11.01. costes - ocw.upm.esocw.upm.es/ingenieria-mecanica/especificacion-de-dimensiones-y...c = c1 +...
TRANSCRIPT

11.01. COSTES11.01. COSTES
Especificaciones Especificaciones dimensionales y dimensionales y
toleranciastolerancias

GD&T Costes 2
Valoración económica
• Elementos a valorar– costes– tiempos
• Etapas– diseño– pruebas– fabricación– inspección– montaje

GD&T Costes 3
Especificaciones
• Orientaciones– paralelismo– perpendicularidad– inclinación
• Situaciones– posición– simetría– concentricidad
• Acabado
• Dimensionales– longitudes– ángulos
• Formas– rectitud– planicidad– forma de línea

GD&T Costes 4
Costes
• por tiempos– diseño + pruebas + fabricación + montaje
• por medios requeridos ⇒ empleados– fabricación + inspección + montaje
• por piezas defectuosas– pérdida de piezas
• por reemplazo de piezas– remecanizado o ejecución de pieza sustitutiva

GD&T Costes 5
Nivel de definición de especificaciones
• Implícitas– según planta de trabajo
• General– según cajetín, indicación o norma
• Explícitas– asociadas a cada especificación– son las realmente importantes– según nivel de exigencia

GD&T Costes 6
Nivel de exigencia
• Afecta a especificaciones explícitas– basto, grosero, amplio, ...
• no generan coste– medio, usual, habitual, ...
• no generan coste– alto, bueno, fino, ...
• generan costes– exigente, muy alto, muy bueno, muy fino, ...
• generan costes significativos

GD&T Costes 7
Procesos de diseño
• Hacer explícitas tolerancias– dimensionales– geométricas (forma, orientación, situación)– acabado
• Indicar valores de esas tolerancias– intrínsecos– referencias (geométricas)– adecuados a funcionalidad– conformes a procesos de fabricación

GD&T Costes 8
Valoración de tolerancias
• Valores de tolerancias– obtenidos por experiencia del diseñador– por analogía con otros casos– por deducción analítica– por ejecución de pruebas prácticas– por exigencias del cliente

GD&T Costes 9
Valores de tolerancias
• Condicionan– ejecución de pruebas en diseño– selección de equipos de fabricación– complejidad del proceso de fabricación– el procedimiento de inspección– selección de equipos de inspección– dificultan el proceso de montaje

GD&T Costes 10
Procesos de fabricación
• Requisitos– conformar la geometría de las piezas– adecuarse al material de la pieza– cumplir las tolerancias– producir pocos defectos– realizarlo en un tiempo adecuado– realizarlo con costes ajustados al mercado

GD&T Costes 11
Impacto económico
• Especificaciones– Dimensionales:
• valor = todas, tolerancias = muchas– Geométricas
• valor = no existe, tolerancias = pocas (necesarias)– Acabado
• valor = no existe, tolerancias = pocas (necesarias)

GD&T Costes 12
Implicaciones
• Tolerancias– diseño = siempre– fabricación = las estrechas– inspección = las estrechas,
las problemáticas en fabricación– montaje = las estrechas
(base = juego o apriete)– dimensionales < geométricas < acabado

GD&T Costes 13
Costes en fabricación
costes
precisión
límite tecnológico
límite comercial
soluciones concretas

GD&T Costes 14
Costes en fabricación
Rectificado cilíndricoRectificado plano
TorneadoFormadoFresado cilíndricoFresado frontalEscariado
0.05 0.2 0.8 3.2 12.5 50
Acabado Ra (µm)
Tiem
po re
lativ
o
2
6
10
14
18
GD&T Costes 15
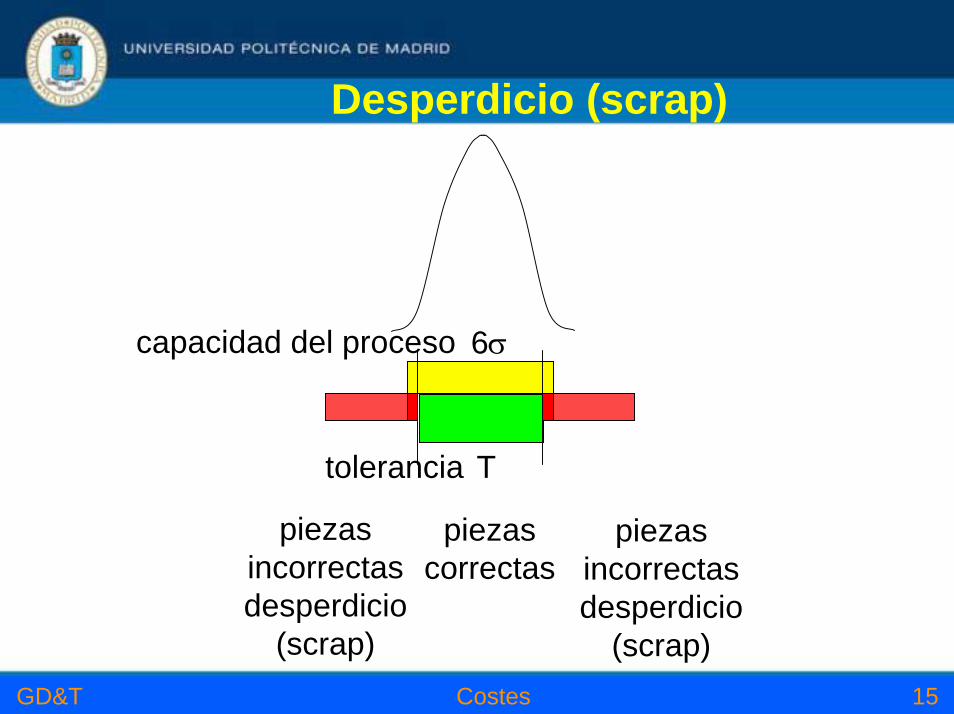
Desperdicio (scrap)
piezascorrectas
piezasincorrectasdesperdicio
(scrap)
piezasincorrectasdesperdicio
(scrap)
6σ
T
capacidad del proceso
tolerancia

GD&T Costes 16
Rango de trabajocoste de fabricación
tolerancia
coste del desperdicio
coste delproceso
rango de trabajo

GD&T Costes 17
Costes en varios procesos
toleranciarango de trabajo
1
2
3coste

GD&T Costes 18
Asignación de tolerancias según costesC = C1 + C2 + C3T = T1 + T2 + T3T = fijo ⇒: T1↓ y T2↑para que C ↓
costes
toleranciasT3 T2 T1

GD&T Costes 19
Capacidad de un proceso de fabricación• Capacidad del proceso de fabricación
– es el cociente entre la amplitud permitida para una característica (por ejemplo, un diámetro) dada por la amplitud de la franja de tolerancia (T), respecto a la dispersión de las dimensiones obtenidas en fabricación para dicha característica
– la dispersión se valora estadísticamente a través de la desviación típica, por medio de un coeficiente multiplicador que suele ser de valor 3
– T / ( 2·3·σ ) > 1.3

GD&T Costes 20
6σdispersión del proceso de fabricación
(fabricación)
Tamplitud de la tolerancia
(diseño)
Capacidad de un proceso de fabricación

GD&T Costes 21
Procesos de inspección
• Metodología de la inspección– qué características comprobar– cuándo comprobarlas– cómo se comprueban– con qué intensidad se comprueban
• Ejecución de la inspección– qué equipos / personal se utiliza– qué características metrológicas se requieren– cuál es su implantación física

GD&T Costes 22
Algunos parámetros en inspección
• Importancia de la característica inspeccionada• Frecuencia de inspección• Número de reiteraciones• Número de puntos medidos• Errores por muestreo• Eficacia de la inspección
– errores de inspección• dar por buena una pieza mala• dar por mala una pieza buena
• Tiempo / coste consumido en la inspección

GD&T Costes 23
Capacidad del proceso de medida
• Capacidad del proceso de medida– expresa la relación entre la dispersión
observada para las medidas realizadas a través de su incertidumbre (I), (o la tolerancia del calibre de límites en el caso de la verificación) respecto a la amplitud de la franja de tolerancia (T) a inspeccionar
– 3 < T / (2·I) <10

GD&T Costes 24
2Idispersión del proceso de medida
(inspección)
Tamplitud de la tolerancia
(diseño)
Capacidad del proceso de medida

GD&T Costes 25
Capacidad de indicación del instrumento
• Capacidad de indicación del instrumento– es la relación entre la precisión del instrumento
definida por su incertidumbre (I) respecto a su resolución o división de escala (D)
– no existe un valor recomendado para tal relación, si bien los instrumentos de buena precisión suelen cumplir que D < I

GD&T Costes 26
2Idispersión del proceso de medida
(inspección)
Tamplitud de la tolerancia
(diseño)
6σdispersión del proceso de fabricación
(fabricación)
Capacidad de indicación del instrumento

GD&T Costes 27
Capacidad de indicación del instrumento
escala de medidaD
división de escala
oresolución
2Iamplitud
de laincertidumbre
si I < D/2: I = D/2si I ≥ D/2: I = la obtenida en el proceso de calibración

GD&T Costes 28
Calibración
• Definición y características– Comprobación de la precisión de los valores de
las medidas que proporciona un instrumento comparándolas con las dimensiones de un patrón
– Ajuste del instrumento– Determinación de su incertidumbre– Ejecución periódica– Proporcionarle trazabilidad
GD&T Costes 29
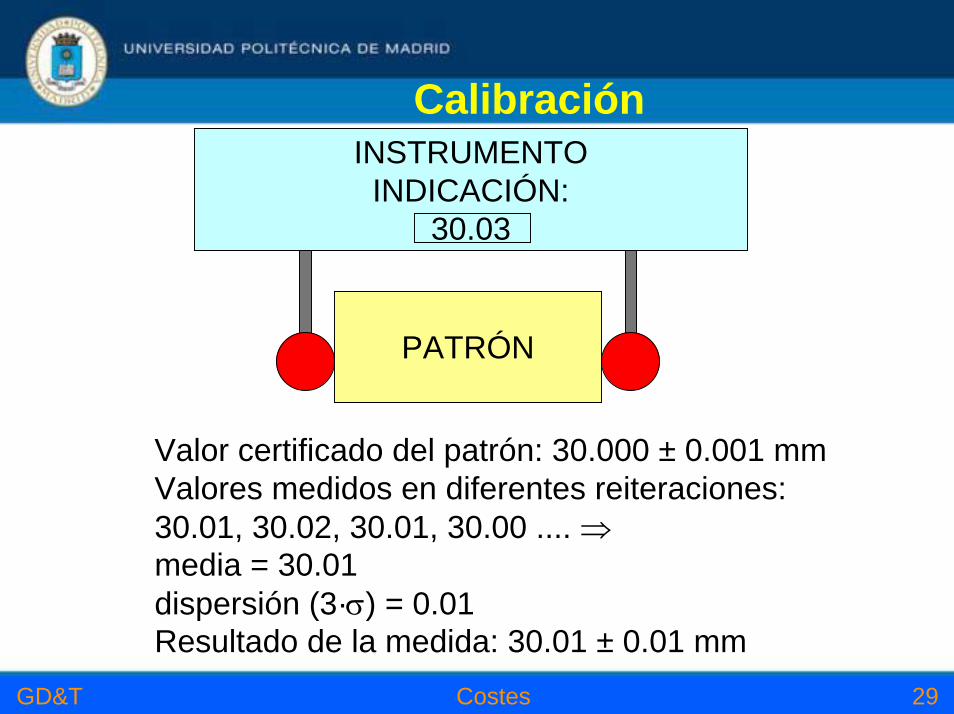
Calibración
PATRÓN
INSTRUMENTOINDICACIÓN:
30.03
Valor certificado del patrón: 30.000 ± 0.001 mmValores medidos en diferentes reiteraciones:30.01, 30.02, 30.01, 30.00 .... ⇒media = 30.01dispersión (3·σ) = 0.01 Resultado de la medida: 30.01 ± 0.01 mm
GD&T Costes 30
Características metrológicas básicas
• Básicas– Incertidumbre (I)– Resolución (D)– Campo de medida (L)– Precisión (repetibilidad) – Exactitud (accuracy)

GD&T Costes 31
patrón = 30.000
30.01
exactitud(accuracy)
repetibilidad(precision)
0.02
Exactitud y repetibilidad

GD&T Costes 32
Costes en inspeccióncostepor piezacorrecta
% piezas correctas finales0 100
coste inspección
costespor fallos
costetotal

GD&T Costes 33
Procesos de montaje
• Implicaciones de la amplitud de tolerancias– Amplias
• definición sencilla• procesos de fabricación variados y baratos• procesos de inspección sencillos• montaje fácil
– Estrechas• lo opuesto a lo anterior• aumento de tiempos• aumento de costes por tiempos y por exigencias

GD&T Costes 34
Procesos de montaje
montajecon
juego
montajecon
apriete
TA
TE
juegomínimo(condicióncrítica)
TA
TE
apriete máximo(condicióncrítica)