capítulo 8. aumento de tamaño - granuladores · pdf fileanálisis del...
TRANSCRIPT
Capítulo 8. AUMENTO DE TAMAÑO - GRANULADORES
8.1. Operaciones unitarias en procesamiento de sólidos
Los procesos tecnológicos pueden subdividirse en operaciones unitarias, las
cuales independientemente del material y el proceso, se rigen por las mismas leyes
científicas y pueden llevarse a cabo en equipamiento técnicamente similar.
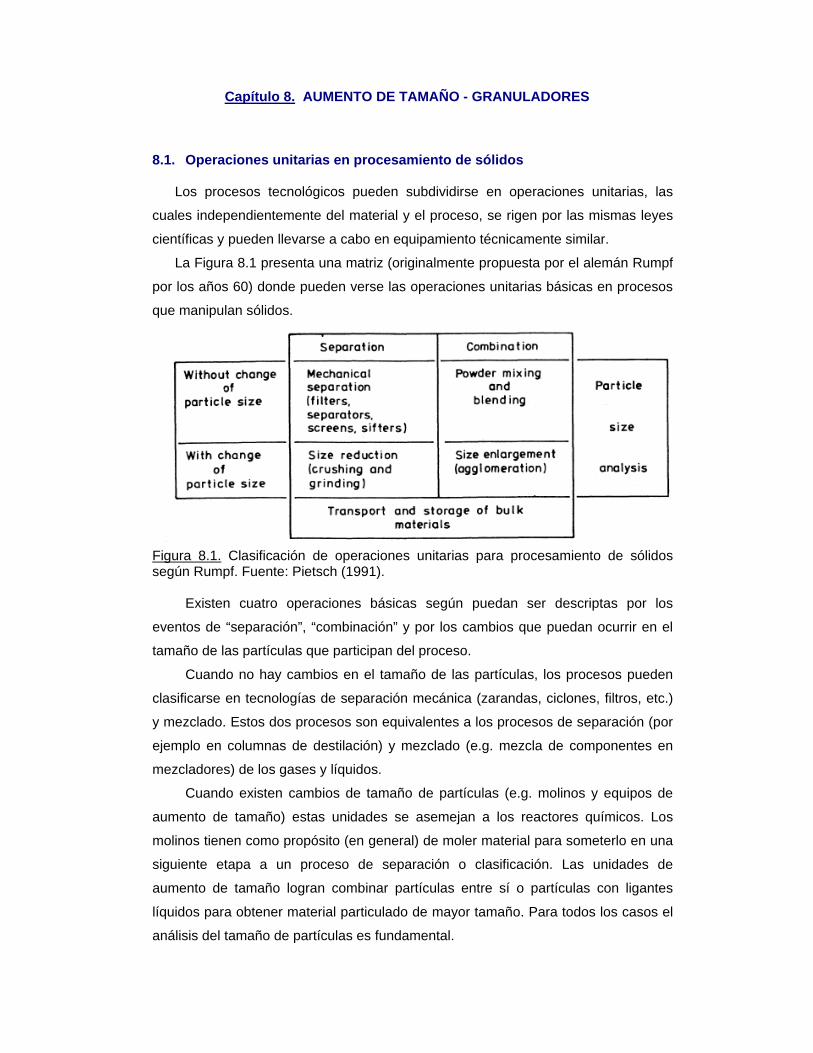
La Figura 8.1 presenta una matriz (originalmente propuesta por el alemán Rumpf
por los años 60) donde pueden verse las operaciones unitarias básicas en procesos
que manipulan sólidos.
Figura 8.1. Clasificación de operaciones unitarias para procesamiento de sólidos según Rumpf. Fuente: Pietsch (1991). Existen cuatro operaciones básicas según puedan ser descriptas por los
eventos de “separación”, “combinación” y por los cambios que puedan ocurrir en el
tamaño de las partículas que participan del proceso.
Cuando no hay cambios en el tamaño de las partículas, los procesos pueden
clasificarse en tecnologías de separación mecánica (zarandas, ciclones, filtros, etc.)
y mezclado. Estos dos procesos son equivalentes a los procesos de separación (por
ejemplo en columnas de destilación) y mezclado (e.g. mezcla de componentes en
mezcladores) de los gases y líquidos.
Cuando existen cambios de tamaño de partículas (e.g. molinos y equipos de
aumento de tamaño) estas unidades se asemejan a los reactores químicos. Los
molinos tienen como propósito (en general) de moler material para someterlo en una
siguiente etapa a un proceso de separación o clasificación. Las unidades de
aumento de tamaño logran combinar partículas entre sí o partículas con ligantes
líquidos para obtener material particulado de mayor tamaño. Para todos los casos el
análisis del tamaño de partículas es fundamental.
La clasificación básica anterior se complementa con las operaciones de
transporte y almacenamiento las cuales son etapas estrictamente necesarias cuando
se procesan sólidos.
8.2. Introducción al aumento de tamaños
El aumento de tamaño es el proceso por el cual partículas de pequeño tamaño
adquieren un mayor volumen o masa. Las técnicas de aumento de tamaño son
usadas en las industrias farmacéuticas, de fertilizantes, de alimentos, minerales,
cerámicas, etc.
Existen varias razones por las cuales las técnicas de aumento de tamaño son
métodos muy empleados, entre ellas se puede mencionar: para proveer un material
de cantidad bien definida (fertilizantes y tabletas farmacéuticas), mejorar la
apariencia de un producto (productos alimenticios), minimizar la formación de
aglomerados (fertilizantes), mejorar las propiedades de flujo (productos
farmacéuticos, cerámicas), controlar la solubilidad, dispersión y porosidad (productos
alimenticios instantáneos, fertilizantes, soportes de catalizadores), evitar la
segregación de mezclas de materiales particulados (productos farmacéuticos,
fertilizantes), aumentar la densidad del lecho con fines de almacenamiento
(detergentes en polvo), proteger las partículas de la humedad, oxígeno, luz, altas
temperaturas (fertilizantes, productos farmacéuticos, cerámicos y catalizadores
especiales), etc.
Se utilizan diversos nombres para señalar diferentes procesos de aumento de
tamaño, como por ejemplo aglomeración, granulación, pelletización, extrudidos, etc.
Sin embargo, siguiendo la clasificación de Lister, Ennis y Liu (2004), se dividirán los
procesos de tamaño en dos categorías:
Granulación
Compresión
Cada método le confiere al producto final características particulares.
8.3. Granulación
La granulación utiliza un ligante líquido que se agrega a material particulado para
formar enlaces entre partículas o entre las gotas del ligante y los sólidos. Esto ocurre
en un ambiente agitado que promueve la dispersión del líquido y el crecimiento del
gránulo. Las aplicaciones de la granulación son amplias tal como se ejemplifica en la
Figura 8.2.
GRANULADOR
Industriade detergentes
Industriafarmaceútica
Industriaalimenticia
Industriade fertilizantes
GRANULADOR
Industriade detergentes
Industriafarmaceútica
Industriaalimenticia
Industriade fertilizantes
Figura 8.2. Aplicaciones del proceso de granulación.
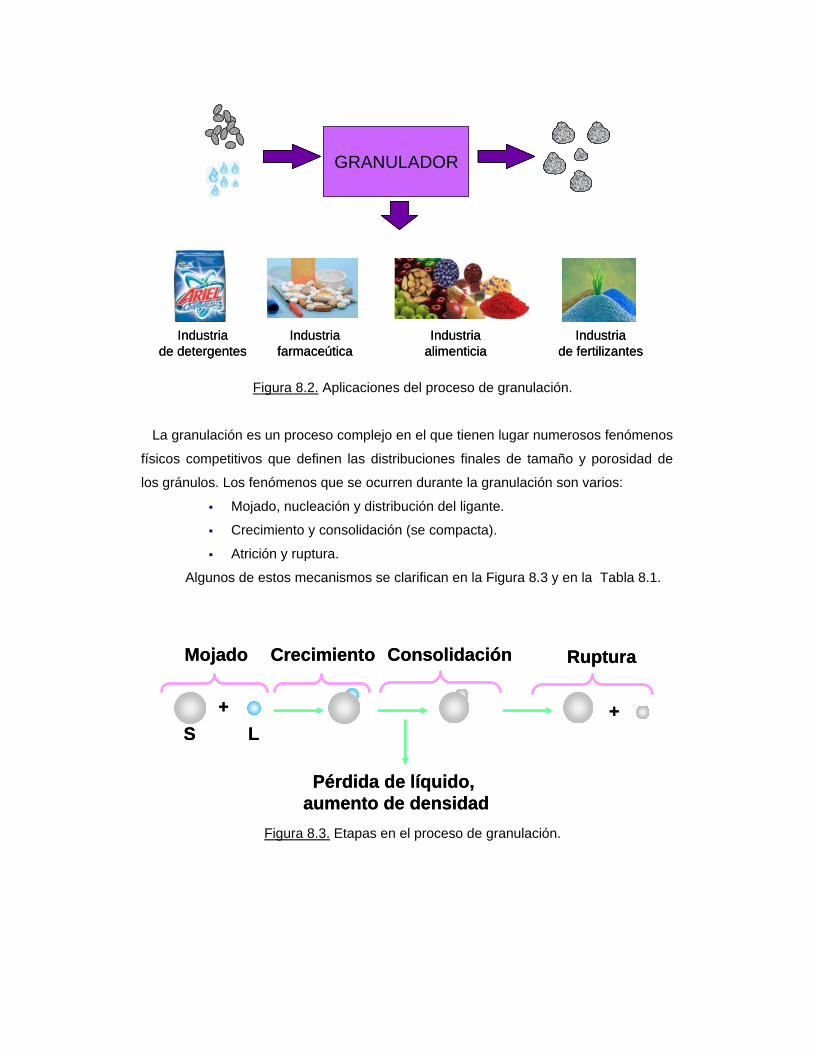
La granulación es un proceso complejo en el que tienen lugar numerosos fenómenos
físicos competitivos que definen las distribuciones finales de tamaño y porosidad de
los gránulos. Los fenómenos que se ocurren durante la granulación son varios:
Mojado, nucleación y distribución del ligante.
Crecimiento y consolidación (se compacta).
Atrición y ruptura.
Algunos de estos mecanismos se clarifican en la Figura 8.3 y en la Tabla 8.1.
+S L
Mojado Crecimiento
Pérdida de líquido,aumento de densidad
Consolidación
+
Ruptura
+S L
Mojado Crecimiento
Pérdida de líquido,aumento de densidad
Consolidación
+
Ruptura
Figura 8.3. Etapas en el proceso de granulación.

Tabla 8.1. Mecanismos posibles durante el proceso de granulación. Fuente: Litster et al., 2004.
DiscretoNONOSI
DiferencialNOSINO
DiferencialSINONO
DiscretoNONOSI
DiferencialNOSINO
DiscretoNOSISI
Es discreto o diferencial?
Cambia la porosidad?
Cambia la masa?
Cambia el número?Mecanismo
DiscretoNONOSI
DiferencialNOSINO
DiferencialSINONO
DiscretoNONOSI
DiferencialNOSINO
DiscretoNOSISI
Es discreto o diferencial?
Cambia la porosidad?
Cambia la masa?
Cambia el número?Mecanismo
Nucleación
Crecimientodiferencial
Coalescencia
Consolidación
Atrición
Ruptura
Polvo fino o líquido Partícula
Dependiendo del producto que se quiera producir, algunos de los mecanismos
serán deseados y otros indeseados. Cuando el material sólido original que se intenta
granular es de tamaño muy pequeño, el mecanismo principal de crecimiento será la
aglomeración. Dependiendo del grado de agitación existente, tamaño relativo de la
gota y el sólido, se podrán obtener distintas estructuras. En la Figuras 8.4 se
presentan distintas formas de aglomerados. No obstante, también pueden obtenerse
aglomerados cuando se parte de parte de partículas de mayor tamaño.
tículas
Figura 8.3. Aglomeración.

Si se utiliza material sólido de mayor tamaño (no polvo) y el aglutinante se
atomiza en pequeñas gotas, el mecanismo que se favorece es el coating o layering,
aunque también puede darse la aglomeración. En las Figuras 8.4 y 8.5 se
esquematizan el mecanismo del tipo “cebolla” y el mecanismo tipo “accretion” (el cual
ocurre cuando pequeñísimas gotas son atomizadas en el sistema); respectivamente.
Los gránulos generados por la adición de sucesivas gotas (accretion) posee mayor
resistencia mecánica que los gránulos tipo capas de cebolla.
Figura 8.4. Coating.
Figura 8.5. Accretion. Crecimiento por la adición sucesiva de pequeñas gotas.
Por último en la Figura 8.6 se realiza un cuadro resumen indicando los
mecanismos posibles de crecimiento según el tamaño relativo entre el diámetro de la
gota y la partícula.

dg<dp
dg>dp
Nucleación
Accretion
+S L
Layering
+S L
Coating
Engulfment
+
Aglomeración/coalescencia
+
dg<dp
dg>dp
Nucleación
Accretion
+S L
Accretion
+S L
Layering
+S L
Layering
+S L
Coating
Engulfment
+
Aglomeración/coalescencia
+
Aglomeración/coalescencia
+
Figura 8.6. Resumen de mecanismos de crecimiento. dg= diámetro de la gota; dp=
diámetro de la partícula.
8.3.1. Equipos para granular
Existe una gran variedad de equipos disponibles en el mercado para el aumento de
tamaño. La selección del equipo tiene que basarse en la calidad del producto deseado.
Sin embargo puede existir una serie de restricciones que afecten la selección del
equipo, entre ellas:
El estado en que se encuentra disponible el material que se desea granular (polvo
seco, fundido, suspensión, solución acuosa, etc.).
Necesidad de operar con un proceso seco debido a la sensibilidad del material a la
humedad.
Robustez del equipo para manejar alimentaciones con distribuciones de tamaño de
partículas diferentes.
Necesidad que opere en un ambiente cerrado debido al polvo que se genera
durante el proceso.
Integración del equipo con el resto de la planta, etc.
En la Figura 8.7 se muestra el rango operativo de equipos de granulación y de
compactación. Las tensiones que se aplican en los distintos equipos son de diferentes
magnitudes, tal como se puede observar en dicha figura. A los granuladores se les

aplican tensiones medias a bajas (dadas por la agitación), por eso producen gránulos
de relativa baja densidad. La densidad de los sólidos compactados es mucho mayor.
Pressure[MN/m2]
Relative density, [-]0 1
.01
1000
.1
1
10
100
.5
Fluid-bedsLow shear mixersPansDrums
Low agitation
High agitationHigh shearmixers
Wet Processing
Axial Extrusion
Radial Extrusion
CompactionTabletting
Roll pressing
Pressure[MN/m2]
Relative density, [-]0 1
.01
1000
.1
1
10
100
.5
Fluid-bedsLow shear mixersPansDrums
Low agitation
High agitationHigh shearmixers
Wet Processing
Axial Extrusion
Radial Extrusion
CompactionTabletting
Roll pressing
Figura 8.7. Densidad de gránulos final en función de la tensión aplicada. Fuente: Litster et al., 2004. En la Tabla 8.2 se comparan varios granuladores, los cuales se presentan de
manera gráfica en las Figuras 8.8 a 8.11.
Figura 8.8. Disco Rotatorio. .

Figura 8.9. Rotogranuladores o granuladores de alto o mediano corte.
Figura 8.10. Granuladores de tambor rotativo.
Figura 8.11. Granulador de lecho fluidizado

Tabla 8.2. Características de granuladores industriales Granulador Tamaño
de producto,
mm
Densidad del gránulo
Escala de operación
Comentarios
disco rotatorio tambor rotatorio
0.5-20 Moderada 0.5-800TPH Gránulos muy esféricos
alto corte continuo
alto corte batch
0.1-2 Baja a alta Alta
50 TPH max 500 Kg
Pueden manejar
materiales muy cohesivos
lecho fluidizado 0.1-3 Baja (aglomeración)
Moderada (coating)
Batch: 100-900 Kg
Continuo: 50-70 TPH
Muy bueno para procesos de coating.
8.4. Compactación
En contraste con los métodos de granulación donde no se aplican fuerzas
externas, en los métodos de compactación se utilizan fuerzas de presión sobre una
masa de sólidos particulados, la cual es moldeada en forma y densificada; sin
embargo no se requiere de aglutinantes. La tecnología de compactación es
independiente de la distribución de tamaño de las partículas originales. Por esta razón,
es un método muy versátil para aumentar el tamaño de partículas.
La compactación es llevada a cabo normalmente en dos etapas (en la Figura
8.12 se muestra el mecanismo de aumento de tamaño por presión):
1. La muestra se somete a baja presión para lograr un acomodamiento de las
partículas. En esta etapa se disipa energía (las partículas se comportan de manera
plástica), por esta razón si se bajara la presión las partícula no volverían al estado
inicial (no han almacenado energía).
2. En segundo término, se aumenta abruptamente la presión donde las partículas
frágiles se rompen y las maleables se deforman plásticamente (disipan energía)
y/o elásticamente (no disipan energía, tienen memoria). Materiales con bajo punto
de fusión pueden llegar a fundirse por la disipación de energía ocasionada por la
presión ejercida. Las partículas que han permanecido en estado elástico pueden
causar problemas después de obtener el producto comprimido, ya que al liberar la
energía almacenada tienden a volver a su estado inicial, lo que ocasiona que se
debilite o se destruya el producto. Este problema suele resolverse aumentando el
tiempo en el que se somete al producto a la mayor presión.

Figura 8.12. Mecanismo de formación de sólidos compactos por presión. Fuente:
Ongulata ed. (2005).
8.4.1. Equipos
Las partículas compactadas a baja o mediana presión suelen producirse en
extrusores de diferentes tipos como se muestra en la Figura 8.13. Los productos
obtenidos por la vía de alta presión se producen en prensas de rodillos o tabletadoras
(Figuras 8.14 y 8.15).
8.5. Aplicaciones
Los métodos de granulación son usados en la industria de alimentos para producir
cacao en polvo, café instantáneo, leche en polvo, azúcar, edulcorantes, jugos en
polvo, sopas instantáneas, etc.
Con respecto a los procesos de compactación se usan para el procesamiento de
granos con el objeto de obtener cereales fáciles de ser comidos.
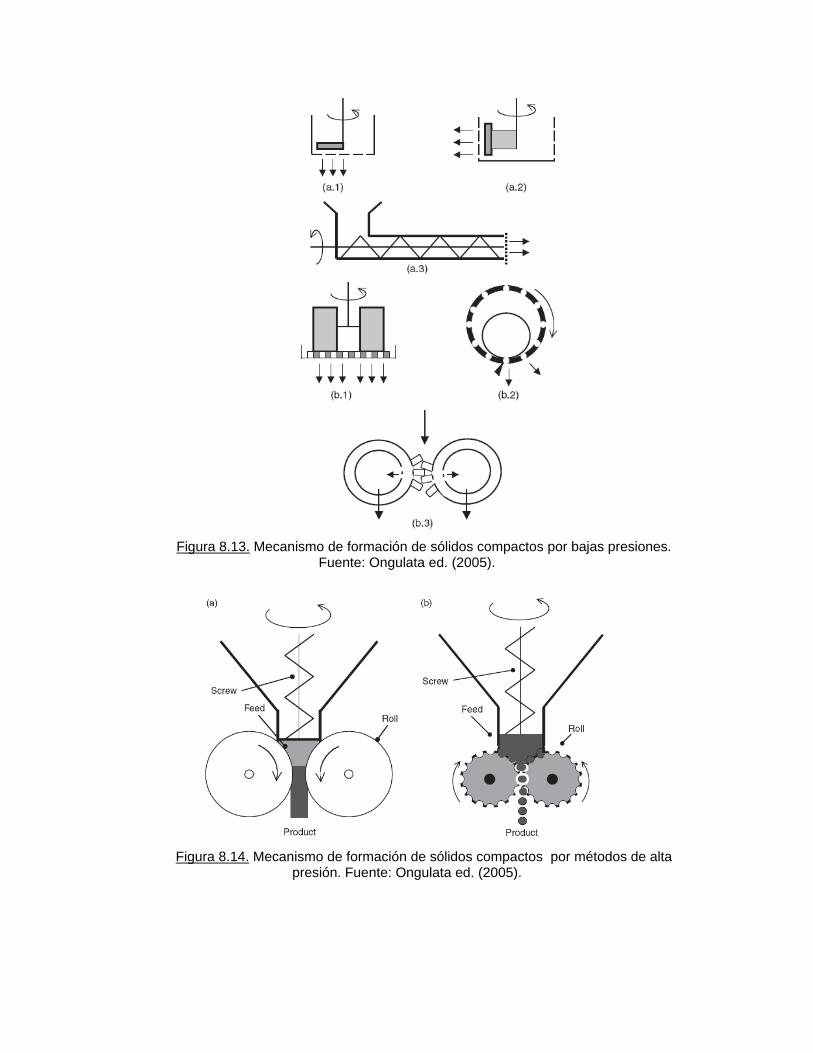
Figura 8.13. Mecanismo de formación de sólidos compactos por bajas presiones.
Fuente: Ongulata ed. (2005).
Figura 8.14. Mecanismo de formación de sólidos compactos por métodos de alta
presión. Fuente: Ongulata ed. (2005).
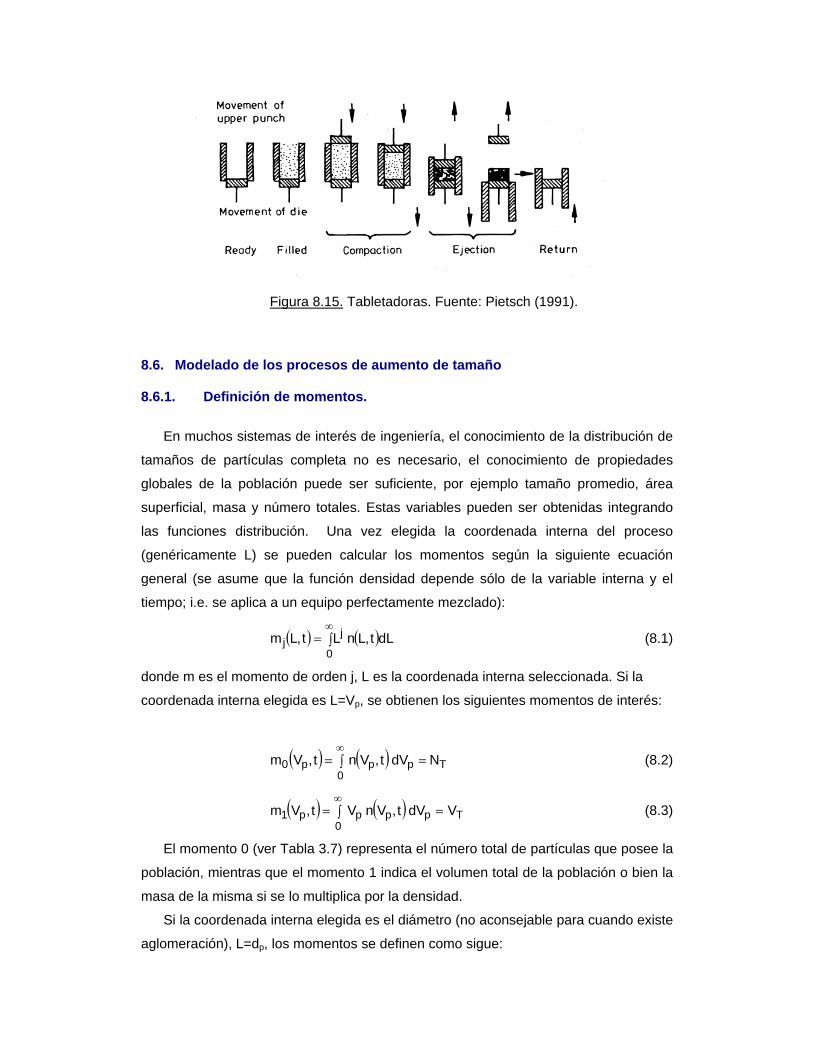
Figura 8.15. Tabletadoras. Fuente: Pietsch (1991).
8.6. Modelado de los procesos de aumento de tamaño 8.6.1. Definición de momentos.
En muchos sistemas de interés de ingeniería, el conocimiento de la distribución de
tamaños de partículas completa no es necesario, el conocimiento de propiedades
globales de la población puede ser suficiente, por ejemplo tamaño promedio, área
superficial, masa y número totales. Estas variables pueden ser obtenidas integrando
las funciones distribución. Una vez elegida la coordenada interna del proceso
(genéricamente L) se pueden calcular los momentos según la siguiente ecuación
general (se asume que la función densidad depende sólo de la variable interna y el
tiempo; i.e. se aplica a un equipo perfectamente mezclado):
( ) ( )dLt,LnLt,Lm0
jj ∫=
∞ (8.1)
donde m es el momento de orden j, L es la coordenada interna seleccionada. Si la
coordenada interna elegida es L=Vp, se obtienen los siguientes momentos de interés:
( ) ( ) T0
ppp0 NdVt,Vnt,Vm =∫=∞
(8.2)
( ) ( ) T0
pppp1 VdVt,VnVt,Vm =∫=∞
(8.3)
El momento 0 (ver Tabla 3.7) representa el número total de partículas que posee la
población, mientras que el momento 1 indica el volumen total de la población o bien la
masa de la misma si se lo multiplica por la densidad.
Si la coordenada interna elegida es el diámetro (no aconsejable para cuando existe
aglomeración), L=dp, los momentos se definen como sigue:

( ) ( ) T0
ppp0 Nddt,dnt,dm =∫=∞
(8.4)
( ) ( ) T0
pppp1 Lddt,dndt,dm =∫=∞
(8.5)
( ) ( ) T0
pp2pp2 Sddt,dndt,dm ∝∫=
∞ (8.6)
( ) ( ) T0
pp3pp3 Vddt,dndt,dm ∝∫=
∞ (8.7)
Claramente el momento 0 representa el número total de partículas de la población
independientemente de que coordenada interna se elija, sin embargo los demás
momentos son diferentes.
8.6.2. Balances de población macroscópicos
Se definen como balances de población macroscópicos a los balances que son
capaces de describir como varían los momentos en el tiempo o en una coordenada
externa real. Estos balances macroscópicos se obtienen a partir de los balances de
población descriptos en el Capítulo 7. Para un granulador perfectamente mezclado, el
balance de población es:
( ) 0nV
Qn
VQ
nnVpGn
tn out
inin
deathbirth =−+−+∂
∂−
∂∂
− && (8.8)
donde G es la velocidad de crecimiento efectiva. Si la coordenada interna es el
volumen de la partícula como en la ecuación (8.8), G es:
dtdVp)V(G p = (8.9)
En cambio si la coordenada interna elegida es el diámetro, la velocidad de
crecimiento queda dada por:
dtddp)d(G p = (8.10)
Antes de obtener los balances macroscópicos recurriremos a una regla matemática
que nos será de utilidad.

Regla de Leibnitz: Dada una función que verifica:
∫=)t(b
)t(adx)t,x(f)t(F (8.11)
La regla de Leibnitz establece que
[ ] [ ] )t(adtdt),t(af)t(b
dtdt),t(bfdx)t,x(f
t)t(F
dtd )t(b
)t(a−+∫
∂∂
= (8.12)
Regla de Leibnitz aplicada a la función densidad usada en PBE: Recordemos las siguientes dos propiedades (ver Capítulo 3):
∫=
∫=−=
∞
0T dx)x(nN
b
adx)x(n)a(N)b(N*n
Extremos constantes:
dtdNdV)t,V(n
tT
0pp =∫
∂∂∞
(8.13)
Extremos variables:
( ) ( )dt
dVVn
dtdV
VndVt
)t,V(ndt
dn ii
1i1i
1i
i
pp
pp
V
Vp
p*i −+∫
∂
∂= +
+
+ (8.14)
Para obtener el balance macroscópico de población se multiplica la expresión (8.8)
por jpV y se integra cada término respecto a Vp entre o y ∞:
0dVn0 V
QVdVn0 V
QV
dV0
nVdV0
nVdV0 V
GnVdV0 V
nGVdV0 t
nV
poutj
ppininj
p
pdeathjppbirth
jpp
p
jpp
p
jpp
jp
=∫∞
−∫∞
+
∫∞
−∫∞
+∫∞
∂∂
∫∞
∂∂
∫∞
∂∂
− −− &&
(8.15)
Para G constante en Vp y considerando la regla de Leibnitz para extremos
constantes resulta:
0mV
QmV
Qnn0
dnVGdt
dmj
outinj
injdeathjbirth
jp
j =−+−+∫∞
− − && (8.16)
donde jbirthn& y jdeathn& son los momentos j-ésimos de las velocidades de muerte y
nacimiento, el cálculo de estos términos se verá más adelante. Integrando por partes
el segundo término ( )∫ ∫−= vduvuudv de la ecuación (8.16) y considerando que la
función densidad debe ser 0 para un volumen de partículas infinito, resulta
1jp1j
p0
p1j
p00
jp
jp mjdVVnjdVVjnnV
0dnV −
−∞−∞∞−=∫−=∫−=∫
∞ (8.17)
0mV
QmV
QnnmGjdt
dmj
outinj
injdeathjbirth1j
j =−+−++− − && (8.18)
8.6.3. Procesos de recubrimiento 8.6.3.1. Balance macroscópico
Si no existe aglomeración, nucleación o ruptura la ecuación (8.18) aplicada a un
granulador batch se convierte en:
0m)V(Gjdt
dm1jp
j =+− − (8.19)
La ecuación (8.19) es entonces válida si se verifican las siguientes condiciones:
G(Vp)=cte
aglomeración, nucleación o ruptura despreciables
Granulador perfectamente mezclado discontinuo (batch)
Para momento 0,
0dt
dNdt
dm T0 == (8.19)
La ecuación (8.19) indica que cuando los gránulos sólo crecen el número total de partículas
no varía.
Para momento 1,
TpT
0p1
N)V(Gdt
dV
0m)V(Gdt
dm
=
=+− (8.20)
La ecuación (8.20) indica además que el volumen total de partículas en el sistema
aumentará de manera proporcional a la velocidad de crecimiento de cada partícula.

8.6.3.2. Velocidad de crecimiento
La velocidad de crecimiento G(Vp) es fácilmente calculable si se conoce el
caudal del material que se atomiza para actuar como agente de recubrimiento de las
partículas, dicho caudal será denominado como efm& (Kg/h).
Si asumimos que todos los gránulos tienen igual probabilidad de exponerse al
nuevo material y que todo el aglutinante que se adiciona se utiliza para engordar las
partículas existentes (no desaparece como polvo o queda pegado en las paredes del
granulador), puede suponerse que la velocidad con que crece la masa de un gránulo
de un dado tamaño p depende del caudal alimentado del agente de recubrimiento y de
la fracción de área externa de dicha partícula respecto a toda el área superficial
disponible (por partículas de este tamaño y de otros) en el granulador:
tot
pef
pApA
mdt
dm&= (8.21)
La masa de una partícula de tamaño p, puede expresarse como sigue:
3pp dp
6Vpmp π
ρ=ρ= (8.22)
cuyo diferencial es:
ddpdp2
dVpdmp 2pp
πρ=ρ= (8.23)
Reemplazando la ecuación (8.5) en la (8.3):
tot
2ef
2pp Ap
dp mdt
ddp2dp
dtdVp π
=π
ρ=ρ & (8.24)
A partir de la ecuación (8.24) puede observarse que la velocidad de crecimiento
del volumen de una partícula (L3/t) es directamente proporcional al cuadrado del
diámetro de la misma.
totp
2efAp
dpm )Vp(Gρ
π=
& (8.25)
En cambio, según lo indica la ecuación (8.24) la velocidad de crecimiento del
diámetro de una partícula (L/t) es independiente del tamaño de la misma:
totp
efApm2)dp(G
ρ=
& (8.26)
Las expresiones (8.25) y (8.26) son de gran utilidad para modelar granuladores
de lecho fluidizado.

Existen muchas leyes propuestas para modelar la velocidad de crecimiento, la
más común es la del tipo de ley de la potencia, como se expresa en términos de
volumen y diámetro en las ecuaciones (8.27) y (8.28), respectivamente. a
010 VpG)Vp(GG)Vp( G == (8.27)
a02 VpG
dp 2)dp( G
π= (8.28)
En la Tabla 8.3 se resumen algunas leyes de crecimiento, y las distribuciones
de tamaño de partículas obtenidas resolviendo el balance de población para un
granulador batch donde sólo ocurre crecimiento (con G variable).
Desafortunadamente los balances de población son difíciles de resolver, por
esta razón veremos sólo algunos casos sencillos en la próxima sección.
Tabla 8.3. Leyes de crecimiento comunes.
8.6.3.3. Balances de población discretizados
En la sección 8.6.3.1 vimos la utilidad que brinda la resolución de los balances de
población macroscópicos. En efecto ellos permiten obtener propiedades totales de la
población. Sin embargo esas propiedades pueden no ser suficientes para caracterizar
la población. Si se desea obtener una distribución de tamaño de partículas es
necesario en general recurrir a la discretización del balance de población, ya que sólo
existen pocos casos que en los cuales el PBE se puede resolver de manera analítica.
El balance discretizado puede obtenerse integrando la ecuación (8.8) entre dos
0G (Vp) independientedel tamaño dp
1G (Vp) proporcionalal volumen Vp
2/3G (Vp) proporcionalal área superficial Ap
1/3G (Vp) proporcionalal tamaño dp
G* (dp)G (Vp)aVelocidad de Crecimiento
0G (Vp) independientedel tamaño dp
1G (Vp) proporcionalal volumen Vp
2/3G (Vp) proporcionalal área superficial Ap
1/3G (Vp) proporcionalal tamaño dp
G* (dp)G (Vp)aVelocidad de Crecimiento
0G 02 Gdp 2
π
dpGVpG 03/1
0 ∝ dp1GVpG
dp 2
03/1
02 ∝π
20
320 dpGVpG ∝/ 0
3202
2 GVpGdp
∝/
π
300 dpGVpG ∝ dpGVpG
dp002
2∝
π
f M
t
f M
t
f M
t
f M
t
f M
t
f M
t
volúmenes de partículas consecutivos. Considerando un granulador perfectamente
mezclado discontinuo que opera con una G(Vp) constante, se obtiene:
0dVVnGdV
tn
pVp
Vp pp
Vp
Vp
1i
i
1i
i
=∫∂∂
∫∂∂
−++
− (8.29)
0dnGdVtn 1i
i
1i
i
Vp
Vpp
Vp
Vp=∫∫
∂∂
−++
− (8.30)
Utilizando la regla de Leibnitz para extremos variables resulta:
( ) ( ) 0dnGdt
dVVn
dtdV
Vndt
dn 1i
i
ii
1i1i
Vp
Vp
pp
pp
*i =∫−+−
++
+− (8.31)
Considerando la definición de G (Vp) dada por la ecuación (8.9) resulta:
( ) ( ) ( ) ( )[ ] 0VnVnGGVnGVndt
dni1ii1i pppp
*i =−−+−
++− (8.32)
0dt
dn*i = (8.33)
Recordando que G se asumió constante se obtiene:
)V(fdt
dVG p
p ≠= (8.34)
Según las ecuaciones (8.33) y (8.34) la solución para el caso planteado resulta:
Granulador batch, perfectamente mezclado, G= cte ⎪⎩
⎪⎨⎧
+=
=
tG)0(Vp)t(Vp)0(n)t(n
ii
*i
*i
(8.35)

Ejemplo Determine la evolución de la distribución de tamaño de partículas que se
adjunta en un granulador perfectamente mezclado que opera de manera discontinua y
con una velocidad de crecimiento constante definida en base a volumen.
Datos:
Distribución de tamaños original
Vinf, mm3 Vsup, mm3 ni*, # 0 4 0 4 6 5 6 8 10 8 9 20 9 10 30
10 14 20 14 16 10 16 20 5 20 35 0 35 50 0
G(Vp)= 0.4 mm3/min
Solución:
G= 0.4 mm3/min G= 0.4 mm3/mint= 5 t= 10
Vinf, mm3 Vsup, mm3 Vi, mm3 ni*, # Vi(t), mm3 ni*, # VTi, mm3 Vi(t), mm3 ni*, # VTi, mm30 4 2 0 4 0 0 6 0 04 6 5 5 7 5 35 9 5 456 8 7 10 9 10 90 11 10 1108 9 8.5 20 10.5 20 210 12.5 20 2509 10 9.5 30 11.5 30 345 13.5 30 405
10 14 12 20 14 20 280 16 20 32014 16 15 10 17 10 170 19 10 19016 20 18 5 20 5 100 22 5 11020 35 27.5 0 29.5 0 0 31.5 0 035 50 42.5 0 44.5 0 0 46.5 0 0
VT 1030 mm3 VT 1230 VT 1430
G*t*nt= 200 G*t*nt= 400
0
5
10
15
20
25
30
35
0 10 20 30 40 50
Vp, mm3
ni*,
#
t=0t=5 mint=10 min
8.6.4. Procesos de aglomeración 8.6.4.1. Cinética de aglomeración
Si el sistema se halla diluido es razonable suponer que las colisiones entre las
partículas son binarias. La Figura 8.16 muestra la colisión entre dos partículas de
volumen u y (v-u) que coalescen para dar una partícula de tamaño v. La cinética de
aglomeración se describe como en las reacciones químicas, es decir que la velocidad
con la que coalescen dos partículas es proporcional al volumen de las partículas que
intervienen en la formación del nuevo aglomerado y de una constante de velocidad de
aglomeración.
vv- uu vv- uu
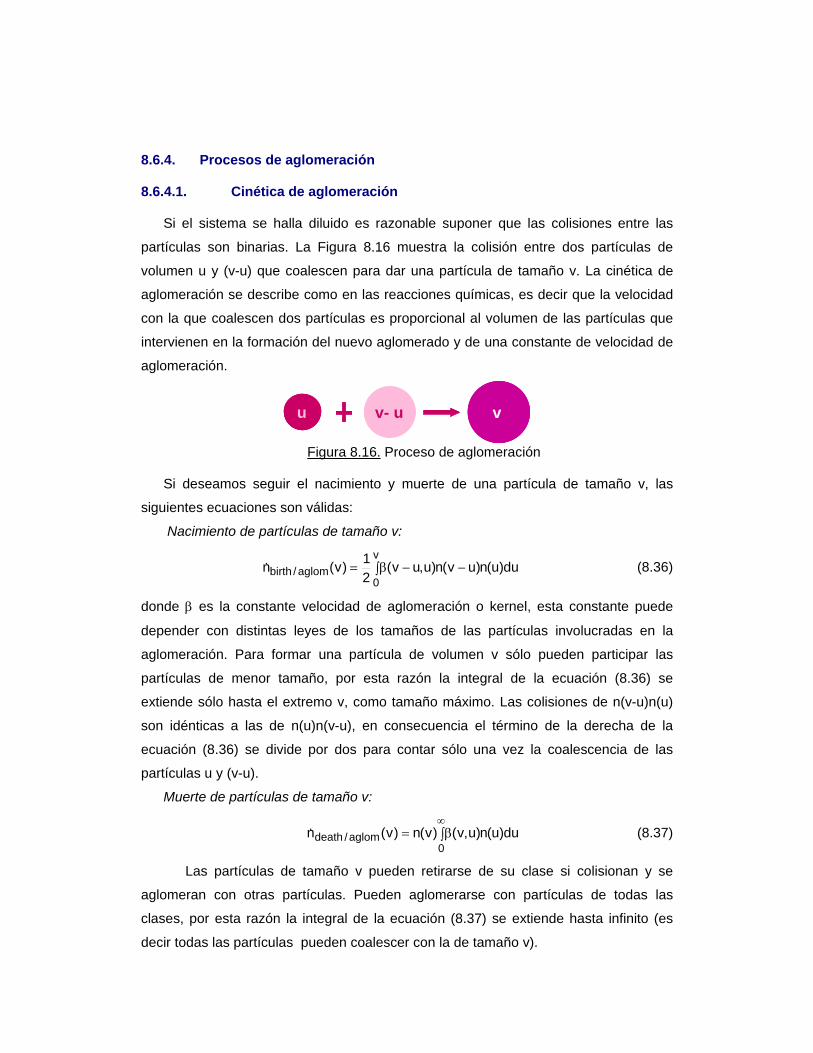
Figura 8.16. Proceso de aglomeración
Si deseamos seguir el nacimiento y muerte de una partícula de tamaño v, las
siguientes ecuaciones son válidas:
Nacimiento de partículas de tamaño v:
du)u(n)uv(n)u,uv(21)v(n
v
0aglom/birth −−∫ β=& (8.36)
donde β es la constante velocidad de aglomeración o kernel, esta constante puede
depender con distintas leyes de los tamaños de las partículas involucradas en la
aglomeración. Para formar una partícula de volumen v sólo pueden participar las
partículas de menor tamaño, por esta razón la integral de la ecuación (8.36) se
extiende sólo hasta el extremo v, como tamaño máximo. Las colisiones de n(v-u)n(u)
son idénticas a las de n(u)n(v-u), en consecuencia el término de la derecha de la
ecuación (8.36) se divide por dos para contar sólo una vez la coalescencia de las
partículas u y (v-u).
Muerte de partículas de tamaño v:
du)u(n)u,v()v(n)v(n0
aglom/death ∫β=∞
& (8.37)
Las partículas de tamaño v pueden retirarse de su clase si colisionan y se
aglomeran con otras partículas. Pueden aglomerarse con partículas de todas las
clases, por esta razón la integral de la ecuación (8.37) se extiende hasta infinito (es
decir todas las partículas pueden coalescer con la de tamaño v).

La constante de velocidad de agregación puede expresarse como:
)v,u( )v,u( 10 ββ=β (8.38)
donde β0 representa la velocidad a la cual ocurren las colisiones exitosas (puede
depender de la intensidad de la agitación, de las propiedades del ligante, de las
partículas, etc.), mientras que β1 indica la influencia del tamaño de los gránulos que
colisionan en la aglomeración.
La Tabla 8.4 muestra algunas leyes de aglomeración usadas.
Tabla 8.4. Leyes de aglomeración comunes.
Empí
ricos
Físi
cos
Kernel o Constante de velocidad de coalescenciaKernel o Constante de velocidad de coalescencia
0ββ =
b
a0
)uv()vu( +
β=β
⎪⎩
⎪⎨⎧
><β=β *
*0
ww 0ww )v,u( b
a
)vu()uv(w
+=
w* = Valor críticoa y b = parámetros
⎪⎩
⎪⎨
⎧ββ
=β0
'''
)v,u(
( )11
3/23/20
vu)vu(
−− +
+β=β
Sin deformación permanenteCon deformación permanenteRebote
8.6.4.2. Balance macroscópico
Si aplicamos la ecuación (8.18) a un granulador discontinuo perfectamente
mezclado, donde sólo se lleven a cabo procesos de aglomeración, puede obtenerse la
siguiente ecuación:
0nndt
dmjdeathjbirth
j =−+− && (8.39)
Teniendo en cuenta la definición de momento (ecuación 8.1) y las velocidades
de nacimiento y muerte (8.36) y (8.37) para aglomeración, la ecuación (8.39) puede
reescribirse como:
0du)u(n)u,v(dv)v(nvdu)u(n)uv(n)u,uv(dvv21
dtdm
00
jv
00
jj =∫β∫−−−∫β∫+−∞∞∞
(8.40)

Jusificación del cambio de extremos: Las integrales dobles tienen la siguiente propiedad vinculada al cambio de
extremos:
∫ ⎟⎟
⎠
⎞
⎜⎜
⎝
⎛∫=∫ ⎟⎟
⎠
⎞⎜⎜⎝
⎛∫
a
0
a
y
a
0
x
0dydx)y,x(fdxdy)y,x(f (8.41)
Aplicando la propiedad enunciada de las integrales dobles, los extremos de
integración del segundo término de la ecuación (8.40) que son: 0<v<∞ y 0<u<v;
pueden ser reescritos como 0<u<∞ y u<v<∞. El balance de momentos resulta:
0du)u(n)u,v(dv)v(nvdv)uv(nv)u,uv(du)u(n21
dtdm
00
jj
u0
j =∫β∫−−−∫β∫+−∞∞∞∞
(8.42)
Si además hacemos el siguiente cambio de variables: (v-u)=ξ; dv=dξ, la
ecuación (8.42) puede expresarse como:
( ) 0du)u(n)u,v(dv)v(nvd)(nu)u,(du)u(n21
dtdm
00
jj
00
j =∫β∫−ξξ+ξζ∫β∫+−∞∞∞∞
(8.43)
Aplicando el momento cero (j=0) y asumiendo β constante, la ecuación 8.43 se
convierte en:
0du)u(ndv)v(nd)(ndu)u(n21
dtdm
0000
0 =∫∫β−∫ ξξ∫β+−∞∞∞∞
(8.44)
Recordando la definición de momento cero en base volumen (ecuación 8.2):
0m21
dtdm
0mm21
dtdm
20
0
20
20
0
=β−−
=β−β+− (8.45)
Como el momento cero indica número total de partículas, la ecuación (8.45)
puede reescribirse como:
2T
T N21
dtdN
β−= (8.46)
!!!!! Granulador discontinuo, perfectamente mezclado, aglomeración pura

En un granulador discontinuo perfectamente mezclado, donde sólo ocurra
aglomeración con un kernel constante el número de partículas cae a medida que
progresa el tiempo de operación.
Si se desea obtener el momento 1 basado en volumen (con un kernel
constante), de la ecuación (8.44) resulta:
( ) 0ud)u(ndv)v(nvd)(nudu)u(n21
dtdm
0000
1 =∫∫β−∫ ξξ+ξ∫β+−∞∞∞∞
(8.47)
0ud)u(ndv)v(nvd)(nudu)u(n21d)(ndu)u(n
21
dtdm
000000
1 =∫∫β−∫ ξξ∫β+∫ ξξξ∫β+−∞∞∞∞∞∞
(8.48)
0ud)u(ndv)v(nvd)(ndu)u(nu21d)(ndu)u(n
21
dtdm
000000
1 =∫∫β−∫ ξξ∫β+∫ ξξξ∫β+−∞∞∞∞∞∞
(8.49)
0mmmm21mm
21
dtdm
0101101 =β−β+β+− (8.50)
0dt
dm1 = (8.51)
La ecuación (8.50) indica que el momento 1, o la masa/volumen permanence
constante. Cuando hay aglomeración pura en un granulador discontinuo, la masa
permanence constante.
Ejemplo Determine el tiempo que deberá operar un granulador perfectamente mezclado
que opera de manera discontinua (donde sólo se lleva a cabo aglomeración con un
kernel constante) a los efectos de reducir el número de partículas iniciales a la mitad.
Dibuje el número de partículas versus el tiempo
Datos:
β=4. 10-7 seg-1 #-1; Número total de partículas inicial= 20000 #
!!!!! Granulador discontinuo, perfectamente mezclado, aglomeración pura
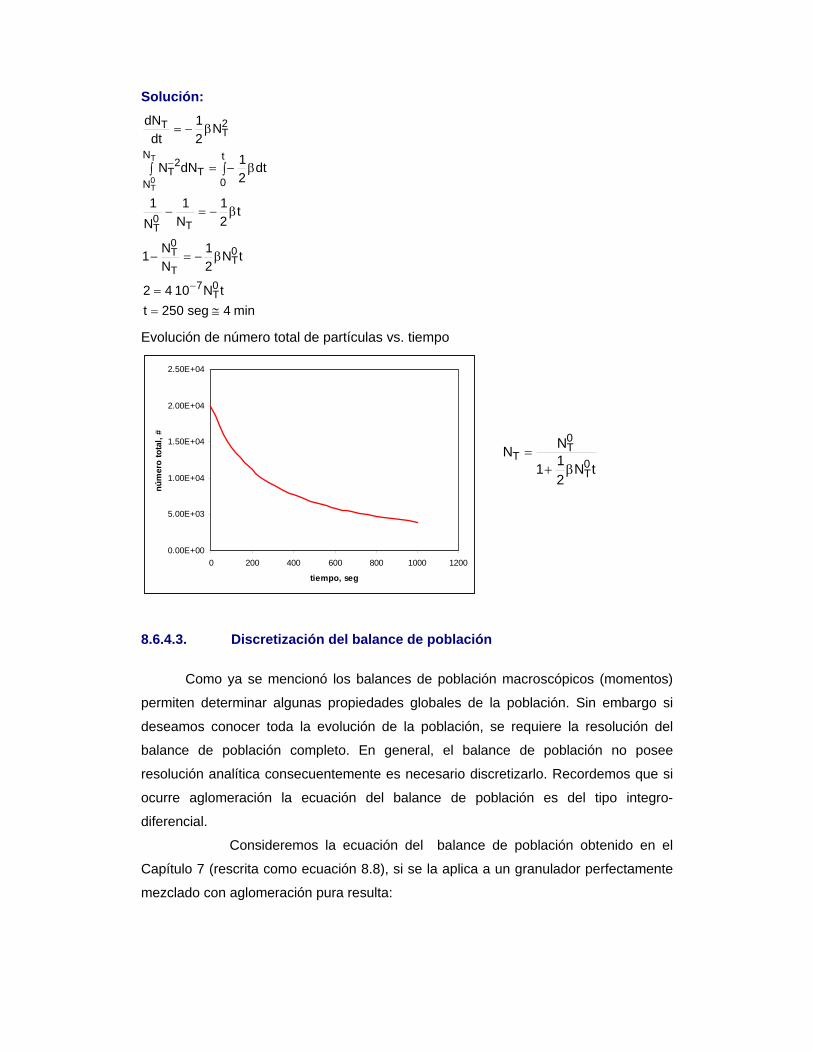
Solución:
min4seg250ttN1042
tN21
NN1
t21
N1
N1
dt21dNN
N21
dtdN
0T
7
0T
T
0T
T0T
t
0
N
NT
2T
2T
T
T
0T
≅=
=
β−=−
β−=−
∫ β−=∫
β−=
−
−
Evolución de número total de partículas vs. tiempo
0.00E+00
5.00E+03
1.00E+04
1.50E+04
2.00E+04
2.50E+04
0 200 400 600 800 1000 1200
tiempo, seg
núm
ero
tota
l, #
8.6.4.3. Discretización del balance de población
Como ya se mencionó los balances de población macroscópicos (momentos)
permiten determinar algunas propiedades globales de la población. Sin embargo si
deseamos conocer toda la evolución de la población, se requiere la resolución del
balance de población completo. En general, el balance de población no posee
resolución analítica consecuentemente es necesario discretizarlo. Recordemos que si
ocurre aglomeración la ecuación del balance de población es del tipo integro-
diferencial.
Consideremos la ecuación del balance de población obtenido en el
Capítulo 7 (rescrita como ecuación 8.8), si se la aplica a un granulador perfectamente
mezclado con aglomeración pura resulta:
tN211
NN0T
0T
Tβ+
=

0nntn
deathbirth =−+∂∂
− && (8.52)
Reemplazando las ecuaciones (8.36) y (8.37) en (8.52):
0du)u(n)u,v()v(ndu)u(n)uv(n)u,uv(21
tn
0
v
0=∫β−−−∫β+
∂∂
−∞
(8.53)
El balance discretizado puede obtenerse integrando la ecuación (8.53) entre
dos volúmenes de partículas consecutivos.
0du)u(n)u,v()v(ndvdu)u(n)uv(n)u,uv(dv21dv
tn
0
v
v
v
0
v
v
v
v
1i
i
1i
i
1i
i
=∫β∫−−−∫β∫+∫∂∂
−∞+++
(8.54)
Como puede verse en la ecuación (8.54) aparecen integrales dobles que
agregan complejidad al problema. Aplicando la regla Leibnitz y considerando que las
segundas integrales pueden expresarse como sumatorias hasta el anteúltimo intervalo
de las integrales de una dada clase, resulta:
( ) ( )
0du)u(n)u,v(dv)v(n
du)u(n)uv(n)u,uv(dv21
dtdvvn
dtdvvn
dtdn
1i
i
1j
j
1j
j
1i
i
v
v
M
0j
v
v
1i
0j
v
v
v
v
ii
1i1i
*i
=∫⎥⎥
⎦
⎤
⎢⎢
⎣
⎡∑ ∫β
−⎥⎥
⎦
⎤
⎢⎢
⎣
⎡∑ −−∫ β∫+−+−
+ +
++
=
−
=
++
(8.55)
La sumatoria del cuarto término se extiendo sólo hasta i-1, para tener en
cuenta que la integral original tenía por extremos 0 y v.
Debido a que no hay crecimiento, G=0:
0du)u(n)u,v(dv)v(ndu)u(n)uv(n)u,uv(dv21
dtdn 1i
i
1j
j
1j
j
1i
i
v
v
M
0j
v
v
1i
0j
v
v
v
v
*i =∫
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡∑ ∫β−
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡∑ −−∫β∫+−
+ +++
=
−
=
(8.56)
El desafío que resta es expresar las integrales dobles en función del número de
partículas por clase para que la ecuación tenga autonomía, i.e. pueda resolverse.
El problema que se enfrenta es que la función densidad en la ecuación (8.56)
se expresa como una función continua, y es nuestro objetivo discretizar el balance de
población. La pregunta que surge entonces es como expresar la función densidad de
manera discreta. De acuerdo a las leyes de probabilidad y estadística, la función
densidad puede expresarse de manera discreta como:

( )iM
0i
*i xvn)t,v(n)v(n −δ∑==
= (8.57)
donde M es un número finito que representa las clases discretas que tiene nuestra
población. ( )ixv −δ es el delta de dirac, cuando v=xi el delta vale 1, en caso contrario
vale 0. En definitiva la ecuación (8.57) indica que la función densidad puede ser
expresada como una serie de impulsos de altura igual al número de partículas que
existe en la clase i.
Teorema del valor medio
∫ ∫∫ ∫ =2
1
2
1
2
1
2
1
x
x
y
y00
x
x
y
ydydx)y,x(fdydx)y,x(f (8.58)
donde x0 e y0 son puntos pertenecientes a los intervalos definidos por los límites de las
integrales.
Si usamos el concepto del teorema del valor medio y la ecuación (8.57), el
tercer término de la ecuación (8.56) se reduce a:
( ) ( )∑ ∫ −δ∑∫ −δ∑β=∫⎥⎥
⎦
⎤
⎢⎢
⎣
⎡∑ ∫β
= ===
+++ + M
0j
v
vj
M
0j
*j
v
vi
M
0i
*iji
v
v
M
0j
v
vduxundvxvn)x,x(du)u(n)u,v(dv)v(n
1j
j
1i
i
1i
i
1j
j
(8.59)
donde xi y xj representan los volúmenes promedios de los extremos de los intervalos
(vi+1, vi) y (vj+1, vj), respectivamente.
Propiedad del delta de dirac:
( )∫ =−δε+
ε−
a
a)a(gdxax)x(g (8.60)
Aplicando esta propiedad en términos de las variables que estamos usando, resulta:
( )∫ =−δ=∫++ 1j
j
1j
j
v
v
*jj
*j
v
vnduxundu)u(n (8.61)

Teniendo en cuenta la ecuación (8.61), la ecuación (8.59) puede escribirse
como sigue (ecuación final que permite expresar finalmente el tercer término de la
ecuación (8.56) de manera discreta):
∑ β=
M
0j
*jji
*i n)x,x(n (8.62)
De modo análogo podemos trabajar con el segundo término de la ecuación
(8.56) para expresarlo en términos de números de partículas. Finalmente la ecuación
del balance de población discretizado queda:
( ) ( ) 0x,xnnx,xnn21
dtdn
jiM
0j
*j
*ijK
1i
0j
*k
xxx
*j
*i
ikj
=β∑−β∑ ∑+−=
−
= =+
(8.63)
Ejemplo Considere la siguiente población de partículas que
posee 3 clases:
Clase 0 1 2 Totales
Tamaño, mm3 1 2 3 60 mm3
Número, # 10 10 10 30
Considerando que el factor de kernel es
constante y su valor es de 0.02 min-1 #-1, estime la
distribución de tamaños de partícula después de 1
minuto de operación de un granulador perfectamente mezclado donde sólo ocurre
aglomeración.
Solución Balance clase 0:
( )*2
*1
*0
*0
*0 nnnn
dtdn
++β−=
( )( ) 6301002.0dt
dn*0 −=−=
4610min1min#6min)0(nmin)1(n *
0*0 =−=−=
!!!!! Granulador discontinuo, perfectamente mezclado, aglomeración pura
0
2
4
6
8
10
12
0 1 2 3 4
Volumen, mm3
Núm
ero,
#
1 mm3
2 mm3
3 mm3
Clase 0
Clase 1
Clase 2
4 mm3 Clase 3
5 mm3 Clase 4
6 mm3 Clase 5
1 mm3
2 mm3
3 mm3
Clase 0
Clase 1
Clase 2
4 mm3 Clase 3
5 mm3 Clase 4
6 mm3 Clase 5

Balance clase 1:
( ) ( )*2
*1
*0
*1
*0
*0
*1 nnnnnn
21
dtdn
++β−β=
( )( )( ) ( )( ) 5301002.0101002.05.0dt
dn*1 −=−=
5510min1min#5min)0(nmin)1(n *
1*1 =−=−=
Balance clase 2:
( ) ( ) ( )( )( )( ) ( )( ) 43010*02.0101002.0
dtdn
nnnnnn21nn
21
dtdn
*2
*2
*1
*0
*2
*0
*1
*1
*0
*2
−=−=
++β−β+β=
6410min1min#4min)0(nmin)1(n *
2*2 =−=−=
El planteo de las clases 0 a 2 no es suficiente para definir el sistema, ya que en 1 min
se han formado nuevas partículas, la más grande posible es la generada por la
coalescencia de dos partículas de clase 2, o sea de 6 mm3. Considerando que en el
proceso de aglomeración pueden aparecer partículas de tamaño 4, 5 y 6 mm3,
debemos plantear los balances para estas clases que serán llamadas clases 3, 4 y 5.
Balance clase 3:
Considerando que en el instante inicial no había partículas de clase 3, sólo pueden
aparecer (se supone que en tiempos menores a 1 min la clase 3 no aparece, lo cual es
obviamente una aproximación).
( )( )( ) 310010010002.05.0
dtdn
nnnnnn21
dtdn
*3
*0
*2
*1
*1
*2
*0
*3
=++=
++β=
330min1min#3min)0(nmin)1(n *
3*3 =+=+=
Balance clase 4
( )( )( )( ) 220002.05.0
dtdn
nnnn21
dtdn
nnnnnnnn21
dtdn
*4
*1
*2
*2
*1
*4
*0
*3
*1
*2
*2
*1
*3
*0
*4
==
+β=
+++β=
220min1min#2min)0(nmin)1(n *
4*4 =+=+=
Balance clase 5
( )( )( )( ) 110002.05.0
dtdn
nn21
dtdn
nnnnnnnnnn21
dtdn
*5
*2
*2
*5
*0
*4
*3
*3
*2
*2
*3
*1
*4
*0
*5
==
β=
++++β=
110min1min#1min)0(nmin)1(n *
5*5 =+=+=
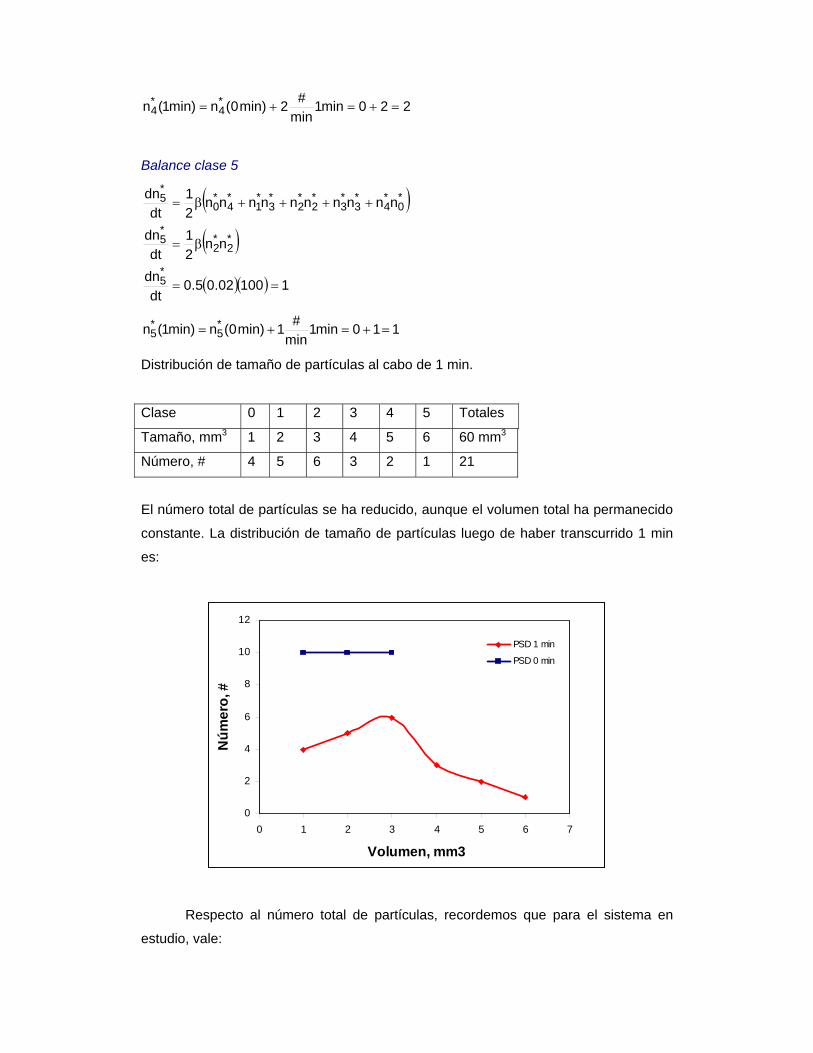
Distribución de tamaño de partículas al cabo de 1 min.
Clase 0 1 2 3 4 5 Totales
Tamaño, mm3 1 2 3 4 5 6 60 mm3
Número, # 4 5 6 3 2 1 21
El número total de partículas se ha reducido, aunque el volumen total ha permanecido
constante. La distribución de tamaño de partículas luego de haber transcurrido 1 min
es:
0
2
4
6
8
10
12
0 1 2 3 4 5 6 7
Volumen, mm3
Núm
ero,
#
PSD 1 min
PSD 0 min
Respecto al número total de partículas, recordemos que para el sistema en
estudio, vale:
( )( )219309min)0(Nmin)1(N
9303002.021
dtdN
N21
dtdN
TT
T
2T
T
=−=−=
−=−=
β−=
Este cálculo indicaría que al cabo de un minuto debiéramos tener 21 partículas,
tal como se calculó en el ejemplo. No obstante esto es una aproximación, ya que
integrando la ecuación del primer momento, el NT debería calcularse con la ecuación
que sigue:
( )( )( ) #2313002.05.01
30
tN211
NN0T
0T
T ≅+
=β+
=
El cálculo de 23 partículas es riguroso, en cambio la existencia de 21 partículas
es predicha suponiendo que en 1 min las partículas de clase 3 a 5 no se generan, esa
es la fuente de la discrepancia.
Imaginemos ahora que las partículas iniciales no tuvieran volúmenes que
difieren en 1 mm3. Es claro que la coalescencia de dos partículas cualquiera podría dar
una nueva partícula de un volumen que no se encuentra en nuestra grilla original, en
estos casos se genera un error que no permite mantener la masa total del sistema. En
tales casos hay que utilizar soluciones más sofisticadas que exceden el objetivo de
este curso.