anexo 1
DESCRIPTION
anexos proyectoTRANSCRIPT
ANEXO 1LOCALIZACION
Métodos semi cuantitativos de evaluación - Método de ranking de factores:
Es una técnica que emplea un sistema de evaluación tomado en consideración los factores de localización de planta, tales como mercado, materias primas, mano de obra, transporte, servicios ,energía, y otros .De estos factores, deben relacionarse aquellos cuya aplicación es pertinente en el caso específico.
Para desarrollar este método se deben seguir los siguientes pasos:
Paso1:
Hacer un listado de todos los factores de localización que sean importantes para el sector industrial en el estudio.
Paso2:
Analizar el nivel de importancia relativa de cada uno de los factores y asignarles una ponderación relativa (hi)
Para la ponderación de factores se tendrá en cuenta lo siguiente:
• Incidencia del factor sobre las operaciones de la planta.
• Importancia estratégica de una selección.
• Proyección de su relevancia en el tiempo.
Con estos criterios deberá evaluarse la importancia relativa de cada factor con respecto a otro; para ello se utilizara una matriz de enfrentamiento. Se establece como regla lo siguiente:
• Se le asignara un valor de uno (1) a aquel factor “más importante” que el factor con el cual es comparado.
• Se le asignara un valor de cero (0) si el factor analizado es “menos importante” que el factor con el cual es comparado.
• En casos donde la importancia es equivalente, ambos factores tendrán el valor de “1” en el casillero correspondiente.
• En la columna del extremo derecho es contabilizaran los puntos para cada factor y se evaluara
Veamos el :
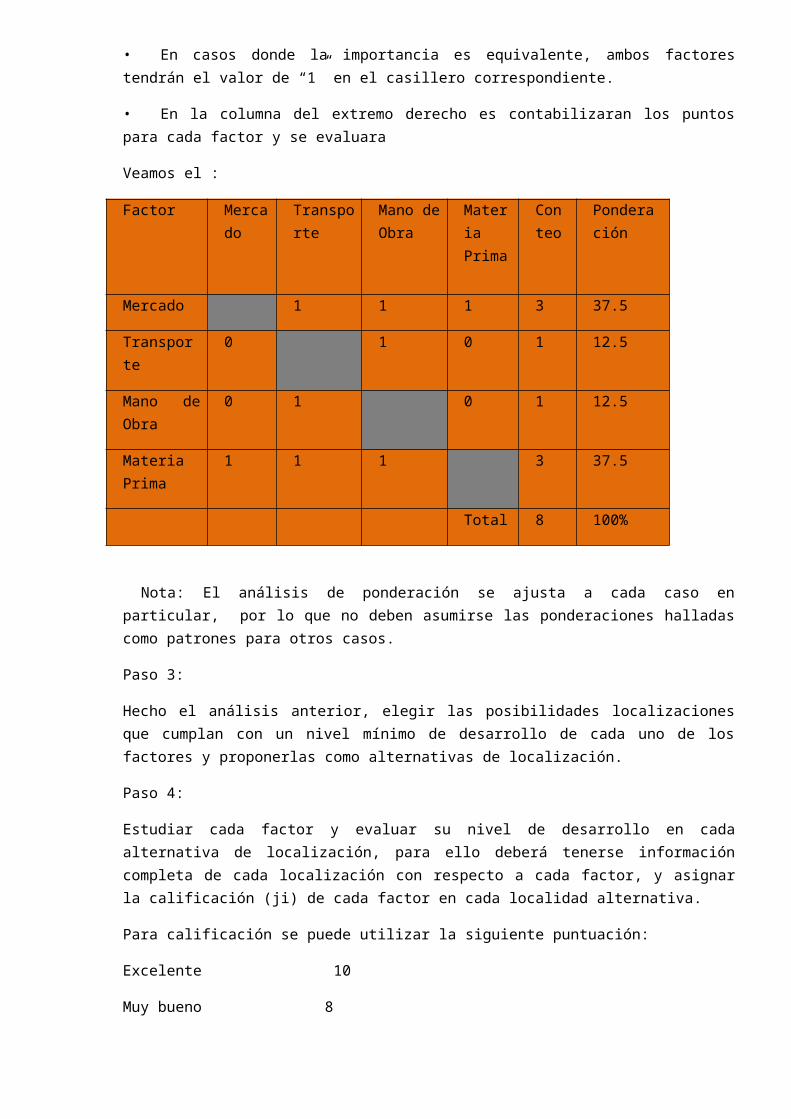
Factor Mercado
Transporte
Mano de Obra
Materia Prima
Conteo
Ponderación
Mercado 1 1 1 3 37.5
Transporte 0 1 0 1 12.5
Mano de Obra
0 1 0 1 12.5
Materia Prima
1 1 1 3 37.5
Total 8 100%
Nota: El análisis de ponderación se ajusta a cada caso en particular, por lo que no deben asumirse las ponderaciones halladas como patrones para otros casos.
Paso 3:
Hecho el análisis anterior, elegir las posibilidades localizaciones que cumplan con un nivel mínimo de desarrollo de cada uno de los factores y proponerlas como alternativas de localización.
Paso 4:
Estudiar cada factor y evaluar su nivel de desarrollo en cada alternativa de localización, para ello deberá tenerse información completa de cada localización con respecto a cada factor, y asignar la calificación (ji) de cada factor en cada localidad alternativa.
Para calificación se puede utilizar la siguiente puntuación:
Excelente 10
Muy bueno 8
Bueno 6
Regular 4
Deficiente 2
Paso 5:
Luego se debe evaluar el puntaje (Pij) que deberá tener cada factor en cada localidad, multiplicando la ponderación por la calificación:
Luego:
Pij=hiC ij
Dónde:

Pij = Puntaje del factor i en la ciudad j
Hi = Ponderación del factor i
Cij = Calificación del factor i en la ciudad j
Finalmente, para cada posible ubicación se realiza la sumatoria de los puntajes (a), de todos los factores (i) para la ciudad (j) evaluada.
Se determina la ciudad elegida de acuerdo con la evaluación considerando la que tenga el mayor puntaje
Posibles lugares:
Parque industria de Rio Seco
Variante de Uchumayo
Habiendo estudiado el proceso productivo, los requerimientos de insumos y el mercado objetivo, se definieron los siguientes factores:
1. Proximidad a la materia prima
2. Cercanía al mercado
3. Disponibilidad de mano de obra
4. Abastecimiento de energía
5. Abastecimiento de agua
6. Servicios de transporte
7. Servicios de construcción, montaje y mantenimiento
8. Clima
9. Eliminación de desechos
10. Reglamentaciones fiscales y legales
11. Condiciones de vida
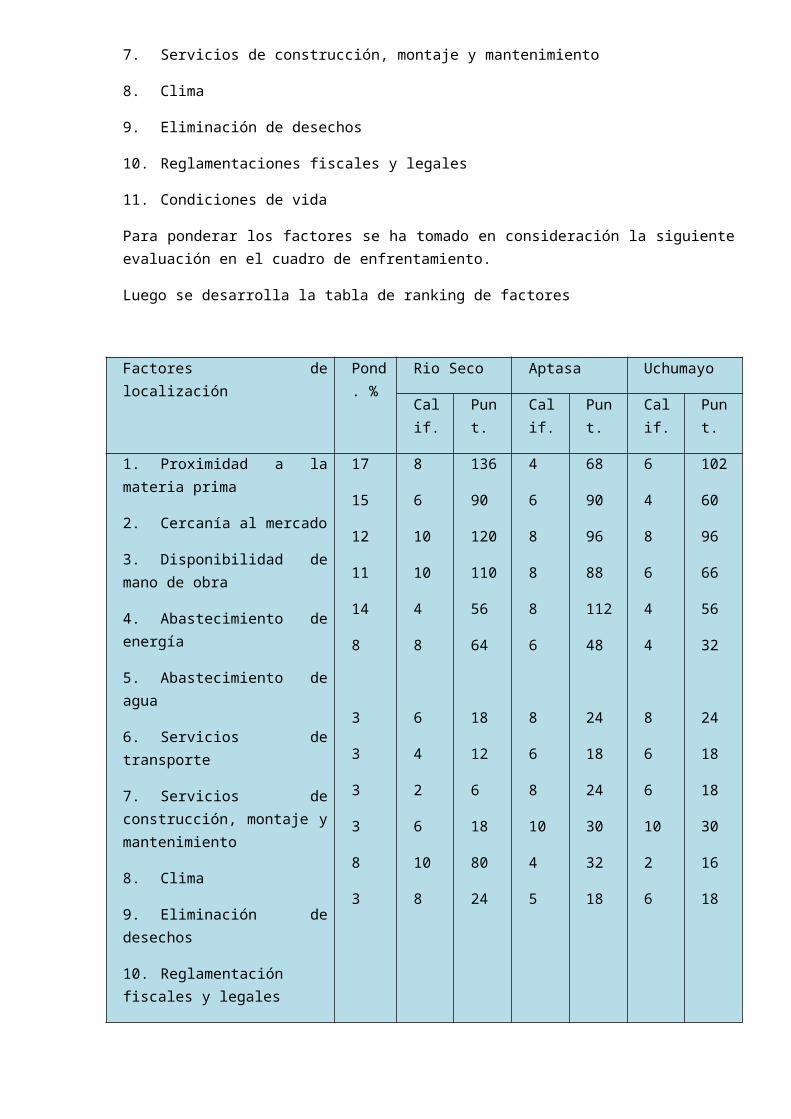
Para ponderar los factores se ha tomado en consideración la siguiente evaluación en el cuadro de enfrentamiento.
Luego se desarrolla la tabla de ranking de factores
Factores de localización Pond. %
Rio Seco Aptasa Uchumayo
Calif. Punt. Calif. Punt. Calif. Punt.
1. Proximidad a la materia prima
2. Cercanía al mercado
3. Disponibilidad de mano
17
15
12
8
6
10
136
90
120
4
6
8
68
90
96
6
4
8
102
60
96
de obra
4. Abastecimiento de energía
5. Abastecimiento de agua
6. Servicios de transporte
7. Servicios de construcción, montaje y mantenimiento
8. Clima
9. Eliminación de desechos
10. Reglamentación fiscales y legales
11. Cercanía a puertos , aeropuertos
12. Condiciones de vida
11
14
8
3
3
3
3
8
3
10
4
8
6
4
2
6
10
8
110
56
64
18
12
6
18
80
24
8
8
6
8
6
8
10
4
5
88
112
48
24
18
24
30
32
18
6
4
4
8
6
6
10
2
6
66
56
32
24
18
18
30
16
18
Total 100% 734 648 536
ANEXO 2:MERCADO POTENCIAL
Población total de la Región Arequipa: 909955Cantidad de personas entre 4 y 60 años que están en posibilidades de consumir galletas: 739973
Según las encuestas realizadas se tiene:
El porcentaje de personas que consumiría una nueva galletas: 73%, por tanto:
739973.73100
= 540180 personas
El porcentaje de personas que si consumiría galleta de linaza y mijo es: 54%, por tanto:
540180.54100
= 291697 personas
ANEXO 3:MERCADO META
Población del mercado potencial: 291697 personas

Para el caso específico del proyecto, se considera que el mercado disponible es igual al mercado potencial. De acuerdo con los resultados de la encuesta, el 100% de los encuestados confirmó si consumiría nuestra galleta.
Como estrategia de introducción al mercado, se ha decidido abarcar únicamente el 18% del mercado potencial, considerando la cantidad de oferta de galletas existente en el mercado.
Por tanto:
291697.18100
= 52505 personas
ANEXO 4:TAMAÑO DE LA MUESTRA
UNIDAD DE ANÁLISIS: Personas
UNIVERSO: Los distritos de Paucarpata, Cerro Colorado, Cayma y Alto Selva Alegre los mismos que cuentan con una mayor cantidad de población, llegando a 439 711 habitantes

MUESTRA: Finita
VARIABLES: Personas de cualquier nivel socioeconómico en un rango de edad de
4-60 años.
Fórmula para el cálculo de la muestra en poblaciones finitas según Laura Fisher:
n= s2 .N . p .qe2 . (N−1 )+s2 . p . q
En don d e:
s = nivel de confianza
N = Universo o población
p = probabilidad a favor
q = probabilidad en contra
e = error de estimación (precisión en los resultados)
n = tamaño de la muestra
Dentro del cálculo de la muestra se determina el error máximo que puede ser aceptado en los resultados, usualmente se trabaja con el 5%, debido a que las variaciones superiores al 10% reducen demasiado la validez de la información. Por esta razón, para el cálculo de la muestra se maneja un nivel de confianza de 95%, con un error de estimación del 5%, lo cual es justificable por lo antes citado.
DATOS:
s = 95%=1.96
N =439 711
p = 52%
q = 50%
e = 5%
n = X

Sustituyendo los datos en la ecuación anterior, se obtiene los siguientes resultados:
n=1.962 .439711 .(0.52) .(0.50)
0.052 . (439711−1 )+1.962 .(0.52).(0.50)
n = 399 p er s o n a s
De esta forma se obtuvo una muestra de 399 personas para aplicarles la encuesta respectiva.
ANEXO 5:CALCULO DE LA DEMANDA
Cálculos basados en las encuestas:Consumo de galletas:
De una a dos veces por semana
50%
De tres a cuatro veces por semana
46.65%
Todos los días 3.33%
Por tanto:52505∗50100
∗2 paquetesemana
1 persona=52505 paquetes de galletas /semana
52505∗46.67100
∗4 paquetesemana
1 persona=98016 paquetes de galletas /semana
52505∗3.33100
∗7 paquetesemana
1 persona=12238 paquetes de galletas /semana
Haciendo una sumatoria para determinar la cantidad de paquetes de galletas por semana se tendría que producir:
(52505+98016+12238) paquetes de galletasemana
=162759 paquetes de galleta
semana
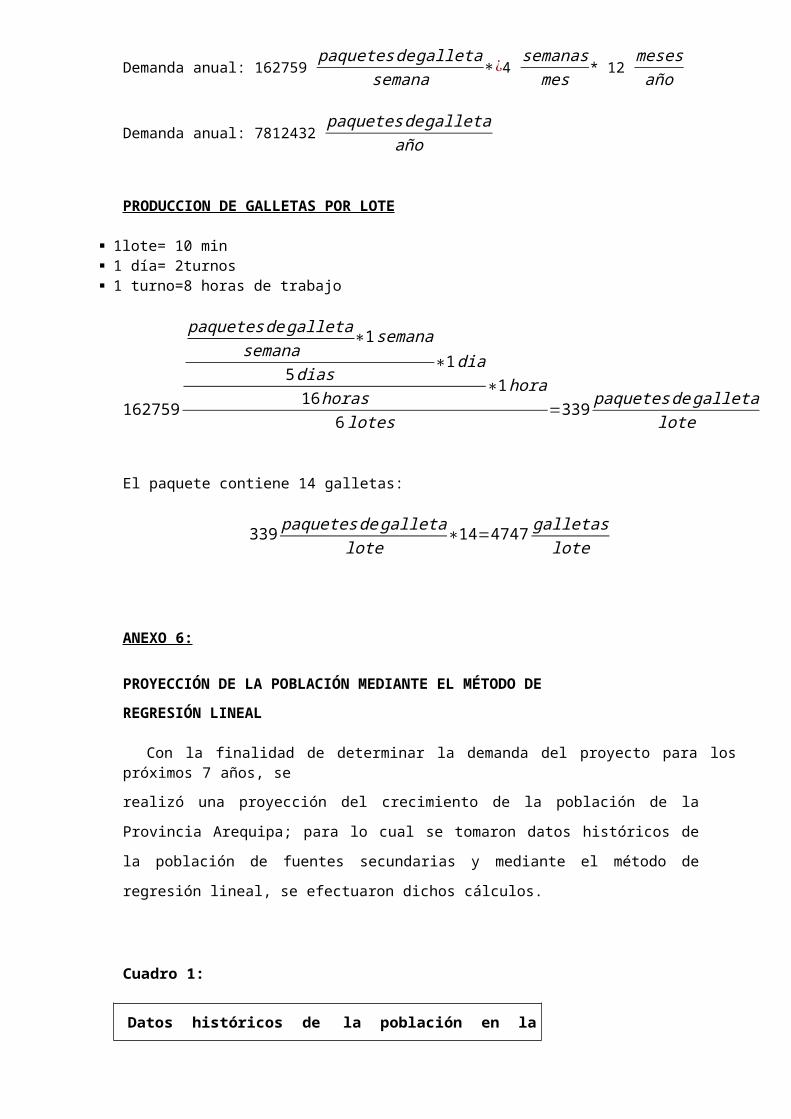
Demanda anual: 162759 paquetes de galleta
semana∗¿4
semanasmes
* 12 mesesaño
Demanda anual: 7812432 paquetes de galleta
año
PRODUCCION DE GALLETAS POR LOTE
1lote= 10 min

1 día= 2turnos 1 turno=8 horas de trabajo
162759
paquetes de galletasemana
∗1 semana
5dias∗1dia
16horas∗1hora
6 lotes=339
paquetes de galletalote
El paquete contiene 14 galletas:
339paquetes de galleta
lote∗14=4747 galletas
lote
ANEXO 6:
PROYECCIÓN DE LA POBLACIÓN MEDIANTE EL MÉTODO DE
REGRESIÓN LINEAL
Con la finalidad de determinar la demanda del proyecto para los próximos 7 años, se
realizó una proyección del crecimiento de la población de la Provincia Arequipa; para lo
cual se tomaron datos históricos de la población de fuentes secundarias y mediante el
método de regresión lineal, se efectuaron dichos cálculos.
Cuadro 1:
Datos históricos de la población en la Provincia de Arequipa
Año Población TotalPoblación de (4-60años)
1993 546761 4446262007 822479 6688392014 909955 739975
Fuente: Instituto Nacional de Estadística e Informática (INEI-2014)
PROYECCIÓN ANUAL A TRAVÉS DE LA TASA DE CRECIMIENTO POBLACIONAL
Donde:
i = tasa de crecimiento
Ai = Año inicial
Af = Año final
n = número de años a proyectar
Cuadro 2
Datos históricos anuales de la población
AñoPoblacion de la Region Arequipa
Tasa de crecimiento
2000 565355 0.029594462001 5826022002 5998492003 6170962004 6343432005 6515902006 6688372007 668839 0.014543752008 6790012009 6891632010 6993252011 7094872012 7196492013 7298112014 739975
Fuente: Elaboración propia.
Cuadro 3
Metodo de Regresion Lineal Formula: Y=a+bx
PoblacionAño x y xy x2
2000 1 565355 565355 12001 2 582602 1165204 42002 3 599849 1799547 92003 4 617096 2468384 162004 5 634343 3171715 252005 6 651590 3909540 362006 7 668837 4681859 492007 8 668839 5350712 642008 9 679001 6111009 812009 10 689163 6891630 1002010 11 699325 7692575 1212011 12 709487 8513844 1442012 13 719649 9355437 1692013 14 729811 10217354 1962014 15 739975 11099625 225Sumas 120 9954922 82993790 1240

Fuente: Elaboración propia.
Con los datos anteriores y aplicando la fórmula de regresión lineal, se obtienen los valores para a y b; y la ecuación de proyección:
a=(Suma x^2)(Suma y)-(suma x)(suma xy) N(suma x^2)- (suma x)^2
b=N (suma xy)-(suma x)(suma y) N (suma x^2)- (suma x)^2
a= 658676.5
b=10162.1667
y= 658676.5+ 10162.1667x
Por lo tanto, con la ecuación anterior, se realiza la proyección de la población de los siguientes años que representan el mercado potencial para el proyecto y se obtienen los siguientes resultados:
Cuadro 4
Proyección de la población de la Provincia de Arequipa
(Población de 4-60 años)
Año Poblacion (y)
2015 750137
2016 760299
2017 770461
2018 780623
2019 790785
2020 800947
2021 811109
2022 821271
2023 831433
2024 841595
2025 851757
Fuente: Elaboración propia

TESIS
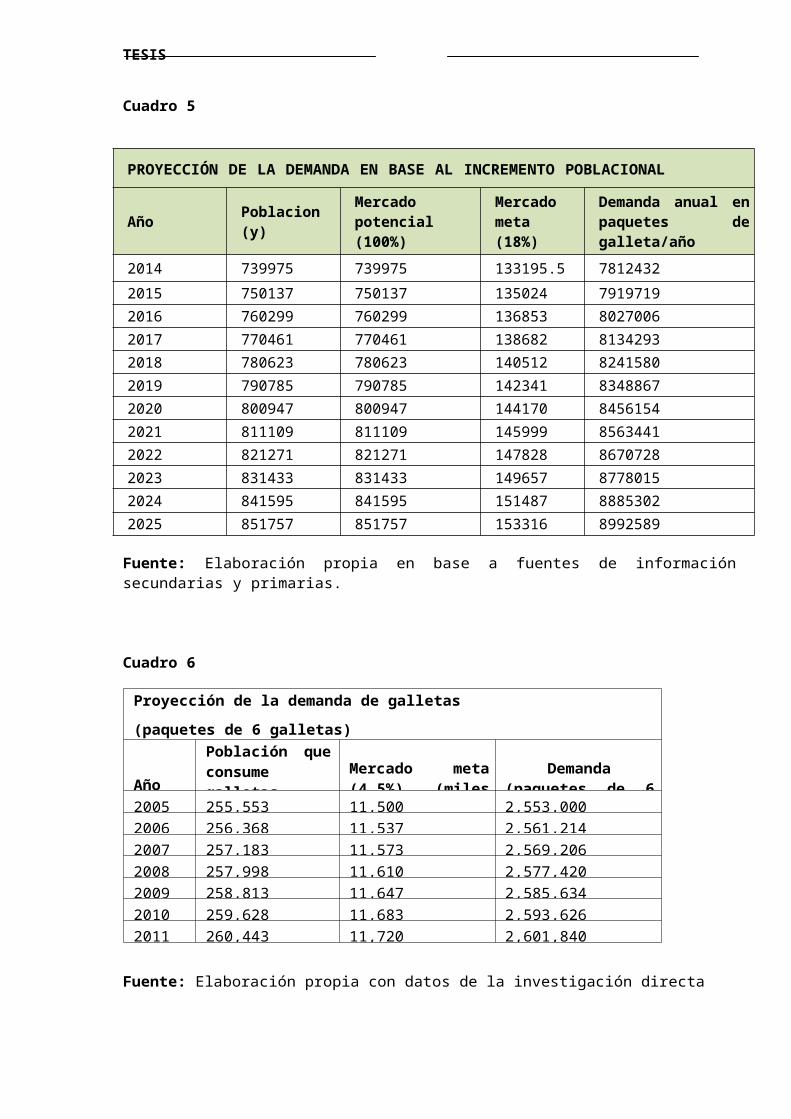
Cuadro 5
PROYECCIÓN DE LA DEMANDA EN BASE AL INCREMENTO POBLACIONAL
Año Poblacion (y)Mercado potencial (100%)
Mercado meta (18%)
Demanda anual en paquetes de galleta/año
2014 739975 739975 133195.5 7812432
2015 750137 750137 135024 7919719
2016 760299 760299 136853 8027006
2017 770461 770461 138682 8134293
2018 780623 780623 140512 8241580
2019 790785 790785 142341 8348867
2020 800947 800947 144170 8456154
2021 811109 811109 145999 8563441
2022 821271 821271 147828 8670728
2023 831433 831433 149657 8778015
2024 841595 841595 151487 8885302
2025 851757 851757 153316 8992589
Fuente: Elaboración propia en base a fuentes de información secundarias y primarias.
Cuadro 6
Proyección de la demanda de galletas
(paquetes de 6 galletas)
Año
Población que consume galletas (miles
Mercado meta (4.5%) (miles de
Demanda (paquetes de 6
2005 255,553 11,500 2,553,000
2006 256,368 11,537 2,561,214
2007 257,183 11,573 2,569,206
2008 257,998 11,610 2,577,420
2009 258,813 11,647 2,585,634
2010 259,628 11,683 2,593,626
2011 260,443 11,720 2,601,840
Fuente: Elaboración propia con datos de la investigación directa

ANEXO 7:ANÁLISIS DE LA OFERTA
Para hallar la oferta usaremos los datos del consumo mínimo de galletas de las personas encuestadas.
Cálculos basados en las encuestas:Consumo de galletas:
De una a dos veces por semana
50%
De tres a cuatro veces por semana
46.65%
Todos los días 3.33%
Por tanto:52505∗50100
∗1 paquetesemana
1 persona=26252 paquetes de galletas / semana
52505∗46.67100
∗3 paquetesemana
1 persona=73512 paquetes de galletas /semana
52505∗3.33100
∗7 paquetesemana
1 persona=12238 paquetes de galletas /semana
Haciendo una sumatoria para determinar la cantidad de paquetes de galletas por semana se tendría que producir:
(26252+73512+12238) paquetes de galletasemana
=112002 paquetes de galleta
semana
Oferta anual: 112002 paquetes de galleta
semana∗¿4
semanasmes
* 12 mesesaño
Oferta anual: 5376096 paquetes de galleta
año
ANEXO 8
FACTOR MAQUINARIA
1. Determinación del número de máquinas:
Método B
Determinación de los requisitos de maquinaria suponiendo información perfecta. La fórmula general para el cálculo del número de máquinas requeridas es la siguiente:
N= T × PH ×C
Dónde:
N= número de máquinas requeridas
T= tiempo estándar de operación por unidad
H= horas disponibles al año por factor de corrección
C= Total dehoras funcionamientoTotalde horas funcionamiento+horas perdidas
P= Producción requerida (número de unidades a producir)
P= D1−f
Dónde:D= Demanda, producción buena requeridaf= Fracción de defectuosos en la operaciónTeniendo en cuenta que se tendrá 2 turnos y se trabaja de lunes a viernes, se tendrá un mantenimiento de media hora, y una eficiencia de 90 %
A B C D E F G H
Horas maquina por pieza (T)
0.00207
0.000808
0.000417
0.00041
0.00163
0.00041
0.00207
0.000404
Horas disponibles al año
660 660 660 660 660 660 660 660
Factor de corrección
0.90 0.90 0.90 0.90 0.90 0.90 0.90 0.90
Promedio mensual de horas en mantenimiento
22 22 22 22 22 22 22 22
Las maquinas tienen una eficiencia de 90 %

Horas disponibles al año se tiene 2 turnos, se trabaja de lunes a viernes:
44 dias x15hdia
=660
A B C D E F G H
P (unidades anuales)
799694.3
816529.9
791534.1
808024.4
808024.4
808024.4
799694.3
816529.9
H (horas disponibles al año factor de corrección)
594 594 594 594 594 594 594 594
Horas anuales de mantenimiento (hm)
264 264 264 264 264 264 264 264
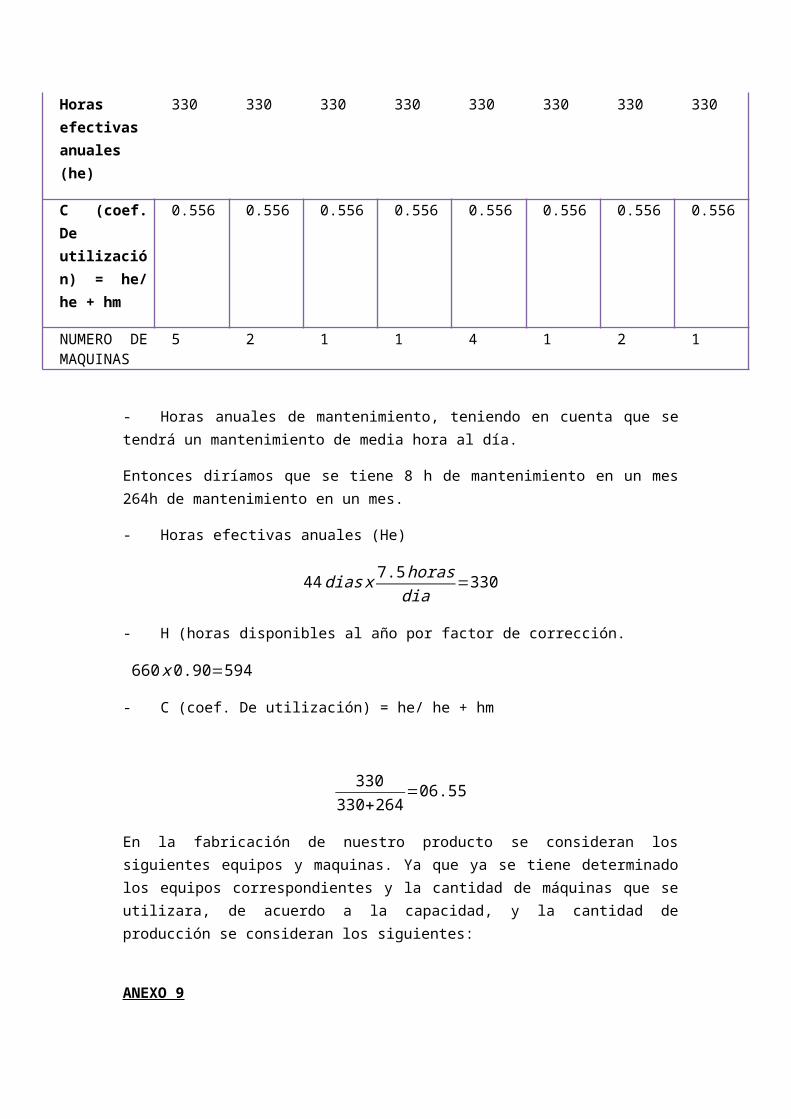
Horas efectivas anuales (he)
330 330 330 330 330 330 330 330
C (coef. De utilización) = he/ he + hm
0.556 0.556 0.556 0.556 0.556 0.556 0.556 0.556
NUMERO DE MAQUINAS
5 2 1 1 4 1 2 1
- Horas anuales de mantenimiento, teniendo en cuenta que se tendrá un mantenimiento de media hora al día.
Entonces diríamos que se tiene 8 h de mantenimiento en un mes 264h de mantenimiento en un mes.
- Horas efectivas anuales (He)
44 dias x7.5horasdia
=330
- H (horas disponibles al año por factor de corrección.
660 x 0.90=594
- C (coef. De utilización) = he/ he + hm

330330+264
=06.55
En la fabricación de nuestro producto se consideran los siguientes equipos y maquinas. Ya que ya se tiene determinado los equipos correspondientes y la cantidad de máquinas que se utilizara, de acuerdo a la capacidad, y la cantidad de producción se consideran los siguientes:
ANEXO 9CALCULO DE REQUERIMIENTO DE AREA
DATOS NECESARIOS:
MAQUINAS n (número de elementos)
N (LADOS)
Dimensiones(m)Largo
Ancho
Altura
Tolva de almacenaje (740kg)
5 1 1 1 2
Básculas Contadoras R320/PFR-(50 -100kg)
2 1 0.45 0.33 0.3
Amasadora semi rápida 50 kg.
1 1 0.8 0.65 1.2
Horno de convección (72 charolas)
1 1 0.65 0.45 2
Espiguero ( 36 charolas) 4 1 0.65 0.45 2Cortadora tres canales con variador
1 1 2 0.45 1.3
Batidoras planetarias (mezcladora y batidora)
2 1 1.69 0.485 0.556
Sobadora Laminadora Industrial (120 kg/h
1 1 3.38 1.29 1.02
trabajadores 9 1 1 1.7
hee hem1.485 0.74250.312 1.040.351 0.29250.585 0.29257.2 3.61.065545 0.819654.8485424 8.72041.02 10 0 17 1016.8670874
16.50755
15.3 9
hEM 1.7

hEE 1.021780179
Elementos Ss Sg Se St
(Largo x ancho)
Ss x N
(Ss+Sg)*hEM/(2*hEE)
n*Ss*(1+N)*(1+k)
Tolva de almacenaje (740kg)
1 1 1.195237468 15.97618734
Básculas Contadoras R320/PFR-(50 -100kg)
0.1485 0.1485
0.177492764 0.948985528
Amasadora semi rapida 50 kg.
0.52 0.52 0.621523484 1.661523484
Horno de conveccion (72 charolas)
0.2925 0.2925
0.349606959 0.934606959
Espiguero( 36 charolas) 0.2925 0.2925
0.349606959 3.738427838
Cortadora tres canales con variador
0.9 0.9 1.075713722 2.875713722
Batidoras planetarías (mezcladora y batidora)
0.81965 0.81965
0.979676391 5.237952782
Sobadora Laminadora Industrial (120 kg/h
4.3602 4.3602
5.21147441 13.93187441
trabajdores 45.30527206
ANEXO 10FACTOR HOMBRECalculo de necesidades de mano de obra:Datos:
ELEMENTO TIEMPO ESTÁNDAR (MIN/KG)
Tolva de almacenaje 0.3Espiguero( 36 charolas) 0.3Horno de convección (72 charolas) 0.3Amasadora semi rápida 50 kg. 0.3Básculas Contadoras R320/PFR-(50 -100kg) 0.3Cortadora tres canales con variador 0.3Batidoras planetarias (mezcladora y batidora) 0.3Sobadora Laminadora Industrial (120 kg/h 0.3suma 2.4
N=(2.4minkg )∗( 35kg
lote)
10minlote
=8.4operarios
ANEXO 11DISTRIBUCION DE PLANTA
DISTRIBUCIÓN GENERAL:
Elementos St
n*Ss*(1+N)*(1+k)Tolva de almacenaje (740kg) 15.97618734Básculas Contadoras R320/PFR-(50 -100kg)
0.948985528
Amasadora semi rapida 50 kg. 1.661523484Horno de conveccion (72 charolas)
0.934606959
Espiguero( 36 charolas) 3.738427838Cortadora tres canales con variador
2.875713722
Batidoras planetarías (mezcladora y batidora)
5.237952782
Sobadora Laminadora Industrial (120 kg/h
13.93187441
AREA TOTAL 45.30527206
El área requerida es de 46 m2 Debido a los requisitos necesarios que son aplicados en los establecimientos dedicados a la obtención, elaboración, fabricación, mezclado, acondicionamiento, envasado, conservación, almacenamiento y distribución, manipulación y transporte de alimentos y bebidas, así como sus materias primas y aditivos, y a fin de reducir los riesgos para la salud de la población consumidora, se establecieron los siguientes departamentos de acuerdo a la NOM 120-SSA1-1994. Producción Almacén de materia prima Almacén de producto terminado Almacén de cartón y bolsas Oficinas Mantenimiento Limpieza Comedor Vestidores/baños para producción Recepción y embarqueEn el siguiente cuadro se presentan el área de cada uno de los departamentos, se uso el método de Gurchet para la determinación del departamento de producción, y las otras áreas fueron estimadas por referencia de otras empresas dedicadas también a la producción de galletas.
Departamento Área m2
1. Producción
2. Almacén de materia prima
46
20

3. Almacén de producto terminado
4. Almacén de cartón y bolsas
5. Oficinas
6. Mantenimiento
7. Limpieza
8. Comedor
9. Vestidores/baños para producción
10. Recepción y embarque
10
10
30
15
10
20
20
40
TOTAL 221m2
Esquema de tabla relacional:
Diagrama relacional de recorrido y/o actividades:

Diagrama relacional de espacios:
ANEXO 12IMPLEMENTACION DE ALTERNATIVAS
PROPUESTA A
13.5
m
23.2 m
1
4
7 7
10
2
6 5
9
8
23.2 m
13.5 m
9723
856
101
4

PROPUESTA B:
Relación de ventajas y desventajas
Preguntas ALTERNATIVASA B
¿Producirá un producto mejor? - -¿Evitará accidentes?¿Reducirá costos?¿Mejorará el orden y la limpieza?¿Dejará espacio libre útil?¿Reducirá desperdicios y pérdidas?¿Mejorará la integración de conjunto?¿Mejorará otras condiciones de trabajo?¿Facilitará el transporte?¿Mejorará el control?¿Facilitará las actividades de acarreo de materiales?
6/24 3/18
4/16 5/10
0/0 2/-4
40 24
13.5 m
23.2 m
798 5
3
6
4
1210
VV
VV VV
VVVV
VVVVVV
VV
VV

La alternativa A es la que presenta la más alta calificación, por lo tanto, esta es la distribución más adecuada para la planta.