4 resultados y discusiÓn 4. resultados y...
TRANSCRIPT

4 RESULTADOS Y DISCUSIÓN
4. Resultados y Discusión

Capítulo IV
101
4.1 ASPECTOS PRELIMINARES
Este capítulo comienza por la caracterización de los materiales de partida
empleados, incluyendo las especificaciones y propiedades suministradas por los
fabricantes.
Seguidamente, se mostrará la nomenclatura empleada para designar las diferentes
experiencias realizadas.
A continuación se describirán detalladamente las experiencias realizadas y se
procederá al análisis y discusión de los resultados experimentales obtenidos.
La parte experimental se dividirá en dos grandes bloques. En el primero se estudiará
la combinación de aluminio con amoniaco y sus posibles proporciones. En el
segundo se analizará el efecto de añadir Cu a algunos de los materiales conseguidos
en el anterior bloque.
4.2 MATERIAS PRIMAS. CARACTERIZACIÓN
4.2.1 ALUMINIO
El polvo de aluminio empleado como material de partida (Al ER) para todas las
experiencias fue suministrado por la empresa alemana ECKART-WERKE. Su
denominación comercial es Eckart Aluminium AS-61 y se obtiene mediante
atomización, usando aire comprimido, de aluminio fundido. El fabricante asegura
una pureza superior al 99.7 % y que, además, dicho material cumple con la
especificación DIN 1712/1 sobre aluminio de pureza comercial (Tabla 4.1).
Tabla 4.1. Contenidos máximos de impurezas según DIN 1712/1.
ELEMENTO CANTIDAD MAX.,
(%)
Si 0.25
Fe 0.35
Zn 0.05
Cu 0.02
Ti 0.02
Otros (individuo) 0.03
Otros (total) 0.50

Resultados y Discusión
102
Con el propósito de verificar los datos anteriores se analizaron por vía húmeda en el
CENIM, determinándose que la mayor impureza es el Fe, presente en el 0.25%. Las
cantidades del resto de elementos son despreciables y ajustadas a la norma anterior.
4.2.1.1 GRANULOMETRÍA
En la Fig 4.1 se muestran los valores obtenidos del estudio granulométrico del
polvo mediante un analizador láser (apartado 3.5.1.7). Prácticamente la totalidad de
las partículas, el 89.3 %, tienen un tamaño menor de 138 µm. El rango de tamaños
de partícula está comprendido, principalmente, entre 15 µm y 200 µm, dando como
resultado un tamaño medio de partícula de 80.46 µm.
Fig 4.1. Porcentaje de partículas en volumen en función de diferentes intervalos de tamaños.
4.2.1.2 OTRAS PROPIEDADES PULVIMETALÚRGICAS
Para completar el estudio del polvo de aluminio se han determinado otras
propiedades interesantes desde el punto de vista pulvimetalúrgico como son la
fluidez del material, densidad aparente, densidad de golpeo y dureza (Tabla 4.2).
0123456789
1011
0.01 0.1 1 10 100 1000 10000
Vo
lum
en, %
Tamaño de partícula, µm
Al ER
Tabla
PROPIEDAD
Forma de las partículas
Densidad absoluta
Densidad aparente, g/cm
Densidad de golpeo, g/cm
Fluidez
La observación microscópica del
irregular, pero de superficies poco abruptas. La irregularidad de las partículas es
responsable de la nula fluidez del polvo.
Fig
4.2.1.3 COMPRESIBILIDAD DEL POLVO
En la Fig 4.3 se muestra la curva de compresibilidad de est
como la densidad relativa en verde (D1) frente a la presión de compactación
aplicada. La dureza, relativamente, baja del material, queda patente por el hecho de
que basta aplicarle una presión
densidad absoluta.
103
Tabla 4.2. Propiedades pulvimetalúrgicas del Al ER.
PROPIEDAD VALOR
Forma de las partículas Irregular
Densidad absoluta 2.7 g/cm3
Densidad aparente, g/cm3 (%) 0.97 (35.9)
Densidad de golpeo, g/cm3 (%) 1.5 (55.5)
Fluidez No fluye libremente
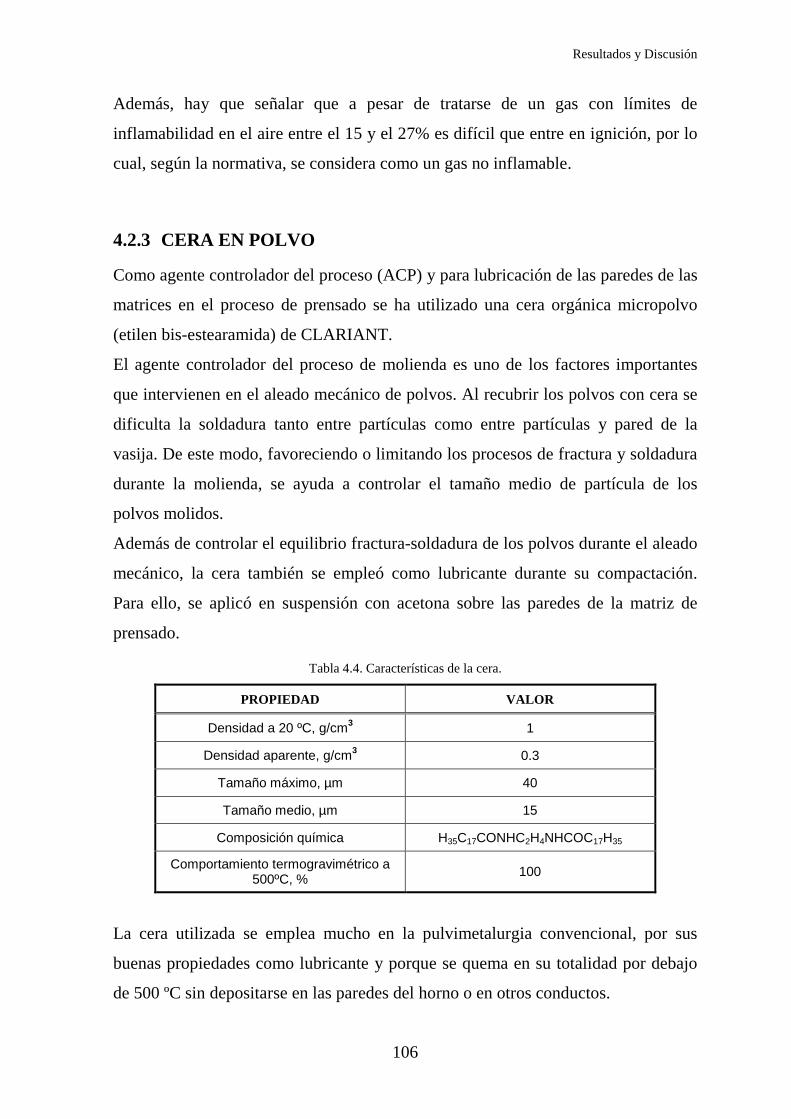
La observación microscópica del polvo, Fig 4.2, muestra partículas de morfología
irregular, pero de superficies poco abruptas. La irregularidad de las partículas es
responsable de la nula fluidez del polvo.
Fig 4.2. Micrografías SEM-SE del polvo Al ER.
COMPRESIBILIDAD DEL POLVO
se muestra la curva de compresibilidad de este polvo, representada
como la densidad relativa en verde (D1) frente a la presión de compactación
aplicada. La dureza, relativamente, baja del material, queda patente por el hecho de
que basta aplicarle una presión de 180 MPa, para que alcance el 90
Capítulo IV
muestra partículas de morfología
irregular, pero de superficies poco abruptas. La irregularidad de las partículas es
e polvo, representada
como la densidad relativa en verde (D1) frente a la presión de compactación
aplicada. La dureza, relativamente, baja del material, queda patente por el hecho de
MPa, para que alcance el 90 % de su

Resultados y Discusión
104
Fig 4.3. Densidad relativa del Al ER en función de la presión de compactación aplicada.
4.2.2 AMONIACO
Se empleará como atmósfera de molienda amoniaco en flujo con el fin de
descomponerlo durante la misma y así incorporar nitruros en la matriz de aluminio.
Estos nitruros dispersos podrían mejorar notablemente las propiedades mecánicas
del aluminio.
El gas ha sido suministrado por la división Alphagaz de la empresa AIR LIQUIDE.
Su pureza queda patente por la distinción de calidad N 36, la cual asegura una
pureza >99.96%. La principal impurificación que aparece es la humedad, presente
en 200 ppm.
Los datos físicos y químicos más relevantes, de entre las aportadas por el fabricante,
se detallan en la Tabla 4.3.
De estos datos se extrae que el amoniaco es un gas que debe ser tratado con mucha
precaución por su elevada toxicidad. Además requiere instalaciones muy costosas
para su uso debido a su alto poder de corrosión. Estas características obligan a tener
muy en cuenta los siguientes aspectos relacionados con la seguridad y su
manipulación:
40
50
60
70
80
90
100
0 200 400 600 800 1000 1200 1400
Presión (MPa)
D1
(%)

Capítulo IV
105
• Puede reaccionar violentamente con materias oxidantes.
• Puede reaccionar violentamente con ácidos.
• Reacciona con agua para formar álcalis corrosivos.
• Puede causar inflamación en las vías respiratorias y en la piel.
• La inhalación en grandes cantidades conlleva a espasmos pulmonares,
edemas laríngeos y formación de pseudomembranas.
Tabla 4.3. Propiedades características del amoniaco.
PROPIEDAD RESULTADO
Peso molecular, g/mol 17
Temperatura de fusión, ºC -77
Temperatura de ebullición, ºC -33
Temperatura crítica, ºC 132
Densidad relativa del gas (aire = 1) 0.6
Densidad relativa del líquido (agua = 1) 0.7
Solubilidad en agua Se hidroliza
Apariencia y color Incoloro
Olor Amoniacal, sofocante
Tóxico TLV 25 ppm
Corrosivo Si
Límite de inflamabilidad en el aire, % 15-27
•
Los usos habituales del amoniaco pueden resumirse en:
• Revelador en reprografía.
• Síntesis química.
• Agente nitrurante.
• Fluido frigorífico.
Resultados y Discusión
106
Además, hay que señalar que a pesar de tratarse de un gas con límites de
inflamabilidad en el aire entre el 15 y el 27% es difícil que entre en ignición, por lo
cual, según la normativa, se considera como un gas no inflamable.
4.2.3 CERA EN POLVO
Como agente controlador del proceso (ACP) y para lubricación de las paredes de las
matrices en el proceso de prensado se ha utilizado una cera orgánica micropolvo
(etilen bis-estearamida) de CLARIANT.
El agente controlador del proceso de molienda es uno de los factores importantes
que intervienen en el aleado mecánico de polvos. Al recubrir los polvos con cera se
dificulta la soldadura tanto entre partículas como entre partículas y pared de la
vasija. De este modo, favoreciendo o limitando los procesos de fractura y soldadura
durante la molienda, se ayuda a controlar el tamaño medio de partícula de los
polvos molidos.
Además de controlar el equilibrio fractura-soldadura de los polvos durante el aleado
mecánico, la cera también se empleó como lubricante durante su compactación.
Para ello, se aplicó en suspensión con acetona sobre las paredes de la matriz de
prensado.
Tabla 4.4. Características de la cera.
PROPIEDAD VALOR
Densidad a 20 ºC, g/cm3 1
Densidad aparente, g/cm3 0.3
Tamaño máximo, µm 40
Tamaño medio, µm 15
Composición química H35C17CONHC2H4NHCOC17H35
Comportamiento termogravimétrico a 500ºC, %
100
La cera utilizada se emplea mucho en la pulvimetalurgia convencional, por sus
buenas propiedades como lubricante y porque se quema en su totalidad por debajo
de 500 ºC sin depositarse en las paredes del horno o en otros conductos.
Capítulo IV
107
En la Tabla 4.4 se muestra la composición y principales propiedades de la cera
empleada.
4.2.4 COBRE
El polvo de cobre empleado para las experiencias ha sido suministrado por la
empresa ECKART WERKE. Su denominación comercial es ECKART Copper CH-
L 10. El fabricante ha suministrado información referente al polvo, mostrada en la
Tabla 4.5.
Tabla 4.5.Propiedades suministradas por el fabricante.
PROPIEDAD VALOR
Densidad aparente, g/cm3 (%) 0.9-1.1 (10.6-12.3)
Superficie específica, m2/g 0.2-0.25
Tamaño partícula <45 µm, % < 5
Punto fusión, ºC 1083
Punto ebullición, ºC 2595
Se fabrica disolviendo cátodos de cobre de alta pureza en un baño de ácido sulfúrico
por medio de corriente continua.
4.2.4.1 GRANULOMETRÍA
La medida granulométrica, se recoge en la Fig 4.4 El tamaño medio de partícula es
de 31.3 µm, encontrándose el 90 % de ellas por debajo de los 63 µm.

Resultados y Discusión
108
Fig 4.4. Porcentaje de partículas de cobre, en volumen, en función de diferentes intervalos de tamaños. Representación gráfica.
4.3 DESIGNACIÓN DE EXPERIENCIAS
Las moliendas serán identificadas mediante una designación sencilla que permite
conocer las condiciones con las que se han realizado.
Es conveniente saber que todas las moliendas se han hecho con una carga total de
72 g de los cuales 69.84 g son de Al y 2.16 g (3%) de cera EBS. Asimismo la
temperatura de refrigeración ha sido la misma en las distintas moliendas, 28ºC.
La estructura de la designación de las moliendas es la siguiente:
MA aV+bA Cc d
donde a es el número de horas de molienda en vacio.
b es el número de horas de molienda en flujo de amoniaco.
c es el caudal (en nuestro caso siempre c=1 cm3/s).
d son las revoluciones por minuto del molino (en este caso siempre d=500
rpm).

Capítulo IV
109
Por ejemplo, la designación MA 3V+2A C1 500 se refiere a un polvo que ha sido
molido durante tres horas en vacio y dos con flujo de amoniaco (1 cm3/s) a 500 rpm.
Para el caso de compactos, a la estructura de designación anterior se añaden las
características básicas del procesado de consolidación:
MA aV+bA Cc d Pe Sf
donde e indica la presión de compactación (en este caso siempre e=850 MPa).
f indica la temperatura de sinterización (el tiempo de sinterización siempre
ha sido de 1 h).
De este modo, MA 3V+2A C1 500 P850 S650 es un conjunto de polvo del ejemplo
anterior que ha sido prensado en frío a 850 MPa y sinterizado en vacío (5 Pa) a
650°C durante 1h.
4.4 PROCESADO DE POLVO DE ALUMINIO MOLIDO EN
FLUJO DE AMONIACO
4.4.1 INTRODUCCIÓN
La molienda mecánica de polvos, como consecuencia de los cambios que produce
en la granulometría, morfología y estructura interna de las partículas, también
modifica la reactividad de éstas. En consecuencia, si la molienda se lleva a cabo en
presencia de ciertas especies químicas pueden formarse soluciones sólidas
sobresaturadas o compuestos.
La incorporación de nitrógeno a la matriz de aluminio elemental en forma de
nitruros implica un endurecimiento del material por dispersión. Dado que el
amoníaco es más reactivo que el nitrógeno, se ha optado por realizar las moliendas
en atmósfera de amoníaco gaseoso en flujo.

Resultados y Discusión
110
Estudios anteriores han demostrado que la aplicación de flujo de amoniaco durante
toda la molienda produce polvos con problemas para su posterior compactación y
consolidación, generando muchos problemas en la etapa de sinterizado.
Debido a ello, en las moliendas realizadas no se ha aplicado el flujo de amoniaco
durante todo el tiempo, sino que se han dividido en dos fases: un intervalo de
tiempo en el cuál se realiza la molienda con dicho flujo y otro en el que la molienda
se realiza en vacío.
4.4.2 JUSTIFICACIÓN DEL ORDEN DE APLICACIÓN DEL FLUJO
DE AMONIACO
El proceso descrito anteriormente y en el cual se basa este proyecto, puede presentar
dos posibilidades que se explican a continuación:
a) Aplicar el flujo de amoniaco al comienzo de la molienda y luego hacer vacio en
el resto de horas de molienda.
b) Aplicar el flujo de amoniaco al final tras las horas oportunas de molienda en
vacio.
En este apartado se tratará de justificar cuál de los dos procedimientos presenta
mejores resultados. Para ello se han realizado dos moliendas de cada tipo y se han
medido los valores de densidad relativa, dureza y resistencia a tracción de los
compactos realizados.
Las moliendas realizadas se detallan en la Tabla 4.6 que se muestra a continuación :
Tabla 4.6. Designación y condiciones de las moliendas.
DESIGNACIÓN MOLIENDA ATMÓSFERA TIEMPO (h) Velocidad del
rótor, rpm VACIO NH3
MA 1A+4V C1 500 Amoniaco y Vacío 4 1 500 MA 2A+3V C1 500 Amoniaco y Vacío 3 2 500 MA 4V+1A C1 500 Vacío y Amoniaco 4 1 500 MA 3V+2A C1 500 Vacío y Amoniaco 3 2 500

Capítulo IV
111
Como se muestra en la Tabla anterior todas las moliendas se han realizado en las
mismas condiciones de operación (caudal de amoniaco, tiempo de molienda y rpm
del molino).
A continuación se presentarán las medidas realizadas a los distintos compactos y se
compararán para los dos tipos de moliendas analizadas. Para poder comparar los
resultados, las condiciones de consolidación deberán ser idénticas. Se ha decidido
prensar todos los compactos a 850 MPa y sinterizarlos en vacío (5 Pa) a 650°C
durante 1 h.
Las propiedades de los compactos se han determinado tanto tras el prensado como
tras la sinterización.
4.4.2.1 DENSIDAD RELATIVA
En la Tabla 4.7 y en la Fig 4.5 se muestran los valores de densidad relativa para
ambos procedimientos de molienda. Dado que las condiciones de consolidación son
comunes a todos los compactos (P850 S650) se ha obviado esta parte de la
designación en las figuras.
Tabla 4.7. Densidad relativa de los compactos cilíndricos.
Compactos Densidad relativa (%)
Prensado Sinterizado
MA 1A+4V C1 500 P850 S650 92.1 94
MA 2A+3V C1 500 P850 S650 91 92.8
MA 4V+1A C1 500 P850 S650 88.8 89.8
MA 3V+2A C1 500 P850 S650 86.4 88.5

Resultados y Discusión
112
Fig 4.5 Valores de densidad relativa de los compactos.
En estudios anteriores realizados en el Grupo de investigación a estos polvos, se ha
constatado que la cantidad de N incorporado al Al es mayor en el caso de realizar
las moliendas comenzando por vacío y terminándolas en flujo de amoniaco. La
mayor dureza de estos polvos (debida en verde a la mayor proporción de N en
solución) condiciona que se obtengan menores densidades relativas tras el prensado.
Se observa que en los compactos prensados la densidad relativa alcanza valores
mayores en los casos de polvos molidos con la secuencia NH3-Vacío, posiblemente
debido a su menor capacidad para incorporar nitrógeno durante el aleado. Esto
supone que los polvos serán menos duros que si la molienda sigue el esquema
Vacío-NH3, permitiendo una mayor deformación en el prensado.
Para los compactos sinterizados la densidad relativa toma, todos los casos, valores
próximos a los de prensados (baja sinterabilidad). Puede comprobarse en la Tabla
4.7 que la diferencia es, para todos los compactos, del orden del 2%.
4.4.2.2 DUREZA
En la Tabla 4.8 se muestran los valores de dureza de los compactos antes y después
del sinterizado para los dos grupos de moliendas realizadas.
Capítulo IV
113
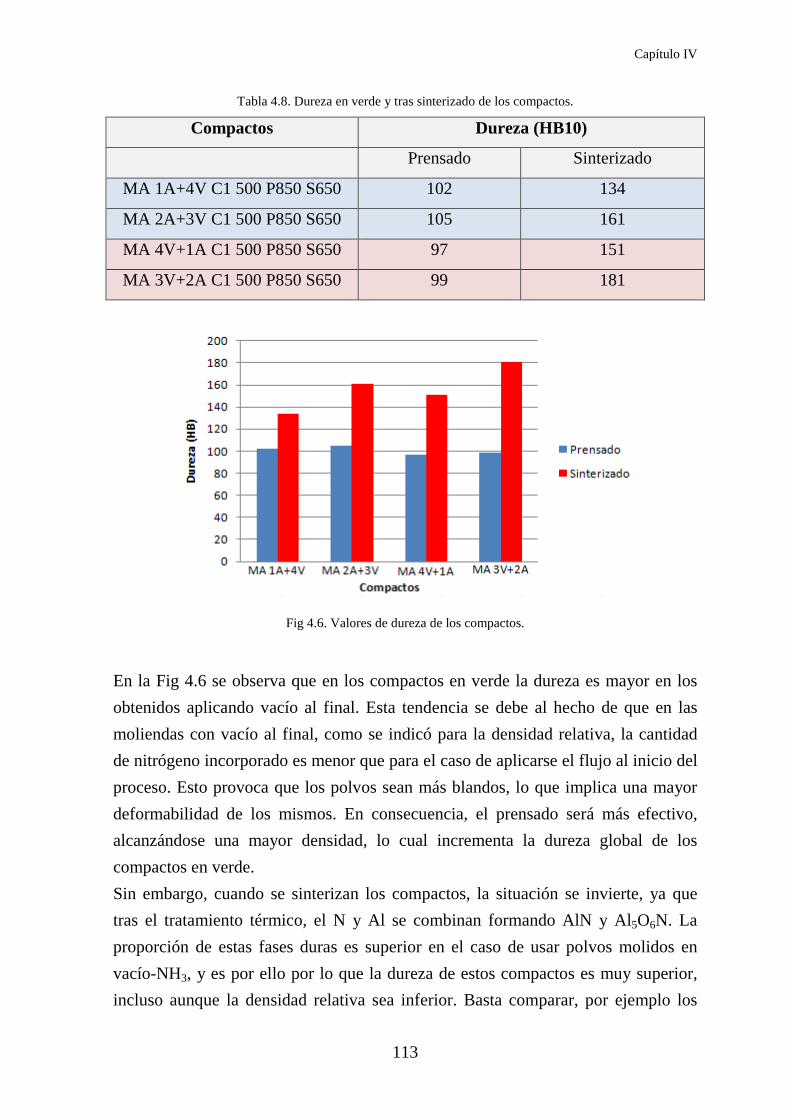
Tabla 4.8. Dureza en verde y tras sinterizado de los compactos.
Compactos Dureza (HB10)
Prensado Sinterizado
MA 1A+4V C1 500 P850 S650 102 134
MA 2A+3V C1 500 P850 S650 105 161
MA 4V+1A C1 500 P850 S650 97 151
MA 3V+2A C1 500 P850 S650 99 181
Fig 4.6. Valores de dureza de los compactos.
En la Fig 4.6 se observa que en los compactos en verde la dureza es mayor en los
obtenidos aplicando vacío al final. Esta tendencia se debe al hecho de que en las
moliendas con vacío al final, como se indicó para la densidad relativa, la cantidad
de nitrógeno incorporado es menor que para el caso de aplicarse el flujo al inicio del
proceso. Esto provoca que los polvos sean más blandos, lo que implica una mayor
deformabilidad de los mismos. En consecuencia, el prensado será más efectivo,
alcanzándose una mayor densidad, lo cual incrementa la dureza global de los
compactos en verde.
Sin embargo, cuando se sinterizan los compactos, la situación se invierte, ya que
tras el tratamiento térmico, el N y Al se combinan formando AlN y Al5O6N. La
proporción de estas fases duras es superior en el caso de usar polvos molidos en
vacío-NH3, y es por ello por lo que la dureza de estos compactos es muy superior,
incluso aunque la densidad relativa sea inferior. Basta comparar, por ejemplo los

Resultados y Discusión
114
181 HB de los compactos MA 3V+2A (D= 88.5%) con los 161 HB de los MA
2A+3V (D=92.8%).
Además, a mayor exposición al flujo de amoniaco, mayor dureza tiene el polvo y
por lo tanto mayor dureza poseen los compactos sinterizados. Incrementando el
tiempo de flujo en amoniaco en tan solo 1h, se consigue subir la dureza de los
compactos sinterizados unas 30 unidades HB (151 frente a 181 HB, para compactos
MA 4V+1A y MA 3V+2A, respectivamente).
4.4.2.3 PROPIEDADES A TRACCIÓN
En este apartado se indica el comportamiento a tracción que ofrecen los distintos
compactos para ambos procedimientos. Dichos valores se muestran en la Tabla 4.9.
Hay que recalcar que los ensayos a tracción no se han podido realizar correctamente
en su totalidad, ocasionándose muchos problemas durante la realización de los
mismos. La alta dureza de los especímenes provoca que haya problemas con la
experimentación (dificultades con la máquina de ensayo y sus mordazas). Por ello,
ha sido necesario ensayar varias series de compactos para obtener valores fiables.
Tabla 4.9. Resistencia a tracción y alargamiento a la rotura de los compactos sinterizados.
Compactos Resistencia (MPa) Alargamiento (%)
MA 1A+4V C1 500 P850 S650 280 0.46
MA 2A+3V C1 500 P850 S650 98 0.61
MA 4V+1A C1 500 P850 S650 219 0.33
MA 3V+2A C1 500 P850 S650 96 0.54
Ateniendose a los resultados que se han podido obtener se puede ver que la
resistencia a tracción en los compactos de polvo molido inicialmente en vacío es
menor que en los de polvo molido inicialmente en flujo de amoniaco.
Como se comentó en la dureza, la cantidad de dispersoides formada es mayor
cuando el flujo de gas se aplica al final del proceso. La mayor dureza del compacto
unida a la baja sinterabilidad produce que sus propiedades a tracción sean inferiores
(219 MPa frente a 280 MPa para compactos MA 4V+1A y MA 1A+4V,
respectivamente)

Capítulo IV
115
En cuanto al alargamiento, únicamente puede indicarse que es muy bajo en todos
los casos.
4.4.2.4 CONCLUSIONES
Tras el análisis realizado pueden extraerse algunas conclusiones que se muestran a
continuación:
1) Aplicando el flujo de gas al final del proceso se obtiene un material con densidad
menor que aplicando el flujo al principio.
2) En cuanto a la dureza, los mejores resultados tras el sinterizado se obtienen en los
compactos realizados a partir de los polvos resultantes de las moliendas donde el
flujo de gas se introduce al final.
3) Los resultados a tracción indican también que el material resiste un mayor valor a
tracción aplicando el flujo de amoniaco al inicio.
4.4.3 CARACTERÍSTICAS DEL POLVO MOLIDO EN
COMBINACIÓN DE VACÍO Y NH 3
4.4.3.1 INTRODUCCIÓN
Teniendo en cuenta las conclusiones del apartado anterior, se ha optado, a partir de
este instante, por realizar las moliendas de modo que se utiliza vacío en el inicio y
se concluye empleando un flujo de amoniaco de 1 cm3/s.
Con objeto de estudiar el efecto que el tiempo de flujo de amoniaco tiene sobre las
propiedades de los compactos, se han realizado cuatro tipos de moliendas (Tabla
4.10) en las que el tiempo de exposición al NH3 se va variando.

Resultados y Discusión
116
Tabla 4.10. Designación y condiciones de moliendas.
DESIGNACIÓN MOLIENDA ATMÓSFERA TIEMPO (h) Velocidad del
rótor, rpm VACIO NH3
MA 4V+1A C1 500 Vacío y Amoniaco 4 1 500 MA 3V+2A C1 500 Vacío y Amoniaco 3 2 500 MA 2V+3A C1 500 Vacío y Amoniaco 2 3 500 MA 1V+4A C1 500 Vacío y Amoniaco 1 4 500
Con el fin de caracterizar los polvos se han medido una serie de propiedades tales
como densidad, compresibilidad y granulometría. Además se han fabricado
compactos para medir algunas de sus propiedades como densidades, dureza y
resistencia a tracción.
4.4.3.2 GRANULOMETRÍA
A partir del análisis granulométrico se puede apreciar la distribución del tamaño de
partícula de las muestras obtenidas, representando el porcentaje en volumen
correspondiente a cada intervalo de tamaño. En la Fig 4.7 se recogen las
distribuciones granulométricas de los polvos obtenidos en cada molienda, la del
aluminio en estado de recepción (Al ER) y la distribución granulométrica de los
polvos resultantes de una molienda de 5h de duración y vacío como atmósfera (MA
5V).

Capítulo IV
117
Fig 4.7. Granulometrías del aluminio en estado de recepción y de las muestras molidas.
En la Fig 4.7. se aprecia claramente, y como era de esperar, que el tamaño de
partícula disminuye al moler el polvo durante 5 horas si se compara con el tamaño
del aluminio en estado de recepción. Además, se puede ver que el tamaño de
partículas disminuye conforme el tiempo de exposición de la molienda al flujo de
amoníaco aumenta. Esto puede deberse a que el amoniaco al disociarse, durante el
proceso de aleado mecánico, en nitrógeno e hidrógeno, se incorpora en solución
sólida a la red de aluminio dando lugar a un endurecimiento del polvo. Este
fenómeno, asociado con una energía de molienda elevada, puede ser responsable de
esa disminución de tamaño.
Además se aprecia que las curvas de los polvos molidos en presencia de amoníaco
son más aplanadas y existe una mayor variabilidad de tamaños respecto a la curva
de MA 5V 500. Dicha variabilidad de tamaños puede comprobarse en la
Fig 4.8, donde se muestran las distintas granulometrías mediante imágenes SEM.

Resultados y Discusión
118
Fig 4.8. Micrografías SEM de los polvos molidos: a) MA 5V 500, b) MA 4V+1A C1 500, c) MA 3V+2A C1 500, d) MA 2V+3A C1 500, e) MA 1V+4A C1 500.
No obstante, las curvas son muy simétricas, lo que indica que el polvo es bastante
homogéneo.
En cuanto al tamaño medio de partículas, Fig 4.9, puede observarse que éste
disminuye conforme se aumenta el tiempo de molienda con amoníaco, llegando a
reducirse en aproximadamente 10 veces respecto al tamaño medio original del
polvo. Tal y como se comentó anteriormente, este hecho puede deberse a que el
amoniaco al disociarse, durante el proceso de aleado mecánico, e incorporarse en
solución sólida a la red de aluminio da lugar a un importante endurecimiento del
polvo.
(a)

Capítulo IV
119
Al ser las condiciones de molienda similares en todos los casos (C1 500), se ha
obviado esta parte de la designación en la Fig 4.9, asi como en las figuras
posteriores.
Fig 4.9. Tamaño medio de partículas del Al ER y de los polvos molidos.
4.4.3.3 DENSIDAD APARENTE Y DE GOLPEO
En la Tabla 4.11 se muestran los valores de densidad de golpeo y densidad aparente
de cada una de las moliendas junto con la de Al ER y del aluminio molido 5h en
vacío. En la Fig 4.10 se han representado gráficamente dichos valores.
Tabla 4.11. Valores de densidad aparente y de densidad de golpeo.
Muestra Densidad aparente
(g/cm3)
Densidad de golpeo
(g/cm3)
Al ER 0.970 1.500
MA 4V+1A C1 500 0.680 0.89
MA 3V+2A C1 500 0.620 0.86
MA 2V+3A C1 500 0.573 0.78
MA 1V+4A C1 500 0.548 0.77
MA 5V 500 0.956 1.316

Resultados y Discusión
120
Fig 4.10. Densidad aparente y de golpeo de los polvos.
Puede apreciarse que la densidad aparente disminuye a medida que aumentan las
horas de flujo de amoníaco en la molienda. En cuanto a la densidad de golpeo, la
evolución es similar: desciende a medida que se incrementa la duración del período
de molienda en NH3. A priori, el menor tamaño medio de partículas que se alcanza
a medida que se aumenta el tiempo de molienda en amoniaco, debería permitir unos
valores elevados de densidad aparente y de golpeo. Sucede todo lo contrario, y este
fenómeno parece estar ligado a que la tendencia de los polvos a aglomerarse se
incrementa a medida que lo hace el tiempo de molienda en NH3.
4.4.3.4 CURVAS DE COMPRESIBILIDAD
A continuación se muestran (Fig 4.11) las curvas de compresibilidad obtenidas para
cada molienda. Dichas curvas representan la evolución de la densidad relativa de los
polvos frente a la presión de compactación ejercida, con el fin de saber la forma en
que densifican y de estimar, indirectamente, su dureza.
Capítulo IV
121
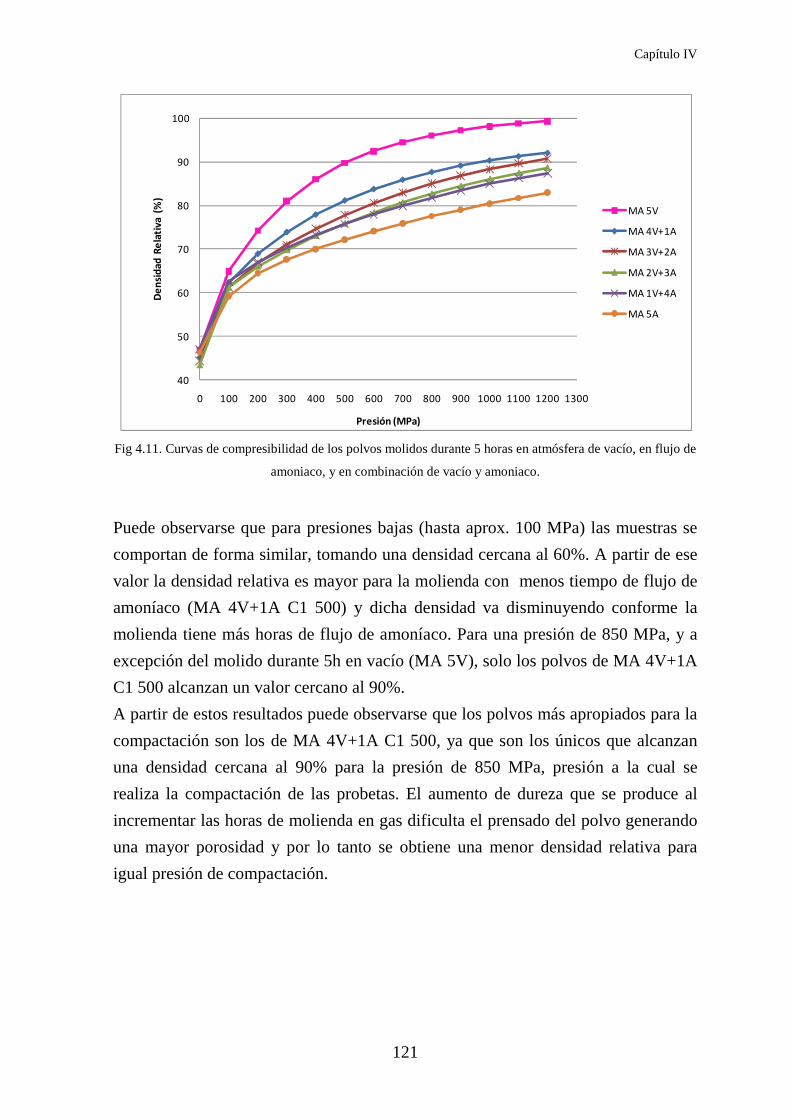
Fig 4.11. Curvas de compresibilidad de los polvos molidos durante 5 horas en atmósfera de vacío, en flujo de
amoniaco, y en combinación de vacío y amoniaco.
Puede observarse que para presiones bajas (hasta aprox. 100 MPa) las muestras se
comportan de forma similar, tomando una densidad cercana al 60%. A partir de ese
valor la densidad relativa es mayor para la molienda con menos tiempo de flujo de
amoníaco (MA 4V+1A C1 500) y dicha densidad va disminuyendo conforme la
molienda tiene más horas de flujo de amoníaco. Para una presión de 850 MPa, y a
excepción del molido durante 5h en vacío (MA 5V), solo los polvos de MA 4V+1A
C1 500 alcanzan un valor cercano al 90%.
A partir de estos resultados puede observarse que los polvos más apropiados para la
compactación son los de MA 4V+1A C1 500, ya que son los únicos que alcanzan
una densidad cercana al 90% para la presión de 850 MPa, presión a la cual se
realiza la compactación de las probetas. El aumento de dureza que se produce al
incrementar las horas de molienda en gas dificulta el prensado del polvo generando
una mayor porosidad y por lo tanto se obtiene una menor densidad relativa para
igual presión de compactación.
40
50
60
70
80
90
100
0 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300
De
nsi
da
d R
ela
tiv
a (
%)
Presión (MPa)
MA 5V
MA 4V+1A
MA 3V+2A
MA 2V+3A
MA 1V+4A
MA 5A

Resultados y Discusión
122
4.4.4 COMPACTACIÓN
4.4.4.1 INTRODUCCIÓN
El siguiente paso ha consistido en la realización de probetas a partir de los polvos
obtenidos en las moliendas. Para todos los casos la presión de compactación ha sido
de 850 MPa y se han realizado 4 probetas cilíndricas y 4 de tracción para cada tipo
de polvos. Cada probeta se ha realizado a partir de 2 g de polvo en el caso de las
probetas cilíndricas y de 4 g en las de tracción.
Todas las probetas poseen un aspecto visual correcto, aunque algunas de ellas han
roto durante la extracción de la matriz de prensado. En estos casos se han repetido
los compactos.
Para localizar de forma correcta cada probeta se presenta la Tabla 4.12 que
relaciona la designación de los polvos con la designación de los compactos.
Tabla 4.12. Designación de compactos.
Designación de polvos Designación de compactos
MA 4V+1A C1 500 MA 4V+1A C1 500 P850
MA 3V+2A C1 500 MA 3V+2A C1 500 P850
MA 2V+3A C1 500 MA 2V+3A C1 500 P850
MA 1V+4A C1 500 MA 1V+4A C1 500 P850
A continuación se mostrarán las distintas propiedades obtenidas de cada uno de los
compactos tras el prensado (antes del sinterizado). Hay que recalcar que los valores
indicados son valores medios obtenidos de las distintas medidas realizadas a las
probetas cilíndricas.
4.4.4.2 DENSIDAD RELATIVA EN VERDE
La

Capítulo IV
123
Tabla 4.13 se muestra los valores de densidad relativa media de cada serie de
compactos.
Tabla 4.13. Densidad relativa en verde de los compactos cilíndricos.
Compactos Densidad relativa(%)
MA 4V+1A C1 500 P850 88.8
MA 3V+2A C1 500 P850 86.4
MA 2V+3A C1 500 P850 82.7
MA 1V+4A C1 500 P850 83.2
Al ER P850 S650 98
Todos los valores obtenidos son menores a la densidad del Al ER, y va
disminuyendo a medida que aumenta el tiempo de molienda en amoniaco. Esto es
perfectamente lógico, si se tiene en cuenta, como se constató al estudiar la
compresibilidad, que la molienda en NH3 produce un endurecimiento del polvo que
dificulta su compactación.
4.4.4.3 DUREZA EN VERDE
Para medir la dureza se han realizado cuatro ensayos a cada compacto mediante el
ensayo de dureza Brinell. Las cuatro medidas se han realizado en una cara de la
probeta, reservando la otra cara para medir la dureza tras el sinterizado.
Inicialmente se realizó una prueba en HB5 pero el valor que se obtenía era muy alto
y se acercaba mucho al rango de HB10, por lo que todas las medidas de dureza
están realizadas en HB10.
Tabla 4.14. Dureza en verde de los compactos.
Compactos Dureza (HB10)
MA 4V+1A C1 500 P850 97
MA 3V+2A C1 500 P850 97
MA 2V+3A C1 500 P850 103
Resultados y Discusión
124
MA 1V+4A C1 500 P850 106
Al ER P850 S650* 27
MA 5V 500 P850 87
*Nota: La dureza de Al ER se expresa en HB5.
Todos los compactos elaborados muestran una dureza muy superior a los valores
obtenidos en las moliendas realizadas en vacío y al aluminio en estado de recepción.
Los datos obtenidos (Tabla 4.14) reflejan el notable aumento de dureza que sufre el
material al realizar la molienda con flujo de amoniaco, siendo el mayor para los
polvos de MA 1V+4A C1 500 P850, donde el incremento respecto a los compactos
de polvos MA 5V 500 P850 alcanza 18%.
Estos aumentos de dureza se habían puesto de manifiesto a través de las curvas de
compresibilidad, y como consecuencia del endurecimiento del polvo durante el
proceso de molienda.
4.4.5 SINTERIZACIÓN EN VACÍO
4.4.5.1 INTRODUCCIÓN
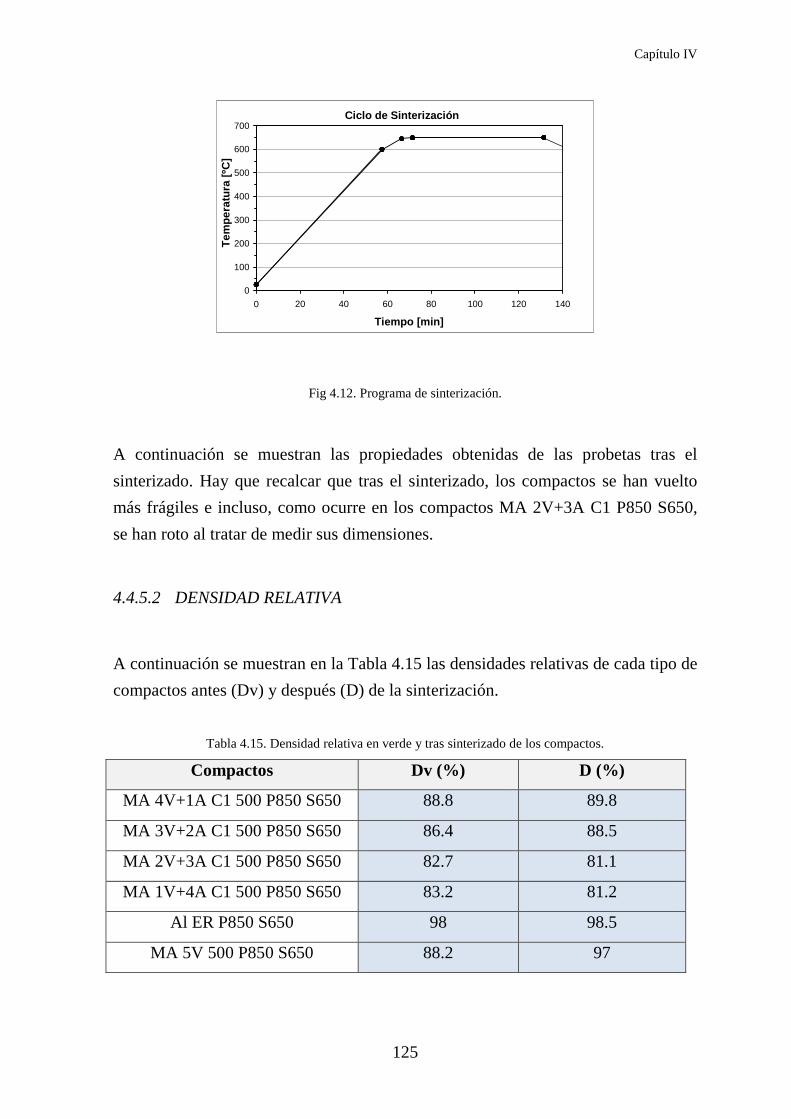
Tras la compactación se ha llevado a cabo el proceso de sinterizado. Todos los
compactos se han sinterizado según el ciclo indicado en la Fig 4.12, que consta de
un calentamiento a 650 ºC durante 1 hora (el vacío del interior del horno es de 5 Pa
durante todo el proceso), seguido de enfriamiento en el horno hasta unos 200 ºC,
previamente a su exposición al aire. Las rampas de temperatura aplicadas en este
tipo de sinterización son detalladas en la Fig 4.12 que se muestra a continuación.
Etapa 1 2 3
Gradiente [ºC/min] 10 5 1
Temperatura final [ºC] 600 645 650
Duración [h] 0 0 1
Capítulo IV
125
Ciclo de Sinterización
0
100
200
300
400
500
600
700
0 20 40 60 80 100 120 140
Tiempo [min]
Tem
pera
tura
[ºC
]
Fig 4.12. Programa de sinterización.
A continuación se muestran las propiedades obtenidas de las probetas tras el
sinterizado. Hay que recalcar que tras el sinterizado, los compactos se han vuelto
más frágiles e incluso, como ocurre en los compactos MA 2V+3A C1 P850 S650,
se han roto al tratar de medir sus dimensiones.
4.4.5.2 DENSIDAD RELATIVA
A continuación se muestran en la Tabla 4.15 las densidades relativas de cada tipo de
compactos antes (Dv) y después (D) de la sinterización.
Tabla 4.15. Densidad relativa en verde y tras sinterizado de los compactos.
Compactos Dv (%) D (%)
MA 4V+1A C1 500 P850 S650 88.8 89.8
MA 3V+2A C1 500 P850 S650 86.4 88.5
MA 2V+3A C1 500 P850 S650 82.7 81.1
MA 1V+4A C1 500 P850 S650 83.2 81.2
Al ER P850 S650 98 98.5
MA 5V 500 P850 S650 88.2 97

Resultados y Discusión
126
Fig 4.13. Valores de densidad relativa de los compactos.
Se puede observar en la Fig 4.13 que el sinterizado no produce aumentos
apreciables en la densidad, a diferencia de lo que si ocurre con los compactos de
polvo molidos en vacío (MA 5V 500 P850 S650). En algún caso (MA 2V+3A y
MA 1V+2A) incluso sucede que la densidad relativa de los compactos sinterizados
es menor que la de las probetas en verde. Esto puede deberse a que la expulsión de
gases junto con la formación de una mayor cantidad de fases dispersas produce el
agrietamiento de los compactos, dificultando así la determinación correcta de su
densidad relativa.
4.4.5.3 DUREZA
Para medir la dureza se han realizado cuatro medidas a cada compacto cilíndrico.
Inicialmente se realizó una prueba en HB5 pero el valor que se obtenía era muy alto
y se acercaba mucho al rango de HB10, por lo que todas las medidas de dureza
están realizadas en HB10.
En la Tabla 4.16 se muestran los valores de dureza Brinell obtenidos para los
compactos en verde y para los sinterizados.
Capítulo IV
127
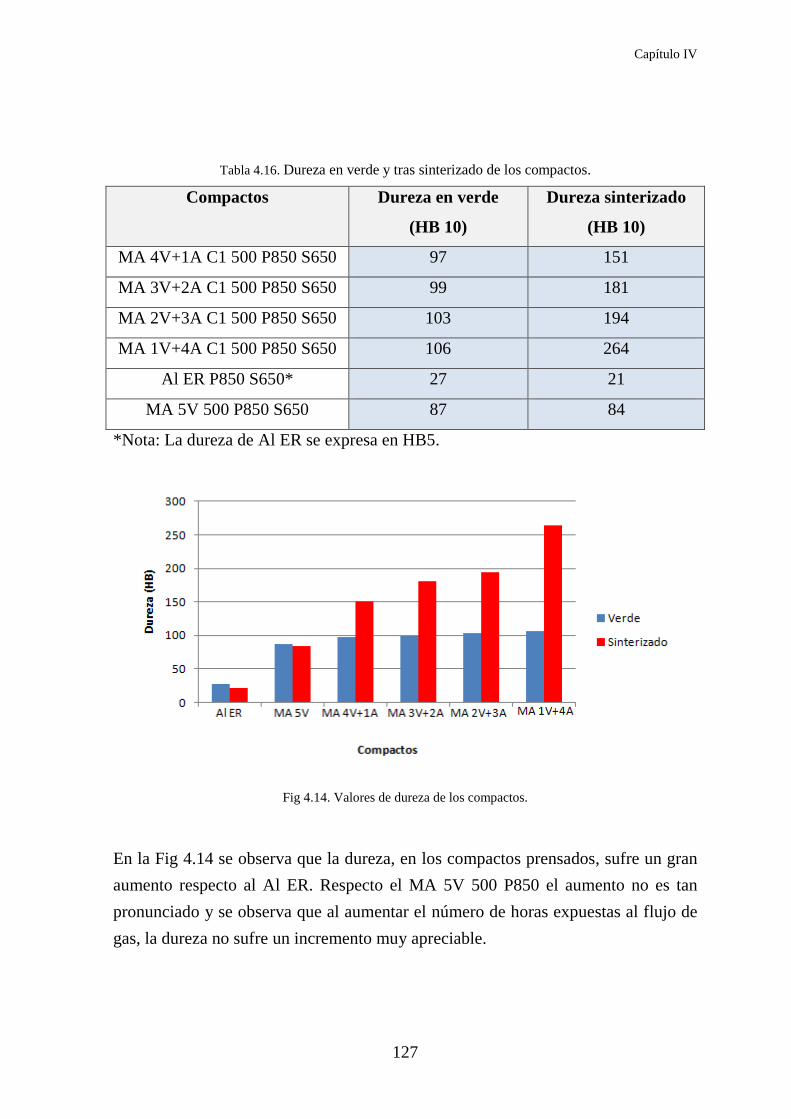
Tabla 4.16. Dureza en verde y tras sinterizado de los compactos.
Compactos Dureza en verde
(HB 10)
Dureza sinterizado
(HB 10)
MA 4V+1A C1 500 P850 S650 97 151
MA 3V+2A C1 500 P850 S650 99 181
MA 2V+3A C1 500 P850 S650 103 194
MA 1V+4A C1 500 P850 S650 106 264
Al ER P850 S650* 27 21
MA 5V 500 P850 S650 87 84
*Nota: La dureza de Al ER se expresa en HB5.
Fig 4.14. Valores de dureza de los compactos.
En la Fig 4.14 se observa que la dureza, en los compactos prensados, sufre un gran
aumento respecto al Al ER. Respecto el MA 5V 500 P850 el aumento no es tan
pronunciado y se observa que al aumentar el número de horas expuestas al flujo de
gas, la dureza no sufre un incremento muy apreciable.

Resultados y Discusión
128
Sin embargo, en el caso de los compactos sinterizados (Fig 4.14) se produce un gran
aumento de dureza, produciendose el mayor incremento en los compactos
realizados a partir de los polvos obtenidos en la molienda con mayor exposición al
amoniaco, es decir, en los compactos MA 1V+4A C1 500 P850 S650, alcanzando
un aumento de dureza en torno al 214% con respecto a MA 5V 500 P850 S650.
Esto se debe a que es en la etapa de sinterizado donde se forman la mayor cantidad
de segundas fases debidas a la aportación de N a la molienda, provocando estos
valores tan altos de dureza, que alcanzan su valor extremo de 264 HB10 en los
compactos MA 1V+4A C1 500 P850 S650.
4.4.5.4 PROPIEDADES A TRACCIÓN
Hay que tener en cuenta que en general ha sido complicado realizar los ensayos en
todas las series, ya que los compactos poseían una dureza muy elevada y no se ha
podido realizar la experimentación de forma correcta. Debido a esta dureza los
compactos no podían sujetarse de forma correcta por las mordazas y se
descolocaban o no podía aplicarse la carga de forma correcta. Esto ha provocado
que han roto por zonas no válidas para la toma de valores (por la zona de mordazas)
o han sufrido desprendimientos de material que no hacen posible tomar el
alargamiento producido.
Los valores resultantes del ensayo a tracción se recogen en la Tabla 4.17 y se
representan en la Fig 4.15.
Tabla 4.17. Resistencia a tracción y alargamiento a la rotura de los compactos en verde y tras sinterizado de los compactos.
Compactos Resistencia (MPa) Alargamiento (%)
MA 4V+1A C1 500 P850 S650 219 0.33
MA 3V+2A C1 500 P850 S650 96 0.54
MA 2V+3A C1 500 P850 S650 75 0.46
MA 1V+4A C1 500 P850 S650 --- ---
Al ER 67 9.80

Capítulo IV
129
Fig 4.15. Valores de resistencia de los compactos.
Estos valores nos indican que el material con este proceso se vuelve muy frágil,
obteniendo gran dureza pero poca capacidad de deformación. Como se puede
observar en la Fig 4.15 se obtienen valores muy bajos de resistencia en todos los
compactos
4.5 PROCESADO DE POLVO DE ALUMINIO MOLIDO EN
FLUJO DE AMONIACO CON ADICIÓN DE POLVO DE
COBRE.
4.5.1 INTRODUCCIÓN
La adición de polvo de Cu a los polvos anteriormente estudiados persigue tanto la
mejora de la compactación como de la sinterización. En el Grupo de investigación
se han realizado trabajos en donde la adición de polvo de Cu ha permitido obtener
resultados positivos en cuanto a la mejora del procesado y de las propiedades
mecánicas de los compactos. La adición de polvo de Cu tiene como primer efecto la
disminución de la dureza global del polvo, lo que facilita la operación de

Resultados y Discusión
130
compactación, además, la presencia de Cu genera una fase líquida que mejora
notablemente la sinterización.
La adición de Cu se ha realizado en un solo tipo de polvos, los correspondientes a la
molienda MA 3V+2A. Dicha decisión se ha tomado tras comprobar a través de los
resultados anteriormente expuestos que dicho polvo posee los valores intermedios
de las propiedades estudiadas.
En cuanto a la adición de Cu, existen dos posibilidades de realizarla:
a) Mezclar el polvo de Cu con aluminio y realizar una molienda conjunta.
b) Realizar la molienda del polvo de aluminio y después añadir el Cu al polvo
resultante de la molienda.
Para decidir el camino a tomar se ha realizado una experiencia de cada tipo para el
caso de 1.5% Cu, obteniendo los resultados de densidad relativa en verde y tras
sinterizado en adición en molienda y mezclado mostrados en la Fig 4.16. Además se
muestran los valores de dureza de ambos casos en la Fig 4.17.
4.16. Valores de densidad relativa con adición en molienda y mediante mezclado posterior.
Capítulo IV
131
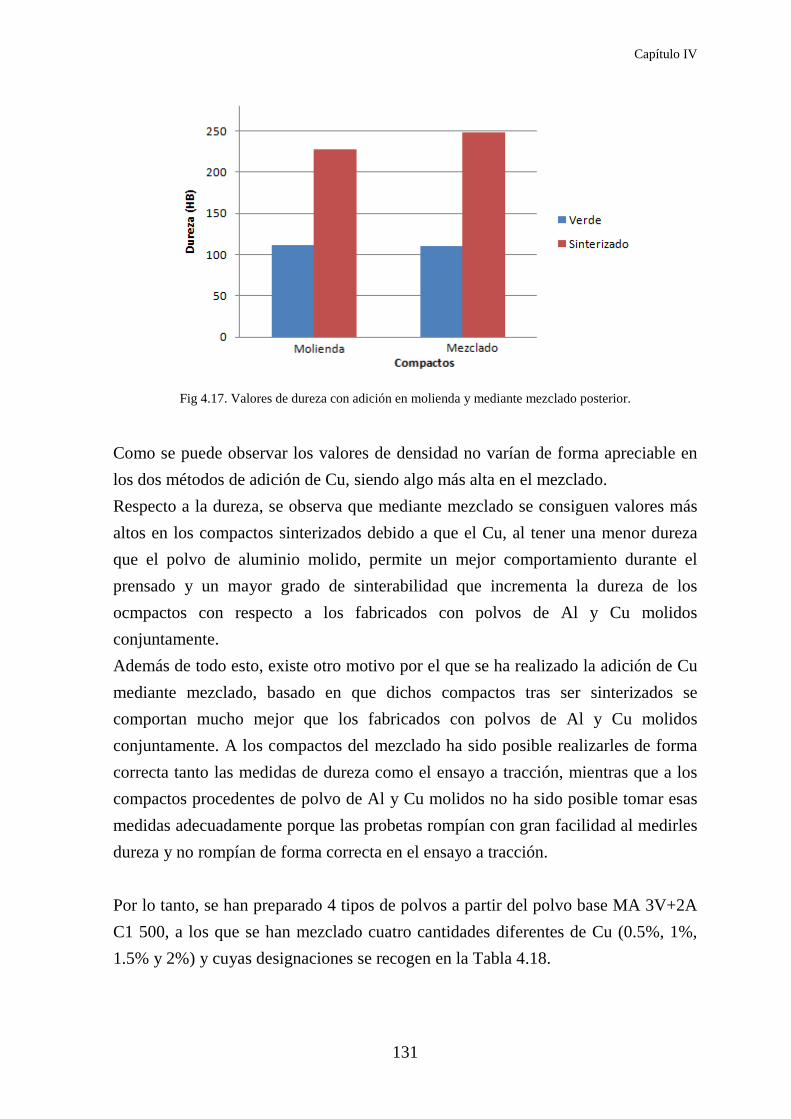
Fig 4.17. Valores de dureza con adición en molienda y mediante mezclado posterior.
Como se puede observar los valores de densidad no varían de forma apreciable en
los dos métodos de adición de Cu, siendo algo más alta en el mezclado.
Respecto a la dureza, se observa que mediante mezclado se consiguen valores más
altos en los compactos sinterizados debido a que el Cu, al tener una menor dureza
que el polvo de aluminio molido, permite un mejor comportamiento durante el
prensado y un mayor grado de sinterabilidad que incrementa la dureza de los
ocmpactos con respecto a los fabricados con polvos de Al y Cu molidos
conjuntamente.
Además de todo esto, existe otro motivo por el que se ha realizado la adición de Cu
mediante mezclado, basado en que dichos compactos tras ser sinterizados se
comportan mucho mejor que los fabricados con polvos de Al y Cu molidos
conjuntamente. A los compactos del mezclado ha sido posible realizarles de forma
correcta tanto las medidas de dureza como el ensayo a tracción, mientras que a los
compactos procedentes de polvo de Al y Cu molidos no ha sido posible tomar esas
medidas adecuadamente porque las probetas rompían con gran facilidad al medirles
dureza y no rompían de forma correcta en el ensayo a tracción.
Por lo tanto, se han preparado 4 tipos de polvos a partir del polvo base MA 3V+2A
C1 500, a los que se han mezclado cuatro cantidades diferentes de Cu (0.5%, 1%,
1.5% y 2%) y cuyas designaciones se recogen en la Tabla 4.18.
Resultados y Discusión
132
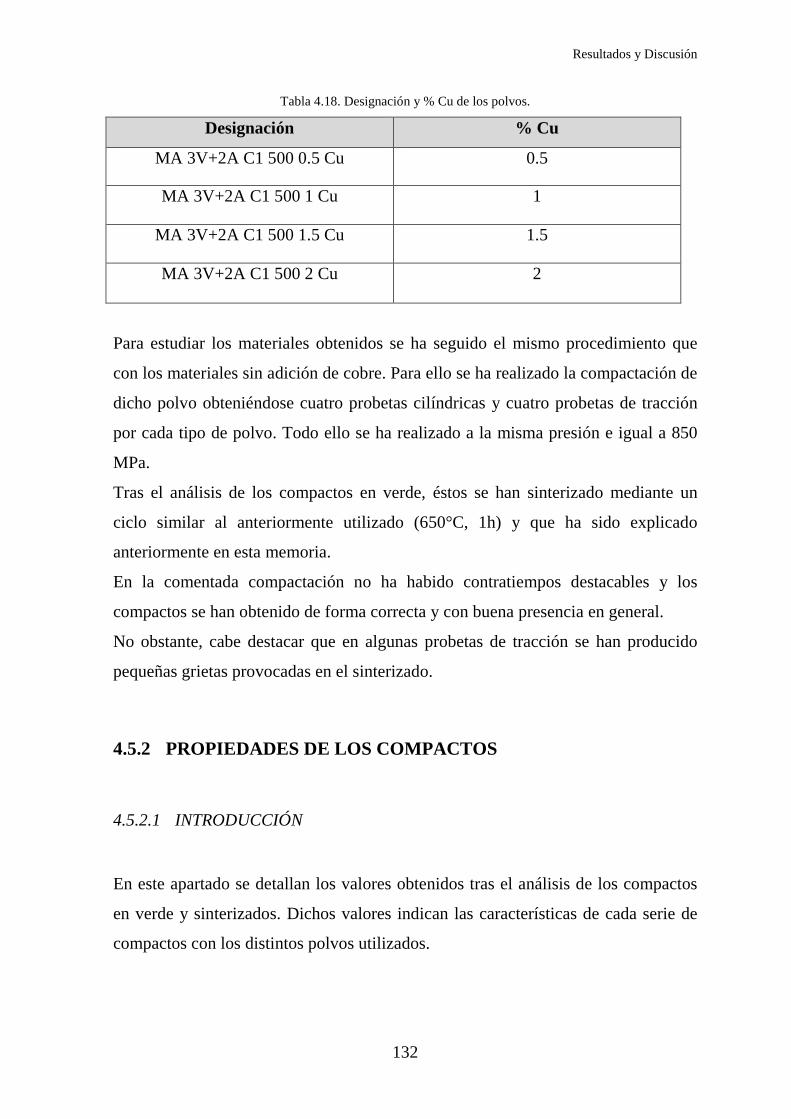
Tabla 4.18. Designación y % Cu de los polvos.
Designación % Cu
MA 3V+2A C1 500 0.5 Cu 0.5
MA 3V+2A C1 500 1 Cu 1
MA 3V+2A C1 500 1.5 Cu 1.5
MA 3V+2A C1 500 2 Cu 2
Para estudiar los materiales obtenidos se ha seguido el mismo procedimiento que
con los materiales sin adición de cobre. Para ello se ha realizado la compactación de
dicho polvo obteniéndose cuatro probetas cilíndricas y cuatro probetas de tracción
por cada tipo de polvo. Todo ello se ha realizado a la misma presión e igual a 850
MPa.
Tras el análisis de los compactos en verde, éstos se han sinterizado mediante un
ciclo similar al anteriormente utilizado (650°C, 1h) y que ha sido explicado
anteriormente en esta memoria.
En la comentada compactación no ha habido contratiempos destacables y los
compactos se han obtenido de forma correcta y con buena presencia en general.
No obstante, cabe destacar que en algunas probetas de tracción se han producido
pequeñas grietas provocadas en el sinterizado.
4.5.2 PROPIEDADES DE LOS COMPACTOS
4.5.2.1 INTRODUCCIÓN
En este apartado se detallan los valores obtenidos tras el análisis de los compactos
en verde y sinterizados. Dichos valores indican las características de cada serie de
compactos con los distintos polvos utilizados.

Capítulo IV
133
4.5.2.2 DENSIDAD RELATIVA
Como en los apartados anteriores, se muestran a continuación en la Tabla 4.19 las
densidades relativas de cada tipo de compactos antes (Dv) y después (D) de la
sinterización.
Tabla 4.19. Densidad relativa en verde y tras sinterizado de los compactos.
Compactos Dv (%) D (%)
MA 3V+2A C1 500 0.5 Cu P850 S650 84.3 95.5
MA 3V+2A C1 500 1 Cu P850 S650 86.9 97.9
MA 3V+2A C1 500 1.5 Cu P850 S650 87.8 86
MA 3V+2A C1 500 2 Cu P850 S650 82.4 93.9
Al ER P850 S650 98 98.5
MA 5V 500 P850 S650 88.2 97
Esto valores pueden mostrarse de forma más clara en la Fig 4.18 y Fig 4.19. Puesto
que las condiciones de molienda son idénticas en todos los casos (MA 3V+2A C1
500) se han obviado por simplicidad y claridad en las figuras. del resto del capítulo
y solo se muestra la cantidad de Cu que se ha añadido al polvo.
Fig 4.18. Valores de densidad relativa en verde y sinterizado de los compactos.

Resultados y Discusión
134
Fig 4.19. Valores de densidad relativa de los compactos sinterizados con Cu en referencia a dichos polvos sin adición de cobre.
Puede comprobarse en la Fig 4.19 que los compactos con un 1.5% Cu sufren un
descenso de densidad frente a los que no poseen Cu. En los demás compactos si se
produce un aumento de densidad relativa respecto a los que no tienen Cu.
4.5.2.3 DUREZA
Los valores de dureza obtenidos se muestra a continuación en la Tabla 4.20 donde,
al igual que en la densidad relativa, se indican valores en verde y sinterizado.
Tabla 4.20. Valores de la dureza en verde y tras sinterizado de los compactos.
Compactos Dureza en verde
(HB 10)
Dureza sinterizado
(HB 10)
MA 3V+2A C1 500 0.5 Cu P850 S650 109 240
MA 3V+2A C1 500 1 Cu P850 S650 109 237
MA 3V+2A C1 500 1.5 Cu P850 S650 111 249
MA 3V+2A C1 500 2 Cu P850 S650 112 239
Al ER P850 S650* 27 21
MA 5V 500 P850 S650 87 84
*Nota: La dureza de Al ER se expresa en HB5.

Capítulo IV
135
Dichos valores de dureza se representan en la Fig 4.20 que se muestra a
continuación, donde por simplicidad solo se indica el porcentaje de Cu añadido,
siendo todas referentes a los polvos MA 3V+2A C1 500 como se comentó
anteriormente.
Fig 4.20. Valores de dureza en verde y sinterizado de los compactos.
Se puede observar que los compactos en los cuales se producen mayores valores de
dureza proceden de los polvos cuya adición de cobre es del 1.5% Cu.
Observando la Fig 4.20 se puede ver que los valores de dureza antes mencionados
son muy próximos para las diferentes composiciones de Cu tanto en el caso de
dureza en verde como en sinterizado, siendo en el caso prensado en torno a 100
HB10 y tras el sinterizado, algo inferior a 250 HB10. Es de destacar que en todos
los casos, la dureza de los compactos sinterizados de polvos molidos en NH3 con
adición de Cu es del orden del triple de la de los compactos de polvo molido en
vacío.
En referencia a los compactos obtenidos a partir de polvos sin adición de Cu, se
observa que el Cu produce un aumento considerable de la dureza en los compactos
de MA 3V+2A C1 500, pasando de un valor de 181 HB10 hasta valores (caso más
desfavorable) de 237 HB10, como puede comprobarse en la Fig 4.21.

Resultados y Discusión
136
Fig 4.21. Valores de dureza de polvos con Cu frente a los mismos polvos sin adición de Cu.
4.5.2.4 PROPIEDADES A TRACCIÓN
En estos compactos, al igual que los que no poseen Cu, también ha sido complicado
medir las propiedades debido a que han roto varias probetas, pero en general han
tenido un mejor comportamiento y ha sido positivo introducir Cu en el polvo.
Los valores de resistencia y alargamiento obtenidos se indican en la Tabla 4.21y se
representan en la Fig 4.22.
Tabla 4.21. Resistencia a tracción y alargamiento a la rotura de los compactos en verde y tras sinterizado de los compactos.
Compactos
Resistencia
(MPa)
Alargamiento
(%)
MA 3V+2A C1 500 0.5 Cu P850 S650 84 ---
MA 3V+2A C1 500 1 Cu P850 S650 81 0.33
MA 3V+2A C1 500 1.5 Cu P850 S650 110 ---
MA 3V+2A C1 500 2 Cu P850 S650 80 0.14
Al ER 67 9.80

Capítulo IV
137
Fig 4.22. Valores de resistencia de los compactos.
Se observa que el material ofrece un mejor comportamiento a tracción que el Al ER,
siendo los compactos MA 3V+2A C1 500 1.5 Cu P850 los más adecuado para este
tipo de solicitación.
Por lo tanto, los compactos MA 3V+2A C1 500 1.5 Cu P850 son los que poseen
más dureza y mejor comportamiento a tracción.