48837393 claves en el proceso de rotomoldeo
TRANSCRIPT

Claves en el proceso de rotomoldeoMercados para crecerAbril 2007
Imprima esta página
Principio del formulario
Final del formulario
Envíe esta página a un colega
Vea también
Otros artículos

Contenido relacionado
Notas complementarias
Laboratorio de rotomoldeo en México
Los industriales que por años han trabajado la fibra de vidrio han notado que es necesario emigrar hacia la fabricación de productos de plástico, y el rotomoldeo les representa una de las mejores alternativas.
Tecnología del Plástico conversó con el Ing. José Luis Cuéllar Vázquez, jefe del laboratorio de rotomoldeo del CIATEQ (Centro de Tecnología Avanzada en México), sobre algunos puntos básicos del moldeo rotacional.
¿Cuáles son las ventajas del rotomoldeo sobre otros procesos de transformación de plásticos? Una de sus ventajas es que permite producir piezas huecas de grandes volúmenes. Cualquier contenedor por encima de 200 litros no es fácil de fabricar mediante soplado, entonces el rotomoldeo se convierte en una alternativa económica. Por otro lado, cuando se realiza un producto por rotomoldeo, no está sometido a los esfuerzos que soporta la materia prima en la inyección, la extrusión o el soplado, lo cual resulta en una pieza libre de esfuerzos mecánicos y una resistencia mecánica muy elevada.
Otra ventaja del proceso es la uniformidad que se tiene en los espesores. Permite lograr formas de contorno complicado con diferentes espesores y acabados superficiales. El espesor de la pieza es uniforme y puede ser aumentado o disminuido sin necesidad de modificar el molde. El rotomoldeo también permite la aplicación de insertos metálicos para que la pieza final se pueda sujetar, atornillar o ensamblar con otra pieza. Adicionalmente, el proceso se adapta a pequeñas y grandes producciones.
¿Cuáles son las diferencias entre los principales tipos de máquinas para moldeo rotacional?En cuanto a sistemas de calentamiento las máquinas se dividen en las de flama abierta y las de horno. La principal diferencia está en la eficiencia del calentamiento del molde. En las máquinas de flama abierta, el calentamiento se da mediante una serie de quemadores alrededor del molde, lo que ocasiona que la mayor parte del calor que se produce vaya hacia el medio ambiente. Por otro lado, estas máquinas no pueden realizar giros biaxiales al mismo tiempo. Están sometidas a realizar un giro de 360 grados y el siguiente giro lo tienen en más o menos 45 grados. Por lo tanto, en flama abierta no se pueden realizar piezas complejas. En cambio, esta es la ventaja que ofrecen las maquinarias de horno, en las cuales se pueden realizar piezas complejas y, al proveer una mejor distribución térmica, consumen menos gas.
En cuanto a sistemas de operación están las máquinas de desplazamiento lineal, de carrusel, de giro basculante y de almeja (clamshell). Estas últimas son muy económicas pero tienen una desventaja y es que sólo pueden producir una pieza a la vez, pues el brazo está tanto dentro del horno como fuera de él cuando la pieza se está enfriando. Para hacer la elección, es importante considerar el tipo de producto por fabricar, el tipo de molde, el material que se va a procesar y la demanda.
¿Un consejo para quienes están comenzando en el rotomoldeo? Es importante tener un producto definido y obtener asesoría en un centro especializado, como el CIATEQ. Al inicio siempre es preciso caracterizar el producto, que es lo que nosotros llamamos caracterización del molde, cuando se realizan una serie de pruebas hasta que los espesores sean consistentes, se determine el tiempo apropiado de cocción y se produzca la pieza sin deformidades en un lote piloto. Es vital prestar atención al desarrollo de un diseño adecuado. Si se trata de ir de prisa, sin considerar el diseño funcional del molde, pueden tenerse grandes fracasos en el proceso, ya que el molde es difícil de corregir y en ocasiones es preferible iniciar la fabricación de uno nuevo.
¿En qué mercados puede crecer el rotomoldeo? Existen varios sectores donde se están desarrollando las nuevas tendencias en rotomoldeo, uno de ellos es el campo de los juguetes. En México, tenemos unas cinco o seis empresas que se dedican a la fabricación de juguetes por este proceso, pero el mercado es extenso y hay hacia donde crecer. También el mercado de muebles es muy amplio, y en México solo tenemos dos empresas que se dedican a la fabricación mesas y de sillas. Otro mercado es el de embalajes como tarimas o contenedores para líquidos. La purificación del agua va a representar un mercado muy importante al que se le pueden ofrecer contenedores para filtrado con valores agregados.
¿Cuáles son las expectativas del mercado de rotomoldeo? Las expectativas del mercado del rotomoldeo en México son muy altas. Los empresarios que están vinculados con el proceso son conscientes de que es posible realizar piezas complejas y, sobre todo, se están dando cuenta de que el mercado de la fabricación de tinacos, que actualmente abarca más del 70 por ciento de la producción de rotomoldeo en nuestro país, se encuentra saturado y no ofrece un nivel satisfactorio de ganancias. Por otro lado, los industriales que por años han trabajado la fibra de vidrio han notado que es necesario emigrar hacia la fabricación de productos de plástico, y el rotomoldeo les representa una de las mejores alternativas, dado que es uno de los procesos más económicos que existen
Procesamiento
Diseño para rotomoldeoJordan I. Rotheiser-Rotheiser Design Inc., , Octubre 2003
Ing. José Luis Cuéllar Vázquez, jefe del laborator...
Imprima esta página
Principio del formulario
Final del formulario
Envíe esta página a un colega
Escríbale al autorComente este artículo
Vea también
Otros artículos
Contenido relacionado
Una guía para dimensionar detalles de partes que van a ser rotomoldeadas: costillas, realces, espesores de pared, paredes paralelas, esquinas internas y externas, aberturas, ángulos de desmoldeo y rebajes, además de características que deben tener las uniones, insertos, articulaciones y roscas moldeadas.
Artículo publicado por SPE para la conferencia ANTEC 2000
Cada uno de los procesos que crean partes huecas tiene una forma idealmente diseñada para ello. El proceso de termoformado de láminas gemelas está limitado a partes relativamente planas, la botella de gaseosa es la forma que mejor se adapta al proceso de moldeo por soplado y la forma ideal para el proceso de rotomoldeo es una esfera; sin embargo, tanto el proceso de moldeo por soplado como el rotomoldeo pueden hacer partes relativamente planas con paredes separadas por tan sólo 25 mm (1 pulgada). De esta manera, la selección de qué proceso usar para una aplicación estaría basada en el tamaño de la parte (el moldeo por soplado está más limitado), el material seleccionado (cada uno de estos procesos favorece diferentes materiales) y, hasta cierto punto, la forma de la pieza en particular que se va a manufacturar. El moldeo por soplado, que tiene ciclos de producción más cortos y mayores costos de herramientas que otros procesos, encaja mejor en aplicaciones de alto volumen si éstas se encuentran dentro de sus limitaciones de tamaño.
El moldeo rotacional y el moldeo por soplado logran piezas huecas similares. En algunos casos, como en los ductos automotrices, la parte final se crea removiendo los extremos de una pieza hueca. Algunas formas también pueden moldearse como una pieza hueca y ser cortadas para hacer múltiples partes (usualmente dos). Los componentes estructurales generalmente son moldeados con muros paralelos muy poco separados que pueden rellenarse con espuma para lograr mayor resistencia y rigidez.
El proceso de rotomoldeo puede producir partes que oscilan en tamaño desde pelotas de ping pong hasta tanques de 20.000 galones. Para hacer piezas simples con bajos requerimientos de apariencia se pueden usar moldes baratos de lámina metálica; para piezas de un mayor nivel de terminado y complejidad, pueden emplearse moldes hechos en fundición, que aunque son más costosos que los de lámina, resultan económicos cuando se comparan con moldes de otros procesos, dado que el rotomoldeo maneja bajas presiones que no requieren estructuras pesadas de acero.
Para productos pequeños, como pelotas, puede usarse un gran número de cavidades en el molde, logrando reducir el precio unitario. El rotomoldeo está bien diseñado para partes de gran tamaño, y no existe un proceso en transformación de termoplásticos que pueda competir con él cuando se trata de moldear las piezas más grandes.
El rotomoldeo es un proceso de sinterización en el que el plástico fundido se adhiere a la superficie interna del molde y la pared de la pieza se va construyendo a medida que más polvo se acumula. Por lo tanto, la presiones de proceso son casi inexistentes, lo que lleva a no tener cortantes y a bajos niveles de esfuerzos residuales en la pieza moldeada.
En el proceso se usa un molde hembra cerrado en forma de cavidad separable. La ranura que se crea donde las dos (o más partes) del molde se encuentran es llamada línea de partición. Para prevenir que el plástico se derrame, las dos mitades deben encajar perfectamente. Cuando la línea de partición tiene caras paralelas y se encuentra ubicada en el mismo plano es relativamente sencillo alinear las dos mitades; sin embargo, algunos diseños necesitan que el molde tenga una línea de partición contorneada. Ésta es llamada "línea de partición rota" y requiere que las mitades del molde sean ajustadas con mucho cuidado. Por lo tanto un molde con línea de partición rota es considerablemente más caro que uno con línea de partición plana.
El rotomoldeo es capaz de crear formas complicadas con múltiples componentes. Sin embargo, el diseñador de las piezas debe trabajar cuidadosamente para evitar separaciones innecesarias en el molde, ya que esto incrementa su costo y su mantenimiento y puede también incrementar el costo de la parte si existen rebabas en exceso que se deban remover. Se puede hacer uso de acciones manuales adicionales para crear rebajes en la pieza.
Detalles de diseño en el rotomoldeoEl molde está abierto y relleno con un peso predeterminado de polvo y líquido. Después se instala en la sección del horno del equipo y se rota alrededor de sus ejes primarios y secundarios. El horno calienta el molde que, a su vez, calienta la resina. A medida que el plástico se funde, se deposita uniformemente en las paredes interiores del molde. Cuando todo el material se ha depositado en los muros, el molde se rota en la cámara de enfriado; allí el calor es removido con circulación de aire, y/o con cortinas o chorros de agua. Cuando esta etapa está completa, el molde se devuelve a su posición original donde la pieza es removida y una nueva carga de resina es colocada en el molde. El polietileno es el caballito de trabajo del rotomoldeo, y la mayoría de aplicaciones se manufacturan en este material. El PVC, polipropileno, nylon, policarbonato y fluorocarbonos completan la mayoría de sus aplicaciones comerciales.
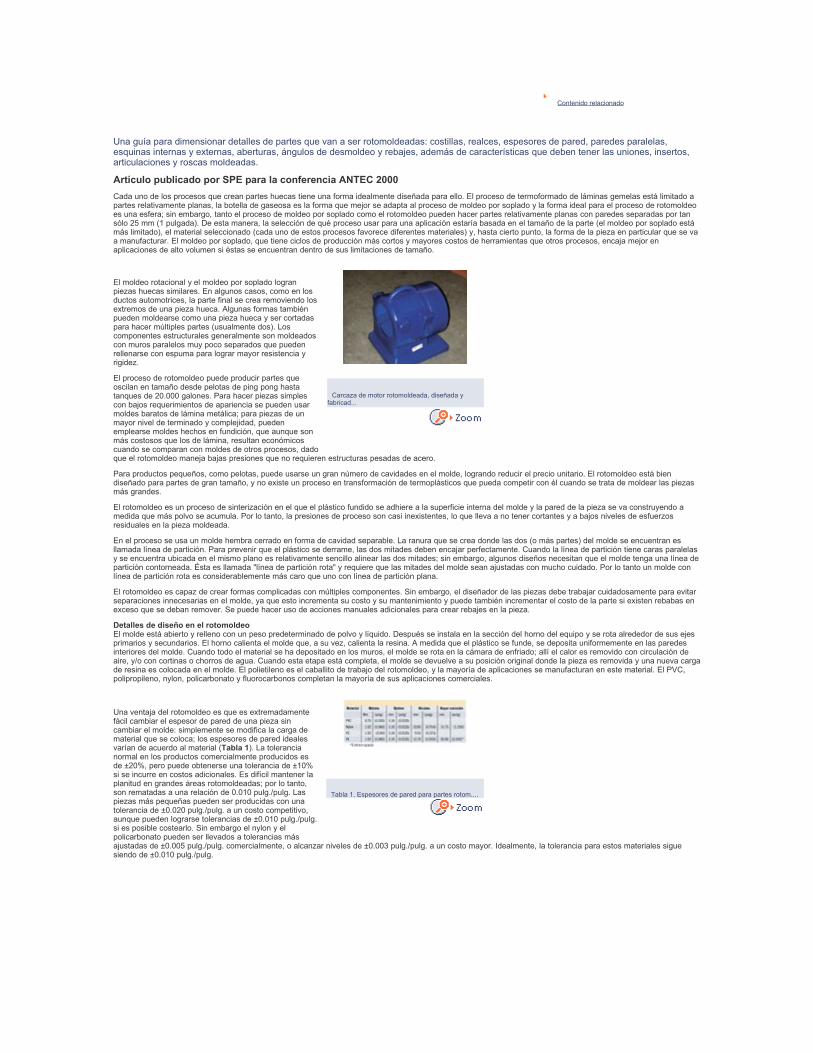
Una ventaja del rotomoldeo es que es extremadamente fácil cambiar el espesor de pared de una pieza sin cambiar el molde: simplemente se modifica la carga de material que se coloca; los espesores de pared ideales varían de acuerdo al material (Tabla 1). La tolerancia normal en los productos comercialmente producidos es de ±20%, pero puede obtenerse una tolerancia de ±10% si se incurre en costos adicionales. Es difícil mantener la planitud en grandes áreas rotomoldeadas; por lo tanto, son rematadas a una relación de 0.010 pulg./pulg. Las piezas más pequeñas pueden ser producidas con una tolerancia de ±0.020 pulg./pulg. a un costo competitivo, aunque pueden lograrse tolerancias de ±0.010 pulg./pulg. si es posible costearlo. Sin embargo el nylon y el policarbonato pueden ser llevados a tolerancias más ajustadas de ±0.005 pulg./pulg. comercialmente, o alcanzar niveles de ±0.003 pulg./pulg. a un costo mayor. Idealmente, la tolerancia para estos materiales sigue siendo de ±0.010 pulg./pulg.
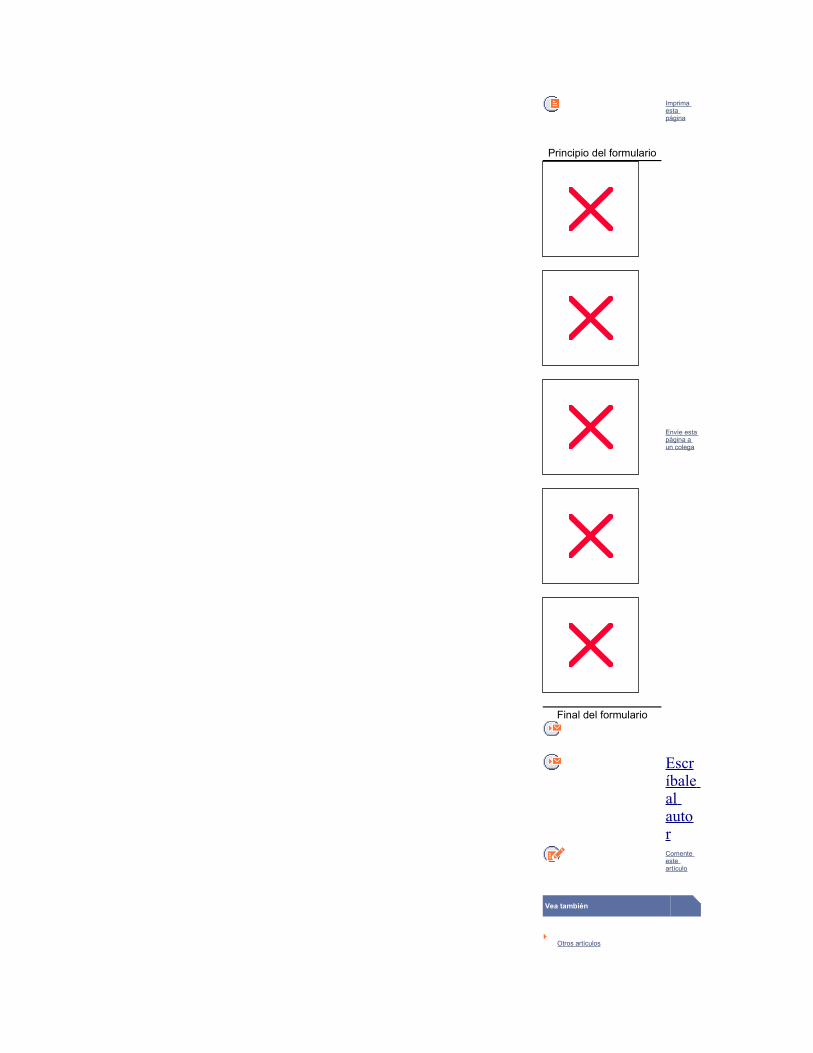
Carcaza de motor rotomoldeada, diseñada y fabricad...
Tabla 1. Espesores de pared para partes rotom....

Con referencia a la Figura 1, "detalles de diseño para partes planas rotomoldeadas", la mínima separación de paredes (X) no debe ser menos de 5 veces el espesor de pared (W) (X=5W), excepto en situaciones extremas, cuando puede usarse 3 veces el espesor de pared. Es factible manufacturar refuerzos (B,C) para hacer más rígida la pieza. El espesor combinado de las paredes (E) debería ser 1.75 veces el espesor de las paredes (E=1.75W). Los "cuasi-refuerzos" (D) también pueden ser usados como soporte; su separación (F) debería ser por los menos de 3 veces el espesor de pared (F=3W). Sin embargo, mantener un valor de 5 veces el espesor de pared es una mejor práctica. Insertos como el que está en A pueden ser moldeados dentro de piezas rotomoldeadas.
Los ángulos de desmoldeo varían de acuerdo con el material en la Tabla 2, "ángulos de desmoldeo recomendados para materiales moldeados (en grados por lado)".
El radio permisible adentro y afuera (IR y OR en la Figura 2, respectivamente) para partes rotomoldeadas varía de acuerdo al material; la Tabla 3, "tamaños de radios recomendados para materiales comúnmente usados en rotomoldeo", provee una referencia útil.
El moldeo rotacional no puede producir superficies internas como costillas, pero las costillas huecas (conocidas como costillas en caja) y las costillas huecas múltiples (secciones corrugadas) que se pueden ver desde el exterior sí se pueden manufacturar. El ancho de la costilla hueca (X) debería ser por lo menos 5 veces el espesor de pared (W) (X =5W) y la altura de la costilla debería ser al menos de 4 veces el espesor de pared (X) (X =5X). El espaciamiento entre costillas (V) no debería tener menos de 3 veces el espesor de pared (W) (V =3W), aunque es mejor contar con un espaciamiento de 5 veces (W). El criterio de diseño para esquinas interiores es el mismo que para costillas de soporte; los ángulos de esquina (Z), idealmente, no deberían tener menos de 45° para partes moldeadas en polietileno, PVC y nylon. Sin embargo, esquinas agudas del orden de 30° han sido moldeadas en polietileno y PVC, y en nylon se han logrado esquinas de 20°. El policarbonato tampoco puede manejar esquinas agudas; 45° es el mínimo absoluto.
Las indentaciones en la superficie no son rebajes si son perpendiculares a la línea de partición dado que están en la dirección del halado; por lo tanto, es esperable que se ponga la línea de partición de manera que las indentaciones estén en el mismo plano. En la figura 2, la esquina Z y la indentación U son rebajes porque están en la dirección paralela a la línea de partición. El rebaje en U podría ser removido del molde directamente, pero el rebaje formado por la esquina Z requiere una sección removible en la herramienta. Las piezas que son rotomoldeadas a menudo son relativamente grandes en tamaño y los materiales usados (polietilenos) tienen altas tasas de encogimiento; por lo tanto, frecuentemente es posible remover el rebaje si la parte se encoge más que éste último. Si el rebaje es muy profundo para ser removido, puede usarse una coraza adicional que debe removerse antes del desmoldeo.
Los agujeros en piezas rotomoldeadas deben moldearse usando en la coraza pasadores a los cuales no se adhiera la resina. Se pueden manufacturar realces moldeando un cilindro como el que se ve en T; la punta del cilindro se corta luego para dejar una entrada. El diámetro de este tipo de agujero debería ser de por lo menos 5 veces el espesor de pared nominal (D = 5W).
Roscas exteriores e interiores, como las mostradas en S, son fácilmente rotomoldedas. Sin embargo, a menudo se sueldan insertos moldeados por inyección dentro de los agujeros durante el rotomoldeo.
Tabla 2. Ángulos de desmoldeo recomendados pa....
Figura 2. Detalles de diseño para partes huec....
Figura 1. Detalles de diseño para partes plan....
Tabla 3. Tamaños de radios recomendados para ....

Las articulaciones pueden ser hechas moldeando argollas y taladrando los agujeros para los pines de la unión articulada. Las tolerancias recomendadas se entregan en la Tabla 4, "tolerancias dimensionales estándar para la industria del rotomoldeo en cm/cm y pulg./pulg."
Las grandes tolerancias requeridas para procesos como el rotomoldeo pueden ser acomodadas a través del uso de agujeros sobredimensionados. Este también es un excelente método para tratar con un gran diferencial de coeficientes de expansión térmica lineal entre dos partes. Con el fin de compensar la pérdida de superficie de soporte bajo la cabeza del tornillo, comúnmente se coloca una arandela.
La aplicación posterior de una arandela de seguridad debe tener en cuenta la expansión en la dirección de la altura, y nunca debe usarse una arandela de seguridad sin su respectiva arandela plana debido a la sensibilidad a las grietas de muchos plásticos. En algunos casos, hay variaciones dimensionales mayores que aquellas que pueden acomodarse en agujeros sobredimensionados; una solución a este problema es el uso de ranuras entrecruzadas en los moldes en conjunto con una tuerca, perno y arandelas. Debe tenerse en cuenta que los agujeros cruzados son más costosos para la herramienta que los redondeados
Procesos
Rotomoldeo: Economía y versatilidadJohn Miguel García Huérfano, Julio 2003
Tabla 4. Tolerancias dimensionales estándar p....
Figura 3. Referencias dimensionales para la t....

El rotomoldeo expande las posibilidades de los transformadores de plásticos al ofrecer ventajas económicas en el procesamiento, flexibilidad en las posibilidades de diseño y propiedades únicas en los productos obtenidos.
El moldeo rotacional o rotomoldeo es un proceso donde un molde hueco es llenado con resina líquida o en polvo y rotado en dos direcciones en una cámara caliente, hasta que la resina cubre la superficie del molde y se cura formando una pieza. Es un proceso económico que no requiere aplicación de esfuerzos sobre la resina a ser transformada, y produce artículos plásticos huecos, sin costuras, sin esfuerzos residuales, con un espesor de pared uniforme y con amplias posibilidades de diseño de producto. Ofrece alta versatilidad de producción, y representa una opción interesante, comparada con procesos similares de transformación, como el moldeo por inyección, termoformado o inyección soplado.
Proceso El moldeo rotacional es un proceso simple de cuatro etapas que usa un molde cerrado de paredes delgadas y alta capacidad de transferencia de calor. Requiere una entrada para la alimentación de la materia prima a ser transformada, y debe ofrecer la posibilidad de ser abierto para que se puedan retirar las partes curadas.
En general se coloca una cantidad conocida de plástico en polvo y seco que rota simultáneamente en dos ejes perpendiculares; con la rotación lenta del molde, el material se funde adhiriéndose a las paredes calientes y cubre toda la superficie homogéneamente. Este principio de operación hace que el material pueda adquirir una diversidad importante de configuraciones para formar piezas de diferentes tamaños, y que quede distribuido en toda la superficie con un espesor uniforme.
Llenado del molde: en el molde se introduce la cantidad necesaria de material plástico a procesar, que generalmente es un termoplástico en polvo finamente molido; sin embargo, también se pueden procesar dispersiones de termoplásticos en solventes no volátiles y algunas resinas termoestables. La cantidad de material introducida es el peso deseado de la pieza final. El material es montado en un molde abierto y frío cubierto previamente en su interior con agente desmoldante. Luego el molde es cerrado y llevado al interior de un horno para ser calentado.
Calentamiento del molde: Una vez preparado el molde, se somete a la aplicación de calor y simultáneamente se hace rotar sobre dos ejes perpendiculares a fin de permitir que el material se vaya adhiriendo poco a poco a la pared interna y se fusione en una masa continua. La fusión es un proceso que une material sólido, y no implica que el material pase al estado líquido (fundición) y luego se resolidifique; por lo tanto las partículas en el proceso de rotomoldeo no se funden realmente, sino que se sinterizan en los puntos de contacto, hasta formar una red tridimensional porosa. Finalmente, por capilaridad el material viscoso llena los poros remanentes.
El ciclo de calentamiento es la etapa de mayor duración en el proceso de rotomoldeo. El proceso de calentamiento de la resina y fusión de las partículas toma normalmente entre 7 y 15 minutos, aunque se conocen ciclos hasta de 30 minutos. La duración de esta etapa está directamente relacionada con el espesor deseado de la pieza final, pues a medida que el plástico se deposita sobre las paredes del molde, debido a su pobre capacidad de conductividad térmica, actúa como un aislante que disminuye la transferencia de calor hacia el material que todavía no se ha incorporado a las paredes.
Enfriamiento del molde: Cuando todo el material plástico ha tomado la forma interna del molde, se procede a enfriarlo para que se endurezca y quede terminado con las características buscadas; durante esta etapa continúa la rotación, para garantizar uniformidad en la conformación de la pieza. Como medio de enfriamiento es posible usar agua fría dispersada en gotas sobre la superficie del molde (para lograr un enfriamiento rápido), una corriente de aire con vapor de agua condensado (con menor rapidez de enfriamiento) o aire frío (consiguiendo un enfriamiento lento).
Vaciado del molde: Al estar la pieza terminada, se procede a sacarla del molde y se puede iniciar un nuevo ciclo de producción. Esta última etapa, aparentemente muy sencilla, puede llegar a requerir métodos de alta tecnología cuando las piezas fabricadas tienen diseños intrincados o son de gran tamaño.
Ventajas del producto El proceso, como se mencionaba anteriormente, permite que haya una distribución uniforme del material en el molde; de esta forma se garantiza homogeneidad en el espesor de las paredes de la pieza, y las esquinas, que generalmente están sometidas a impactos durante el servicio, no se adelgazan. Además, las piezas se fabrican sin costuras ni juntas, y el proceso de rotación biaxial garantiza isotropía en las propiedades. Como el material no es sometido a presiones durante su transformación, el producto final no tiene esfuerzos residuales. Todo esto hace que las piezas obtenidas tengan propiedades uniformes y menos concentradores de esfuerzos.
El diseño de la pieza puede tener complicaciones impensables en la producción con otros procesos. De la misma forma, es posible producir en una sola pieza un producto que anteriormente se hacía ensamblando cuatro o cinco partes conformadas por otros métodos. Los parámetros de proceso se pueden controlar para producir piezas de casi cualquier tamaño, desde máscaras o tapones para oídos hasta carcazas para autos y botes, y es posible incluir roscas, insertos, refuerzos, manijas, o dar acabados superficiales dentro del diseño del molde, evitando procesos posteriores. Añadiendo aditivos a la materia prima se pueden modificar directamente las propiedades físicas del producto; los colorantes, por ejemplo, se pueden añadir en la etapa de alimentación, eliminando un proceso de pintura posterior y una capa separada, que puede agrietarse o desprenderse en detrimento de la apariencia del producto.
Como en el proceso no se manejan altas presiones de transformación, el molde es una pieza más liviana y conformable, con menores requerimientos de resistencia que en otros procesos, como el moldeo por inyección; además, puede ser alterado fácilmente para hacer modificaciones sobre el cuerpo o la superficie de la pieza, y no es necesario tener un núcleo para moldear el agujero interno. Los tiempos de entrega de un molde para producción también son menores; Custom Rotomolding, por ejemplo, asegura que puede diseñar la pieza, construir la herramienta necesaria y empezar la producción en un lapso menor a tres meses, mientras que el mismo proceso para moldeo por inyección puede tomar seis meses. Estas reducciones en inversión de herraje para procesamiento, generan una reducción dramática en las restricciones de producción, haciendo rentable producir lotes pequeños (diez productos o menos) o lotes de gran tamaño.
Los diseños producidos pueden tener más de una pared, y el espacio intermedio puede estar relleno de polímeros espumados. Los productos objetivo del proceso de rotomoldeo se construyen para reemplazar otros fabricados en
Imprima esta página
Principio del formulario
Final del formulario
Envíe esta página a un colega
Escríbale al autor
Comente este artículo
Vea también
Otros artículos
Contenido relacionado
Acerca del autor
Tablas y gráficos
Diagrama de proceso de rotomoldeo
Notas complementarias
Aditivos
Variables de proceso
Máquinas de moldeo rotocional de brazos independie...

Variables de proceso Un proceso se caracteriza a través del establecimiento y control de las siguientes variables: • Temperatura del horno• Tiempo de residencia en el horno• Cantidad de polímero adicionada al molde• Velocidad de rotación del molde (no mayor de 60 rpm)• Naturaleza del medio de enfriamiento.• Duración del ciclo de enfriamiento
Temperatura de desmoldeAdicionalmente, otros factores pueden influir en la calidad del producto, aunque pueden no depender directamente del fabricante:• Tamaño de partícula del polvo• Distribución del tamaño de partícula • Comportamiento fluido del polímero • Facilidad de moldeado del material • Densidad del polímero • Forma del molde • Espesor del molde • Eficiencia y tipo del horno• Eficiencia y tipo de enfriamiento.
Aditivos
Algunos aditivos tienen un efecto altamente beneficioso para los propiedades de las piezas rotomoldeadas. Por ejemplo, antioxidantes son frecuentemente adicionados a las resinas para rotomoldeo para retardar la degradación que inevitablemente ocurre en alguna extensión durante el ciclo de calentamiento. Estos antioxidantes previenen la degradación y además mantienen el peso molecular del material al evitar el craqueo. El efecto del antioxidante depende del tipo de resina y del tipo de antioxidante en cuestión, para algunas resinas la adición de un antioxidante puede incrementar la resistencia al impacto en diez veces, mientras que otro antioxidante puede incrementar esta propiedad en tan solo 20 %. Compuestos basados en aminas, fenoles y ésteres se usan en el rotomoldeo como agentes antioxidantes.
En algunas aplicaciones, la pieza rotomoldeada será expuesta por prolongados intervalos a la luz solar, lo que puede tener efectos negativos en el producto, pues la luz UV ataca la estructura del polímero. Algunos pigmentos como negro de humo y ftalocaininas pueden suministrar cierta protección, pero a la vez aceleran el proceso de degradación por oxidación. Se pueden emplear estabilizadores orgánicos como benzofenonas (particularmente efectivas contra la degradación fotoquímica). Si además se adicionan benzotiazoles, la unión de estos estabilizadores absorbe la radiación UV, haciéndola menos perjudicial. Actualmente se emplean igualmente aminas ramificadas, siendo estas últimas las más efectivas.
Otros aditivos pueden disminuir significativamente las propiedades de una pieza rotomoldeada. Un ejemplo de esta situación lo constituyen los rellenos, que cuando están presentes en una concentración alta pueden inhibir el proceso de fusión de las moléculas de la resina. Esta inhibición puede ser considerable cuando los rellenos están pobremente dispersos en la resina o tienden a formar agregados. Las concentraciones en las cuales estos rellenos llegan a ser significativos dependen de la naturaleza de la resina y del relleno, pero algunos rellenos como los pigmentos pueden ser perjudiciales a niveles por encima del 5% de concentración. Generalmente se emplean niveles de 0.25 % de pigmentos.
Imprima esta página
Principio del formulario
Final del formulario
Envíe esta página a un colega
Escríbale al autor
Comente este artículo
Vea también
Otros artículos
Contenido relacionado
Acerca del autor
Tablas y gráficos
Diagrama de proceso de rotomoldeo
Notas complementarias
Aditivos
Variables de proceso


Control del proceso en rotomoldeoCarlos García y Nick Henwood, Abril 2008
Para controlar el proceso de rotomoldeo no se puede confiar únicamente en los parámetros de control de la máquina. Vea algunas ideas para hacerlo.
Mantener la calidad de los productos es esencial para cualquier proceso de manufactura, y el rotomoldeo no es la excepción. Los rotomoldeadores encuentran obstáculos únicos para mantener un nivel de calidad aceptable, entre los cuales podemos mencionar los siguientes:
-- Anteriormente, muchas de las aplicaciones originales del rotomoldeo no demandaban prestaciones exigentes de los productos e históricamente ha existido una actitud pasiva en cuanto a la calidad por parte de la industria. Todavía hoy, muchos usuarios finales y fabricantes que utilizan a la industria del rotomoldeo como proveedor de partes, lo ven como un proceso de "poca tecnología y baja calidad".
-- El rotomoldeo es un proceso de transformación de plásticos en el cual el desarrollo de la automatización ha sido relativamente lento y la intervención del operador de la máquina de rotomoldeo es extremadamente crítica para la calidad del producto final. Cuando se cuenta con buenos operadores esto no es un problema, pero cuando esta no es la situación el procesamiento puede convertirse en una pesadilla.
-- En el rotomoldeo el molde gira en dos ejes, lo cual hace más difícil el monitoreo de las condiciones del molde que si este estuviera estacionario, como es el caso de otros procesos.
-- Los productos rotomoldeados pueden ser muy grandes, lo cual crea dificultades prácticas relacionadas con la ejecución de las pruebas de calidad tanto destructivas como no destructivas.
-- No hay esfuerzos externos ejercidos sobre plástico dentro del molde, por lo que puede ser difícil establecer un balance entre la necesidad de disminuir el ciclo del proceso y las propiedades del producto final.
-- Muchas empresas dedicadas a transformar plástico mediante rotomoldeo son relativamente pequeñas y ven como un reto la aplicación y el mantenimiento de un programa de aseguramiento de calidad.
Control del procesoEl primer paso para controlar la calidad de los productos rotomoldeados es un buen control del proceso de rotomoldeo.
En muchas fábricas de rotomoldeo, el control del proceso es más pasivo que activo. Una práctica común es establecer unos parámetros de control de la máquina (predominantemente temperatura y tiempo) que funcionan para una determinada combinación de molde y material, y dejarlos fijos. Desafortunadamente, variables incontrolables, como las condiciones ambientales en la fábrica (temperatura y humedad) pueden afectar significativamente el comportamiento del plástico dentro del molde, aún cuando los parámetros de control no hayan variado.
En general, mientras más complejo es el ciclo de rotomoldeo, mayor la necesidad de tener un control y monitoreo preciso del proceso. En el caso de materiales especiales, es todavía más crítico.
Medición de la temperatura del aire dentro del moldeA pesar de las dificultades mecánicas asociadas a la rotación biaxial del molde, existen sistemas que permiten monitorear el proceso de rotomoldeo de manera exacta. Estos sistemas se basan en el concepto de que la temperatura del aire dentro del molde es un buen indicador de lo que está ocurriéndole al plástico.
Desde el primer trabajo experimental en la Queen?s University (Belfast, Irlanda), varias compañías han desarrollado sistemas comerciales basados en la medición de la temperatura del aire dentro del molde. La gráfica temperatura vs. tiempo generada por estos sistemas muestra datos importantes relacionados con la evolución del proceso durante sus diferentes etapas.
En la actualidad existen sistemas de medición de la temperatura del aire dentro del molde, los cuales son suficientemente prácticos como para ser usados en el monitoreo continuo del proceso. Algunos de estos sistemas, inclusive, pueden ser usados para controlar la máquina de rotomoldeo en tiempo real.
Aún cuando la medición de la temperatura del aire dentro del molde indudablemente representa lo último en tecnología para el control del proceso, todavía no ha sido adoptada ampliamente en nuestra industria. Para aquellos rotomoldeadores que no estén preparados para acoger dicha tecnología, hay otras opciones disponibles. Lo más importante es hacer algo en referencia a la medición de la temperatura del aire dentro del molde y afortunadamente hay opciones para todos en esta área.
Varios proveedores ofrecen dispositivos de recolección de datos, los cuales pueden ser instalados en el brazo de una máquina y usados para monitorear la temperatura del aire dentro del molde durante el ciclo de rotomoldeo. El obstáculo principal en el uso de estos dispositivos era proteger los componentes electrónicos del sobrecalentamiento, pero esto ya ha sido resuelto a tal punto que un dispositivo puede ser usado durante varios ciclos antes de ser movido del brazo.
Un dispositivo de recolección de datos provee el mismo nivel de detalle de la información que los sistemas que funcionan en tiempo real, pero la información sólo estará disponible una vez que haya finalizado el ciclo.
Todavía más abajo en la escala de inversión y complejidad están las etiquetas termosensibles. Según nuestra experiencia estas son particularmente útiles para la resolución de problemas y ajuste del proceso. Las etiquetas contienen varios paneles de tinta termocrómica, la cual cambia de color permanentemente a una temperatura específica. Normalmente la etiqueta se coloca en un lugar conveniente en el tubo de venteo y es quitada una vez finalizado el ciclo. Un número de paneles de tinta habrán cambiado su color indicando así la máxima temperatura del aire alcanzada dentro del molde.
Las etiquetas termosensibles no dan la misma profundidad de información que proporcionan los dispositivos electrónicos, pero dan una muy buena indicación de la temperatura máxima del aire dentro del molde. La gran mayoría de los grados de polietileno lineal para rotomoldeo requieren de una temperatura máxima del aire dentro del molde de 190°C para asegurarnos que el material se densifique correctamente.
Aunque los dispositivos electrónicos son extremadamente útiles para la configuración y ajuste inicial del proceso, las etiquetas termosensibles son un dispositivo de control de calidad asequible y conveniente que puede ser utilizado de manera rutinaria.
Esperamos haber podido demostrarles que para los efectos del control del proceso no se puede confiar solamente en los parámetros de control de la máquina (temperatura y tiempo).