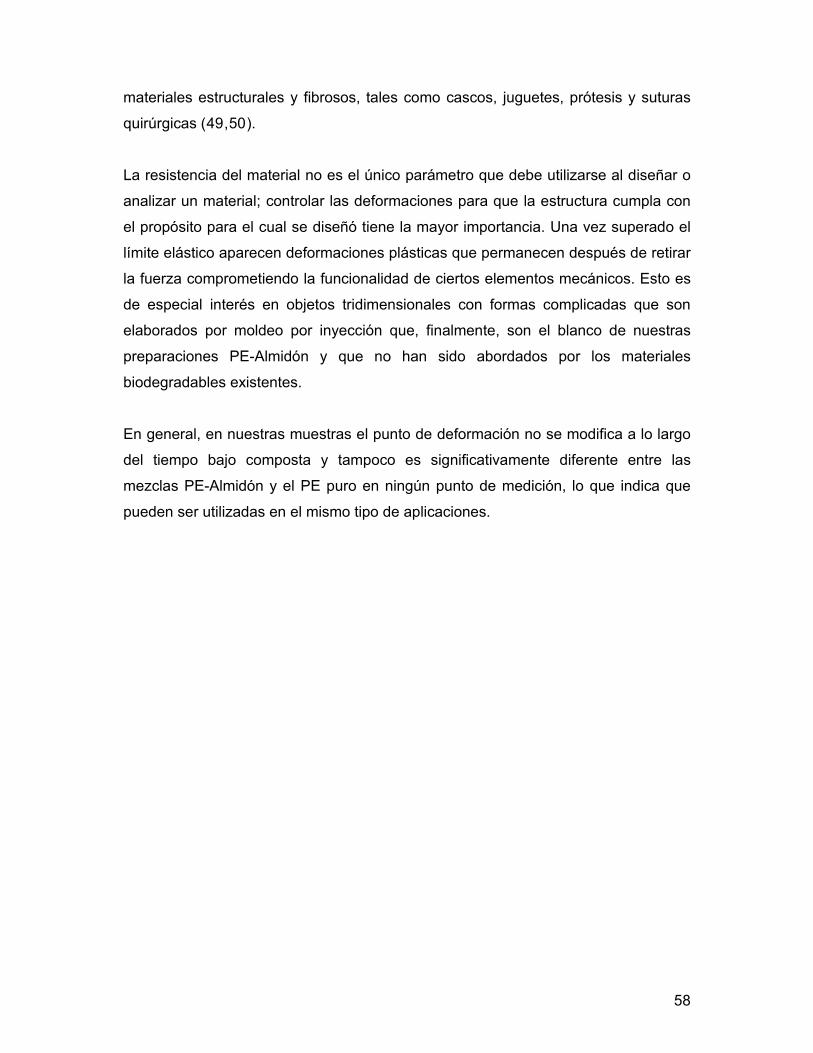
58
materiales estructurales y fibrosos, tales como cascos, juguetes, prótesis y suturas
quirúrgicas (D49D,D50D).
La resistencia del material no es el único parámetro que debe utilizarse al diseñar o
analizar un material; controlar las deformaciones para que la estructura cumpla con
el propósito para el cual se diseñó tiene la mayor importancia. Una vez superado el
límite elástico aparecen deformaciones plásticas que permanecen después de retirar
la fuerza comprometiendo la funcionalidad de ciertos elementos mecánicos. Esto es
de especial interés en objetos tridimensionales con formas complicadas que son
elaborados por moldeo por inyección que, finalmente, son el blanco de nuestras
preparaciones PE-Almidón y que no han sido abordados por los materiales
biodegradables existentes.
En general, en nuestras muestras el punto de deformación no se modifica a lo largo
del tiempo bajo composta y tampoco es significativamente diferente entre las
mezclas PE-Almidón y el PE puro en ningún punto de medición, lo que indica que
pueden ser utilizadas en el mismo tipo de aplicaciones.
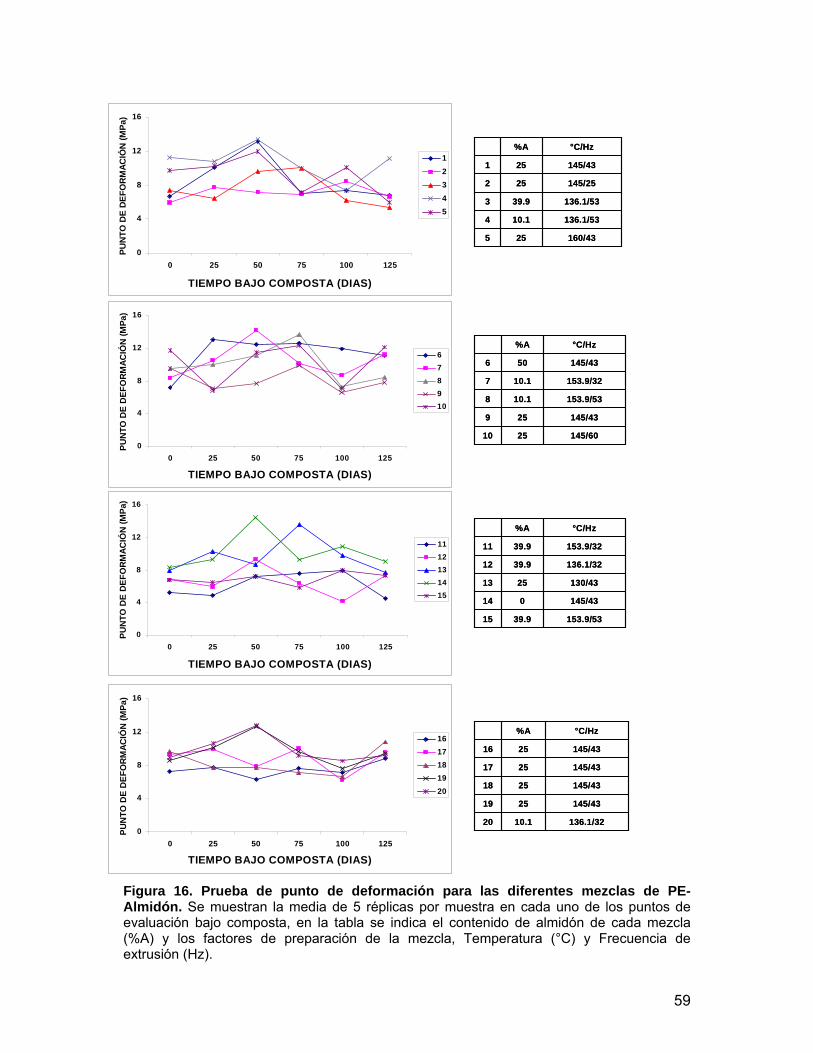
59
Figura 16. Prueba de punto de deformación para las diferentes mezclas de PE-Almidón. Se muestran la media de 5 réplicas por muestra en cada uno de los puntos de evaluación bajo composta, en la tabla se indica el contenido de almidón de cada mezcla (%A) y los factores de preparación de la mezcla, Temperatura (°C) y Frecuencia de extrusión (Hz).
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
0
4
8
12
16
0 25 50 75 100 125
TIEMPO EN COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
)
12345
0
4
8
12
16
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
678910
0
4
8
12
16
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
1112131415
0
4
8
12
16
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
1617181920
PUN
TO D
E D
EFO
RM
ACIÓ
N (M
Pa)
TIEMPO BAJO COMPOSTA (DIAS)
TIEMPO BAJO COMPOSTA (DIAS)
TIEMPO BAJO COMPOSTA (DIAS)
TIEMPO BAJO COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
ACIÓ
N (M
Pa)
PUN
TO D
E D
EFO
RM
ACIÓ
N (M
Pa)
PUN
TO D
E D
EFO
RM
ACIÓ
N (M
Pa)
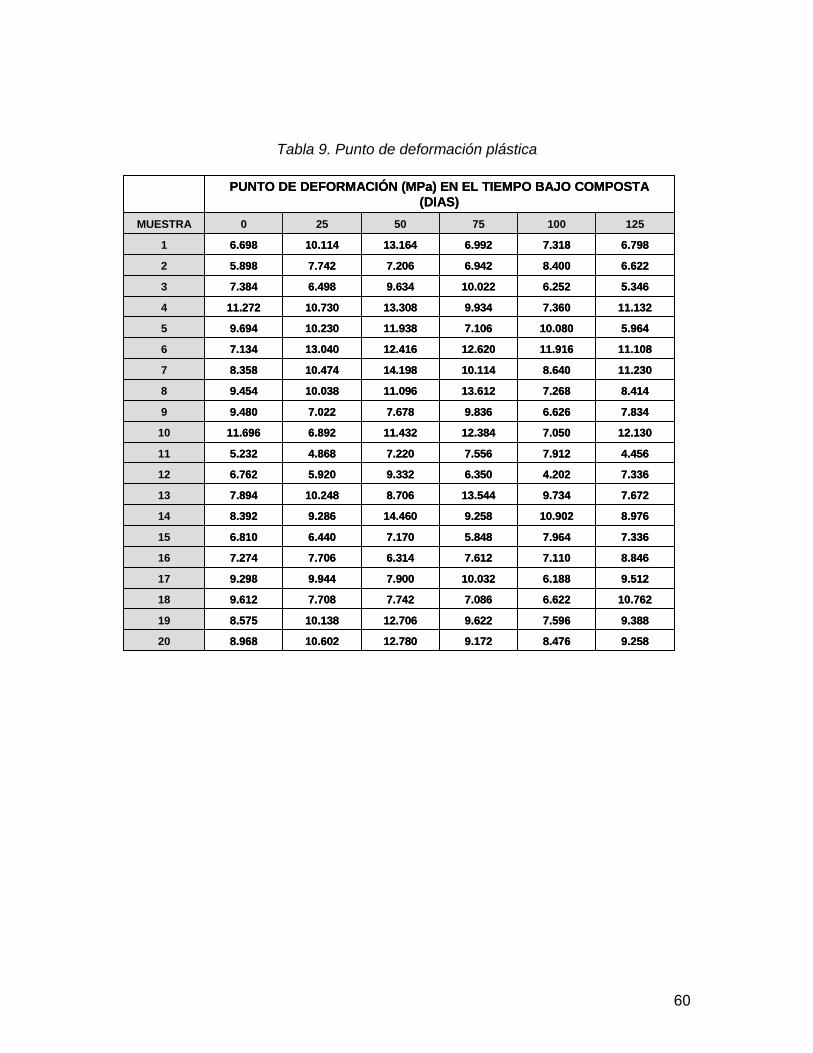
60
Tabla 9. Punto de deformación plástica
9.2588.4769.17212.78010.6028.96820
9.3887.5969.62212.70610.1388.57519
10.7626.6227.0867.7427.7089.61218
9.5126.18810.0327.9009.9449.29817
8.8467.1107.6126.3147.7067.27416
7.3367.9645.8487.1706.4406.81015
8.97610.9029.25814.4609.2868.39214
7.6729.73413.5448.70610.2487.89413
7.3364.2026.3509.3325.9206.76212
4.4567.9127.5567.2204.8685.23211
12.1307.05012.38411.4326.89211.69610
7.8346.6269.8367.6787.0229.4809
8.4147.26813.61211.09610.0389.4548
11.2308.64010.11414.19810.4748.3587
11.10811.91612.62012.41613.0407.1346
5.96410.0807.10611.93810.2309.6945
11.1327.3609.93413.30810.73011.2724
5.3466.25210.0229.6346.4987.3843
6.6228.4006.9427.2067.7425.8982
6.7987.3186.99213.16410.1146.6981
1251007550250MUESTRA
PUNTO DE DEFORMACIÓN (MPa) EN EL TIEMPO BAJO COMPOSTA (DIAS)
9.2588.4769.17212.78010.6028.96820
9.3887.5969.62212.70610.1388.57519
10.7626.6227.0867.7427.7089.61218
9.5126.18810.0327.9009.9449.29817
8.8467.1107.6126.3147.7067.27416
7.3367.9645.8487.1706.4406.81015
8.97610.9029.25814.4609.2868.39214
7.6729.73413.5448.70610.2487.89413
7.3364.2026.3509.3325.9206.76212
4.4567.9127.5567.2204.8685.23211
12.1307.05012.38411.4326.89211.69610
7.8346.6269.8367.6787.0229.4809
8.4147.26813.61211.09610.0389.4548
11.2308.64010.11414.19810.4748.3587
11.10811.91612.62012.41613.0407.1346
5.96410.0807.10611.93810.2309.6945
11.1327.3609.93413.30810.73011.2724
5.3466.25210.0229.6346.4987.3843
6.6228.4006.9427.2067.7425.8982
6.7987.3186.99213.16410.1146.6981
1251007550250MUESTRA
PUNTO DE DEFORMACIÓN (MPa) EN EL TIEMPO BAJO COMPOSTA (DIAS)
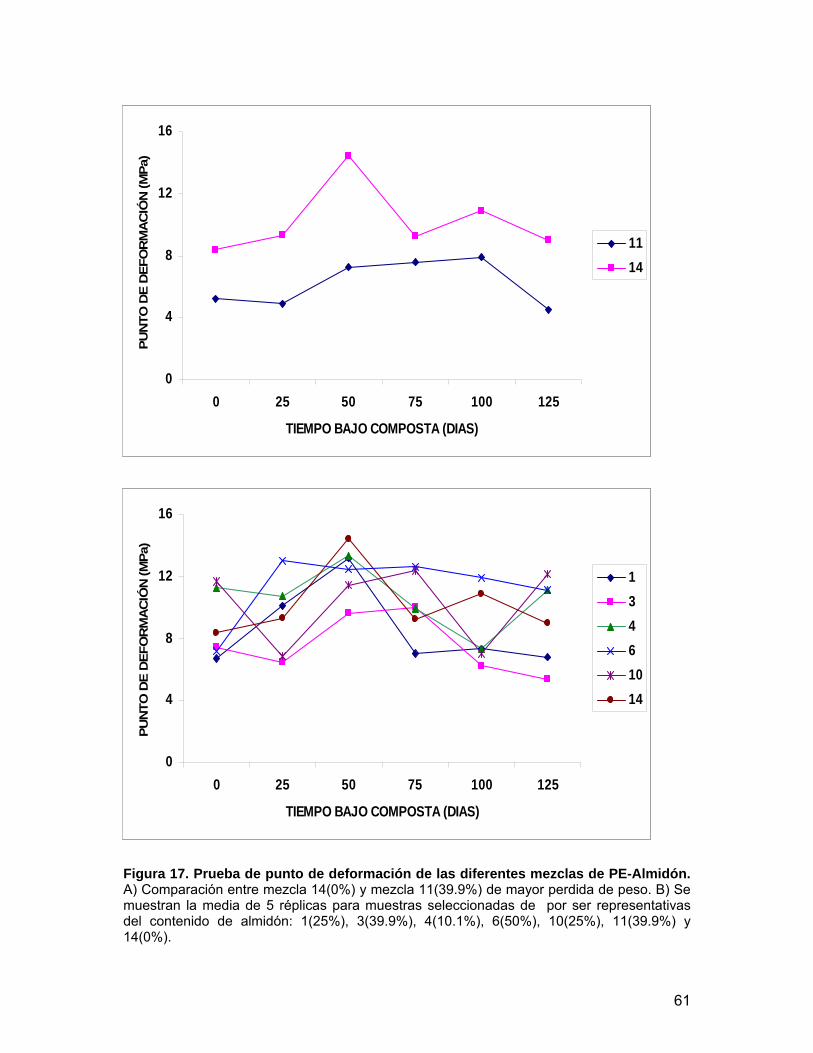
61
Figura 17. Prueba de punto de deformación de las diferentes mezclas de PE-Almidón. A) Comparación entre mezcla 14(0%) y mezcla 11(39.9%) de mayor perdida de peso. B) Se muestran la media de 5 réplicas para muestras seleccionadas de por ser representativas del contenido de almidón: 1(25%), 3(39.9%), 4(10.1%), 6(50%), 10(25%), 11(39.9%) y 14(0%).
0
4
8
12
16
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
1114
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
)
0
4
8
12
16
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
1114
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
)
0
4
8
12
16
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
AC
IÓ
13461014
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
)
0
4
8
12
16
0 25 50 75 100 125
TIEMPO BAJO COMPOSTA (DIAS)
PUN
TO D
E D
EFO
RM
AC
IÓ
13461014
PUN
TO D
E D
EFO
RM
AC
IÓN
(MPa
)

62
Calorimetría diferencial de barrido (DSC) La Calorimetría de barrido diferencial (del inglés: Differential Scanning Calorimetry o
DSC) es una técnica termoanalítica en la que la diferencia de calor entre una
muestra y una referencia es medida como una función de la temperatura. La
muestra y la referencia son mantenidas aproximadamente a la misma temperatura a
través de un experimento. La DSC es utilizada ampliamente en la Industria como
instrumento de control de calidad debido a su aplicabilidad en valorar la pureza de
las muestras y estudio de los polímeros.
Nuestras muestras se sometieron a termoanálisis por DSC. Las figuras 18-23
muestran las curvas de DSC obtenidas a partir del calentamiento del PE y las
mezclas PE-Almidón para cada punto de determinación. En las tablas anexas a cada
curva se incluyen las temperaturas de fusión (Tm1 y Tm2) de los dos picos
observados en cada curva, cada uno indica una fase de la mezcla, la Tm1
corresponde al PE y la Tm2 corresponde al almidón. (para el PE de baja densidad
virgen es de 114ºC) (alrededor de 250°C para la presentación en polvo blanco)
En el día 0 (Fig.18), se observan claramente los dos picos correspondientes a las
dos fases en todas las mezclas y un solo pico para la muestra 14 (PE puro). La Tm
del PE puro fue de 115°C y en las mezclas en general no se observaron
modificaciones en la misma, excepto para las muestras 6 (50% de almidón extruída
a 145°C/43Hz)) y 19 (25% de almidón extruída a 145°C/43Hz). El caso particular de
la muestra 19 puede considerarse un dato aberrante porque en las otras 4 mezclas
preparadas en las mismas condiciones no se observa este comportamiento
(muestras 9, 16, 17 y 18). El resultado de la muestra 6, en cambio, es posible
explicarlo en términos de miscibilidad de los componentes de la mezcla.
La miscibilidad del polímero y tensión entre las dos fases se puede medir con DSC,
si la Tm de las mezclas es la misma que la del PE puro indica que los componentes
de la mezcla son inmiscibles y que las interacciones PE-Almidón son débiles (D51D).
Podemos suponer que en la muestra 6, el alto contenido de almidón y las
condiciones de extrusión e inyección generaron una preparación en la que las dos
fases tienen algún tipo de interacción molecular que modifica las propiedades
térmicas de cada uno de los componentes, pues la Tm que corresponde al PE es
muy elevada (127.1°C) y la que corresponde al almidón es muy baja (190.6°C).
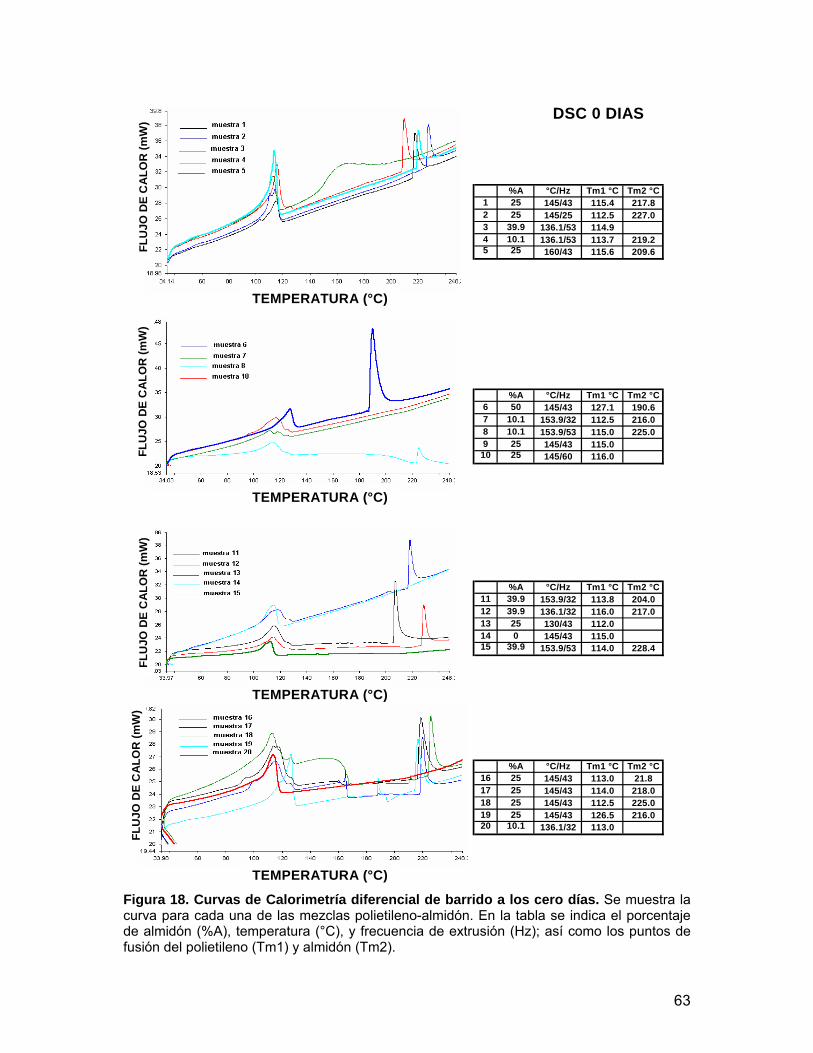
63
Figura 18. Curvas de Calorimetría diferencial de barrido a los cero días. Se muestra la curva para cada una de las mezclas polietileno-almidón. En la tabla se indica el porcentaje de almidón (%A), temperatura (°C), y frecuencia de extrusión (Hz); así como los puntos de fusión del polietileno (Tm1) y almidón (Tm2).
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
TEMPERATURA (°C)
TEMPERATURA (°C)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
FLU
JO D
E C
ALO
R (m
W)
FLU
JO D
E C
ALO
R (m
W) DSC 0 DIAS
%A °C/Hz Tm1 °C Tm2 °C1 25 145/43 115.4 217.82 25 145/25 112.5 227.03 39.9 136.1/53 114.94 10.1 136.1/53 113.7 219.25 25 160/43 115.6 209.6
%A °C/Hz Tm1 °C Tm2 °C6 50 145/43 127.1 190.67 10.1 153.9/32 112.5 216.08 10.1 153.9/53 115.0 225.09 25 145/43 115.010 25 145/60 116.0
%A °C/Hz Tm1 °C Tm2 °C11 39.9 153.9/32 113.8 204.012 39.9 136.1/32 116.0 217.013 25 130/43 112.014 0 145/43 115.015 39.9 153.9/53 114.0 228.4
%A °C/Hz Tm1 °C Tm2 °C16 25 145/43 113.0 21.817 25 145/43 114.0 218.018 25 145/43 112.5 225.019 25 145/43 126.5 216.020 10.1 136.1/32 113.0

64
Lo anterior podría explicar el comportamiento de esta mezcla en la prueba de
pérdida de peso (Tabla 6). Al ser una mezcla tan homogénea, la porción
correspondiente al almidón podría no estar biológicamente disponible.
Entre el día cero y el día 50 en que las mezclas estuvieron bajo composta en pocas
muestras no se presenta el pico correspondiente al almidón. Esto probablemente
está relacionado con el tamaño de la muestra evaluada. Solamente pueden ser
evaluadas muestras que pesan menos de 7 mg y para mezclas en las que las
inclusiones de almidón están distribuidas de manera dependiente de la proporción
del mismo en la mezcla, existe la posibilidad de que no hubiera inclusiones de
almidón en las porciones sometidas al DSC.
Entre el día 75 y el 125 bajo composta, en pocas muestras se presenta el pico
correspondiente al almidón. De acuerdo los resultados registrados en la prueba de
pérdida de peso y considerando que solo las muestras con más alto contenido de
almidón presentan la Tm2, nos permiten suponer que la desaparición del pico de
almidón en las restantes se debe a que ya fue degradado por los microorganismos
de la composta.
Cuando existe una despolimerización inducida por una acción enzimática, las
propiedades del material solo cambian si es observada una pérdida significante de la
masa del material; de otro modo, la muestra se vuelve más delgada a causa del
proceso de erosión de la superficie pero la parte interna del material no es afectada
por el proceso de degradación y conserva sus propiedades. En este contexto,
nuestras observaciones de las propiedades mecánicas y térmicas de las mezclas
(resistencia a la tensión, elongación a la ruptura y punto de deformación plástica)
indican que la pérdida de peso registrada se debe al proceso de erosión en la
superficie porque las propiedades mecánicas se conservan sin modificaciones
significativas. Además las propiedades mecánicas y térmicas de las mezclas son
iguales a las del PE puro, lo que justifica su uso en aplicaciones estructurales y no
sólo en productos desechables.
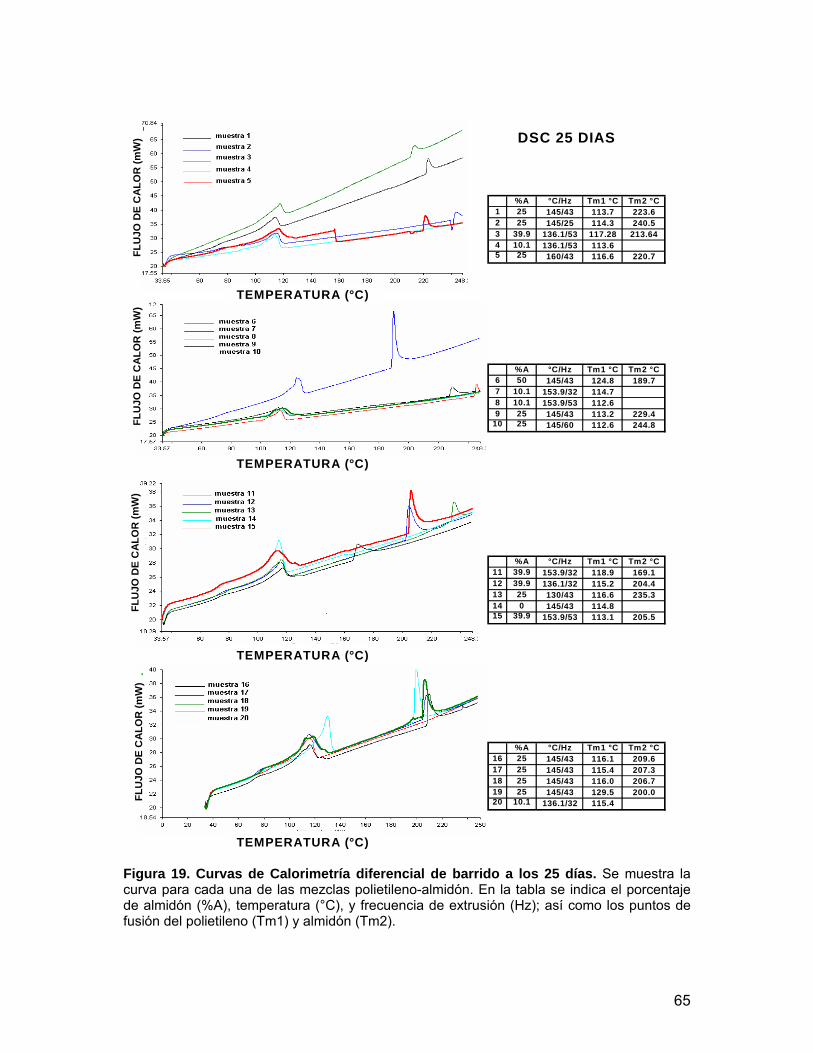
65
Figura 19. Curvas de Calorimetría diferencial de barrido a los 25 días. Se muestra la curva para cada una de las mezclas polietileno-almidón. En la tabla se indica el porcentaje de almidón (%A), temperatura (°C), y frecuencia de extrusión (Hz); así como los puntos de fusión del polietileno (Tm1) y almidón (Tm2).
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
FLU
JO D
E C
ALO
R (m
W)
FLU
JO D
E C
ALO
R (m
W) DSC 25 DIAS
TEMPERATURA (°C)
TEMPERATURA (°C)
TEMPERATURA (°C)
%A °C/Hz Tm1 °C Tm2 °C1 25 145/43 113.7 223.62 25 145/25 114.3 240.53 39.9 136.1/53 117.28 213.644 10.1 136.1/53 113.65 25 160/43 116.6 220.7
%A °C/Hz Tm1 °C Tm2 °C6 50 145/43 124.8 189.77 10.1 153.9/32 114.78 10.1 153.9/53 112.69 25 145/43 113.2 229.4
10 25 145/60 112.6 244.8
%A °C/Hz Tm1 °C Tm2 °C11 39.9 153.9/32 118.9 169.112 39.9 136.1/32 115.2 204.413 25 130/43 116.6 235.314 0 145/43 114.815 39.9 153.9/53 113.1 205.5
%A °C/Hz Tm1 °C Tm2 °C16 25 145/43 116.1 209.617 25 145/43 115.4 207.318 25 145/43 116.0 206.719 25 145/43 129.5 200.020 10.1 136.1/32 115.4

66
Figura 20. Curvas de Calorimetría diferencial de barrido a los 50 días. Se muestra la curva para cada una de las mezclas polietileno-almidón. En la tabla se indica el porcentaje de almidón (%A), temperatura (°C), y frecuencia de extrusión (Hz); así como los puntos de fusión del polietileno (Tm1) y almidón (Tm2).
DSC 50 DIAS
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
%A °C/Hz Tm1 °C Tm2 °C1 25 145/43 115.4 197.92 25 145/25 112.5 240.13 39.9 136.1/53 114.2 194.414 10.1 136.1/53 113.85 25 160/43 117.7 231.3
%A °C/Hz Tm1 °C Tm2 °C6 50 145/43 127.1 240.67 10.1 153.9/32 117.28 10.1 153.9/53 116.69 25 145/43 113.7 146.410 25 145/60 115.6
%A °C/Hz Tm1 °C Tm2 °C11 39.9 153.9/32 115.2 219.812 39.9 136.1/32 114.6 267.613 25 130/43 115.214 0 145/43 113.415 39.9 153.9/53 117.0
%A °C/Hz Tm1 °C Tm2 °C16 25 145/43 112.8 228.417 25 145/43 115.8 235.618 25 145/43 116.4 203.319 25 145/43 125.4 234.820 10.1 136.1/32 114.0
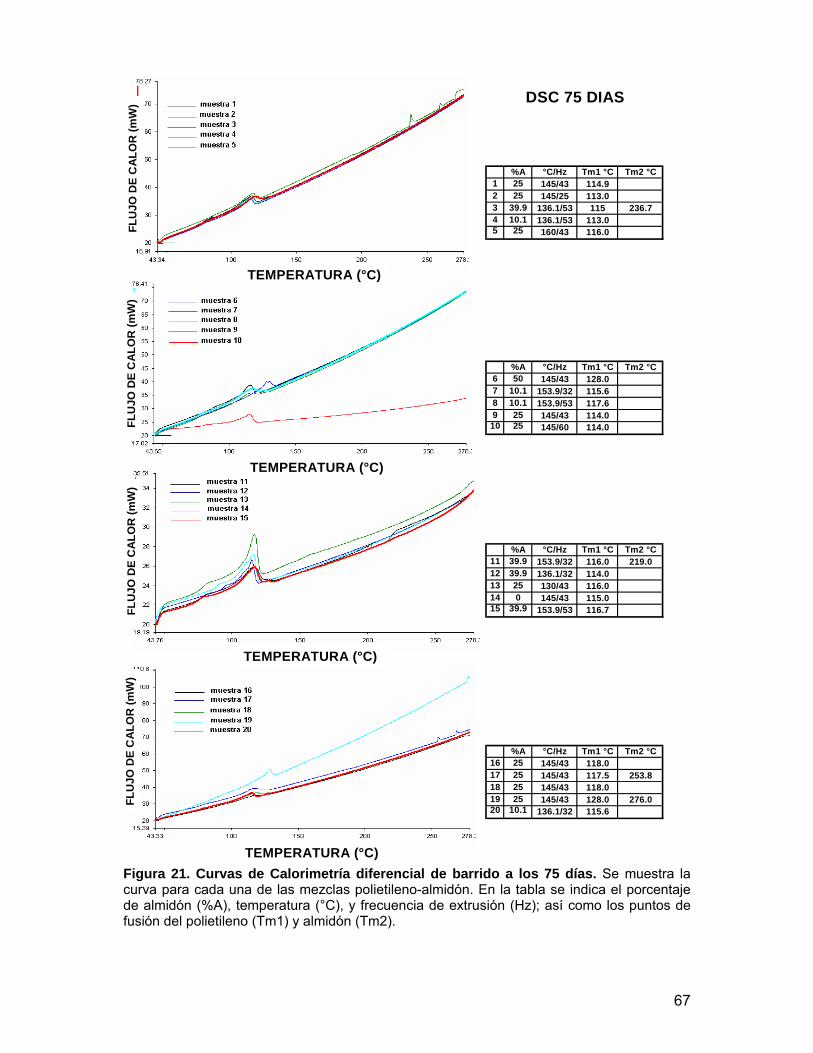
67
Figura 21. Curvas de Calorimetría diferencial de barrido a los 75 días. Se muestra la curva para cada una de las mezclas polietileno-almidón. En la tabla se indica el porcentaje de almidón (%A), temperatura (°C), y frecuencia de extrusión (Hz); así como los puntos de fusión del polietileno (Tm1) y almidón (Tm2).
DSC 75 DIAS
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
%A °C/Hz Tm1 °C Tm2 °C1 25 145/43 114.92 25 145/25 113.03 39.9 136.1/53 115 236.74 10.1 136.1/53 113.05 25 160/43 116.0
%A °C/Hz Tm1 °C Tm2 °C6 50 145/43 128.07 10.1 153.9/32 115.68 10.1 153.9/53 117.69 25 145/43 114.010 25 145/60 114.0
%A °C/Hz Tm1 °C Tm2 °C11 39.9 153.9/32 116.0 219.012 39.9 136.1/32 114.013 25 130/43 116.014 0 145/43 115.015 39.9 153.9/53 116.7
%A °C/Hz Tm1 °C Tm2 °C16 25 145/43 118.017 25 145/43 117.5 253.818 25 145/43 118.019 25 145/43 128.0 276.020 10.1 136.1/32 115.6
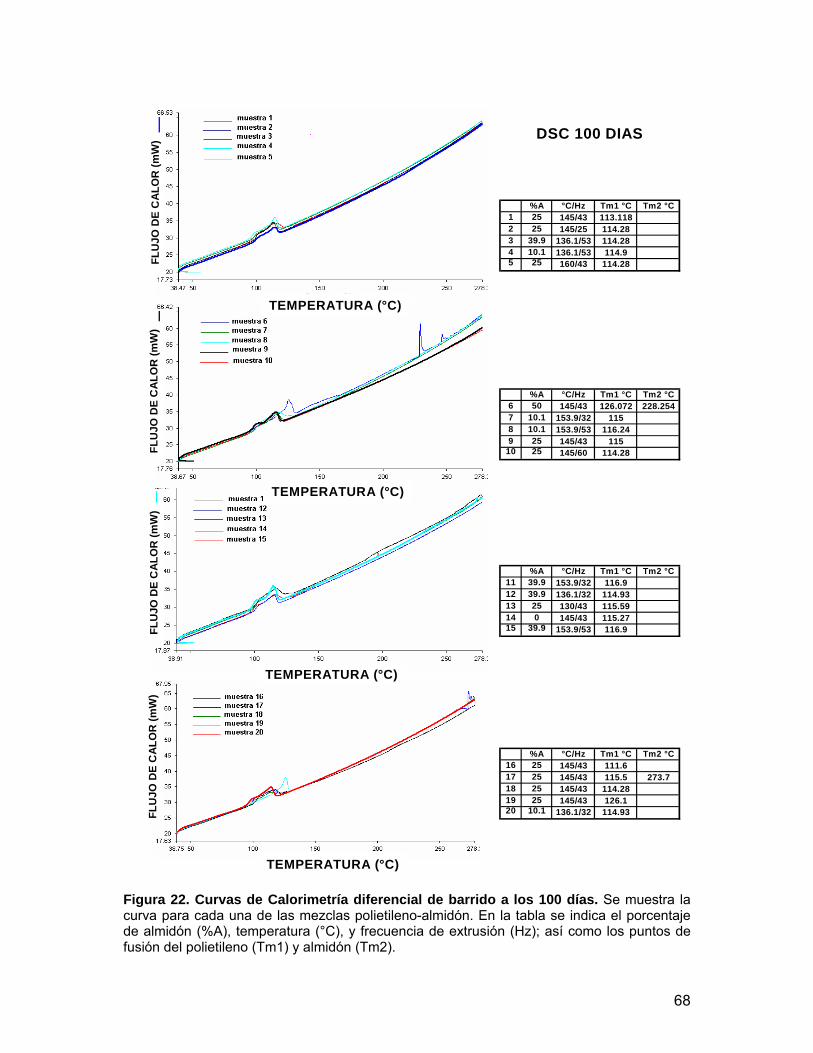
68
Figura 22. Curvas de Calorimetría diferencial de barrido a los 100 días. Se muestra la curva para cada una de las mezclas polietileno-almidón. En la tabla se indica el porcentaje de almidón (%A), temperatura (°C), y frecuencia de extrusión (Hz); así como los puntos de fusión del polietileno (Tm1) y almidón (Tm2).
DSC 100 DIAS
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
%A °C/Hz Tm1 °C Tm2 °C1 25 145/43 113.1182 25 145/25 114.283 39.9 136.1/53 114.284 10.1 136.1/53 114.95 25 160/43 114.28
%A °C/Hz Tm1 °C Tm2 °C6 50 145/43 126.072 228.2547 10.1 153.9/32 1158 10.1 153.9/53 116.249 25 145/43 115
10 25 145/60 114.28
%A °C/Hz Tm1 °C Tm2 °C11 39.9 153.9/32 116.912 39.9 136.1/32 114.9313 25 130/43 115.5914 0 145/43 115.2715 39.9 153.9/53 116.9
%A °C/Hz Tm1 °C Tm2 °C16 25 145/43 111.617 25 145/43 115.5 273.718 25 145/43 114.2819 25 145/43 126.120 10.1 136.1/32 114.93
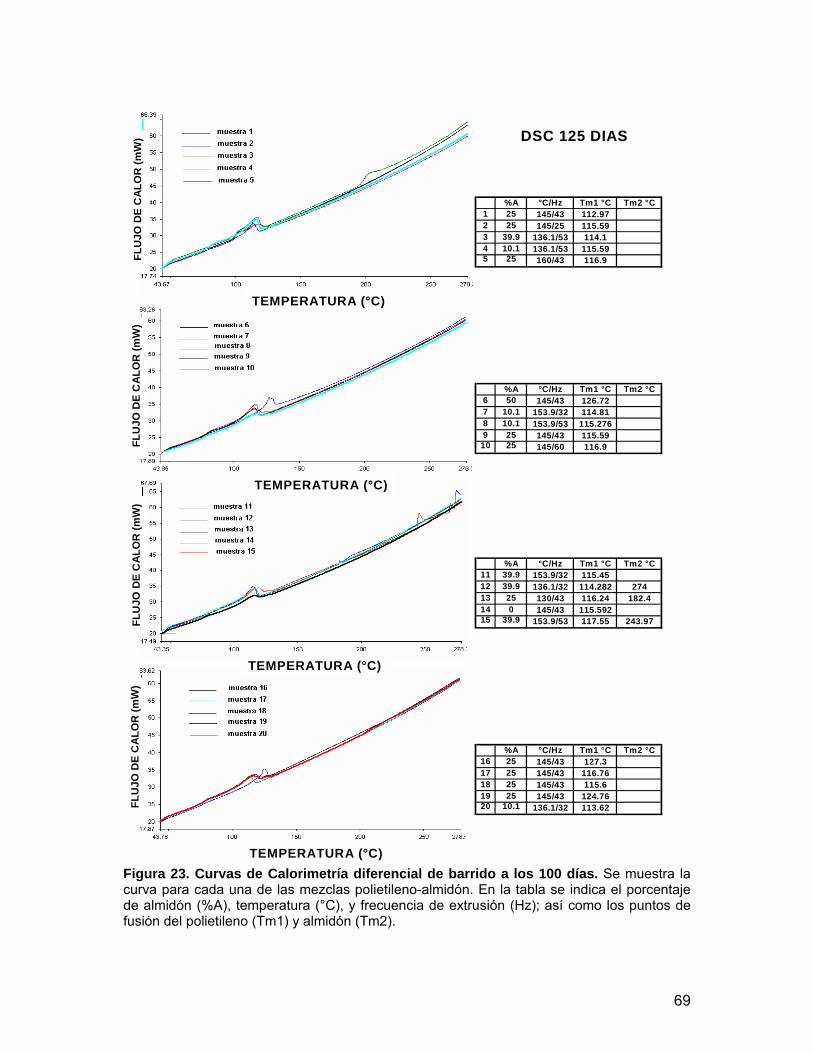
69
Figura 23. Curvas de Calorimetría diferencial de barrido a los 100 días. Se muestra la curva para cada una de las mezclas polietileno-almidón. En la tabla se indica el porcentaje de almidón (%A), temperatura (°C), y frecuencia de extrusión (Hz); así como los puntos de fusión del polietileno (Tm1) y almidón (Tm2).
DSC 125 DIAS
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
TEMPERATURA (°C)
FLU
JO D
E C
ALO
R (m
W)
%A °C/Hz Tm1 °C Tm2 °C1 25 145/43 112.972 25 145/25 115.593 39.9 136.1/53 114.14 10.1 136.1/53 115.595 25 160/43 116.9
%A °C/Hz Tm1 °C Tm2 °C6 50 145/43 126.727 10.1 153.9/32 114.818 10.1 153.9/53 115.2769 25 145/43 115.59
10 25 145/60 116.9
%A °C/Hz Tm1 °C Tm2 °C11 39.9 153.9/32 115.4512 39.9 136.1/32 114.282 27413 25 130/43 116.24 182.414 0 145/43 115.59215 39.9 153.9/53 117.55 243.97
%A °C/Hz Tm1 °C Tm2 °C16 25 145/43 127.317 25 145/43 116.7618 25 145/43 115.619 25 145/43 124.7620 10.1 136.1/32 113.62

70
Propiedades estructurales Microscopía Electrónica de Barrido (SEM) La SEM se utilizó para analizar las propiedades estructurales de las mezclas PE-
Almidón. Esta técnica permite evaluar tanto la miscibilidad de las dos fases de la
mezcla como los cambios en la superficie del polímero después de ser sometidos a
composta.
Las micrografías electrónicas del PE y sus mezclas en el día cero (antes de ser
colocadas entre capas de composta) muestran buena adhesión de las partículas de
almidón en la matriz de PE y buena dispersión de los gránulos de almidón en las
mezclas indicando buena interacción entre las dos fases (Fig. 24) probablemente
este hecho influyó en que no se presentaran grandes variaciones en las
propiedades físicas de las mezclas a pesar de la condición orgánica del almidón y la
sintética del PE. En mezclas de PE-Almidón preparadas por extrusión y laminadas a
30kN, las preparaciones se observan heterogéneas, discontinuas, de 4 fases
amorfas y cristalinas con pobres propiedades físicas y mecánicas (D52D y ref 47Lim),
debido a que el proceso de preparación de las películas daña las estructuras de los
gránulos de almidón y de las mezclas en general (walter y cols, ref 45). Nuestras
preparaciones fueron extruídas y posteriormente inyectadas, este proceso mejora
las interacciones entre las dos fases como se aprecia en las micrografías.
Las muestras 1, 3, 4, 6, 10, y 14 se seleccionaron para comparación entre ellas por
ser representativas del contenido de almidón (25, 39.9, 10.1, 50, 25 y 0%
respectivamente). La numeración de las muestras fue asignada desde el diseño del
experimento; no obstante, para evaluar el efecto de la concentración de almidón en
la erosión de la superficie del polímero interpretada como biodegradación, las
muestras se analizan en orden creciente de contenido de almidón.
En la figura 25 se muestra la estructura del PE puro (muestra 14) a lo largo de los
125 días que permaneció bajo composta. La muestra permanece sin cambios
durante el tiempo que estuvo bajo composta. No hay evidencia de erosión y esto es
consistente con la ausencia de pérdida de peso.

71
Figura 24. Micrografía electrónica de las muestras 1, 3, 4 , 6, 10 y 14 al día cero. SEM X1500. Características estructurales de las mezclas.
Muestra 3
Muestra 4 Muestra 6
Muestra 4Cero díasMuestra 10 Muestra 14
CERO DÍASCERO DÍAS
Muestra 1

72
Figura 25. Micrografía electrónica de la evolución de la muestra 14 (0% de almidón). SEM X500. Seguimiento desde cero hasta 125 días bajo composta.
MUESTRA 14
125100
0 25
50 75

73
En la figura 26 se muestra la estructura de la mezcla PE-10.1% de Almidón (muestra
4), la cual se observa el flujo del proceso de inyección y presenta microperforaciones
escasas los 25 días y crecientes en número a lo largo del tiempo bajo composta.
Estas perforaciones se tornan en huecos de mayor tamaño con el avance del
tiempo. En el día 125 se puede notar una perforación de aproximadamente 100
micras de longitud.
En las figuras 27 y 28 se muestra la estructura de la mezcla PE-25% de Almidón
(muestras 1 y 10 respectivamente). En estas preparaciones las perforaciones son
más abundantes y más grandes que para la mezcla con 10.1% de almidón desde el
día 25 y hasta el final de los 125 días. En éstas ya es posible apreciar erosión de la
superficie del polímero, así como grietas adicionales a los huecos en la matriz del
PE.
En la figura 29 se muestra la estructura de la mezcla PE-39.9% de Almidón (muestra
3) para la cual el tamaño y número de perforaciones, así como el grado de erosión
en la superficie del polímero es mayor que para las otras mezclas PE-Almidón. Se
pueden apreciar grietas, fracturas y discontinuidades muy marcadas que van acorde
con la pérdida de peso registrada. Estas características sugieren el comienzo de la
despolimerización del polietileno y por lo tanto la biodegradación del mismo.
En la figura 30 se muestra la estructura de la mezcla PE-50% de Almidón (muestra
6), la cual exhibe una menor cantidad de microperforaciones que la muestra con
39.9% de almidón (muestra 3, fig. 29) y no se aprecian las deformaciones en la
matriz de PE que sí se observan en la muestra 3. Probablemente la interacción de
los gránulos de almidón, que para esta preparación son más grandes que para las
otras mezclas, con el PE es diferente y le confiere propiedades estructurales
distintas. Cabe destacar que el espesor del producto de la inyección para este caso
fue mayor, lo que podría retrasar el proceso de erosión que se puede apreciar más
fácilmente en otras mezclas. Este caso llama la atención ya que siendo la mezcla
con mayor contenido de almidón su comportamiento no es justamente el que se
esperaba.

74
Figura 26. Micrografía electrónica de la evolución de la muestra 4 (10% de almidón). SEM X500. Seguimiento desde cero hasta 125 días bajo composta
125100
0 25
50 75
MUESTRA 4MUESTRA 4

75
Figura 27. Micrografía electrónica de la evolución de la muestra 1 (25% de almidón). SEM X500. Seguimiento desde cero hasta 125 días bajo composta.
MUESTRA 1
125100
0 25
50 75
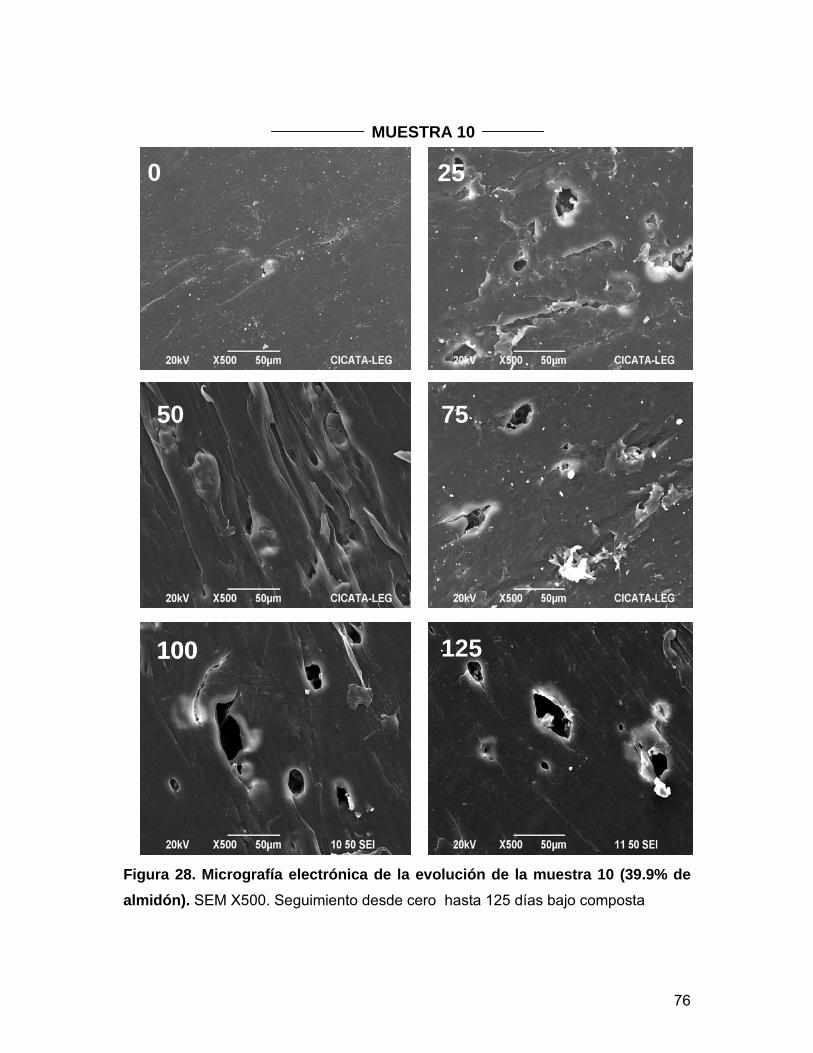
76
Figura 28. Micrografía electrónica de la evolución de la muestra 10 (39.9% de almidón). SEM X500. Seguimiento desde cero hasta 125 días bajo composta
MUESTRA 10MUESTRA 10
25
50 75
100 125
0
100

77
Figura 29. Micrografía electrónica de la evolución de la muestra 3 (25% de almidón). SEM X500. Seguimiento desde cero hasta 125 días bajo composta.
MUESTRA 3MUESTRA 3
125100
0 25
50 75

78
Figura 30. Micrografía electrónica de la evolución de la muestra 6 (50% de almidón). SEM X500. Seguimiento desde cero hasta 125 días bajo composta.
MUESTRA 6MUESTRA 6
125100
0 25
50 75

79
En la figura 31 se hace un análisis de la estructura de las muestras al final de los
125 días que permanecieron bajo composta, en este caso se muestran las mismas
preparaciones reportadas en las figuras anteriores pero en un mayor aumento. Así,
es posible reconocer en las fracturas y perforaciones la pérdida de la estructura de
matriz de polietileno en aquéllas muestras en las que hubo biodegradación. Las
micrografías electrónicas nos permiten establecer una asociación entre la pérdida de
peso y el deterioro estructural de las mezclas PE-Almidón (figura 10B y figura 31).
La muestra con 50% de almidón presenta una pérdida de peso y de la estructura
similar a las mezclas con 10% de almidón, pero sus propiedades térmicas
(observadas en el DSC) son distintas a las de las demás mezclas lo que habla de
interacciones diferentes entre las dos fases. En esta mezcla y en aquéllas con bajo
contenido de almidón es posible que los gránulos de almidón estén recubiertos de
PE, por lo tanto están inaccesibles a las enzimas que lo pueden degradar, por lo
tanto sería necesario que el polietileno se degradara primero antes que el almidón
(D53D). El PE puede ser degradado por microorganismos particulares como R. ruber y
B. borstelensis, los cuales degradan películas de PE cuando son incubadas en
cultivos puros (D54D y Sivan ref 37), nosotros no observamos deterioro visualmente
significativo o degradación del PE puro lo que indica que los cambios registrados en
nuestras mezclas se deben a la biodisponibilidad del almidón y la interacción entre
las fases de la mezcla que son los que propiciaron la erosión del PE.
En este estudio se incluyó una muestra de bolsa comercial etiquetada como
biodegradable, la cual se mantuvo bajo composta 125 días. Al final de la prueba, la
bolsa no presentó ninguna evidencia de degradación. Este resultado se incluye en
la figura 35 junto con las micrografías de la muestra 10, tomada sin lavado ni secado
para apreciar la erosión del plástico.

80
Figura 31. Micrografía electrónica de las muestras 1, 3, 4, 6, 10 y 14 a los 125 días. SEM X1500. Características estructurales de las mezclas.
Muestra 1 Muestra 3
Muestra 4 Muestra 6
Muestra 10 Muestra 14
125 DÍAS

81
INTEMPERISMO Intemperímetro acelerado El Intemperímetro es un aparato que simula los parámetros ambientales como la luz
del sol, temperatura y humedad en forma de lluvia y la humedad generada por el
rocío. Estos parámetros son controlados para semejar condiciones finales de uso.
Tiene una cámara que incorpora luz generada por un arco de carbón. Entre las
aplicaciones industriales están precisamente el estudio de polímeros y plásticos. La
luz propiamente filtrada simula radiación UV y radiación solar visible mejor que
cualquier otra luz artificial. Por lo anterior lo hemos elegido para probar nuestro
material simulando la exposición a la luz natural del sol y condiciones ambientales
equivalentes a un año (300 horas en el intemperímetro acelerado).
Porcentaje de pérdida de peso Como un indicador de degradación se registró la pérdida de peso de nuestras
preparaciones al final del tiempo que pasaron en el Intemperímetro. A excepción de
la muestra 14 (0 % almidón) todas las mezclas PE-almidón presentan pérdida de
peso al final de las 300 horas de exposición. Esta pérdida de peso va desde el 0.26
hasta el 2.88% dependiendo de la concentración de almidón. La muestra de PE puro
no perdió peso a lo largo del tiempo. Esta pérdida de peso es muy pequeña
comparada con las muestras que permanecieron bajo composta, considerando que
éstas últimas solo pasaron 125 días comparado contra el año simulado en el
intemperímetro acelerado. Lo anterior confirma que los plásticos pueden tardar hasta
cientos de años para degradarse en el ambiente y crear una gran fuente de
contaminación. En la tabla 10 se muestran los detalles de pérdida de peso.

82
Tabla 10. Pérdida de peso después de la exposición equivalente a 1 año a la intemperie
MUESTRA % ALMIDÓN °C/Hz PÉRDIDA DE PESO (%)1 25 145/43 0.972 25 145/25 1.163 39.9 136.1/53 2.884 10.1 136.1/53 0.445 25 160/43 0.796 50 145/43 0.927 10.1 153.9/32 0.268 10.1 153.9/53 0.269 25 145/43 0.85
10 25 145/60 0.8611 39.9 153.9/32 1.6312 39.9 136.1/32 1.7313 25 130/43 0.9414 0 145/43 -0.0115 39.9 153.9/53 1.1516 25 145/43 0.7917 25 145/43 0.8418 25 145/43 0.9319 25 145/43 0.5220 10.1 136.1/32 0.30

83
PROPIEDADES MECÁNICAS Y TÉRMICAS DE LAS MUESTRAS SOMETIDAS A INTEMPERISMO Resistencia a la tensión
La figura 32 muestra los resultados de la prueba de tensión. La resistencia a la
tensión es una propiedad mecánica, si disminuye la resistencia a la tensión aplicada
(MPa) indica que las mezclas PE-Almidón están perdiendo su propiedad mecánica.
Para este caso en que se sometieron al intemperismo acelerado no podemos
distinguir ningún patrón de comportamiento que nos permita relacionar el contenido
de almidón con la pérdida de la resistencia a la tensión.
En el caso de la muestra número 6 (50% de almidón) observamos un aumento
contradictorio a la resistencia a la tensión. También aumenta la resistencia a la
tensión de la muestra número 4 (10.1% almidón). Por otro lado tenemos la muestra
número 10 (39.9% almidón), en la cual la resistencia a la tensión disminuye más de
un 30%. En la muestra 14 (0% almidón) existe un aumento a la resistencia que no es
visiblemente significativo. En el resto de las muestras podemos corroborar que no
hay una tendencia clara que nos indique debilitamiento de las propiedades
mecánicas en alguna de las mezclas PE-Almidón.
Por lo tanto al igual que las muestras que tuvimos bajo composta, en nuestras
preparaciones sometidas al Intemperímetro no hubo diferencias en la prueba de
tensión probablemente porque la interacción entre los componentes de la mezcla
después de que fueron inyectados es lo suficientemente homogénea para impedir
ruptura mecánica.
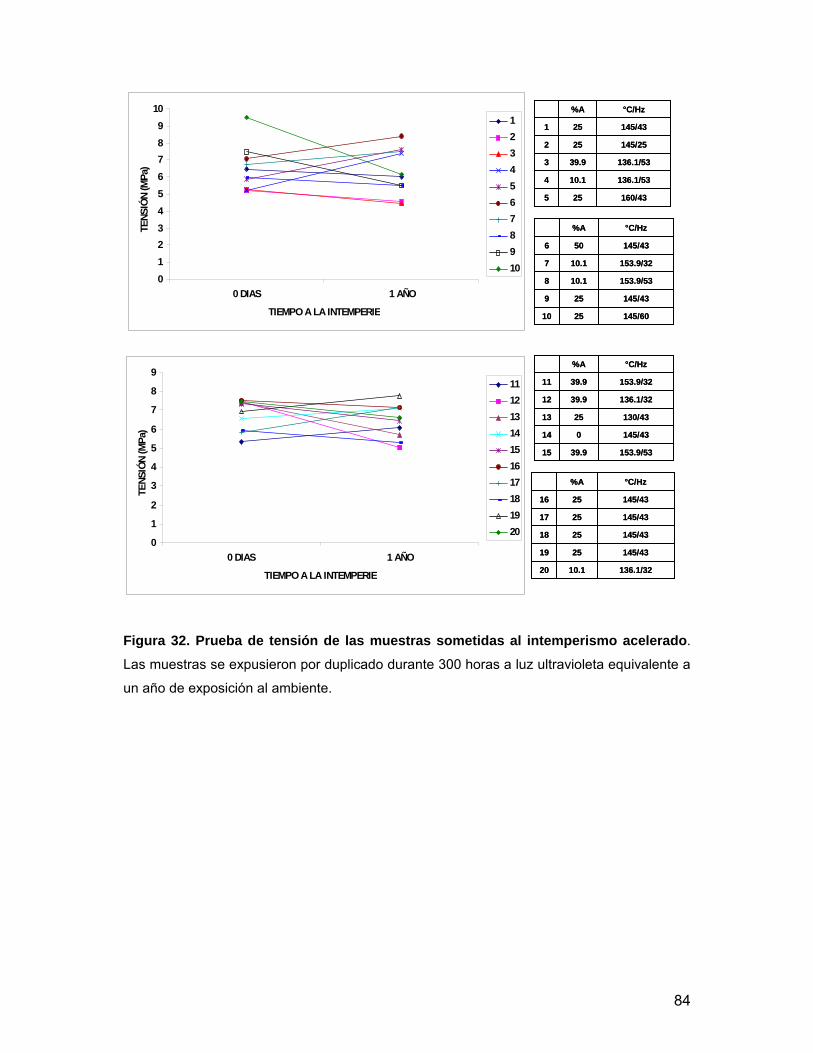
84
Figura 32. Prueba de tensión de las muestras sometidas al intemperismo acelerado.
Las muestras se expusieron por duplicado durante 300 horas a luz ultravioleta equivalente a
un año de exposición al ambiente.
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
0123456789
10
0 DIAS 1 AÑO
TIEMPO A LA INTEMPERIE
TENS
IÓN
(MPa
)
12345678910
0
1
2
3
4
5
6
7
8
9
0 DIAS 1 AÑO
TIEMPO A LA INTEMPERIE
TENS
IÓN
(MPa
)
11121314151617181920

85
Elongación a la ruptura
En la figura 33 se presentan variaciones en el % de elongación a la ruptura en cada
mezcla, en particular se puede notar una gran disminución en el porcentaje de
elongación a la ruptura a las 300 horas en las mezcla 10 (39.9% almidón). La mezcla
2 (25% almidón) también presenta un decremento significativo.
En contraste la mezcla número 4 (10.1% almidón) muestra un incremento en el
porcentaje de elongación después de la simulación de un año a la intemperie. En
cuento a la muestra de PE puro se presenta un ligero aumento en el porcentaje de
elongación a la ruptura, además de que es el valor más alto al principio y al final del
experimento. El resto de las diferentes mezclas muestran ligeras modificaciones que
no indican alguna tendencia o patrón de comportamiento ligado al contenido de
almidón.
Punto de deformación plástica En la figura 34 se aprecia la pérdida de elasticidad de todas las muestras medida
como punto de deformación plástica. Una disminución de este parámetro refleja
fragilidad y pérdida de elasticidad ante un estrés. Este fenómeno es inesperado
tomando en cuenta que no hay modificaciones significativas de su resistencia a la
tensión y elongación a la ruptura.
La radiación solar, el oxígeno, la oxidación casual y los contaminantes ácidos del
aire, la temperatura ambiental y la humedad son los principales agentes
atmosféricos que deterioran la durabilidad de los polímeros expuestos al ambiente.
La prueba de intemperismo acelerado permite evaluar la resistencia que los
polímeros que estarán expuestos a la intemperie con propósitos de diseño;
adicionalmente permite evaluar si un plástico presenta fotodegradación.

86
En este trabajo sometimos las muestras a intemperismo acelerado con el objeto de
establecer la resistencia de nuestras mezclas PE-Almidón al estrés ambiental y para
determinar si las mismas son susceptibles de fotodegradación. En pruebas de
intemperismo puede ocurrir aumento en el porcentaje de elongación a la ruptura
cuando se presenta relajamiento de los enlaces en respuesta al calentamiento del
intemperímetro, pero finalmente este parámetro descenderá a consecuencia de la
fotodegradación. Las películas de PE muestran fragilidad y pérdida de sus
propiedades mecánicas (incluidas la resistencia a la tensión y la elongación a la
ruptura) después de 200h de exposición en el intemperímetro como resultado de
degradación de su estructura, rompimiento de las cadenas y reducción del peso
molecular (D55D).
Nuestras preparaciones no presentan deterioro significativo de sus propiedades
mecánicas cuando son sometidas al intemperímetro, ni modificaciones mayores en
el polímero residual (poca pérdida de peso). Inclusive, no hay grandes
modificaciones estructurales apreciables en la micrografía tomada a la muestra 10
(Figura 35). Lo anterior confirma que las muestras tienen una mayor susceptibilidad
a degradación por efecto de la composta y sus poblaciones microbianas que al de la
radiación UV, el calor y la humedad.

87
Figura 33. Porcentaje de elongación a la ruptura de las muestras sometidas al intemperismo acelerado. Las muestras se expusieron por duplicado durante 300 horas a luz ultravioleta equivalente a un año de exposición al ambiente.
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
02468
101214161820
0 DIAS 1 AÑO
TIEMPO A LA INTEMPERIE
% D
E EL
ONGA
CIÓN
A
LA R
UPTU
RA
12345678910
0
5
10
15
20
25
0 DIAS 1 AÑO
TIEMPO A LA INTEMPERIE
% D
E EL
ONGA
CIÓN
A
LA R
UPTU
RA
11121314151617181920
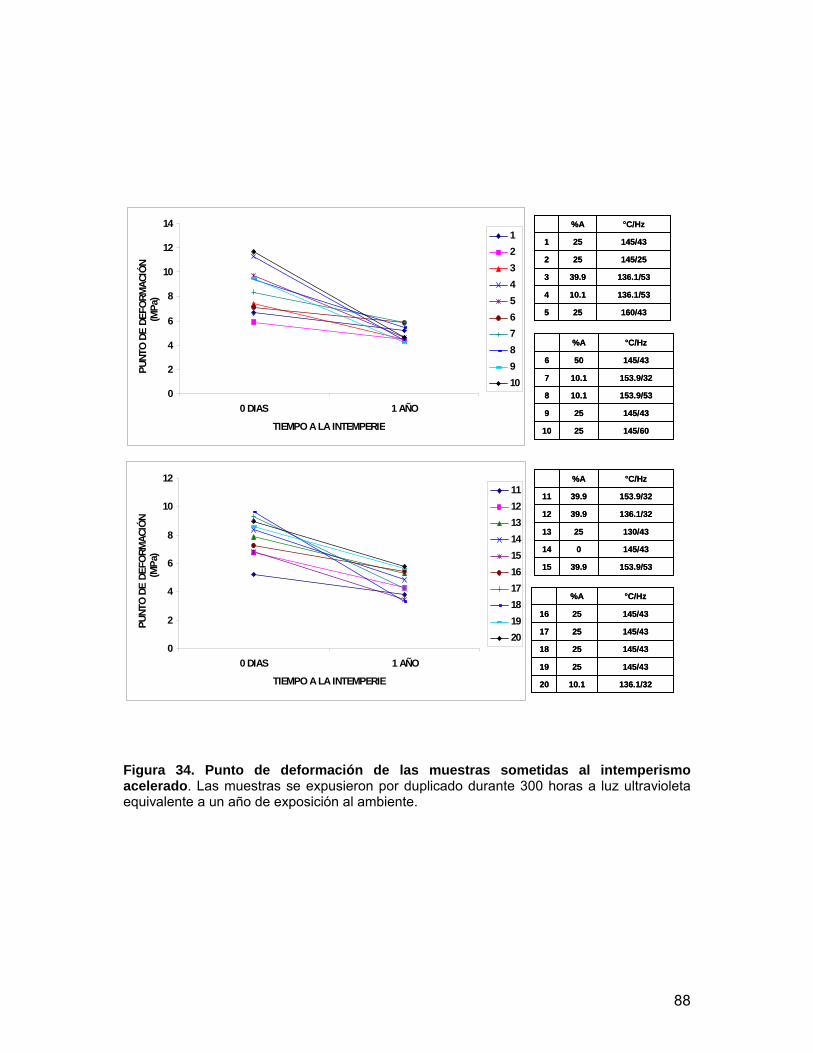
88
Figura 34. Punto de deformación de las muestras sometidas al intemperismo acelerado. Las muestras se expusieron por duplicado durante 300 horas a luz ultravioleta equivalente a un año de exposición al ambiente.
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
160/43255
136.1/5310.14
136.1/5339.93
145/25252
145/43251
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
153.9/5339.915
145/43014
130/432513
136.1/3239.912
153.9/3239.911
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
145/602510
145/43259
153.9/5310.18
153.9/3210.17
145/43506
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
136.1/3210.120
145/432519
145/432518
145/432517
145/432516
°C/Hz%A
0
2
4
6
8
10
12
14
0 DIAS 1 AÑO
TIEMPO A LA INTEMPERIE
PUNT
O DE
DEF
ORM
ACIÓ
N (M
Pa)
12345678910
0
2
4
6
8
10
12
0 DIAS 1 AÑO
TIEMPO A LA INTEMPERIE
PUNT
O DE
DEF
ORM
ACIÓ
N (M
Pa)
11121314151617181920
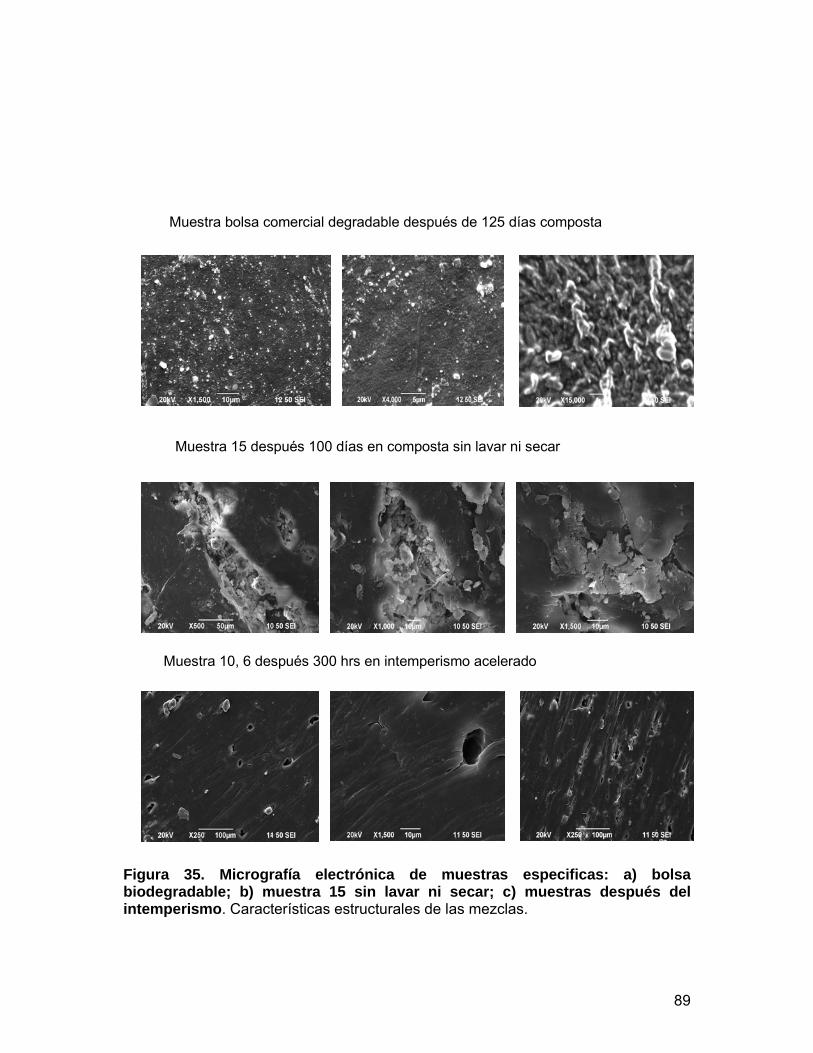
89
Figura 35. Micrografía electrónica de muestras especificas: a) bolsa biodegradable; b) muestra 15 sin lavar ni secar; c) muestras después del intemperismo. Características estructurales de las mezclas.
Muestra bolsa comercial degradable después de 125 días composta
Muestra 15 después 100 días en composta sin lavar ni secar
Muestra 10, 6 después 300 hrs en intemperismo acelerado

90
CAPÍTULO 6
CONCLUSIONES
1. El proceso de manufactura de mezclas de PE-Almidón para uso en moldeo
por inyección es exitoso.
2. Todas las mezclas PE-Almidón preparadas en este estudio perdieron peso
después de permanecer bajo composta por 125 días de manera directamente
proporcional al porcentaje de almidón que contienen.
3. Todas las mezclas PE-Almidón preparadas en este estudio perdieron su
integridad estructural, medida por microscopía electrónica, después de
permanecer bajo composta por 125 días de manera directamente
proporcional al contenido de almidón en la mezcla.
4. Todas las mezclas PE-Almidón preparadas en este estudio conservan las
propiedades mecánicas, térmicas y estructurales del PE; por lo tanto pueden
ser utilizadas para las mismas aplicaciones.
5. Todas las mezclas PE-Almidón preparadas en este estudio resisten la
exposición continua a condiciones ambientales sin pérdida de sus
propiedades mecánicas, térmicas y estructurales.
6. La mezcla PE-39.9% de Almidón es la que mayor pérdida de peso y daños
estructurales, sin detrimento de sus propiedades mecánicas, presenta durante
los 125 días que permaneció bajo composta. Esta mezcla puede ser de
interés industrial y comercial.
7. La pérdida de peso y de la integridad estructural observada en las mezclas
PE-Almidón, en ausencia de fragilidad mecánica, se pueden interpretar como
biodegradación.
91
RESUMEN DE LAS CONTRIBUCIONES
1. Se obtuvo un polímero biodegradable mezcla de polietileno-almidón que
puede ser inyectado por moldeo en productos plásticos de grueso calibre.
Esto es una gran contribución porque hasta ahora sólo se fabrican productos
biodegradables delgados de pobres propiedades mecánicas y usos limitados.
2. El polímero biodegradable polietileno-almidón preparado en este trabajo
conserva las propiedades mecánicas y térmicas del polietileno puro, por lo
que puede ser utilizado para las mismas aplicaciones ampliando la gama de
productos biodegradables que podrían fabricarse.
3. El polímero biodegradable polietileno-almidón preparado en este trabajo es
altamente susceptible a biodegradación enterrándolo en composta. La
pérdida peso registrada en 125 días sugiere que una vez desechado,
permanecerá por mucho menos tiempo en el ambiente que los plásticos
convencionales.

92
INVESTIGACIÓN FUTURA
1. Hemos encontrado un polímero que es biodegradable y se puede inyectar en
productos de interés industrial, sin embargo, será necesario evaluar su
condición de biodegradabilidad cuando se le añada un pigmento, lo cual será
necesario si se pretende utilizar en productos comerciales.
2. La adición de almidón al polietileno favorece la biodegradabilidad sin
detrimento de sus propiedades mecánicas. Si es posible añadir almidón a
otras matrices como el PET, es materia de futuras investigaciones.
3. En este trabajo se prepararon mezclas de polietileno con almidón de maíz,
pero la producción de maíz es limitada y su uso se ha diversificado, como la
preparación de biodiesel y etanol; una opción que vale la pena explorar es el
uso de almidón de fuentes alternas y de menor demanda.
4. La prueba de biodegradabilidad en composta en combinación con el análisis
estructural por SEM en las condiciones estandarizadas en este proyecto
pueden ser de gran utilidad para evaluar la condición de biodegradabilidad de
las bolsas comerciales etiquetadas como tal con el propósito de establecer
parámetros de control que apoyen la nueva ley de residuos sólidos s del D.F.

93
REFERENCIAS
1 International Energy Agency: Energy Balances of OECD Countries 1999 – 2000, 2002. 2 2004 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim Angew. Chem. Int. Ed. 2004, 43, 1078 –1085. 3 2004 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim Angew. Chem. Int. Ed. 2004, 43, 1078 –1085. 4 Shimao M. Biodegradation of plastics. Current Opinion in Biotechnology 2001, 12:242–247. 5 Handbook of biodegradable polymers. Catia Bastioli. Rapra Technologyr Limited. 2005 pp 3-4 United Kingdom. 6 Huijbrechts AML., Huang J., Schols HA., van Lagen B., Visser GM., Boeriu CG., Sudhölter EJR. 1-Allyloxy-2-hydroxy-propyl-starch: Synthesis and Characterization. J Polym Sci Part A: Polym Chem 45: 2734–2744, 2007. 7 2004 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim Angew. Chem. Int. Ed. 2004, 43, 1078 –1085. 8 A consulting company for Gas,Petrochemicals, and related industries CREON 2007 HUhttp://www.creon-online.ru/En/U 9 Brandrup, J. and Immergut, E.H., eds., Polymer Handbook, 3rd ed., John Wiley & Sons, New York, 1989. 10 Buchanan, C. M., Gardner, R. M. and Komarek, R. J. (1993). Aerobic biodegradation of cellulose acetate. J. Appl. Polym. Sci. 47, 1709-1719. 11 Battersby, N. S., Fieldwick, P. A., Ablitt, T., Lee, S. A. and Moys, G. R. (1994). The interpretation of CEC L-33-T-2 biodegradability data. Chemosphere. 28, 787-800. 12 Palmisano, A. C. and Pettigrew, C. A. (1992). Biodegradability of plastics. Bioscience. 42(9), 680- 685. 13 Müller, R.-J., Augusta, J., Walter, T. and Widdecke, H. (1994). The development and modification of some special test methods and the progress in standardization of test methods in Germany. In: Doi, Y. and Fukuda, K. (eds.) biodegradable plastics and polymers. Elsevier, New York, pp. 237-249. 14 Witt. U., Müller, R.-J., and Deckwer, W.-D. (1995). Biodegradation of polyester copolymers containing aromatic compounds. J.M.S. pure Appl. Chem. A. 32(4), 851-856. 15 Sakai, K., Hamada, N. and Watanabe, Y. (1986) Degradation mechanism of poly(vinylalcohol) by successive reactions of alcohol oxidase and beta-diketon hydrolase from Pseudomonas sp. Agric. Biol. Chem. 50(4), 989-996. 16 Gotoh K., Tagawa Y., Tabata I. A Qartz cristal microbalance simulation to examine the effect of ultraviolet Light treatment on polyethylene surface. J Oleo Sci, 2008, 57(9): 495-501. 17 Ying Zheng and Ernest K. Yanful. A Review of Plastic Waste Biodegradation. Crit Rev Biotechnol, 25:243–250, 2005. 18 Jakubowicz, I. Evaluation of degradability of biodegradable polyethylene (PE). Polym Degrad Stab. 2003, 80: 39–43.

94
19 Yamada-Onodera, K., Mukumoto, H., Katsuyaya, Y., Saiganji, A.,and Tani Y. Degradation of polyethylene by a fungus. Penicillium simplicissimum YK. Polym Degrad Stab. 2001. 72:323–327. 20 Witt, U., Müller, R.-J. and Klein, J. (1997). Biologisch abbaubare Polymer- Status und Perspektiven, Report of the Franz-Patat-Zentrum, Braunschweig, ISBN 3-00- 001529-9. 21 Pagga, U., Schäfer, A. A, Müller, R.-J., and Pantke, M. (2001). Determination of the aerobic biodegradability of polymeric material in aquatic batch tests. Chemosphere, 42(3), 319-331.
22 Tosin, M., Degli-Innocenti, F., and Bastioli, C. (1996). Effect of the composting substrate on Biodegradation of solid materials under controlled composting conditions. J. Environ. Polym. Degrad. 4(1), 55 – 63. 23 Ohtaki, A., Sato, N., and Nakasaki, K. (1998). Biodegradation of poly-є-caprolactone under controlled composting conditions. Polym. Degrad. Stab. 61(3), 499 – 505. 24 Tuominen, J., Kylmä, J., Kapanen, A., Venelampi, O., Itävaara, M., Seppälä, J. (2002). Biodegradation of lactic acid based polymers under controlled composting conditions and evaluation of the ecotoxocological impact. Biomacromolecules, 3(3), 445 – 455. 25 Püchner, P., Müller, W. R., and Bartke, D. (1995). Assessing the biodegradation potential of polymers In screening- and long-term test polymers. J. Environ. Polym. Degrad. 3(3), 133–143. 26 Tokiwa,Y., and Suzuki, T. (1977). Hydrolysis of polyesters by lipasees. Nature, 270, 76 - 78.. 27 Vikman, M., Itävaara, M., and Poutanen, K. (1995). Measurment of the biodegradation of starch based materials by enzymatic methods and composting. J. Environ. Polym. Degrad. 3(1), 23 – 29. ESTE YA LO TENEMOS????? 28 Walter, t., Augusta, J., Müller, R.-J., widdecke, H., and Klein, J. (1995). Enzymatic degradation of model polyester by lipase. Enzyme Microb. Technol. 17, 218 – 224. 29 Gan, Z., Fung, J. F., Jing, X., Wu, C., and Kulicke, W. M. (1999). A novel laser light-scattering study of enzymatic biodegradation of poly(Є-caprolactone) nanopaticles. Polymer. 40(8), 1961–1967. 30 Akutsu Y., Nakajima-Kambe T., Nomura N., Nakahara T. Purification and properties of a polyester polyurethane-degrading enzyme from Comamonas acidovorans TB-35. Appl Environ Microbiol, 1998; 64: 62-67. 31 Nakamura K, Tomita T, Abe N, Kamio Y. Purification and characterization of an extracellular poly(L-lactic acid) depolymerase from a soil isolate, Amycolatopsis sp. strain K104-1. Appl Environ Microbiol, 2001; 67. 345-353. 32 Akutsu-Shigeno, Y., Teeraphatpornchai, T., Teamtisong, T., Nomura, N., Uchiyama, H., Nakahara, T., Nakajima-Kambe, T. Cloning and sequencing of a poly(DL-lactic acid) depolymerase gene from Peanibacillus amylolyticus strain TB-13 and its functional expression in Escherichia coli. Appl Environ Microbiol, 2003; 69: 2498-2504. 33 Lee B., Pometto AL., Fratzke A., Bailey TB. Biodegradation of Degradable Plastic Polyethylene by Phanerochaete and Streptomyces Species. Appl Environ Microbiol. 1991 March; 57(3): 678–685. 34 Pometto AL , Lee BT, Johnson KE. Production of an extracellular polyethylene-degrading enzyme(s) by Streptomyces species. Appl Environ Microbiol. 1992; 58(2):731-3. 35 Masaki K, Kamini NR, Ikeda H, Iefuji H. Cutinase-like enzyme from the yeast Cryptococcus sp. strain S-2 hydrolyzes polylactic acid and other biodegradable plastics. Appl Environ Microbiol. 2005; 71(11):7548-501.
95
36 Maeda H, Yamagata Y, Abe K, Hasegawa F, Machida M, Ishioka R, Gomi K, Nakajima T.Purification and characterization of a biodegradable plastic-degrading enzyme from Aspergillus oryzae. Appl Microbiol Biotechnol. 2005 Jun;67(6):778-88. 37 Tseng M, Hoang KC, Yang MK, Yang SF, Chu WS.Polyester-degrading thermophilic actinomycetes isolated from different environment in Taiwan. Biodegradation. 2007; 18(5):579-83. 38 Sivan A, Szanto M, Pavlov V. Biofilm development of the polyethylene-degrading bacterium Rhodococcus ruber. Appl Microbiol Biotechnol. 2006; 72(2):346-52. 39 Hadad D, Geresh S, Sivan A.Biodegradation of polyethylene by the thermophilic bacterium Brevibacillus borstelensis. J Appl Microbiol. 2005; 98(5):1093-100. 40 Cosgrove L, McGeechan PL, Robson GD, Handley PS.Fungal communities associated with degradation of polyester polyurethane in soil. Appl Environ Microbiol. 2007; 73(18):5817-24. 41 Teeraphatpornchai T, Nakajima-Kambe T, Shigeno-Akutsu Y, Nakayama M, Nomura N, Nakahara T, Uchiyama H. Isolation and characterization of a bacterium that degrades various polyester-based biodegradable plastics. Biotechnol Lett. 2003; 25(1):23-8. 42 Kathiresan K. Polythene and plastic-degrading microbes in an Indian mangrove soil. Rev Biol Trop. 2003; 51(3-4):629-33. 43 Diseño y análisis de experimentos. Douglas-Montgomery 2ª ed. México: Limusa Wiley, 2006. 44 S. H. Imam, L. Chen, S. H. Gordon, R. L. Shogren, D. Weisleder and R. V. Greene. Biodegradation of Injection Molded Starch-Poly (3-hydroxybutyrate-c0-3-hydroxyvalerate) Blends in a Natural Compost Environment. Journal of Environmental Polymer Degradation, Vol. 6, No. 2, 1998:91-98. 45 Nicolais L, Narkis M. Polym Eng Sci 1971; 11:194. 46 Walker AM., Tao Y., Torkelson JM. Polyethylene/starch blends with enhanced oxygen barrier and mechanical properties: Effect of granule morphology damage by solid-state shear pulverization. Polymer, 2007, 48: 1066e1074. 47 St-Pierre, N., Favis, B. D., Ramsay, B. A., Ramsay, J. A., & Verhoogt, H. (1997). Processing and characterization of thermoplastic starch/-polyethylene blends. Polymer, 38, 647–655. 48 Lim S., Jane J., Rajagopalan S., Seib PA. Effect of Starch Granule Size on Physical Properties of Starch-Filled Polyethylene Film. Biotechnol Prog. 1992, 8: 51-57. 49 Roylance D. Yield and Plastic Flow. In: Mechanics of Matherials. Department of Materials Science and Engineering Massachusetts Institute of Technology, Cambridge, MA. 2001. 50 Chu CC. Mechanical Properties of Suture Materials. Ann Surg. 1981; 193 (3):365-71. 51 Pedroso AG., Rosa DS. Mechanical, thermal and morphological characterization of recycled LDPE/corn starch blends. Carbohydrate Polym, 2005, 59: 1–9. 52 Arvanitoyannisa I., Biliaderis CG., Ogawab H., Kawasakib N. Biodegradable films made from low-density polyethylene (LDPE), rice starch and potato starch for food packaging applications: Part 1. Carbohydrate Polym, 1998, 36: 89- 104. 53 Sung, W., and Z. Nikolov. 1992. Accelerated degradation studies of starch-filled polyethylene films. Ind Eng Chem Res. 31:2332-2339. 54 Hadad D., Geresh S., Sivan A. Biodegradation of polyethylene by the thermophilic bacterium Brevibacillus borstelensis. J Appl Microbiol, 2005, 98, 1093–1100.

96
55 Ansaria DM., Pricea GJ. Chromatographic estimation of filler surface energies and correlation with photodegradation of kaolin filled polyethylene. Polymer, 2004, 45: 1823–1831.