1. datos de la empresa
TRANSCRIPT

130° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Nombre: Grupo AlEn
Dirección: Blvd. Diaz Ordaz 1000 Col. Los Treviño CP 66150 Santa Catarina N.L
Teléfono: (81) 81221000, Atención a clientes: 01 800 834 3300
Correo electrónico: [email protected]
Sector al que pertenece: Industrial | Tamaño de la Empresa: Grande
Trabajo mediante sistema de Calidad basado en ISO 9000
1. Datos de la Empresa
Reconocimientos
PET 100% reciclado

230° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Nombre Coordinador: Fabiola Quintero Hernández
Área : Excelencia Operativa | Innovación y Mejora Continua
Teléfono: (81) 8122 1000 ext. 1460
Correo electrónico: [email protected]
2. Datos del Sistema de Equipos de Trabajo
Número total de equipos: 180 / año
Número de personas promedio por equipo: 7
Porcentaje de la Población total de la empresa, que participa en equipos: 10%
Número promedio de temas resueltos por un equipo, cada año: 6 – 8 / año
Tiempo promedio (en meses) de resolución de un tema:2 – 3 meses
Sistema de reconocimientos:
Etapas del proceso:
1. Registro de proyectos realizados el último año móvil,
pueden participar de todas las localidades, de todas las
áreas que tengan al menos 3 meses implementado.
2. Evaluación por localidad: Participación de proyectos
por localidad independiente de la categoría, se reconoce en
especie al proyecto mejor evaluado para cada localidad.
3.Semifinal por categorías: Se considera el top de cada
categoría independientemente de la localidad, en esta
etapa se seleccionan 2-3 proyectos finalistas por categoría,
la evaluación se realiza vía conferencia con semifinalistas
fuera de Monterrey.
4. Gran Final: Presentación de proyectos finalistas ante
Presidencia y comité Directivo quienes evalúan y definen
ganadores por categorías.
Es un evento que se realiza 2 veces al año.
Los proyectos se clasifican por la naturaleza del área o
proceso donde impacta, se tienen 6 categorías:
Premios: Todos los finalistas reciben premios en especie por su participación en la gran final
(camisa, mochila, monedero electrónico, etc). El primer lugar se lleva trofeo como Proyecto Ganador
de su categoría. Además se les invita a un taller vivencial fuera de la empresa donde se fomenta la
creatividad e integración en los equipos.
Selección a participar : De los proyectos ganadores se revisa con comité de Excelencia Operativa
cuales serán el (los) proyecto(s) que representarán a AlEn fuera de la organización.
Este proceso se maneja en una plataforma colaborativa donde se registran y documentan las ideas y
proyectos que se generan en la organización y se replican proyectos en las áreas / plantas donde
aplique.
Desde nuestros inicios la mejora continua en AlEn forma parte de nuestra cultura diaria de hacer las
cosas, es por ello que hace más de 25 años surgen eventos donde se reconoce la participación de la
gente en proyectos de mejora, pasando por el Premio AlEn a la Calidad, renombrado posteriormente
como Premio AlEn a la Innovación, también conocido como PAI, donde se han recibido proyectos
de mejora que son desarrollados e implementados por nuestra gente, los cuales nos han permitido
lograr optimizaciones en recursos, una mejor calidad en los productos, y son reflejo de nuestro
propósito de trabajar por un mundo más limpio y sustentable.

330° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Otro tipo de equipos que tiene implantados en su organización.
Proyectos de optimización de costos, proyectos liderados por el área de Investigación y Desarrollo en
conjunto con las áreas de Marketing y Cadena de Suministro buscando, desarrollando e
implementando los mejores productos al mejor costo.
Situación actual y problemas en su Sistema de Administración de Equipos
Actualmente se trabaja con juntas diarias de Producción con las áreas de apoyo Mantenimiento,
Calidad, Ingeniería Procesos y Excelencia Operativa para el seguimiento y cumplimiento de
eficiencia de equipos y reducción de costos en nuestras plantas productivas.
A partir del 2do semestre 2018 se inicia con el desarrollo e implementación de equipos Lean en 3 de
nuestras plantas en líneas piloto, teniendo muy buenos resultados al momento.
430° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
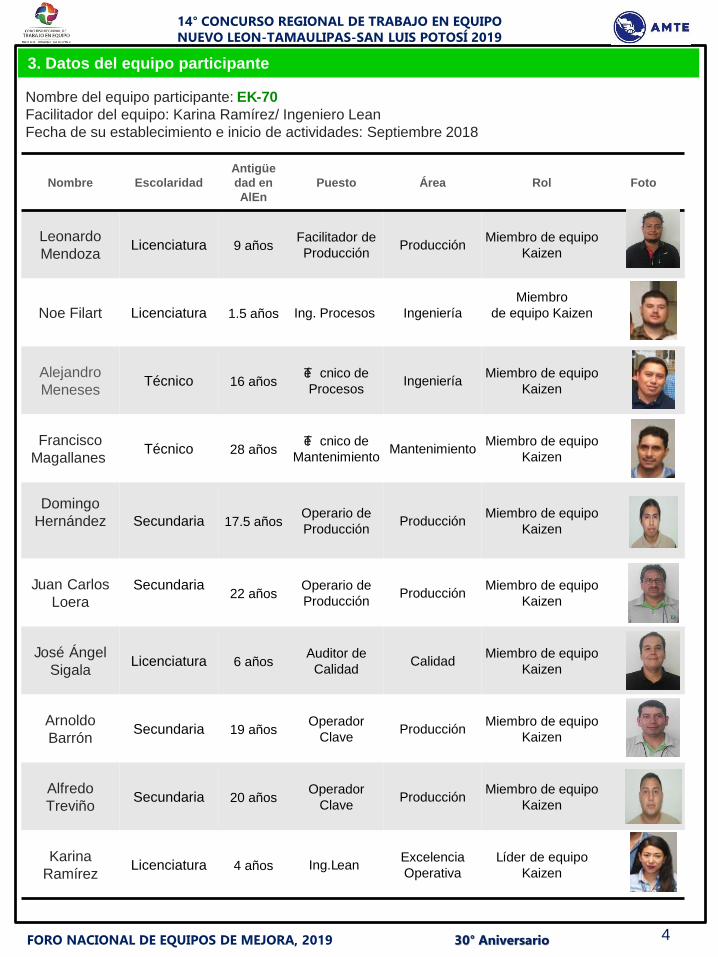
3. Datos del equipo participante
Nombre del equipo participante: EK-70
Facilitador del equipo: Karina Ramírez/ Ingeniero Lean
Fecha de su establecimiento e inicio de actividades: Septiembre 2018
Nombre Escolaridad
Antigüe
dad en
AlEn
Puesto Área Rol Foto
Leonardo
MendozaLicenciatura 9 años
Facilitador de
ProducciónProducción
Miembro de equipo
Kaizen
Noe Filart Licenciatura 1.5 años Ing. Procesos Ingeniería
Miembro
de equipo Kaizen
Alejandro
MenesesTécnico 16 años
Té cnico de
ProcesosIngeniería
Miembro de equipo
Kaizen
Francisco
MagallanesTécnico 28 años
Té cnico de
MantenimientoMantenimiento
Miembro de equipo
Kaizen
Domingo
Hernández Secundaria 17.5 añosOperario de
ProducciónProducción
Miembro de equipo
Kaizen
Juan Carlos
Loera
Secundaria22 años
Operario de
ProducciónProducción
Miembro de equipo
Kaizen
José Ángel
SigalaLicenciatura 6 años
Auditor de
CalidadCalidad
Miembro de equipo
Kaizen
Arnoldo
BarrónSecundaria 19 años
Operador
ClaveProducción
Miembro de equipo
Kaizen
Alfredo
TreviñoSecundaria 20 años
Operador
ClaveProducción
Miembro de equipo
Kaizen
Karina
RamírezLicenciatura 4 años Ing.Lean
Excelencia
Operativa
Líder de equipo
Kaizen

530° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Número de casos resueltos anteriormente: 0
Periodos de resolución de estos: 1 semana
Número de casos que resuelve en promedio al año: 1 Evento Kaizen por mes, 12 eventos Kaizen
al año, programados
Presentaciones anteriores:
Es el primer Evento Kaizen que se realiza en grupo AlEn y esta iniciativa se da a través de la
implementación del Modelo de Excelencia Operativa en las líneas piloto
Características especiales en el funcionamiento del equipo:
Las actividades de nuestro equipo están enfocadas en reducir el tiempo de los diferentes cambios de
presentación que se realizan en la línea piloto seleccionada para mejorar la disponibilidad de la
línea.
Funcionamiento del equipo:
Lugar: Diario en la sala Kaizen planta Monterrey, para la etapa de planeación y en la línea de
producción para la etapa de análisis, implementación de contramedidas y validación de las mismas.
Horario: 8:00am a 5:30 pm, durante la semana del Evento Kaizen
Antecedentes y evolución del equipo participante:
Grupo multidisciplinario, el cual trabaja con la metodología de Evento Kaizen para la resolución de un
problema.
Nombre EscolaridadAntigüedad en
AlEnPuesto Área Rol Foto
Juan
Carlos
Angel Z
Mestria 16 añosJefe de
ProducciónProducción
Administración de
equipo Kaizen
630° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
4. Información Técnica de la Metodología Empleada
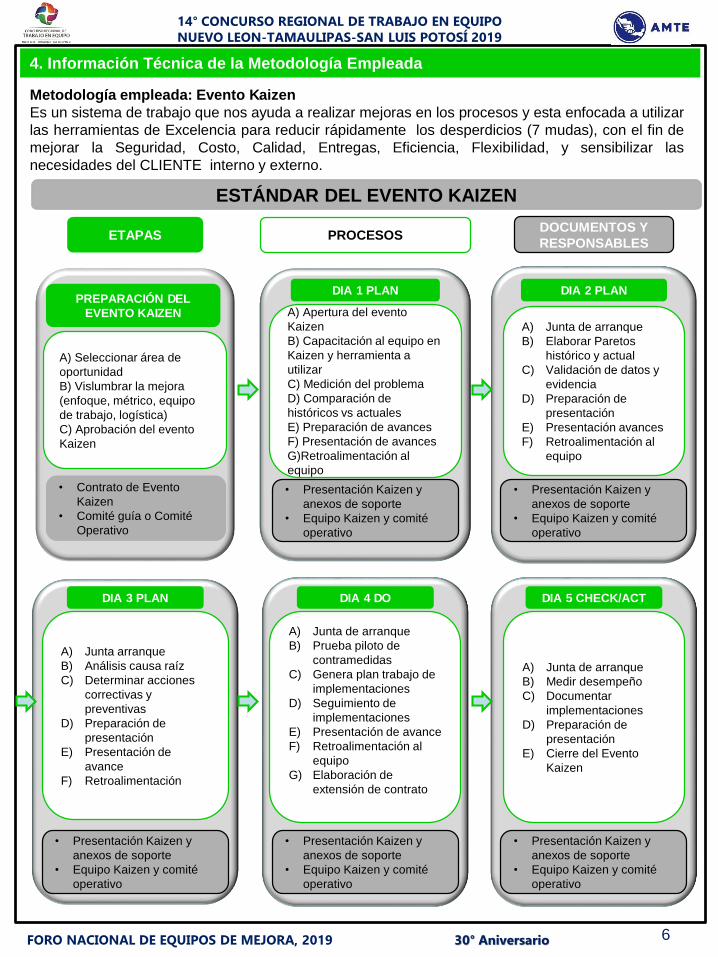
Metodología empleada: Evento Kaizen
Es un sistema de trabajo que nos ayuda a realizar mejoras en los procesos y esta enfocada a utilizar
las herramientas de Excelencia para reducir rápidamente los desperdicios (7 mudas), con el fin de
mejorar la Seguridad, Costo, Calidad, Entregas, Eficiencia, Flexibilidad, y sensibilizar las
necesidades del CLIENTE interno y externo.
ESTÁNDAR DEL EVENTO KAIZEN
ETAPAS
DIA 1 PLAN
PROCESOSDOCUMENTOS Y
RESPONSABLES
PREPARACIÓN DEL
EVENTO KAIZEN
A) Seleccionar área de
oportunidad
B) Vislumbrar la mejora
(enfoque, métrico, equipo
de trabajo, logística)
C) Aprobación del evento
Kaizen
• Contrato de Evento
Kaizen
• Comité guía o Comité
Operativo
A) Apertura del evento
Kaizen
B) Capacitación al equipo en
Kaizen y herramienta a
utilizar
C) Medición del problema
D) Comparación de
históricos vs actuales
E) Preparación de avances
F) Presentación de avances
G)Retroalimentación al
equipo
A) Junta de arranque
B) Elaborar Paretos
histórico y actual
C) Validación de datos y
evidencia
D) Preparación de
presentación
E) Presentación avances
F) Retroalimentación al
equipo
DIA 2 PLAN
A) Junta arranque
B) Análisis causa raíz
C) Determinar acciones
correctivas y
preventivas
D) Preparación de
presentación
E) Presentación de
avance
F) Retroalimentación
DIA 3 PLAN
A) Junta de arranque
B) Prueba piloto de
contramedidas
C) Genera plan trabajo de
implementaciones
D) Seguimiento de
implementaciones
E) Presentación de avance
F) Retroalimentación al
equipo
G) Elaboración de
extensión de contrato
DIA 4 DO
• Presentación Kaizen y
anexos de soporte
• Equipo Kaizen y comité
operativo
• Presentación Kaizen y
anexos de soporte
• Equipo Kaizen y comité
operativo
A) Junta de arranque
B) Medir desempeño
C) Documentar
implementaciones
D) Preparación de
presentación
E) Cierre del Evento
Kaizen
DIA 5 CHECK/ACT
• Presentación Kaizen y
anexos de soporte
• Equipo Kaizen y comité
operativo
• Presentación Kaizen y
anexos de soporte
• Equipo Kaizen y comité
operativo
• Presentación Kaizen y
anexos de soporte
• Equipo Kaizen y comité
operativo

730° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
El comité guía y/o el comité operativo selecciona de manera estratégica sobre cuál área de
oportunidad se desarrollará el Evento Kaizen.
El comité operativo vislumbra el Evento Kaizen y llena el formato oficial del Contrato de Evento
Kaizen para presentarlo ante el comité guía y tener su autorización para ejecutar.
Una vez autorizado el evento Kaizen, el ingeniero Lean asignará un código al KAIZEN con el
objetivo de dar control y trazabilidad, mismo que se registrará en el contrato Evento KAIZEN.
4. Información Técnica de la Metodología Empleada
Descripción del Proceso:
El líder del evento Kaizen, presenta a los miembros del equipo y explica la naturaleza del evento
y capacita al equipo en KAIZEN, en la herramienta a utilizar.
Se realiza la medición del problema declarado en piso para recolectar evidencia e información
que servirá para clarificar y analizar el alcance del problema.
Elaboración de Paretos a diferente nivel , validación de ideas potenciales y mostrar evidencia,
monitoreo de comportamiento de ideas seleccionadas, preparación y presentación del avance al
Comité Operativo y se realiza una junta rápida (5-10 min) con el Equipo KAIZEN para
retroalimentación del día y visualizar temas del día siguiente.
Se realiza el análisis 5porqués, se validan las causas obtenidas, se revisan procedimientos
actuales y definen acciones correctivas y preventivas. Se prepara el avance para presentación
con el comité operativo y retroalimentación con el equipo KAIZEN
Realizar prueba piloto para validar la efectividad de las acciones establecidas, generar plan de
acción para la implementación de contramedidas involucrando a los responsables, seguimiento a
las actividades de implementación
Preparación del Evento Kaizen
Día 1: PLAN
Día 2: PLAN
Día 3: PLAN
Día 4: DO
Medir el desempeño actual contra condiciones previas y documentar acciones implementadas en
los procedimientos oficiales, se prepara la presentación final con la información obtenida para la
presentación del Comité Operativo
Día 5: CHECK/ACT
830° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
4. Información Técnica de la Metodología Empleada
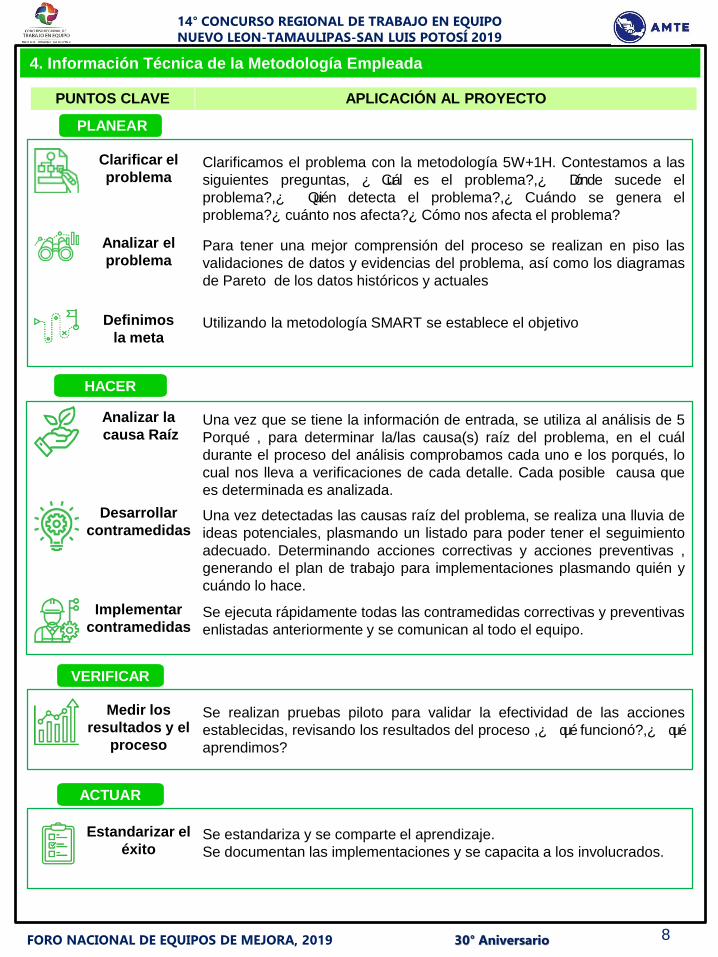
PLANEAR
PUNTOS CLAVE APLICACIÓN AL PROYECTO
Clarificar el
problemaClarificamos el problema con la metodología 5W+1H. Contestamos a las
siguientes preguntas, ¿ Cuál es el problema?,¿ Dónde sucede el
problema?,¿ Quién detecta el problema?,¿ Cuándo se genera el
problema?¿ cuánto nos afecta?,¿ Cómo nos afecta el problema?
Definimos
la metaUtilizando la metodología SMART se establece el objetivo
Analizar el
problemaPara tener una mejor comprensión del proceso se realizan en piso las
validaciones de datos y evidencias del problema, así como los diagramas
de Pareto de los datos históricos y actuales
HACER
Una vez que se tiene la información de entrada, se utiliza al análisis de 5
Porqué , para determinar la/las causa(s) raíz del problema, en el cuál
durante el proceso del análisis comprobamos cada uno e los porqués, lo
cual nos lleva a verificaciones de cada detalle. Cada posible causa que
es determinada es analizada.
Analizar la
causa Raíz
Desarrollar
contramedidasUna vez detectadas las causas raíz del problema, se realiza una lluvia de
ideas potenciales, plasmando un listado para poder tener el seguimiento
adecuado. Determinando acciones correctivas y acciones preventivas ,
generando el plan de trabajo para implementaciones plasmando quién y
cuándo lo hace.
Se ejecuta rápidamente todas las contramedidas correctivas y preventivas
enlistadas anteriormente y se comunican al todo el equipo.
VERIFICAR
Se realizan pruebas piloto para validar la efectividad de las acciones
establecidas, revisando los resultados del proceso ,¿ qué funcionó?,¿ qué
aprendimos?
ACTUAR
Estandarizar el
éxitoSe estandariza y se comparte el aprendizaje.
Se documentan las implementaciones y se capacita a los involucrados.
Medir los
resultados y el
proceso
Implementar
contramedidas
930° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
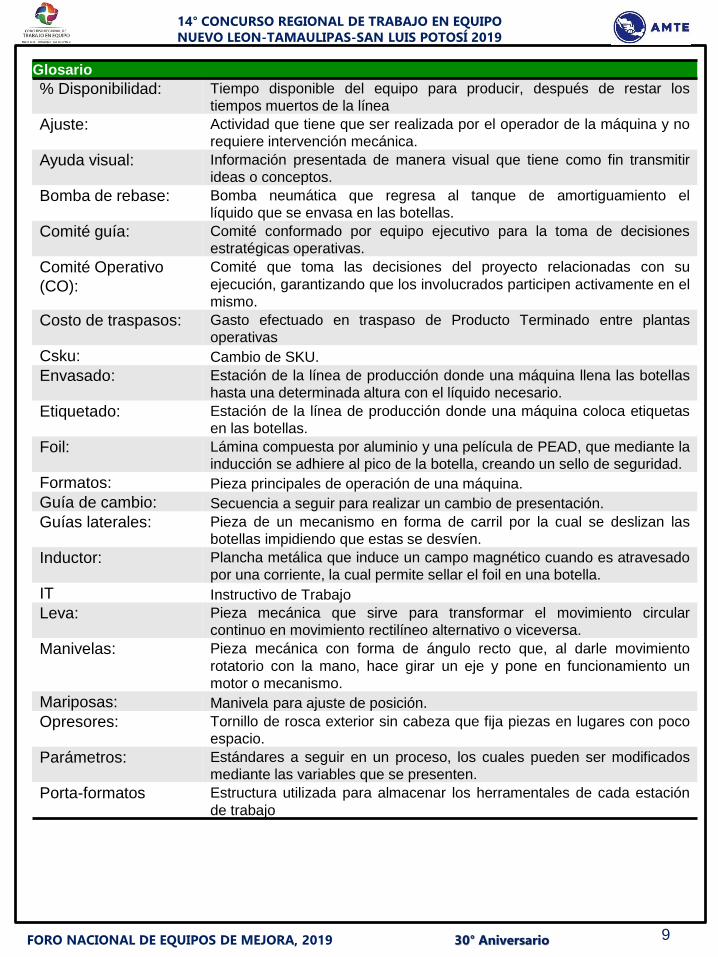
Glosario
% Disponibilidad: Tiempo disponible del equipo para producir, después de restar los
tiempos muertos de la línea
Ajuste: Actividad que tiene que ser realizada por el operador de la máquina y no
requiere intervención mecánica.
Ayuda visual: Información presentada de manera visual que tiene como fin transmitir
ideas o conceptos.
Bomba de rebase: Bomba neumática que regresa al tanque de amortiguamiento el
líquido que se envasa en las botellas.
Comité guía: Comité conformado por equipo ejecutivo para la toma de decisiones
estratégicas operativas.
Comité Operativo
(CO):
Comité que toma las decisiones del proyecto relacionadas con su
ejecución, garantizando que los involucrados participen activamente en el
mismo.
Costo de traspasos: Gasto efectuado en traspaso de Producto Terminado entre plantas
operativas
Csku: Cambio de SKU.
Envasado: Estación de la línea de producción donde una máquina llena las botellas
hasta una determinada altura con el líquido necesario.
Etiquetado: Estación de la línea de producción donde una máquina coloca etiquetas
en las botellas.
Foil: Lámina compuesta por aluminio y una película de PEAD, que mediante la
inducción se adhiere al pico de la botella, creando un sello de seguridad.
Formatos: Pieza principales de operación de una máquina.
Guía de cambio: Secuencia a seguir para realizar un cambio de presentación.
Guías laterales: Pieza de un mecanismo en forma de carril por la cual se deslizan las
botellas impidiendo que estas se desvíen.
Inductor: Plancha metálica que induce un campo magnético cuando es atravesado
por una corriente, la cual permite sellar el foil en una botella.
IT Instructivo de Trabajo
Leva: Pieza mecánica que sirve para transformar el movimiento circular
continuo en movimiento rectilíneo alternativo o viceversa.
Manivelas: Pieza mecánica con forma de ángulo recto que, al darle movimiento
rotatorio con la mano, hace girar un eje y pone en funcionamiento un
motor o mecanismo.
Mariposas: Manivela para ajuste de posición.
Opresores: Tornillo de rosca exterior sin cabeza que fija piezas en lugares con poco
espacio.
Parámetros: Estándares a seguir en un proceso, los cuales pueden ser modificados
mediante las variables que se presenten.
Porta-formatos Estructura utilizada para almacenar los herramentales de cada estación
de trabajo

1030° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Glosario
Presentación: Tamaños de los distintos productos que se fabrican, mencionados como
formatos 1 (F1), formato 2, (F2), formato 3 (F3), y formato 5 (F5)
PT: Producto terminado
Rodajas: Mecanismos recubiertos de goma colocados de manera recta y uno
enfrente de otro, y que al estar girando aprietan las tapas en las botellas.
Roscado: Estación de la línea de producción donde una máquina coloca tapas a
las botellas
SMED: Metodología para cambios rápidos de presentación, por sus siglas en
ingles Single Minute Exchange of Die.
Roscadora: Máquina que coloca las tapas a las botellas.
Tiempo de cambio: Tiempo que se tarda la línea en producir desde que sale la última pieza
buena, hasta que se produce la primera pieza buena del siguiente SKU.
Torque: Acción que determina la fuerza de apriete de las tapas en las botellas.
Traspasos Movimiento de producto terminado entre plantas productivas
Vaina: Dispositivo de taponadora que sirve para abastecer y dosificar la
alimentación de tapas.
1130° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
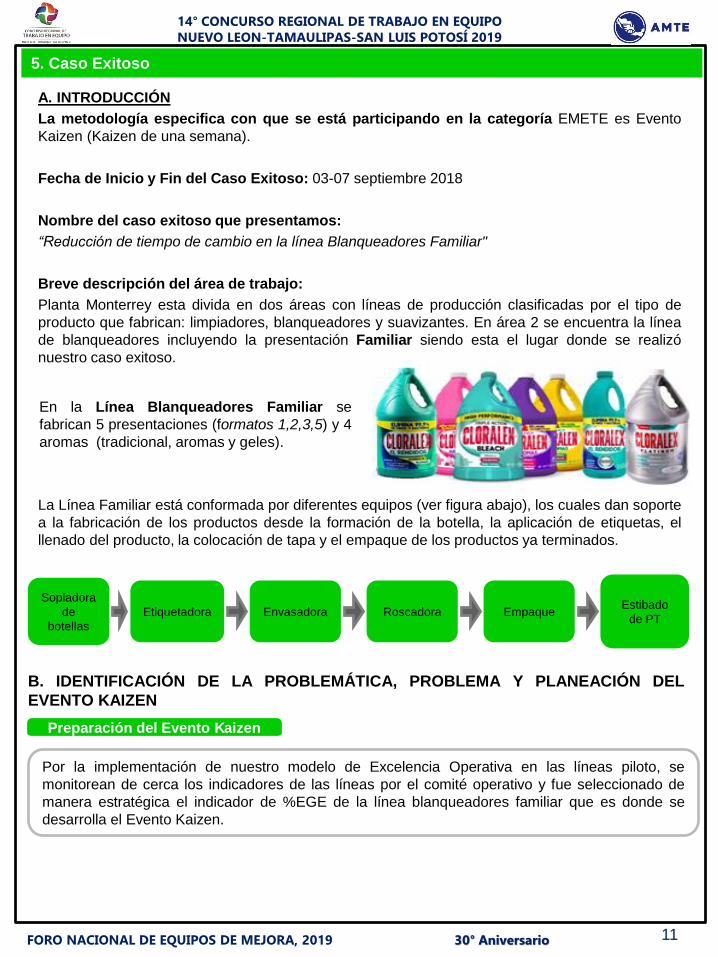
A. INTRODUCCIÓN
La metodología especifica con que se está participando en la categoría EMETE es Evento
Kaizen (Kaizen de una semana).
Fecha de Inicio y Fin del Caso Exitoso: 03-07 septiembre 2018
Nombre del caso exitoso que presentamos:
“Reducción de tiempo de cambio en la línea Blanqueadores Familiar"
Breve descripción del área de trabajo:
Planta Monterrey esta divida en dos áreas con líneas de producción clasificadas por el tipo de
producto que fabrican: limpiadores, blanqueadores y suavizantes. En área 2 se encuentra la línea
de blanqueadores incluyendo la presentación Familiar siendo esta el lugar donde se realizó
nuestro caso exitoso.
La Línea Familiar está conformada por diferentes equipos (ver figura abajo), los cuales dan soporte
a la fabricación de los productos desde la formación de la botella, la aplicación de etiquetas, el
llenado del producto, la colocación de tapa y el empaque de los productos ya terminados.
En la Línea Blanqueadores Familiar se
fabrican 5 presentaciones (formatos 1,2,3,5) y 4
aromas (tradicional, aromas y geles).
5. Caso Exitoso
Envasadora
Sopladora
de
botellas
Etiquetadora Roscadora EmpaqueEstibado
de PT
B. IDENTIFICACIÓN DE LA PROBLEMÁTICA, PROBLEMA Y PLANEACIÓN DEL
EVENTO KAIZEN
Preparación del Evento Kaizen
Por la implementación de nuestro modelo de Excelencia Operativa en las líneas piloto, se
monitorean de cerca los indicadores de las líneas por el comité operativo y fue seleccionado de
manera estratégica el indicador de %EGE de la línea blanqueadores familiar que es donde se
desarrolla el Evento Kaizen.

1230° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
5. Caso Exitoso
A través del contrato del Evento KAIZEN se describe:
- El problema, el enfoque interno y externo de la mejora.
- La situación a mejorar, la definición del tema y el alcance
- El equipo de participantes requerido, la logística del evento y las firmas de aprobación del comité
operativo.
● Equipo de Trabajo
Nombre Departamento PuestoResponsabilidad en
Evento KAIZEN
Participación en
Evento KAIZENTask
Karina RamírezExcelencia
OperativaIng. Lean Lider del Equipo 100% KR
Leonardo Mendoza Producción Facilitador Equipo KAIZEN 100% LM
Noe Filart Ingenieria Ing.Procesos Equipo KAIZEN 100% NF
Francisco Magallanes
VazquesMantenimiento Tec. Mantenimiento Equipo KAIZEN 100% FM
Domingo
Hernandez/Juan
Carlos Loera
ProducciónOp. Experto
Envasado/RoscadoEquipo KAIZEN 100% DH/JCL
Jose Angel Sigala Calidad Auditor de Calidad Equipo KAIZEN 100% JS
Alejandro Meneses Ingenieria Tec.Procesos Equipo KAIZEN 100% AM
Imagen de referencia
- Dentro del proceso de preparación el líder del Evento Kaizen genera la agenda del evento para una
mejor planeación de las actividades.
MaqMaq Maq
1330° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
5. Caso Exitoso
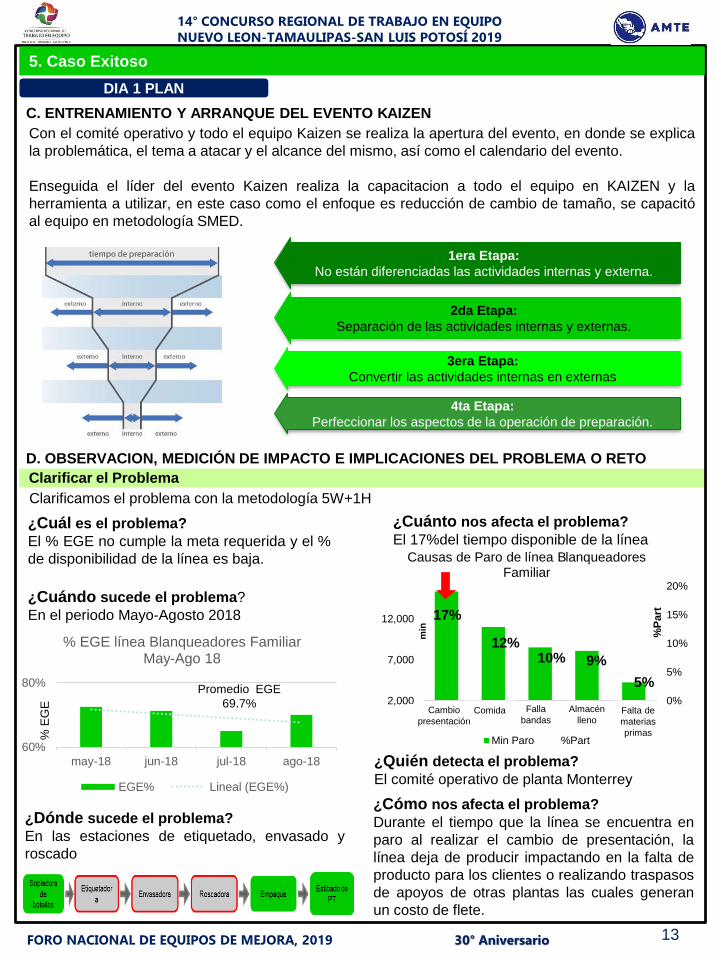
Con el comité operativo y todo el equipo Kaizen se realiza la apertura del evento, en donde se explica
la problemática, el tema a atacar y el alcance del mismo, así como el calendario del evento.
Enseguida el líder del evento Kaizen realiza la capacitacion a todo el equipo en KAIZEN y la
herramienta a utilizar, en este caso como el enfoque es reducción de cambio de tamaño, se capacitó
al equipo en metodología SMED.
DIA 1 PLAN
C. ENTRENAMIENTO Y ARRANQUE DEL EVENTO KAIZEN
1era Etapa:
No están diferenciadas las actividades internas y externa.
2da Etapa:
Separación de las actividades internas y externas.
3era Etapa:
Convertir las actividades internas en externas
4ta Etapa:
Perfeccionar los aspectos de la operación de preparación.
¿Cuánto nos afecta el problema?
El 17%del tiempo disponible de la línea
¿Dónde sucede el problema?
En las estaciones de etiquetado, envasado y
roscado
¿Quién detecta el problema?
El comité operativo de planta Monterrey
¿Cómo nos afecta el problema?
Durante el tiempo que la línea se encuentra en
paro al realizar el cambio de presentación, la
línea deja de producir impactando en la falta de
producto para los clientes o realizando traspasos
de apoyos de otras plantas las cuales generan
un costo de flete.
Clarificar el Problema
¿Cuál es el problema?
El % EGE no cumple la meta requerida y el %
de disponibilidad de la línea es baja.
¿Cuándo sucede el problema?
En el periodo Mayo-Agosto 2018
D. OBSERVACION, MEDICIÓN DE IMPACTO E IMPLICACIONES DEL PROBLEMA O RETO
17%
12%10% 9%
5%
0%
5%
10%
15%
20%
2,000
7,000
12,000
CSKU-Cambiode SKU -Tamaño
COM-Comida EMP-Fallabandas CeDis
ALM-Almacénlleno
MPR-Faltamateria prima
%P
art
min
Causas de Paro de línea Blanqueadores Familiar
Min Paro %Part
Falla
bandas
Almacén
llenoFalta de
materias
primas
Cambio
presentaciónComida
% E
GE
60%
80%
may-18 jun-18 jul-18 ago-18
% EGE línea Blanqueadores Familiar May-Ago 18
EGE% Lineal (EGE%)
Promedio EGE
69.7%
Clarificamos el problema con la metodología 5W+1H

1430° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Analizar el Problema
Se recopila la información de los datos históricos para validar contra los datos reales, observando los
problemas específicos y tener una mejor comprensión del proceso.
En la visita al piso de producción, el equipo valida por si mismo la situación actual, cronometrando los
tiempos de cambio reales de la presentación en la que se tiene una mayor participación, en cada una
de las estaciones de la línea.
Reportando en una hoja de tiempos de preparación para identificar cada una de las actividades.
Encontrando que la estación de etiquetado es la restricción en tiempo de cambio de esta línea y
encontrando actividades que no agregan valor y tienen un gran potencial para ser mejoradas y reducir
el tiempo de cambio.
Tabla Resumen de tiempos de cambio por estación
5. Caso ExitosoP
ASO
AC
TIV
IDA
D
OP
ERA
CIÓ
NTR
AN
SPO
RTE
INSP
ECC
IÓN
DEM
OR
AST
AR
T
STO
P
1 Etiquetado 0 732 Envasado 1 553 Roscado 1 464 Empaque 4 20
COMBINACIÓN DE OPERACIONES
ANÁLISIS DE TIEMPOS DE CAMBIO DE SKU
SITUACIÓN ACTUAL
10 20 30 40 50 60 800 70
35.5%
30.3%
21.9%
12.3%
0%
20%
40%
500
1000
1500
2000
2500
3000
F2 F1 F3 F5
%P
art
min
uto
s
% Participación por tipo de presentaciónMay-Jul 2018
Fre
cu
en
cia
de
ca
mb
io
0
20
40
60
80
0
10
20
30
40
50
mar-18 abr-18 may-18 jun-18 jul-18 ago-18
Min
uto
s
Frecuencia y tiempo promedio de cambio de presentación
Frecuencia Min. prom Lineal (Min. prom)
Promedio cambio 40 min

1530° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Con estos datos y utilizando la metodología SMART es posible realizar una correcta definición de la
meta.Disminuir los tiempos de cambio de presentación de la línea Blanqueadores
Familiar en un 30% para recuperar tiempo disponible que nos permita mejorar el
indicador % EGE en 1 punto porcentual a partir de Septiembre del 2018.
Métrico del Evento KAIZEN
Utilizando la metodología SMED se inician las etapas en orden para poder atacar el problema, basados
en la agenda de trabajo para lograr el objetivo en el tiempo definido.
Definimos la meta
Día 1(Planificar)
Apertura del evento Kaizen
Líder presenta al equipo y explica la naturaleza del evento
Palabras del líder del sitio
Inicio de la presentación
Fotografía del equipo de trabajo
Mostrar calendario del Evento
Llenar formato de presentación
Capacitación al equipo KAIZEN & SMED
Medición del problema
Recolectar información en piso(ver cambio de presentación)
Validar datos históricos vs datos recolectados
Generar gráficos de tiempos en hoja de combinación, detectar
restricción de tiempo de cambio
Iniciar metodología SMED(4 etapas)
Crear Paretos 1ero, 2do y 3er nivel para los tiempos de
actividades a mejorar
Recolectar más información en caso de ser
necesario(cambio de aroma)
Presentación de avances al Comité Operativo
Junta rápida con equipo Kaizen y temas del día siguiente
Día 2(Planificar/Hacer)
Junta de arranque
Asistencia
Pendientes
Asignacion de actividades
Análisis de Causa Raíz y validación de ideas potenciales con
evidencia
Actividades de verificación( valide los supuestos supuestos)
Determine las contramedidas
(Hacer) Mejoras piloto
Mejoras de Máquina, Mejoras de ajuste, definición de proceso
cumplimiento con std´s de calidad
Preparación de presentación
Presentación de avances al CO
Junta rápida con equipo Kaizen y temas del día siguiente
Día 3(Hacer)
Junta de arranque
Asistencia
Pendientes
Asignación de actividades
Prueba piloto de contramedidas
Realizar en piso prueba piloto con las mejoras establecidas y
validar efectividad
Determinar el plan de trabajo para las implementaciones
Seguimiento a las implementaciones
Seguimiento a las implementaciones
Preparación de presentación
Presentación de avances al CO
Junta rápida con equipo Kaizen y temas del día siguiente
Día 4(Verificar/Actuar)
Junta de arranque
Asistencia
Pendientes
Asignación de actividades
Seguimiento a las implementaciones
En caso de presentarse otro cambio de presentación realizar 2da
prueba
Medir el desempeño actual contra condiciones previas(verificar)
Documentar acciones implementadas en documentos oficiales
Preparación de presentación
Presentación de avances al CO
Junta rápida con equipo Kaizen y temas del día siguiente
Día 5 (Actuar)
Junta de arranque
Asistencia
Pendientes
Asignación de actividades
Estandarizar el aprendizaje (capacitar a los involucrados en la
operación )
Preparar Presentación final
Preparación de presentación
CIERRE
5. Caso Exitoso
Métrico Situación actual Objetivo
Tiempo de cambio de
presentación promedio
43 min
(últimos 3 meses)30 min
%EGE
(mé trico secundario)65.1% 67.4%

1630° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Etiquetado Envasado Roscado
73 min 57 min 56 min
Cambio de SKUPreparación Preparación
EXTERNASEXTERNASINTERNAS
Analizar la causa Raíz / Validación de Datos Usando la metodología SMED
E) DEFINICIÓN DE ACCIONES INMEDIATAS Y ANÁLISIS DE CAUSAS
1era Etapa:
Documentación y generación de listados de actividades
2da Etapa:
Separación de las actividades
internas y externas.
3era Etapa:
Convertir las actividades internas en externas
4ta Etapa:
Perfeccionar los aspectos de la operación de preparación.
EstaciónActividades
Internas | minActividades
Externas
Etiquetado 23 | 73 min 0
Envasado 16 | 57 min 0
Roscado 16 | 56 min 0
EstaciónActividades
internas| Min
Actividades externas
| Min
Actividades eliminadas
Etiquetado 17 | 67.3 min 6 | 5.1 min 0
Envasado 7 | 44 min 3 | 11.5 min 6
Roscado 8 | 37 min 2 | 9 min 6
Se identifican 22 actividades internas a optimizar de manera inmediata de las cuales enlistamos algunas
de ellas.
Listado de Ideas de Mejora Inmediatas
Estación Oportunidad Acciones
Etiquetado Ajustar guía de sinfínConseguir medidas, dibujos y listado de materiales necesarios para
implementación de "posicionador de botella"
Etiquetado Ajustar guía de sinfín Replicar modelo de posicionador de botella
Etiquetado Ajustar guía de sinfín Revisar posiciones despues de intervención de manivela de sinfín
EnvasadoActivar bomba de
rebase Circular listado de mejoras diarias, con operadores 3 turnos
EnvasadoLlenado en formato 1
botella mal rebabeada Revisión de los moldes de Formato 1
5. Caso Exitoso
DIA 2 PLAN
1730° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
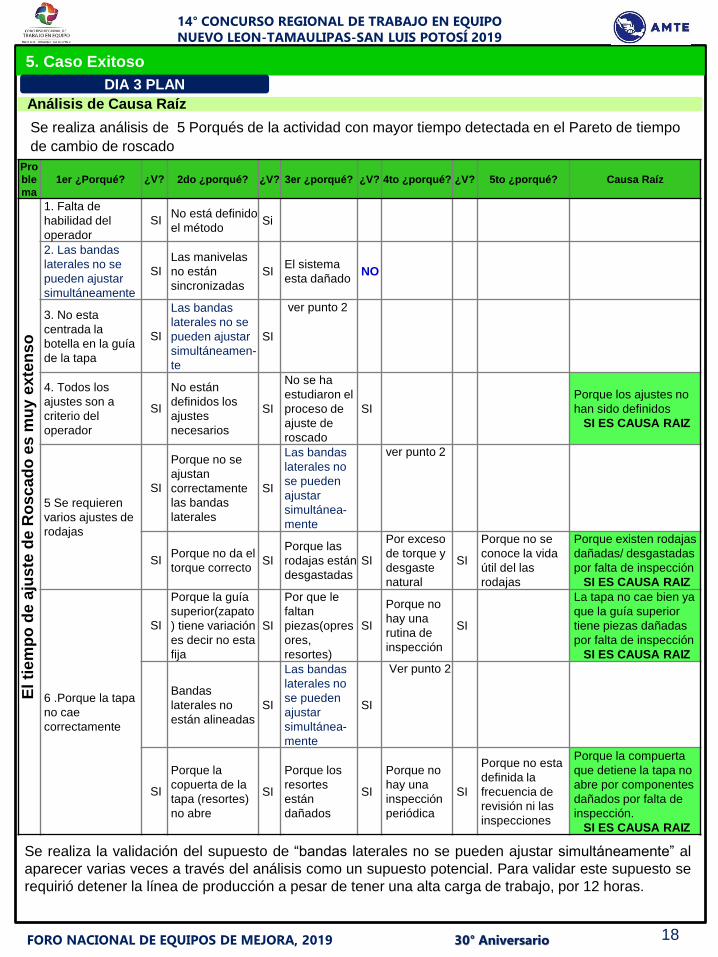
Análisis de Causa Raíz
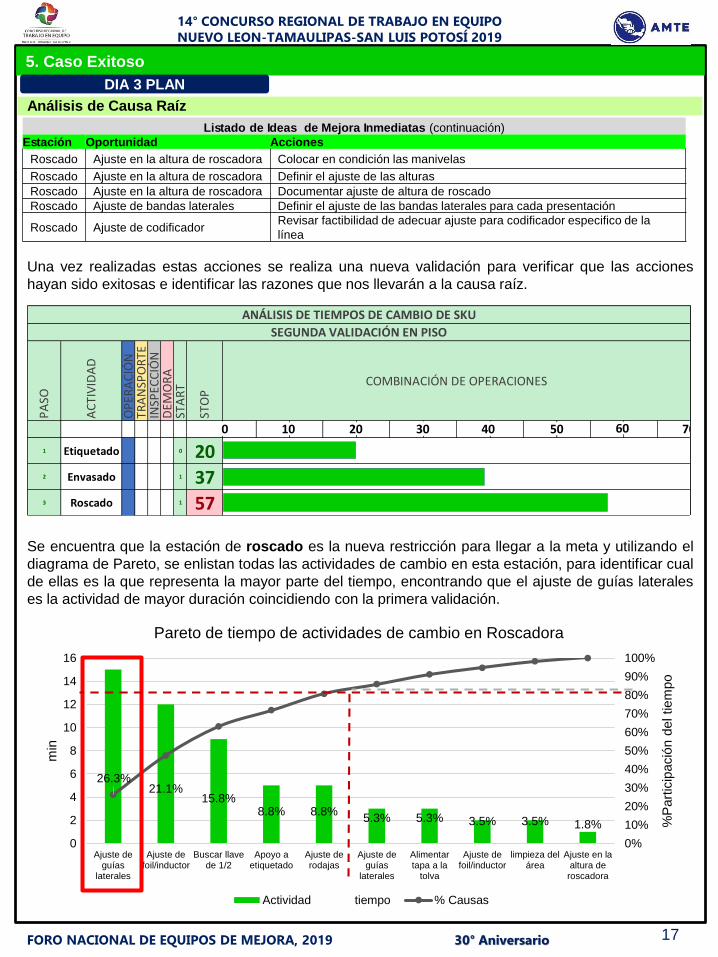
Listado de Ideas de Mejora Inmediatas (continuación)
Estación Oportunidad Acciones
Roscado Ajuste en la altura de roscadora Colocar en condición las manivelas
Roscado Ajuste en la altura de roscadora Definir el ajuste de las alturas
Roscado Ajuste en la altura de roscadora Documentar ajuste de altura de roscado
Roscado Ajuste de bandas laterales Definir el ajuste de las bandas laterales para cada presentación
Roscado Ajuste de codificadorRevisar factibilidad de adecuar ajuste para codificador especifico de la
línea
5. Caso Exitoso
DIA 3 PLAN
PA
SO
AC
TIV
IDA
D
OP
ERA
CIÓ
NTR
AN
SPO
RTE
INSP
ECC
IÓN
DEM
OR
AST
AR
T
STO
P
1 Etiquetado 0 202 Envasado 1 373 Roscado 1 57
ANÁLISIS DE TIEMPOS DE CAMBIO DE SKU
SEGUNDA VALIDACIÓN EN PISO
COMBINACIÓN DE OPERACIONES
10 20 30 40 50 60 700
Una vez realizadas estas acciones se realiza una nueva validación para verificar que las acciones
hayan sido exitosas e identificar las razones que nos llevarán a la causa raíz.
Se encuentra que la estación de roscado es la nueva restricción para llegar a la meta y utilizando el
diagrama de Pareto, se enlistan todas las actividades de cambio en esta estación, para identificar cual
de ellas es la que representa la mayor parte del tiempo, encontrando que el ajuste de guías laterales
es la actividad de mayor duración coincidiendo con la primera validación.
26.3%21.1%
15.8%8.8% 8.8%
5.3% 5.3% 3.5% 3.5% 1.8%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0
2
4
6
8
10
12
14
16
Ajuste deguías
laterales
Ajuste defoil/inductor
Buscar llavede 1/2
Apoyo aetiquetado
Ajuste derodajas
Ajuste deguías
laterales
Alimentartapa a la
tolva
Ajuste defoil/inductor
limpieza delárea
Ajuste en laaltura de
roscadora
%P
art
icip
ació
n d
el tiem
po
min
Pareto de tiempo de actividades de cambio en Roscadora
Actividad tiempo % Causas
1830° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Análisis de Causa Raíz
5. Caso Exitoso
Pro
ble
ma
1er ¿Porqué? ¿V? 2do ¿porqué? ¿V? 3er ¿porqué? ¿V? 4to ¿porqué? ¿V? 5to ¿porqué? Causa Raíz
El
tie
mp
o d
e a
jus
te d
e R
os
ca
do
es
mu
y e
xte
ns
o
1. Falta de
habilidad del
operador
SINo está definido
el métodoSi
2. Las bandas
laterales no se
pueden ajustar
simultáneamente
SI
Las manivelas
no están
sincronizadas
SIEl sistema
esta dañadoNO
3. No esta
centrada la
botella en la guía
de la tapa
SI
Las bandas
laterales no se
pueden ajustar
simultáneamen-
te
SI
ver punto 2
4. Todos los
ajustes son a
criterio del
operador
SI
No están
definidos los
ajustes
necesarios
SI
No se ha
estudiaron el
proceso de
ajuste de
roscado
SI
Porque los ajustes no
han sido definidos
SI ES CAUSA RAIZ
5 Se requieren
varios ajustes de
rodajas
SI
Porque no se
ajustan
correctamente
las bandas
laterales
SI
Las bandas
laterales no
se pueden
ajustar
simultánea-
mente
ver punto 2
SIPorque no da el
torque correctoSI
Porque las
rodajas están
desgastadas
SI
Por exceso
de torque y
desgaste
natural
SI
Porque no se
conoce la vida
útil del las
rodajas
Porque existen rodajas
dañadas/ desgastadas
por falta de inspección
SI ES CAUSA RAIZ
6 .Porque la tapa
no cae
correctamente
SI
Porque la guía
superior(zapato
) tiene variación
es decir no esta
fija
SI
Por que le
faltan
piezas(opres
ores,
resortes)
SI
Porque no
hay una
rutina de
inspección
SI
La tapa no cae bien ya
que la guía superior
tiene piezas dañadas
por falta de inspección
SI ES CAUSA RAIZ
Bandas
laterales no
están alineadas
SI
Las bandas
laterales no
se pueden
ajustar
simultánea-
mente
SI
Ver punto 2
SI
Porque la
copuerta de la
tapa (resortes)
no abre
SI
Porque los
resortes
están
dañados
SI
Porque no
hay una
inspección
periódica
SI
Porque no esta
definida la
frecuencia de
revisión ni las
inspecciones
Porque la compuerta
que detiene la tapa no
abre por componentes
dañados por falta de
inspección.
SI ES CAUSA RAIZ
Se realiza análisis de 5 Porqués de la actividad con mayor tiempo detectada en el Pareto de tiempo
de cambio de roscado
DIA 3 PLAN
Se realiza la validación del supuesto de “bandas laterales no se pueden ajustar simultáneamente” al
aparecer varias veces a través del análisis como un supuesto potencial. Para validar este supuesto se
requirió detener la línea de producción a pesar de tener una alta carga de trabajo, por 12 horas.
1930° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
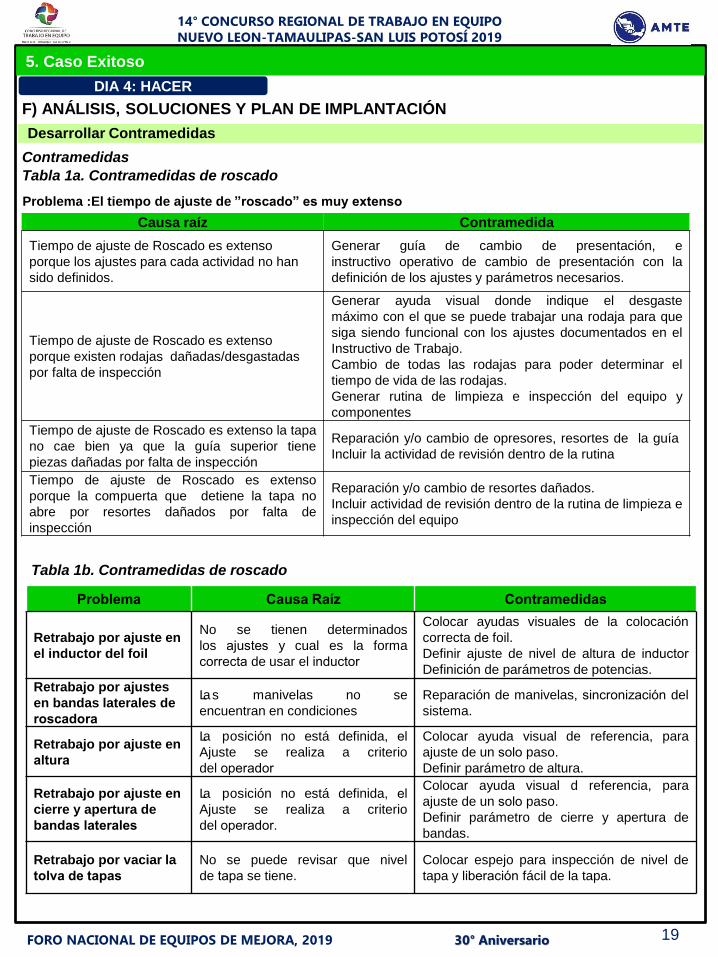
Contramedidas
DIA 4: HACER
Tabla 1a. Contramedidas de roscado
Problema :El tiempo de ajuste de ”roscado” es muy extenso
Causa raíz Contramedida
Tiempo de ajuste de Roscado es extenso
porque los ajustes para cada actividad no han
sido definidos.
Generar guía de cambio de presentación, e
instructivo operativo de cambio de presentación con la
definición de los ajustes y parámetros necesarios.
Tiempo de ajuste de Roscado es extenso
porque existen rodajas dañadas/desgastadas
por falta de inspección
Generar ayuda visual donde indique el desgaste
máximo con el que se puede trabajar una rodaja para que
siga siendo funcional con los ajustes documentados en el
Instructivo de Trabajo.
Cambio de todas las rodajas para poder determinar el
tiempo de vida de las rodajas.
Generar rutina de limpieza e inspección del equipo y
componentes
Tiempo de ajuste de Roscado es extenso la tapa
no cae bien ya que la guía superior tiene
piezas dañadas por falta de inspección
Reparación y/o cambio de opresores, resortes de la guía
Incluir la actividad de revisión dentro de la rutina
Tiempo de ajuste de Roscado es extenso
porque la compuerta que detiene la tapa no
abre por resortes dañados por falta de
inspección
Reparación y/o cambio de resortes dañados.
Incluir actividad de revisión dentro de la rutina de limpieza e
inspección del equipo
Problema Causa Raíz Contramedidas
Retrabajo por ajuste en
el inductor del foil
No se tienen determinados
los ajustes y cual es la forma
correcta de usar el inductor
Colocar ayudas visuales de la colocación
correcta de foil.
Definir ajuste de nivel de altura de inductor
Definición de parámetros de potencias.
Retrabajo por ajustes
en bandas laterales de
roscadora
Las manivelas no se
encuentran en condiciones
Reparación de manivelas, sincronización del
sistema.
Retrabajo por ajuste en
altura
La posición no está definida, el
Ajuste se realiza a criterio
del operador
Colocar ayuda visual de referencia, para
ajuste de un solo paso.
Definir parámetro de altura.
Retrabajo por ajuste en
cierre y apertura de
bandas laterales
La posición no está definida, el
Ajuste se realiza a criterio
del operador.
Colocar ayuda visual d referencia, para
ajuste de un solo paso.
Definir parámetro de cierre y apertura de
bandas.
Retrabajo por vaciar la
tolva de tapas
No se puede revisar que nivel
de tapa se tiene.
Colocar espejo para inspección de nivel de
tapa y liberación fácil de la tapa.
Tabla 1b. Contramedidas de roscado
F) ANÁLISIS, SOLUCIONES Y PLAN DE IMPLANTACIÓN
5. Caso Exitoso
Desarrollar Contramedidas

2030° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Problema Causa Raíz Contramedidas
Tiempo de búsqueda de
empaques y re trabajo por
ajuste
No se tienen ordenados los
empaques y estandarizadas
las medidas
Se estandarizan los empaques para cada
presentación
Se selecciona y ordena el área de empaques
Tiempo de búsqueda de
formatos/ mariposas
No están definidos las áreas
de los formatos y no están
identificados
Se estandarizan formatos por colores para
todas las estaciones
Se coloca porta formato en la línea
Re trabajo para completar
tornillerías de formatos
No se tienen mariposas
completas
Completar mariposas estandarizadas
necesarios para cada formato
Traslados para activar la
bomba de rebase
El control tiene un difícil
acceso
Se coloca válvula de aire para activar bomba
Re trabajo por ajuste
varios en la leva
No se tienen definido el ajuste
de la leva , se realiza ajuste a
criterio
Se define ajuste para cada presentación, se
coloca ayuda visual de referencia y se
documenta
Tiempo de búsqueda de
especificaciones
Se tiene una carpeta con
exceso de información
Se genera tabla resumen de especificaciones
de uso diario para el operador
Tabla 2. Acciones realizadas en área de Envasado
Problema Causa Raíz Contramedidas
Tiempo de búsqueda de
herramientas
No se tiene la herramienta
necesaria
Se genera listado de herramienta necesaria,
se abaste y estandariza herramienta.
Figura1.a y 1.b pág. 21
Tiempo de búsqueda de
formatos
No están definidos las áreas de
los formatos y no están
identificados
Se estandarizan formatos por colores para
todas las estaciones
Re trabajo para completar
tornillerías de formatos
No se tienen tornillos completos Completar consumibles necesarios para
cada formato
Retrabajo por ajuste en
guía de sinfín
La posición no esta definida, el
ajuste se realiza a criterio del
operador
Definir posición de calibración de guía y
sinfín. Figura 1.c pág. 21
Retrabajo por ajustes en
cambio de rollo
La posición no esta definida el
ajuste se realiza a criterio del
operador
Definir posición de altura de etiqueta,
colocar ayuda visual de referencia, para
ajuste de un solo paso. figura 1.d pág. 21
Tabla 3. Acciones realizadas en área de Etiquetado
5. Caso Exitoso

2130° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Figura 1.a y 1.b, muestra estandarización de
herramienta en caja de herramientas a utilizar
a b
Análisis soluciones y plan de implantación
Tabla 5. Plan de implantación para área de Envasado
Oportunidad Acciones Responsable Fecha
Buscar las estrellas (externa) 5's en área de formatos Producción 04-sep
Buscar las estrellas (externa) Colocar porta-formatos en el área Producción 05-sep
Buscar mariposas para fijar
formatos (externa)Estandarizar mariposas para cada formato Producción 04-sep
Buscar empaques(externa) Estandarizar empaques Excelencia O. 05-sep
Buscar empaques(externa) Probar empaques Producción 04-sep
Lavar formatos (externa) Secuencia Ing. Procesos 05-sep
Tiempo de lavado Identificar los tanques y tuberías de líquidos Producción 06-sep
Retirar los formatosDesarrollar secuencia de cambio e Instructivo de
TrabajoIng. Procesos 05-sep
Colocar formatos Desarrollar secuencia de cambio Ing. Procesos 05-sep
Colocar formatosElaboración de instructivo de cambio de
presentaciónIng. Procesos 05-sep
Colocar Empaques Estandarizar empaques Excelencia O. 04-sep
Lavar envasadoraRevisar con ingeniería la implementación de la
espreaExcelencia O. 04-sep
Abrir válvula de rebase hacia tote Desarrollar secuencia de cambio Ing. Procesos 06-sep
Activar bomba de rebaseRevisar factibilidad de colocar el control de la
bomba de rebaseMantenimiento 04-sep
Activar bomba de rebase Revisar la mejora para tubería para mejor flujo Producción 06-sep
Tiempo de traslados en lavadoIdentificar la válvula para la bomba de rebase del
parte de atrásProducción 06-sep
Tiempo de búsqueda de
información de referenciaResumen de especificaciones de envasado Calidad 05-sep
Re trabajo por ajustes varios en
levaIdentificar ajuste de levas para cada presentación Producción 04-sep
Tiempo de búsqueda de formatoEstandarización de colores para formatos en todas
las presentaciones en base a colores de etiquetado Producción 05-sep
Implementar Contramedidas
5. Caso Exitoso
Figura 1. c Posición de
sinfín a etiquetadora, Figura 1.d Referencia
para posición de
etiquetadora.
c d
G) IMPLANTACIÓN
2230° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
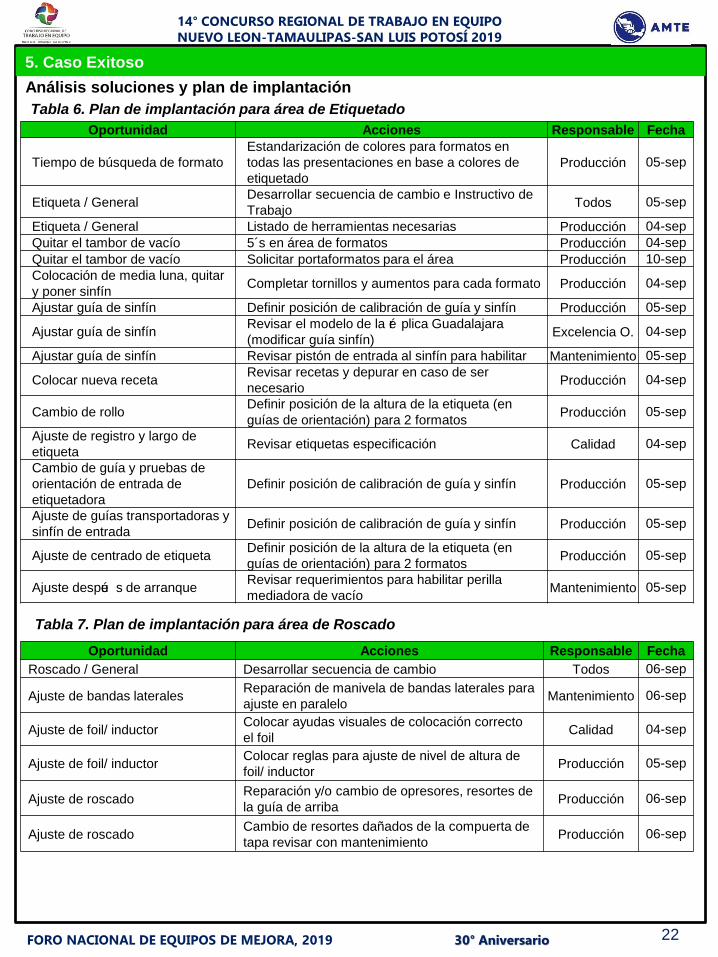
Análisis soluciones y plan de implantación
Tabla 6. Plan de implantación para área de Etiquetado
Oportunidad Acciones Responsable Fecha
Tiempo de búsqueda de formato
Estandarización de colores para formatos en
todas las presentaciones en base a colores de
etiquetado
Producción 05-sep
Etiqueta / GeneralDesarrollar secuencia de cambio e Instructivo de
TrabajoTodos 05-sep
Etiqueta / General Listado de herramientas necesarias Producción 04-sep
Quitar el tambor de vacío 5´s en área de formatos Producción 04-sep
Quitar el tambor de vacío Solicitar portaformatos para el área Producción 10-sep
Colocación de media luna, quitar
y poner sinfínCompletar tornillos y aumentos para cada formato Producción 04-sep
Ajustar guía de sinfín Definir posición de calibración de guía y sinfín Producción 05-sep
Ajustar guía de sinfínRevisar el modelo de la ré plica Guadalajara
(modificar guía sinfín)Excelencia O. 04-sep
Ajustar guía de sinfín Revisar pistón de entrada al sinfín para habilitar Mantenimiento 05-sep
Colocar nueva recetaRevisar recetas y depurar en caso de ser
necesarioProducción 04-sep
Cambio de rolloDefinir posición de la altura de la etiqueta (en
guías de orientación) para 2 formatosProducción 05-sep
Ajuste de registro y largo de
etiquetaRevisar etiquetas especificación Calidad 04-sep
Cambio de guía y pruebas de
orientación de entrada de
etiquetadora
Definir posición de calibración de guía y sinfín Producción 05-sep
Ajuste de guías transportadoras y
sinfín de entradaDefinir posición de calibración de guía y sinfín Producción 05-sep
Ajuste de centrado de etiquetaDefinir posición de la altura de la etiqueta (en
guías de orientación) para 2 formatosProducción 05-sep
Ajuste despué s de arranqueRevisar requerimientos para habilitar perilla
mediadora de vacíoMantenimiento 05-sep
Oportunidad Acciones Responsable Fecha
Roscado / General Desarrollar secuencia de cambio Todos 06-sep
Ajuste de bandas lateralesReparación de manivela de bandas laterales para
ajuste en paraleloMantenimiento 06-sep
Ajuste de foil/ inductorColocar ayudas visuales de colocación correcto
el foilCalidad 04-sep
Ajuste de foil/ inductorColocar reglas para ajuste de nivel de altura de
foil/ inductorProducción 05-sep
Ajuste de roscadoReparación y/o cambio de opresores, resortes de
la guía de arribaProducción 06-sep
Ajuste de roscadoCambio de resortes dañados de la compuerta de
tapa revisar con mantenimientoProducción 06-sep
Tabla 7. Plan de implantación para área de Roscado
5. Caso Exitoso

2330° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Estación Oportunidad Acción Responsable
Todas Falta de capacitación en
los procesos
estandarizados para el
cambio de presentación
Capacitar al personal de los tres turnos y relevos
en las mejoras realizadas en todas las estaciones
con los documentos, IT de arranque, guía de
cambio de presentación, IT y cambio de
presentación y hoja de parámetros de la línea
Ing. Procesos
Etiquetado El espacio del porta-
formatos es insuficiente
para ordenarlos y esta en
mal estado
Solicitar un porta-formatos para la estación en
base al estándarProducción &
Excelencia
Operativa
Etiquetado Ajuste de entrada de
botellas de forma manual
Replicar modelo de posicionador de botella. Producción
Envasado Botella con fuga entra a la
envasadora
Habilitar el detector de fugas. Mantenimiento
Etiquetado Ajuste en el arranque en
sinfines
Reparación de juego en sinfines. Mantenimiento
Todas Las referencias para los
ajustes de todas las
estaciones son piloto,
corren riesgo de
desprenderse
Implementar en las mismas escalas todas las
referencias colocadas de forma piloto para el
evento kaizen, con materiales más duraderos.
Producción
Etiquetado La manivela del sinfín es
muy corta, se tiene
problemas para realizar el
ajuste de la misma
Cambiar la manivela del ajuste del sinfín. Mantenimiento
Roscado Empaques de la línea no
tienen un lugar
estandarizado
Conseguir bines/caja especial para los empaques
de cada presentación.Producción
Envasado Lavado de envasadora se
realizar en diferentes
tiempos y no esta definido
Revisar la secuencia del tiempo de circulación del
agua de la envasadora y estandarizar el tiempo y
proceso de lavado.
Calidad
Roscado Las rodajas de la
roscadora se ajustan
constantemente
Colocar ayuda visual de rodajas en buen estado
dentro de instructivo de cambio de presentación
de roscadora.
Ing. Procesos
Tabla 8. Plan de acciones pendientes
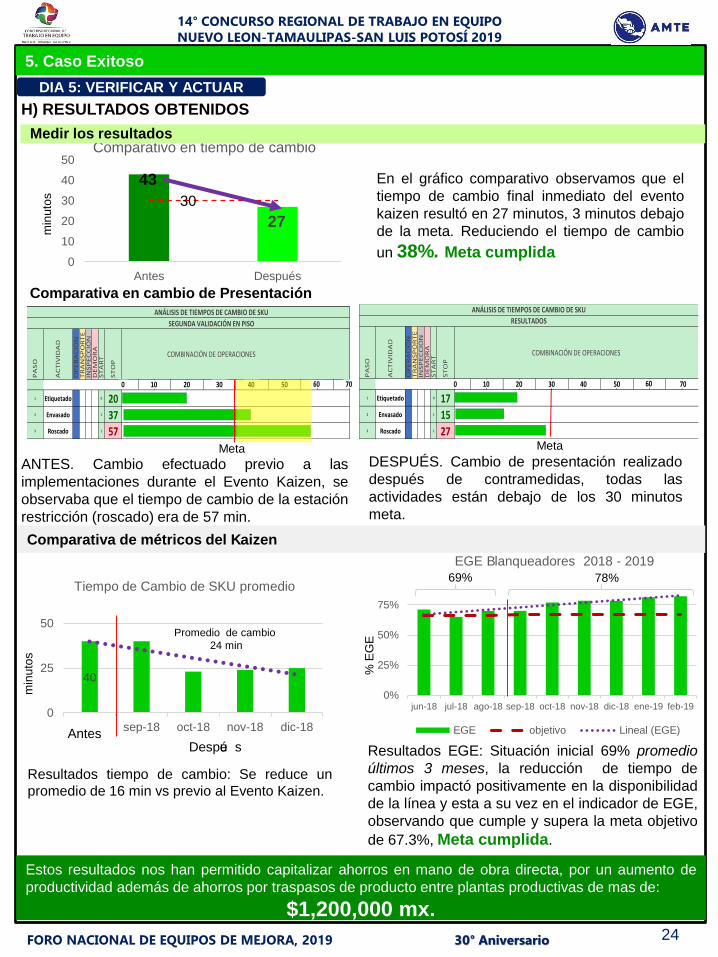
Fig. 2 Cambio de Presentación 121oz a 2Lts después de contramedidas (7 Septiembre 2018)
Resultados de la validación en piso después de la implantación de contramedidas. Se observa que los
tiempos de cambio están debajo del objetivo, logrando 27 minutos como máximo en el roscado.
5. Caso Exitoso
Meta
2430° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
43
27
0
10
20
30
40
50
Antes Después
Comparativo en tiempo de cambio
30
En el gráfico comparativo observamos que el
tiempo de cambio final inmediato del evento
kaizen resultó en 27 minutos, 3 minutos debajo
de la meta. Reduciendo el tiempo de cambio
un 38%. Meta cumplida
DIA 5: VERIFICAR Y ACTUAR
DESPUÉS. Cambio de presentación realizado
después de contramedidas, todas las
actividades están debajo de los 30 minutos
meta.
Comparativa de métricos del Kaizen
ANTES. Cambio efectuado previo a las
implementaciones durante el Evento Kaizen, se
observaba que el tiempo de cambio de la estación
restricción (roscado) era de 57 min.
H) RESULTADOS OBTENIDOS
Medir los resultados
5. Caso Exitosom
inu
tos
Estos resultados nos han permitido capitalizar ahorros en mano de obra directa, por un aumento de
productividad además de ahorros por traspasos de producto entre plantas productivas de mas de:
$1,200,000 mx.
40
0
25
50
ago-18 sep-18 oct-18 nov-18 dic-18
Tiempo de Cambio de SKU promedio
AntesDespué s
Promedio de cambio
24 min
min
uto
s
Resultados tiempo de cambio: Se reduce un
promedio de 16 min vs previo al Evento Kaizen.
Resultados EGE: Situación inicial 69% promedio
últimos 3 meses, la reducción de tiempo de
cambio impactó positivamente en la disponibilidad
de la línea y esta a su vez en el indicador de EGE,
observando que cumple y supera la meta objetivo
de 67.3%, Meta cumplida.
Comparativa en cambio de Presentación
0%
25%
50%
75%
jun-18 jul-18 ago-18 sep-18 oct-18 nov-18 dic-18 ene-19 feb-19
EGE Blanqueadores 2018 - 2019
EGE objetivo Lineal (EGE)
% E
GE
69% 78%
ANÁLISIS DE TIEMPOS DE CAMBIO DE SKU
SEGUNDA VALIDACIÓN EN PISO
PA
SO
AC
TIV
IDA
D
OP
ER
AC
IÓN
TR
AN
SP
OR
TE
INS
PE
CC
IÓN
DE
MO
RA
ST
AR
T
ST
OP
COMBINACIÓN DE OPERACIONES
1 Etiquetado 0 202 Envasado 1 373 Roscado 1 57
10 20 30 40 50 600 70
Meta Meta
PA
SO
AC
TIV
IDA
D
OP
ER
AC
IÓN
TR
AN
SP
OR
TE
INS
PE
CC
IÓN
DE
MO
RA
ST
AR
T
ST
OP
1 Etiquetado 0 172 Envasado 1 153 Roscado 1 27
COMBINACIÓN DE OPERACIONES
ANÁLISIS DE TIEMPOS DE CAMBIO DE SKU
RESULTADOS
10 20 30 40 50 600 70

2530° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
Se generan documentaciones para asegurar la estandarización y permanencia de las
contramedidas:
• Guía de cambio GUIA-INPRO-746
• Hoja de parámetros FOR-INPRO-745
• Instructivo de trabajo ITOP-INPRO-627
I) Estabilizar, documentar y estandarizar todas las mejoras
Estandarizar el éxito
5. Caso Exitoso
Guía de cambio GUIA-INPRO-746 Hoja de parámetros FOR-INPRO-745
Instructivo de trabajo ITOP-INPRO-627

2630° Aniversario FORO NACIONAL DE EQUIPOS DE MEJORA, 2019
14° CONCURSO REGIONAL DE TRABAJO EN EQUIPO NUEVO LEON-TAMAULIPAS-SAN LUIS POTOSÍ 2019
J) Conclusiones
Con la implementación de este Kaizen gracias a la participación de todo el equipo y el soporte de los
responsables de las áreas, fue posible detectar las causas raíces a los problemas que existían en la
línea y así generar las soluciones mas adecuadas y cumplir con los objetivos propuestos.
Conforme el equipo de trabajo se fue familiarizando con las mejoras realizadas, el indicador EGE
tomo una tendencia positiva superando la meta propuesta.
La generación y seguimiento de estándares permite homologar la operación, y así obtener y replicar
la calidad de los productos que requieren nuestros clientes en tiempo y forma.
La búsqueda constante de ser mejores es lo que nos impulsa a mantenernos en una posición de
liderazgo a largo plazo.
5. Caso Exitoso