alineamiento de máquinas axiales de...
TRANSCRIPT
Alineamiento de máquinas axiales de ensayos
Vamos a ver ahora uno de los métodos aceptados de forma general en la verificación de alineamiento dentro de los ensayos en el ámbito de la aeronáutica. Para ello explicaremos la metodología de la ASTM E1012.
7. Verificación de alineamiento según ASTM E1012
Ciertos tipos de ensayo pueden necesitar una condición particular de alineamiento. Un método de ensayo que requiere verificación del alineamiento debe indicar la frecuencia de la verificación (intervalo de tiempo), los posibles cambios en los ensayos y en su caso, los indicadores actuales del alineamiento a través de los resultados del ensayo.
Se distinguen dos tipos de alineamiento que se enumeran a continuación:
Alineamiento tipo 1: alineamiento para una máquina de ensayos usada habitualmente para ensayos estáticos o cuasi estáticos incluyendo los componentes no rígidos y la colocación del espécimen sin las mordazas que pueden introducir momentos de flexión en la probeta de alineamiento o en la probeta de ensayo durante la aplicación de la fuerza.
Alineamiento tipo 2: se refiere a la condición de una máquina de ensayos utilizada habitualmente en ensayos dinámicos teniendo en cuenta todas las partes rígidas del tren de carga que puedan introducir momentos de flexión en la probeta de alineamiento o en el espécimen a ensayar durante la aplicación de la fuerza.
En este texto nos centramos en el alineamiento Tipo 1. Los ensayos que se han realizado dentro del ámbito de este proyecto han sido todos para alinear máquinas usadas principalmente en ensayos de tracción y compresión cuasiestáticos.
.
7.1 Requerimientos
El requerimiento numérico para un alineamiento debe especificar la fuerza, las dimensiones de la probeta de alineamiento, y la
temperatura del ensayo. Los métodos empleados cuando los niveles de deformación son de particular importancia se describen en las Prácticas E466 (Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials) o E606 (Standard Test Method for Strain
23 de 88

Alineamiento de máquinas axiales de ensayos
Controlled Fatigue Testing). Cuando se utilizan estos métodos, el requisito numérico debe especificar los niveles de fuerza que se alcanzan durante el ensayo, las dimensiones de la probeta y la temperatura a la que la medición se
va a realizar. El tipo de alineamiento también deberá quedar registrado en el informe (si es tipo 1 o tipo 2; ambos tipos de alineamiento se explicarán en un apartado posterior). NOTA 1-Para un tren de carga determinado normalmente el desalineamiento disminuye con el aumento de la fuerza aplicada. (Véanse las curvas A, B, y C en la figura 8). Sin embargo, en algunos casos graves, el porcentaje de flexión puede aumentar con el aumento de la fuerza aplicada. (Véase la curva D en la fig. 8)
Figura 8: Efectos de la aplicación de fuerza sobre el porcentaje de flexión para diferentes máquinas y métodos de agarre. A: Máquina 1, terminaciones roscadas; B:Máquina 2, terminaciones roscadas; C:Máquina 3, mordazas con agarres universales ; D: representación esquemática de la posible respuesta a un desalineamiento debido a la concentricidad del tren de carga [Ref.ASTM E1012 12 Fig. 12].
El alineamiento de una máquina de ensayos debe realizarse cuando ésta se usa por primera vez, o si los componentes fijos han sido ajustados o reparados, se debe realizar un alineamiento de la máquina. Para los ensayos
24 de 88
Alineamiento de máquinas axiales de ensayos
de tracción y fatiga, este paso puede completarse por medio de un dial que indique el ajuste de la concentricidad y con calzas de precisión o galgas para el ajuste del alineamiento angular. Para máquinas que realizan ensayos de fluencia y rotura por tensión (que incorporan brazos de palanca), este paso se logra por medio de cuñas de precisión o galgas de espesores, y/o acoplamientos de doble filo de cuchillo, y/o componentes adecuados por debajo de la cruceta inferior de la máquina de ensayo. Si este paso se omite se pueden producir graves daños a la probeta de alineamiento por deformación.
7.2 Alineamiento para máquinas de ensayo de tipo 1
Es una verificación general del alineamiento de las partes definidas de los componentes fijos del tren de carga. Algunas partes de la máquina de ensayos (la cruceta, actuador o caras de agarre de las mordazas) se pueden mover o intercambiar en la rutina normal de la realización de ensayos. La verificación de este alineamiento debe llevarse a cabo para cada uno de los diversos cambios que se puedan producir en el sistema (por ejemplo, el ajuste de la cruceta y la posición del actuador) para demostrar la reproducibilidad entre las condiciones siempre cambiantes de los ensayos. La verificación del alineamiento debe llevarse a cabo con los componentes del sistema en una posición que simule aquella en la que una probeta sería colocada. El material y la geometría de la probeta utilizada se deben indicar en el correspondiente informe.
NOTA 2-El alineamiento tipo 1 se refiere a los equipos utilizados en ensayos estáticos, como ensayo de tracción o compresión.
Para algunos ensayos de materiales, no es posible o factible utilizar todas las partes de los componentes de aplicación de fuerza cuando se verifica el alineamiento. En esos casos se pueden utilizar componentes alternativos. Esto debe quedar bien referenciado en el informe.
25 de 88
Alineamiento de máquinas axiales de ensayos
7.3 Alineamiento para máquinas de ensayo de tipo 2
Es un alineamiento “mordaza a mordaza”. La configuración de la máquina de ensayos mecánicos es fija y no será cambiada o ajustada durante el período de ensayos. Sin embargo, cuando se ensayan determinadas geometrías de probetas, puede ser necesario mover el actuador o la cruceta para instalar la probeta de alineamiento o el espécimen a ensayar. Esto debe evitarse si es posible, pero si es necesario, hay que tener cuidado para volver a colocar el actuador y/o la cruceta en la posición que se utiliza durante el alineamiento. Cualquiera de los componentes extraíbles específicos del ensayo debe ser montado dentro del conjunto, incluyendo las mordazas de agarre y la probeta de alineamiento, de acuerdo a la ASTM E1012 12.
Es frecuente que en los laboratorios de ensayo se usen mordazas fabricadas con mecanizado de precisión accionadas reumáticamente o hidráulicamente. Estos dispositivos están diseñados específicamente para permitir la intercambiabilidad de los insertos de cuña sin que eso afecte al alineamiento del tren de carga. Para los sistemas de ensayo que usan estas configuraciones de agarre, los insertos de cuña pueden sustituirse con insertos suaves de cuña para evaluar el alineamiento de la máquina de ensayos de acuerdo con una evaluación del tipo 2.
NOTA 3-El Tipo 2 generalmente se refiere a los equipos de ensayos dinámicos, como máquinas para ensayos de fatiga. Este tipo de alineamiento requiere que la mayor parte de los componentes ajustables de la máquina de ensayos se coloquen en la posición final de verificación. Esto puede incluir los componentes ajustables de reacción (como la cruceta) y actuadores, que de otra forma pueden rotar libremente alrededor del eje de carga.
La misma probeta de alineamiento puede utilizarse en verificaciones sucesivas, por lo que los materiales y el diseño son importantes. Debe fabricarse de manera que sólo se produzcan deformaciones elásticas con las fuerzas aplicadas.
Las probetas de alineamiento pueden utilizarse tanto para el alineamiento tipo 1 como para el tipo 2.
26 de 88

Alineamiento de máquinas axiales de ensayos
7.4 Equipos
Esta norma requiere el uso de una probeta de alineamiento galgada. En algunos casos, puede ser útil hacer una evaluación mediante extensómetros o componentes de alineamiento que emplean conexiones mecánicas (ver Apartado 10); sin embargo estos tipos de sensores de tensión no cumplen con los requisitos de toma de datos.
En general, no es recomendable realizar aplicaciones repetitivas de fuerza donde se alcancen deformaciones cercanas al límite elástico porque puede afectar a los resultados medidos posteriormente por deformación o fatiga de la probeta de alineamiento.
7.5 Consideraciones adicionales sobre la máquina de ensayos y los componentes de aplicación de la fuerza.
Componentes mal hechos y probetas mal acabadas pueden causar grandes dificultades al tratar de alinear un sistema. Todos los componentes del tren de carga deben ser mecanizados dentro de las prácticas de mecanizado de precisión, prestando atención a perpendicularidad, concentricidad, planitud y acabado superficial. El número de componentes debe ser lo menor posible.
Cuando no se consigue un alineamiento aceptable para una determinada máquina de ensayo el rediseño y/o la fabricación de cualquiera de los componentes puede ser necesario para lograr un alineamiento aceptable. Como ejemplo, en el alineamiento de una máquina de ensayos Zwick Z250, tras varias pruebas para verificar el alineamiento no consiguiendo que entrase en los límites del 5% máximo, se procedió a cambiar las mordazas, que se encontraban en mal estado, consiguiéndose así mejorar los resultados de dicho alineamiento.
7.6 Probetas para alineamiento según ASTM E1012
Son probetas galgadas de alineamiento cilíndricas, planas gruesas y planas delgadas. La geometría de la probeta de alineamiento está dictada por la norma del ensayo a realizar. Estas probetas suelen tener forma de hueso de sección reducida, aunque otros tipos de probeta como los utilizados para los ensayos de compresión son aceptables.
27 de 88
Alineamiento de máquinas axiales de ensayos
NOTA 4-El proceso de fabricación de una probeta de alineamiento puede ser largo y caro, por lo que es bueno tener bien planificada las necesidades de cada máquina y/o ensayo. Para probetas entalladas, es aceptable el uso de una probeta de alineamiento que simule a la probeta antes de la entalla.
Esta práctica es válida para ensayos de materiales metálicos y no metálicos.
La calidad del mecanizado de las probetas de alineamiento es crítica. Las características más importantes a tener en cuenta son rectitud, concentricidad, planitud y acabado superficial. En particular, las probetas de alineamiento utilizadas para los ensayos de compresión pueden ser del tipo
que utiliza dos platos paralelos para aplicar compresión a los extremos
de la probeta. En estos casos, el paralelismo de los extremos de la probeta es
crítico, como se describe en Métodos de ensayo ASTM E9 (Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature).
El diseño de una probeta de alineamiento debe seguir las mismas pautas que el diseño de los especímenes del ensayo estándar. Para ensayos estáticos (tracción, compresión y creep) las probetas de alineamiento deben ser conformes según los Métodos de Ensayo ASTM E8 (Standard Test Methods for Tension Testing of Metallic Materials). Para ensayos de fatiga las probetas deben ajustarse a los modelos que figuran en la Práctica ASTM E606/E606M (Standard Test Method for Strain Controlled Fatigue Testing). Las probetas para verificar el alineamiento tienen que ser dimensionalmente lo más cercanas posible a los especímenes que van a ser ensayados, de manera que se usen durante el alineamiento la misma fuerza y condiciones que en el ensayo real. El material utilizado para la probeta de alineamiento debe estar lo más cerca posible de los materiales de las probetas que se prevea que se van a ensayar. Si los resultados esperados del material del ensayo no se conocen, es aceptable el uso de una probeta de alineamiento fabricada de un material con propiedades elásticas semejantes a los materiales ensayados. Antes de proceder a alinear la máquina, se debe inspeccionar cuidadosamente y se deben anotar las medidas de la probeta de alineamiento.
NOTA 5-Es una práctica usual de los laboratorios de ensayos emplear un material “suplente” para las probetas de alineamiento con el fin de ser capaz de utilizarla en sucesivas verificaciones de alineamiento. El material alternativo utilizado debe ser tal que la probeta mantenga sus propiedades elásticas a través del rango de carga de interés del alineamiento (es decir
28 de 88

Alineamiento de máquinas axiales de ensayos
las deformaciones de la probeta deben permanecer por debajo de su límite elástico). Un límite superior tipo es como máximo de 3000 microdeformaciones.
Se deben seleccionar bandas extensométricas con características estandarizadas conocidas, como se describe en el Ensayo Métodos ASTM E251 (Standard Test Methods for Performance Characteristics of Metallic Bonded Resistance Strain Gages). Los fabricantes de bandas extensométricas proporcionan información detallada sobre los sensores de deformación disponibles. La longitud de la banda debe ser de aproximadamente el 10% de la sección reducida de la probeta de alineamiento o menor. Las galgas deberían ser tan pequeñas como sea posible para evitar interferencias con bandas adyacentes. Todas las galgas deberían ser del mismo tipo y proceder del mismo lote (mismo factor, sensibilidad y coeficiente de temperatura).
Las galgas extensiométricas deben colocarse según los procedimientos de la Guía ASTM E1237 (Standard Guide for Installing Bonded Resistance Strain Gages). Un método muy usado para marcar la posición de las bandas extensométricas sobre la probeta de alineamiento es hacer marcas poco profundas longitudinales y transversales en el sitio donde van a ir colocadas las galgas. Las galgas se colocarán donde las marcas se unen. La ubicación de las galgas puede ser inspeccionada después de colocarlas.
La preparación superficial para la colocación de las bandas extensométricas puede influir en las propiedades mecánicas.
29 de 88

Alineamiento de máquinas axiales de ensayos
7.7 Configuración de las probetas de alineamiento
NOTA 6: especificaciones y requerimientos externos pueden dictar configuraciones específicas en cuanto al número de galgas y la distancia entre las mismas.
La sección transversal de una probeta de alineamiento puede ser cilíndrica, rectangular gruesa (aquellos con relación entre anchura y espesor de menos de tres) o rectangular delgada (con relación de anchura a espesor de tres o más grande). Las probetas de alineamiento deben tener un mínimo de dos grupos de cuatro galgas, pero en algunos casos puede haber dos grupos de tres. Se puede añadir un tercer grupo de galgas para obtener información adicional. Un solo conjunto de galgas es aceptable en algunos casos. Las figura 6A, 6B y 6C muestran las configuraciones de algunas de estas probetas de alineamiento.
7.7.1 Requisitos para probetas de alineamiento cilíndricas:
Para probetas de alineamiento con longitud de sección reducida 12mm (0,5 pulgadas) o mayor es suficiente con dos conjuntos de cuatro galgas. Un conjunto adicional de galgas en el centro de la probeta proporciona información adicional.
Para probetas de alineamiento con longitud de sección reducida menor de 12mm (0,5 pulgadas), es aceptable utilizar un único conjunto de galgas en el centro de la caña de la probeta.
Las probetas de alineamiento cilíndricas pueden llevar conjuntos de tres o cuatro galgas. Para las configuraciones de cuatro galgas las bandas deben estar equiespaciadas a 90 grados alrededor de la circunferencia de la probeta de alineamiento.
En las configuraciones de 3 galgas las bandas deberán colocarse también equiespaciadas a 120º.
NOTA 7-En configuraciones de galgas equiespaciadas a 120 grados puede ser más difícil detectar un mal funcionamiento del medidor.
En una probeta de alineamiento con dos grupos de galgas, éstas se colocarán de forma equidistante del centro, en la dirección longitudinal a una distancia A3 = 0,375 A (siendo A la distancia indicada en la figura 6A. En probetas de
30 de 88

Alineamiento de máquinas axiales de ensayos
alineamiento con 3 grupos de bandas, uno de los grupos se coloca en el centro longitudinal de la probeta de alineamiento y los otros dos se colocarán a una distancia A3 = 0,375 A del centro de la probeta. En una probeta con un solo grupo de galgas, estas se colocarán en el centro de la probeta.
7.7.2 Requisitos para una probeta de alineamiento de sección gruesa rectangular. Para probetas de alineamiento con sección de 12mm (0,5 pulgadas) o superior serán suficientes dos conjuntos de cuatro galgas. Un conjunto adicional de galgas en el centro de la probeta puede proporcionar información adicional. Para probetas de alineamiento con una sección reducida, menor de 12mm (0,5pulgadas), un único conjunto de sensores en el centro de la longitud de la sección reducida es aceptable. Las galgas se colocarán en cada una de las caras de la probeta.
En una probeta con dos conjuntos de galgas se colocarán de forma equidistante del centro longitudinal a una distancia A3 = 0,375 A (siendo A la distancia indicada en la figura 6B). En una probeta con 3 grupos de galgas, uno de ellos se colocará en el centro de la probeta y los otros dos, equidistantes del centro a una distancia A3 = 0,375 A. En una probeta con un único set de galgas, estas se colocarán en el centro.
Nota 8-Para probetas rectangulares gruesas, las diferencias en las dimensiones adyacentes de la sección galgada puede provocar diferencias en la sensibilidad de las mediciones sobre estas superficies. Esto a su vez puede provocar dificultades a la hora de hacer ajustes para conseguir un buen alineamiento.
31 de 88

Alineamiento de máquinas axiales de ensayos
7.7.3 Requisitos para probetas de alineamiento de sección rectangular delgada.
Al igual que con las probetas rectangulares de sección gruesa, para probetas de alineamiento con sección de 12mm (0,5 pulgadas) o mayores, dos conjuntos de cuatro galgas son aceptables. Un conjunto adicional de galgas en el centro de la probeta puede proporcionar información útil adicional. Para probetas de alineamiento con una sección reducida de menos de 12mm (0,5 pulgadas), un único conjunto de galgas en el centro de la longitud de la sección reducida es aceptable.
Este tipo de probetas de alineamiento tendrá conjuntos de 4 galgas espaciados uniformemente sobre las dos caras anchas. Las bandas deberán colocarse en la misma posición en ambas caras de la probeta. Si lleva dos juegos de galgas deberán colocarse a una distancia A3=0,375 A (donde A es la distancia indicada en la figura 6C) del centro de la probeta. Si lleva tres juegos uno se coloca en el centro de la probeta de alineamiento y los otros dos situados a una distancia equidistante del centro de A3=0,375 A. Si solo lleva un juego, lo colocaremos en el centro de la probeta.
Nota 9-un par opuesto de bandas orientadas como se muestra en la figura. 6C, son útiles en la determinación de la posición de rotación cero durante la verificación del alineamiento. Limitar la rotación del actuador puede permitir que se minimicen las deformaciones por cortadura en el ensayo de probetas rectangulares delgadas.
7.8 Calibración y estandarización
Todos los equipos electrónicos de acondicionamiento y los dispositivos de adquisición de datos utilizados para la determinación del alineamiento del equipo deben ser calibrados. Los resultados de la calibración serán de acuerdo con el Instituto Nacional de Estándares y Tecnología (NIST) u otro instituto nacional de metrología reconocido (como en el caso de los equipos utilizados en los ensayos presentes en este proyecto, ENAC).
No es necesario calibrar las probetas de alineamiento porque normalmente no hay normas de trazabilidad. Sin embargo, hay que fabricarlas con mucho cuidado. Las fuentes de error de las medidas debidas a los distintos desalineamientos relativos y diferencias en la sensibilidad de medición de las
32 de 88

Alineamiento de máquinas axiales de ensayos
bandas pueden minimizarse mediante la adquisición de datos que cumplan repetibilidad.
Las galgas extensométricas deben cumplir con los requisitos de los métodos de ensayo ASTM E251(Standard Test Methods for Performance Characteristics of Metallic Bonded Resistance Strain Gages).
7.9 Procedimiento
Si se producen variaciones de temperatura durante el test de verificación, éstas deben estar dentro de los límites especificados en los métodos de ensayo.
7.9.1 Alineamiento mecánico
Esta sección describe el alineamiento de las partes o componentes rígidos. El alineamiento mecánico se establece habitualmente para una determinada configuración de los componentes rígidos de la máquina de ensayos. A menudo esta configuración no cambia con el tiempo, pero el desgaste puede establecer la necesidad de medir y reajustar la alineación de la máquina de ensayos.
Inspeccionar todos los componentes para que todas las superficies acoplen de forma correcta y con la probeta de alineamiento. Para ello hay que tener en cuenta las mediciones de concentricidad, perpendicularidad y de paralelismo.
Hay que montar la parte rígida de los componentes, e inspeccionar la posición en un extremo del punto de fijación del espécimen con respecto a la posición de los componentes en el extremo opuesto. Esto se hace a menudo con un “dial indicator setup” que permite al usuario establecer el desalineamiento lineal angular entre las líneas centrales de los componentes rígidos de cada uno de los extremos de agarre de la probeta. La figura 9 ilustra las diferencias lineales (concéntrico y paralelo) y angulares entre los componentes en los dos extremos de los componentes rígidos de la máquina de ensayo. Las máquinas que permiten al usuario ajustar la posición de la cruceta fija deben configurar la misma en la posición que se utilizará durante el ensayo. El movimiento de la cruceta fija durante el ensayo puede afectar a los resultados del alineamiento. Si se mueve la cruceta fija normalmente durante la rutina de ensayos (es decir, entre especímenes), la inspección debe realizarse varias veces para asegurar que el movimiento puede hacerse y la cruceta reposicionarse sin que eso afecte al alineamiento.
33 de 88

Alineamiento de máquinas axiales de ensayos
Figura 9: Ilustraciones de una máquina de ensayos (a) Correctamente alineada (b) Con desalineamiento concéntrico y (c) con desalineamiento angular. [Ref ASTM
E1012 Fig.4]
También hay que ajustar la posición de uno de los puntos finales de la mordaza que agarra el espécimen con el extremo opuesto de agarre, para minimizar al máximo los errores de perpendicularidad y concentricidad (en el caso de probetas cilíndricas) y los errores de paralelismo en el caso de especímenes planos.
Alineamiento Tipo 1- El alineamiento de tipo 1 se refiere a la colocación y posterior alineamiento con la probeta galgada y los componentes no rígidos del tren de carga. Este es el paso final de verificación de alineamiento para máquinas de ensayo donde los componentes no están bloqueados en su sitio durante el ensayo.
Alineamiento Tipo 2 – Se refiere al posicionamiento y posterior alineamiento con la probeta y todos los componentes rígidos en el tren de carga e incluye un paso donde los componentes no rígidos pasan a serlo después de un proceso
34 de 88

Alineamiento de máquinas axiales de ensayos
de “sujeción o bloqueo”. Este es el paso final de alineamiento para máquinas en las que los componentes están bloqueados durante el ensayo.
Hay que Inspeccionar los componentes que no se hayan inspeccionado ya en la sección 6.8.1 (partes no rígidas del montaje). Establecer la posición de la probeta de alineamiento para el ajuste con los componentes mediante el montaje de las partes inspeccionadas del tren de carga. Las conexiones entre componentes, incluyendo la probeta de alineamiento, deben estar bien ajustadas sin que exista juego entre ellas.
Hay que marcar la posición de cualquiera de los componentes que apliquen carga que vayan a ser movidos o reposicionados durante el curso normal de un ensayo en relación a los componentes fijos. Esto es para asegurar que dichos componentes pueden colocarse en la misma posición cada vez que se realice esta prueba.
Hay que instalar la probeta de alineamiento en la máquina con sólo una de las mordazas cerradas (la inferior). Ponemos a cero las lecturas de las bandas sin fuerza aplicada. El proceso de cerrar las mordazas puede introducir una flexión excesiva.
Cerramos la mordaza que quedaba libre (la superior). Ahora no debemos volver a poner a cero la lectura de las bandas.
Aplicamos una pequeña carga para comprobar que las bandas leen correctamente. Una vez comprobado desaplicamos la carga.
35 de 88
Alineamiento de máquinas axiales de ensayos
7.10 Corrección de las imperfecciones de la probeta de alineamiento
Todas las probetas de alineamiento presentan algunas imperfecciones, ya sean de carácter dimensional o en la unión con las bandas extensométricas. Si se sospecha que alguno de estos defectos tendrá un efecto importante en la medición de la flexión durante el proceso de alineamiento, usar el procedimiento explicado en el Anexo A1, para determinar las correcciones. Sin embargo el uso de estas correcciones es opcional.
Hay que planificar el ciclo de aplicación de fuerza de la máquina de forma que la fuerza máxima aplicada sea la máxima esperada durante la rutina de ensayos, pero sin exceder el límite elástico de la probeta de alineamiento. Puede ser una fuerza de tracción, de compresión o ambas. La fuerza puede ser aplicada tanto manualmente como automáticamente. Se pueden realizar varios ciclos para chequear el sistema, sin embargo sólo es necesario registrar uno de dichos ciclos de alineamiento.
NOTA 10: Ciclos de carga adicionales pueden ayudar a la probeta de alineamiento y al tren de carga a estabilizar los fenómenos de histéresis si se usan tanto ciclos de compresión como de tracción. Debe tenerse un especial cuidado en las lecturas de la deformación de la probeta de alineamiento para evitar daños potenciales en el caso de máquinas con un pobre alineamiento.
Hay que registrar los datos del alineamiento de la máquina aplicando carga en al menos 3 puntos discretos del rango de interés. Durante la lectura de estos puntos discretos la variación de la fuerza en la probeta de alineamiento no debe variar en más de un 1% con respecto a ese punto concreto que estamos midiendo (es decir, que si estamos midiendo las deformaciones para una fuerza de 20KN, cuando estamos midiendo la fuerza no debe salirse del rango 20KN ±0,2 KN). Para la verificación del Tipo 2 de alineamiento, donde se usan tanto tracción como compresión, se deben grabar los datos de una forma similar para ambos. Cuando se usan mordazas mecánicas o hidráulicas que agarran la probeta en el sitio, se debe registrar la lectura de las bandas a fuerza cero aplicada, antes y después de bloquear las mordazas. Esto muestra la influencia del cierre de las mordazas en la flexión.
Recomendaciones para establecer los 3 (ó más) puntos discretos para el registro de los datos de alineamiento:
36 de 88

Alineamiento de máquinas axiales de ensayos
(1) Grabar los datos en los puntos a 1000, 2000 y 3000 µε, añadiendo el chequeo a fuerza cero aplicada. (Normalmente se usa en los alineamientos de tipo 2).
(2) Grabar los datos al 10, 20 y 40% del valor máximo de la capacidad de aplicación de carga de nuestra máquina, más el registro a fuerza cero aplicada. (Normalmente se usa en los alineamientos de Tipo 1).
(3) Grabar los puntos sin un rango de fuerza establecido sino en los campos de tensiones esperados de los materiales ensayados.
Hay que quitar y reposicionar la probeta de alineamiento en las mordazas con tantas orientaciones como sea necesario. Como mínimo hay que registrar datos para la probeta colocada en la posición original, con ésta girada 180º y de nuevo vuelta a la posición original, al menos que se especifiquen otros requerimientos. El volver a colocar la probeta de alineamiento en la posición original nos dará datos sobre la repetibilidad. Colocar la probeta en otras orientaciones, rotándola o invirtiéndola nos caracterizará más profundamente el alineamiento de los componentes que aplican la fuerza. Las probetas de alineamiento presentan siempre algo de excentricidad, por lo que prepararlas de la forma descrita anteriormente puede minimizar esto. Las probetas de alineamiento pueden resultar dañadas con el tiempo y los usos. Manejarla y almacenarla con cuidado puede minimizar estos daños. En el Anexo A2 se describe como separar la contribución al alineamiento de la probeta y la máquina al alineamiento total (opcional).
Para calcular el porcentaje de flexión en los puntos elegidos hay que usar las fórmulas descritas en el apartado 6.10. Si hay diferencias significativas entre las medidas en la posición original de la probeta y los datos cuando se gira 180º puede que haya un problema con la probeta de alineamiento. En este caso usar el método explicado en A2 para separar la contribución de probeta y máquina de ensayos al desalineamiento global.
Si el porcentaje de flexión calculado no cumple los requerimientos que especifica la norma se deberán hacer los ajustes necesarios que se explican en la sección 6.8.1 de este mismo proyecto. Pequeños ajustes pueden tener efectos significativos en las medidas.
Las probetas de alineamiento que muestran una flexión con forma de “S” requieren que se hagan ajustes de concentricidad (para probetas cilíndricas) o
37 de 88

Alineamiento de máquinas axiales de ensayos
de perpendicularidad (para probetas planas) de los componentes de aplicación de fuerza (o carga).
Las probetas que muestran un desalineamiento marcado con forma de “C” requieren ajustes en la angularidad de los componentes de aplicación de carga. (Ver Figura 10)
Figura 10: Representación de una probeta de alineamiento (a) debidamente alineada, (b) con presencia de desalineamiento de tipo concéntrico, provocando una forma de “S”, (c) con presencia de desalineamiento angular, provocando una forma de “C”. [Ref. ASTM E1012-12, figura 6]
NOTA 11: Normalmente, tanto el ajuste de angularidad como el de concentricidad son necesarios para obtener un buen alineamiento.
Cuando los ajustes se han realizado, hay que repetir los ciclos de aplicación de fuerza, registrar los datos de deformaciones y realizar los cálculos descritos anteriormente. Volver a calcular la calidad del alineamiento y reajustar de nuevo en caso de ser necesario.
38 de 88

Alineamiento de máquinas axiales de ensayos
7.11 Cálculo e interpretación de resultados
Entre los resultados de interés suelen incluirse tensión axial, deformaciones de flexión locales, flexión máxima y porcentaje de flexión. Esto se calcula para cada plano de bandas extensométricas.
La flexión local y máxima vista en una verificación de alineamiento puede atribuirse a la contribución de la probeta, de la máquina de ensayos o a ambos.
7.11.1 Probetas de alineamiento cilíndricas
7.11.1.1 Con Tres bandas extensométricas
Para probetas de alineamiento de sección circular con planos de tres galgas extensométricas equiespaciadas alrededor de la circunferencia, se calcula la deformación axial, a, de la siguiente manera:
Deformación axial, a e1 e2 e3
3
Donde e1, e2 y e3 son las deformaciones medidas en los tres puntos donde están colocadas las bandas y donde e1 ≤e2≤e3.
La deformación por flexión, b, se calcula como:
aeb 11
b2 e2 a
b3 e3 a
Se calcula la dirección angular de flexión máxima, , como la medida entre la
lectura más alta hasta la siguiente lectura más alta:
tan1 2
3
b2
b1
1
2
La flexión máxima, B, se calcula como:
cos1b
B
Y el porcentaje de flexión, PB, como:
39 de 88
Alineamiento de máquinas axiales de ensayos
100a
BPB
7.11.1.2 Con 4 bandas extensométricas
Para cuatro bandas equiespaciadas alrededor de la circunferencia de la probeta de sección circular, se usa la siguiente expresión para calcular la deformación axial:
44321 eeee
a
Donde e1, e2, e3 y e4 las deformaciones medidas en los 4 puntos y el subíndice indica el orden alrededor de la probeta de alineamiento.
Las deformaciones por flexión locales:
aeb 11
b2 e2 a
b3 e3 a
b4 e4 a
La máxima deformación por flexión:
B 1
2b1b3 2
b2b4 2
Y el porcentaje de flexión como:
100a
BPB
7.11.2 Probetas de alineamiento rectangulares gruesas
7.11.2.1 Con 4 bandas extensométricas.
40 de 88

Alineamiento de máquinas axiales de ensayos
Para las probetas de alineamiento gruesas de sección rectangular con las bandas colocadas como se muestran en la Fig. 6b, se calcula la deformación axial, a, de la siguiente manera:
44321 eeee
a
Donde e1 y e3 son las medidas de las deformaciones en el centro de las caras opuestas correspondientes al espesor de la probeta y e2 y e4 son las medidas de las deformaciones en el centro de las caras opuestas, correspondientes al ancho de la probeta de alineamiento.
Se calcula la flexión local, b1, b2, b3 y b4 usando las siguientes ecuaciones:
aeb 11
b2 e2 a
b3 e3 a
b4 e4 a
Y la flexión máxima B, como:
B b1 b3
2
b2 b4
2
y
100a
BPB
7.11.3 Probetas de alineamiento planas rectangulares delgadas
7.11.3.1 Cuatro bandas extensométricas.
Para probetas de alineamiento delgadas con sección rectangular, con las bandas colocadas como se muestra en la Fig. 6c, se calcula la deformación axial, a, como:
44321 eeee
a
Y se calculan las deformaciones equivalentes en el centro de las cuatro caras como:
41 de 88

Alineamiento de máquinas axiales de ensayos
dw
weeaaee 22
411
dw
weeaaee 22
323
2
212
eeaee
2
434
eeaee
Donde, como se muestra en la figura,
ee1 y ee3, deformaciones equivalentes en el centro de las caras delgadas.
ee2 y ee4 deformaciones equivalentes en el centro de las caras gruesas.
w= anchura de la cara ancha
d= distancia del extremo de la probeta de alineamiento a la banda extensométrica.
Para calcular la flexión máxima B, y el porcentaje de flexión PB, utilizamos las ecuaciones:
B b1 b3
2
b2 b4
2
100a
BPB
La deformación por flexión se puede deber en parte a la probeta de alineamiento, y en parte a la máquina de ensayos. Si la deformación por flexión calculada excede los límites dados en la Tabla 3, puede ser útil realizar los cálculos de ajuste. Mirar el Anexo A2 para más discusiones y cálculos.
42 de 88

Alineamiento de máquinas axiales de ensayos
Tabla 3: Clasificación de la verificación de alineamiento [Ref. ASTM E1012 12, Tabla 1]
Usando los resultados de cada plano de bandas extensométricas, se clasifica el nivel de alineamiento de la máquina de ensayo. Si los diferentes planos nos dan distintos números de clasificación, nos quedaremos con el más alto. Otras ASTM y otras normas tienen criterios diferentes a los proporcionados en la Tabla 3.
Los puntos de cruce entre las partes fijas y los limites relativos para cada nivel de clasificación se muestran en la Tabla 4.
Tabla 4: Referencia de “puntos de cruce” según la clasificación de la ASTM E1012 12 y los límites permitidos de microdefoemaciones [Ref. ASTM E1012 12 Tabla 2]
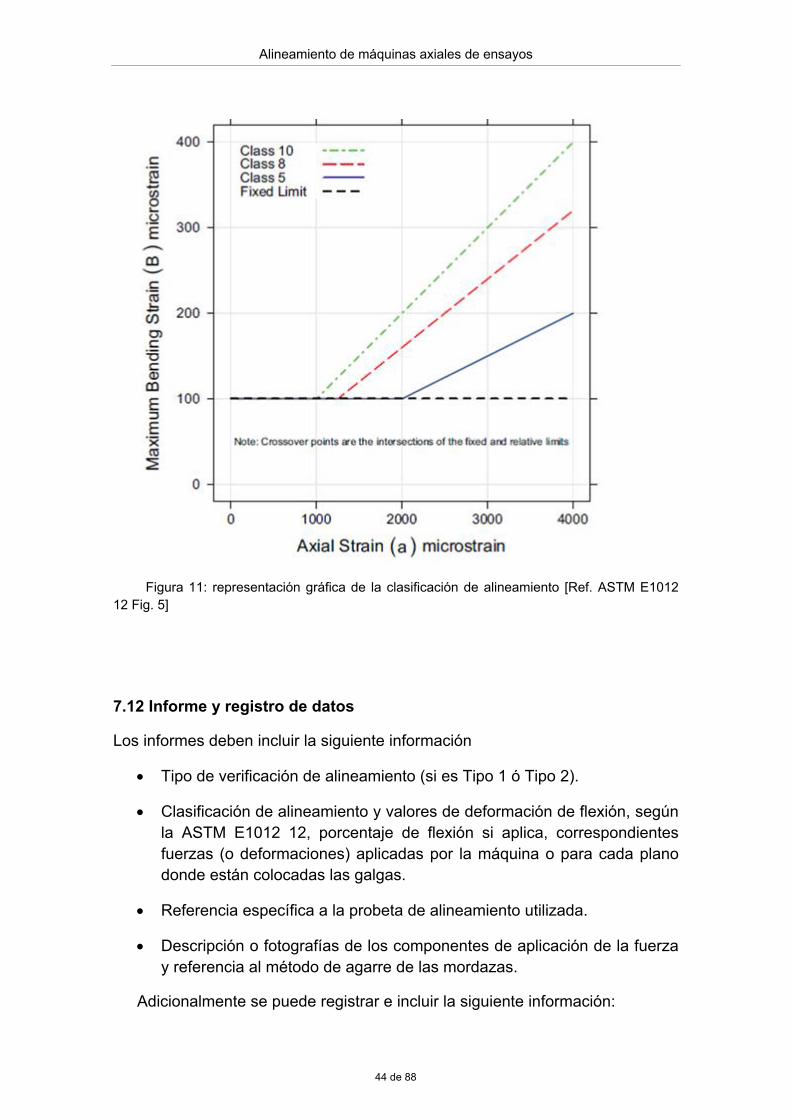
Una representación gráfica de los límites fijos y relativos se muestra en la Figura 11.
43 de 88
Alineamiento de máquinas axiales de ensayos
Figura 11: representación gráfica de la clasificación de alineamiento [Ref. ASTM E1012 12 Fig. 5]
7.12 Informe y registro de datos
Los informes deben incluir la siguiente información
Tipo de verificación de alineamiento (si es Tipo 1 ó Tipo 2).
Clasificación de alineamiento y valores de deformación de flexión, según la ASTM E1012 12, porcentaje de flexión si aplica, correspondientes fuerzas (o deformaciones) aplicadas por la máquina o para cada plano donde están colocadas las galgas.
Referencia específica a la probeta de alineamiento utilizada.
Descripción o fotografías de los componentes de aplicación de la fuerza y referencia al método de agarre de las mordazas.
Adicionalmente se puede registrar e incluir la siguiente información:
44 de 88

Alineamiento de máquinas axiales de ensayos
Temperatura ambiente durante la realización del alineamiento
Información específica de la probeta de alineamiento utilizada:
o Material
o Dimensiones
o Localización y número de galgas extensométricas que lleva colocada
o Método utilizado para pegar las bandas extensométricas
Descripción del equipo de medida de deformación, como por ejemplo:
o Tipo de dispositivo de medida de deformación en las bandas
o Precisión y sensibilidad del sistema de medición de la deformación
Información específica sobre los componentes de aplicación de la fuerza.
Formato del informe. El informe puede presentarse en forma de tabla o en forma de gráfico.
45 de 88