universidad tecnolÓgica...
TRANSCRIPT
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA EN PETRÓLEOS
ANÁLISIS DE INTEGRIDAD FÍSICA DEL POLIDUCTO
LIBERTAD-MANTA DE PETROCOMERCIAL MEDIANTE EL
ENVÍO DE LA HERRAMIENTA CHANCHO INTELIGENTE
TRABAJO PREVIO LA OBTENCIÓN DEL TÍTULO DE INGENIERO EN
PETRÓLEOS
GEOVANY JAVIER TIXI CANDO
DIRECTOR: ING. ROGER PEÑAHERRERA
Quito, Mayo 2013

© Universidad Tecnológica Equinoccial. 2013
Reservados todos los derechos de reproducción
DECLARACIÓN
Yo, GEOVANY JAVIER TIXI CANDO , declaro que el trabajo aquí descrito es
de mi autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas
que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
____________________________
Geovany Javier Tixi Cando
020184243-2

CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “ANÁLISIS DE
INTEGRIDAD FÍSICA DEL POLIDUCTO LIBERTAD-MANTA DE
PETROCOMERCIAL MEDIANTE EL ENVÍO DE LA HERRAMIENTA
CHANCHO INTELIGENTE ”, que, para aspirar al título de Ingeniero en
Petróleos fue desarrollado por Javier Tixi , bajo mi dirección y supervisión,
en la Facultad de Ciencias de la Ingeniería; y cumple con las condiciones
requeridas por el reglamento de Trabajos de Titulación artículos 18 y 25.
____________________________
Ing. Roger Peñaherrera
DIRECTOR DEL TRABAJO
170922334-9

DEDICATORIA
A Dios, por ser él mi guía y protector.
A mis padres, por su dedicación, amor, apoyo, esfuerzo y comprensión
quienes me han inculcado valores, que me servirán para mi futuro y toda mi
existencia.
A la Universidad Tecnológica Equinoccial en especial a la Facultad de
Ingeniería por la oportunidad, de estudiar la carrera de ingeniero petrolero.
Y finalmente a todos mis amigos y compañeros quienes estuvieron a mi lado
en alegrías y tristezas durante la vida universitaria.
AGRADECIMIENTO
A la Universidad Tecnológica Equinoccial, quien me ha permitido un mayor
desarrollo tanto personal como profesional.
Quiero agradecer la valiosa colaboración prestada por la empresa
PETROCOMERCIAL, quienes me autorizaron plenamente para el desarrollo
del presente trabajo en la estación Cabecera Libertad.
A mi director de tesis, el INGENIERO Roger Peñaherrera, quien mostró
mucho interés, por su tiempo y dedicación en la asesoría del presente
trabajo.
A los que me apoyaron y confiaron en mí para lograr este objetivo, gracias a
todos mis familiares, amigos, especialmente a mi hermano Luis por
apoyarme siempre y cuando ha sido necesario.
i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN .................................................................................................. xiv
ABSTRACT ................................................................................................. xv
INTRODUCCIÓN ........................................................................................... 1
1.1. OBJETIVOS ........................................................................................ 3
1.1.1. OBJETIVO GENERAL ................................................................... 3
1.1.2. OBJETIVOS ESPECÍFICOS ......................................................... 3
MARCO TEÓRICO ........................................................................................ 4
2.1. PETROCOMERCIAL .......................................................................... 4
2.1.1. RESEÑA HISTÓRICA ................................................................... 4
2.1.2. OPERACIONES ............................................................................ 5
2.2. ESTACIÓN CABECERA LA LIBERTAD ............................................. 7
2.2.1. INSTALACIONES DE LA ESTACIÓN CABECERA LA LIBERTAD..
...................................................................................................... 8
2.2.2. OPERACIONES DE LA ESTACIÓN CABECERA LA LIBERTAD . 8
2.3. CONDICIONES ACTUALES DE BOMBEO ........................................ 9
2.3.1. POLIDUCTO LIBERTAD - MANTA - PASCUALES ....................... 9
2.3.2. GRUPOS DE BOMBEO .............................................................. 11
2.3.2.1. LIBERTAD-PASCUALES ..................................................... 12
2.3.2.2. LIBERTAD-MANTA .............................................................. 12
2.4. LIMITANTES POR CORROSIÓN INTERNA .................................... 13
2.4.1. DESCRIPCIÓN DE LA ESTACIÓN REDUCTORA PASCUALES
.................................................................................................. ..14
2.4.2. MANTENIMIENTO DE LÍNEA DEL POLIDUCTO ....................... 15
2.4.3. MANTENIMIENTO ELECTROMECÁNICO ................................. 15
2.5. RELACIÓN CON LA CAPACIDAD DE DISEÑO ............................... 15
2.6. COSTOS POR LIMITANTES DE OPERACIÓN ............................... 16
ii
2.6.1. MERCADO NACIONAL ............................................................... 16
2.6.2. PRECIOS Y SUBSIDIOS ............................................................. 19
2.7. MANTENIMIENTO PREDICTIVO, PREVENTIVO Y CORRECTIVO
REALIZADO ...................................................................................... 21
2.7.1. MANTENIMIENTO PREDICTIVO ................................................ 21
2.7.2. MANTENIMIENTO PREVENTIVO Y CORRECTIVO .................. 22
2.7.3. INSPECCIONES REALIZADAS, TRAMO LIBERTAD-MANTA-
PASCUALES .............................................................................. 24
2.7.4. DESCRIPCIÓN DE LAS INDICACIONES DE PÉRDIDA DE
METAL ........................................................................................ 25
2.8. PROGRAMA DE INTEGRIDAD DE TUBERÍAS ............................... 26
2.8.1. MARCO PARA UN PROGRAMA DE ADMINISTRACIÓN DE
INTEGRIDAD (API-1160) ............................................................ 28
2.8.2. REQUISITOS PARA EL PLAN DE LA ADMINISTRACIÓN DE LA
INTEGRIDAD .............................................................................. 29
2.8.3. MÉTODOS PARA MEDIR LA EFECTIVIDAD DEL PROGRAMA
.................................................................................................. ..29
2.8.4. EVALUACIÓN DE REFERENCIA PRELIMINAR ......................... 29
2.8.4.1. LA PRIMERA EVALUACIÓN DE INTEGRIDAD DE UNA
TUBERÍA .............................................................................. 30
2.8.5. ESTÁNDARES PARA LA ADMINISTRACIÓN DE LA
INTEGRIDAD MECÁNICA DE DUCTOS .................................... 31
2.8.6. LOS PROGRAMAS PARA LA ADMINISTRACIÓN DE LA
INTEGRIDAD DE ACUERDO A LA NORMA API 1160 .............. 31
2.9. INSPECCIÓN DIRECTA INTERIOR ................................................. 32
2.9.1. HERRAMIENTAS INTELIGENTES ............................................. 33
2.9.2. HERRAMIENTAS DE FLUJO MAGNÉTICO ............................... 33
2.9.3. HERRAMIENTAS ULTRASÓNICAS ........................................... 34
2.9.4. INSPECCIÓN NO PIG ................................................................. 34
2.9.5. INSPECCIÓN ROBÓTICA ........................................................... 35
2.10. INSPECCIÓN DIRECTA EXTERIOR ............................................. 35
iii
METODOLOGÍA .......................................................................................... 36
3.1. TÉCNICAS DE INSPECCIÓN CON HERRAMIENTAS
INTELIGENTES ................................................................................ 36
3.1.1. TÉCNICA DE FUGAS DE FLUJO MAGNÉTICO ......................... 36
3.1.2. TÉCNICA ULTRASONIDO .......................................................... 37
3.1.3. TÉCNICA DE LA ONDA ULTRASÓNICA GUIADA ..................... 38
3.2. NORMAS TÉCNICAS REFERENCIALES PARA TUBERÍA ............. 42
3.2.1. NORMAS API PARA TUBERÍA ................................................... 43
3.2.1.1. API STANDARD 5L: ESPECIFICACIONES PARA LÍNEAS DE
TUBERÍA .............................................................................. 43
3.2.1.2. API STANDARD 1104: SOLDADURAS DE TUBERÍA Y
SERVICIOS RELACIONADOS. ............................................ 43
3.2.2. NORMA ASME PARA TUBERÍA ................................................. 45
3.2.2.1. ASME B31.1: TUBERÍA DE PRESIÓN ................................ 45
3.2.2.2. ASME B31.3: TUBERÍA PARA PROCESOS ....................... 45
3.2.2.3. ASME B31.4: LÍNEAS DE TUBERÍA PARA
TRANSPORTACIÓN DE LÍQUIDOS HIDROCARBUROS Y
OTROS LÍQUIDOS. .............................................................. 46
3.2.2.4 ASME B31.8: SISTEMA DE TUBERÍAS PARA TRANSMISIÓN
Y DISTRIBUCIÓN DE GAS. ................................................. 47
3.2.2.5. ASME B31.8S: SISTEMA DE GESTIÓN PARA LA
INTEGRIDAD DE GASODUCTO. ......................................... 48
3.2.2.6. ASME B36.10M: SOLDADURA SIN FISURAS DE TUBOS DE
ACERO FORJADO. .............................................................. 48
3.2.2.7. ASME B36.19M: TUBERÍA DE ACERO INOXIDABLE. ....... 49
3.2.2.8 ASME B31.G: MANUAL PARA LA DETERMINACIÓN DE LA
RESISTENCIA DE TUBERÍA AFECTADA POR CORROSIÓN.
.............................................................................................. 49
3.3. TECNOLOGÍAS DE INSPECCIÓN EN LÍNEA MFL/TFI ................... 50
3.3.1. ESPECIFICACIONES TÉCNICAS DE LA HERRAMIENTA MFL
ID/OD .......................................................................................... 53
3.3.1.1. GENERALIDADES ............................................................... 53
iv
3.3.2. FUGA DE FLUJO MAGNÉTICO .................................................. 57
3.3.3. FUGA DE FLUJO MAGNÉTICO - INSPECCIONAR LAS
TUBERÍAS METÁLICAS ............................................................. 58
3.3.3.1. INSPECCIÓN A TRAVÉS DE TUBERÍAS REVESTIDAS .... 60
3.3.3.2. ALTA RESOLUCIÓN ADICIONAL (XHR) ............................. 60
3.3.3.3. BENEFICIOS ........................................................................ 61
3.3.3.4. HERRAMIENTAS DISPONIBLES ........................................ 61
3.3.4. INSPECCIÓN EXTERNA ............................................................ 62
3.3.4.1. CÓMO FUNCIONA ............................................................... 62
3.3.4.2. PIPESCANNER VENTAJAS ................................................ 63
3.3.4.3. PIPESCANNER APLICACIONES ........................................ 64
3.4. PROCEDIMIENTO PARA INTRODUCCIÓN, LANZAMIENTO,
SEGUIMIENTO, MONITOREO, RECEPCIÓN Y RETIRO DE
EQUIPOS (MFL) DE INSPECCIÓN. ................................................. 64
3.4.1. INTRODUCCIÓN Y LANZAMIENTO DE EQUIPOS DE
INSPECCIÓN .............................................................................. 64
3.4.2. PROCEDIMIENTO PARA SEGUIMIENTO Y MONITOREO DE
EQUIPOS DE INSPECCIÓN (MFL) EN LOS DERECHOS DE VÍA
TRAMO LIBERTAD-MANTA. ...................................................... 69
3.4.3. PROCEDIMIENTO PARA RECEPCIÓN Y RETIRO DE EQUIPOS
DE INSPECCIÓN ........................................................................ 70
3.5. CÁLCULO PARA INDICACIÓN REPORTADA POR EQUIPOS DE
INSPECCIÓN INTERNA. .................................................................. 75
3.5.1. CÁLCULO DE PMPO .................................................................. 75
3.5.2. CALCULO DE TVR...................................................................... 77
3.6. CALCULO DE ESPESOR PARA TUBERÍAS ................................... 77
3.6.1. CÁLCULO DEL MÍNIMO ESPESOR PARA TUBERÍAS SEGÚN LA
NORMA ASME/ANSI B31.4 ........................................................ 77
3.6.2. CÁLCULO DEL MÍNIMO ESPESOR PARA TUBERÍAS SEGÚN LA
NORMA ASME/ANSI B31.8.S .................................................... 79
3.6.3. CÁLCULOS DE LA VELOCIDAD DE CORROSIÓN EN LÍNEAS
DE FLUJO ................................................................................... 80

v
3.6.4. CÁLCULO DE VIDA ÚTIL ESTIMADA PARA LÍNEAS DE FLUJO
.................................................................................................... 81
RESULTADOS ............................................................................................ 82
4.1. DESCRIPCIÓN DE LAS INDICACIONES DE PÉRDIDA DE METAL
......................................................................................................... .82
4.1.1. PÉRDIDA DE METAL EXTERNAS.............................................. 82
4.1.2. PÉRDIDAS DE METAL INTERNAS ............................................ 88
4.1.3. DESCRIPCIÓN DE LAS ABOLLADURAS ................................... 90
4.1.4. DESCRIPCIÓN DE LOS DEFECTOS DE FABRICACIÓN. ......... 91
4.1.5. DESCRIPCIÓN DE LOS OBJETOS METÁLICOS CERCANOS A
LA TUBERÍA ............................................................................... 92
4.1.6. DESCRIPCIÓN DE LAS ANOMALÍAS DE SOLDADURA
CIRCUNFERENCIAL .................................................................. 92
4.1.7. DESCRIPCIÓN DE LAS AÉREAS DE OVALIDAD Y ARRUGAS..
.................................................................................................... 92
4.1.8. DESCRIPCIÓN DE LAS REPARACIONES ANTERIORES ........ 93
4.2. IMPORTANCIA DE LAS INDICACIONES DE PÉRDIDA DE METAL
REPORTADAS .................................................................................. 93
4.2.1. MÉTODOS DE EVALUACIÓN UTILIZADOS .............................. 93
4.2.2. DEFINICIÓN DE LOS CRITERIOS DE INVESTIGACIÓN PARA
PÉRDIDA DE METAL. ................................................................ 94
4.2.3. EVALUACIÓN DE LA PÉRDIDA DE METAL EN FUNCIÓN DE
SUS DIMENSIONES AXIALES ................................................... 95
4.2.4. EVALUACIÓN DE LAS PÉRDIDAS DE METAL EN FUNCIÓN DE
SUS DIMENSIONES CIRCUNFERENCIALES ........................... 96
4.3. IMPORTANCIA DE LAS OTRAS INDICACIONES REPORTADAS . 98
4.3.1. ABOLLADURA ............................................................................ 98
4.3.2. OBJETOS METÁLICOS CERCANOS A LA TUBERÍA .............. 101
4.3.3. REPARACIONES ...................................................................... 102
4.4. ANÁLISIS DE INTEGRIDAD INMEDIATA ...................................... 102
vi
4.5. ANÁLISIS DE RIESGOS ................................................................ 103
4.6. INTEGRIDAD FUTURA EN RELACIÓN AL CRECIMIENTO DE
CORROSIÓN .................................................................................. 106
4.6.1. ESTIMACIÓN DE LAS TASAS DE CRECIMIENTO DE
CORROSIÓN ............................................................................ 106
4.6.1.1. CORROSIÓN EXTERNA ................................................... 106
4.6.1.2. CORROSIÓN INTERNA ..................................................... 109
4.6.2. PROGRAMA DE INVERSIÓN FUTURA .................................... 110
4.6.3. INCERTIDUMBRE EN LA MEDICIÓN ....................................... 110
4.6.4. INTERVALO DE RE INSPECCIÓN ........................................... 112
4.6.5. LISTADO DE INDICACIONES A INVESTIGAR EN LOS
PRÓXIMOS 5 AÑOS ................................................................. 112
4.7. PLAN DE REHABILITACIÓN A 5 AÑOS QUE PERMITA OPERAR
CON SEGURIDAD .......................................................................... 114
4.8. ACCIONES DE REHABILITACIÓN ADICIONALES ....................... 114
4.9. ANÁLISIS DE COSTO – BENEFICIO ............................................. 116
4.9.1. COSTO DEL ESTUDIO TRAMO LIBERTAD - MANTA ............ 116
CONCLUSIONES Y RECOMENDACIONES............................................. 121
5.1. CONCLUSIONES ........................................................................... 121
5.2. RECOMENDACIONES ................................................................... 122
vii
ÍNDICE DE TABLAS
PÁGINA
Tabla 1.1. Características principales de la tubería tramo Libertad-Manta .... 2
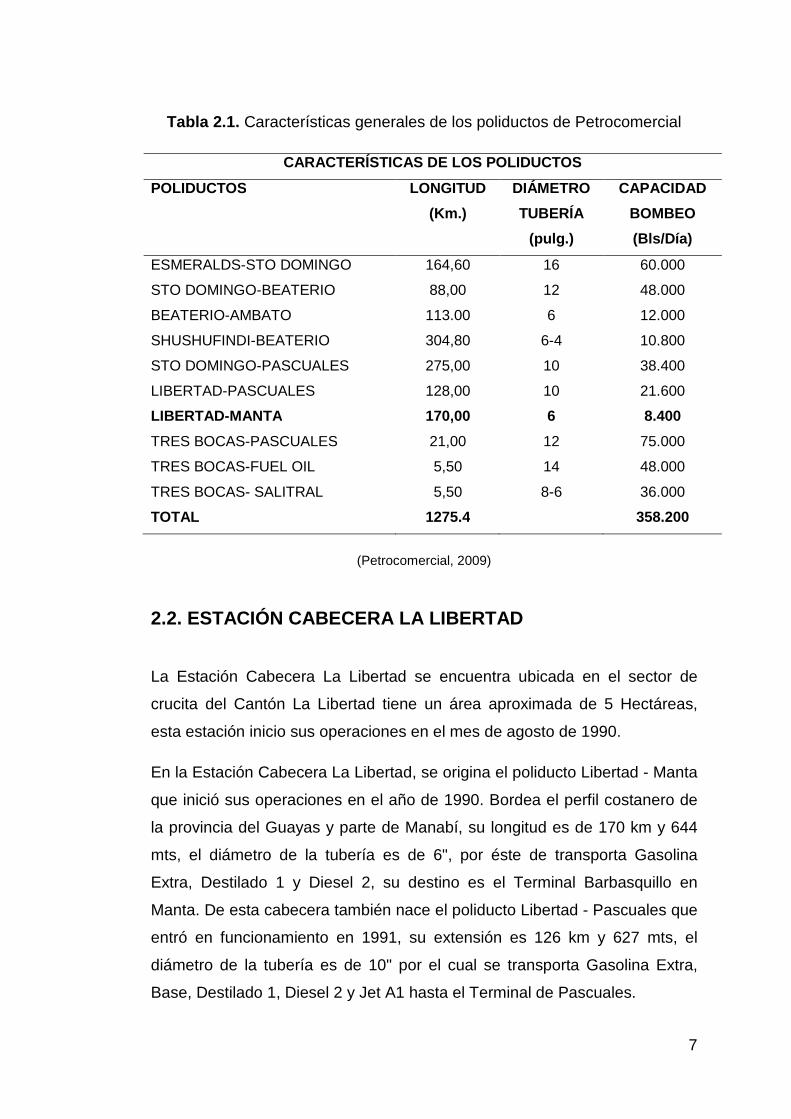
Tabla 2.1. Características generales de los poliductos de Petrocomercial .... 7
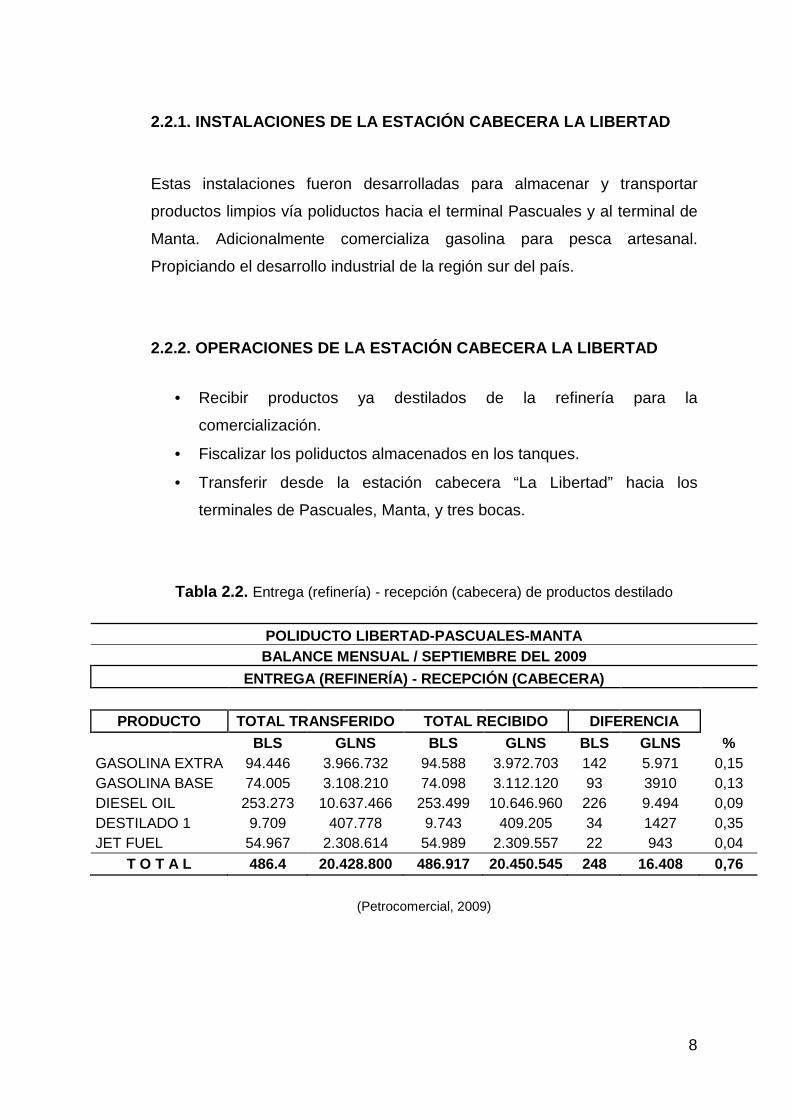
Tabla 2.2. Entrega (refinería) - recepción (cabecera) de productos destilado
................................................................................................. .8
Tabla 2.3. Características generales del poliducto ...................................... 10
Tabla 2.4. Productos transportados ............................................................. 11
Tabla 2.5. Tramo de bombeo de productos transportados .......................... 13
Tabla 2.6. Precios de los combustibles en terminales ................................. 20
Tabla 3.1. Especificación del ID/OD ............................................................ 55
Tabla 4.1. Indicaciones externas cercanas a la soldadura transversal ........ 87
Tabla 4.2. Abolladuras significativas ........................................................... 98
Tabla 4.3. Abolladuras significativas ......................................................... 102
Tabla 4.4. Tasas de corrosión externas con base a modelos de resistividad
s/ASME B31.8S .................................................................. 107
Tabla 4.5. Costo de la inspección de la tubería tramo libertad-manta ....... 117
Tabla 4.6. Costo total de la inspección de la tubería tramo libertad- manta
170,644 Kilómetros ................................................................. 117
Tabla 4.7. Beneficia Petrocomercial en el bombeo de poliductos ............. 118

viii
ÍNDICE DE FIGURAS
PÁGINA
Figura 2.1. Mapa de Poliductos e Instalaciones de Almacenamiento y
Distribución de Derivados de Hidrocarburos de
PETROCOMERCIAL .............................................................. 6
Figura 2.2. Vista panorámica del ducto Libertad – Manta ........................... 10
Figura 2.3. Vista panorámica facilidades de bombeo libertad ..................... 12
Figura 2.4. Unidad de bombeo de poliducto ............................................... 16
Figura 2.5. Concentración del consumo de energía nacional ..................... 19
Figura 2.6. Medidor de espesores de tuberías mediante ultrasonido .......... 21
Figura 2.7. Equipo (pig) de limpieza interior de poliductos .......................... 22
Figura 2.8. Bomba dosificadora (color amarillo) de químico inhibidor de
corrosión ............................................................................... 23
Figura 2.9. Herramienta de flujo magnético empleada en el estudio .......... 24
Figura 2.10. Concentración de pérdidas de metal externas por Pk ............. 25
Figura 2.11. Programa de integridad de ductos .......................................... 27
Figura 2.12. Marco para un programa de la administración de la integridad
de poliductos......................................................................... 28
Figura 2.13. Normas Referenciales para Programas de Integridad de
Tuberías ............................................................................... 31
Figura 2.14. Herramienta de inspección con tecnología de flujo magnético
.............................................................................................. 34
Figura 3.1. Técnicas de fugas de flujo magnético y ultrasonido .................. 36
Figura 3.2. Técnicas de ultrasonido ............................................................ 38
Figura 3.3. Disparo de la Onda Ultrasónica Guiada .................................... 39
Figura 3.4. El instrumento WAVEMAKER ................................................... 40
Figura 3.5. Calibración del instrumento WAVEMAKER .............................. 41
Figura 3.6. Instrumento de inspección tubería de 6” ................................... 50
Figura 3.7. Herramienta de inspección por fuga de flujo magnético ........... 51
ix
Figura 3.8. Especificaciones de la Herramienta de Inspección de 6” .......... 53
Figura 3.9. Fuga de flujo magnético (MFL) ................................................. 59
Figura 3.10. Alta Resolución Adicional (XHR) ............................................. 61
Figura 3.11. Diagrama de trampa de envío ................................................. 65
Figura 3.12. Trampa de envío ..................................................................... 66
Figura 3.13. Diagrama de trampa de recio .................................................. 71
Figura 3.14. Trampa de recibo .................................................................... 72
Figura 4.1. Distribución de las indicaciones de pérdida de metal externas
.............................................................................................. 83
Figura 4.2. Distribución de las indicaciones de pérdida de metal externas
.............................................................................................. 84
Figura 4.3. Distribución de las indicaciones de pérdida de metal externas
y FER. ................................................................................... 85
Figura 4.4. Distribución circunferencial de las indicaciones de pérdida de
metal externas ...................................................................... 86
Figura 4.5. Profundidades de las indicaciones de pérdidas de metal internas
.............................................................................................. 88
Figura 4.6. Factores estimados de reparación de las indicaciones de pérdida
de metal internas .................................................................. 89
Figura 4.7. Distribución de la orientación de las indicaciones de pérdida de
metal internas ....................................................................... 90
Figura 4.8. Distribución de las abolladuras ................................................. 91
Figura 4.9. Posición horaria de los objetos metálicos ................................. 92
Figura 4.10. Grafico de aceptación según las dimensiones de las
indicaciones .......................................................................... 96
Figura 4.11. Grafico de aceptación según las dimensiones circunferenciales
.............................................................................................. 97
Figura 4.12. Abolladuras en la parte superior de la tubería. ..................... 100
Figura 4.13. Abolladuras en la parte superior de la tubería. ..................... 101
Figura 4.14. Mapa de la zona costera entre Libertad y Manta .................. 104
Figura 4.15. Traza del poliducto Libertad – Manta .................................... 105
Figura 4.16. Distribución de Tasas de Corrosión Externa ......................... 108

x
Figura 4.17. Distribución de Tasas de Corrosión Interna .......................... 109
Figura 4.18. Reparaciones para aumentar la vida útil a 5 años. ............... 113
Figura 4.19. Vida remanente de Indicaciones Internas y Externas ........... 113
xi
ÍNDICE DE ECUACIONES
PÁGINA
Ecuación 3.1. Presión máxima permisible de operación ............................ 75
Ecuación 3.2. Factor de Folias ................................................................... 76
Ecuación 3.3. Tiempo de Vida Remanente ................................................ 77
Ecuación 3.4. Espesor nominal de pared ................................................... 78
Ecuación 3.5. Espesor de pared para la presión de diseño ........................ 78
Ecuación 3.6. Esfuerzo permisible aplicable .............................................. 78
Ecuación 3.7. Mínimo espesor para tuberías ............................................. 79
Ecuación 3.8. Velocidad de corrosión ......................................................... 80
Ecuación 3.9. Vida útil estimada ................................................................. 81

xii
ÍNDICE DE ANEXOS
PÁGINA
ANEXO 1. .................................................................................................. 127
Rascadores para limpieza interna de la tubería
ANEXO 2. .................................................................................................. 128
Tablero de control de scada con la cual se arranca el envió de la herramienta
ANEXO 3. .................................................................................................. 129
Esquema básico de un sistema SCADA
ANEXO 4. .................................................................................................. 130
Mapa de Poliductos e instalaciones de almacenamiento y distribución de
derivados de hidrocarburos de Petrocomercial
ANEXO 5. .................................................................................................. 131
Estación de bombeo cabecera Libertad Petrocomercial
ANEXO 6. .................................................................................................. 132
Escombros removidos por la herramienta chancho inteligente
ANEXO 7. .................................................................................................. 133
Comparación de alcances de detección entre herramientas MFL y
Ultrasonido
ANEXO 8. .................................................................................................. 134
Reporte de la inspección con la herramienta chancho inteligente tabla 9
ANEXO 9. .................................................................................................. 135
Mapa de la zona costera tramo Libertad-Manta
ANEXO 10. ................................................................................................ 136
Trazo del poliducto entre Libertad-Manta
ANEXO 11. ................................................................................................ 137
Plan de excavacion sugerida
ANEXO 12. ................................................................................................ 138
Decripcion del poliducto Libertad-Manta
ANEXO 13. ................................................................................................ 140
Localizacion de soldadura
xiii
ANEXO 14. ................................................................................................ 141
Mano de obra empiezan la excavacion recomendada
ANEXO 15. ................................................................................................ 143
Herramienta de inspeccion MFL
ANEXO 16. ................................................................................................ 144
Mínima tensión de fluencia especificada para tubería de acero usada
comúnmente en sistemas de ductos
xiv
RESUMEN
En la Provincia de Santa Elena esta ubicada la Estación Cabecera La
Libertad, donde se originó el poliducto Libertad - Manta que inició sus
operaciones en el año de 1985. Bordea el perfil costanero de la provincia del
Guayas y parte de Manabí, su longitud es de 170 km y 644 mts, el diámetro
de la tubería es de 6", por éste se transporta Gasolina Extra, Destilado 1 y
Diesel 2, su destino es el Terminal Barbasquillo en Manta.
PETROCOMERCIAL, filial del sistema PETROECUADOR tiene como misión
transportar, almacenar y comercializar productos terminados de los
hidrocarburos para el consumo interno en el país.
En el tramo del Poliducto que inicia desde la Estación Libertad hasta la
Estación Manta; durante varios años de operación, se ha presentado
problemas de corrosión de la tubería, lo cual ha ocasionado derrames de
productos terminados, debido principalmente al deterioro acelerado de la
tubería.
El análisis de integridad física del poliducto consiste en la inspección de la
tubería con tecnología de punta denominada Sonda Inteligente o chancho
inteligente de Registro Continuo, luego del envió de la herramienta
obtenemos datos de abolladuras y desgaste de la tubería por corrosión.
Los objetivos de este proyecto es realizar una limpieza exhaustiva, una
inspección sobre posibles corrosiones a la tubería y un mantenimiento
adecuado para continuar con las operaciones de bombeo y transporte de
combustibles en forma normal en los próximos 5 años. Es importante
recordar que debido al alto grado de salinidad en el Litoral ecuatoriano, los
procesos de corrosión y daño de la tubería se agudizan, por esa razón se
ejecutó este proyecto que precautelará las instalaciones y equipos de la
empresa estatal. De tal manera que al finalizar el proyecto de inspección de
la tubería se obtenga resultados concisos que nos permita diseñar un plan
de mejoramiento de la gestión de este sistema de transporte, a fin de
obtener seguridad y eficiencia en el transporte de los combustibles.

xv
ABSTRACT
The pipeline of La Estación Cabecera “La Libertad” is in Santa Elena
province. In this place the pumping fuel started and it is called Libertad –
Manta that began its operations in 1985. This covered the coastal part of
Guayas province and part of Manabí, its length is 170 km and 644 m, whose
tube diameter is 6 inches. Gasoline extra, distilled 1 and diesel 2 are
transported by this tube. They are left in Barbasquillo Terminal in Manta.
PETROCOMERCIAL as part of PETROECUADOR system has the mission
of transporting, storing and marketing of elaborated products from the
hydrocarbons to be consumed inside the country.
Some problems had been appeared for some many years from La Libertad
Station until Manta Station. These problems of corrosion have caused some
spills of elaborated products due to fast deterioration of these tubes.
The whole physical analysis of the pipeline consists of the inspection of tubes
with high and up dated technology named “intelligent probe” (Magnetic Flux
Leakage), after the shipping of tools, it is gotten data of dents and tube by
corrosion.
The objectives of this project are to do an exhaustive cleanliness, an
inspection about possible corrosions in the tube and an appropriate
maintenance to continue with operations of pumping and transporting of fuels
in a normal way in the next 5 years. It is important to remember that the
Ecuadorian coastal region has a high level of salinity, so the corrosion
processes and the tube damage are worse; for this reason this project was
done to prevent the equipment and installations of the State Enterprise.
When finishing the project of tube inspection, the results must be concise that
let design an improvement plan of management of the transportation system,
with this application it is sure to get security and efficiency in the
transportation of fuels.

INTRODUCCIÓN
1
INTRODUCCIÓN
En la industria petrolera mundial se considera que las infraestructuras de la
tubería se deterioran, debido a múltiples riesgos, entre ellos se pueden
mencionar; riesgos volcánicos, hidrológicos, corrosión, consecuentemente
los programas de la inspección y de mantenimiento deben ser rigurosos a fin
de mantener la integridad y promover su longevidad; sin embargo, la
selección apropiada del sistema y los métodos de gestión deben ser
analizados detalladamente. Las continuas roturas en el poliducto de la
Estación Libertad a Estación Manta, causan derrames de combustibles,
produciendo grandes contaminaciones que afectan el medio ambiente, a la
economía de PETROCOMERCIAL, por las indemnizaciones que debe
reconocer a terceros, que en definitiva afectan la imagen institucional.
Un sistema de manejo racional de la integridad del poliducto, permitirá
minimizar los derrames de los hidrocarburos destilados y evitar las
consecuencias descritas anteriormente. La identificación de los tramos
críticos permitirá actuar oportunamente, a fin de evitar interrupciones en el
proceso de transporte de derivados y la afectación directa al medio
ambiente.
En cumplimiento de las obligaciones asumidas entre Petrocomercial y
Petroenergy, en representación de TD Williamson latinoamericana S.A. de
CV (TDW) para la inspección interna de un sistema de poliductos operados
por Petrocomercial, se presenta en este reporte los resultados del estudio de
integridad de la sección de poliducto Libertad – Manta de 6’’ de diámetro
nominal y 170, 6 km de longitud aproximadamente.
Como parte del sistema Libertad – Manta, la sección de poliducto entre
Libertad y Manta fue construida en 1985 e inspeccionada por TDW en Abril
de 2009.
2
Este análisis describe la evaluación del estado de integridad de esta sección
de tubería en función de los resultados de esta inspección interna y de la
información adicional recopilada y consiste en:
• Un resumen y una descripción de las indicaciones detectadas por la
herramienta de inspección interna.
• Una evaluación de la importancia de las indicaciones de pérdida de
metal y otras anomalías reportadas.
• Una estimación de las tasas de crecimiento de corrosión externa e
interna.
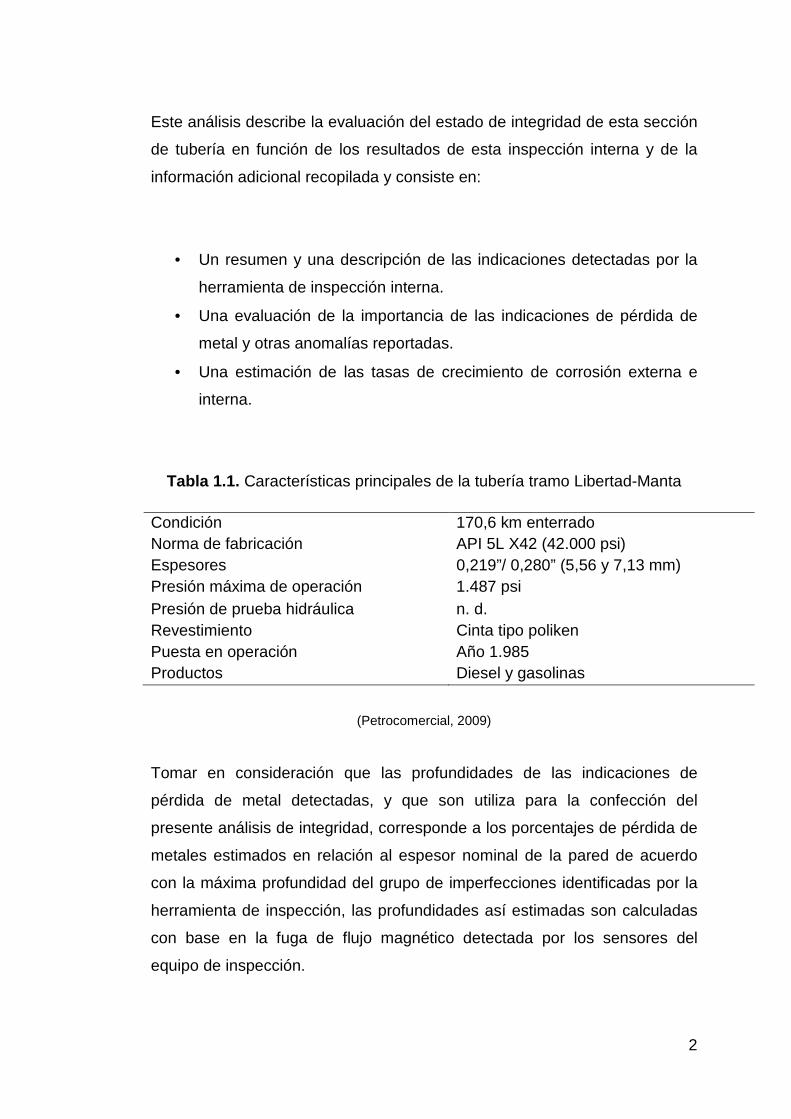
Tabla 1.1. Características principales de la tubería tramo Libertad-Manta
Condición 170,6 km enterrado Norma de fabricación API 5L X42 (42.000 psi) Espesores 0,219”/ 0,280” (5,56 y 7,13 mm) Presión máxima de operación 1.487 psi Presión de prueba hidráulica n. d. Revestimiento Cinta tipo poliken Puesta en operación Año 1.985 Productos Diesel y gasolinas
(Petrocomercial, 2009)
Tomar en consideración que las profundidades de las indicaciones de
pérdida de metal detectadas, y que son utiliza para la confección del
presente análisis de integridad, corresponde a los porcentajes de pérdida de
metales estimados en relación al espesor nominal de la pared de acuerdo
con la máxima profundidad del grupo de imperfecciones identificadas por la
herramienta de inspección, las profundidades así estimadas son calculadas
con base en la fuga de flujo magnético detectada por los sensores del
equipo de inspección.
3
1.1 OBJETIVOS
1.1.1 OBJETIVO GENERAL
Realizar un análisis de integridad de inspección mediante la herramienta
chancho inteligente en poliducto Libertad – Manta de Petrocomercial, la cual
nos ayudará a determinar las causas del deterioro acelerado de la tubería
para luego diseñar un plan de mejoramiento de la gestión de este sistema de
transporte.
1.1.2 OBJETIVOS ESPECÍFICOS
• Verificar el estado de la tubería del sistema de transporte (poliducto)
mediante el envió de la herramienta chancho inteligente.
• Evaluar la información obtenida por la herramienta de inspección
chancho inteligente (fuga de flujo magnético).
• Utilizar los resultados de la evaluación del chancho inteligente para
recomendar su investigación y reparación de la tubería del poliducto
tramo Libertad - Manta.
MARCO TEÓRICO
4
MARCO TEÓRICO
2.1. PETROCOMERCIAL
2.1.1. RESEÑA HISTÓRICA
Es una Empresa de Servicios 100% nacional con más de 21 años de
experiencia dedicada principalmente a la venta de combustibles.
“La Empresa de Servicios Petrocomercial inicia su actividad el 13 de
septiembre de 1991, con el trabajo, visión y apoyo de los funcionarios de la
Comercializadora Estatal más importante del país, Petrocomercial
Comercializadora.
Los ingresos que genera la Empresa por la venta de combustible son
destinados a financiar el programa de reactivación económica del Ecuador.
La filosofía de servicio ha llevado a estar siempre a la vanguardia en lo que a
atención al cliente se refiere, por lo que se ha desarrollado una gama de
servicios, que satisface la demanda de control y suministro de combustible.
Petrocomercial ha hecho de ella una organización sólida y altamente
competitiva en el mercado, regida por políticas como son: La atención y
servicio al cliente; la implantación de sistemas operativos altamente
eficientes acorde a las exigencias actuales de seguridad; ecología; imagen y
servicio, lo cual hace una estación altamente productiva, con un fuerte
posicionamiento a nivel nacional.
“Petrocomercial es la filial de Petroecuador, responsable del transporte,
almacenamiento y comercialización de derivados de petróleo en el territorio
nacional. Fundada el 26 de septiembre de 1989.
5
Su misión es abastecer de combustibles al país, dentro de un mercado de
libre competencia y administrar la infraestructura de almacenamiento y
transporte de combustibles del Estado.
2.1.2. OPERACIONES
El transporte de derivados de petróleo, en su mayoría se realiza por los
poliductos de la Empresa Estatal PETROECUADOR a través de su filial
PETROCOMERCIAL y de igual forma se coordina el almacenamiento en sus
terminales, con una programación adecuada para atender los requerimientos
de combustibles de acuerdo con las necesidades de cada zona del país.
Petrocomercial cuenta con una red de poliductos ubicados estratégicamente
e interconectados entre sí, que atraviesan las tres regiones del Ecuador
Continental. Transportan gasolinas, diesel y gas licuado de petróleo (GLP),
desde las Refinerías de Petroindustrial y los terminales marítimos, hasta los
centros de despacho, y de ahí a las comercializadoras.
Son aproximadamente 1.300 kilómetros de poliducto, cuya capacidad de
bombeo, permite transportar alrededor de 6 millones de galones diarios de
combustible, a través de 9 diferentes líneas, que interconectadas entre sí,
abastecen a todos los sectores sociales y productivos del país.

6
Figura 2.1. Mapa de Poliductos e Instalaciones de Almacenamiento y
Distribución de Derivados de Hidrocarburos de PETROCOMERCIAL
(Petrocomercial, 2009)
Estructuralmente PETROCOMERCIAL se encuentra fraccionada en dos
grandes sectores de comercialización denominados Regional Norte
(encargada de los Poliductos: Shushufindi – Quito y Esmeraldas – Quito –
Ambato) y Regional Sur (encargada de los Poliductos: Santo Domingo –
Pascuales – Libertad. Libertad – Manta. Salitral – Tres Bocas – Fuel Oil y
Tres Bocas – Pascuales) como se muestra en la siguiente tabla 2.1.2
7
Tabla 2.1. Características generales de los poliductos de Petrocomercial
CARACTERÍSTICAS DE LOS POLIDUCTOS
POLIDUCTOS LONGITUD
(Km.)
DIÁMETRO
TUBERÍA
(pulg.)
CAPACIDAD
BOMBEO
(Bls/Día)
ESMERALDS-STO DOMINGO 164,60 16 60.000
STO DOMINGO-BEATERIO 88,00 12 48.000
BEATERIO-AMBATO 113.00 6 12.000
SHUSHUFINDI-BEATERIO 304,80 6-4 10.800
STO DOMINGO-PASCUALES 275,00 10 38.400
LIBERTAD-PASCUALES 128,00 10 21.600
LIBERTAD -MANTA 170,00 6 8.400
TRES BOCAS-PASCUALES 21,00 12 75.000
TRES BOCAS-FUEL OIL 5,50 14 48.000
TRES BOCAS- SALITRAL 5,50 8-6 36.000
TOTAL 1275.4 358.200
(Petrocomercial, 2009)
2.2. ESTACIÓN CABECERA LA LIBERTAD
La Estación Cabecera La Libertad se encuentra ubicada en el sector de
crucita del Cantón La Libertad tiene un área aproximada de 5 Hectáreas,
esta estación inicio sus operaciones en el mes de agosto de 1990.
En la Estación Cabecera La Libertad, se origina el poliducto Libertad - Manta
que inició sus operaciones en el año de 1990. Bordea el perfil costanero de
la provincia del Guayas y parte de Manabí, su longitud es de 170 km y 644
mts, el diámetro de la tubería es de 6", por éste de transporta Gasolina
Extra, Destilado 1 y Diesel 2, su destino es el Terminal Barbasquillo en
Manta. De esta cabecera también nace el poliducto Libertad - Pascuales que
entró en funcionamiento en 1991, su extensión es 126 km y 627 mts, el
diámetro de la tubería es de 10" por el cual se transporta Gasolina Extra,
Base, Destilado 1, Diesel 2 y Jet A1 hasta el Terminal de Pascuales.
8
2.2.1. INSTALACIONES DE LA ESTACIÓN CABECERA LA LIB ERTAD
Estas instalaciones fueron desarrolladas para almacenar y transportar
productos limpios vía poliductos hacia el terminal Pascuales y al terminal de
Manta. Adicionalmente comercializa gasolina para pesca artesanal.
Propiciando el desarrollo industrial de la región sur del país.
2.2.2. OPERACIONES DE LA ESTACIÓN CABECERA LA LIBER TAD
• Recibir productos ya destilados de la refinería para la
comercialización.
• Fiscalizar los poliductos almacenados en los tanques.
• Transferir desde la estación cabecera “La Libertad” hacia los
terminales de Pascuales, Manta, y tres bocas.
Tabla 2.2. Entrega (refinería) - recepción (cabecera) de productos destilado
POLIDUCTO LIBERTAD-PASCUALES-MANTA BALANCE MENSUAL / SEPTIEMBRE DEL 2009
ENTREGA (REFINERÍA) - RECEPCIÓN (CABECERA)
PRODUCTO TOTAL TRANSFERIDO TOTAL RECIBIDO DIFERENCI A
BLS GLNS BLS GLNS BLS GLNS % GASOLINA EXTRA 94.446 3.966.732 94.588 3.972.703 142 5.971 0,15 GASOLINA BASE 74.005 3.108.210 74.098 3.112.120 93 3910 0,13 DIESEL OIL 253.273 10.637.466 253.499 10.646.960 226 9.494 0,09 DESTILADO 1 9.709 407.778 9.743 409.205 34 1427 0,35 JET FUEL 54.967 2.308.614 54.989 2.309.557 22 943 0,04
T O T A L 486.4 20.428.800 486.917 20.450.545 248 16.408 0,76
(Petrocomercial, 2009)
9
2.3. CONDICIONES ACTUALES DE BOMBEO
La Cabecera La Libertad recibe productos limpios transferidos desde la
Refinería de La Libertad, y desde allí se bombea estos productos hacia los
Terminales de Pascuales y Manta.
2.3.1. POLIDUCTO LIBERTAD - MANTA - PASCUALES
El Poliducto Libertad – Pascuales tiene una tubería de 10” de diámetro con
una longitud de 126,627 Km y tiene un volumen empaquetado de 42.042 bls,
la tubería se encuentra enterrada en toda su extensión. Transporta los
siguientes combustibles:
• Gasolina Súper
• Nafta
• Diesel
• Destilado 1
• Jet Fuel
La operación hacia el terminal Pascuales se lo realiza con 2 bombas
principales, la B-304 Y B-305 las que trabajan alternativamente, el caudal
promedio es de 700 BPH con una presión de salida de 400 PSI. Tiene 5
válvulas de compuerta o bloqueo en varios sectores las que podrían cerrarse
de acuerdo a las necesidades operativas; además 5 válvulas de retención.
Se envía producto al terminal Pascuales a una tasa de 283.000 barriles por
mes.

10
Figura 2.2. Vista panorámica del ducto Libertad – Manta
(Petrocomercial, 2011)
Tabla 2.3. Características generales del poliducto
Poliducto Longitud
(Km)
Diámetro
tubería
(pulg)
Capacidad
bombeo
(bls/día)
Volumen
empaq.
Línea
(bls)
Caudal
máximo
(bls/hora)
Libertad -
Manta
170 + 644 6” 7.200 21.042 280-300
Libertad -
Pascuales
126 + 627 10” 17.040 42.402 710-680
(Petrocomercial, 2010)

11
Tabla 2.4. Productos transportados
Poliducto Extensión
(km)
Diámetro
(pulg)
Transporte
(bls/día)
Productos
Libertad -
Manta
170 + 644 6” 7.200 GASOLINA EXTRA,
DESTILADO1, DIESEL
2.
Libertad -
Pascuales
126 + 627 10” 17.040 GASOLINA EXTRA,
NAFTA BASE,
DESTILADO1,
DIESEL 2, JET A1.
(Petrocomercial, 2010)
2.3.2. GRUPOS DE BOMBEO
Grupo 1. Diesel, destilado BOMBA Marca: GUINARD Cabezal, pies: 195
Caudal, gpm: 817 MOTOR Marca: SCHORCH Potencia, Kw: 43 Velocidad,
rpm: 3575 Tensión, Voltios: 480
Grupo 2. Gas. Extra, Gas. Base BOMBA Marca: GUINARD Cabezal, pies:
302 Caudal, gpm: 1.333 MOTOR Marca: SCHORCH Potencia, Kw: 92
Velocidad, rpm: 3590 Tensión, Voltios: 480
Grupo 3. Jet A 1 BOMBA Marca: GUINARD Cabezal, pies: 138 Caudal,
gpm: 311 MOTOR Marca: SCHORCH Potencia, Kw: 15 Velocidad, rpm:
3540 Tensión, Voltios
12
Figura 2.3. Vista panorámica facilidades de bombeo libertad
(Petrocomercial, 2009)
2.3.2.1. Libertad-Pascuales
2 Grupos de bombeo principales eléctricos de 560 HP cada uno (Bombas
Byron Jackson de 583 gpm, Motores Siemens); 2 grupos de bombeo booster
eléctricos de 40 HP, 1755 rpm, (Bomba Byron Jackson de 583 gpm, Motor
Acec)
2.3.2.2. Libertad-Manta
2 Grupos de bombeo principales eléctricos de 450 HP cada uno; (Bombas
United de 318 gpm, Motores Siemens); 2 grupos de bombeo booster
eléctricos de 30 HP, 1755 rpm); (Bomba Byron Jackson de 318 gpm, Motor
Acec)
13
2.4. LIMITANTES POR CORROSIÓN INTERNA
El poliducto Libertad-Manta, desde su construcción (año 1990) registra la
existencia de un problema de corrosión interior e externo, causado
principalmente por contaminantes corrosivos presentes en los derivados de
los hidrocarburos líquidos procesados en la refinería Libertad, tales como
agua en forma emulsionada, CO2 (Oxido de carbono) S2H (gas sulfhídrico),
estos últimos, mezclados con el agua generan ácidos sumamente
corrosivos; además se ha detectado la presencia de bacterias sulfo-
reductoras que generan el tipo de corrosión denominado bacterial.
Cabe destacar que el proceso corrosivo, se ha desarrollado
fundamentalmente en el cuadrante inferior del poliducto, en donde, durante
las paradas de operación, se separa y acumula el agua que en forma de
trazas (pequeñas partículas) se encuentra presente en los hidrocarburos.
La presencia del óxido de hierro (producto del proceso de corrosión interna)
dentro del poliducto ratifica el deterioro progresivo de la estructura, esto
queda demostrado al evaluar el informe de resultados al análisis químico de
los sedimentos recuperados en una corrida de limpieza interior realizada.
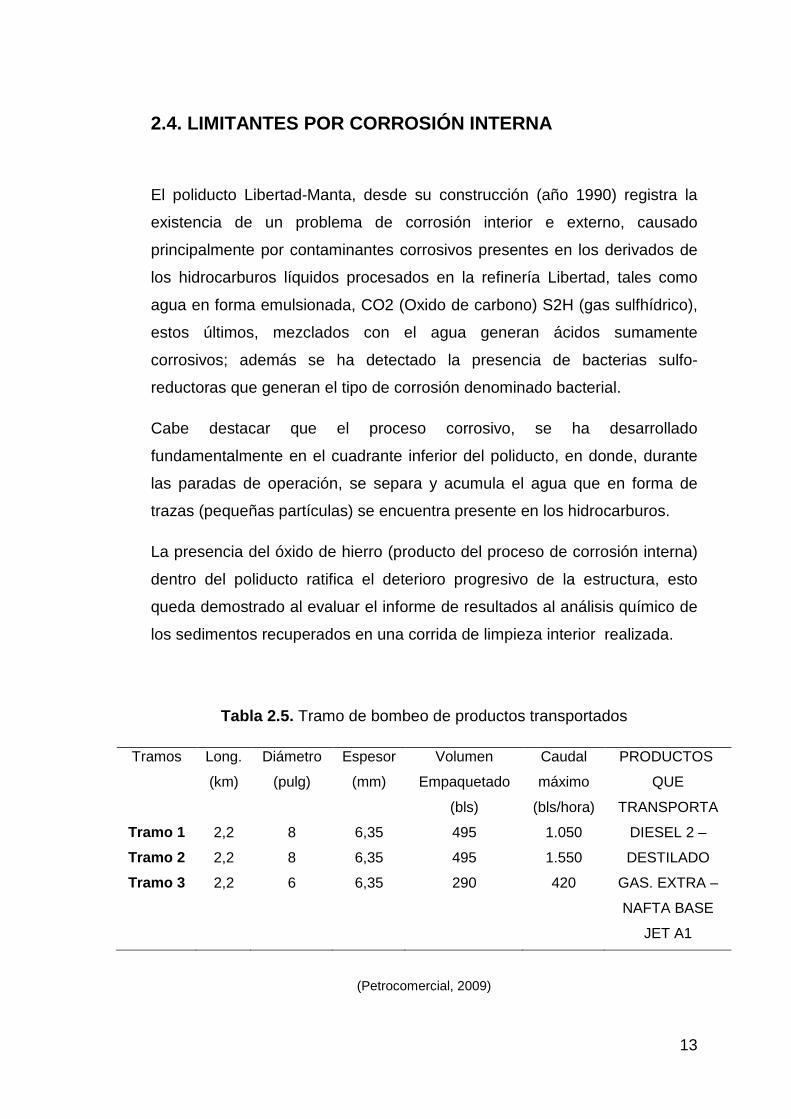
Tabla 2.5. Tramo de bombeo de productos transportados
Tramos Long.
(km)
Diámetro
(pulg)
Espesor
(mm)
Volumen
Empaquetado
(bls)
Caudal
máximo
(bls/hora)
PRODUCTOS
QUE
TRANSPORTA
Tramo 1
Tramo 2
Tramo 3
2,2
2,2
2,2
8
8
6
6,35
6,35
6,35
495
495
290
1.050
1.550
420
DIESEL 2 –
DESTILADO
GAS. EXTRA –
NAFTA BASE
JET A1
(Petrocomercial, 2009)
14
La corrosión del metal desgasta y debilita la pared de la tubería, lo que
obliga a disminuir las máximas presiones de operación de la tubería
(MAOP), reduciendo significativamente el caudal de bombeo en relación a la
capacidad de diseño.
2.4.1. DESCRIPCIÓN DE LA ESTACIÓN REDUCTORA PASCUAL ES
Específicamente, La estación Reductora recibe su nombre de las válvulas
que cumplen la función de estrangular el fluido con la finalidad de regular la
presión con la que llega el mismo.
La válvula reguladora o reductora instalada para el Poliducto Tres Bocas –
Pascuales es del tipo Bola. Posee un indicador de apertura en porcentaje
con lo que se verifica la constricción que esta genera.
La estación reductora recibe productos provenientes de tres poliductos:
• Poliducto Santo Domingo- Pascuales
• Poliducto Libertad - Pascuales
• Poliducto Tres Bocas Pascuales
Además la Estación Reductora realiza las operaciones de filtrado de Jet-Fuel
y mezcla de nafta de alto octanaje (de importación) y nafta de bajo octanaje
(proveniente de REE) para 46 preparar gasolina extra, según las
especificaciones que brinde el laboratorio de calidad. Posee tableros de
control para el control en la recepción de producto y servicios auxiliares de
iluminación.
15
2.4.2. MANTENIMIENTO DE LÍNEA DEL POLIDUCTO
Mantenimiento del derecho de vía y de la infraestructura contenida dentro de
este derecho. Reparaciones de las afectaciones a la tubería del Poliducto
Regulación y control de infraestructuras externas que amenacen la
integridad de la tubería. Mantenimiento de las vías de acceso al derecho de
vía del Poliducto.
2.4.3. MANTENIMIENTO ELECTROMECÁNICO
Programación y ejecución del mantenimiento predictivo y correctivo de los
equipos eléctricos y mecánicos Reposición de equipos Compra de repuestos
2.5. RELACIÓN CON LA CAPACIDAD DE DISEÑO
De acuerdo a la información registrada en la tabla No. 2.3.1, el tramo
Libertad-Manta, fue diseñado para un caudal de 280-300 BH (barriles/hora),
en la actualidad se trabaja a un caudal máximo de 320 BH.
Capacidad de diseño: 300 BH
Capacidad de bombeo actual: 320 BH
Reducción por corrosión: 42 %
En el tramo Libertad-Manta, la capacidad de bombeo actual, corresponde a
la capacidad de diseño original.

16
Figura 2.4. Unidad de bombeo de poliducto
(Petrocomercial, 2009)
2.6. COSTOS POR LIMITANTES DE OPERACIÓN
2.6.1. MERCADO NACIONAL
El mercado nacional se divide en los siguientes sectores: doméstico,
transporte, industrial, residencial, comercial y servicios.
Según el Ministerio de Electricidad y Energía Renovable, la demanda
doméstica se compone principalmente de derivados de petróleo 79%,
electricidad 13%, biomasa - leña, bagazo y otros - 5%, y el restante 3%
productos no energéticos como carburantes y otros. Desde una perspectiva
sectorial la demanda doméstica nacional se concentra en los sectores
transporte 54%, industria 22% y residencial 20%, el faltante 4% corresponde
a los sectores comerciales y servicios.

17
Es importante destacar que el sector transporte es el mayor consumidor de
energía en el país, pues representa el 54% del consumo final total, aunque
solamente participa con un 10% en la generación del PIB a escala nacional.
La Gerencia de Transporte y Almacenamiento distribuye tres tipos de
derivados del petróleo. Los básicos, o de consumo masivo, (gasolinas,
diesel, gas) que por su fácil combustión son de gran demanda y se
expenden a través de estaciones de servicio y de manera directa para el
consumo eléctrico e industrial, los especiales, son productos que se
entregan a clientes específicos; y, los residuos, que resultan del proceso de
refinación y tienen demanda en la industria eléctrica principalmente.
Los derivados especiales y residuos se expenden desde los centros de
despacho de la gerencia, ubicados en las Refinerías Esmeraldas y La
Libertad, y en los terminales Pascuales y El Beaterio.
A continuación se presentan los usos de cada tipo de derivado según su
clasificación,
Básicos
Gasolina Súper 92 octanos Automotriz
Gasolina Extra 81 octanos Automotriz
Diesel Oil 1 Transporte terrestre, industria
Diesel 2 Eléctrico, industria
Nafta base Industria hidrocarburífera.
Fuel Oil Eléctrico y naviero
Especiales
Gasolina 100/130 octanos Transporte aéreo
Jet fuel A-1 Transporte aéreo
Jet fuel JP-4 Transporte aéreo
18
Diesel Marino pesquero
Avgas Transporte aéreo
Residuos
Spray Oil Industria de Pinturas
Mineral turpentine Agrícola (fumigación
Solvente 1 Industria de pinturas
Asfaltos AP-3 Obras públicas
RC-250 y oxidado Obras públicas
Azufre Industria agrícola.
Gas licuado de petróleo Industrial, residencial
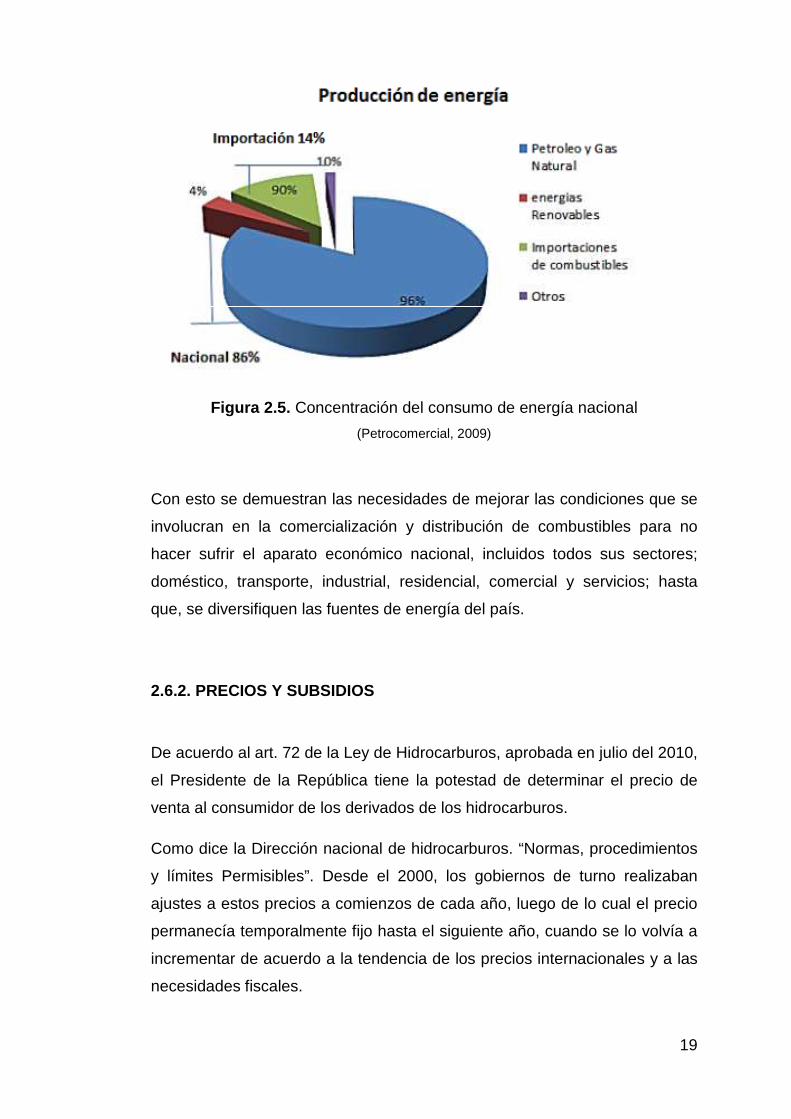
Actualmente se alcanza a producir el 86% de la oferta energética total; este
porcentaje incluye la mezcla de naftas -, y está concentrada en un 96% en
petróleo crudo y gas natural, quedando las energías renovables
(hidroelectricidad y biomasa) relegadas a un 4% de la producción nacional.
El segundo componente de la oferta energética, las importaciones – que son
el 14% restante de la oferta–, corresponden en más del 90% a derivados de
petróleo (GLP, diesel, nafta de alto octano y otros), además, dependiendo de
las circunstancias se importa electricidad y otros productos no energéticos
(lubricantes, etc.).
19
Figura 2.5. Concentración del consumo de energía nacional
(Petrocomercial, 2009)
Con esto se demuestran las necesidades de mejorar las condiciones que se
involucran en la comercialización y distribución de combustibles para no
hacer sufrir el aparato económico nacional, incluidos todos sus sectores;
doméstico, transporte, industrial, residencial, comercial y servicios; hasta
que, se diversifiquen las fuentes de energía del país.
2.6.2. PRECIOS Y SUBSIDIOS
De acuerdo al art. 72 de la Ley de Hidrocarburos, aprobada en julio del 2010,
el Presidente de la República tiene la potestad de determinar el precio de
venta al consumidor de los derivados de los hidrocarburos.
Como dice la Dirección nacional de hidrocarburos. “Normas, procedimientos
y límites Permisibles”. Desde el 2000, los gobiernos de turno realizaban
ajustes a estos precios a comienzos de cada año, luego de lo cual el precio
permanecía temporalmente fijo hasta el siguiente año, cuando se lo volvía a
incrementar de acuerdo a la tendencia de los precios internacionales y a las
necesidades fiscales.
20
En 2005, se realizó el último ajuste al precio de venta interna de los
derivados de petróleo y desde esa fecha se mantienen congelados.
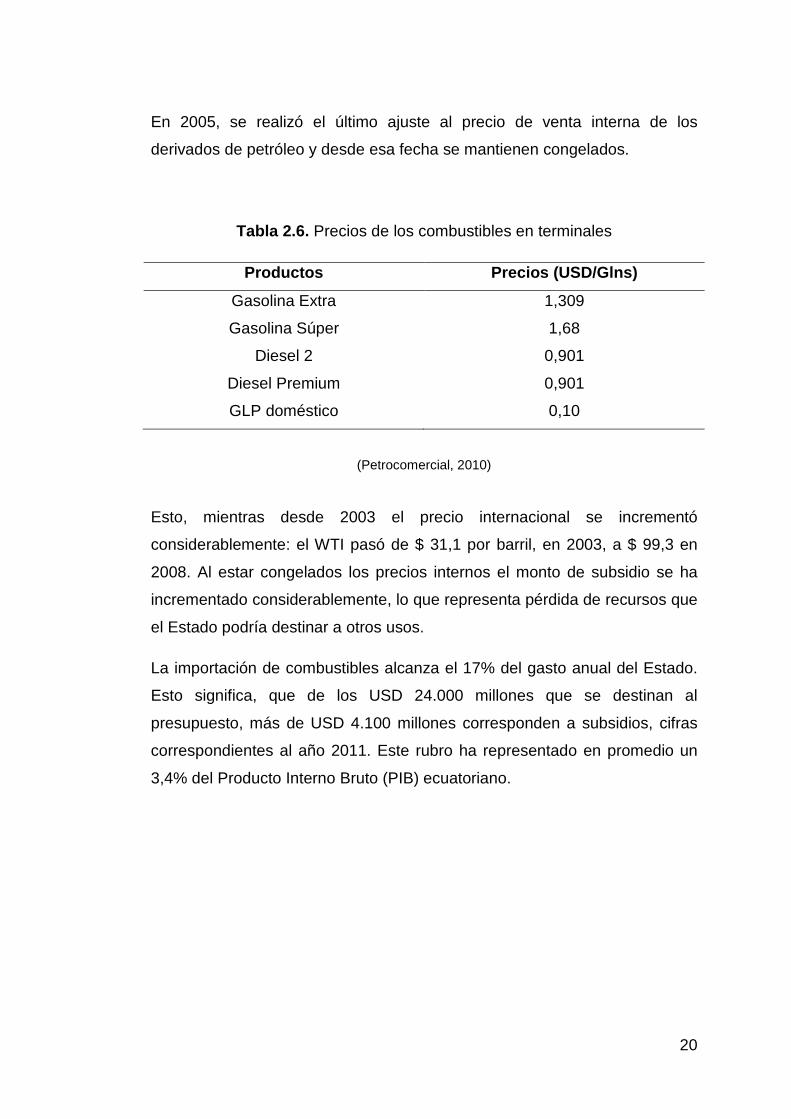
Tabla 2.6. Precios de los combustibles en terminales
Productos Precios (USD/Glns)
Gasolina Extra 1,309
Gasolina Súper 1,68
Diesel 2 0,901
Diesel Premium 0,901
GLP doméstico 0,10
(Petrocomercial, 2010)
Esto, mientras desde 2003 el precio internacional se incrementó
considerablemente: el WTI pasó de $ 31,1 por barril, en 2003, a $ 99,3 en
2008. Al estar congelados los precios internos el monto de subsidio se ha
incrementado considerablemente, lo que representa pérdida de recursos que
el Estado podría destinar a otros usos.
La importación de combustibles alcanza el 17% del gasto anual del Estado.
Esto significa, que de los USD 24.000 millones que se destinan al
presupuesto, más de USD 4.100 millones corresponden a subsidios, cifras
correspondientes al año 2011. Este rubro ha representado en promedio un
3,4% del Producto Interno Bruto (PIB) ecuatoriano.
21
2.7. MANTENIMIENTO PREDICTIVO, PREVENTIVO Y
CORRECTIVO REALIZADO
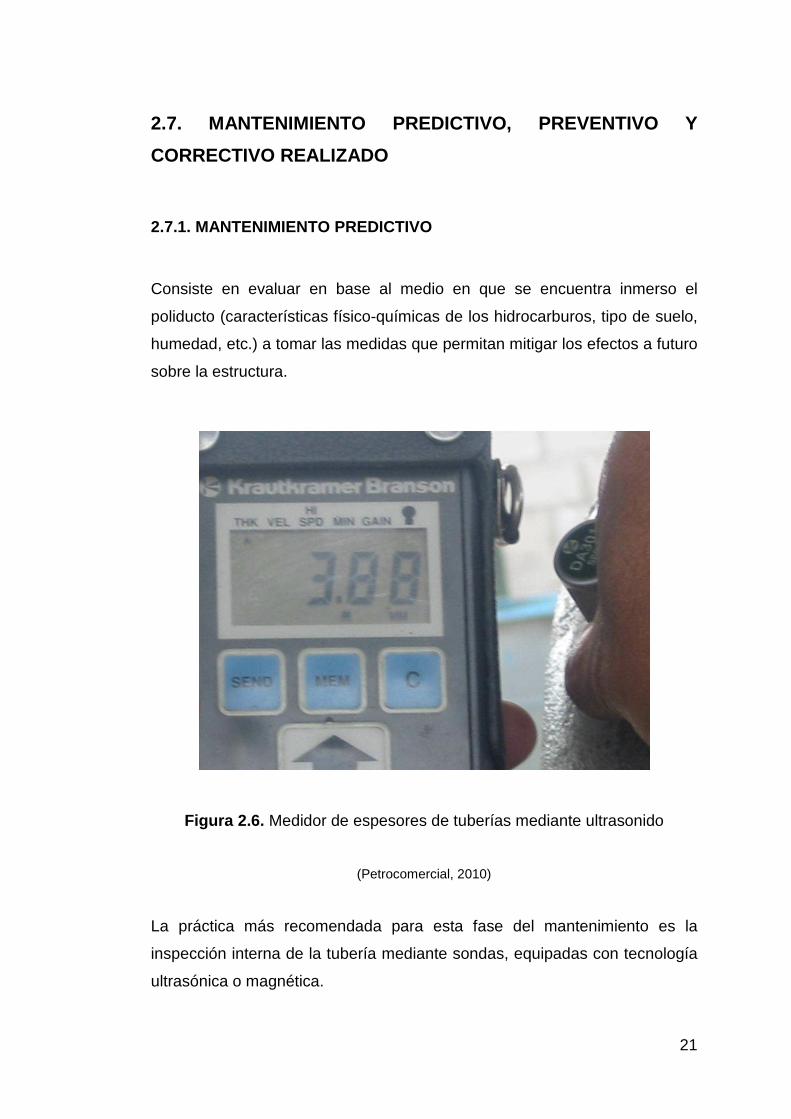
2.7.1. MANTENIMIENTO PREDICTIVO
Consiste en evaluar en base al medio en que se encuentra inmerso el
poliducto (características físico-químicas de los hidrocarburos, tipo de suelo,
humedad, etc.) a tomar las medidas que permitan mitigar los efectos a futuro
sobre la estructura.
Figura 2.6. Medidor de espesores de tuberías mediante ultrasonido
(Petrocomercial, 2010)
La práctica más recomendada para esta fase del mantenimiento es la
inspección interna de la tubería mediante sondas, equipadas con tecnología
ultrasónica o magnética.
22
También se logra evaluar las tuberías externamente utilizando técnicas de
ensayos no destructivos como radiografía industrial y con equipos de
ultrasonido similar. Este monitoreo se realiza permanentemente y se
encuentra a cargo de la Unidad de Inspección Técnica, como se observa en
el reporte de medición de espesores en el tramo Libertad-Manta.
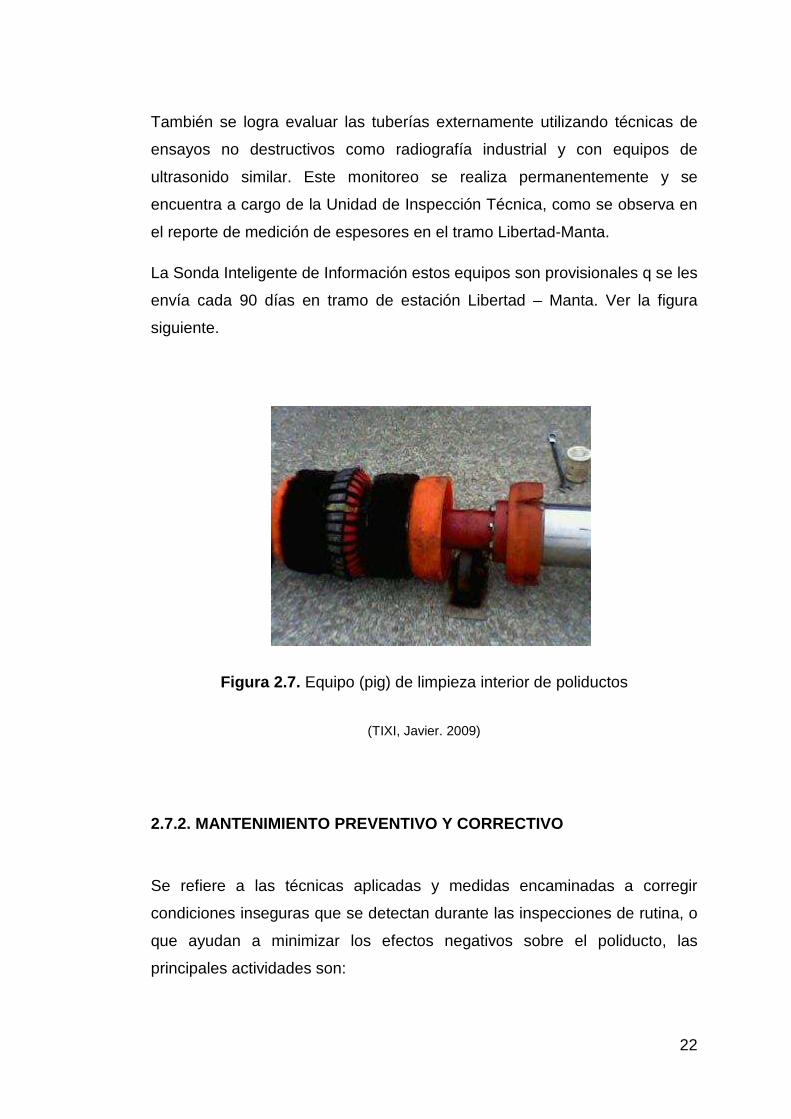
La Sonda Inteligente de Información estos equipos son provisionales q se les
envía cada 90 días en tramo de estación Libertad – Manta. Ver la figura
siguiente.
Figura 2.7. Equipo (pig) de limpieza interior de poliductos
(TIXI, Javier. 2009)
2.7.2. MANTENIMIENTO PREVENTIVO Y CORRECTIVO
Se refiere a las técnicas aplicadas y medidas encaminadas a corregir
condiciones inseguras que se detectan durante las inspecciones de rutina, o
que ayudan a minimizar los efectos negativos sobre el poliducto, las
principales actividades son:
23
• Cambio de tubería fuera de especificación (con disminución de
espesores), generalmente a tramos de tubería que son afectadas por el
proceso de corrosión interior.
• Mantenimiento del derecho de vía; desbroce de maleza y control de
asentamientos humanos o uso indebido del suelo por parte de terceros.
• Construcción de drenajes en el derecho de vía, esta medida ayuda a
evitar los deslaves.
• Obras de estabilización de taludes, la deforestación de los terrenos
aledaños al derecho de vía, desestabilizan taludes.
• Aplicación y mantenimiento de revestimientos (cintas, pintura) que
protegen al ducto de la corrosión exterior.
• Protección catódica (control de la corrosión, exterior);
complementariamente a la medida anterior, en este poliducto se dispone
de un sistema de protección catódica integrado por 6 equipos
rectificadores instalados en Esmeraldas, Quinindé, La Concordia, Santo
Domingo, Faisanes y Beaterio.
• Inyección de inhibidores de corrosión, para el efecto se dispone de tres
bombas dosificadoras, una instalada en la estación de Esmeraldas y dos
en la estación Santo Domingo, que cubren los tramos Santo Domingo-
Quito y Santo Domingo – Pascuales, respectivamente.
Figura 2.8. Bomba dosificadora (color amarillo) de químico inhibidor de
corrosión
(Petrocomercial, 2010)
24
2.7.3. INSPECCIONES REALIZADAS, TRAMO LIBERTAD-MANT A-
PASCUALES
Mediante contrato N° 2008929, firmado en diciembre del 2008 entre
PETROCOMERCIAL y PETROENERGY, en representación de
T.D.Williamson - Latinoamericana SA de CV (TDW), esta empresa
presentaron los resultados del estudio completo de integridad de los
Poliductos Libertad-Manta, Libertad-Pascuales y Tres Bocas-Pascuales.
Fue inspeccionado en abril del 2009, mediante una herramienta de fuga de
flujo magnético.
Figura 2.9. Herramienta de flujo magnético empleada en el estudio
(T.D.Williamson, 2009)
La inspección interna detectó 3.329 anomalías:
• 3.218 indicaciones de pérdida de metal externa.
• 111 indicaciones de pérdida de metal interna.
25
Al finalizar este estudio se realizó el plan de excavaciones presentado por la
empresa Petroenergy, con esta planificación se procura verificar el estado de
la tubería y realizar los correctivos a tiempo para alargar la utilidad de la
misma, considerando que esta se encuentra en un área sensible
ambientalmente y de igual forma de alta densidad poblacional.
2.7.4. DESCRIPCIÓN DE LAS INDICACIONES DE PÉRDIDA D E METAL
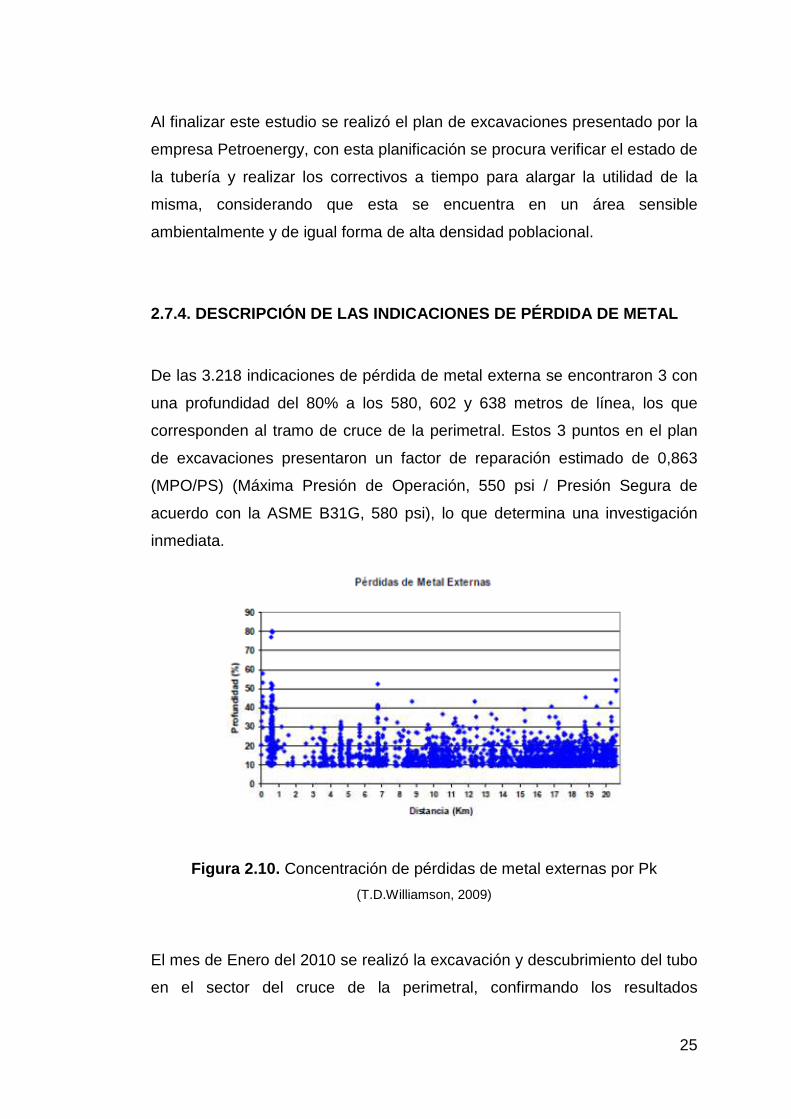
De las 3.218 indicaciones de pérdida de metal externa se encontraron 3 con
una profundidad del 80% a los 580, 602 y 638 metros de línea, los que
corresponden al tramo de cruce de la perimetral. Estos 3 puntos en el plan
de excavaciones presentaron un factor de reparación estimado de 0,863
(MPO/PS) (Máxima Presión de Operación, 550 psi / Presión Segura de
acuerdo con la ASME B31G, 580 psi), lo que determina una investigación
inmediata.
Figura 2.10. Concentración de pérdidas de metal externas por Pk
(T.D.Williamson, 2009)
El mes de Enero del 2010 se realizó la excavación y descubrimiento del tubo
en el sector del cruce de la perimetral, confirmando los resultados
26
presentados por el estudio de integridad. Las pérdidas de metal son
atribuidas a excavaciones realizadas sin precaución en las cercanías del
poliducto.
Esta es la razón por la cual la empresa TD Williamson estableció la máxima
presión de operación (MPO) en 550 psi. Buscando resolver este problema,
se instaló una tubería de las mismas características para reemplazar el
tramo del poliducto que se encuentra corroído, pero aún no se ha realizado
el empate, debido a que esta intervención implica tareas de corte, vaciado y
soldadura correspondiendo suspender las operaciones del poliducto. Esta
situación coloca a la estación en una encrucijada debido a que se debe
cumplir con la planificación y normal abastecimiento de la terminal
Pascuales.
La empresa prevé que realizando el empate del poliducto con la tubería
nueva la presión de operación fácilmente podría superar los 1250 psi,
condición que mejora el panorama de repotenciación.
El desgaste interno del ducto a pesar de sus años de servicio no es
considerable, no hay que olvidar que los combustibles líquidos son derivados
del petróleo, por lo que poseen una propiedad lubricante que ha permitido el
mantenimiento del acero, incluyendo la corrosión debida a las trazas de
azufre y agua que podrían acarrear los mismos en su transporte no ha sido
significativa.
2.8. PROGRAMA DE INTEGRIDAD DE TUBERÍAS
Todas las líneas de flujo o tuberías que transporten hidrocarburos a cargo de
PETROCOMERCIAL, necesitan un sistema de manejo de la integridad del
ducto, debidamente aprobado por la DINAPA (Dirección Nacional de
Protección Ambiental), como requisito previo a que la DNH (Dirección
27
Nacional de Hidrocarburos) conceda o renueve el permiso de operación de
los ductos.
La creación de un documento único y detallado es el que abarca todos los
aspectos descritos anteriormente que conforman el 'sistema'. Se considera
que el desarrollo del programa de la gerencia de la integridad producirá las
ventajas para nuestra empresa de cuatro maneras.
• Gerencia mejorada del activo fijo
• Compartir costos de trabajo
• Costos de la movilización y reducción de pérdidas del volumen
• Riesgo reducido de conflictos.
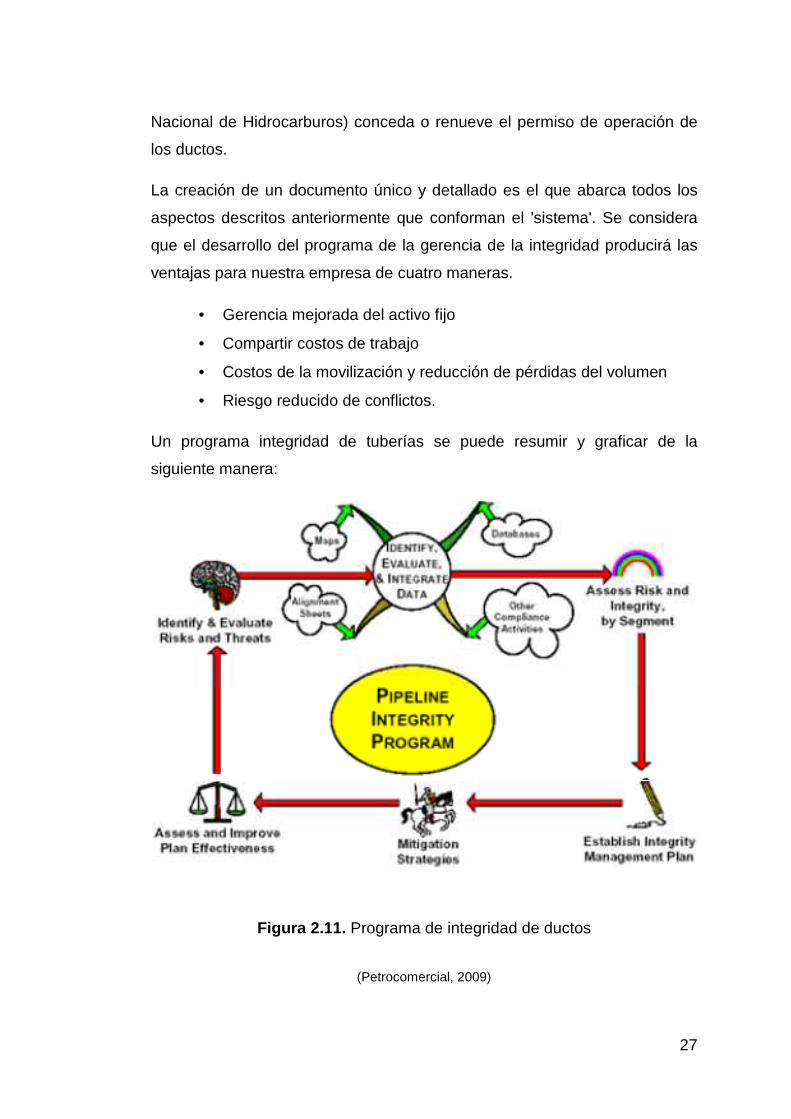
Un programa integridad de tuberías se puede resumir y graficar de la
siguiente manera:
Figura 2.11. Programa de integridad de ductos
(Petrocomercial, 2009)
28
2.8.1. MARCO PARA UN PROGRAMA DE ADMINISTRACIÓN DE
INTEGRIDAD (API-1160)
Aunque todos los sistemas de la tubería tienen diseñados planes y
características de operación que son únicos a cada sistema individual, un
efectivo sistema de administración integral de tuberías debe tener un
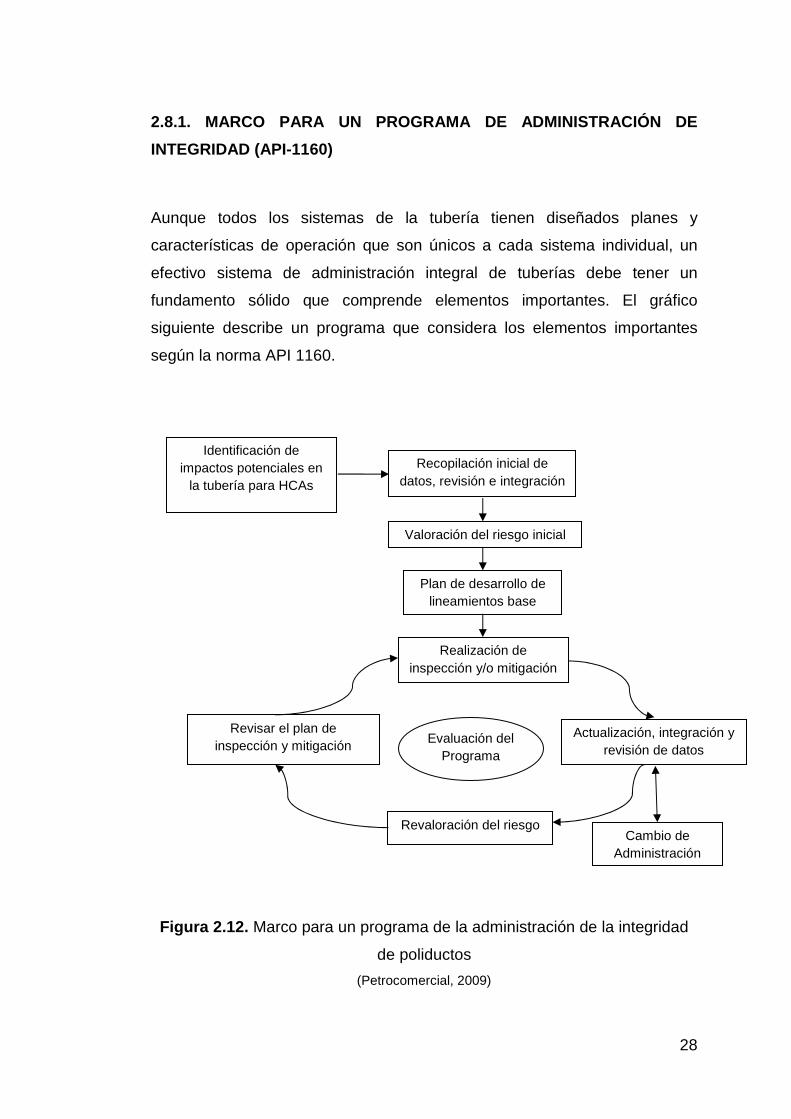
fundamento sólido que comprende elementos importantes. El gráfico
siguiente describe un programa que considera los elementos importantes
según la norma API 1160.
Figura 2.12. Marco para un programa de la administración de la integridad
de poliductos
(Petrocomercial, 2009)
Identificación de impactos potenciales en
la tubería para HCAs
Recopilación inicial de datos, revisión e integración
Valoración del riesgo inicial
Plan de desarrollo de lineamientos base
Realización de inspección y/o mitigación
Evaluación del Programa
Revaloración del riesgo
Revisar el plan de inspección y mitigación
Actualización, integración y revisión de datos
Cambio de Administración

29
2.8.2. REQUISITOS PARA EL PLAN DE LA ADMINISTRACIÓN DE LA
INTEGRIDAD
El plan debe contener:
• Un proceso para identificar los segmentos de la tubería que
podrían afectar áreas de alta consecuencia (HCA).
• Un plan de evaluación de referencia preliminar ('línea base')
• Un análisis que integre toda la información disponible acerca de la
integridad de toda la tubería y las consecuencias de una falla.
• Criterios para definir reparaciones para enfrentar problemas de
integridad que surjan de los métodos de evaluación y del análisis
de la información.
• Un continuo proceso de valoración y evaluación para mantener la
integridad de la tubería.
• La identificación de medidas preventivas y de mitigación para
proteger las áreas de alta consecuencia.
2.8.3. MÉTODOS PARA MEDIR LA EFECTIVIDAD DEL PROGRA MA
Un proceso de revisión de los resultados del la evaluación de la integridad y
del análisis de la información realizado por una persona calificada.
2.8.4. EVALUACIÓN DE REFERENCIA PRELIMINAR
La evaluación de referencia preliminar debe incluir la identificación de todos
los segmentos de la tubería que puedan afectar una HCA, métodos para
evaluar la integridad, un programa de evaluaciones de la integridad, y una
explicación de todos los factores de riesgo.

30
Luego de esta valoración, se requiere un análisis de riesgo para cualquier
segmento que afecte un área de alta consecuencia.
Nótese que los "pigs" inteligentes no se consideran adecuados para tuberías
ERW o para tubos tipo ‘lap welded' (con soldadura tipo traslapo) con
antecedentes de falla.
2.8.4.1. La primera evaluación de Integridad de una Tubería
La evaluación
Incluye a todas las acciones que deben llevarse a cabo para determinar la
condición de la tubería y para hacer reparaciones si las condiciones lo
ameritan. Esto incluye inspecciones internas y pruebas hidrostáticas o la
utilización de otra tecnología que ofrezca una noción equivalente sobre la
condición de la línea y de la evaluación, la excavación y la reparación
resultante.
Un plan documentado para realizar las evaluaciones de referencia
preliminar, necesarias para asegurar la integridad de cada tramo de la
tubería que podría afectar un área de alta consecuencia; debe incluir:
• Identificación de todos los tramos de la tubería que puedan afectar
un área de alta consecuencia.
• El método o métodos de evaluación de la integridad que se planea
usar en cada segmento identificado de la tubería.
• Un programa para la evaluación de cada segmento identificado·
• Una explicación de las bases técnicas del método (s) de
evaluación de la integridad seleccionado (s) y los factores de
riesgo utilizados en la programación de las evaluaciones.

31
2.8.5. ESTÁNDARES PARA LA ADMINISTRACIÓN DE LA INTE GRIDAD
MECÁNICA DE DUCTOS
Existen dos documentos publicados que proporcionan guías sobre la
Administración de la Integridad de Tuberías:
• Líquidos: API 1160
• Gases Suplemento S de ASME B31.8
Los dos requieren un "programa" detallado para la administración de la
integridad que incluya un "plan" para la administración de la integridad.
Figura 2.13. Normas Referenciales para Programas de Integridad de
Tuberías
(Petrocomercial, 2009)
2.8.6. LOS PROGRAMAS PARA LA ADMINISTRACIÓN DE LA
INTEGRIDAD DE ACUERDO A LA NORMA API 1160
La entidad que controla la seguridad de las tuberías requiere que los
operadores de tuberías en área de mayor importancia cuenten con un
programa para la administración de la integridad que valore y evalúe
continuamente la integridad de esas tuberías.
32
EI API (American Petroleum Institute) produjo un estándar sobre la
administración de la integridad de tuberías basado en la experiencia y las
buenas prácticas en la industria.
Este estándar intenta ofrecer una base para que los planteamientos de una
compañía satisfagan la nueva reglamentación (CFR 195.452) del
Departamento de transporte de los EE UU. Esta iniciativa se denomina
“Managing System Integríty for Hazardous Liquid Lines" (Administración de
la integridad en líneas de transporte de líquidos peligrosos), 1st Ed.,
ANSI/ASME Standard 1160-2001.
Un programa para la administración de la Integridad:
• Identifica y analiza los eventos que podrían provocar una falla.
• Examina la probabilidad y las consecuencias de incidentes
potenciales en tuberías.
• Examina y compara todos los riesgos.
• Provee un marco que permita seleccionar e implementar medidas
para la mitigación del riesgo.
• Establece el rendimiento y le da seguimiento con el objetivo de
mejorar.
2.9. INSPECCIÓN DIRECTA INTERIOR
La valoración o inspección directa interior es una metodología que permite
conocer el estado de las tuberías de ductos a partir de la información que
entregan diferentes tecnologías. Podemos hacer con herramientas
inteligentes, las cuales han tenido una importante evolución en la medida en
que ha evolucionado el computador. Podemos detectar con precisión los
defectos presentados a lo largo de toda la tubería, así podemos disponer de
la información real de defectos en la superficie interior y en la cara externa.
33
2.9.1. HERRAMIENTAS INTELIGENTES
El marrano inteligente es una herramienta que proporciona un panorama de
la pérdida de metal y otras anomalías en todo el recorrido de la tubería. Las
características de pérdida de metal son procesadas y analizadas en detalle
en un post proceso efectuado con la ayuda del software.
Para la evaluación directa interior existe herramientas con tecnología de flujo
magnético y de ultrasonido, estos equipos son operados por empresas
especializadas, son las empresas que han desarrollado la tecnología,
generalmente presentan el servicio de inspección, pero en ningún caso
venden la herramienta.
2.9.2. HERRAMIENTAS DE FLUJO MAGNÉTICO
Flujo magnético, llamado también Magescan, MFL o de alta resolución.
Estas herramientas que utilizan flujo magnético generalmente presentan dos
sectores de anillos con sensores. La figura muestra un esquema del
Magescan. En la parte delantera, contiene dos ruedas cada una con
magnetos calibrados para desarrollar un campo magnético y en el centro de
las dos ruedas se instalan los sensores que detectan las pérdidas de
magnetismo producidas en la superficie externa.
Este sector es el encargado de detectar defectos externos en la tubería. En
el centro de la herramienta, se encuentran otras dos ruedas con magnetos
calibrados para generar un campo magnético en el interior de la tubería.
También existe en el centro una cantidad importante de sensores que
permiten detectar los defectos internos en la tubería.
En la parte posterior del equipo existe una herramienta de posicionamiento
con GPS sub-métrico con la cual se puede referenciar el paso de la

34
herramienta. Complementariamente, externamente se deben instalar
marcadores que permiten referenciar los defectos.
Figura 2.14. Herramienta de inspección con tecnología de flujo magnético
(Pespen Group Ltd., 2009)
2.9.3. HERRAMIENTAS ULTRASÓNICAS
Los pigs inteligentes que utilizan ultrasonido, contienen un solo sector
palpadores emisor-receptor de baja frecuencia. Estos sensores ayudan a
detectar el perfil de defectos en todo el espesor de la tubería. Esta
tecnología es de alta resolución. La forma de reportar los defectos es similar
a la utilizada en las herramientas Magescan (flujo magnético).
2.9.4. INSPECCIÓN NO PIG
Este método de inspección de tuberías enterradas se utiliza en donde no se
puede lanzar marranos inteligentes. Trabaja con ultrasonido de alta y baja
frecuencia. Se requiere hacer dos excavaciones a 500 metros, en donde se
instalan dos equipos transductores no estándar de frecuencia. Esta
tecnología usa el efecto de piel, basada en un flujo de corriente de alta y
baja frecuencia que se hace pasar a través del espesor de la pared.
35
Un sistema inteligente es llevado al campo para recibir las señales de
ultrasonido que son tomadas por un equipo portátil que contiene un sistema
GPS sub-métrico.
Un reporte diario que contiene los defectos encontrados se entrega
conforme el avance de la inspección. Se puede inspeccionar hasta 3 Km. por
día, dependiendo principalmente del estado del derecho de vía.
Una comparación con el estándar ANSI B. 31G es entregado a fin de definir
el reporte de reparaciones.
2.9.5. INSPECCIÓN ROBÓTICA
Se encuentra en proceso de desarrollo una herramienta robótica equipada
con tecnología ultrasónica y equipada con sistema de video cámara y
software de interpretación de imágenes.
2.10. INSPECCIÓN DIRECTA EXTERIOR
La inspección directa exterior se la puede realizar mediante técnicas de
ensayos no-destructivos como: medición de espesores mediante ultrasonido,
radiografía industrial, tintas penetrantes, partículas magnéticas,
complementada con la inspección visual.
METODOLOGÍA

36
METODOLOGÍA
3.1. TÉCNICAS DE INSPECCIÓN CON HERRAMIENTAS
INTELIGENTES
3.1.1. TÉCNICA DE FUGAS DE FLUJO MAGNÉTICO
La inspección se complementa con las técnicas de Fugas de Flujo
Magnético y Ultrasonido que se aplicarán cuando el inspector OUG Nivel II
detecte una indicación relevante generada por el estudio de la Onda
Ultrasónica Guiada.
Para realizar esta comprobación en caso de tubería enterrada, forrada ó
aislada se deberá elaborar un acceso directo a la tubería al cual se le
llamará “Punto de Verificación”.
Figura 3.1. Técnicas de fugas de flujo magnético y ultrasonido
(T.D.Williamson, 2009)
37
Los estudios de Fugas de Flujo Magnético nos proporcionaran la
confirmación y resultado encontrado de las indicaciones relevantes.
La técnica de Fugas de Flujo Magnético también se utilizará para
inspeccionar la “Zona Muerta” la cual no es cubierta por la Onda Ultrasónica
Guiada, que es el área cercana y donde se instala el anillo transductor.
El instrumento de Fugas de Flujo Magnético es el PIPESCAN. El magneto
del PIPESCAN es de material Ion Boro Neodimio, tecnología de última
generación con potencia suficiente para poder detectar a través de
recubrimientos no magnéticos de hasta 6 mm de espesor.
Su diseño permite recorridos tanto longitudinales como transversales en
diámetros de 2” y hasta 96”. El instrumento consta de 8 cabezas
scaneadoras y un modulo electrónico con alarmas visual y audible para la
detección de la corrosión aleatoria. Se ofrecen dos operadores del
instrumento y ambos cuentan con Nivel II certificados por el fabricante.
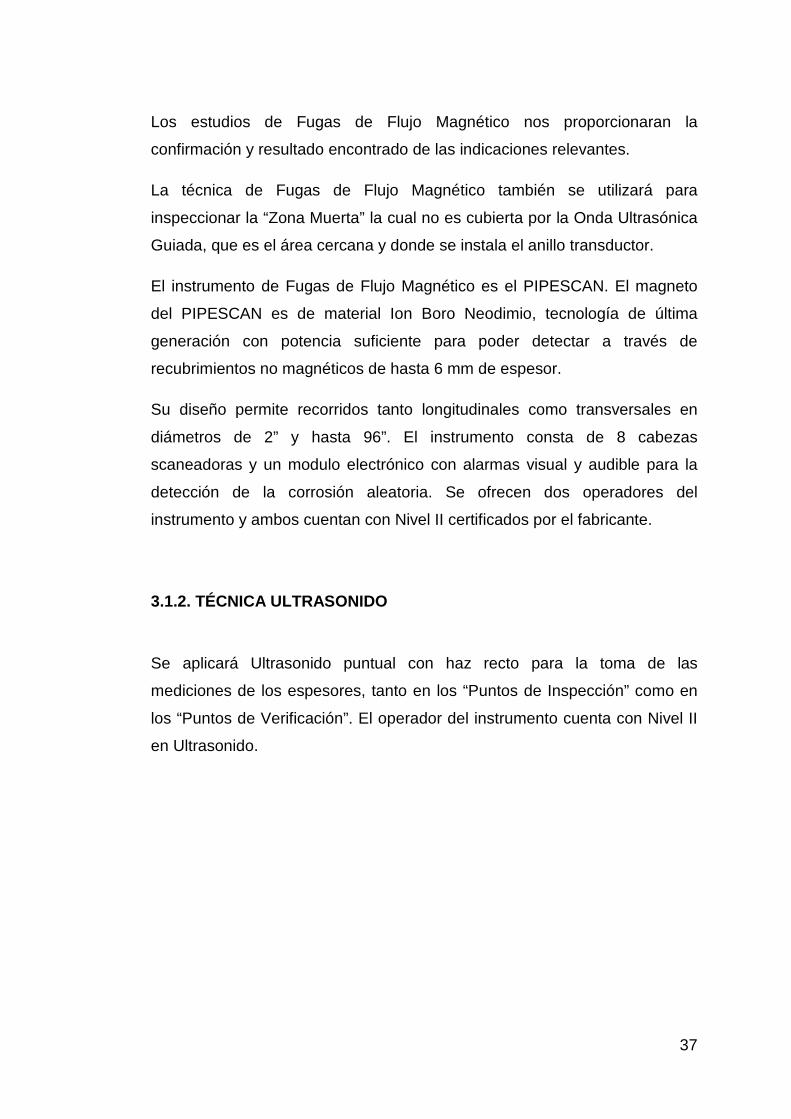
3.1.2. TÉCNICA ULTRASONIDO
Se aplicará Ultrasonido puntual con haz recto para la toma de las
mediciones de los espesores, tanto en los “Puntos de Inspección” como en
los “Puntos de Verificación”. El operador del instrumento cuenta con Nivel II
en Ultrasonido.
38
Figura 3.2. Técnicas de ultrasonido
(T.D.Williamson, 2009)
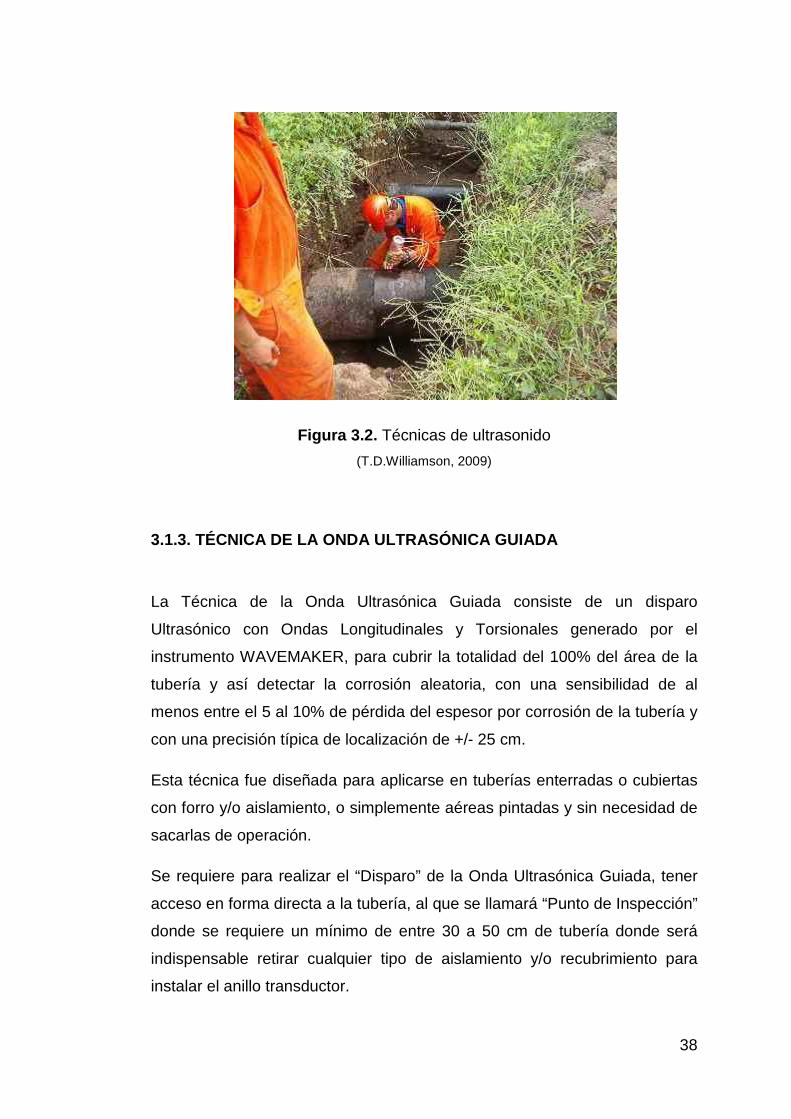
3.1.3. TÉCNICA DE LA ONDA ULTRASÓNICA GUIADA
La Técnica de la Onda Ultrasónica Guiada consiste de un disparo
Ultrasónico con Ondas Longitudinales y Torsionales generado por el
instrumento WAVEMAKER, para cubrir la totalidad del 100% del área de la
tubería y así detectar la corrosión aleatoria, con una sensibilidad de al
menos entre el 5 al 10% de pérdida del espesor por corrosión de la tubería y
con una precisión típica de localización de +/- 25 cm.
Esta técnica fue diseñada para aplicarse en tuberías enterradas o cubiertas
con forro y/o aislamiento, o simplemente aéreas pintadas y sin necesidad de
sacarlas de operación.
Se requiere para realizar el “Disparo” de la Onda Ultrasónica Guiada, tener
acceso en forma directa a la tubería, al que se llamará “Punto de Inspección”
donde se requiere un mínimo de entre 30 a 50 cm de tubería donde será
indispensable retirar cualquier tipo de aislamiento y/o recubrimiento para
instalar el anillo transductor.

39
Figura 3.3. Disparo de la Onda Ultrasónica Guiada
(T.D.Williamson, 2009)
El alcance de la Onda Ultrasónica Guiada en cada disparo, varía de acuerdo
a la transmisión de esta a través del cuerpo de la tubería que se está
inspeccionando, se estima que se puede cubrir para tuberías enterradas y
con forro, de un solo disparo desde 10 metros y hasta 30 metros de cada
lado del anillo, por lo que se programarían la fabricación de los “Puntos de
Inspección” cada 20 a 60 metros como mínimo a lo largo de la línea
enterrada.
Para las líneas aéreas se estima tener un alcance mayor que puede ser
desde los 20 metros y hasta 50 metros por cada lado del anillo, por lo que
las distancias entre los “Puntos de Inspección” serán mayores, es decir de
entre 60 a 80 metros aproximadamente.
40
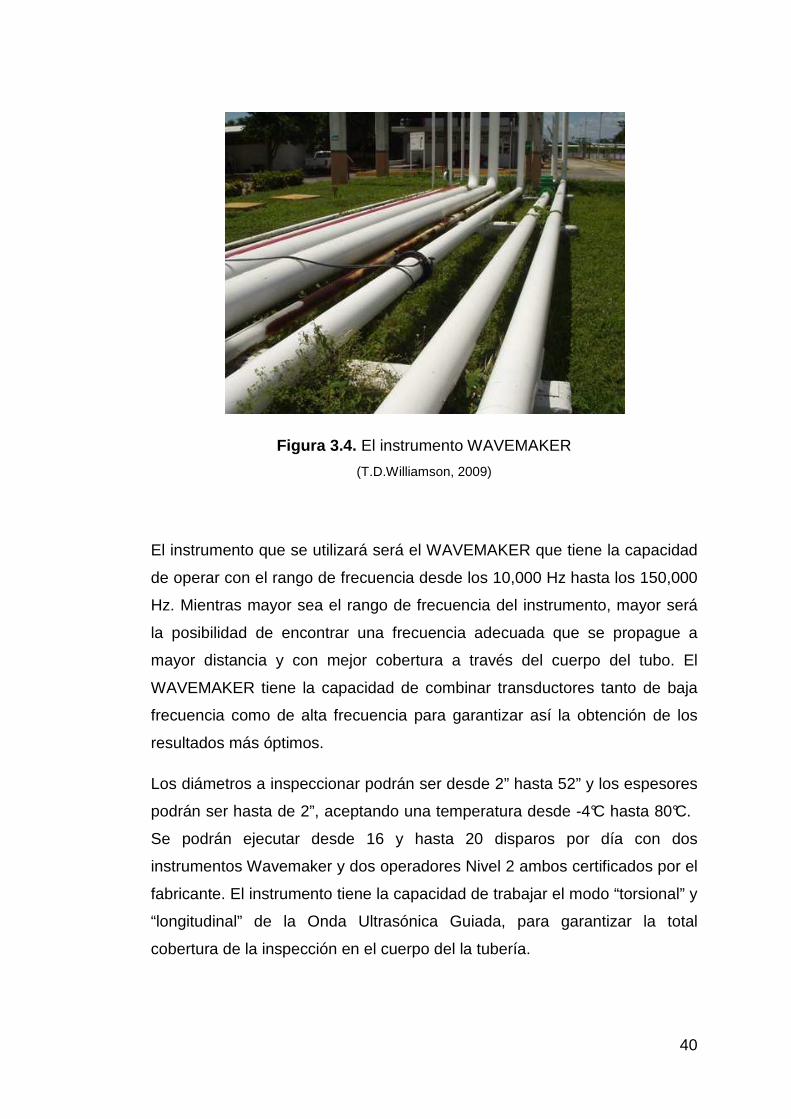
Figura 3.4. El instrumento WAVEMAKER
(T.D.Williamson, 2009)
El instrumento que se utilizará será el WAVEMAKER que tiene la capacidad
de operar con el rango de frecuencia desde los 10,000 Hz hasta los 150,000
Hz. Mientras mayor sea el rango de frecuencia del instrumento, mayor será
la posibilidad de encontrar una frecuencia adecuada que se propague a
mayor distancia y con mejor cobertura a través del cuerpo del tubo. El
WAVEMAKER tiene la capacidad de combinar transductores tanto de baja
frecuencia como de alta frecuencia para garantizar así la obtención de los
resultados más óptimos.
Los diámetros a inspeccionar podrán ser desde 2” hasta 52” y los espesores
podrán ser hasta de 2”, aceptando una temperatura desde -4°C hasta 80°C.
Se podrán ejecutar desde 16 y hasta 20 disparos por día con dos
instrumentos Wavemaker y dos operadores Nivel 2 ambos certificados por el
fabricante. El instrumento tiene la capacidad de trabajar el modo “torsional” y
“longitudinal” de la Onda Ultrasónica Guiada, para garantizar la total
cobertura de la inspección en el cuerpo del la tubería.
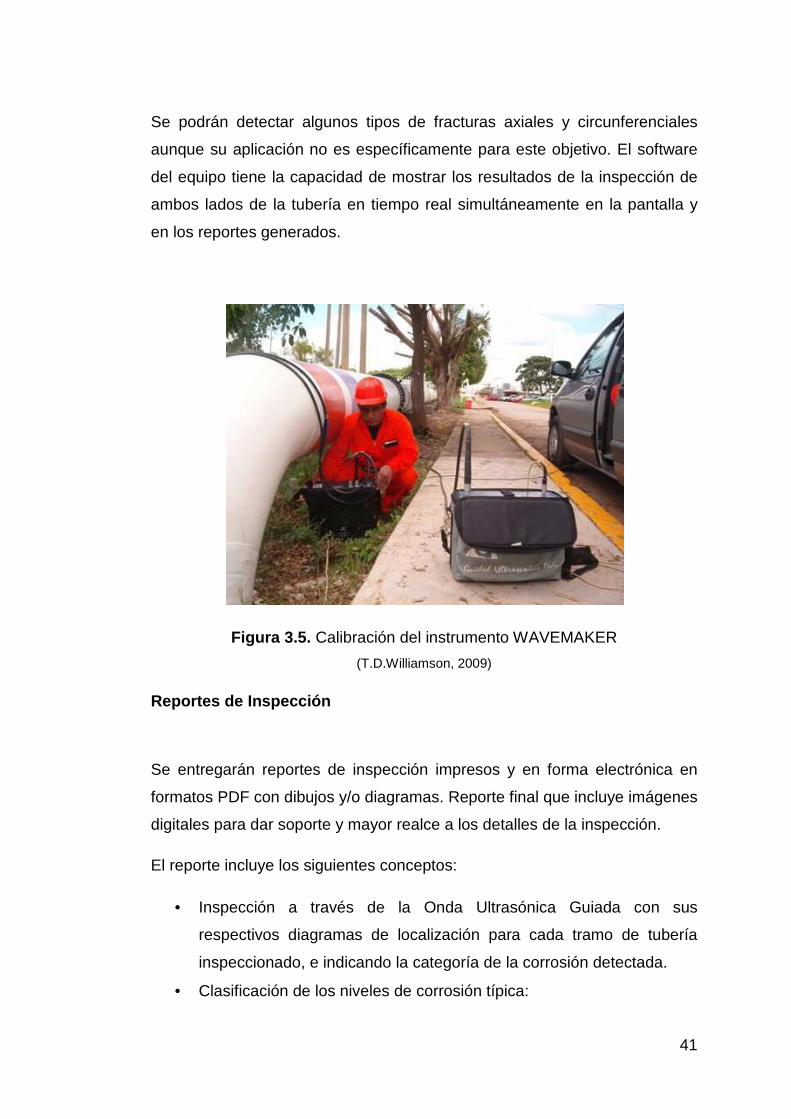
41
Se podrán detectar algunos tipos de fracturas axiales y circunferenciales
aunque su aplicación no es específicamente para este objetivo. El software
del equipo tiene la capacidad de mostrar los resultados de la inspección de
ambos lados de la tubería en tiempo real simultáneamente en la pantalla y
en los reportes generados.
Figura 3.5. Calibración del instrumento WAVEMAKER
(T.D.Williamson, 2009)
Reportes de Inspección
Se entregarán reportes de inspección impresos y en forma electrónica en
formatos PDF con dibujos y/o diagramas. Reporte final que incluye imágenes
digitales para dar soporte y mayor realce a los detalles de la inspección.
El reporte incluye los siguientes conceptos:
• Inspección a través de la Onda Ultrasónica Guiada con sus
respectivos diagramas de localización para cada tramo de tubería
inspeccionado, e indicando la categoría de la corrosión detectada.
• Clasificación de los niveles de corrosión típica:
42
• Mayor del 20%
• Mayor del 40%
• Mayor del 60%
• Comentarios generales de las condiciones actuales de la tubería.
• Resultado de los cálculos de las mediciones de los espesores.
• Resultados relevantes arrojados por las técnicas aplicadas.
3.2. NORMAS TÉCNICAS REFERENCIALES PARA TUBERÍA
Toda tubería es un conducto que cumple con las funciones de transportar
fluidos, la tubería se suele elaborar con materiales muy diversos, cuando el
líquido transportado es petróleo, se utiliza la denominación específica de
oleoducto, cuando el fluido transportado es gas, se utiliza la denominación
específica de gasoducto.
También es posible transportar mediante tubería materiales que, si bien no
son un fluido, se adecuen a este sistema como son el hormigón, cemento,
cereales, etc.
En el presente proyecto de titulación solamente se analizará las líneas de
flujo que están tendidas sobre o enterradas cerca de la superficie, cabe
indicar, que a diferencia de los tanques de almacenamiento, todas las líneas
de flujo operan bajo determinada presión interna, la misma que depende de
varios factores tales como son: las especificaciones y condiciones de los
productos transportados, la altura y distancia por vencer.
Las nomas más comunes que hacen referencia a tubería de la industria
petrolera en general se detallan a continuación.
43
3.2.1. NORMAS API PARA TUBERÍA
3.2.1.1. API standard 5L: Especificaciones para lín eas de tubería
El propósito de esta especificación es proporcionar normas para tubos que
sean aptos para uso en el transporte de gas, agua y aceite o ambos, y
principalmente para petróleo y gas natural. Esta especificación se refiere a
las líneas de tubería de acero soldado y tubería de acero sin costura.
Esta especificación incluye especificaciones para el fin de tubería que puede
ser roscado o con acampanamiento, así como a través de la línea de flujo o
TFL (through-the flowline) por sus siglas en ingles, además especificas las
normas para tubería para cañería con acoplamientos especiales en los
extremos.
Otro punto importante es que la norma específica factores de la soldadura
entre tubería.
3.2.1.2. API standard 1104: Soldaduras de tubería y servicios
relacionados.
Esta norma abarca la soldadura por arco y gas para juntas a tope y en filete,
en acero al carbono y aceros de baja aleación, para la manufacturación de
tubería, la cual es utilizada para compresión, bombeo, y transporte de
petróleo crudo, productos petrolíferos, gases combustible, dióxido de
carbono, nitrógeno, además se refiere a la soldadura en los demás sistemas.
Esta norma se aplica tanto a la construcción de tubería nueva como la
soldadura de la tubería que está en uso.
La soldara para la manufacturación de tubería puede ser utilizada por
procesos de soldadura con protección por atmosfera SMAW por sus siglas
44
en ingles ( Shielded metal-arc welding), por proceso de arco sumergido SAW
por siglas en ingles (Submerged arc welding), soldadura por arco con
electrodo tungsteno protegido con gas GTAW por sus siglas en ingles (Gas
tungsten-arc welding), soldadura con arco protegido con gas GMAW por sus
siglas en ingles (Gas metal-arc welding), soldadura con arco con núcleo de
fundente FCAW por sus siglas en ingles (Flux-cored arc welding), soldadura
con arco de plasma PAW por sus siglas en ingles (Plasma arc welding) y
soldadura oxiacetilénica.
Esta norma también indica que los procesos anteriormente indicados pueden
ser realizados de una manera manual, semiautomática o automática para
soldaduras en diferentes posiciones, con electrodo o con rollos de electrodo.
Esta norma abarca también los procedimientos para ensayos no destructivos
como radiografía, partículas magnéticas, líquidos penetrantes, ultrasonidos y
pruebas, así como los parámetros aceptación que deben aplicarse a la
producción de soldaduras además de los ensayos destructivos y pruebas
visuales.
Los valores establecidos por la norma, ya sea en unidades pulgada-libra o
unidades de SI se deben considerar por separado como estándares. Cada
sistema debe utilizarse de forma independiente de los demás, sin la
combinación de valores de ninguna manera.
La norma además indica que los procesos distintos de los descritos
anteriormente serán considerados para su inclusión en esta norma. Esto
quiere decir que si alguna persona desea utiliza otros procesos de soldadura
debe presentar como mínimo la siguiente información:
• Una descripción del proceso de soldadura
• Una propuesta sobre las variables esenciales
• Un procedimiento de soldadura con sus especificaciones
• Método de inspección de soldadura
• Tipos de soldadura imperfecciones y sus propuestas de aceptación
• Procedimientos de reparación

45
3.2.2. NORMA ASME PARA TUBERÍA
3.2.2.1. ASME B31.1: Tubería de Presión
Este código prescribe requisitos mínimos para el diseño, materiales,
fabricación, montaje, prueba, inspección, operación y mantenimiento de
sistemas de tuberías que se encuentran habitualmente en las estaciones de
generación de energía eléctrica, plantas industriales, sistemas de
calefacción geotérmica, calefacción central de distritos y sistemas de
refrigeración.
El código ASME B31.1 también se refiere a calderas de alta presión y alta
temperatura con tubería interior, la presión con que trabajan estas calderas
para generar el valor supera los 15 psig, la presión de trabajo del vapor
supera los 160 psig y las temperaturas superan los 250 grados F.
3.2.2.2. ASME B31.3: Tubería para procesos
El código B31.3 contiene requisitos para tuberías que se encuentran
habitualmente en las refinerías de petróleo, industrias químicas, industrias
farmacéuticas, industriales textiles, industrias del papel, semiconductores, y
las plantas criogénicas y todo lo relacionado con el procesamiento en
plantas industriales y terminales.
Este código establece los requisitos para los materiales y componentes, el
diseño, fabricación, montaje, instalación, exámenes e inspección y pruebas
de las tuberías, este código se aplica a todas las tuberías de fluidos,
incluyendo:
• Materias primas, intermedio y acabados de los productos químicos
• Los productos petrolíferos
46
• Gas, vapor, aire ya agua.
• Fluidizado de sólidos.
• Refrigerantes.
• Fluidos criogénicos.
En este código también se incluye la tubería que interconecta las piezas o
etapas dentro de un equipo o de envase.
3.2.2.3. ASME B31.4: Líneas de tubería para transpo rtación de líquidos
hidrocarburos y otros líquidos.
El código B31.4 prescribe requisitos para el diseño, materiales, construcción,
montaje, inspección y pruebas de tuberías para el transporte de líquidos
como petróleo crudo, condensado, gasolina natural, gas natural liquido, gas
licuado de petróleo (GLP), dióxido de carbono, alcohol liquido, anhídrido de
amoníaco liquido y queridos derivados del petróleo, los sistemas de tubería a
que se refiere la norma son entre los puntos productores, depósitos de
almacenamiento, plantas de procesamiento de gas natural, refinerías,
plantas de amoníaco, férreas, camioneras y otros puntos de entrega y
recepción.
Los lugares antes mencionados son incluidos en la norma cuando estos
contienen tuberías, bridas, pernos, juntas, válvulas, dispositivos, accesorios
y piezas que contengan la presión de otros componentes de tuberías. La
norma también incluye perchas y soportes, equipos, y otros elementos
necesarios para evitar la presión excesiva a la que están sujetas las partes.
No se incluyen las estructuras de apoyo tales como los marcos de los
edificios, postes o edificios pero los requisitos para tuberías en alta mar.
También se incluyen dentro del ámbito de aplicación del presente código los
siguientes puntos:
47
• Las especificaciones sobre las tuberías para el transporte de petróleo
y anhídrido de amoníaco líquido, y las terminales de gasoducto como
las terminales marítimas, férreas y de camioneras los puntos de
depósitos, estaciones de bombeo, estaciones de reducción de presión
y las estaciones de medición, diferentes equipos.
• Todos los tanques de almacenamiento y de trabajo, incluidas las de
tipo tubo de almacenamiento fabricados a partir de tubería y
accesorios, además de las tuberías de interconexión entre estas
instalaciones.
• Tuberías para licuado de petróleo y las tuberías de anhídrido de
amoníaco situadas en refinerías de petróleo de gasolina natural,
procesamiento de gas, amoniaco, y plantas en general.
• Los aspectos de operación y mantenimiento de sistemas de tuberías
relacionados con la seguridad y la protección del público en general,
personal de la empresa personal de campo y medio ambiente.
3.2.2.4 ASME B31.8: Sistema de tuberías para transm isión y
distribución de gas.
El código B31.8 abarca el diseño, fabricación, instalación, inspección,
verificación, seguridad y otros aspectos de la operación y mantenimiento de
transporte de gas y sistema de distribución, incluidos los gasoductos,
estaciones de compresión de gas, estaciones de medición y regulación,
tuberías de gas y líneas de servicio.
El ámbito de aplicación de este código incluye la recolección y transporte de
gas por gasoductos, incluyendo los accesorios, que están instalados en alta
mar con fines de transporte desde alta mar hasta tierra firme.
48
3.2.2.5. ASME B31.8S: Sistema de gestión para la in tegridad de
gasoducto.
Esta norma se aplica a los sistemas de oleoductos construidos en las costas
con materiales ferrosos que transportan gas. Esto incluye todas las partes de
las instalaciones físicas a través de la cual se transporta el gas, incluyendo
tuberías, válvulas, accesorios para tubería juntas, compresores, las
estaciones de medición, los sistemas reguladores de las estaciones y las
estaciones de entrega.
Los principios y procedimientos consagrados en la integridad de gestión son
aplicables a todos los sistemas de canalización.
Esta Norma está específicamente diseñada para proporcionar al operador la
información necesaria para elaborar y poner en práctica un eficaz programa
de gestión de integridad probadas, utilizando prácticas de la industria y de
los procesos, los procesos y enfoques dentro de la presente norma son
aplicables a todo el sistema de ductos.
3.2.2.6. ASME B36.10M: Soldadura sin fisuras de tub os de acero
forjado.
Esta norma se refiere a la normalización de las dimensiones de la soldadura
sin fisuras de tuberías de acero forjado para altas o bajas temperaturas y
presiones.
La palabra tubería es utilizada para distinguirse de productos tubulares de
dimensiones comúnmente utilizados para tuberías y sistemas de tuberías.
Tubería de las fuentes de energía nuclear 12 (DN 300) y más pequeños
tienen diámetros exteriores numéricamente más grandes que el tamaño
49
correspondiente, en cambio, en los diámetros exteriores, los tubos son
numéricamente idénticos al tamaño de la serie para todos los tamaños.
3.2.2.7. ASME B36.19M: Tubería de acero inoxidable.
Esta norma se refiere a la normalización de las dimensiones de la soldadura
sin fisuras de la tubería de acero inoxidable forjado. La palabra tubería se
utiliza como para distinguirse de tubo aplicable a productos tubulares de
dimensiones comúnmente utilizados de sistemas de tuberías. Las
dimensiones de la tubería de 12 y los tamaños más pequeños tienen
diámetros exteriores numéricamente más grandes que el tamaño
correspondiente, en cambio, en los diámetros exteriores los tubos es
numéricamente idéntico al tamaño de la serie para todos los tamaños.
3.2.2.8 ASME B31.G: Manual para la determinación de la resistencia de
tubería afectada por corrosión.
Este manual no es aplicable a construcciones nuevas debido a que no se
puede estableces procedimientos para determinar fallas por corrosión que
pudieran presentarse en los procesos de fabricación o instalación de
tuberías.
Este manual proporciona una guía de información para poder evaluar y
determinar defectos sobre el cuerpo de las tuberías producidos por corrosión
electrolítica o galvánica y por consiguiente calcular la resistencia mecánica
remanente de esta zonas. Este manual establece la máxima presión de
operación permitida (MAOP), para que un sistema de tuberías siga en
servicio bajo condiciones seguras. Esta norma estipula los criterios para que
las regiones afectadas puedan seguir en servicios o sean objeto de
reparación o reemplazos.
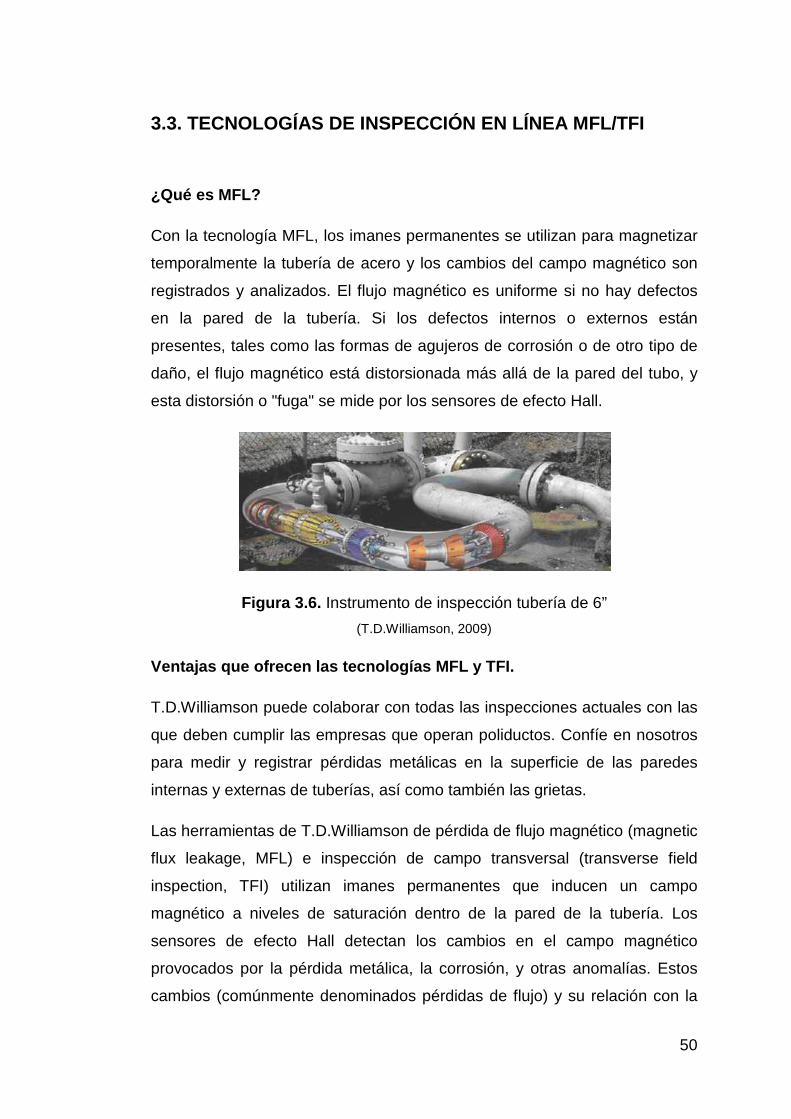
50
3.3. TECNOLOGÍAS DE INSPECCIÓN EN LÍNEA MFL/TFI
¿Qué es MFL?
Con la tecnología MFL, los imanes permanentes se utilizan para magnetizar
temporalmente la tubería de acero y los cambios del campo magnético son
registrados y analizados. El flujo magnético es uniforme si no hay defectos
en la pared de la tubería. Si los defectos internos o externos están
presentes, tales como las formas de agujeros de corrosión o de otro tipo de
daño, el flujo magnético está distorsionada más allá de la pared del tubo, y
esta distorsión o "fuga" se mide por los sensores de efecto Hall.
Figura 3.6. Instrumento de inspección tubería de 6”
(T.D.Williamson, 2009)
Ventajas que ofrecen las tecnologías MFL y TFI.
T.D.Williamson puede colaborar con todas las inspecciones actuales con las
que deben cumplir las empresas que operan poliductos. Confíe en nosotros
para medir y registrar pérdidas metálicas en la superficie de las paredes
internas y externas de tuberías, así como también las grietas.
Las herramientas de T.D.Williamson de pérdida de flujo magnético (magnetic
flux leakage, MFL) e inspección de campo transversal (transverse field
inspection, TFI) utilizan imanes permanentes que inducen un campo
magnético a niveles de saturación dentro de la pared de la tubería. Los
sensores de efecto Hall detectan los cambios en el campo magnético
provocados por la pérdida metálica, la corrosión, y otras anomalías. Estos
cambios (comúnmente denominados pérdidas de flujo) y su relación con la
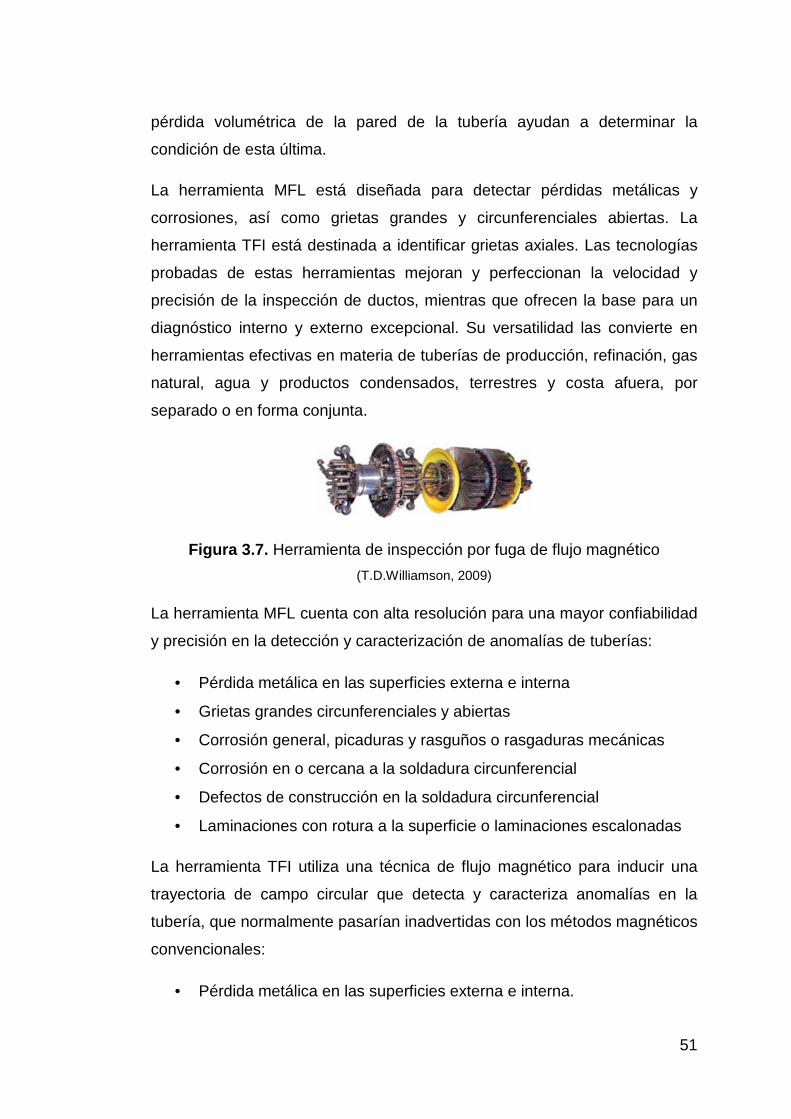
51
pérdida volumétrica de la pared de la tubería ayudan a determinar la
condición de esta última.
La herramienta MFL está diseñada para detectar pérdidas metálicas y
corrosiones, así como grietas grandes y circunferenciales abiertas. La
herramienta TFI está destinada a identificar grietas axiales. Las tecnologías
probadas de estas herramientas mejoran y perfeccionan la velocidad y
precisión de la inspección de ductos, mientras que ofrecen la base para un
diagnóstico interno y externo excepcional. Su versatilidad las convierte en
herramientas efectivas en materia de tuberías de producción, refinación, gas
natural, agua y productos condensados, terrestres y costa afuera, por
separado o en forma conjunta.
Figura 3.7. Herramienta de inspección por fuga de flujo magnético
(T.D.Williamson, 2009)
La herramienta MFL cuenta con alta resolución para una mayor confiabilidad
y precisión en la detección y caracterización de anomalías de tuberías:
• Pérdida metálica en las superficies externa e interna
• Grietas grandes circunferenciales y abiertas
• Corrosión general, picaduras y rasguños o rasgaduras mecánicas
• Corrosión en o cercana a la soldadura circunferencial
• Defectos de construcción en la soldadura circunferencial
• Laminaciones con rotura a la superficie o laminaciones escalonadas
La herramienta TFI utiliza una técnica de flujo magnético para inducir una
trayectoria de campo circular que detecta y caracteriza anomalías en la
tubería, que normalmente pasarían inadvertidas con los métodos magnéticos
convencionales:
• Pérdida metálica en las superficies externa e interna.
52
• Rotura de la superficie o laminaciones escalonadas
• Corrosión general, picaduras y arrancaduras
• Corrosión externa axial angosta (narrow axial external corrosión,
NAEC)
• Grietas en cordones de soldaduras longitudinales (corrosión selectiva
en soldaduras longitudinales)
• Muescas axiales en abolladuras
• Grietas grandes individuales o anomalías similares
• Colonias grandes de grietas de corrosión por esfuerzo (stress
corrosión cracking, SCC)
Unidas permiten obtener resultados altamente precis os.
Las herramientas de MFL y TFI registran todos los datos que encuentran en
una sola pasada. Las herramientas MFL y TFI también pueden correrse en
combinación, haciendo coincidir ambos conjuntos de datos para la
caracterización precisa y óptima de las anomalías. La operación en combo
elimina los errores asociados a la correlación cruzada de datos necesaria
luego de correr dos herramientas en forma independiente y, además, puede
contribuir a obtener ahorros en los gastos operativos asociados. Ambas
herramientas son altamente confiables, con control de velocidad y capacidad
de trazado de mapas en ciertas herramientas, y funcionan en ambientes de
tuberías muy diversos.
El análisis con software y la base de datos de anom alías brindan una
interpretación más exacta.
Si usted corre la herramienta MFL, la TFI o ambas combinadas, el servicio
de análisis con software y visualización patentado por T.D.Williamson
permite una base de datos detallada de la pérdida metálica, corrosión,

53
defectos en mitad de la pared, grietas o anomalías geométricas, y
características de tubería; y posibilita la visualización de los datos en varios
formatos. El centro de análisis de T.D.Williamson compila un informe final
completo que documenta la integridad de la tubería.
3.3.1. ESPECIFICACIONES TÉCNICAS DE LA HERRAMIENTA MFL
ID/OD
3.3.1.1. Generalidades
Todas las herramientas están equipadas con sensores de navegación
inercial odómetros de alta resolución y diseño altamente confiable. Lo cual
reduce al mínimo los posibles daños a los componentes expuestos.
Las herramientas pueden ser puestas en marcha y detenidas usando un
asistente personal digital.
El sistema complementa con marcadores GPS sobre el terreno y Bluetooth,
lo cual hace que todo el proceso de inspección sea más simple más
confiable y menos costoso para nuestro cliente.
Figura 3.8. Especificaciones de la Herramienta de Inspección de 6”
(T.D.Williamson, 2009)
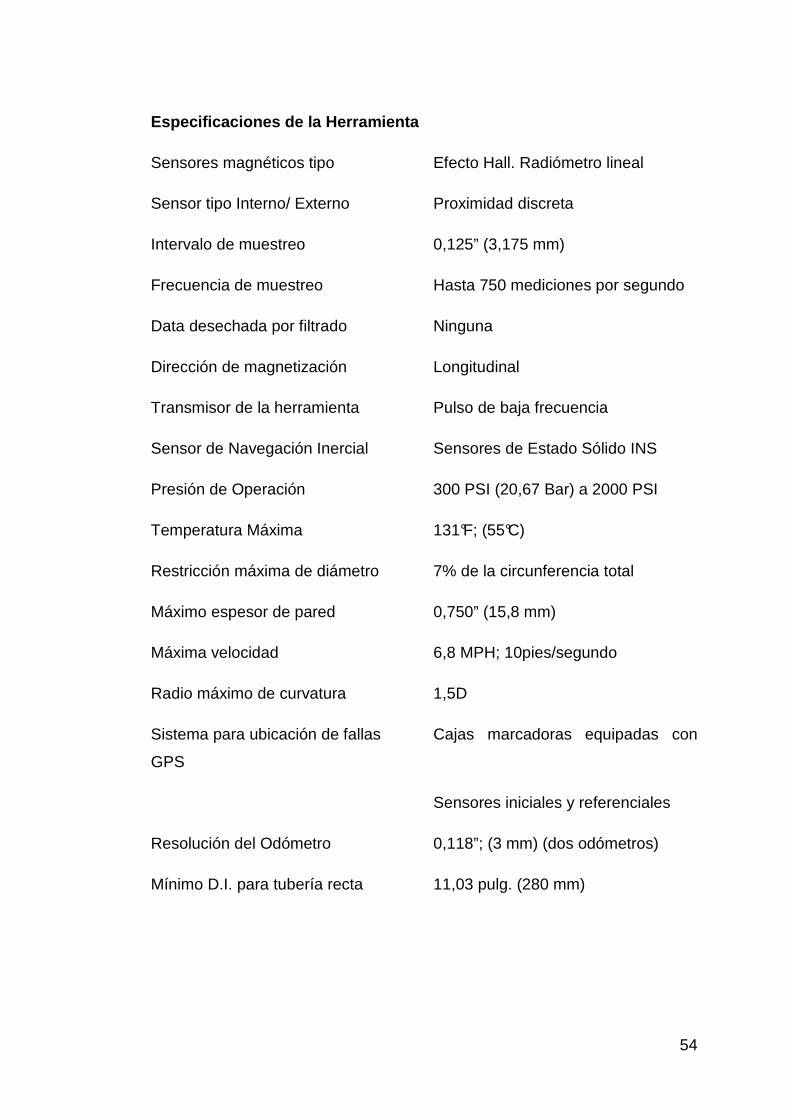
54
Especificaciones de la Herramienta
Sensores magnéticos tipo Efecto Hall. Radiómetro lineal
Sensor tipo Interno/ Externo Proximidad discreta
Intervalo de muestreo 0,125” (3,175 mm)
Frecuencia de muestreo Hasta 750 mediciones por segundo
Data desechada por filtrado Ninguna
Dirección de magnetización Longitudinal
Transmisor de la herramienta Pulso de baja frecuencia
Sensor de Navegación Inercial Sensores de Estado Sólido INS
Presión de Operación 300 PSI (20,67 Bar) a 2000 PSI
Temperatura Máxima 131°F; (55°C)
Restricción máxima de diámetro 7% de la circunferencia total
Máximo espesor de pared 0,750” (15,8 mm)
Máxima velocidad 6,8 MPH; 10pies/segundo
Radio máximo de curvatura 1,5D
Sistema para ubicación de fallas Cajas marcadoras equipadas con
GPS
Sensores iniciales y referenciales
Resolución del Odómetro 0,118”; (3 mm) (dos odómetros)
Mínimo D.I. para tubería recta 11,03 pulg. (280 mm)
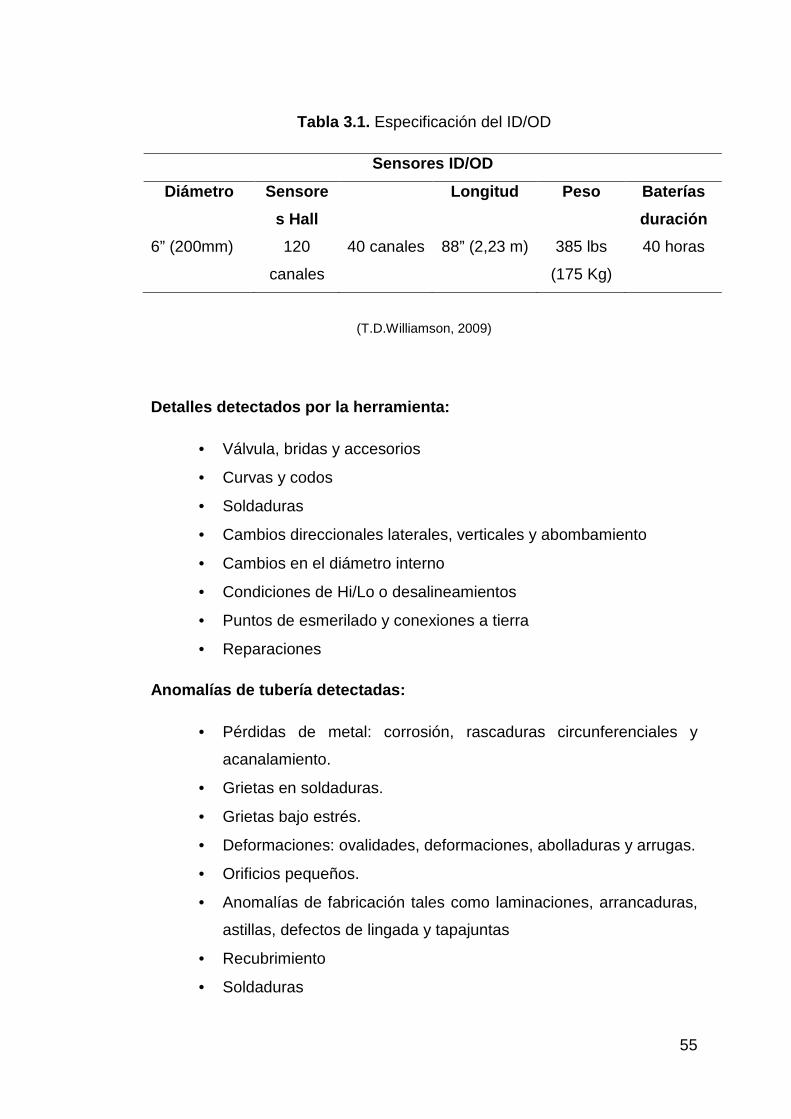
55
Tabla 3.1. Especificación del ID/OD
Sensores ID/OD
Diámetro Sensore
s Hall
Longitud Peso Baterías
duración
6” (200mm) 120
canales
40 canales 88” (2,23 m) 385 lbs
(175 Kg)
40 horas
(T.D.Williamson, 2009)
Detalles detectados por la herramienta:
• Válvula, bridas y accesorios
• Curvas y codos
• Soldaduras
• Cambios direccionales laterales, verticales y abombamiento
• Cambios en el diámetro interno
• Condiciones de Hi/Lo o desalineamientos
• Puntos de esmerilado y conexiones a tierra
• Reparaciones
Anomalías de tubería detectadas:
• Pérdidas de metal: corrosión, rascaduras circunferenciales y
acanalamiento.
• Grietas en soldaduras.
• Grietas bajo estrés.
• Deformaciones: ovalidades, deformaciones, abolladuras y arrugas.
• Orificios pequeños.
• Anomalías de fabricación tales como laminaciones, arrancaduras,
astillas, defectos de lingada y tapajuntas
• Recubrimiento
• Soldaduras

56
Desempeño en la Detección:
Precisión en el cambio de D.I 1% D.I
Precisión en la distancia 1% del total de la distancia recorrida
Precisión en la longitud y ancho +- 5%
Desempeño en la caracterización de defectos:
Abolladuras +-5%
Ovalidades: +-3%
Cambios de D.I. +-1%
Radio de curvatura +-25D
Angulo de curvatura +-10°
Distancia desde la soldadura más cercana +-5%
Orientación circunferencial +-10°
La precisión indicada depende de lo siguiente:
Mantenimiento de la velocidad nominal de la herramienta aceleración/
desaceleración (3,2 m/s máximo)
Restricción máxima del diámetro interno 7% concéntrico; 12%
localizada
Tasa de muestreo: 0,125 in
Factor Estimado de Reparación (FER)
FER – MOP/P segura
Método de Evaluación Utilizada: ASME B 31G, B31G Modificado,
RSTRENG.DNV
57
3.3.2. FUGA DE FLUJO MAGNÉTICO
Son equipos instrumentados más robustos y se recomiendan para ductos
localizados en aéreas aisladas, desérticas o agrícolas, en los que una falla
del ducto no causa daños a personas o instalaciones y el acceso al ducto es
fácil. Estos equipos no proporcionan el dimensionamiento del daño.
Fuga de Flujo Magnético (MFL), sus principales características son la
detección limitada de pérdida metálicas, no discrimina entre posición interna
o externa, directa envolventes metálicas y solapas, localización limitada en
defectos relativos a la fabricación del tubo (laminación o inclusión) y en
defectos tipo abolladura (confiabilidad reducida), revela la presencia de
soldadura transversal, contactos metálicos y accesorios de instalaciones
superficiales. Se utiliza en ductos que transportan hidrocarburos líquidos o
gaseosos.
Los instrumentos de flujo magnético pueden ser convencionales, los cuales
ofrecen únicamente información cualitativa, que en muchas ocasiones es
suficiente; o de alta resolución, los cuales después de cierto proceso ofrecen
información cuantitativa.
Las herramientas convencionales del tipo fuga de flujo magnético, son
recomendables para inspecciones iniciales, para líneas con pocos
problemas y para monitoreos generales cuando no se necesita precisión. Su
costo es el más bajo. El flujo magnético de alta resolución se utiliza cuando
se requiere precisión en la inspección y se sugiere más para líneas de gas.
Su costo es alto, pero no tanto como la técnica ultrasónica.
El principio básico del flujo magnético es el siguiente: el espesor de pared
del tubo se satura con un campo magnético. Cuando el espesor se
encuentra adelgazado por algún problema de corrosión, dicho espesor
disminuido no puede contener el campo magnético, por lo que se “derrama”
o “fuga” del espesor de pared.

58
Los detectores de flujo magnético miden la cantidad de fuga de flujo que
depende del tamaño del defecto. Dicha fuga a ambos lados de la pared, de
tal manera que la corrosión exterior causa fuga de flujo magnético en el
exterior de la tubería donde puede detectarse y medirse.
Generalmente, es más fácil saturar de flujo magnético en un espesor
delgado que en uno grueso, por lo que en tuberías de pared delgada, éste
procedimiento tiene ventajas sobre la herramienta ultrasónicos, debido a que
no se requiere de un acoplante. Este método es igualmente adecuado para
líneas de gas y de crudo.
Los flujos magnéticos convencionales se caracterizan por la utilización de
sensores anchos, pocos canales de información y registros analógicos y
electrónicos. La información que se obtienen normalmente consiste en un
diagrama que muestra las señales analógicas registradas en relativamente
pocos canales. Únicamente identificarán la corrosión y otros defectos e
indicarán si la corrosión en pequeñas, moderada o severa. Una desventaja
de estos, es que requieren de excavaciones para que sus resultados sean
significativos.
3.3.3. FUGA DE FLUJO MAGNÉTICO - INSPECCIONAR LAS T UBERÍAS
METÁLICAS
Fuga de flujo magnético (MFL) es un método electromagnético de ensayos
no destructivos que se utiliza para detectar la pérdida de la corrosión,
picaduras y la pared en las tuberías metálicas alineadas y sin arrugas.
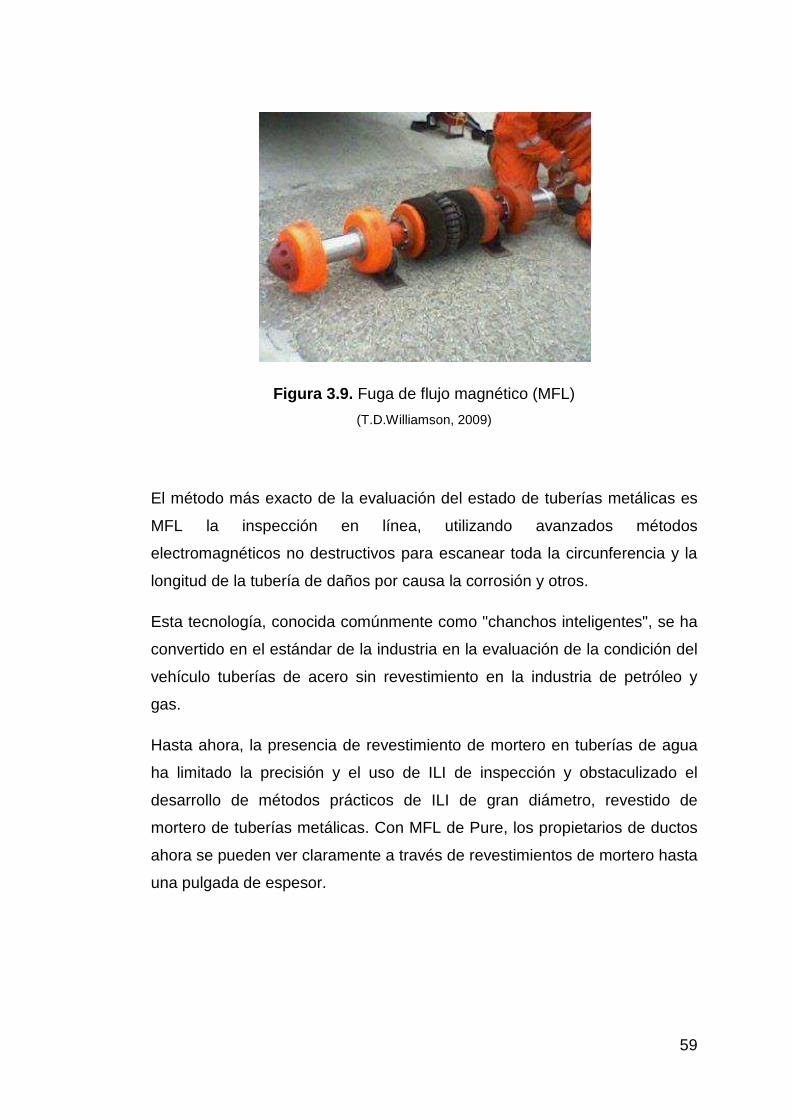
59
Figura 3.9. Fuga de flujo magnético (MFL)
(T.D.Williamson, 2009)
El método más exacto de la evaluación del estado de tuberías metálicas es
MFL la inspección en línea, utilizando avanzados métodos
electromagnéticos no destructivos para escanear toda la circunferencia y la
longitud de la tubería de daños por causa la corrosión y otros.
Esta tecnología, conocida comúnmente como "chanchos inteligentes", se ha
convertido en el estándar de la industria en la evaluación de la condición del
vehículo tuberías de acero sin revestimiento en la industria de petróleo y
gas.
Hasta ahora, la presencia de revestimiento de mortero en tuberías de agua
ha limitado la precisión y el uso de ILI de inspección y obstaculizado el
desarrollo de métodos prácticos de ILI de gran diámetro, revestido de
mortero de tuberías metálicas. Con MFL de Pure, los propietarios de ductos
ahora se pueden ver claramente a través de revestimientos de mortero hasta
una pulgada de espesor.
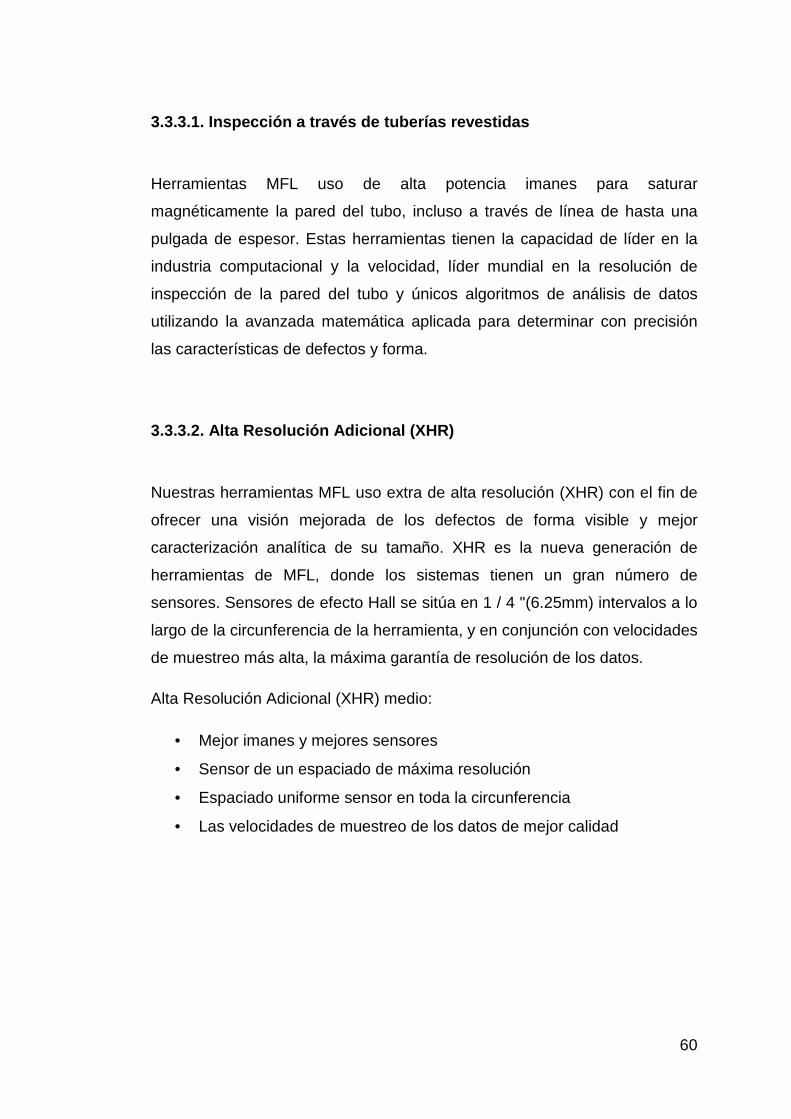
60
3.3.3.1. Inspección a través de tuberías revestidas
Herramientas MFL uso de alta potencia imanes para saturar
magnéticamente la pared del tubo, incluso a través de línea de hasta una
pulgada de espesor. Estas herramientas tienen la capacidad de líder en la
industria computacional y la velocidad, líder mundial en la resolución de
inspección de la pared del tubo y únicos algoritmos de análisis de datos
utilizando la avanzada matemática aplicada para determinar con precisión
las características de defectos y forma.
3.3.3.2. Alta Resolución Adicional (XHR)
Nuestras herramientas MFL uso extra de alta resolución (XHR) con el fin de
ofrecer una visión mejorada de los defectos de forma visible y mejor
caracterización analítica de su tamaño. XHR es la nueva generación de
herramientas de MFL, donde los sistemas tienen un gran número de
sensores. Sensores de efecto Hall se sitúa en 1 / 4 "(6.25mm) intervalos a lo
largo de la circunferencia de la herramienta, y en conjunción con velocidades
de muestreo más alta, la máxima garantía de resolución de los datos.
Alta Resolución Adicional (XHR) medio:
• Mejor imanes y mejores sensores
• Sensor de un espaciado de máxima resolución
• Espaciado uniforme sensor en toda la circunferencia
• Las velocidades de muestreo de los datos de mejor calidad
61
Figura 3.10. Alta Resolución Adicional (XHR)
(T.D.Williamson, 2009)
3.3.3.3. Beneficios
• Proporciona datos de alta resolución de toda la circunferencia de la
pared del tubo que permite evaluaciones integrales estructural de la
tubería
• Capaces de recoger datos de alta resolución a través de
revestimientos de mortero interior
• Reconocido como un estándar de la industria de la pared del tubo
metálico de evaluación
• Puede ser desplegado tripulados o sin piscina
3.3.3.4. Herramientas Disponibles
Ofrecemos una amplia variedad de herramientas MFL para evaluar el estado
de las tuberías metálicas. Estos van desde herramientas de gran diámetro
62
tripulado a la entrada de nado libre herramientas de pequeño diámetro.
Contacte con nosotros para saber qué es la mejor solución para sus
necesidades.
3.3.4. INSPECCIÓN EXTERNA
PipeScanner es la herramienta de evaluación del estado primero y único que
funciona desde la superficie exterior de un tubo del cilindro de hormigón
pretensado (PCCP), utilizando tecnología electromagnética. El sistema
proporciona una evaluación precisa de la condición de la infraestructura
crítica, especialmente la detección de roturas de cables pretensados que
podrían dar lugar a rupturas de la tubería. En comparación con otros
métodos de evaluación de las condiciones, la solución PipeScanner ofrece
un importante ahorro de costes como el oleoducto puede ser examinada
desde la superficie exterior, eliminando la necesidad de extracción de agua.
3.3.4.1. Cómo funciona
El PipeScanner es un dispositivo con ruedas que se coloca sobre la
superficie externa de una tubería de PCCP expuestos por un técnico de
campo. La tecnología electromagnética a bordo de las funciones tanto de la
misma manera como un transmisor y receptor de radio. El "transmisor"
produce un campo electromagnético. Los cables de pretensado en la tubería
de amplificar la señal que se registra por el "receptor". Si hay cables rotos, la
señal se distorsiona. Una medida de la distorsión cuantifica el número de
hilos rotos.
PipeScanner ofrece descanso superior de alambre de precisión en la
detección de PCCP expuesto ya que la señal de control no está atenuada o
distorsionada por los que penetra a través del cilindro de acero de la tubería.
63
Debido a su alta precisión, PipeScanner ™ puede ser usado en la refinación
de las estimaciones de rotura de hilo se reunieron a partir de otros métodos
de inspección de tuberías. Esta precisión es perfecto para aplicaciones tales
como la no cortocircuito tubería correa donde la precisión es un reto
conocido. Una vez que las tuberías específicas se identifican, PipeScanner
™ puede ser usado para refinar el número de roturas de cables y ayudar a
determinar si la reparación es realmente necesario en ese momento.
3.3.4.2. PipeScanner Ventajas
• Deshidratación no es necesario, reducir los costos generales de
inspección.
• No hay puntos de acceso necesarios como la inspección se realiza
externamente.
• Más seguro que las inspecciones tripulados, ya que elimina los
riesgos asociados de entrada a espacios confinados.
• Resultados precisos que identificar las áreas de peligro de alambre
para ayudar a optimizar las inversiones de rehabilitación.
• Minimizar el riesgo de rupturas de tuberías que pueden resultar en
problemas de seguridad pública, daños a la propiedad, y la
interrupción del servicio.
• Confirmar la identificación excavado tubería antes de la rehabilitación.
• Refinar las estimaciones de rotura de hilo que se reunieron con las
herramientas de inspección que producían difíciles de interpretar las
señales.
• El diseño simple le permite ser fácilmente personalizados para todos
los diámetros de la tubería.
64
3.3.4.3. PipeScanner Aplicaciones
• Expuestos cilindro de hormigón pretensado (PCCP) de tuberías
• Diámetros de tubería de 16 "a 252"
• Agua y de inspección de tuberías de aguas residuales
Inspección de la corrosión aleatoria (localizada) en tubería enterrada,
forrada, aislada ó simplemente aérea pintada, aplicando las tecnologías de
la Onda Ultrasónica Guiada, Fugas de Flujo Magnético y Ultrasonido con
técnicos operadores Nivel II respectivamente
3.4. PROCEDIMIENTO PARA INTRODUCCIÓN,
LANZAMIENTO, SEGUIMIENTO, MONITOREO, RECEPCIÓN Y
RETIRO DE EQUIPOS (MFL) DE INSPECCIÓN.
Proporcionar los conocimientos básicos, para la operación adecuada y
segura de los equipos de inspección, al personal que intervendrán en las
maniobras de introducción, lanzamiento, seguimiento, monitoreo, recepción
y retiro de Equipos (MFL) de inspección y derechos de vía tramo Libertad –
Manta.
3.4.1. INTRODUCCIÓN Y LANZAMIENTO DE EQUIPOS DE INS PECCIÓN
No obstante que las trampas de envío tienen características para cada ducto
en particular, existen elementos que son básicos para la operación correcta
y segura de la instalación. Sin importar si las líneas están en operación o no
durante el proceso de introducción (encubetado) de los equipos de
inspección conocidos herramientas inteligentes, se deberá seguir el mismo
procedimiento básico para todos los casos. El diagrama y procedimiento que
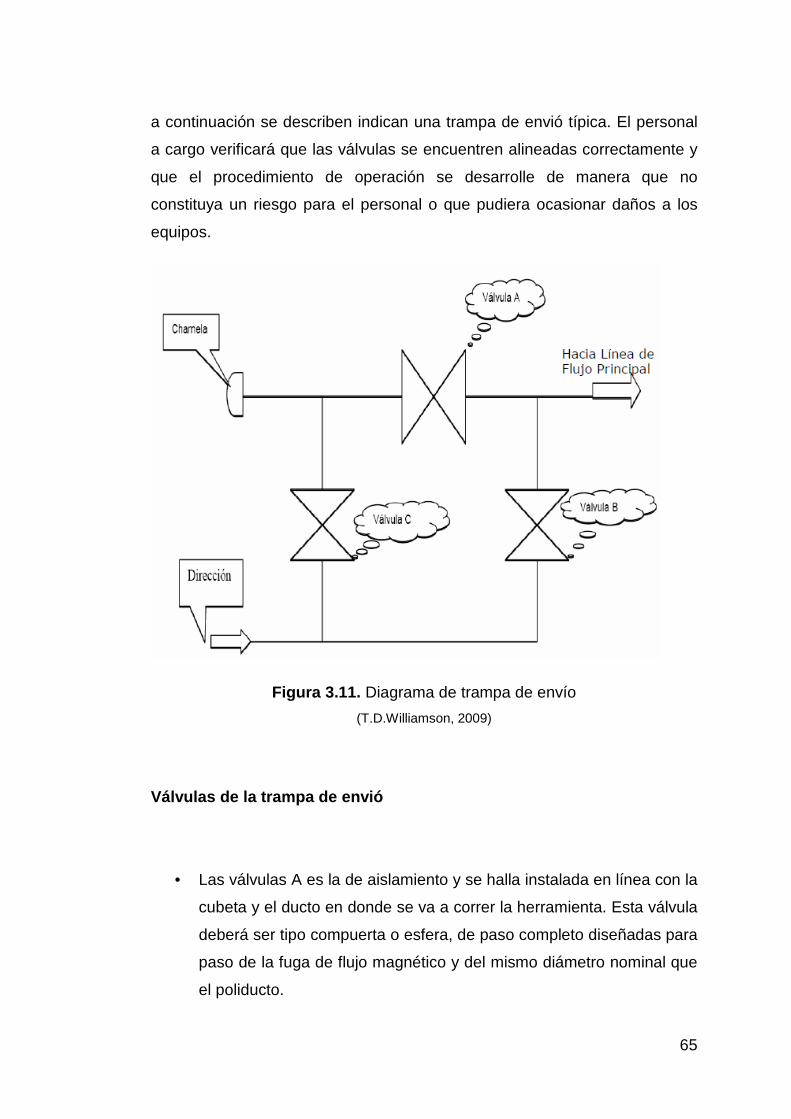
65
a continuación se describen indican una trampa de envió típica. El personal
a cargo verificará que las válvulas se encuentren alineadas correctamente y
que el procedimiento de operación se desarrolle de manera que no
constituya un riesgo para el personal o que pudiera ocasionar daños a los
equipos.
Figura 3.11. Diagrama de trampa de envío
(T.D.Williamson, 2009)
Válvulas de la trampa de envió
• Las válvulas A es la de aislamiento y se halla instalada en línea con la
cubeta y el ducto en donde se va a correr la herramienta. Esta válvula
deberá ser tipo compuerta o esfera, de paso completo diseñadas para
paso de la fuga de flujo magnético y del mismo diámetro nominal que
el poliducto.
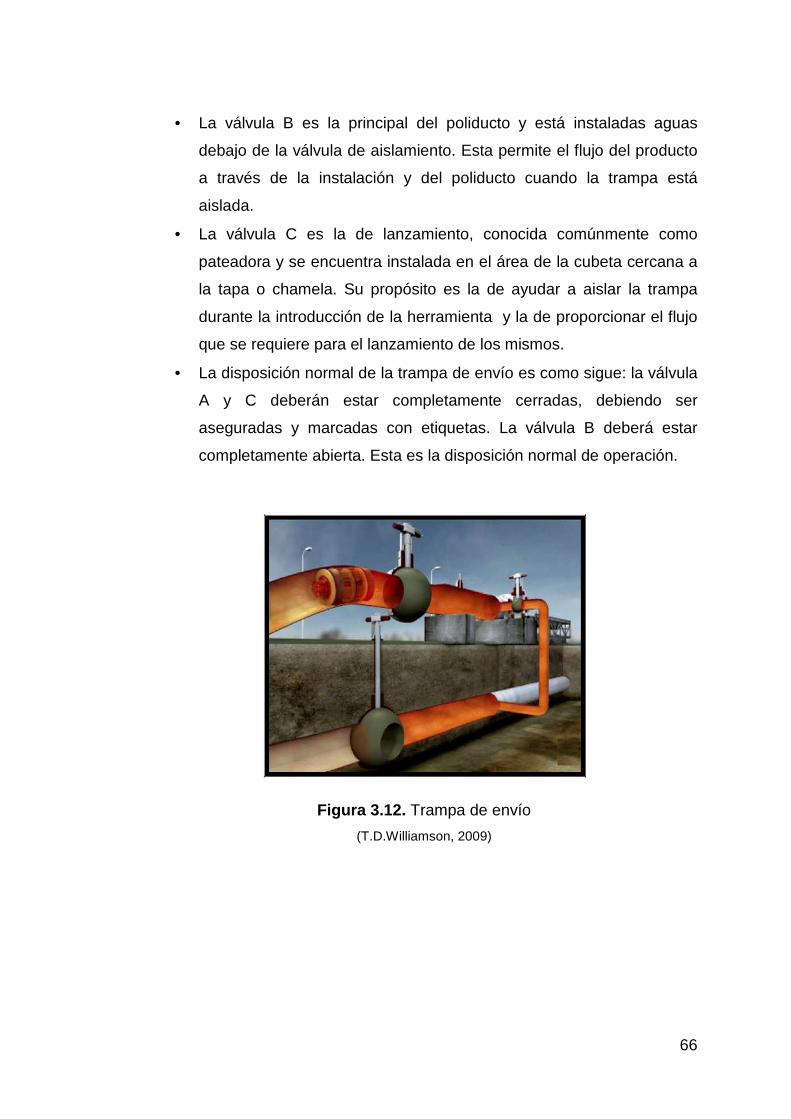
66
• La válvula B es la principal del poliducto y está instaladas aguas
debajo de la válvula de aislamiento. Esta permite el flujo del producto
a través de la instalación y del poliducto cuando la trampa está
aislada.
• La válvula C es la de lanzamiento, conocida comúnmente como
pateadora y se encuentra instalada en el área de la cubeta cercana a
la tapa o chamela. Su propósito es la de ayudar a aislar la trampa
durante la introducción de la herramienta y la de proporcionar el flujo
que se requiere para el lanzamiento de los mismos.
• La disposición normal de la trampa de envío es como sigue: la válvula
A y C deberán estar completamente cerradas, debiendo ser
aseguradas y marcadas con etiquetas. La válvula B deberá estar
completamente abierta. Esta es la disposición normal de operación.
Figura 3.12. Trampa de envío
(T.D.Williamson, 2009)
67
Procedimiento de introducción y lanzamiento
• Asegurarse que el personal que participará en la operación de
introducción y lanzamiento de la herramienta conozca plenamente las
actividades a realizar
• Verificar que las válvulas A y C estén cerradas
• Verificar la presión que indique el manómetro instalado en la cubeta
de la trampa
• Alinear válvula de desfogue hacia tanque de recuperación o sistema
de desfogue. En caso de no contar con lo anterior, se deberá conectar
un sistema de vaciado por medio de mangueras hacia un carro
tanque.
• Abrir válvula de venteo para facilitar el vaciado de la trampa, así como
para verificar que éste se encuentra completamente despresurizada.
• Si se han operado productos o sustancias peligrosas, la trampa
deberá ser inertizada antes de proceder a abrir la chamela (ejemplo
nitrógeno).
• El dispositivo de seguridad para liberación de presión instalado en la
chamela o tapa de la cubeta deberá ser removido lentamente (si
aplica).
• Abrir lentamente la chamela de la cubeta. Asegurarse de que el
personal se encuentre en el lado opuesto hacia donde abre la
chamela. Por ninguna circunstancia deberá permanecer personal
directamente enfrente de la chamela cuando esté siendo operada.
• Cuando la chamela se encuentre completamente abierta se deberá
verificar que no existan obstrucciones en el interior de la cubeta.
• Alinear la base que tiene la herramienta, nivelando ésta con la cubeta
y verificando que no se dañen las superficies de contacto d la
chamela y los o-ring o sellos respectivos.
68
• Asegurar la base de la herramienta a la trampa por medio de bandas
tensores con la finalidad de prevenir que se mueva durante la
introducción de la herramienta de inspección.
• Lentamente iniciar el desplazamiento de la herramienta hacia el
interior de la cubeta. Dependiendo del tipo y diámetro del equipo, se
deberá utilizar una cama de aluminio adicional y un mecanismo
mecánico y/o hidráulico para que la operación se realice de manera
fácil y segura.
• Se deberá desplazar la herramienta hasta que la primera copa se
encuentre firmemente en contacto con la reducción entre la cámara o
barril y la sección de diámetro nominal.
• En caso de haber introducido la cama de aluminio, se deberá retirar
lentamente verificando que la herramienta no pierda su posición en la
reducción.
• Desmotar las bandas tensoras para retirar la base del área de la
chamela.
• Limpiar las superficies de contacto de la chamela y aplicar grasa.
Verificar sellos o-ring y sus alojamientos. Se deberán reemplazar si se
encuentran gastados o dañados.
• Cerrar la chamela e instalar el dispositivo de seguridad (si aplica).
• Cerrar el desfogue de la cubeta, asegurándose que el venteo
permanezca parcialmente abierto con la finalidad de extraer el aire de
la cubeta.
• Lentamente abrir la válvula C para empacar la cubeta y extraer el aire
por el venteo. Una vez extraído el aire se deberá cerrar
completamente el venteo. Continuar con la válvula C abierta, hasta
que la presión de la cubeta se iguales con la del poliducto, cuando las
presiones se encuentren igualadas se deberá cerrar la válvula C.
• Lentamente abrir la válvula A hasta su posición de completamente
abierta.
• Lentamente abrir la válvula C hasta su posición de completamente
abierta.
69
• Empezar a cerrar la válvula B con la finalidad de direccionar el flujo
del producto a través de la cubeta.
• Verificar que la herramienta pase completamente por la válvula A y
continúe en movimiento dejando la instalación. Cuando se confirme lo
anterior, abrir válvula B hasta la posición de completamente abierta y
cerrar válvulas A y C hasta la posición de completamente cerrada.
3.4.2. PROCEDIMIENTO PARA SEGUIMIENTO Y MONITOREO DE
EQUIPOS DE INSPECCIÓN (MFL) EN LOS DERECHOS DE VÍA TRAMO
LIBERTAD-MANTA.
Antes de realizar las corridas de los equipos de inspección (MFL), es
necesario de efectúen trabajos previos que permitan su correcto seguimiento
y monitoreo en los derechos de vía.
Reconocimiento del derecho de vía.
• Identificar el poliducto en el que se van a realizar las corridas de las
herramientas. Señalizar, balizar, instalar postes e imanes marcadores,
realizar sondeos, etc. Se deberá poner especial atención en los
cruces de carreteras, zonas urbanas, ríos, lagos, zonas lacustre, etc.
• Identificar y realizar inventario de todas las instalaciones superficiales.
Ejemplo: válvulas de seccionamientos, derivaciones, tee’s, pasos
aéreos, etc.
• Selección de los puntos a detectar
70
Plan se seguimiento y Monitoreo
Con la información del reconocimiento del derecho de vía y el inventario de
instalaciones superficiales, se deberá elaborar un plan de seguimiento y
monitoreo de los equipos (MFL) durante las corridas de inspección. Este
plan deberá incluir como mínimo los siguientes puntos:
• Relación del personal que participará en el seguimiento
• Número de grupos o cuadrillas
• Número de vehículos
• Listado de números de radiocomunicadores y/o teléfonos celulares.
• Punto a detectar por cada equipo o cuadrilla
• Instrucciones especificas para acceder a cada punto de detección
• Plan para emergencias.
Los grupos o cuadrillas de detección deberán contar con el siguiente equipo
durante la corrida de las herramientas.
• Equipo de radiocomunicación y/o teléfono celular.
• Geophone.
• Cajas marcadoras BM5 (dependiendo del tipo de herramienta)
• Detector de tuberías.
• Localizador de transmisores (dependiendo del tipo de herramienta)
• Herramienta manual (ejemplo: sonda, pala, machete)
3.4.3. PROCEDIMIENTO PARA RECEPCIÓN Y RETIRO DE EQUIPOS DE
INSPECCIÓN
Al igual que las trampas de envío, las trampas de recibo tienen
características para cada poliducto en particular, sin embargo existen
elementos que son básicos para la correcta y operación segura de la
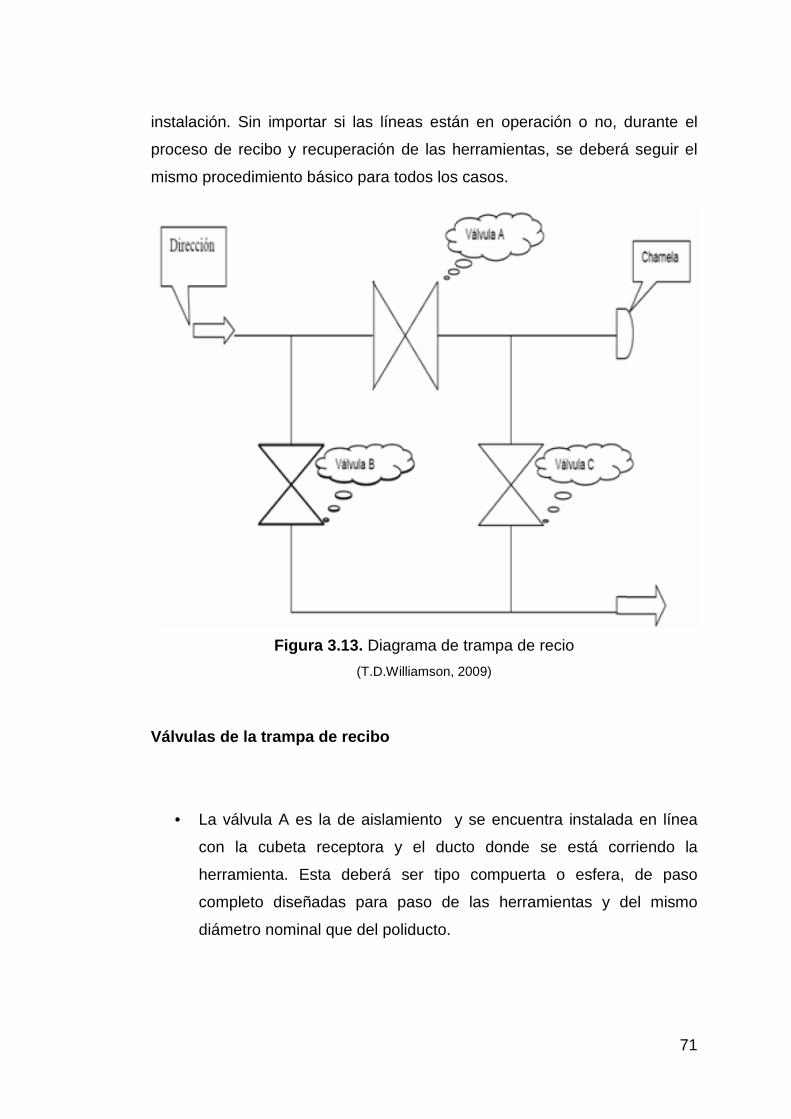
71
instalación. Sin importar si las líneas están en operación o no, durante el
proceso de recibo y recuperación de las herramientas, se deberá seguir el
mismo procedimiento básico para todos los casos.
Figura 3.13. Diagrama de trampa de recio
(T.D.Williamson, 2009)
Válvulas de la trampa de recibo
• La válvula A es la de aislamiento y se encuentra instalada en línea
con la cubeta receptora y el ducto donde se está corriendo la
herramienta. Esta deberá ser tipo compuerta o esfera, de paso
completo diseñadas para paso de las herramientas y del mismo
diámetro nominal que del poliducto.
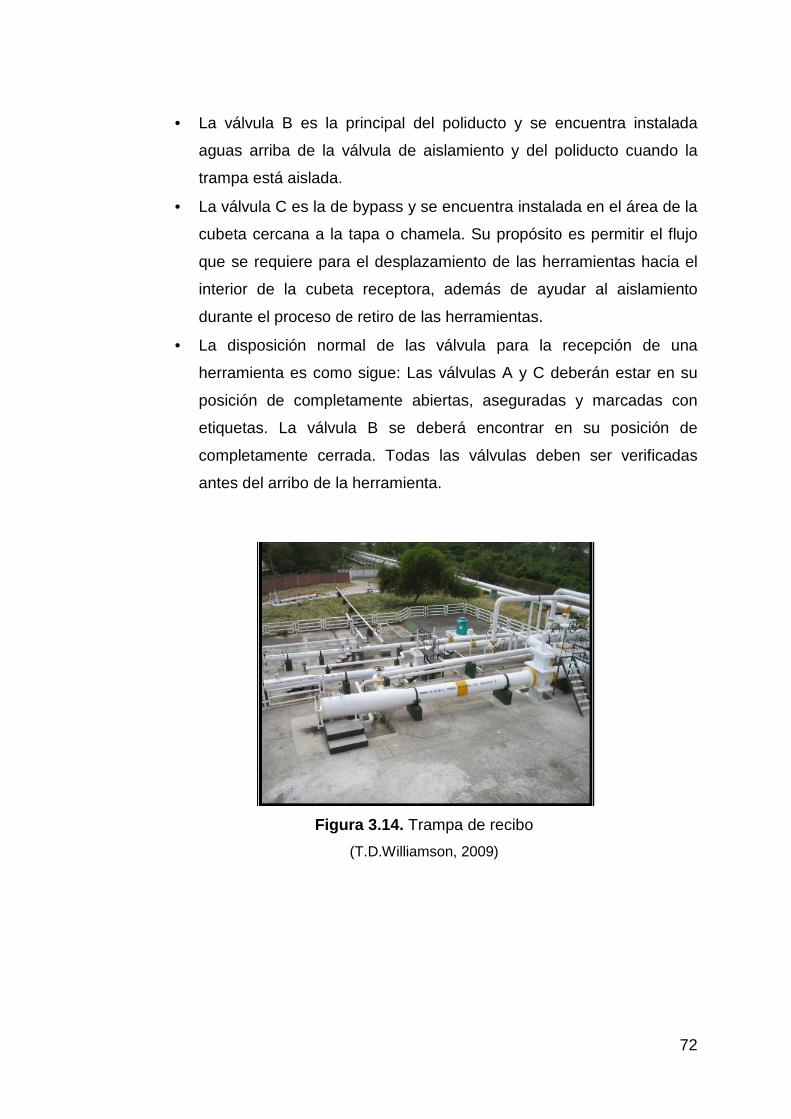
72
• La válvula B es la principal del poliducto y se encuentra instalada
aguas arriba de la válvula de aislamiento y del poliducto cuando la
trampa está aislada.
• La válvula C es la de bypass y se encuentra instalada en el área de la
cubeta cercana a la tapa o chamela. Su propósito es permitir el flujo
que se requiere para el desplazamiento de las herramientas hacia el
interior de la cubeta receptora, además de ayudar al aislamiento
durante el proceso de retiro de las herramientas.
• La disposición normal de las válvula para la recepción de una
herramienta es como sigue: Las válvulas A y C deberán estar en su
posición de completamente abiertas, aseguradas y marcadas con
etiquetas. La válvula B se deberá encontrar en su posición de
completamente cerrada. Todas las válvulas deben ser verificadas
antes del arribo de la herramienta.
Figura 3.14. Trampa de recibo
(T.D.Williamson, 2009)
73
Procedimiento de recepción y retiro
• Asegurarse que el personal que participarán en la operación de
recepción y recuperación de las herramientas conozca plenamente
las actividades a realizar.
• Verificar que las válvulas A y C se encuentren en posición
completamente abiertas.
• Verificar que la válvula B se encuentre en posición completamente
cerrado.
• Al arribo de la herramienta a la trampa de recibo, asegurarse que
pase completamente la válvula A.
• Abrir la válvula B hasta la posición de completamente abierta.
• Cerrar las válvulas A y C hasta posición de posición de
completamente cerrado.
• Verificar la presión en el manómetro instalado en la cubeta de recibo
• Abrir lentamente la válvula de desfogue hacia el tanque de
recuperación
• Abrir la válvula de venteo para facilitar el vaciado de la trampa y
verificar que se encuentra totalmente despresurizada.
• Si se han operado productos o sustancias, la trampa deberá ser
inertizada antes de abrir la chamela (ejemplo nitrógeno)
• El dispositivo de seguridad para liberación de presión instalado en la
chamela o tapa de la cubeta deberá ser removido lentamente (si
aplica)
• Abrir lentamente la chamela de la cubeta. Asegurarse de que el
personal se encuentre en el lado opuesto hacia donde abre la
chamela. Por ninguna circunstancia deberá permanecer personal
directamente enfrente de la chamela cuando esté siendo operada. Se
deberán tomar las medidas necesarias para prevenir derrames o daño
al entorno del área de trampas.
74
• Después de haber abierta la chamela, verificar e interior de la cubeta
para asegurarse que no existen obstrucciones. Es necesario remover
todos los residuos fuera del área de la trampa. Se deberá tener
precaución cuando se manejen sedimentos debido a que existe el
riesgo de una combustión espontánea con ciertos productos (ejemplo:
sulfato de hierro)
• Alinear y nivelar base con la cubeta de la trampa
• Asegurar la base con bandas tensoras para prevenir que se mueva
durante la recuperación de la herramienta.
• Enganchar la herramienta por medio del dispositivo de recuperación
• Iniciar la recuperación de la herramienta asegurándose de que el
personal no se encuentre cerca del área de maniobra.
• Una vez que la herramienta se encuentre completamente en la base
es necesario asegurarlo por medio de bandas tensoras.
• Demostrar las bandas tensoras que sujetan la base de la herramienta
a la cubeta y retirarla del área de la trampa.
• Limpiar las superficies de contacto de la chamela y aplicar grasa.
Verificar sellos o-ring y sus alojamientos. Se deberán reemplazar si se
encuentran gastados o dañados.
• Cerrar la chamela e instalar el dispositivo de seguridad (si aplica).
• Cerrar el desfogue de la cubeta, asegurándose que el venteo
permanezca parcialmente abierto con la finalidad de extraer el aire de
la cubeta.
• Lentamente abrir la válvula C para empacar la cubeta y extraer el aire
por el venteo. Una vez extraído el aire se deberá cerrar
completamente el venteo. Continuar con la válvula C abierta hasta
que la presión de la cubeta se iguales con la del poliducto. Cuando las
presiones se encuentren igualadas se deberá cerrar la válvula C.
• Las válvulas A y C deberán permanecer en la posición de
completamente cerradas y la válvula B en la posición de
completamente abierta.
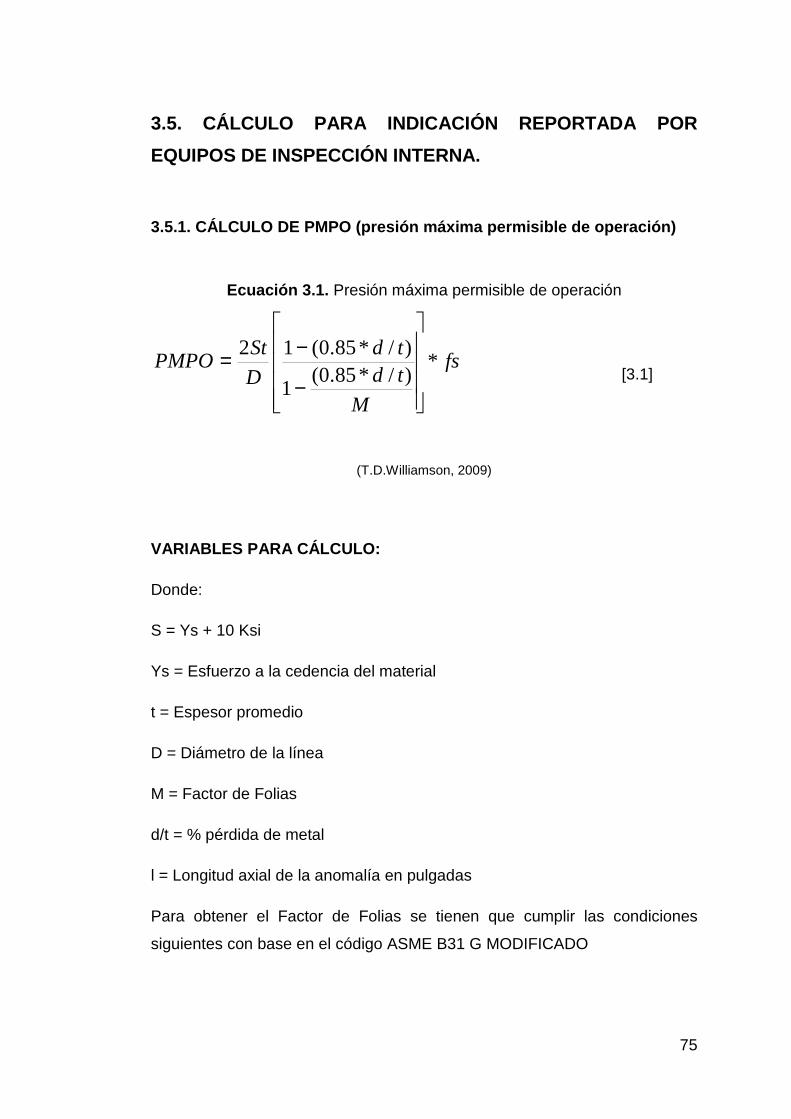
75
3.5. CÁLCULO PARA INDICACIÓN REPORTADA POR
EQUIPOS DE INSPECCIÓN INTERNA.
3.5.1. CÁLCULO DE PMPO (presión máxima permisible d e operación)
Ecuación 3.1. Presión máxima permisible de operación
fs
M
tdtd
D
StPMPO *
)/*85.0(1
)/*85.0(12
−
−= [3.1]
(T.D.Williamson, 2009)
VARIABLES PARA CÁLCULO:
Donde:
S = Ys + 10 Ksi
Ys = Esfuerzo a la cedencia del material
t = Espesor promedio
D = Diámetro de la línea
M = Factor de Folias
d/t = % pérdida de metal
l = Longitud axial de la anomalía en pulgadas
Para obtener el Factor de Folias se tienen que cumplir las condiciones
siguientes con base en el código ASME B31 G MODIFICADO

76
1. Si 502
<Dt
l se emplea la formula
Ecuación 3.2. Factor de Folias
−
+=
22
42
003375.0675.01tD
l
Dt
lM [3.2]
(T.D.Williamson, 2009)
2. Si 502
>Dt
l se emplea la formula
3.3*032.02
+
=
Dt
lM [3.3]
Ejemplo 1.
Para el primer tramo, la condición da como resultado mayor a 50, por lo
tanto se utiliza la segunda formula.
( )87.43.3
421.0*12
74.15*032.0
2
=+
=M
( )( ) 40.0*
87.4
74.0*85.01
74.0*85.01
12
421.0*45000*2
−
−=PMPO
PMPO = 538.08 psi
77
3.5.2. CALCULO DE TVR (Tiempo de Vida Remanente)
Ecuación 3.3. Tiempo de Vida Remanente
−=max
)8.0(*
td
tdTsTVR
[3.4]
(T.D.Williamson, 2009)
Donde:
TVR = tiempo de vida remanente
Ts = tiempo de servicio
d/t = % pérdida de metal
d/t max = % pérdida de metal máxima
Ejemplo 2.
( )
−=74.0
74.08.0*39TVR
TVR0 3.1 AÑOS
3.6. CALCULO DE ESPESOR PARA TUBERÍAS
3.6.1. CÁLCULO DEL MÍNIMO ESPESOR PARA TUBERÍAS SEG ÚN LA
NORMA ASME/ANSI B31.4
Para el cálculo del espesor mínimo en tuberías de transporte de petróleo se
lo realiza según lo establecido en la norma ASME/ANSI 31.4 partiendo de la
formula siguiente:

78
Ecuación 3.4. Espesor nominal de pared
Attn += [3.5]
(T.D.Williamson, 2009)
Donde:
tn= Espesor nominal de pared, el cual debe satisfacer los requerimientos de
presión y tolerancia.
A= Suma de tolerancia con el propósito de aceptar roscados y desbastes
que pudieran requerirse.
t= Espesor de pared para la presión de diseño, el cual se calcula partiendo
de la siguiente fórmula:
Ecuación 3.5. Espesor de pared para la presión de diseño
S
xDPt i
2= [3.6]
(T.D.Williamson, 2009)
Donde:
Pi= Presión interna de diseño medida
D= Diámetro exterior de la tubería
S= Esfuerzo permisible aplicable, este se puede calcular a partir de la
formula:
Ecuación 3.6. Esfuerzo permisible aplicable
min72.0 yxExSS = [3.7]
(T.D.Williamson, 2009)
79
Donde:
0.72= Factor de diseño basado en el espesor nominal de la pared, este
valor, es de suma importancia para el cálculo, es un factor que considera
una tolerancia sobre el espesor de la tubería debido a algún tipo de
imperfección que exista en la misma.
E= Factor de junta, este valor se encuentra en la tabla 402.4.3 del código
ASME/ANSI B31.4
3.6.2. CÁLCULO DEL MÍNIMO ESPESOR PARA TUBERÍAS SEG ÚN LA
NORMA ASME/ANSI B31.8.S
Para el cálculo del espesor mínimo para sistema de tuberías para transición
y distribución de gas, se utiliza la siguiente fórmula:
Ecuación 3.7. Mínimo espesor para tuberías
xSxFxExT
PxDt
2= [3.8]
(T.D.Williamson, 2009)
Donde:
t= Espesor de pared nominal de la tubería pulgadas o milímetros.
D= Diámetro exterior de la tubería pulgadas o milímetros.
F= Factor de diseño basado en la densidad de población, (ASME B31.8)
S= Resistencia mínima a la fluencia en PSI punto 817.13 (h) y 814.112,
(ASME B31.8)
E= Factor de junta longitudinal (ASME B31.8)
80
3.6.3. CÁLCULOS DE LA VELOCIDAD DE CORROSIÓN EN LÍN EAS DE
FLUJO
La velocidad de corrosión es un parámetro que muestra el avance de la
corrosión de un periodo de tiempo determinado, además permite tener una
relación del espesor actual con los espesores tomados en anteriores
inspecciones, o con el espesor de diseño del sistema de tuberías.
El cálculo se lo realiza por medio de la siguiente fórmula:
Ecuación 3.8. Velocidad de corrosión
T
EEV mo
c
)( −= [3.9]
(T.D.Williamson, 2009)
Donde:
Vc= Velocidad de corrosión, cuya unidad es pulgadas por año o milímetros
por año
Eo=Espesor de la pared de la tubería tomada una inspección anterior, en
pulgadas o milímetros.
Em= Espesor de la pared de la tubería de la inspección en curso, esta puede
ser en pulgadas o milímetros.
T= Tiempo de servicio en el lapso considerado, en (años).
La tendencia de la velocidad de corrosión, brinda datos importantes para las
zonas que merecen mayor atención en un sistema de tuberías con una
considerable longitud.
81
3.6.4. CÁLCULO DE VIDA ÚTIL ESTIMADA PARA LÍNEAS DE FLUJO
En esta fórmula se tiene la relación del espesor mínimo, espesor mínimo
requerido según el código de construcción y la velocidad de corrosión, como
se explica a continuación.
Ecuación 3.9. Vida útil estimada
c
mu V
EEV
)( min−= [3.10]
(T.D.Williamson, 2009)
Donde:
Vu= Vida útil estimada en años
Vc= Velocidad de corrosión, cuya unidad es pulgadas o milímetros por año
Em= Espesor de la pared de la tubería de la inspección en curso, esta puede
ser en pulgadas o milímetros.
Emin= Espesor mínimo requerido según la norma de construcción utilizado, y
cuya unidad expresa en pulgadas o milímetros.
El resultado de resolver esta ecuación, es la probable vida útil de la tubería o
de alguna zona específica de la misma.
ANÁLISIS DE RESULTADOS
82
RESULTADOS
4.1. DESCRIPCIÓN DE LAS INDICACIONES DE PÉRDIDA DE
METAL
4.1.1. PÉRDIDA DE METAL EXTERNAS
Se reportan 674 indicaciones de pérdidas de metal externa. Las indicaciones
de pérdida de metal externas se resumen como sigue:
La figura 4.1.1 muestra las indicaciones de pérdida de metal externas en
función de la distancia, se puede ver que hay 3 indicaciones con profundidad
reportada del 80% en las distancias odométricas 6+950.2, 80+452.5 y
85+014.9 lo que constituye una condición de excavación inmediata en los 3
casos.
La anomalía externa es más severa detectada se encuentra en la distancia
odométrica 68+351.5 m, tiene una profundidad reportada de 72%, su
longitud es de 63 mm y su ancho es de 82 mm. El factor estimado de
reparación (MAPO/PS) es de 1.053 y su presión segura de acuerdo con
ASME B31G modificado es 1.412 psi.
En la figura 4.1.1 se observan algunas zonas con una acumulación puntual
de indicaciones.
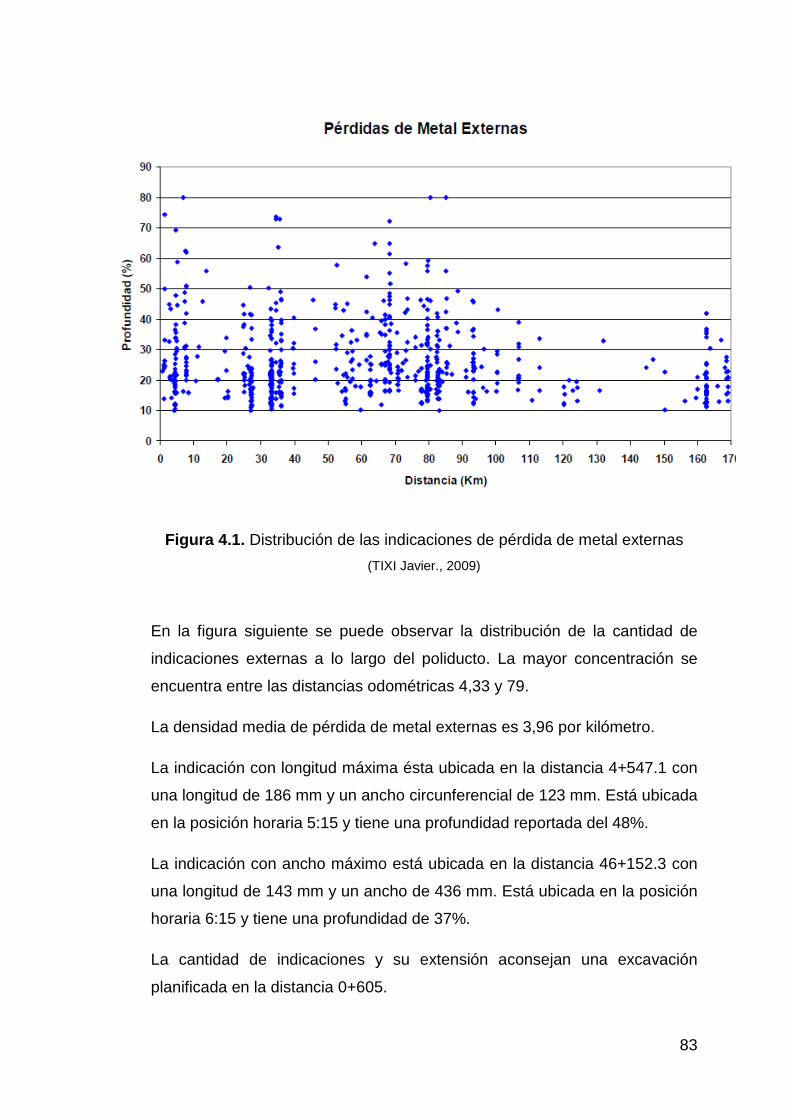
83
Figura 4.1. Distribución de las indicaciones de pérdida de metal externas
(TIXI Javier., 2009)
En la figura siguiente se puede observar la distribución de la cantidad de
indicaciones externas a lo largo del poliducto. La mayor concentración se
encuentra entre las distancias odométricas 4,33 y 79.
La densidad media de pérdida de metal externas es 3,96 por kilómetro.
La indicación con longitud máxima ésta ubicada en la distancia 4+547.1 con
una longitud de 186 mm y un ancho circunferencial de 123 mm. Está ubicada
en la posición horaria 5:15 y tiene una profundidad reportada del 48%.
La indicación con ancho máximo está ubicada en la distancia 46+152.3 con
una longitud de 143 mm y un ancho de 436 mm. Está ubicada en la posición
horaria 6:15 y tiene una profundidad de 37%.
La cantidad de indicaciones y su extensión aconsejan una excavación
planificada en la distancia 0+605.

84
Figura 4.2. Distribución de las indicaciones de pérdida de metal externas
(TIXI Javier., 2009)
En la figura siguiente se observa la distribución de las indicaciones externas
en función de su factor estimado de reparación a todo lo largo del poliducto,
para la presión máxima de operación de 1487 psi.
Se observa una indicación con factor estimado reparación mayor que 1 por
lo que a la presión máxima de operación amerita una reparación inmediata.

85
Figura 4.3. Distribución de las indicaciones de pérdida de metal externas y
FER.
(TIXI Javier., 2009)
En la figura siguiente muestra la distribución circunferencial de las
indicaciones de pérdida de metal externas. Se observa que las indicaciones
están distribuidas en forma aleatoria en toda la circunferencia externa de la
tubería.
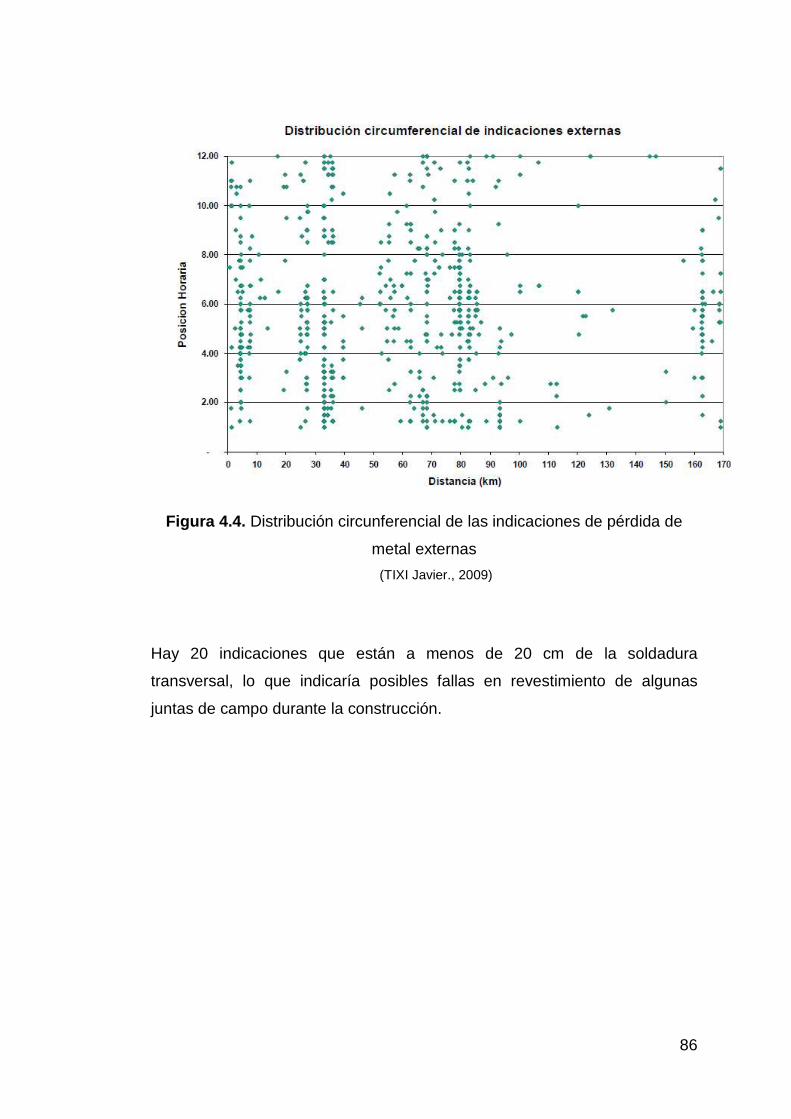
86
Figura 4.4. Distribución circunferencial de las indicaciones de pérdida de
metal externas
(TIXI Javier., 2009)
Hay 20 indicaciones que están a menos de 20 cm de la soldadura
transversal, lo que indicaría posibles fallas en revestimiento de algunas
juntas de campo durante la construcción.
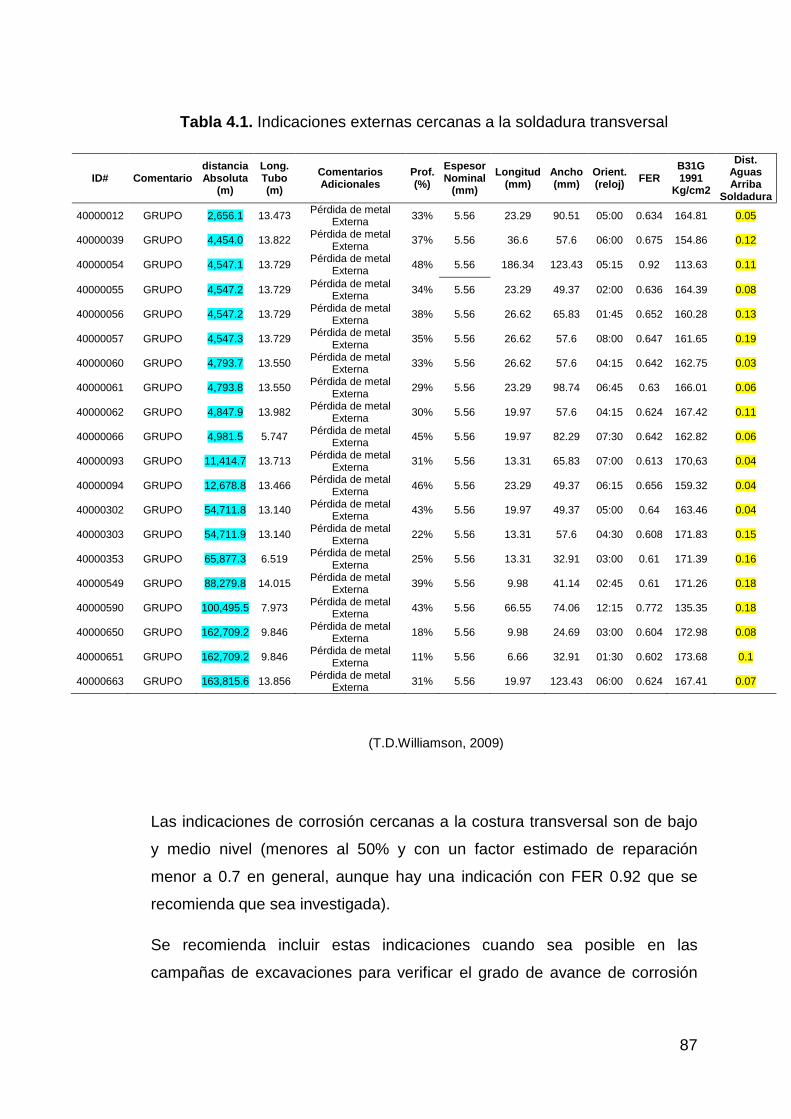
87
Tabla 4.1. Indicaciones externas cercanas a la soldadura transversal
ID# Comentario distancia Absoluta
(m)
Long. Tubo (m)
Comentarios Adicionales
Prof. (%)
Espesor Nominal
(mm)
Longitud (mm)
Ancho (mm)
Orient. (reloj) FER
B31G 1991
Kg/cm2
Dist . Aguas Arriba
Soldadura
40000012 GRUPO 2,656.1 13.473 Pérdida de metal Externa 33% 5.56 23.29 90.51 05:00 0.634 164.81 0.05
40000039 GRUPO 4,454.0 13.822 Pérdida de metal Externa
37% 5.56 36.6 57.6 06:00 0.675 154.86 0.12
40000054 GRUPO 4,547.1 13.729 Pérdida de metal
Externa 48% 5.56 186.34 123.43 05:15 0.92 113.63 0.11
40000055 GRUPO 4,547.2 13.729 Pérdida de metal Externa 34% 5.56 23.29 49.37 02:00 0.636 164.39 0.08
40000056 GRUPO 4,547.2 13.729 Pérdida de metal Externa
38% 5.56 26.62 65.83 01:45 0.652 160.28 0.13
40000057 GRUPO 4,547.3 13.729 Pérdida de metal
Externa 35% 5.56 26.62 57.6 08:00 0.647 161.65 0.19
40000060 GRUPO 4,793.7 13.550 Pérdida de metal Externa 33% 5.56 26.62 57.6 04:15 0.642 162.75 0.03
40000061 GRUPO 4,793.8 13.550 Pérdida de metal Externa
29% 5.56 23.29 98.74 06:45 0.63 166.01 0.06
40000062 GRUPO 4,847.9 13.982 Pérdida de metal
Externa 30% 5.56 19.97 57.6 04:15 0.624 167.42 0.11
40000066 GRUPO 4,981.5 5.747 Pérdida de metal Externa 45% 5.56 19.97 82.29 07:30 0.642 162.82 0.06
40000093 GRUPO 11,414.7 13.713 Pérdida de metal Externa
31% 5.56 13.31 65.83 07:00 0.613 170,63 0.04
40000094 GRUPO 12,678.8 13.466 Pérdida de metal
Externa 46% 5.56 23.29 49.37 06:15 0.656 159.32 0.04
40000302 GRUPO 54,711.8 13.140 Pérdida de metal Externa 43% 5.56 19.97 49.37 05:00 0.64 163.46 0.04
40000303 GRUPO 54,711.9 13.140 Pérdida de metal Externa
22% 5.56 13.31 57.6 04:30 0.608 171.83 0.15
40000353 GRUPO 65,877.3 6.519 Pérdida de metal
Externa 25% 5.56 13.31 32.91 03:00 0.61 171.39 0.16
40000549 GRUPO 88,279.8 14.015 Pérdida de metal Externa 39% 5.56 9.98 41.14 02:45 0.61 171.26 0.18
40000590 GRUPO 100,495.5 7.973 Pérdida de metal Externa 43% 5.56 66.55 74.06 12:15 0.772 135.35 0.18
40000650 GRUPO 162,709.2 9.846 Pérdida de metal Externa
18% 5.56 9.98 24.69 03:00 0.604 172.98 0.08
40000651 GRUPO 162,709.2 9.846 Pérdida de metal
Externa 11% 5.56 6.66 32.91 01:30 0.602 173.68 0.1
40000663 GRUPO 163,815.6 13.856 Pérdida de metal Externa 31% 5.56 19.97 123.43 06:00 0.624 167.41 0.07
(T.D.Williamson, 2009)
Las indicaciones de corrosión cercanas a la costura transversal son de bajo
y medio nivel (menores al 50% y con un factor estimado de reparación
menor a 0.7 en general, aunque hay una indicación con FER 0.92 que se
recomienda que sea investigada).
Se recomienda incluir estas indicaciones cuando sea posible en las
campañas de excavaciones para verificar el grado de avance de corrosión

88
externa sobre las costuras transversales, reparar los efectos críticos y
mejorar las instalaciones. Ver Tabla 4.1.1.
4.1.2. PÉRDIDAS DE METAL INTERNAS
Se reportan 11 indicaciones de pérdida de metal internas y pueden ser
resumidas como sigue:
La figura siguiente muestra que no hay indicaciones con profundidades
mayores al 30%.
Figura 4.5. Profundidades de las indicaciones de pérdidas de metal internas
(TIXI Javier., 2009)
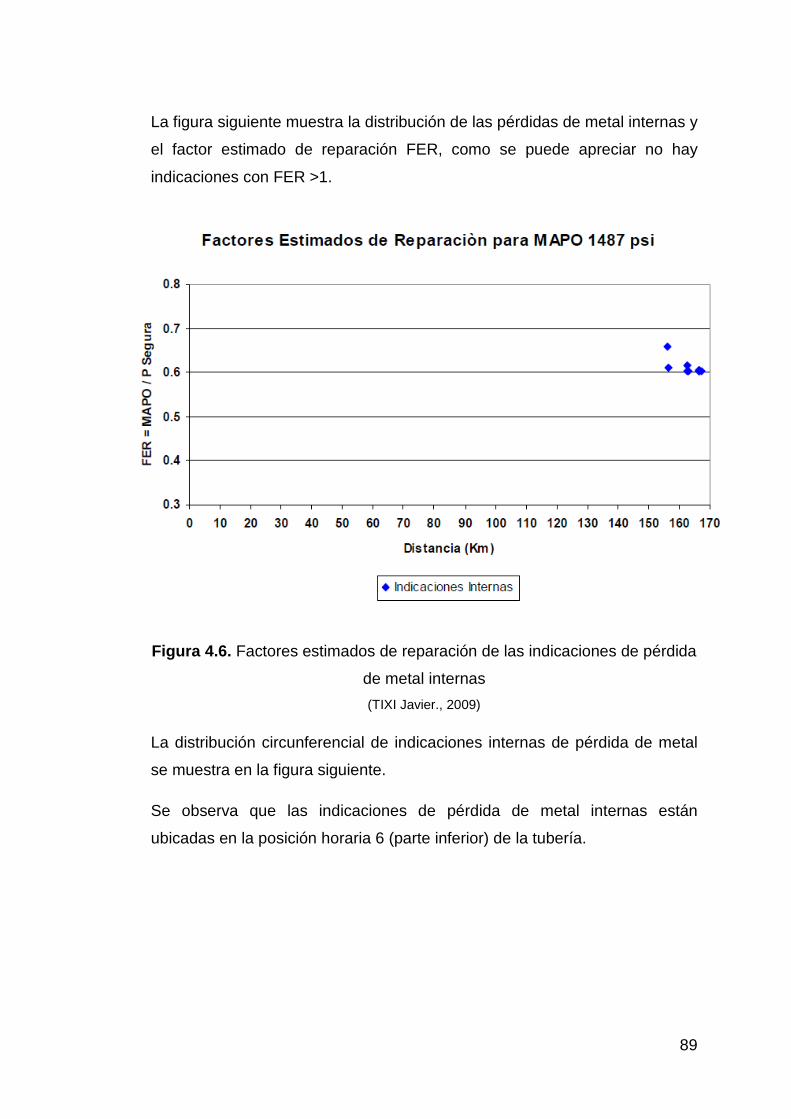
89
La figura siguiente muestra la distribución de las pérdidas de metal internas y
el factor estimado de reparación FER, como se puede apreciar no hay
indicaciones con FER >1.
Figura 4.6. Factores estimados de reparación de las indicaciones de pérdida
de metal internas
(TIXI Javier., 2009)
La distribución circunferencial de indicaciones internas de pérdida de metal
se muestra en la figura siguiente.
Se observa que las indicaciones de pérdida de metal internas están
ubicadas en la posición horaria 6 (parte inferior) de la tubería.
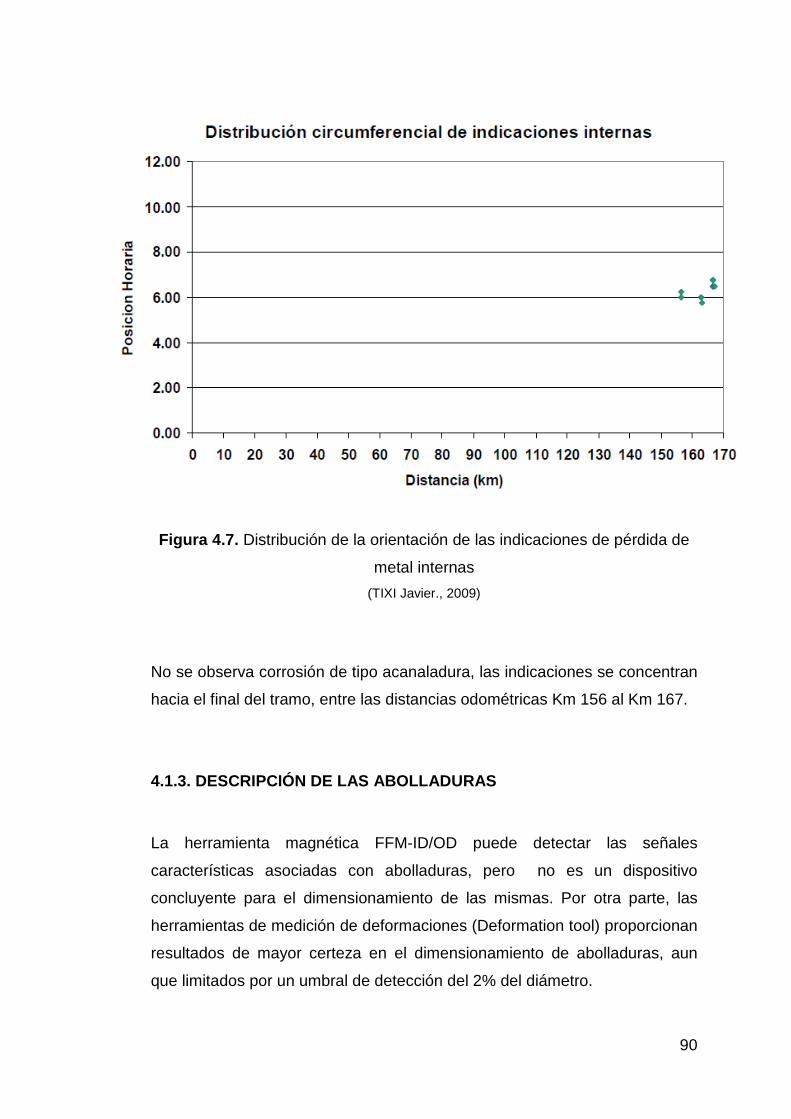
90
Figura 4.7. Distribución de la orientación de las indicaciones de pérdida de
metal internas
(TIXI Javier., 2009)
No se observa corrosión de tipo acanaladura, las indicaciones se concentran
hacia el final del tramo, entre las distancias odométricas Km 156 al Km 167.
4.1.3. DESCRIPCIÓN DE LAS ABOLLADURAS
La herramienta magnética FFM-ID/OD puede detectar las señales
características asociadas con abolladuras, pero no es un dispositivo
concluyente para el dimensionamiento de las mismas. Por otra parte, las
herramientas de medición de deformaciones (Deformation tool) proporcionan
resultados de mayor certeza en el dimensionamiento de abolladuras, aun
que limitados por un umbral de detección del 2% del diámetro.
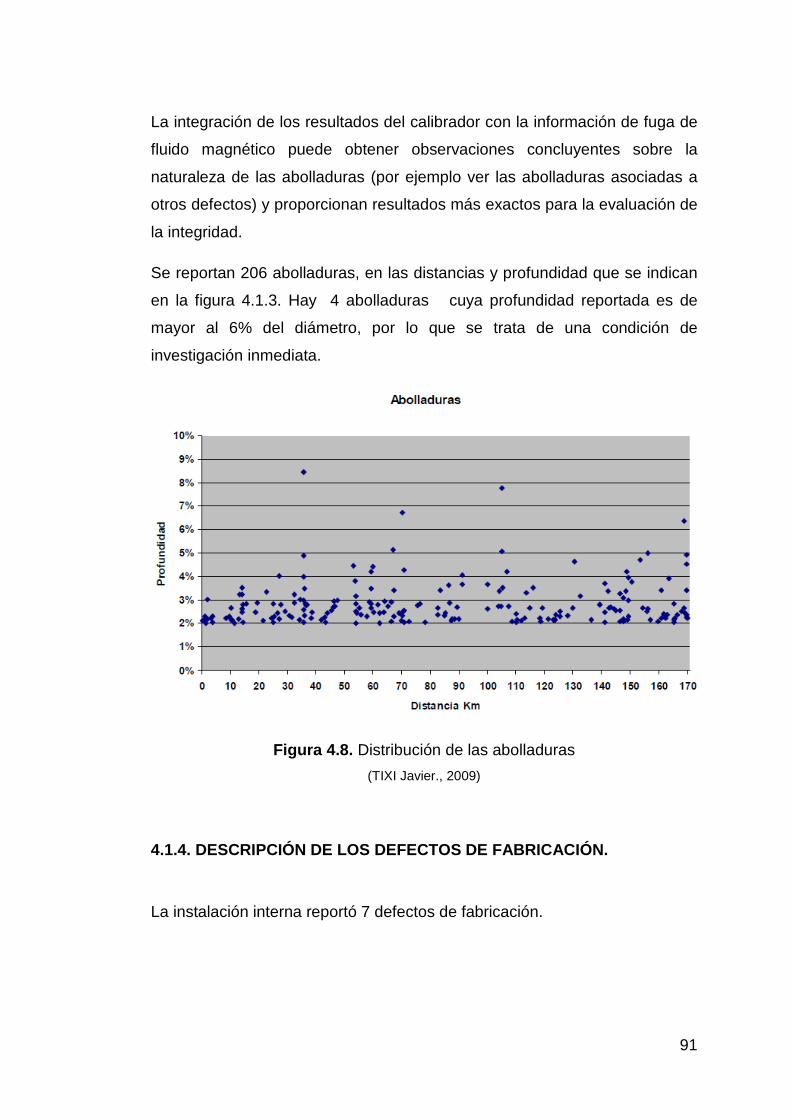
91
La integración de los resultados del calibrador con la información de fuga de
fluido magnético puede obtener observaciones concluyentes sobre la
naturaleza de las abolladuras (por ejemplo ver las abolladuras asociadas a
otros defectos) y proporcionan resultados más exactos para la evaluación de
la integridad.
Se reportan 206 abolladuras, en las distancias y profundidad que se indican
en la figura 4.1.3. Hay 4 abolladuras cuya profundidad reportada es de
mayor al 6% del diámetro, por lo que se trata de una condición de
investigación inmediata.
Figura 4.8. Distribución de las abolladuras
(TIXI Javier., 2009)
4.1.4. DESCRIPCIÓN DE LOS DEFECTOS DE FABRICACIÓN.
La instalación interna reportó 7 defectos de fabricación.
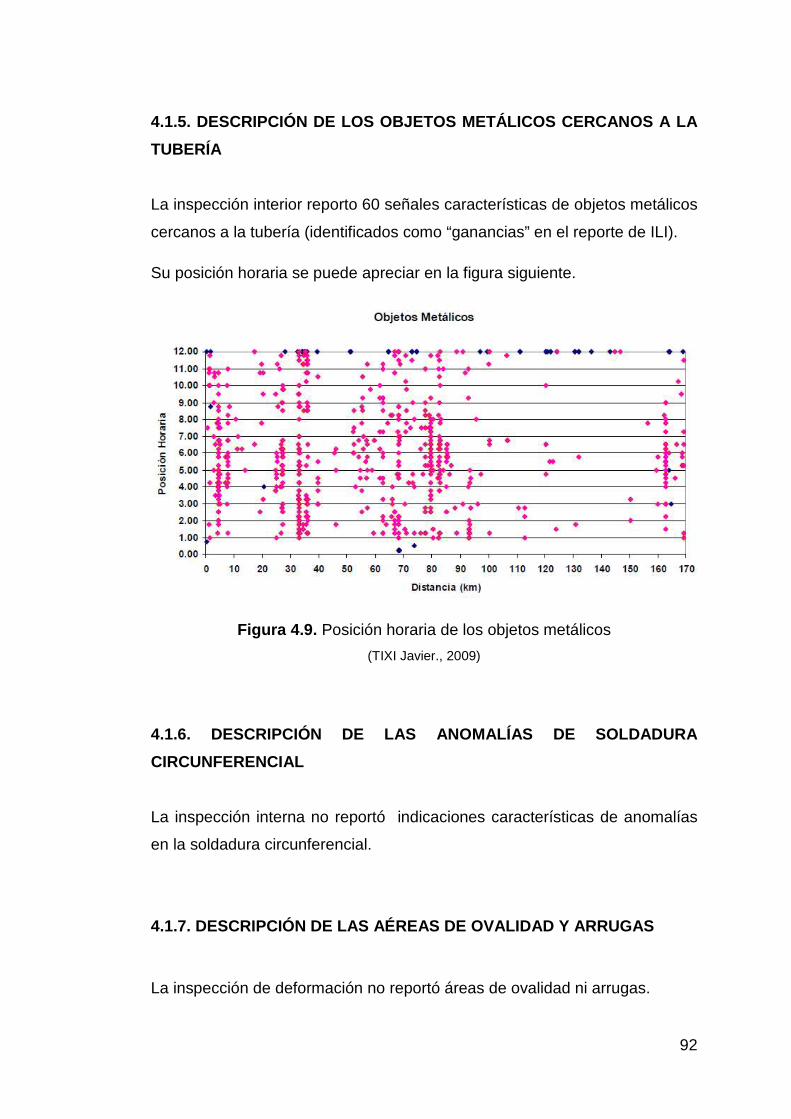
92
4.1.5. DESCRIPCIÓN DE LOS OBJETOS METÁLICOS CERCANO S A LA
TUBERÍA
La inspección interior reporto 60 señales características de objetos metálicos
cercanos a la tubería (identificados como “ganancias” en el reporte de ILI).
Su posición horaria se puede apreciar en la figura siguiente.
Figura 4.9. Posición horaria de los objetos metálicos
(TIXI Javier., 2009)
4.1.6. DESCRIPCIÓN DE LAS ANOMALÍAS DE SOLDADURA
CIRCUNFERENCIAL
La inspección interna no reportó indicaciones características de anomalías
en la soldadura circunferencial.
4.1.7. DESCRIPCIÓN DE LAS AÉREAS DE OVALIDAD Y ARRU GAS
La inspección de deformación no reportó áreas de ovalidad ni arrugas.

93
4.1.8. DESCRIPCIÓN DE LAS REPARACIONES ANTERIORES
Las normativas y prácticas recomendadas al nivel internacional no aceptan
la reparación con parches, recomendando otras formas de reparación como
el reemplazo o la instalación de envolventes metálicas bipartidas completas.
ANSI/ASME B31.4, por ejemplo, especifica que los parches deberían ser
limitados a tamaños de tuberías de 12 ’’de diámetro nominal o más
pequeños y con un grado API 5L X42 o menor.
La razón por la cual los parches no están permitidos para los grados X42 o
mayor se debe al registro de agrietamiento asociado al borde de la
soldadura directa sobre la tubería principal.
En el caso del poliducto Libertad- Manta, con un material API 5L X42, estaría
habilitado para ser reparado mediante parches, aunque no se recomienda
esta práctica.
4.2. IMPORTANCIA DE LAS INDICACIONES DE PÉRDIDA DE
METAL REPORTADAS
Se analiza a continuación la importancia o severidad de las indicaciones de
pérdida de metal en términos de la integridad inmediata del poliducto.
Cabe mencionar que las dimensiones para grupos, o los grupos de
picaduras del informe de inspección interna de la herramienta de fuga de
flujo magnético, se base en una regla de agrupamiento de 6 t x 1”.
4.2.1. MÉTODOS DE EVALUACIÓN UTILIZADOS
Se establece que un método apropiado para evaluar la severidad de las
indicaciones de corrosión en términos de sus dimensiones axiales es el
enfoque del código ASME B31.G Modificado. Este método de evaluación fue
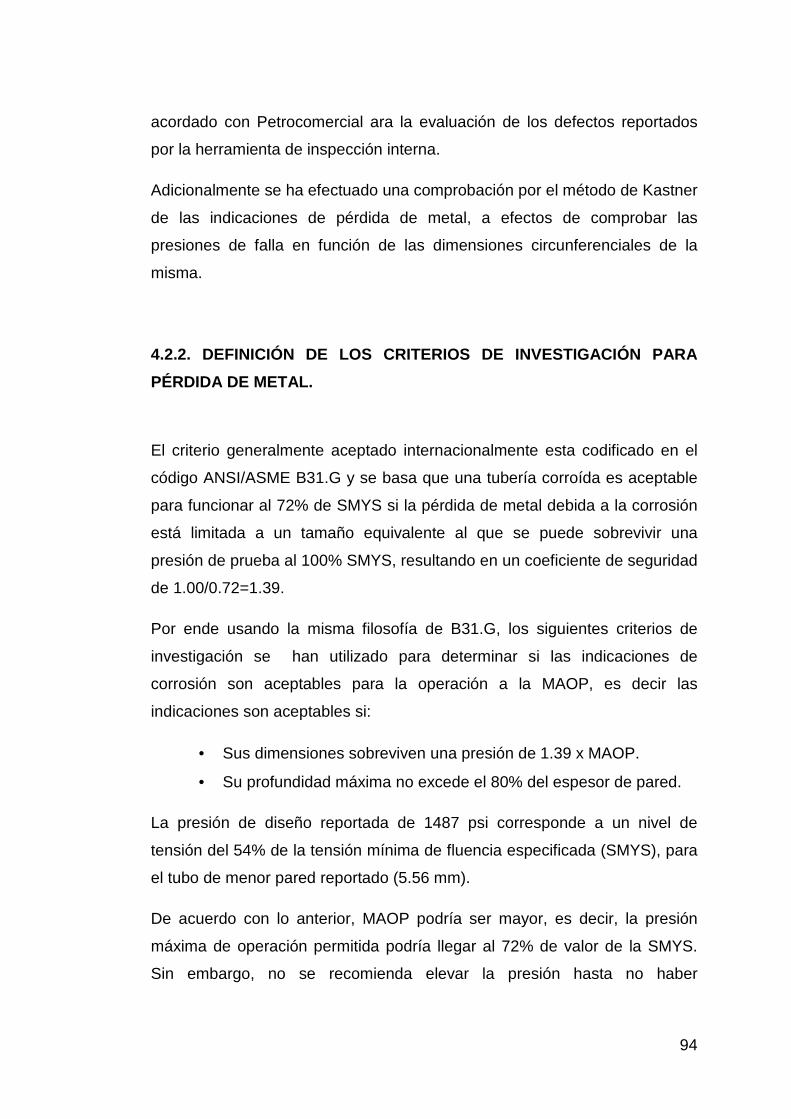
94
acordado con Petrocomercial ara la evaluación de los defectos reportados
por la herramienta de inspección interna.
Adicionalmente se ha efectuado una comprobación por el método de Kastner
de las indicaciones de pérdida de metal, a efectos de comprobar las
presiones de falla en función de las dimensiones circunferenciales de la
misma.
4.2.2. DEFINICIÓN DE LOS CRITERIOS DE INVESTIGACIÓN PARA
PÉRDIDA DE METAL.
El criterio generalmente aceptado internacionalmente esta codificado en el
código ANSI/ASME B31.G y se basa que una tubería corroída es aceptable
para funcionar al 72% de SMYS si la pérdida de metal debida a la corrosión
está limitada a un tamaño equivalente al que se puede sobrevivir una
presión de prueba al 100% SMYS, resultando en un coeficiente de seguridad
de 1.00/0.72=1.39.
Por ende usando la misma filosofía de B31.G, los siguientes criterios de
investigación se han utilizado para determinar si las indicaciones de
corrosión son aceptables para la operación a la MAOP, es decir las
indicaciones son aceptables si:
• Sus dimensiones sobreviven una presión de 1.39 x MAOP.
• Su profundidad máxima no excede el 80% del espesor de pared.
La presión de diseño reportada de 1487 psi corresponde a un nivel de
tensión del 54% de la tensión mínima de fluencia especificada (SMYS), para
el tubo de menor pared reportado (5.56 mm).
De acuerdo con lo anterior, MAOP podría ser mayor, es decir, la presión
máxima de operación permitida podría llegar al 72% de valor de la SMYS.
Sin embargo, no se recomienda elevar la presión hasta no haber
95
comprobado las dimensiones de las indicaciones de pérdida de metal, haber
hecho las reparaciones necesarias y hacer el correspondiente estudio de
uprating.
4.2.3. EVALUACIÓN DE LA PÉRDIDA DE METAL EN FUNCIÓN DE SUS
DIMENSIONES AXIALES
A partir de lo informado por la herramienta de inspección interna y en
función del análisis de integridad inmediata aquí realizado, a la Presión de
Operación se requiere investigar una indicación de pérdida de metal externa,
en función de la presión de falla de grupos de indicaciones.
La gráfica siguiente nos muestra que a la Presión de Operación no hay
defectos que fallen el criterio AMSE B31.G modificado acordado con
Petroecuador.
Sin embargo, hay 5 defectos que por sus dimensiones están en, o cerca de,
la línea de aceptación por lo se recomienda su excavación.
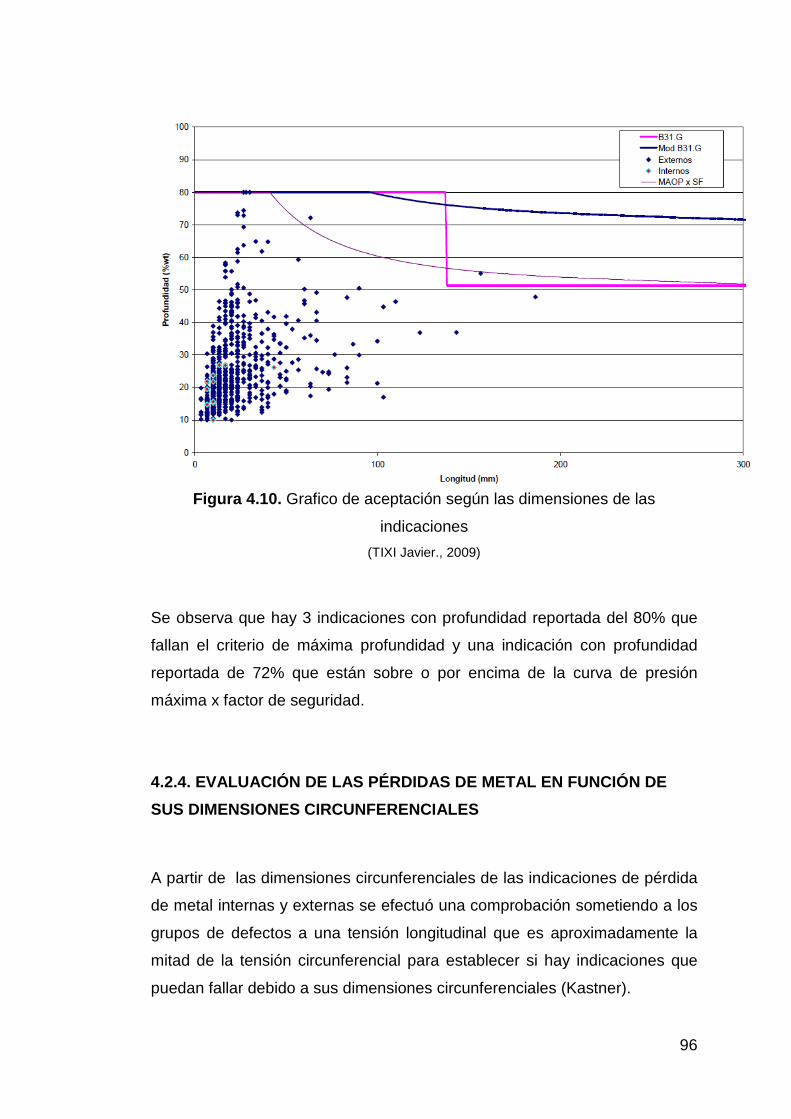
96
Figura 4.10. Grafico de aceptación según las dimensiones de las
indicaciones
(TIXI Javier., 2009)
Se observa que hay 3 indicaciones con profundidad reportada del 80% que
fallan el criterio de máxima profundidad y una indicación con profundidad
reportada de 72% que están sobre o por encima de la curva de presión
máxima x factor de seguridad.
4.2.4. EVALUACIÓN DE LAS PÉRDIDAS DE METAL EN FUNCI ÓN DE
SUS DIMENSIONES CIRCUNFERENCIALES
A partir de las dimensiones circunferenciales de las indicaciones de pérdida
de metal internas y externas se efectuó una comprobación sometiendo a los
grupos de defectos a una tensión longitudinal que es aproximadamente la
mitad de la tensión circunferencial para establecer si hay indicaciones que
puedan fallar debido a sus dimensiones circunferenciales (Kastner).
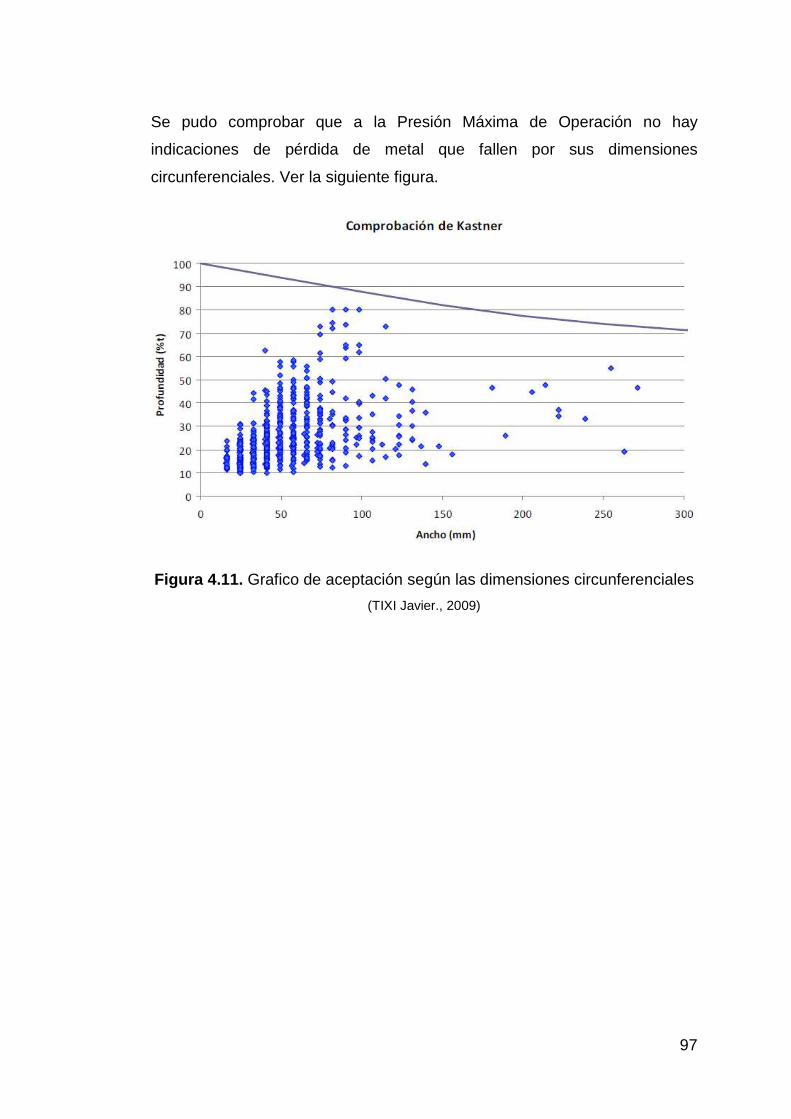
97
Se pudo comprobar que a la Presión Máxima de Operación no hay
indicaciones de pérdida de metal que fallen por sus dimensiones
circunferenciales. Ver la siguiente figura.
Figura 4.11. Grafico de aceptación según las dimensiones circunferenciales
(TIXI Javier., 2009)
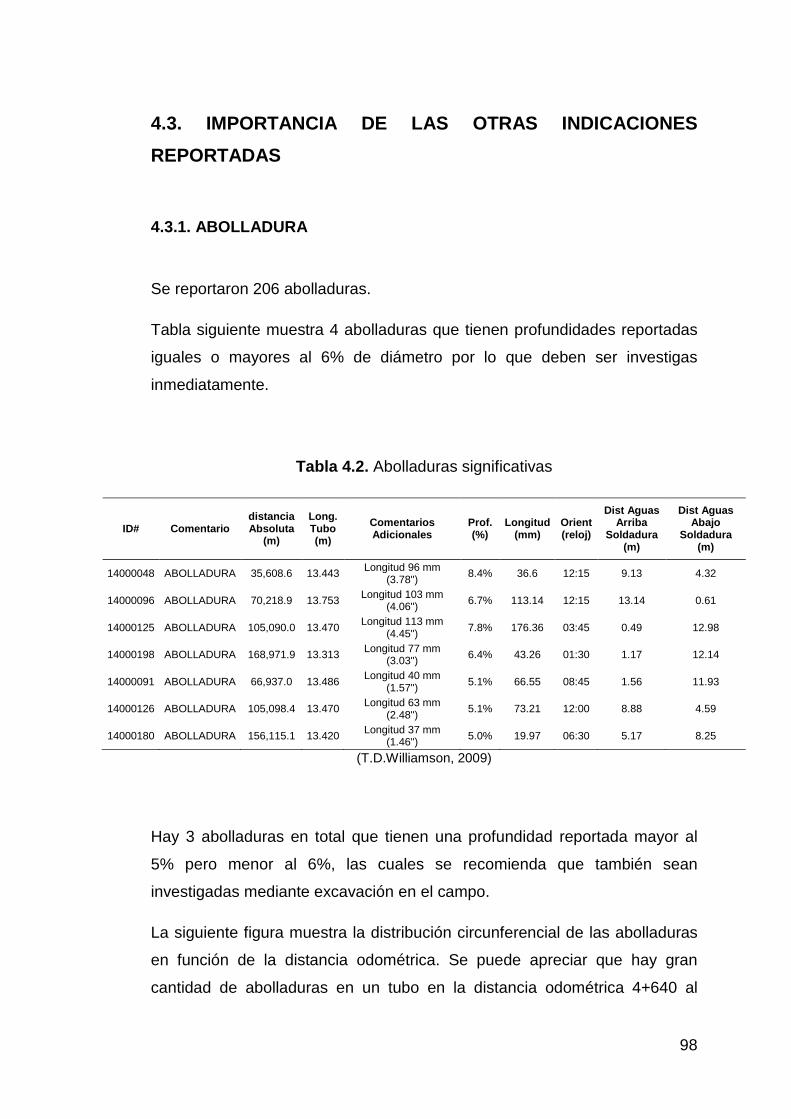
98
4.3. IMPORTANCIA DE LAS OTRAS INDICACIONES
REPORTADAS
4.3.1. ABOLLADURA
Se reportaron 206 abolladuras.
Tabla siguiente muestra 4 abolladuras que tienen profundidades reportadas
iguales o mayores al 6% de diámetro por lo que deben ser investigas
inmediatamente.
Tabla 4.2. Abolladuras significativas
ID# Comentario distancia Absoluta
(m)
Long. Tubo (m)
Comentarios Adicionales
Prof. (%)
Longitud (mm)
Orient (reloj)
Dist Aguas Arriba
Soldadura (m)
Dist Aguas Abajo
Soldadura (m)
14000048 ABOLLADURA 35,608.6 13.443 Longitud 96 mm (3.78")
8.4% 36.6 12:15 9.13 4.32
14000096 ABOLLADURA 70,218.9 13.753 Longitud 103 mm (4.06") 6.7% 113.14 12:15 13.14 0.61
14000125 ABOLLADURA 105,090.0 13.470 Longitud 113 mm
(4.45") 7.8% 176.36 03:45 0.49 12.98
14000198 ABOLLADURA 168,971.9 13.313 Longitud 77 mm (3.03") 6.4% 43.26 01:30 1.17 12.14
14000091 ABOLLADURA 66,937.0 13.486 Longitud 40 mm
(1.57") 5.1% 66.55 08:45 1.56 11.93
14000126 ABOLLADURA 105,098.4 13.470 Longitud 63 mm (2.48")
5.1% 73.21 12:00 8.88 4.59
14000180 ABOLLADURA 156,115.1 13.420 Longitud 37 mm (1.46") 5.0% 19.97 06:30 5.17 8.25
(T.D.Williamson, 2009)
Hay 3 abolladuras en total que tienen una profundidad reportada mayor al
5% pero menor al 6%, las cuales se recomienda que también sean
investigadas mediante excavación en el campo.
La siguiente figura muestra la distribución circunferencial de las abolladuras
en función de la distancia odométrica. Se puede apreciar que hay gran
cantidad de abolladuras en un tubo en la distancia odométrica 4+640 al

99
4+646 entre las 12:00 y las 3:00 horas y se recomienda una investigación
para determinar la extensión real del daño en la tubería y en el
revestimiento.
No hay abolladuras próximas a grupos de indicaciones de pérdida de metal
externas.
En la siguiente figura se listan las abolladuras que se encuentran las
posiciones 8:00 a 4:00, es decir por encima de la tubería, en general, puede
ser originadas por daños de terceros, por lo que se recomienda hacer un
plan de excavación que incluye a dichas abolladuras para investigarlas en
los próximos 5 años.
El resto de las señales de abolladuras está mayormente “debajo” del
poliducto, entre las posiciones 4:00 y 8:00. Se recomienda excavar aquellas
abolladuras que superan el 6% de profundidad, dejando sin investigar las
abolladuras que están en las posiciones desde 4:00 a 8:00, es decir, debajo
de la tubería, ya que no representan un peligro potencial para la integridad.
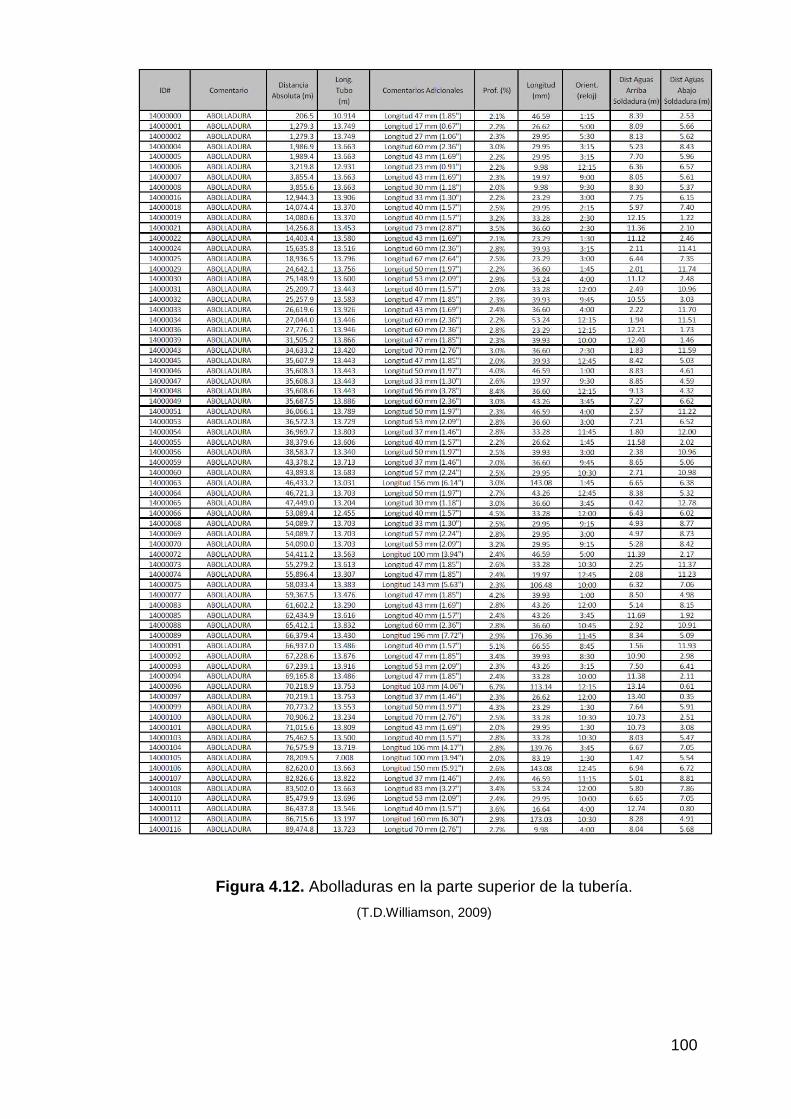
100
Figura 4.12. Abolladuras en la parte superior de la tubería.
(T.D.Williamson, 2009)
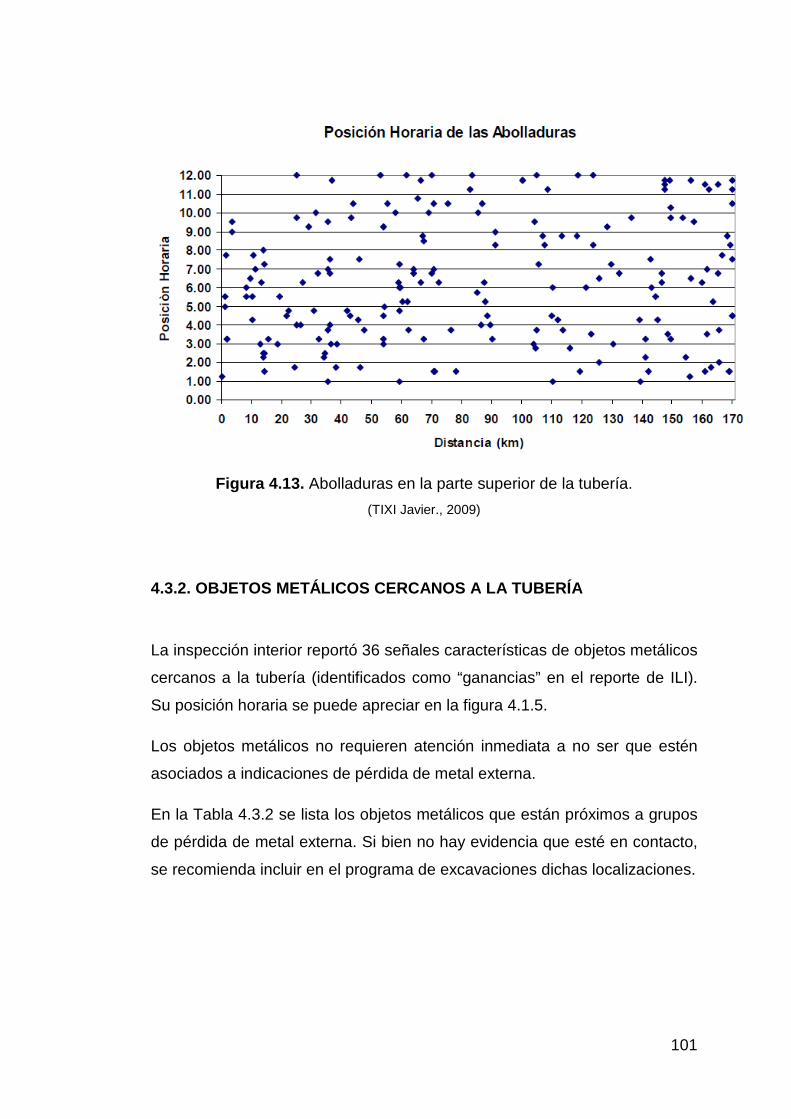
101
Figura 4.13. Abolladuras en la parte superior de la tubería.
(TIXI Javier., 2009)
4.3.2. OBJETOS METÁLICOS CERCANOS A LA TUBERÍA
La inspección interior reportó 36 señales características de objetos metálicos
cercanos a la tubería (identificados como “ganancias” en el reporte de ILI).
Su posición horaria se puede apreciar en la figura 4.1.5.
Los objetos metálicos no requieren atención inmediata a no ser que estén
asociados a indicaciones de pérdida de metal externa.
En la Tabla 4.3.2 se lista los objetos metálicos que están próximos a grupos
de pérdida de metal externa. Si bien no hay evidencia que esté en contacto,
se recomienda incluir en el programa de excavaciones dichas localizaciones.
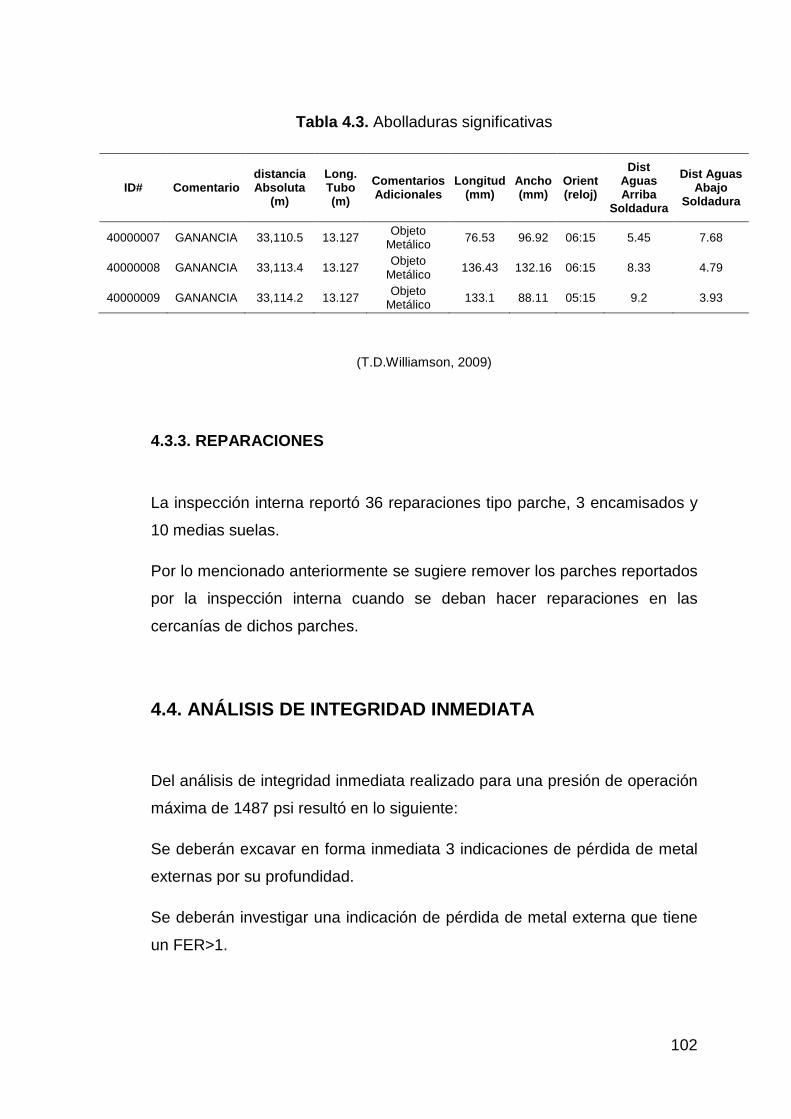
102
Tabla 4.3. Abolladuras significativas
ID# Comentario distancia Absoluta
(m)
Long. Tubo (m)
Comentarios Adicionales
Longitud (mm)
Ancho (mm)
Orient (reloj)
Dist Aguas Arriba
Soldadura
Dist Aguas Abajo
Soldadura
40000007 GANANCIA 33,110.5 13.127 Objeto Metálico 76.53 96.92 06:15 5.45 7.68
40000008 GANANCIA 33,113.4 13.127 Objeto Metálico
136.43 132.16 06:15 8.33 4.79
40000009 GANANCIA 33,114.2 13.127 Objeto Metálico 133.1 88.11 05:15 9.2 3.93
(T.D.Williamson, 2009)
4.3.3. REPARACIONES
La inspección interna reportó 36 reparaciones tipo parche, 3 encamisados y
10 medias suelas.
Por lo mencionado anteriormente se sugiere remover los parches reportados
por la inspección interna cuando se deban hacer reparaciones en las
cercanías de dichos parches.
4.4. ANÁLISIS DE INTEGRIDAD INMEDIATA
Del análisis de integridad inmediata realizado para una presión de operación
máxima de 1487 psi resultó en lo siguiente:
Se deberán excavar en forma inmediata 3 indicaciones de pérdida de metal
externas por su profundidad.
Se deberán investigar una indicación de pérdida de metal externa que tiene
un FER>1.
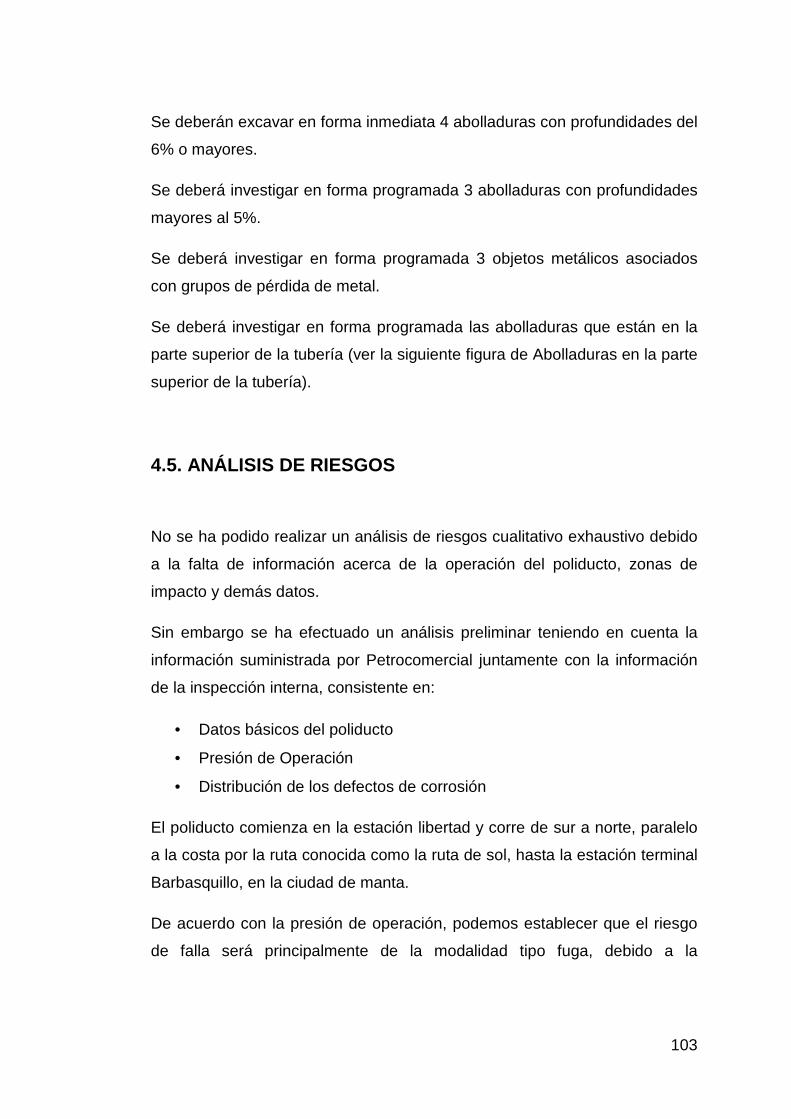
103
Se deberán excavar en forma inmediata 4 abolladuras con profundidades del
6% o mayores.
Se deberá investigar en forma programada 3 abolladuras con profundidades
mayores al 5%.
Se deberá investigar en forma programada 3 objetos metálicos asociados
con grupos de pérdida de metal.
Se deberá investigar en forma programada las abolladuras que están en la
parte superior de la tubería (ver la siguiente figura de Abolladuras en la parte
superior de la tubería).
4.5. ANÁLISIS DE RIESGOS
No se ha podido realizar un análisis de riesgos cualitativo exhaustivo debido
a la falta de información acerca de la operación del poliducto, zonas de
impacto y demás datos.
Sin embargo se ha efectuado un análisis preliminar teniendo en cuenta la
información suministrada por Petrocomercial juntamente con la información
de la inspección interna, consistente en:
• Datos básicos del poliducto
• Presión de Operación
• Distribución de los defectos de corrosión
El poliducto comienza en la estación libertad y corre de sur a norte, paralelo
a la costa por la ruta conocida como la ruta de sol, hasta la estación terminal
Barbasquillo, en la ciudad de manta.
De acuerdo con la presión de operación, podemos establecer que el riesgo
de falla será principalmente de la modalidad tipo fuga, debido a la
104
profundidad de las indicaciones de pérdida de metal y al nivel de tensión
operativa cercano al 54% SMYS en la descargada en la Estación Libertad.
En su recorrido el poliducto atraviesa zonas cercanas a la costa con nula o
escasa población en la mayor parte del recorrido, atravesando las zonas
suburbanas de las poblaciones costeras.
Figura 4.14. Mapa de la zona costera entre Libertad y Manta
(T.D.Williamson, 2009)

105
Figura 4.15. Traza del poliducto Libertad – Manta
(T.D.Williamson, 2009)
Como el recorrido es paralelo a una ruta costera el mayor riesgo lo aportaría
una pérdida que produzca un derrame importante que llegue hasta la ruta
con el consiguiente peligro para las personas que circulan por allí.
Es importante que el plan de excavaciones comience por los defectos más
profundos (que pueden provocar un derrame) comenzando las
investigaciones desde Libertad hacia Manta, siguiendo el perfil de presión
operativa del poliducto.
106
Es recomendable que se hagan estudios de potenciales paso a paso para
acortar las zonas en que la corrosión externa está activa y poder tomar las
medidas de ajuste del sistema de protección catódica.
4.6. INTEGRIDAD FUTURA EN RELACIÓN AL CRECIMIENTO
DE CORROSIÓN
4.6.1. ESTIMACIÓN DE LAS TASAS DE CRECIMIENTO DE CO RROSIÓN
Se han estimado las tasas de corrosión teniendo en cuenta la vida operativa
del poliducto y se han comprado dichas tasas con las recomendadas por el
código ASME.
4.6.1.1. Corrosión Externa
La corrosión externa ocurre debido a las condiciones del medio ambiente en
el exterior de la tubería (como ser la interacción química natural entre la
superficie exterior de la tubería y el terreno que la rodea). Típicamente, la
superficie exterior de una tubería esta revestida para impedir que el terreno
circundante, u otra condición del medio ambiente, tome contacto con la
superficie del acero, y así impedir el proceso de corrosión. Además, el
proceso de corrosión puede demorarse “eléctricamente” tanto para tuberías
desnudas como para las que están revestidas. El proceso de corrosión
externa puede iniciarse u ocurrir cuando ambas medidas (revestimiento y
protección eléctrica) fallan por alguna razón. El daño del recubrimiento de la
tubería puede ocurrir durante la construcción inicial o puede ser el resultado
de degradación producida por el medio ambiente.
Las Compañías Operadoras de Tuberías usan sistemas de protección
catódica para proteger sus tuberías de la corrosión externa, en caso de que
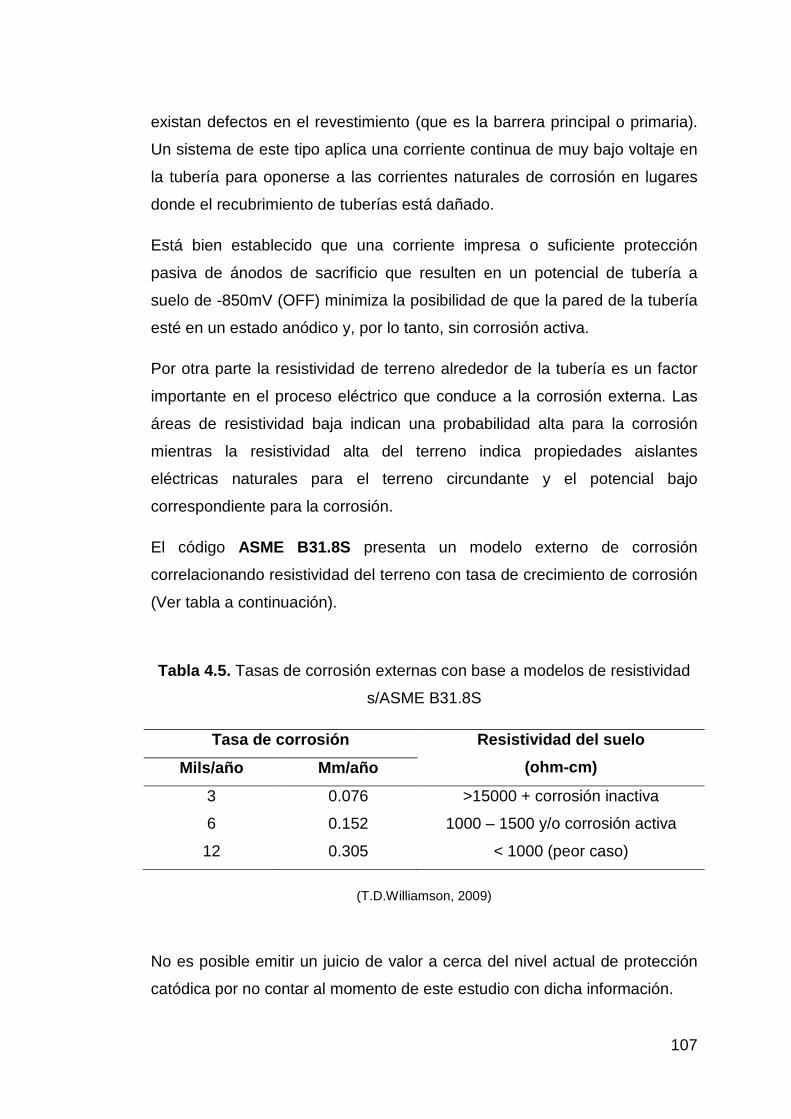
107
existan defectos en el revestimiento (que es la barrera principal o primaria).
Un sistema de este tipo aplica una corriente continua de muy bajo voltaje en
la tubería para oponerse a las corrientes naturales de corrosión en lugares
donde el recubrimiento de tuberías está dañado.
Está bien establecido que una corriente impresa o suficiente protección
pasiva de ánodos de sacrificio que resulten en un potencial de tubería a
suelo de -850mV (OFF) minimiza la posibilidad de que la pared de la tubería
esté en un estado anódico y, por lo tanto, sin corrosión activa.
Por otra parte la resistividad de terreno alrededor de la tubería es un factor
importante en el proceso eléctrico que conduce a la corrosión externa. Las
áreas de resistividad baja indican una probabilidad alta para la corrosión
mientras la resistividad alta del terreno indica propiedades aislantes
eléctricas naturales para el terreno circundante y el potencial bajo
correspondiente para la corrosión.
El código ASME B31.8S presenta un modelo externo de corrosión
correlacionando resistividad del terreno con tasa de crecimiento de corrosión
(Ver tabla a continuación).
Tabla 4.5. Tasas de corrosión externas con base a modelos de resistividad
s/ASME B31.8S
Tasa de corrosión Resistividad del suelo
(ohm-cm) Mils/año Mm/año
3 0.076 >15000 + corrosión inactiva
6 0.152 1000 – 1500 y/o corrosión activa
12 0.305 < 1000 (peor caso)
(T.D.Williamson, 2009)
No es posible emitir un juicio de valor a cerca del nivel actual de protección
catódica por no contar al momento de este estudio con dicha información.
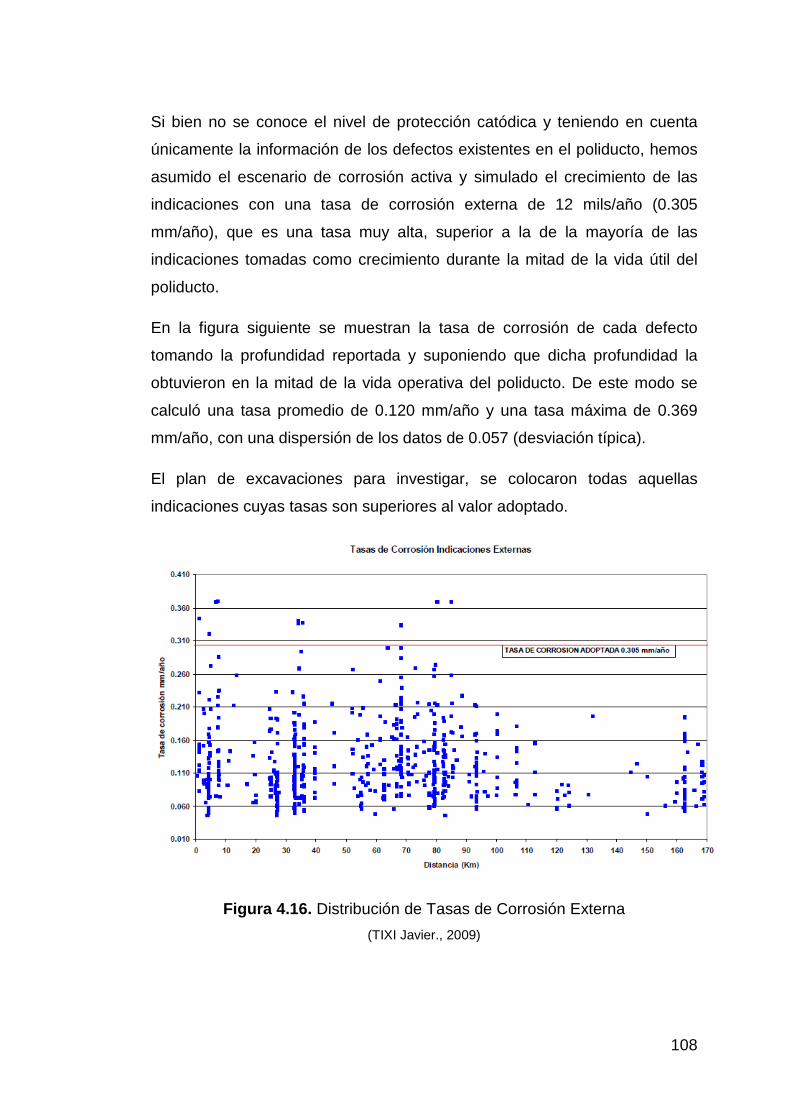
108
Si bien no se conoce el nivel de protección catódica y teniendo en cuenta
únicamente la información de los defectos existentes en el poliducto, hemos
asumido el escenario de corrosión activa y simulado el crecimiento de las
indicaciones con una tasa de corrosión externa de 12 mils/año (0.305
mm/año), que es una tasa muy alta, superior a la de la mayoría de las
indicaciones tomadas como crecimiento durante la mitad de la vida útil del
poliducto.
En la figura siguiente se muestran la tasa de corrosión de cada defecto
tomando la profundidad reportada y suponiendo que dicha profundidad la
obtuvieron en la mitad de la vida operativa del poliducto. De este modo se
calculó una tasa promedio de 0.120 mm/año y una tasa máxima de 0.369
mm/año, con una dispersión de los datos de 0.057 (desviación típica).
El plan de excavaciones para investigar, se colocaron todas aquellas
indicaciones cuyas tasas son superiores al valor adoptado.
Figura 4.16. Distribución de Tasas de Corrosión Externa
(TIXI Javier., 2009)
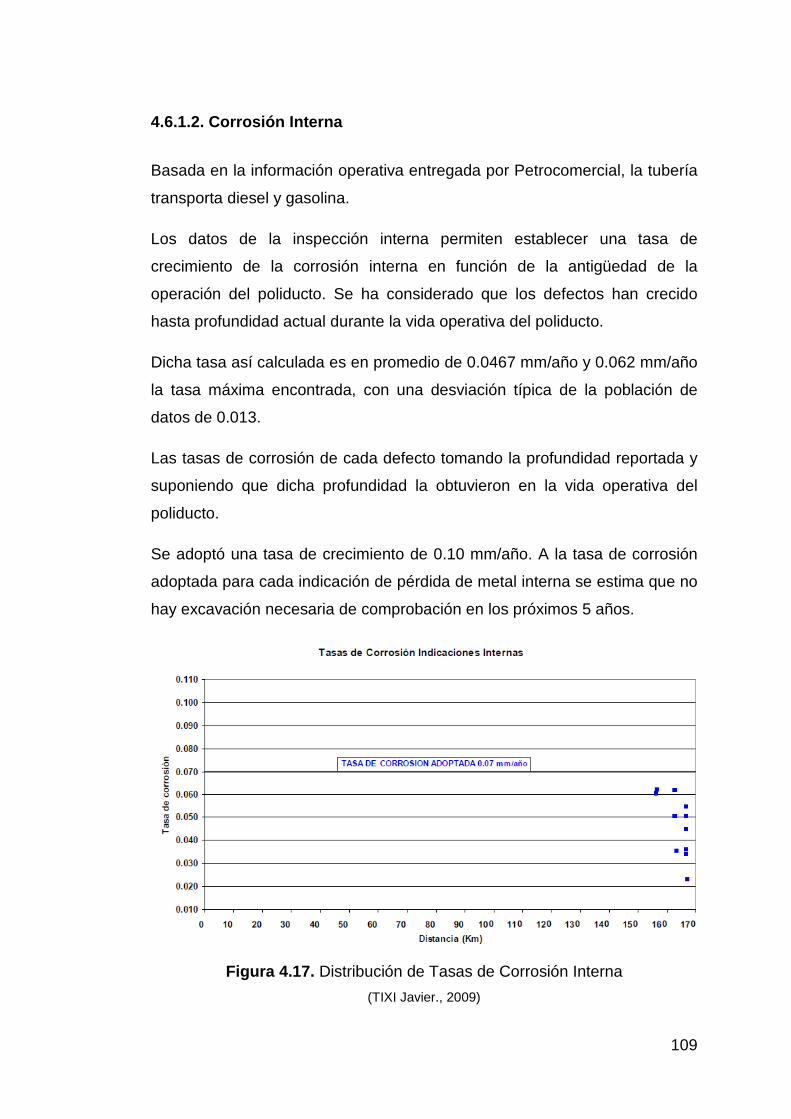
109
4.6.1.2. Corrosión Interna
Basada en la información operativa entregada por Petrocomercial, la tubería
transporta diesel y gasolina.
Los datos de la inspección interna permiten establecer una tasa de
crecimiento de la corrosión interna en función de la antigüedad de la
operación del poliducto. Se ha considerado que los defectos han crecido
hasta profundidad actual durante la vida operativa del poliducto.
Dicha tasa así calculada es en promedio de 0.0467 mm/año y 0.062 mm/año
la tasa máxima encontrada, con una desviación típica de la población de
datos de 0.013.
Las tasas de corrosión de cada defecto tomando la profundidad reportada y
suponiendo que dicha profundidad la obtuvieron en la vida operativa del
poliducto.
Se adoptó una tasa de crecimiento de 0.10 mm/año. A la tasa de corrosión
adoptada para cada indicación de pérdida de metal interna se estima que no
hay excavación necesaria de comprobación en los próximos 5 años.
Figura 4.17. Distribución de Tasas de Corrosión Interna
(TIXI Javier., 2009)
110
4.6.2. PROGRAMA DE INVERSIÓN FUTURA
Se considera dos criterios de reparación para evaluar la importancia de las
indicaciones de pérdida de metal:
• Que las indicaciones son aceptables si sus dimensiones sobre viven a
una presión de MAOP multiplicada por el factor de seguridad
correspondiente y,
• Que la profundidad máxima no excede un 80% espesor de pared.
Utilizando esos criterios, se calculo el número de investigaciones futuras
para una operación segura a la MAOP, para los 5 años siguientes a la
inspección interior.
Con las tasas de corrosión mencionadas más arriba, se requieren
investigaciones/reparaciones de indicaciones de pérdidas de metal externa
para los próximos años, las mismas se han colocado en la tabla 8. (Plan
excavación surgidas).
4.6.3. INCERTIDUMBRE EN LA MEDICIÓN
En el capitulo anterior se analiza el efecto del crecimiento de la corrosión a
partir de las profundidades y longitudes de las indicaciones de pérdida de
metal reportadas por la inspección interior tal cual fueron reportadas por la
misma, es decir sin tener en cuenta su incertidumbre de medición.
El efecto de la incertidumbre de medición de la herramienta de inspección en
línea en la integridad futura es tratado en forma probabilística, prediciendo el
tiempo requerido para que ciertas indicaciones crezcan hasta que un tamaño
que amenazaría la integridad de la tubería y calculando la probabilidad de
que esto ocurra haciendo variar la profundidad y longitud de los defectos
reportados por la herramienta de inspección interior en función de la
especificación de la misma.
111
En el caso de contar con resultados de excavaciones de comparación
realizadas en este tramo de tubería, en los cuales se puedan identificar la
profundidad y longitud medidos en campo de un número estadísticamente
significativo de muestras, se puede calcular la “desviación real” para esta
herramienta de inspección y este tramo; de no ser así, se utiliza la
especificación publicada de la herramienta de inspección interior.
Para los cálculos de este estudio se utilizo una simulación numérica y se
aplicaron las tolerancias publicadas de la herramienta de TDW y las tasas de
crecimiento de la corrosión con los mismos escenarios definidos en 7.1.
Asimismo, se observa en los resultados que el mecanismo de falla por fuga
prevalece por sobre el de ruptura para este tipo de corrosión. Además, y
como generalización, la corrosión producida por bacterias suele generar
pérdida de metal profundas y de muy corta longitud (denominadas “pinholes”
en ingles ) cuya morfología las pone por fuera de las especificaciones
habituales de los sistemas de inspección interior por Pérdida de Flujo
Magnético, haciéndolas difíciles de dimensionar apropiadamente, en
especial si se encuentran rodeadas por corrosión generalizada.
En consecuencia, se recomienda utilizar un esquema de reparación por
profundidades, investigando todas las aéreas de la tuberías que tengan
indicaciones más profundas a 60%t.
Asimismo, se recomienda reparar la tubería por tramos, es decir que a
investigación/ reparación se haga sobre el área total donde hay reportadas
indicaciones de pérdida de metal.
Experiencias anteriores de inspección interna por flujo magnético en tuberías
con características de corrosión similares a la de este tramo de tubería
mostraron fuga cuando se los investigó en campo.
La experiencia indica que estas locaciones son altamente susceptibles a
producir fugas durante las investigaciones de campo, se recomienda tomar
112
más medidas preventivas adecuadas (como la reducción de presión y las
medidas de contención de fugas).
4.6.4. INTERVALO DE RE INSPECCIÓN
De acuerdo con la corrosión analizada en este estudio, se recomienda re-
inspeccionar con herramienta instrumentada de flujo magnético dentro de 5
años, vale decir, en 2014.
Esto permitirá recalcular tasas de corrosión para el periodo 2009-2014 y
ajustar el programa de investigación de las indicaciones en el campo.
4.6.5. LISTADO DE INDICACIONES A INVESTIGAR EN LOS PRÓXIMOS
5 AÑOS
A las tasas de corrosión estimadas para este estudio se ha calculado la vida
remanente de las indicaciones de pérdida de metal interna y externa. Los
resultados se muestran en la figura siguiente.
La figura siguiente, nos muestra las indicaciones externas a reparar para
extender la vida del ducto por 5 años.
Las indicaciones de pérdida de metal externa destacadas en color son
condiciones de investigación inmediata a la actual presión de operación, el
resto de las indicaciones tienen una fecha límite estimada en función de la
tasa de crecimiento de la corrosión, ubicada en la última columna de la figura
siguiente.

113
Figura 4.18. Reparaciones para aumentar la vida útil a 5 años.
(T.D.Williamson, 2009)
Figura 4.19. Vida remanente de Indicaciones Internas y Externas
(TIXI Javier., 2009)
114
4.7. PLAN DE REHABILITACIÓN A 5 AÑOS QUE PERMITA
OPERAR CON SEGURIDAD
La Presión de Operación informada por Petrocomercial es de 1487 psi. A
dicha presión hay una sola indicación que falla el criterio ASME B31.G
modificado.
Además, hay defectos con profundidad reportada del 80% y algunos
defectos que por las tasas de corrosión estimada en este estudio pudieran
fallar por profundidad, por lo tanto se deben:
• Reparar todas las indicaciones de pérdida de metal externas.
• Efectuar una campaña de excavaciones para remover otras
indicaciones cercanas a las indicaciones de la figura 4.6.5 e investigar
las abolladuras que se encuentran en la parte superior de la tubería.
• Reparar las abolladuras que tengan profundidad mayor al 5% del
diámetro y que se listan en la figura 4.3.1.
El plan de excavaciones se ha elaborado teniendo en cuenta los factores de
reparación de cada defecto, la profundidad y la tasa de corrosión,
adicionalmente se han incluido defectos que por su longitud o ancho
circunferencial representan aéreas de corrosión generalizada que deben ser
investigadas en forma programada. Se indica asimismo la fecha límite para
efectuar dichas excavaciones de investigación de indicaciones de pérdida de
metal.
4.8. ACCIONES DE REHABILITACIÓN ADICIONALES
Como la tecnología de inspección interna maneja tolerancias y las tasas de
corrosión tienen incertidumbre, para efectos de gerenciar la integridad futura
del poliducto se ha efectuado una simulación del crecimiento de los defectos,
calculando la probabilidad que fallen dentro del intervalo de confianza
115
estadístico, resultando en un tiempo de intervalo de 5 años sin necesidad de
reparaciones adicionales a las recomendadas de los datos de la figura 4.6.5.
Siempre que las investigaciones de validación prueben encontrarse dentro
de las tolerancias de las medidas informadas por la herramienta, se puede
establecer un intervalo de re-inspección que no exceda los 5 años (2014).
La validación de la capacidad de dimensionamiento de la herramienta de
inspección interna es importante para la integridad futura de la tubería.
El Estándar de Calificación de Sistemas de Inspecciones en Línea API 1163,
establece requisitos para el muestreo de los resultados de inspecciones con
herramienta en línea, con el objeto de determinar si la herramienta cumple
con el desempeño especificado.
Se recomienda que en las mediciones de evaluación directa en campo, se
obtengan los datos específicos para cualquier pérdida de metal que esté
accesible durante las actividades de mantenimiento, usando las
recomendaciones de API 1163.
Resumen de Estudio de Integridad Poliducto Libertad – Manta 6” x 170
km
En cumplimiento de las obligaciones asumidas entre Petrocomercial y
Petroenergy en representación de T.D.Williamson Latinoamericana SA de
CV (TDW) se presenta el siguiente reporte con los resultados del estudio de
integridad de la sección de poliducto entre Libertad y Manta, de 170,6 Km de
longitud aproximadamente.
El poliducto de 6” de diámetro fue construido en 1985 e inspeccionado por
TDW en Mayo de 2009, mediante una herramienta de fuga de flujo
magnético. El presente estudio se basa en los hallazgos de la inspección
interna conjuntamente con información adicional, referida al mantenimiento y
operación del sistema, entregada por Petrocomercial.
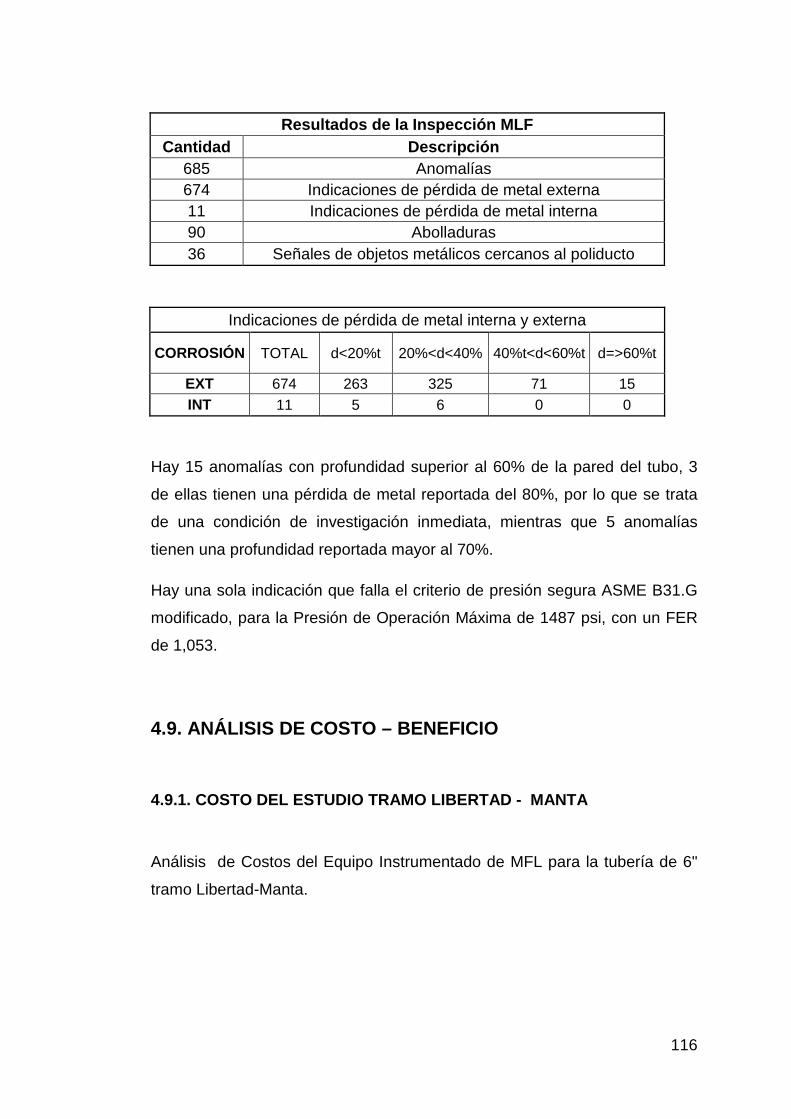
116
Resultados de la Inspección MLF Cantidad Descripción
685 Anomalías 674 Indicaciones de pérdida de metal externa 11 Indicaciones de pérdida de metal interna 90 Abolladuras 36 Señales de objetos metálicos cercanos al poliducto
Indicaciones de pérdida de metal interna y externa
CORROSIÓN TOTAL d<20%t 20%<d<40% 40%t<d<60%t d=>60%t
EXT 674 263 325 71 15 INT 11 5 6 0 0
Hay 15 anomalías con profundidad superior al 60% de la pared del tubo, 3
de ellas tienen una pérdida de metal reportada del 80%, por lo que se trata
de una condición de investigación inmediata, mientras que 5 anomalías
tienen una profundidad reportada mayor al 70%.
Hay una sola indicación que falla el criterio de presión segura ASME B31.G
modificado, para la Presión de Operación Máxima de 1487 psi, con un FER
de 1,053.
4.9. ANÁLISIS DE COSTO – BENEFICIO
4.9.1. COSTO DEL ESTUDIO TRAMO LIBERTAD - MANTA
Análisis de Costos del Equipo Instrumentado de MFL para la tubería de 6"
tramo Libertad-Manta.

117
Tabla 4.6. Costo de la inspección de la tubería tramo libertad-manta
CONCEPTO CANT. P.U M.N P.U U.S.D
Mano de Obra
Ing. Mecánico – Electrónico 1 $ 987.43 $ 987.43
Especialista en Corrida de MFL 1 $ 763.98 $ 763.98
Ayudante general 4 $ 72.45 $ 289.80
SUBTOTAL $ 2,041.21
EQUIPO
Equipo MFL Instrumentado de 6" 1 $ 523.54 $ 523.54 $ 6,932.81 $ 6,932.81
Equipo de Computo 1 $ 76.14 $ 76.14
Software Interpretación de datos "fallas" 1 $ 951.57 $ 951.57
Equipo DUMMY de 6" 1 $ 2,108.61 $ 2,108.61
Camión Grúa - 6 Ton. 1 $ 139.76 $ 139.76
SUBTOTAL $ 739.44 $ 9,992.99
Materiales
Varios 1 $ 603.21 $ 603.21
SUBTOTAL $ 603.21
TOTAL $ 2,780.65 $ 10,596.20
(TIXI Javier., 2009)
El precio Unitario, se establece como una longitud de 3 Kms. Por servicio, lo
cual nos da un valor de $ 4,458.95 dólares por Kilometro de servicio.
En la siguiente tabla se especifica el costo total de la inspección por la
herramienta MFL.
Tabla 4.7. Costo total de la inspección de la tubería tramo libertad-manta
170,644 Kilómetros
Cant. Distancia Precio U. Cant Distancia Precio U . TOTAL
1 Kilometro $ 4,458.95
170 Kilometro $ 4,458.95 $ 758,021.12
1 Metro $ 44.59
644 Metro $ 44.59 $ 28,715.62362
1 Centímetro $ 0.446
COSTO TOTAL $ 786,736.74
(TIXI Javier., 2009)
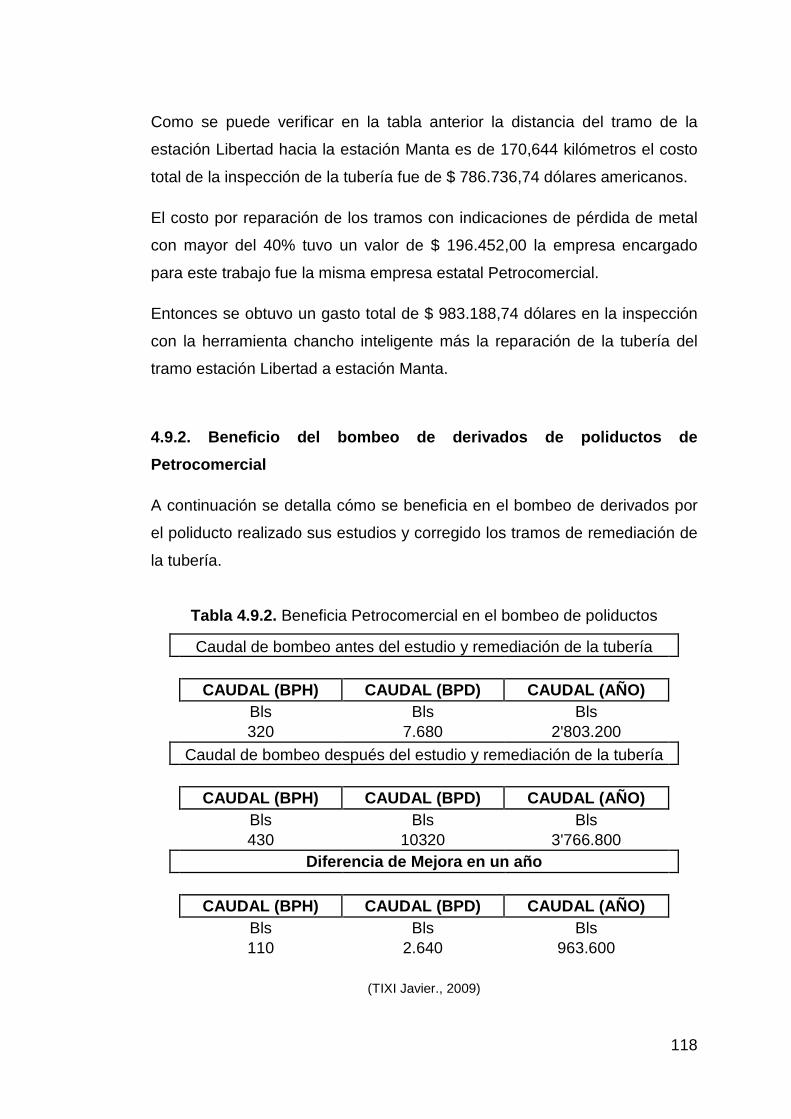
118
Como se puede verificar en la tabla anterior la distancia del tramo de la
estación Libertad hacia la estación Manta es de 170,644 kilómetros el costo
total de la inspección de la tubería fue de $ 786.736,74 dólares americanos.
El costo por reparación de los tramos con indicaciones de pérdida de metal
con mayor del 40% tuvo un valor de $ 196.452,00 la empresa encargado
para este trabajo fue la misma empresa estatal Petrocomercial.
Entonces se obtuvo un gasto total de $ 983.188,74 dólares en la inspección
con la herramienta chancho inteligente más la reparación de la tubería del
tramo estación Libertad a estación Manta.
4.9.2. Beneficio del bombeo de derivados de poliduc tos de
Petrocomercial
A continuación se detalla cómo se beneficia en el bombeo de derivados por
el poliducto realizado sus estudios y corregido los tramos de remediación de
la tubería.
Tabla 4.9.2. Beneficia Petrocomercial en el bombeo de poliductos
Caudal de bombeo antes del estudio y remediación de la tubería
CAUDAL (BPH) CAUDAL (BPD) CAUDAL (AÑO) Bls Bls Bls
320 7.680 2'803.200
Caudal de bombeo después del estudio y remediación de la tubería
CAUDAL (BPH) CAUDAL (BPD) CAUDAL (AÑO) Bls Bls Bls 430 10320 3'766.800
Diferencia de Mejora en un año
CAUDAL (BPH) CAUDAL (BPD) CAUDAL (AÑO)
Bls Bls Bls 110 2.640 963.600
(TIXI Javier., 2009)

119
En los 5 años nos da un total de bombeo de 4'818.000 Bls, la cual se
beneficia la empresa Petrocomercial con respecto al diferencial de bombeo
que tenía en los años anteriores antes de realizar el estudio de la inspección
de la tubería con la herramienta chancho inteligente y su respectiva
reparación de los tramos de indicaciones de pérdida de metal.
Costo por operación limitante de operación
Volumen ganado bombeado al año 963.600 Barriles
GANADO AL AÑO 693.600Bls X $ 0.51 = $ 491.436 dólares
GANADO EN LOS 5 AÑOS 4'818.000 Bls X $0.51 = $ 2'457.180 dólares.
Calculo de la Tasa interna de retorno (TIR)
La TIR es la tasa de descuento (TD) de un proyecto de inversión que permite
que el BNA sea igual a la inversión (VAN igual a 0). La TIR es la máxima TD
que puede tener un proyecto para que sea rentable. Entonces para hallar la
TIR se necesitan:
• Tamaño de inversión.
• Flujo de caja neto proyectado.
Inversión del proyecto total es $ 983,188.74 dólares
AÑO FLUJO NETO TIR
0
INVERSIÓN -$ 983,188.74 41%
1 $ 491,436.00
2 $ 491,436.00
3 $ 491,436.00
4 $ 491,436.00 5 $ 491,436.00
TIR= 41%, el Proyecto es rentable
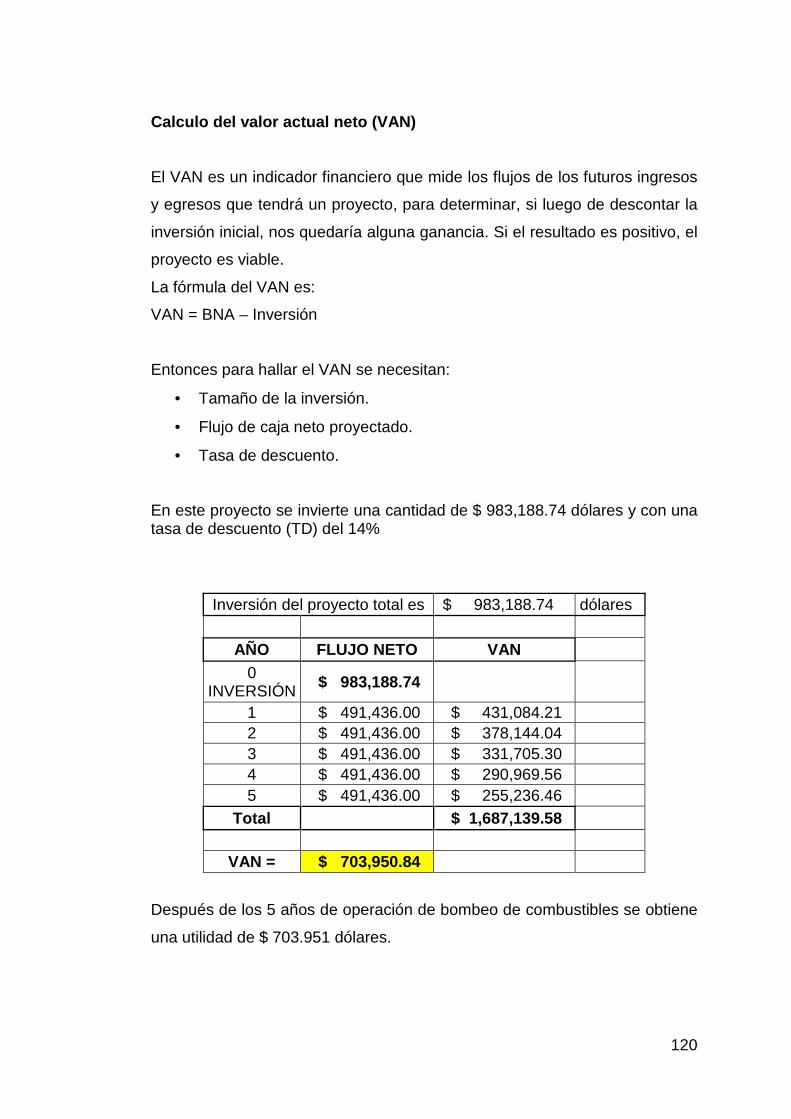
120
Calculo del valor actual neto (VAN)
El VAN es un indicador financiero que mide los flujos de los futuros ingresos
y egresos que tendrá un proyecto, para determinar, si luego de descontar la
inversión inicial, nos quedaría alguna ganancia. Si el resultado es positivo, el
proyecto es viable.
La fórmula del VAN es:
VAN = BNA – Inversión
Entonces para hallar el VAN se necesitan:
• Tamaño de la inversión.
• Flujo de caja neto proyectado.
• Tasa de descuento.
En este proyecto se invierte una cantidad de $ 983,188.74 dólares y con una tasa de descuento (TD) del 14%
Inversión del proyecto total es $ 983,188.74 dólares
AÑO FLUJO NETO VAN
0 INVERSIÓN $ 983,188.74
1 $ 491,436.00 $ 431,084.21 2 $ 491,436.00 $ 378,144.04 3 $ 491,436.00 $ 331,705.30 4 $ 491,436.00 $ 290,969.56 5 $ 491,436.00 $ 255,236.46
Total $ 1,687,139.58
VAN = $ 703,950.84
Después de los 5 años de operación de bombeo de combustibles se obtiene
una utilidad de $ 703.951 dólares.
CONCLUSIONES Y
RECOMENDACIONES
121
CONCLUSIONES Y RECOMENDACIONES
5.1. CONCLUSIONES
Este estudio condujo a las siguientes conclusiones:
• A la presión de operación actual de 1487 psi establecida para el
poliducto, hay un defecto que falla el criterio establecido para
presión segura teniendo en cuenta el factor de seguridad
correspondiente, además ,hay 3 indicaciones de pérdida de metal
externas que tiene una profundidad reportada de 80%.
• La máxima presión de operación permitida (MAOP) reportada de
1487 psi corresponde a un nivel detención del 54% de SMYS para
el tubo de menor pared reportada ( 5,56mm) ,lo que indica que
esta tubería está calificada con una MAOP dentro del límite que
fijan las Normas.
• Las 3 indicaciones de pérdida de metal mencionadas deben ser
investigadas Inmediatamente de igual forma las 11 indicaciones
con profundidad reportada mayor al 60% que están incluidas en el
plan de excavación surgida, con las fechas límite para
investigarlas y las tasas de corrosión interna y externa adoptadas
son conservadoras y algunas indicaciones externas deberán ser
investigadas en los próximos 5 años.
122
5.2. RECOMENDACIONES
Para minimizar los riesgos hacia la integridad de es te tramo de tubería se
recomienda lo siguiente:
• Efectuar las excavaciones de las indicaciones de pérdida de metal
con profundidad reportada mayor al 60%, y en una campaña
programa, reparar las indicaciones con profundidad mayor de
40%.
• Se recomienda reparar los de efectos profundos y aprovechar la
excavación para eliminar defectos adyacentes, de forma tal de
mejorar la instalación a la vez que se baja el riesgo de pérdida de
producto y también deberá realizar la re-inspeccionar con
herramienta instrumentada en el año 2014.
• Como estrategia de reparación usar camisas de soldadas para
evitar las perdidas y cuando hay gran concentración de defectos
cambiar el tubo completo. Petrocomercial debería hacer una
ingeniería de detalle para decidir los casos que ameritan un
reemplazo de tubería, de igual forma se recomienda llevar un
programa regular de limpieza y remoción de impurezas con
polypigs.
123
NOMENCLATURA O GLOSARIO
ANOMALÍA: Cualquier daño mecánico o defecto o condiciones externas que
puedan poner o no en riesgo la integridad del ducto.
ANSI: American National Standard Institute
API: American Petroleum Institute
API 1156: Efectos de Sierra y Rocas Dentadas en Tuberías de Aptitudes
para el Servicio
ASME: Sociedad Estadounidense de Ingenieros Mecánicos
ASME B31.4: Sistema de Tuberías de Transporte para Líquidos
Hidrocarburos y Otros Líquidos
ASME B31.G : Manual para Determinación de Fuerzas Remanentes de
Tuberías Corroídas
ASTM: American Society for Testing and Materials
ABOLLADURA: Depresión en la superficie del tubo
CAMPO MAGNÉTICO: Campo de fuerzas de atracción ferrometálica creado
por magnetos o imanes
CORROSIÓN: Es el proceso de naturaleza electroquímica, por medio del
cual los metales refinados tienden a formar compuestos (óxidos, hidróxidos,
por mencionar algunos) termodinámicamente estables debido a la
interacción con el medio.
DEFECTO: Discontinuidad de magnitud suficiente para ser rechazada por
las normas o especificaciones, o que exceden límites aceptables.
DINAPA: Dirección Nacional de Protección Ambiental
DNH: Dirección Nacional de Hidrocarburos
Dummy: Herramienta de limpieza de dimensiones idénticas al
instrumentado FML que se corre para probar si no existen obstáculos en el
interior de la línea.

124
FER: Factor Estimado de Reparación.
Fuga de flujo magnético: (dispersión de flujo magnético) es el principio
mediante el cual se denomina las discontinuidades superficiales de un tubo y
que se permite establecer la presencia de anomalías por pérdidas de
metálicas internas y externas
IN-LINE INSPECTION (ILI): Técnica de inspección de tuberías que utiliza
herramientas o vehículos instrumentados y que se introducen en las tuberías
o ductos
MLF: Fuga de flujo magnético (Magnetic Flux Leakage)
MOP: Máxima presión de operación
MPO/PS: Máxima Presión de Operación / Presión Segura
NACE: National Association Corrosion Engineers
NACE RP0169: Control de Corrosión Externa en Sistemas de Tubería
Metálica Bajo Tierra o Sumergidas
NPS: Sigla en Inglés del (Nominal Pipe Size) Tamaño Nominal de la Tubería
en pulgadas, de acuerdo con el Código ASME Sección II Parte A
Especificaciones de Materiales Ferrosos Tabla X2.2.
POLI PIG: Herramienta de limpieza de espuma de poliuretano.
PMPO: Presión máxima permisible de operación, es la presión máxima a la
cual se puede operar un ducto que contiene defectos, preservando su
integridad y su factor de seguridad por diseño.
SCADA: Control Supervisado de Adquisición de Datos (Supervisory Control
and Data Acquisition).
SMYS: Tensión mínima de fluencia especificada

125
BIBLIOGRAFÍA GENERAL
• Adopetrol CIA Ltda., (2005), Curso de Integridad y flexibilidad de
ductos.
• API Standard 510. (2006) FOURTEENTH EDITION, JUNE 2006
• ASME B 31.8, (1999), Revisión de ASME B31.8–1995
• ASME/ANSI B31.4, (1998)
• ASME/ANSI B31.8, (1998)
• Baker Hughes presentación. (2003)
• Código ASME, Sección VIII. División 1. Anexo Mandatario 1.
• Corrosion Control in Petroleum Production, (1979), NACE, TPC,
Publication TPC 5.
• Corrpro Tecna Ltda., Evaluación integral de la Integridad de Tuberías
Enterradas.
• Cumbre de la Gerencia de la Tubería, (2005), www.iqpc.com,
Recuperado el 10 de julio de 2012
• Curso de Recipientes a Presión, (2001) ASME Sección VIII.Div.1. Edi.
EPN. Pág. 6
• Dirección nacional de hidrocarburos. Normas, procedimientos y
límites Permisibles.
• Inonik/PetroEnergy, Presentación a OCP, Agosto 2003.
• Integridad de la Tubería, Gis Development
• Jumbo Enríquez Luis, (2005), Maestría en alta gerencia segunda
promoción “sistema de gestión de la integridad mecánica del ducto
esmeraldas-Quito”
• Océano- Centrum, Enciclopedia de la Mecánica, Ingeniería y Técnica,
Editorial Océano, Edición, Pág. 1344
• Padilla Rodrigo, (1990) Manual de Inspeccion técnica, Petroindustrial-
Quito.
126
• Pespen Integrity, (2005), Curso de Integridad en evaluación de
defectos en Líneas de transporte de hidrocarburos.
• Pipeline Integrity Management and Corrosion Control, Junio 2002
• Requisitos Mínimos de Seguridad para diseño, construcción,
operación, mantenimiento e Inspección de tuberías, Petróleos
Mexicanos, noviembre 1979
• Sistema de Gerencia de Integridad de la tubería
• Tapia Ochoa Leonardo Rommel, (1994), Elaboración de
procedimientos de inspección técnica para tanques y líneas de flujo
de la industria petrolera. EPN.
• VILLACRES, Miguel, (2008), Folleto de ultrasonido, Escuela
Politécnica Nacional, Quito.
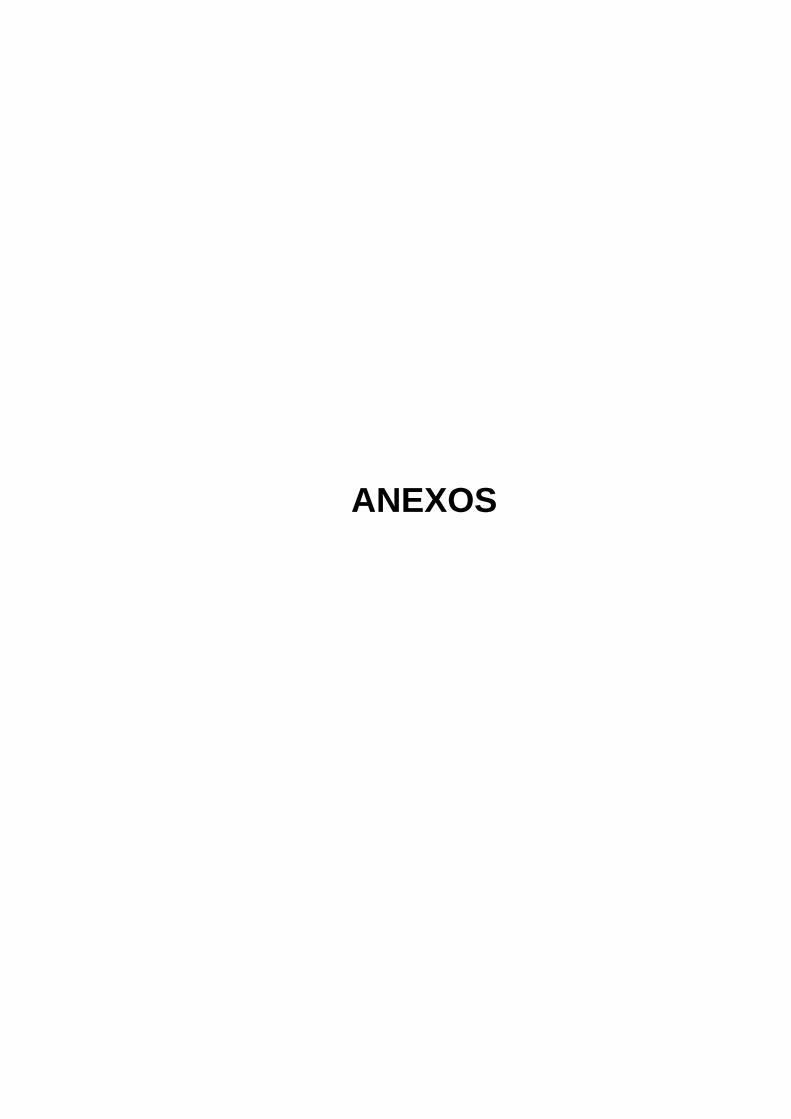
ANEXOS
127
ANEXO 1.
Rascadores para limpieza interna de la tubería
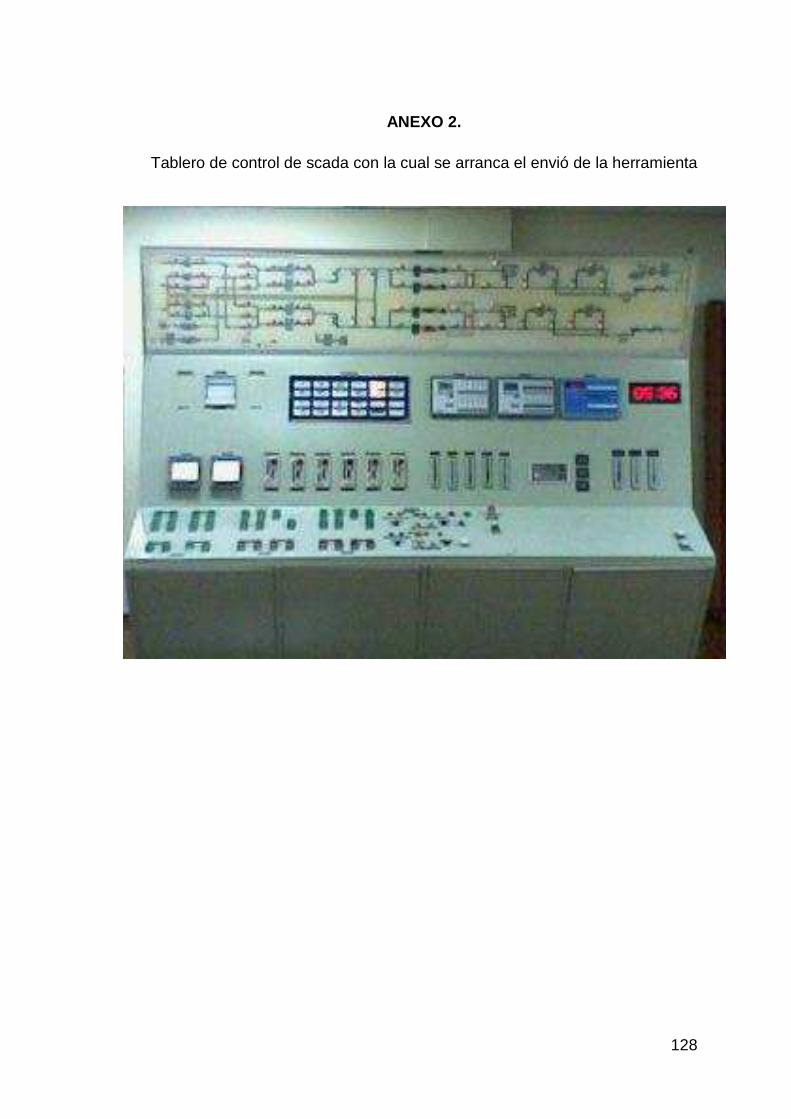
128
ANEXO 2.
Tablero de control de scada con la cual se arranca el envió de la herramienta
129
ANEXO 3.
Esquema básico de un sistema SCADA
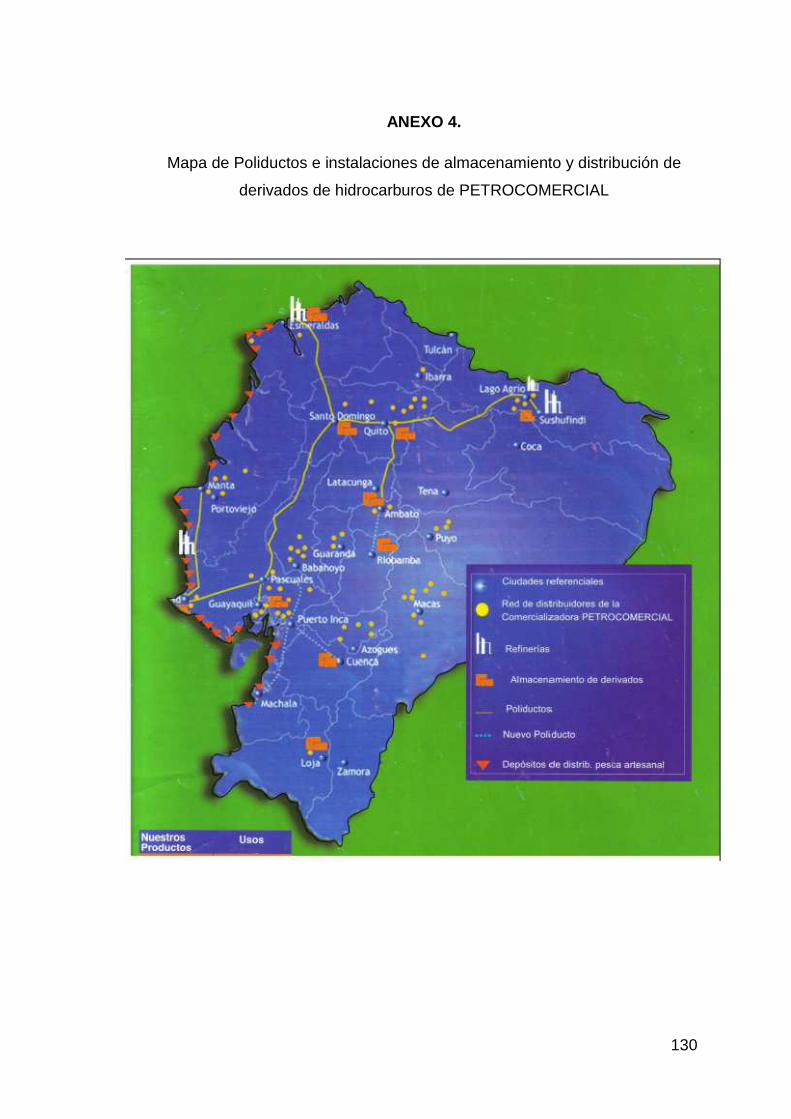
130
ANEXO 4.
Mapa de Poliductos e instalaciones de almacenamiento y distribución de
derivados de hidrocarburos de PETROCOMERCIAL
131
ANEXO 5.
Estación de bombeo cabecera Libertad PETROCOMERCIAL

132
ANEXO 6.
Escombros removidos por la herramienta chancho inteligente
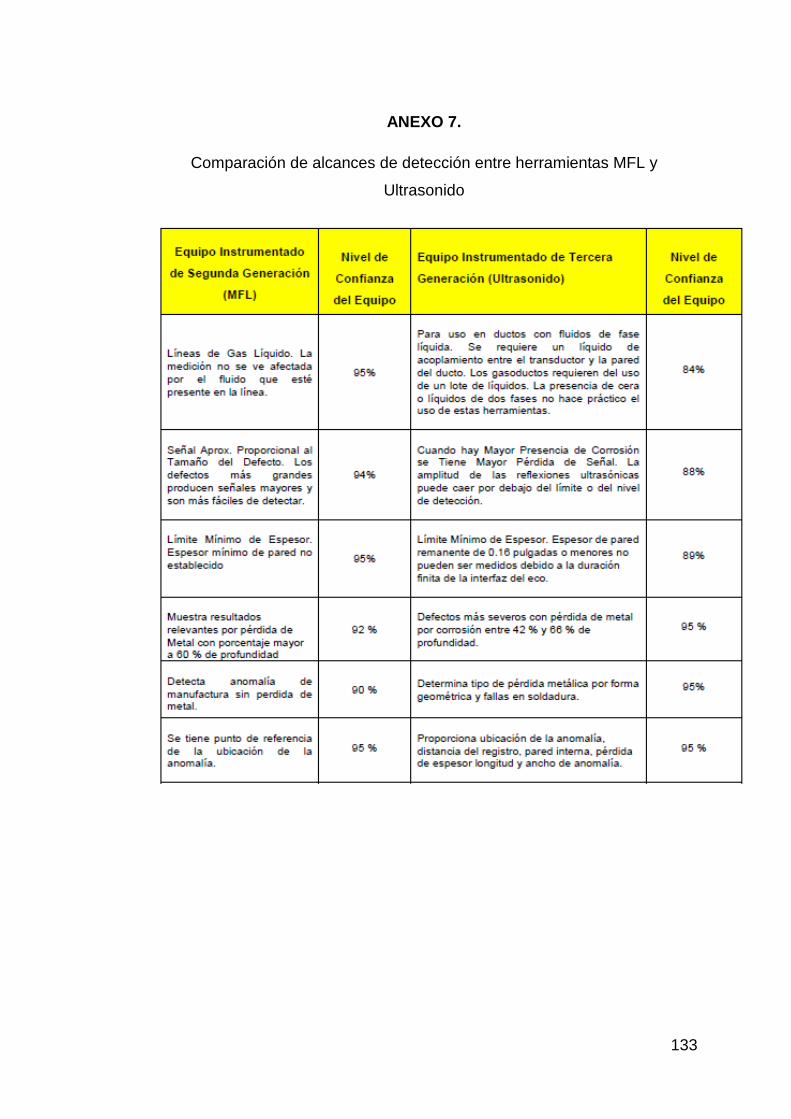
133
ANEXO 7.
Comparación de alcances de detección entre herramientas MFL y
Ultrasonido
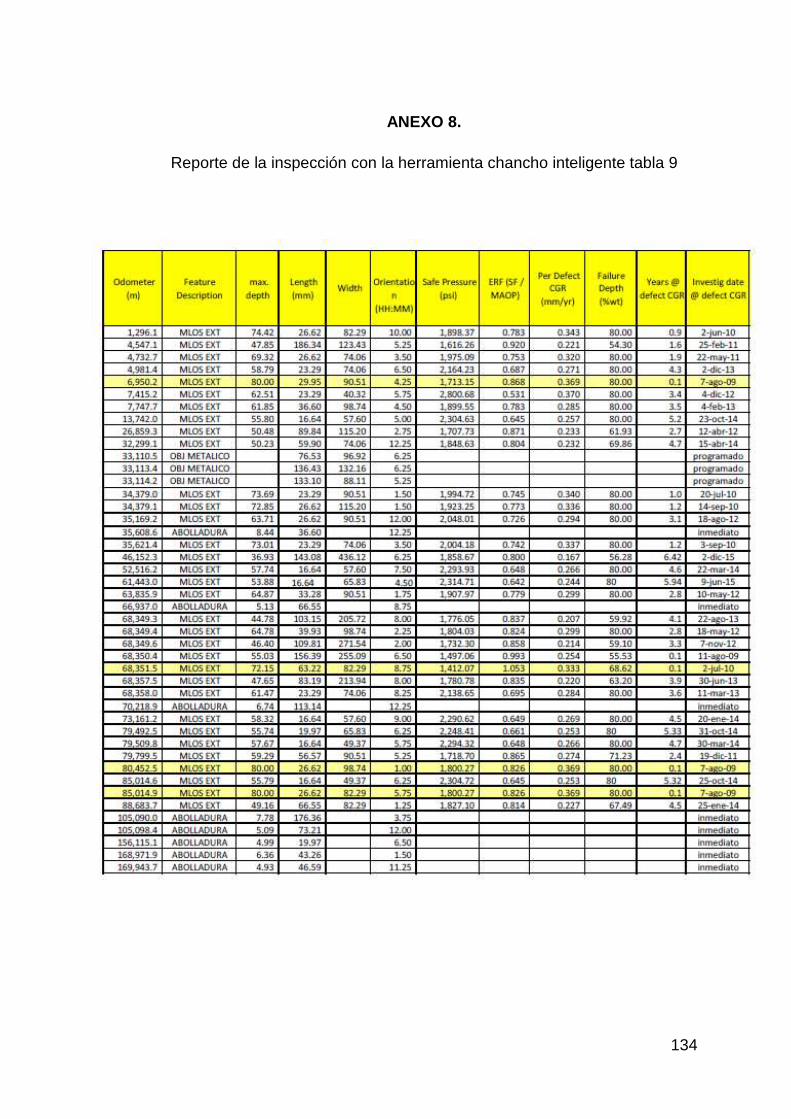
134
ANEXO 8.
Reporte de la inspección con la herramienta chancho inteligente tabla 9

135
ANEXO 9.
Mapa de la zona costera tramo Libertad-Manta
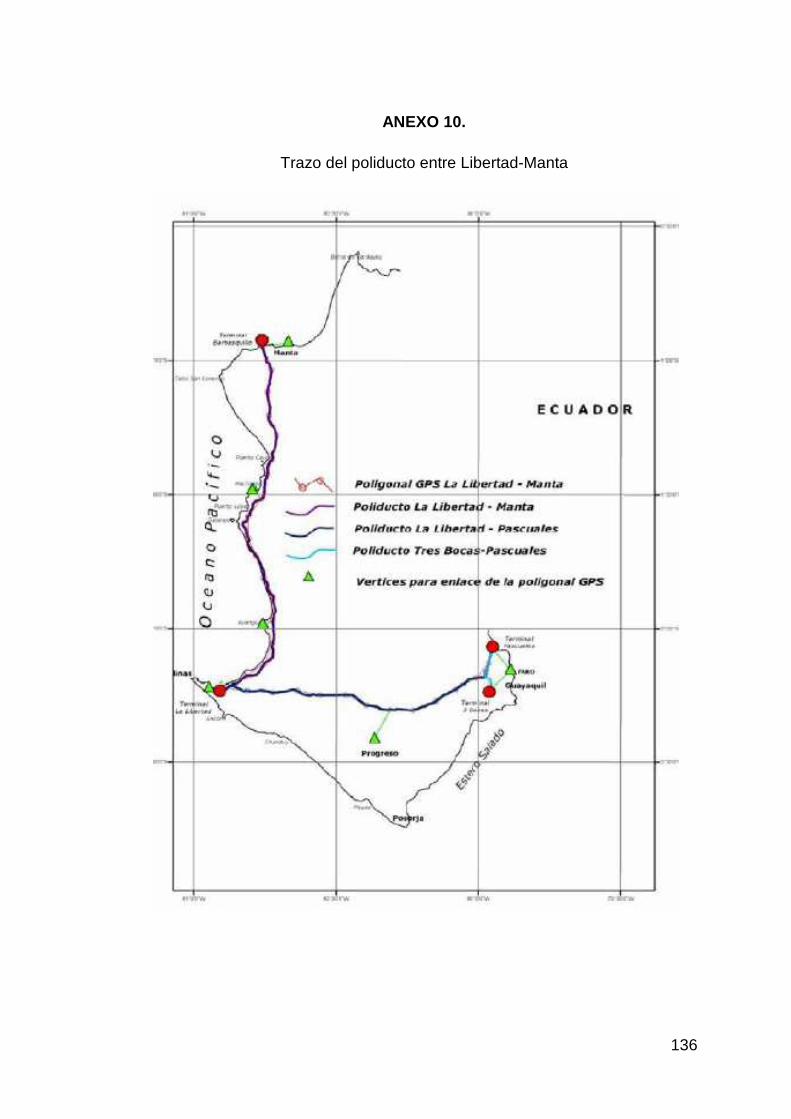
136
ANEXO 10.
Trazo del poliducto entre Libertad-Manta

137
ANEXO 11.
Plan de excavacion sugerida

138
ANEXO 12.
Decripcion del poliducto Libertad-Manta

139
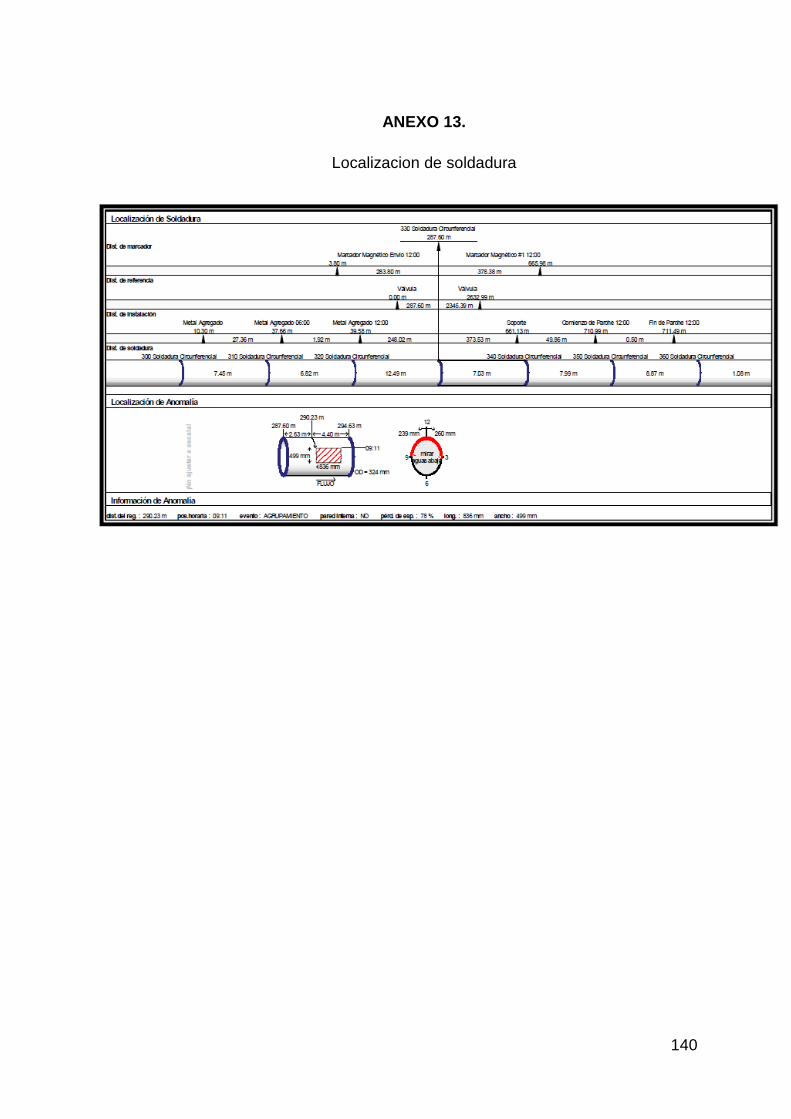
140
ANEXO 13.
Localizacion de soldadura

141
ANEXO 14.
Mano de obra empiezan la excavacion recomendada

142

143
ANEXO 15.
Herramienta de inspeccion MFL
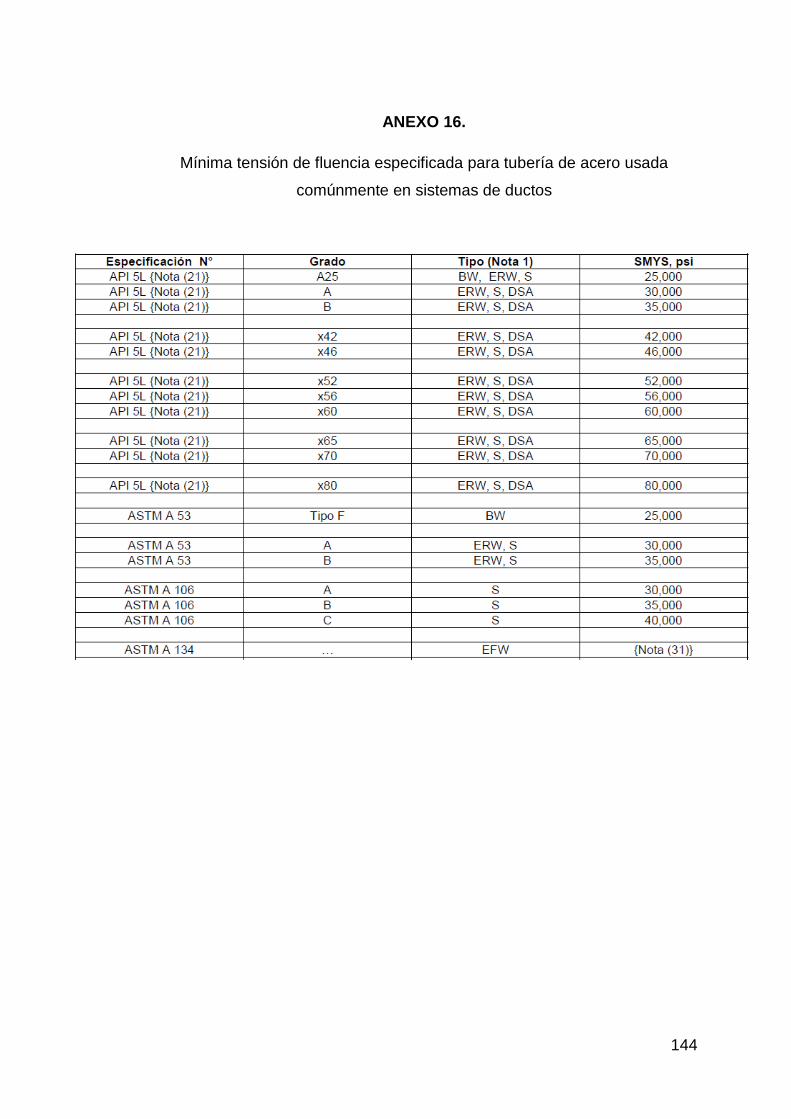
144
ANEXO 16.
Mínima tensión de fluencia especificada para tubería de acero usada
comúnmente en sistemas de ductos