caracter ísticas metalurgicas y mec ánicas de uniones ... · soldada. un ciclo térmico de la...
TRANSCRIPT

CaracterCaracter íísticas Metalurgicas y Mecsticas Metalurgicas y Mec áánicas de Uniones nicas de Uniones de acero X80 Soldadas por Procesos al Arco Elde acero X80 Soldadas por Procesos al Arco El ééctrico, ctrico, Manual, Por gravedad,(al ambiente y bajo del agua) y Manual, Por gravedad,(al ambiente y bajo del agua) y
Alambre Tubular robotizado Alambre Tubular robotizado �� Angel Rafael Angel Rafael ArceArce ChilqueChilque, Dr. es, Dr. es--Sc Sc 11, , Alexandre Alexandre Queiroz Bracarense Ph.D.Queiroz Bracarense Ph.D.22, , Thiago Mendes Germano Thiago Mendes Germano
CostaCosta22, , Juscelino Mendes PradoJuscelino Mendes Prado22
�� 1 CETEN Ltda. 1 CETEN Ltda. -- Diretor,Diretor, Belo Horizonte/MG, Belo Horizonte/MG, [email protected]@yahoo.com
�� 2 UFMG/DEMEC/LRSS2 UFMG/DEMEC/LRSS , Belo Horizonte/MG, , Belo Horizonte/MG, [email protected]@ufmg.br, , tmgc@[email protected],, ,,
[email protected]@gmail.com

IntroducciIntroduccióónn e e ImportanciaImportancia�� El aumento de la demanda El aumento de la demanda
energenergéética de petrtica de petróóleo y gas del leo y gas del mundo, prevmundo, prevéé la expansila expansióón de n de las empresas del sector, incluida las empresas del sector, incluida la expansila expansióón de los gasoductos.n de los gasoductos.
�� Dada la distribuciDada la distribucióón desigual de n desigual de las fuentes de energlas fuentes de energíía en el a en el planeta, el transporte de las planeta, el transporte de las fuentes de produccifuentes de produccióón a los n a los grandes centros de consumo a grandes centros de consumo a grandes distancias.grandes distancias.
�� Las tuberLas tuberíías son el medio mas son el medio máás s econeconóómico de transporte, mico de transporte, incluyendo los empleados para incluyendo los empleados para el etanol.el etanol.
�� Para satisfacer la demanda Para satisfacer la demanda creciente de energcreciente de energíía ma máás s econeconóómica la operacimica la operacióón requiere n requiere un aumento del volumen de un aumento del volumen de combustible a presiones cada combustible a presiones cada vez mayores.vez mayores.
�� Es necesario el uso de tubos de Es necesario el uso de tubos de alta resistencia (HSLA), AP5L alta resistencia (HSLA), AP5L X80, X100, X120, superiores a X80, X100, X120, superiores a los normalmente utilizados.los normalmente utilizados.
�� En el Brasil la Petrobras tiene En el Brasil la Petrobras tiene previsiprevisióón de inversn de inversóón del orden n del orden de 100 mil millones de US$ en de 100 mil millones de US$ en equipos, fuera el Preequipos, fuera el Pre--sal. sal.
Proyectosprevistos en todo el mundo
Aspectos económicos

Aspectos TAspectos Téécnicoscnicos�� Los aceros utilizados tradicionalmente en productos tales como ALos aceros utilizados tradicionalmente en productos tales como API5L PI5L
X52, X65 se basan en la composiciX52, X65 se basan en la composicióón qun quíímica de C, Mn, Si, V y Ni con una mica de C, Mn, Si, V y Ni con una microestructura de ferrita / perlita.microestructura de ferrita / perlita.
�� La figura 2 muestra una avaria en servicio de gasoduto en acero La figura 2 muestra una avaria en servicio de gasoduto en acero X60, de X60, de 14 "de di14 "de diáámetro exterior y espesor de menos de 15 mm. La ruptura se metro exterior y espesor de menos de 15 mm. La ruptura se produjo en la uniprodujo en la unióón soldada.n soldada.
�� Cabe seCabe seññalar que este tipo de acero con carbono equivalente inferior a alar que este tipo de acero con carbono equivalente inferior a 0,40 y de baja resistencia mec0,40 y de baja resistencia mecáánica, es generalmente soldado con nica, es generalmente soldado con electrodos celulelectrodos celulóósicos tipo Esicos tipo E--7010 (alto hidr7010 (alto hidróógeno).geno).
�� Es entonces de observar que incluso este tipo de acero en determEs entonces de observar que incluso este tipo de acero en determinadas inadas condiciones de soldadura y de servicio tenga su soldabilidad condiciones de soldadura y de servicio tenga su soldabilidad comprometida.comprometida.
Foto 1 - Tubo poliducto de 14 "- de fractura en Servicio
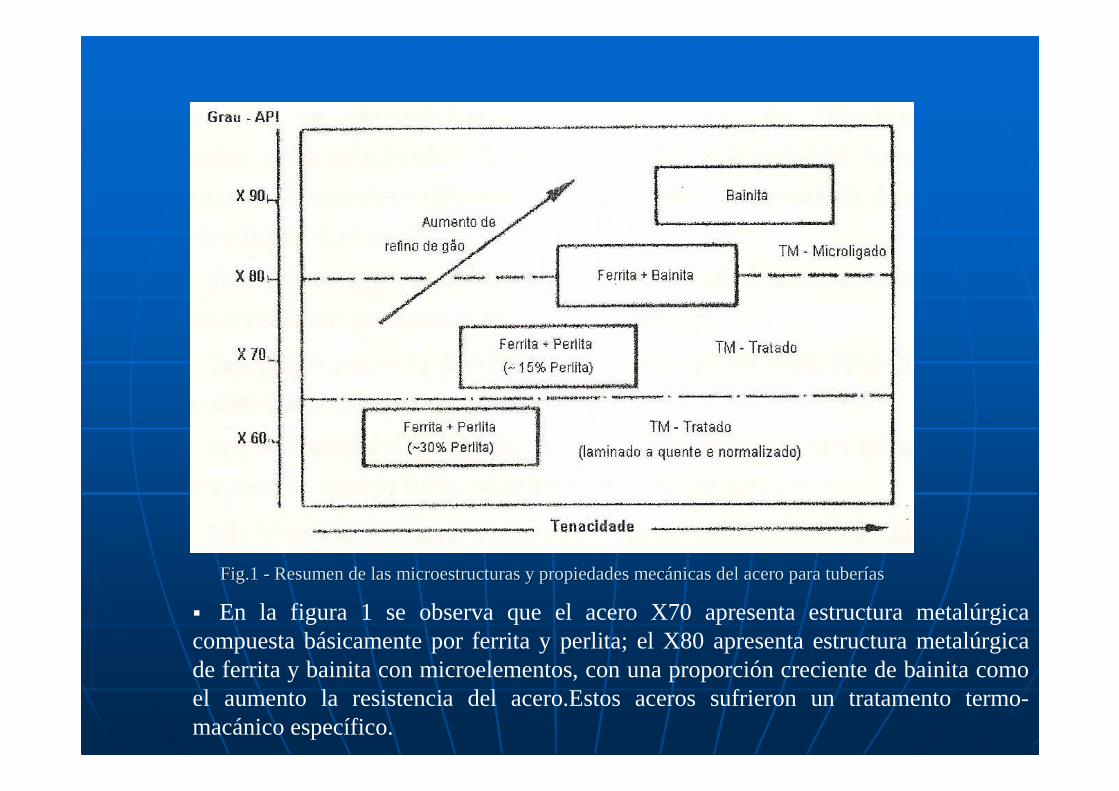
Fig.1 Fig.1 -- Resumen de las microestructuras y propiedades mecResumen de las microestructuras y propiedades mecáánicas del acero para tubernicas del acero para tuberííasas
� En la figura 1 se observa que el acero X70 apresenta estructura metalúrgica compuesta básicamente por ferrita y perlita; el X80 apresenta estructura metalúrgica de ferrita y bainita con microelementos, con una proporción creciente de bainita como el aumento la resistencia del acero.Estos aceros sufrieron un tratamento termo-macánico específico.

Soldabilidad y caracterSoldabilidad y caracteríísticas de un ciclo tsticas de un ciclo téérmicormico� Indices de Soldabilidad para evaluar la sensibilidad de fisuración frío de los aceros.
Ce(iiw) = C + Mn ⁄ 6 + (Cr + Mo + V) ⁄ 5 + (Ni + Cu) ⁄15 (por ciento en peso)Pcm= C + Si ⁄30 + (Mn + Cr) ⁄20 + Ni ⁄60 + Mo ⁄15 + V ⁄10 + 5BCEpcl = C + Si ⁄25 + (Mn + Cu) ⁄16 + Ni ⁄60 + Cr ⁄20 + Mo ⁄40 + V ⁄15CEhsla = C + Mn ⁄16 – Ni ⁄50 + Cr ⁄23 + Mo ⁄7 + Nb ⁄5 +V ⁄9Indice:V+Nb+Ti, indica de la resistencia de los acerosmicroligados
� Si Ce (IIW)> 0,45, se dice que el acero es sensible al agrietamiento a frío.� El índice CEhsla es el término que mejor expresa la sensibilidad al agrietamiento en frío de
estos aceros.� La soldabilidad también depende del proceso y del procedimiento de soldadura, de las
condiciones ambientales y de la calidad de mano de obra. Esto demuestra que la soldabilidad es un término relativo y complejo. Por definición, una unión metálica soldada, debe presentar continuidad en sus propriedades física, química, microestructurais y mecánicas, por lo que las propiedades de la zona de fusión deben ajustarse a las propiedades del metal base. Estas propiedades dependen del tipo de material de adición, del proceso, y del procedimiento de soldadura
� Debido al severo ciclo térmico, típico de la operación de soldadura por fusión de un metal, hay lugar para la formación de gradientes térmicos en las propiedades físicas y químicas, microestructuras, propiedades mecánicas, tensiones residuales y deformaciones en la región soldada. Un ciclo térmico de la soldadura, puede, en cuestión de segundos, lograr la fusión e incluso la evaporación, y también en unos pocos segundos llegar a la temperatura ambiente. Todo esto se pasa dentro de un pocos milímetros cuadrados de área. Esto demuestra la complejidad de la metalurgia soldadura

ObjetivoObjetivo
� El presente trabajo trata del estudio de las características metalúrgicas y mecánicas del acero API 5L X80 soldado por procesos al arco eléctrico manual con electrodo revestido, por gravedad (al ambiente y dentro del agua) y alambre tubular robotizado. Para ello, hace uso de las técnicas convencionales de microscopía óptica y electrónica de barrido y microdureza Vickers Hv complementado con ensayos mecánicos. Los resultados indican de las posibilidades de los diferentes procesos en la soldadura del acero en cuestión, y, en particular, establecer algunos límites en la especificación de los procedimientos de soldeo por los diferentes procesos. El estudio proporciona además una visión de nuevas líneas de estudio de la soldadura y la soldabilidad del acero X80.

Tabla 1 - Propiedades mecánicas y químicas del acero X80
� El Ce = 0,425%; V+Nb+Ti= 0,97%, no demasiado altas como PCM = 0,193% e CEhsla = 0,2251%, indican una baja sensibilidad a las grietas a frío.
ProcedimientoProcedimientoexperimentalexperimental
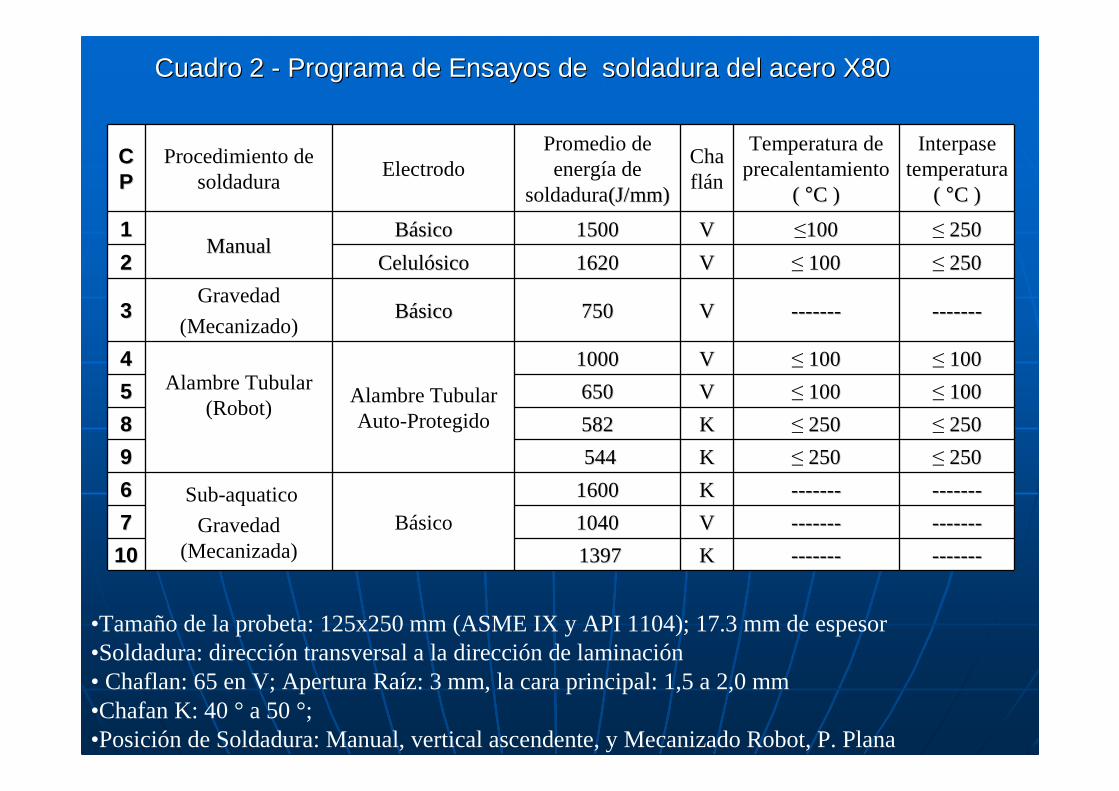
•Tamaño de la probeta: 125x250 mm (ASME IX y API 1104); 17.3 mm de espesor•Soldadura: dirección transversal a la dirección de laminación• Chaflan: 65 en V; Apertura Raíz: 3 mm, la cara principal: 1,5 a 2,0 mm•Chafan K: 40 ° a 50 °;•Posición de Soldadura: Manual, vertical ascendente, y Mecanizado Robot, P. Plana
CCP P
Procedimiento de soldadura
ElectrodoPromedio de energía de
soldadura(J/mm)(J/mm)
Chaflán
Temperatura de precalentamiento
( ( °°C )C )
Interpasetemperatura
( ( °°C ) C )
11Manual Manual
BBáásicosico 15001500 VV ≤100100 ≤ 250250
22 CelulCelulóósicosico 16201620 VV ≤ 100100 ≤ 250250
33Gravedad
(Mecanizado)BBáásicosico 750750 VV -------------- --------------
44Alambre Tubular
(Robot)Alambre Tubular Auto-Protegido
10001000 VV ≤ 100100 ≤ 100100
55 650650 VV ≤ 100100 ≤ 100100
88 582582 KK ≤ 250250 ≤ 250250
99 544544 KK ≤ 250250 ≤ 250250
66 Sub-aquatico
Gravedad(Mecanizada)
Básico
16001600 KK -------------- --------------
77 10401040 VV -------------- --------------
1010 13971397 KK -------------- --------------
Cuadro 2 Cuadro 2 -- Programa de Ensayos de soldadura del acero X80Programa de Ensayos de soldadura del acero X80

Sistemas de soldaduraSistemas de soldadura
Foto 2 - Robô KUKA Foto 3 - Soldadura Subacuática

Resultados y Resultados y DiscusiDiscusióónn
� En general, para el acero en estudio con los procedimientos de soldadura utilizados, la dureza Vickers Hv de la ZF y ZTA es superior y decresce en forma suave e continua hacia el metal base, obteniendose así la continuidad metálica, condición inicial para la obtención de un buena soldabilidad. Para la región de crecimiento de grano de la ZTA correspondiente a la última camada de soldadura por gravedad, (probeta CP03), presenta valores de dureza Hv del orden de 350 sugeriendo la presencia de martensita en esta región (ver micrografía correspondiente). Para la probeta CP07 , soldadura bajo el agua, la región de crecimiento de grano presenta valores de microdureza del orden de 370 Hv. Este resultado muestra el efecto de tempera en la soldadura sub-aquatica.• El tamaño medio de grano de la región de crecimiento de grano de las muestras soldadas en las condiciones especificadas anteriormente son del mismo orden de magnitud, con un valor aproximado de 25 micras. Se observa entonces que se produjo un cierto crecimiento de grano, pero no muy fuerte pues paso de 12 a 25 micras. Esto muestra que la principal característica de este tipo de acero, que es mantener el tamaño de grano relativamente pequeño, no se pierde al usar procedimientos de soldadura como los empleados en este trabajo.• Se puede también observar que el ancho promedio de la ZTA probetas soldadas porel proceso arame tubular (CP04, CP05) y soldadura sub-aquatica (CP07) es relativamente menor que el observado en el proceso manual permitiendo predecir que el nivel de tensiones residuales y de deformaciones también será menor.
Comentarios

(a) (b)
Figura 2 - Macrografias dos corpos de prova CP03 (a ) e CP07 (b)
� En la figura se puede observar la disposición de los cordones en el tipo de chaflan en V y las diferentes zonas de la soldadura multipases. En las fotos están mostradas las líneas donde se efectuaron las medidas de dureza. También se observa algunos defectos de soldadura (poros) evidencia de la soldadura bajo el agua probeta (CP07).

f im GG
fim GG
fim GG
fim GG
fim GG
fim GG
200
220
240
260
280
300
320
340
360
380
400
420
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2 2,2 2,4 2,6 2,8 3 3,2 3,4 3,6 3,8
Dur
eza
HV
100g
CP01 CP02 CP03 CP04 CP05 CP07
Fig.3 - Gráfico de la distribución de microdureza en la ZTA del ultimo cordón de las probetas producidas. (Medidas a 1,5 mm de la superficie externa lo largo de la unión.
• Un análisis rápido de las curvas en la región de grano grosero muestra que las probetas CP03 y CP07 presentan valores de micro-dureza HV> 350. Del mismo modo es posible observar que la dureza de las probetas CP01, CP02, es de Hv <300 y las probetas CP04 y CP05 presentan picos entre 310 y 330 Hv.

Fig. 4 - Los gráficos de la distribución de microdureza lo largo de la unión soldada obtenidos en la mitad del espesor de la chapa.
�Un análisis de las curvas muestra que con excepción de CP03 y CP07, todos los demás especímenes muestran valores en torno a 265 HV en la ZF. La probeta CP07 presenta una dureza de alrededor de 350 Hv en la región de grano grueso y la probeta CP03 valores de 310 Hv, en la misma región.
245253256 260
256268272
233251
237253
264 268283
276260
254276
270276
264251
243264
230
228 233
225
253
227
225
216
279258
MB
242224
RI
228237
GF
242228
258242
249
256
254 L
F
268 LF
242 G
F
237 R
I
238 M
B
150
170
190
210
230
250
270
290
01234567891011
Distância (mm)
Dur
eza
HV
100g
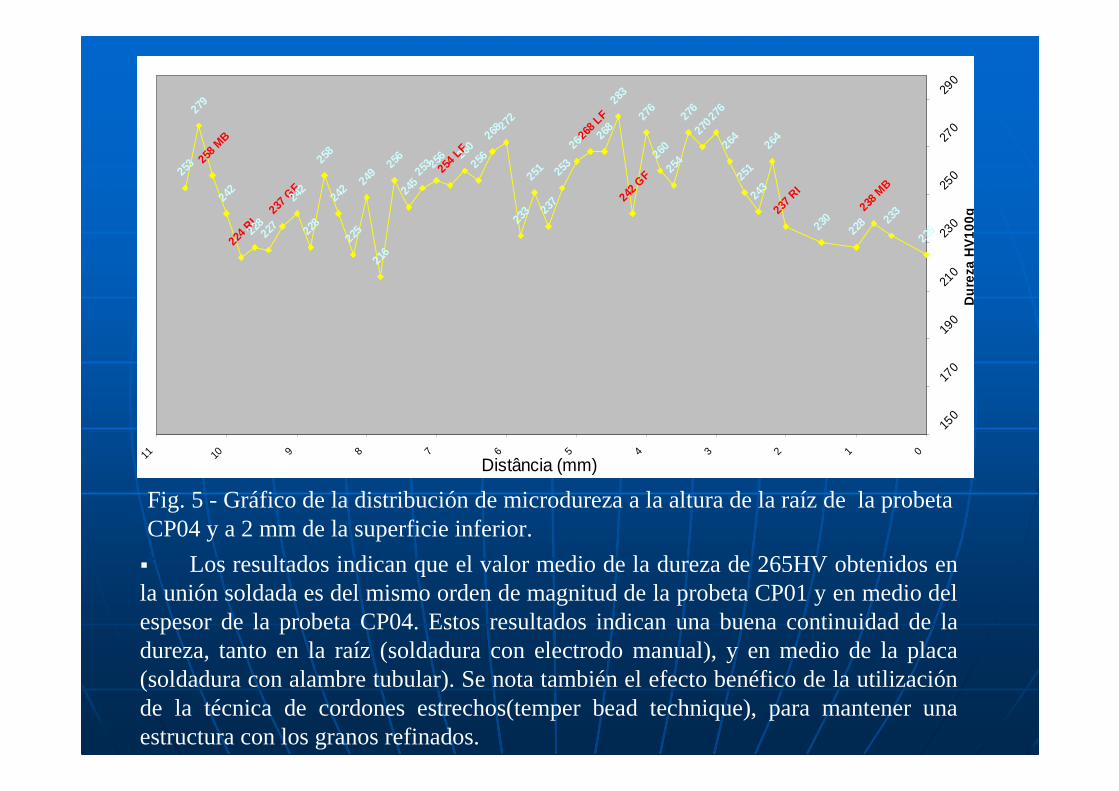
� Los resultados indican que el valor medio de la dureza de 265HV obtenidos en la unión soldada es del mismo orden de magnitud de la probeta CP01 y en medio del espesor de la probeta CP04. Estos resultados indican una buena continuidad de la dureza, tanto en la raíz (soldadura con electrodo manual), y en medio de la placa (soldadura con alambre tubular). Se nota también el efecto benéfico de la utilización de la técnica de cordones estrechos(temper bead technique), para mantener una estructura con los granos refinados.
Fig. 5 - Gráfico de la distribución de microdureza a la altura de la raíz de la probeta CP04 y a 2 mm de la superficie inferior.

Micrografías CP03 y CP07, respectivamente
� El análisis de las micrografías de las muestras de la gravedad de soldadura CP03 y CP07 (soldadura bajo el agua) para realizar una estructura con martensita y bainita templado en la región de grano grueso. Esta observación justifica el valor de dureza de HV> 350 como se describió anteriormente.

Micrografías CP04 y CP05, respectivamente
� estructuras micrográfico en la región de los cereales secundarios de la CP04 CP05 las muestras y se componen principalmente de bainita y ferrita, lo que justifica el valor de dureza inferior a la CP07.

Micrografias CP01 y do MB respectivamente
� La estructura micrográfica de CP01, el electrodo presenta manual de ferrita y bainita dureza aún más baja que la anterior y similar a la MB.

(medida a 1,5mm da superfície externa)
311
333
327
357
339
339
333
345
383
363
268 27
2
243
MB
287 29
2 GG
292
254 R
I
242
238
287 G
F
264
264
256
256
276 28
5
314
327
285 L
F
200
220
240
260
280
300
320
340
360
380
400
0
0,2
0,4
0,6
0,81
1,2
1,4
1,6
1,82
2,2
2,4
2,6
2,83
3,2
3,4
3,6
Distância (mm)
Dur
eza
HV
100g
Fig. 7 - Distribución de microdureza en la Última cable CP03
• Fig. 7 ilustra el perfil de microdureza y microscopía de ZTA de un cordón en la capa de acabado para la CP03 ejemplo, la gravedad de la soldadura. La presencia de martensita en la región de grano grueso en las cuerdas de la última capa del modelo CP03, entonces sugiere que las medidas preventivas deben estar tomadas para evitar problemas tales como soldadura de agrietamiento en frío. Por lo tanto, el uso de temperaturas de precalentamiento y otras cosas pasa-debe ser considerado y aplicado el uso de la base de los electrodos. Esta buena práctica se ha adoptado en el caso de la pieza soldada con electrodo CP01 dar estructura básica de ferrita y bainita con dureza justo por encima de la base metálica.
� En el caso de la muestra CP07, soldadura bajo el agua, donde se espera la presencia de contenido de hidrógeno de la descomposición de agua, importantes medidas deben ser adoptadas con el fin de disminuir el contenido de hidrógeno en la soldadura, lo que también disminuiría la formación de poros. La posibilidad de utilizar algunas técnicas tales como el correo de calefacción en la soldadura bajo el agua podría ser considerado para mitigar y / o prevenir el agrietamiento en frío.
� Estudios sobre el frío y la grieta en la importancia de la presencia de poros, desde la perspectiva de la mecánica de fractura, especialmente en la soldadura bajo el agua, se ofrecen como un objeto de estudio
La Tabla 3 presenta los resultados obtenidos en ensayos de tracción para las muestras en estudio.
Comentarios
Pruebas Mecánicas

652652
656656
651651
667667
632632
654654
Límite de Resistencia
(MPa))
Probetas segun el proceso de soldadura
Deformación
((lflf --lolo)/)/lolo
Estricción
(Ao (Ao --AfAf )/Ao)/Ao
Local de Fractura
11--manual: manual: electrodoelectrodobbáásico sico
0,2830,283 0,5400,540 Metal Base
22--manual: manual: electrodoelectrodocelulcelulóósicosico
0,2030,203 0,2370,237 Zona Fundida
33--Por Por gravedad: : eletrodo beletrodo báásicosico
0,2680,268 0,6430,643Metal Base
4-alambre tubular 0,2960,296 0,6420,642 Metal Base
55--alambrealambretubulartubular 0,2540,254 0,6040,604 Metal Base
77--subsub--acuacuááticotico: : electrodoelectrodobbáásicosico
0,1120,112 0,0700,070 Zona Fundida
. La resistencia a la tracción de las uniones soldadas por los diferentes procesos fueron similares entre sí y superior a las del metal de base en acuerdo a la norma API 1104.A ruptura se localizóen el metal de base, excepto para la soldadura bajo el agua con electrodo E-9018- M. En este caso la fractura se localizó en la zona de fusión con una estricción de 0,070, indicando no ser eletrodo apropiado para este tipo de soldadura. La fractura en la unión soldada con electrodo celulósico E-8010-G también se localizó en la zona de fusión apresentando incluso una ductilidad inferior a la amuestra soldada con electrodo básico E-9018-M. Al parecer, esto podría estar relacionado con la presencia de una mayor proporción de poros en la soldadura con electrodos celulósicos como constatado.
Tabla 3: Resultados de ensayos de tracciTabla 3: Resultados de ensayos de traccióónn

Los resultados de la tabla anterior muestran que a Los resultados de la tabla anterior muestran que a -- 20 20 °° C, la energC, la energíía de a de fractura del metal base y de la unifractura del metal base y de la unióón soldada por el proceso manual con n soldada por el proceso manual con electrodo belectrodo báásico es elevada, apresentando una fractura dsico es elevada, apresentando una fractura dúúctil y una ctil y una estructura de bainita y ferrita al nivel de ZTA. Las probetas sestructura de bainita y ferrita al nivel de ZTA. Las probetas soldadas oldadas bajo el agua, apresentan bajos valores de energbajo el agua, apresentan bajos valores de energíía de ruptura, lo que esta a de ruptura, lo que esta en relacien relacióón con una fractura fragil y una estructura martensitica en la n con una fractura fragil y una estructura martensitica en la ZTA. ZTA.
---184
60,868,6 Martensita
Bainita con vestigios de Martensita(Fractura no MB e ZTA)
Ferrita y Bainita
Bainita y Ferrita
Estructura ZTA (GG)
K
K
V
----
Chaflán
8510362236246236192209100223200198
Energia(J)0°C
68,6
104116167107195198211
Energia(J)-20°C
Probetas
Metal base
Manual (Básico)(CP01)
Alambre TubularCP08,/CP09
Sub-acuaticaCP06,/CP10
Tabla 3: Resultados de ensayos de impacto Charpy
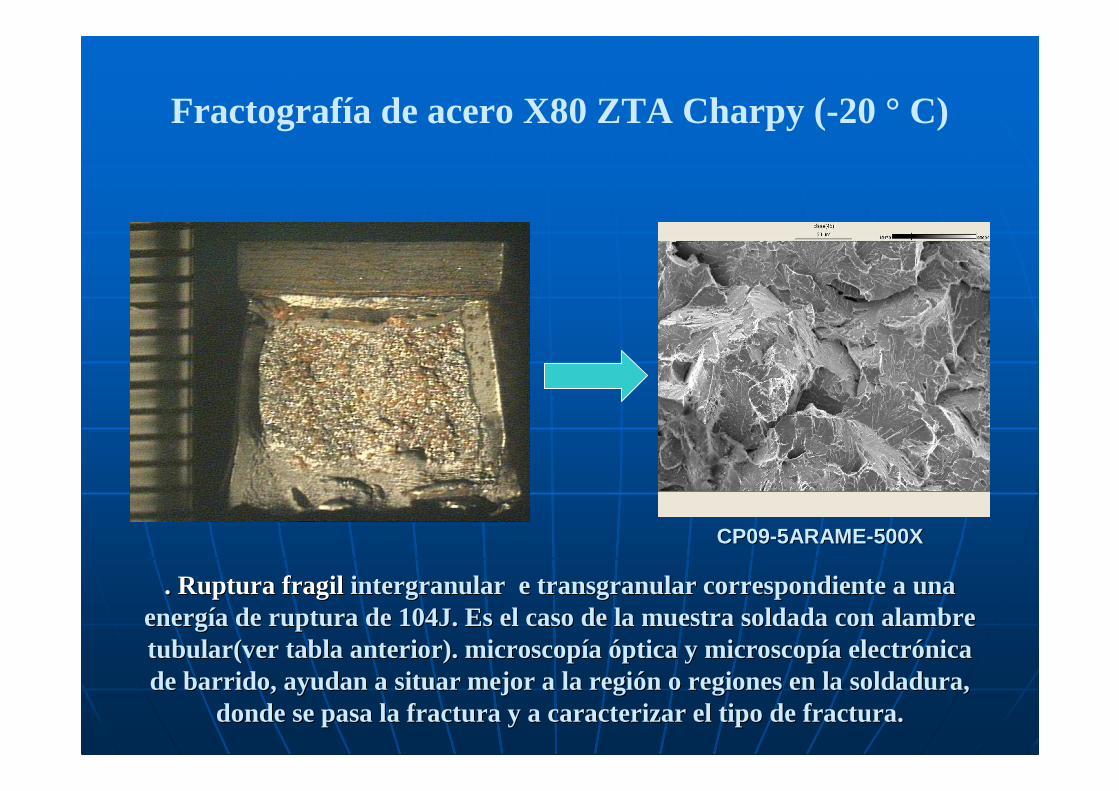
CP09CP09--5ARAME5ARAME --500X500X
Fractografía de acero X80 ZTA Charpy (-20 ° C)
.. Ruptura fragil Ruptura fragil intergranular e transgranular correspondiente a una intergranular e transgranular correspondiente a una energenergíía de ruptura de 104J. Es el caso de la muestra soldada con alamba de ruptura de 104J. Es el caso de la muestra soldada con alambre re tubular(ver tabla anterior). microscoptubular(ver tabla anterior). microscopíía a óóptica y microscopptica y microscopíía electra electróónica nica de barrido, ayudan a situar mejor a la regide barrido, ayudan a situar mejor a la regióón o regiones en la soldadura, n o regiones en la soldadura,
donde se pasa la fractura y a caracterizar el tipo de fractura.donde se pasa la fractura y a caracterizar el tipo de fractura.

CP10CP10--1REGIÕES1231REGIÕES123-- 35x35xCP10CP10--6 ZTA 6 ZTA --500X500X
Fractografía de unión soldada en condición sub-acuatica del acero X80 (-40 ° C)
ZTAZTA
ZFZF
ZFZF
. Para las probetas tipo Charpy con entalle en la ZTA se utilizó bisel K. Sin embargo, el empleo de bajas energías de soldadura a dificultado la localización de la fractura en la región de crecimiento de grano dando lugar a fracturas mixtas afectando a más de una zona como en la ZF y la ZTA.

� Para las probetas CP01 y CP02, soldadas con electrodos revestidos cuyos procedimientos utilizados, incluyen la utilización de pre-calentamiento a T <100 º C y temperatura interpase T <250 º C, permiten obtener estructura metalúrgica y dureza en la región de crecimiento de grano, adecuado y coherente con las del metal base.Estos resultados son coherentes con los encontrads en la literatura En particular, se recomienda el uso de electrodos de revestimiento básico para la soldadura de acero X80.
� Para las probetas CP04 y CP05 (alambre tubular), los procedimientos de soldadura utilizados dieron buenos resultados metalográficos, con la formación de estructura bainítica en la región de crecimiento de grano. Para optimizar el procedimiento, se recomienda el uso de la temperatura de precalentamiento y entre pasar como en el caso de la soldadura manual con electrodos revestidos de base, como fue el caso de las muestras de CP-08 e CP-09 Charpy.
� En circunstancias especiales, la soldadura, del acero X80 puede conducir a la formación de estructura martensita en la región de crecimiento de grano,como fue el caso de las probetas soldadas por gravedad CP03 en el cordón de acabamento, y en la soldadura sub-acuática, CP07, en que valores de la micro-dureza Vickers> Hv 350 fueron encontrados. Asi medidas preventivas deben adoptarse eventualmente en el caso de la soldadura del acero X80, con el fin de evitar la formación de martensita en la región de crecimiento de grano y también disminuir la presencia de hidrógeno, previniendo la fisuración a frio.Érecomendado por tanto el uso de electrodo básico en los procesos de soldadura manual y por gravedad, así como el uso de temperaturas de precalentamiento y entre pases.
Conclusiones

� Parámetros como el Carbono Equivalente, deben ser considerados como indicadores de soldabilidad en una primera aproximación, sin dispensar el uso de ensayos metalografícos y otros específicos para la determinación de la soldabilidad.
� La región de grano grueso, GG, o de crecimiento del grano, sigue siendo la región más crítica de la ZTA de una unión soldada, de la misma forma que en el caso de otros aceros, con alto contenido de carbono, de baja aleación y /o templados y revenidos.El estudio de la GG permite caracterizar y simplifica el estudio de ZTA. Estudios adicionales de la zona fundida deben ser efectuados.
� Los resultados de los ensayos mecánicos y de resistencia al impacto Charpy a -20 ° C, confirman la buena soldabilidad del acero X80 cuando soldado por el proceso manual con electrodo básico en condiciones definidas. Los ensayos de impacto, realizados en probetas soldadas con alambre tubular a -20 ° C utilizando chaflan K, han permitido determinar la presencia de una estructura frágil situado en la región de crecimiento del grano. Ensayos de impacto a 0 ° C e a -20 ° C en las probetas de soldadura sub-acuatica, confirman la influencia nociva de la estructura martensítica en la región de grano grueso,en el caso extremo de utilizarse ciclo termico de soldadura con enfriamiento rápido.
� Los resultados presentados permiten abrir una serie de estudios sobre la soldadura y la soldabilidad del acero X80: Estudios de fisuración a frio y de la mecánica de la fractura incluyendo la soldadura bajo del agua.Estudios de soldadura y soldabilidad del acero X80 en forma de tubos, implementando el uso de procesos de soldadura aqui expuestos incluyendo el proceso TIG orbital para el pase de raíz. El estudio técnico y económico de la introducción de procesos mecanizado y soldadura robotizada de las tuberías, se propone , para su aplicación en la práctica industrial.
5. Agradecimientos
Los autores expresan su agradecimiento a la Usiminas por ofrecer la placa de acero en estudio, al CDTN (Centro para el Desarrollo de Tecnología Nuclear) mediante el uso de los aparatos de microdureza Vickers,microscopía electrónica de barrido y la realización de las pruebas de impacto Charpy; a ESAB por el suministro de material consumible y pruebas mecánicas de tracción y de Charpy. Además los autores desean agradecer a los estudiantes de la UFMG Luciano Andrade, Getulio Dutra, Andrade Benedito, Joao Paulo Santos Mesías y Lucas por su apoyo en la realización de pruebas preliminares.

Gracias por la atención!