bioetanol en el noreste de mexico - gob. · pdf fileproducción de etanol a partir de...
TRANSCRIPT
TALLER PRACTICO SOBRE ENERGIA RENOVABLE
BIOETANOL EN EL NORESTE DE MEXICO
Por:
Dr. Sergio O. Serna Saldívar
18 de octubre del 2007Monterrey, N.L.

Producción de Etanol
Etanol
Caldos Dulces
Granos Almidonosos
Fibra o Lignocelulosa
•70% of bioetanol esta siendo producido por los EUA y Brasil.• La mayoría del ethanol en Brasil es producido caña de azúcar mientras que en EUA de maíz.

Obtención de Etanol de Caldos Dulces
• Fuentes: caña de azúcar, remolacha azucarera y sorgo dulce.
• Proceso más sencillo y practicado.– Extracción de jugo– Fermentación– Destilación
• Desventajas: materia prima perecedera, alto costo de transporte, estacionalidad de producción.
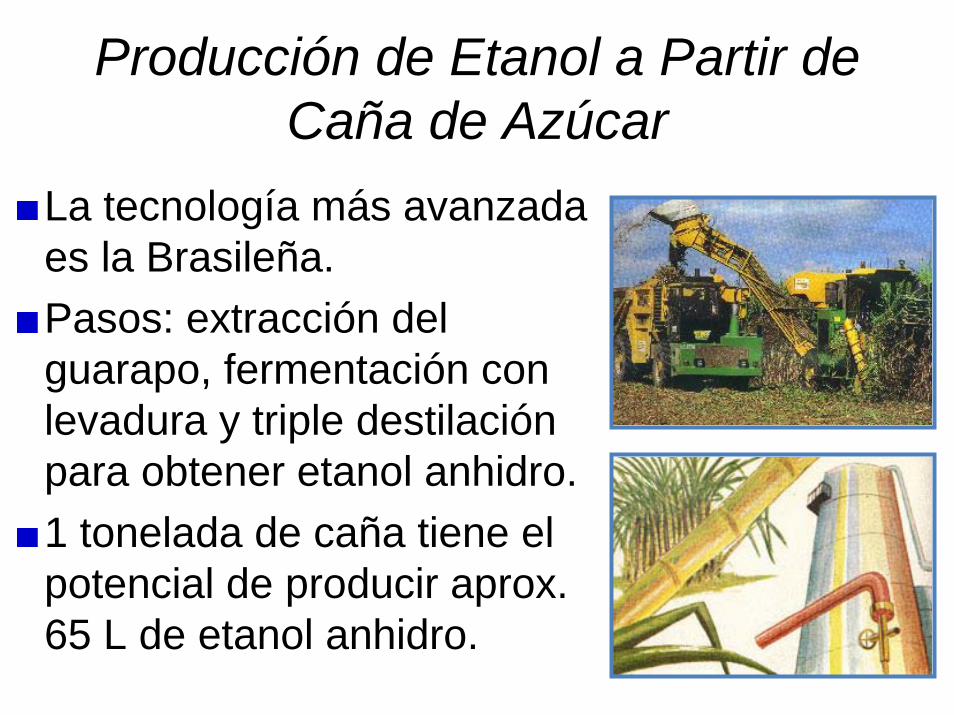
Producción de Etanol a Partir de Caña de Azúcar
La tecnología más avanzadaes la Brasileña.Pasos: extracción del guarapo, fermentación con levadura y triple destilaciónpara obtener etanol anhidro.1 tonelada de caña tiene el potencial de producir aprox. 65 L de etanol anhidro.

Obtención de Etanol de Granos• Fuentes: maíz, trigo y granos almidonosos. • Proceso más practicado en los EUA.
– Molienda Seca y Fraccionada– Molienda Húmeda– Pasos: Molienda, Gelatinización, Licuefacción,
Sacarificación-Fermentación, Destilación.• Ventajas:
– Granos pueden ser almacenados por largos periodos de tiempo: producción constante.
– Alto valor de subproductos.• Desventaja: proceso que requiere mayor
inversión y gastos de energía.
Obtención de Etanol de Materiales Celulolíticos
• Fuentes: materiales fibrosos lignocelulolíticos. • Proceso más complicado.
– Tratamiento fisicoquímico de la biomasa (proceso de amonia).
– Conversión enzimática– Fermentación– Destilación
• Ventajas: – Materia prima más abundante y barata.
• Desventaja: altos costos de transporte, mayor logística, falta desarrollar tecnología enzimática(C5) que haga el proceso productivo.

Futuro del Etanol en los EUA
0
20
40
60
80
100
120
2005 2010 2015 2020 2025
Año
Prod
ucci
ón
(bill
on d
e ga
lone
s)
MaízCelulosa
Total
Fuente: Sanderson (2007).

TransportationIndustriaHogares, commrcial, públicaOtroAgricultura
Gasolina Otro
Uso de la Energía en México
CantarellEmpezando este año los pozos de
Cantarell decrementaran su producción anual en 140,000 barriles/día. La vida productiva de Cantarell sera
hasta aproximadamente 2025.La búsqueda de nuevos pozos petroleros
requiere de una fuerte inversión por parte del gobierno Federal.

Consumo Nacional de Gasolina • México consume en la actualidad 89 millones L
ode gasolina Magna y 17.8 million L de Premium. Total: 107 millones L/día.– Importación de 42 millones
• El uso de gasolina E15 demandaría 16 millones L de bioetanol diariamente.– Considerando un tamaño promedio de planta de 150
millones L de etanol por año, México necesitaría cuando menos 40 biorefinerias.
• 15.3 millones de toneladas de maíz/año (producción doméstica actual es aprox. 20 millones).
• 83.7 millones de toneladas de caña de azúcar (producción nacional producción es de 45 millones de toneladas)
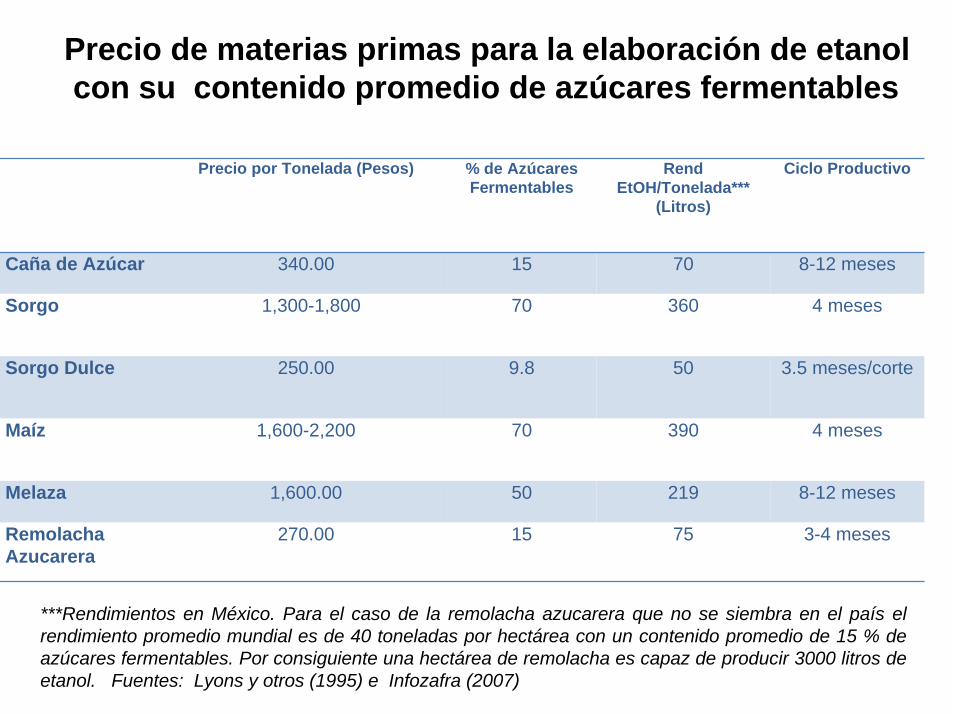
Precio por Tonelada (Pesos) % de AzúcaresFermentables
Rend EtOH/Tonelada***
(Litros)
Ciclo Productivo
Caña de Azúcar 340.00 15 70 8-12 meses
Sorgo 1,300-1,800 70 360 4 meses
Sorgo Dulce 250.00 9.8 50 3.5 meses/corte
Maíz 1,600-2,200 70 390 4 meses
Melaza 1,600.00 50 219 8-12 meses
RemolachaAzucarera
270.00 15 75 3-4 meses
***Rendimientos en México. Para el caso de la remolacha azucarera que no se siembra en el país el rendimiento promedio mundial es de 40 toneladas por hectárea con un contenido promedio de 15 % de azúcares fermentables. Por consiguiente una hectárea de remolacha es capaz de producir 3000 litros de etanol. Fuentes: Lyons y otros (1995) e Infozafra (2007)
Precio de materias primas para la elaboración de etanolcon su contenido promedio de azúcares fermentables

0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
1
Área necesaria Caña de Azúcar(Ha)Área necesaria Sorgo (Ha)
Área necesaria Sorgo Dulce (Ha)
Área necesaria Maíz (Ha)
Area Necesaria de Cultivo para Abastecer Gasolina E10 en México
(Total 30.2 millones de Ha)

SORGO
• Sorgo Granífero• Sorgo Dulce
¿Porqué el Sorgo?• Plantas C4: cultivar muy eficiente en la captación
del CO2 y energía solar.• Segundo cultivo más importante en México en
terminos de producción después del maíz.• Cultivos que no son canalizados a la industria
alimentaria para humanos.• Sorgo es más barato que el maíz • Requerimiento menor de agua (irrigación o
temporal).• Alta resistencia a la sequía y por consiguiente
puede producir en regiones no aptas para maíz o caña de azúcar.
• Se puede importar de EUA sin arancel. 120 pesos/ton de transporte.

Contry 1000 Tons
EUA 9,981.00Nigeria 9,178.00India 7,500.00México 5,524.38Sudán 4,275.00Argentina 2,894.25Etiopia 2,200.24Australia 2,010.57Burkina Faso 1,552.91Brasil 1,520.54Total Mundial 56,638.72
Fuente: FAO (2007).
Estado Producción (Ton)Tamaulipas 2,162,215.80
Guanajuato 1,205,979.38Sinaloa 492,942.68Michoacán 401,721.18Nayarit 273,897.33Jalisco 206,312.55Morelos 178,203.90Nuevo León 116,968.68San Luis Potosí 96,796.50Querétaro 63,724.00
Producción de Sorgo en México

Sorgo vs Maíz• Más del 40% de la
población Mexicana depende de productos de maíz.
• Sorghum es 20% más barato que el maíz y usado 100% en alimentación animal.
• Contienen la misma cantidad de almidón– Más dificultad de obtener
etanol de sorgo (grano y matriz proteica mas dura).
– Almidón es menos susceptible a gelatinizacióne hidrólisis.

Composción Química Comparada
Sorgo Maíz Humedad 13.63 13.28 Proteína 10.72 7.25 Cenizas 1.7 1.08 Grasa 1.14 3.71 Fibra Cruda 1.08 1.66 ELN 71.73 73.02

Decorticación de Sorgo
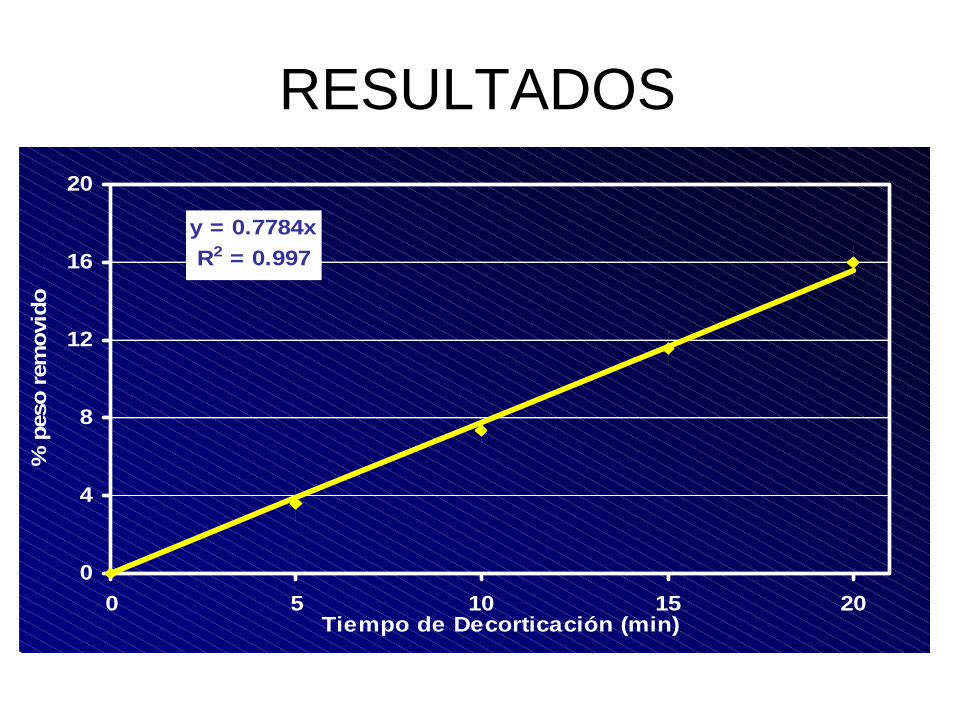
y = 0.7784xR2 = 0.997
0
4
8
12
16
20
0 5 10 15 20Tiempo de Decorticación (min)
% p
eso
rem
ovid
o
RESULTADOS
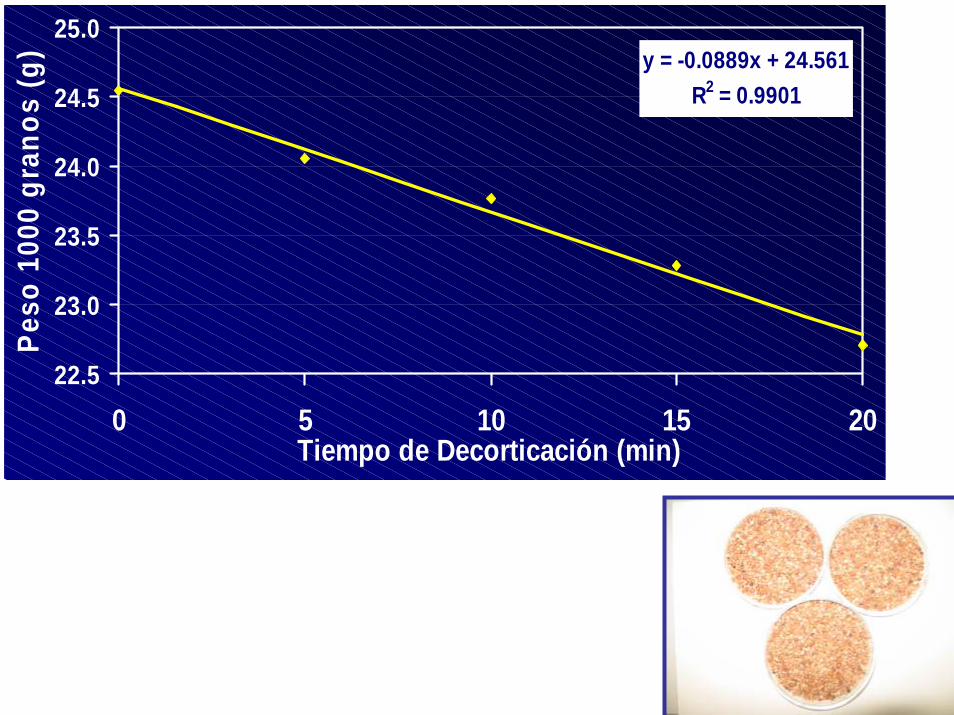
y = -0.0889x + 24.561R2 = 0.9901
22.5
23.0
23.5
24.0
24.5
25.0
0 5 10 15 20Tiempo de Decorticación (min)
Peso
100
0 gr
anos
(g)
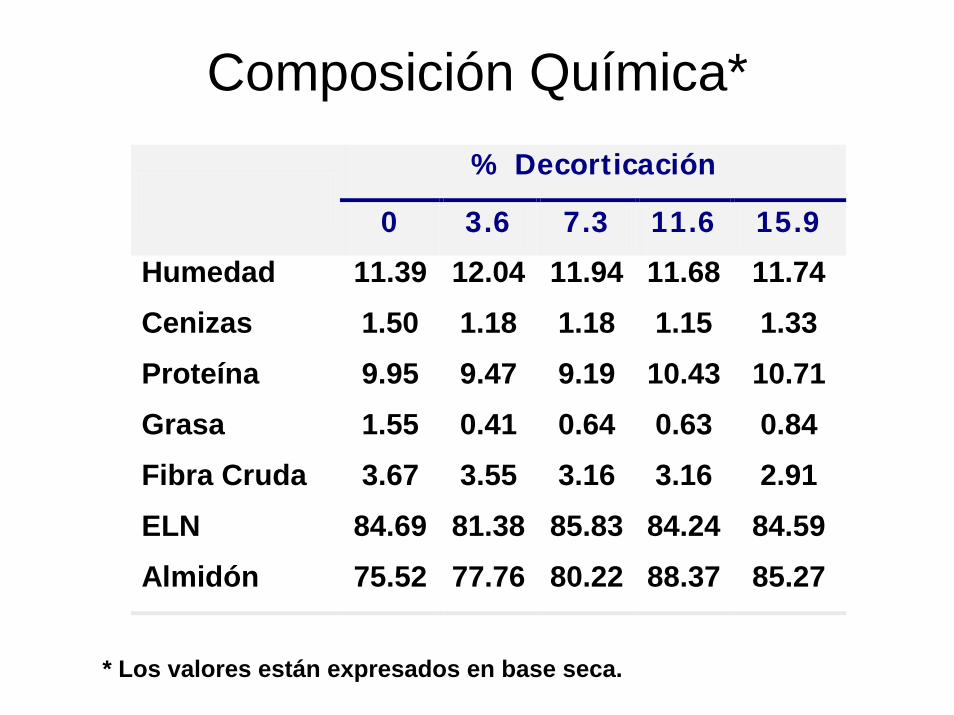
Composición Química*% Decorticación
0 3.6 7.3 11.6 15.9
Humedad 11.39 12.04 11.94 11.68 11.74 Cenizas 1.50 1.18 1.18 1.15 1.33 Proteína 9.95 9.47 9.19 10.43 10.71 Grasa 1.55 0.41 0.64 0.63 0.84 Fibra Cruda 3.67 3.55 3.16 3.16 2.91 ELN 84.69 81.38 85.83 84.24 84.59 Almidón 75.52 77.76 80.22 88.37 85.27
* Los valores están expresados en base seca.

Composición del Material Removido o Salvado*
% DecorticaciónParámetro
3.6 7.3 11.6 15.9 Humedad 6.71 7.38 7.57 8.00 Cenizas 2.35 2.31 2.50 2.50 Proteína 9.40 10.56 11.02 11.59 Grasa 4.04 4.20 4.58 5.03 Fibra Cruda 8.75 8.44 7.52 8.32 ELN 75.47 74.12 76.76 72.56 Almidón 14.32 19.10 22.00 41.28
* Los valores están expresados en base seca.

Fenólicos Totales%
Decorticación Grano
(g ácido gálico/g)Salvado
(g ácido galico/g)
0 4.26ª --------
3.55 2.30b 43.38b
7.34 2.16b 43.39b
11.56 1.78b,c 48.04a
15.96 1.60c 48.81a

Proceso Recomendado de Producción de Etanol a Partir
de Sorgo Granífero
Proceso Innovativo
• Integración de Decorticación Mecánica del Grano.
• Integración de un paso de biocatálisispara hacer el almidón más susceptible a hidrólisis y conversión a etanol.

TRATAMIENTOS
Maíz SorgoSorgo
Decorticado
Regular Regular ConEnzima
Regular Con EnzimaCon Enzima

RESULTADOS
y = 0.305x + 0.2719R2 = 0.9959
0
2
4
6
8
10
12
0 5 10 15 20 25 30
tiempo (min)
deco
rtica
ción
(%)
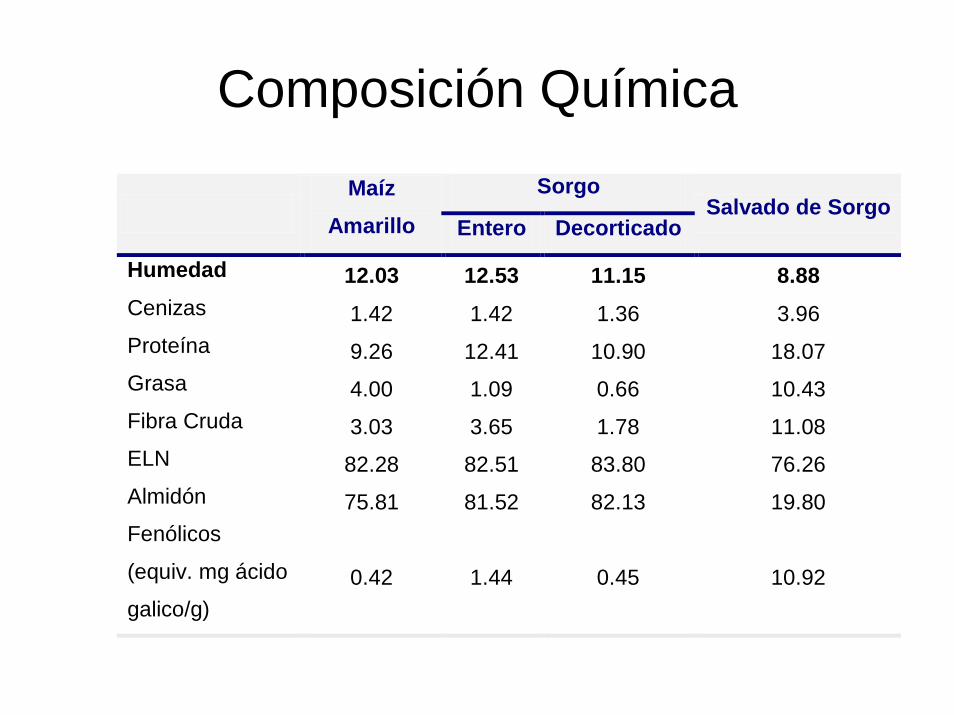
Composición QuímicaSorgo
Maíz
Amarillo Entero Decorticado Salvado de Sorgo
Humedad 12.03 12.53 11.15 8.88 Cenizas 1.42 1.42 1.36 3.96 Proteína 9.26 12.41 10.90 18.07 Grasa 4.00 1.09 0.66 10.43 Fibra Cruda 3.03 3.65 1.78 11.08 ELN 82.28 82.51 83.80 76.26 Almidón 75.81 81.52 82.13 19.80 Fenólicos
(equiv. mg ácido
galico/g) 0.42 1.44 0.45 10.92

0
5
10
15
20
25
30
35
0 20 40 60 80 100 120 140 160 180 200tiempo (min)
azúc
ares
redu
ctor
es to
tale
s (g
/100
g b
ase
seca
)
control
grano decorticado
grano integral
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120 140 160 180 200tiempo (min)
azúc
ares
redu
ctor
es to
tale
s (g
/100
g b
ase
seca
)
controlgrano decorticadograno integral
(a) regular
(b) con enzima
Licu
efac
ción
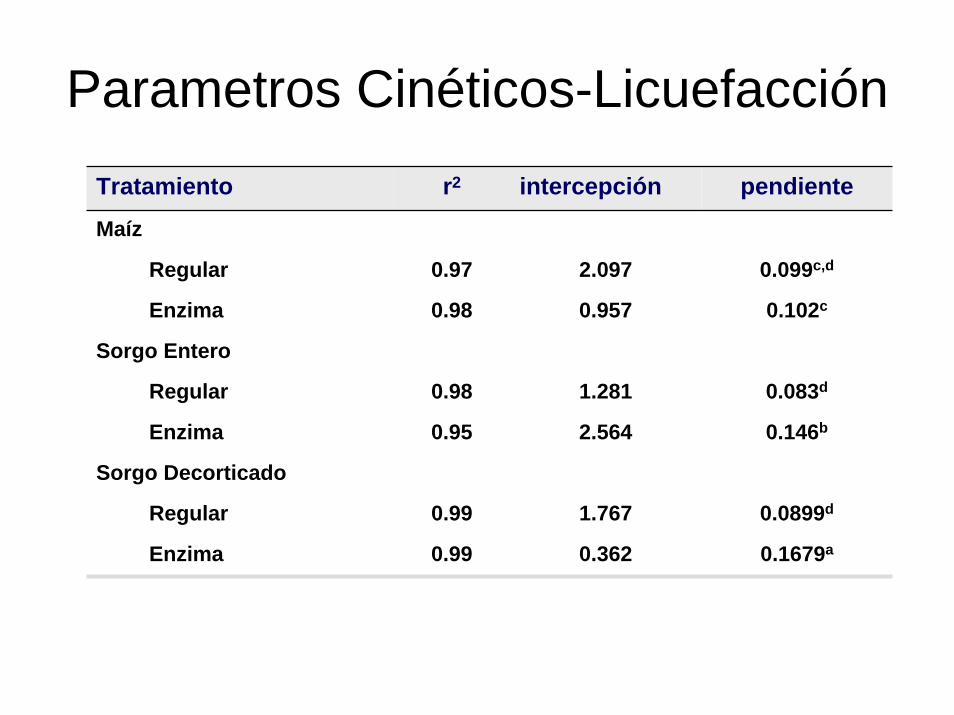
Tratamiento r2 intercepción pendiente
Maíz
Regular 0.97 2.097 0.099c,d
Enzima 0.98 0.957 0.102c
Sorgo Entero
Regular 0.98 1.281 0.083d
Enzima 0.95 2.564 0.146b
Sorgo Decorticado
Regular 0.99 1.767 0.0899d
Enzima 0.99 0.362 0.1679a
Parametros Cinéticos-Licuefacción

020406080
100120140160180200
0 25 50 75 100 125 150 175 200 225tiempo (min)
alfa
am
ino
nitr
ógen
o lib
re (m
g/L)
20
30
40
50
60
70
80
tem
pera
tura
(°C
)
maiz
sorgo integral
sorgo decorticado
020406080
100120140160180200
0 25 50 75 100 125 150 175 200 225tiempo (min)
alfa
am
ino
nitró
geno
libr
e (m
g/L)
20
30
40
50
60
70
80
tem
pera
tura
(°C
)
maiz
sorgo decorticado
sorgo entero
(a) Regular
(b) Enzima

Sac
arifi
caci
ón
(b)
020406080
100120140160180200
0 2 4 6 8 10 12 14 16tiempo (horas)
gluc
osa
(mg/
mL)
maíz
sorgo entero
sorgo decorticado
020406080
100120140160180200
0 2 4 6 8 10 12 14 16tiempo (horas)
gluc
osa
(mg/
mL)
maízsorgo enterosorgo decorticado
(a) Regular
(b) Enzima

0
20
40
60
80
100
120
140
160
0 10 20 30 40 50 60 70tiempo (horas)
gluc
osa
(mg/
mL)
maíz entero
sorgo integral
sorgo perlado
0
20
40
60
80
100
120
140
160
0 10 20 30 40 50 60 70tiempo (horas)
gluc
osa
(mg/
mL)
maíz entero
sorgo entero
sorgo perlado
(a) Regular
(b) Enzima

0
50
100
150
200
250
0 10 20 30 40 50 60 70tiempo (horas)
alfa
am
ino
nitró
geno
(mg/
L) maízsorgo enterosorgo decorticado
0
50
100
150
200
250
0 10 20 30 40 50 60 70tiempo (horas)
alfa
am
ino
nitró
geno
(mg/
L) maízsorgo enterosorgo decorticado
a) Sin enzima
a) Con enzima

3.0E+065.3E+071.0E+081.5E+082.0E+082.5E+083.0E+083.5E+084.0E+084.5E+085.0E+08
0 10 20 30 40 50 60 70tiempo fermentación (horas)
biom
asa
(cél
ulas
/mL)
maízsorgo enterosorgo decorticado
3.0E+065.3E+071.0E+081.5E+082.0E+082.5E+083.0E+083.5E+084.0E+084.5E+08
0 10 20 30 40 50 60 70tiempo fermentación (horas)
biom
asa
(cél
ulas
/mL)
maízsorgo enterosorgo decorticado
a) Regular
b) Enzima
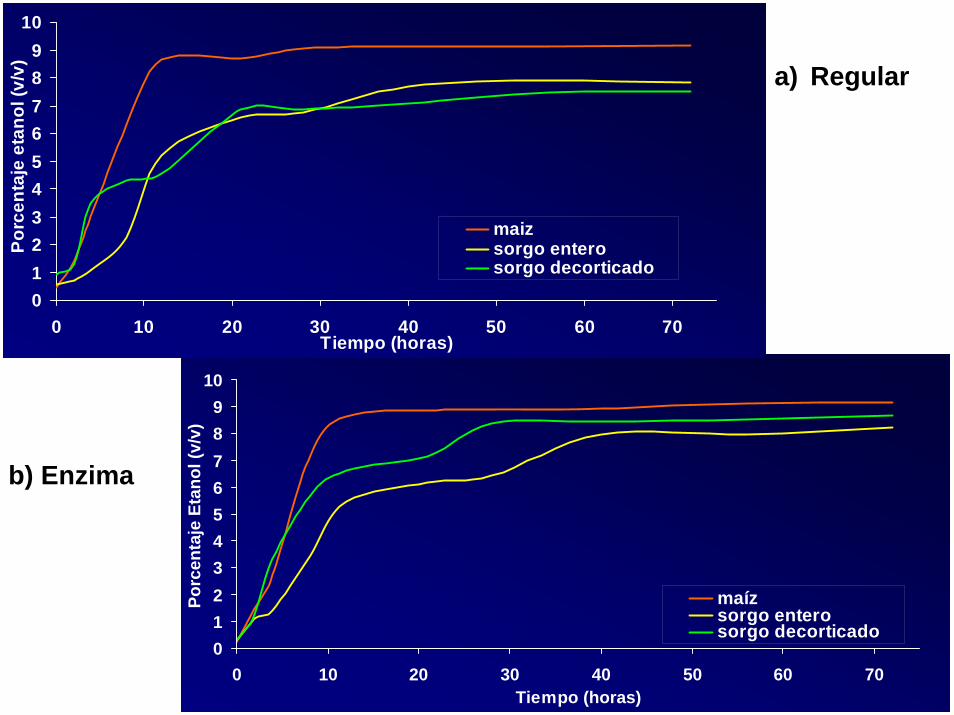
0123456789
10
0 10 20 30 40 50 60 70Tiempo (horas)
Porc
enta
je E
tano
l (v/
v)
maízsorgo enterosorgo decorticado
0123456789
10
0 10 20 30 40 50 60 70Tiempo (horas)
Porc
enta
je e
tano
l (v/
v)
maizsorgo enterosorgo decorticado
a) Regular
b) Enzima

Rendimiento EOH/Celulas de Levadura
0.00E+00
1.50E-08
3.00E-08
4.50E-08
6.00E-08
7.50E-08
9.00E-08
1.05E-07
1.20E-07
1.35E-07
1.50E-07
0 1 2 3 4 5 6 7 8 9 10
tiempo (horas)
Y(m
L et
anol
/cél
ulas
)
maíz sin proteasa
maíz con proteasa
sorgo entero sin proteasa
sorgo entero con proteasa
sorgo decorticado sinproteasasorgo decorticado conproteasa
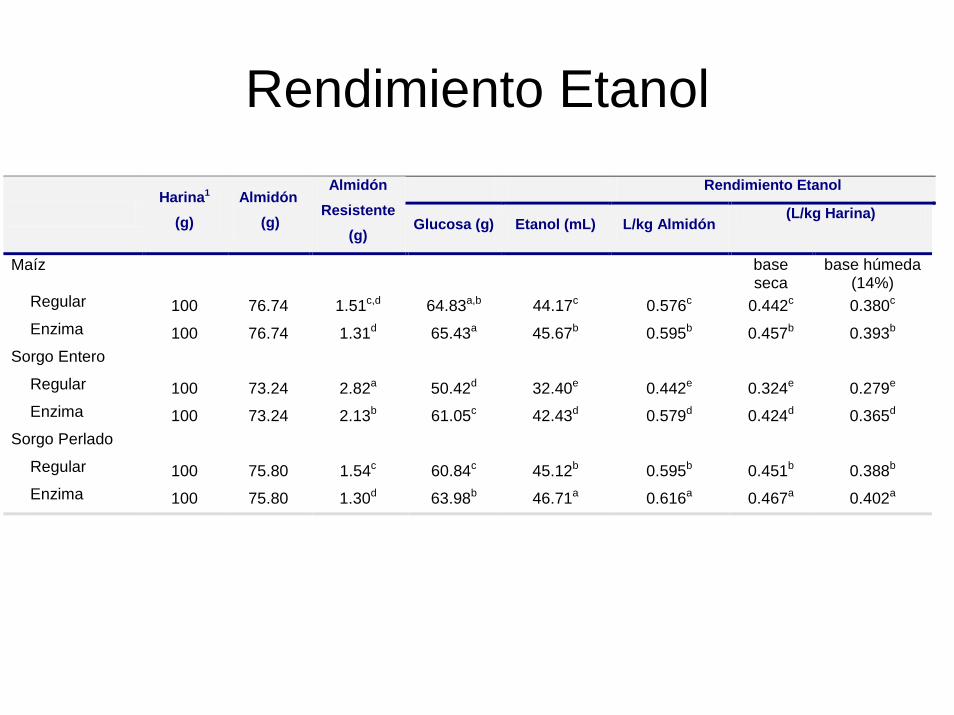
Rendimiento Etanol
Harina1 (g)
Almidón (g)
Almidón Resistente
(g) Glucosa (g) Etanol (mL) L/kg Almidón
(L/kg Harina)
Maíz base seca
base húmeda (14%)
Regular 100 76.74 1.51c,d 64.83a,b 44.17c 0.576c 0.442c 0.380c Enzima 100 76.74 1.31d 65.43a 45.67b 0.595b 0.457b 0.393b Sorgo Entero Regular 100 73.24 2.82a 50.42d 32.40e 0.442e 0.324e 0.279e Enzima 100 73.24 2.13b 61.05c 42.43d 0.579d 0.424d 0.365d Sorgo Perlado Regular 100 75.80 1.54c 60.84c 45.12b 0.595b 0.451b 0.388b Enzima 100 75.80 1.30d 63.98b 46.71a 0.616a 0.467a 0.402a
Rendimiento Etanol
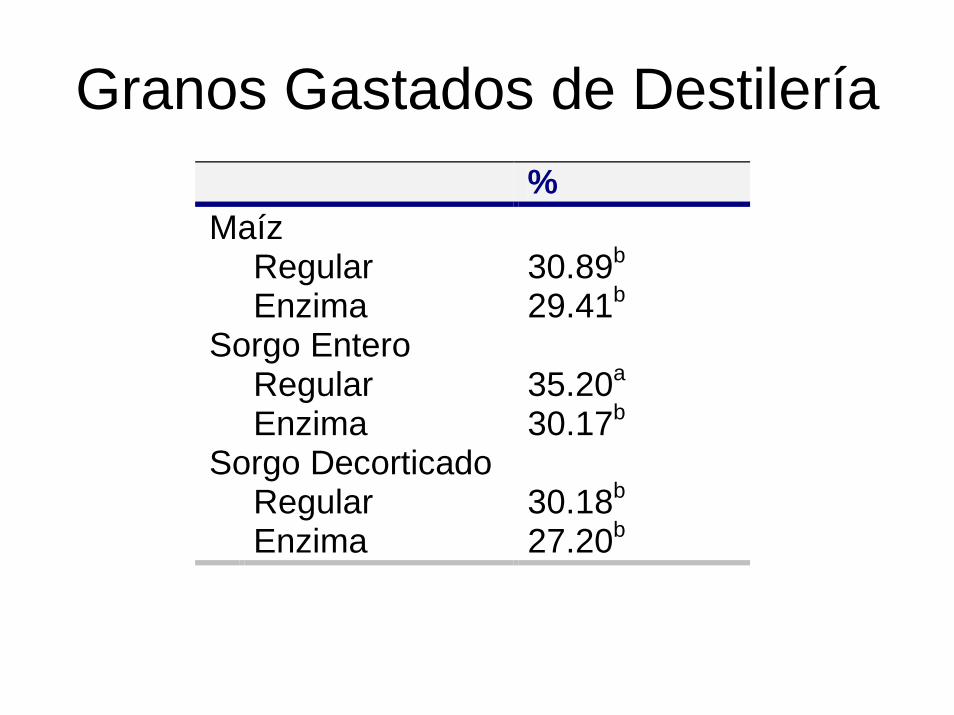
% Maíz Regular 30.89b Enzima 29.41b Sorgo Entero Regular 35.20a Enzima 30.17b Sorgo Decorticado Regular 30.18b Enzima 27.20b
Granos Gastados de Destilería
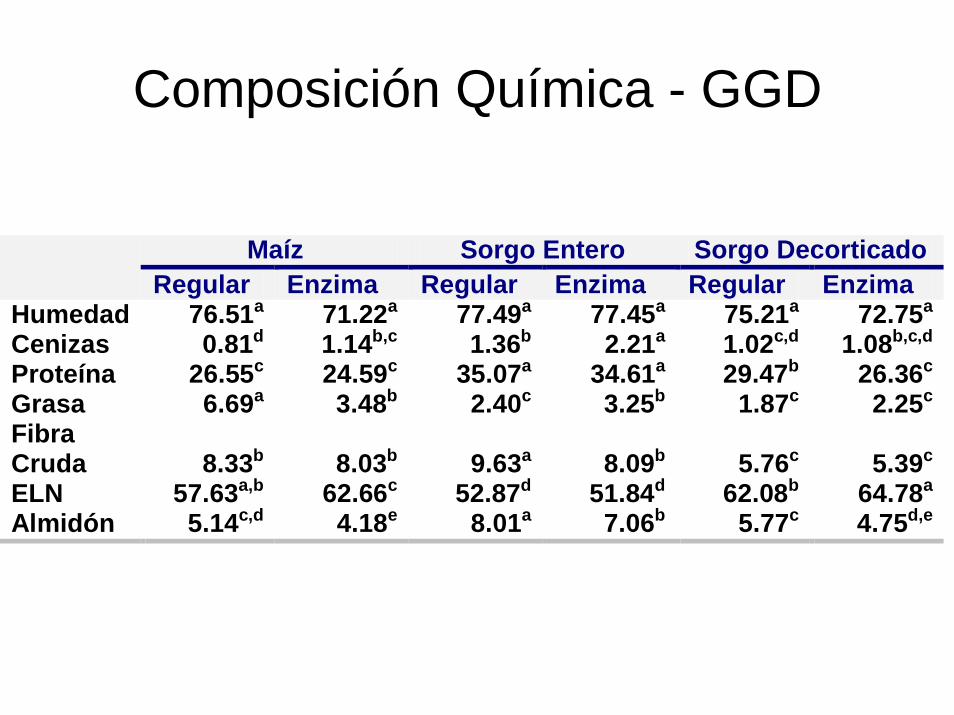
Composición Química - GGD
Maíz Sorgo Entero Sorgo Decorticado Regular Enzima Regular Enzima Regular Enzima Humedad 76.51a 71.22a 77.49a 77.45a 75.21a 72.75a Cenizas 0.81d 1.14b,c 1.36b 2.21a 1.02c,d 1.08b,c,d Proteína 26.55c 24.59c 35.07a 34.61a 29.47b 26.36c Grasa 6.69a 3.48b 2.40c 3.25b 1.87c 2.25c Fibra Cruda 8.33b 8.03b 9.63a 8.09b 5.76c 5.39c ELN 57.63a,b 62.66c 52.87d 51.84d 62.08b 64.78a Almidón 5.14c,d 4.18e 8.01a 7.06b 5.77c 4.75d,e
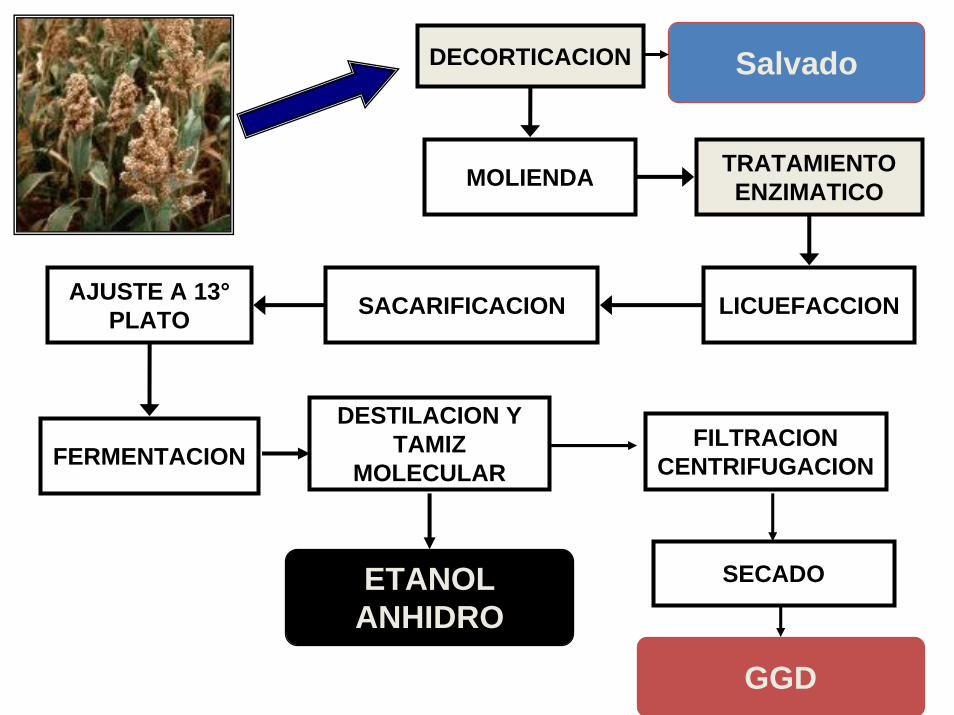
DECORTICACION
MOLIENDA TRATAMIENTO ENZIMATICO
LICUEFACCIONSACARIFICACIONAJUSTE A 13°PLATO
FERMENTACIONFILTRACION
CENTRIFUGACION
DESTILACION YTAMIZ
MOLECULAR
ETANOL ANHIDRO
GGD
SECADO
Salvado

0.766
0.021
0.077
0.0020.0210.0020.0130.0200.023 0.031 0.019
0.003
0.002
Costo Neto de Materia Prima Electricidad CombustibleManejo de Residuos Agua EnzimasLevadura Químicos DesnaturalizantesMantenimiento Mano de Obra Costo AdministrativoOtros
Costo Total: 5.1 pesos
Costo del Bioetanol en los EUA Producidoa Partir de Maíz
Pesos/100L
Costo Neto de Materia Prima 390.79$
Electricidad 10.71$
Combustible 39.37$
Manejo de Residuos 1.45$
Agua 0.87$
Enzimas 10.71$
Levadura 1.16$
Químicos 6.66$
Desnaturalizantes 10.13$
Mantenimiento 11.58$
Mano de Obra 15.63$
Costo Administrativo 9.84$
Otros 1.16$
Total 510.05$
Precio Unitario Litro Etanol 5.10$

CONCLUSIONES• El proceso innovativo de procesamiento de sorgo
decorticado tratado con enzima antes de la licuefacción o tratamiento con amilasa termoresistente igualo e inclusive mejoro el rendimiento de etanol comparado con maíz.
• Este tratamiento rindio 44% mas etanol comparado con el sorgo entero.
• El tratamiento enzimático mejoro el rendimiento de las enzimas amilolíticas y levadura durante la fermentación.
• El tratamiento enzimático puede decrementasr muy significativamente tiempos de proceso de tal manera que se utilice mejor la capacidad de planta, se ahorre energía y mano de obra.
Sorgos Dulces

Sorgo Dulce vs Caña de Azúcar• El costo alto de la caña de
azúcar en México la hace poco atractiva para bioetanol.
• El ciclo del sorgo dulce es de solamente 3 meses en comparación con el de 9-10 meses de caña de azúcar.– El sorgo dulce puede rendir tres
cortes.• El rendimiento anual de azucar
o etanol es comparable.• El sorgo esta adaptado a
regiones temporaleras y es resistente a sequía.
• El bagazo del sorgo dulce es de mejor calidad nutritiva que el de caña de azúcar.
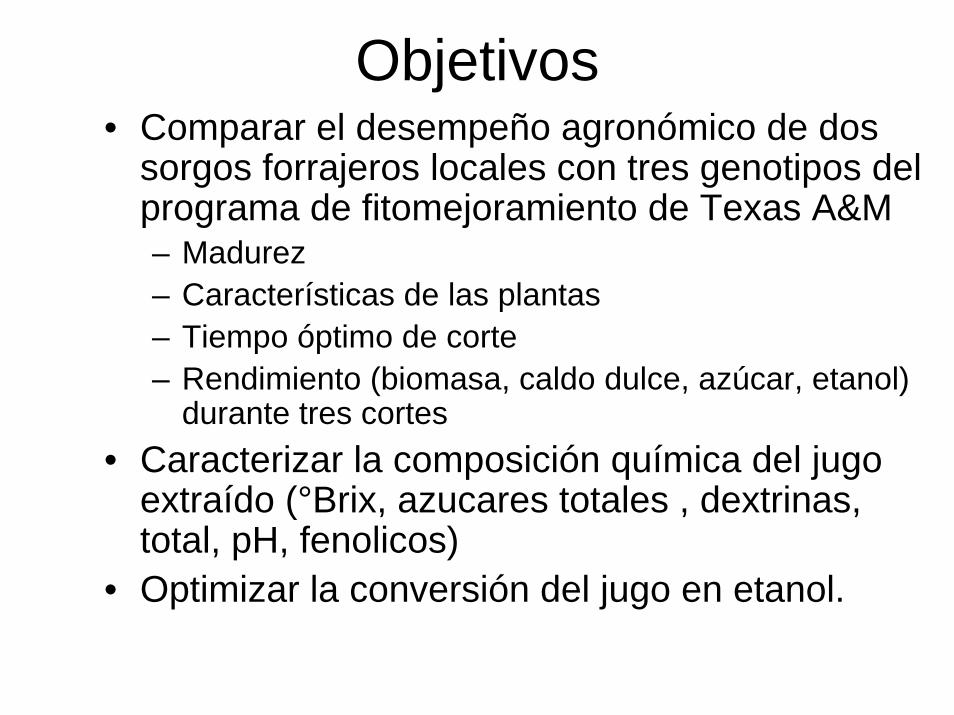
Objetivos• Comparar el desempeño agronómico de dos
sorgos forrajeros locales con tres genotipos del programa de fitomejoramiento de Texas A&M– Madurez– Características de las plantas– Tiempo óptimo de corte– Rendimiento (biomasa, caldo dulce, azúcar, etanol)
durante tres cortes • Caracterizar la composición química del jugo
extraído (°Brix, azucares totales , dextrinas, total, pH, fenolicos)
• Optimizar la conversión del jugo en etanol.
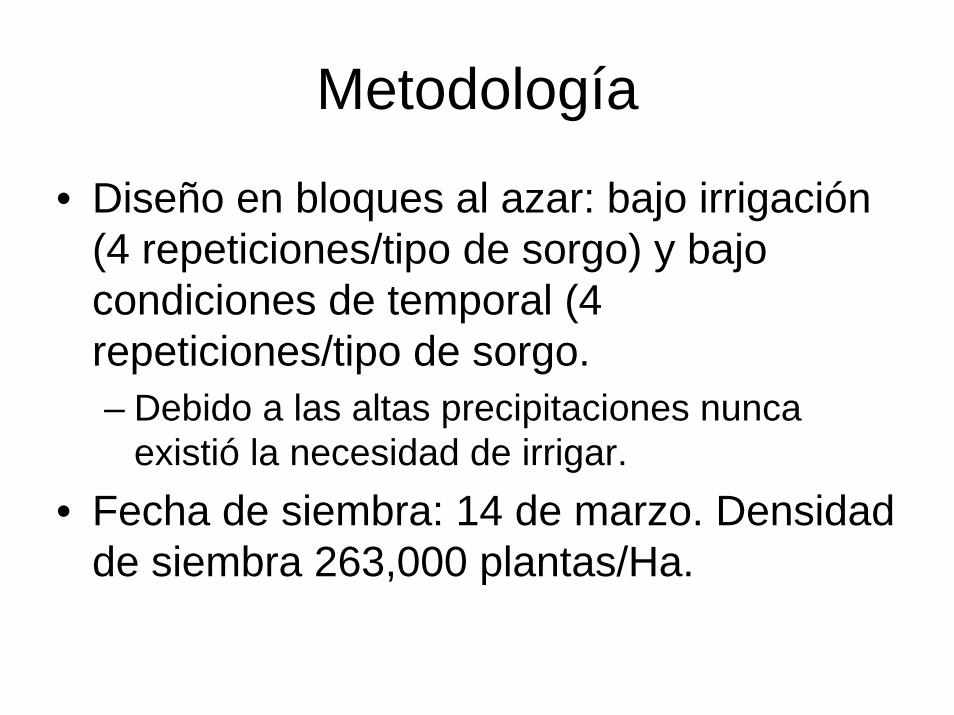
Metodología
• Diseño en bloques al azar: bajo irrigación (4 repeticiones/tipo de sorgo) y bajo condiciones de temporal (4 repeticiones/tipo de sorgo.– Debido a las altas precipitaciones nunca
existió la necesidad de irrigar.• Fecha de siembra: 14 de marzo. Densidad
de siembra 263,000 plantas/Ha.
Metodología
• Toma de datos: días a emergencia, altura de planta (hoja bandera y total), grosor de tallos, días a antesis, rendimiento de biomasa, rendimiento de jugo dulce, °Brix, pH, rendimiento de etanol.
• Dias a los cortes: 78, 85, 92, 99, 106.


Estado de Madurez vs Corte
Corte Texas A&M 1
Texas A&M 2
Texas A&M 3
Tato Thor
1 Embuche Inicia Espiga
Sin Hoja Bandera
Inicia Espigamiento
Inicia Espigamiento
Inicia Antesis
2 Antesis Hoja Bandera
100% Antesis
100% Antesis
Inicia Llenado grano
3 Inicia Llenado grano
Inicia Espigamiento
Inicia Llenado grano
Llenado de grano
Llenado grano
4 Grano Lechoso -Masoso
100% Antesis
Grano Lechoso
Grano Lechoso
Ergot
5 Grano Masoso
Inicia Llenado grano
Grano Masoso
Grano Masoso
Ergot
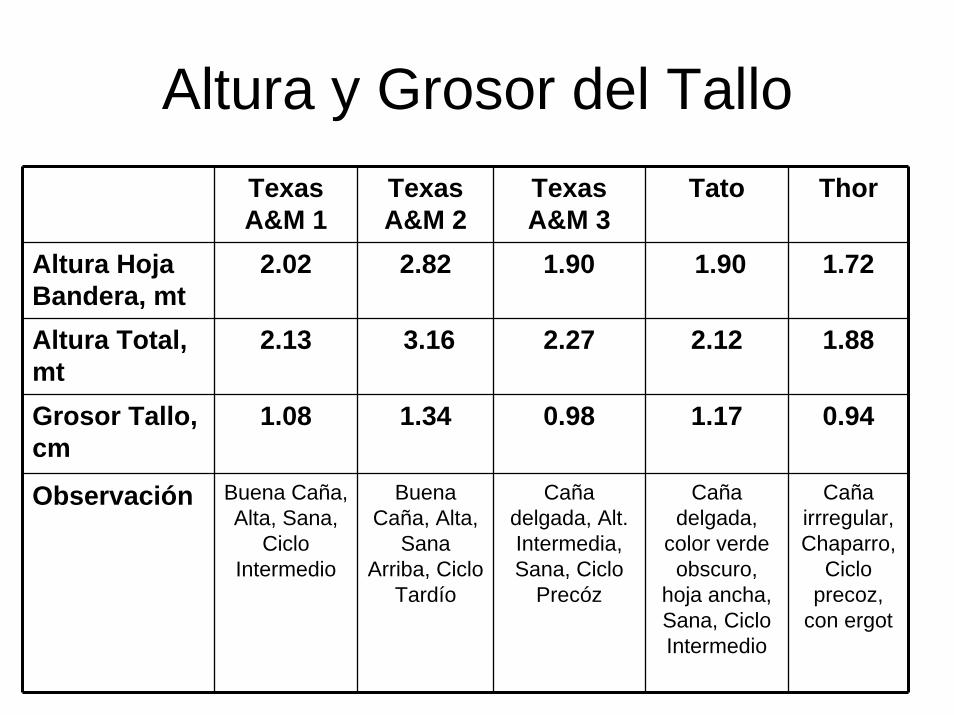
Altura y Grosor del TalloTexas A&M 1
Texas A&M 2
Texas A&M 3
Tato Thor
Altura Hoja Bandera, mt
2.02 2.82 1.90 1.90 1.72
Altura Total, mt
2.13 3.16 2.27 2.12 1.88
Grosor Tallo, cm
1.08 1.34 0.98 1.17 0.94
Observación Buena Caña, Alta, Sana,
Ciclo Intermedio
Buena Caña, Alta,
Sana Arriba, Ciclo
Tardío
Caña delgada, Alt. Intermedia, Sana, Ciclo
Precóz
Caña delgada,
color verde obscuro,
hoja ancha, Sana, Ciclo Intermedio
Caña irrregular, Chaparro,
Ciclo precoz,
con ergot



Conclusiones Preliminares
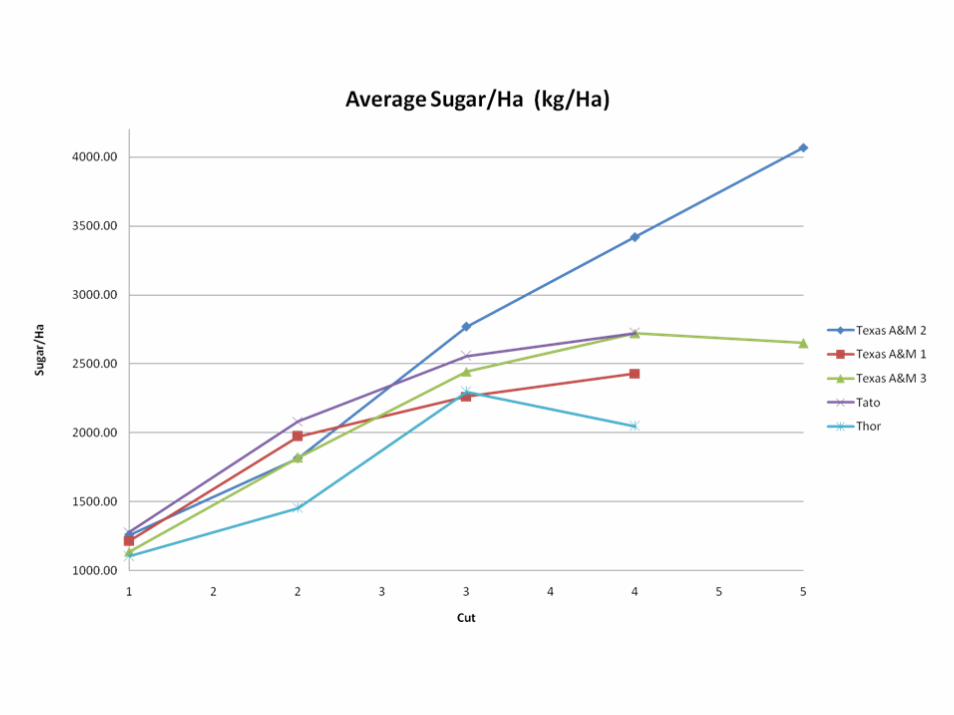
• Las variedades de sorgos dulces se desempeñaron muy bien y rindieron 4,000 kg de azucares fermentables/Ha 100 –110 días después de la siembra (primer corte).
• Si el comportamiento se mantiene similar durante los cortes subsecuentes, los sorgos dulces pueden rendir 20% azúcar o etanol más que la caña de azúcar.
Conclusiones Generales
• El uso de sorgo granífero y sorgo dulce permitiría una producción constante de etanol a través del año con practicamentelos mismos rendimientos que se obtendrían con maíz y caña de azúcar.
