bienal espaÑola de mÁquina-herramienta
TRANSCRIPT

www.biemh.com
Machine-Tool Manufacturers’Association of Spain (AFM)Asociación Española de Fabricantesde Máquinas-herramienta
www.afm.es
28 Mayo - 2 Junio
2012
27BIENAL ESPAÑOLA DE MÁQUINA-HERRAMIENTA
La 27ª edición de la BIEMH será un punto de encuentro de alto nivel tecnológico y de innovación en el sector:
REPRESENTACIÓN POR SECTORESMÁQUINAS HERRAMIENTA
OTRAS MÁQUINAS
HERRAMIENTAS PARA MÁQUINAS-HERRAMIENTA
PIEZAS, COMPONENTES Y ACCESORIOS
AUTOMATIZACIÓN DE LOS SISTEMAS DE PRODUCCIÓN
METROLOGÍA Y CONTROL DE CALIDAD
SERVICIOS PARA EL TALLER Y LAS EMPRESAS
Año XXXVI - nº 319 - 2011deformación metálica digital
Sumario
9 ReportajeEl laboratorio de metrología y calibración de AIMME: referente en la verificación del sistema de acotación por tolerancias geométricas
12 ReportajeAvances en el Proyecto FASyS, por una fábrica segura y saludable
14 Artículo TécnicoDeformación incremental de chapa: análisis de un caso industrial y su optimización por simulación con el método de elementos finitos
18 Artículo TécnicoAlgunas consideraciones sobre el tratamiento térmico y soldadura de los aceros inoxidables austeníticos
24 TecnologíaVentajas de los moldes de acero para la industria del plástico
26 ReportajeTrucos prácticos para el mecanizado de alta velocidad de moldes y troqueles
34 Productos
edición suscriptores

Actualidad
Deformación Metálica no 3192
Del 27 al 30 de septiembre el recinto ferial de Bilbao, Bilbao Exhibition Cen-tre, se convertirá en el punto de en-cuentro de los profesionales de la In-dustria, que se darán cita en la Cum-bre Industrial y Tecnológica 2011. Las más de 883 firmas representativas de los sectores más relevantes relaciona-dos con los procesos de fabricación, expondrán sus novedades. Se trata de compañías procedentes de Francia, Portugal, Alemania, Marruecos, Tú-nez, Reino Unido, República Checa, China y, por supuesto, España, entre otros países. Por primera vez, la Cumbre Industrial y Tecnológica contará con la figura del "País de Honor" que ha recaído en Francia, país con flui-das e intensas relaciones comerciales. Empresas destacadas del país galo expondrán productos industriales. También estarán presentes cerca de un centenar de empresas contratistas de los sectores aeronáuticos, automo-ción, ferroviarios, etc., interesadas en establecer relaciones con empresas expositoras nacionales para subcontratarlas.El carácter multisectorial e interrelacionado de la Cumbre permitirá al visi-tante acceder a todos los ámbitos de interés para su actividad productiva, una vertiente que ofrecerá al expositor la oportunidad de contactar con un numeroso colectivo de fabricantes estratégicos. Este año, el área corres-pondiente a la subcontratación industrial estará representada por un 75% del total de empresas expositoras, la automatización, 14%, y la maquinaria para fundición, forja, laminación y tratamiento de superficies (Trasmet) su-pone un 11% sobre el conjunto de la muestra. La Cumbre ofrecerá un programa de jornadas técnicas y actividades para-lelas en el que se tratarán cuestiones relacionadas con la innovación y la tecnología como grandes ejes de mejora. En el área técnica, el análisis se centrará en ámbitos como la fundición, la mecanización de piezas, los nue-vos materiales y composites. La agenda contempla el “Día de la PYME del
Mecanizado”, organizado por Aspro-mec (Asociación de Profesionales para la Competitividad del Mecanizado); una Jornada sobre diversificación sec-torial, relativa a la búsqueda de nue-vas oportunidades de negocio para la empresa subcontratista, organizado por el Consejo Superior de Cámaras; Jornada sobre Internacionalización, organizada por el ICEX; otra sobre El acero Galvanizado como elemento clave en la industria multisectorial fu-tura, a cargo de ATEG, Asociación Técnica Española de Galvanización.
Otras de las conferencias que se ofrecerán correrán a cargo de la Federa-ción Europea de Soldadura (EWF) y de la Asociación Española de Soldadu-ra y Tecnologías de la Unión (Cesol) que presentará la norma EN 15085. Certificación de los fabricantes de vehículos ferroviarios. También se cele-brará el VII Forum Técnico Internacional de Fundición, que organiza el Ins-tituto Técnico de Fundición, Tabita y Centro de Investigación Metalúrgica, Azterla; la conferencia Innovación y Tecnología para Pymes y la Jornada-encuentro de subcontratación con empresas checas.
Subcontratación, única feria del sectorEn 2011, el certamen Subcontratación cumplirá 30 años como única feria internacional en su especialidad en nuestro país. Para reforzar su objetivo de servir de herramienta de promoción de las actividades de las empresas del sector, en su 15ª edición la Feria contará con dos elementos destaca-dos: el área de nuevos proyectos y las agendas de entrevistas contratista/subcontratista.
Cuenta atrás para la Cumbre Industrial y Tecnológica, que contará con la participación de cerca de 900 firmas expositoras
Lantek, líder en el desarrollo y comercialización de soluciones integrales de software CAD/CAM/MES/ERP para el sector de la máquina-herramien-ta, ha llevado a cabo un proceso de innovación abierta para conseguir una importante solución tecnológica junto con Kaltenbach, fabricante de máquina-herramienta y productos para el mecanizado del metal, y Rem-mert, especializada en robotizaciones y automati-zaciones de almacenes industriales. A través de esta colaboración, las tres compañías han puesto en escena sus respectivas capacidades tecnológi-cas y de innovación para desarrollar y crear un conjunto de máquina de corte de plasma y robot para la agilización de los procesos de extracción de piezas, dando respuesta a las necesidades transmitidas por Goldbeck, compañía de ingenie-ría centrada en el diseño, construcción y mante-nimiento de complejos de oficinas, halls y aparca-mientos. Será el primer sistema de evacuación au-tomática con brazo robot para piezas pesadas.La iniciativa es una muestra clara del compromiso de Lantek, Kaltenbach y Remmert con la innova-ción y el desarrollo de soluciones eficaces que aporten alto valor añadido y que garanticen un servicio más directo y cercano a sus clientes. Co-mo prueba de concepto de esta innovación, se ha presentado un prototipo del conjunto máqui-
na-robot en la feria anual International Partners in Steel (IPS), celebrada en mayo en Lörrach (Ale-mania). El conjunto ya se encuentra operativo en la empresa Goldbeck.Kaltenbach, promotora de este acuerdo de cola-boración ha confiado a Lantek, su partner desde hace cuatro años, y a Remmert el diseño de una solución que permitiera aprovechar al máximo el rendimiento de sus máquinas, que aportara una mayor productividad y que, además, fuera fácil de manejar para los usuarios. Así, Lantek ha apor-tado las tecnologías para generar los datos de corte de máquina y las posiciones de evacuación y paletizado que debe ejecutar el robot de una manera sencilla y visual, sacando mayor prove-cho al sistema. Remmert, por su parte, se ha res-ponsabilizado de que la información de paletiza-ción que le llega del software sea ejecutada por el robot correctamente. Por último, el equipo de Kaltenbach ha coordinado todos los procesos pa-ra que la máquina en cuestión ejecute los movi-mientos adecuados en el momento preciso. La combinación de estas tecnologías aporta be-neficios a Goldbeck, la primera empresa que apli-ca esta solución tecnológica: por un lado le per-mite incrementar sustancialmente su productivi-dad, porque mientras el robot lleva con celeridad la pieza al pallet que le asigna el software de Lan-
tek, la máquina Kaltenbach puede continuar su actividad de corte sin interrupción, incrementan-do la velocidad de evacuación de piezas sustan-cialmente. Por otro lado, al no tener que manipu-lar el operario las piezas pesadas, se evitan acci-dentes y se afianza la seguridad. Fruto de esta fructífera experiencia, Lantek y Remmert se plan-tean dar continuidad al acuerdo ampliando esta colaboración a otros escenarios.
Lantek, Kaltenbach y Remmert unen sus tecnologías
Lantek
Cumbre Industial y Tecnológica
Actualidad
Deformación Metálica no 319 3
Las entidades Aspromec (Asociación de Profesio-nales para la Competitividad del Mecanizado) y Confemetal (Confederación española de organi-zaciones empresariales del metal) han anuncia-do que pondrán en marcha un estudio para ana-lizar la competitividad del mecanizado en Espa-ña. Este estudio se enmarca en las actividades del Observatorio del Metal previstas para este año 2011. Los resultados se remitirán al Ministe-rio de Industria, Turismo y Comercio, que es quien ha aprobado su realización.El objetivo de este estudio es sacar a la luz el gra-do de competitividad del sector industrial del mecanizado y su repercusión en la competitivi-dad de las grandes empresas que subcontratan. De las conclusiones de este estudio se despren-derán las acciones que se deberían emprender desde varios frentes para mejorar la competitivi-dad de este sector industrial en España. En el Es-tudio de Competitividad se distinguirán tres ti-pos de pyme de mecanizado que dan lugar a cuatro grupos estratégicos. El estudio dimensio-nará cada grupo estratégico y revelará los facto-res competitivos de cada uno, así como las posi-bilidades de desarrollo de negocio de las empre-sas de cada grupo estratégico para ser competi-tivas en nuestro entorno.
Existen unas 10.000 empresas dentro del sector en España y la media de facturación ronda en torno al millón de Euros, ya que el 97% de las empresas son pymes o micropymes. Por tanto, es un sector muy fragmentado y con un tamaño de empresa demasiado pequeño.
Aspromec y Confemetal realizarán un estudio de competitividad del mecanizado en España
Confemetal
Aspromec

Actualidad
Deformación Metálica no 3194
La 9ª edición de la feria industrial Maquitec, que estaba prevista para el próximo mes de octubre, tendrá lugar finalmente en 2013, a la espera de un entorno económico más favorable. Esta deci-
sión ha sido acordada entre Fira de Barcelona y las principales empresas del sector. La disminu-ción de las previsiones de crecimiento de los paí-ses de la zona euro –los principales socios comer-
ciales de las compañías españolas– ha rebajado en los últimos meses las expectativas de negocio de los sectores industriales. En este contexto, al que se añade la debilidad de la demanda interna, las empresas están posponiendo sus decisiones de compra de bienes de equipo, lo que afecta es-pecialmente a los proveedores de maquinaria, productos y soluciones para la industria.Por tanto, se trata de razones de peso expresadas por entidades como la Asociación de Importado-res de Máquina Herramienta (AIMHE) y las prin-cipales empresas expositoras que, a pesar de los esfuerzos realizados conjuntamente, aconsejan celebrar Maquitec cuando la industria metalúrgi-ca muestre signos más claros de recuperación.Maquitec es un salón bienal que integra maqui-naria, productos, servicios y procesos para dife-rentes especialidades industriales, en especial las vinculadas a la metalurgia, la electrónica, la auto-moción, la aeronáutica y material ferroviario, los electrodomésticos y componentes.
Maquitec se retrasa hasta 2013
A más de un año de que se celebre la próxima edición de EuroBlech, que tendrá lugar entre el 23 y el 27 de octubre de 2012 en Hannover (Alema-nia), la organización del certamen ha anunciado que las compañías que lo deseen pueden acogerse a la reserva anticipada que estará operativa hasta el 30 de septiembre y que permitirá asegurarse el espacio en la 22ª Feria In-ternacional Tecnológica de la Transformación de la Chapa. Esta feria ocupará ocho salas en el recinto ferial de Hanóver. El folleto de ex-positores, publicado en cinco idiomas, ya está disponible e incluye informa-ción importante para las empresas interesadas en participar en la feria inter-
nacional líder dentro de la industria del trabajo con chapa metálica. La dis-tribución de la feria refleja la cadena completa de tecnología para el trabajo con chapa metálica y cubre 15 categorías.La pasada edición, EuroBLECH 2010, con un total de 1.455 expositores pro-cedentes de 43 países y 61.500 visitantes de 98 países, fue más internacional que nunca y ocupó un espacio neto de exposición de 78.600 m2. La feria experimentó un aumento de visitantes procedentes de fuera de Alemania superior a la media, particularmente de Asia, Norteamérica y Oriente Medio. El lema bajo el que se organiza EuroBlech 2012 es “Éxito sostenible den-tro de un mercado global”. La distribución de la feria reflejará la cadena completa de tecnología para el trabajo con chapa metálica y cubre 15 categorías de exposición: productos de chapa metálica, semiacabados y acabados, manipulación, separación, conformación, trabajo en chapa metálica flexible, procesamiento de tubos/perfiles, procesamiento de es-tructuras híbridas, unión/soldadura, tratamiento superficial, tecnología de herramientas, elementos de maquinaria, control de procesos y asegu-ramiento de la calidad, aplicaciones CAD/CAM, equipo de fábrica e I+D. Actualmente, el procesamiento de estructuras híbridas de chapa de me-tal/plástico se ha incluido en el perfil de la feria EuroBlech como catego-ría separada, con el fin de reflejar la creciente im-portancia de las estructuras híbridas en el trabajo con chapa metálica.
Comienzan los preparativos de la EuroBlech 2012
Maquitec
EuroBlech
Fagor Arrasate en la Metalforming de Shanghai
Del 23 al 25 de agosto se celebró en Shanghai la conferencia Metalforming, en la que Fagor Arrasate participó como invitado especial (o Diamond Sponsor). La compañía presentó un stand en el hall principal y ofreció tres conferen-cias a los asistentes. El evento, del que se cele-bró la sexta edición, está organizado por la Con-federation of Chinese Metalforming Industry (CCMI). En las charlas, disertaron el gerente de la planta de Fagor Arrasate en China, Aitor Or-maetxea, que expuso las características y logros de la planta, así como Jon Larrea, Ivan Xu y otros representantes de Fagor que explicaron
las tendencias que los OEM europeos están manifestando en el ámbito de la estampa-ción, así como las nuevas instalaciones y ser-vicios que Fagor Arrasate está introduciendo en China. Como colofón final, se celebró una cena de gala a la que asistieron nume-rosos clientes que compartieron con Fagor las novedades del sector.
Fagor Arrasate

Actualidad
Deformación Metálica no 319 5
ALUMINIUM30 AÑOS DE EXPERIENCIA – made in Germany
G.AL® ALUMINIOPLACAS FUNDIDAS DE PRECISIÓNindustria automovilística I electrónica I moldista I utillaje I dispositivos I aviación
Lortek-IK4, centro tecnológico especializado en tecnologías de unión, de-sarrolla en la actualidad varios proyectos, dentro de áreas de conocimien-to muy diversas. Entre ellas destaca el Área de Sistemas Avanzados de Fa-bricación, que actúa como enlace entre el dominio en procesos de unión de Lortek-IK4 y la aplicación industrial de dichos conocimientos. El know-
how de las distintas tecnologías en el campo de la mecatrónica, así como la especialización en el ámbito de las técnicas de unión, permiten que Lor-tek-IK4 pueda desarrollar con los clientes inversiones correctamente orien-tadas en sus instalaciones industriales, obteniendo sus objetivos de com-petitividad y un rápido retorno de dichas inversiones.Actualmente, se realizan proyectos de industrialización en tecnologías tales como la soldadura por láser, soldadura por fricción (FSW), soldadura al ar-co, así como inspección por distintos métodos de ensayos no destructivos (END), sistemas de ensamblaje, sistemas de fabricación especiales y equi-pos de ensayo a medida. Dentro de los proyectos que Lortek-IK4 lleva a cabo durante el año, ca-ben destacar especialmente dos de ellos: el proyecto AC-LC, que se ba-sa en el aseguramiento de la calidad en soldadura y permite la fabrica-ción y posterior inspección de la soldadura láser en una única puesta de la pieza; y el proyecto Flexiweld, en el que se estudian Conformado-res Modulares Flexibles Autorregulables para el desarrollo de sistemas de ensamblaje fácilmente reconfigurables que facilitan la fabricación de distintas variantes de productos, lo que supone un considerable ahorro de costes.Así, con los proyectos y sus consiguientes aplicaciones, quedan cubiertos todos los aspectos del proceso de industrialización: desde el diseño del producto, la integración mecatrónica que mejor se adapta a la aplicación, la optimización de la célula productiva, el desarrollo de adaptaciones de maquinaria y de elementos de ensamblaje hasta el control final de las uniones.
Lortek-IK4 trabaja en dos proyectos para investigar la calidad de la soldadura y los sistemas de ensamblaje
LortekÚtil para inspección de soldadura láser.

Actualidad
Deformación Metálica no 3196
La Federación Empresarial Metalúrgica Valencia-na (Femeval) está coordinando el proyecto Kar-ma, cuyo objetivo es implementar un sistema au-tomatizado de fabricación aditiva que permita a más de 1.200.000 empresas europeas obtener productos personalizados para competir con los países emergentes. Esta iniciativa, en la que par-ticipan trece socios de España (entre ellos, Feme-val y el Instituto Tecnológico Metalmecánico de Valencia, AIMME), Francia, Reino Unido, Suecia, Alemania, Eslovenia y Croacia, pretende poner al alcance de estas empresas una herramienta que permite fabricar productos con geometrías com-plejas y en series cortas con un alto componente tecnológico. El proyecto Karma consiste en el di-seño y desarrollo de un sistema de Ingeniería Ba-
sado en el Conocimiento (KBE). Esta herramienta ayuda a las empresas a la elección de la tecnolo-gía, los materiales y el escenario de fabricación más apropiados para el producto que estén po-niendo en marcha. El KBE realiza un proceso de planificación eficiente y automático para analizar los factores críticos como acabado de superficies, tiempo de fabricación, costes, material de dese-cho, etc. antes de la producción de las piezas. Además, este sistema impulsará la certificación de tecnologías de fabricación aditiva para secto-res clave como la industria aeroespacial, la auto-moción, el sector biomédico y el equipamiento industrial de alta gama, entre otros. Ante la revi-sión intermedia de esta iniciativa por parte de la Comisión Europea, Femeval se ha desplazado a
Bruselas para realizar, junto con sus socios euro-peos, un seguimiento del avance del proyecto, iniciado en julio de 2010 y que cuenta con una dotación presupuestaria de 2.040.417 euros.Este encuentro también ha servido para que los representantes de la patronal del metal valencia-no “conozcamos de primera mano las medidas e iniciativas destinadas al sector metalmecánico y para incrementar la presencia de la industria me-talúrgica de nuestra Comunitat en el proceso de toma de decisiones de las instituciones euro-peas”, ha indicado Francisco Fideli, director del Área de Formación, Innovación, y NN.TT. y Aso-ciaciones de la Federación.
Hypertherm, fabricante de sistemas avanzados de corte de metales, se ha alzado con el número uno en una nueva encuesta de ejecutivos de centros de reparación de acero. Los ejecutivos encuesta-
dos para elaborar la lista del Top 10 de marcas de equipos de centros de servicio de Metal Center News de 2011 afirman que los productos Hyper-therm son los mejores en la categoría de equipos
de corte, que incluye todos los métodos de corte, tales como oxifuel, plasma y láser.La clasificación final, que se basa en el número de votos recibidos por cada compañía, es una indi-cación aproximada de qué marcas cuentan con el mayor reconocimiento y los mayores niveles de satisfacción del cliente en los centros de servicio. Además de la categoría de corte, los ejecutivos de centros de servicios también puntuaron produc-tos en las categorías de procesamiento de bobi-nas, aserrado y manejo de materiales.Hypertherm diseña y fabrica sistemas de corte avanzados para una variedad de sectores, como astilleros, producción y reparación de vehículos. Su línea de productos cuenta con sistemas de plasma y láser de mano y motorizados, consumi-bles, controles de movimiento CNC y de altura y software de corte. La compañía cuenta con más de 1.000 empleados, además de distintos centros y representantes asociados en el mundo. Ade-más, prevé crear otros 100 puestos de trabajo en este mismo ejercicio.
Femeval promueve la mejora en la fabricación de productos para más de un millón de empresas europeas
Hypertherm obtiene el primer puesto en la nueva clasificación de la revista Metal Center News
Femeval
Hypertherm
Asidek incrementa su cartera de soluciones MFG con Autodesk Simulation
Asidek (que es Partner Gold de Autodesk) añade a su cartera de productos, Autodesk Simulation, una solución de Autodesk destinada a la simulación me-cánica. Con esta adquisición, Asidek gana una po-tente solución en su cartera de soluciones para el entorno MFG (Manufacturing). Esta nueva adquisi-ción se engloba dentro de la estrategia de incre-mentar la cuota de mercado en el área de MFG, en la que Asidek dispone de soluciones del tipo Auto-CAD Inventor, AutoCAD Electrical y AutoCAD Me-chanical, entre otras. AutoCAD Simulation proporciona una amplia gama de herramientas de análisis por elementos finitos que permiten a los diseñadores e ingenieros conocer me-jor el producto en las primeras etapas del ciclo de diseño, lo que implica diseñar los productos de for-ma más eficiente, ahorrando tiempo y costes de fa-bricación.
Con Autodesk Simulation, la oficina técnica tiene las herramientas necesarias para estudiar más fá-cilmente el diseño inicial del producto y luego predecir con precisión el funcionamiento de un prototipo digital completo. Otra de las funciones que ofrece Autodesk Simulation es la posibilidad de incorporar las capacidades de modelado que permi-ten a los diseñadores e ingenieros editar directamente la malla para ayudar en la co-locación precisa de las cargas y las restric-ciones o la creación de geometría simplifica-da para los estudios de prueba de concepto. Asidek es uno de los primeros distribuidores en comercializar esta solución de Autodesk en España y en formar a su equipo técnico para ofre-cer formación y soporte a los clientes que adquie-ran Autodesk Simulation.
Asidek

Actualidad
Deformación Metálica no 319 7
Después de haber instalado dos líneas de más de 10’ x 6” en el Reino Unido, Davi ha vendido 3 nuevas cilindradoras de 4 rodillos, con una capa-cidad de 13’ por 5 3/4”. Las máquinas se han vendido en Alemania y en el Reino Unido, para producir en offshore torres de viento, para em-plearlas en producir energía limpia. El uso de un equipamiento tan grande (el diámetro del rodillo superior es de casi un metro) responde a la nece-sidad de producir los cimientos, realizados con acero de alta tensión, con un espesor de más de 4”. Estas cilindradoras siguen otros 4 rodillos con capacidades similares, que se han vendido re-cientemente, que centran la tendencia de la in-dustria hacia cilindradoras más potentes y efi-
cientes. Nuestra empresa ha contestado a estas necesidades de producción con máquinas más potentes, extremadamente robustas y apropia-das para satisfacer las principales necesidades (bastantes de nuestros clientes trabajan con pie-zas de 24/7) con ningún desgaste anormal. Las cilindradoras de Davi están fabricadas 100% en Italia, y por sus características son una de las so-luciones preferidas en la producción de energía.
Davi vende 3 nuevas cilindradoras
El pasado mes de julio se presentó la plataforma Metals for Buildings, que reúne a las nueve aso-ciaciones europeas de los metales con presencia en el sector de la construcción, para promover fortalezas únicas de los productos de metal para lograr edificios reciclables y sostenibles.“Los metales vírgenes de hoy son los metales re-ciclados del mañana”, comentó Gordon Moffat, el director general de Eurofer. “Los metales ofre-cen a la sociedad un material 100% reciclable sin perder ninguna de sus propiedades y, como re-sultado, ayudan a minimizar el impacto sobre los recursos de la tierra”. En ese sentido, el uso de los metales debería ser considerado como una inver-sión y no como consumo puro. La recolección y reciclaje de la chatarra metálica proveniente de la demolición o renovación de edificios es ya, de por sí, un negocio consolidado gracias al alto va-lor financiero intrínseco de la chatarra metálica.
“La mayor parte de las actuales iniciativas, nor-mas y criterios de la UE se refieren al contenido reciclado de los materiales, un indicador muy co-
mún, pero insuficiente, del ahorro de recursos”, añadió Patrick de Schrynmakers, secretario gene-ral de la EAA. “Algunos productos pueden tener un alto contenido de material reciclado, pero pueden no ser reciclables una segunda vez, debi-do a una pérdida inaceptable de propiedades. Los metales, por el contrario, se pueden reciclar una y otra vez sin perder ninguna propiedad”.Metals for Buildings apela a los legisladores euro-peos para que tomen en cuenta los singulares atributos de los productos de metal para la cons-trucción y su valor inherente para las generacio-nes futuras y que incluyan el reciclaje al final de la vida útil en todos los estudios.
Nace la plataforma Metals for Buildings, que aboga por los edificios reciclables y sostenibles
Davi
Metals for Buildings
Los organizadores de la feria MetalMadrid, que se celebrará en Ifema los próximos 5 y 6 de oc-tubre, han anunciado la agenda de las jornadas para el sector aeronáutico, en las que se analiza-rá la capacidad tractora de este sector para ge-nerar industria.
Las jornadas se estructurarán en torno a tres me-sas de trabajo que se celebrarán durante la maña-na de las dos jornadas de la feria. Airbus es la organizadora principal de las jorna-das, aunque para ello cuenta con la colabora-ción de empresas del primer nivel de su cadena
de suministro como el grupo Aciturrri y el grupo Aernnova, en el área de aeroestructuras, y el grupo SMA junto con el grupo Reductiaen, en el área de sistemas de producción y utillaje com-plejo.El sector aeronáutico sostiene 40.000 empleos di-rectos en España, más de 20.000 de ellos en Ma-drid, además de otros 100.000 entre indirectos e inducidos. Esta capacidad es la que hace que este sector adquiera un papel determinante en la creación de un nuevo modelo productivo que in-corpore sectores industriales de peso, generado-res de riqueza y empleo. El programa de las jornadas se estructura en tor-no a las siguientes conferencias: El sector aero-náutico en España. Aviones comerciales. Airbus y su modelo de negocio; Medios de producción complejos y utillaje; Fabricación de aeroestructu-ras; Soporte a los Programas de Defensa, series cortas y plazos de respuesta. Para asistir a estas mesas de trabajo es necesario registrarse previa-mente, para lo cual se debe enviar el formulario adjunto y recoger el correspondiente pase en el pabellón 2 de Ifema.
Agenda de las jornadas para el sector aeronáutico en MetalMadrid
MetalMadrid

Actualidad
Deformación Metálica no 3198
Agenda 2011
Metal MadridInformación:Grupo Metalia
5 - 6 octubre Madrid
EuroPM2011 Congress & ExhibitionInformación: EPMA
9 - 12 octubre Barcelona
1 - 5 noviembre Shanghai (China)
EurosurfasInformación: Fira de Barcelona
14 - 18 noviembre Barcelona
SIMO Network 2011: Jornada Encuentros Bilaterales para la Transferencia de TecnologíaInformación: Fundación madrid+d
4 - 5 octubre Madrid
Cumbre Industrial y TecnológicaInformación:Bilbao Exhibition Centre
27 - 30 septiembre Bilbao
TubotechInformación: Biz Tradeshows
4 - 6 octubre Sao Paolo (Brasil)
Eurofinish, feria europea de la tecnología de tratamientode superficiesInformación: Flanders Expo
27 - 29 septiembre Gent (Bélgica)
Metalworking and CNC Machine Tool ShowInformación: Deutsche Messe Messegelände
Desde el pasado mes de junio y hasta finales de año el Instituto Tecnológico Metalmecánico (AI-MME) está desarrollando dos proyectos dirigidos a las empresas del metal. El proyecto Crea Metal, bajo el lema de Creación de valor en empresas del metal, se encuentra dentro del Programa de Plan de Competitividad de la Empresa Valenciana (PCEV), de IMPIVA.El objetivo de este proyecto consiste en desarro-llar y elaborar de modelos que permitan la crea-ción de valor en las fases operativas de las pymes de la Comunidad Valenciana. El proyecto consiste en apoyar a las pymes con herramientas de inno-vación que aplicadas a sus fases operativas permi-tan mejorar su competitividad. La creación de va-lor se estructura en torno a por un lado, aspectos relativos al producto y a todo lo relacionado con él, a lo largo de las fases de diseño y desarrollo el producto; y por otro lado, la innovación en as-pectos claves relativos a los procesos productivos y operativos de las pymes.En función de las necesidades de las empresas se ofrecerán servicios como: implementación del proceso creativo-innovador, gestión de ideas para el diseño, desarrollo y mejora de produc-tos, servicios y procesos; talleres de creatividad y herramientas de gestión de diseño adaptadas a la actividad de la empresa; creación de grupos de trabajo que aporten un enfoque multidisci-plinar a la toma de decisiones; establecimiento de procedimientos personalizados para cada empresa orientados a gestionar la información de una forma estructurada; asesoramiento en la implantación de sistemas de vigilancia tecnoló-
gica; uso de técnicas para la dinamización de equipos de trabajo.En cuanto al proyecto Go Metal II su objetivo es mejorar la productividad global de las PYMES participantes aplicando técnicas en las áreas operativas de la empresa. Estas técnicas son apli-cables empresas de producción y de servicios. La empresa podrá elegir entre uno o varios de los siguientes módulos a implementar: módulo de Lean Process, sobre mejora de la gestión opera-tiva de la empresa, optimizando plazos de entre-ga y reduciendo lo que no aporta valor; módulo de reingeniería que incluye el rediseño de las etapas de proceso y cambios de secuencia lógica teniendo en cuenta las necesidades de los clien-tes y la visión global de los procesos; módulo de métodos y tiempos que incorpora un sistema de métodos y control de tiempos de trabajo; módu-lo de logística interna, que pasa por optimiza-ción del tamaño de almacén, de los niveles de stocks, mejora de los flujos de material en la pro-
AIMME invita a más empresas a participar en sus proyectos Crea Metal y Go Metal II
ducción, redistribución en planta para mejora de procesos, etc.; módulo de gestión de costes, que incluye implantación de sistemas de contabili-dad analítica de costes just in time, cálculo de costes y márgenes unitarios por producto fabri-cado; módulo de gestión de la innovación; y mó-dulo de gestión de flotas y maquinaria de las em-presas del sector metal.
AIMME
Reportaje
Deformación Metálica no 319 9
Reportaje
a primera de las áreas de servi-cios que ofrece el Laboratorio es la calibración de instrumen-tos de medida y verificación
dimensional y geométrica de piezas, es la que centra la act iv idad pr inc ipal de este Laboratorio de AIMME. Así, y con el objetivo de responder a las necesidades y demandas del mercado en materia de verificación, se acreditó por ENAC para la verificación de pie-zas metálicas con medidora de tres coordena-das (44/LE194), conforme a los criterios reco-gidos en la norma UNE EN ISO/IEC 17025: 2005. Esta acreditación del Laboratorio de AIMME en el campo de la metrología permite verificar tanto tolerancias dimensionales como tolerancias geométricas. Cabe señalar que el incremento de la compe-tencia en el área de la fabricación moderna genera una preocupación creciente por el aumento de la calidad del producto y la reducción de costes. A esto se le une una necesidad, cada vez mayor en el sistema pro-
El laboratorio de metrología y calibración de AIMME: un referente en la verificación del sistema de acotación por tolerancias geométricasPor: Carmen Caniego
Laboratorio de Metrología y Calibración del Instituto Tecnológico Metalmecánico de Valencia (AIMME)
LMás de veinte años de experiencia
y una actividad constante en la definición de nuevos
procedimientos de calibración y procesos de verificación dimensional
es la trayectoria que avala al Laboratorio de Metrología y
Calibración del Instituto Tecnológico Metalmecánico de Valencia
(AIMME), que se sitúa como uno de los referentes de la Comunitat
Valenciana en este campo.Ensayos de calibraciones
y verificación dimensional y geométrica de piezas, formación
y participación en proyectos son las tres áreas de servicios que
ofrece a las empresas.
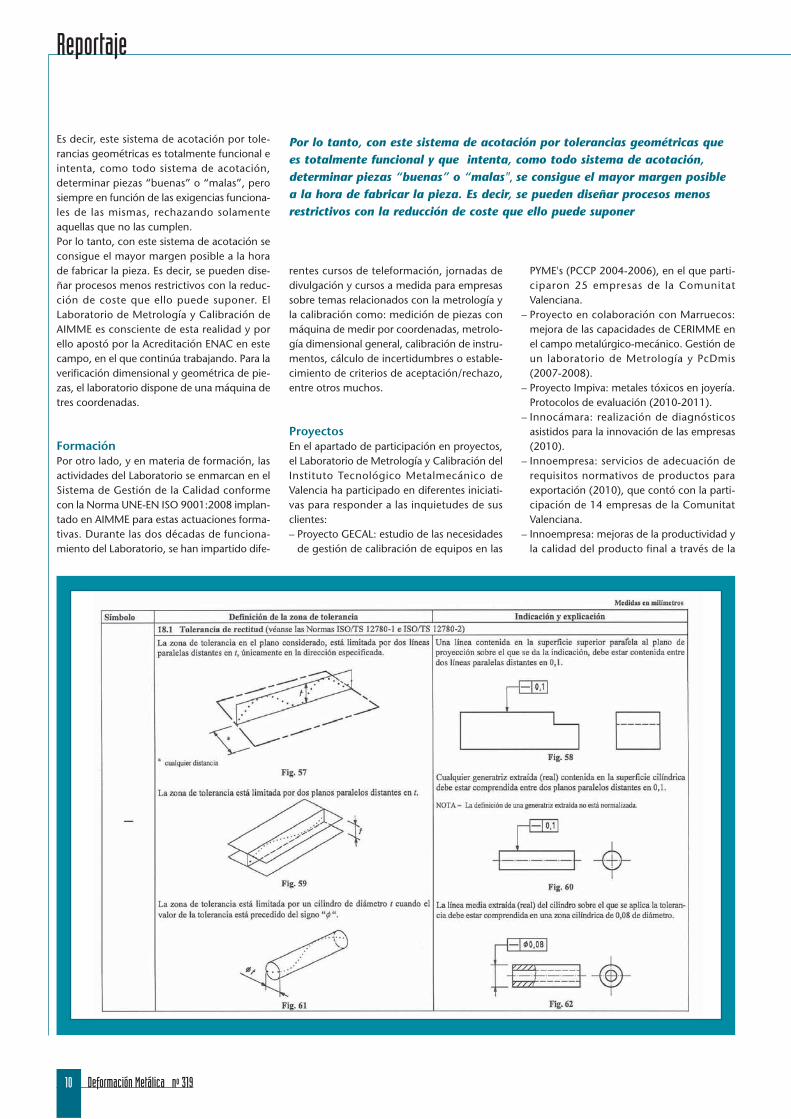
ductivo actual, de intercambiabilidad de las piezas. Con tal motivo, y para asegurar esta intercambiabilidad y el funcionamiento satis-factorio de las piezas, se utiliza cada vez más el sistema de acotación por medio de tolerancias geométricas. En determinadas ocasiones, las tolerancias dimensionales no son suficientes para asegu-rar un correcto montaje y posterior funciona-miento de la pieza, ya que no limitan adecua-damente las desviaciones geométricas de algunos elementos de dichas piezas. En los ejemplos siguientes, se muestra cómo las pie-zas pueden ser correctas dimensionalmente pero no funcionales ni aptas para el montaje:En estos casos, sería necesario utilizar la acota-ción geométrica que define una zona de tole-rancia dentro de la que debe estar el elemento de la pieza en cuestión, pero dentro de dicha zona puede tener cualquier forma u orienta-ción (salvo si aparecen indicaciones más res-trictivas al respecto). Por ejemplo, en el caso de la rectitud tendríamos:
Defecto de rectitud Defecto de coaxialidad Defecto de perpendicularidad
Reportaje
Deformación Metálica no 31910
PYME's (PCCP 2004-2006), en el que parti-ciparon 25 empresas de la Comunitat Valenciana.
– Proyecto en colaboración con Marruecos: mejora de las capacidades de CERIMME en el campo metalúrgico-mecánico. Gestión de un laboratorio de Metrología y PcDmis (2007-2008).
– Proyecto Impiva: metales tóxicos en joyería. Protocolos de evaluación (2010-2011).
– Innocámara: realización de diagnósticos asistidos para la innovación de las empresas (2010).
– Innoempresa: servicios de adecuación de requisitos normativos de productos para exportación (2010), que contó con la parti-cipación de 14 empresas de la Comunitat Valenciana.
– Innoempresa: mejoras de la productividad y la calidad del producto final a través de la
Por lo tanto, con este sistema de acotación por tolerancias geométricas que es totalmente funcional y que intenta, como todo sistema de acotación, determinar piezas “buenas” o “malas", se consigue el mayor margen posible a la hora de fabricar la pieza. Es decir, se pueden diseñar procesos menos restrictivos con la reducción de coste que ello puede suponer
Es decir, este sistema de acotación por tole-rancias geométricas es totalmente funcional e intenta, como todo sistema de acotación, determinar piezas “buenas” o “malas”, pero siempre en función de las exigencias funciona-les de las mismas, rechazando solamente aquellas que no las cumplen. Por lo tanto, con este sistema de acotación se consigue el mayor margen posible a la hora de fabricar la pieza. Es decir, se pueden dise-ñar procesos menos restrictivos con la reduc-ción de coste que ello puede suponer. El Laboratorio de Metrología y Calibración de AIMME es consciente de esta realidad y por ello apostó por la Acreditación ENAC en este campo, en el que continúa trabajando. Para la verificación dimensional y geométrica de pie-zas, el laboratorio dispone de una máquina de tres coordenadas.
FormaciónPor otro lado, y en materia de formación, las actividades del Laboratorio se enmarcan en el Sistema de Gestión de la Calidad conforme con la Norma UNE-EN ISO 9001:2008 implan-tado en AIMME para estas actuaciones forma-tivas. Durante las dos décadas de funciona-miento del Laboratorio, se han impartido dife-
rentes cursos de teleformación, jornadas de divulgación y cursos a medida para empresas sobre temas relacionados con la metrología y la calibración como: medición de piezas con máquina de medir por coordenadas, metrolo-gía dimensional general, calibración de instru-mentos, cálculo de incertidumbres o estable-cimiento de criterios de aceptación/rechazo, entre otros muchos.
ProyectosEn el apartado de participación en proyectos, el Laboratorio de Metrología y Calibración del Instituto Tecnológico Metalmecánico de Valencia ha participado en diferentes iniciati-vas para responder a las inquietudes de sus clientes:– Proyecto GECAL: estudio de las necesidades
de gestión de calibración de equipos en las
Deformación Metálica no 319 11
Lab. Metrología y Calibración
gestión avanzada del control metrológico (2011, pendiente de concesión) en el que participan 8 empresas.
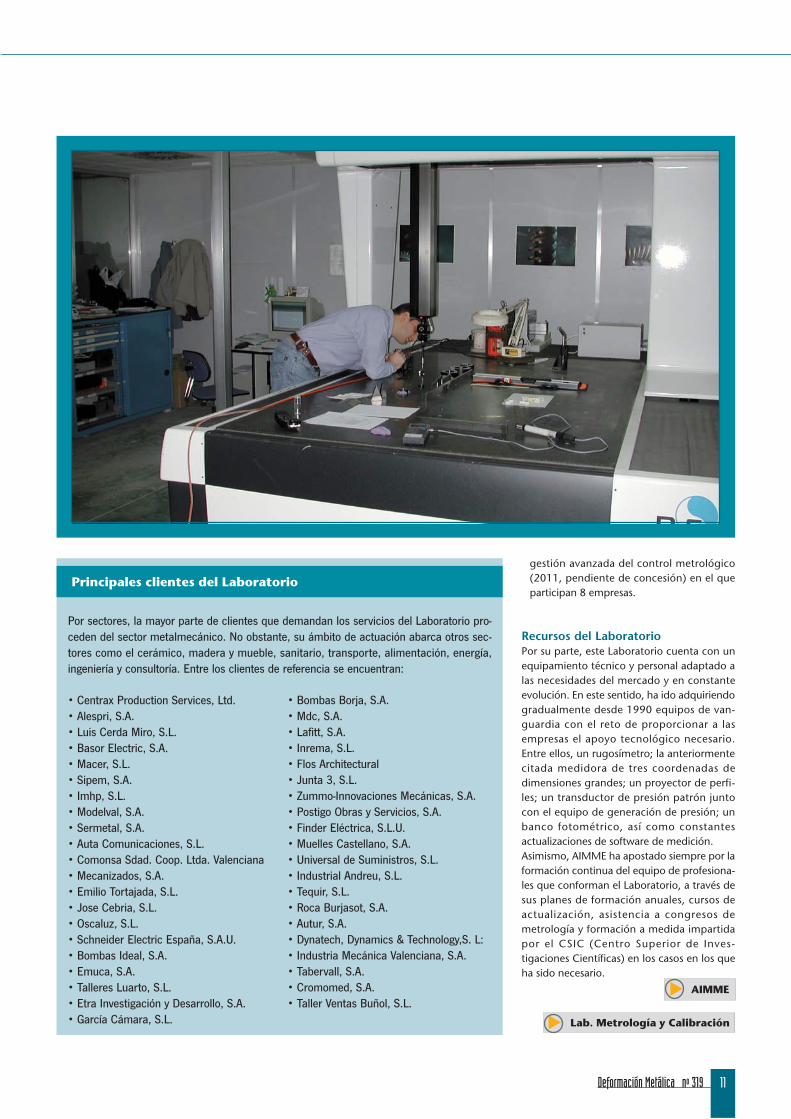
Recursos del LaboratorioPor su parte, este Laboratorio cuenta con un equipamiento técnico y personal adaptado a las necesidades del mercado y en constante evolución. En este sentido, ha ido adquiriendo gradualmente desde 1990 equipos de van-guardia con el reto de proporcionar a las empresas el apoyo tecnológico necesario. Entre ellos, un rugosímetro; la anteriormente citada medidora de tres coordenadas de dimensiones grandes; un proyector de perfi-les; un transductor de presión patrón junto con el equipo de generación de presión; un banco fotométrico, así como constantes actualizaciones de software de medición.Asimismo, AIMME ha apostado siempre por la formación continua del equipo de profesiona-les que conforman el Laboratorio, a través de sus planes de formación anuales, cursos de actualización, asistencia a congresos de metrología y formación a medida impartida por el CSIC (Centro Superior de Inves-tigaciones Científicas) en los casos en los que ha sido necesario.
• Centrax Production Services, Ltd.• Alespri, S.A.• Luis Cerda Miro, S.L.• Basor Electric, S.A.• Macer, S.L.• Sipem, S.A. • Imhp, S.L.• Modelval, S.A.• Sermetal, S.A.• Auta Comunicaciones, S.L.• Comonsa Sdad. Coop. Ltda. Valenciana• Mecanizados, S.A.• Emilio Tortajada, S.L.• Jose Cebria, S.L. • Oscaluz, S.L.• Schneider Electric España, S.A.U.• Bombas Ideal, S.A.• Emuca, S.A.• Talleres Luarto, S.L.• Etra Investigación y Desarrollo, S.A.• García Cámara, S.L.
• Bombas Borja, S.A.• Mdc, S.A.• Lafitt, S.A.• Inrema, S.L.• Flos Architectural• Junta 3, S.L.• Zummo-Innovaciones Mecánicas, S.A.• Postigo Obras y Servicios, S.A.• Finder Eléctrica, S.L.U.• Muelles Castellano, S.A.• Universal de Suministros, S.L.• Industrial Andreu, S.L.• Tequir, S.L.• Roca Burjasot, S.A.• Autur, S.A.• Dynatech, Dynamics & Technology,S. L:• Industria Mecánica Valenciana, S.A.• Tabervall, S.A.• Cromomed, S.A.• Taller Ventas Buñol, S.L.
Principales clientes del Laboratorio
Por sectores, la mayor parte de clientes que demandan los servicios del Laboratorio pro-ceden del sector metalmecánico. No obstante, su ámbito de actuación abarca otros sec-tores como el cerámico, madera y mueble, sanitario, transporte, alimentación, energía, ingeniería y consultoría. Entre los clientes de referencia se encuentran:
AIMME

Deformación Metálica no 31912
Reportaje
ASyS-Fábrica Absolutamente Segura y Saludable es un pro-yecto con una duración de 40 meses y un presupuesto de
23,3 millones de euros, que forma parte de los 18 grandes proyectos estratégicos nacionales apoyados por el CDTI dentro de la convocato-ria CENIT 2009.Un conjunto de 13 empresas y 14 equipos de investigación forman parte del consor-cio que está llevando a cabo toda la cadena de desarrollo del proyecto, que comenzó en septiembre de 2009. Nextel S.A. lidera el consorcio del que son organismos gesto-res la Asociación Innovalia e Invema, la uni-dad tecnológica de AFM (Asociac ión Española de Fabricantes de Máquinas-herramienta).
Líneas de trabajoEl proyecto FASyS se estructura en 8 líneas de trabajo denominadas sub-proyectos (SPs). – SP1: Definición del modelo de fábrica de
referencia FASyS, los escenarios y la arqui-tectura que acogerá las tecnologías de soporte a la implantación de este modelo.
Avances en el Proyecto FASyS, por una fábrica segura y saludable
Por: María Ruiz de LopetediDirectora de Comunicación y Marketing de AFM
FCon el ambicioso objetivo de
mejorar la competitividad empresarial a través del desarrollo
de nuevos niveles en seguridad industrial y confort en el trabajo, el proyecto FASyS (desarrollado desde
la Asociación Española de Fabricantes de Máquinas-
herramienta, AFM) permitirá establecer el modelo de excelencia
en la gestión de la seguridad y la salud laboral en la industria de
manipulación, mecanizado y montaje, así como una nueva
generación de tecnologías y mecanismos de seguridad.
A continuación se detallan las principales líneas de trabajo que se
están siguiendo y los principales avances que se han alcanzado hasta
el momento.
– SP2: Establecimiento del modelo de respon-sabilidad FASyS, considerando aspectos legales, de género, de regulación y de con-texto laboral.
– SP3: Provisión de las tecnologías de comuni-cación y desarrollo de biosensores que darán soporte a los servicios de caracterización, monitorización y actuación enfocados a la prevención personalizada.
– SP4: Desarrollo de nuevas tecnologías para el despliegue de sistemas personalizados de diagnóstico y vigilancia continua, con el fin de garantizar el mejor estado de salud de los trabajadores.
– SP5: Definición y diseño de protocolos de prevención de riesgos ergonómicos, psico-sociales y de higiene laboral como mecanis-mos inteligentes que permitan la detección de riesgos.
– SP6: Evolución en el concepto de máquina-herramienta de manera que sea un elemen-to seguro, ergonómico y ecodiseñado, capaz de cooperar de manera activa, inteli-gente y conectada, asegurando nuevos nive-les de confort y bienestar en el trabajo.
– SP7: Desarrollo del interfaz que permita establecer los mecanismos para gestionar y
Deformación Metálica no 319 13
prevenir los riesgos existentes para que estos adapten el entorno a las situaciones detecta-das.
– SP8: Definición e implementación de prue-bas que permitan validar el correcto funcio-namiento de las tecnologías desarrolladas para alcanzar el concepto de fábrica FASyS.
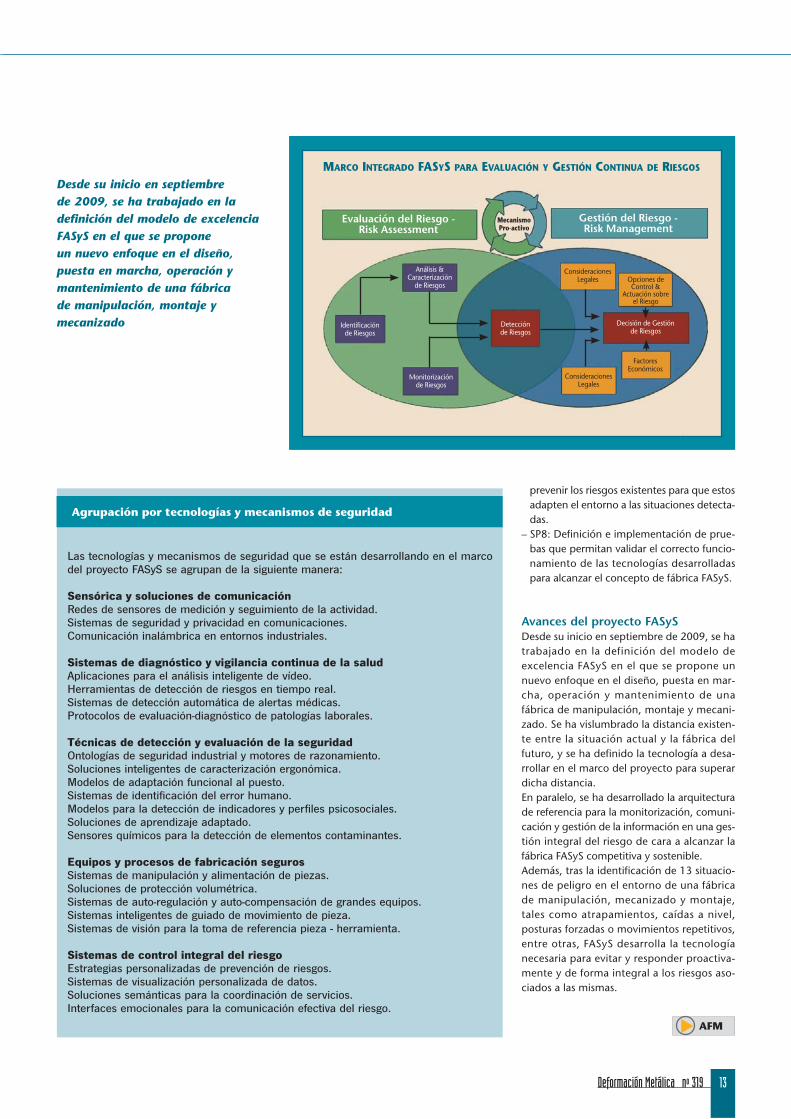
Avances del proyecto FASySDesde su inicio en septiembre de 2009, se ha trabajado en la definición del modelo de excelencia FASyS en el que se propone un nuevo enfoque en el diseño, puesta en mar-cha, operación y mantenimiento de una fábrica de manipulación, montaje y mecani-zado. Se ha vislumbrado la distancia existen-te entre la situación actual y la fábrica del futuro, y se ha definido la tecnología a desa-rrollar en el marco del proyecto para superar dicha distancia.En paralelo, se ha desarrollado la arquitectura de referencia para la monitorización, comuni-cación y gestión de la información en una ges-tión integral del riesgo de cara a alcanzar la fábrica FASyS competitiva y sostenible.Además, tras la identificación de 13 situacio-nes de peligro en el entorno de una fábrica de manipulación, mecanizado y montaje, tales como atrapamientos, caídas a nivel, posturas forzadas o movimientos repetitivos, entre otras, FASyS desarrolla la tecnología necesaria para evitar y responder proactiva-mente y de forma integral a los riesgos aso-ciados a las mismas.
Desde su inicio en septiembre de 2009, se ha trabajado en la definición del modelo de excelencia FASyS en el que se propone un nuevo enfoque en el diseño, puesta en marcha, operación y mantenimiento de una fábrica de manipulación, montaje y mecanizado
AFM
MARCO INTEGRADO FASYS PARA EVALUACIÓN Y GESTIÓN CONTINUA DE RIESGOS
Evaluación del Riesgo - Risk Assessment
Gestión del Riesgo - Risk Management
Análisis & Caracterización
de Riesgos
Identificación de Riesgos
Monitorización de Riesgos
Detección de Riesgos
Consideraciones Legales Opciones de
Control & Actuación sobre
el Riesgo
Decisión de Gestión de Riesgos
Consideraciones Legales
Factores Económicos
Mecanismo Pro-activo
Las tecnologías y mecanismos de seguridad que se están desarrollando en el marco del proyecto FASyS se agrupan de la siguiente manera:
Sensórica y soluciones de comunicaciónRedes de sensores de medición y seguimiento de la actividad. Sistemas de seguridad y privacidad en comunicaciones.Comunicación inalámbrica en entornos industriales.
Sistemas de diagnóstico y vigilancia continua de la saludAplicaciones para el análisis inteligente de vídeo.Herramientas de detección de riesgos en tiempo real.Sistemas de detección automática de alertas médicas.Protocolos de evaluación-diagnóstico de patologías laborales.
Técnicas de detección y evaluación de la seguridadOntologías de seguridad industrial y motores de razonamiento.Soluciones inteligentes de caracterización ergonómica.Modelos de adaptación funcional al puesto.Sistemas de identificación del error humano.Modelos para la detección de indicadores y perfiles psicosociales.Soluciones de aprendizaje adaptado.Sensores químicos para la detección de elementos contaminantes.
Equipos y procesos de fabricación segurosSistemas de manipulación y alimentación de piezas.Soluciones de protección volumétrica.Sistemas de auto-regulación y auto-compensación de grandes equipos.Sistemas inteligentes de guiado de movimiento de pieza.Sistemas de visión para la toma de referencia pieza - herramienta.
Sistemas de control integral del riesgoEstrategias personalizadas de prevención de riesgos.Sistemas de visualización personalizada de datos.Soluciones semánticas para la coordinación de servicios.Interfaces emocionales para la comunicación efectiva del riesgo.
Agrupación por tecnologías y mecanismos de seguridad

Artículo Técnico
Deformación Metálica no 319 14
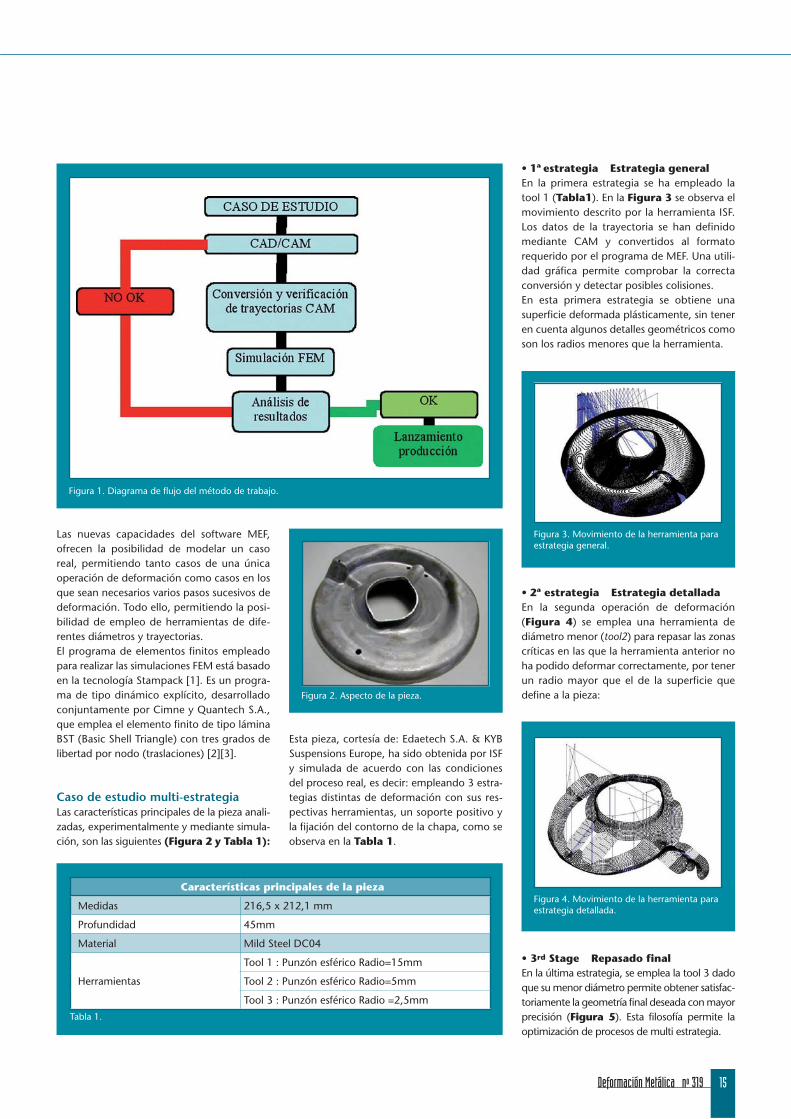
l proceso de deformación ISF consiste en la deformación gra-dual de chapa mediante el empleo de una herramienta
esférica emplazada en el cabezal de una fresa-dora convencional CNC de 3 ejes o en una máquina de ISF específica. La pieza final se determina mediante el empleo de las trayec-torias generadas mediante CAM y con el empleo de un soporte cuando la pieza así lo requiera. Durante el proceso de deformación se restringe el movimiento de la zona periféri-ca de la chapa mediante el uso de un marco sujeto con pinzas de ajuste rápido (clampings).Las principales ventajas de la técnica ISF res-pecto de las técnicas de deformación conven-cionales son:
set-up.
no es obligatorio el empleo de una máquina específica. Es posible la adaptación de cual-quier tipo de fresadora convencional contro-lada con CNC para realizar procesos ISF.
realizar a base de materiales de fácil mecani-
bajos niveles de desgaste y roturas.-
trol de las condiciones cinemáticas (trayec-torias CAM) así como de la presión sobre la
de la pieza a obtener.
Deformación incremental de chapa: análisis de un caso industrial y su optimización por simulación con el método de elementos finitosPor: O. Fruitós1, F. Rastellini2, J. Márquez1, A. Ferriz1, L. Puigpinós3,
1International Center for Numerical Methods in Engineering (CIMNE)2
3Fundació ASCAMM
EResumen
como Deformación Incremental de chapa -
so de producción industrial para la obtención de series cortas de piezas metálicas. Esta técnica consiste en la deformación gradual de chapa
emplazado en el cabezal de una fresadora con-vencional de tres ejes controlada mediante CNC o en una máquina específicamente dise-ñada para aplicaciones ISF. La forma de la pieza
de algún tipo de soporte negativo o positivo.
desarrollado un software específico para simu-lación CAE basado en el método de los elemen-tos finitos (MEF) para la simulación de procesos
nueva integración de las tecnologías de CAD-CAM-CAE posibilita una elevada reducción de
-dictiva y precisa.
la posibilidad de realizar simulaciones CAE para -
diciones reales de fabricación. Esta integración permite acortar los habituales procesos de prueba y error en el taller y a partir de las pro-
-les serán las propiedades físicas finales de la pieza obtenida por el proceso de ISF.
Agradecimientos:Este trabajo ha sido desarrollado en el marco del proyecto europeo Flexform (Desarrollo de un sistema de producción flexible para series cortas de piezas metálicas para vehículos espe-
autores quieren agradecer además la empresa Edaetech (Portugal) por haber ofrecido los datos de la pieza ensayada.
Palabras clave:
-
springback.
Desde el punto de vista de la simulación por el MEF de procesos ISF hay que remarcar que no es necesario disponer de un hardware específi-
-
basados en el sistema operativo Windows.El programa MEF empleado ha sido especial-mente desarrollado para la tecnología ISF y
este tipo de problemas.
Filosofía del software de simulación El nuevo programa de simulación se ha desarro-llado para ofrecer a ingenieros y personal técni-co una herramienta potente con capacidad pre-dictiva y precisa. Permite aprovechar las tecnolo-
de tipo CAD y CAM. La metodología de trabajo se muestra en la Figura 1 [4][5]:
una vez realizadas las definiciones de CAD y
definición de la simulación MEF del proceso ISF. -
tan el análisis de las propiedades físicas finales --
de el inicio de la producción de las piezas o por
del proceso y reiniciar el ciclo de simulación.
Deformación Metálica no 319 15
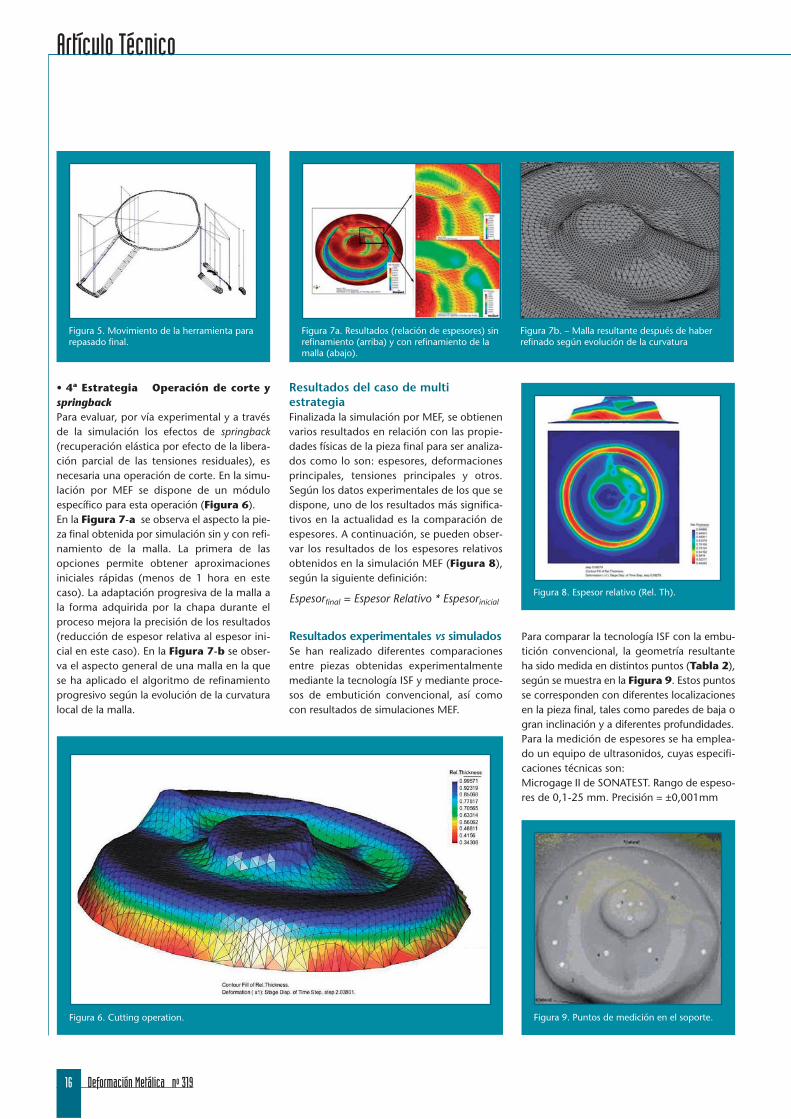
Figura 2. Aspecto de la pieza.
ofrecen la posibilidad de modelar un caso
operación de deformación como casos en los que sean necesarios varios pasos sucesivos de
-bilidad de empleo de herramientas de dife-rentes diámetros y trayectorias.El programa de elementos finitos empleado para realizar las simulaciones FEM está basado en la tecnología Stampack [1]. Es un progra-
que emplea el elemento finito de tipo lámina
libertad por nodo (traslaciones) [2][3].
Caso de estudio multi-estrategiaLas características principales de la pieza anali-
-(Figura 2 y Tabla 1):
y simulada de acuerdo con las condiciones -
tegias distintas de deformación con sus res-
observa en la Tabla 1.
Figura 1. Diagrama de flujo del método de trabajo.
1ª estrategia – Estrategia general En la primera estrategia se ha empleado la tool 1 (Tabla1). En la Figura 3 se observa el movimiento descrito por la herramienta ISF. Los datos de la trayectoria se han definido mediante CAM y convertidos al formato requerido por el programa de MEF. Una utili-dad gráfica permite comprobar la correcta conversión y detectar posibles colisiones. En esta primera estrategia se obtiene una
en cuenta algunos detalles geométricos como son los radios menores que la herramienta.
2ª estrategia – Estrategia detallada En la segunda operación de deformación (Figura 4) se emplea una herramienta de diámetro menor (tool2) para repasar las zonas críticas en las que la herramienta anterior no
un radio mayor que el de la superficie que define a la pieza:
rd Stage – Repasado final
que su menor diámetro permite obtener satisfac-toriamente la geometría final deseada con mayor precisión (Figura 5). Esta filosofía permite la optimización de procesos de multi estrategia.
Características principales de la pieza
Medidas
Profundidad 45mm
Material
Herramientas
Figura 3. Movimiento de la herramienta para estrategia general.
Figura 4. Movimiento de la herramienta para estrategia detallada.
Artículo Técnico
Deformación Metálica no 319 16
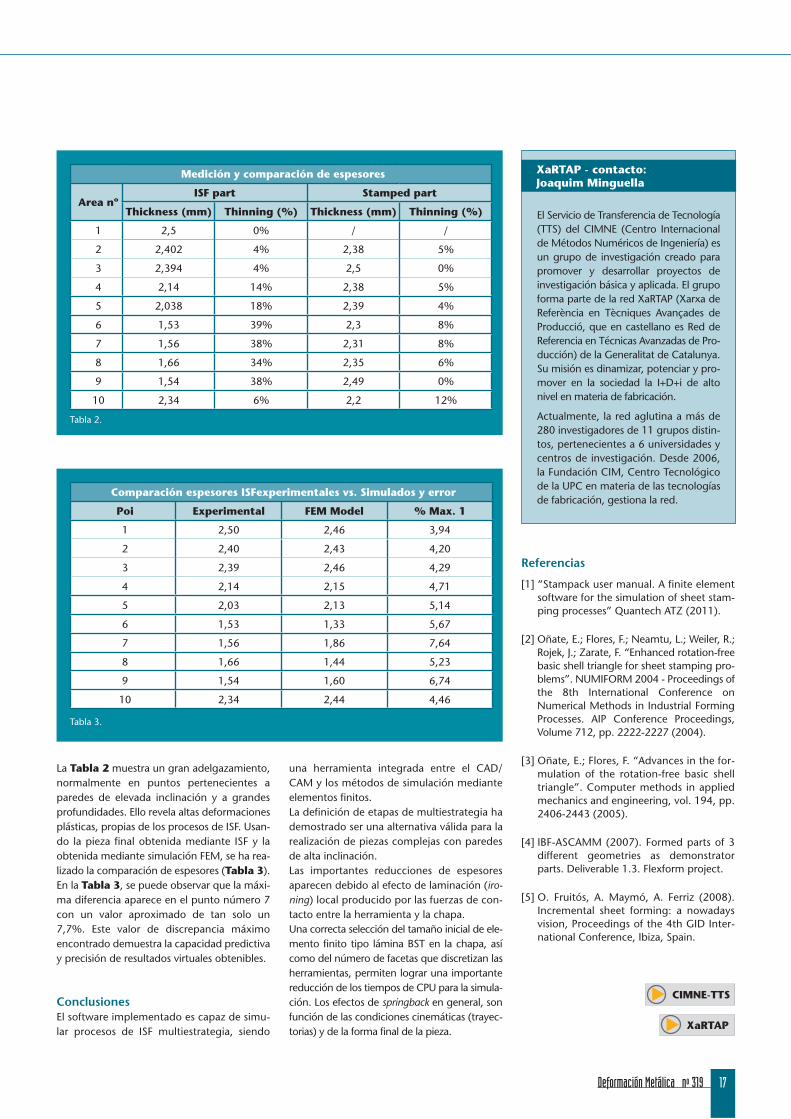
4ª Estrategia – Operación de corte y springback
de la simulación los efectos de springback (recuperación elástica por efecto de la libera-
necesaria una operación de corte. En la simu-lación por MEF se dispone de un módulo específico para esta operación (Figura 6).En la Figura 7-a se observa el aspecto la pie-za final obtenida por simulación sin y con refi-namiento de la malla. La primera de las opciones permite obtener aproximaciones iniciales rápidas (menos de 1 hora en este caso). La adaptación progresiva de la malla a la forma adquirida por la chapa durante el proceso mejora la precisión de los resultados (reducción de espesor relativa al espesor ini-cial en este caso). En la Figura 7-b se obser-va el aspecto general de una malla en la que se ha aplicado el algoritmo de refinamiento progresivo según la evolución de la curvatura local de la malla.
Resultados del caso de multi estrategia
varios resultados en relación con las propie-dades físicas de la pieza final para ser analiza-
Según los datos experimentales de los que se -
tivos en la actualidad es la comparación de -
var los resultados de los espesores relativos obtenidos en la simulación MEF (Figura 8según la siguiente definición:
Espesorfinal = Espesor Relativo * Espesorinicial
Resultados experimentales vs simuladosSe han realizado diferentes comparaciones entre piezas obtenidas experimentalmente mediante la tecnología ISF y mediante proce-
con resultados de simulaciones MEF.
Para comparar la tecnología ISF con la embu-
ha sido medida en distintos puntos (Tabla 2según se muestra en la Figura 9. Estos puntos se corresponden con diferentes localizaciones
gran inclinación y a diferentes profundidades.Para la medición de espesores se ha emplea-
-caciones técnicas son:
-
Figura 5. Movimiento de la herramienta para repasado final. refinamiento (arriba) y con refinamiento de la
malla (abajo).refinado según evolución de la curvatura
Figura 9. Puntos de medición en el soporte.
Deformación Metálica no 319 17
Referencias
[1] “Stampack user manual. A finite element software for the simulation of sheet stam-
basic shell triangle for sheet stamping pro-
the 8th International Conference on Numerical Methods in Industrial Forming
-mulation of the rotation-free basic shell triangle”. Computer methods in applied
different geometries as demonstrator parts. Deliverable 1.3. Flexform project.
Incremental sheet forming: a nowadays -
Medición y comparación de espesores
Area nºISF part Stamped part
Thickness (mm) Thinning (%) Thickness (mm) Thinning (%)
1 / /
2
3
4
5
8
9
Comparación espesores ISFexperimentales vs. Simulados y error
Poi Experimental FEM Model % Max. 1
1
2
3
4
5
8
9
de Métodos Numéricos de Ingeniería) es un grupo de investigación creado para promover y desarrollar proyectos de investigación básica y aplicada. El grupo
-
-mover en la sociedad la I+D+i de alto nivel en materia de fabricación.
-
de la UPC en materia de las tecnologías
XaRTAP - contacto: Joaquim Minguella
CIMNE-TTS
XaRTAP
La Tabla 2normalmente en puntos pertenecientes a paredes de elevada inclinación y a grandes profundidades. Ello revela altas deformaciones
-do la pieza final obtenida mediante ISF y la
-lizado la comparación de espesores (Tabla 3).En la Tabla 3 -
con un valor aproximado de tan solo un
encontrado demuestra la capacidad predictiva y precisión de resultados virtuales obtenibles.
ConclusionesEl software implementado es capaz de simu-
una herramienta integrada entre el CAD/CAM y los métodos de simulación mediante elementos finitos.La definición de etapas de multiestrategia ha demostrado ser una alternativa válida para la realización de piezas complejas con paredes de alta inclinación. Las importantes reducciones de espesores aparecen debido al efecto de laminación (iro-ning) local producido por las fuerzas de con-tacto entre la herramienta y la chapa.Una correcta selección del tamaño inicial de ele-
como del número de facetas que discretizan las
reducción de los tiempos de CPU para la simula-ción. Los efectos de springback función de las condiciones cinemáticas (trayec-torias) y de la forma final de la pieza.
Artículo Técnico
Deformación Metálica no 319 18
ecordemos que los aceros inoxi-dables son aleaciones base hierro (Fe), con cromo (Cr) –contenidos mínimos del 12 por 100 de cro-
mo (Cr � 12%) en composición– y carbono (C). Pueden contener otros elementos entre los cuales se encuentra, típicamente, el níquel (Ni) y algunas veces el molibdeno (Mo).Los aceros inoxidables austeníticos son los más utilizados universalmente en cualquier sector industrial, en comparación con el resto de aceros inoxidables. Se pueden distinguir dos grandes grupos principales: (1) grupo de los aceros al cromo-níquel (Cr-Ni), siendo el más popular y característico el acero ¨18-8¨ –18% de cromo y 8% de níquel–; (2) el grupo de los aceros cromo-níquel-molibdeno (Cr-Ni-Mo), que son aceros tipo ¨18-8¨ a los que se les ha añadido un contenido de molib-deno comprendido entre 2 y 4% [Mo = (2 ÷ 4%)]; acero tipo ¨18-8-2¨ que presenta, entre otras características, una mayor resistencia a la corrosión. La muy alta utilización de los aceros inoxi-dables con 18% de cromo (Cr = 18%) y 8% de níquel (Ni = 8%) -aceros [¨18-8¨]- se puede explicar mediante el diagrama de la Figura 1, que expresa la relación entre los contenidos de cromo (Cr) y níquel (Ni). El resultado es la presencia de una masa matricial austenítica estable, en un acero con contenido máximo de carbono de 0,10% (C 0,10%). En el diagrama se puede observar
el nivel mínimo de composición, –[18% de componente Cr; 8% de componente Ni]–
Algunas consideracones sobre el tratamiento térmico y soldadura de los aceros inoxidables austeníticosPor: Manuel Antonio Martínez Baena
Ingeniero Metalúrgico
RResumenLa gran familia de aceros inoxidables inclu-ye un elevado número de aceros de muy diferentes variantes de aleación. Todos ellos tienen un contenido en cromo mínimo de 12 por 100 (Cr � 12%) como característica principal y común. El cromo (Cr) garantiza que, bajo condiciones oxidantes, se forme en la superficie del acero una capa de óxido de cromo muy estable, extremadamente fina, impermeable y transparente, que es la capa pasiva. De este modo, el acero se transforma de un estado ¨activo¨ soluble a un estado ¨pasivo¨ insoluble. En estado pasivo el acero posee una elevada resisten-cia a la corrosión en medios oxidantes. No obstante, puede ocurrir que en ambientes químicamente reductores el acero que era pasivo vuelva a transformarse en activo y, por lo tanto, sea corrosible.
que proporciona una estructura de austenita normalmente estable.En la Tabla I se dan los análisis indicativos de un grupo de los principales aceros inoxida-bles austeníticos: norma UNE-EN –designa-ción simbólica– y equivalencias con AISI.En la Tabla II figuran los límites de compo-sición química, –elementos principales– pro-
Figura 1. Diagrama característico que indica la relación entre los contenidos de cromo (Cr) y de níquel (Ni) y la composición Ni-Cr capaz de alcanzar una estructura austenítica normalmente estable con un máximo de carbono de 0,10% de carbono (C 0,10%).
Deformación Metálica no 319 19
piedades mecánicas aproximadas en estado de hipertemplado y ejemplos de aplicación práctica.Los aceros inoxidables austeníticos se carac-terizan por unas muy buenas y aceptables propiedades de resistencia mecánica y de resiliencia, junto con unos valores del límite elástico relativamente bajos. Su estructura austenítica se debe casi exclusivamente al componente níquel (Ni). La resistencia a la corrosión, entre los límites de buena a exce-lente, depende de su composición. Un incre-mento en el contenido de cromo superior al 18% (Cr > 18%) aumenta sustancialmente la resistencia en la mayoría de las formas de corrosión. El conjunto de todas estas propie-dades permite la aplicación más universal de este grupo de aceros inoxidables.La resistencia a la corrosión intergranular de los aceros inoxidables austeníticos, se consi-gue estabilizándolos con niobio (Nb), o bien con titanio (Ti). Son los denominados aceros
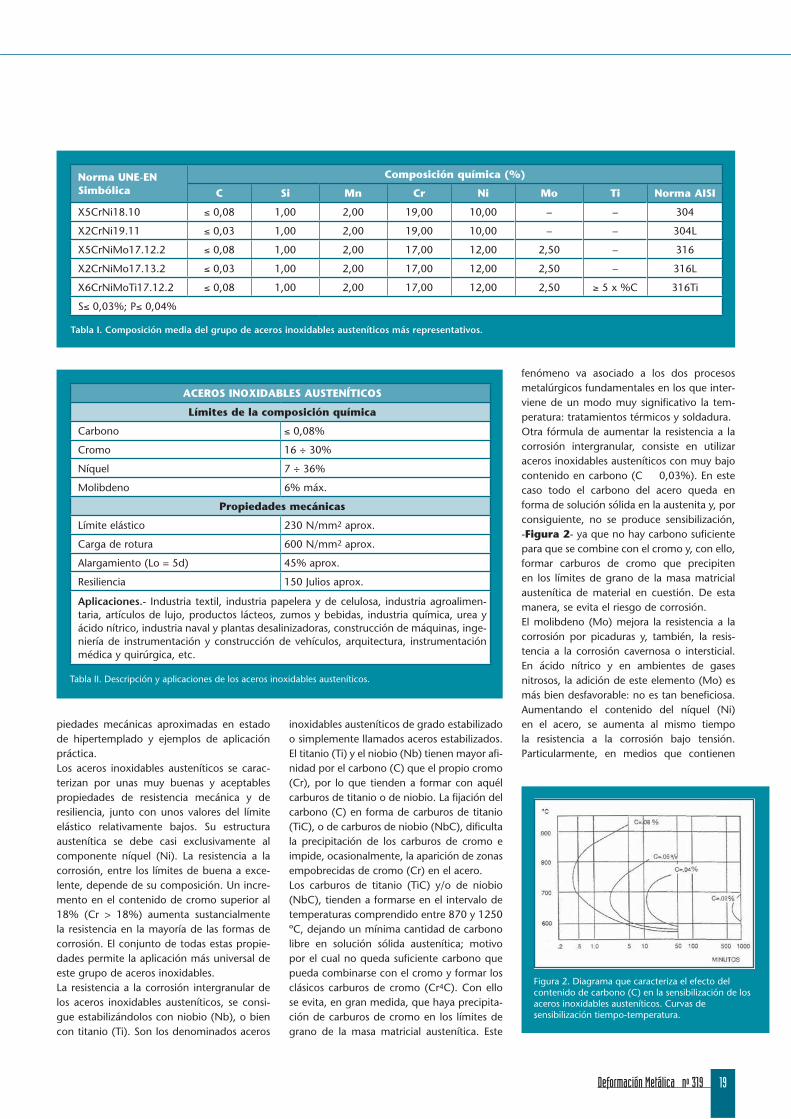
inoxidables austeníticos de grado estabilizado o simplemente llamados aceros estabilizados. El titanio (Ti) y el niobio (Nb) tienen mayor afi-nidad por el carbono (C) que el propio cromo (Cr), por lo que tienden a formar con aquél carburos de titanio o de niobio. La fijación del carbono (C) en forma de carburos de titanio (TiC), o de carburos de niobio (NbC), dificulta la precipitación de los carburos de cromo e impide, ocasionalmente, la aparición de zonas empobrecidas de cromo (Cr) en el acero. Los carburos de titanio (TiC) y/o de niobio (NbC), tienden a formarse en el intervalo de temperaturas comprendido entre 870 y 1250 ºC, dejando un mínima cantidad de carbono libre en solución sólida austenítica; motivo por el cual no queda suficiente carbono que pueda combinarse con el cromo y formar los clásicos carburos de cromo (Cr4C). Con ello se evita, en gran medida, que haya precipita-ción de carburos de cromo en los límites de grano de la masa matricial austenítica. Este
Norma UNE-ENSimbólica
Composición química (%)
C Si Mn Cr Ni Mo Ti Norma AISI
X5CrNi18.10 0,08 1,00 2,00 19,00 10,00 – – 304
X2CrNi19.11 0,03 1,00 2,00 19,00 10,00 – – 304L
X5CrNiMo17.12.2 0,08 1,00 2,00 17,00 12,00 2,50 – 316
X2CrNiMo17.13.2 0,03 1,00 2,00 17,00 12,00 2,50 – 316L
X6CrNiMoTi17.12.2 0,08 1,00 2,00 17,00 12,00 2,50 5 x %C 316Ti
S 0,03%; P 0,04%
Tabla I. Composición media del grupo de aceros inoxidables austeníticos más representativos.
fenómeno va asociado a los dos procesos metalúrgicos fundamentales en los que inter-viene de un modo muy significativo la tem-peratura: tratamientos térmicos y soldadura.Otra fórmula de aumentar la resistencia a la corrosión intergranular, consiste en utilizar aceros inoxidables austeníticos con muy bajo contenido en carbono (C � 0,03%). En este caso todo el carbono del acero queda en forma de solución sólida en la austenita y, por consiguiente, no se produce sensibilización, -Figura 2- ya que no hay carbono suficiente para que se combine con el cromo y, con ello, formar carburos de cromo que precipiten en los límites de grano de la masa matricial austenítica de material en cuestión. De esta manera, se evita el riesgo de corrosión. El molibdeno (Mo) mejora la resistencia a la corrosión por picaduras y, también, la resis-tencia a la corrosión cavernosa o intersticial. En ácido nítrico y en ambientes de gases nitrosos, la adición de este elemento (Mo) es más bien desfavorable: no es tan beneficiosa. Aumentando el contenido del níquel (Ni) en el acero, se aumenta al mismo tiempo la resistencia a la corrosión bajo tensión. Particularmente, en medios que contienen
ACEROS INOXIDABLES AUSTENÍTICOS
Límites de la composición química
Carbono 0,08%
Cromo 16 ÷ 30%
Níquel 7 ÷ 36%
Molibdeno 6% máx.
Propiedades mecánicas
Límite elástico 230 N/mm2 aprox.
Carga de rotura 600 N/mm2 aprox.
Alargamiento (Lo = 5d) 45% aprox.
Resiliencia 150 Julios aprox.
Aplicaciones.- Industria textil, industria papelera y de celulosa, industria agroalimen-taria, artículos de lujo, productos lácteos, zumos y bebidas, industria química, urea y ácido nítrico, industria naval y plantas desalinizadoras, construcción de máquinas, inge-niería de instrumentación y construcción de vehículos, arquitectura, instrumentación médica y quirúrgica, etc.
Tabla II. Descripción y aplicaciones de los aceros inoxidables austeníticos.
Figura 2. Diagrama que caracteriza el efecto del contenido de carbono (C) en la sensibilización de los aceros inoxidables austeníticos. Curvas de sensibilización tiempo-temperatura.
Artículo Técnico
Deformación Metálica no 319 20
ácido clorhídrico. En este ambiente se obtie-nen valores muy altos de resistencia a la corro-sión con aleaciones base níquel (Ni � 40%).
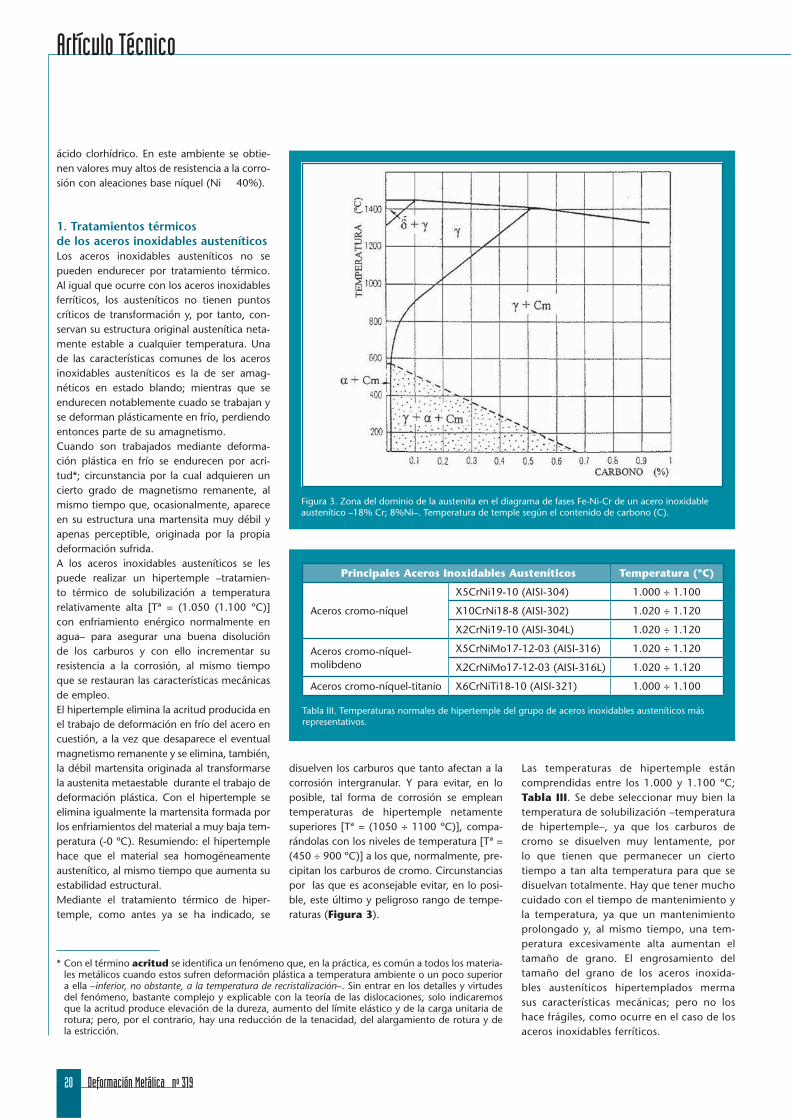
1. Tratamientos térmicos de los aceros inoxidables austeníticosLos aceros inoxidables austeníticos no se pueden endurecer por tratamiento térmico. Al igual que ocurre con los aceros inoxidables ferríticos, los austeníticos no tienen puntos críticos de transformación y, por tanto, con-servan su estructura original austenítica neta-mente estable a cualquier temperatura. Una de las características comunes de los aceros inoxidables austeníticos es la de ser amag-néticos en estado blando; mientras que se endurecen notablemente cuado se trabajan y se deforman plásticamente en frío, perdiendo entonces parte de su amagnetismo. Cuando son trabajados mediante deforma-ción plástica en frío se endurecen por acri-tud*; circunstancia por la cual adquieren un cierto grado de magnetismo remanente, al mismo tiempo que, ocasionalmente, aparece en su estructura una martensita muy débil y apenas perceptible, originada por la propia deformación sufrida.A los aceros inoxidables austeníticos se les puede realizar un hipertemple –tratamien-to térmico de solubilización a temperatura relativamente alta [Tª = (1.050 (1.100 ºC)] con enfriamiento enérgico normalmente en agua– para asegurar una buena disolución de los carburos y con ello incrementar su resistencia a la corrosión, al mismo tiempo que se restauran las características mecánicas de empleo. El hipertemple elimina la acritud producida en el trabajo de deformación en frío del acero en cuestión, a la vez que desaparece el eventual magnetismo remanente y se elimina, también, la débil martensita originada al transformarse la austenita metaestable durante el trabajo de deformación plástica. Con el hipertemple se elimina igualmente la martensita formada por los enfriamientos del material a muy baja tem-peratura (-0 ºC). Resumiendo: el hipertemple hace que el material sea homogéneamente austenítico, al mismo tiempo que aumenta su estabilidad estructural.Mediante el tratamiento térmico de hiper-temple, como antes ya se ha indicado, se
disuelven los carburos que tanto afectan a la corrosión intergranular. Y para evitar, en lo posible, tal forma de corrosión se emplean temperaturas de hipertemple netamente superiores [Tª = (1050 ÷ 1100 ºC)], compa-rándolas con los niveles de temperatura [Tª = (450 ÷ 900 ºC)] a los que, normalmente, pre-cipitan los carburos de cromo. Circunstancias por las que es aconsejable evitar, en lo posi-ble, este último y peligroso rango de tempe-raturas (Figura 3).
Las temperaturas de hipertemple están comprendidas entre los 1.000 y 1.100 ºC; Tabla III. Se debe seleccionar muy bien la temperatura de solubilización –temperatura de hipertemple–, ya que los carburos de cromo se disuelven muy lentamente, por lo que tienen que permanecer un cierto tiempo a tan alta temperatura para que se disuelvan totalmente. Hay que tener mucho cuidado con el tiempo de mantenimiento y la temperatura, ya que un mantenimiento prolongado y, al mismo tiempo, una tem-peratura excesivamente alta aumentan el tamaño de grano. El engrosamiento del tamaño del grano de los aceros inoxida-bles austeníticos hipertemplados merma sus características mecánicas; pero no los hace frágiles, como ocurre en el caso de los aceros inoxidables ferríticos.
* Con el término acritud se identifica un fenómeno que, en la práctica, es común a todos los materia-les metálicos cuando estos sufren deformación plástica a temperatura ambiente o un poco superior a ella –inferior, no obstante, a la temperatura de recristalización–. Sin entrar en los detalles y virtudes del fenómeno, bastante complejo y explicable con la teoría de las dislocaciones, solo indicaremos que la acritud produce elevación de la dureza, aumento del límite elástico y de la carga unitaria de rotura; pero, por el contrario, hay una reducción de la tenacidad, del alargamiento de rotura y de la estricción.
Figura 3. Zona del dominio de la austenita en el diagrama de fases Fe-Ni-Cr de un acero inoxidable austenítico –18% Cr; 8%Ni–. Temperatura de temple según el contenido de carbono (C).
Principales Aceros Inoxidables Austeníticos Temperatura (ºC)
Aceros cromo-níquel
X5CrNi19-10 (AISI-304) 1.000 ÷ 1.100
X10CrNi18-8 (AISI-302) 1.020 ÷ 1.120
X2CrNi19-10 (AISI-304L) 1.020 ÷ 1.120
Aceros cromo-níquel-molibdeno
X5CrNiMo17-12-03 (AISI-316) 1.020 ÷ 1.120
X2CrNiMo17-12-03 (AISI-316L) 1.020 ÷ 1.120
Aceros cromo-níquel-titanio X6CrNiTi18-10 (AISI-321) 1.000 ÷ 1.100
Tabla III. Temperaturas normales de hipertemple del grupo de aceros inoxidables austeníticos más representativos.

Deformación Metálica no 319 21
En el hipertemple de los aceros inoxidables austeníticos se realiza un enfriamiento enér-gico, normalmente en agua, para mantener en solución los carburos de cromo, en el seno de la masa matricial austenica; y, al mismo tiempo, impedir su precipitación –que se origina normalmente en los límites de grano– en el nivel de temperaturas críticas que, como es sabido, está entre 450 y 900 ºC. Por tanto, un enfriamiento enérgico del material en agua evita el riesgo de corrosión intergranular. El tamaño de grano, reiteramos, crece con las altas temperaturas y largos tiempos de tratamiento. Por ello es aconsejable aplicar tiempos y temperaturas moderados, dentro de ese dominio de temperaturas. Pero estas deben ser suficientes para que se lleve a cabo, una buena disolución de los carburos de cro-mo durante el hipertemple y no se provoque un tamaño de grano excesivo. Algunas veces, a temperaturas elevadas los aceros inoxida-bles austeníticos tienden a formar pequeñas cantidades de ferrita delta (Fe �).Los aceros inoxidables austeníticos que han sufrido deformación plástica en frío, vuelven a su tamaño de grano primitivo mediante un recocido de recristalización. La temperatura de recocido variará en fun-ción del grado de acritud que haya habido durante su trabajo de transformación y hechurado en frío. Como regla general se puede decir: (1) que a menor deformación, mayor temperatura de recristalización; y (2) a mayor deformación, menor tempe-ratura de recristalización. Por ejemplo: un grado de deformación en frío de 80% necesita una temperatura de 790 ºC y un grado de deformación solo de 5% necesita una temperatura de 1.050 ºC.
2. Soldadura de los aceros inoxidables austeníticosLos aceros inoxidables en general se pueden soldar, en la práctica, con los mismos méto-dos que se emplean para los aceros ordinarios de construcción mecánica. Los procedimien-tos más empleados comúnmente son la soldadura al arco: TIG y MIG -Figuras 4 y 5-. En otros casos se utilizan otras técnicas diferentes como son: plasma, arco sumergi-do, por resistencias, etc. (Tabla IV). No obstante, debido a las diferencias meta-lúrgicas y físicas que existen entre las alea-ciones inoxidables y los aceros ordinarios de construcción mecánica, -aceros de construc-ción aleados y al carbono- hay que hacer algunas observaciones sobre la soldadura de los aceros inoxidables: • Es esencial que se sigan ciertas pautas para
prevenir la corrosión en la soldadura y áreas adyacentes. Inevitables zonas afectadas tér-micamente (ZAT)*.
• Es deseable mantener unas propiedades mecánicas óptimas en la unión soldada.
• Hay que aplicar procedimientos de soldeo encaminados a disminuir al máximo los problemas de las deformaciones por con-centración de calor.
Una diferencia muy importante entre los aceros inoxidables y los aceros finos de cons-trucción mecánica, –de media y baja aleación y aceros al carbono– es la conductibilidad térmica. En los aceros inoxidables la conduc-tibilidad térmica es, en algunos casos, aproxi-
madamente la mitad que la de los aceros finos de construcción mecánica (Tabla V). Esto ocasiona, como consecuencia principal, que el calor generado en la zona ZAT de soldadura no se disipe tan rápidamente. Para paliar esta situación en lo posible se recurre a los siguientes métodos de ejecución:• Menor intensidad de corriente.• Técnicas de soldadura a impulsos para dis-
minuir la concentración de calor.• El uso de mordazas u otras técnicas de refri-
geración para disipar el calor.• Los diseños particulares de unión.En Tabla VI se muestra un breve resumen de los posibles fallos y defectos, de tipo metalúrgico, que pueden presentarse en la soldadura de cualquier calidad de acero inoxidable perteneciente a uno de los cuatro grupos principales; –martensíticos, ferríticos, austeníticos y austeno-ferríticos– y, también, las causas que normalmente se derivan de tales fallos y defectos. Desde esta clasificación, será correcto consi-derar que cada grupo de aceros inoxidables reclame para sí una técnica especial de solda-dura y unas consideraciones también diferen-tes. Por lo que se deben tener muy en cuenta las características técnicas y metalúrgicas de los correspondientes aceros inoxidables, ya que esto facilitaría la identificación y posible solución de los fallos y defectos enumerados ya en la Tabla VI.Los aceros inoxidables austeníticos se pueden considerar como poseedores de unas propie-
* ZAT = zona afectada térmicamente. Zona correspondiente al metal base que ha permanecido duran-te cierto tiempo en una franja de temperaturas en la que se pueden producir algunas modificacio-nes estructurales. Durante la soldadura de los aceros inoxidables se precipitan en la zona afectada elementos intersticiales –carburos o nitruros–. También pueden formarse fases intermetálicas muy perjudiciales: particularmente, la fase sigma (�).
Figura 4. Procedimiento de soldadura TiG (GTAW).
Dirección de soldadura
Conductor de corriente
Conductor de gas de protección
Electrodo de tungstenoGas de protecciónArco eléctrico
Boquita de gas
Guía de material de aportación
Material de aportación
Respaldo de cobreProcedimiento TiG (GTAW)
Figura 5. Procedimiento de soldadura MIG.
Artículo Técnico
Deformación Metálica no 319 22
dades muy buenas para la soldadura. Al no admitir el temple, no hay envejecimiento en la zona afectada térmicamente (ZAT) y, por tanto, no se produce crecimiento de grano en la práctica. No obstante, un proceso de soldadura inadecuado puede ocasionar, fun-damentalmente, tres problemas que pueden afectar tanto al acero base como al material aportado:
– Sensibilización: se producen pérdidas de resistencia a la corrosión intergranular como resultado de la precipitación de car-buros de cromo.
– Fisuración en caliente: se produce fisuración intergranular durante la solidificación de soldadura. Es posible que se origine, tam-bién, en la zona más afectada por el calor (ZAT), en el caso de embridamiento.
– Fragilidad: se produce precipitación de fases intermetálicas, fase sigma (�), con tempera-turas altas de recocido de la unión soldada.
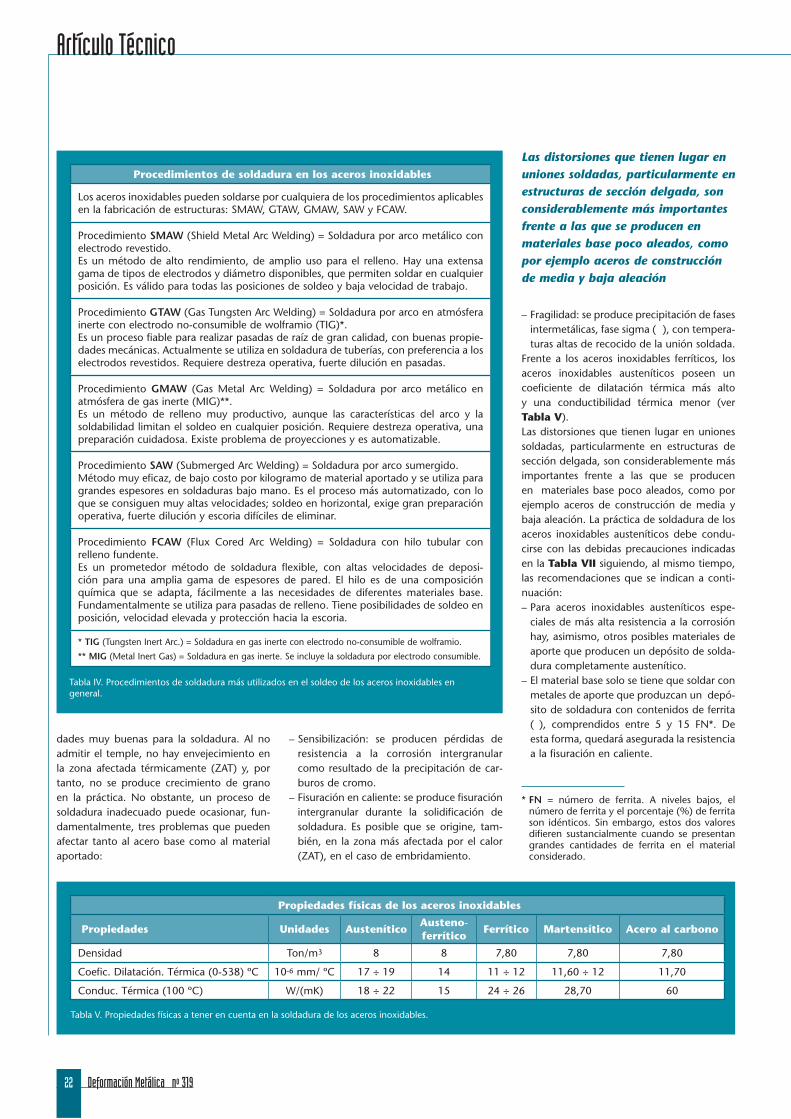
Frente a los aceros inoxidables ferríticos, los aceros inoxidables austeníticos poseen un coeficiente de dilatación térmica más alto y una conductibilidad térmica menor (ver Tabla V).Las distorsiones que tienen lugar en uniones soldadas, particularmente en estructuras de sección delgada, son considerablemente más importantes frente a las que se producen en materiales base poco aleados, como por ejemplo aceros de construcción de media y baja aleación. La práctica de soldadura de los aceros inoxidables austeníticos debe condu-cirse con las debidas precauciones indicadas en la Tabla VII siguiendo, al mismo tiempo, las recomendaciones que se indican a conti-nuación:– Para aceros inoxidables austeníticos espe-
ciales de más alta resistencia a la corrosión hay, asimismo, otros posibles materiales de aporte que producen un depósito de solda-dura completamente austenítico.
– El material base solo se tiene que soldar con metales de aporte que produzcan un depó-sito de soldadura con contenidos de ferrita (�), comprendidos entre 5 y 15 FN*. De esta forma, quedará asegurada la resistencia a la fisuración en caliente.
Procedimientos de soldadura en los aceros inoxidables
Los aceros inoxidables pueden soldarse por cualquiera de los procedimientos aplicables en la fabricación de estructuras: SMAW, GTAW, GMAW, SAW y FCAW.
Procedimiento SMAW (Shield Metal Arc Welding) = Soldadura por arco metálico con electrodo revestido. Es un método de alto rendimiento, de amplio uso para el relleno. Hay una extensa gama de tipos de electrodos y diámetro disponibles, que permiten soldar en cualquier posición. Es válido para todas las posiciones de soldeo y baja velocidad de trabajo.
Procedimiento GTAW (Gas Tungsten Arc Welding) = Soldadura por arco en atmósfera inerte con electrodo no-consumible de wolframio (TIG)*.Es un proceso fiable para realizar pasadas de raíz de gran calidad, con buenas propie-dades mecánicas. Actualmente se utiliza en soldadura de tuberías, con preferencia a los electrodos revestidos. Requiere destreza operativa, fuerte dilución en pasadas.
Procedimiento GMAW (Gas Metal Arc Welding) = Soldadura por arco metálico en atmósfera de gas inerte (MIG)**.Es un método de relleno muy productivo, aunque las características del arco y la soldabilidad limitan el soldeo en cualquier posición. Requiere destreza operativa, una preparación cuidadosa. Existe problema de proyecciones y es automatizable.
Procedimiento SAW (Submerged Arc Welding) = Soldadura por arco sumergido. Método muy eficaz, de bajo costo por kilogramo de material aportado y se utiliza para grandes espesores en soldaduras bajo mano. Es el proceso más automatizado, con lo que se consiguen muy altas velocidades; soldeo en horizontal, exige gran preparación operativa, fuerte dilución y escoria difíciles de eliminar.
Procedimiento FCAW (Flux Cored Arc Welding) = Soldadura con hilo tubular con relleno fundente. Es un prometedor método de soldadura flexible, con altas velocidades de deposi-ción para una amplia gama de espesores de pared. El hilo es de una composición química que se adapta, fácilmente a las necesidades de diferentes materiales base. Fundamentalmente se utiliza para pasadas de relleno. Tiene posibilidades de soldeo en posición, velocidad elevada y protección hacia la escoria.
* TIG (Tungsten Inert Arc.) = Soldadura en gas inerte con electrodo no-consumible de wolframio.
** MIG (Metal Inert Gas) = Soldadura en gas inerte. Se incluye la soldadura por electrodo consumible.
Tabla IV. Procedimientos de soldadura más utilizados en el soldeo de los aceros inoxidables en general.
Propiedades físicas de los aceros inoxidables
Propiedades Unidades AusteníticoAusteno-ferrítico
Ferrítico Martensítico Acero al carbono
Densidad Ton/m3 8 8 7,80 7,80 7,80
Coefic. Dilatación. Térmica (0-538) ºC 10-6 mm/ ºC 17 ÷ 19 14 11 ÷ 12 11,60 ÷ 12 11,70
Conduc. Térmica (100 ºC) W/(mK) 18 ÷ 22 15 24 ÷ 26 28,70 60
Tabla V. Propiedades físicas a tener en cuenta en la soldadura de los aceros inoxidables.
Las distorsiones que tienen lugar en uniones soldadas, particularmente en estructuras de sección delgada, son considerablemente más importantes frente a las que se producen en materiales base poco aleados, como por ejemplo aceros de construcción de media y baja aleación
* FN = número de ferrita. A niveles bajos, el número de ferrita y el porcentaje (%) de ferrita son idénticos. Sin embargo, estos dos valores difieren sustancialmente cuando se presentan grandes cantidades de ferrita en el material considerado.
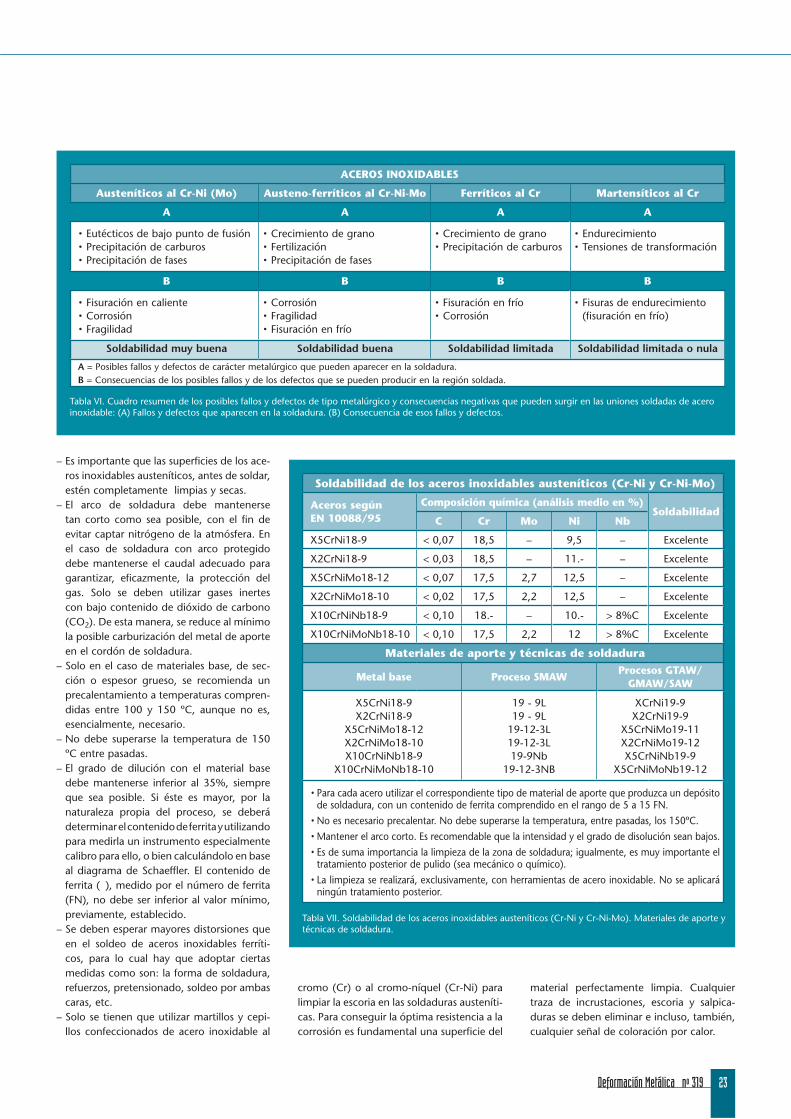
Deformación Metálica no 319 23
– Es importante que las superficies de los ace-ros inoxidables austeníticos, antes de soldar, estén completamente limpias y secas.
– El arco de soldadura debe mantenerse tan corto como sea posible, con el fin de evitar captar nitrógeno de la atmósfera. En el caso de soldadura con arco protegido debe mantenerse el caudal adecuado para garantizar, eficazmente, la protección del gas. Solo se deben utilizar gases inertes con bajo contenido de dióxido de carbono (CO2). De esta manera, se reduce al mínimo la posible carburización del metal de aporte en el cordón de soldadura.
– Solo en el caso de materiales base, de sec-ción o espesor grueso, se recomienda un precalentamiento a temperaturas compren-didas entre 100 y 150 ºC, aunque no es, esencialmente, necesario.
– No debe superarse la temperatura de 150 ºC entre pasadas.
– El grado de dilución con el material base debe mantenerse inferior al 35%, siempre que sea posible. Si éste es mayor, por la naturaleza propia del proceso, se deberá determinar el contenido de ferrita y utilizando para medirla un instrumento especialmente calibro para ello, o bien calculándolo en base al diagrama de Schaeffler. El contenido de ferrita (�), medido por el número de ferrita (FN), no debe ser inferior al valor mínimo, previamente, establecido.
– Se deben esperar mayores distorsiones que en el soldeo de aceros inoxidables ferríti-cos, para lo cual hay que adoptar ciertas medidas como son: la forma de soldadura, refuerzos, pretensionado, soldeo por ambas caras, etc.
– Solo se tienen que utilizar martillos y cepi-llos confeccionados de acero inoxidable al
cromo (Cr) o al cromo-níquel (Cr-Ni) para limpiar la escoria en las soldaduras austeníti-cas. Para conseguir la óptima resistencia a la corrosión es fundamental una superficie del
material perfectamente limpia. Cualquier traza de incrustaciones, escoria y salpica-duras se deben eliminar e incluso, también, cualquier señal de coloración por calor.
ACEROS INOXIDABLES
Austeníticos al Cr-Ni (Mo) Austeno-ferríticos al Cr-Ni-Mo Ferríticos al Cr Martensíticos al Cr
A A A A
• Eutécticos de bajo punto de fusión• Precipitación de carburos• Precipitación de fases
• Crecimiento de grano• Fertilización• Precipitación de fases
• Crecimiento de grano• Precipitación de carburos
• Endurecimiento• Tensiones de transformación
B B B B
• Fisuración en caliente• Corrosión• Fragilidad
• Corrosión• Fragilidad• Fisuración en frío
• Fisuración en frío• Corrosión
• Fisuras de endurecimiento (fisuración en frío)
Soldabilidad muy buena Soldabilidad buena Soldabilidad limitada Soldabilidad limitada o nula
A = Posibles fallos y defectos de carácter metalúrgico que pueden aparecer en la soldadura.B = Consecuencias de los posibles fallos y de los defectos que se pueden producir en la región soldada.
Tabla VI. Cuadro resumen de los posibles fallos y defectos de tipo metalúrgico y consecuencias negativas que pueden surgir en las uniones soldadas de acero inoxidable: (A) Fallos y defectos que aparecen en la soldadura. (B) Consecuencia de esos fallos y defectos.
Soldabilidad de los aceros inoxidables austeníticos (Cr-Ni y Cr-Ni-Mo)
Aceros según EN 10088/95
Composición química (análisis medio en %)Soldabilidad
C Cr Mo Ni Nb
X5CrNi18-9 < 0,07 18,5 – 9,5 – Excelente
X2CrNi18-9 < 0,03 18,5 – 11.- – Excelente
X5CrNiMo18-12 < 0,07 17,5 2,7 12,5 – Excelente
X2CrNiMo18-10 < 0,02 17,5 2,2 12,5 – Excelente
X10CrNiNb18-9 < 0,10 18.- – 10.- > 8%C Excelente
X10CrNiMoNb18-10 < 0,10 17,5 2,2 12 > 8%C Excelente
Materiales de aporte y técnicas de soldadura
Metal base Proceso SMAWProcesos GTAW/
GMAW/SAW
X5CrNi18-9X2CrNi18-9
X5CrNiMo18-12X2CrNiMo18-10X10CrNiNb18-9
X10CrNiMoNb18-10
19 - 9L19 - 9L
19-12-3L19-12-3L19-9Nb
19-12-3NB
XCrNi19-9X2CrNi19-9
X5CrNiMo19-11X2CrNiMo19-12X5CrNiNb19-9
X5CrNiMoNb19-12
• Para cada acero utilizar el correspondiente tipo de material de aporte que produzca un depósito de soldadura, con un contenido de ferrita comprendido en el rango de 5 a 15 FN.
• No es necesario precalentar. No debe superarse la temperatura, entre pasadas, los 150ºC.• Mantener el arco corto. Es recomendable que la intensidad y el grado de disolución sean bajos.• Es de suma importancia la limpieza de la zona de soldadura; igualmente, es muy importante el
tratamiento posterior de pulido (sea mecánico o químico).• La limpieza se realizará, exclusivamente, con herramientas de acero inoxidable. No se aplicará
ningún tratamiento posterior.
Tabla VII. Soldabilidad de los aceros inoxidables austeníticos (Cr-Ni y Cr-Ni-Mo). Materiales de aporte y técnicas de soldadura.
Deformación Metálica no 31924
Tecnología
Ventajas de los moldes de aluminiopara la industria del plástico
Los moldes de aluminio reducen tiempo y costes de producción, así como los ciclos de procesamiento en la industria del plástico. En el presente artículo se menciona la aplicación del aluminio a los moldes que se emplean para la industria plástica, se mencionan las peculiaridades del mecanizado de aluminio y se citan los valores que ofrece el aluminio en comparación con el acero.
a industria plástica, en todo el mundo, debe analizar minu-ciosamente sus costes y tiem-pos de producción para man-
tener sus precios en niveles competitivos. Tanto los diseñadores como los fabricantes de moldes, pero especialmente la industria de producción deben mantener un estricto control sobre estos valores. El uso del alu-minio en la construcción de moldes es una garantía para alcanzar el éxito. Por eso, se desarrollaron aleaciones específicas para las aplicaciones más diversas, las cuales res-ponden a las exigencias en la fabricación de moldes de prototipos para series pequeñas o medianas.
L
Por: Departamento de comunicación de Gleich GMbH
Aluminio en la fabricación de moldesLa mecanización del aluminio permite una velocidad de corte muy alta. Esto significa que su mecanización es muy fácil y rápida. Comparando con el mecanizado de acero, el tiempo necesario para producir un molde se reduce en más de un tercio, utilizando aluminio. Específicamente para moldes prototipo y moldes para baja presión se ha incorporado hace años en el mercado la placa de aluminio fundido G.AL C210R (G.AL es una marca registrada de Gleich GmbH Metallplatten-Service) que destaca por permitir que se libere de tensiones durante su proceso de producción. Este material se puede suministrar en espesores de hasta 1.060 mm.Para construir moldes de soplado y para espuma de poliuretano se requiere un alu-minio con valores de resistencia más eleva-dos. Las aleaciones conocidas más usadas hasta el momento para estas aplicaciones, como por ejemplo la EN AW 7075, ofrecen características mecánicas mucho más eleva-das de las que son necesarias. El uso de alu-minio laminado siempre implica un peligro latente de que el molde sufra deformacio-nes durante o después del mecanizado.El material G.AL C330R se desarrolló espe-cialmente para estas aplicaciones. Con una carga de rotura de más de 350Mpa, este material es suficiente para una aplicación en casi todas estas áreas. Este aluminio no solo tiene elevados valores de resistencia sino extremadamente pocas tensiones y permite muy buenos resultados ante el pulido.

Deformación Metálica no 319 25
Los moldes de aluminio en los procesos de transformación de plásticosLa gran velocidad a la que se mecaniza un molde de aluminio laminado en compara-ción con el acero significa una gran ventaja. La utilización del aluminio fundido G.AL aumenta todavía más dicha ventaja.En primer lugar, el bajo peso del aluminio facilita enormemente su manipulación y acorta el tiempo de preparación. Simultánea-mente, tiempos de refrigeración más cortos permiten una velocidad de producción más alta. En los procesos de transformación del plástico, la conductividad térmica es una de las características más importantes que se deben tener en cuenta en el momento de elegir el material a ser usado para producir los moldes. El acero puro presenta una con-ductividad térmica de aproximadamente 58 W/(m·K). Aleaciones de acero presentan aproximadamente 15 W/(m·K).Los valores de conductividad térmica del G.AL C210R oscilan entre 110 y130 W/(m·K) y los del G.AL C330R entre 125 y 155 W/(m·K).En la práctica, se puede alcanzar un aumen-to de productividad del 40% utilizando moldes de aluminio.
Particularidades del mecanizado del aluminioSe debe tener en cuenta que la gran rapi-dez de corte del aluminio requiere herra-mientas especiales, que deben tener mayo-res ángulos de desprendimiento. Sin embargo, el desgaste de la herramienta es menor. Su vida útil es entre 3 y 4 veces mayor que la de una herramienta para acero. La facilidad de mecanizado y la falta de tensiones dentro de las placas de alumi-nio G.AL permiten la producción de piezas en excelente calidad y a bajo coste.
introdujo en el mercado sus propias placas de aluminio fundido: las placas de precisión fresadas G.AL C250 y las placas para mol-des G.AL C210R; que fueron seguidas por las placas de alta resistencia G.AL C330. Las placas de aluminio fundido son liberadas de tensiones, tienen alta estabilidad de forma y una notable homogeneidad en compara-ción con las placas de aluminio laminadas convencionales. Gleich, fundado en 1980 y actualmente dirigido por la segunda gene-ración, es una empresa líder en el mercado global de las placas de aluminio fundido y suministra sus placas, bloques y piezas de aluminio G.AL en todo el mundo. La sede central y la planta de producción de placas se encuentran en Kaltenkirchen (Alemania). El grupo Gleich está formado por tres centros de servicio independientes (dos en Alemania, uno en la República Checa) y dos oficinas de venta, una en Aus-tria y una en Hong Kong. Además, cuenta con un centro de mecanizado CNC que completa sus posibilidades de producción. En el grupo trabajan aproximadamente 160 empleados.
Al elegirse el medio de refrigeración debe optarse por una emulsión cuyo valor pH no supere el “5”.
ConclusiónEl uso del aluminio para la producción de moldes está aumentando considerablemente. Seguramente, el acero no se pueda sustituir totalmente, sin embargo, existen infinidad de aplicaciones en las que se pueden aprovechar las ventajas del aluminio al optarse por el uso de este material. Las ventajas más importantes en comparación con el acero se pueden resu-mir de la siguiente manera:
Menor peso: aprox. 60% menosMecanización más rápida:hasta un 40% de ahorroVida útil de las herramientas:hasta 400% más largaTiempo de ajuste de las maquinarias:hasta un 10% más cortoDuración de los ciclos:más del 60% más cortosAumento de la productividad:de hasta un 40%
Producción de GleichEn los años 90, el grupo empresarial fami-liar Gleich, situado en Kaltenkirchen, cerca de Hamburgo (Alemania), desarrolló e
Ejemplo para máquina fresadora � 16 mm
Velocidad de corte m/min 700
Revoluciones 1/min 14.000
Avancemm 0,5
mm/min 7.000
Profundidad mm 12
Gleich GmbH

Deformación Metálica no 31926
Reportaje
ncrementar la velocidad del husillo, reducir la carga de viru-ta y redondear las esquinas en las trayectorias son algunas de
las consideraciones más importantes para un satisfactorio mecanizado de alta velocidad. Sin embargo, los programadores y operarios de máquina que se plantan en estas conside-raciones se encuentran ellos mismos, ya sea rompiendo las herramientas o reduciendo parámetros tales como la pasada, velocidad de avance o la profundidad de corte. Esto es grave, ya que si el mecanizado de alta veloci-dad no ofrece de forma fiable rendimientos mucho más rápidos, entonces no vale la pena la inversión en máquinas de alta velocidad. Optimizar la velocidad de eliminación de material en el desbaste es el paso más impor-tante en la programación de CAM. La profun-didad de corte y la pasada recomendadas por tablas de mecanizado para una determinada combinación de herramienta y material supo-ne que se está desbastando con la misma pasada en toda la trayectoria de la herramien-ta. Si la trayectoria incluye una ranura, la herramienta puede encontrar mucho más material del previsto.
Trucos prácticos para el mecanizado de alta velocidad de moldes y troqueles
Por: Juan Carlos SánchezSIEMENS PLM
IPara obtener un mecanizado
más rápido y seguro se pueden poner en práctica los siguientes consejos que analizan aspectos
que van desde la longitud de las herramientas que se emplean,
las herramientas de programación que se aplican, la velocidad
y la dirección con la que se debe realizar el movimiento
de mecanizado o el grado de pendiente óptimo.
Los patrones de corte paralelos simples funcio-nan bien si las zonas de material a eliminar son abiertas. Si hay paredes adyacentes a las zonas a desbastar, este patrón puede provocar que la herramienta realice ranuras a través del mate-rial (ver Imagen 1). Una mejor opción es uti-lizar el patrón de corte “Seguir Pieza”. Este patrón de corte evita realizar ranuras empe-zando desde fuera de la pieza y luego acercán-dose. Aunque esta trayectoria incluye muchos movimientos en rápido, el tiempo total de mecanizado es reducido debido al aumento de pasada que permite este patrón de corte. Una opción incluso mejor es utilizar el patrón de corte trocoidal que monitoriza la cantidad de la herramienta embebida en el material para mantener un umbral consistente.
Eliminación de material constante En un sistema optimizado, todos los elemen-tos operan justo por debajo de su capacidad máxima y ninguno de ellos está sobrecargado. Esto es en lo que hay que esforzarse por lograr en el mecanizado de alta velocidad. Para evi-tar dañar la herramienta, la velocidad y el avance deben permanecer en los límites de la
Imagen 1. Mecanizar con un patrón convencional provoca que la herramienta pase algun tiempo ranurando. Un patrón “Seguir Pieza” permite que el proceso sea más eficiente. Un patrón trocoidal puede hacer el proceso incluso más eficiente limitando la carga de la herramienta.

Deformación Metálica no 319 27
punta de corte y debilitando la herramienta. Otra técnica para evitar la sobrecarga de la herramienta cuando se mecanizan paredes con pendiente es mecanizar previamente esas paredes utilizando operaciones Z-level. Mecanizar la pieza entera en zig-zag puede ser el siguiente paso.
Interactuar con el diseñador del utillaje Ciertas formas requieren una programación y mecanizado más cuidadosos que otras. Ejemplos potenciales son los pequeños radios de redondeo cóncavos y las ranuras estrechas encontradas a menudo en componentes de moldes. Educar al diseñador de utillajes acerca de los retos de mecanizar estas formas puede hacer que el proceso sea mucho más fácil. Por ejemplo, la mayoría de las superficies de cierre no necesitan estrechos redondeos verticales. Estos pueden se pueden modificar fácilmente para hacer el mecanizado de esas piezas más fácil y rápido (ver Imagen 4). En resumen, un mecanizado de alta velocidad efectivo no solo implica la velocidad del husillo, el avance y el suavizado de las trayectorias, sino también poner atención a la naturaleza de las trayecto-rias en sí mismas y puede incluso implicar una mayor comunicación.
carga máxima encontrada en la trayectoria de la herramienta. Sin embargo, al establecer la velocidad y el avance de esta manera, se deja que la herramienta corte más lentamente de lo que debería hacer durante todos los perio-dos que no sean de carga máxima. En cam-bio, se quiere que la herramienta opere en el borde de su límite durante todo el corte. Es decir, se precisa que la eliminación de material sea constante o la carga de viruta consistente. Si la carga de viruta es inconsistente, entonces ocurre una de estas dos cosas: o el proceso está dañando las herramientas o se está ejecu-tando con demasiada lentitud.
Z levels En muchos casos, acabar superficies 3D por medio de operaciones Z-level (también cono-cidas como mecanizado a “Z constante”) pro-porciona una mejor entrada en el material y un acabado más consistente que las operacio-nes de acabado proyectadas. Las operaciones Z-level garantizan que la cantidad de material eliminada y la carga de la herramienta son consistentes, con profundidades de corte axia-les fijas y cortes de arriba abajo. Por el contra-rio, las operaciones de copiado proyectadas se mueven arriba y abajo dependiendo de la geometría y sufriendo picos de carga axial significativos cuando suben pendientes empi-nadas. De nuevo, si estas zonas de picos de carga no dañan la herramienta, entonces en las zonas no pendientes el proceso de corte es muy lento.
Conocer el centroAlgunos controles soportan modos de proce-sado de alta velocidad que proporcionan agresivas aceleraciones y deceleraciones durante las operaciones de desbaste en las que se desprecia la precisión micrométrica. Por ejemplo, en máquinas Makino utilizando controles Fanuc, simplemente activando el
código M251 antes de los ciclos de desbaste se puede reducir el tiempo de desbaste en un 30%. El control de Siemens, Sinumerik 840D ofrece un ciclo similar de alta velocidad (Ciclo 832), que permite al usuario establecer varios modos de optimización de velocidades. Sistemas CAM avanzados como NX de Siemens PLM Software proporcionan plantillas de operaciones personalizables en las que estos ajustes pueden establecerse y utilizarse de forma automática.
Mejor una herramienta más cortaUna herramienta de corte es como una viga en voladizo, con la fuerza de corte actuando en su extremo libre. Ecuaciones de física pro-badas demuestran que la desviación es expo-nencialmente proporcional a la longitud de la herramienta de corte. Por ejemplo, una herra-mienta de 6 mm de diámetro ajustada a 24 mm de longitud podría desviarse el 50% más que la misma herramienta ajustada a 20 mm de longitud (ver Imagen 2).La desviación en el borde de corte es la causa principal que está detrás de varios efectos negativos como el chirrido, el bamboleo y el impacto de la carga. Por lo tanto, es impor-tante mantener esta desviación en un mínimo. La reducción de la longitud de la herramienta es la forma más sencilla para controlar la des-viación de la herramienta y aún así mantener altas velocidades de eliminación de material. El asistente de longitud de la herramienta de mecanizado en NX indica al usuario la menor longitud de herramienta necesaria para meca-nizar una geometría determinada.
Nunca ascender directamente Cualquier escalador puede decir que escalar una colina en ángulo reduce la pendiente efectiva y lo hace más fácil. Las colinas inclina-das también son duras para las herramientas, ya que estas se encuentran más material en el lado ascendente. A medida que la pendiente se hace más fuerte la carga axial puede aumentar dramáticamente y provocar la rotu-ra de la herramienta. Hay dos técnicas para mitigar la carga resultante de estas pendien-tes. Una es cambiar el ángulo del zigzag de tal forma que la herramienta se aproxime a estas paredes inclinadas a 45º. La escalada en ángu-lo reduce la pendiente efectiva y alivia la sobrecarga (ver Imagen 3). Un beneficio colateral de cortar a 45º es que los redondeos a 0 y a 90º se mecanizan solo momentánea-mente durante cada pasada, dando tiempo a que la herramienta se recupere. Cortar estos redondeos de forma paralela podría incre-mentar la carga durante algunas pasadas, posiblemente elevando la temperatura en la
Imagen 3. Cambiar el ángulo de la trayectoria a 45º ayuda a reducir la carga en la herramienta.
Imagen 4. Incrementar los radios de las superficies de cierre reduce el tiempo de mecanizado de esta pieza.
Siemens PLM
Imagen 2. Incrementar la longitud de la herramienta un 20% incrementa la deflexión un 50%.

Aplicación
Deformación Metálica no 31928
l productor a lemán ESW Röhrenwerke fabrica tubos de acero sin soldadura que se utili-zan en todo el mundo como
tubos de estructura en la industria mecánica y de construcciones metálicas, en la industria automovilística, como tubos de caldera y como tubos de transporte en distancias largas y tubos de alimentación para líquidos imflama-bles, gases y petróleo. Cada año se producen 70.000 toneladas de tubos de acero mediante el proceso de laminación oblicua planetaria a tres rodillos. Esta tecnología de transformación por alta energía en un laminador oblicuo pla-netario, único a escala internacional, ha con-vertido a ESW en uno de los productores líde-res de tubos de acero sin soldadura, laminados
Rodamiento grande para garantizar la calidad del laminado en tubos de aceroPor: Departamento de comunicación de NKE
EEl especialista de rodamientos
NKE Austria GmbH ha suministrado un rodamiento
especial de rodillos cilíndricos con un diámetro exterior de 3,3 m
para el montaje en un laminador oblicuo planetario de tres rodillos
destinado a la producción de tubos de acero al productor alemán
de tubos de acero ESW Röhrenwerke.
A continuación, se explican algunas claves del funcionamiento de este rodamiento y las opciones
que ofrece.
en caliente y con calidades de acero de muy alta gama. Los tubos de acero están disponi-bles en dimensiones que van desde los 70 mm hasta los 244,5 mm para el diámetro exterior y para espesores de pared de entre 7,1 mm y 60 mm. Los tubos se fabrican, según el tipo de aplicación y las exigencias de los clientes, en simple acero al carbono, en aceros para tem-ple y revenido y en aceros de cementación, así como en aceros de alta aleación.
Producción de tubosPara producir los tubos, se calientan los lingo-tes de acero con una longitud de hasta 2 metros a la temperatura de laminado, en un horno de solera rotativa. Tras una primera fase
El rodamiento especial de rodillos cilíndricos de NKE, empleado como rodamiento de apoyo del laminador oblicuo planetario.

Deformación Metálica no 319 29
NKE
rodamientos con grandes dimensiones. “NKE es un partner consolidado y fiable en la tecno-logía de rodamientos. Los plazos de entrega cortos en la producción de rodamientos gran-des ha sido un punto decisivo en este proyec-to”, declara Lothar Schmitz, jefe para el man-tenimiento preventivo y diseños en ESW Röhrenwerke.Además de rodamientos grandes para la industria de producción de tubos, NKE desa-rrolla rodamientos de diseño especial y perso-nalizados para otras aplicaciones, aún para cargas y velocidades inusuales, como por ejemplo, rodamientos para el uso en centrales de corrientes marinas, en plantas eólicas y en la industria minera.
de transformación en caliente en un lamina-dor de lingotes huecos, estos se transportan a una segunda fase de transformación de la que se encarga el laminador oblicuo planetario de tres rodillos. Mediante un mandril, hay tres rodillos que transforman el lingote hueco en un tubo. Cada rodillo gira sobre su propio eje y al mismo tiempo los tres rodillos giran como planetas alrededor del objeto a laminar. En la tercera fase de transformación se obtienen los tubos sin costura. Los siguientes pasos de fabricación son la refri-geración lenta, el corte en largos para el lecho de enfriamento y la alineación de los tubos para conseguir tubos rectos.
Sustitución de rodamiento de grandes dimensionesUna parte especialmente importante del pro-cedimiento de laminado oblicuo planetario a tres rodillos es un rodamiento de grandes dimensiones que sirve como soporte delante-ro (rodamiento de apoyo) del laminador obli-cuo planetario. Una avería en el rodamiento implica un riesgo muy alto, por lo que es muy importante realizar sustituciones periódicas, visto que ESW Röhrenwerke dispone sola-mente de una línea de laminado. Para el cam-bio necesario del rodamiento, que se llevó a cabo recientemente, ESW Röhrenwerke optó por un rodamiento especial de NKE. El roda-miento de rodillos cilíndricos de diseño espe-cial con jaula maciza en acero tiene un diáme-tro exterior de 3,3 m, un diámetro interior de 2,9 m y un peso de 2,2 toneladas. El roda-miento de dimensiones grandes se carga con
una fuerza de apoyo de 76,3 toneladas, la velocidad es de 125 rev/min, la masa en rota-ción es de aproximadamente 200 toneladas. La lubricación por aceite es muy baja y llega a ser 10 l/min. El rodamiento especial tiene una vida útil de entre aproximadamente seis y ocho años. La compañía ESW Röhrenwerke ya había obte-nido buenas experiencias con NKE con res-pecto a la calidad de sus productos. El factor más importante en el momento de decidirse por NKE había sido la rápida disponibilidad de
Los tubos de acero sin costura de ESW ofrecen una variedad de posibilidades de aplicación, por ejemplo, como tubos de transporte en distancias largas para gas y petróleo, en la industria mecánica y de construcciones metálicas y en la industria automovilística.
Montaje de los cabezales de laminado en el laminador oblicuo planetario, aquí sin anillo de guía y carcasa del rodamiento de apoyo.
El anillo de apoyo con anillo interior del rodamiento (izquierda), la carcasa del rodamiento con rodillos, jaula y anillo exterior (derecha).
Montaje en NKE Austria del rodamiento especial de rodillos cilíndricos con diámetro exterior hasta 3,3 m.
Deformación Metálica no 31930
Tecnología
Alta tecnología para soldadores de acero
En el siguiente artículo se abordan aspectos como la soldadura de acero; condiciones especiales y requisitos resultantes a partir del empleo de los sistemas de soldadura de acero TransSteel 350 A y TransSteel 500 A. Para completar la información se abordan datos y soluciones orientadas a las necesidades para ofrecer el máximo provecho del usuario.
a soldadura altamente produc-tiva de acero implica una carga máxima para el hombre y para la máquina. En este sentido, el
comportamiento en servicio y la facilidad de uso de los aparatos deben satisfacer las exigencias más altas para permitir las mejo-res condiciones laborales en un entorno adverso. La óptima funcionalidad, la efica-cia energética, la movilidad y la fiabilidad repercuten también de forma positiva sobre el resultado económico. Con este objetivo, Fronius ha elaborado la solución Steel Transfer Technology. Las fuentes de corriente de Inverter, controladas por microprocesador y digitalizadas TransSteel 3500 y TransSteel 5000 aportan know how puntero tecnológico a la vida diaria de la
L
Por: Gerd Trommer, IngenieroFronius International GmbH
soldadura de acero. La ventaja principal para los usuarios tanto en la soldadura MIG/MAG como en la soldadura por elec-trodo es la concentración a lo esencial de sus procesos de trabajo: las funciones de manejo intuitivo, el innovador transporte de hilo, la antorcha de formas ergonómicas y el robusto diseño del sistema hacen refe-rencia claramente a la soldadura de acero.
Fiabilidad Los cambios sostenibles caracterizan la téc-nica de soldadura como consecuencia de la “revolución digital”. Con la familia de pro-ductos TransSteel, Fronius pone su know how al servicio de los profesionales de la soldadura en la construcción metálica y de máquinas, en la construcción de oleoduc-tos, grúas, vehículos ferroviarios o depósi-tos, en astilleros y otros sectores de proce-samiento de acero. En los casos en los que tanto los recursos humanos como cada pieza del aparato de soldadura para el ensamblaje de piezas pesadas de acero están sometidos a máximos esfuerzos, lo que más cuenta es el rendimiento del siste-ma. Por lo que se ha buscado en esta gama de productos una fácil manejabilidad, robusta fiabilidad y buenas propiedades de soldadura.Steel Transfer Technology es uno de los resultados de las experiencias de muchos años de Fronius en la tecnología Inverter, así como en la tecnología de soldadura digital. Los productos de la serie TransSteel se caracterizan por su forma compacta con un reducido peso, mínimas dimensiones y
Las condiciones adversas de la soldadura de acero requieren un perfecto rendimiento del sistema del equipo de soldadura.

Deformación Metálica no 319 31
Una precisión extraordinariamente elevada de los rodillos mecánicos y la placa del motor de alta precisión realizada en aluminio fundido a troquel proporcionan un avance de hilo constante y de funcionamiento seguro, lo que se traduce como resultado en un arco voltaico estable
un diseño funcional. La unidad central de control y regulación vinculada al procesa-dor de señales digital se encarga durante todo el proceso de mantener el estado nominal deseado, incluso cuando se produ-cen modificaciones a causa del procedi-miento. El resultado es un proceso siempre preciso y seguro y unos resultados de solda-dura exactamente reproducibles. El usuario dispone de diferentes opciones de aplica-ción con mando a distancia en la operación manual y de robot para las uniones de la mejor calidad entre los componentes de aceros “clásicos” y también galvanizados.
Transporte de hilo portátil Gracias a las optimizaciones adicionales, el buen comportamiento de soldadura adquiere mejor confort, menos errores y, por tanto, mayor fiabilidad. Para garanti-zarlo los desarrolladores han centrado su atención principalmente en la pieza central que es la seguridad del proceso: el trans-porte del hilo de material de aporte de sol-dadura hasta el punto de ensamblaje. Una precisión extraordinariamente elevada de los rodillos mecánicos y la placa del motor de alta precisión realizada en aluminio fun-dido a troquel proporcionan un avance de hilo constante y de funcionamiento seguro, lo que se traduce como resultado en un arco voltaico estable. El módulo del trans-porte de hilo con paquete de mangueras y antorcha está equipado como unidad por-tátil, con su propio panel de control. El
usuario la puede retirar cómodamente y lle-varla a los puntos de soldadura de difícil acceso en el lugar de empleo. Opcional-mente, puede transportarla con una manija o dejar que se deslice sobre unos patines de forma de carro, fijados lateralmente. Los parámetros de soldadura se mantienen estables independientemente de la ubica-ción del paquete de mangueras. La TransSteel se caracteriza por un diseño compacto y un peso relativamente ligero, lo que le proporciona al soldador de acero una mejor movilidad en la nave de montaje o en la obra.Los colores de los rollos de hilo indican con un solo vistazo el diámetro del hilo y todos ellos necesitan tan solo una forma de ranu-ra. La función wire feeding se encarga del enhebrado automático del hilo.
Control de cebado para tres tipos de arco voltaicoOtra característica de Steel Transfer Tech-nology es el control especial de cebado que impide la molesta formación de gotas durante el arranque. Se pueden seleccionar tres tipos de arco voltaico: steel root con un arco voltaico fino, blando y estable, resulta adecuado, por ejemplo, para la soldadura de posiciones de la raíz y para llenar ranuras anchas. Steel dynamic se caracteriza por un arco voltaico de rociadura dinámicamente estable, concentrado y duro que permite al soldador penetrar profundamente las pie-zas de chapa a ensamblar; la tercera elec-ción es el arco voltaico estándar. El cuadro de manejo o la pantalla, tanto en la unidad de avance de hilo como en la fuente de corriente (Remote), están mon-tados de forma inclinada de tal modo que durante la posición de trabajo normal siempre permanecen a la vista durante la soldadura. El soldador puede seleccionar todos los parámetros necesarios para el ensamblaje de acero solo con pulsar una tecla. Las tres teclas en el panel de control Remote incluyen las funciones esenciales: las opciones de indicación de exceso de temperatura, error y conexión de corrien-te. El manejo de la fuente de corriente Remote también está preparado para ampliaciones del sistema a través de siste-mas de bus de campo. De este modo, están disponibles interfaces de robot y la opción del mando a distancia.
Gracias a la unidad manual de transporte de hilo con pantalla de manejo, antorcha y solo 12 kg de peso, el usuario puede retirar cómodamente la fuente de corriente de soldadura y, por ejemplo, llevarla a puntos de soldadura de difícil acceso.
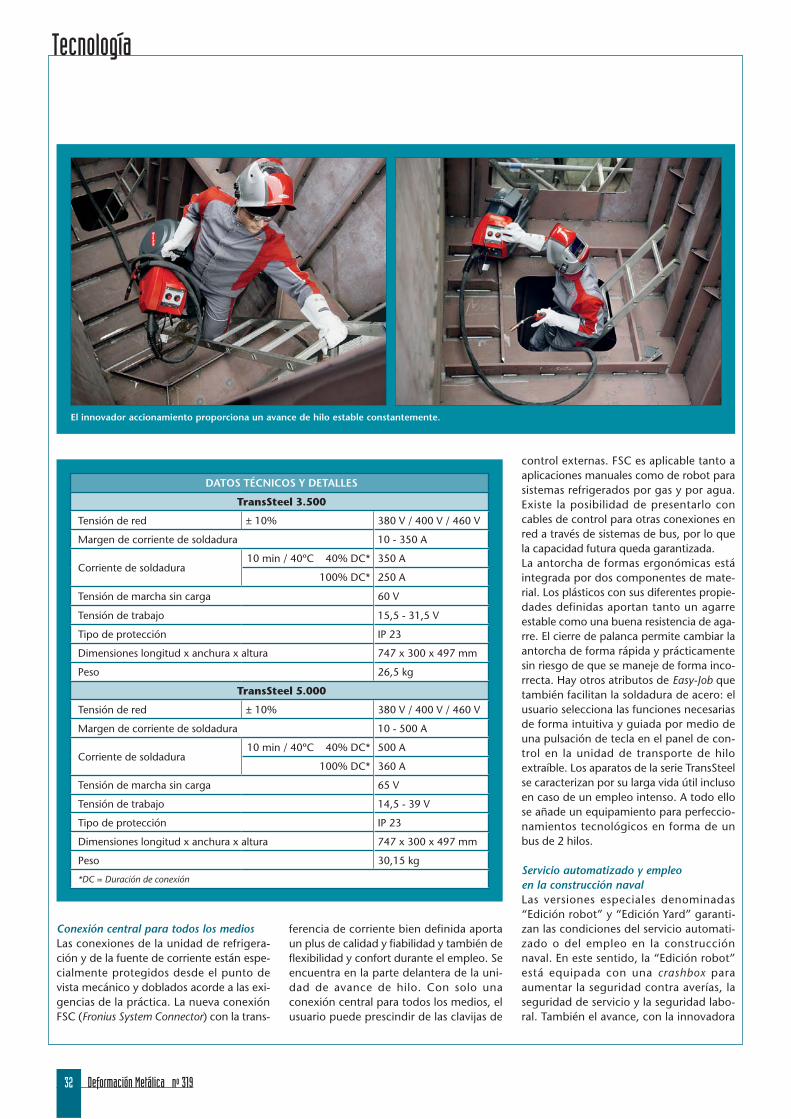
Deformación Metálica no 31932
Tecnología
ferencia de corriente bien definida aporta un plus de calidad y fiabilidad y también de flexibilidad y confort durante el empleo. Se encuentra en la parte delantera de la uni-dad de avance de hilo. Con solo una conexión central para todos los medios, el usuario puede prescindir de las clavijas de
control externas. FSC es aplicable tanto a aplicaciones manuales como de robot para sistemas refrigerados por gas y por agua. Existe la posibilidad de presentarlo con cables de control para otras conexiones en red a través de sistemas de bus, por lo que la capacidad futura queda garantizada.La antorcha de formas ergonómicas está integrada por dos componentes de mate-rial. Los plásticos con sus diferentes propie-dades definidas aportan tanto un agarre estable como una buena resistencia de aga-rre. El cierre de palanca permite cambiar la antorcha de forma rápida y prácticamente sin riesgo de que se maneje de forma inco-rrecta. Hay otros atributos de Easy-Job que también facilitan la soldadura de acero: el usuario selecciona las funciones necesarias de forma intuitiva y guiada por medio de una pulsación de tecla en el panel de con-trol en la unidad de transporte de hilo extraíble. Los aparatos de la serie TransSteel se caracterizan por su larga vida útil incluso en caso de un empleo intenso. A todo ello se añade un equipamiento para perfeccio-namientos tecnológicos en forma de un bus de 2 hilos.
Servicio automatizado y empleo en la construcción navalLas versiones especiales denominadas “Edición robot” y “Edición Yard” garanti-zan las condiciones del servicio automati-zado o del empleo en la construcción naval. En este sentido, la “Edición robot” está equipada con una crashbox para aumentar la seguridad contra averías, la seguridad de servicio y la seguridad labo-ral. También el avance, con la innovadora
Conexión central para todos los mediosLas conexiones de la unidad de refrigera-ción y de la fuente de corriente están espe-cialmente protegidos desde el punto de vista mecánico y doblados acorde a las exi-gencias de la práctica. La nueva conexión FSC (Fronius System Connector) con la trans-
El innovador accionamiento proporciona un avance de hilo estable constantemente.
DATOS TÉCNICOS Y DETALLES
TransSteel 3.500
Tensión de red ± 10% 380 V / 400 V / 460 V
Margen de corriente de soldadura 10 - 350 A
Corriente de soldadura10 min / 40ºC 40% DC* 350 A
100% DC* 250 A
Tensión de marcha sin carga 60 V
Tensión de trabajo 15,5 - 31,5 V
Tipo de protección IP 23
Dimensiones longitud x anchura x altura 747 x 300 x 497 mm
Peso 26,5 kg
TransSteel 5.000
Tensión de red ± 10% 380 V / 400 V / 460 V
Margen de corriente de soldadura 10 - 500 A
Corriente de soldadura10 min / 40ºC 40% DC* 500 A
100% DC* 360 A
Tensión de marcha sin carga 65 V
Tensión de trabajo 14,5 - 39 V
Tipo de protección IP 23
Dimensiones longitud x anchura x altura 747 x 300 x 497 mm
Peso 30,15 kg
*DC = Duración de conexión

Deformación Metálica no 319 33
placa del motor y FSC es considerable-mente más pequeño y compacto, de modo que el contorno perturbador es cla-ramente más reducido. El punto de aco-plamiento de la antorcha también se ha optimizado especialmente para las aplica-ciones de robot. Éste funciona como inter-faz para los datos de posición programa-dos. De construcción especialmente preci-sa y estable, el punto de acoplamiento de la antorcha de la edición robot de TransSteel resulta adecuado para sistemas refrigerados por agua y por gas.
La fuente de corriente de la edición Yard se ha concebido especialmente para utilizarla en astilleros y en servicio offshore. En este caso, los programas de soldadura no solo se han diseñado para el habitual acero (de construcción), sino también para el ensam-blaje altamente productivo de aceros (CrNi) de alta aleación con hilos macizos o de relleno. Las correspondientes curvas características están guardadas en la fuente
de corriente de soldadura y además el usuario puede solicitarlas a Fronius. Los aparatos de la edición Yard disponen de un regulador de flujo de gas en la unidad de transporte de hilo, así como de un zócalo de corriente de soldadura para la soldadura por electrodo que están concebidos espe-cialmente para la alimentación de gas, habitualmente centralizada de este sector. La edición Yard da respuesta a la mayor necesidad de movilidad en astilleros y en el servicio offshore con un carro propio de desplazamiento para los sistemas refrigera-dos por gas.
Beneficios globalesEl fabricante destaca que, en conjunto, el empresario se beneficia de la menor sensi-bilidad frente a perturbaciones y de la reducida tasa de fallos, lo que le permite ahorrar en tiempo y costes. El estricto enfo-que en las necesidades de los soldadores de acero no solo aporta más seguridad al proceso y un manejo más sencillo, sino también una ventaja de costes en lo que a la inversión se refiere.
El usuario selecciona las funciones necesarias de forma intuitiva y guiada pulsando una tecla en el panel de control de la unidad de transporte de hilo extraíble.
Fronius
Los aparatos de la edición Yard disponen de un regulador de flujo de gas en la unidad de transporte de hilo, así como de un zócalo de corriente de soldadura para la soldadura por electrodo que están concebidos especialmente para la alimentación de gas, habitualmente centralizada de este sector
El Fronius System Connector (FSC) con una sola conexión central para todos los medios, garantiza la seguridad del proceso y el confort de manejo, por ejemplo, gracias al cambio de antorcha rápido y sencillo por medio del cierre de palanca.

Productos
Deformación Metálica no 319 34
Disco de desbaste
Pferd está trabajando con especial ahínco en reducir de manera permanente la exposición al ruido y a las vibraciones que se generan al utilizar herramientas, así como a la hora de hacer más confortable el traba-jo del usuario. Con el disco de desbaste Whisper se generan menos vibraciones y menores niveles de exposición al ruido y al polvo, a la vez que tiene una capacidad de arran-que de viruta sorprendentemente alta. Su estructura flexible permite un lijado suave y confortable con una excelente calidad de superficie. Si se compara su fun-
cionamiento con el de los discos de desbaste conven-cionales, reduce el nivel de ruido hasta 12 dB(A), lo que supone una disminución del nivel de exposición al ruido de más del 90%. PferdErgonomics recomienda el disco de desbaste Whisper como solución para trabajos de desbaste du-ros y difíciles.
Pferd
Carl Zeiss
Software de medición de chapa y superficies complejas
Carl Zeiss presenta Caligo, su nuevo software para trabajos exigentes de medida en carrocerías y superficies complejas. Su sistema dividido en módulos ofrece un alto grado de fle-xibilidad para las exigencias del futu-ro. La utilización óptima de los recur-sos disponibles del sistema permiten una disponibilidad rápida de los resul-tados. Un atractivo diseño visual y una interfaz claramente estructurada, hacen sea muy intuitivo. Nuevas ca-racterísticas como la dirección de cambio, la función de simulación ex-haustiva y la posibilidad de medir las características individuales de un pro-grama de medición complejo, influ-yen directamente en el rendimiento de las mediciones. Caligo es el suce-sor de Holos, el potente software de medición de superficies complejas.Hay muchos desafíos en la tecnología de medición de chapa: hasta que el proceso se ha configurado óptima-mente se han tenido que controlar una amplia gama de puntos, a menu-do muy rápidamente y en grandes cantidades, con diferentes versiones y cambios de diseño. Una buena tecno-logía de medición de carrocerías debe de mantenerse al día y ser flexible. Las funciones incorporadas en Caligo proporcionan a los usuarios un alto nivel de apoyo y optimizan el proceso de medición.Caligo acelera la programación con funciones inteligentes, como la direc-ción de cambio a través de listas de características. Si se realizan cambios, se registran cuando se comparan los datos, y entonces el usuario puede decidir qué datos aceptar. La función de simulación proporciona una am-plia gama de herramientas para anali-zar el programa de medición, antes de que comience la secuencia real, lo que hace que sea todavía más fácil identificar y corregir errores de pro-gramación y, aún más, optimizar he-rramientas como el control de coli-sión, trayectoria del recorrido y palpa-dor que ha colisionado. Las máquinas de medición de brazo horizontal y sis-temas dúplex se pueden simular com-pletamente. El sensor EagleEye tam-bién se ha tenido en cuenta.
Línea de consumibles para acero inoxidable
Simulación de procesos de conformado en caliente y de templado
AutoForm-ThermoSolver tiene en cuenta la exi-gente complejidad geométrica y la minimización de los efectos de la recuperación elástica (spring-back) y, según el proveedor, permite diseñar componentes de alta resistencia en menos tiem-po y a menor coste. Soporta conformado en ca-liente directo e indirecto, y tiene en cuenta el flu-jo del calor y la transformación de fase durante el
templado. Permite conocer mejor la transformación estructural de materiales, así como un mejor control sobre ella. Los procesos de templado por zonas permiten diseñar piezas estampadas con determinadas propiedades de resistencia local. La precisión de la simulación de choque (crash) puede mejorarse teniendo en cuenta la dis-tribución real de las variables de postproceso (deformación plástica y espesor) en los componentes conforma-dos en caliente. Se destina al diseño de piezas de conformado en caliente para vehículos: pilares, vigas de para-choques, perfiles de techo, vigas antiimpacto lateral, etc.
Hypertherm, fabricante de siste-mas avanzados de corte de meta-les, anuncia el lanzamiento de sus consumibles de la marca Centri-cut para las empresas que utilizan la antorcha PerCut 370.2 en un sistema Kjellberg HiFocus 280i, 360i o 440i.Los nuevos consumibles están di-señados para corte en acero inoxidable de alto amperaje. Su rendimiento es igual, y en algunos casos superior, al de los consumibles del OEM. Sin embargo, permiten a los clientes reducir sus costes operativos mante-niendo la calidad de corte y la productividad. Esta novedad es la continuación del lanzamiento durante el pasado invierno de los consumibles de Hyper-therm para acero inoxidable, destinados a las empre-sas que utilizan la antorcha PerCut 370.1. Así, los usuarios dedicados al corte de metales con cualquie-ra de los sistemas Kjellberg HiFocus cuentan ahora con una línea completa de consumibles para corte en acero inoxidable.
Los nuevos consumibles se fa-brican con precisión dentro de las tolerancias estrictas de Hy-pertherm, de modo que los clientes obtienen un rendi-miento uniforme y fiable de sus sistemas de corte. La marca Centricut de Hypertherm dise-ña y fabrica consumibles avan-zados para corte con plasma y láser. Su línea de productos
abarca consumibles que aportan un mayor valor a los usuarios de casi cualquier sistema de corte, aún sien-do de una marca distinta de Hypertherm, por ejem-plo sistemas ESAB, Kjellberg y Trumpf. Todos los pro-ductos con marca Centricut se diseñan y fabrican si-guiendo normas estrictas e incorporan los avances tecnológicos más recientes para reducir los costes operativos y aumentar la velocidad de corte y la cali-dad. Incluyen una asistencia técnica gratuita y están disponibles para entrega inmediata.
Hypertherm
AutoForm

Productos
Deformación Metálica no 319 35
Punzonadora con automatización
Misati
Nuevas funciones de solución de CAM
En la feria EMO, l a e m p r e s a Open Mind Te-chnologies AG presenta las nue-vas funciones de su solución de CAM HyperMILL 2011 y muestra cómo se puede conseguir más rendimiento con menor esfuerzo de programa-ción. HyperMILL 2011 apuesta por la programación automatizada y el máximo aprovechamiento de su know-how de fabricación. Es posible gracias a numerosas funciones nuevas que hacen que la manera de trabajar sea sencilla, cómoda y rápida. Los nuevos ciclos de 5 ejes como el desbaste y acabado equidistantes de piezas per-miten un tratamiento más eficiente de superficies complejas y la compatibilidad con 64 bits pone a disposición de los usuarios más espacio de memo-ria. También cabe destacar la estrategia de desbas-te de alto rendimiento HyperMAXX, el sistema de CAD HyperCAD, así como las soluciones integra-
das en CAD pa-ra SolidWorks y Autodesk Inven-tor. HyperMILL 2011 inc luye una tecnología mejorada: las macros inteli-gentes que per-m i t e n a l o s usuarios alma-cenar reglas y condiciones de-finidas para ca-da etapa de me-
canizado. A partir de estas reglas y de acuerdo con los datos geométricos (como diámetro, profundi-dad, cajeras abiertas o cerradas), las etapas de me-canizado se clasifican y ajustan de manera automá-tica. Las Application Programming Interfaces (APIs) también contribuyen a la automatización con la creación de aplicaciones capaces de controlar la generación de programas de CN completos.
Open Mind Technologies AG
Catálogo Automatización de Procesos de Estampación
La empresa Misati, con sede en Barcelo-na y especializada en la fabricación de elementos de sujeción neumáticos, aca-ba de editar su nuevo catálogo de Auto-matización de Procesos de Estampación. Este título responde a la voluntad de Mi-sati de ofrecer a sus clientes un comple-to programa de elementos estándar con los que construir tanto transfers de pren-sa como garras de carga y descarga, con las que automatizar sus procesos pro-ductivos de estampación metálica. El nuevo catálogo incluye novedades téc-nicas como, por ejemplo, una ampliada gama de minipinzas con nuevas apertu-ras, tamaños y pisadores para adaptarse mejor a la chapa; nuevos soportes con rótula que facilitan la puesta a punto; desplazamientos lineales para aumentar o disminuir el desplazamiento de la transfer en cualquiera de sus tres ejes y unidades de giro para voltear la chapa en un ángulo concreto mientras se tras-lada de un troquel a otro y así simplificar el diseño del mismo. Las características que Misati destaca de sus minipinzas son su rapidez, su bajo consumo, sus mínimas dimensiones que le facilitan el acceso al troquel y, especial-mente, su esfuerzo de sujeción: la más pequeña de las minipinzas alcanza 103 y la más grande 329 daN. Además, la em-presa ofrece una garantía de 20 millones de ciclos o 7 años. Todo ello hace que las minipinzas Misati sean idóneas para pro-cesos de transferización de chapa entre troqueles en los que se requiere una alta productividad (hasta 30 piezas/minuto) y la máxima fiabilidad al mínimo coste. El nuevo catálogo está disponible en la web de la empresa.
La punzonadora de torreta E6x ser-vo-eléctrica de Prima Power, que se presentará en la feria EMO, destaca por su rendimiento. Por ejemplo, en el conformado, la tecnología servo-eléctrica proporciona el ma-yor nivel de precisión en el posicio-nado del cilindro de punzonado. La E6x es una solución productiva para aplicaciones de punzonado estándar, pero es capaz de mucho más. Por ejemplo, la altura de las formas hechas mediante las herramientas de conformado pueden ajustarse desde la pantalla de la máquina y guardarse en la librería de herramien-tas del sistema de programación Tulus. El número de herramientas rotativas puede aumentarse con la tecnología indexable de los Multi-Tool, con lo que se simplifica la programación y se acortan los tiempos de montaje. El nuevo sistema de cambio de porta-herramientas rápido tiene el mismo efec-to. Su carga manual fácil, cierre automático de las mor-dazas y la trampilla de 500mm x 500mm para pie-zas punzonadas añade eficiencia en la fabricación. Los segmentos de cepillos que se elevan desde la mesa, protegen materiales sensibles que se despla-zan sobre las matrices. El posicionado automático de las mordazas hace un uso más rápido y fácil de la máquina a la vez que mejora la seguridad.E6x se presenta con nuevas características: una nueva versión del sistema de carga manual “carga fácil”; además del estándar de 170 kN, también se pueden escoger fuerzas de punzonado de 200 kN y 230 kN. El uso de la tecnología servo-eléctrica en el punzonado está unido a un funcionamiento y mantenimiento económico, pero también abre nuevas posibilidades de desarrollar más vías para la
reducción de costes. La E6x tiene un nuevo modo operativo con el que la máquina se para automáti-camente si no está funcionando durante un rato. La velocidad de rotación de las herramientas index es de 133 rpm y la velocidad máxima de nibbling es de 700 hpm. El área de trabajo sin reposiciona-do es de 1.500 mm x 2.500 mm.
Prima Power

Productos
Deformación Metálica no 319 36
Enderezadora de hasta 25 mm de diámetro
La empresa Progress, que este año celebra su 50 aniversario, ha presentado su nueva máquina enderezadora Progress MSR mediante rotor de altas prestaciones, que puede trabajar con bobi-nas de acero corrugado de 25 mm de diámetro. Así, es la primera vez que se consigue emplear este tipo de acero para producir ferralla partien-do de bobina con este diámetro. Hasta la fecha se había conseguido trabajar con el sistema de enderezado por rotor como máximo hasta el diámetro de 20 mm. Progress cuenta con una experiencia de más de 250 máquinas endereza-doras de este tipo en funcionamiento con el sis-tema patentado por rotor. Estas enderezadoras elaboran el hierro corruga-do partiendo de bobinas con una gama de diá-metros del hilo, que van desde 6 hasta 25 mm de diámetro. El cambio del diámetro se realiza de forma automática; en función del modelo de la máquina, el cambio de hilo se efectúa en un tiempo que oscila entre los 6 y los 20 segundos.
La velocidad de avance y de rotación es comple-tamente variable y está directamente sincroniza-da con el movimiento de las devanadoras. Las enderezadoras multirrotor Progress no llevan ningún componente hidráulico, su funciona-miento es completamente electro-mecánico. Un aspecto muy importante de trabajar con esta máquina es la alta productividad que se alcanza,
que no se puede conseguir trabajando con el sis-tema tradicional por barras, llegando a producir 60 toneladas por día y turno de trabajo con un solo operario.
Progress
Módulo de lijado cilíndrico automático en serie Protectores faciales
Con el nuevo mó-dulo de lijado ci-líndrico GRIT GIC los tubos se lijan o se satinan por la parte exterior de forma cilíndrica en serie. El módulo de lijado cilíndrico se conecta sin ne-cesidad de herra-mientas en la lija-dora de cinta GRIT GI 75 o GI 150. Mediante cuatro rodillos de transporte dirigibles se puede utilizar de forma portátil en el ta-ller. Es adecuado para tratar superficies de forma automática en materiales redondos con un diámetro de hasta 130 milímetros. El módulo de lijado cilíndrico GRIT se ha diseñado con un motor trifásico con cuatro kilovatios de potencia para su uso en la producción en serie industrial y se ha cons-truido de forma especialmente robusta. Trabaja con poco ruido y pocas vi-braciones y garantiza una elevada productividad. Los tubos se introducen entre la cinta abrasiva y un rodillo de avance y au-tomáticamente empiezan a girar. La velocidad de avance y la presión de apriete pueden regularse de forma continua. Gracias a ello se garantiza una calidad óptima de la superficie. Para una mayor durabilidad de las cin-tas abrasivas, mejores resultados de la superficie y un entorno libre de pol-vo, el módulo de lijado cilíndrico GRIT GIC para el lijado en húmedo pue-de combinarse con el módulo de lubricación refrigerante GXW. Como ac-cesorios, también se suministran una guía de tubo lateral para tubos de hasta seis metros de longitud y un dispositivo de limpieza de tubos. El programa de lijadoras de cinta GRIT se ha diseñado de forma modular y puede reequiparse y ampliarse con gran rapidez. El sistema modular es único en este sector y supone importantes ventajas: las máquinas base pueden ampliarse, según las necesidades, con módulos de lijado de ra-dios, cilíndricos y de superficies. Así, los usuarios se benefician de una ele-vada flexibilidad. El potente sistema modular GRIT cubre toda la gama de rectificado de metal. Las lijadoras de cinta resultan adecuadas para todos los trabajos desde el lijado grueso hasta el acabado; para el lijado de des-monte, el lijado cilíndrico, el rectificado (interiormente), el desbarbado, el biselado o el rectificado plano. Las cintas abrasivas profesionales especial-mente diseñadas para las lijadoras de cinta GRIT completan el programa.
El proveedor global de productos de higiene Kimberly-Clark Professional (KPC) continúa ampliando su oferta de equipos de protección personal y ha desarrollado los protectores facia-les Jackson Safety que ofrecen la máxima protección contra residuos y salpicaduras en los diferentes proce-sos de fabricación, preparación y aca-bados. El diseño de los protectores fa-ciales cubre toda la cara resguardando el rostro de cualquier impacto o salpicadura. Esta solución permite que el mismo arnés pueda durar lo que varias pantallas, que se deben sustituir a causa de arañazos y daños por impactos. Por eso, el artículo se distribuye como sistema modular, con pie-zas intercambiables independientes, lo que además resulta más rentable porque en lugar de sustituir toda la pieza se cambia solo la que se ha daña-do. Su diseño de fácil uso permite cumplir mejor la normativa y evitar le-siones oculares y faciales provocadas por el proceso de fabricación, puesto que se ajusta mediante trinquete, posee una tira graduable para la cabeza y una banda antisudor almohadillada.Todos los protectores faciales ofrecen protección mecánica contra partícu-las en toda la cara (no solo en los ojos) y protección limitada contra salpi-caduras. Los protectores faciales cumplen varios niveles de EN166, la nor-mativa de protección ocular: clase 2 Óptica de uso intermitente (en test para la clase 1 Óptica de uso continuo); B (nivel de impacto intermedio – 120 m/s); otras áreas de uso: 3 – líquidos, 9 – metales fundidos y sólidos calientes. Los protectores faciales Jackson Safety garantizan un confort ex-clusivo gracias a su ventilación indirecta que reduce la concentración de CO2 y minimiza los problemas de empañamiento.
Kimberly ClarkFein

Formación de Inspectores de Construcciones Soldadas
Procesos de Soldeo y su Equipo
Materiales y su Comportamiento Durante el Soldeo
Cálculo y Diseño de Uniones Soldadas
Fabricación y Aplicación por Soldeo
Ingeniero Internacional de Soldadura (IWE)
Técnico Internacional de Soldadura (IWT)
Especialista Internacional de Soldadura (IWS)

Índice de proveedores
P. I. Santiga. C/ Llobateras 14, naves 51 al 59 08210 BARBERÀ DEL VALLÈS · Barcelona
Tel. 93 718 77 41 · Fax 93 718 97 55E-mail: [email protected]
www.mjparente.com
Mecánica Parente
MATRICERÍA, ESTAMPACIÓN Y ENSAMBLAJE
● Líneas automáticas de punzonado y plegado
● Punzonadoras alimentadas con formato de chapa
● Punzonadoras alimentadas desde bobina de chapa
● Prensas mecánicas ● Prensas hidráulicas
● Líneas de corte ● Líneas de perf ilado
C/ Molist, 5- 08024 BARCELONA - Tel. 932 853 882 - Fax 932 853 883
Web: www.metalesyformas.com - E-mail: [email protected]
E s p e c i a l i s t a s e n d e fo r m a c i ó n m e t á l i c a
CNCCNC
Este índice de proveedores amplía la información facilitada por los fabricantes,
representantes, delegados, etc. del sector Deformación Metálica, ofreciendo al lector
una "tarjeta de visita" en cada número, para una mayor facilidad de búsqueda.
Utillajes para plegadoras.Utillajes para punzonadoras.Consumibles para láser.CN plegadoras, cizallas.Punzonadoras y plegadoras.Maquinaria para tratamiento de superficies metálicas.
Ctra. de l’Hospitalet, 61 08940 CORNELLÀ (Barcelona)Tel. 934 740 771 / 934 740 896
Fax 934 740 831 E-mail: [email protected]
SOLUCIONES TECNOLOGICASPARA LA DEFORMACION METALICA
AQUÍ PODRÍA ESTAR
VIENDO SU ANUNCIO
Publicidad:Entença, 28 entlo. - 08015 BarcelonaTel.: 932924638 - Fax: 934252880
Editora:Mar Cañas
Directora editorial:Núria Martín
Redactora Jefe:Charo [email protected]
Publicidad:José María GascónTel. 637 419 [email protected]
Norte: David EchevarríaTel. 944 285 600 Fax 944 425 [email protected]
Centro: Alejandro G. SantamaríaTel. 914 153 345 Fax 914 134 [email protected]: Rancati AdvertisingMilano San Felice. Torre 720090 Segrate (Milano)Tel. +39 02 703 000 88 Fax +39 02 703 000 [email protected]
Suscripciones:Alberto OrmazabalZancoeta, 9 5º48013 BilbaoTel. 944 285 651 Fax 944 415 [email protected]
Consejo Redacción:José María Bastidas, CENIM - CSICJuan López Coronado, Ingeniero IndustrialJordi Prat Deulofeu, Licenciado en QuímicasF.R. Morral, Asesor del Battelle Memorial InstituteManuel Martínez Baena, Ingeniero Metalúrgico
Edita:
REED BUSINESS INFORMATION, S.A.C/ Travessera de Gràcia, 17 - 21, 1ª Planta 08021 BARCELONAEspañaTel. 932 924 638Fax 934 252 880
Director Gerente: Ino Henríquez NavarroDirector Financiero: Francisco Sanz BasterraDirector Comercial: Ricardo J. Hernández
COPYRIGHT ©
Reed Business Information, S.A.U.Prohibida la reproducción total o parcial de cualquier trabajo incluido en esta revis-ta, sin previa autorización, aunque se cite su procedencia. Los conceptos y opiniones expresados en cada trabajo o noticia, son de la exclusiva responsabilidad del autor.
Sus datos están registrados en un fichero de Reed Business Information S.A. -Sociedad Unipersonal-, Zancoeta 9, 48013 Bilbao y proceden de fuentes accesibles al público, del boletín de suscripción a nuestras publicaciones o del documento firmado con nosotros para prestarle algún servicio. Podrá recibir publicidad de otros servi-cios del grupo Reed Business Information y/o de terceras empresas que puede ser de su interés profesional, a través de correo, fax y/o correo electrónico. Puede ejercitar sus derechos de acceso, rectificación, cancelación y oposición dirigiéndose por escrito a Reed Business Information S.A. en la dirección arriba indicada.
T: 932 924 [email protected] www.deformacionmetalica.es
DeformaciónMetálicaedicióndigitalLa publicación líder sobrela industria del metal
¡Recuerde!cada mes además de la información habitual, una edición con contenido exclusivo para suscriptores, si aún no lo es póngase en contacto con nosotros.
[email protected]: 944 285 651https://www.rbi.es/suscripciones/deformacion-metalica.htm