repositorio.ug.edu.ecrepositorio.ug.edu.ec/bitstream/redug/42882/1/examen... · web viewresumen: el...
TRANSCRIPT

CUBIERTA

UNIVERSIDAD DE GUAYAQUILFACULTAD DE ADMINISTRACIÓN
PORTADA
MAESTRÍA EN ADMINISTRACION DE EMPRESAS, NEGOCIOS INTERNACIONALES
“TRABAJO DE TITULACIÓN EXAMEN COMPLEXIVO”
PARA LA OBTENCIÓN DEL GRADO DE MAGISTER EN
ADMINISTRACIÓN DE EMPRESAS
“IMPLEMENTACIÓN DE METODOLOGÍA DE MEJORA CONTINUA SEIS SIGMA EN UNA EMPRESA DE RECUBRIMIENTOS
INDUSTRIALES EN LA CIUDAD DE GUAYAQUIL, CON EL OBJETIVO DE REPLICARLA A EMPRESAS NACIONALES Y
EXTRANJERAS DE DIFERENTES GIRO DE NEGOCIO”
AUTOR: JORGE ANTONIO VÉLIZ LÓPEZ
TUTOR: GARY ROBERTO RIVERA BARBERAN
GUAYAQUIL – ECUADOR
MAYO 2016

REPOSITORIO NACIONAL EN CIENCIAS Y TECNOLOGÍA
REPOSITORIO NACIONAL EN CIENCIAS Y TECNOLOGÍAFICHA DE REGISTRO ESTUDIO DE CASO EXAMEN COMPLEXIVO
TÍTULO: ANALISIS DE LA IMPLEMENTACION DE METODOLOGIA DE MEJORA CONTINUA SEIS SIGMA EN UNA EMPRESA DE RECUBRIMIENTOS INDUSTRIALES EN LA CIUDAD DE GUAYAQUIL, CON EL OBJETIVO DE REPLICARLA A EMPRESAS NACIONALES Y EXTRANJERAS DE DIFERENTES GIROS DE NEGOCIOAUTOR/ES: JORGE ANTONIO VELIZ LOPEZ
REVISORES: MARCO SURIAGA
INSTITUCIÓN: UNIVERSIDAD DE GUAYAQUIL
FACULTAD: CIENCIAS ADMINISTRATIVAS
PROGRAMA: MAESTRIA EN ADMINISTRACION DE EMPRESAS MENCION EN NEGOCIOS INTERNACIONALESFECHA DE PULICACIÓN: NO. DE PÁGS: 50ÁREA TEMÁTICA: GESTION DE OPERACIONESPALABRAS CLAVES: Diagrama de Pareto, Seis sigma, aplicación de método de reducción de costos de producción, mejora continua
RESUMEN: El presente trabajo busca mostrar el proceso de implementación de la metodología Seis Sigma en una empresa de recubrimiento de la ciudad de Guayaquil, en la cual se obtuvo importantes beneficios tanto económicos como en mejoras de procesos, reducción de defectos y cultura en trabajo en equipos multidisciplinarios, lo que permitió incursionar de manera más competitiva en mercados extranjeros. Bajo esta experiencia del autor, propone un replicarla a otras empresas de diferentes giro de negocios con el objetivo de mejorar sus costos operativos y posibilitar la apertura a mercados del extranjero.
N° DE REGISTRO(en base de datos):
N° DE CLASIFICACIÓN: Nº
DIRECCIÓN URL (estudio de caso en la web)ADJUNTO URL (estudio de caso en la web):ADJUNTO PDF: SI NOCONTACTO CON AUTORES/ES: Teléfono:
2217102E-mail:
[email protected] EN LA INSTITUCION:
Nombre:Teléfono:

CERTIFICACIÓN DEL TUTOR
En mi calidad de tutor del estudiante Ing. JORGE ANTONIO VELIZ LÓPEZ, del
Programa de Maestría/Especialidad Administración de Empresas, nombrado por el Decano
de la Facultad de Administración, CERTIFICO: que el estudio de caso del examen
complexivo titulado: “IMPLEMENTACIÓN DE METODOLOGÍA DE MEJORA
CONTINUA SEIS SIGMA EN UNA EMPRESA DE RECUBRIMIENTOS
INDUSTRIALES EN LA CIUDAD DE GUAYAQUIL, CON EL OBJETIVO DE
REPLICARLA A EMPRESAS NACIONALES Y EXTRANJERAS DE DIFERENTES
GIRO DE NEGOCIO”, en opción al grado académico de Magíster (Especialista) en
Administración de Empresas con mención en Negocios Internacionales, cumple con los
requisitos académicos, científicos y formales que establece el Reglamento aprobado para
tal efecto.
Atentamente
Gary Rivera
Tutor
Guayaquil, Mayo del 2016

AGRADECIMIENTO
Un agradecimiento especial para
la compañía Pintura
Ecuatorianas S.A por darme la
oportunidad de contribuir con la
información necesaria requerida
para el éxito de este trabajo.

DEDICATORIA
Dedico este trabajo a toda mi familia,
en especial a mis padres, a mi esposa
e hijos.
Jorge
DECLARACIÓN EXPRESA
El contenido de la Tesis de Grado titulada: “IMPLEMENTACIÓN DE
METODOLOGÍA DE MEJORA CONTINUA SEIS SIGMA EN UNA EMPRESA DE
RECUBRIMIENTOS INDUSTRIALES EN LA CIUDAD DE GUAYAQUIL, CON EL
OBJETIVO DE REPLICARLA A EMPRESAS NACIONALES Y EXTRANJERAS DE
DIFERENTES GIRO DE NEGOCIO”, previo a para la obtención del Título de Magister
en Administración de Empresas, es responsabilidad exclusiva de su autor, Ing. JORGE
ANTONIO VÉLIZ LÓPEZ y el patrimonio intelectual de la misma es de la Universidad de
Guayaquil.
Ing. JORGE ANTONIO VELIZ LÓPEZAutor

ÍNDICE GENERAL
CUBIERTA...........................................................................................................................1
PORTADA.............................................................................................................................2
REPOSITORIO NACIONAL EN CIENCIAS Y TECNOLOGÍA.......................................3
CERTIFICACIÓN DEL TUTOR..........................................................................................4
AGRADECIMIENTO...........................................................................................................5
DEDICATORIA....................................................................................................................6
DECLARACIÓN EXPRESA................................................................................................7
ÍNDICE GENERAL..............................................................................................................8
ÍNDICE DE TABLAS.........................................................................................................10
ÍNDICE DE FIGURAS.......................................................................................................11
ÍNDICE DE ANEXOS........................................................................................................12
SIGLAS...............................................................................................................................13
RESUMEN..........................................................................................................................14
ABSTRACT........................................................................¡Error! Marcador no definido.
INTRODUCCIÓN.................................................................................................................1
1.1. Objeto de estudio.....................................................................................................1
1.2. Campo de investigación..........................................................................................1
1.3. Delimitación del Problema......................................................................................2
1.4. Pregunta de investigación.......................................................................................3
1.5. Justificación.............................................................................................................3
1.6. Objetivos de la investigación..................................................................................5
1.7. Premisa....................................................................................................................5
DESARROLLO.....................................................................................................................6
2.1. Marco teórico..............................................................................................................6
2.1.1. Teorías Generales: Sistema de mejora continúa..............................................6
2.1.2. Teorías Sustantivas: Metodología Seis Sigma.................................................8
2.1.3. Referente empíricos...........................................................................................11
2.2. Marco Metodológico.............................................................................................12
2.1.1. Metodología utilizada........................................................................................12
2.1.1.1. Categorías...................................................................................................14
2.1.1.2. Dimensiones................................................................................................14
2.1.1.3. Instrumentos................................................................................................14
2.1.1.4. Unidad de análisis.......................................................................................15
2.1.1.5. Gestión de datos..........................................................................................15
2.1.1.6. Criterios Éticos...........................................................................................15
2.1.2. Resultados obtenidos.........................................................................................15
2.1.2.1. Fase uno: DEFINIR....................................................................................15
2.1.2.2. Fase dos: MEDIR........................................................................................16
2.1.2.2. Fase tres: ANÁLIZAR................................................................................27
2.3. Propuesta: Mejora y control de producción de base de tinturación......................33
2.3.1. Fase cuatro: MEJORA...................................................................................33
2.3.2. Fase cinco: CONTROL.................................................................................38
2.3.6. Cuantificación beneficio económico.................................................................40
2.4. Discusión de resultados.........................................................................................43
CONCLUSIONES...............................................................................................................47
RECOMENDACIONES......................................................................................................48
BIBLIOGRAFÍA.................................................................................................................49
ANEXOS.............................................................................................................................51

ÍNDICE DE TABLAS
Tabla 1. CDIU del estudio de caso......................................................................................15
Tabla 2. Indicadores.............................................................................................................24
Tabla 3. Pruebas de hipótesis para la base pastel................................................................29
Tabla 4. Pruebas de hipótesis para la base Tint...................................................................31
Tabla 5. Proyección de demanda esperada..........................................................................43
Tabla 6. Proyección de la demanda esperada......................................................................44
Tabla 7. Inversión Inicia......................................................................................................45
Tabla 8. Pinturas Ecuatorianas: Premisa de decisión..........................................................46

ÍNDICE DE FIGURAS
Figura 1. Reparto: costo del fabricado en bases PINTUCO...............................................16
Figura 2. Base 117274. Distribución de costos materiales.................................................17
Figura 3. I-MR CHART OF COSTO FABREAL 1............................................................18
Figura 4. I-MR CHART OF COSTO FABREAL 2..........................................................18
Figura 5. I-MR CHART OF COSTO FABRICACION REAL...........................................19
Figura 6. I-MR CHART OF COSTO FABRICACION REAL 1........................................19
Figura 7. I-MR CHART OF esfuerzo..................................................................................20
Figura 8. ASSESSMENT AGREEMENT...........................................................................21
Figura 9. Assessment Agreement........................................................................................21
Figura 10. GAGE R&R (ANOVA) FOR V2.......................................................................22
Figura 11. Análisis estudio GAGE PH................................................................................23
Figura 12. GAGE R&R (ANOVA) FOR VALOR 2...........................................................23
Figura 13. Capacidad normal intervil pastel........................................................................25
Figura 14. Capacidad no normal in tervinil tint...................................................................26
Figura 15. Process capability of esfuerzo............................................................................26
Figura 16 . Process capability of cubrimiento.....................................................................27
Figura 17. Interacción cubrimiento......................................................................................35
Figura 18. Interaction plot (data means) for esfuerzo..........................................................36
Figura 19. Tendencia de ventas...........................................................................................43

ÍNDICE DE ANEXOSAnexo 1. Descripción del proceso de fabricación de bases.................................................51
Anexo 2. Árbol de problemas..............................................................................................52
Anexo 3. Siete pasos de mejora continua............................................................................53
Anexo 4. Ciclo de Deming..................................................................................................53
Anexo 5. Fases de la metodología Seis Sigma....................................................................54
Anexo 6. Mapa de proceso de desarrollo de productos.......................................................55
Anexo 7. Herramienta de prueba de sistema de medición...................................................56
Anexo 8. Ficha de información general...............................................................................57
Anexo 9. Matriz AMEF para el proceso de desarrollo........................................................58
Anexo 10. Matriz de prueba del producto. Severidad.........................................................59
Anexo 11. Matriz de prueba del producto. Ocurrencia........................................................60
Anexo 12. Matriz de prueba del producto. Detección........................................................61
Anexo 13. SIPOC................................................................................................................63

SIGLAS
DPMO: Defectos por millón de Oportunidades
DPU: Defectos por unidad
Lean: Esbelto
SCORE: Select, Clarify, Organize, Run, Evaluate
Kaizen: Cambio para mejorar
C&E matrix: Matriz causa-efecto
SPC: Control estadístico de la producción
5´s: Metodología 5´s
DOE: Design of experiment

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE ADMINISTRACIÓN
“IMPLEMENTACIÓN DE METODOLOGÍA DE MEJORA CONTINUA SEIS SIGMA EN UNA EMPRESA DE RECUBRIMIENTOS INDUSTRIALES EN LA
CIUDAD DE GUAYAQUIL, CON EL OBJETIVO DE REPLICARLA A EMPRESAS NACIONALES Y EXTRANJERAS DE DIFERENTES GIRO DE
NEGOCIO”
Autor: Jorge Antonio Véliz López
Tutor: Gary Rivera Barberán
RESUMEN
El presente trabajo busca mostrar el proceso de implementación de la metodología
Seis Sigma en una empresa de recubrimiento de la ciudad de Guayaquil, en la cual se
obtuvo importantes beneficios tanto económicos como en mejoras de procesos, reducción
de defectos y cultura en trabajo en equipos multidisciplinarios, lo que permitió incursionar
de manera más competitiva en mercados extranjeros. Bajo esta experiencia del autor,
propone un modelo para replicarla a otras empresas de diferentes giros de negocios con el
objetivo de poder abrir mercados del extranjero.
Palabras claves:
Diagrama de Pareto, Seis sigma, aplicación de método de reducción de costos de
producción, mejora continua
UNIVERSITY OF GUAYAQUIL
FACULTY OF ADMINISTRATION
“IMPLEMENTATION OF CONTINUOUS IMPROVEMENT
METHODOLOGY OF SIX SIGMA IN A COMPANY OF INDUSTRIAL
COATINGS IN THE CITY OF GUAYAQUIL, WITH THE OBJECTIVE OF
REPLICATING IT IN NATIONAL AND FOREIGN COMPANIES OF
DIFFERENT BUSINESS TYPE”
Author: Jorge Antonio Véliz López
Tutor: Gary Rivera Barberán
ABSTRACT
This paper aims to show the process of implementing Six Sigma in a company
covering the city of Guayaquil , where important both economic and process
improvements , reduced defects and culture benefits work was obtained in
multidisciplinary teams , which allowed dabble more competitively in foreign markets.
Under this author's experience, she proposes a model to replicate it to other companies in
different line of business with the aim to open markets abroad.
Keywords:
Pareto chart, Six sigma, application method of reducing production costs, continuous
improvement.

INTRODUCCIÓN
El presente trabajo busca contribuir a la Gestión de Operaciones a través
del Mejoramiento Continuo, empleando la metodología Seis Sigma, aplicada a
una empresa de recubrimiento en la ciudad de Guayaquil, con el objetivo de poder
replicarla en otras organizaciones, estableciendo un modelo práctico que facilite
su implementación.
Desde hace 10 años, las empresas de clase mundial han estado utilizando el término Seis Sigma para definir los nuevos estándares de calidad. Este nuevo estándar de calidad busca que todos los productos, procesos y servicios en una organización, tengan un valor igual o superior a Seis Sigma, lo que representa un Cp=2. (González & González, 2003, pág. 1).
La filosofía Seis Sigma se enfoca principalmente en el Cliente,
entendiendo que es la razón de ser para la organización y por tanto el objetivo
primordial para cualquier iniciativa de mejora. Desde este punto de vista, Seis
Sigma ayuda a que los procesos de la empresa, logren entregar a los clientes,
productos y servicios con un mínimo de defectos, llegando inclusive a buscar la
casi perfección, donde el nivel máximo solo permite 3,4 defectos por millón. Esto
en la práctica se traduce en ahorros de dinero, procesos más estables, alta
productividad y alta satisfacción en el cliente. Miranda expresa que la
metodología Seis Sigma logra: “establecer un sistema que sea capaz de generar
mayores ingresos, satisfacer clientes internos y externos que aseguran una mejor
competitividad para obtener beneficios tangibles en menor tiempo”. (Miranda,
2006, pág. 12).
1.1. Objeto de estudio
Gestión de Operaciones
1.2. Campo de investigación
Mejora en los costos operativos de la compañía de recubrimientos,
aplicado a un área crítica de la empresa, aplicando la metodología Seis Sigma.
1

1.3. Delimitación del Problema
En los actuales momentos la dinámica del mercado está tomando una
importancia preponderante debido a que en los últimos años se están dando
cambios importantes respecto a la competencia, eficiencia de procesos, reducción
de costos y una serie de factores que derivan en mantenerse o no en el juego
comercial. La incursión de productos extranjeros con mejores precios, hace
imperioso que las empresas revisen sus procesos y controlen más en detalle sus
costos operativos.
La agresividad de la competencia, provoca que se revisen los costos
ocultos que nos impiden mejorar los márgenes de utilidad y mejorar los precios al
consumidor. Si en las organizaciones, no se involucran metodologías de
mejoramiento continuo que permitan enfocarse más en el cliente, ser más
eficientes en sus procesos, tener bajo número de defectos y reduzcan sus costos de
producción, se verán seriamente en desventaja frente a aquellas que sepan hacer
mejor las cosas y puedan responder más ágilmente a esta nueva dinámica.
Schnaars expresaba que “históricamente, los estrategas se han centrado en la
competencia. Casi todas las fórmulas de planificación estratégica que llegaron a
ser populares en las últimas décadas consideraban explícitamente los efectos de
la competencia. En muchos casos era su razón de ser” (Schnaars, 2004), sin
embargo la metodología Seis Sigma se enfoca más en los requerimientos del
cliente.
Para la identificación del problema se establecieron reuniones de equipos
de trabajo multidisciplinarios, en las cuales se realizaron lluvias de ideas sobre los
problemas más críticos de la compañía y en las áreas de mayor impacto dentro de
la organización y luego se establecieron diferentes criterios para enfocarse en un
problema vigente con altas oportunidades de aporte en beneficios para la empresa.
Se puntualizó en el área de desarrollo y particularmente en una línea de producto
con una baja participación de mercado.
Planteamiento del problema: Productos con precios no competitivos.
2

Causas:
Costos elevados de producción.
Ingreso de nuevos competidores en el negocio de recubrimientos.
Falta de metodología para procesos de mejora contínua.
Efectos:
Pérdida de competitividad.
Reducción de la participación de mercado.
Demora en la respuesta a situaciones adversas que se presenten en el
mercado.
1.4. Pregunta de investigación
¿Cómo contribuir a la Gestión de operaciones a través de Seis Sigma,
identificado en los ahorros generados luego de la implementación en una
compañía de recubrimientos?
1.5. Justificación
En la crisis económica que están viviendo los países desarrollados y
aquellos en vía de desarrollo, se hace imprescindible aplicar en las empresas
metodologías de mejora que permitan ser más eficientes en sus procesos, finanzas
y manejando sus recursos de la mejor manera. La presente investigación pretende
demostrar que la metodología Seis Sigma es una fuerte herramienta disponible
que permite reducir altos costos en las empresas con un gran impacto financiero
en sus utilidades.
Con el presente trabajo de investigación, la Alta Dirección contará con una
poderosa herramienta de reducción de costos a través de la reducción de los
defectos en procesos, que permitirá recuperar la inversión que la implementación
requiere para su buen funcionamiento y tener valores agregados de incalculable
beneficios que harán de la compañía un modelo de excelencia.
3

Para realizar mejoras en un proceso, se puede utilizar desde el sentido
común, pasando por las herramientas básicas de la calidad:
1. Elaboración de gráficas del flujo del proceso (lo que se hace).
2. Gráficas (con qué frecuencia se hace).
3. Histogramas (visión gráfica de la variación).
4. Análisis de Pareto (clasificación de problemas).
5. Análisis de causa y efecto o Diagrama de Ishikawa (lo que
ocasiona los problemas).
6. Diagramas de dispersión (definición de relaciones).
7. Gráficas de control (medición y control de la variación).
También se encuentran disponibles las pruebas de hipótesis, diseños
experimentales, etc. Sin embargo ellas por si solas no tienen una efectividad en el
largo plazo a menos que se conjugue una metodología que garantice la estabilidad
de los resultados y una medición efectiva que demuestre el cumplimiento del
objetivo planificado.
Seis Sigma como metodología busca solucionar problemas del negocio,
mejorando la satisfacción del cliente, reduciendo la variación en los procesos,
haciéndolos más predecibles, reduciendo el tiempo de ciclo; para ello se aplican
muchas de las herramientas de mejoras de una manera metodológica y organizada.
Se pretende probar que aplicando la metodología Seis Sigma, se logrará resultados
estables en el largo plazo y no solo soluciones momentáneas.
Baja participación de mercado en la bases de tinturación de la marquilla de
mayor contribución en el sistema de color.
Altos costos en el sistema de tinturación de la marquilla.
Confirmar que esta metodología es viable para generar mejoras en la
organización.
4
1.6. Objetivos de la investigación
Objetivo General
Contribuir a la reducción de costos en la fórmula para la base de tinturación.
Objetivos Específicos
1. Análisis y síntesis de las oportunidades de implementación de la
metodología y área de influencia con mayor impacto para la
organización.
2. Implementar las herramientas de seis sigma a utilizar en la fórmula
de base de tinturación.
3. Medir los indicadores de gestión seleccionados para garantizar los
resultados de la propuesta.
4. Modelo de implementación de Seis Sigma en otras empresas donde
la metodología sea aplicable.
1.7. Premisa
Confirmar que esta metodología es viable para generar mejoras en la
organización.
5
DESARROLLO
2.1. Marco teórico
2.1.1. Teorías Generales: Sistema de mejora continúa
Todas las empresas exitosas requieren un sistema de mejoramiento
continuo, pero de que se trata:
La mejora continua es una herramienta de incremento de la productividad que favorece un crecimiento estable y consistente en todos los segmentos de un proceso.La mejora continua asegura la estabilización del proceso y la posibilidad de mejora. Cuando hay crecimiento y desarrollo en una organización o comunidad, es necesaria la identificación de todos los procesos y un análisis medible de cada paso llevado a cabo. Algunas de las herramientas utilizadas incluyen las acciones correctivas, preventivas y el análisis de la satisfacción en los miembros o clientes. Se trata de la forma más efectiva de mejora de la calidad y la eficiencia en las organizaciones. (Fernández R., 2013, pág. 29).
Por lo tanto es necesario la mejora continua para garantizar la estabilidad y
la permanencia de las empresas con el paso del tiempo. Para lo cual Commerce
explica los 7 pasos de mejora continua.
Que básicamente consiste en Identificar la información primaria de la
empresa, Definir que debo medir, Definir que puedo medir en la realidad de la
empresa, Reunir todos los datos necesarios para recabar información, Procesar los
datos obtenidos, Analizar los resultados, Presentar y tomar decisiones en función
de la información obtenida, Implementar las acciones correctivas pertinentes.
Estos siete pasos se grafican en la figura 1.
La mejora continua o perpetua exige una modalidad circular. Hace años, el doctor Deming les presentó a los japoneses del Ciclo Planifique, Haga, Verifique, Actúe (PHVA); él lo denominó Ciclo Shewhart por el individuo que fue pionero del control estadístico de calidad, Walter Shewhart (Los japoneses le denominan el “Ciclo Deming” (Walton, 2004, pág. 19).(Ver figura en anexos)
6

El ciclo de Deming perpetúa el mejoramiento de la calidad de la empresa en
cuatro fases: Planificar, realizar, comprobar y actuar. (Ver figura en anexos).
a) Planificar o planear
Primero se definen los planes y la visión de la meta que tiene la empresa; en donde quiere estar en un tiempo determinado. Una vez establecido el objetivo, se realiza un diagnóstico, para saber la situación actual en que nos encontramos y las áreas que es necesario mejorar, definiendo su problemática y el impacto que puedan tener en su vida. Después se desarrolla una teoría de posible solución, para mejorar un punto, y por último se establece un plan de trabajo en el que probaremos la teoría de solución. (Pérez & Múnera, 2007, pág. 50).
Es decir en este punto se establecen estrategias a seguir para mejorar
aspectos específicos en la empresa.
b) Realizar o Hacer
En este punto se deben (Carrasco, 2013, pág. 20):“aplicar las acciones de
corrección”, las mismas que requieren un análisis de todas las posibles
soluciones.
c) Comprobar o verificar
Es realizar el seguimiento y la medición de los procesos y los productos respecto a las políticas, los objetivos y los requisitos para el producto, e informar sobre los resultados. Comparar los resultados obtenidos con las hipótesis planteadas en la etapa de planificación, para confirmarlas o desecharlas. Verificar, controlar, evaluar los efectos y recoger los resultados. (Abuin, 2005, pág. 98).
d) Actuar
Es hacer un (Van, 2008)“ajuste de los planes en función de los resultados
de la fase de verificación” con el objetivo de continuar mejorando el producto o
los servicios, es así como:
Se establecen las acciones necesarias para resolver las desviaciones y errores detectados en la fase de comprobación. A partir de aquí se realiza una nueva planificación, hasta que la mejora esté implementada, el
7

resultado comprobado y el proceso consolidado. (Armendáris, 2013, pág.15).
2.1.2. Teorías Sustantivas: Metodología Seis Sigma
De acuerdo a la publicación de Fernández la Metodología Seis Sigma se
inicia de la siguiente manera:
La técnica se inició en Motorola tras las siguientes observaciones de su ingeniero Bill Smith:Cuando un producto fallaba durante la producción y se reparaba, otros defectos quedaban ocultos y se presentaban cuando el cliente usaba el producto ocasionando quejas y reclamaciones.Cuando el producto no falla durante la producción, tampoco fallaba con el cliente. (Fernández, 2006, pág. 118).
Estas observaciones permitieron desarrollar la metodología Seis Sigma con
el principal interés de disminuir costos durante el proceso de producción. Es así
como estudiando los problemas recurrentes en la producción apoyándose en
estudios estadísticos se pueden identificar los núcleos y de esta forma tomar
acciones oportunas.
Se pueden citar múltiples definiciones de autores contemporáneos con el
objetivo de entender un poco más la metodología seis sigma y de esta manera
analizar la utilidad que podría tener en una empresa especialmente en el área de
producción, metodología que permitió que Motorola ahorrara millones de dólares.
Seis sigma es un método estructurado para maximizar la eficiencia y mejorar la calidad analizando los procesos e identificando las oportunidades de mejora mediante la eliminación de la variabilidad de los procesos, y por tanto, en reducir a la mínima expresión los defectos y errores. (Fernández R. , 2013, pág. 155).
Esta metodología presenta la importancia de reducir la variación, los defectos y los errores en todos los procesos a través de una organización para así lograr aumentar la cuota de mercado, minimizar los costos e incrementar los márgenes de ganancia. Se pone énfasis a la explicación de una estrategia sobresaliente y de los elementos para implementar la Metodología (Definir el proceso, medirlo, analizar los datos, mejorarlo y controlarlo) para la reducción de la variabilidad y el logro de Seis Sigma. (Gómez, Vilar, & Tejero, 2003, pág. 42).
8

Fernández y Gómez hacen énfasis en la estructuración del método para
eliminar los errores de los procesos y con ellos los defectos que se podrían generar
en los productos, lo que tiene fundamental importancia si se considera que los
defectos de producción generan muchas quejas y altos costos en servicio técnico o
reposición de los mismos a los clientes, sin contar con las molestias que el cliente
tiene cuando el producto que compró tienen fallas de fabricación.
…el Seis Sigma gira en torno a una ecuación básica para resolver problemas: Y=f(X), o sea Y= f(X1,X2,X3,…). Esta ecuación define la relación entre una variable dependiente Y, y las variables independientes, las X.En otras palabras, el producto de un proceso, Y, es función de los insumos, X. Es como su mamá le decía cuando estaba niño: “Vas a sacar exactamente lo mismo que metas”. Esta sencilla ecuación de resolver problemas sirve como guía de la metodología MAMC de Seis Sigma: M: Medir; A: analizar; M: Mejorar; C: Controlar. (Wheat , Mills, & Carnell ,2003, págs. 59-60).
En cambio Wheat hace un especial énfasis en la forma en la que se
desarrolla el análisis de las variables y su correlación para poder conocer los
errores y posteriormente solucionar las dificultades en el proceso de producción
dejando muy claro que la metodología Seis Sigma es de carácter cuantitativo y se
requiere de un análisis estadístico para determinar las causas y luego proceder a su
corrección.
Por lo tanto se puede definir la metodología Seis Sigma como un estudio
cuantitativo del proceso de producción que requiere identificar las variables que se
relacionan en el mismo y proceder con las mediciones y análisis correspondientes;
de esta forma se tiene la identificación de las causas de los errores en la
producción pudiendo aplicarse las mejoras dentro del proceso, sin olvidar la
necesidad de controlar que estas mejoras se ejecuten de forma adecuada.
El método Seis Sigma aplicado de forma correcta disminuye los errores de
producción, aumenta la productividad, mejorar la rentabilidad y mejora los niveles
de satisfacción del cliente, lo que podría dar como resultado un aumento de ventas
y fidelización de clientes, transformándose en un proceso de mejora continua
dentro de la empresa. De acuerdo a Summers la metodología Seis Sigma tiene
9

principalmente ocho fases: reconocer, definir, medir, analizar, mejorar, controlar,
estandarizar, e integrar. Convirtiéndose en un ciclo que se lo conoce por sus
siglas en ingles DMAIC. Para la aplicación de la metodología se utilizan técnicas
estadísticas para el control de procesos y el análisis de información en cada uno de
los casos. Es así como se citan las fases a continuación:
Definir, medir, analizar (Planificar)1. Seleccionar los parámetros de medición apropiados: variables claves
de salida del proceso (KPOVs, por sus siglas en inglés).2. Determinar de qué manera se dará seguimiento a esos parámetros de
medición con el paso del tiempo.3. Determinar la base de desempeño actual del proyecto/proceso.4. Determinar las variables clave de entrada del proceso (KPIVs, por sus
siglas en inglés) que dan lugar a las variables clave de salida del proceso (KPOVs).
5. Determinar qué cambios deben efectuarse en las variables clave de entrada del proceso para afectar positivamente las variables clave de la salida del proceso.
Mejorar6. Realizar los cambios.Controlar (Estudiar, Actuar)7. Determinar si los cambios han afectado positivamente las KPOVs.8. Si los cambios realizados dieron por resultado mejoras de desempeño,
regresar al paso 5 y hacer las modificaciones apropiadas. (Summers,2006, pág. 46).
Cada uno de estas fases de información valiosa que debe ser tabulada por
medio de métodos estadísticos que permiten identificar los errores y así poder
tomas decisiones para efectuar los cambios necesarios en los procesos de
producción de una empresa. Pérez explica que la metodología Seis Sigma que
procura la reducción de las variaciones en los procesos, disminución de defectos
de productos y disminución de errores en la producción logra aumentar la cuota en
el mercado, minimizar los costos de producción e incrementar los márgenes de
ganancias. Definiendo cinco fases concretas en el proceso: Definir el problema o
defecto, Medirlo, Analizar sus datos, Mejorarlo y Controlarlo, haciendo que su
nombre abreviado sea DMAMC (Pérez, 2010, pág. 2). Para efectos de la
presente investigación se desarrollará las fases simplificadas propuestas por Pérez
la misma que se puede observar a detalle en anexos 5.
10

Existe todo un proceso de implementación de la metodología Seis Sigma
en la cuales intervienen diferentes actores ya que no solo se trata de emplear
herramientas estadísticas y ponerse a calcular datos o defectos en los procesos.
Tiene que existir en la alta dirección la convicción de que este sistema si les
permitirá lograr niveles de excelencia operativa en la organización que repercutirá
en la satisfacción con el cliente. La alta dirección debe tener claridad de que es
necesario definir el equipo de trabajo con el que se requiere arrancar un primer
proyecto Seis Sigma.
Seis Sigma como metodología busca solucionar problemas del negocio,
mejorando la satisfacción del cliente, reduciendo la variación en los procesos,
haciéndolos más predecibles, reduciendo el tiempo de ciclo; para ello se aplican
muchas de las herramientas de mejoras de una manera metodológica y organizada.
Para su aplicación no solo se utilizaran herramientas estadísticas, sino también
herramientas de análisis cualitativo, sin embargo ellas por si solas no tienen una
efectividad en el largo plazo a menos que se conjugue una metodología que
garantice la estabilidad de los resultados y una medición efectiva que demuestre
el cumplimiento del objetivo planificado. Se pretende probar que aplicando la
metodología Seis Sigma, se logrará resultados estables en el largo plazo y no solo
soluciones momentáneas.
2.1.3. Referente empíricos
Hay varios conceptos que no son comúnmente utilizados en la vida
cotidiana, aquí se explican brevemente algunos que se utilizarán en el desarrollo
de la presente tesis:
´
Fábrica oculta: “Conocer mejor las causas de un determinado resultado, es
decir, descubrir la “fábrica oculta” detrás de unos costes indirectos cada vez más
voluminosos a medida que crecía la diversificación y la automatización de los
procesos productivos”. (Pont & Rocafort, 1997, pág. 197).
11

Defecto: Salida de un producto terminado que no cumple con los estándares de
calidad, de acuerdo al Manual de Control de Calidad se pueden clasificar los
defectos de los productos de acuerdo a su gravedad (Juran, Gryna, & Binghan,
2003, pág. 1222).
Blak Belt: Líder de proyecto, experto en el uso de las herramientas 6 sigma…
“Cualquier Black Belt con algo de experiencia buscará de forma expresa cualquier
posible interacción entre variables puesto que, en caso de dar con ellas, el
resultado será sorprendente a los ojos de los responsables del proceso y se habrá
desvelado parte del misterio que ocultaba el proceso”. (Prieto, 2010, pág. 62)
Green Belt: Integrante del grupo que maneja las herramientas estadísticas y da soporte
al Black Belt.
Sponsor: Ejecutivo de medio o alto nivel que remueve cualquier obstáculo para
asegurar los recursos y el logro del proyecto.
SIPOC: Un tipo de mapa de proceso en el cual se analiza los proveedores, entradas, el
proceso en sí, las salidas y los clientes.
CTQ´s: Criticas para el cliente, son todos los requisitos que el cliente espera de nuestra
organización, estas deben ser evaluadas y tomadas en cuenta durante el proyecto.
Kaizen: Cambio para mejorar
Process Map: Mapa de proceso
2.2. Marco Metodológico
En el marco metodológico se analizaran el tipo de metodología utilizada
en la investigación y se presentara el resultado del caso de estudio.
2.1.1. Metodología utilizada
12

Para el caso de la empresa en estudio, se definió inicialmente preparar a
un líder en Seis Sigma y particularmente fue designar un Black Belt o líder de
proyecto, el mismo que se tuvo que formar en la Sede de la organización, durante
6 meses. Esta formación como Black Belt se realizó ejecutando un primer
proyecto práctico en donde se identificó una oportunidad de mejora y cumplió las
condicionantes de un proyecto, entre ellas la más importante, que la solución del
problema no sea conocida, de ser así no aplica para Seis Sigma.
Para designa al líder del proyectos Seis Sigma se identificó un perfil
mínimo ya que debe tener algunas características como:
Liderazgo
Analítico
Enfocado a trabajo en equipo
Para el levantamiento de información se utilizarán las técnicas y
herramientas planteadas en la metodología Seis Sigma, las mismas que las explica
Pérez en las primeras tres fases de la aplicación de la misma, estas son:
1. Fase de definición
2. Fase de medición
3. Fase de análisis
Fase de definición:
Durante la fase 1 se realizaron reuniones con el grupo de trabajo para
identificar las causas potenciales que estaban ocasionando que las bases estén
perdiendo participación en el mercado utilizando el diagrama de Pareto para
sistematizar la información
Fase de medición: En la fase de medición se realizó la medición de las
siguientes variables:
13

Análisis de la influencia de costo en la fórmula de base de
tinturación.
Medidas de rendimiento.
Los GAGE
Voz de los clientes
Capacidad de procesos
Fase de análisis: Se realizó el análisis de los resultados por medio del
siguiente proceso:
Sistema de recolección de datos.
Prueba de hipótesis.
Base pastel117274.
Base tint 117275.
Ecuación de regresión.
2.1.1.1. Categorías
Se escogió la categoría económica por cuanto el proyecto en estudio aplica para
un mejoramiento en las utilidades de la organización.
2.1.1.2. Dimensiones
Las fases de implementación de Seis Sigma son: Definir, medir, analizar,
mejorar, controlar.
2.1.1.3. Instrumentos
Se emplean herramientas tales como el diagrama causa efecto, matriz
AMEF, CTQ´s, Diseño experimental, metodología de las 5S.
2.1.1.4. Unidad de análisis
14

La unidad de análisis son los costos de fórmula para la base de tinturación.
2.1.1.5. Gestión de datos
Para el proyecto se escogió el análisis de datos a través del análisis de la
información estadística de la evolución histórica de las referencias consideradas
dentro del estudio utilizando la metodología Seis Sigma.
Utilizar aquí el cuadro del CDIU para simplificar lo antes dicho:Tabla 1. CDIU del estudio de caso
CATEGORÍA DIMENSIONES INSTRUMENTOS UNIDAD DE ANALISIS
Económica Costos Herramientas de análisis: Pareto, DOE, AMEF, etc.
Costos de la fórmula para la base de tinturación
Elaborado por: Autor
2.1.1.6. Criterios Éticos
La información entregada por la empresa para la gestión de datos, cuenta
con la confidencialidad correspondiente y el análisis de los mismos fue revisado
enteramente por los funcionarios asignados para dar cumplimiento a este fin.
2.1.2. Resultados obtenidos
2.1.2.1. Fase uno: DEFINIR
e) Analizando los perfiles de los posibles candidatos se definió a:
Jorge como líder de la aplicación de la metodología Seis Sigma dentro de
la empresa caso de estudio.
f) Identificar el proyecto para aplicación metodología Seis Sigma
Se analizó el proyecto que se implementaría mediante la metodología Seis
Sigma por medio de la opinión de un grupo interdisciplinario compuesto por las
diferentes gerencias:
Gerencia Financiera
15

Gerencia Logística
Gerencia de Manufactura
Gerencia de Desarrollo
g) Definición del proyecto a ejecutarse
Mejoramiento de la fórmula para la base de tinturación código 117274.
2.1.2.2. Fase dos: MEDIR
En la fase de medición se consideraron los siguientes indicadores:
Costo en la fórmula de tinturación
Medidas de rendimiento: Primarias y secundarias.
Los GAGE
a) Análisis de la influencia del costo en la fórmula de base de tinturación
Figura 1. Reparto: costo del fabricado en bases PINTUCO
Count 1559 116 19Percent 92.0 6.8 1.1Cum % 92.0 98.9 100.0
USD
Perce
nt
C1 OtherCIFMATERIALES
18001600
14001200
1000
800600
400200
0
100
80
60
40
20
0
REPARTO:COSTO DEL FABRICADO EN BASES PINTUCO
Fuente: El autor
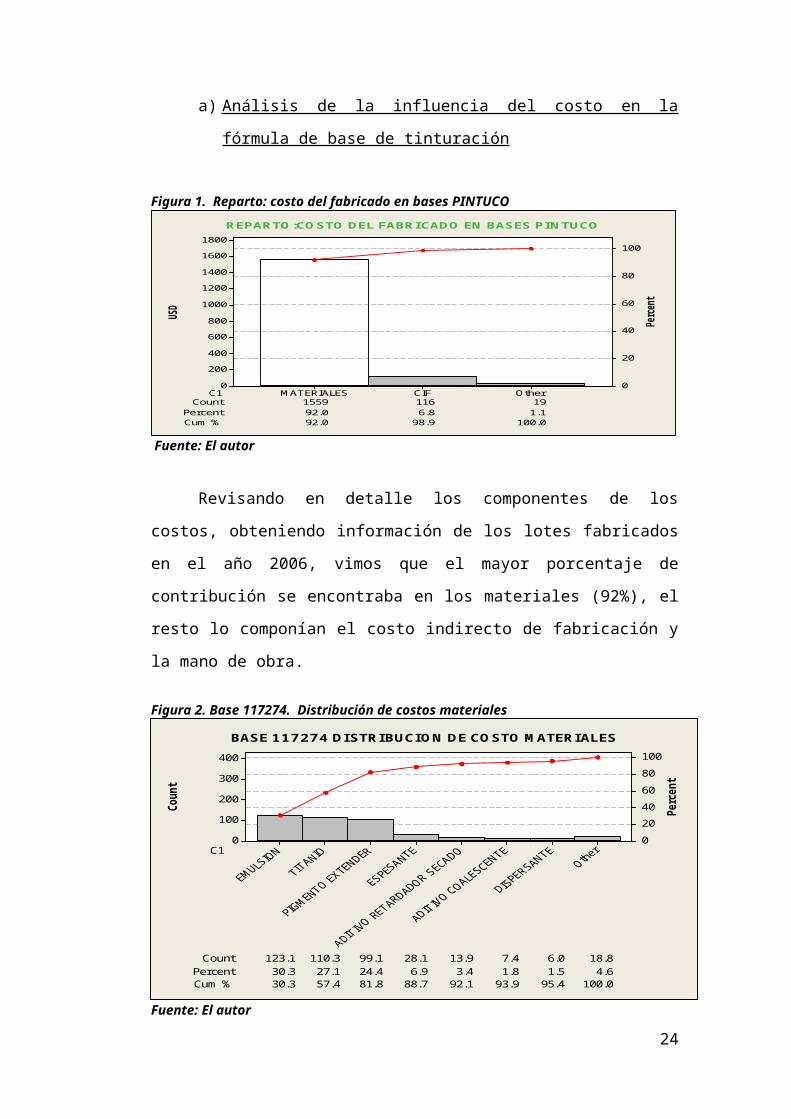
Revisando en detalle los componentes de los costos, obteniendo
información de los lotes fabricados en el año 2006, vimos que el mayor porcentaje
de contribución se encontraba en los materiales (92%), el resto lo componían el
costo indirecto de fabricación y la mano de obra.
Figura 2. Base 117274. Distribución de costos materiales
16

Count 123.1 110.3 99.1 28.1 13.9 7.4 6.0 18.8Percent 30.3 27.1 24.4 6.9 3.4 1.8 1.5 4.6Cum % 30.3 57.4 81.8 88.7 92.1 93.9 95.4 100.0
Coun
t
Perce
nt
C1
400
300
200
100
0
100806040200
BASE 117274 DISTRIBUCION DE COSTO MATERIALES
Fuente: El autor
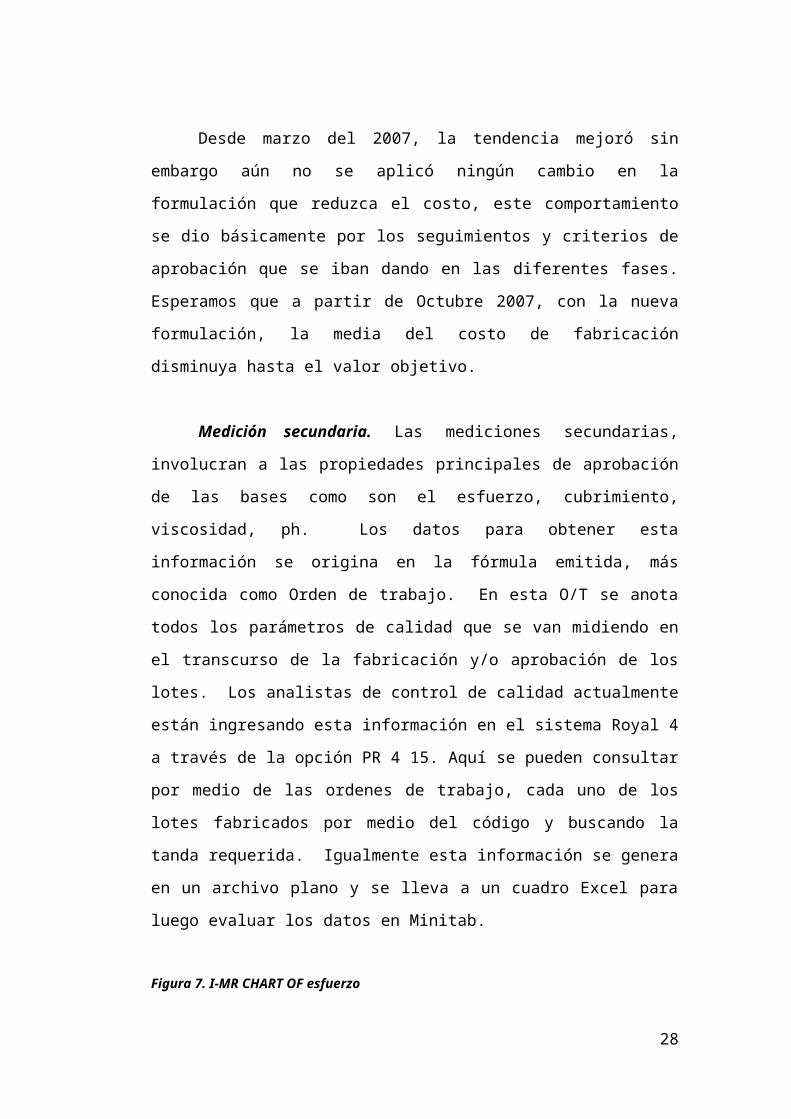
Ya desglosando la formulación de las bases, vimos que la contribución
mayor la encontramos en la emulsión, titanio y extendedores.
b) Medidas de rendimiento
En las medidas de rendimiento se consideraran: La medición primaria y la
medición secundaria
Medición primaria. La variable primaria para el presente proyecto es el
costo de fabricación de las bases, la misma que se obtiene a través de los datos
reportados en el sistema administrativo de la empresa
Una vez bajada la información, se puede llevar a una hoja electrónica
Excel para poder manejar la información a través de herramientas de datos y con
esta información clasificada y depurada, realizamos nuestra alimentación de datos
a Minitab.
Evolución del costos de la fórmula de tinturación en el tiempo
17

Figura 3. I-MR CHART OF COSTO FABREAL 1
Fuente: el autor
En la figura 4 se muestra el comportamiento del costo de fabricación de la
base pastel desde el año 2005, hasta febrero del 2007, muchos puntos se
encuentran fuera de los límites de control.
Figura 4. I-MR CHART OF COSTO FABREAL 2
Fuente: el autor
En la figura 5 claramente se observa el comportamiento del costo desde
marzo del 2007, ya los puntos muestran un mejor comportamiento, aunque se
aprecia tendencias marcadas.
Con la nueva formulación se espera que el promedio del costo baje y con
las mejoras en el seguimiento de los lotes, no exista variación ni desplazamientos
del costo objetivo.
18

Figura 5. I-MR CHART OF COSTO FABRICACION REAL
Fuente: el autor
En la gráfica de la base tint, evaluada en el mismo período de tiempo, se
aprecia puntos por fuera de los límites de control, en donde evidenciamos causas
especiales.
Figura 6. I-MR CHART OF COSTO FABRICACION REAL 1
Fuente: el autor
Desde marzo del 2007, la tendencia mejoró sin embargo aún no se aplicó
ningún cambio en la formulación que reduzca el costo, este comportamiento se
dio básicamente por los seguimientos y criterios de aprobación que se iban dando
en las diferentes fases. Esperamos que a partir de Octubre 2007, con la nueva
formulación, la media del costo de fabricación disminuya hasta el valor objetivo.
Medición secundaria. Las mediciones secundarias, involucran a las
propiedades principales de aprobación de las bases como son el esfuerzo,
19

cubrimiento, viscosidad, ph. Los datos para obtener esta información se origina
en la fórmula emitida, más conocida como Orden de trabajo. En esta O/T se anota
todos los parámetros de calidad que se van midiendo en el transcurso de la
fabricación y/o aprobación de los lotes. Los analistas de control de calidad
actualmente están ingresando esta información en el sistema Royal 4 a través de la
opción PR 4 15. Aquí se pueden consultar por medio de las ordenes de trabajo,
cada uno de los lotes fabricados por medio del código y buscando la tanda
requerida. Igualmente esta información se genera en un archivo plano y se lleva a
un cuadro Excel para luego evaluar los datos en Minitab.
Figura 7. I-MR CHART OF esfuerzo
Fuente: el autor
En la figura 8 se muestra el comportamiento del esfuerzo de tinturación en
la base pastel en lotes desde el 2005 al 2006, Hay puntos que han estado fuera de
los límites de control. Con los seguimientos de los lotes fabricados con la nueva
formulación, se espera reducir la variación.
c) Los GAGE
Gage R&R. Para nuestro proyecto, fue necesario realizar una verificación
de los sistemas de medición tanto en el laboratorio de la planta base agua como en
el laboratorio de desarrollo.
20
Figura 8. ASSESSMENT AGREEMENT
Fuente: El autor
En la figura podemos apreciar el resultado de un gage de atributos que se
realizó a los analistas de control de calidad del laboratorio de desarrollo. Como
experto se seleccionó al Jefe del laboratorio de desarrollo debido a los años de
experiencia que tiene, como es claramente visible, en el primer grafico vemos que
cuando se comparó el criterio de evaluación de varias cartulinas aplicadas, unas
con floculación y otras sin floculación, ambos analistas de desarrollo tuvieron
criterios similares entre ellos, acierto superior al 80%. Del lado derecho de la
figura, vemos que ahora cuando se comparó contra el criterio del experto, ambos
analistas tuvieron un resultado similar pero diferente al del experto, acierto menor
el 70%.
Lo que se recomendó fue igualar criterios de valoración.
Figura 9. Assessment Agreement
Fuente: el autor
21
En la figura se puede evidenciar a los analistas de laboratorio desarrollo
(1,2) y a 3 analistas de control de calidad de planta base agua (3,4,5), el # 4 recién
llegado de vacaciones. Como se observa en la figura11 (izquierda), el criterio de
calificación de la floculación entre los 5 analistas es muy disparejo, mejor acierto
entre los de desarrollo y más disparejo entre los de calidad. En la figura11
(derecha) se observa que cuando los comparamos contra el experto, el analista # 4
que recién se reincorporaba de vacaciones era el único que se diferenciaba
significativamente del criterio de evaluación (floculación).
Figura 10. GAGE R&R (ANOVA) FOR V2
Fuente: el autor
Se realizó también GAGE para la medición del esfuerzo de tinturación,
que consistía en realizar la medición de cuanta fuerza de tinte tiene la base a
través de una prueba que consiste en pesar 97 gramos de base + 3 gramos de tinte
azul ftalo, mezclar y aplicar sobre cartulina con barra a espesor de 6 mills
(milésimas de pulgada).
En la figura 13 se pode apreciar que la mayor contribución de la variación
se encontró en las partes, a pesar de que el % Study var se encontraba entre 10 y
30, se continuó su uso, por no considerarse crítico, la acción que se tomó fue de
que debíamos realizarle una calibración, pero este tipo de equipo únicamente se lo
22

puede calibrar con unas placas standards que solo las posee la misma fabrica que
construye el espectrofotómetro.
Figura 11. Análisis estudio GAGE PH
Fuente: el autor
Se realizaron Gage para otros sistemas de medición como fue el de PH, en
este caso los % de Study Var y Tolerancia estuvieron en niveles cercanos a 10,
con 11 categorías distintivas y la mayor contribución se encontró en las partes.
Figura 12. GAGE R&R (ANOVA) FOR VALOR 2
Fuente: el autor
Otro GAGE que se evaluó fue el de viscosidad, para el efecto se realizaron
varias mediciones de una misma muestra, por 2 operadores, los resultados finales
23

fueron de que la mayor contribución se encontró en las partes, el % Study var
menor de 19, se continuó con su uso, pero igualmente se pidió a metrología que
reverifique el equipo para tener certeza en que el equipo esté correctamente
calibrado y se evaluó el procedimiento de medición de la viscosidad con los
operadores.
d) Voz del cliente
Con el fin de conocer los requerimientos reales de los clientes en cuanto a
las propiedades de calidad de la pintura, aprovechamos un estudio reciente
contratado por el Departamento de Mercadeo para que sirva como parámetro de
identificación de las CTQ´s., El “Estudio de Segmentación de Mercado”,
realizado en Noviembre, 2006, por Brandim Marketingresearch, y entregado a
Pintec en Abril, 2007., tuvo los siguientes resultados:
De aquí pudimos resumir que en Ecuador, se realizan repinte en al menos
1.7 veces cada 3 años en toda la casa y 2 veces cada 3 años en al menos una
sección de la vivienda. Más del 23% de los encuestados repintó su casa hace 3
meses. Casi un 10% (33 USD) del presupuesto para mejoras de la casa (330
USD), es invertido en pintura. El 30% respondió que no realizaba un repinte por
falta de presupuesto, es decir, que teníamos una justificación en la reducción del
costo de las bases.
Se evaluaron de acuerdo a la percepción de los clientes cuáles eran los
principales problemas encontrados en las bases de entintado y en pinturas base
agua en general, de allí se encontró que los indicadores más relevantes que
teníamos eran:
Tabla 2. IndicadoresRequerimientos del Cliente Importancia
Tonalidad 10
Cubrimiento 9
Floculación (Rub-out) 6
Resistencia abrasiva 4
Fuente: el autor
24
e) Capacidad de procesos
En la capacidad de los procesos se medirá la capacidad inicial y la capacidad fina.
Capacidad inicial. Para el análisis de capacidad del proceso, se tomó la
información de los lotes fabricados de bases (pastel y tint) durante el año 2006
obtenidos del sistema informático Royal 4, en el mismo se mantiene la
información de los costos de fabricación de los productos, desglosando los
materiales, mano de obra, CIF, tanto en datos standares como reales consumidos,
y por medio del software Minitab, calculamos la capacidad de la variable costo
real por galón, como límite superior se colocó el costo objetivo que esperábamos
llevar a ambas bases.
Figura 13. Capacidad normal intervil pastel
Fuente: el autor
Para la base pastel vemos que tenemos un desplazamiento del valor
objetivo.
25

Figura 14. Capacidad no normal in tervinil tint
Fuente: el autor
Como se puede apreciar en las figuras, el proceso esta desplazado
completamente y tenemos un Ppk negativo, lo que indica que tenemos un alto
número de defectos en nuestro proceso. Se espera que cuando se logre el costo
objetivo y manteniendo los costos dentro de los límites de control, podamos
contar con un proceso estable en el tiempo.
Figura 15. Process capability of esfuerzo
Fuente: el autor
La capacidad del esfuerzo de tinturación como se ve tiene un sesgo hacia
el límite superior, está fuera de los límites de especificación
26

Figura 16 . Process capability of cubrimiento
Fuente: el autor
Capacidad final. La capacidad final se la va a ir calculando
mensualmente en base a los lotes producidos con la nueva formulación lograda
durante el presente proyecto. Se espera que no haya necesidad de realizar ajustes
o adiciones a los lotes que se fabriquen con la nueva formulación, ya que esta es
una causa de variación en el costo final de las bases.
Aunque el proyecto se enfocó a ahorro en el costo de materiales, con el
seguimiento dado a diferentes lotes producidos y con la experiencia que se obtuvo
en el desarrollo de las nuevas formulaciones, se espera que las recomendaciones
que se impartirán a los operadores, sirvan para mejorar la standarización del
proceso.
Los Green Belt se encargaran de recopilar, monitorear y calcular la
capacidad para determinar si las mejoras en el costo se mantienen y si se tiene
controlada la variación.
2.1.2.2. Fase tres: ANÁLIZAR
a) Sistema de recolección de datos
27

En Pintec se cuenta con un sistema informático de información que maneja
inventario, formulación, costos, etc., llamado Royal 4, el mismo que
próximamente será reemplazado por un nuevo sistema Oracle con muchas
mejores opciones, que permitirán tener un mayor alcance en la trazabilidad de los
lotes fabricados.
De este sistema Royal 4, hemos alimentado nuestra base de datos de los
costos, materiales y propiedades de los lotes fabricados, la misma que nos ha
servido para poder calcular la capacidad de procesos, las pruebas de hipótesis, los
Diseño experimentos y permitirán realizar seguimientos a los cambios propuestos
en las mejoras, a través de los controles que se incluyen en el presente proyecto.
Mucha de la información que se requirió para poder tener datos suficientes del
proyecto, hubo que sacarlas manualmente de las fórmulas que reposan en los
laboratorios de control de calidad, ya que anteriormente no toda la información de
propiedades de calidad de los lotes de producción se las ingresaba en el Royal 4.
b) Pruebas de hipótesis
Se realizaron pruebas de hipótesis para la base pastel y tint, tomando en
consideración el costo de fabricación, las propiedades principales de aprobación y
las en algunos casos las adiciones que se tuvieron que realizar a los lotes
estudiados para lograr cumplir con los rangos de calidad.
La información se la obtuvo del Royal 4, opción PR 5 2, en donde a través
de un reporte en archivo plano, nos entregaba desglosados los costos de
fabricación, CIF y mano de obra. Estos datos los pasamos a una hoja excel para
depurarlos y organizarlos, por medio de herramientas de filtrado, tablas dinámicas
y otras, pudimos generar la información que llevamos a Minitab para realizarles
las pruebas de hipótesis que aplicaban según la metodología Seis Sigma.
c) Base pastel 117274
Esta base es la que más se solicita por parte de los clientes, por tanto la
más importante. Se utiliza para lograr colores de tono suave, la cantidad de tinte a
agregar para conseguir el color es muy pequeña.
28
Durante el período de datos históricos en estudio, se evidenció que la
formulación se había mantenido constante desde el año 2005 hasta los primeros
meses del 2006, donde hubo un cambio menor generado por varios reclamos,
desde ese momento, la formulación standard ya no se modificó en absoluto.Tabla 3. Pruebas de hipótesis para la base pastel
Prueba Conclusiones
El costo primo de la base pastel no se ve significativamente afectado cuando agrego mayor o menor cantidad de titanio que la cantidad standard
En los niveles de ajuste en los lotes analizados, no se evidencia una significativa aportación al costo, el agregar mas o menos titanio.
El costo de materiales de la base pastel no se ve afectado significativamente cuando agrego mayor o menor cantidad de titanio que la cantidad standard
En los niveles de ajuste en los lotes analizados, no se evidencia una significativa aportación al costo, el agregar mas o menos titanio.
El costo primo de la base no se ve significativamente afectado cuando se evalúa el nivel de titanio en fórmulas diferentes
Cuando se evalúan dos niveles de titanio en las fórmulas standard, si se encuentra un efecto significativo sobre el costo de la base.
El costo primo de la base, no varía significativamente respecto al tanque donde es fabricado
Se encontró una diferencia significativa en el costo de la base utilizada, cuando se evalúa frente a los tanque de preparación de bases.
El costo total de materiales, no varía significativamente respecto al tanque donde es fabricado
Se encontró una diferencia significativa en el costo total de materiales utilizado, cuando se evalúa frente a los tanque de preparación de bases.
El valor del DE no varía significativamente si agrego cantidad de mas o de menos en titanio
La prueba es concluyente en que no presenta variación significativa en el valor del DE cuando se agrega mas o menos titanio en la fórmula.
El valor del DE no varía significativamente si se evalúa el nivel de titanio en fórmulas diferentes
La prueba es concluyente en que sí existe una variación significativa en el valor del DE cuando se ha variado el nivel de titanio en la fórmula.
El esfuerzo de tinturación en la base pastel no se vé significativamente alterado cuando se agregó mayor o menor cantidad de titanio que la cantidad standard
No se evidencia una relación significativa en el esfuerzo de tinturación si he agregado mas o menos cantidad de titanio.
El esfuerzo de tinturación no se vé significativamente alterado por el nivel de titanio en la fórmula
Los dos niveles de titanio que se encontraron en las fórmulas estudiadas, no presentaron diferencias significativas en el parámetro esfuerzo de tinturación.
El cubrimiento en la base pastel no es significativamente alterado cuando agrego mayor o menor cantidad de titanio que la cantidad standard
La prueba me esta indicando que el agregar mas cantidad o menos cantidad de titanio a un lote, no ha incidido significativamente en el cubrimiento de la base.
Pruebas de hipótesis para la base pastel
Fuente: El autor
29

Como se puede apreciar en la tabla, las pruebas apuntaron a conocer si la
variable costo primo y costo de materiales se veía significativamente afectada
cuando se realizaron ajustes de titanio en las fórmulas, la conclusión fue de que no
era significativo la variación en el costo.
Cuando el nivel de titanio se modificó, entre al año 2005 y 2006, la prueba
indicó que si se evidenció un cambio significativo en el costo.
A pesar de que el proyecto se enfocó básicamente a materiales, se
realizaron pruebas de hipótesis según el tanque de fabricación de las bases y si se
encontró una diferencia significativa en el costo.
En el caso del valor de aprobación DE que es un parámetro en valor
absoluto de tonalidad, quisimos conocer si había relación significativa cuando se
agregaba mayor o menor cantidad de titanio, la prueba no encontró una diferencia
significativa, pero si en los casos donde de cambio el nivel de titanio
permanentemente que fue en el cambio de formulación ocurrido a inicios del
2006.
Las últimas 2 pruebas apuntaron al esfuerzo de tinturación y el
cubrimiento, donde se deseaba saber si había diferencias significativas en la
medida del esfuerzo y cubrimiento en los casos donde se adicionó más o menos
titanio, la conclusión fue de que no existió diferencias significativas.
Cabe mencionar que las pruebas de hipótesis el indicar que no encontró
diferencias significativas, no quiere decir que si agrego más titanio, no se
modifique el esfuerzo, cubrimiento u otros parámetro en estudio, sino que nos
indica si el cambio es o no significativo.
Otro comentario importante de mencionar es de que en más del 95% de las
fórmulas revisadas, la mayoría de los materiales utilizados, la cantidad teórica
coincidió con la cantidad real agregada al lote.
30

d) Base Tint 117275
Esta base a diferencia de la Pastel, es menos requerida por los clientes,
pero no menos importante ya que el volumen de ventas equivalen un 55% de la
base pastel.
La característica de la base Tint es que la cantidad de colorante que hay
que dispensarle para lograr el color, es mayor a la de la base pastel, por tanto el
color es también más intenso.
Tabla 4. Pruebas de hipótesis para la base Tint
Prueba Conclusiones
El costo total de materiales, no varía significativamente respecto a la cantidad de agua agregada de mas respecto a la estándar
No se encontró una diferencia significativa en el costo total de materiales utilizado, cuando se evalúa frente a la cantidad de agua agregada de menos frente a la standard.
El costo primo de la base no es afectado significativamente cuando evalúa el nivel de emulsión en fórmulas diferentes
EL costo de la base si se ve afectado si vario el nivel de emulsión.
El cubrimiento no se ve afectado si varío el nivel de emulsión.
La prueba me indica que si cambio el nivel de emulsión, el cubrimiento no se ve significativamente afectado.
El esfuerzo no es significativamente afectado cuando varío el nivel de emulsión
Cuando disminuyo la cantidad de emulsión en la base, esta no afecta significativamente el esfuerzo de tinturación.
El cubrimiento en la base tint no es significativamente alterado cuando se agregó mayor o menor cantidad de Agua que la cantidad standard
La prueba nos indica que en los lotes que se agregó mas cantidad de agua y menor cantidad de agua no incidió significativamente en el resultado del cubrimiento. Este valor estuvo entre +/- 5% y se empleo básicamente para ajuste.
Pruebas de hipótesis para la base Tint
Fuente: El autor
Las pruebas de hipótesis que se realizaron para la base tint fueron similares
a las de la base pastel, pero adicionalmente se hicieron otras que tuvieron las
siguientes conclusiones:
31

Se trató ve conocer si las adiciones que se realizaban de agua en más o
menos, afectaban directamente al costo del producto, esto considerando el agua
tanto como material puro, como 195T27 (producto para ajuste de galonaje de alta
viscosidad, con contenido de agua = 98%), encontrándose que no existía una
diferencia significativa en el costo.
El costo de la base se veía afectado cuando se cambiaba el nivel de
emulsión en la base, la prueba concluyó que si existía una diferencia significativa
en el costo, si se cambiaba el nivel de emulsión. Se evidencian diferencias
significativas en el cubrimiento y esfuerzo, si cambio el nivel de emulsión. La
prueba indica que no lo hay. Cuando se agregó mayor o menor cantidad de agua a
los lotes de producción históricos, no se encontraron diferencias significativas en
el cubrimiento.
e) Ecuación de Regresión
Se realizaron regresiones tanto para la base pastel como para la tinte,
tomando en consideración los materiales cuya contribución en los costos era más
representativa. Los datos se obtuvieron del Royal 4, en la opción PR 5 2, donde a
través del reporte generado en archivo plano, se contó con las cantidades reales en
kilos que ingresaron a cada lote fabricado, las adiciones, reemplazos y los costos
unitarios de cada uno de ellos.
En una primera evaluación de la ecuación de regresión, tuvimos un ajuste
muy bajo, por lo que tuvimos que incrementar la cantidad de materiales en la
ecuación e inclusive se tuvo que incluir otros factores como fueron el tanque de
dilución utilizado en cada lote, con lo que se consiguió un ajuste del coeficiente de
determinación de 79% para la base pastel y 82% para la base tint.
Base pastelCOSTO FAB REAL = 9.04 + 2.70 cantidad titanio real+ 0.197 cantidad real S714 + 1.04 cantidad real n435
+ 1.19 cantidad real H1626Base tint
COSTO FAB REAL = - 6.42 + 2.45 cantidad titanio real - 1.17 cantidad real S714 TOTAL + 11.1 cantidad real n269E + 0.672 cantidad real H1626
32
2.3. Propuesta: Mejora y control de producción de base de
tinturación
2.3.1. Fase cuatro: MEJORA
a) Planteamiento DOE
Una de las fases más importantes en este proyecto considero que fue la de
experimentación. En Pintec no existe experiencia en formulación de productos
por medios de diseños experimentales DOE´s, normalmente se realizan
formulaciones basados en propuestas del equipo de formuladores cuya vasta
experiencia les ha dado por muchos años resultados muy buenos.
La propuesta ahora era de cambiar este criterio y probar una metodología
diferente a la que se ha venido trabajando por más de 50 años. Para tal efecto, se
realizaron reuniones con el Jefe de formulación y equipo de trabajo, para explicar
los fundamentos básicos de esta nueva propuesta, en donde se definieron los
factores que inicialmente se estudiarían.
Para la base pastel la propuesta era la de incluir en modelo experimental
los componentes que nos dieron significativos en la ecuación de regresión y
además incluir otros adicionales que el grupo de trabajo estimó que eran
necesarios evaluarlos ya que de una u otra manera se considerarían como
reemplazos unos de otros y se requería probar la contribución en el costo y en los
parámetros de calidad de las bases, principalmente en el esfuerzo, tonalidad,
cubrimiento, floculación, etc.
El tamaño de muestra para los factores elegidos nos indicaba que
deberíamos hacer 2 réplicas. Ya montando el DOE, los resultados fueron que para
la base pastel deberíamos realizar 128 x 2 experimentos y en la base tint 256 x 2
experimentos.
33

Esto logísticamente nos representaba que para lograr tal cantidad de
pruebas en un corto tiempo, requeriríamos a todo el personal de formulación a
tiempo completo y empleando personal adicional por un lapso de al menos 2
meses, a más de ello, la infraestructura del laboratorio no hubiese cubierto las
necesidades del proyecto.
Fue necesario entonces tomar decisiones con el grupo de trabajo para
poder cumplir en el término de tiempo que el proyecto ameritaba y para lo cual
tuvimos que reducir el modelo entregado por minitab, asignándole a cada una de
las corridas experimentales parámetros que nos permitan tener un criterio de cuan
efectiva iba a ser la corrida o si se la podía descartar de plano, para ello a través de
una hoja Excel, se realizó el cálculo teórico de costo en materiales, PVC, %
sólidos por peso, % sólidos por volumen y rendimiento. Este archivo se adjunta en
los entregables. Se corrieron entonces las pruebas que nos brindaban una muy
buena oportunidad de ahorro en el costo sin distanciarse mucho en el PVC,
sólidos por peso, sólidos por volumen y con un buen rendimiento.
De estos primeros ensayos encontramos algunas combinaciones con un
buen ajuste en el esfuerzo de tinturación, continuando la evaluación de las pruebas
a una segunda fase que era la de reproducción de colores con fórmulas del
abanico, en donde se vio que a pesar de tener un buen ajuste en el esfuerzo, que es
el parámetro más decisorio para el ajuste de una base, las tonalidades nos salían
muy diferentes en el tono amarillo.
Esto nos llevó a realizar cambios en la forma como estábamos llevando los
diseños, encontrando que posiblemente el tipo de diseño no era el más adecuado,
por tanto, se optó por realizar una nuevo diseño de 2 x 9 en el cual lo que se hizo
que el grupo de expertos tomó una de las fórmulas con mejor ajuste y se la volvió
a ensayar pero esta vez evaluada como 2 factores: en el primer factor se colocó
como un nivel agua y emulsión en cantidades volumétricas iguales y en el otro
factor, se colocó como niveles, todas las cargas y pigmentos con los que
estábamos probando los cambios de ahorro de costos, la formula estándar ajustada
final siempre nos debía dar 100 galones que es la base de cálculo que se utiliza en
todas las formulaciones.
34

Este diseño nos permitió conocer las aportaciones de cada uno de los
reemplazos al costo, tonalidad, esfuerzo y cubrimiento. Luego de conocer estos
resultados, se establecieron nuevos criterios en cuanto a los niveles de
experimentación, llegando a la conclusión de que un componente crítico era el
Dióxido de titanio ya que le aportaba mucho a la tonalidad, el cual no lo podíamos
dejar en un nivel tan bajo como inicialmente lo habíamos intentado probar (mayor
al 22%).
Con este nuevo criterio, se desarrollaron nuevos experimentos, con niveles
más altos de titanio (la reducción no excedían del 8% menos en relación a la
formula standard). El ajuste final de cargas y otros componentes lo realizó
formulación basándose ya en los resultados del DOE de 2 x 9 que anteriormente
se había realizado. Se llegó a la conclusión de que un mejor tipo de diseño
aplicable para este tipo de proyectos al tratar de mover muchos componentes
debería ser el de diseño de mezclas, el mismo que se propone implantar en Pintec,
para lo cual se espera capacitar a los formuladores en esta herramienta en las
próximas semanas.
Conclusiones: se consiguó una nueva fórmula para la base pastel con un
12% menor en costo de materiales y en la base tint una fórmula con un 15%
menor en costo.
Figura 17. Interacción cubrimiento
Fuente: el autor
35
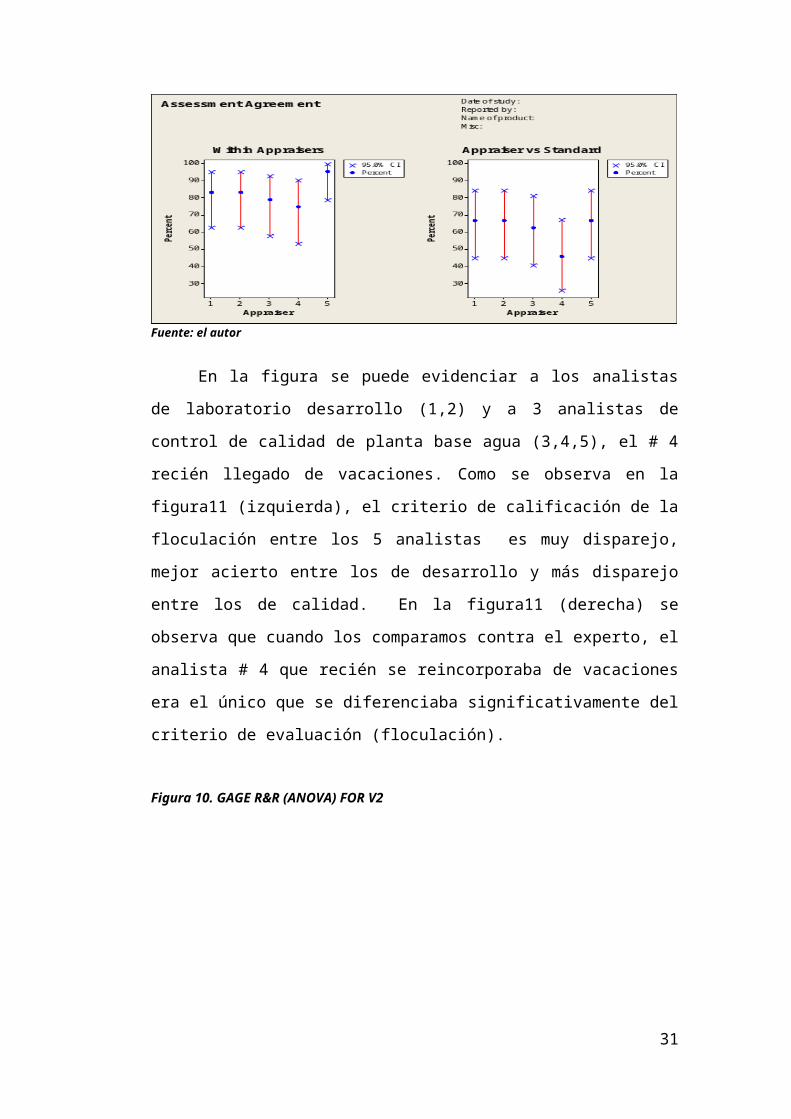
Figura que muestra la interacción de los pigmentos y extendedores, en el
parámetro cubrimiento, el DOE aplicado fue 2 x 9.
Figura 18. Interaction plot (data means) for esfuerzo
Fuente: el autor
En la figura de arriba se puede apreciar una experimentación importante
que se realizó fue la del tiempo de secado de la aplicación que se realiza para
medir el esfuerzo de tinturación en la cual se utilizó una misma muestra y se puso
en estufa a 2 temperaturas diferentes (50 y 60 grados C), por varios tiempos (25,
40, 50 y 70 minutos), el resultado fue de que las aplicaciones deberían permanecer
al menos 50 minutos en estufa para que el parámetro de esfuerzo nos entregue un
resultado real.
b) Mapa de interesados en el proyecto
Jefe de Desarrollo: Ingresará formulación nueva de las bases pastel y tint,
en el sistema Royal 4.
Departamento financiero: Se encargará de la medición del beneficio del
proyecto, para lo cual se comparará la reducción neta entre el costo del fabricado
con la fórmula anterior y las nuevas versiones.
Green belt: Realizarán los cálculos de capacidad de proceso y gráficas de
control de los lotes de base pastel y tint fabricados con las nuevas versiones de
fórmula.
36

Ing. Desarrollo: monitorear reclamaciones de cualquier base pastel o tint
cuyos tandas coincidan con lotes fabricados con la nuevas fórmulas.
c) Requerimientos de entrenamiento
En el departamento de Desarrollo se necesita capacitación en herramientas
estadísticas a todos sus integrantes, ya que hay una excelente oportunidad de
mejora en el manejo de la información que se genera aquí, sería de una ayuda
invalorable que los análisis de materia prima se los pueda llevar de mejor forma,
de esta manera se tendrían entradas estandarizadas de los procesos al poder llevar
una trazabilidad de la calidad de la materia prima y proveedores. Al haber
actualmente solo una licencia de minitab, queda a cargo de esta capacitación EL
Black Belt.
Se necesita capacitar al metrólogo en herramientas estadísticas que le
permitan llevar de una manera más efectiva los seguimientos a los instrumentos
de medición y poder tener otro criterio adicional cuando un equipo necesite
reparación, calibración o cambio, de esa manera aseguraríamos tener siempre
equipos confiables. Ing. Procesos se encargará de esta capacitación.
Pintec cuenta actualmente con dos Green Belt, los mismos que no han
recibido actualización desde hace casi 2 años, se recomienda preparar al menos a
1 nuevo Green Belt. Tampoco poseen licencias de uso de minitab, por lo tanto es
imprescindible que se cotice licencias para que puedan explotar este conocimiento
y también generen proyectos que puedan ser liderados por ellos mismos. Jefe
Sistemas se encargará de averiguar sobre las licencias, luego de esto se planificará
la capacitación a los Green Belt.
37

2.3.2. Fase cinco: CONTROL
a) Fábrica visual y 5S
Pinturas Ecuatorianas se encuentra en marcha el programa de las 5 S, el
mismo está coordinado por el Ingeniero de Procesos. En la actualidad se trabaja
en la segunda y tercera “S”: Ordenar y Limpiar.
Todo el personal ha recibido la capacitación necesaria y se ha venido
buscando crear un ambiente laboral óptimo para que las actividades de todos los
trabajadores sea muy agradable, crear un clima en la organización que permita
desplazamientos en lugares limpios, seguros, ordenados y sin conservas cosas
inservibles.
Según el ritmo de producción, la planta trabaja normalmente en 2 turnos,
sin embargo, en ocasiones toca hacerlo en 3 turnos de 8 horas, al final de cada
uno, el personal debe dejar limpio y organizo su área de trabajo para que cuando
llegue el otro turno, las cosas se encuentren en su sitio.
El objetivo del programa es crear una cultura personal del orden y aseo sin
imposiciones, y que incluyan 5S en todas las actividades que realicen. Cada
planta cuenta con sitios exclusivos para el almacenamiento de mangueras,
herramientas y otros implementos de trabajo.
Es evidente que el personal está creando conciencia del orden y aseo, pero
es importante que se realicen los seguimientos necesarios para no perder esta
buena forma de trabajo.
Mensualmente se realizan inspecciones para desalojar todos los inservibles
que pudiesen presentarse en las diferentes áreas.
Se adquirió una cámara digital para poder dejar documentado cualquier
situación que se presente y que sirva como ejemplo al personal durante las
capacitaciones.
38

Actualmente el alcance del programa de Orden y Aseo, a través de las 5S
solo aplica para la planta base agua y base solvente, Se propone que el mismo se
amplíe al laboratorio de desarrollo, ya que aquí se evidencia un manejo muy
bueno de las 2 primeras “S” y al ser un programa ya establecido, puede servir
como un ejemplo de la metodología 5S.
b) FMEA Final
En las primeras etapas del proyecto se discutió mucho sobre cual proceso
era el más adecuado evaluar, debido al enfoque inicial del mismo.
Al momento de decidir que la solución del mismo se la esperaba conseguir
en los materiales que se utilizaban en las bases, el proceso a estudiar fue el de
“Desarrollo de productos – bases “. Sin embargo también se realizó una matriz
AMEF del proceso “Fabricación de productos – bases”.
La matriz FMEA va a ser recalculada luego del monitoreo de los primeros
lotes de producción fabricados con la nueva formulación de las bases de
tinturación pastel y tint.
Para tal efecto, los Green belt quedarán a cargo de esta tarea.
d) Programa de mantenimiento preventivo
Se habló con Jefe de Mantenimiento con respecto al programa de
mantenimiento preventivo, se revisó el programa al detalle y se evidenció un buen
cumplimiento de las fechas establecidas. Mensualmente se hace un seguimiento
de los trabajos programados, pendientes y realizados. Se recomienda evaluar en
manejar el programa de mantenimiento a través de un software específico para
este fin, ya que actualmente la información se lleva en Hojas excel.
e) Nuevos procedimientos operacionales
39
Con el fin de mejorar los controles, se modificaron procedimientos o
instructivos existentes y se crearon otros:
“Instructivo para manejo de entintadora manual – Sistema
Colortrend.doc”
“I-GP-012-13__Instructivo para aprobación de bases para sistema de
color.doc”
“I-GP-012-02__Instructivo para Control de Calidad de PP y PT.doc”
“Esfuerzo de tinturación instrumental__I-GDA-005-31.doc”
“Procedimiento para el Control de Calidad de Materia Prima__P-GDA-
005.doc”
f) Indicadores – Gráficos de control
El principal indicador para el seguimiento del proyecto en ambas bases va
a ser el del costo de fabricación que es la variable primaria, que se generará a
través del sistema Royal 4 en la opción PR 5 2, de donde se extraerán como
archivos planos, los costos reales de los componentes que ingresaron a la fórmula,
se comparará el costo de fabricación de la formulación anterior al proyecto con la
nueva fórmula obtenida después del mismo, estableciendo el ahorro generado.
Este reporte lo generará el Departamento financiero tanto para la base
pastel como la tint de la línea en estudio, estos archivos se los entregarán también
a los Green Belt para que alimenten la base de datos de las gráficas de control.
Otro indicadores que se van a reportar serán los de calidad que incluyen:
cubrimiento, esfuerzo, DL, Da y Db, esta información también será recuperada del
Royal 4 en la opción PR 4 15 y verificada en las ordenes de trabajo cerradas. Estas
gráficas también las generarán los Green belt.
2.3.6. Cuantificación beneficio económico
40

a) Forma de cálculo
El beneficio económico que genere el presente proyecto se calculará en
base al costo de fabricado de la base pastel 117274 y base tint 117275 que
incluye: costo de materiales, CIF y mano de obra. Se calculará el costo de
fabricación de cada lote producido con las nuevas fórmulas y se lo comparará con
el costo de fabricación de la fórmula standard antes del cambio. Se deberá dejar en
claro que no se incluirá en el cálculo, cualquier cambio que se genere por
variación en el costo de las materias primas.
b) Beneficio económico
La cifra final del beneficio económico del proyecto es de 55.000 USD, el
beneficio se generará por el ahorro en el costo de la nueva fórmula y se calcula
basado en el presupuesto de ventas en galones del año 2007 ya que al cierre del
proyecto aún no se tienen cifras del presupuesto de ventas para el año 2008.
c) Ítems abiertos para acción
Para que el proyecto tenga un éxito en el largo plazo, será necesario que se
continúe realizando varias actividades como son:
Jefe de desarrollo, ingresará las nuevas formulaciones al sistema Royal 4.
Metrología está encargado de cumplir con el programa anual de
calibración de instrumentos y una vez que se imparta la capacitación al
metrólogo en gages de los instrumentos de medición, se comenzarán a
realizarlos en aquellos que sean críticos y puedan afectar el resultado del
proyecto.
Jefe de desarrollo e Ingeniero de Procesos verificarán que las fórmulas
hayan sido cerradas sin necesidad de adiciones extras en relación a la
fórmula standard.
41
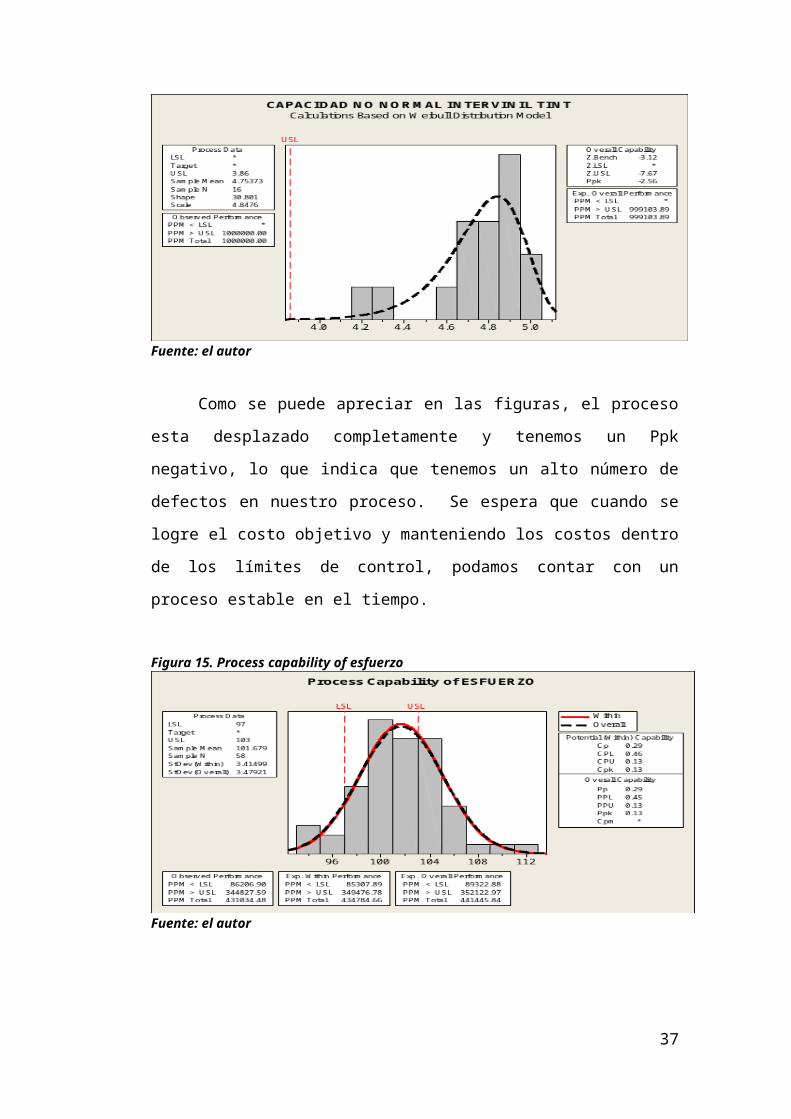
Hay que confirmar que en los informes mensuales de reclamaciones no se
reporten lotes con el nuevo cambio, en caso que esto ocurra, se deberá
tomar acciones correctivas inmediatas. Esto estará a cargo de la Analista
de Desarrollo.
Coordinador de programa de Orden y Aseo, debe ampliar el alcance del
programa de 5S, para que se incluya al laboratorio de desarrollo.
Los Green belt llevarán las gráficas de control de la variable primaria y las
secundarias, la información para alimentar la base de datos se obtendrán
del sistema Royal 4.
d) Actas de entrega
Se entrega 3 copias en CD del proyecto completo que incluye:
Archivo de reporte final
Archivos Minitab con los resultados de las diferentes fases.
Archivo con el plan de control
Archivo plan de acción para la transición
Para el sostenimiento del proyecto en el tiempo, es necesario que se
cumplan con varias actividades:
Completar los ítems que aún quedan abiertos.
Cumplimiento del programa de metrología.
Realizar el seguimiento a la variable primaria y tomar acciones inmediatas
ante cualquier indicio de variación/desplazamiento o en caso de
presentarse tendencias específicas.
Aplicar los las mejoras en los procedimientos e instructivos, verificar que
los operadores cumplan con los mismos.
42

2.4. Discusión de resultados
Para realizar la evaluación del proyecto hemos revisado las ventas
históricas desde el año 2003 hasta el 2007 Con la finalidad de obtener la demanda
esperada para los próximos 10 años.
Tabla 5. Proyección de demanda esperadaIng. Jorge Véliz López
11/24/09
Tendencia de las Ventas Históricas
Pronóstico Método: Regresión Lineal
Datos Análisis del ErrorPeriodo Ventas Año (x) Pronóstico Error Absoluto CuadradoAño 2003 45.025,36 1 48010,62087 -2985,257596 2985,257596 8911762,913Año 2004 58.028,53 2 56834,92734 1193,606341 1193,606341 1424696,097Año 2005 66.151,65 3 65659,23382 492,4174373 492,4174373 242474,9325Año 2006 81.858,92 4 74483,54029 7375,376486 7375,376486 54396178,31Año 2007 77.231,70 5 83307,84676 -6076,142668 6076,142668 36919509,73
Total 1,45519E-11 18122,80053 101894622Intercepto 39186,3144 Average 2,91038E-12 3624,560106 20378924,4Pendiente 8824,30647
Error Estándar 5047,1433
Correlacion 0,940365206Coeficiente R2 0,884286721
Fuente: el autor
Figura 19. Tendencia de ventas
Tendencia de Ventas
0,0010.000,0020.000,0030.000,0040.000,0050.000,0060.000,0070.000,0080.000,0090.000,00
1 2 3 4 5
Tiempo
Tone
lada
s
Ventas Pronóstico
Fuente: el autor
a) Explicación de la regresión lineal de las ventas históricas
A través de una hoja de cálculo, utilizando las ventas de 5 años anteriores
al proyecto, se realizó el cálculo de la proyección de la demanda esperada para los
futuros 10 años. Los resultados se comprobaron por medio del cálculo de error de
los años conocidos utilizando los valores del intercepto y la pendiente para los 5
43

años y determinando la correlación y el coeficiente R2, cuyo resultado nos indica
que tenemos una confiabilidad del 90%, valor que en consenso se considera como
válido para el análisis del proyecto.
b) Proyección de la demanda esperada
Tomando como base los datos históricos de 5 años anteriores al proyecto,
se realizó una regresión lineal de las ventas proyectadas para los próximos 10
años. Esta información fue validada por el departamento de ventas que fue quien
nos proporcionó el soporte necesario de la información para poder realizar este
análisis. En las cifras se evidencia un marcado incremento en las ventas para los
próximos años, esta tendencia está bien soportada por el beneficio que se logró en
el proyecto de ahorro en costo de las bases, cuyo impacto va a repercutir en
utilidades adicionales para la empresa durante el periodo de medición.
Tabla 6. Proyección de la demanda esperadaProyección de la Demanda Esperada
Periodo Ventas Año (x)
Próximo Periodo 1 92.132 6
Próximo Periodo 2 100.956 7
Próximo Periodo 3 109.781 8
Próximo Periodo 4 118.605 9
Próximo Periodo 5 127.429 10
Próximo Periodo 6 136.254 11
Próximo Periodo 7 145.078 12
Próximo Periodo 8 153.902 13
Próximo Periodo 9 162.727 14
Próximo Periodo 10 171.551 15 Fuente: Autor
c) Evaluación financiera del proyecto
El presente proyecto se lo evaluará durante un período de 10 años para
analizar la factibilidad del mismo, para lo cual se proyectará las ventas en las dos
líneas de productos que fueron el objetivo del proyecto de implementación de la
metodología Seis Sigma, tomando como base el estadístico desde el año 2002 al
2008 y calculando un pronóstico hasta completar los 10 años. Se ha calculado el
monto del ahorro en base a la diferencia de lo que me costaba producir un galón
de pintura bajo la estructura de formulación antes del proyecto menos la estructura
de formulación que se encontró luego de completar los diseños experimentales del
SIX SIGMA que la metodología nos mostró en la fase 3 del proyecto. El ahorro
44

por galón se ubicó en 50 centavos de dólar, que representa alrededor de un 12%
promedio de ahorro, lo cual se lo ha logrado sin desmejorar la calidad y
cumpliendo con uno de los requisitos de la metodología que es el mantener las
variables secundarias y las variables críticas para el cliente, bajo control.
Para el cálculo de la Tasa Interna de Retorno del proyecto se consideraron
los gastos que se generaron en la capacitación del Black Belt, quien fue
seleccionado de la nómina de la empresa para su preparación y que pasó a
únicamente desarrollar la metodología en la compañía, es decir, el Black Belt
abandonó su función anterior para pasar a ocupar su nuevo cargo como líder de
proyectos, también se consideraron los gastos de hardware y software requeridos
para el manejo de la información y herramientas estadísticas, también los gastos
de capacitación del personal, movilización, etc. Con los antecedentes expuesto,
también se evaluó el VAN o Valor actual Presente el cual arrojó US$ 118,815
positivos descontados a una tasa del 14% que representa el Costo del Capital
Promedio Ponderado de la Compañía. Dicha tasa fue proporcionada por la
contadora general de la misma.
El TIR conseguido fue de un 26% positivo, con lo cual se demuestra lo
viable del proyecto, cualquier otra iniciativa de proyectos que se generen durante
estos 10 años que se han propuesto como período de recuperación de inversión, se
adicionara a las utilidades de la empresa que finalmente se verá reflejado en el
Estado de Pérdidas y Ganancias. Para mayor ilustración detallo cada una de las
inversiones realizadas para la implementación del Seis Sigma.
Tabla 7. Inversión IniciaCAPACITACION DE BLACK BELT (14.950)
CAPACITACION DE GREEN BELT (4.900)
COMPUTADOR PORTATIL (1.000)
SOFTWARE MINITAB (1.000)
SOFTWARE SIGMAFLOW (500)
HORAS HOMBRE CAPACITACION (900)
HOSPEDAJE-MOVILIZACION (9.000)
SUELDOS + BENEFICIOS (15.600)
GASTOS DE CAPACITACION (5.000)
Inversión Inicial (52.850)
Fuente: el autor
45

Tabla 8. Pinturas Ecuatorianas: Premisa de decisiónPinturas EcuatorianasEvaluación Económica y Financiera para la Implementación de Seis Sigma en una industria de Pinturas de la Ciudad de GuayaquilOct 20, 2009
Premisas de DecisiónTasa Requerida: 14% Tasa del Costo del Capital Promedio Ponderada
Depreciación:Moneda: US Dólares
Inflación: 5%0 1 2 3 4 5 6 7 8 9 10
Inversión Inicial (52.850)Costos Actuales
Galones Producidos 77.231 106.294 113.649 125.715 137.782 149.848 161.915 173.982 186.048 198.115Costo por galón (Actual) 4,20 4,41 4,63 4,86 5,11 5,36 5,63 5,91 6,21 6,52
Total Costos Actuales 324.370 468.757 526.250 611.231 703.394 803.245 911.322 1.028.200 1.154.487 1.290.832
Costos Propuestos
Galones Producidos 77.231 106.294 113.649 125.715 137.782 149.848 161.915 173.982 186.048 198.115Costo por galón (Propuesto) 3,70 3,89 4,08 4,28 4,50 4,72 4,96 5,21 5,47 5,74
Sueldos + Beneficios 20.280 21.091 21.935 22.812 23.725 24.674 25.661 26.687 27.755 28.865Bonificación del ahorro Black Belt 2% 772 1.116 1.253 1.455 1.675 1.912 2.170 2.448 2.749 3.073
Bonificación del ahorro Green Belts 1% 386 558 626 728 837 956 1.085 1.224 1.374 1.537
Depreciación 833 833 833 0 0 0 0 0 0 0Total Costos Propuestos 308.026 436.551 488.249 563.460 645.893 735.163 831.747 936.154 1.048.925 1.170.636
Ahorro del Proyecto 16.344 32.206 38.001 47.770 57.500 68.082 79.575 92.045 105.561 120.196
Impuesto a la Renta 25% (4.086) (8.051) (9.500) (11.943) (14.375) (17.020) (19.894) (23.011) (26.390) (30.049)Participación de Trabajadores 15% (2.452) (4.831) (5.700) (7.166) (8.625) (10.212) (11.936) (13.807) (15.834) (18.029)
(=) Flujo de Caja Libre 9.806 19.323 22.801 28.662 34.500 40.849 47.745 55.227 63.337 72.117
(+) Depreciación 833 833 833 0 0 0 0 0 0 0
Flujo de Efectivo Neto 10.640 20.157 23.634 28.662 34.500 40.849 47.745 55.227 63.337 72.117
Valor Actual Flujo Efectivo (52.850) 9.333 15.510 15.952 16.970 17.918 18.610 19.081 19.360 19.477 19.453
Total VAFE 171.665 Tasa Interna de Retorno 26%Inversión (52.850)
VAN 118.815
Fuente: el autor
Analizar los resultados obtenidos y contrastarlos con los referentes
empíricos. Luego proceder a la explicación con argumentación científica.
Determinar las limitaciones del estudio, proponer nuevas líneas de investigación a
partir del Estudio de Casos realizado y sintetizar la novedad científica de la
investigación concluida.
46

CONCLUSIONES
Se ha logrado comprobar que la metodología Seis Sigma aplicada en el
área de desarrollo de la compañía de recubrimientos, ha logrado contribuir
positivamente a la utilidad neta del ejercicio en medición.
La inversión que se ha realizado se pagó sola y permitió que a través de
equipos multidisciplinarios se haya conseguido el objetivo establecido.
Una vez realizada la evaluación financiera del proyecto y toda vez que
logramos obtener un VAN US$ 118,815 y una TIR del 26%, evidenciamos que
la inversión en la implementación de la metodología Seis Sigma ha sido un éxito
rotundo por cuanto la inversión se logró recuperar en el período de tiempo
establecido con una tasa de rentabilidad muy atractiva para los accionistas de la
empresa.
Los ahorros que se vayan incorporando con cada proyecto terminado de
aquí en adelante, tendrán un beneficio económico pero mayor rentabilidad nos
dará al momento que la empresa se dé cuenta que sus procesos tanto productivos
como administrativos son más estables y presenten menos variación, lo que los
volverán más predictivos.
47

RECOMENDACIONES
El Know-How adquirido por la empresa podrá ser utilizado para que se
establezcan como objetivos anuales, implementar nuevos proyectos con esta
metodología, que deberá contar con la dirección del Black Belt y con el apoyo de
la alta dirección.
Es muy importante que se evalúen cuáles son los potenciales proyectos de
ahorro más significativos, en los que la empresa tenga los mayores números de
defectos y cuyos desperdicios sean atractivos y cumplan con los requisitos que la
metodología establece para un proyecto Seis Sigma.
Se recomienda que anualmente se vayan formando nuevos grupos de
trabajo que permitan a un mayor número de empleados adquirir el conocimiento
en la metodología Seis Sigma, con ello se podrá comenzar un despertar un nuevo
giro en el modo de trabajar de los empleados, aplicando herramientas como son el
control estadístico de procesos, control de los desperdicios, gráficas de control,
entre otros.
Este bagaje de conocimiento se podrá emplear en cualquier otra empresa
nacional o extranjera que tenga en mente la reducción de sus costos, que en estos
momentos de crisis económica a nivel mundial se ha vuelto de un interés
primordial, con fines de incursionar en mercados del exterior.
48

BIBLIOGRAFÍA
Abuin, F. (2005). La formación profesional como vía para el autoempleo.
Promoción del espítitu emprendedor. España: Ministerio de educación y
ciencia.
Armendáris, J. (2013). Gestión de la calidad y de la seguridad e higiene
almentaria. España: Paraninfo.
Carrasco, S. (2013). Procesos de gestión de calidad en hotelería y turísmo.
España: Paraninfo.
Commerce, G. (2009). Mejora continua de servicio. Londres: TSO.
Cuatrecasas, L. (2010). Gestión integral de la calidad: Implantación, control y
certificación. Barcelona: Profit.
Fernández, R. (2006). Sistema de gestión de la calidad, ambiente y prevención de
riesgos laborales. Su integración. San Vicente-Alicante: Club
Universitario.
Fernández, R. (2013). La mejora de la productividad en la pequeña y mediana
empresa. San Vicente (Alicante): Club Universitario.
Gómez, F., Vilar, J., & Tejero, M. (2003). Seis Sigma. Madrid: Fundación
Confemetal.
González , F., & González, A. (2003). Seis Sigma para gerentes y directores.
España: Libros en red.
Juran, J., Gryna, F., & Binghan, R. (2003). Manual de Control de Calidad.
Barcelona: Reverté.
Miranda, L. (2006). Seis sigma. Guía para principiantes. México: Panorama.
Pérez, M. (2010). Metodología Seis Sigma a través de Excel. Madrid: Grupo RC.
Pérez, P., & Múnera, F. (2007). Reflxiones para implementar un sistema de
gestión de calidad (ISO 9001:2000) en cooperativas y empresas de
economía solidaria. Bogotá: Universidad Cooperativa de Colombia.
Pont, J., & Rocafort, A. (1997). Doctor Antonio Goxens Duch: La imagen fiel.
Barcelona: Universidad de Barcelona.
Prieto, M. (2010). Seis sigma: Un antidoto para la crisis . Barcelona: Asociación
para la calidad.
Schnaars, S. (2004). Estrategias cle Marketing. España: Diaz de Santos.
49

Summers, D. (2006). Administración de la calida. México: Pearson.
Van, L. (2008). ISO/IEC 20.000. Una introducción. España: Van Haren.
Walton, M. (2004). El método Deming en la práctica. Bogotá: Norma.
Wheat , B., Mills, C., & Carnell , M. (2003). Seis sigma: Una parábola sobre el
camino hacia la excelencia y una "empresa esbelta". Bototá: Norma.
50
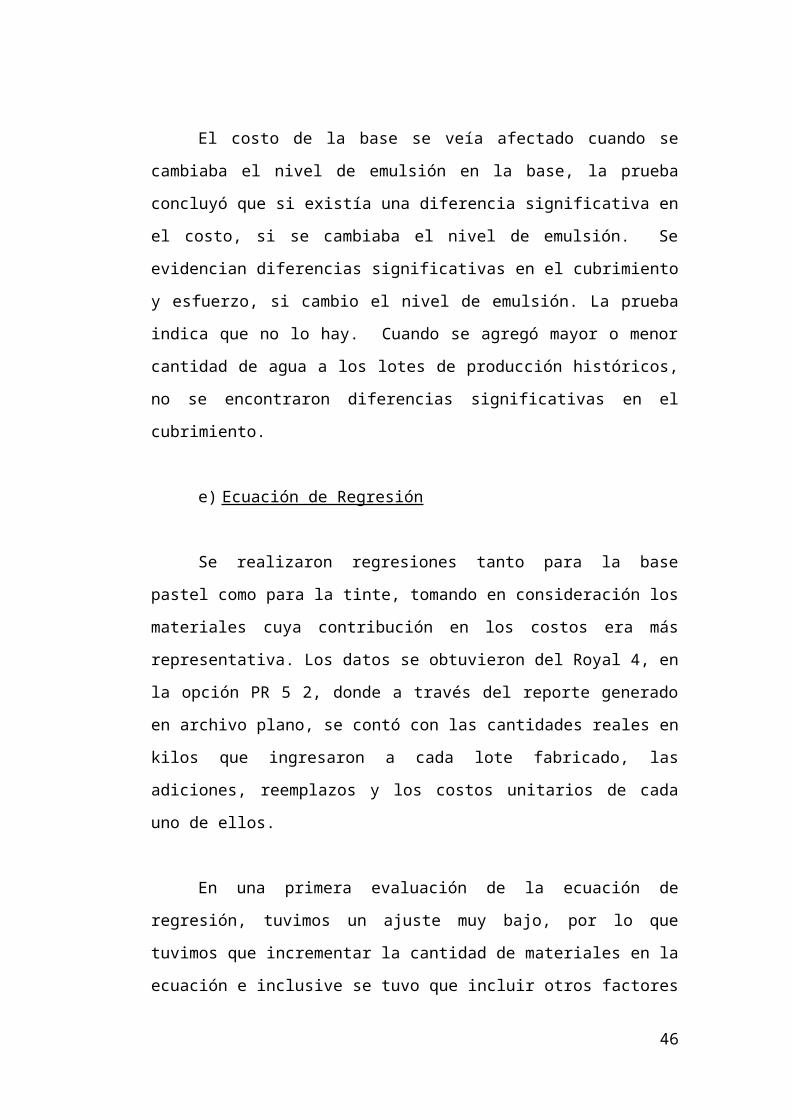
ANEXOS
Anexo 1. Descripción del proceso de fabricación de bases
Fuente: el autor

Anexo 2. Árbol de problemas
Productos con precios no
competitivos
Utilidad neta reducida
Falta de metodologia de mejora continua
Reducción de ingresos
Altos costos de mano de obra
Altos costo del proceso
Altos costos de materiales
Altos costos de producción
Capacidadoperativa ociosa
Dar espacio a los competidores
Baja participación de mercado
Anexo 3. Siete pasos de mejora continua
Fuente: (Commerce, 2009, pág. 29)
Anexo 4. Ciclo de Deming
Fuente: (Cuatrecasas, 2010, pág. 18)

Anexo 5. Fases de la metodología Seis SigmaFase Descripción Herramientas Definir Se identifica los posibles proyectos Seis Sigma,
deben ser evaluados por la dirección de la empresa para que se destinen los recursos. Escogido el o los proyectos se designará al equipo responsable de la ejecución.
Diagrama de flujo de los proceso. Diagrama causa-efecto o espina de pescado. Diagrama de Pareto. Histogramas. Gráfico de tendencias.
Medir La medición es la caracterización del proceso identificando los requisitos clave de los clientes, las características clave del producto (o variables del resultado) y los parámetros (variables de entrada) que afectan al funcionamiento del proceso y a las características o variables clave. A partir de estas características se define del sistema de medida y se mide la capacidad del proceso.
Modelación de las características de calidad. Evaluación de la normalidad de los datos. Evaluación de la exactitud y linealidad. Evaluación de la repetibilidad y la reproductibilidad. Modos alternativos de la evaluación de los sistemas de medición. Análisis de fiabilidad
Analizar En la fase de análisis, el equipo evalúa los datos de resultados actuales e históricos. Se desarrollan y comprueban hipótesis sobre posibles relaciones causa-efecto utilizando las herramientas estadísticas pertinentes. De esta forma el equipo confirma los determinantes del proceso, es decir, las variables clave de entrada o “focos vitales” que afectan a las variables de respuesta del proceso.
Análisis exploratorio de datos. Ajustes de distribuciones. Contraste de hipótesis. Intervalos de confianza. Capacidad de los procesos.
Mejorar El equipo trata de determinar la relación causa-efecto (relación matemática entre variables de entrada y la variable de respuesta que interese) para predecir, mejorar y optimizar el funcionamiento del proceso. Por último se determina el rango operacional de los parámetros o variables de entrada del proceso.
Análisis de correlaciones. Regresión simple. Regresión múltiple. Análisis de la varianza unifactorial. Análisis de la varianza multifactorial. Modelos de series temporales.
Control Consiste en diseñar y documentar los controles necesarios para asegurar que lo conseguido mediante el proyecto Seis Sigma se mantenga una vez que se haya implementado los cambios. Cuando se han logrado los objetivos y la misión se dé por finalizada, el equipo informa a la dirección y se disuelve.
Control estadístico de procesos. Control de fabricación. Gráficos de Shewhart. Curva característica de operaciones. Gráficos de control por atributos. Análisis de la capacidad mediante gráficos de control. Control estadístico de procesos. Control de aceptación. Muestreo por atributos.
Fuente: (Pérez, 2010)Elaborado por: Autor

Anexo 6. Mapa de proceso de desarrollo de productosMAPA DE PROCESO
PROCESO DE DESARROLLO DE PRODUCTOSELABORADO POR: JORGE VELIZ AV RI
Paso Entradas Salidas
1 Planificar AVFórmulas actuales existentes.Tecnicos de desarrollo.Jefe de desarrollo.
Revisar las formulaciones existentes y establecer posibles alternativas
experimentales
Formulas experimentales propuestas listas para iniciar ensayo.
2 Reunir materiales e insumos NAVFormulas para ensayo.materia prima.Equipos.Operador.
Buscar todos los materiales e insumos necesarios para fabricar la formula
experimental.
materiales e insumos completos y listos para ser usados en la formula experimental.
3 Pesar NAVmaterias primas.Balanza.Operador.
Pesar los insumos que indican la formula experimental.
insumos pesados
4 Dispersar NAVInsumos pesados.Operador.Equipos.
Realizar la dispersion en base a la formula experimental, anotando todos los datos relevantes durante la experimentacion.
Pasta experimental dispersada
5 Reducir NAVPasta experimental dispersada.Operador.M.prima para reducir.
Reducir la pasta dispersada base experimental reducida
6 Medir y ajustar propiedades NAVBase experimental reducida.Operador.M.Prima de ajuste.Equipos de medición.
Medir propiedades de calidad que el producto requiera y ajustarlas
base experimental ajustada y lista para entintar.
7 Realizar Poder tintoreo (bases) AVBase experimental preparada.Entintadora.Tintes.Balanza.Mezclador.Cronometro.Envases.Operador.
Pesar la cantidad de base y los tintes, mezclarlos por 3 minutos.
Base entintada
8 Aplicar NAVBase entintada.Lenetas.Aplicador.
Aplicar la base entintada sobre leneta Leneta aplicada humeda
9 Secar NAVLeneta aplicada humeda.Estufa.Operario.
Colocarla 15 minutos secado al aire, realizar frote para ver si hay floculación, luego dejar 30 minutos secado en estufa a 60 grados C.
Aplicación en leneta seca.
10 Leer en Espectro NAVAplicación leneta seca.Espectro datacolor.Operario.
Leer el color en el espectrofotómetro datacolor vs. Patron electronico grabado.
Lectura de color Da, Db, DH
7 Realizar Poder tintoreo10 Leer en Espectro4 Dispersar3 Pesar

Anexo 7. Herramienta de prueba de sistema de mediciónPRUEBA DE SISTEMA DE MEDICION
DensidadPH CODIGO DL Da Db DE LB/GAL OBSERVACIONES
COLOR ESPECTRO:

Anexo 8. Ficha de información general
PFMEA Numero:
Nombre del Proceso:
Responsabilidad del Proceso:
Preparado por:
Producto(s) Afectado(s)
PFMEA Fecha Clave:
PFMEA Fecha de Origen:
PFMEA Fecha de Revision:
Miembros del Equipo:

Anexo 9. Matriz AMEF para el proceso de desarrollo
Funcion del Proceso (Paso)
Modos de Falla Potenciales (defectos de
proceso)
Efectos de Fallas
Potenciales (KPOVs)
SEV
Class
Causas Potenciales de Falla (KPIVs)
OCC
Controles de Proceso Actuales
DET
RPN
Acciones Recomenda
das
Persona Responsable
& Fecha Objetivo
Acciones Tomadas
SEV
OCC
DET
RPN
Formula Incorrecta formula incorrecta 2 error al digitar 2 Existe procedimiento
1 4
Calculos incorrectos
Resultados errados
7 error al digitar 6Existe
procedimiento1 42
Revisar Materiales e
insumos
No se realice revision
No exista fisicamente algun
componente3 Falta de tiempo del
operador1 Existe
procedimiento1 3 3
Balanza descalibrada
Peso incorrecto 5Cantidades
incorrectas en la formula
2Verificación
periodica de las balanzas
2 20
error de lectura Peso incorrecto 5Cantidades
incorrectas en la formula
2 Personal capacitado
4 40
Orden del agregado
Mala dispersión 5 No se consigua fineza
2 Orden de trabajo 6 60
Velocidad de dispersión
Mala dispersión 6 No se consigue fineza
2 Instrucciones en orden de trabajo
3 36
ReducirOrden del agregado
Fórmula necesite adiciones
5Requiere mayor
cantidad de materias primas
2Instrucciones en orden de trabajo
6 60 60
Medir y ajustar propiedades
Ajuste mal realizado
Propiedades no deacuerdo al
standard6
Realizar ajustes adicionales
3Personal
capacitado3 54 54
Relizar una mala pesada del tinte o
baseLectura incorrecta 8 Base mal aprobada 6
Personal capacitado
5 240
Mezclado insuficiente
Lectura incorrecta 7 Base mal aprobada 5 Personal capacitado
5 175
Uso de balanza inapropiada
Lectura incorrecta 6 Base mal aprobada 2Procedimientos y
personal capacitado
3 36
AplicarUtilizar barra no
adecuada Lectura incorrecta 3 Base mal aprobada 2
Se realiza comparacion con standard seco del
lote anterior
3 18 18
SecarSecado en estufa por mucho tiempo Lectura incorrecta 3 Base mal aprobada 2
Existe procedimiento 7 42 42
Equipo descalibrado
Lectura incorrecta 7 Base mal aprobada 3
Se realiza comparacion con standard seco del
lote anterior
2 42
Error en la colocacion de la
aplicaciónLectura incorrecta 7 Base mal aprobada 6
Se realiza comparacion con standard seco del
lote anterior
5 210
MATRIZ AMEF PARA EL PROCESO DE DESARROLLO
60
Planificar desarrollo
pesar
451
252
46
96
Realizar Poder tintoreo
Dispersar
Leer en espectro
Anexo 10. Matriz de prueba del producto. SeveridadEfecto Criterio: Severidad de Efecto Definido Ranking
Peligroso: Sin Aviso
Puede poner en peligro al operador. Modo de fallas afecta la operación segura y/o involucra la no conformidad con regulaciones gubernamentales. La falla ocurrirá SIN AVISO.
10
Peligroso: Con Aviso
Puede poner en peligro al operador. Modo de fallas afecta la operación segura y/o involucra la no conformidad con regulaciones gubernamentales. La falla ocurrirá CON AVISO.
9
Muy AltoInterrupción mayor a la línea de producción. 100% del producto probablemente sea desechado. Ítem inoperable, perdida de su función primaria. Cliente muy insatisfecho.
8
AltoInterrupción menor a la línea de producción. Producto probablemente deba ser clasificada y una porción (menor al 100%) desechada. Ítem operable, pero a un nivel reducido de rendimiento. Cliente insatisfecho.
7
Moderado
Interrupción menor a la línea de producción. Una porción (menor al 100%) probablemente deba ser desechada (no clasificada). Ítem operable, pero algunos ítems de confort/ conveniencia inoperables. Clientes experimentan incomodidad.
6
Bajo
Interrupción menor a la línea de producción. 100% del producto probablemente sea retrabajado. Ítem operable, pero algunos ítems de confort/ conveniencia operables a un nivel reducido de rendimiento. Cliente experimenta alguna insatisfacción.
5
Muy BajoInterrupción menor a la línea de producción. El producto probablemente deba ser clasificado y una porción (menor al 100%) retrabajada. Defecto percibido por la mayoría de los clientes.
4
PequeñoInterrupción menor a la línea de producción. Una porción (menor al 100%) del producto probablemente deba ser retrabajada en línea pero fuera de la estación de trabajo. Defecto es percibido por el cliente promedio.
3
Muy PequeñoInterrupción menor a la línea de producción. Una porción (menor al 100%) del producto probablemente deba ser retrabajada en la línea y en la estación de trabajo. Defecto es percibido solo por clientes expertos.
2
Ninguno Ningún efecto. 1
SEVERIDADEfecto Criterio: Severidad de Efecto Definido Ranking
Peligroso: Sin Aviso Puede poner en peligro al operador. Modo de fallas afecta la operación segura y/o involucra la no conformidad con regulaciones gubernamentales. La falla ocurrirá SIN AVISO.
10
Peligroso: Con Aviso Puede poner en peligro al operador. Modo de fallas afecta la operación segura y/o involucra la no conformidad con regulaciones gubernamentales. La falla ocurrirá CON AVISO.
9
Muy Alto Interrupción mayor a la línea de producción. 100% del producto probablemente sea desechado. Ítem inoperable, perdida de su función primaria. Cliente muy insatisfecho.
8
AltoInterrupción menor a la línea de producción. Producto probablemente deba ser clasificada y una porción (menor al 100%) desechada. Ítem operable, pero a un nivel reducido de rendimiento. Cliente insatisfecho.
7
ModeradoInterrupción menor a la línea de producción. Una porción (menor al 100%) probablemente deba ser desechada (no clasificada). Ítem operable, pero algunos ítems de confort/ conveniencia inoperables. Clientes experimentan incomodidad.
6
BajoInterrupción menor a la línea de producción. 100% del producto probablemente sea retrabajado. Ítem operable, pero algunos ítems de confort/ conveniencia operables a un nivel reducido de rendimiento. Cliente experimenta alguna insatisfacción.
5
Muy Bajo Interrupción menor a la línea de producción. El producto probablemente deba ser clasificado y una porción (menor al 100%) retrabajada. Defecto percibido por la mayoría de los clientes.
4
PequeñoInterrupción menor a la línea de producción. Una porción (menor al 100%) del producto probablemente deba ser retrabajada en línea pero fuera de la estación de trabajo. Defecto es percibido por el cliente promedio.
3
Muy PequeñoInterrupción menor a la línea de producción. Una porción (menor al 100%) del producto probablemente deba ser retrabajada en la línea y en la estación de trabajo. Defecto es percibido solo por clientes expertos.
2
Ninguno Ningún efecto. 1
Anexo 11. Matriz de prueba del producto. OcurrenciaProbabilidad de Falla Ratas Posibles de Fallas Cpk Ranking
Muy Alta: 1 en 2 < 0.33 10
Falla es casi inevitable 1 en 3 0.33 9Alta: Generalmente asociada con procesos similares a procesos previos que han
1 en 8 0.51 8
fallado frecuentemente. 1 en 20 0.67 7Moderada: Generalmente asociados con procesos similares a procesos previos
1 en 80 0.83 6
que han experimentado fallas 1 en 400 1.00 5ocasionales, pero no en proporciones significativas 1 en 2,000 1.17 4
Baja: Fallas aisladas asociadas con procesos similares
1 en 15,000 1.33 3
Muy Baja: Solo fallas aisladas asociadas con procesos casi idénticos
1 en 150,000 1.5 2
Remota: Falla es improbable. Fallas nunca asociadas con procesos casi idénticos
1 en 1,500,000 1.67 1
OCCURRENCIA
Probabilidad de Falla Ratas Posibles de Fallas Cpk RankingMuy Alta: 1 en 2 < 0.33 10Falla es casi inevitable 1 en 3 0.33 9Alta: Generalmente asociada con procesos similares a procesos previos que han
1 en 8 0.51 8
fallado frecuentemente. 1 en 20 0.67 7Moderada: Generalmente asociados con procesos similares a procesos previos
1 en 80 0.83 6
que han experimentado fallas
1 en 400 1.00 5
ocasionales, pero no en proporciones significativas
1 en 2,000 1.17 4
Baja: Fallas aisladas asociadas con procesos similares
1 en 15,000 1.33 3
Muy Baja: Solo fallas aisladas asociadas con procesos casi idénticos
1 en 150,000 1.5 2
Remota: Falla es improbable. Fallas nunca asociadas con procesos casi idénticos
1 en 1,500,000 1.67 1
Anexo 12. Matriz de prueba del producto. DetecciónDetección Criterio: Probabilidad que la existencia de un defecto
será detectada por la prueba conducida antes de que el producto avance al siguiente paso o proceso
subsecuente.
Ranking
Casi Imposible Prueba detecta < 80 % de fallas 10
Muy Remota Prueba debe detectar 80 % de fallas 9
Remota Prueba debe detectar 82.5 % de fallas 8
Muy Baja Prueba debe detectar 85 % de fallas 7
Baja Prueba debe detectar 87.5 % de fallas 6
Moderada Prueba debe detectar 90 % de fallas 5
Altamente Moderada
Prueba debe detectar 92.5 % de fallas 4
Moderada Prueba debe detectar 95 % de fallas 3Muy Alta Prueba debe detectar 97.5 % de fallas 2
Casi Seguro Prueba debe detectar 99.5 % da fallas 1
DETECCION
Detección Criterio: Probabilidad que la existencia de un defecto será detectada por la prueba conducida antes de que el producto
avance al siguiente paso o proceso subsecuente.
Ranking
Casi Imposible Prueba detecta < 80 % de fallas 10Muy Remota Prueba debe detectar 80 % de fallas 9
Remota Prueba debe detectar 82.5 % de fallas 8Muy Baja Prueba debe detectar 85 % de fallas 7
Baja Prueba debe detectar 87.5 % de fallas 6Moderada Prueba debe detectar 90 % de fallas 5
Altamente Moderada Prueba debe detectar 92.5 % de fallas 4Moderada Prueba debe detectar 95 % de fallas 3Muy Alta Prueba debe detectar 97.5 % de fallas 2
Casi Seguro Prueba debe detectar 99.5 % da fallas 1

Anexo 13. SIPOC
S I P O C
Pesada
Dispersión
Reducción
Ajustes de propiedades
Esfuerzo de tinturacion
Decisión de aceptacion
BASE APROBADA Logística
Equipos dispersion
Equipos dilucion
Aprobación calidad
Pesador
Equipos de dispersión
Espectro fotometro
Materia prima
Equipos de dilución/reducción