anÁlisis comparativo de la calidad superficial de...
TRANSCRIPT

i
Escu
ela
Polit
écn
ica S
up
eri
or
de J
aé
n UNIVERSIDAD DE JAÉN
Escuela Politécnica Superior (Jaén)
Trabajo Fin de Grado
ANÁLISIS COMPARATIVO DE
LA CALIDAD SUPERFICIAL DE
PIEZAS FABRICADAS
MEDIANTE MECANIZADO Y
FABRICACIÓN ADITIVA
Alumno: Mercedes Pérez Jiménez Tutor: Prof. D. Diego Carou Porto Dpto: Ingeniería Mecánica y Minera
Junio, 2018


Mercedes Pérez Jiménez Lista de acrónimos
i
Lista de acrónimos
ABS: del inglés Acrylonitrile Butadiene Styrene
AISI: del inglés American Iron and Steel Institute
ANOVA: Análisis de la Varianza
CAD: del inglés Computer Aided Design
CLIP: del inglés Continuous Liquid Interface Production
CN: control numérico (CN)
CNC: del inglés Computer Numerical Control
DMLS: del inglés Direct Metal Laser Sintering
FDM: del inglés Fused Deposition Modeling
FFF: Fabricación de Filamentos Fundidos
ISO: del inglés International Organization for Standardization
LOM: del inglés Laminated Object Manufacturing
NIST: del inglés National Institute of Standards and Technology
OCDE: Organización para la Cooperación y el Desarrollo Económico
PBF: del inglés Powder Bed Fusion
PLA: del inglés polylactic acid
SGC: del inglés Solid Ground Curing
SLA: estereolitografía

Mercedes Pérez Jiménez Lista de acrónimos
ii Escuela Politécnica Superior de Jaén
SLM: del inglés Selective Laser Melting
SLS: del inglés Selective Laser Sintering
SML: del inglés Sheet Material Lamination
STEP: del inglés Standard for the Exchange of Product
STL: del inglés Standard Triangle Language
TFG: Trabajo de Fin de Grado
VPP: del inglés Vat Photopolymerization
Mercedes Pérez Jiménez Índice de tablas
iii
Índice de tablas
Tabla 2.1: Clases de rugosidad y ancho de cresta correspondiente (Lakić et al., 2014). ......10
Tabla 2.2: Procesos de fabricación aditiva y años de invención (Rietzel et al., 2017). ..........15
Tabla 2.3: Materiales actuales comerciales para fabricación aditiva por categoría de proceso
(Basada en Bourell et al., 2017). ..........................................................................................18
Tabla 2.4: Rugosidad superficial media de las técnicas de fabricación aditiva (Kumbhar y
Mulay, 2016). .......................................................................................................................20
Tabla 2.5: Actividades de mecanizado por aleación de material y sector industrial (Childs et
al., 2000). .............................................................................................................................24
Tabla 2.6: Diferencias entre fabricación aditiva y mecanizado (Noorani, 2018). ...................29
Tabla 3.1: Factores, niveles y nomenclatura para el experimento 1. ....................................38
Tabla 3.2: Factores, niveles y nomenclatura para el experimento 2. ....................................38
Tabla 3.3: Factores, niveles y nomenclatura para los ensayos en torneado. ........................39
Tabla 3.4: Combinaciones para el diseño factorial fraccionado para el experimento 1. ........40
Tabla 3.5: Plan del experimento 1. .......................................................................................42
Tabla 3.6: Plan del experimento 2. .......................................................................................42
Tabla 4.1: Propiedades del PLA utilizado. ............................................................................50
Tabla 4.2: Dimensiones de la impresora Witbox. ..................................................................51
Tabla 4.3: Parámetros de impresión de las probetas para torneado. ....................................56
Tabla 4.4: Factores y niveles para el experimento 1. ............................................................60
Tabla 4.5: Seguimiento de ensayos del experimento 1. ........................................................60
Tabla 4.6: Factores y niveles para el experimento 2. ............................................................62
Tabla 4.7: Seguimiento de ensayos del experimento 2. ........................................................63
Tabla 4.8: Factores y niveles para los ensayos de torneado. ...............................................65
Tabla 4.9: Seguimiento de ensayos por mecanizado. ..........................................................65
Tabla 4.10: Resultados de rugosidad superficial obtenidos en el experimento 1. .................66
Tabla 4.11: Código de significación del software R ..............................................................67
Tabla 4.12: Resultados del ANOVA para el experimento 1. .................................................67
Tabla 4.13: Contribución de cada factor a la variabilidad para el experimento 1...................69
Tabla 4.14: Test de normalidad de Shapiro-Wilk para el experimento 1. ..............................70
Tabla 4.15: Test no paramétricos de Spearman y Kendall para el experimento 1. ...............70
Tabla 4.16: Resultados de rugosidad superficial obtenidos en el experimento 2. .................74
Tabla 4.17: Resultados del ANOVA para el experimento 2. .................................................75
Tabla 4.18: Contribución de cada factor a la variabilidad para el experimento 2...................76
Tabla 4.19: Test de normalidad de Shapiro-Wilk para el experimento 2. ..............................77
Tabla 4.20: Test no paramétricos de Spearman y Kendall para el experimento 2. ...............77
Tabla 4.21: Rugosidades de las probetas antes del torneado. .............................................78
Tabla 4.22: Resultados de rugosidad obtenidos para las probetas torneadas. .....................79
Tabla 4.23: Rugosidades medias de las probetas por tramo. ...............................................79
Tabla 4.24: Temperaturas obtenidas durante el torneado de las probetas. ..........................80
Mercedes Pérez Jiménez Índice de figuras
iv
Índice de figuras
Figura 2.1: Desviaciones de forma (DIN 4760, 1982). ........................................................... 7
Figura 2.2: Parámetros básicos del perfil de rugosidad (UNE-EN ISO 4287:1997, 1999). ..... 9
Figura 2.3: Características de transmisión de los perfiles de rugosidad y de ondulación
(UNE-EN ISO 4287:1997, 1999). .........................................................................................11
Figura 2.4: Perfiles característicos de la rugosidad superficial. .............................................12
Figura 2.5: Efecto escalera ...................................................................................................19
Figura 2.6: Cinco pasos del proceso de impresión 3D (basado en Noorani, 2018). ..............21
Figura 3.1: División de las probetas para la toma de medidas. .............................................41
Figura 4.1: Espray fijador y PLA empleados. ........................................................................51
Figura 4.2: Impresora Witbox, PLA y espray fijador. .............................................................52
Figura 4.3: Software Ultimaker CURA 3.2.1. ........................................................................53
Figura 4.4: Rugosímetro Mitutoyo Surftest SJ 210. ..............................................................54
Figura 4.5: Impresora AirWolf 3D HD. ..................................................................................56
Figura 4.6: Torno Pinacho SP/165. ......................................................................................57
Figura 4.7: Cámara de imagen térmica FLIR i3. ...................................................................58
Figura 4.8: Probetas del experimento 1. ...............................................................................61
Figura 4.9: Probetas del experimento 2. ...............................................................................64
Figura 4.10: Probetas de los ensayos de torneado. ..............................................................66
Figura 4.11: Rugosidad superficial del experimento 1 agrupadas por altura de capa. ..........72
Figura 4.12: Rugosidad superficial del experimento 1 agrupadas por grosor de la pared. ....73
Figura 4.13: Medición de probetas. ......................................................................................75
Figura 4.14: Rugosidad superficial del experimento 2 agrupadas por grosor de la pared. ....78
Figura 4.15: Rugosidad superficial en los ensayos de torneado. ..........................................81
Figura 4.16: Temperaturas obtenidas en los ensayos de torneado.......................................81
Mercedes Pérez Jiménez Índice
v Escuela Politécnica Superior de Jaén
Índice
1. INTRODUCCIÓN ........................................................................................................... 1
1.1. Planteamiento ......................................................................................................... 1
1.2. Motivación y objetivos ............................................................................................. 2
1.3. Estructura ................................................................................................................ 3
2. ESTADO DEL ARTE ...................................................................................................... 5
2.1. Introducción ............................................................................................................ 5
2.2. Calidad superficial ................................................................................................... 6
2.2.1. Definiciones básicas ........................................................................................ 6
2.2.2. Medición de la rugosidad ................................................................................10
2.3. Fabricación aditiva .................................................................................................13
2.3.1. Reseña histórica .............................................................................................13
2.3.2. Categorías de procesos ..................................................................................16
2.3.3. Materiales .......................................................................................................17
2.3.4. Rugosidad .......................................................................................................18
2.3.5. Procedimiento a seguir ....................................................................................21
2.4. Mecanizado ............................................................................................................22
2.4.1. Reseña histórica .............................................................................................22
2.4.2. Categorías de procesos ..................................................................................23
2.4.3. Materiales .......................................................................................................24
2.4.4. Rugosidad .......................................................................................................26
2.4.5. Procedimiento a seguir ....................................................................................27
2.5. Comparación entre fabricación aditiva y mecanizado .............................................28
2.5.1. Rugosidades en metales .................................................................................30
2.5.2. Rugosidades en plásticos ...............................................................................32
3. METODOLOGÍA ...........................................................................................................35
3.1. Introducción ...........................................................................................................35
3.2. Planificación pre-experimental ...............................................................................35
3.2.1. Reconocimiento y declaración del problema ...................................................35
3.2.2. Selección de la variable de respuesta .............................................................36
3.2.3. Selección de los factores, niveles y rangos .....................................................36
3.3. Elección del diseño experimental ...........................................................................39
3.4. Realización del experimento ..................................................................................43
3.4.1. Actividades previas a los ensayos ...................................................................43
3.4.1.1. Impresión 3D ...................................................................................................43

Mercedes Pérez Jiménez Índice
vi Escuela Politécnica Superior de Jaén
3.4.1.2. Torneado .........................................................................................................44
3.4.2. Realización de ensayos ..................................................................................44
3.4.2.1. Impresión 3D ...................................................................................................44
3.4.2.2. Torneado .........................................................................................................45
3.5. Análisis estadístico .................................................................................................46
3.6. Conclusiones..........................................................................................................47
4. APLICACIONES Y ANÁLISIS DE RESULTADOS .........................................................49
4.1. Introducción ...........................................................................................................49
4.2. Aplicaciones ...........................................................................................................49
4.2.1. Equipo experimental para los experimentos 1 y 2 ...........................................49
4.2.2. Equipo experimental para los ensayos de torneado ........................................54
4.2.3. Definición de los experimentos ........................................................................59
4.2.3.1. Experimento 1 .................................................................................................59
4.2.3.2. Experimento 2 .................................................................................................61
4.2.3.3. Ensayos de torneado ......................................................................................64
4.3. Análisis de resultados ............................................................................................66
4.3.1. Resultados de rugosidad superficial del experimento 1 ...................................66
4.3.2. Análisis estadístico del experimento 1 .............................................................67
4.3.3. Resultados de rugosidad superficial del experimento 2 ...................................74
4.3.4. Análisis estadístico del experimento 2 .............................................................75
4.3.5. Resultados de rugosidad superficial de los ensayos de torneado ...................78
4.3.6. Análisis de resultados de las probetas torneadas ............................................80
5. Conclusiones y trabajos futuros .....................................................................................83
5.1. Conclusiones..........................................................................................................83
5.1.1. Conclusiones de carácter general ...................................................................83
5.1.2. Conclusiones de carácter particular ................................................................84
5.2. Trabajos futuros .....................................................................................................85
Bibliografía ...........................................................................................................................88


Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
1 Escuela Politécnica Superior de Jaén
1. INTRODUCCIÓN
1.1. Planteamiento
A lo largo de la historia, el hombre ha tenido la necesidad de fabricar para poder
satisfacer sus menesteres. Con el desarrollo y la innovación tecnológica, se han ido
mejorando los distintos procesos de fabricación convencionales, pudiendo obtener
productos con una buena calidad, coste y rendimiento. Por otro lado, han ido
apareciendo y creándose nuevos conceptos de producción como la fabricación aditiva.
La fabricación aditiva, también llamada impresión 3D, lleva presente alrededor
de 30 años y ha ganado interés público y comercial, debido a que proporciona ventajas
como imprimir todo en una pieza sin necesidad de ensamblar. La fabricación
convencional, como el mecanizado, empieza a dar paso a estas nuevas tecnologías
(Oropallo y Piegl, 2016). Aun así, la fabricación aditiva presenta limitaciones, por lo
que es necesario el estudio y la comparación entre la fabricación convencional, el
mecanizado, y una fabricación más innovadora, la impresión 3D.
El mecanizado es una tecnología convencional, extendida y madura que ofrece
ventajas como no tener limitaciones de tamaño y el coste, además de obtener buenos
acabados superficiales y una alta precisión, dos características limitantes todavía en
la impresión 3D (Noorani, 2018).
El logro de una calidad predefinida con un equipo dado, coste y tiempo limitado,
puede definirse como el problema general de la fabricación (Benardos y Vosniakos,
2003).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
2 Escuela Politécnica Superior de Jaén
1.2. Motivación y objetivos
Uno de los requisitos principales de un producto es una buena calidad superficial,
concretamente una baja rugosidad. Hay un gran número de publicaciones sobre
estudios de la rugosidad superficial que se obtiene con distintos procesos de
mecanizado y materiales. Sin embargo, el número de publicaciones es limitado
cuando trata sobre la rugosidad superficial obtenida mediante fabricación aditiva.
La fabricación aditiva es contraria al mecanizado, mientras una añade capas la
otra las elimina. La fabricación aditiva ha tenido un alto impacto en la sociedad e
industria, aunque todavía se deben abordar ciertos desafíos, como obtener una buena
rugosidad superficial. Por ello, entre otras razones, el mecanizado como proceso de
fabricación sigue siendo de gran importancia para la industria.
El presente Trabajo de Fin de Grado (TFG) intenta aportar conocimiento en un
tema que ha sido tratado en la literatura científica de manera limitada. Así, se pretende
desarrollar un estado del arte detallado sobre la fabricación aditiva y mecanizado,
centrado en el estudio de la calidad superficial. Adicionalmente, se llevará a cabo un
estudio experimental comparativo sobre la rugosidad superficial obtenida en impresión
3D y en mecanizado.
Los objetivos que se plantean pueden dividirse en objetivos de carácter general
y de carácter particular. Así, el objetivo de carácter general es el estudio y análisis
comparativo entre fabricación aditiva y sustractiva, identificando las diferencias entre
las calidades superficiales que se obtienen. Para poder alcanzar dicho objetivo
general, se plantean los objetivos particulares, relacionados con el estado del arte, de
conocer: fundamentos de la calidad superficial, categorías de procesos en fabricación
aditiva y mecanizado, materiales aptos, rugosidades superficiales obtenidas en
diferentes materiales mediante fabricación aditiva y mecanizado. Además, otro de los
objetivos particulares es el planteamiento de una metodología que permita llevar a
cabo satisfactoriamente los experimentos y ensayos, así como conocer la influencia
de distintos factores de fabricación aditiva sobre la rugosidad superficial y comparar
las rugosidades superficiales obtenidas en fabricación aditiva y con un post-procesado
de mecanizado, mediante experimentación y análisis estadístico.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
3 Escuela Politécnica Superior de Jaén
1.3. Estructura
Este Trabajo Fin de Grado consta de 5 capítulos y una bibliografía, cuyo
contenido y títulos se muestran a continuación:
Introducción: se establece el contexto general del estudio, motivación y objetivos
que se persiguen con la investigación y la estructura dada al TFG.
Estado del arte: se presenta toda la información relacionada con los temas
fundamentales a abordar en el estudio: definiciones y mediciones sobre la calidad
superficial, reseña histórica, categorías de procesos, materiales y rugosidades en
fabricación aditiva y mecanizado y rugosidades superficiales obtenidas en diferentes
estudios de fabricación aditiva y sustractiva. Dicha información se obtiene tras un
estudio exhaustivo de la bibliografía.
Metodología: se expone la estrategia empleada para realizar la parte
experimental del TFG. Se emplea un diseño experimental que a partir de una
planificación de experimentos nos permite recoger datos apropiados para un posterior
análisis estadístico, dando resultados válidos y conclusiones objetivas.
Aplicaciones y análisis de resultados: se presenta todo el desarrollo práctico del
diseño experimental expuesto en el punto anterior. En este apartado se definirán los
equipos experimentales empleados en el desarrollo, se le darán valores a los factores
seleccionados para el plan de experimentos y se hará un estudio detallado de los
resultados obtenidos con representaciones gráficas y análisis estadístico.
Conclusiones y trabajos futuros: recoge las conclusiones obtenidas del TFG,
tanto de carácter general como de carácter particular. También se recogen las líneas
de actuación de posibles desarrollos futuros, así como trabajos que han tenido lugar
a raíz de este TFG.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
4 Escuela Politécnica Superior de Jaén

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
5 Escuela Politécnica Superior de Jaén
2. ESTADO DEL ARTE
2.1. Introducción
Los procesos de fabricación tienen como propósito obtener unas determinadas
características referidas a la calidad, costes y tiempo. Con dichos propósitos, los
ingenieros e ingenieras se enfrentan a dos problemas. El primero es aumentar el
rendimiento del proceso de fabricación y el segundo obtener la calidad deseada
mediante la determinación de los valores de los parámetros que intervienen en el
sistema (Yamazaki, 2016).
El avance tecnológico reduce largos pasos de la fabricación industrial tradicional
(Adel et al., 2018). Así por ejemplo, hoy en día la fabricación aditiva es una tecnología
que se está expandiendo rápidamente en una serie de sectores industriales. Aunque,
todavía tiene inconvenientes como la baja productividad, una baja calidad e
incertidumbre de las propiedades mecánicas obtenidas (Bikas et al., 2016).
Las nuevas tecnologías, como la fabricación aditiva, capacitarán a las personas
y colectivos sociales a llevar a cabo su propia investigación y actividades innovadoras.
La Organización para la Cooperación y el Desarrollo Económico (OCDE) (2016)
identifica a las impresoras 3D como uno de los productos simbólicos para la
Generación Z, como lo fueron los automóviles, televisión, ordenadores y dispositivos
móviles para las generaciones anteriores. Ahora se está ante una revolución industrial,
la Industria 4.0, en la que la fabricación aditiva desempeña un papel de gran
importancia. Para ello se debe hacer un estudio y desarrollo de los materiales,
procesos y problemas de diseño, para poder fabricar productos personalizados con
alta calidad en fábricas inteligentes de alta eficiencia con una integración ciberfísica,
que es lo que propone la Industria 4.0 (Dilberoglu et al., 2017).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
6 Escuela Politécnica Superior de Jaén
2.2. Calidad superficial
En la industria se tiene la necesidad de alcanzar una calidad superficial
adecuada para cada producto. La falta de conformidad de las piezas puede llevar a
incurrir en pérdidas económicas. Por ello, se deben identificar y estudiar los distintos
parámetros que intervienen en los procesos de fabricación, para garantizar la validez
de un producto, aunque no se puedan controlar numerosos factores que tienen
influencia en el resultado final de la rugosidad superficial (Diamoutene et al., 2018)
(Benardos et al., 2003).
2.2.1. Definiciones básicas
Las irregularidades superficiales comprenden dos grupos de errores, los macro-
geométricos y los micro-geométricos. Los errores macro-geométricos son errores que
se pueden verificar con instrumentos de medición convencionales y engloban
divergencias de ondulaciones, planicidad, ovalización, circularidad, rectilineidad, etc.
El otro grupo, los errores micro-geométricos, son los errores conocidos como
rugosidad (Alves et al., 2011) (Benardos et al., 2003).
La rugosidad se refiere a la desviación de un tercer hasta un sexto orden
respecto a la superficie, es decir, irregularidades superficiales que caracterizarán la
calidad superficial. El orden de desviación se encuentra recogido en las normas
internacionales ISO 4287 (UNE-EN ISO 4287:1997, 1999) e ISO 4288 (UNE-EN ISO
4288:1996, 1998); refiriéndose las desviaciones de primer y segundo orden a la forma,
las de tercer y cuarto orden a muescas periódicas, y las de quinto y sexto orden a la
estructura del material. Estas desviaciones se pueden ver representadas en la Figura
2.1.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
7 Escuela Politécnica Superior de Jaén
Figura 2.1: Desviaciones de forma (DIN 4760, 1982).
La rugosidad superficial en el mecanizado ha sido ampliamente estudiada. A
continuación, se muestran cuatro categorías para clasificar los distintos enfoques
sobre la rugosidad superficial en la fabricación sustractiva (Benardos et al., 2003):
Enfoques que se basan en la teoría de mecanizado para desarrollar
modelos analíticos y/o algoritmos para representar la superficie
mecanizada.
Enfoques que examinan los efectos de varios factores a través de la
ejecución de experimentos y el análisis de resultados.
Enfoques que usan diseño de experimentos.
Enfoques de inteligencia artificial.
Para cuantificar, definir y medir la rugosidad se emplean parámetros básicos que
se definen a continuación (Lakić et al., 2014) (UNE-EN ISO 4287:1997, 1999):
Longitud de muestreo (L): longitud en el eje X, empleada para identificar las
irregularidades que caracterizan el perfil de evaluación de la pieza.
Ancho de cresta (K): distancia entre dos picos contiguos.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
8 Escuela Politécnica Superior de Jaén
Rugosidad media (Ra): es la desviación media aritmética de los valores absolutos
de las ordenadas Z(x) comprendidas en una longitud de muestreo L. Es un criterio
básico de rugosidad.
𝑅𝑎 =1
𝑙∫ |𝑍(𝑥)|𝑑𝑥
𝑙
0
(Fórmula 2.1)
Rugosidad máxima (Rt): es la desviación máxima entre pico y valle en una
longitud de muestreo L.
𝑅𝑡 = 𝑧𝑚𝑎𝑥 − 𝑧𝑚𝑖𝑛 (Fórmula 2.2)
Altura media de diez puntos de irregularidades (Rz): es la distancia media entre
cinco picos y cinco valles de la longitud de muestreo L.
𝑅𝑧 =𝑅1 + 𝑅3 + ⋯ + 𝑅𝑚 − (𝑅2 + 𝑅4 + ⋯ + 𝑅𝑛)
5 (Fórmula 2.3)

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
9 Escuela Politécnica Superior de Jaén
Figura 2.2: Parámetros básicos del perfil de rugosidad (UNE-EN ISO 4287:1997, 1999).
La desviación media aritmética es el valor más empleado para la evaluación de
la rugosidad superficial (Sanz et al., 2013). Así, generalmente es el parámetro
empleado como referencia por la industria y los investigadores. Por ello, se usa como
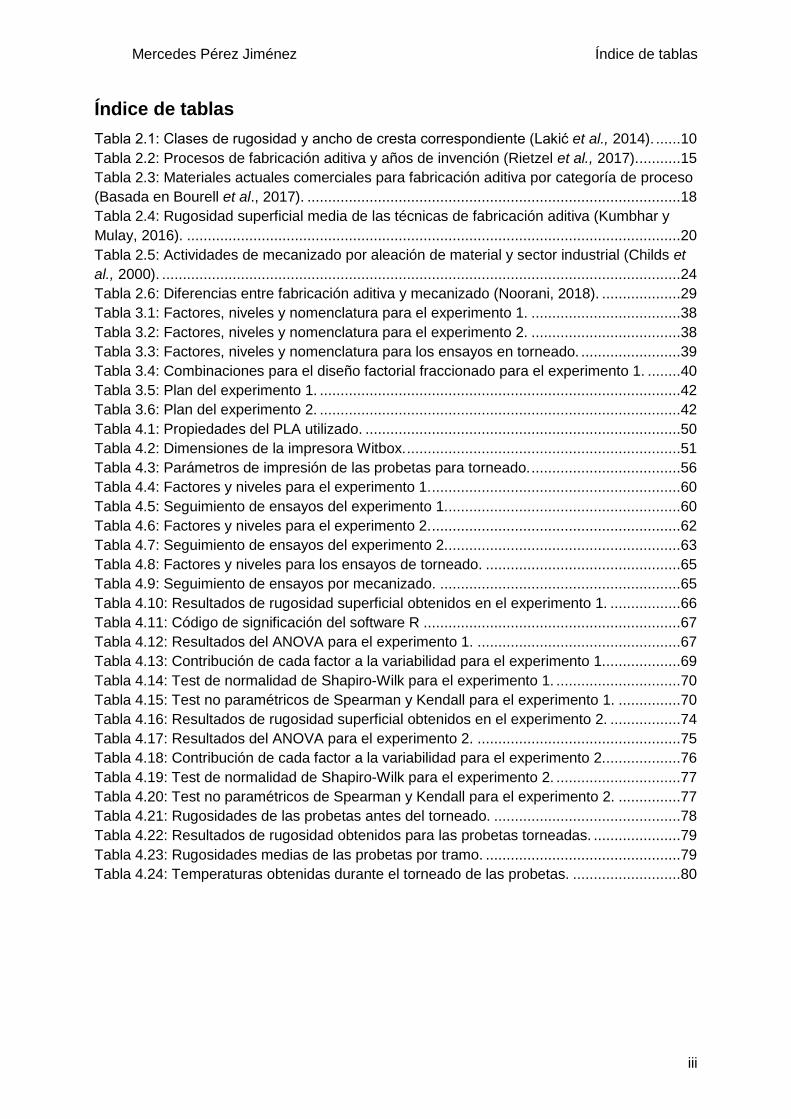
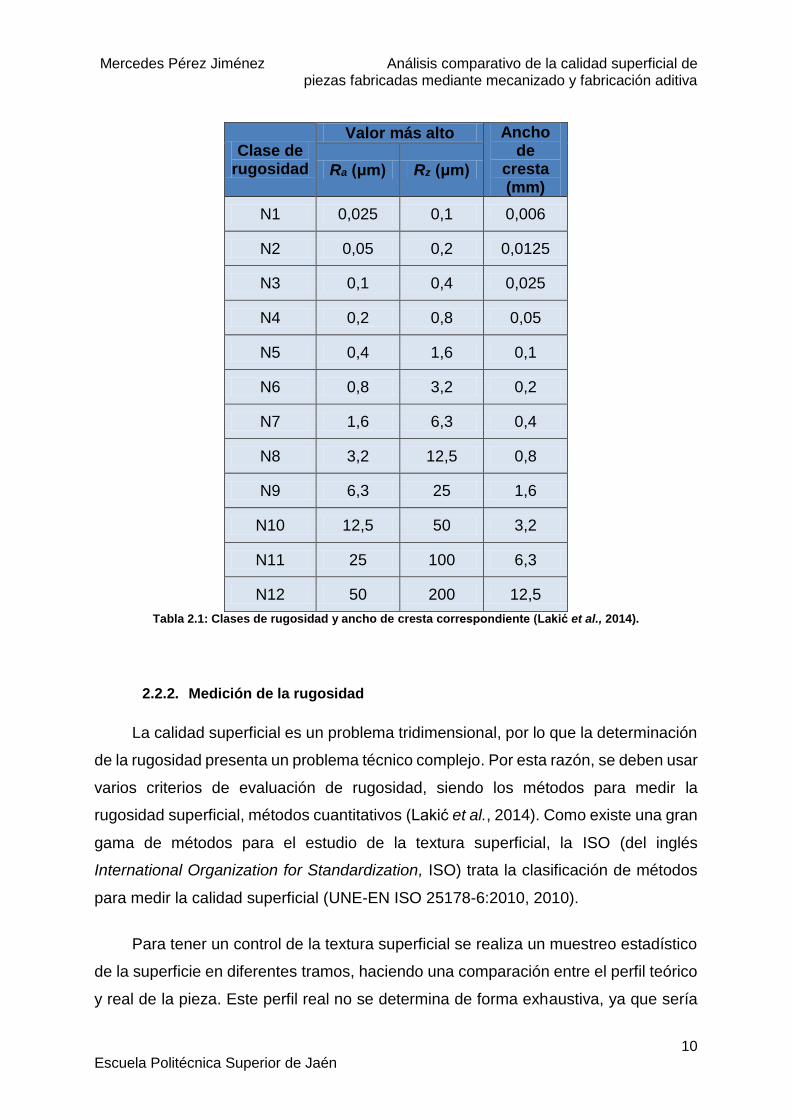
referencia la rugosidad media (Ra) y junto a la rugosidad medida en diez puntos de
irregularidades (Rz) para clasificar la aspereza de la superficie en doce clases como
se puede ver en la Tabla 2.1 (Lakić et al., 2014).
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
10 Escuela Politécnica Superior de Jaén
Clase de rugosidad
Valor más alto Ancho de
cresta (mm)
Ra (μm) Rz (μm)
N1 0,025 0,1 0,006
N2 0,05 0,2 0,0125
N3 0,1 0,4 0,025
N4 0,2 0,8 0,05
N5 0,4 1,6 0,1
N6 0,8 3,2 0,2
N7 1,6 6,3 0,4
N8 3,2 12,5 0,8
N9 6,3 25 1,6
N10 12,5 50 3,2
N11 25 100 6,3
N12 50 200 12,5
Tabla 2.1: Clases de rugosidad y ancho de cresta correspondiente (Lakić et al., 2014).
2.2.2. Medición de la rugosidad
La calidad superficial es un problema tridimensional, por lo que la determinación
de la rugosidad presenta un problema técnico complejo. Por esta razón, se deben usar
varios criterios de evaluación de rugosidad, siendo los métodos para medir la
rugosidad superficial, métodos cuantitativos (Lakić et al., 2014). Como existe una gran
gama de métodos para el estudio de la textura superficial, la ISO (del inglés
International Organization for Standardization, ISO) trata la clasificación de métodos
para medir la calidad superficial (UNE-EN ISO 25178-6:2010, 2010).
Para tener un control de la textura superficial se realiza un muestreo estadístico
de la superficie en diferentes tramos, haciendo una comparación entre el perfil teórico
y real de la pieza. Este perfil real no se determina de forma exhaustiva, ya que sería
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
11 Escuela Politécnica Superior de Jaén
costoso e innecesario. Para intentar obtener dicho perfil, una forma común, es
recorrerlo con un palpador que, con los cambios de altura debidos a las irregularidades
superficiales de una sección de la pieza, genera señales eléctricas proporcionales a
dichos cambios. El perfil obtenido, por este medio, es un perfil efectivo que se
aproxima y se obtiene a partir del perfil real. Para eliminar ondulaciones (señales de
baja frecuencia o de onda larga) y rugosidades (señales de alta frecuencia o de onda
corta), así como otras irregularidades más concretas, el perfil efectivo pasa por
diferentes filtros, que separan dicho perfil en componentes de longitud de onda larga
y componentes de longitud de onda corta (Company et al., 2007) (Lakić et al., 2014)
(UNE-EN ISO 4287:1997,1999).
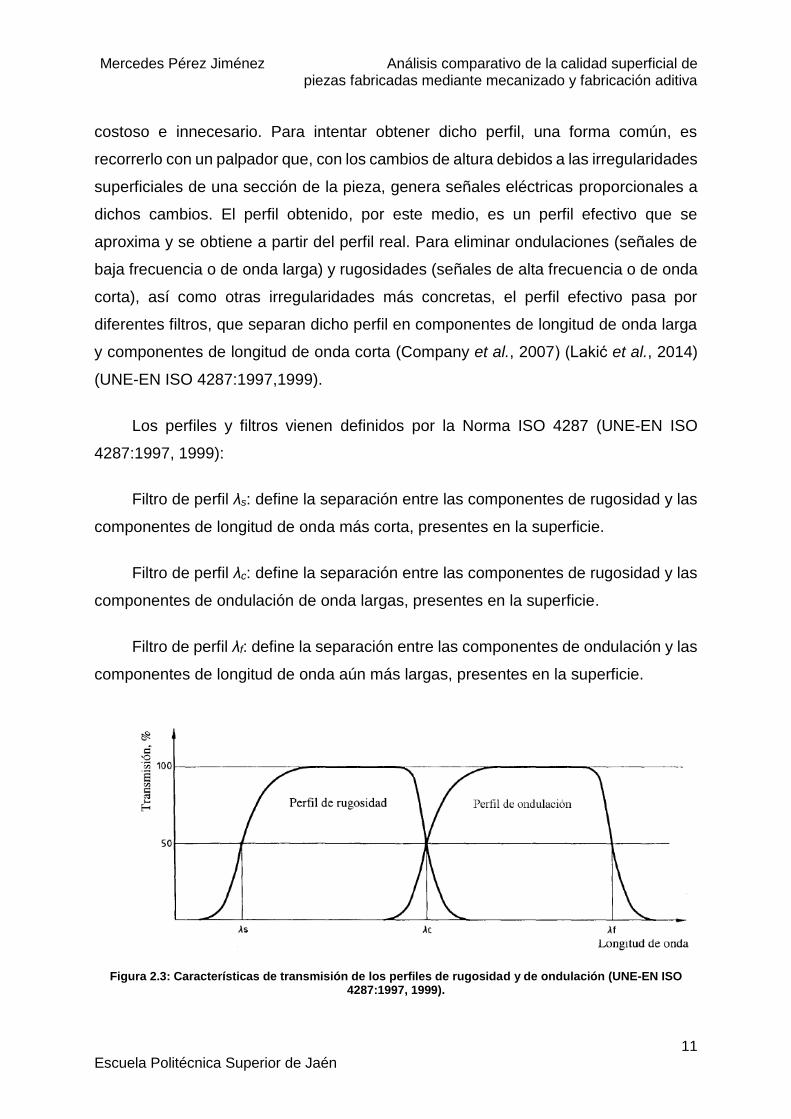
Los perfiles y filtros vienen definidos por la Norma ISO 4287 (UNE-EN ISO
4287:1997, 1999):
Filtro de perfil λs: define la separación entre las componentes de rugosidad y las
componentes de longitud de onda más corta, presentes en la superficie.
Filtro de perfil λc: define la separación entre las componentes de rugosidad y las
componentes de ondulación de onda largas, presentes en la superficie.
Filtro de perfil λf: define la separación entre las componentes de ondulación y las
componentes de longitud de onda aún más largas, presentes en la superficie.
Figura 2.3: Características de transmisión de los perfiles de rugosidad y de ondulación (UNE-EN ISO 4287:1997, 1999).
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
12 Escuela Politécnica Superior de Jaén
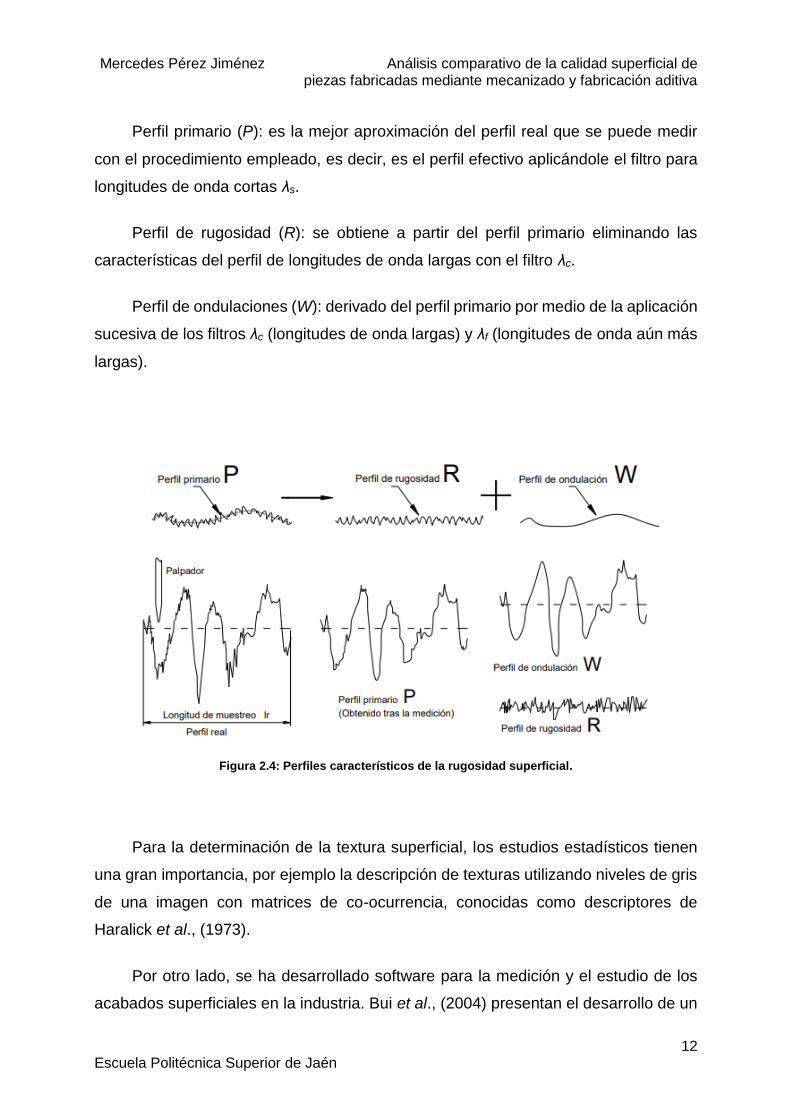
Perfil primario (P): es la mejor aproximación del perfil real que se puede medir
con el procedimiento empleado, es decir, es el perfil efectivo aplicándole el filtro para
longitudes de onda cortas λs.
Perfil de rugosidad (R): se obtiene a partir del perfil primario eliminando las
características del perfil de longitudes de onda largas con el filtro λc.
Perfil de ondulaciones (W): derivado del perfil primario por medio de la aplicación
sucesiva de los filtros λc (longitudes de onda largas) y λf (longitudes de onda aún más
largas).
Figura 2.4: Perfiles característicos de la rugosidad superficial.
Para la determinación de la textura superficial, los estudios estadísticos tienen
una gran importancia, por ejemplo la descripción de texturas utilizando niveles de gris
de una imagen con matrices de co-ocurrencia, conocidas como descriptores de
Haralick et al., (1973).
Por otro lado, se ha desarrollado software para la medición y el estudio de los
acabados superficiales en la industria. Bui et al., (2004) presentan el desarrollo de un

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
13 Escuela Politécnica Superior de Jaén
sistema de análisis de superficies mediante la evaluación y validación de parámetros
y algoritmos, en una base de datos digital del Instituto Nacional de Estándares y
Tecnología (del inglés National Institute of Standards and Technology, NIST) de
Estados Unidos. Dinis et al., (2016) exponen un software para la creación de
rugosidades y estructuras porosas en cualquier geometría apoyándose en la
fabricación aditiva, debido a las ventajas que pueden llevar consigo este tipo de
acabados superficiales en implantes ortopédicos y dentales.
2.3. Fabricación aditiva
2.3.1. Reseña histórica
La idea de fabricación aditiva tiene más de 100 años, cuando Joseph E. Blanther
en 1892 diseñó un método para producir mapas topográficos de contorno mediante el
corte de hojas de cera y apilarlas a continuación. Esta idea se aplicó hace 30 años a
un proceso para realizar, inicialmente, maquetas de piezas o prototipos de plástico
durante el desarrollo de la pieza final, dando lugar al concepto de fabricación aditiva
que se tiene en la actualidad. Ahora es un área mucho más desarrollada y con una
alta previsión de crecimiento, existiendo distintos procesos, como sinterización
selectiva con láser (del inglés Selective Laser Sintering, SLS) o modelado por
deposición fundida (del inglés Fused Deposition Modeling, FDM) y aplicaciones, como
prototipado rápido, recubrimiento, soldadura, unión, etc. (Rietzel et al., 2017) (Hallgrën
et al., 2016).
Charles Hull, fundador de 3D Systems, es considerado el creador de la impresión
3D. Su primera patente la obtuvo en 1984 para su aparato de estereolitografía (SLA),
el cual se emplea para fabricar prototipos utilizando luz ultravioleta para curar la resina
de un fotopolímero en una cuba. A principios de la década de 1980, el diseño asistido
por ordenador CAD (del inglés Computed Aided Design, CAD) no estaba muy
desarrollado, teniendo Hull la necesidad de transferir el archivo CAD en un formato
que la impresora 3D pudiese interpretar e imprimir. Así, se desarrolló el formato de
archivo de estereolitografía (del inglés Standard Triangle Language, STL) que
cualquier máquina 3D puede usar (Noorani, 2018) (Bourell et al., 2017).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
14 Escuela Politécnica Superior de Jaén
En 1989, Scott Crup diseñó el proceso de modelado por deposición fundida,
FDM. Para la máquina de FDM, desarrolló materiales de acrilonitrilo butadieno
estireno, ABS (del inglés Acrylonitrile Butadiene Styrene, ABS), utilizados en la
actualidad para la mayoría de impresoras 3D. Carl Deckard y Joe Beaman
desarrollaron, a mediados de la década de 1980, un proceso de sinterización selectiva
con láser, SLS, siendo ésta la única tecnología del momento capaz de fabricar
prototipos con metales (Noorani, 2018) (Rietzel et al., 2017).
En 2005, se inició la revolución de impresión 3D con el proyecto llamado
RepRap, cuyo objetivo es crear una máquina que pueda replicarse a sí misma.
Gracias a apoyos gubernamentales, empresarios y aficionados, y el avance de la
tecnología informática, la electrónica y el software, la fabricación aditiva está en pleno
desarrollo (Noorani, 2018) (Bourell et al., 2017).
Con el avance de la industria 4.0, se está fomentando la integración de sistemas
de producción inteligentes y tecnologías avanzadas. La fabricación aditiva juega un
papel de gran importancia en este movimiento, teniendo un futuro prometedor y con
un impacto impredecible sobre la industria tradicional (Dilberoglu et al., 2017) (Lu et
al., 2015).
En la Tabla 2.2 se recogen las principales tecnologías de fabricación aditiva
desarrolladas en las últimas décadas junto a su año de invención.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
15 Escuela Politécnica Superior de Jaén
Nombre en la norma Nombre alternativo Año de
invención
Fotopolimerización en tanque o cuba (VPP)
Estereolitografía (SLA) 1984
Curado sólido en la base (SGC)
1986
Producción de interfaz líquida continua (CLIP)
2015
Fusión en lecho de polvo (PBF)
Sinterizado selectivo con láser (SLS)
1986
Fusión por multichorro -
Sinterizado selectivo por calor 2008
Extrusión de material
Modelado de deposición fundida (FDM)
1989
Fabricación de filamentos fundidos (FFF)
1989
Laminado de hojas de material (SML)
Fabricación de objetos laminados (LOM)
1996
Proyección de aglutinante
Unión selectiva o impresión 3D
1989
Proyección de material
Chorro de cera 1989
Inyección de polímero o formación libre
2013
Tabla 2.2: Procesos de fabricación aditiva y años de invención (Rietzel et al., 2017).
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
16 Escuela Politécnica Superior de Jaén
2.3.2. Categorías de procesos
El término de fabricación aditiva se refiere a las tecnologías que crean objetos
mediante la adición sucesiva de material. La norma ISO/ASTM 52900 (UNE-EN
ISO/ASTM 52900:2017) lo define como el proceso de unir materiales para hacer
partes a partir de datos del modelo 3D, generalmente capa sobre capa, en oposición
a la fabricación sustractiva.
Los procesos de fabricación aditiva tienen en común las siguientes
características: un ordenador para almacenar y procesar información geométrica y
para guiar al usuario, y un material de deposición que es procesado por puntos, líneas
o áreas para crear partes (Bourell et al., 2017).
Según la norma ISO/ASTM 52900 (UNE-EN ISO/ASTM 52900, 2017), las
categorías de procesos de fabricación aditiva se dividen de la siguiente forma:
Proyección de aglutinante: un agente líquido aglutinante se deposita
selectivamente para unir materiales en polvo.
Deposición de energía focalizada: se utiliza energía térmica focalizada
para unir materiales mediante fusión, a medida que se depositan.
Extrusión de material: el material se dispensa a través de una boquilla o
un orificio.
Proyección de material: se depositan selectivamente gotas del material de
fabricación.
Fusión de lecho de polvo: la energía térmica funde selectivamente ciertas
zonas de un lecho de polvo.
Laminado de hojas: el material en forma de láminas u hojas se une para
formar un objeto.
Fotopolimerización en tanque o cuba: un fotopolímero líquido se cura
selectivamente en una cuba mediante polimerización activada por luz.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
17 Escuela Politécnica Superior de Jaén
2.3.3. Materiales
Para cualquier proceso de fabricación, la materia prima seleccionada debe ser
compatible con el proceso en cuestión, además de tener unas propiedades aceptables
para llevar a cabo su aplicación de forma exitosa. En fabricación aditiva, para la
producción de piezas que requieren tolerancias más estrechas, se suele hacer un
post-procesamiento para mejorar su microestructura, reducir porosidad y rugosidad,
para que cumplan con las tolerancias geométricas y estructurales necesarias (Bourell
et al., 2017).
Con fabricación aditiva se pueden realizar piezas de geometría compleja con
materiales cerámicos, compuestos, metales y plásticos. Dependiendo del proceso de
fabricación aditiva que se vaya a emplear se hará uso de unos materiales u otros, que
sean adecuados o estén destinados para dicho proceso (Chua et al., 2017).
El tipo de material empleado en la fabricación afecta directamente en la forma,
las dimensiones, las aplicaciones, la durabilidad y el coste. En la industria, la
fabricación de los productos, se realiza a partir de uno o múltiples materiales. En
fabricación aditiva la selección de materiales todavía es limitada, teniendo buenas
expectativas en la próxima generación de impresoras 3D que debe tener métodos
mejorados de procesamiento, para poder producir con una mayor gama de materiales.
En general, hay tres categorías principales de materiales; son materiales basados en
líquidos, en sólidos y en polvo. Cada una de estas tres categorías tiene diferentes
tipos de materiales, como cerámica, compuestos, metales y polímeros (Noorani, 2018)
(Bikas et al., 2016). En la Tabla 2.3 se presentan los principales materiales empleados
en fabricación aditiva junto a la categoría de proceso que los utiliza.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
18 Escuela Politécnica Superior de Jaén
Extrusión
de material
Fotopolimerización en tanque
Proyección de material
Fusión de lecho de polvo
Proyección de
aglutinante
Laminado de hojas
Deposición de energía focalizada
ABS, policarbonato, PC/BS mezcla, PLA,
polieterimida X
Acrílicos, acrilatos, epóxicos
X X
Poliamida (nylon), poliestireno,
polipropileno, poliéster (‘’flex’’),
polieteretercetona (PEEK), poliuretano
termoplástico (elastómero)
X
Aleaciones de aluminio
X X X X
Aleaciones Co-Cr, aleaciones de níquel
X X X
Oro, plata X
Acero inoxidable, Ti-6Al-4V
X X X X
Acero para herramientas
X X X
Tabla 2.3: Materiales actuales comerciales para fabricación aditiva por categoría de proceso (Basada en Bourell et al., 2017).
2.3.4. Rugosidad
Las piezas producidas mediante fabricación aditiva presentan limitaciones en el
acabado superficial, ya que tienen una rugosidad superficial elevada después del
proceso de fabricación. Estas limitaciones están relacionadas con los aspectos
térmicos y mecánicos, ya que el material se enfría rápidamente llevando a distorsiones
y tensiones, ocasionando problemas en las áreas de la pieza cargadas cíclicamente
o muy tensionadas (Bagehorn et al., 2017) (Boschetto y Bottini, 2015).
Por otro lado, la calidad superficial, también depende de la orientación de la
pieza, grosor de capa y la orientación de la deposición del material (Boschetto y Bottini,
2015). Para obtener mejores resultados, varios investigadores estudiaron estos
parámetros y diferentes técnicas de post-procesamiento para mejorar el acabado
(Kantaros y Karalekas, 2013) (Kumbhar y Mulay, 2016).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
19 Escuela Politécnica Superior de Jaén
Para obtener las superficies requeridas se optimizan los parámetros del proceso
haciendo en la etapa inicial distintas combinaciones en el archivo STL, referentes a la
orientación de la pieza, orientación de construcción y espesor de capa, para obtener
unos buenos requisitos de salida; y para un mejor acabado, se hace uso de
operaciones posteriores, como operaciones de mecanizado, abrasión y
micromecanizado y mecanizado por láser (Kumbhar y Mulay, 2016).
Para poder obtener una rugosidad satisfactoria, se puede modificar la orientación
de construcción de la pieza. De este modo, se podrá comparar en una previsualización
distintas rugosidades que se obtendrían dependiendo de la orientación. De este modo,
el modelo de la pieza será reorientado usando una optimización del algoritmo
apropiado (Campbell et al., 2002).
Por otro lado, el efecto escalera, producido por la adicción de capas
característica de estos procesos, no se puede controlar con dicha optimización de
parámetros y se tiene que minimizar con operaciones de post-procesamiento. Este es
un problema común en los diferentes procesos, lo que implica que la altura de capa
afecta significativamente a la rugosidad superficial. Reduciendo la altura de capa se
puede minimizar dicho efecto y obtener una mejor rugosidad, sin embargo esto implica
un incremento en el tiempo de fabricación (Figura 2.5). Este incremento en el tiempo
no siempre es rentable, por lo que se recurre a tratamientos de post-procesamiento
superficial (Campbell et al., 2002) (Kumbhar y Mulay, 2016).
Figura 2.5: Efecto escalera
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
20 Escuela Politécnica Superior de Jaén
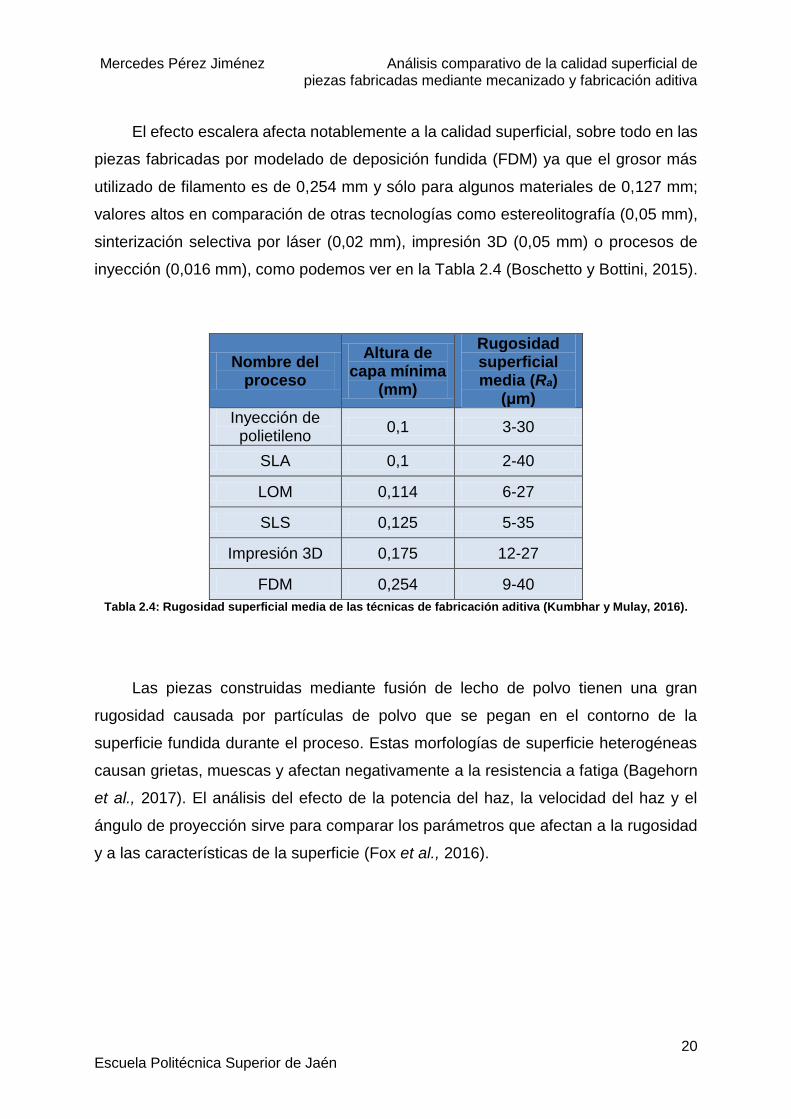
El efecto escalera afecta notablemente a la calidad superficial, sobre todo en las
piezas fabricadas por modelado de deposición fundida (FDM) ya que el grosor más
utilizado de filamento es de 0,254 mm y sólo para algunos materiales de 0,127 mm;
valores altos en comparación de otras tecnologías como estereolitografía (0,05 mm),
sinterización selectiva por láser (0,02 mm), impresión 3D (0,05 mm) o procesos de
inyección (0,016 mm), como podemos ver en la Tabla 2.4 (Boschetto y Bottini, 2015).
Nombre del proceso
Altura de capa mínima
(mm)
Rugosidad superficial media (Ra)
(μm)
Inyección de polietileno
0,1 3-30
SLA 0,1 2-40
LOM 0,114 6-27
SLS 0,125 5-35
Impresión 3D 0,175 12-27
FDM 0,254 9-40
Tabla 2.4: Rugosidad superficial media de las técnicas de fabricación aditiva (Kumbhar y Mulay, 2016).
Las piezas construidas mediante fusión de lecho de polvo tienen una gran
rugosidad causada por partículas de polvo que se pegan en el contorno de la
superficie fundida durante el proceso. Estas morfologías de superficie heterogéneas
causan grietas, muescas y afectan negativamente a la resistencia a fatiga (Bagehorn
et al., 2017). El análisis del efecto de la potencia del haz, la velocidad del haz y el
ángulo de proyección sirve para comparar los parámetros que afectan a la rugosidad
y a las características de la superficie (Fox et al., 2016).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
21 Escuela Politécnica Superior de Jaén
2.3.5. Procedimiento a seguir
Todas las piezas fabricadas con los procesos de impresión 3D actuales, tienen
varios pasos en común en el procedimiento de fabricación. En primer lugar se crea un
modelo CAD sólido o de superficie de la pieza y se convierte en un formato de archivo
que el software de la máquina pueda leer. Este formato suele ser STL, aunque la ISO
10303 promueve el Estándar para el Intercambio de Productos (del inglés Standard
for the Exchange of Product, STEP), esto transforma una superficie compleja de CAD
en una superficie aproximada con triángulos, para poder dividirlos con mayor facilidad
en dos cortes bidimensionales que luego se reproducen físicamente con el proceso
de fabricación aditiva (Boschetto et al., 2016). A continuación, se secciona la pieza
electrónicamente en capas con un espesor determinado y se genera la trayectoria de
la herramienta. La información de cada sección en capas se transmite a la máquina
de forma electrónica, procesando así capa por capa hasta que la pieza es completada
(Noorani, 2018) (Rietzel et al., 2017). Los pasos seguidos para la fabricación de una
pieza en impresión 3D incluyen los mostrados en la Figura 2.6 (Noorani, 2018).
Figura 2.6: Cinco pasos del proceso de impresión 3D (basado en Noorani, 2018).
Creación del modelo
sólido
Conversión en archivo
STL
Procesamiento rápido
•Validez y reparación del modelo
•Proceso de corte de archivos STL
Proceso de impresión 3D
Post-procesado
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
22 Escuela Politécnica Superior de Jaén
2.4. Mecanizado
2.4.1. Reseña histórica
Debido a la introducción del vapor y de la electricidad como fuentes de energía
y el desarrollo metalúrgico de los aceros aleados, empezaron a surgir nuevas
máquinas-herramienta en la industria en los siglos XVIII y XIX. Una de las
contribuciones más importantes a esta industria vino por John Wilkinson en 1774.
Wilkinson construyó una máquina de precisión para perforar los cilindros de un motor,
superando un problema de tolerancias superficiales requeridas para la máquina de
vapor. En 1794, Henry Maudsley desarrolló un torno paralelo con portaherramientas
deslizante, añadiéndose años más tarde el husillo y el cambio de velocidades. En el
siglo XIX se crearon distintas máquinas de fresado, por ejemplo, alrededor de 1818
por parte de Eli Whitney introduciendo años más tarde, en 1862 aproximadamente,
una fresadora para ranuras, cola de milano, ranuras en T y superficies planas. En
1862, se construyó una fresadora universal por Joseph R. Brown. Desde finales del
siglo XIX y durante el siglo XX, las máquinas-herramienta experimentaron un gran
desarrollo, empleando fundamentalmente electricidad en lugar de vapor (El-Hofy,
2005) (Kohser et al., 1988).
En el mecanizado por métodos convencionales, el operador juega un papel
importante, ya que determina la estrategia a seguir, configura la máquina, selecciona
herramientas, velocidades y avances, y manipula la máquina para realizar el arranque
de material. Por dichas circunstancias, la precisión y las calidades superficiales
obtenidas no eran satisfactorias. Con la introducción de técnicas de copiado y
mecanismos automáticos se consiguió elevar la precisión de los productos. A
comienzos de la década de 1950 se introdujo la tecnología de control numérico (CN)
por el Instituto Tecnológico de Massachusets, mejorando la precisión del producto y
la uniformidad. En 1958 ya se comercializaban estos centros de mecanizado, capaces
de ejecutar varios procesos. Una década después, estas máquinas se convirtieron en
máquinas-herramienta de control numérico por ordenador (del inglés Computer
Numerical Control, CNC) (El-Hofy, 2005) (Kohser et al., 1988).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
23 Escuela Politécnica Superior de Jaén
2.4.2. Categorías de procesos
El mecanizado consiste en producir componentes con una geometría
determinada y características de superficie mediante arranque de material, de forma
rápida y económica. Es un proceso de fabricación convencional en el que el ingeniero
o ingeniera tiene que aplicar teorías de corte y su propia experiencia para buscar unas
condiciones óptimas (Yamane et al., 2017).
Entre los principales procesos de mecanizado convencional se destacan los
siguientes (Tschätsch, 2009) (ASM, 1989):
Torneado: se define como una tecnología de corte en la cual el
movimiento de corte es llevado a cabo por la pieza, mientras que la
herramienta realiza el movimiento de avance y penetración, generando
superficies de revolución.
Taladrado: es un procedimiento de corte diseñado para generar agujeros
con una herramienta de corte. El taladrado es generalmente el método
más económico y eficiente de perforación.
Fresado: es un proceso de mecanizado en el que se elimina material
mediante una herramienta de varios filos. Durante el fresado, la
herramienta realiza el movimiento de corte, mientras que, generalmente,
la pieza de trabajo ejecuta el movimiento de avance y penetración.
Rectificado: es un proceso de corte en el que una herramienta compuesta
por partículas abrasivas elimina material de la pieza de trabajo. Las
técnicas de rectificado se clasifican según la forma de la pieza de trabajo
en rectificado frontal o cilíndrico, o según el montaje, como rectificado
entre centros o sin centro.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
24 Escuela Politécnica Superior de Jaén
2.4.3. Materiales
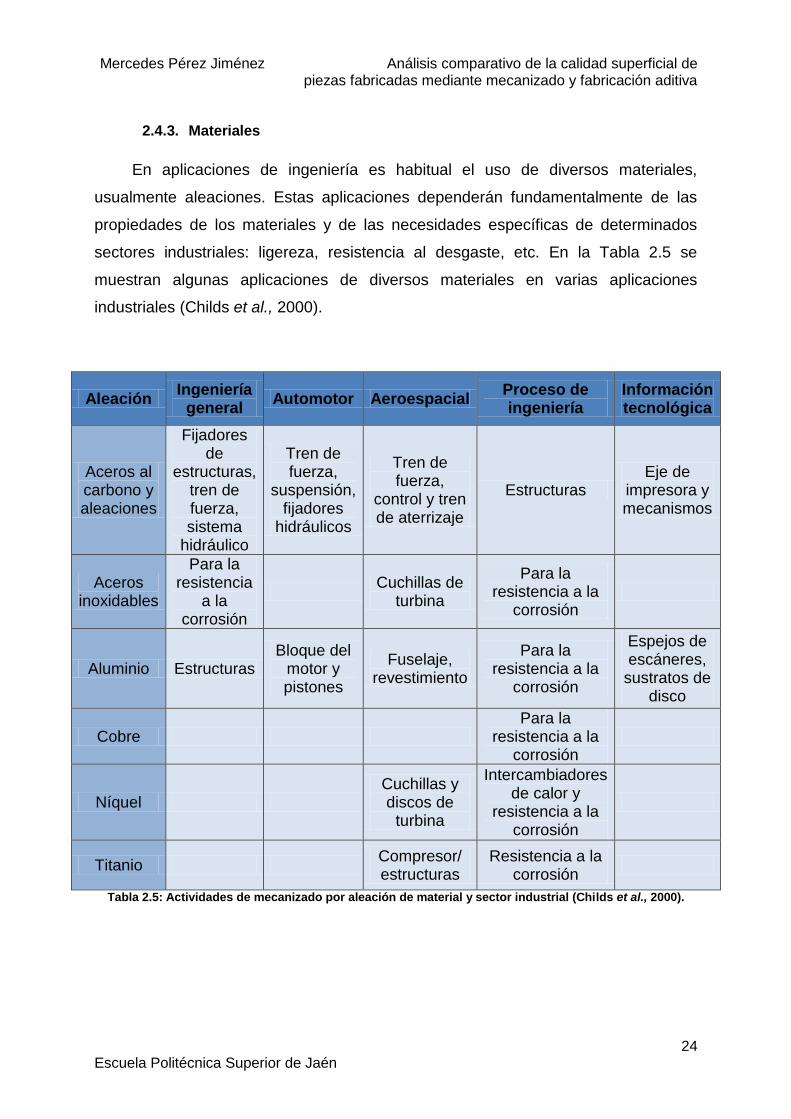
En aplicaciones de ingeniería es habitual el uso de diversos materiales,
usualmente aleaciones. Estas aplicaciones dependerán fundamentalmente de las
propiedades de los materiales y de las necesidades específicas de determinados
sectores industriales: ligereza, resistencia al desgaste, etc. En la Tabla 2.5 se
muestran algunas aplicaciones de diversos materiales en varias aplicaciones
industriales (Childs et al., 2000).
Aleación Ingeniería
general Automotor Aeroespacial
Proceso de ingeniería
Información tecnológica
Aceros al carbono y aleaciones
Fijadores de
estructuras, tren de fuerza, sistema
hidráulico
Tren de fuerza,
suspensión, fijadores
hidráulicos
Tren de fuerza,
control y tren de aterrizaje
Estructuras Eje de
impresora y mecanismos
Aceros inoxidables
Para la resistencia
a la corrosión
Cuchillas de
turbina
Para la resistencia a la
corrosión
Aluminio Estructuras Bloque del
motor y pistones
Fuselaje, revestimiento
Para la resistencia a la
corrosión
Espejos de escáneres,
sustratos de disco
Cobre Para la
resistencia a la corrosión
Níquel Cuchillas y discos de
turbina
Intercambiadores de calor y
resistencia a la corrosión
Titanio Compresor/ estructuras
Resistencia a la corrosión
Tabla 2.5: Actividades de mecanizado por aleación de material y sector industrial (Childs et al., 2000).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
25 Escuela Politécnica Superior de Jaén
Generalmente, estos materiales son sometidos a procesos de mecanizado
durante su procesado. Por ello, resulta de interés definir criterios que permitan evaluar
la idoneidad de un material a ser mecanizado como la maquinabilidad. La
maquinabilidad de los metales interviene en el coste y en la producción de
componentes. Esto influye en distintos aspectos, como la energía consumida, la forma
de la viruta, la superficie final y la vida de la herramienta. Característica como un bajo
consumo de energía, un tamaño de viruta corta, un acabado suave y una larga vida
de la herramienta definen una buena maquinabilidad (Childs et al., 2000). Por ejemplo,
el hierro fundido y el aluminio se mecanizan fácilmente. Otros metales, como el acero
inoxidable o el titanio, son difíciles de mecanizar ya que se requieren altas fuerzas de
corte o se obtienen malos acabados superficiales, aunque cumplen otros criterios de
diseño de funcionalidad. Un acero con bajo contenido de carbono puede mostrar más
problemas en el mecanizado con respecto a algunos aceros aleados (ASM, 1989) (Ilio
y Paoletti, 2012).
A la aptitud del material para ser mecanizado le afectan parámetros como el
proceso de conformado de la pieza de trabajo o la herramienta que se emplea para el
arranque de material. Un hierro de fundición gris ofrece menor dificultad en el
mecanizado que el mismo material vertido en un troquel. Por lo tanto, debido a
diferentes métodos y condiciones de operación, así como características de la
herramienta, el concepto de maquinabilidad no es fácilmente medible y comparable
(Ilio y Paoletti, 2012).
La tasa de eliminación de material está determinada por la dureza del material
además de la forma. AISI (del inglés American Iron and Steel Institute, AISI) establece
una calificación de maquinabilidad para comparar la dificultad de corte de diferentes
materiales, incluyendo costes y desgaste de herramienta. Una dureza Brinell de 160
tiene una clasificación AISI de 1,00; valores inferiores de 1,00 indican que el coste de
mecanizado del material es superior y para valores más altos el coste es menor
(Hällgren et al., 2016).
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
26 Escuela Politécnica Superior de Jaén
2.4.4. Rugosidad
El torneado es uno de los procesos de mecanizado más habituales y la rugosidad
superficial ha sido ampliamente estudiada. Por ello, resulta un proceso adecuado para
comparar con la fabricación aditiva. En el torneado se definen dos rugosidades:
rugosidad en la dirección de corte y rugosidad en la dirección de avance. Es más
común emplear la rugosidad en la dirección de avance para evaluar la rugosidad
superficial, ya que suele ser más significativa (Yamane et al., 2017). Dentro de los
parámetros de torneado, diversos estudios sobre el torneado llegan a la conclusión de
que el avance es el factor que más afecta al resultado final de la rugosidad superficial.
Se demuestra que un aumento del avance es directamente proporcional al aumento
de la rugosidad (Carou et al., 2014a).
Por otro lado, la influencia de otros parámetros en la rugosidad superficial
también ha sido ampliamente estudiada. Por ejemplo, D’Addona et al., (2017)
relacionan el aumento de la velocidad de corte con una disminución de la rugosidad
superficial en un rango de 60-190 m/min, aumentando la rugosidad para una velocidad
en el rango de 190-255 m/min ya la herramienta se daña inmediatamente durante el
giro por la alta velocidad.
Existen diversos estudios sobre condiciones óptimas de lubricación/refrigeración
para obtener una buena calidad superficial. Por ejemplo, Butola et al., (2017) han
realizado estudios comparativos entre la rugosidad superficial obtenida en un torneado
en seco y húmedo, obteniendo peores resultados con un torneado seco.
Por otro lado, también se destacan numerosos estudios con diversos enfoques
estadísticos. Por ejemplo, Diamoutene et al., (2018) emplean un enfoque basado en
estadística de orden para estudiar la fiabilidad y la rugosidad en lotes de 5 piezas de
10 partes mecanizadas, obteniendo como mínimo de rugosidad superficial 1,79 μm y
un límite superior de rugosidad de 4 μm. Se considera una pieza defectuosa cuando
se supera el límite superior de rugosidad.
Con la demanda de piezas con superficies complejas y un mayor rendimiento en
su fabricación, viene el desarrollo de la tecnología, convirtiéndose la técnica de
mecanizado por CNC una herramienta muy usada al mismo tiempo que con

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
27 Escuela Politécnica Superior de Jaén
dificultades para obtener las especificaciones técnicas requeridas. La necesidad de
generar formas complejas con una alta precisión es habitual en distintos sectores
industriales avanzados, de alta tecnología. Por ejemplo, Jia et al., (2018), refiriéndose
al sector de ingeniería aeroespacial, hacen una revisión de los métodos de reducción
de error en el contorneado en máquinas de tres y cinco ejes, explicando la importancia
de la reducción de estos errores en componentes como palas de turbinas, motores de
cohetes y otros componentes, cuyo fallo o defecto serían críticos.
Yamane et al., (2017) clasifican los factores que intervienen en la rugosidad del
torneado según la dirección de avance y proponen un método de cálculo para
cuantificar la desviación entre la forma de la herramienta y la curva real de rugosidad,
llegando a la conclusión de ser posible evaluar cuantitativamente la inestabilidad del
corte.
2.4.5. Procedimiento a seguir
La planificación y control del proceso del mecanizado es crucial, comprendiendo
distintos temas a tratar, como la selección de herramientas y condiciones de corte
(Childs et al., 2000).
El principal objetivo del mecanizado es transformar una pieza de trabajo logrando
las especificaciones funcionales y geométricas requeridas. Este proceso comienza
desde el material base, que puede ser de materias primas y formas diferentes, o puede
ser un producto semiacabado; pasando por los siguientes pasos de forma general
(Lakić et al., 2014):
Analizar el material y geometría a mecanizar.
Escoger herramientas de corte apropiadas para el material y la geometría.
Elección de la máquina de mecanizado.
Realizar un plan de ejecución.
Mecanizar la pieza de trabajo.
Verificar la geometría y cumplimiento de las especificaciones.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
28 Escuela Politécnica Superior de Jaén
2.5. Comparación entre fabricación aditiva y mecanizado
Como ventajas de la fabricación aditiva se puede decir que tiene un rendimiento
adecuado en la producción de lotes pequeños y permite obtener piezas de
complejidad geométrica que antes no podían producirse con tecnologías tradicionales
sin una configuración elaborada de la máquina o un ensamblaje final (Boschetto et al.,
2016). Aun así, todavía no se considera como un proceso del todo viable, debido a
que supone un gasto de capital significativo, no se ha llegado a alcanzar un
rendimiento similar al de otros procesos convencionales y se obtienen piezas con poca
precisión. Este último inconveniente de precisión, conlleva normalmente a un
procesamiento posterior por medio de un tratamiento térmico y ajustes de rugosidad
superficial. Oropallo y Piegl (2016) presentan diez retos existentes en la impresión 3D,
debido a las limitaciones que posee esta tecnología, proponiendo abordarlas para que
este tipo de fabricación aditiva llegue a una etapa más madura con menos
restricciones.
Uno de los grandes logros de la fabricación por adición es la optimización del
proceso. GE Aviation, proveedor líder mundial de motores y componentes turbohélice
comerciales y militares, y de aviación general, así como de aviónica, energía eléctrica
y sistemas mecánicos para aeronaves, necesitaba fabricar una boquilla para el LEAP,
uno de los motores de reacción más vendidos por CFM International, empresa
formada por GE Aviation y Safran Aircraft Engines, dedicada al suministro de motores,
teniendo el problema de una geometría compleja y al menos 20 piezas para ser
soldadas. Gracias a la fabricación aditiva, mediante láser e impresión 3D se logró
obtener dicha boquilla con unos resultados satisfactorios. Se combinaron las 20 piezas
en una sola unidad, bajando el peso y siendo más duradera. En los años siguientes la
compañía pasó a fabricar un motor turbohélice avanzado obteniendo también unos
resultados satisfactorios. Al disminuir el peso de los componentes con este tipo de
fabricación disminuye el consumo de combustible logrando una mayor potencia
(General Electric, 2018).
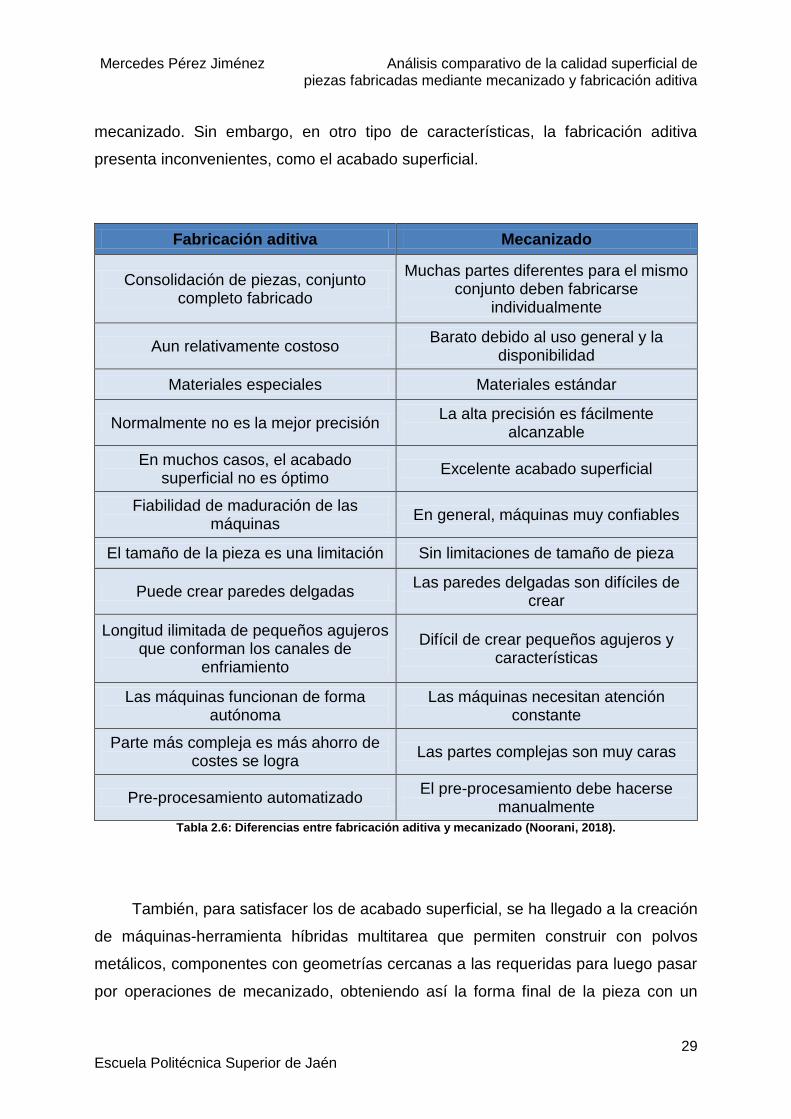
En la Tabla 2.6 se muestran las diferencias características entre la fabricación
aditiva y el mecanizado. En algunos casos, como en la creación de paredes delgadas
o en la automatización del proceso, la fabricación aditiva es mejor frente al
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
29 Escuela Politécnica Superior de Jaén
mecanizado. Sin embargo, en otro tipo de características, la fabricación aditiva
presenta inconvenientes, como el acabado superficial.
Fabricación aditiva Mecanizado
Consolidación de piezas, conjunto completo fabricado
Muchas partes diferentes para el mismo conjunto deben fabricarse
individualmente
Aun relativamente costoso Barato debido al uso general y la
disponibilidad
Materiales especiales Materiales estándar
Normalmente no es la mejor precisión La alta precisión es fácilmente
alcanzable
En muchos casos, el acabado superficial no es óptimo
Excelente acabado superficial
Fiabilidad de maduración de las máquinas
En general, máquinas muy confiables
El tamaño de la pieza es una limitación Sin limitaciones de tamaño de pieza
Puede crear paredes delgadas Las paredes delgadas son difíciles de
crear
Longitud ilimitada de pequeños agujeros que conforman los canales de
enfriamiento
Difícil de crear pequeños agujeros y características
Las máquinas funcionan de forma autónoma
Las máquinas necesitan atención constante
Parte más compleja es más ahorro de costes se logra
Las partes complejas son muy caras
Pre-procesamiento automatizado El pre-procesamiento debe hacerse
manualmente
Tabla 2.6: Diferencias entre fabricación aditiva y mecanizado (Noorani, 2018).
También, para satisfacer los de acabado superficial, se ha llegado a la creación
de máquinas-herramienta híbridas multitarea que permiten construir con polvos
metálicos, componentes con geometrías cercanas a las requeridas para luego pasar
por operaciones de mecanizado, obteniendo así la forma final de la pieza con un

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
30 Escuela Politécnica Superior de Jaén
acabado de alta precisión. Estas máquinas híbridas se adecuan en la producción de
aleaciones aeroespaciales, materiales de alta dureza, herramientas de producción y
componentes de alta precisión, como dispositivos médicos (Yamazaki, 2016).
2.5.1. Rugosidades en metales
La gama de metales usados en fabricación aditiva se expande continuamente
con las entradas en el mercado de materiales nuevos (Bourell et al., 2017). Una de
las aleaciones más comercializadas es el Ti6Al4V, usada en la industria aeroespacial,
cuyas pautas estándar sobre acabado superficial son Ra entre 0,8 y 1,6 μm o incluso
más bajo para, por ejemplo, piezas rectificadas (ANSI/ASME B46.1-2009).
Fatemi et al., (2017) estudiaron las rugosidades superficiales obtenidas mediante
fusión en lecho de polvo por láser comparándolas con la rugosidad después de un
lijado y un mecanizado y pulido. Se obtuvieron valores de rugosidad media de 15,45
μm para el proceso de fabricación aditiva, 11,91 μm aplicándole un lijado y 0,12 μm
después de un mecanizado y pulido.
Bagehorn et al., (2017) hicieron piezas a partir de polvo de Ti6Al4V con
sinterización directa de metal con láser (del inglés Direct Metal Laser Sintering, DMLS)
y un post-procesado mediante fresado para estudiar la rugosidad superficial. En la
fabricación aditiva por DMLS se obtuvieron valores de rugosidad de 17,9±2,0 μm (Ra).
En el proceso de acabado por fresado se obtuvo una reducción de la rugosidad
superficial del 95%, llegando a valores de 0,3±2,0 μm (Ra).
Sartori et al., (2017) hacen una evaluación del rendimiento de un nuevo método
de enfriamiento en el mecanizado, que utiliza nitrógeno gaseoso enfriado por
nitrógeno líquido en un rango de temperaturas de 0-150 ºC, y comparan con el uso de
nitrógeno líquido y una emulsión de agua con un 5% de fluido de corte. El método se
aplicó en un semi-acabado de torneado de una aleación de Ti6Al4V, obteniendo
valores de rugosidad comprendidos entre 1,044 y 1,327 μm (Ra).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
31 Escuela Politécnica Superior de Jaén
Bruschi et al., (2016) analizan la influencia de varios parámetros de mecanizado
en la rugosidad en piezas de Ti6Al4V forjado y realizadas mediante fabricación aditiva
con dicha aleación. Los cilindros obtenidos por fusión con haz de electrones
(fabricación aditiva) y de Ti6Al4V forjado se sometieron a un proceso de semi-acabado
por torneado bajo un corte seco y con condiciones criogénicas de enfriamiento. Los
valores de rugosidad media obtenidos con las condiciones criogénicas fueron mejores
que los valores obtenidos en el torneado seco. Así, con dichas condiciones, se
alcanzaron valores de rugosidad en los cilindros realizados por fusión con haz de
electrones de 0,89±0,05 μm a 2,32±0,04 μm, mientras que los cilindros de Ti6Al4V
forjado después del semi-acabado llegaron a rugosidades medias de 0,72±0,18 μm a
2,29±0,07 μm.
Strano et al., (2013) analizaron la rugosidad superficial (Ra) en piezas de acero
AISI 316L realizadas por fusión selectiva con láser (del inglés Selective Laser Melting,
SLM). Relacionaron el ángulo de inclinación de la pieza con la rugosidad, obteniendo
un mejor acabado superficial para un ángulo de 0º. Las rugosidades están
comprendidas entre 8 y 16 μm.
Guo et al., (2017) fabricaron piezas con polvo de acero inoxidable AISI 316L,
mediante deposición directa por láser, usando dos direcciones de construcción, una
de 0º y otra de 90º. Después, las piezas se sometieron a un post-procesado por
fresado variando la velocidad de corte entre 60 y 150 m/min. El valor más bajo de
rugosidad fue 0,2 μm para una dirección de construcción de 90º y una velocidad de
corte de 150 m/min.
Maurotto et al., (2017) presentaron una investigación experimental de acero
inoxidable austenítico AISI 316L mediante una fresadora de 3 ejes. Los parámetros
de entrada fueron: velocidad de corte (120-350 m/min), avance (0,15-0,35 mm/diente)
y profundidad de corte (1,5-3 mm). La rugosidad superficial resultante, tanto de un
fresado frontal como lateral, fue por debajo de 3,2 mm, límite usado en la industria
nuclear.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
32 Escuela Politécnica Superior de Jaén
Los anteriores ejemplos muestran claramente cómo, en el caso de la fabricación
de piezas metálicas, el mecanizado es un proceso de post-procesado adecuado para
mejorar la calidad superficial de las piezas generadas mediante fabricación aditiva.
2.5.2. Rugosidades en plásticos
Los materiales poliméricos son los materiales más empleados en la fabricación
aditiva. Las calidades que se obtienen son deficientes, en ocasiones teniendo que
someterse a un post-procesado, por ejemplo, por mecanizado.
Adel et al., (2018) hicieron muestras de PLA4043D con tecnología FDM. Se
sometieron a un post-procesamiento de chorro de aire calienta para derretir de forma
local la superficie y mejorar el efecto escalera. Obtuvieron una reducción significativa
del 88% de Ra.
Boschetto et al., (2016) fabricaron piezas mediante FDM de ABS-P400 con
parámetros de impresión de: 0,254 mm de altura de capa, un relleno sólido, un método
de generación de ruptura del soporte y distintos ángulos de deposición, entre 0 y 90º.
Después se sometieron a un mecanizado, concretamente, un fresado CNC de 3 ejes,
con el fin de comparar las rugosidades obtenidas antes y después del mismo. Para
ángulos de deposición de 60º y 9º, obtuvieron valores de rugosidad superficial de 17
y 50 μm, respectivamente, mejorándose, con un fresado con una profundidad de corte
de 0,1 mm, a 2,5 y 20 μm, respectivamente.
Izamshah et al., (2013) estudiaron el fresado en láminas de PEEK no reforzado.
Las condiciones de corte que emplearon fueron: velocidad de rotación de 4000 a 8000
rpm, profundidad de corte de 4 a 8 mm y una velocidad de avance de 0,2 a 0,3
mm/diente. Como resultados tuvieron valores de rugosidad entre 0,69 y 3,5 μm siendo
la velocidad de avance el factor más influyente.
Petropoulos et al., (2008) analizaron las rugosidades superficiales de un
torneado de PEEK. Las condiciones de corte fueron velocidades de corte de 50 a 200

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
33 Escuela Politécnica Superior de Jaén
m/min y avances de 0,05 a 0,2 mm/rev, resultando ser esta última la más influyente
sobre las rugosidades superficiales obtenidas de 0,5 a 4 μm.
Huang et al., (2017) imprimieron lentes ópticos de VeroClear 810 mendiante el
sistema Polyjet para someterlos a un posterior mecanizado mediante torneado con
diamante. Se usaron tres configuraciones de impresión (horizontal, vertical y oblicua)
y tres espesores (10, 15 y 20 mm), obteniendo valores de rugosidad superficial entre
0,14 y 1,07 μm. Después del torneado con diamante el acabado superficial mejoró
notablemente, alcanzando valores de rugosidad entre 0,14 y 0,32 μm.
Igual que sucedía con la fabricación de piezas metálicas, el mecanizado muestra
su idoneidad como método para mejorar la calidad superficial en determinados
ejemplos de producción de piezas de tipo plástico.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
34 Escuela Politécnica Superior de Jaén

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
35 Escuela Politécnica Superior de Jaén
3. METODOLOGÍA
3.1. Introducción
En este capítulo se define la metodología que se desarrolla para la realización
del ensayo experimental. Se emplearán diseños experimentales que permitirán el
posterior análisis estadístico, dando resultados válidos y conclusiones objetivas.
Previamente, es necesario tener una idea clara de todos los parámetros involucrados
en el estudio, de cómo se deben recopilar los datos y entender cómo deben ser
analizados dichos datos. Para ello se puede seguir el siguiente procedimiento, siendo
los tres primeros puntos la planificación pre-experimental (Montgomery, 2001):
i. Planificación pre-experimental
Reconocimiento y declaración del problema.
Selección de la variable de respuesta.
Selección de factores, niveles y rangos.
ii. Elección del diseño experimental.
iii. Realización del experimento.
iv. Análisis estadístico.
v. Conclusiones.
3.2. Planificación pre-experimental
3.2.1. Reconocimiento y declaración del problema
La rugosidad superficial que se obtiene en la fabricación aditiva presenta todavía
muchas limitaciones frente a la obtenida mediante mecanizado. Con los experimentos
a realizar se pretende estudiar la influencia de los diferentes factores que afectan al
acabado superficial en la fabricación aditiva. Además, se realizarán probetas con
distintos materiales mediante fabricación aditiva, para someterlas a un post-procesado
por mecanizado, pudiendo comprar las rugosidades superficiales obtenidas en ambos
casos.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
36 Escuela Politécnica Superior de Jaén
3.2.2. Selección de la variable de respuesta
La variable de respuesta debe aportar información relevante sobre el estudio,
por lo que se escoge la rugosidad superficial, característica fundamental y
comúnmente empleada para la comparación entre las calidades obtenidas con
distintos procesos de fabricación. Concretamente, se considera la rugosidad media
(Ra), que se define como la desviación media aritmética de los valores de las
ordenadas en Z a lo largo de una longitud de muestreo, definida en el apartado 2.2.1.
A parte del proceso de fabricación empleado, hay otras características
mecánicas y tribológicas que afectan a la rugosidad superficial de una pieza, como
por ejemplo la fricción, desgaste de la herramienta, resistencia a fatiga, transmisión
de calor o resistencia a la corrosión (Benardos y Vosniakos, 2003) (Villeta et al., 2012).
Desde otro punto de vista, el coste y el tiempo total del proceso son críticos para
la industria, pudiendo verse afectados cuando los requerimientos de acabado
superficial son exigentes, ya que para conseguir una baja rugosidad aumentarán los
gastos de herramienta y tiempo, y los parámetros a emplear en el proceso serán más
restrictivos, bajando, por consiguiente, el rendimiento de la producción (Yamazaki,
2016) (Benardos y Vosniakos, 2003).
Para entender la variable de respuesta elegida se tiene que diferenciar entre
acabado superficial y textura de la superficie. La primera se refiere solo a las
irregularidades geométricas de superficies de materiales sólidos y a las características
de los instrumentos de medición de rugosidad, mientras que la textura de la superficie
se define en términos de ondulación, defectos y rugosidad (ASM, 1989).
3.2.3. Selección de los factores, niveles y rangos
En este apartado se seleccionan los factores, así como sus niveles y rangos, que
podrían llegar a influir en la rugosidad superficial. Para ello, se realizará una selección
de los más adecuados para el estudio de la rugosidad.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
37 Escuela Politécnica Superior de Jaén
Hay gran variedad de estudios sobre factores que pueden afectar al proceso de
mecanizado, concretamente, sobre la rugosidad se pueden nombrar los siguientes
factores (Benardos y Vosniakos, 2003):
Herramienta de corte: material, geometría, radio de punta y forma.
Material de la pieza de trabajo: tamaño, diámetro y dureza.
Parámetros de mecanizado: proceso cinemático, profundidad de corte,
fluido de refrigeración/lubricación, ángulo de la herramienta, avance y
velocidad de corte.
Fenómenos del proceso de corte: variaciones de la fuerza de corte,
fricción en la zona de corte, vibraciones, aceleración y formación de viruta.
Por otro lado, en fabricación aditiva también existe un número elevado de
factores que pueden influir en la rugosidad superficial. A continuación, se enumeran
los principales (Bikas et al., 2016) (Bourell et al., 2017) (Hällgren et al., 2016) (Umaras
et al., 2017):
Material de extrusión: temperatura de fundición, viscosidad, densidad, tipo
de material, propiedades mecánicas y fuerza de extrusión.
Cámara: temperatura, presión, vibraciones, posición de la plataforma,
posición del extrusor, sistema de coordenadas y evacuación del calor.
Extrusor: velocidad, ángulo de inclinación, diámetro de extrusión,
vibración y aceleración.
Características de deposición: dirección de construcción, grosor de la
pared, altura de capa, orientación, geometría lateral y velocidad.
Debido al número elevado de factores se hace una selección para poder hacer
un estudio acotado, más práctico y económico. El estudio incorpora dos tipos distintos
de experimentos: experimento 1 y experimento 2.
El experimento 1 tiene como objetivo analizar la influencia de los factores
considerados como influyentes en la rugosidad superficial obtenida por impresión 3D,
escogiendo los siguientes: altura de capa, grosor de la pared, velocidad de impresión

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
38 Escuela Politécnica Superior de Jaén
y temperatura de impresión; a los que se les asignan dos niveles, como se puede ver
en la Tabla 3.1.
Factor Nivel Nomenclatura
Altura de capa (h) 2 h1, h2
Grosor de la pared (g) 2 g1, g2
Velocidad de impresión (v) 2 v1, v2
Temperatura de impresión (t) 2 t1, t2
Tabla 3.1: Factores, niveles y nomenclatura para el experimento 1.
Para el experimento 2 se fijaron unos valores para los factores anteriores,
escogiendo dichos valores basados en uno de los ensayos con los que se obtiene una
combinación de buena calidad superficial y tiempo de fabricación adecuado. Los
factores seleccionados son el grosor de la pared y el tipo de relleno con cinco y tres
niveles, respectivamente.
Factor Nivel Nomenclatura
Altura de capa (h) 1 h1
Grosor de la pared (g) 5 g1, g2, g3, g4, g5
Velocidad de impresión (v) 1 v2
Temperatura de impresión (t) 1 t2
Tipo de relleno (r) 3 r1, r2, r3
Tabla 3.2: Factores, niveles y nomenclatura para el experimento 2.
Por último, para realizar los ensayos de post-procesamiento de impresión 3D
mediante mecanizado, en concreto, torneado; se escogen como factores los
siguientes: avance, velocidad de giro del husillo, profundidad de corte y sistema de
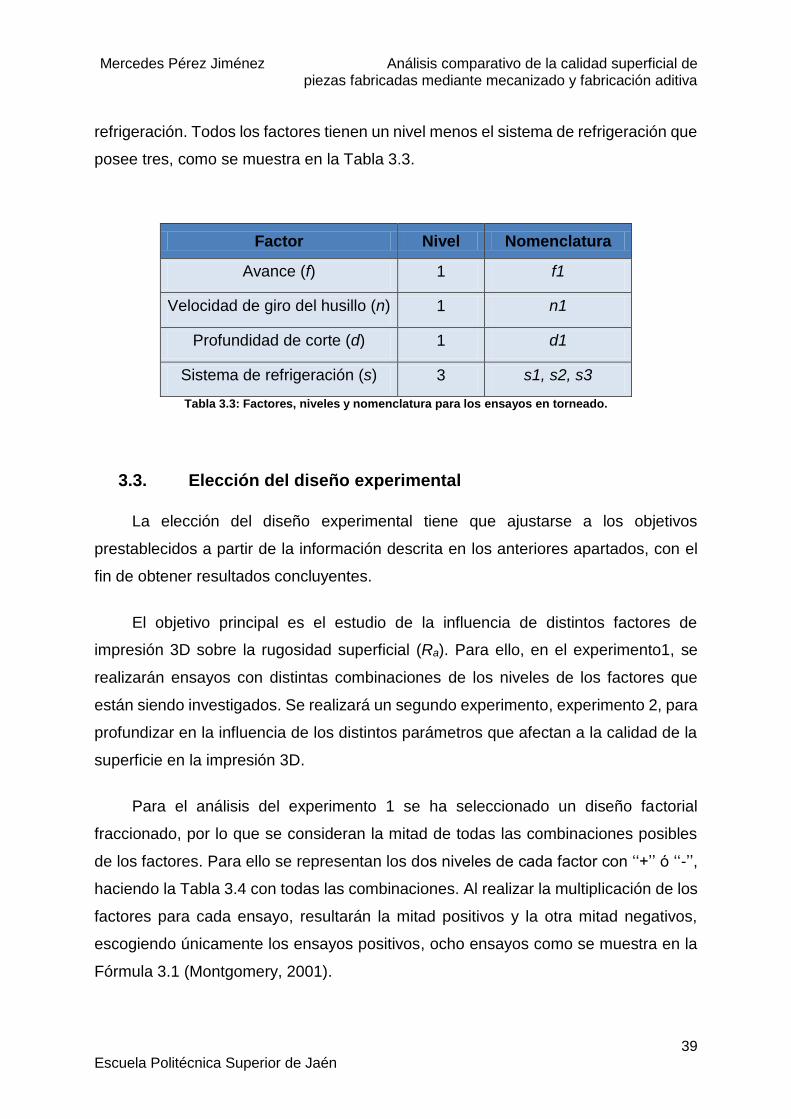
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
39 Escuela Politécnica Superior de Jaén
refrigeración. Todos los factores tienen un nivel menos el sistema de refrigeración que
posee tres, como se muestra en la Tabla 3.3.
Factor Nivel Nomenclatura
Avance (f) 1 f1
Velocidad de giro del husillo (n) 1 n1
Profundidad de corte (d) 1 d1
Sistema de refrigeración (s) 3 s1, s2, s3
Tabla 3.3: Factores, niveles y nomenclatura para los ensayos en torneado.
3.3. Elección del diseño experimental
La elección del diseño experimental tiene que ajustarse a los objetivos
prestablecidos a partir de la información descrita en los anteriores apartados, con el
fin de obtener resultados concluyentes.
El objetivo principal es el estudio de la influencia de distintos factores de
impresión 3D sobre la rugosidad superficial (Ra). Para ello, en el experimento1, se
realizarán ensayos con distintas combinaciones de los niveles de los factores que
están siendo investigados. Se realizará un segundo experimento, experimento 2, para
profundizar en la influencia de los distintos parámetros que afectan a la calidad de la
superficie en la impresión 3D.
Para el análisis del experimento 1 se ha seleccionado un diseño factorial
fraccionado, por lo que se consideran la mitad de todas las combinaciones posibles
de los factores. Para ello se representan los dos niveles de cada factor con ‘‘+’’ ó ‘‘-’’,
haciendo la Tabla 3.4 con todas las combinaciones. Al realizar la multiplicación de los
factores para cada ensayo, resultarán la mitad positivos y la otra mitad negativos,
escogiendo únicamente los ensayos positivos, ocho ensayos como se muestra en la
Fórmula 3.1 (Montgomery, 2001).
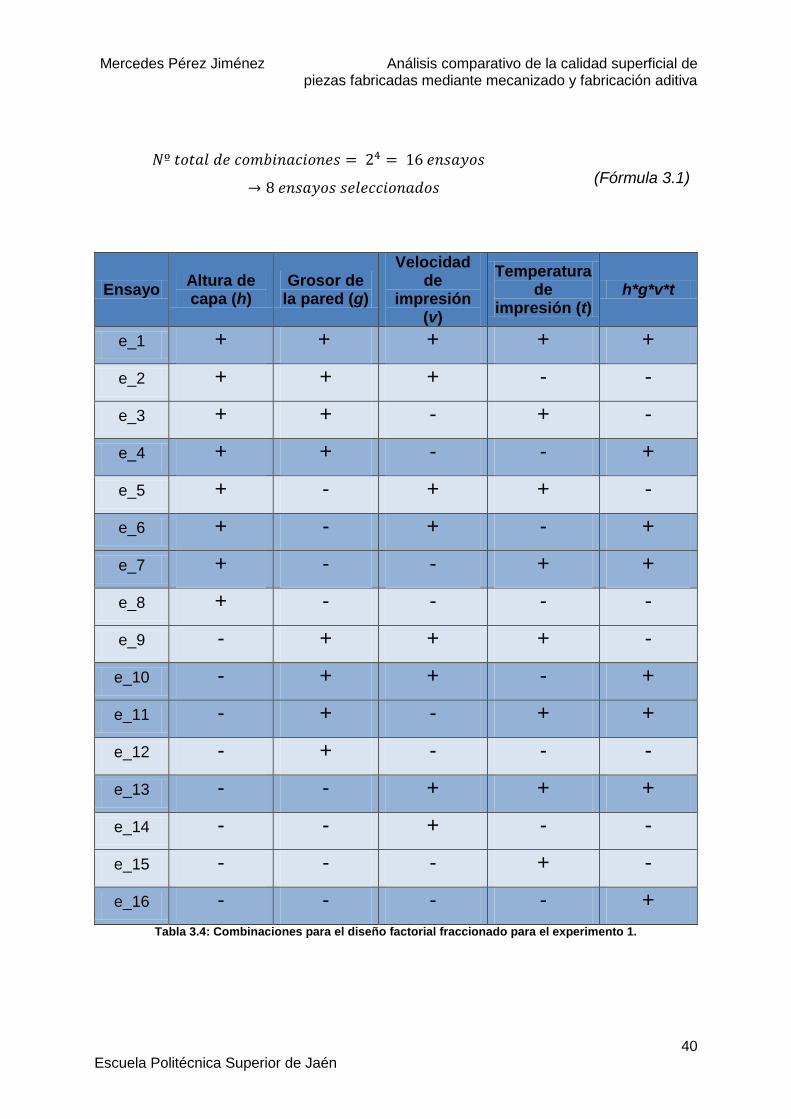
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
40 Escuela Politécnica Superior de Jaén
𝑁º 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑐𝑜𝑚𝑏𝑖𝑛𝑎𝑐𝑖𝑜𝑛𝑒𝑠 = 24 = 16 𝑒𝑛𝑠𝑎𝑦𝑜𝑠
→ 8 𝑒𝑛𝑠𝑎𝑦𝑜𝑠 𝑠𝑒𝑙𝑒𝑐𝑐𝑖𝑜𝑛𝑎𝑑𝑜𝑠 (Fórmula 3.1)
Ensayo Altura de capa (h)
Grosor de la pared (g)
Velocidad de
impresión (v)
Temperatura de
impresión (t) h*g*v*t
e_1 + + + + +
e_2 + + + - -
e_3 + + - + -
e_4 + + - - +
e_5 + - + + -
e_6 + - + - +
e_7 + - - + +
e_8 + - - - -
e_9 - + + + -
e_10 - + + - +
e_11 - + - + +
e_12 - + - - -
e_13 - - + + +
e_14 - - + - -
e_15 - - - + -
e_16 - - - - +
Tabla 3.4: Combinaciones para el diseño factorial fraccionado para el experimento 1.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
41 Escuela Politécnica Superior de Jaén
Para el estudio del experimento 2 se ha escogido un diseño factorial completo
en el que se contemplan todas las combinaciones posibles entre los niveles de los
factores de relleno y grosor de la pared; por lo que se tienen 15 ensayos.
Para cada probeta de ensayo se tomarán un total de seis medidas de Ra. Para
hacer estas mediciones en primer lugar se dividirá la probeta en una parte inferior,
referida al comienzo de impresión; y una parte superior, referida al final de la
impresión. Por otro lado se realizarán tres generatrices, evitando la originada por el
efecto cremallera (línea originada por el exceso de material al cambiar de capa),
debido a la posibilidad de tomar medidas no concluyentes por dicho defecto. Una vez
hechas las generatrices se tomarán tres medidas de rugosidad en sentido horario en
la parte superior de la probeta (Ra1, Ra2 y Ra3), y en sentido anti horario en la parte
inferior (Ra4, Ra5 y Ra6), como se muestra en la Figura 3.1. Con estas seis medidas se
hace la media para obtener el valor promedio de Ra para cada pieza.
Figura 3.1: División de las probetas para la toma de medidas.
De este modo, se tendrá un total de 48 medidas de rugosidad para el
experimento 1; y 90 medidas para el experimento 2. Se hace con un orden aleatorio
de ensayos para garantizar la hipótesis de que las observaciones o errores sean
variables aleatorias distribuidas de forma independiente, evitando sesgos en los
resultados (Montgomery, 2001).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
42 Escuela Politécnica Superior de Jaén
Ensayo h v t g
Medición
Parte superior
Parte inferior
e_1 2 1 2 1 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
e_2 1 2 2 1 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
e_3 1 1 2 2 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
e_4 2 1 1 2 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
e_5 1 1 1 1 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
e_6 2 2 2 2 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
e_7 1 2 1 2 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
e_8 2 2 1 1 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
Tabla 3.5: Plan del experimento 1.
Ensayo r g Medición
Parte superior
Parte inferior
f_1 1 1 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_2 2 2 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_3 1 5 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_4 3 2 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_5 3 3 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_6 1 3 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_7 2 1 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_8 3 5 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_9 1 2 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_10 3 4 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_11 2 3 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_12 2 5 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_13 3 1 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_14 1 4 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
f_15 2 4 Ra1, Ra2, Ra3 Ra4, Ra5, Ra6
Tabla 3.6: Plan del experimento 2.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
43 Escuela Politécnica Superior de Jaén
Para los ensayos realizados con mecanizado, se imprimirán tres probetas con
distintos materiales. Cada probeta se someterá a tres torneados, combinando los
distintos niveles de los factores elegidos en el apartado 3.2.2. De este modo, cada
probeta constará de tres tramos torneados, teniendo un total de nueve tramos
mecanizados. Se medirán tres rugosidades superficiales en cada probeta antes del
mecanizado y, una vez realizado, se tomarán tres medidas en cada cada tramo,
basándose en el método de medición definido anteriormente.
3.4. Realización del experimento
Cuando se ejecuta un experimento, es de vital importancia planear el proceso
cuidadosamente para asegurarse de que todo se esté siguiendo de acuerdo al plan.
Para la realización de los dos experimentos y ensayos de mecanizado se han
seguido los pasos descritos en los apartados siguientes.
3.4.1. Actividades previas a los ensayos
3.4.1.1. Impresión 3D
Antes de imprimir las probetas se tiene que generar un modelo de CAD en un
software comercial, en este caso SolidWorks. Una vez realizado el modelo, se
convierte en un formato STL; pudiéndose abrir con el software Ultimaker CURA 3.2.1.
para ajustar medidas, escalar, posicionar la pieza de forma óptima para la impresión
y variar los distintos parámetros. Es necesario comprobar en el software Ultimaker
CURA 3.2.1 que los parámetros escogidos para los ensayos no se salen de los rangos
del programa, asegurándose el correcto funcionamiento y la impresión.
Con respecto a la impresora, se nivela la plataforma del área de impresión y se
limpia la boquilla y el sistema de extrusión cargando un material específico para la
limpieza de los mismos, Smart Clean, con el fin de eliminar materiales residuales que
hayan podido quedar en el interior del extrusor. Por último se carga el material de
impresión, para ambos experimentos, PLA (del inglés polylactic acid, PLA).
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
44 Escuela Politécnica Superior de Jaén
En cuanto al equipo de medida se procederá a la comprobación del
funcionamiento del rugosímetro y su calibrado.
3.4.1.2. Torneado
En primer lugar se ha de obtener la pieza de ensayo mediante impresión 3D.
Para ello, en el caso de las probetas de Nylon y PLA, se sigue el mismo procedimiento
indicado en los apartados 3.4.1 y 3.4.2, debido a que se usa la misma impresora. Para
la impresión de la probeta de ABS, se ha empleado una AirWolf 3D HD, debido a que
el material necesita una cama caliente.
Con respecto al torneado, se ha de comprobar previamente el funcionamiento
del torno según los parámetros que se han seleccionado. También es necesario
asegurarse de que los sistemas de refrigeración por chorro de aire y por taladrina
funcionan correctamente y que se dispone de una herramienta de corte adecuada y
en buen estado.
3.4.2. Realización de ensayos
3.4.2.1. Impresión 3D
Para la realización de los distintos ensayos, tanto para los del experimento 1
como para los del experimento 2, se hace una impresión 3D variando los parámetros
según el plan del experimento, como se ha indicado en las Tablas 3.5 y 3.6.
El procedimiento llevado a cabo para la ejecución de los ensayos es el siguiente:
i. Abrir el archivo STL en Ultimaker CURA y fijar los parámetros
correspondientes al ensayo.
ii. Guardar el archivo como .gcode en una tarjeta e introducirla en la
impresora.
iii. Realizar el auto home a la impresora para posicionar los ejes de la
impresora en el cero.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
45 Escuela Politécnica Superior de Jaén
iv. Añadir espray fijador a la plataforma de impresión para una mayor
adhesión de la pieza.
v. Seleccionar el archivo para su impresión.
vi. Retirar la probeta imprimida.
3.4.2.2. Torneado
Para llevar a cabo los ensayos de torneado de las tres probetas obtenidas por
FDM, previamente se tiene que quitar la falda de la pieza, es decir, la capa perimétrica
de apoyo que evita el efecto warping.
El procedimiento para la realización es el siguiente:
i. Posicionar y fijar la probeta a mecanizar en el plato de garras.
ii. Colocar en el portaherramientas la herramienta requerida.
iii. Seleccionar los parámetros de mecanizado del ensayo: velocidad de giro
del husillo, avance, profundidad de corte y sistema de refrigeración.
iv. Realizar el cilindrado en un tramo de la probeta.
v. Fotografiar con la cámara de imagen térmica.
vi. Alejar la herramienta de la probeta mecanizada.
vii. Cambiar el sistema de refrigeración.
viii. Repetir los pasos del iv al vii para los dos siguientes tramos.
ix. Retirar la herramienta y la probeta mecanizada.
3.4.3. Medición de la rugosidad superficial
Tras imprimir las probetas, y mecanizar los correspondientes tramos, se procede
a la medición de la rugosidad, parámetro Ra, empleando el rugosímetro. Antes de
proceder a la toma de medidas se tiene que quitar la falda de la pieza.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
46 Escuela Politécnica Superior de Jaén
Para la medición de las probetas de los experimentos 1 y 2, se tomarán las
distintas partes indicadas en el punto 3.3 e indicadas en la Figura 3.1, marcando las
tres generatrices de medición y la debida al efecto cremallera.
Los pasos a seguir para la toma de medidas es la siguiente:
i. Colocar la probeta encima del apoyo.
ii. Ajustar la posición de la probeta para fijar la generatriz de medida
correspondiente.
iii. Aproximar y posicionar el palpador del rugosímetro a la zona de medida.
iv. Realizar la toma de medidas de la rugosidad superficial media (Ra), en las
zonas correspondientes.
v. Guardar los datos tomados.
vi. Retirar el rugosímetro.
vii. Retirar la probeta.
Para las probetas mecanizadas se tomarán tres medidas de rugosidad en cada
tramo torneado, siguiendo las mismas instrucciones anteriores sobre el marcado de
generatrices y la toma de medidas. Además se medirán tres rugosidades superficiales
en cada probeta antes del mecanizado.
3.5. Análisis estadístico
En esta etapa del proceso se realizará un análisis estadístico de los datos de la
variable respuesta obtenidos, con el fin de cuantificar las relaciones y asociaciones de
los parámetros estudiados, pudiendo sacar conclusiones objetivas del experimento.
El análisis del estudio experimental permitirá evaluar los diferentes parámetros
estudiados y su influencia sobre la rugosidad superficial.
Para ambos experimentos se hace un Análisis de Varianza (ANOVA) según los
siguientes pasos:
Cálculo de la suma de cuadrados de cada una de las fuentes de variación.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
47 Escuela Politécnica Superior de Jaén
Cálculo de la suma de cuadrados del error y de la suma de cuadrados
total.
Identificación de los grados de libertad de las fuentes de variación.
Cálculo de los cuadrados medios de las fuentes de variación y del error.
Evaluación del estimador F para las fuentes de variación, a partir de los
cuadrados medios de las fuentes de variación y error.
Para hacer dicha evaluación se empleará el software R de análisis estadístico
de datos y Microsoft Excel. Con estos programas se podrán sacar conclusiones de los
datos de ensayo y hacer una representación gráfica de ellos.
3.6. Conclusiones
En esta última fase se establecen las conclusiones obtenidas a partir de los
resultados del análisis estadístico. Las conclusiones sirven para mejorar y aportar
conocimiento sobre el experimento, pudiendo definir con mayor profundidad la
influencia de los factores en la variable de respuesta y establecer recomendaciones
prácticas en la ejecución. Por último, las conclusiones dan lugar a ideas o propuestas
a posibles trabajos y estudios futuros.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
48 Escuela Politécnica Superior de Jaén
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
49 Escuela Politécnica Superior de Jaén
4. APLICACIONES Y ANÁLISIS DE RESULTADOS
4.1. Introducción
En este apartado se presenta la aplicación de la metodología desarrollada en el
apartado 3. Se muestran tanto los experimentos y procedimientos realizados, como
los resultados obtenidos y su análisis estadístico y gráfico. A partir de esto, se podrá
llegar a unas conclusiones objetivas, que permitan ampliar el conocimiento sobre el
tema de estudio.
En primer lugar, se desglosan las distintas etapas seguidas para los
experimentos 1 y 2 y ensayos de mecanizado, detallando el equipo experimental y
materiales empleados en el ensayo. Seguidamente, se definen ambos experimentos
y los ensayos de mecanizado, detallando los valores obtenidos por la medición para
cada ensayo. Por último, se hace el análisis estadístico de los resultados, evaluando
así la influencia de cada factor sobre la rugosidad superficial y pudiendo hacer una
comparación entre la calidad superficial obtenida mediante impresión 3D y la obtenida
con un post-procesamiento de mecanizado.
4.2. Aplicaciones
4.2.1. Equipo experimental para los experimentos 1 y 2
Para la realización de los experimentos 1 y 2 los recursos empleados para
llevarlos a cabo son los siguientes:
Material de impresión PLA.
Material de limpieza Smart Clean.
Espray fijador Dimafix.
Software Ultimaker CURA 3.2.1.
Impresora 3D Witbox de BQ.
Rugosímetro Surftest SJ 210 de Mitutoyo.
El material de limpieza empleado se denomina Smart Clean, desarrollado para
limpiar el extrusor de la impresora eliminando todos los restos de polímero que hayan

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
50 Escuela Politécnica Superior de Jaén
podido quedar depositados en el interior del extrusor durante la impresión. La
composición de este filamento es: PLA (Resina Poliáctida) – 69% CAS: 9051-89-2 y
CaCO3 – 30% CAS: 1317-65-3; con un diámetro de 1,75 mm. El modo de uso es el
siguiente:
Calentar el extrusor hasta superar en 10 ºC la temperatura del material
que se ha usado con anterioridad, en nuestro caso es PLA, por lo que hay
que programar la temperatura de impresión en unos 230 ºC.
A continuación se carga el material de limpieza, Smart Clean, y se extruye
el material.
Por último, se saca el filamento de limpieza y se carga el material que se
quiera imprimir.
El material de impresión es ácido poliláctico o poliáctido, comúnmente conocido
como PLA (Figura 4.1 y 4.2). Es un plástico biodegradable debido a su origen natural
(maíz, patata o caña de azúcar), sin incorporación de material reciclado ni recuperado
y totalmente estabilizado sin producción de warping (defecto en el que el material
tiende a despegarse debido a tensiones internas) y una buena resolución de impresión
según el fabricante. Las propiedades del material pueden verse en la Tabla 4.1.
PLA
Nombre químico Ácido poliláctico
Composición PLA (Resina Poliáctida)
- 99% CAS: 9051-89-2
Densidad 1,24 g/cm3
Temperatura de
impresión 220±20 ºC
Diámetro 1,75±0,03 mm
Tabla 4.1: Propiedades del PLA utilizado.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
51 Escuela Politécnica Superior de Jaén
Para una mayor adherencia del material a la base de impresión se hace uso del
espray fijador, Dimafix (Figura 4.1 y 4.2), diseñado para la impresión 3D mediante
Fabricación de Filamento Fundido (FFF) o FDM con el fin de evitar el efecto warping.
Figura 4.1: Espray fijador y PLA empleados.
La máquina para la impresión 3D utilizada es la Witbox de BQ (Figura 4.2), que
emplea el método de FFF/FDM, consistente en ir añadiendo, capa por capa, filamento
polimérico fundido hasta completar la pieza de impresión. El extrusor es un diseño
propio de BQ con una boquilla de 0,4 mm y una tobera de refrigeración. Se recomienda
una velocidad de impresión de 50 mm/s y una máxima de 80 mm/s. El área de
impresión tiene una cama de base fría de cristal tamaño A4, el resto de medidas de la
impresora se muestran en la Tabla 4.2.
Dimensiones de la Witbox
Impresora (x)505 x (y)388 x (z)450 mm
Área de impresión (x)297 x (y)210 x (z)200 mm
Caja (x)622 x (y)524 x (z)624 mm
Tabla 4.2: Dimensiones de la impresora Witbox.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
52 Escuela Politécnica Superior de Jaén
La máquina Witbox tiene como software predeterminado de impresión el
Ultimaker CURA 3.2.1, que es el utilizado para cambiar los parámetros de impresión
de los distintos ensayos realizados. Por lo tanto, el software está programado con las
características de la impresora. Este software es el encargado de preparar y convertir
los modelos 3D generados en otros formatos en un formato compatible con la
impresora, los archivos se guardan con un formato .gcode.
Figura 4.2: Impresora Witbox, PLA y espray fijador.
La interfaz gráfica del software Ultimaker CURA 3.2.1 (Figura 4.3) se compone
de un área de trabajo tridimensional, correspondiente con el área de impresión de la
impresora Witbox, y un cuadro de opciones. En primer lugar, se carga una pieza 3D
que se desea imprimir, en este caso un cilindro generado en SolidWorks; en segundo
lugar, se ajustan los parámetros de impresión en el cuadro de opciones según los
factores del ensayo. Una vez hecho esto, se toma nota sobre el tiempo estimado de
impresión y los gramos de plástico que se requieren para la misma. Por último, se
guarda el archivo pudiendo imprimirlo en la impresora.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
53 Escuela Politécnica Superior de Jaén
Figura 4.3: Software Ultimaker CURA 3.2.1.
El rugosímetro que se empleó para las mediciones es un Mitutoyo Surftest SJ
210 (Figura 4.4), un equipo de medición portátil con un rango de detección de -200
μm a 160 μm y un rango de medición de 17,5 mm. Está capacitado para la medición
de 39 parámetros característicos que cumplen los siguientes estándares: JIS (JIS-
B0601-2001, JIS-B0601-1994, JIS BO601-1982), VDA, ISO-1997 y ANSI. Uno de
estos parámetros es la desviación media aritmética, Ra, la medida de evaluación para
el presente TFG. Las probetas se midieron con una longitud de muestreo de 2,5 mm
y una velocidad de medición de 0,5 mm/s.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
54 Escuela Politécnica Superior de Jaén
Figura 4.4: Rugosímetro Mitutoyo Surftest SJ 210.
4.2.2. Equipo experimental para los ensayos de torneado
Para los ensayos realizados por mecanizado de las tres probetas obtenidas por
impresión 3D se emplearon los siguientes equipos experimentales:
Material de impresión PLA, ABS y Nylon Strong.
Material de limpieza Smart Clean.
Espray fijador Dimafix.
Software Ultimaker CURA 3.2.1.
Impresora 3D Witbox de BQ.
Impresora 3D AirWolf 3D HD.
Torno Pinacho SP/165.
Cámara de imagen térmica FLIR i3.
Rugosímetro Surftest SJ 210 de Mitutoyo.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
55 Escuela Politécnica Superior de Jaén
Para cada ensayo se ha empleado un material de impresión diferente. El PLA
utilizado es el mismo que el descrito anteriormente. Para otro de los ensayos se ha
empleado acrilonitrilo butadieno estireno, comúnmente conocido como ABS, un
termoplástico muy usado en la impresión 3D. Sus características principales son:
material muy tenaz, duro y rígido, con resistencia química a la abrasión. No es
biodegradable, y sufre con la exposición a los rayos UV y requiere una cama caliente
entre 80 ºC y 100 ºC. Para el último de los ensayos se ha utilizado Nylon Strong, una
Poliamida 6 (PA6), un Nylon con una gran dureza, ideal para aplicaciones industriales
donde se necesiten propiedades mecánicas de fuerza, resistencia o soportar altas
temperaturas. También es un material rígido con una temperatura de reblandecimiento
de 210 ºC, lo que implica una oportunidad para la fabricación de piezas industriales
mediante impresión 3D. El espray fijador y el material de limpieza son los mismos que
los usados en los experimentos 1 y 2.
Para la impresión de los ensayos de las probetas de Nylon y PLA se ha utilizado
la misma impresora 3D Witbox que para los experimentos 1 y 2, ya que uno de los
materiales es PLA, al igual que en ambos experimentos, y el Nylon empleado tiene un
diámetro también de 1,75 mm y es un material apto para la Witbox.
Para la impresión del ABS, debido a que requiere una impresión en cama
caliente, se emplea una impresora AirWolf 3D HD, también con tecnología FDM/FFF.
Tiene unas dimensiones de 600x440x450 mm y un tamaño máximo de impresión de
300x200x300 mm, el diámetro de la boquilla es 0,5 mm y el tamaño de filamento 3
mm.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
56 Escuela Politécnica Superior de Jaén
Figura 4.5: Impresora AirWolf 3D HD.
Los parámetros usados para la impresión de las tres probetas son idénticos, con
excepción de la temperatura de impresión ya que esta debe ajustarse al material a
imprimir. En la Tabla 4.3 se recogen los parámetros empleados.
Material
Altura
de
capa
(mm)
Velocidad
de
impresión
(mm/s)
Temperatura
de
impresión
(ºC)
Grosor de
la pared
(mm)
PLA 0,2 120 200 3
ABS 0,2 120 225 3
Nylon
Strong 0,2 120 250 3
Tabla 4.3: Parámetros de impresión de las probetas para torneado.
Para un tratamiento posterior a la impresión 3D, se ha realizado un mecanizado
de las probetas mediante un torno paralelo convencional, concretamente, el torno
Pinacho SP/165 (Figura 4.6). Para ello se han seleccionado velocidad de giro del

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
57 Escuela Politécnica Superior de Jaén
husillo y avance con la caja de velocidades y avances, respectivamente, y con el
indicador de posición diametral, volante de posición frontal, se pone a cero el indicador
con un palpado de la herramienta con la probeta, poniendo la referencia a cero y
pudiendo poner la profundidad de corte.
Cada operación de mecanizado consiste en una pequeña pasada de acabado
con bajo avance y profundidad de corte, siendo la longitud mecanizada de entre 10 y
20 mm. Para cada probeta, se han mecanizado tres partes, una primera sin
refrigeración, una segunda con chorro de aire, con una presión entre 5 y 6 bares, y
una tercera con taladrina (Cormetal Super más agua), pudiendo tomar así las
temperaturas que alcanza la probeta con cada torneado.
Figura 4.6: Torno Pinacho SP/165.
La cámara de imagen térmica, empleada para medir las temperaturas
alcanzadas durante el torneado, es el modelo FLIR i3 (Figura 4.7). Posee una
precisión de ±2 ºC o ±2% detectando temperaturas hasta de +250 ºC, detectando
diferencias de temperatura de 0,10 ºC.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
58 Escuela Politécnica Superior de Jaén
Figura 4.7: Cámara de imagen térmica FLIR i3.
El rugosímetro utilizado, para la toma de medidas de las tres probetas, es el
mismo utilizado que en los experimentos 1 y 2, Mitutoyo Surftest SJ 210. Para estos
ensayos se escogió una longitud de muestreo de 0,8 mm y una velocidad de medición
de 0,5 mm/s.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
59 Escuela Politécnica Superior de Jaén
4.2.3. Definición de los experimentos
En este apartado se seleccionan valores concretos para los distintos niveles de
los factores propuestos para cada experimento y los ensayos de mecanizado.
4.2.3.1. Experimento 1
En este experimento se tienen cuatro factores con dos niveles cada uno.
- Altura de capa (h): se escogen 0,15 y 0,25 mm para este factor. Los
valores se escogieron en función de que no se saliesen de los rangos
recomendados por el programa Ultimaker CURA 3.2.1. Además, existen
diversos estudios sobre la obtención de una mejor rugosidad superficial
cuanto menor sea la altura de capa (Campbell et al., 2002) (Kumbhar y
Mulay, 2016); y la altura de capa mínima recomendada para FDM es
0,254 mm (Kumbhar y Mulay, 2016), por lo que se escoge un valor
aproximado al mínimo recomendado y otro más bajo para estudiar el
factor.
- Velocidad de impresión (v): las velocidades de impresión recomendadas
por la impresora están en el rango de 50 y 80 mm/s. Para seleccionar los
valores de cada nivel se escogieron dos valores extremos con estas
velocidades de referencia, teniendo 40 y 80 mm/s.
- Temperatura de impresión (t): la temperatura recomendada para la
impresión de PLA está en 220±20 ºC. Se han escogido los valores de 195
ºC, que está por debajo de la temperatura mínima recomendada, y 225
ºC, una temperatura 5 ºC superior a la normal recomendada.
- Grosor de pared (g): según Noorani (2018) el grosor de la pared debe ser
el doble que el diámetro de la boquilla de impresión. En este caso, la
boquilla tiene un diámetro de 0,4 mm, por lo que se seleccionaron 1 y 3
mm para el grosor de la pared.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
60 Escuela Politécnica Superior de Jaén
Las probetas se imprimieron con unas dimensiones de 30x30x40 mm. En la
Tabla 4.4 se muestran los factores con los valores de sus niveles para el experimento
1.
Factor Nivel
Altura de capa (h) 0,15 0,25 mm
Grosor de la pared (g) 1 mm 3 mm
Velocidad de impresión (v) 40 mm/s 80 mm/s
Temperatura de impresión (t) 195 ºC 225 ºC
Tabla 4.4: Factores y niveles para el experimento 1.
Una vez definidos los factores y los valores de los niveles, se puede definir el
primer plan de experimentos como se ve en la Tabla 4.5. Además, en esta tabla se
añade el tiempo estimado de impresión determinado por el software Ultimaker CURA
3.2.1 dependiendo de los valores de los niveles de cada ensayo. Por otro lado, como
se explicó con anterioridad, los ensayos se realizan con el orden aleatorizado.
Ensayo Altura de capa
(mm) Velocidad de
impresión (mm/s) Temperatura
(ºC)
Grosor de la pared
(mm)
Tiempo estimado
(min)
e_1 0,25 40 195 3 74
e_2 0,15 40 225 3 123
e_3 0,15 80 195 3 64
e_4 0,25 80 195 1 29
e_5 0,15 40 195 1 90
e_6 0,25 80 225 3 38
e_7 0,15 80 225 1 47
e_8 0,25 40 225 1 55
Tabla 4.5: Seguimiento de ensayos del experimento 1.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
61 Escuela Politécnica Superior de Jaén
Figura 4.8: Probetas del experimento 1.
4.2.3.2. Experimento 2
En este experimento se tienen cinco factores todos con un nivel, menos el grosor
de la pared y el tipo de relleno, con cinco y tres niveles, respectivamente. Los valores
de los niveles, para la altura de capa, temperatura y velocidad de impresión, se han
escogido en función a los ensayos del experimento 1. Para ello se ha seleccionado un
ensayo con un valor de altura de capa de 0,15 mm (mejor rugosidad) y un tiempo
óptimo de impresión. Así, se ha tomado como referencia el ensayo 7. Por lo tanto, los
valores de los niveles serán los siguientes:
- Altura de capa (h): 0,15 mm.
- Velocidad de impresión (v): 80 mm/s.
- Temperatura de impresión (t): 225 ºC.
- Grosor de la pared (g): para hacer un estudio más profundo e indagar
sobre este factor, se ha ampliado el rango y el número de niveles. Debido
a los resultados del experimento 1, se ha tomado como valor base 1 mm,
por lo que se han escogido dos valores por debajo y dos por arriba del
mismo. Los valores tomados son: 0,5, 0,75, 1, 1,25, 1,5 mm.
- Tipo de relleno (r): la densidad de relleno establecida, tanto en el
experimento 1 como en el 2, es del 20%. Se ha seleccionado este factor
para estudiar si afecta la geometría de relleno interior a la calidad

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
62 Escuela Politécnica Superior de Jaén
superficial de la pieza de impresión. Para ello se han seleccionado rejilla,
zig-zag y concéntrico como tipos de relleno.
En la Tabla 4.6 se muestran los factores con los valores de sus niveles para el
experiento 2.
Factor Nivel
Altura de capa (h) 0,15 mm
Grosor de la pared (g) 0,5 mm 0,75 mm 1 mm 1,25 mm 1,5 mm
Velocidad de impresión (v) 80 mm/s
Temperatura de impresión (t) 225 ºC
Tipo de relleno (r) Rejilla Zig-zag Concéntrico
Tabla 4.6: Factores y niveles para el experimento 2.
Al igual que para el experimento 1, se define el plan de experimentos en la Tabla
4.7, para el correcto seguimiento de los ensayos.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
63 Escuela Politécnica Superior de Jaén
Ensayo Altura de
capa (mm)
Velocidad de
impresión
(mm/s)
Temperatura
(ºC)
Grosor de
la pared
(mm)
Tipo de
relleno
Tiempo
estimado
(min)
f_1 0,15 80 225 0,5 Zig-zag 74
f_2 0,15 80 225 0,75 Rejilla 64
f_3 0,15 80 225 1,5 Zig-zag 123
f_4 0,15 80 225 0,75 Concéntrico 43
f_5 0,15 80 225 1 Concéntrico 43
f_6 0,15 80 225 1 Zig-zag 90
f_7 0,15 80 225 0,5 Rejilla 74
f_8 0,15 80 225 1,5 Concéntrico 123
f_9 0,15 80 225 0,75 Zig-zag 64
f_10 0,15 80 225 1,25 Concéntrico 29
f_11 0,15 80 225 1 Rejilla 90
f_12 0,15 80 225 1,5 Rejilla 55
f_13 0,15 80 225 0,5 Concéntrico 40
f_14 0,15 80 225 1,25 Zig-zag 29
f_15 0,15 80 225 1,25 Rejilla 51
Tabla 4.7: Seguimiento de ensayos del experimento 2.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
64 Escuela Politécnica Superior de Jaén
Figura 4.9: Probetas del experimento 2.
4.2.3.3. Ensayos de torneado
Para las tres probetas, de materiales diferentes, dispuestas para el mecanizado,
se han escogido tres ensayos iguales para cada una. Para los factores de profundidad
de corte, avance y velocidad de giro del husillo se escoge un único nivel, mientras que
para el sistema de refrigeración se seleccionan tres:
- Avance (f): la rugosidad superficial mejora con la disminución del avance,
por lo que se ha escogido el mínimo avance disponible en el torno paralelo
SP/165, 0,05 mm/rev.
- Velocidad de giro del husillo (n): para este factor se ha escogido una
velocidad intermedia de 360 rev/min.
- Profundidad de corte (d): la profundidad de corte se ha elegido en función
del parámetro de impresión del grosor de la pared, ya que no puede ser
más grande a este porque se entraría en la zona de relleno. Además, se
escoge una profundidad típica en operaciones de acabado en torneado.
Se ha elegido 0,5 mm de profundidad de corte.
- Sistema de refrigeración (s): es el único factor con más de un nivel. Los
sistemas elegidos son: en seco, por chorro de aire y con taladrina.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
65 Escuela Politécnica Superior de Jaén
Factor Nivel
Avance (f) 0,05 mm/rev
Velocidad de giro del husillo (n) 360 rev/min
Profundidad de corte (d) 0,5 mm
Refrigeración (s) En seco Chorro
de aire Taladrina
Tabla 4.8: Factores y niveles para los ensayos de torneado.
Los ensayos realizados en tres tramos en las tres probetas con sus factores y
valores se representan en la Tabla 4.9.
Material Tramo Avance
(mm/rev)
Velocidad
de giro del
husillo
(rev/min)
Profundidad
de corte
(mm)
Refrigeración
PLA
1 0,05 360 0,5 En seco
2 0,05 360 0,5 Chorro de aire
3 0,05 360 0,5 Taladrina
ABS
1 0,05 360 0,5 En seco
2 0,05 360 0,5 Chorro de aire
3 0,05 360 0,5 Taladrina
Nylon
Strong
1 0,05 360 0,5 En seco
2 0,05 360 0,5 Chorro de aire
3 0,05 360 0,5 Taladrina
Tabla 4.9: Seguimiento de ensayos por mecanizado.
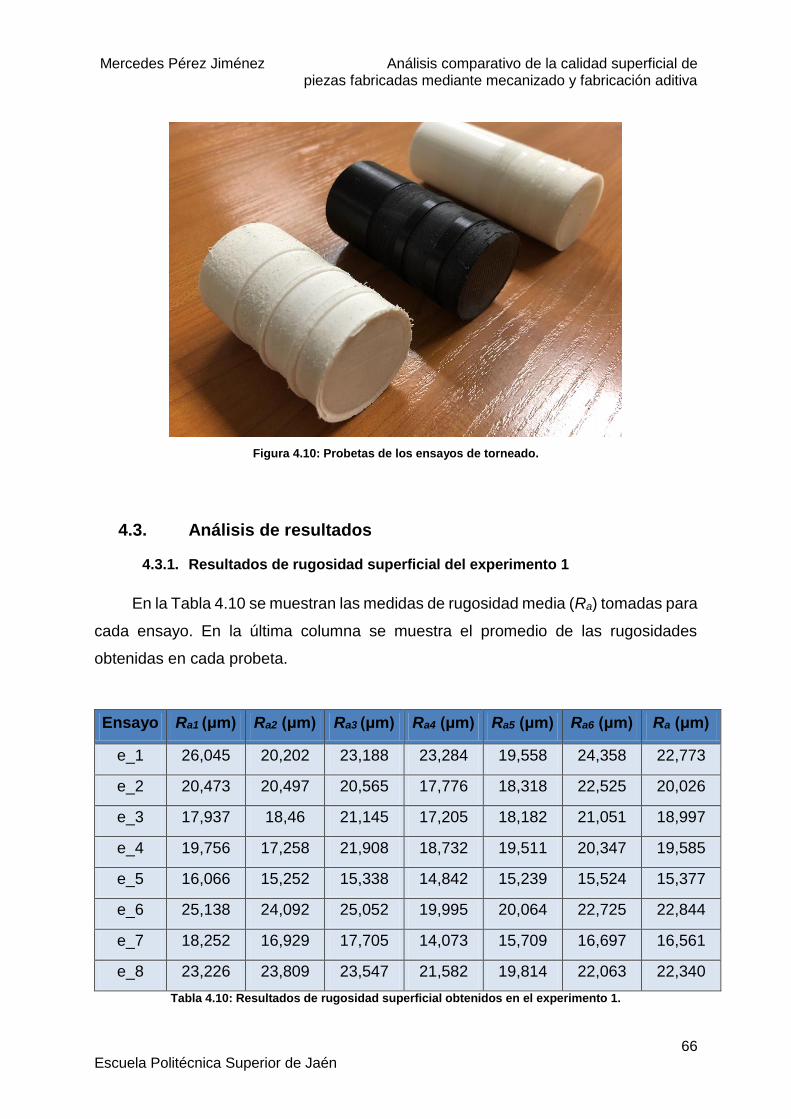
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
66 Escuela Politécnica Superior de Jaén
Figura 4.10: Probetas de los ensayos de torneado.
4.3. Análisis de resultados
4.3.1. Resultados de rugosidad superficial del experimento 1
En la Tabla 4.10 se muestran las medidas de rugosidad media (Ra) tomadas para
cada ensayo. En la última columna se muestra el promedio de las rugosidades
obtenidas en cada probeta.
Ensayo Ra1 (μm) Ra2 (μm) Ra3 (μm) Ra4 (μm) Ra5 (μm) Ra6 (μm) Ra (μm)
e_1 26,045 20,202 23,188 23,284 19,558 24,358 22,773
e_2 20,473 20,497 20,565 17,776 18,318 22,525 20,026
e_3 17,937 18,46 21,145 17,205 18,182 21,051 18,997
e_4 19,756 17,258 21,908 18,732 19,511 20,347 19,585
e_5 16,066 15,252 15,338 14,842 15,239 15,524 15,377
e_6 25,138 24,092 25,052 19,995 20,064 22,725 22,844
e_7 18,252 16,929 17,705 14,073 15,709 16,697 16,561
e_8 23,226 23,809 23,547 21,582 19,814 22,063 22,340
Tabla 4.10: Resultados de rugosidad superficial obtenidos en el experimento 1.
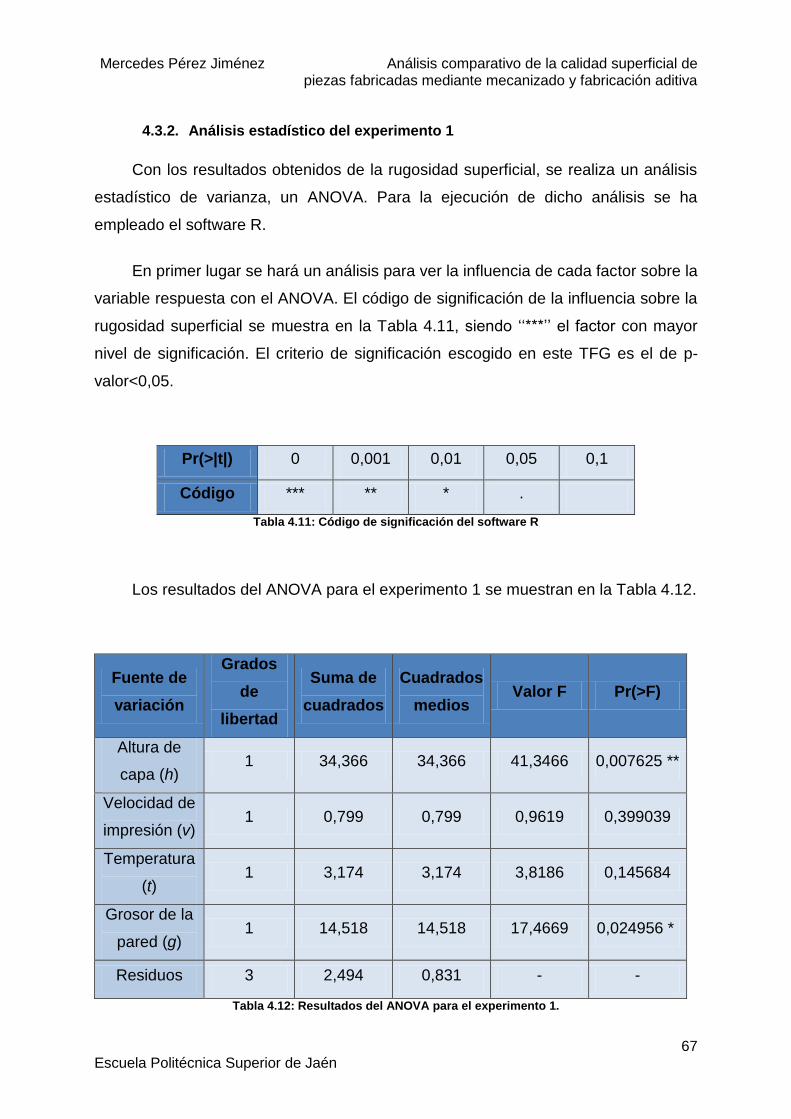
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
67 Escuela Politécnica Superior de Jaén
4.3.2. Análisis estadístico del experimento 1
Con los resultados obtenidos de la rugosidad superficial, se realiza un análisis
estadístico de varianza, un ANOVA. Para la ejecución de dicho análisis se ha
empleado el software R.
En primer lugar se hará un análisis para ver la influencia de cada factor sobre la
variable respuesta con el ANOVA. El código de significación de la influencia sobre la
rugosidad superficial se muestra en la Tabla 4.11, siendo ‘‘***’’ el factor con mayor
nivel de significación. El criterio de significación escogido en este TFG es el de p-
valor<0,05.
Pr(>|t|) 0 0,001 0,01 0,05 0,1
Código *** ** * .
Tabla 4.11: Código de significación del software R
Los resultados del ANOVA para el experimento 1 se muestran en la Tabla 4.12.
Fuente de
variación
Grados
de
libertad
Suma de
cuadrados
Cuadrados
medios Valor F Pr(>F)
Altura de
capa (h) 1 34,366 34,366 41,3466 0,007625 **
Velocidad de
impresión (v) 1 0,799 0,799 0,9619 0,399039
Temperatura
(t) 1 3,174 3,174 3,8186 0,145684
Grosor de la
pared (g) 1 14,518 14,518 17,4669 0,024956 *
Residuos 3 2,494 0,831 - -
Tabla 4.12: Resultados del ANOVA para el experimento 1.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
68 Escuela Politécnica Superior de Jaén
Los resultados que se obtienen en el ANOVA llevan a las siguientes
conclusiones:
La altura de capa, como era predecible, es el factor más influyente sobre
la rugosidad superficial, con un p-valor<0,01.
Los factores de temperatura y velocidad de impresión no son significativos
sobre la variable de respuesta.
El grosor de la pared afecta a la rugosidad superficial, aunque en menor
medida que la altura de capa, con un p-valor<0,05.
Se puede analizar la contribución de las fuentes de variación a la variabilidad de
la rugosidad superficial, a partir de los resultados obtenidos en el ANOVA, explicada
por el modelo y por el total, expresándose en porcentaje. Para ello se emplearán las
siguientes expresiones:
𝜌1 =𝑠𝑐𝑓𝑢𝑒𝑛𝑡𝑒 𝑑𝑒 𝑣𝑎𝑟𝑖𝑎𝑐𝑖ó𝑛
𝑠𝑐𝑚𝑜𝑑𝑒𝑙𝑜∙ 100 (Fórmula 4.1)
𝜌2 =𝑠𝑐𝑓𝑢𝑒𝑛𝑡𝑒 𝑑𝑒 𝑣𝑎𝑟𝑖𝑎𝑐𝑖ó𝑛
𝑠𝑐𝑚𝑜𝑑𝑒𝑙𝑜 + 𝑠𝑐𝑒𝑟𝑟𝑜𝑟∙ 100 (Fórmula 4.2)
A partir de las anteriores expresiones se construye la siguiente Tabla 4.13 con
las contribuciones de cada fuente de variación a la variabilidad.
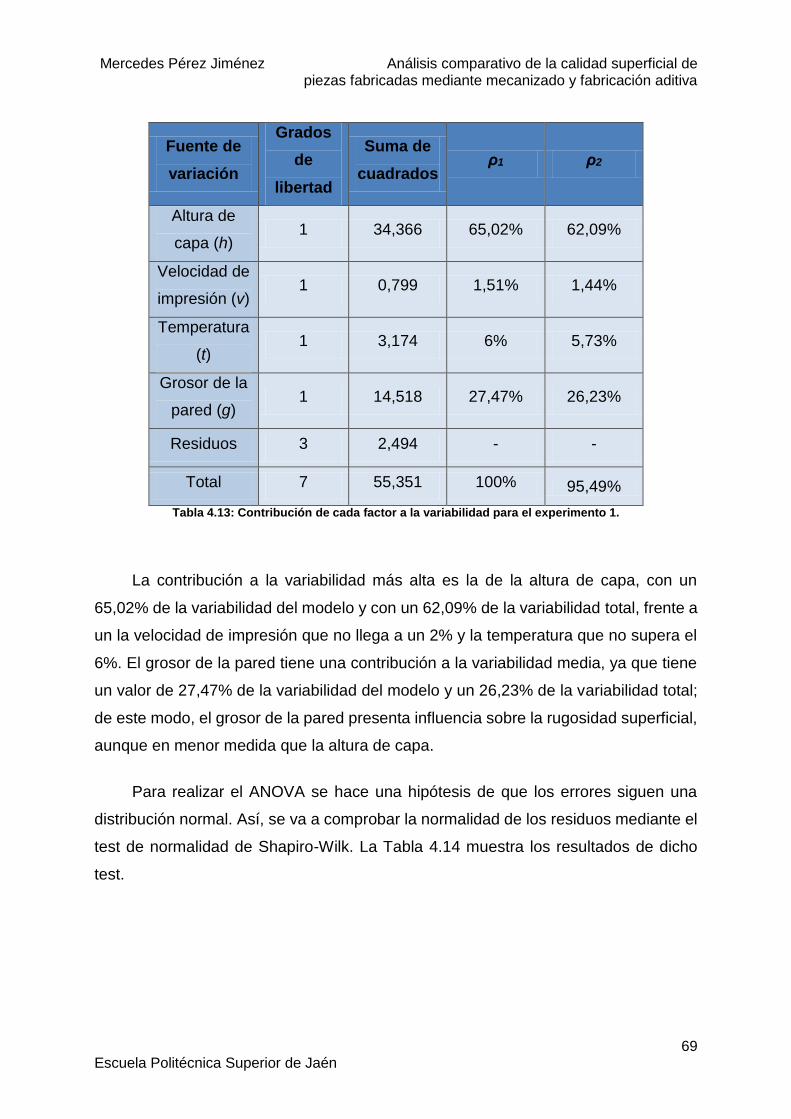
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
69 Escuela Politécnica Superior de Jaén
Fuente de
variación
Grados
de
libertad
Suma de
cuadrados ρ1 ρ2
Altura de
capa (h) 1 34,366 65,02% 62,09%
Velocidad de
impresión (v) 1 0,799 1,51% 1,44%
Temperatura
(t) 1 3,174 6% 5,73%
Grosor de la
pared (g) 1 14,518 27,47% 26,23%
Residuos 3 2,494 - -
Total 7 55,351 100% 95,49%
Tabla 4.13: Contribución de cada factor a la variabilidad para el experimento 1.
La contribución a la variabilidad más alta es la de la altura de capa, con un
65,02% de la variabilidad del modelo y con un 62,09% de la variabilidad total, frente a
un la velocidad de impresión que no llega a un 2% y la temperatura que no supera el
6%. El grosor de la pared tiene una contribución a la variabilidad media, ya que tiene
un valor de 27,47% de la variabilidad del modelo y un 26,23% de la variabilidad total;
de este modo, el grosor de la pared presenta influencia sobre la rugosidad superficial,
aunque en menor medida que la altura de capa.
Para realizar el ANOVA se hace una hipótesis de que los errores siguen una
distribución normal. Así, se va a comprobar la normalidad de los residuos mediante el
test de normalidad de Shapiro-Wilk. La Tabla 4.14 muestra los resultados de dicho
test.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
70 Escuela Politécnica Superior de Jaén
Shapiro-Wilk
Estadístico p-valor
W 0,86373 p<W 0,1308
Tabla 4.14: Test de normalidad de Shapiro-Wilk para el experimento 1.
Al ser el p-valor menor que el valor estadístico W, se concluye que no existe
evidencia de ausencia de normalidad en los residuos.
Después de hacer el ANOVA y comprobar la normalidad de los residuos, se va
a hacer uso de los test no paramétricos de Spearman y Kendall. Estos dos coeficientes
permiten identificar relaciones monótonas entre parámetros. Además, tienen la
ventaja de que son métodos robustos ante la existencia de valores extraños (outliers)
(Gotway et al., 1994) y no asumen un modelo paramétrico concreto y una distribución
específica de los datos (Bodenhofer et al., 2013).
Los coeficientes Spearman y Kendall se computarán mediante el software R
según la metodología presentada por Carou et al., (2014b). De este modo, se calculará
el coeficiente de correlación entre la variable de salida y los factores del experimento
1 junto a su p-valor, como se muestra en la Tabla 4.15.
Spearman ρ -
p-valor
Kendall τ -
p-valor
Altura de
capa (h)
0,764 0,6618
0,027 * 0,043 *
Velocidad de
impresión (v)
-0,109 -0,094
0,797 0,773
Temperatura
(t)
0,327 0,283
0,429 0,387
Grosor de la
pared (g)
0,546 0,472
0,162 0,149
Tabla 4.15: Test no paramétricos de Spearman y Kendall para el experimento 1.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
71 Escuela Politécnica Superior de Jaén
La correlación de los coeficientes puede variar entre -1, asociación negativa
perfecta, y +1, asociación positiva perfecta; si no hay correlación el coeficiente será 0.
De la realización de estos test no paramétricos se puede ver lo siguiente:
Para la velocidad y temperatura de impresión no se obtienen valores del
coeficiente de correlación que muestren una clara correlación entre la
variable de respuesta y los factores, ni los p-valores cumplen el criterio de
significación (p-valor<0.5).
La altura de capa tiene un coeficiente de correlación próximo a +1 y el p-
valor es significativo, por lo que al igual que en el ANOVA, se concluye
que este valor afecta claramente a la rugosidad superficial. Según el signo
del coeficiente, un incremento de la altura de capa conlleva un incremento
de la rugosidad superficial.
El grosor de la pared no tiene una correlación perfecta pero es positiva y
más cercana al +1 que al 0. No obstante, aunque próximo, el p-valor
obtenido no cumple con el criterio escogido de significación (p-
valor<0,05). Esto puede deberse al número limitado de resultados
estudiados en el experimento 1.
Para obtener una mejor comprensión y visualización más clara de los resultados,
se han realizado representaciones gráficas. En la Figura 4.11 se representan las
rugosidades medias de cada ensayo. Los ensayos se pusieron conforme a la altura
de capa, siendo así e_2, e_3, e_5 y e_7 los correspondientes a un valor de 0,15 mm,
y e_1, e_4, e_6 y e_8 a un valor de 0,25 mm de altura de capa.
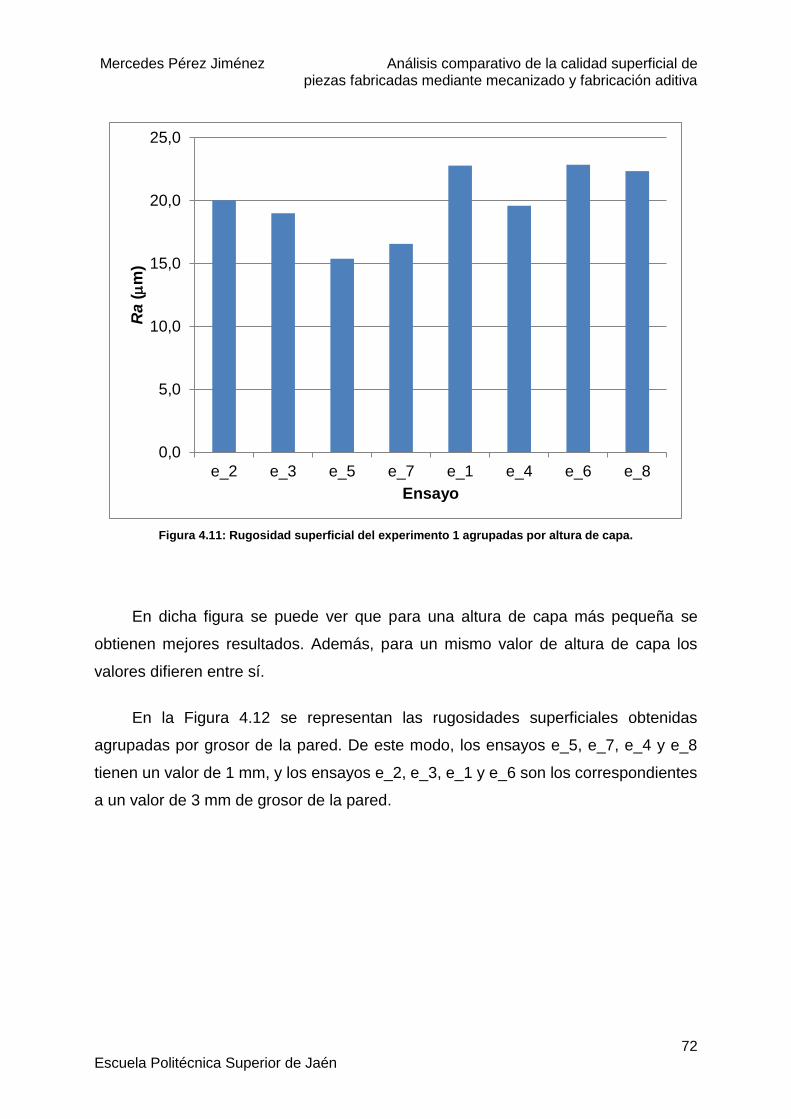
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
72 Escuela Politécnica Superior de Jaén
Figura 4.11: Rugosidad superficial del experimento 1 agrupadas por altura de capa.
En dicha figura se puede ver que para una altura de capa más pequeña se
obtienen mejores resultados. Además, para un mismo valor de altura de capa los
valores difieren entre sí.
En la Figura 4.12 se representan las rugosidades superficiales obtenidas
agrupadas por grosor de la pared. De este modo, los ensayos e_5, e_7, e_4 y e_8
tienen un valor de 1 mm, y los ensayos e_2, e_3, e_1 y e_6 son los correspondientes
a un valor de 3 mm de grosor de la pared.
0,0
5,0
10,0
15,0
20,0
25,0
e_2 e_3 e_5 e_7 e_1 e_4 e_6 e_8
Ra
(mm
)
Ensayo

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
73 Escuela Politécnica Superior de Jaén
Figura 4.12: Rugosidad superficial del experimento 1 agrupadas por grosor de la pared.
En la Figura 4.12 se observa una menor rugosidad, en general, para los
experimentos que tienen como parámetro de grosor de la pared 1 mm.
Debido a las discrepancias sobre el grosor de la pared entre el ANOVA y los test
no paramétricos realizados, es necesario un estudio más profundo sobre la influencia
de dicho factor, por lo que se procede a la realización del experimento 2.
0,0
5,0
10,0
15,0
20,0
25,0
e_5 e_7 e_4 e_8 e_2 e_3 e_1 e_6
Ra
(mm
)
Ensayo
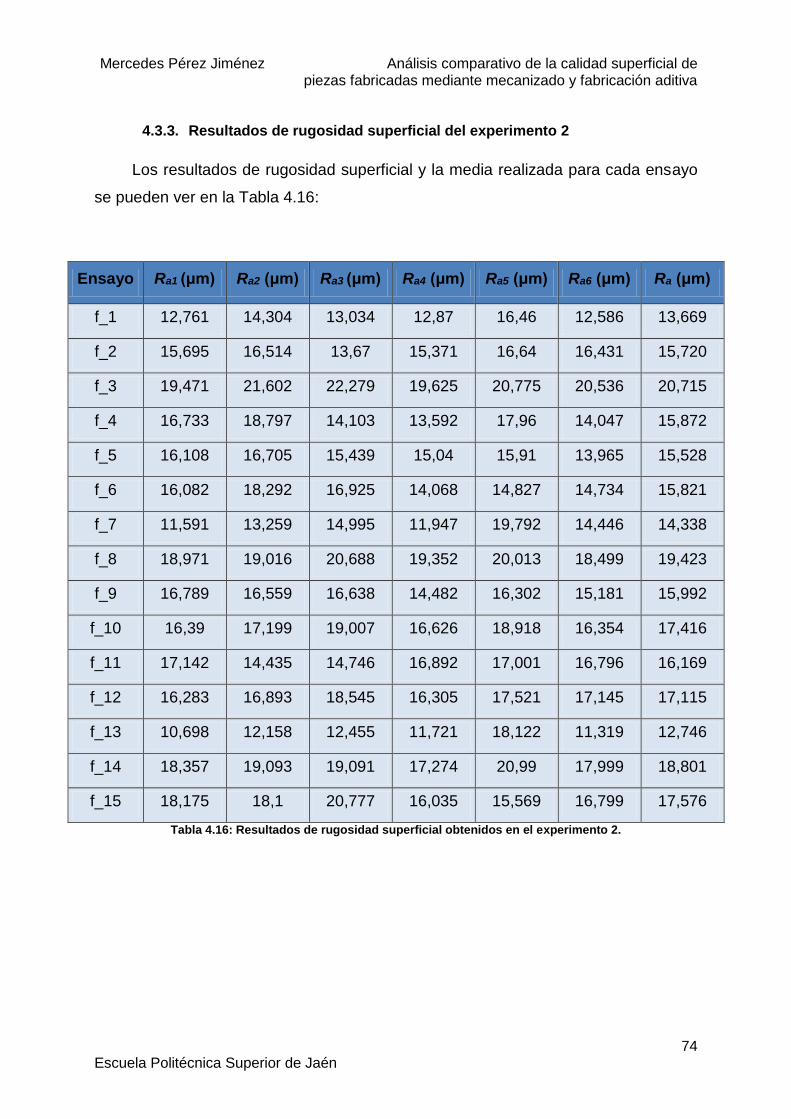
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
74 Escuela Politécnica Superior de Jaén
4.3.3. Resultados de rugosidad superficial del experimento 2
Los resultados de rugosidad superficial y la media realizada para cada ensayo
se pueden ver en la Tabla 4.16:
Ensayo Ra1 (μm) Ra2 (μm) Ra3 (μm) Ra4 (μm) Ra5 (μm) Ra6 (μm) Ra (μm)
f_1 12,761 14,304 13,034 12,87 16,46 12,586 13,669
f_2 15,695 16,514 13,67 15,371 16,64 16,431 15,720
f_3 19,471 21,602 22,279 19,625 20,775 20,536 20,715
f_4 16,733 18,797 14,103 13,592 17,96 14,047 15,872
f_5 16,108 16,705 15,439 15,04 15,91 13,965 15,528
f_6 16,082 18,292 16,925 14,068 14,827 14,734 15,821
f_7 11,591 13,259 14,995 11,947 19,792 14,446 14,338
f_8 18,971 19,016 20,688 19,352 20,013 18,499 19,423
f_9 16,789 16,559 16,638 14,482 16,302 15,181 15,992
f_10 16,39 17,199 19,007 16,626 18,918 16,354 17,416
f_11 17,142 14,435 14,746 16,892 17,001 16,796 16,169
f_12 16,283 16,893 18,545 16,305 17,521 17,145 17,115
f_13 10,698 12,158 12,455 11,721 18,122 11,319 12,746
f_14 18,357 19,093 19,091 17,274 20,99 17,999 18,801
f_15 18,175 18,1 20,777 16,035 15,569 16,799 17,576
Tabla 4.16: Resultados de rugosidad superficial obtenidos en el experimento 2.
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
75 Escuela Politécnica Superior de Jaén
Figura 4.13: Medición de probetas.
4.3.4. Análisis estadístico del experimento 2
Con el mismo proceder que en el experimento 1, con los resultados obtenidos
de la medición de los ensayos del experimento 2, se pasa a realizar un análisis
estadístico ANOVA, usando el software R.
En la Tabla 4.17 se pueden ver los resultados obtenidos del ANOVA del
experimento 2. El criterio de significación será el mismo que el escogido en el
experimento 1, es decir, p-valor<0,05.
Fuente de
variación
Grados
de
libertad
Suma de
cuadrados
Cuadrados
medios Valor F Pr(>F)
Tipo de relleno (r) 2 2,184 1,0918 1,2238 0,3438
Grosor de la
pared (g) 4 54,192 13,5480 15,1850 8,319E-04
Residuos 8 7,138 0,8922 - -
Tabla 4.17: Resultados del ANOVA para el experimento 2.
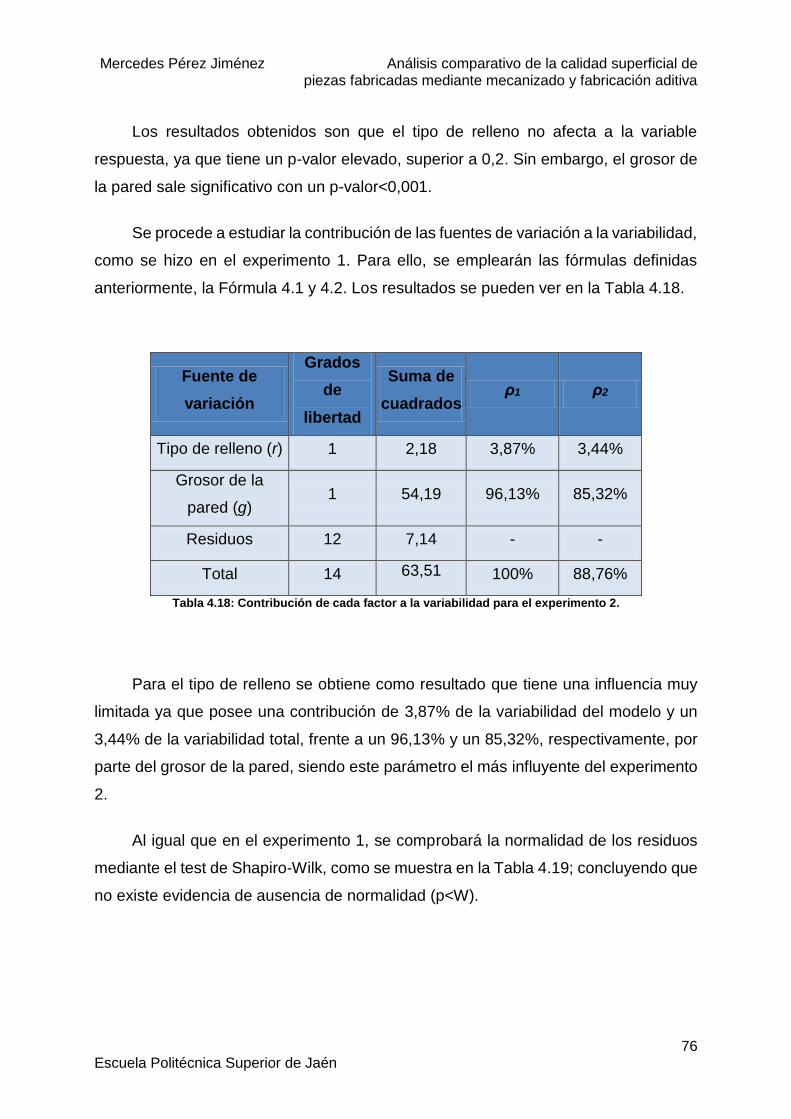
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
76 Escuela Politécnica Superior de Jaén
Los resultados obtenidos son que el tipo de relleno no afecta a la variable
respuesta, ya que tiene un p-valor elevado, superior a 0,2. Sin embargo, el grosor de
la pared sale significativo con un p-valor<0,001.
Se procede a estudiar la contribución de las fuentes de variación a la variabilidad,
como se hizo en el experimento 1. Para ello, se emplearán las fórmulas definidas
anteriormente, la Fórmula 4.1 y 4.2. Los resultados se pueden ver en la Tabla 4.18.
Fuente de
variación
Grados
de
libertad
Suma de
cuadrados ρ1 ρ2
Tipo de relleno (r) 1 2,18 3,87% 3,44%
Grosor de la
pared (g) 1 54,19 96,13% 85,32%
Residuos 12 7,14 - -
Total 14 63,51 100% 88,76%
Tabla 4.18: Contribución de cada factor a la variabilidad para el experimento 2.
Para el tipo de relleno se obtiene como resultado que tiene una influencia muy
limitada ya que posee una contribución de 3,87% de la variabilidad del modelo y un
3,44% de la variabilidad total, frente a un 96,13% y un 85,32%, respectivamente, por
parte del grosor de la pared, siendo este parámetro el más influyente del experimento
2.
Al igual que en el experimento 1, se comprobará la normalidad de los residuos
mediante el test de Shapiro-Wilk, como se muestra en la Tabla 4.19; concluyendo que
no existe evidencia de ausencia de normalidad (p<W).
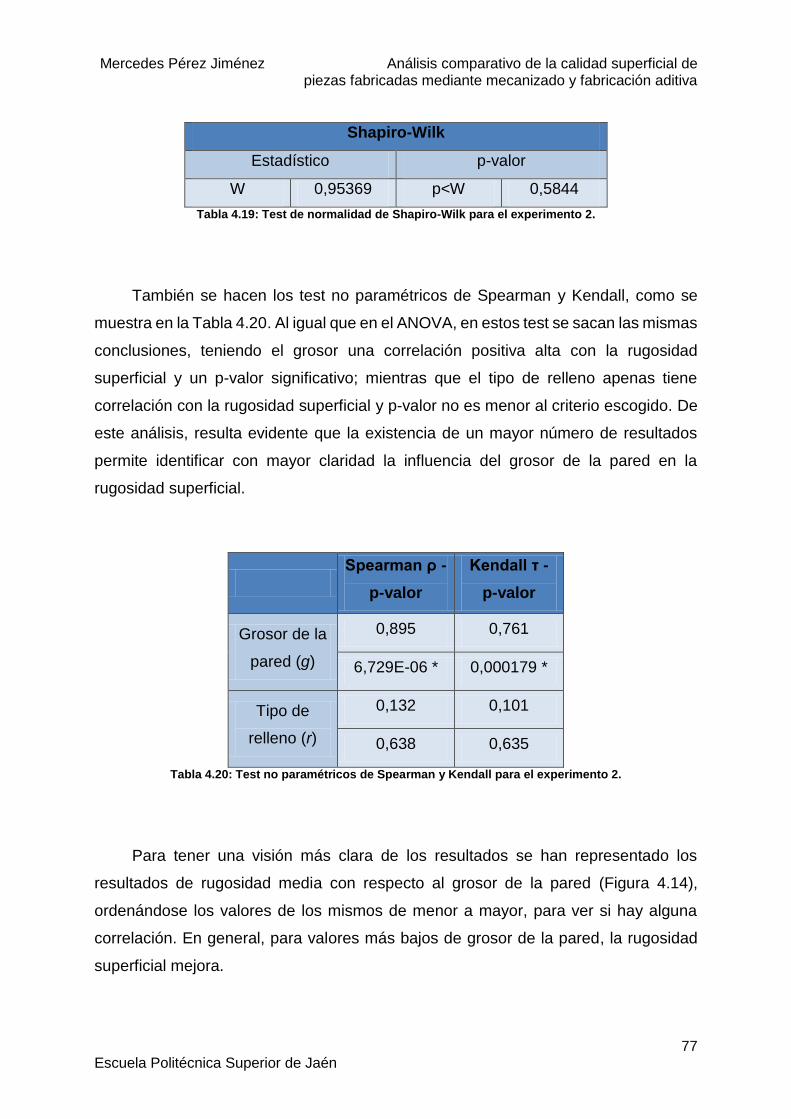
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
77 Escuela Politécnica Superior de Jaén
Shapiro-Wilk
Estadístico p-valor
W 0,95369 p<W 0,5844
Tabla 4.19: Test de normalidad de Shapiro-Wilk para el experimento 2.
También se hacen los test no paramétricos de Spearman y Kendall, como se
muestra en la Tabla 4.20. Al igual que en el ANOVA, en estos test se sacan las mismas
conclusiones, teniendo el grosor una correlación positiva alta con la rugosidad
superficial y un p-valor significativo; mientras que el tipo de relleno apenas tiene
correlación con la rugosidad superficial y p-valor no es menor al criterio escogido. De
este análisis, resulta evidente que la existencia de un mayor número de resultados
permite identificar con mayor claridad la influencia del grosor de la pared en la
rugosidad superficial.
Spearman ρ -
p-valor
Kendall τ -
p-valor
Grosor de la
pared (g)
0,895 0,761
6,729E-06 * 0,000179 *
Tipo de
relleno (r)
0,132 0,101
0,638 0,635
Tabla 4.20: Test no paramétricos de Spearman y Kendall para el experimento 2.
Para tener una visión más clara de los resultados se han representado los
resultados de rugosidad media con respecto al grosor de la pared (Figura 4.14),
ordenándose los valores de los mismos de menor a mayor, para ver si hay alguna
correlación. En general, para valores más bajos de grosor de la pared, la rugosidad
superficial mejora.
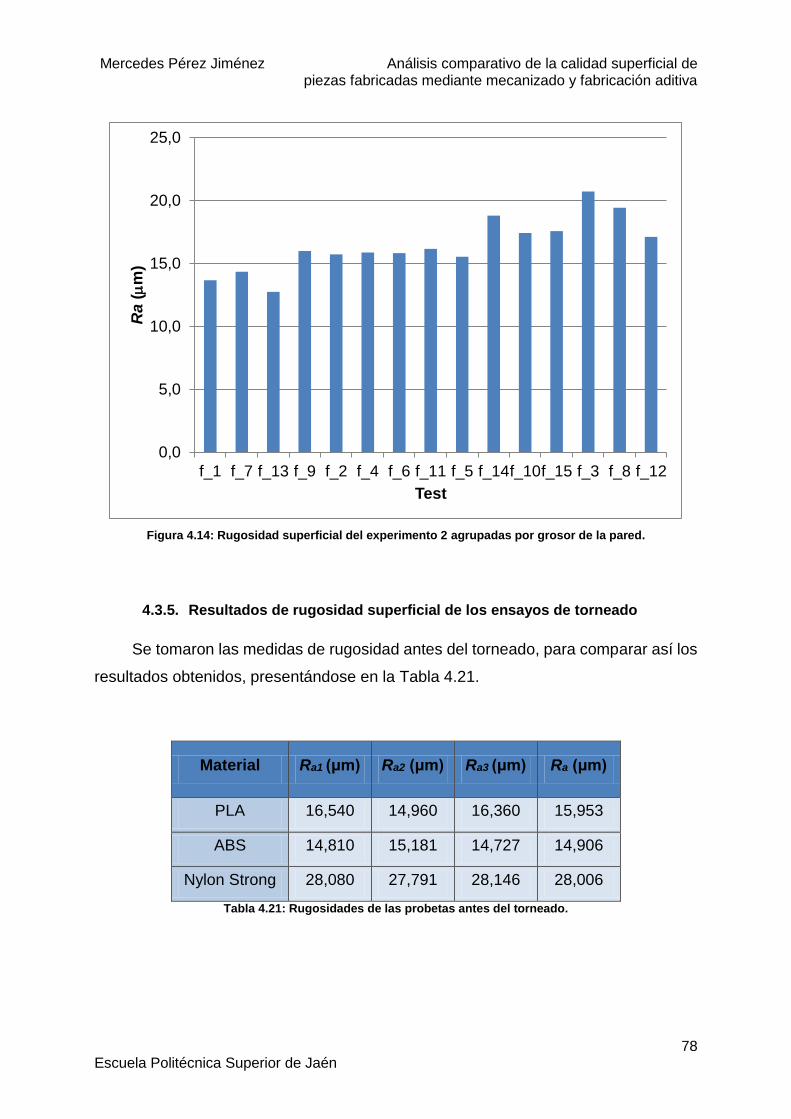
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
78 Escuela Politécnica Superior de Jaén
Figura 4.14: Rugosidad superficial del experimento 2 agrupadas por grosor de la pared.
4.3.5. Resultados de rugosidad superficial de los ensayos de torneado
Se tomaron las medidas de rugosidad antes del torneado, para comparar así los
resultados obtenidos, presentándose en la Tabla 4.21.
Material Ra1 (μm) Ra2 (μm) Ra3 (μm) Ra (μm)
PLA 16,540 14,960 16,360 15,953
ABS 14,810 15,181 14,727 14,906
Nylon Strong 28,080 27,791 28,146 28,006
Tabla 4.21: Rugosidades de las probetas antes del torneado.
0,0
5,0
10,0
15,0
20,0
25,0
f_1 f_7 f_13 f_9 f_2 f_4 f_6 f_11 f_5 f_14f_10f_15 f_3 f_8 f_12
Ra
(mm
)
Test

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
79 Escuela Politécnica Superior de Jaén
Las medidas de rugosidad, tomadas en cada tramo de las probetas, se pueden
ver en la Tabla 4.22.
Material
Tramo 1 Tramo 2 Tramo 3
Ra1
(μm)
Ra2
(μm)
Ra3
(μm)
Ra1
(μm)
Ra2
(μm)
Ra3
(μm)
Ra1
(μm)
Ra2
(μm)
Ra3
(μm)
PLA 21,856 16,513 17,400 29,669 21,272 26,064 24,346 28,662 21,250
ABS 11,614 13,772 8,474 10,343 13,650 9,873 14,951 17,910 17,991
Nylon
Strong 8,408 12,097 10,369 10,026 10,211 8,787 12,130 11,220 12,357
Tabla 4.22: Resultados de rugosidad obtenidos para las probetas torneadas.
Para mayor claridad, en la Tabla 4.23 se muestran las rugosidades medias de
cada tramo.
Material Ra (μm)
Tramo 1 Tramo 2 Tramo3
PLA 18,590 25,668 24,753
ABS 11,287 11,289 16,951
Nylon Strong 10,291 9,675 11,902
Tabla 4.23: Rugosidades medias de las probetas por tramo.
En la Tabla 4.24 se presentan las temperaturas obtenidas durante el torneado
de las probetas en cada tramo.
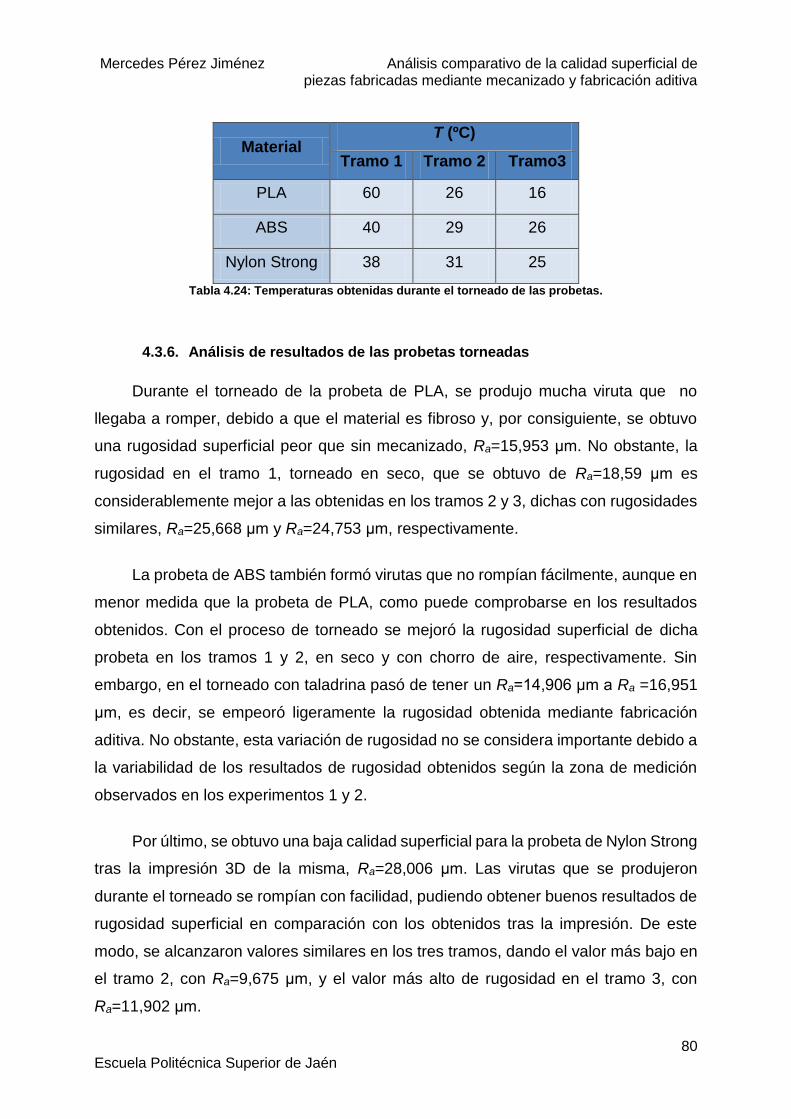
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
80 Escuela Politécnica Superior de Jaén
Material T (ºC)
Tramo 1 Tramo 2 Tramo3
PLA 60 26 16
ABS 40 29 26
Nylon Strong 38 31 25
Tabla 4.24: Temperaturas obtenidas durante el torneado de las probetas.
4.3.6. Análisis de resultados de las probetas torneadas
Durante el torneado de la probeta de PLA, se produjo mucha viruta que no
llegaba a romper, debido a que el material es fibroso y, por consiguiente, se obtuvo
una rugosidad superficial peor que sin mecanizado, Ra=15,953 μm. No obstante, la
rugosidad en el tramo 1, torneado en seco, que se obtuvo de Ra=18,59 μm es
considerablemente mejor a las obtenidas en los tramos 2 y 3, dichas con rugosidades
similares, Ra=25,668 μm y Ra=24,753 μm, respectivamente.
La probeta de ABS también formó virutas que no rompían fácilmente, aunque en
menor medida que la probeta de PLA, como puede comprobarse en los resultados
obtenidos. Con el proceso de torneado se mejoró la rugosidad superficial de dicha
probeta en los tramos 1 y 2, en seco y con chorro de aire, respectivamente. Sin
embargo, en el torneado con taladrina pasó de tener un Ra=14,906 μm a Ra =16,951
μm, es decir, se empeoró ligeramente la rugosidad obtenida mediante fabricación
aditiva. No obstante, esta variación de rugosidad no se considera importante debido a
la variabilidad de los resultados de rugosidad obtenidos según la zona de medición
observados en los experimentos 1 y 2.
Por último, se obtuvo una baja calidad superficial para la probeta de Nylon Strong
tras la impresión 3D de la misma, Ra=28,006 μm. Las virutas que se produjeron
durante el torneado se rompían con facilidad, pudiendo obtener buenos resultados de
rugosidad superficial en comparación con los obtenidos tras la impresión. De este
modo, se alcanzaron valores similares en los tres tramos, dando el valor más bajo en
el tramo 2, con Ra=9,675 μm, y el valor más alto de rugosidad en el tramo 3, con
Ra=11,902 μm.
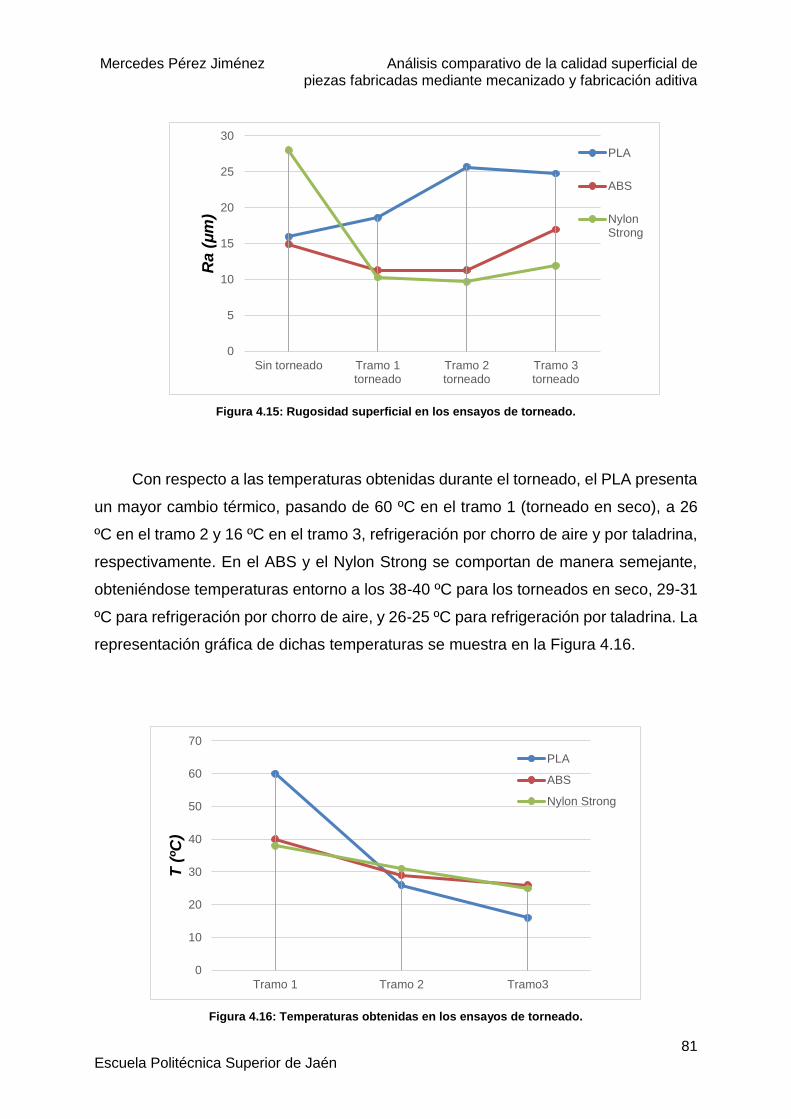
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
81 Escuela Politécnica Superior de Jaén
Figura 4.15: Rugosidad superficial en los ensayos de torneado.
Con respecto a las temperaturas obtenidas durante el torneado, el PLA presenta
un mayor cambio térmico, pasando de 60 ºC en el tramo 1 (torneado en seco), a 26
ºC en el tramo 2 y 16 ºC en el tramo 3, refrigeración por chorro de aire y por taladrina,
respectivamente. En el ABS y el Nylon Strong se comportan de manera semejante,
obteniéndose temperaturas entorno a los 38-40 ºC para los torneados en seco, 29-31
ºC para refrigeración por chorro de aire, y 26-25 ºC para refrigeración por taladrina. La
representación gráfica de dichas temperaturas se muestra en la Figura 4.16.
Figura 4.16: Temperaturas obtenidas en los ensayos de torneado.
0
5
10
15
20
25
30
Sin torneado Tramo 1torneado
Tramo 2torneado
Tramo 3torneado
Ra (μ
m)
PLA
ABS
NylonStrong
0
10
20
30
40
50
60
70
Tramo 1 Tramo 2 Tramo3
T (
ºC)
PLA
ABS
Nylon Strong

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
82 Escuela Politécnica Superior de Jaén
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
83 Escuela Politécnica Superior de Jaén
5. Conclusiones y trabajos futuros
5.1. Conclusiones
La industria manufacturera está en continuo desarrollo, debido a nuevas
demandas que vienen dadas por cambios sociales y económicos. Uno de estos
cambios, en los últimos años, es la implementación de la fabricación aditiva en el
sector industrial. Pero, dicha fabricación, todavía presenta límites y retos a superar.
Para el avance de la fabricación aditiva es necesaria una comparación con procesos
de fabricación convencionales, como lo es el mecanizado. La comparación y el estudio
de ambos procesos llevan a una mayor comprensión entre las ventajas y desventajas
que presenta cada uno.
Una de las limitaciones que presenta la fabricación aditiva es el acabado
superficial. Sin embargo, en el mecanizado, se puede obtener una alta calidad
superficial. Esto se debe, en parte, al control de los factores de entrada que afectan a
esta variable de respuesta.
En el presente TFG se recoge un estado del arte sobre ambos procesos de
fabricación, dos experimentos para el estudio de los parámetros influyentes sobre la
rugosidad superficial obtenida en fabricación aditiva y la comparación de tres ensayos
de la rugosidad superficial obtenida en probetas, fabricadas con tecnología FDM y
después de su posterior mecanizado. De este modo, se ha llegado a unas
conclusiones de carácter general y particular, que se exponen a continuación.
5.1.1. Conclusiones de carácter general
Estas conclusiones surgen del apartado 2, referidos al estado del arte.
La fabricación aditiva es un tema de interés público, estando cada vez
más presente en distintos sectores industriales, como en el aeroespacial
o automoción, debido a ciertas ventajas que presentan los productos
realizados con este tipo de fabricación no convencional, como reducción
del peso y ausencia de ensamblajes o montaje.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
84 Escuela Politécnica Superior de Jaén
La fabricación aditiva presenta límites y retos que son necesarios superar
para su completa implantación en la industria.
Existe un campo amplio de estudio sobre materiales y procesos en
mecanizado y fabricación aditiva.
Las rugosidades superficiales obtenidas en fabricación aditiva pueden
limitar la implantación de dicha tecnología en ciertas aplicaciones.
Mediante procesos de mecanizado se puede obtener una buena calidad
superficial, pudiendo así, hacer un post-procesado en piezas de
fabricación aditiva para mejorar la misma.
Las máquinas híbridas pueden ser una solución, pudiendo beneficiarse
de las ventajas que presenta la fabricación aditiva durante la producción
y de las ventajas de acabado que presenta un proceso de mecanizado.
5.1.2. Conclusiones de carácter particular
Las conclusiones con carácter particular se establecen a partir de la metodología
desarrollada, su aplicación y análisis de resultados, presentados en los apartados 3 y
4.
Mediante un diseño de experimentos y un análisis estadístico se puede
estudiar la influencia de ciertos factores de fabricación aditiva sobre la
rugosidad superficial, en este caso, la desviación media aritmética Ra.
La altura de capa es el factor más influyente sobre la rugosidad superficial
en procesos de fabricación aditiva, como ya habían concluido otros
autores.
La influencia de la altura de capa resalta sobre la escasa influencia de la
velocidad y temperatura de impresión.
El grosor de la pared también es influyente sobre la variable de respuesta,
aunque en menor medida que la altura de capa.
El tipo de relleno no es influyente sobre la rugosidad superficial.
Con valores más bajos, tanto de altura de capa como de grosor de la
pared, se obtienen mejores resultados de rugosidad superficial.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
85 Escuela Politécnica Superior de Jaén
El PLA no es un material adecuado para el mecanizado, mientras que el
Nylon Strong y el ABS sí lo son, aunque este último en menor medida que
el Nylon Strong.
El PLA, tras el torneado, presenta un peor acabado superficial que el
obtenido simplemente por FDM.
El ABS posee una mejor rugosidad superficial después del torneado en
seco y con chorro de aire. Sin embargo, para el torneado con sistema de
refrigeración por taladrina presenta peores rugosidades superficiales que
las presentadas por fabricación aditiva.
El Nylon Strong mejora notablemente la rugosidad superficial tras el
torneado.
5.2. Trabajos futuros
El presente TFG comprende un área de conocimiento cambiante y con un rápido
avance, por lo que es preciso su estudio, para aportar y desarrollar nuevas líneas de
actuación en los procesos de fabricación expuestos. A continuación se exponen
algunas líneas de actuación para desarrollos futuros:
Estudio y experimentación sobre otros parámetros que puedan afectar a
la rugosidad superficial en fabricación aditiva.
Desarrollar diferentes geometrías en fabricación aditiva, para ver cómo
afecta la forma a las propiedades del producto.
Estudio comparativo sobre el rendimiento de distintos procesos de
fabricación aditiva y sustractiva.
Análisis comparativo entre piezas obtenidas en máquinas híbridas y
obtenidas mediante mecanizado.
Experimentos sobre el comportamiento de distintos materiales (propios de
fabricación aditiva) ante el mecanizado.
A partir de los resultados del presente TFG se han elaborado dos artículos de
investigación que en el presente momento se encuentran, uno en curso y, el otro, en

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
86 Escuela Politécnica Superior de Jaén
estado de revisión en revistas científicas internacionales de prestigio revisadas por
pares.
Estos dos trabajos incluyen un artículo de revisión de literatura científica relativa
al acabado superficial obtenido en procesos de fabricación aditiva y mecanizado y un
estudio experimental para la identificación de factores críticos en impresión FDM que
permitan obtener una buena calidad superficial. Estos trabajos son los siguientes:
M. Pérez, D. Carou, G. Medina, R. Dorado. A comparative review on
surface quality in additive manufacturing and machining. En curso.
M. Pérez, G. Medina, A. García, M. Gupta, D. Carou. Surface quality
enhancement of fused deposition modelling (FDM) printed samples based
on the selection of critical printing parameters. En estado de revisión en la
revista Materials (Editor: MDPI).

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
87 Escuela Politécnica Superior de Jaén
Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
88 Escuela Politécnica Superior de Jaén
Bibliografía
Adel, M., Abdelaal, O., Gad, A., Nasr, A. B., Khalil, A. M. (2018). Polishing of fused
deposition modeling products by hot air jet: Evaluation of surface roughness. Journal of
Materials Processing Tech. 251, 73-82.
Alves, M.L., Ferreira, B. B., Leta, F. R. (2011). Evaluación de Parámetros de Rugosidad
usando Análisis de Imágenes de Diferentes Microscopios Ópticos y Electrónicos.
Información Tecnológica 22 (4), 129-146.
ASM (1989). ASM Handbook - Machining (Vol. 16). ASM International
ANSI/ASME B46.1-2009 (2010) Surface texture: surface roughness, waviness and lay.
ASME, New York.
Bagehorn, S., Wehr, J., Maier, H. J. (2017). Application of mechanical surface finishing
processes for roughness reduction and fatigue improvement of additively manufactured Ti-
6Al-4V parts. International Journal of Fatigue 102, 135-142.
Benardos, P. G., Vosniakos, G.-C. (2003). Predicting Surface roughness in machining: a review. International Journal of Machine Tools & Manufacture 43, 833-844.
Bikas, H., Stavropoulos, P., Chryssolouris, G. (2016). Additive manufacturing methods and
modelling approaches: a critical review. The International Journal of Advanced
Manufacturing Technology 83, 389–405.
Bodenhofer, U.; Krone, M.; Klawonn, F. (2013). Testing noisy numerical data for monotonic
association. Inf. Sci. 245, 21–37, doi: 10.1016/j.ins.2012.11.026.
Boschetto, A., Bottini, L., Veniali, F. (2016). Finishing of Fused Deposition Modeling parts by
CNC machining. Robotics and Computer-Integrated Manufacturing 41, 92-101.
Boschetto, A., Bottini, L. (2015). Roughness prediction in coupled operations of fused
deposition modeling and barrel finishing. Journal of Materials Processing Technology 219,
181-192.
Bourell, D., Kruth, J. P., Leu, M., Levy, G., Rosen, D., Beese, A. M., Clare, A. (2017).
Materials for additive manufacturing. CIRP Annals – Manufacturing Technology 66, 659–681.
Bruschi, S., Bertolini, R., Bordin, A., Medea, F., Ghiotti, A. (2016). Influence of the machining
parameters and cooling strategies on the wear behavior of wrought and additive
manufactured Ti6Al4V for biomedical applications. Tribology International 102, 133–142.
Bui, S. H., Renegar, T. B., Vorburger, T. V., Raja, J., Malburg, M. C. (2004). Internet-based
surface metrology algorithm testing system. Wear 257, 1213–1218.
Butola, R., Jitendrakumar, Vaibhavkhanna, ParveshAli, Khanna, V. (2017). Effect on Surface
Properties OF Mild Steel During Dry Turning & Wet Turning On Lathe. Materials Today:
Proceedings 4, 7892–7902.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
89 Escuela Politécnica Superior de Jaén
Campbell, R.I., Martorelli, M., Lee, H.S. (2002). Surface roughness visualization for rapid
prototyping models. Computer-Aided Design 34, 717-725.
Carou, D., Rubio, E.M., Lauro, C.H., Davim, J.P. (2014a). Experimental investigation on
surface finish during intermittent turning of UNS M11917 magnesium alloy under dry and
near dry machining conditions. Measurement 56, 136-154.
Carou, D., Rubio, E.M., Lauro, C.H., Davim, J. P. (2014b). Experimental investigation on
finish intermittent turning of UNS M11917 magnesium alloy under dry machining. Int. J. Adv.
Manuf. Technol., 75, 1417–1429
Childs, T., Maekawa, K., Obikawa, T., Yamane, Y. (2000). Metal Machining. Theory and
Applications. Editorial Arnold.
Chua, C.K., Wong, C.H., Yeong, W.Y. (2017). Chapter One: Introduction to 3D Printing or
Additive Manufacturing. Standards, Quality Control, and Measurement Sciences in 3D
Printing and Additive Manufacturing, Pages 1–29.
Company, P.P., Vergara, M., Mondragón, S. (2007). Dibujo industrial. Editorial Universidad
de Jaume I.
D'Addona, D.M., Raykar, S.J., Narke, M.M. (2017). High speed machining of Inconel 718:
tool wear and surface roughness analysis. Procedia CIRP 62, 269–274.
Diamoutene, A., Noureddine, F., Kamsu-Foguem, B., Barro, D. (2018). Quality control in
machining using order statistics. Measurement 116, 596–601.
Dilberoglu, U.M., Gharehpapagh, B., Yaman, U., Dolen, M. (2017).The role of additive
manufacturing in the era of Industry 4.0. Procedia Manufacturing 11, 545 – 554.
DIN 4760 (1982). Form deviations; concepts; classification system. Deutches Institut Fuer
Normung.
Dinis, J.C., Moraes, T.F., Amorim, P.H.J., Moreno, M.R., Nunes, A.A., Silva, J.V.L. (2016).
POMES: An Open-Source Software Tool to Generate Porous/Roughness on Surfaces.
Procedia CIRP 49, 178 – 182.
El-Hofy, H. (2005). Advanced Machining Processes. Nontraditional and Hybrid Machining
Processes. Editorial McGraw-Hill.
Fatemi, A., Molaei, R., Sharifimehr, S., Shamsaei, N., Phan, N. (2017). Torsional fatigue
behavior of wrought and additivemanufacturedTi-6Al-4V by powder bed fusion including
surface finish effect. International Journal of Fatigue 99, 187-201.
Fox, J.C., Moylan, S.P., Lane, B.M. (2016). Effect of process parameters on the surface
roughness of overhanging structures in laser powder bed fusion additive manufacturing.
Procedia CIRP 45, 131–134.
General Electric (2018) https://www.ge.com/reports/epiphany-disruption-ge-additive-chief-
explains-3d-printing-will-upend-manufacturing/

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
90 Escuela Politécnica Superior de Jaén
Gotway, C. A.; Helsel, D. R.; Hirsch, R. M (1994). Statistical Methods in Water Resources.
Technometrics, 36, 323, doi: 10.2307/1269385.
Guo, P., Zou, B., Huang, C., Gao, H. (2017). Study on microstructure, mechanical properties
and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power
direct laser deposition. Journal of Materials Processing Technology 240, 12–22.
Hällgren, S., Pejryd, L., Ekengren, J. (2016). Additive Manufacturing and High Speed
Machining –Cost comparison of short lead time manufacturing methods. Procedia CIRP 50,
384 – 389.
Haralick, R.M., Shanmugam, K., Dinstein, H. (1973), Textural Features for Image
Classification. IEEE Transactions on Systems, Man and Cybernetics Vol. SMC-3, 610-621.
Huang, Y., Chang, C-M., Ho, C-F., Lee, T-W., Lin, P-H., Hsu, W-Y. (2017). The research on
surface characteristics of optical lens by 3D printing technique and precise diamond turning
technique. Proc. SPIE 10449, Fifth International Conference on Optical and Photonics
Engineering, 1044910, 1-6.
Ilio, A., Paoletti, A. (2012). Machinability Aspects of Metal Matrix Composites. En Davim J.P.
Machining of Metal Matrix Composites. Springer.
Izamshah, R., Azam, M.A., Hadzley, M., Md Ali, M.A., Kasim, M.S., Abdul, M.S., Aziz (2013).
Study of surface roughness on milling unfilled-polyetheretherketones engineering plastics.
Procedia Engineering 68, 654 – 660.
Jia, Z., Ma, J., Song, D., Wang, F., Liu, W. (2018). A review of contouring-error reduction
method in multi-axis CNC machining. International Journal of Machine Tools and
Manufacture 125, 34–54.
Kantaros, Karalekas, D. (2013). Fiber Bragg grating based investigation of residual strains in
ABS parts fabricated by fused deposition modeling process. Materials and Design 50, 44–50.
Kohser, R.A., Garmo, E.P., Black, J.T. (1988). Materiales y procesos de fabricación. Editorial
Reverté.
Kumbhar, N.N., Mulay, V. (2016). Post Processing Methods used to Improve Surface Finish
of Products which are Manufactured by Additive Manufacturing Technologies: A Review. J.
Inst. Eng. India Ser. C, DOI: 10.1007/s40032-016-0340-z
Lakić, G.G., Kramar, D., Kopač, J. (2014). Metal Cutting. Theory and Applications. Editorial
Universidad de Banja Luka, Facultad de Ingeniería Mecánica.
Lu, B., Li, D., Tian, X (2015). Development Trends in Additive Manufacturing and 3D Printing.
Engineering 1, 85–89.
Maurotto, A., Tsivoulas, D., Gu, Y., Burke, M.G. (2017). Effects of machining abuse on the
surface properties of AISI 316L stainless steel. International Journal of Pressure Vessels and
Piping 151, 35-44.

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
91 Escuela Politécnica Superior de Jaén
Montgomery, D.C. (2001). Design and analysis of experiments. Editorial John Wiley&Sons,
Inc.
Noorani (2018). 3D Printing. Editorial CRC Press
OECD (2016). OECD science, technology and innovation outlook 2016: Megatrends
affecting science, technology and innovation.
Oropallo, W., Piegl, L.A. (2016). Ten challenges in 3D printing. Engineering with Computers
32, 135–148.
Petropoulos, G., Mata, F., Davim, J.P. (2008). Statistical study of surface roughness in
turning of peek composites. Materials and Design 29, 218–223.
Rietzel, D., Friedrich, M., Osswald, T.A. (2017). Additive Manufacturing. En Tim A. Osswald
(Ed.).Understanding Polymer Processing (147-169). Editorial: Hanser.
Sanz, A., Negre, A.A., Fernández, R., Calvo, F. (2013). Comparative study about the use of
two and three-dimensional methods in surface finishing characterization. Procedia
Engineering 63, 913 –921.
Sartori, S., Ghiotti, A., Bruschi, S. (2017). Temperature effects on the Ti6Al4V machinability
using cooled gaseous nitrogen in semi-finishing turning. Journal of Manufacturing Processes
30, 187–194.
Strano, G., Hao, L., Everson, R.M., Evans, K.E. (2013). Surface roughness analysis,
modelling and prediction in selective laser melting. Journal of Materials Processing
Technology 213, 589–597.
Tschätsch (2009). Applied Machining Technology. Editorial Springer.
Umaras, E., Marcos, Tsuzuki, M.S.G. (2017). Additive Manufacturing – Considerations o
Geometric Accuracy and Factors of Influence. IFAC Papers Online 50-1, 14940-14945.
UNE-EN ISO 25178-6:2010 (2010). Geometrical product specifications (GPS) - Surface
texture: Areal - Part 6: Classification of methods for measuring surface texture. ISO.
UNE-EN ISO 4287:1997 + Technical Corrigendum 1 (1999). Especificación geométrica de
productos (GPS). Calidad superficial: Método del perfil. Términos, definiciones y parámetros
del estado superficial. ISO.
UNE-EN ISO 4288:1996 (1998). Especificación geométrica de productos (GPS). Calidad
superficial: Método del perfil. Reglas y procedimientos para la evaluación del estado
superficial. ISO
UNE-EN ISO/ASTM 52900:2017 (2017). Fabricación aditiva. Principios generales.
Terminología. ISO
Villeta, M., Agustina, B., Sáenz de Pipaón, J.M., Rubio, E.M. (2012). Efficient optimization of
machining processes based on technical specifications for surface roughness: application to

Mercedes Pérez Jiménez Análisis comparativo de la calidad superficial de piezas fabricadas mediante mecanizado y fabricación aditiva
92 Escuela Politécnica Superior de Jaén
magnesium pieces in the aerospace industry. The International Journal of Advanced
Manufacturing Technology 60, 1237-1246.
Yamane, Y., Ryutaro, T., Tadanori, S., Ramirez, I.M., Keiji, Y. (2017). A new quantitative
evaluation for characteristic of surface roughness in turning. Precision Engineering 50, 20–
26.
Yamazaki, T. (2016). Development of A Hybrid Multi-tasking Machine Tool: Integration of
Additive Manufacturing Technology with CNC Machining. Procedia CIRP 42, 81-86.
