14-19 m755 spa abb revista 1/2002 en dos dimensiones (2d), el cual se introduce en una matriz de...
TRANSCRIPT

14 ABB Revista 1/2002
n una cadena de montaje de carro-
cerías de automóvil es necesario
colocar con gran precisión las distintas
piezas, como el techo, las puertas y la
puerta trasera, antes de proceder al
ensamblaje de las mismas. Estas operacio-
nes, que se realizan después de la esta-
ción de geometría y de las estaciones de
repunteo, precisan una tecnología de
ajuste de la trayectoria del robot cuando
las piezas se colocan de forma distinta en
cada ciclo. Este proceso consta de cinco
etapas :
n Medida de la posición de la carrocería,
en la cual las trayectorias de medición
están determinadas para diferentes posi-
ciones de la carrocería.
n Análisis del perfil, para encontrar los
puntos especiales de la forma.
n Cálculo de ajuste del sensor, basado
en una comparación de las mediciones
y de la posición del perfil de referencia
captado en una 'fase de aprendizaje'
previa.
n Definición de una nueva posición del
robot para el montaje; aquí, los desplaza-
mientos del sensor se envían al software
de la matriz de correlación con el fin de
encontrar la trayectoria de robot adecua-
da para el montaje.
n Colocación de piezas
Sencillamente la colocación, pues el ajus-
te de la trayectoria del robot es una tec-
nología que garantiza la ubicación precisa
de los componentes por medio de un
robot. Gracias a FlexPlace, los eficientes e
inteligentes robots sustituirán a la pesada
maquinaria que se ha venido utilizando
hasta ahora.
FlexPlace, una solución
mejor para ajustar la trayectoria
del robot
ABB ha desarrollado FlexPlace para hacer
las mediciones y colocar las piezas de
forma más precisa y eficaz, por medio de
un robot. La estación de trabajo de Flex-
Place está compuesta por el programa
Windows NT/2000 para el procesamiento
de datos, un ordenador con placa de cap-
tación, un conjunto de sensores monta-
dos en la pinza del robot, una conexión
para el cableado del sensor y una herra-
mienta de dirección.
Los sensores se utilizan para definir la
forma de la pieza (con un robot o con
una unidad de movimiento lineal). Se
compara la forma captada con una
forma de referencia almacenada previa-
mente para obtener un desplazamiento
1
FlexPlaceColocación de piezas de automóvilcon robots: precisión relojera
Equipo de redacción
El compromiso de ABB en la búsqueda de valor para sus clientes incluye la mejora y la innovación
constantes: ideas nuevas, nuevos modos de pensar, nuevas soluciones y una relación más estrecha con
sus clientes. FlexPlace es un ejemplo de esta nueva forma de pensar. Desarrollado en las instalaciones
body-in-white de ABB en Francia, es una solución de software que aumentará el rendimiento y reducirá
los costes de montaje de las carrocerías de automóviles. Los robots equipados con FlexPlace utilizan
sensores y sistemas de reconocimiento de patrones para ensamblar automáticamente los elementos
mayores de una carrocería, como el techo y las puertas, con una precisión inferior al milímetro, haciendo
innecesarias las pesadas y costosas herramientas que se han utilizado hasta ahora.
E

ABB Revista 1/2002 15
El ajuste de la trayectoria del robot tiene lugar en cinco pasos.1
Fase 1
Medición de posición de la carrocería.
Definición de las trayectorias de
medición moviendo la pinza
a distintas posiciones
Fase 3
Cálculo de ajuste del sensor a partir de las
posiciones de perfil medidas y de referencia,
obtenidas en una primera fase de aprendizaje
Fase 5
Colocación de los componentes
Fase 4Definición de nuevas posiciones de las trayectorias.
Los ajustes del sensor se envían a la matrizde correlación para determinar la trayectoria
adecuada del robot para el ensamblaje.
Fase 2
Análisis de perfiles para encontrar
puntos particulares de la forma
Posicionesdel perfil dereferencia
Corrección dela trayectoria3D del robot
Matriz decorrelación – x =
Movimiento del sensor
YZ, información directa de los sensoresY, información del robot
Z
Suelo
Techo
El robot mueve el sensorde recorrido por láser
Posicionesdel perfilactual
P
6.8
6.4
6.0
5.6
5.2
0 500 1000 1500 2000 2500 3000
Información Y del sensor
Info
rmac
ión
Zd
el s
enso
r

16 ABB Revista 1/2002
en dos dimensiones (2D), el cual se
introduce en una matriz de correlación
para calcular el ajuste de la trayectoria
del robot. Los parámetros de la matriz se
desarrollan experimentalmente a partir
de las sucesivas posiciones del robot.
Esta fase, denominada ‘de aprendizaje’,
es realizada de forma automática por
FlexPlace.
El funcionamiento de FlexPlace
En este momento, el diseño de FlexPlace
está orientado a las operaciones de carro-
cería o body-in-white (BIW), como colo-
car el techo, las puertas y la puerta trase-
ra, o para el montaje de cualquier otro
componente que exija una colocación
precisa respecto del conjunto de la carro-
cería. FlexPlace también puede emplear-
se, por supuesto, para montar elementos
no pertenecientes a la carrocería. Será
muy útil, por ejemplo, para el montaje
final de asientos y guardabarros, paracho-
ques, unidades frontales y embellecedo-
res, o para colocar los parabrisas del
vehículo . En todos los casos se puede
utilizar el mismo software, combinándolo
con un tipo distinto de sensor que permi-
tirá a los clientes hacer las mediciones en
la carrocería ya pintada.
”FlexPlace resuelve muchos problemas
importantes de nuestros clientes del ramo
del automóvil“, afirma François Malatier,
director de I+D en las instalaciones body-
in-white de ABB en Francia. ”El dominio
de la colocación de piezas por medio de
robots para montarlas en las carrocerías
de automóvil permite a nuestros clientes
evitar todos los problemas y costes que
trae consigo la utilización de maquinaria
y herramientas pesadas. FlexPlace es una
extraordinaria solución técnica, todo un
logro de ABB. Es una inteligente síntesis
de la adaptación de sensores, el software
de identificación de patrones y el softwa-
re de ajuste, constituyendo un producto
fácil de utilizar.“
FlexPlace y ajuste absoluto
de trayectoria
En la actualidad, el ajuste de trayectorias
se enfoca de dos modos distintos: ajuste
absoluto y ajuste relativo (véase el glosa-
rio). Después de comparar las diferentes
soluciones y evaluar las necesidades y
reacciones de los clientes, ABB se decidió
por el segundo enfoque, utilizando sen-
2
2
1
3
Ejemplo de trayectorias de medición2
El sensor escogido para FlexPlace es básicamente un telémetro láser. Cuando
se mueve, ya sea con un robot o con una unidad de movimiento lineal, se convierte
en un sensor de forma.
3
Sensor CCD
Lentes ópticas
Láser Suspendido Recorrido
30 mm 130 mm
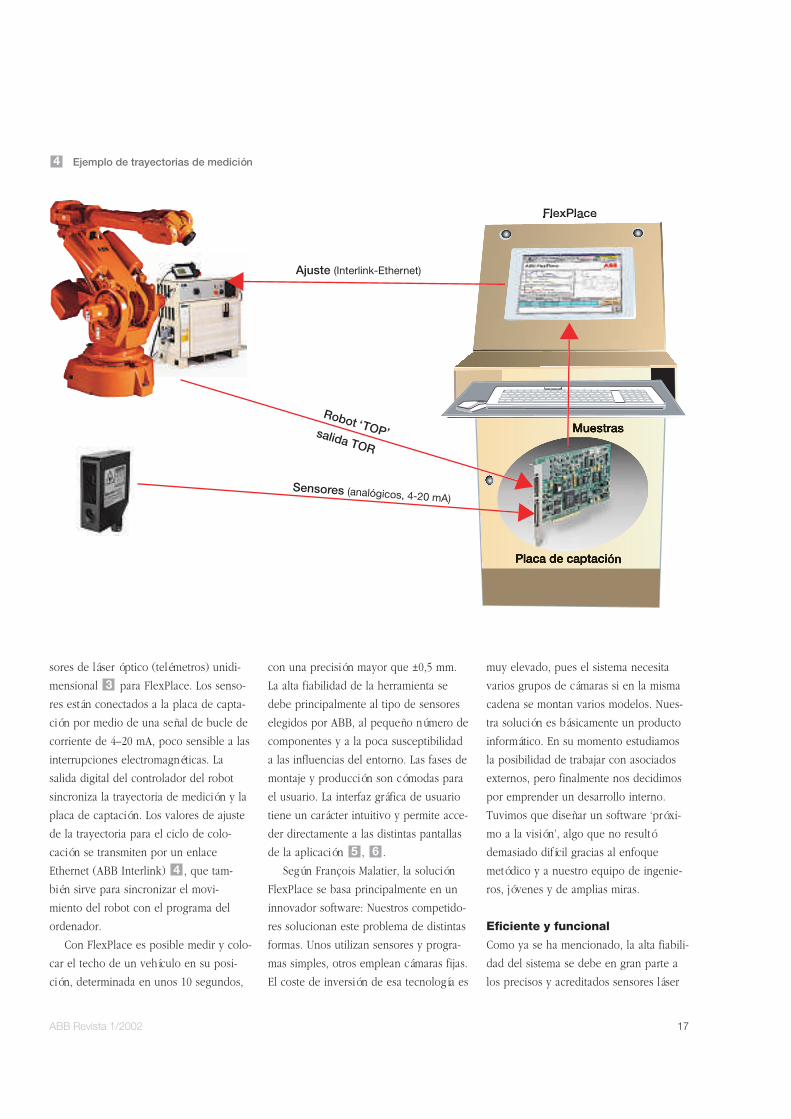
ABB Revista 1/2002 17
sores de láser óptico (telémetros) unidi-
mensional para FlexPlace. Los senso-
res están conectados a la placa de capta-
ción por medio de una señal de bucle de
corriente de 4–20 mA, poco sensible a las
interrupciones electromagnéticas. La
salida digital del controlador del robot
sincroniza la trayectoria de medición y la
placa de captación. Los valores de ajuste
de la trayectoria para el ciclo de colo-
cación se transmiten por un enlace
Ethernet (ABB Interlink) , que tam-
bién sirve para sincronizar el movi-
miento del robot con el programa del
ordenador.
Con FlexPlace es posible medir y colo-
car el techo de un vehículo en su posi-
ción, determinada en unos 10 segundos,
con una precisión mayor que ±0,5 mm.
La alta fiabilidad de la herramienta se
debe principalmente al tipo de sensores
elegidos por ABB, al pequeño número de
componentes y a la poca susceptibilidad
a las influencias del entorno. Las fases de
montaje y producción son cómodas para
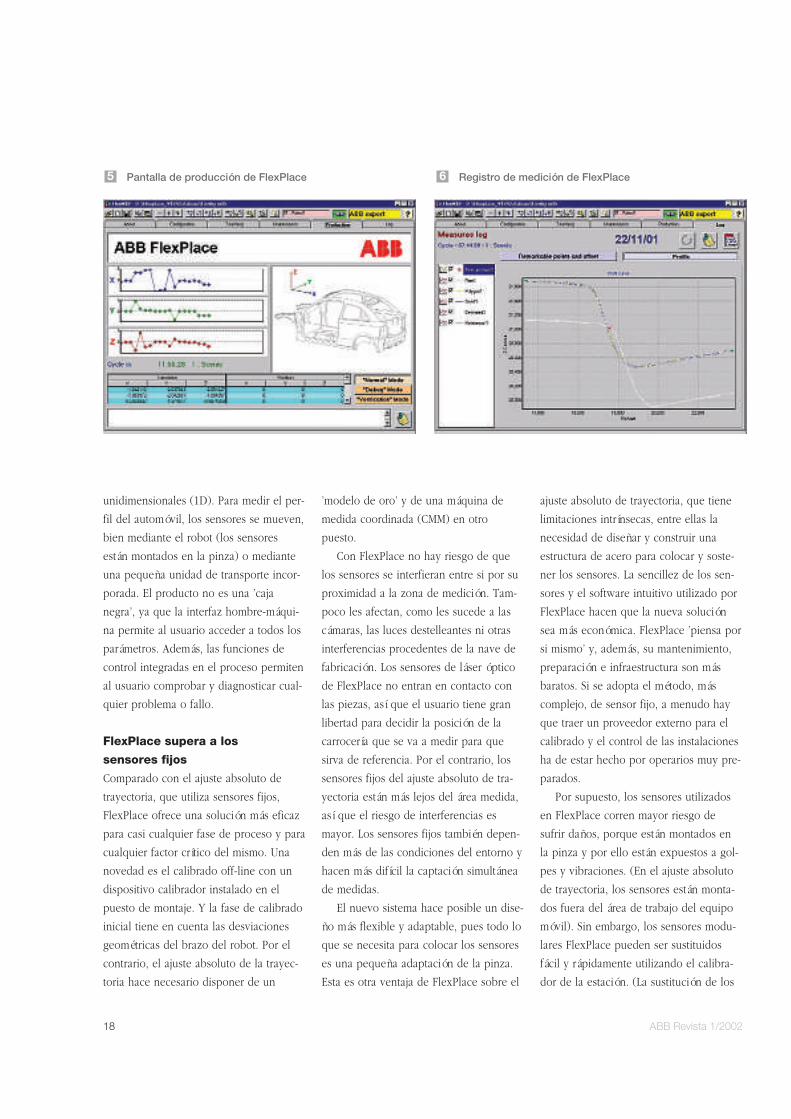
el usuario. La interfaz gráfica de usuario
tiene un carácter intuitivo y permite acce-
der directamente a las distintas pantallas
de la aplicación , .
Según François Malatier, la solución
FlexPlace se basa principalmente en un
innovador software: Nuestros competido-
res solucionan este problema de distintas
formas. Unos utilizan sensores y progra-
mas simples, otros emplean cámaras fijas.
El coste de inversión de esa tecnología es
muy elevado, pues el sistema necesita
varios grupos de cámaras si en la misma
cadena se montan varios modelos. Nues-
tra solución es básicamente un producto
informático. En su momento estudiamos
la posibilidad de trabajar con asociados
externos, pero finalmente nos decidimos
por emprender un desarrollo interno.
Tuvimos que diseñar un software ‘próxi-
mo a la visión’, algo que no resultó
demasiado difícil gracias al enfoque
metódico y a nuestro equipo de ingenie-
ros, jóvenes y de amplias miras.
Eficiente y funcional
Como ya se ha mencionado, la alta fiabili-
dad del sistema se debe en gran parte a
los precisos y acreditados sensores láser
65
4
3
Ejemplo de trayectorias de medición4
18 ABB Revista 1/2002
unidimensionales (1D). Para medir el per-
fil del automóvil, los sensores se mueven,
bien mediante el robot (los sensores
están montados en la pinza) o mediante
una pequeña unidad de transporte incor-
porada. El producto no es una ’caja
negra’, ya que la interfaz hombre-máqui-
na permite al usuario acceder a todos los
parámetros. Además, las funciones de
control integradas en el proceso permiten
al usuario comprobar y diagnosticar cual-
quier problema o fallo.
FlexPlace supera a los
sensores fijos
Comparado con el ajuste absoluto de
trayectoria, que utiliza sensores fijos,
FlexPlace ofrece una solución más eficaz
para casi cualquier fase de proceso y para
cualquier factor crítico del mismo. Una
novedad es el calibrado off-line con un
dispositivo calibrador instalado en el
puesto de montaje. Y la fase de calibrado
inicial tiene en cuenta las desviaciones
geométricas del brazo del robot. Por el
contrario, el ajuste absoluto de la trayec-
toria hace necesario disponer de un
’modelo de oro’ y de una máquina de
medida coordinada (CMM) en otro
puesto.
Con FlexPlace no hay riesgo de que
los sensores se interfieran entre si por su
proximidad a la zona de medición. Tam-
poco les afectan, como les sucede a las
cámaras, las luces destelleantes ni otras
interferencias procedentes de la nave de
fabricación. Los sensores de láser óptico
de FlexPlace no entran en contacto con
las piezas, así que el usuario tiene gran
libertad para decidir la posición de la
carrocería que se va a medir para que
sirva de referencia. Por el contrario, los
sensores fijos del ajuste absoluto de tra-
yectoria están más lejos del área medida,
así que el riesgo de interferencias es
mayor. Los sensores fijos también depen-
den más de las condiciones del entorno y
hacen más difícil la captación simultánea
de medidas.
El nuevo sistema hace posible un dise-
ño más flexible y adaptable, pues todo lo
que se necesita para colocar los sensores
es una pequeña adaptación de la pinza.
Esta es otra ventaja de FlexPlace sobre el
ajuste absoluto de trayectoria, que tiene
limitaciones intrínsecas, entre ellas la
necesidad de diseñar y construir una
estructura de acero para colocar y soste-
ner los sensores. La sencillez de los sen-
sores y el software intuitivo utilizado por
FlexPlace hacen que la nueva solución
sea más económica. FlexPlace ’piensa por
si mismo’ y, además, su mantenimiento,
preparación e infraestructura son más
baratos. Si se adopta el método, más
complejo, de sensor fijo, a menudo hay
que traer un proveedor externo para el
calibrado y el control de las instalaciones
ha de estar hecho por operarios muy pre-
parados.
Por supuesto, los sensores utilizados
en FlexPlace corren mayor riesgo de
sufrir daños, porque están montados en
la pinza y por ello están expuestos a gol-
pes y vibraciones. (En el ajuste absoluto
de trayectoria, los sensores están monta-
dos fuera del área de trabajo del equipo
móvil). Sin embargo, los sensores modu-
lares FlexPlace pueden ser sustituidos
fácil y rápidamente utilizando el calibra-
dor de la estación. (La sustitución de los
Pantalla de producción de FlexPlace5 Registro de medición de FlexPlace6

ABB Revista 1/2002 19
sensores de ajuste absoluto de trayectoria
es complicada y lleva mucho tiempo, por-
que los sensores de sustitución tienen
que estar calibrados con un CMM o un
sistema de medida con láser).
Las comprobaciones del sistema y el
control de calidad son también más fáci-
les con FlexPlace; al colocar el dispositivo
de calibrado en la estación, el usuario
puede comprobar el sistema siempre que
lo considere necesario. En el ajuste abso-
luto de trayectoria, por otro lado, una vez
medida la carrocería el sistema tiene que
esperar hasta que esta pase por la esta-
ción de comprobación antes de poder
confirmar los resultados.
Con FlexPlace, cualquier imprecisión
del robot debida a los cambios de tem-
peratura puede compensarse automática-
mente, ya que los sensores están monta-
dos directamente en el robot. El ajuste
absoluto de la trayectoria necesita de un
modelo preciso de robot y de una refe-
rencia fija en la estación para este tipo de
compensación. La nueva solución tiene
en cuenta todos los fallos de la cadena de
medición, mientras que, en el ajuste
absoluto de trayectoria, la ubicación de
cada sensor debe estar determinada con
precisión en la estación de montaje.
Glosario
Ajuste absoluto de trayectoria
Basado en las mediciones de la ubicación de la carrocería por medio de senso-
res montados sobre una estructura rígida en la estación de trabajo. La pieza y
las posiciones del robot están determinadas y la trayectoria de colocación se
define respecto del bastidor del automóvil. Al utilizar estas dos posiciones
absolutas, el ordenador define el ajuste de posición del bastidor necesario para
proceder al montaje.
Ajuste relativo de trayectoria
Los sensores están montados en la pinza del robot. El robot mueve los senso-
res orientados hacia la carrocería y procesa los perfiles que registra, determi-
nando así la posición de la carrocería. Durante la 'fase de aprendizaje', el vehí-
culo de referencia se coloca en la estación y se aplican al robot los valores de
ajuste ya conocidos. Para cada posición se registran los valores del sensor. Al
concluir el procedimiento, el sistema ha aprendido las respuestas del sensor al
desplazamiento del vehículo y esta información se introduce en la matriz de
correlación, que define las posiciones correctas del robot.
Modelo de oro
Carrocería fabricada especialmente para reducir al mínimo las diferencias
geométricas. En el ajuste absoluto de trayectorias se utiliza para establecer las
mediciones de referencia.
Máquina de medición coordinada (CMM)
Máquina diseñada para medir la carrocería del automóvil o las herramientas. En
el ajuste absoluto de trayectorias se utiliza para medir la carrocería del modelo
de oro.
Calibrador
Herramienta montada en la estación de montaje, utilizada para el calibrado
inicial de los sensores y para los ajustes necesarios en caso de sustitución de
sensores.
Body-in-white
Parte del proceso de fabricación de automóviles que emplea piezas troquela-
das para construir la carrocería completa, inclusive los cierres. Al finalizar esta
fase de fabricación, el conjunto está preparado para el tratamiento superficial y
la pintura; las brillantes chapas parecen casi de color blanco.
Matriz de correlación
Plantilla matemática que transforma los desplazamientos del sensor en despla-
zamientos de la posición del robot. Contiene coeficientes determinados a partir
de los datos recopilados durante la fase de aprendizaje, cuando se cambian las
posiciones del robot y se registran los ajustes del sensor para cada una de las
posiciones del robot.