universidad tecnolÓgica...
TRANSCRIPT

I

II
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE TECNOLOGÍA DE PETRÓLEOS
TEMA: " DISEÑO DEL SISTEMA DE PROTECCIÓN CATÓDICA POR
CORRIENTE IMPRESA EN LÍNEAS DE PIPETRACK EN LA REFINERÍA DE
LA LIBERTAD (RLL) CONTRA LA CORROSIÓN"
TESIS DE GRADO PREVIA LA OBTENCIÓN DEL TÍTULO DE TECNÓLOGO
DE PETRÓLEOS
AUTOR: EDGAR PATRICIO MIÑO YÉPEZ
DIRECTOR: ING. FAUSTO RAMOS AGUIRRE M.Sc.
QUITO-ECUADOR
Junio 2011

III
DECLARACIÓN
Del contenido del presente trabajo se responsabiliza única y exclusivamente el autor.
Edgar P. Miño Y.
C.C. 172064792-2
Autor

IV
CERTIFICACIÓN DEL DIRECTOR DE TESIS
Quito, 10 de Junio del 2011
Señor Ingeniero
Jorge Viteri M.Sc. - MBA
Decano de la Facultad de Ciencias de la Ingeniería
Universidad Tecnológica Equinoccial
Presente
De mi consideración:
Por medio de la presente me permito informar que la tesis titulada "DISEÑO DEL
SISTEMA DE PROTECCIÓN CATÓDICA POR CORRIENTE IMPRESA EN
LÍNEAS DE PIPETRACK EN LA REFINERÍA DE LA LIBERTAD (RLL)
CONTRA LA CORROSIÓN ", desarrollada por el Sr. Edgar Patricio Miño Yépez,
previa a la obtención del título de Tecnólogo de Petróleos, ha sido concluida bajo mi
dirección y tutoría, por lo tanto muy comedidamente solicito a su autoridad el trámite
subsiguiente.
Por la atención a la presente, anticipo mi agradecimiento.
Atentamente,
V
CARTA DE LA EMPRESA

VI
AGRADECIMIENTO
Agradezco primeramente a Dios por ser mi guía en todo momento, porque me ha
bendecido con un hogar lleno de amor y me ha dado la fuerza para levantarme a
cumplir mis metas de vida todos los días.
A mi madre, mis hermanos, mi novia, mis sobrinos por inspirarme a través de sus
ojos, por dejarme creer que el mañana será mejor.
A mi padre, mi familia y amigos por creer en mi y apoyarme cuando más lo necesité.
A la Universidad Tecnológica Equinoccial y al Ing. Jorge Viteri Moya por poner a
nuestra disposición un equipo excelente de profesionales para nuestra formación.
Un agradecimiento especial al Ing. Fausto Ramos, quien ha puesto todo su
conocimiento a disposición del cumplimiento de ésta investigación.
Edgar P. Miño Y.

VII
DEDICATORIA
Este trabajo está dedicado a mi madre LUCÍA YÉPEZ G. por ser la persona más
importante de mi vida, la que siempre me ha dado todo su amor, porque ha sido mi
ejemplo a seguir y sobre todo porque siempre estuvo ahí.
Edgar P. Miño Y.

VIII
ÍNDICE CONTENIDOS
DECLARACIÓN ---------------------------------------------------------------------------III
CERTIFICACIÓN DEL DIRECTOR DE TESIS ----------------------------------- IV
CARTA DE LA EMPRESA -------------------------------------------------------------- V
AGRADECIMIENTO -------------------------------------------------------------------- VI
DEDICATORIA -------------------------------------------------------------------------- VII
ÍNDICE CONTENIDOS --------------------------------------------------------------- VIII
ÍNDICE GENERAL---------------------------------------------------------------------- IX
ÍNDICE DE ECUACIONES ----------------------------------------------------------- XV
ÍNDICE DE REACCIONES ----------------------------------------------------------- XV
ÍNDICE DE FIGURAS --------------------------------------------------------------- XVIII
ÍNDICE DE TABLAS ----------------------------------------------------------------- XXII
ÍNDICE DE ANEXOS ---------------------------------------------------------------- XXIV
RESUMEN ------------------------------------------------------------------------------ XXV
SUMMARY ---------------------------------------------------------------------------- XXVI
IX
ÍNDICE GENERAL
CAPÍTULO I --------------------------------------------------------------------------------- 1
1. INTRODUCCIÓN --------------------------------------------------------------------- 1
1.1 FORMULACIÓN DEL PROBLEMA ---------------------------------------------- 2
1.2 JUSTIFICACIÓN --------------------------------------------------------------------- 3
1.3 OBJETIVOS --------------------------------------------------------------------------- 4
1.3.1 OBJETIVO GENERAL -------------------------------------------------------- 4
1.3.2 OBJETIVOS ESPECÍFICOS -------------------------------------------------- 4
1.4 METODOLOGÍA --------------------------------------------------------------------- 5
1.4.1 MÉTODOS DE INVESTIGACIÓN ------------------------------------------ 5
1.4.2 TÉCNICAS DE INVESTIGACIÓN ------------------------------------------ 5
1.5 HIPÓTESIS ---------------------------------------------------------------------------- 6
1.5.1 HIPÓTESIS GENERAL -------------------------------------------------------- 6
1.5.2 HIPÓTESIS ESPECÍFICAS --------------------------------------------------- 6
1.6 VARIABLES -------------------------------------------------------------------------- 6
1.6.1 VARIABLE DEPENDIENTE ------------------------------------------------- 6
1.6.2 VARIABLE INDEPENDIENTE ---------------------------------------------- 7
1.6.3 VARIABLE INTERVINIENTE ----------------------------------------------- 7
CAPÍTULO II -------------------------------------------------------------------------------- 8
2. MARCO TEÓRICO --------------------------------------------------------------------- 8
X
2.1 FUNDAMENTOS BÁSICOS DE LA CORROSIÓN ----------------------------- 8
2.1.1 HISTORIA DE LA PROTECCIÓN CONTRA LA CORROSIÓN -------- 8
2.1.2 INTRODUCCIÓN AL ESTUDIO DE LA CORROSIÓN -----------------10
2.1.3 ASPECTOS GENERALES DE LA CORROSIÓN -------------------------12
2.1.4 FORMAS, CAUSAS, VARIABLES Y TIPOS DE CORROSIÓN -------13
2.1.4.1 FORMAS DE CORROSIÓN ---------------------------------------------13
2.1.4.2 CAUSAS DE CORROSIÓN----------------------------------------------14
2.1.4.2.1 CELDA DE CORROSIÓN DIFERENCIAL ----------------------14
2.1.4.2.2 COMPOSICIÓN QUÍMICA DEL AGUA -------------------------18
2.1.4.2.3 CONCENTRACIÓN DE GASES DISUELTOS EN FLUIDO --20
2.1.4.2.3.1 OXÍGENO DISUELTO -----------------------------------------21
2.1.4.2.3.2 DIÓXIDO DE CARBONO DISUELTO ----------------------23
2.1.4.2.3.3 ÁCIDO SULFHÍDRICO DISUELTO -------------------------28
2.1.4.2.4 METALURGIA DEL ACERO --------------------------------------30
2.1.4.3 VARIABLES FÍSICAS ---------------------------------------------------30
2.1.4.3.1 TEMPERATURA -----------------------------------------------------31
2.1.4.3.2 PRESIÓN --------------------------------------------------------------31
2.1.4.3.3 VELOCIDAD ---------------------------------------------------------31
2.1.4.3.4 ESFUERZOS DE TENSIÓN ----------------------------------------32
2.1.4.4 TIPOS DE CORROSIÓN -------------------------------------------------33
2.1.4.4.1 CORROSIÓN LOCALIZADA --------------------------------------35
XI
2.1.4.4.1.1 CELDAS DE CONCENTRACIÓN ---------------------------35
2.1.4.4.1.2 CORROSIÓN POR UNIÓN BI-METÁLICA Ó
CORROSIÓN GALVÁNICA -----------------------------------------------36
2.1.4.4.1.3 CORROSIÓN - EROSIÓN ------------------------------------38
2.1.4.4.1.4 CORROSIÓN - CAVITACIÓN -------------------------------39
2.1.4.4.1.5 CORROSIÓN INTERGRANULAR --------------------------40
2.1.4.4.1.6 FALLAS CAUSADAS POR HIDRÓGENO ----------------40
2.1.4.4.1.7 CORROSIÓN CAUSADA POR FATIGA -------------------43
2.1.4.4.2 CORROSIÓN UNIFORME -----------------------------------------45
CAPÍTULO III -----------------------------------------------------------------------------47
3. PRINCIPIOS DE DISEÑO DEL SISTEMA DE PROTECCIÓN
CATÓDICA POR CORRIENTE IMPRESA -----------------------------------------47
3.1 COMPONENTES DEL SISTEMA DE PROTECCIÓN CATÓDICA POR
CORRIENTE IMPRESA ----------------------------------------------------------------53
3.1.1 FUENTES DE CORRIENTE --------------------------------------------------54
3.1.1.1 RECTIFICADORES ----------------------------------------------------------54
3.1.1.2 VOLTÍMETRO ------------------------------------------------------------55
3.1.1.3 DÍNAMO CON MOTOR TÉRMICO -----------------------------------56
3.1.2 ÁNODOS AUXILIARES ------------------------------------------------------56
3.1.2.1 CHATARRA DE HIERRO -----------------------------------------------56

XII
3.1.2.2 FERROSILICIO ------------------------------------------------------------57
3.1.2.3 GRAFITO -------------------------------------------------------------------57
3.1.2.4 TITANIO PLATINADO --------------------------------------------------58
3.1.2.5 TÁNTALO PLATINADO ------------------------------------------------59
3.1.2.6 PLOMO - PLATA ---------------------------------------------------------59
3.1.2.7 TITANIO-ÓXIDO DE TITANIO Y ÓXIDO DE RUTENIO --------60
3.1.3 PROPIEDADES DE LOS ÁNODOS AUXILIARES ----------------------61
3.1.4 CÁLCULO DE LA PROTECCIÓN Y DISTRIBUCIÓN DE LOS
ÁNODOS -------------------------------------------------------------------------------64
3.1.5 - BACKFILL O ACTIVADOR ------------------------------------------------68
3.1.6 - RESISTIVIDAD DEL SUELO ----------------------------------------------70
3.1.6.1 - DETERMINACIÓN DE RESISTIVIDAD POR EL MÉTODO DE
LOS CUATRO ELECTRODOS --------------------------------------------------71
3.2 VENTAJAS Y LIMITACIONES DEL MÉTODO DE PROTECCIÓN
CATÓDICA CON CORRIENTE IMPRESA ------------------------------------------75
3.2.1 VENTAJAS DEL MÉTODO DE PROTECCIÓN CATÓDICA CON
CORRIENTE IMPRESA -------------------------------------------------------------75
3.2.2 LIMITACIONES DEL MÉTODO DE PROTECCIÓN CATÓDICA CON
CORRIENTE IMPRESA -------------------------------------------------------------75
3.3 CONDICIONES DE PROTECCIÓN CATÓDICA. CRITERIOS DE
POTENCIAL Y REQUERIMIENTOS DE CORRIENTE ---------------------------76
XIII
3.3.1 CRITERIO PARA LA ELECCIÓN DEL POTENCIAL DE
PROTECCIÓN -------------------------------------------------------------------------76
3.3.1.1 CRITERIO BASADO EN CONSIDERACIONES
TERMODINÁMICAS -------------------------------------------------------------76
3.3.1.2 OTROS CRITERIOS ------------------------------------------------------80
3.3.1.3 ALGUNOS CRITERIOS UTILIZADOS EN LA PRÁCTICA -------82
3.4 MEDIDA DEL POTENCIAL -------------------------------------------------------84
3.4.1 MEDIDA DEL POTENCIAL EN ESTRUCTURAS ENTERRADAS ---87
3.5 MATERIAL UTILIZADO ----------------------------------------------------------91
3.5.1 ELECTRODOS DE REFERENCIA ------------------------------------------91
3.5.1.1 TIPOS DE ELECTRODOS DE REFERENCIA UTILIZADOS EN
LA INDUSTRIA --------------------------------------------------------------------98
3.5.1.1.1 ELECTRODO DE CALOMELANOS -----------------------------98
3.5.1.1.2 ELECTRODO DE PLATA/CLORURO DE PLATA ------------99
3.5.1.1.3 ELECTRODO DE ZINC ------------------------------------------- 101
3.5.1.1.4 ELECTRODO DE COBRE/SULFATO DE COBRE ---------- 103
3.6 DENSIDAD DE CORRIENTE DE PROTECCIÓN ---------------------------- 106
3.6.1 VALORES PRÁCTICOS DE LA DENSIDAD DE CORRIENTE DE
PROTECCIÓN ----------------------------------------------------------------------- 108
3.6.2 SOBREPROTECCIÓN ------------------------------------------------------- 112

XIV
CAPÍTULO IV ---------------------------------------------------------------------------- 115
4. INSTALACIÓN DEL LECHO ANÓDICO PARA LA PROTECCIÓN DE
PIPETRACK EN RLL ------------------------------------------------------------------ 115
4.1 SELECCIÓN DEL TIPO DE PROTECCIÓN ----------------------------------- 116
4.2 CÁLCULOS DEL SISTEMA DE PROTECCIÓN CATÓDICA POR
CORRIENTE IMPRESA -------------------------------------------------------------- 117
CAPÍTULO V ----------------------------------------------------------------------------- 128
5. CONCLUSIONES Y RECOMENDACIONES ---------------------------------- 128
5.1 CONCLUSIONES ------------------------------------------------------------------ 128
5.2 RECOMENDACIONES ----------------------------------------------------------- 129
GLOSARIO DE TÉRMINOS ---------------------------------------------------------- 130
BIBLIOGRAFÍA ------------------------------------------------------------------------- 132
ANEXOS ----------------------------------------------------------------------------------- 134
XV
ÍNDICE DE ECUACIONES
ECUACIÓN 2.1 – PRESIÓN PARCIAL -------------------------------------------------27
ECUACIÓN 3.1 CÁLCULO DE LA RESISTIVIDAD ---------------------------------73
ECUACIÓN 3.2 ECUACIÓN DE NERNST --------------------------------------------77
ECUACIÓN 3.3 – POTENCIAL EN FUNCIÓN DEL pH -----------------------------92
ECUACIÓN 3.4 – POTENCIAL DE LA PILA PROPUESTA ------------------------94
ECUACIÓN 3.5 – DENSIDAD DE CORRIENTE DE PROTECCIÓN DE UNA
ESTRUCTURA PROTEGIDA ---------------------------------------------------------- 111
ECUACIÓN 4.1 – ÁREA DE TUBERÍA A PROTEGER ---------------------------- 118
ECUACIÓN 4.2 - CÁLCULO DE LA CORRIENTE NECESARIA O REQUERIDA
PARA EL SISTEMA ---------------------------------------------------------------------- 120
ECUACIÓN 4.3- CÁLCULO DE LA MASA ANÓDICA REQUERIDA --------- 121
ECUACIÓN 4.4 - CÁLCULO DEL NÚMERO DE ÁNODOS REQUERIDOS -- 122
ECUACIÓN 4.5 - RESISTENCIA DE UN ÁNODO CON RELLENO ------------ 122
ECUACIÓN 4.6 - VOLTAJE DE SALIDA DEL RECTIFICADOR --------------- 123
ECUACIÓN 4.7 – SUMATORIA DE RESISTENCIAS ----------------------------- 124
ECUACIÓN 4.8 - CAPACIDAD DEL TRANSFORMADOR ---------------------- 124

XVI
ÍNDICE DE REACCIONES
REACCIÓN 2.1 – OXIDACIÓN ---------------------------------------------------------11
REACCIÓN 2.2 – REDUCCIÓN DE OXÍGENO ---------------------------------------11
REACCIÓN 2.3 –REDUCCIÓN DE AGUA --------------------------------------------11
REACCIÓN 2.4 – CATÓDICA ------------------------------------------------------------16
REACCIÓN 2.5 – CATÓDICA EN AGUAS ÁCIDAS --------------------------------16
REACCIÓN 2.6 – CATÓDICA EN AGUAS ALCALINAS ---------------------------17
REACCIÓN 2.7 – DIÓXIDO DE CARBONO DISUELTO EN AGUA PARA
FORMAR ÁCIDO CARBÓNICO ---------------------------------------------------------24
REACCIÓN 2.8 – ÁCIDO CARBÓNICO CON EL HIERRO ------------------------24
REACCIÓN 2.9 – SULFURO DE HIERRO PRODUCTO DE LA CORROSIÓN
POR H2S --------------------------------------------------------------------------------------28
REACCIÓN 3.1 – DISOLUCIÓN DEL HIERRO (ACERO) --------------------------78
REACCIÓN 3.2 – METAL EN CONTACTO CON EL ELECTROLITO,
TENDENCIA A DISOLVERSE -----------------------------------------------------------91
REACCIÓN 3.3 – IONES DEL ELECTROLITO SOBRE EL METAL --------------91
REACCIÓN 3.4 – EQUILIBRIO DEL METAL EN CONTACTO CON EL
ELECTROLITO EN UN DETERMINADO MOMENTO -----------------------------92

XVII
REACCIÓN 3.5 – OXIDACIÓN DE LA REPRESENTACIÓN ESQUEMÁTICA 93
REACCIÓN 3.6 – TRANSFERENCIA DE ELECTRONES ENTRE ELECTRODOS
-------------------------------------------------------------------------------------------------94
REACCIÓN 3.7 - ELECTRODO DE CALOMELANOS ------------------------------98
REACCIÓN 3.8 - ELECTRODO DE PLATA / CLORURO DE PLATA ---------- 100
REACCIÓN 3.9 - ELECTRODO DE ZINC-------------------------------------------- 101
REACCIÓN 3.10 - ELECTRODO DE COBRE / SULFATO DE COBRE -------- 103

XVIII
ÍNDICE DE FIGURAS
FIGURA 2.1 – MEDALLA DE ORO CON LA FOTOGRAFÍA DE ROBERT J.
KUHN ESTABLECIDA POR EL COMITÉ TÉCNICO DE LA PROTECCIÓN
CATÓDICA ----------------------------------------------------------------------------------- 9
FIGURA 2.2 – ESQUEMA MOSTRANDO UNA CELDA DE CORROSIÓN
DIFERENCIAL ------------------------------------------------------------------------------15
FIGURA 2.3 – CORROSIÓN DEL ACERO ---------------------------------------------17
FIGURA 2.4 – CORROSIVIDAD COMPARATIVA DE 3 GASES COMUNES EN
SOLUCIONES DE AGUA -----------------------------------------------------------------19
FIGURA 2.5 – EFECTO DEL OXÍGENO -----------------------------------------------22
FIGURA 2.6 – CORROSIÓN POR O2, CORROSIÓN POR CO2 ACELERADA
POR O2 ----------------------------------------------------------------------------------------23
FIGURA 2.7 – CORROSIÓN POR CO2 --------------------------------------------------25
FIGURA 2.8 – GUÍA GENERAL DE PREDICCIÓN DE CORROSIÓN POR CO2
-------------------------------------------------------------------------------------------------26
FIGURA 2.9 – EFECTO DE LA PRESIÓN PARCIAL DEL CO2 SOBRE EL pH -27
FIGURA 2.10 – CORROSIÓN POR H2S ------------------------------------------------29
FIGURA 2.11 – LAS 8 FORMAS DE CORROSIÓN ----------------------------------34

XIX
FIGURA 2.12 – CORROSIÓN - CAVITACIÓN ----------------------------------------39
FIGURA 2.13 – CORROSIÓN UNIFORME --------------------------------------------45
FIGURA. 3.1 - DIAGRAMA DE PROTECCIÓN CATÓDICA -----------------------48
FIGURA 3.2 - DIAGRAMA DE ESTABILIDAD TERMODINÁMICA O
DIAGRAMA POTENCIAL - pH, MÁS CONOCIDO COMO DIAGRAMA DE
POURBAIX PARA EL HIERRO----------------------------------------------------------49
FIGURA 3.3 (A, B, C) - DIAGRAMA DE EVANS ------------------------------------50
FIGURA 3.4 - SISTEMA BAJO CONTROL: (A) ANÓDICO, (B) CATÓDICO ---51
FIGURA 3.5 - ESQUEMA DE PROTECCIÓN CATÓDICA CON CORRIENTE
IMPRESA DE UNA TUBERÍA ENTERRADA. ----------------------------------------53
FIGURA 3.6 - ESQUEMA DE UN TRANSFORRECTIFICADOR MONOFÁSICO
-------------------------------------------------------------------------------------------------55
FIGURA 3.7 - EJEMPLO DE INTERFERENCIA PROVOCADA POR UNA
TUBERÍA EXTRAÑA SITUADA EN LA PROXIMIDAD DE UNA TUBERÍA
PROTEGIDA CATÓDICAMENTE ------------------------------------------------------66
FIGURA 3.8 - SENTIDO DE LA CORRIENTE DE UN SISTEMA DE
PROTECCIÓN CATÓDICA CON CORRIENTE IMPRESA DE UNA TUBERÍA.
-------------------------------------------------------------------------------------------------67

XX
FIGURA 3.9 - MEDICIÓN DE LA RESISTIVIDAD DEL SUELO POR EL
MÉTODO DE WENNER O DE LOS CUATRO ELECTRODOS. LA DISTANCIA
(B) O SEA LA PROFUNDIDAD A LA QUE ESTÁ ENTERRADA EL
ELECTRODO (BARRA DE COBRE O ACERO) DEBE SER PEQUEÑA
COMPARADA CON LA DISTANCIA (A) ENTRE LOS ELECTRODOS. --------71
FIGURA 3.10 - DISPOSICIÓN CORRECTA DE LOS CUATRO ELECTRODOS
PARA LA MEDIDA DE LA RESISTIVIDAD EN PRESENCIA DE UNA
TUBERÍA ENTERRADA ------------------------------------------------------------------73
FIGURA 3.11 - DENSIDAD DE LA CORRIENTE DE PROTECCIÓN CON
DIFERENTES POTENCIALES -----------------------------------------------------------82
FIGURA 3.12 - EQUIVALENCIA APROXIMADA ENTRE LAS ESCALAS DE
POTENCIAL RELATIVAS A LOS ELECTRODOS DE REFERENCIA
UTILIZADOS EN PROTECCIÓN CATÓDICA. ---------------------------------------85
FIGURA 3.13 - REALIZACIÓN PRÁCTICA DE MEDIDA DE POTENCIAL DE
UNA TUBERÍA CON UN ELECTRODO DE REFERENCIA DE Cu/CuSO4
SATURADO ---------------------------------------------------------------------------------88
FIGURA 3.14 - CAMPO ELÉCTRICO ALREDEDOR DE UNA TUBERÍA -------89

XXI
FIGURA 3.15 - (A) LA MEDIDA DE POTENCIAL NO SE VE AFECTADA POR
EL CAMPO ELÉCTRICO. (B) LA MEDIDA DE POTENCIAL SE VE
AFECTADA POR EL CAMPO ELÉCTRICO -------------------------------------------90
FIGURA 3 .16 - ELECTRODO DE REFERENCIA CALOMELANOS
SATURADO, ECS --------------------------------------------------------------------------99
FIGURA 3.17 – ELECTRODO DE REFERENCIA DE PLATA / CLORURO DE
PLATA, (Ag/AgCl) ----------------------------------------------------------------------- 100
FIGURA 3.18 – ELECTRODO DE REFERENCIA DE ZINC (ZN)---------------- 102
FIGURA 3.19 - ELECTRODO DE REFERENCIA DE COBRE/ SULFATO DE
COBRE (Cu/CuSO4) ---------------------------------------------------------------------- 104
FIGURA 3.20 - MÉTODO EXPERIMENTAL DEL TRAZADO DE UNA CURVA
DE POLARIZACIÓN UTILIZABLE PARA EL CÁLCULO DE LA DENSIDAD
DE CORRIENTE DE PROTECCIÓN (DP). ------------------------------------------- 107
FIGURA 4.1 – LÍNEAS DE PIPETRACK DE LA REFINERÍA DE LA LIBERTAD
RLL ------------------------------------------------------------------------------------------ 115
FIGURA 4.2 - SITIO SUGERIDO DE APLICACIÓN DE ÁNODOS ------------- 126
FIGURA 4.3 – SISTEMA DE CORRIENTE IMPRESA CON UNA CAMA
ANÓDICA EN SUPERFICIE ------------------------------------------------------------ 127
XXII
ÍNDICE DE TABLAS
TABLA 2.1 – CORROSIÓN GALVÁNICA ENTRE METALES --------------------37
TABLA 3.1 - CARACTERÍSTICAS DE LOS ÁNODOS EMPLEADOS EN
PROTECCIÓN CATÓDICA CON CORRIENTE IMPRESA CLASIFICADOS
SEGÚN SU CONSUMO Y EL MEDIO A UTILIZARSE -----------------------------63
TABLA 3.2 - DENSIDAD DE CORRIENTE NECESARIA (EN MA/KM), PARA
LA PROTECCIÓN DE UNA TUBERÍA ENTERRADA EN FUNCIÓN DE LA
RESISTENCIA DEL REVESTIMIENTO Y DEL DIÁMETRO DEL CONDUCTO
-------------------------------------------------------------------------------------------------68
TABLA 3.3 – VALORES DE RESISTIVIDAD Y CARACTERIZACIÓN DE
ACUERDO AL MEDIO AL QUE SE EXPONE ----------------------------------------74
TABLA 3.4 - POTENCIAL DE PROTECCIÓN EXPRESADOS EN VOLTIOS A
DIFERENTES pH DE ALGUNOS METALES, OBTENIDO A PARTIR DE LOS
CORRESPONDIENTES DIAGRAMAS DE POTENCIAL -pH A 25°C ------------80
TABLA 3.5 - POTENCIAL DE PROTECCIÓN ADOPTADO GENERALMENTE
EN SUELO Y AGUA DE MAR ----------------------------------------------------------83
TABLA 3.6 SERIE ELECTROQUÍMICA DE LOS METALES ----------------------97
TABLA 3.7 - ELECTRODOS DE REFERENCIA (NORMA AMERICANA: MIL-
A-18001 H) --------------------------------------------------------------------------------- 102
XXIII
TABLA 3.8 - DENSIDAD DE CORRIENTE DE PROTECCIÓN EN DISTINTOS
MEDIOS AGRESIVOS ------------------------------------------------------------------- 108
TABLA 3.9 - VALOR LÍMITE DEL POTENCIAL APLICADO PARA DIVERSOS
TIPOS DE PINTURA. -------------------------------------------------------------------- 110
TABLA 3.10 - ESPESORES MÍNIMOS PARA DIVERSOS ESQUEMAS DE
PINTADO RESISTENTES A UN POTENCIAL DE -900 mV VS. Ag/AgCl --- 114
TABLA 4.1 – DATOS DE LÍNEAS DE PIPETRACK ------------------------------- 117
TABLA 4.2 – DATOS DE ÁNODOS (FERROSILICIO) ---------------------------- 118
TABLA 4.3 – RESULTADOS DEL DISEÑO ----------------------------------------- 125

XXIV
ÍNDICE DE ANEXOS
ANEXO 1 – CONSTRUCCIÓN DE UNA INSTALACIÓN DE PROTECCIÓN
CATÓDICA POR CORRIENTE IMPRESA ------------------------------------------- 134
ANEXO 2 – DIAGRAMA TÍPICO DEL POTENCIAL CONSTANTE DEL
RECTIFICADOR -------------------------------------------------------------------------- 135
ANEXO 3 – ESQUEMA DE INTERFERENCIA ANÓDICA ----------------------- 136
ANEXO 4 – ESQUEMA DE INTERFERENCIA CATÓDICA --------------------- 136
ANEXO 5 – ESQUEMA DE INTERFERENCIA ANÓDICA Y CATÓDICA ---- 137
ANEXO 6 – PRINCIPIO DE PROTECCIÓN CATÓDICA PARA MINIMIZAR LA
INTERFERENCIA ANÓDICA ---------------------------------------------------------- 137
ANEXO 7 – USO DE ÁNODOS DE SACRIFICIO PARA MITIGAR LA
INTERFERENCIA CATÓDICA -------------------------------------------------------- 138
ANEXO 8 – LÍNEAS DE PIPETRACK DE LA REFINERÍA DE LA LIBERTAD
QUE SE SUGIERE PROTEGER -------------------------------------------------------- 139

XXV
RESUMEN
Este trabajo se ha desarrollado para adquirir el conocimiento científico, que permita
diseñar un sistema de protección catódica por corriente impresa en líneas de
pipetrack en la Refinería de La Libertad RLL para controlar efectivamente el
avance de la corrosión.
El primer capítulo trata el planteamiento de objetivos tanto generales como
específicos, la justificación de la investigación, hipótesis, variables que se
consideraron, así como de los métodos y técnicas que se aplicaron para el desarrollo
de ésta investigación.
El segundo capítulo explica que es la corrosión sus formas, causas, variables, tipos y
demás consideraciones que intervienen en la degradación de un material a través de
la interacción con el medio ambiente.
El tercer capítulo incluye los principios de diseño considerados para la instalación de
un sistema de protección catódica por corriente impresa.
El cuarto capítulo propone la instalación del lecho anódico para la protección de las
líneas de pipetrack central de la Refinería de La Libertad RLL las que llevan los
productos desde tanquería de destilados hasta cabeza del muelle.
Finalmente, el quinto capítulo contiene las conclusiones y recomendaciones de éste
trabajo, de acuerdo a todas las investigaciones y los cálculos obtenidos los
resultados presentados deberán ser implementados en el sitio sugerido.

XXVI
SUMMARY
This work was developed to get scientific knowledge, that allow to design a
impressed current cathodic protection system in pipetrack lines in the Refinery La
Libertad RLL to control the progress of corrosion.
The first chapter covers the plan general and specific objectives, the justification of
research, hypothesis, considered variables, methods and techniques applied to
develop this research.
The second chapter explains that the corrosion its forms, causes, variables, types, and
other considerations involved in the degradation of a material through interaction
with the environment.
The third chapter includes the design principles considered for the installation of
impressed current cathodic protection system.
The fourth chapter proposes the installation of the anode bed to protect the lines of
central pipetrack in the Refinery La Libertad RLL that carry products from distillate
tanks until spring.
Finally, the fifth chapter contains the conclusions and recommendations of this work;
according to all investigations and calculations obtained the results presented should
be implemented at the site suggested.

CAPÍTULO I

1
CAPÍTULO I
1. INTRODUCCIÓN
La Refinería está situada en la provincia de Santa Elena, cantón La Libertad. En el
mes de noviembre de 1989, se revertieron al Estado Ecuatoriano las instalaciones de
la Refinería Anglo Ecuadorian Oil Fields Ltda. y en el año 1990 la refinería Repetrol
(ex Gulf), al concluir los contratos de operación con éstas compañías.
Está diseñada para procesar 45000 BPD del Oriente ecuatoriano y produce los
siguientes derivados: GLP, gasolina, diesel No. 1, diesel No. 2, jet fuel, JP1, Fuel Oil
No. 6, solvente No. 1, solvente No. 2 (rubber solvent), spray oil y mineral turpentine.
Tiene 60 años de operación en la península de Santa Elena es el centro refinador más
antiguo del Ecuador, y ahora el segundo por su capacidad de producción. Las líneas
de pipetrack están deterioradas lo cual puede provocar un derrame de los productos
que por ahí circulan, trayendo consecuencias lamentables debido al estado y tamaño
de las líneas.
La diferencia de potencial entre los materiales de las líneas y la existencia de un
electrolito en contacto con ellos hace que uno de los materiales actúe de ánodo,
sufriendo la ionización o deterioro.
El deterioro que se produce en un metal es proporcional al flujo de electrones que
recibe y éste a su vez depende del potencial, de la resistencia del mismo y de la
naturaleza química del ánodo y del cátodo, siendo el primero atacado o disuelto,
mientras que el segundo no queda afectado.
El problema de corrosión es imposible de eliminar, y lo que se debe hacer es
controlarla para ello debe iniciarse desde el diseño de las instalaciones y no después

2
de ponerlas en operación ya que todos los metales o aleaciones son susceptibles a
sufrir corrosión los resultados eventuales, provocarán la ruptura del pipetrack.
La interacción del metal con el medio que lo rodea ocasiona el deterioro del mismo
en sus propiedades físicas y químicas.
La característica fundamental de este fenómeno, es que sólo ocurre en presencia de
un electrolito, ocasionando corrosión en regiones plenamente identificadas, llamadas
estas anódicas y catódicas: una reacción de oxidación es una reacción anódica, en la
cual los electrones son liberados dirigiéndose a otras regiones catódicas. En la región
anódica se producirá la disolución del metal (corrosión) y, consecuentemente en la
región catódica la inmunidad del metal.
Se puede presentar una reducción o la eliminación de la corrosión de un metal,
haciendo que, la superficie de éste, funcione completamente como cátodo cuando se
encuentra sumergido o enterrado en un electrolito, presentando un análisis técnico
sustentado para justificar la necesidad de proceder a una instalación de protección
catódica por corriente impresa con la finalidad de recuperar la eficiencia y
confiabilidad del pipetrack.
1.1 FORMULACIÓN DEL PROBLEMA
En la Refinería La Libertad existe un pipetrack que es un conjunto de tuberías
metálicas que conducen los destilados producidos diariamente desde la tanquería
de almacenamiento hasta los sistemas de transporte y/o distribución instalados en
tierra como en el mar.
Éste pipetrack actualmente no está protegido contra la corrosión más que con
aislamiento del suelo y pinturas adecuadas, necesitando complementarse con
3
protección catódica con corriente impresa para incrementar su vida útil y
disminuir la probabilidad de derrames por corrosión de éste sistema de tuberías.
1.2 JUSTIFICACIÓN
La corrosión está presente en todo equipo metálico que utiliza la industria
petrolera, por lo cual es un problema al que debemos controlar y minimizarlo por
sus consecuencias económicas, de seguridad industrial y de impactos ambientales.
La corrosión analizada desde un punto de vista termodinámico electroquímico,
indica que el metal tiende a retornar a su estado original que es el de óxido, con
mínima energía. Éste es un proceso irreversible que tiene que ser controlado y no
puede ser eliminado.
Un equipo metálico con adecuada protección anticorrosiva por diferentes medios
en la industria petrolera tiene una vida útil promedio de hasta 25 años.
Sin ninguna protección anticorrosiva su vida útil puede ser de 6 meses,
provocando pérdidas económicas e impactos ambientales.
El sistema de protección catódica por corriente impresa es el más adecuado y
completo para todo equipo metálico de importancia, ya que otros sistemas de
protección como pinturas o aislamiento son una mínima protección, de allí la
importancia de éste trabajo para garantizar la vida útil y confiabilidad de éste
pipetrack.

4
1Para evidenciar el alto impacto de la corrosión en la industria se indica que desde
1999 al 2001, Estados Unidos tuvo un total anual de pérdidas por corrosión de
aproximadamente 276 mil millones de dólares, el mismo que representa
aproximadamente el 3.1% del PIB de ese país.
1.3 OBJETIVOS
1.3.1 OBJETIVO GENERAL
Obtener el conocimiento científico que permita controlar efectivamente la
velocidad de corrosión en tuberías metálicas que transportan hidrocarburos en
la Refinería La Libertad (RLL), especialmente en el pipetrack.
1.3.2 OBJETIVOS ESPECÍFICOS
Determinar los factores que influyen en la corrosión de la línea de
pipetrack de destilados en RLL para diseñar un sistema efectivo que
controle la misma.
Diseñar el sistema de protección catódica por corriente impresa para la
línea de pipetrack de destilados en RLL.
1 Revista de Divulgación Científica y Tecnológica de la Universidad Veracruzana
Volumen XX Número 2 (Corrosión: fenómeno natural, visible y catastrófico)
http://www.uv.mx/cienciahombre/revistae/vol20num2/articulos/corrosion/

5
Prevenir la ruptura de líneas de pipetrack provocadas por corrosión lo
que impedirá posibles derrames de destilados.
1.4 METODOLOGÍA
1.4.1 MÉTODOS DE INVESTIGACIÓN
Método Sintético.- Consiste en integrar los factores que incurren en la
corrosión y mediante su estudio nos ayudarán a diseñar un sistema de
protección catódica por corriente impresa adecuado para las líneas de
pipetrack de la Refinería de La Libertad.
Método Descriptivo.- Identificar las características de la zona que
generan corrosión y mediante su correcta interpretación aplicar las
protecciones.
1.4.2 TÉCNICAS DE INVESTIGACIÓN
Técnica de Observación Científica.- Percibir activamente las
condiciones de las líneas de pipetrack con el propósito de obtener los
datos que nos ayuden a diseñar un sistema de protección catódica por
corriente impresa efectiva contra la corrosión.

6
1.5 HIPÓTESIS
1.5.1 HIPÓTESIS GENERAL
Si se protege adecuadamente la línea del pipetrack de destilados de RLL se
incrementará la vida útil del sistema y disminuirá impactos ambientales y
económicos. El actual sistema de protección con pinturas y aislamiento del
suelo no garantiza ésta protección.
1.5.2 HIPÓTESIS ESPECÍFICAS
Si se realiza una adecuada investigación de los parámetros de
influencia corrosiva en la zona donde están las líneas de pipetrack se
podrá controlar la corrosión.
Si se conocen las diferentes formas en las que puede presentarse la
corrosión en un metal o aleaciones podrán tomarse medidas
preventivas contra la misma.
1.6 VARIABLES
1.6.1 VARIABLE DEPENDIENTE
El tipo de material que se utilizó para construir las líneas de pipetrack
(limitaciones del material, costo y diferencia de potencial con los ánodos de
sacrificio).

7
1.6.2 VARIABLE INDEPENDIENTE
Análisis del tipo de protección en las líneas de pipetrack (protección catódica
por corriente impresa).
1.6.3 VARIABLE INTERVINIENTE
Rectificador (corriente eléctrica continua apta para la protección de la
estructura.).

CAPÍTULO II

8
CAPÍTULO II
2. MARCO TEÓRICO
2.1 FUNDAMENTOS BÁSICOS DE LA CORROSIÓN
2.1.1 HISTORIA DE LA PROTECCIÓN CONTRA LA CORROSIÓN
Las obras de Platón (427-347 A.C) contienen el primer escrito q describe a la
corrosión. Platón definió la oxidación como el componente terrenal de la
separación del metal. Georgius Agricola celebró con este dictamen, unos
2000 años más tarde en su obra mayor mineralógica De Natura Fossilium:
"Óxido de hierro (lat. ferrugo o rubigo) es, por así decirlo, una secreción de
una plancha metálica. El hierro puede ser protegido contra este defecto por
varios envoltorios, tales como el plomo rojo, plomo blanco, yeso, bitumen o
alquitrán". Gaius Secundus Pliny también mencionó el bitumen, brea, plomo
blanco, y el yeso como la protección del hierro y de bronce contra la
corrosión.
El concepto de proceso corrosivo, fue derivado del latín corredere, (cual
significa el que come o el que destruye), su primera aparición fue en las
Transacciones Filosóficas en 1667. La Protección Catódica usando un
recubrimiento de bitumen alcanzado en la antigüedad se hizo en
Mesopotamia, Algunos escritores de la antigüedad, tales como Dido, Strabo y
Vitruvius mencionan que el asfalto fue obtenido en Babilonia. Alrededor de
5000 años atrás, las calles de Ur, capital de Sumeria (norte del presente
Kuwait) se encendieron en la noche con aceite mineral.

9
La protección catódica de la tubería no se desarrolló en Alemania pero se
aplicó ahí en 1928 y se mejoró en Estados Unidos. En la Figura 2.1 se muestra
una medalla con la cabeza de Robert J. Kuhn, llamado “El Padre de la
Protección Catódica” en América. Él instaló el primer Rectificador de
protección catódica en 1928 en una tubería de gas de larga distancia en Nueva
Orleans.
Figura 2.1 – Medalla de oro con la fotografía de Robert J. Kuhn
establecida por el Comité Técnico de la Protección Catódica
Fuente: Handbook of Cathodic Corrosion Protection. Theory and practice of
electrochemical protection processes (Third Edition) W. Von Baeckmann, W.
Schwenk and W. Prinz
Elaborado por: Edgar Miño
El American Petroleum Institute (API) en Los Ángeles declaró en 1935 que
las corrientes de protección galvánica de ánodos de zinc ya no podía proteger
a las tuberías en las distancias cada vez mayores que se utilizaban y que la
protección contra ataques químicos, tales como los ácidos, era
definitivamente imposible.
Dado que las tuberías en los Estados Unidos se establecieron en su mayoría
sin revestimiento o cualquier aislante hoy por hoy, la protección catódica de
10
tales tuberías resultó relativamente costosa y requiere una considerable
protección por corriente. Por ello no es sorprendente que incluso en 1930 sólo
a cerca de 300 km de tubería en América estaban protegidos por los ánodos
de zinc y 120 km por corriente impresa. Entre ellas se encontraban las
tuberías en Houston, Texas, y Memphis, Tennessee, las cuales habían sido
protegidas catódicamente por Kuhn desde 1931 hasta 1934.
A principios de 1954, I. Denison fue galardonado con el Premio Whitney por
la Asociación Nacional de Ingenieros de Corrosión (NACE). Denison
explicó: "En la primera conferencia de protección corrosiva en 1929 Kuhn
describe cómo el potencial de una tubería que estaba deprimido a -0.85 V en
contra del cobre saturado / sulfato de cobre del electrodo con un rectificador
de corriente continua. No hace falta recordar que este valor es el criterio
aceptado potencial para la protección catódica utilizado en todo el mundo hoy
en día".
2.1.2 INTRODUCCIÓN AL ESTUDIO DE LA CORROSIÓN
Una definición general de la corrosión es la degradación de un material a
través de la interacción del medio ambiente. Esta definición engloba todos los
materiales, tanto de origen natural y los realizados por el hombre incluye
plásticos, cerámicas y metales.
Este estudio se concentrará en la corrosión metálica. Una cantidad
significativa de energía se pone en un metal cuando este se extrae de los
minerales, que lo coloque en un estado de alta energía. Uno de los principios
de la termodinámica es que un material siempre busca el estado de menor
energía. En otras palabras, mayoría de los metales son termodinámicamente
inestables y tienden a buscar un estado de menor energía, que es un óxido o
algún otro compuesto. El proceso por el cual los metales se convierten a
óxidos de baja energía se llama corrosión.

11
La corrosión de materiales es más común en temperaturas cercanas al
ambiente se produce en solución acuosa y están en la naturaleza
electroquímica. El medio acuoso es también referido como el electrolito y, en
el caso de los subterráneos la corrosión, es la tierra húmeda.
El proceso de corrosión implica el retiro de los electrones (Oxidación) del
metal Reacción 2.1 y el consumo de estos electrones por alguna reacción de
reducción, tales como la reducción de oxígeno o el agua Reacción 2.2 y
Reacción 2.3 respectivamente.
Reacción 2.1 – Oxidación
Fe Fe++
+ 2e-
Fuente: Peabody´s Control of Pipeline Corrosion (Second Edition). A.W.
Peabody, 2001 by NACE.
Elaborado por: Edgar Miño
Reacción 2.2 – Reducción de oxígeno
O2 + 2H2O + 4e- 4OH
-
Fuente: Peabody´s Control of Pipeline Corrosion (Second Edition). A.W.
Peabody, 2001 by NACE.
Elaborado por: Edgar Miño
Reacción 2.3 –Reducción de agua
2H2O + 2e- H2 + 2OH
-
Fuente: Peabody´s Control of Pipeline Corrosion (Second Edition). A.W.
Peabody, 2001 by NACE.
Elaborado por: Edgar Miño

12
La reacción de oxidación que comúnmente se llama la reacción anódica y la
reacción de reducción es llamada reacción catódica. Ambas reacciones
electroquímicas son necesarias para que ocurra la corrosión. La reacción de
oxidación causa la actual pérdida de metal pero la reacción de reducción debe
estar presente para consumir los electrones liberados por la reacción de
oxidación, manteniendo la carga neutral.
De lo contrario, una larga carga negativa de gran rapidez se desarrollaría entre
el metal y el electrolito y el proceso de corrosión cesaría. Las reacciones de
oxidación y reducción se refieren a veces como reacciones de media celda y
pueden ocurrir a nivel local (en el mismo sitio sobre el metal) o puede ser
separada físicamente.
2.1.3 ASPECTOS GENERALES DE LA CORROSIÓN
Todos los metales son susceptibles a sufrir el fenómeno de corrosión, el paro
de la instalación puede darse como resultado de la misma, provocando gastos
directos e indirectos de 2Aspectos Económicos, Aspectos Humano-Sociales,
Aspectos de Seguridad Industrial y Aspectos Ambientales.
Aspectos Económicos:
- Reposición del equipo perdido
- Coeficiente de seguridad y sobre diseño para soportar la corrosión
- Mantenimiento preventivo como la aplicación de recubrimientos
- Paros de transporte de productos terminales
- Contaminación de productos
- Pérdida de productos
- Daño de equipo adyacente
2 Tesis Guillermo Zambrano, “Aplicación y procedimiento de la instalación de un lecho Anódico para
la protección Catódica de un tramo del poliducto Quito- Ambato en el sector Pichilata Km. 108,
Petrocomercial” UTE

13
Aspectos Humano-Sociales:
- Condiciones Insalubres.- La contaminación debido a productos del
equipo corroído
-Agotamiento de Recursos Naturales.- En metales como en
combustibles usados para su manufactura
- Apariencia.- Los materiales corroídos generan contaminación visual
Aspectos de Seguridad Industrial:
- Las fallas violentas pueden llegar a provocar incendios explosiones y
liberación de productos tóxicos con consecuencias fatales para toda
instalación petrolera
Aspectos Ambientales
- Derrames de hidrocarburos con afectación directa al medio físico
como suelo subsuelo, agua superficial, agua subterránea, flora, fauna,
y la atmosfera.
2.1.4 FORMAS, CAUSAS, VARIABLES Y TIPOS DE CORROSIÓN
2.1.4.1 FORMAS DE CORROSIÓN
La corrosión ataca en diferentes formas que dependen de todas las
variables existentes en un sistema, forma de trabajo y de la metalurgia del
equipo involucrado. Generalmente se basa en uno de éstos tres factores3:
3 Tesis Guillermo Zambrano, “Aplicación y procedimiento de la instalación de un lecho Anódico para
la protección Catódica de un tramo del poliducto Quito- Ambato en el sector Pichilata Km. 108,
Petrocomercial” UTE

14
a. Apariencia del metal corroído.- La corrosión puede ser uniforme y
entonces el metal se corroe a la misma velocidad en toda su superficie,
o bien, puede ser localizada, en cuyo caso solamente resultan afectadas
áreas pequeñas.
b. Mecanismo de corrosión.- Este comprende las reacciones químicas que
son la oxidación de los metales que es un proceso natural e irreversible
y las electroquímicas que es el flujo de electrones entre metales por
diferencia de fuerza o potencial electromotriz.
c. Naturaleza de la substancia corrosiva.- La corrosión puede ser
clasificada como húmeda o seca, para la primera se requiere un líquido
o humedad mientras que para la segunda las reacciones se desarrollan
con gases a altas temperaturas.
2.1.4.2 CAUSAS DE CORROSIÓN
2.1.4.2.1 CELDA DE CORROSIÓN DIFERENCIAL
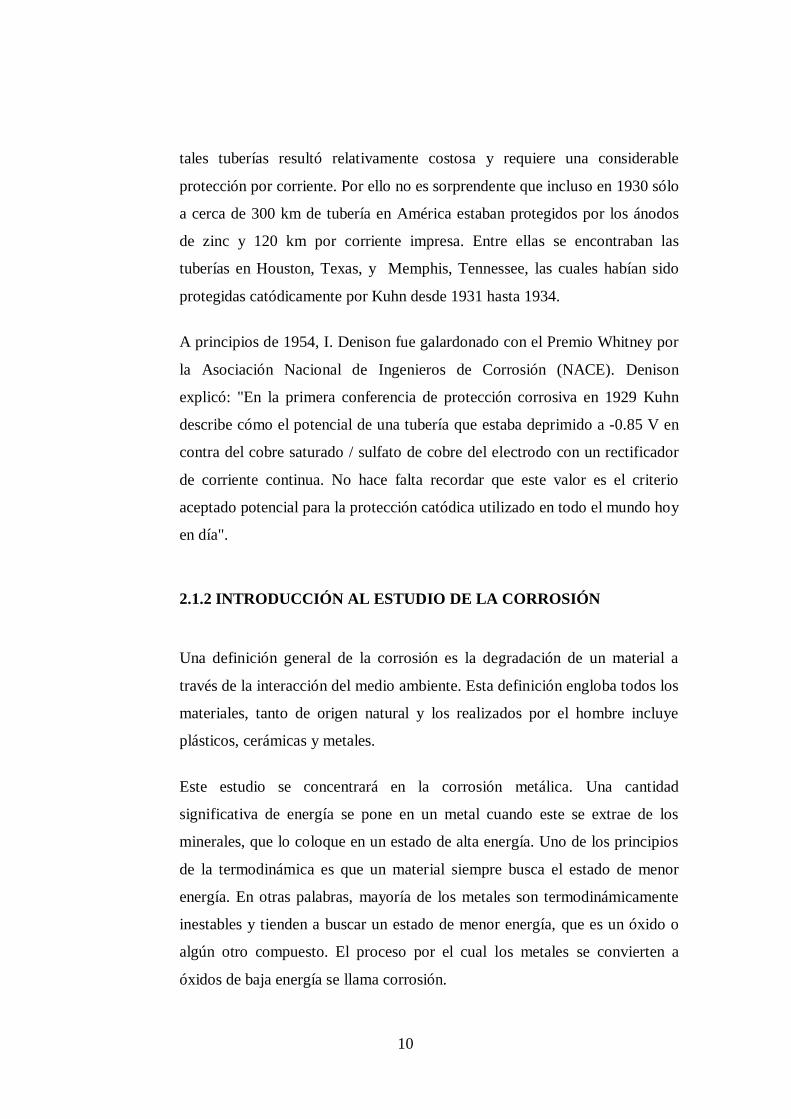
Para que el proceso de corrosión se active, se requiere la existencia de
un circuito eléctrico el cual está formado por 4 elementos, Figura 2.2.
El sitio donde el metal se oxida se conoce como el ánodo o sitio
anódico. En este sitio, la corriente eléctrica directa (definida como un
flujo positivo de carga) los flujos de la superficie metálica en el
electrolito como los iones metálicos dejan la superficie.
Este flujo de corriente en el electrolito al sitio donde el oxígeno, el
agua, o alguna otra especie son reducidos. Este sitio es conocido como
el cátodo o el sitio catódico.
15
Figura 2.2 – Esquema mostrando una celda de corrosión diferencial
Fuente: Engineering Encyclopedia. Saudi Aramco Desktop Standards,
Chapter Corrosion, File reference COE-101.04
Elaborado por: Edgar Miño
Los cuatro componentes indispensables de una celda de corrosión
diferencial que son:
1. Ánodo
2. Cátodo
3. Puente Metálico
4. Electrolito
1.- Ánodo: Representa la parte de la superficie metálica que resulta
corroída, ó el área donde el metal se “disuelve”. El metal al disolverse
pasa a la fase de agua en forma de ión, perdiendo electrones; la reacción
electroquímica Reacción 2.1 Oxidación.

16
La pérdida de electrones (con carga negativa) convierte al metal en un
ión con cargas positivas. La pérdida de electrones se denomina
Oxidación.
2.- Cátodo: Representa la parte de la superficie metálica que no se
disuelve. También, al igual que en el ánodo, allí se lleva acabo otra
reacción electroquímica necesaria para que el proceso de corrosión
prosiga.
Los electrones producidos en el ánodo, se trasladan a través del metal
hacía el cátodo donde son consumidos por reacción con un agente
oxidante presente en el agua:
Reacción 2.4 – Catódica
2H+ + 2e- H2
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
Si otro elemento oxidante, como por ejemplo el oxígeno, está presente
en el agua, hay dos reacciones posibles:
Reacción 2.5 – Catódica en Aguas Ácidas
O2 + 4H+ + 4e- 2H2O
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño

17
Reacción 2.6 – Catódica en Aguas Alcalinas
O2 + 2H2O + 4e- 4(OH) -
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
Figura 2.3 – Corrosión del Acero
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
En resumen la reacción química en el ánodo produce electrones y la
reacción química en el cátodo consume éstos electrones. Los electrones
viajan a través del metal, desde el ánodo al cátodo, a través de un
puente metálico que representa el tercer elemento del circuito eléctrico.
CORROSION del ACERO
PIEZA DE METALEN SECO
Fe3C
Fe
Fe3C
Fe
2H+ + 2e H2
Fe Fe++ + 2e
Flujo de electrones
ANODO
CATODO
AGUA DE MAR
ACERO AL
CARBONACERO AL
CARBON
Flujo de Corriente
e
PIEZA DE SUMERGIDA EN AGUA DE MAR

18
3.- Puente metálico: Es el puente de circulación de electrones. Los
electrones viajan del ánodo al cátodo la corriente eléctrica generada lo
hace en sentido inverso.
4.- El electrolito: Está, representado por la solución que cubre el ánodo
y cátodo ó la fase acuosa, sin la cual no podrían ejecutarse reacciones
descritas anteriormente. El agua debe ser conductiva, es decir tener una
cantidad de sales disueltas (electrolito), a mayor concentración de sales
disueltas, mayor capacidad conductiva del agua.
2.1.4.2.2 COMPOSICIÓN QUÍMICA DEL AGUA
Siendo la corrosión un proceso electroquímico, la presencia de agua es
una de las condiciones básicas para establecer un proceso de corrosión
y principalmente la composición química de ésta, y más aún, la
presencia de gases disueltos en ella, específicamente:
- Oxígeno
- Dióxido de carbono y
- Sulfuro de Hidrógeno
Dos factores son importantes cuando consideramos las características
del agua y cómo ellas afectan el proceso de corrosión.
La primera es la conductividad, ó capacidad del agua para transportar la
electricidad y que depende de la concentración de sales disueltas en
ella.
A mayor cantidad de sales disueltas, mayor capacidad para transportar
rápidamente la corriente. El otro factor importante es la concentración
19
de gases disueltos ó agentes oxidantes, los cuales son la causa principal
de corrosión en un sistema.
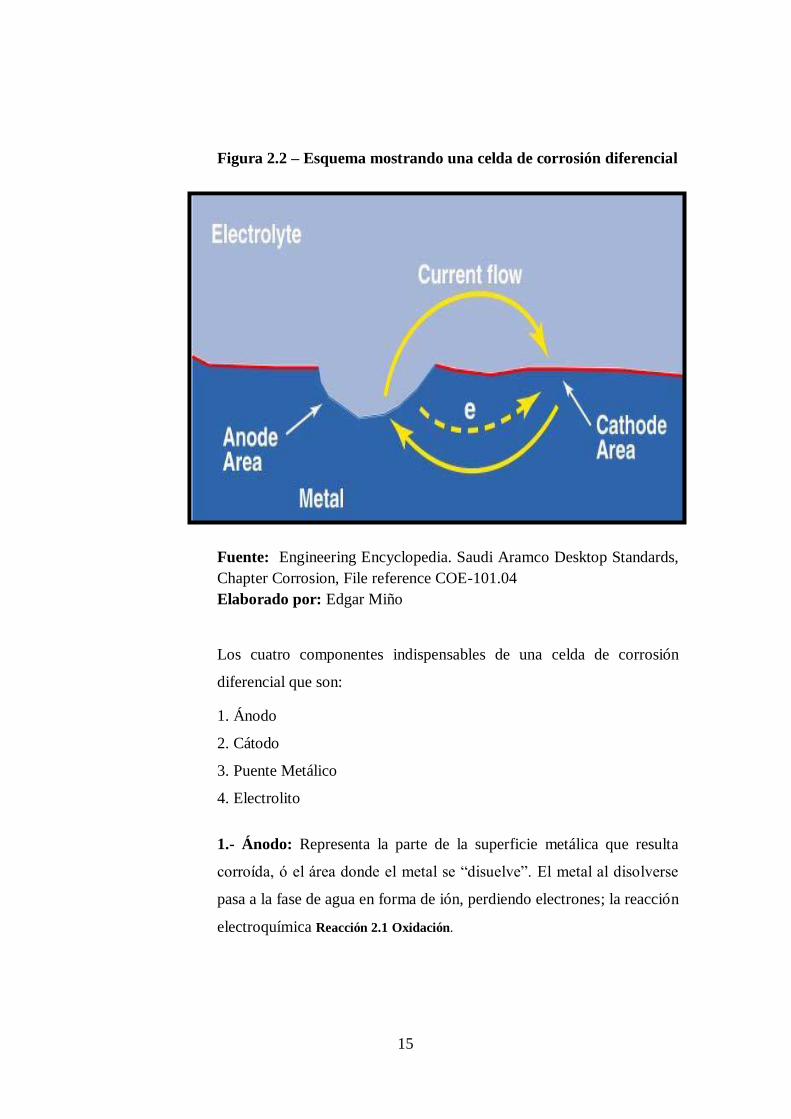
En los campos petroleros, los principales agentes son el oxígeno y gases
que generan acidez: Dióxido de carbono (CO2) que genera ácido
carbónico (H2CO3) y ácido sulfhídrico (H2S), que se disuelve y disocia
en el agua.
Ambos tienen la facultad de atacar directamente al acero para formar
carbonato de hierro y sulfuro de hierro.
Figura 2.4 – Corrosividad comparativa de 3 gases comunes en
Soluciones de Agua
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño

20
Es importante indicar que para que exista un proceso de corrosión,
ambos factores deben estar involucrados. Podemos tener por ejemplo
aguas con alta concentración de sales disueltas (alta conductividad),
pero si no hay presencia de agentes oxidantes, no tendremos corrosión
en el sistema.
La situación inversa: agua no conductora (0 de conductividad), el caso
del agua pura por ejemplo, con presencia de agentes oxidantes causará
corrosión por acción directa de agente oxidante.
El efecto perjudicial de la conductividad es sólo su capacidad de
transportar iones ó corriente eléctrica acelerando el proceso de
corrosión. Aguas con baja conductividad y alta concentración de gases
disueltos generarán alta corrosión en el sistema.
2.1.4.2.3 CONCENTRACIÓN DE GASES DISUELTOS EN
FLUIDO
La influencia directa en la concentración de gases oxidantes,
especialmente el H2S y CO2 puede medirse por determinación del pH
del agua, el cual se describe en los análisis básicos del agua.
Dada la importancia operativa y económica de los problemas de
corrosión, para realizar un estudio de prevención efectivo, es necesario
cuantificar la presencia de éstos gases y conocer bien sus mecanismos
de acción.
21
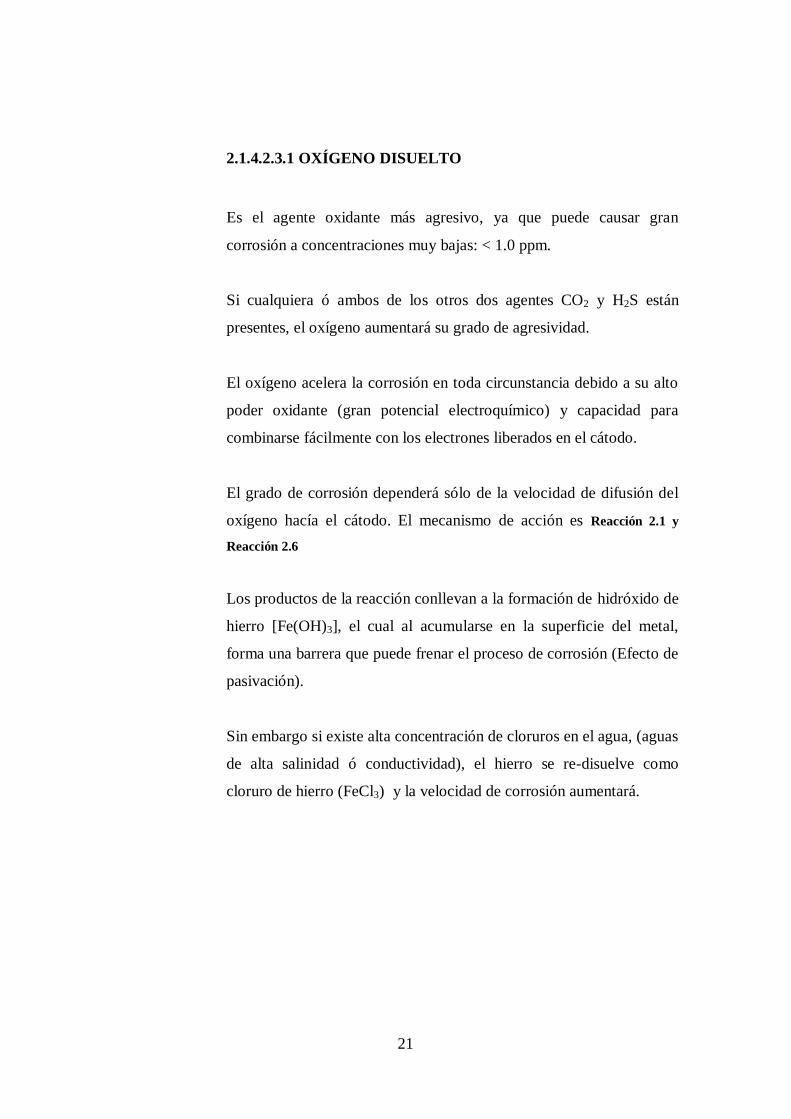
2.1.4.2.3.1 OXÍGENO DISUELTO
Es el agente oxidante más agresivo, ya que puede causar gran
corrosión a concentraciones muy bajas: < 1.0 ppm.
Si cualquiera ó ambos de los otros dos agentes CO2 y H2S están
presentes, el oxígeno aumentará su grado de agresividad.
El oxígeno acelera la corrosión en toda circunstancia debido a su alto
poder oxidante (gran potencial electroquímico) y capacidad para
combinarse fácilmente con los electrones liberados en el cátodo.
El grado de corrosión dependerá sólo de la velocidad de difusión del
oxígeno hacía el cátodo. El mecanismo de acción es Reacción 2.1 y
Reacción 2.6
Los productos de la reacción conllevan a la formación de hidróxido de
hierro [Fe(OH)3], el cual al acumularse en la superficie del metal,
forma una barrera que puede frenar el proceso de corrosión (Efecto de
pasivación).
Sin embargo si existe alta concentración de cloruros en el agua, (aguas
de alta salinidad ó conductividad), el hierro se re-disuelve como
cloruro de hierro (FeCl3) y la velocidad de corrosión aumentará.
22
Figura 2.5 – Efecto del Oxígeno
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
El oxígeno causa diferentes modalidades ó tipos de corrosión. La
forma típica de corrosión por oxígeno, es la picadura, con presencia
de óxido ó hidróxido de Fe. También se forman celdas de corrosión
por aireación diferencial, en áreas donde existen diferentes
concentraciones de oxígeno, en ese caso, el área de menor
concentración se transforma en un ánodo. Los ejemplos más típicos
son la corrosión por estancamiento, interfases aire-agua y formación
de tubérculos.
EFECTO DEL OXÍGENO
Fe Fe++ + 2e- (reacción anódica)
H+ + 2e- 2H0 H2 (reacción catódica)
2 H0 + 1/2O2 H2O
EN LA REACCIEN LA REACCIÓÓN ANODICAN ANODICA
EL OXÍGENO PRECIPITA AL FE++ EN EL ÁNODO PREVINIENDO LA POLARIZACIÓN
ANÓDICA, INCREMENTANDO LA VELOCIDAD DE CORROSIÓN.
EN LA REACCIEN LA REACCIÓÓN CATN CATÓÓDICADICA
2H+ + 2E- 2H0 (ETAPA RÁPIDA)
2H0 H2 (ETAPA LENTA)
EL H2 GASEOSO CUBRE Y POLARIZA EL ELECTRODO CATÓDICO, RETARDANDO LA
REACCIÓN DE CORROSIÓN.
2H0 + 1/2 O2 H20
CON EL O2 PRESENTE, EL H2 NUNCA SE FORMA, EL CÁTODO NO SE POLARIZA Y LA
VELOCIDAD DE CORROSIÓN PERMANECE ALTA.

23
La presencia de oxígeno no es natural en campos de producción. Los
pozos petroleros no producen oxígeno. El oxígeno se introduce
mayormente en el equipo de superficie: tanques abiertos, sellos de
bombas en mal estado y sistemas que trabajan al vacío.
Figura 2.6 – Corrosión por O2, Corrosión por CO2 acelerada por
O2
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
2.1.4.2.3.2 DIÓXIDO DE CARBONO DISUELTO
Éste es probablemente el agente oxidante más común en la producción
petrolera y se encuentra presente en casi todas las áreas conocidas por
que es parte del proceso de formación del petróleo en los reservorios.
CORROSIÓN POR O2
CARACTERIZADA POR PITS DE AMPLIA
BASE, DE BORDES MODERADOS Y
FONDOS CONTENIENDO DEPOSITOS
DE Fe2O3
CORROSIÓN POR CO2
ACELERADA POR O2
LA MORFOLOGIA ES UN PROMEDIO DE
AMBOS TIPOS DE ATAQUE PERO LA
PROFUNDIZACIÓN DEL PIT ES MUCHO
MÁS RÁPIDA Y CATASTRÓFICA

24
El Dióxido de Carbono se disuelve en el agua para formar el ácido
carbónico, que reduce el pH del agua y aumenta la corrosión por
ataque directo a las superficies metálicas de los equipos.
El mecanismo de acción es el siguiente:
Reacción 2.7 – Dióxido de Carbono disuelto en Agua para formar
Ácido Carbónico
CO2 + H2O H2CO3
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
Reacción 2.8 – Ácido Carbónico con el Hierro
Fe + H2CO3 Fe2CO3 + H2
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
El tipo de corrosión causada por el ácido carbónico es de tipo picadura
localizada y se conoce como corrosión dulce.
Los principales factores que gobiernan la corrosión por CO2 son la
presión, temperatura y composición química del agua Figura 2.7

25
Figura 2.7 – Corrosión por CO2
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
En términos generales, a mayor presión del sistema, mayor cantidad
de CO2 disuelto y consecuentemente mayor corrosión (menor pH en el
agua).
A mayor temperatura se reduce la solubilidad del CO2 disuelto, por
consiguiente menor corrosión (mayor pH en el agua). Figura 2.8
CORROSICORROSIÓÓN POR CON POR CO22
CARACTERIZADA POR PITS INTERCONECTADOS, CON PAREDES
ESCARPADAS Y BORDES ASERRADOS. FONDOS REDONDEADOS CON
PRESENCIA DE PRECIPITADO BLANCO, GRIS Ó NEGRO QUE REACCIONA
CON HCl Y SIN OLOR

26
Figura 2.8 – Guía general de predicción de Corrosión por CO2
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
Finalmente la presencia de una mayor cantidad de sales en el agua,
puede atenuar la reducción del pH, pero también aumentar el grado de
conductividad iónica. Ello depende del tipo de componentes en el
agua.
La presión parcial del CO2 se puede utilizar para predecir el grado de
corrosividad de un determinado sistema.
Para ello necesitamos conocer la concentración de CO2 en el gas y la
presión total a la cual se encuentra un sistema determinado. Ecuación
2.1
GUIA GENERAL DE PREDICCION DE
CORROSION POR CO2
PRESION PARCIAL DE CO2 CORROSION
SOBRE 30 PSIG ALTA POSIBILIDAD DE OCURRENCIA
3 A 30 PSIG BAJA POSIBILIDAD DE OCURRENCIA
NO OCURRE CORROSIONMENOS DE 3 PSI

27
Ecuación 2.1 – Presión Parcial
Presión Parcial = Presión Total * fracción molar de CO2 en el gas
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
En la Figura 2.9 puede apreciarse el efecto de la presión parcial sobre el
pH, ó acidez del agua producida. Este aspecto es importante en el
estudio de problemas de control de corrosión é incrustaciones.
Figura 2.9 – Efecto de la Presión parcial del CO2 sobre el pH
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
EFECTO DE LA PRESIÓN PARCIAL DEL CO2 SOBRE EL pH
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
4
4.1
4.2
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
PRESIÓN PARCIAL DE CO2, psig
pH
60 F 78 F 105 F
(EN AGUA CONDENSADA)

28
2.1.4.2.3.3 ÁCIDO SULFHÍDRICO DISUELTO
El H2S es un gas que se encuentra en áreas determinadas, pero en
mayor ó menor concentración, se disuelve fácilmente en el agua, en
condiciones normales y actúa como un ácido débil.
La corrosión causada por el H2S es del tipo de picadura localizada y
se conoce generalmente como corrosión agria, cuando la
concentración del gas es mayor de 10 ppm. Cuando es menor de 5
ppm se denomina dulce.
Cuando en un sistema existen los dos gases: H2S y CO2, la corrosión
es más intensa y si se suma a esto la presencia de oxígeno, la
velocidad de corrosión aumenta a niveles dramáticos. El H2S también
puede generarse por actividad microbiológica, específicamente por
una bacteria denominada sulfato-reductora y que actúa convirtiendo el
ión sulfato (SO4), presente en aguas producidas, en ácido sulfhídrico.
Es importante determinar siempre el origen de la presencia de este gas
a fin de optar por el tratamiento más adecuado: control biológico ó
control de corrosión por otros métodos. El mecanismo de la corrosión
por ácido sulfhídrico es complejo pasando por diferentes estados de
oxidación hasta la reacción final.
Reacción 2.9 – Sulfuro de hierro producto de la corrosión por H2S
H2S + Fe + H2O FeS + H2
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño

29
El sulfuro de hierro (FeS), producto de la corrosión por éste gas es un
polvo fino de color negro que se adhiere a la superficie metálica como
una capa fina.
El problema es que el FeS es catódico con respecto al acero, lo cual
produce una corrosión muy localizada en la forma de una picadura
muy profunda Figura 2.10
Otros problemas generados por la presencia de H2S, son el
ampollamiento por hidrógeno y la fractura del metal.
Figura 2.10 – Corrosión por H2S
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
CORROSICORROSIÓÓN POR HN POR H22SS
PRESENCIA DE PITS REDONDEADOS Y PEQUEÑOS, AISLADOS Y SEPARADOS UNOS DE OTROS
DE FONDOS REDONDEADOS Y PAREDES LISAS. GENERALMNENTE PRESENTAS FISURAS POR
ESFUERZO EN EL FONDO Y PRESENCIA DE PRECIPITADO NEGRO DE FeS QUE REACCIONA
CON HCL CON OLOR A HUEVOS PODRIDOS

30
2.1.4.2.4 METALURGIA DEL ACERO
La naturaleza de los materiales que utilizamos en tuberías de pipetrack
en RLL, están fabricadas generalmente por acero al carbón. El acero es
una aleación de hierro y pequeñas cantidades de Carbón (0.08 a 1.0 %),
que le dan más tenacidad y resistencia. En la aleación del acero existen
dos materiales: hierro puro y granos de carburo de hierro (Fe3C), este
último distribuido en forma de granos finos.
El Carburo de hierro (Fe3C), tiene menos tendencia a corroerse que el
hierro puro que en ésta condición se convierte en ánodo si el sistema
está en contacto con un electrolito (agua de producción), formándose,
en consecuencia muchísimas celdas de corrosión generalizada.
Este tipo de diferencias en la composición química y características de
los materiales se presentan también en el caso de las soldaduras donde
el calor impreso ha cambiado la estructura cristalina del metal y por ello
presenta potencial diferente. Esto se observa también en el hiero
fundido.
Los metales son en esencia materiales no homogéneos y existen
diferencias de potencial que promueven el inicio de la corrosión en
éstos materiales.
El tratamiento térmico del acero tiene muchas variaciones que dan
origen a cambios en la micro estructura del acero.
2.1.4.3 VARIABLES FÍSICAS

31
2.1.4.3.1 TEMPERATURA
Como regla general, las reacciones químicas incrementan su velocidad
cuando la temperatura es mayor. Lo mismo es aplicable a la corrosión
en sistemas cerrados, como los sistemas de producción. Se ha
establecido una regla práctica indicando que cada 10 °C de aumento de
la temperatura, la velocidad de corrosión se incrementa el doble.
En sistemas abiertos: tanques, recipientes, la corrosión tiende a
aumentar en un momento y luego si la temperatura sigue aumentando,
la corrosión comienza a disminuir por que los gases disueltos, causantes
directos de la corrosión, comienzan a ser expulsados de la fase agua.
2.1.4.3.2 PRESIÓN
La presión influye también en la intensidad de la corrosión. A mayor
presión, mayor cantidad de gases (CO2, H2S, O2) disueltos presentes y
por lo tanto mayor velocidad de corrosión.
2.1.4.3.3 VELOCIDAD
La velocidad juega un papel decisivo en los niveles de corrosión en un
sistema. A mayores velocidades, mayor velocidad de corrosión. Uno de
los efectos más comunes es que a mayor velocidad de flujo se tiende a
perder ó arrastrar la película de inhibidor formada en la superficie
metálica.

32
Si el fluido además arrastra sólidos en suspensión ó burbujas de gas ó
aire, el efecto es mayor por la fricción ejercida por las partículas sólidas
contra la superficie metálica (Corrosión por erosión) y golpe de las
burbujas contra la superficie metálica (corrosión por cavitación),
respectivamente.
En algunos casos cuando la velocidad es baja, la velocidad de corrosión
disminuye, pero aumenta la tendencia a una forma de corrosión
conocida por picadura.
Sucede que a velocidades bajas de flujo, y generalmente en sistemas
que tienen alta concentración biológica, se forman películas de materia
orgánica y debajo de ellas se asientan colonias bacterianas que generan
ácidos, los cuales causa corrosión localizada.
2.1.4.3.4 ESFUERZOS DE TENSIÓN
La acción conjunta de un esfuerzo de tensión y un medio ambiente
corrosivo, dará como resultado en algunos casos, la fractura de una
aleación metálica. Las fracturas pueden seguir caminos inter cristalinos
o transcristalinos que a menudo presentan una tendencia a la
ramificación.
Los esfuerzos que causan las fracturas provienen de trabajos en frío,
soldadura, tratamiento térmicos, o bien, pueden ser aplicados en forma
externa durante la operación del equipo.

33
2.1.4.4 TIPOS DE CORROSIÓN
En la industria petrolera, la corrosión se divide principalmente en
corrosión uniforme, aquella en que el desgaste del metal es más ó menos
parejo (uniforme) y la corrosión localizada, donde se aprecia desgaste más
intenso en unas zonas, incluyendo aún perforaciones que atraviesan toda
la pared del metal, cuando al costado aparentemente no se observa un
desgaste.
Otras formas de corrosión no solo implican desgaste de ciertas zonas de la
superficie metálica sino que van más allá, es decir hacía la misma
estructura del metal causando fatiga y fisura ó fractura de la estructura
metálica.
A continuación se describen los tipos de corrosión y su representación
gráfica en la Figura 2.11:
- Celdas de Concentración
- Corrosión Bi-metálica o Galvánica
- Corrosión-Erosión
1. Corrosión Localizada - Corrosión - Cavitación
- Corrosión Intergranular
- Fallas causadas por hidrógeno
- Corrosión por Fatiga
2. Corrosión Uniforme

34
Figura 2.11 – Las 8 Formas de Corrosión
Fuente: Control de corrosión en operación de producción de petróleo, Ing.
Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
35
2.1.4.4.1 CORROSIÓN LOCALIZADA
El proceso de corrosión se concentra en áreas específicas con intensidad
varias veces mayor a la que sucede en el resto de la superficie y los
huecos resultantes pueden ser estrechos y profundos (hasta llegar a la
perforación de la pared metálica misma) o más extendidos y
superficiales. Dentro de ésta forma de corrosión se conocen algunas
variaciones típicas:
2.1.4.4.1.1 CELDAS DE CONCENTRACIÓN
Es un tipo de corrosión que se origina por diferencias localizadas en
el metal ó en el electrolito en contacto con el metal. Diferencias en la
composición del electrolito (puede ser por agua), generalmente se
clasifican como celdas de concentración.
Ejemplos:
Corrosión por estancamiento.- Es un tipo de corrosión por picadura
que se desarrolla en hendiduras y rendijas, por estancamiento de flujo
y diferencia en la concentración del gas oxidante presente.
Éste gas se consume más rápidamente en la hendidura, dejando un
diferencial de concentración que inicia el flujo de electrones hacía la
zona con menos concentración del gas.
Es muy típica de sistemas oxigenados con problemas de diseño.
36
Tubérculos de Oxígeno.- Es un tipo de picadura con el mismo
principio anterior. Es influenciado por la formación de una capa
porosa de óxido ó hidróxido de hierro que cubre parcialmente la
superficie metálica y crea una diferencia de concentración de oxígeno
entre la zona adyacente al depósito de óxido y la zona situada debajo
del depósito.
Celdas de aireación diferencial.- Es una forma de picadura que se
origina por la diferencias de aireación en zonas que tienen contacto
con el oxígeno atmosférico.
Corrosión bajo depósitos.- Es una forma de picadura que se origina
por la depositación de incrustamientos, óxidos productos de corrosión
y lodos de tipo poroso sobre áreas determinadas de la superficie
metálica, propiciando diferencias en la concentración de gases
disueltos.
Normalmente se produce en el fondo de tuberías y tanques. También
es una variación de la tuberculación por oxígeno.
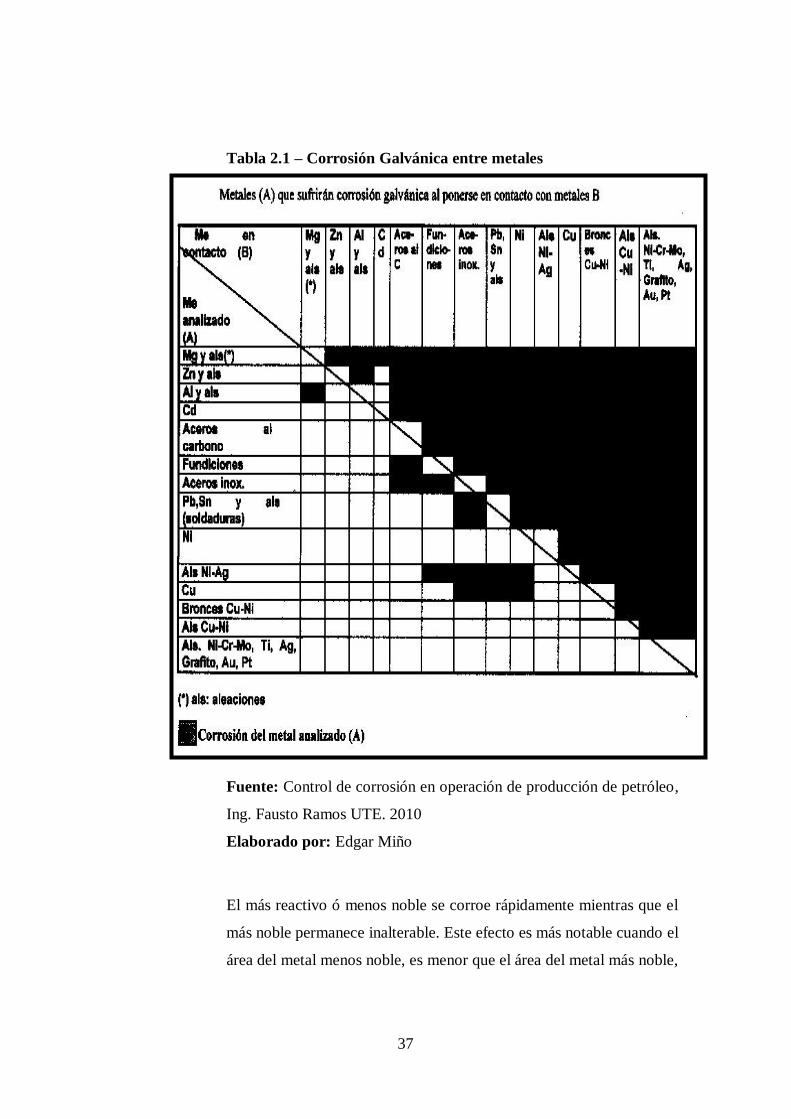
2.1.4.4.1.2 CORROSIÓN POR UNIÓN BI-METÁLICA Ó
CORROSIÓN GALVÁNICA
Es el tipo de corrosión que se produce cuando dos metales de diferente
potencial son colocados unidos entre sí dentro de un electrolito que
contiene un agente oxidante la Tabla 2.1 muestra la corrosión galvánica
entre los metales.
37
Tabla 2.1 – Corrosión Galvánica entre metales
Fuente: Control de corrosión en operación de producción de petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño
El más reactivo ó menos noble se corroe rápidamente mientras que el
más noble permanece inalterable. Este efecto es más notable cuando el
área del metal menos noble, es menor que el área del metal más noble,

38
en este caso el metal menos noble se corroe a una velocidad
proporcional a la diferencia de áreas.
Un ejemplo beneficioso, de éste tipo de corrosión es la protección
catódica utilizando ánodos de sacrificio, a base de zinc que se colocan
aciertos intervalos en un sistema de tuberías de acero al carbón
haciendo que en éste caso en material menos noble (zinc) se corroa
mientras que la estructura que queremos proteger se mantiene
inalterable. Cada cierto tiempo obviamente, tendremos que reemplazar
los ánodos desgastados de zinc.
Ejemplo:
HAZ (Corrosión por Zona Térmicamente Afectada).- Este tipo de
corrosión se aprecia en las zonas de soldadura de una tubería. Durante
la soldadura de dos tuberías, y por efecto del arco térmico, las zonas
adyacentes pueden ser afectadas por la temperatura que cambia la
micro estructura del metal; la cual es diferente de la micro estructura
de zonas más alejadas del área de soldadura y por lo tanto se crean dos
metales con diferentes potenciales. En ésta situación, generalmente el
metal adyacente a la soldadura se vuelve menos noble (ánodo) y se
corroe a mayor velocidad.
2.1.4.4.1.3 CORROSIÓN - EROSIÓN
Es el tipo de corrosión originado por alta velocidad ó turbulencia de
un fluido que contiene también agentes oxidantes ó corrosivos quienes
actúan alternativamente, destruyendo las capas protectoras sobre la
superficie metálica y causando inmediatamente corrosión al metal
expuesto.

39
En aceros al carbón, donde se tiende a formar una capa protectora de
carbonato de hierro, el metal se ve atacado cuando dicha capa es
destruida por efecto de velocidad y turbulencia.
2.1.4.4.1.4 CORROSIÓN - CAVITACIÓN
Es el tipo de corrosión causado por la formación y colapso posterior
de burbujas de vapor, debido a cambios rápidos en la presión de un
sistema. Los impulsores de bombas centrífugas son más susceptibles a
éste tipo de corrosión. Figura 2.12
Figura 2.12 – Corrosión - Cavitación
Fuente: EINPSA, Curso de Facilidades de Producción de Petróleo,
Ing. Fausto Ramos UTE. 2010
Elaborado por: Edgar Miño

40
2.1.4.4.1.5 CORROSIÓN INTERGRANULAR
Es aquella que se realiza en las periferias de los diferentes granos ó
núcleos que componen el metal.
Muchas veces se confunde con la corrosión por fractura por estrés la
misma que ocurre sólo cuando el metal está sometido a determinadas
tensiones.
En la mayoría de los casos, la corrosión intergranular ocurre por
imperfecciones en el refinado de las aleaciones por las cuales se
producen precipitaciones en las fronteras de los granos que hacen que
dichas fronteras se vuelvan más susceptibles a la corrosión que los
mismos granos.
Los aceros inoxidables son los más susceptibles a éste tipo de
corrosión. Debido a ciertas fallas en el tratamiento térmico de éstos
aceros, el carburo de cromo precipita en las fronteras haciéndolo
susceptible a este tipo de corrosión. Cuando ello sucede se dice que el
acero inoxidable está “sensibilizado”.
La corrección a este problema radica en la ejecución de un tratamiento
térmico adecuado, reducir la concentración de carbono (debajo de
0.03 %) y agregar ó alear con otros metales (niobio).
2.1.4.4.1.6 FALLAS CAUSADAS POR HIDRÓGENO
El átomo de hidrógeno (H), es muy pequeño y tiene una gran
capacidad para difundirse a través de las paredes metálicas y
aprovechar cualquier espacio (ejemplo laminaciones) para acumularse
allí. A continuación el átomo de hidrógeno se convierte en molécula

41
(H2), la cual ocupa un mayor espacio. Con el tiempo la presión
ejercida por las moléculas genera la formación de cavernas de mayor
tamaño las mismas que producen un hinchamiento en el área y la
posterior falla del metal.
Cuando ello sucede en aceros de baja resistencia, se le denomina
ampollamiento y es un problema muy común en campos donde existe
mucho H2S, puesto que éste gas produce hidrógeno como producto de
su reacción con el acero. Puede causar rupturas y fugas en las tuberías
atacadas.
Cuando el hidrógeno entra en aceros de alta resistencia da lugar a otro
tipo de falla denominada fragilización. Cuando el metal llega a éste
estado de fragilización, falla en forma espontánea a niveles de
resistencia muy por debajo de su resistencia normal de trabajo.
La limitación de éste fenómeno a los aceros de alta resistencia se debe
al hecho de que sólo en éstos materiales el nivel de tensión es lo
suficiente alto como para iniciar el mecanismo descrito.
Las fallas por fragilización por hidrógeno no ocurren inmediatamente
después de la aplicación de un esfuerzo mayor ó la exposición al
hidrógeno atómico, sino que toman un tiempo determinado hasta que
se produce la falla catastrófica. Durante éste período previo, el
hidrógeno se difunde hacía los lugares de mayor tensión y se acumula
allí.
En campos donde existen ambientes húmedos y con presencia de H2S,
se produce otro tipo de falla por hidrógeno denominado fractura por
esfuerzo al sulfuro. El mecanismo exacto de éste tipo de falla no está
muy bien definido y por ésa razón se le denomina de varias formas,

42
sin embargo se ha aceptado que para que éste tipo de falla se
produzca, deben darse las siguientes condiciones:
- Debe haber presencia de H2S
- Debe haber presencia de agua, inclusive trazas de ella
- Debe estar involucrado un acero de alta resistencia
- El acero debe estar sometido a un esfuerzo de tensión.
Cuando existen éstas condiciones, la fractura por esfuerzo al sulfuro
puede ocurrir después de un determinado tiempo, horas, días ó años de
servicio.
La susceptibilidad del material a fallar por éste mecanismo, está
determinado por las siguientes variables:
- Resistencia ó dureza del acero.- Aceros con resistencias menores de
90,000 psi son poco susceptibles a fallar. Estos niveles sin embargo
pueden variar según aleaciones con otros metales y tratamiento
térmico aplicado al acero.
- Nivel de Tensión.- A mayor nivel de esfuerzo, menor el tiempo de
falla.
- Concentración de H2S
- PH del agua.- La susceptibilidad a la fractura se incrementa cuando
el pH es más bajo.
- Temperatura.- La susceptibilidad a la fractura disminuye a
temperaturas superiores a 160 ºF (71.1 ºC).
43
Finalmente está el caso de falla por hidrógeno a altas temperaturas,
causada por la reacción del hidrógeno a estas temperaturas con el
metal al carbón formando metano (CH4), el cual ocupa un volumen
mayor causando fracturas y cavernas dentro de la micro-estructura del
metal.
2.1.4.4.1.7 CORROSIÓN CAUSADA POR FATIGA
Es el tipo de corrosión que ocurre cuando un metal es sometido a
esfuerzos cíclicos ó repetitivos y falla en forma de fragilización al
realizar esfuerzos por debajo del esfuerzo normal de trabajo.
Hay sin embargo en algunos metales como los aceros, un valor de
esfuerzo por debajo del cual no se producirá falla en un metal que está
siendo sometido a esfuerzos cíclicos ó repetidos.
Ese valor de esfuerzo se denomina el Límite de Endurancia.y
generalmente es más bajo que el esfuerzo de trabajo. La perfomance
de los metales sujetos a esfuerzos cíclicos es determinada evaluando el
esfuerzo al cual se produce la falla versus el número de ciclos antes de
producirse la falla.
Para el caso de aceros al carbón, el Límite de Endurancia
generalmente es entre 40 y 60 % de su esfuerzo de tensión y depende
de la micro-estructura y tratamiento térmico del acero.
Las fracturas debido a fatiga del metal, siempre comienzan a
producirse en la superficie: rayaduras, inclusiones ó porosidades que
actúan como elevadores del nivel de esfuerzo.

44
Los tratamientos térmicos pueden de-carburizar un área de la
superficie metálica y tener el mismo efecto.
El límite a la fatiga de un metal es seriamente afectado cuando el
metal se estresa cíclicamente en un ambiente corrosivo. La ocurrencia
simultánea de esfuerzos repetidos y un medio corrosivo se denomina
Corrosión-Fatiga.
La característica crítica a reconocer en una situación de corrosión
fatiga es que el metal ya no exhibe su Límite de Endurancia Original.
La corrosividad del medio ambiente es también de mucha
importancia.
La presencia de O2, CO2 y H2S afecta seriamente la resistencia del
metal a la fatiga, por cuanto su acción origina picadura en las
superficies del metal.
La corrosión tiene tres posibles influencias en la Corrosión-Fatiga:
1.- Crea asperezas en la superficie metálica promoviendo la formación
lugares para inicio de fracturas.
2.- La corrosión puede actuar dentro de una fractura ya iniciada.
3.- La corrosión puede generar hidrógeno atómico por reacción
catódica y el mismo, al difundirse en la estructura del acero
produce fracturas y fragilización del metal.

45
2.1.4.4.2 CORROSIÓN UNIFORME
Se caracteriza por ataque corrosivo de manera uniforme sobre toda la
superficie o una gran parte de la superficie total. El adelgazamiento
general del metal se lleva a cabo hasta que exista una ruptura.
Sobre la base del tonelaje perdido, esta es la más importante forma de
corrosión. Sin embargo, la corrosión uniforme es relativamente fácil de
medir y predecir. El cambio de apariencia de una superficie brillante o
pulida, decoloración del acero son ejemplos de corrosión uniforme
Figura 2.13.
Figura 2.13 – Corrosión Uniforme
Fuente: The 8 Forms of Corrosion, Transferring Expert Knowledge
Migas, Indonesia
Elaborado por: Edgar Miño
46
La corrosión de la superficie puede indicar una ruptura de la capa
protectora, sin embargo deben ser examinados de cerca.
Haciendo el material más grueso de lo necesario para confrontar la
corrosión en toda la vida útil del producto, o la aplicación de una capa
en la superficie, tales como pintura, son los métodos estándar de
prevención para este tipo de la corrosión.

CAPÍTULO III

47
CAPÍTULO III
3. PRINCIPIOS DE DISEÑO DEL SISTEMA DE PROTECCIÓN
CATÓDICA POR CORRIENTE IMPRESA
El sistema de protección catódica con corriente impresa se llevó a cabo
aproximadamente cien años después que el de ánodos galvánicos.
En este sistema de protección catódica se utiliza la corriente suministrada por una
fuente continua para imprimir la corriente necesaria para la protección de una
estructura.
Para que exista la corrosión electroquímica o húmeda, es fundamental que se ponga
en funcionamiento una pila galvánica que denota la existencia de un ánodo, un
cátodo y un electrolito.
En el momento en que uno de estos tres elementos básicos para el funcionamiento de
una pila falle, ésta dejará de funcionar y por tanto se detendrá la corrosión.
Los sistemas de protección contra la corrosión están basados en la eliminación de
alguno de estos elementos o en hacerlos inoperantes.
El procedimiento que elimina todos los ánodos de la superficie metálica haciéndola
toda catódica, se conoce con el nombre de protección catódica.
Para volver catódica una superficie metálica se puede seguir el procedimiento de
corriente impresa, Conectando el metal a proteger al polo negativo de una fuente de
alimentación de corriente continua, pura o rectificada, y el polo positivo a un

48
electrodo auxiliar que puede estar constituido por chatarra de hierro, ferro-silicio,
plomo-plata, grafito, etc. Figura 3.1
Figura. 3.1 - Diagrama de Protección Catódica
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier Ávila / Joan
Genescá
Elaborado por: Edgar Miño
Desde el punto de vista de la termodinámica, la protección catódica se basa en la
existencia de un potencial y de una zona de inmunidad, en el correspondiente
diagrama de estabilidad termodinámica o diagrama potencial - pH, más conocido
como diagrama de Pourbaix.
Si consideramos este diagrama para el caso del hierro (acero) Figura 3.2, se puede
observar en él que están perfectamente delimitadas las zonas de corrosión,
inmunidad y pasividad. Para poder pasar el hierro a la zona de inmunidad hay que
rebajar su potencial a un valor de 0.62 V con respecto al electrodo de referencia de
hidrógeno, que equivale a -0.80 V con respecto al Ag/AgCl. Esta será, pues, otra
definición de la protección catódica.
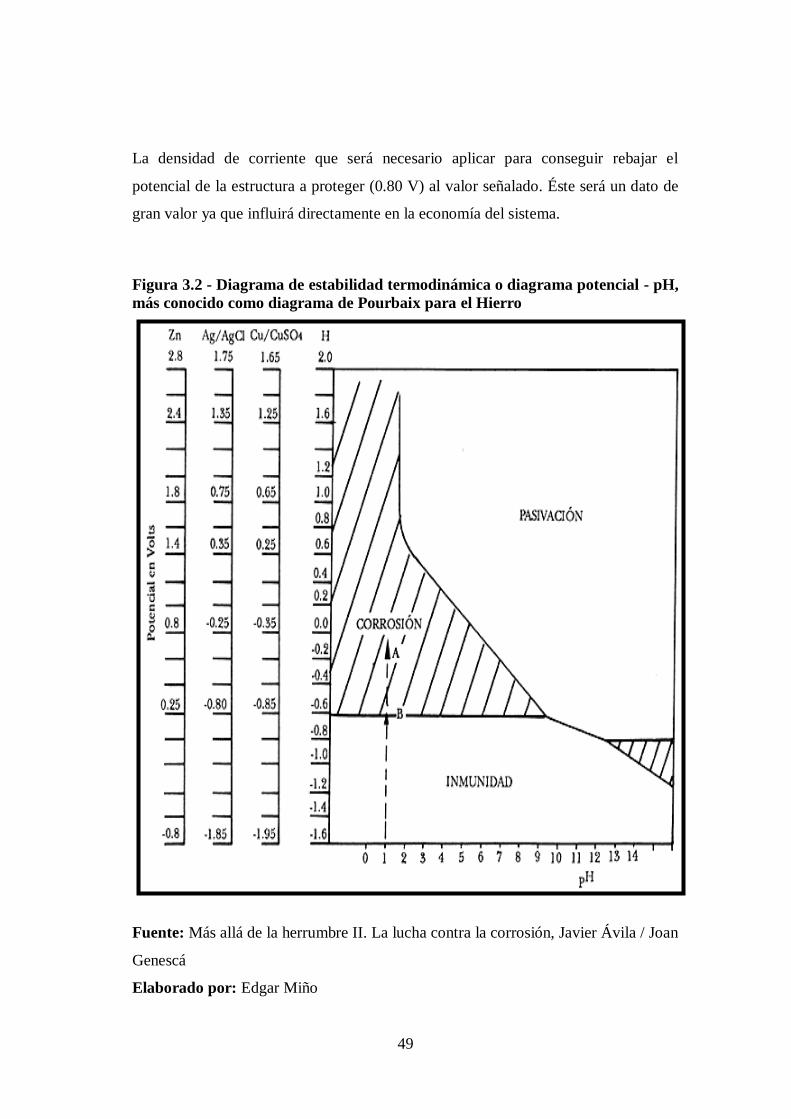
49
La densidad de corriente que será necesario aplicar para conseguir rebajar el
potencial de la estructura a proteger (0.80 V) al valor señalado. Éste será un dato de
gran valor ya que influirá directamente en la economía del sistema.
Figura 3.2 - Diagrama de estabilidad termodinámica o diagrama potencial - pH,
más conocido como diagrama de Pourbaix para el Hierro
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier Ávila / Joan
Genescá
Elaborado por: Edgar Miño

50
Desde un punto de vista cinético, en un sistema cualquiera en el cual tenga lugar el
fenómeno de corrosión, existe un balance perfecto entre las reacciones anódicas y
catódicas sobre la superficie del metal.
En un diagrama de Evans se ejemplifica lo anterior en la Figura 3.3 (a) que representa
un diagrama que relaciona la densidad de corriente con el potencial.
Por razones de simplicidad en la construcción gráfica, se acostumbran representar
ambos procesos, anódico o de oxidación y catódico o de reducción, en un mismo
cuadrante con lo que se obtiene, como se indica en la Figura 3.3 (b) el diagrama de
Evans, o el de Evans-Tafel si en lugar de utilizar la corriente se emplea el logaritmo
de la corriente Figura 3.3 (c).
Polarizando la superficie del metal que se corroe a un valor igual o inferior a Ea de la
Figura 3.3 (c) se anula la reacción anódica en el metal, siendo Ipc la corriente catódica
que tendrá que ser suministrada por el sistema de protección catódica.
Figura 3.3 (a, b, c) - Diagrama de Evans
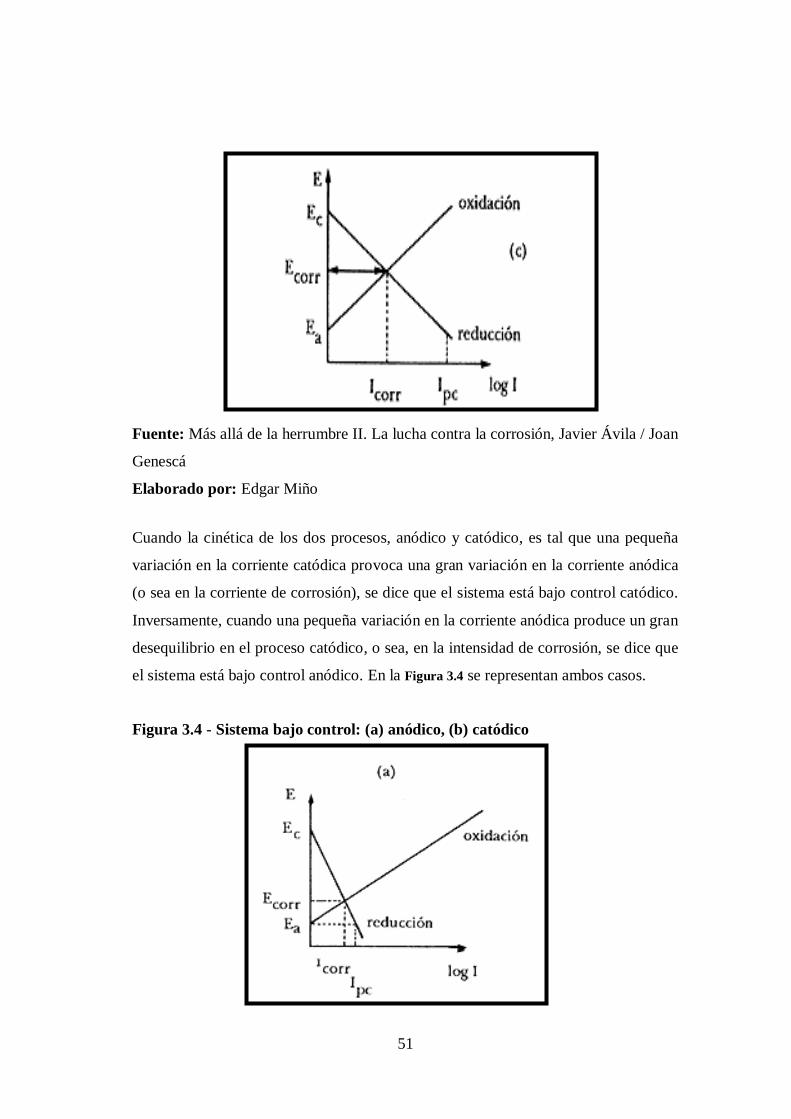
51
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier Ávila / Joan
Genescá
Elaborado por: Edgar Miño
Cuando la cinética de los dos procesos, anódico y catódico, es tal que una pequeña
variación en la corriente catódica provoca una gran variación en la corriente anódica
(o sea en la corriente de corrosión), se dice que el sistema está bajo control catódico.
Inversamente, cuando una pequeña variación en la corriente anódica produce un gran
desequilibrio en el proceso catódico, o sea, en la intensidad de corrosión, se dice que
el sistema está bajo control anódico. En la Figura 3.4 se representan ambos casos.
Figura 3.4 - Sistema bajo control: (a) anódico, (b) catódico
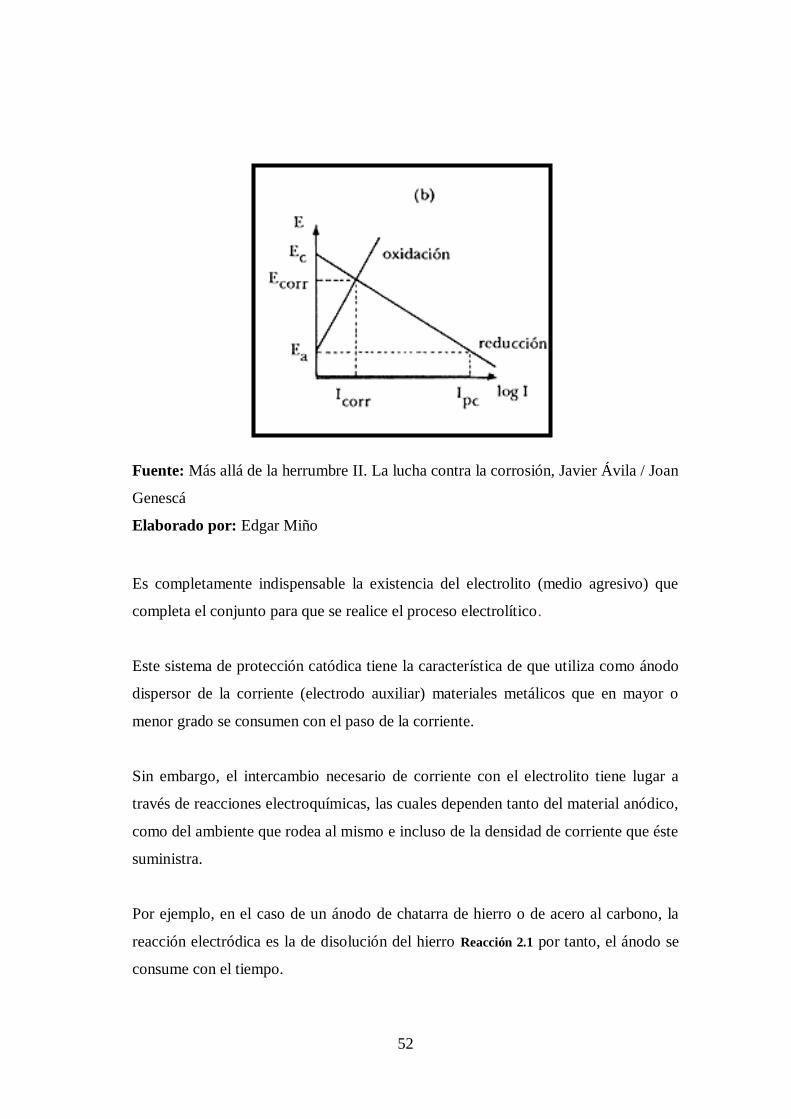
52
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier Ávila / Joan
Genescá
Elaborado por: Edgar Miño
Es completamente indispensable la existencia del electrolito (medio agresivo) que
completa el conjunto para que se realice el proceso electrolítico.
Este sistema de protección catódica tiene la característica de que utiliza como ánodo
dispersor de la corriente (electrodo auxiliar) materiales metálicos que en mayor o
menor grado se consumen con el paso de la corriente.
Sin embargo, el intercambio necesario de corriente con el electrolito tiene lugar a
través de reacciones electroquímicas, las cuales dependen tanto del material anódico,
como del ambiente que rodea al mismo e incluso de la densidad de corriente que éste
suministra.
Por ejemplo, en el caso de un ánodo de chatarra de hierro o de acero al carbono, la
reacción electródica es la de disolución del hierro Reacción 2.1 por tanto, el ánodo se
consume con el tiempo.

53
3.1 COMPONENTES DEL SISTEMA DE PROTECCIÓN CATÓDICA
POR CORRIENTE IMPRESA
Los componentes de un sistema de protección catódica con corriente impresa son
Ánodo dispersor, Fuente de corriente continua y Cable portador de la corriente.
En la Figura 3.5 se presenta un esquema de la protección de una tubería enterrada
en el suelo.
Figura 3.5 - Esquema de protección catódica con corriente impresa de una
tubería enterrada.
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier Ávila /
Joan Genescá
Elaborado por: Edgar Miño

54
3.1.1 FUENTES DE CORRIENTE
El sistema de corriente impresa requiere de una fuente de corriente continua,
no importa de dónde provenga, a condición de que se mantenga pese al paso
del tiempo.
Un sistema de corriente impresa debe de poder funcionar de forma
permanente al menos durante diez años.
3.1.1.1 RECTIFICADORES
Los aparatos que permiten el paso de la corriente en un solo sentido se
conocen con el nombre de rectificadores. Estos aparatos se alimentan con
corriente alterna.
Si se trata de un rectificador monofásico Figura 3.6, estará constituido por
un transformador monofásico T, alimentado en el primario a 110 o 220 V
(tensión de la red de distribución).
La tensión de salida puede ajustarse según las necesidades. Un puente
monofásico reductor P, compuesto por 4 diodos o grupos de diodos de
selenio o silicio.
Este puente reduce las dos alternancias de la corriente monofásica. El
selenio es más barato, pero también es más frágil que el silicio. Figura 3.6.

55
Figura 3.6 - Esquema de un Transforrectificador Monofásico
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
3.1.1.2 VOLTÍMETRO
Permite controlar la tensión de salida y un amperímetro la intensidad
total. La tensión de salida puede ser regulada con ayuda de regletas o por
medio de un "variac", el cual permite una regulación continua desde el 0
al valor máximo.
Cuando se necesitan intensidades altas de corriente es más económico
utilizar rectificadores alimentados con corriente trifásica de 380 V.

56
3.1.1.3 DÍNAMO CON MOTOR TÉRMICO
Permite la protección catódica en donde no existe posibilidad de
suministrar energía eléctrica, como en el caso de los desiertos o zonas
selváticas.
El motor térmico puede estar alimentado, ya sea directamente a partir de
la conducción que se desea proteger, ya sea por un depósito que se llena
periódicamente.
3.1.2 ÁNODOS AUXILIARES
Todos los ánodos van consumiéndose a mayor o menor velocidad con el paso
de la corriente.
Así, por ejemplo, la chatarra de hierro se consume muy rápidamente y el
titanio platinado a un ritmo muy lento. A continuación se describen
brevemente cada uno de estos electrodos:
3.1.2.1 CHATARRA DE HIERRO
Por ser lo más económico, la chatarra de hierro es utilizada con
frecuencia como ánodo auxiliar.
Dentro de los perfiles es el carril viejo el más utilizado y, dentro de las
fundiciones, la tubería.

57
Puede ser aconsejable la utilización de este tipo de ánodos en terrenos de
resistividad elevada, y es recomendable también que se le rodee de un
relleno artificial constituido por carbón de coque (con un diámetro medio
de partícula de 10 mm).
El consumo medio de los lechos constituidos por perfiles de acero viene
a ser de 5 kg/A-año y de 8-10 kg/A-año para la tubería de fundición.
3.1.2.2 FERROSILICIO
El ánodo de ferrosilicio es recomendable en terrenos de media y baja
resistividad. Se coloca hincado o tumbado, en el suelo, y normalmente
rodeado de un relleno de carbón de coque.
A intensidades bajas de corrientes (1 A), su vida es prácticamente
ilimitada, y su capacidad máxima de salida de corriente es de unos 12 a
15 A por ánodo. Su consumo oscila, a intensidades de corriente altas,
entre 0.1 a 0.3 kg/A-año.
Sus dimensiones más normales corresponden a 1 500 mm de longitud, 75
mm de diámetro, y su peso aproximado es de 27 kg. El ferrosilicio es
muy frágil en virtud de su estructura cristalina, por lo que se ha de tener
un extremo cuidado en su embalaje y transporte.
3.1.2.3 GRAFITO
El grafito puede utilizarse principalmente en terrenos de resistividad
media, con un relleno de grafito o de carbón de coque.
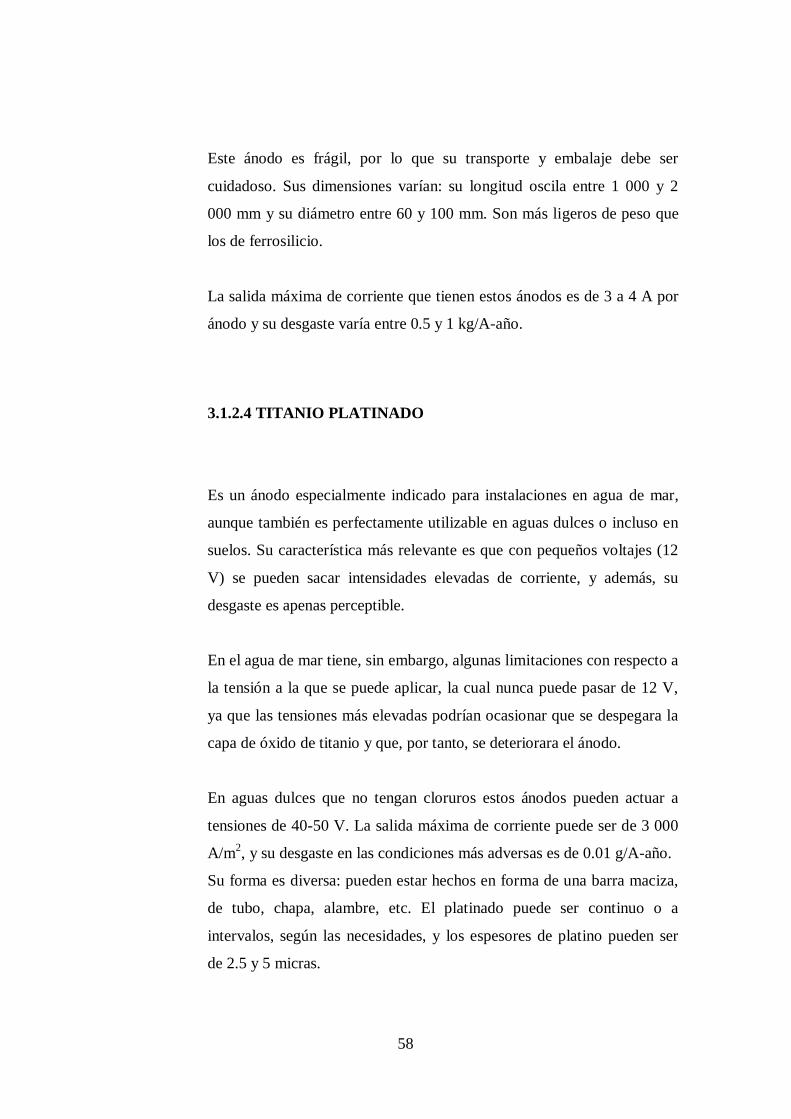
58
Este ánodo es frágil, por lo que su transporte y embalaje debe ser
cuidadoso. Sus dimensiones varían: su longitud oscila entre 1 000 y 2
000 mm y su diámetro entre 60 y 100 mm. Son más ligeros de peso que
los de ferrosilicio.
La salida máxima de corriente que tienen estos ánodos es de 3 a 4 A por
ánodo y su desgaste varía entre 0.5 y 1 kg/A-año.
3.1.2.4 TITANIO PLATINADO
Es un ánodo especialmente indicado para instalaciones en agua de mar,
aunque también es perfectamente utilizable en aguas dulces o incluso en
suelos. Su característica más relevante es que con pequeños voltajes (12
V) se pueden sacar intensidades elevadas de corriente, y además, su
desgaste es apenas perceptible.
En el agua de mar tiene, sin embargo, algunas limitaciones con respecto a
la tensión a la que se puede aplicar, la cual nunca puede pasar de 12 V,
ya que las tensiones más elevadas podrían ocasionar que se despegara la
capa de óxido de titanio y que, por tanto, se deteriorara el ánodo.
En aguas dulces que no tengan cloruros estos ánodos pueden actuar a
tensiones de 40-50 V. La salida máxima de corriente puede ser de 3 000
A/m2, y su desgaste en las condiciones más adversas es de 0.01 g/A-año.
Su forma es diversa: pueden estar hechos en forma de una barra maciza,
de tubo, chapa, alambre, etc. El platinado puede ser continuo o a
intervalos, según las necesidades, y los espesores de platino pueden ser
de 2.5 y 5 micras.
59
La vida de los ánodos con 2.5 micras de espesor de platino se estima en
10 años aproximadamente y los de 5 micras duran entre 20 y 25 años.
Su resistencia mecánica es pequeña, y por simple abrasión, como en los
casos de buques que naveguen por zonas que tengan arena, puede
suceder que el platino desaparezca y quede el ánodo pasivado
instantáneamente, y resulte, por tanto, inservible.
Es éste un caso extremo, que no suele suceder, pero al menos se tiene que
saber que esto puede pasar.
3.1.2.5 TÁNTALO PLATINADO
Es semejante al anterior, aunque tiene sobre aquél la ventaja de que en
agua de mar puede trabajar a tensiones altas (50-60 V); sin embargo, su
adquisición es menos fácil y su precio es más elevado.
Dado que en agua de mar y a voltajes bajos se emplean grandes
intensidades de corriente, el uso de este ánodo, en general, no se justifica
del todo.
3.1.2.6 PLOMO - PLATA
La aleación está constituida por 1% de plata y una pequeña cantidad de
antimonio. El peróxido de plomo que se forma al actuar anódicamente
(tiene el color del cacao) posee unas propiedades mucho más elevadas en
60
virtud de los elementos de aleación que se traducen en un mejor
funcionamiento y duración del electrodo.
Se utiliza más frecuentemente en agua de mar, en donde la corriente
máxima de salida no pueda ser superior a 270 A/m2. Se desgasta entre 50
y 200 g/A-año.
Estos ánodos deben presentar una superficie plana, con lo cual se evitan
en lo posible las aristas, pues en estas zonas la capa de peróxido de
plomo se forma mal o no se forma, por lo que en estos puntos se puede
presentar una corrosión fuerte.
3.1.2.7 TITANIO-ÓXIDO DE TITANIO Y ÓXIDO DE RUTENIO
Desarrollados en Estados Unidos en 1968, están constituidos por una
combinación de óxidos de titanio y de rutenio, que se adhieren a un
soporte de titanio, mientras se controla el proceso a alta temperatura (700
°C).
Como resultado se obtiene una estructura cristalina y dura que presenta
una superficie extremadamente rugosa, lo que aminora los problemas de
resistencia y facilita el proceso electroquímico.
Su máxima capacidad de corriente (1100 A/m2) lo coloca a la altura de
los ánodos de titanio platinado, y su costo es, aproximadamente, 20%
menor.
61
3.1.3 PROPIEDADES DE LOS ÁNODOS AUXILIARES
Como se ha visto, los diversos tipos de materiales que se utilizan como
ánodos para los sistemas de protección catódica con corriente impresa se
escogen básicamente en función de sus prestaciones necesarias y del medio
en que serán colocados.
En general, un ánodo apto debe poseer las siguientes propiedades:
a) Bajo consumo,
b) Densidad de corriente erogada elevada,
c) Pequeñas dimensiones,
d) Baja resistividad,
e) Buena resistencia mecánica, y
f) Elevado potencial de ruptura.
Los ánodos que se utilizan en la corriente impresa pueden dividirse, en cuanto
a su consumo, en:
a) Ánodos solubles,
b) Semi-inertes, e
c) inertes.
Actualmente se prefieren los inertes ya que, pese a que su costo es más alto,
tienen las mejores características. En el suelo se usa principalmente la
aleación Fe-Cr-Si, y en agua de mar se tiende a utilizar ánodos inertes del tipo
Ti/Pt o Ti/RuO2 (ánodos dimensionalmente estables, DSA).
62
En la Tabla 3.1 se resumen las propiedades principales de los ánodos utilizados
en la corriente impresa, clasificados según su consumo y el medio en el que
puede utilizarse.
En el suelo o terreno se usa principalmente la aleación Fe-Cr-Si, mientras que
en el agua de mar se tiende a utilizar ánodos inertes del tipo Ti/Pt o Ti/RuO2
(ánodos dimensionalmente estables, DSA).
La elección de un ánodo no se hace solamente en base a su consumo o a la
densidad de corriente que puede proporcionar; hay que tener en cuenta,
además, sus propiedades de resistencia mecánica, su resistencia a la erosión
(como en el caso de que sean utilizados en agua de mar, y sobre todo
sumergidos en las inmediaciones del mar o en el fondo marino).
También su facilidad de instalación, el tiempo de sustitución e incluso su
disponibilidad en el mercado.
En el terreno, los ánodos pueden ser instalados en un lecho de bentonita o
polvo de coque, lo cual crea un medio homogéneo, húmedo y de baja
resistividad alrededor del ánodo.
Con lo que se aumenta su diámetro aparente y las dimensiones efectivas del
ánodo, y se disminuye de esta forma la resistencia ánodo-suelo, se evitan los
problemas de corrosión localizada que pueden romper el ánodo y reducir el
consumo del material anódico.

63
Tabla 3.1 - Características de los ánodos empleados en protección
catódica con corriente impresa clasificados según su consumo y el medio
a utilizarse
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
64
3.1.4 CÁLCULO DE LA PROTECCIÓN Y DISTRIBUCIÓN DE LOS
ÁNODOS
El cálculo de un sistema de protección catódica con corriente impresa es
relativamente más sencillo que el de ánodos galvánicos. De hecho, no es
necesario optimizar las dimensiones y peso de los ánodos para garantizar por
un lado el suministro de la corriente necesaria para la protección, y por el otro
la duración de los ánodos elegidos.
Una vez establecida la corriente total de protección, se elige el tipo de ánodo
con base en los criterios examinados anteriormente y teniendo en cuenta la
densidad de corriente máxima que puede suministrar cada ánodo, se
determina su número por exceso con respecto al teórico, para así poder
obtener un mayor grado de confiabilidad.
Todavía deberá tenerse en cuenta, para lograr una protección lo más
económica posible, la optimización del número y dimensiones de los ánodos,
en relación con la mayor o menor resistencia total que se determine, lo que se
reflejará en la potencia del generador o fuente de corriente continua y en su
costo de instalación.
Para la protección de estructuras ya existentes en agua de mar (por ejemplo la
protección de estructuras viejas, protegidas inicialmente con ánodos de
sacrificio) la elección de pocos pero potentes ánodos remotos, o al revés, de
muchos pequeños distribuidos sobre toda la estructura, puede llevar a grandes
diferencias en el costo de instalación, todo ello ligado al elevado costo de la
instalación submarina de los ánodos.
La elección de instalar pocos ánodos resulta sin duda más económica, pero en
este caso es necesario tener presente que si se instalan pocos ánodos el

65
sistema pierde confiabilidad, pues si uno de los ánodos queda fuera de
servicio, esto significará una pérdida de protección que puede oscilar entre 50
y 100%, lo cual no sucede cuando se colocan muchos ánodos pequeños
distribuidos en toda la estructura.
En la ubicación de los ánodos o del lecho anódico es muy importante conocer
la posición de posibles estructuras que pudieran estar presentes en las
vecindades, con objeto de evitar fenómenos de interferencia que puedan
provocar ataques graves de corrosión.
Por ejemplo, si se debe proteger una tubería que cruza a otra, disponiendo los
ánodos como se indica en la Figura 3.7, se interfiere la tubería extraña. Ésta, de
hecho, representa el "camino" preferible (de menor resistencia) para la
corriente suministrada por los ánodos.
Aquella zona de la tubería extraña que recibe la corriente queda protegida
catódicamente, mientras que en aquella de las cual sale la corriente, hay
corrosión.
Como la mayoría de la tuberías enterradas, está además protegida con algún
tipo de recubrimiento aislante, la corriente está relacionada con algún defecto
del recubrimiento, por lo cual la densidad de corriente local puede resultar
muy elevada y por ahí producir un ataque particularmente severo.
La protección de la tubería con corriente impresa se consigue conectándola al
polo negativo de una fuente de alimentación de corriente continua.
El polo positivo (ánodo) está constituido generalmente por grafito, aleaciones
de plomo o aleación de hierro - silicio.

66
Figura 3.7 - Ejemplo de interferencia provocada por una tubería extraña
situada en la proximidad de una tubería protegida catódicamente
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
La corriente que sale del ánodo llega a la tubería que se trata de proteger
según el esquema de la Figura 3.8
Normalmente las tuberías, además de la protección catódica, llevan un
sistema de protección a base de sustancias bituminosas de 3 a 6 mm de
espesor, lo que les proporciona un buen aislamiento.
También se utilizan mucho para este fin las bandas adhesivas de cloruro de
polivinilo (PVC).

67
Figura 3.8 - Sentido de la corriente de un sistema de protección catódica
con corriente impresa de una tubería.
.
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
En la Tabla 3.2 se dan algunos valores para la protección de una tubería en
función de la resistencia del revestimiento y del diámetro del conducto.
Para que el reparto de corriente sea bueno los ánodos deben estar lo más lejos
posible del conducto; se recomienda una distancia mínima de 50 metros.

68
Tabla 3.2 - Densidad de corriente necesaria (en mA/km), para la
protección de una tubería enterrada en función de la resistencia del
revestimiento y del diámetro del conducto
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
En determinados casos o cuando se crea oportuno, los ánodos pueden ir en un
lecho de bentonita o polvo de coque; esto crea un medio homogéneo, húmedo
y de baja resistividad alrededor del ánodo, con lo que aumenta su diámetro
aparente.
Como ya se ha señalado, el potencial al que hay que llevar la tubería es de -
0.85 V con respecto al electrodo de referencia de Cu/CuSO4 saturado.
3.1.5 - BACKFILL O ACTIVADOR
En aplicaciones enterradas, los ánodos de corriente impresa llevan casi
siempre un lecho de bentonita o polvo de coque que permite retener el agua
en función de ésta propiedad deben ejercer tres funciones principales:
1. Reducir la resistencia de contacto ánodo-suelo.
69
2. Estabilizar el potencial del ánodo, evitar la polarización y asegurar una
fuente segura de corriente.
3. Mejorar el rendimiento, disminuyendo la corrosión espontánea y
consiguiendo un ataque del ánodo uniforme.
Numerosos productos químicos han sido utilizados en la composición del
"activador o backfill", como por ejemplo la arcilla ordinaria, la bentonita, el
sulfato de calcio, la cal, el hidróxido de sodio, el dicromato de sodio, el
cloruro de sodio, el sulfato de sodio, el de magnesio, polvo de coque, etc.
Los activadores a veces están constituidos por un solo compuesto, pero lo
más frecuente es que sean mezclas binarias o ternarias. Entre los productos
citados, el yeso y la bentonita son los de uso más corriente, ya que permiten
preparar activadores muy eficaces, potencialmente en virtud de su
característica de retener el agua.
El empleo de la mezcla formada por arcilla y yeso para los ánodos de Zn
permite obtener un rendimiento elevado. En la práctica, las mezclas de yeso y
arcilla se realizan en las siguientes proporciones:
1.- Arcilla 50 % - Yeso 50 %
2.- Arcilla 25% - Yeso 75 %
El relleno utilizado en trabajos de Petroecuador es coque o carbón con las
siguientes características 4:
4 Tesis Guillermo Zambrano, “Aplicación y procedimiento de la instalación de un lecho Anódico para
la protección catódica de un tramo del poliducto Quito – Ambato en el sector Pichalata Km.108,
Petrocomercial” UTE
70
Características Químicas del backfill:
- Volátiles 0,1%
- Ceniza menor al 3,3%
- Silicio menor a 1400 ppm
- Hierro menor a 1000 ppm
- Azufre menor al 3%
- Carbón mayor 90%
Características Físicas del backfill:
- Densidad volumétrica mayor 110 kg/m3
- Porosidad específica menor 45%
- Gravedad específica 2.0
- Tamaño de partícula 100% menor 10mm; 90% mayor 0.5mm
Características Eléctricas del backfill:
- Resistividad: sin compactar a 25 ohm-cm; compactado menor 10 ohm-cm
3.1.6 - RESISTIVIDAD DEL SUELO
Para determinar si puede utilizarse la protección catódica para prevenir la
corrosión de una estructura enterrada, se debe conocer, la resistividad del suelo
o terreno.
Las áreas de menor resistividad son las que tienden a crear zonas anódicas en la
estructura, pero así mismo son las zonas más aptas para instalación de las camas
de ánodos.

71
La unidad de resistividad del suelo es el ohm-centímetro (Ω-cm).
3.1.6.1 - DETERMINACIÓN DE RESISTIVIDAD POR EL MÉTODO
DE LOS CUATRO ELECTRODOS
En la práctica se requiere medir la resistividad de grandes extensiones y a
menudo, a una cierta profundidad.
Para ello se utiliza el método de Wenner, más conocido como método de los
4 electrodos. El circuito básico se presenta en la Figura 3.9
Figura 3.9 - Medición de la resistividad del suelo por el método de
Wenner o de los cuatro electrodos. La distancia (b) o sea la profundidad
a la que está enterrada el electrodo (barra de cobre o acero) debe ser
pequeña comparada con la distancia (a) entre los electrodos.
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño

72
La medida que se obtiene es un valor promedio a una profundidad
aproximadamente igual que el espaciado entre los electrodos.
Es costumbre efectuar las mediciones de resistividad con un espaciado entre
electrodos previamente establecido. Así, con espaciados de 5 pies 2 1/2
pulgadas, 10 pies 5 pulgadas y 20 pies 10 pulgadas.
Se entierran cuatro varillas de cobre equiespaciadas, y se conectan las dos
externas (C1 y C2 en la Figura 3.9) a las terminales de la fuente de corriente,
y las dos internas (P1 y P2 de la misma Figura) a un medidor potencial
(voltímetro).
Nótese que se mide la resistencia entre las dos varillas internas o electrodos
de potencial; las dos varillas externas sirven para introducir corriente en el
suelo.
El valor obtenido corresponde a la resistividad promedio a una profundidad
aproximadamente igual al espaciado entre los electrodos. La presencia de
estructuras metálicas enterradas puede alterar los resultados de la medición.
En este caso se aconseja realizar el alineamiento de los cuatro electrodos
perpendicularmente a la estructura enterrada. Figura 3.10
En la práctica se realiza esta medida empleando un voltímetro y un
amperímetro o bien instrumentos especiales como el detallado
anteriormente.

73
Figura 3.10 - Disposición correcta de los cuatro electrodos para la
medida de la resistividad en presencia de una tubería enterrada
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Cuando se ejecuta en el campo, el método consiste en introducir en el suelo
4 electrodos separados por espaciamientos iguales, los espaciamientos
representan la profundidad hasta lo que se desea conocer la resistividad este
espaciamiento se lo representa con (d). Ecuación 3.1
Ecuación 3.1 Cálculo de la Resistividad
Donde:
RS = resistividad
aresistencidRS 2

74
π = 3.1416
d = profundidad a la que se desea conocer la resistencia
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
En la Tabla 3.3 se registran valores de Resistividad (ohm-cm) y se los
caracteriza de acuerdo medio al cual se exponen
- Muy corrosivo
- Corrosivo
- Moderadamente corrosivo
- Medio corrosivo
- Menos corrosivo
Tabla 3.3 – Valores de Resistividad y Caracterización de acuerdo al
medio al que se expone
Fuente: Tesis Guillermo, “Aplicación y procedimiento de la instalación de
un lecho anódico para la protección catódica de un tramo del poliducto
Quito – Ambato en el sector de Pichilata Km. 108, Petrocomercial” UTE
Elaborado por: Edgar Miño
Resistividad (ohm-cm) Características del medio
< 900 Muy corrosivo
900 a 2300 Corrosivo
2300 a 5000 Moderadamente corrosivo
5000 a 10000 Medio corrosivo
> 10000 Menos corrosivo

75
3.2 VENTAJAS Y LIMITACIONES DEL MÉTODO DE PROTECCIÓN
CATÓDICA CON CORRIENTE IMPRESA
Esencialmente, se puede decir que este método es más conveniente que el de los
ánodos de sacrificio, cuando se tratan de proteger estructuras muy grandes o con
una gran demanda de corriente y cuando la resistividad del ambiente es elevada,
como en el caso de los suelos.
3.2.1 VENTAJAS DEL MÉTODO DE PROTECCIÓN CATÓDICA
CON CORRIENTE IMPRESA
1. Puede diseñarse para un amplio intervalo de potencial y corriente.
2. Un ánodo o lecho anódico puede suministrar una gran corriente.
3. Con una sola instalación se pueden proteger superficies muy grandes.
4. Potencial y corriente variables
5. Se puede utilizar en ambientes de resistividad elevada.
6. Eficaz para proteger estructuras no recubiertas o mal recubiertas.
3.2.2 LIMITACIONES DEL MÉTODO DE PROTECCIÓN
CATÓDICA CON CORRIENTE IMPRESA
1. Puede causar problemas de interferencia
2. Está sujeto a ruptura de la fuente de corriente.
3. Requiere de una inspección periódica y mantenimiento.
4. Requiere de una fuente de corriente continua.
5. Posibilidad de condiciones de sobreprotección con daños a los
recubrimientos y problemas de fragilización por la acción del hidrógeno.
6. Conexiones con cables sujetos a rupturas.
7. Tiene un costo elevado.
Una gran ventaja de este método es su posibilidad de proteger una gran
superficie con un solo ánodo. Por otra parte, tanto la diferencia de potencial

76
como la corriente suministrada son variables y de aquí se desprende que el
sistema presenta una gran flexibilidad operacional.
Este tipo de sistemas debe ser proyectado con cuidado para no causar
problemas de corrientes erráticas (parásitas), las cuales pueden provocar la
corrosión de estructuras vecinas.
3.3 CONDICIONES DE PROTECCIÓN CATÓDICA. CRITERIOS DE
POTENCIAL Y REQUERIMIENTOS DE CORRIENTE
3.3.1 CRITERIO PARA LA ELECCIÓN DEL POTENCIAL DE
PROTECCIÓN
Este criterio se refiere a la aplicación de la protección catódica para eliminar
o reducir, dentro de límites aceptables, la corrosión generalizada de una
determinada estructura.
3.3.1.1 CRITERIO BASADO EN CONSIDERACIONES
TERMODINÁMICAS
Termodinámicamente se podría escoger el valor del potencial de equilibrio
de la reacción de corrosión como potencial de protección, en cuanto que
limita de una manera superior el intervalo de potencial en el cual el metal no
puede corroerse Éste criterio no es utilizado por dos motivos principales:
1. Si se toma el potencial de protección como potencial de equilibrio de la
reacción de disolución del metal, esto implica necesariamente conocer la
composición química de la solución en contacto con la superficie
metálica bajo las condiciones de protección catódica.
77
Dicha composición química es variable y depende de las condiciones
ambientales, estado de la superficie, etc., por lo que es muy difícil
precisarla.
2. Al menos en el caso en que el ambiente no contenga prácticamente iones
del metal que se corroe, o que su contenido sea muy bajo (lo que es un
caso normal en la práctica de la protección catódica de estructuras
metálicas enterradas en el suelo o sumergidas en agua de mar), el
potencial de equilibrio toma valores muy negativos y tiende a infinito en
concentraciones cercanas al valor cero.
Se necesita recordar que la relación entre el potencial de equilibrio de un
metal que se corroe y la concentración de sus iones está fijada por la ley de
Nernst es:
Ecuación 3.2 Ecuación de Nernst
Donde:
E = potencial de electrodo observado
Eº = potencial redox estándar a pH = 7.0, T = 298 °K
0.059/ n = RT/nF
R = constante de los gases, 8.31 J/°mol.
T = temperatura absoluta en °K.
n = número de e- transferidos.
F = constante de Faraday, 23,062 cal/V ó 96,406 J/V.)
E = E° + 0.059/n log [Me n +
]

78
Si T = 298 °K, el término 2.303(RT / nF) tiene el valor de 0.059 mV/década
cuando n = 1 y, 0.03 cuando n = 2
Me = metal
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Reacción 3.1 – Disolución del hierro (acero)
Fe Fe 2+
+ 2 e-
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
En la ecuación de Nernst Ecuación 3.2, sustituyendo E° = - 0.44 V y n = 2, se
obtiene que:
E = - 0.44 + 0.059/2 log [Fe2+]
El profesor Marcel Pourbaix ha abordado el problema del potencial de
protección, y le ha dado una solución basada en consideraciones
termodinámicas.
Ha propuesto considerar "inmune" a la corrosión a un metal que se
encuentre a potenciales más negativos que el que correspondería al valor de
su potencial de equilibrio en una solución que contuviera sus iones a una
concentración l0- 6
moles/litro.

79
Así, aplicando la ecuación de Nernst Ecuación 3.2, se tendría, para [Fe2+] =
l0 -6
:
Eprotección = -0.44 + 0.059/2 log 10 -6
= -0.62 V
El potencial de protección resulta ser entonces de -0.62 V respecto al
electrodo de referencia de hidrógeno.
En la Figura 3.2 se presentó el correspondiente diagrama potencial pH
(diagrama de Pourbaix) para el sistema Fe-agua, en el cual se delimita la
zona de inmunidad y corrosión con el valor del potencial calculado allí.
En los términos propuestos por Pourbaix, aplicando una corriente se impone
al metal que se quiere proteger el potencial que corresponda a una
concentración mínima de iones metálicos en la solución.
La concentración límite adoptada es de l0 -6
moles/litro.
Habrá corrosión si la concentración de los iones metálicos en el electrolito
es igual o mayor que l0 -6
moles/litro.
Esto permite calcular, basándose en la ecuación de Nernst, el potencial de
protección, el cual, sin embargo, es función del pH del electrolito.
La información puede obtenerse del correspondiente diagrama potencial -
pH del metal en cuestión Tabla 3.4.
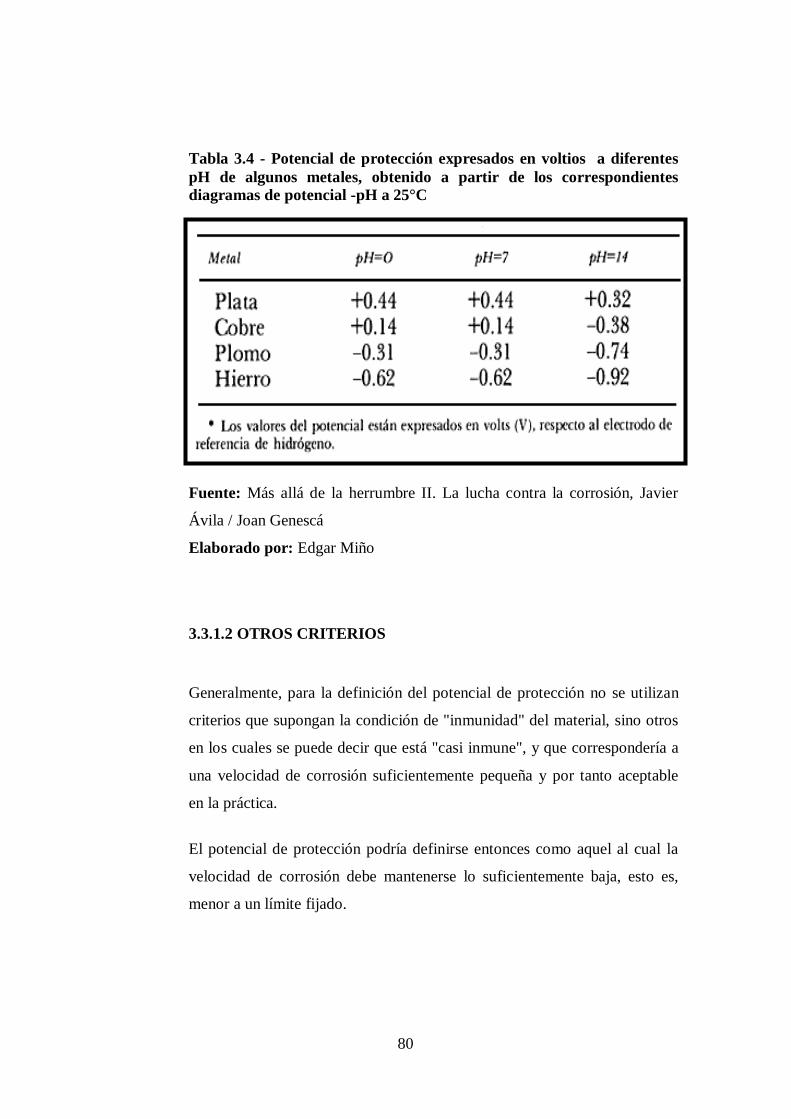
80
Tabla 3.4 - Potencial de protección expresados en voltios a diferentes
pH de algunos metales, obtenido a partir de los correspondientes
diagramas de potencial -pH a 25°C
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
3.3.1.2 OTROS CRITERIOS
Generalmente, para la definición del potencial de protección no se utilizan
criterios que supongan la condición de "inmunidad" del material, sino otros
en los cuales se puede decir que está "casi inmune", y que correspondería a
una velocidad de corrosión suficientemente pequeña y por tanto aceptable
en la práctica.
El potencial de protección podría definirse entonces como aquel al cual la
velocidad de corrosión debe mantenerse lo suficientemente baja, esto es,
menor a un límite fijado.

81
Por ejemplo, si se pone como límite para el acero en solución acuosa una
velocidad de corrosión de 12 micras/año (m/año), el potencial de
protección a 25 y 50°C resulta ser, respectivamente, de -750 y -850 mV,
contra Cu/CuSO4 (saturada).
Hay casos en que puede resultar oportuno imponer una disminución del
potencial mayor de la que es estrictamente necesaria para reducir la
velocidad de corrosión, por debajo del límite aceptable desde el punto de
vista técnico.
Por ejemplo, para una estructura desnuda sumergida en agua de mar, una
disminución de 150 a 200 mV respecto al potencial de corrosión libre lleva
a reducciones de la velocidad de corrosión de al menos dos órdenes de
magnitud y a un grado de protección aceptable, al menos en la mayoría de
aplicaciones.
Por tanto, en este ambiente debería de aconsejarse un potencial de
protección comprendido entre -700 y -750 mV y no uno de -800 mV (vs.
Ag/AgCI), como se hace generalmente.
En efecto, se observa que polarizando la estructura a -700 mV, el aumento
en el pH que se produce en el cátodo como consecuencia de la reducción del
oxígeno, no es suficiente para lograr la precipitación de las capas de
carbonato y de hidróxido.
En cambio, a -800 mV se obtiene este depósito, lo que provoca una
disminución de la corriente límite de difusión del oxígeno y por tanto de la
corriente de protección, la cual, a -800 mV, resulta muy inferior a la
necesaria para mantener la estructura a un potencial de -700 mV Figura 3.11
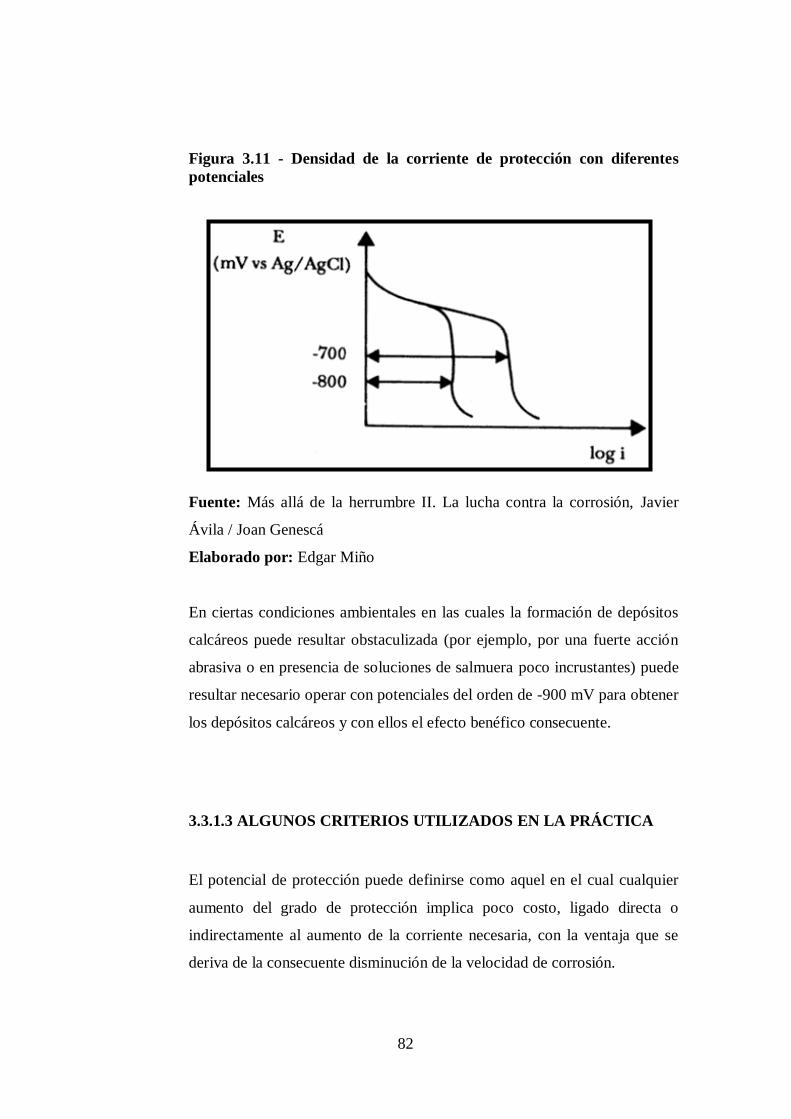
82
Figura 3.11 - Densidad de la corriente de protección con diferentes
potenciales
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
En ciertas condiciones ambientales en las cuales la formación de depósitos
calcáreos puede resultar obstaculizada (por ejemplo, por una fuerte acción
abrasiva o en presencia de soluciones de salmuera poco incrustantes) puede
resultar necesario operar con potenciales del orden de -900 mV para obtener
los depósitos calcáreos y con ellos el efecto benéfico consecuente.
3.3.1.3 ALGUNOS CRITERIOS UTILIZADOS EN LA PRÁCTICA
El potencial de protección puede definirse como aquel en el cual cualquier
aumento del grado de protección implica poco costo, ligado directa o
indirectamente al aumento de la corriente necesaria, con la ventaja que se
deriva de la consecuente disminución de la velocidad de corrosión.

83
En la gran mayoría de los casos (por ejemplo en la protección catódica en
suelos, agua de mar, etc.) los criterios que tienen aplicación son aquellos
que están basados en la experiencia práctica.
El Código de Práctica inglés de la British Standard Institution ("Code of
Practice for Cathodic Protection" [C.P. 1021] agosto de 1973) recomienda,
para diferentes materiales, los potenciales de protección que se presentan la
Tabla 3.5
Tabla 3.5 - Potencial de protección adoptado generalmente en suelo y
agua de mar
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
El valor normalmente indicado para la protección de estructuras de acero
enterradas nuevas y bien protegidas con algún tipo de recubrimiento es
aquel que lleva a un potencial inferior a los -850 mV vs. Cu/CuSO4 (criterio
84
de los -850 mV) y a -900 mV en el caso de un suelo que contenga bacterias
sulfato-reductoras (o sea, más agresivo).
Un criterio análogo se emplea para proteger el acero en agua de mar; se
toma como protegida una estructura cuando se encuentra a un potencial de -
800 mV respecto del electrodo de referencia de Ag/AgCI, que es el más
usado en agua de mar. Si el acero está en contacto con el lodo del fondo
marino y en condiciones en las cuales pueden desarrollarse bacterias
sulfato-reductoras, el potencial de protección se aumenta a -900 mV vs.
Ag/AgCI.
La experiencia muestra, sin embargo, que no siempre se utilizan criterios de
este tipo. Por ejemplo, si una estructura enterrada no está protegida con un
buen recubrimiento (una estructura vieja por ejemplo) o sencillamente no
está protegida por algún recubrimiento, no es conveniente, especialmente en
terrenos muy aireados, aplicar el criterio de los -850 mV vs. Cu/CuSO4,
porque la corriente necesaria para alcanzar este potencial puede resultar
muy elevada.
En este caso, por ejemplo, se prefiere recurrir al criterio conocido como
"desplazamiento del potencial", el cual consiste en disminuir 300 mV el
potencial de la estructura con respecto al potencial de corrosión libre.
3.4 MEDIDA DEL POTENCIAL
En la determinación del potencial de la estructura; a proteger se puede incurrir en
algunos errores, ligados sobre todo a una mala situación del electrodo de
referencia, los cuales sólo pueden conocerse o eliminarse si se conoce la magnitud
del potencial que se mide.

85
El potencial de una estructura, respecto al electrodo de referencia colocado en su
vecindad, es la suma de tres contribuciones esencialmente:
1. Una contribución de tipo termodinámico que depende del electrodo de
referencia utilizado. Esta contribución interesa sólo en cuanto que fija la
diferencia al potencial cero en la escala convencional que toma como potencial
cero el del electrodo de hidrógeno. Para estructura enterrada, el electrodo más
utilizado como referencia es Cu/CuSO4. El cero de potencial respecto a este
electrodo se encuentra cerca de 300 mV por encima del cero en la escala del de
hidrógeno Figura 3.12
Figura 3.12 - Equivalencia aproximada entre las escalas de potencial
relativas a los electrodos de referencia utilizados en protección catódica.

86
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier Ávila /
Joan Genescá
Elaborado por: Edgar Miño
2. Una contribución, debida esencialmente al sobrepotencial de activación y de
concentración de la reacción que se produce en la interfase superficie
metálica/electrolito. Este sobrepotencial está ligado a la naturaleza del proceso
electródico, a su velocidad, etcétera.
3. Un término de caída óhmica que depende de la posición en la cual se sitúa el
electrodo de referencia respecto de la estructura, de la geometría del sistema,
de su conductividad, de la corriente que circula (en virtud de la protección
catódica o de corrientes parásitas), etcétera.

87
En la práctica, el modo más empleado para determinar directamente, sobre una
estructura en servicio, la contribución de la caída óhmica, consiste en
"interrumpir" o en variar la corriente (en este segundo caso, sólo en sistemas con
corriente impresa) con la cual se está polarizando la estructura que se desea
proteger, a partir de lo cual se registrará la consiguiente variación de potencial.
La variación instantánea del potencial, en el momento de abrir el circuito,
corresponde a la contribución de la caída óhmica. Los tipos de electrodos de
referencia más empleados en la práctica de la protección catódica, el de
Ag/AgCl/agua de mar, Zn/agua de mar y Cu/CuSO4 (saturado).
3.4.1 MEDIDA DEL POTENCIAL EN ESTRUCTURAS
ENTERRADAS
Cuando se trata de medir el potencial de una tubería enterrada, se toma el
electrodo de Cu/CuSO4 (saturado) como referencia y un milivoltímetro de
resistencia interna elevada (mayor de 100 000 ohms).
El polo positivo del aparato se une al electrodo de referencia y el negativo a la
tubería. El valor que marque el aparato será el potencial de disolución del
metal del tubo, en función del medio agresivo, en este caso el del suelo.
La disposición y la forma de realizar esta medida se representa en la Figura
3.13.
El electrodo debe situarse justo encima de la generatriz superior de la tubería,
de forma que quede perpendicular a ella.

88
Figura 3.13 - Realización práctica de medida de potencial de una tubería
con un electrodo de referencia de Cu/CuSO4 saturado
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Como ya se ha indicado, las medidas de potencial pueden verse afectadas por
la caída óhmica producida por el paso de la corriente eléctrica que genera el
proceso de protección catódica. Esta caída de voltaje puede ser desde unos
milivoltios a uno o varios centenares, según sea el proceso.
La magnitud del error depende de la forma de la estructura a proteger, de la
corriente que fluye entre ella y los ánodos, de la resistividad del medio y de la
distancia entre el electrodo de referencia y la estructura. Si la distancia y la
corriente son pequeñas, la caída de potencial puede ser despreciable.
La corriente que llega a la estructura que desea protegerse crea un campo
eléctrico de líneas equipotenciales a su alrededor Figura 3.14.
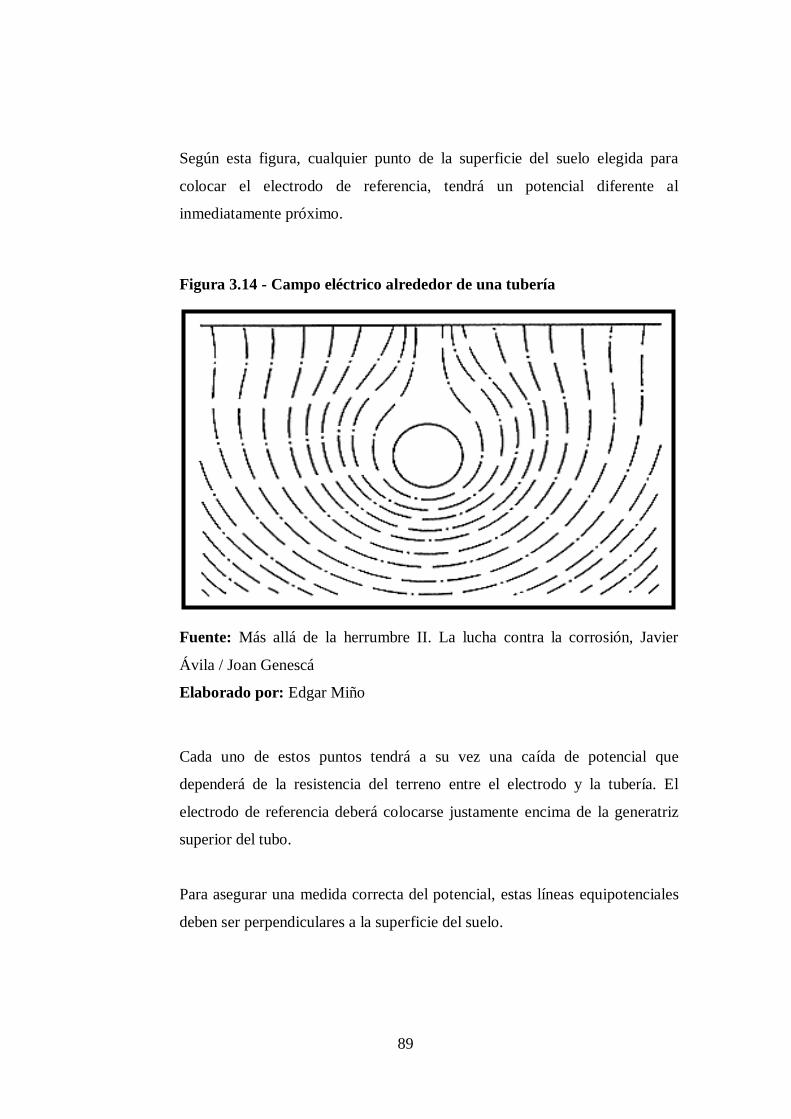
89
Según esta figura, cualquier punto de la superficie del suelo elegida para
colocar el electrodo de referencia, tendrá un potencial diferente al
inmediatamente próximo.
Figura 3.14 - Campo eléctrico alrededor de una tubería
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Cada uno de estos puntos tendrá a su vez una caída de potencial que
dependerá de la resistencia del terreno entre el electrodo y la tubería. El
electrodo de referencia deberá colocarse justamente encima de la generatriz
superior del tubo.
Para asegurar una medida correcta del potencial, estas líneas equipotenciales
deben ser perpendiculares a la superficie del suelo.

90
Esto se consigue cuando la distancia entre la estructura enterrada y el ánodo
es muy grande, en comparación con la profundidad a la que dicha estructura
está enterrada Figura 3.15 (a).
Si la separación es pequeña, las líneas sufren una distorsión, por lo que dejan
de ser perpendiculares a la superficie del suelo y, por tanto, afectan mucho las
medidas Figura 3.15 (b).
Figura 3.15 - (a) La medida de potencial no se ve afectada por el campo
eléctrico. (b) la medida de potencial se ve afectada por el campo eléctrico
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño

91
3.5 MATERIAL UTILIZADO
3.5.1 ELECTRODOS DE REFERENCIA
Los procesos que tienen lugar en la interfase metal-solución de cualquier
metal en contacto con un electrolito (medio agresivo), no se pueden medir de
una manera absoluta (tiene que ser tan sólo relativa).
El metal en contacto con el electrolito tiene, por un lado, tendencia a
disolverse, con lo que queda cargado negativamente.
Reacción 3.2 – Metal en contacto con el electrolito, tendencia a disolverse
Me Men + +
ne-
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Y, por otro lado, a que iones del electrolito se depositen sobre el metal:
Reacción 3.3 – Iones del electrolito sobre el metal
Me n +
+ ne- Me
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño

92
Con lo que se alcanza el equilibrio en un determinado momento:
Reacción 3.4 – Equilibrio del metal en contacto con el electrolito en un
determinado momento
Me Me n+ + ne-
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Se ha creado, pues, una diferencia de potencial entre el metal y el electrolito.
Para poder medir esta diferencia de potencial se adoptó un electrodo patrón
que es el electrodo normal de hidrógeno, al cual, por convención y a cualquier
temperatura, se le asignó el valor cero.
Este electrodo está constituido por una lámina de platino-platinado, sobre la
cual se hace burbujear hidrógeno gas a la presión de una atmósfera,
sumergida en una solución ácida (electrolito), cuya actividad de iones
hidrógeno a 25°C es la unidad, de acuerdo con la reacción de equilibrio.
En las condiciones mencionadas, el potencial de éste electrodo es únicamente
función del pH, según la siguiente expresión:
Ecuación 3.3 – Potencial en función del pH
Donde:
E = potencial de electrodo
E = 0.059 pH

93
pH = potencial de hidrógeno
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Tomando como referencia el electrodo de hidrógeno, el potencial de un metal
cualquiera sumergido en una solución de sus iones de actividad igual a la
unidad, corresponde a la fuerza electromotriz de una pila, en la cual el
semielemento metal/solución de sus iones actúa como polo positivo, o sea de
cátodo, y el electrodo de H2 como polo negativo, o ánodo, según la
convención propuesta por la Unión Internacional de Química Pura y Aplicada
(IUPAC), universalmente aceptada. Esto se puede representar de una manera
esquemática como:
-Pt, H2 (1 atm) / H+ (aH + = 1) // Me
n+ / Me +
Donde una barra indica la presencia de una interfase y la doble barra significa
la presencia de una unión electrolítica o puente salino entre ambos
semielementos de la pila.
En la convención propuesta, el polo negativo o ánodo se coloca en el lado
izquierdo de la pila, en la forma en que tiene lugar la reacción de oxidación:
Reacción 3.5 – Oxidación de la representación esquemática
H2 2H+ + 2e-
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
94
Los electrones generados en esta reacción pasarán al otro electrodo, positivo
o cátodo, a través de un conductor metálico externo, de cobre por ejemplo,
donde los iones Me n +
serán reducidos. La reacción global del proceso será la
siguiente:
Reacción 3.6 – Transferencia de electrones entre electrodos
H2 + Me n +
2H+ + Me
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
El potencial de la pila propuesta se puede determinar a partir de:
Ecuación 3.4 – Potencial de la pila propuesta
Donde:
Ep = Potencial de pila
Ec = Potencial del cátodo
Ea = Potencial del ánodo
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Ep = Ec- Ea

95
Basándose en lo anterior, se pueden presentar dos casos:
a) E pila > 0
b) E pila < 0
El primer caso supone, dado que el electrodo de H2, por convenio, se toma
con un potencial de 0 voltios, que necesariamente el semielemento que actúa
como polo positivo debe de tener un potencial de reducción positivo.
Está desplazada hacia la derecha. Un voltímetro que uniera los dos
semielementos que constituyen la pila debería conectarse de tal manera que el
polo (-) se uniera al electrodo de hidrógeno y el polo (+) al del metal.
Es decir, el polo (+), de mayor potencial siempre (cátodo), se une a ese
mismo polo del voltímetro y el polo (-), de menor potencial (ánodo), se une al
negativo del voltímetro.
En estas condiciones, la diferencia de potencial medida, correspondiente a la
pila formada, sería numéricamente igual al potencial de reducción del
semielemento derecho de la pila, Me n+/Me. Si se construyen pilas de estas
características, se podrían determinar los potenciales de reducción de todos
aquellos semielementos cuyo potencial es positivo o mayor que 0 (el del
hidrógeno).
En el segundo caso, al ser el potencial de la pila menor que cero (negativo),
esto implica necesariamente que el flujo de electrones irá en sentido
contrario.
Es decir, que la producción de electrones se deberá a la oxidación
(disolución) del metal del semielemento de la derecha; lo cual implica que la

96
reacción está desplazada hacia la derecha, favorecida energéticamente. Estos
electrones suministrados serán tomados por el otro semielemento
Todos aquellos semielementos que unidos a un electrodo normal de
hidrógeno den un potencial de pila negativo, con la convención propuesta,
tendrán un potencial de reducción más negativo que el del hidrógeno, o sea
menor que 0. De esta forma se construye la serie electroquímica de los
metales, representada en la Tabla 3.6
Es común que se trabaje con potenciales de oxidación, por lo que serán los
mismos en valor absoluto, pero con el signo cambiado.
Por ejemplo, el oro (Au) tiene un potencial de reducción alto y positivo
porque es fuerte su tendencia a aparecer en su estado reducido;
consecuentemente, su tendencia a la oxidación es pequeña y su potencial de
oxidación es alto en valores absolutos, pero negativo.
Las dificultades operativas que se presentan en el manejo de un electrodo de
hidrógeno, demasiado frágil para la mayoría de las aplicaciones prácticas, han
dado lugar a la utilización de otros electrodos de referencia que lógicamente
deben de reunir determinadas condiciones.
Aparte de ser manejables y de construcción sencilla, la condición
fundamental es que el potencial de equilibrio de la reacción de óxido-
reducción (REDOX) que tenga lugar en ellos, permanezca constante respecto
al electrodo de hidrógeno.
En estas condiciones, en cualquier momento se podría referir un potencial al
del electrodo de hidrógeno o viceversa.

97
Tabla 3.6 Serie Electroquímica de los Metales
.
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
98
3.5.1.1 TIPOS DE ELECTRODOS DE REFERENCIA UTILIZADOS
EN LA INDUSTRIA
3.5.1.1.1 ELECTRODO DE CALOMELANOS
Este electrodo está formado por mercurio cubierto por una capa de
cloruro insoluble (calomelanos), Hg2Cl2 en equilibrio con una
disolución de cloruro potásico, KCl; contacto eléctrico con el mercurio
se realiza por medio de un hilo de platino.
Un esquema de este electrodo se presenta en la Figura 3.16.
Reacción 3.7 - Electrodo de Calomelanos
Hg2Cl2 + 2e- 2 Hg +2 Cl
-
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión,
Javier Ávila / Joan Genescá
Elaborado por: Edgar Miño
Así pues, si el electrodo actúa como ánodo (-) la reacción es hacia la
izquierda, (oxidación); si el electrodo actúa como cátodo (+), la
reacción es hacia la derecha, (reducción).
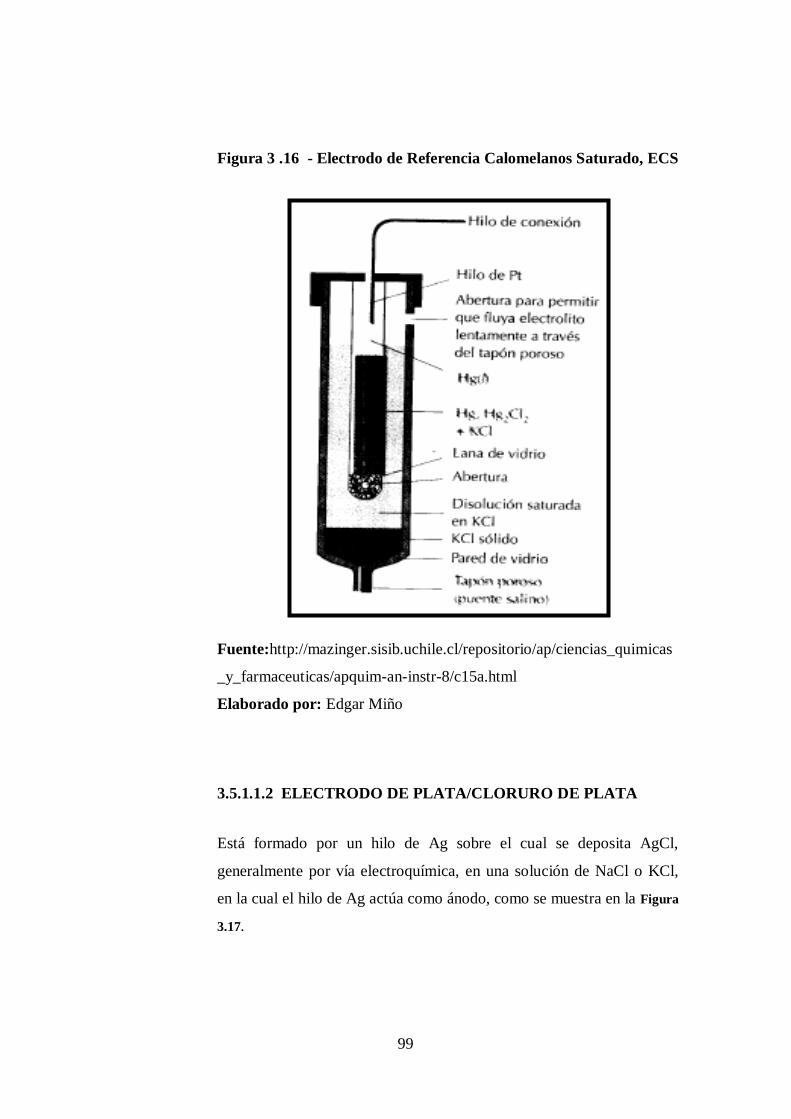
99
Figura 3 .16 - Electrodo de Referencia Calomelanos Saturado, ECS
Fuente:http://mazinger.sisib.uchile.cl/repositorio/ap/ciencias_quimicas
_y_farmaceuticas/apquim-an-instr-8/c15a.html
Elaborado por: Edgar Miño
3.5.1.1.2 ELECTRODO DE PLATA/CLORURO DE PLATA
Está formado por un hilo de Ag sobre el cual se deposita AgCl,
generalmente por vía electroquímica, en una solución de NaCl o KCl,
en la cual el hilo de Ag actúa como ánodo, como se muestra en la Figura
3.17.

100
Reacción 3.8 - Electrodo de Plata / Cloruro de Plata
AgCl + e- Ag + Cl-
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión,
Javier Ávila / Joan Genescá
Elaborado por: Edgar Miño
Y su potencial de equilibrio Ecuación 3.2 a 25°C es:
E = 0.2224 - 0.059 log [Cl-]
Figura 3.17 – Electrodo de Referencia de Plata / Cloruro de Plata,
(Ag/AgCl)
Fuente: http://www.monografias.com/trabajos73/metodos-potencio
metricos/metodos-potenciometricos2.shtml
Elaborado por: Edgar Miño
101
En agua de mar, el valor del potencial es aproximadamente de + 0.25 V
respecto al electrodo normal de hidrógeno (ENH) a 25°C.
El potencial del electrodo depende muy especialmente de la salinidad
de la solución en la cual el electrodo está sumergido.
3.5.1.1.3 ELECTRODO DE ZINC
Está constituido por un bloque de Zn de alta pureza. Generalmente se
utiliza una aleación de Zn como la empleada para los ánodos galvánicos
de Zn de composición como la especificada por la norma americana:
MIL-A-18001 H. Tabla 3.7.
Reacción 3.9 - Electrodo de Zinc
Zn Zn2+ + 2e-
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión,
Javier Ávila / Joan Genescá
Elaborado por: Edgar Miño
Y su potencial de equilibrio Ecuación 3.2 a 25°C es:
E = -0.763 + 0.0295 log [Zn2+] V vs. ENH
El potencial en agua de mar es de cerca de -0.80 V vs. ENH (Electrodo
Normal de Hidrógeno). Se emplea como electrodo de referencia fijo en
agua de mar, como alternativa a los de Ag/ AgCl. También puede
utilizarse en el suelo. Figura 3.18

102
Figura 3.18 – Electrodo de Referencia de Zinc (Zn)
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión,
Javier Ávila / Joan Genescá
Elaborado por: Edgar Miño
Tabla 3.7 - Electrodos de Referencia (norma americana: MIL-A-
18001 H)

103
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión,
Javier Ávila / Joan Genescá
Elaborado por: Edgar Miño
3.5.1.1.4 ELECTRODO DE COBRE/SULFATO DE COBRE
Está formado por una barra cilíndrica de Cu sumergida en una solución
de CuSO4 saturada. El contacto electrolítico con la solución o suelo se
realiza mediante un puente salino formado por un tapón de madera de
balsa. Figura 3.19.
Reacción 3.10 - Electrodo de Cobre / Sulfato de Cobre
Cu Cu2+ + 2e-
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión,
Javier Ávila / Joan Genescá
Elaborado por: Edgar Miño

104
Su potencial de equilibrio Ecuación 3.2 a 25°C viene dado por:
E = 0.340 + 0.0295 log [Cu2+
] V vs. ENH.
Con la solución saturada de CuSO4, se tiene E = + 0.318 V vs. ENH
(Electrodo Normal de Hidrógeno), pero para uso práctico se considera
un valor de 0.30 V. Este tipo de electrodo puede utilizarse en cualquier
ambiente, sea en el suelo o agua de mar, aguas dulces o saladas.
Figura 3.19 - Electrodo de Referencia de Cobre/ Sulfato de Cobre
(Cu/CuSO4)
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión,
Javier Ávila / Joan Genescá
Elaborado por: Edgar Miño
Entre otras ventajas, presenta la sencillez de su preparación y su gran
estabilidad. Cuando se utiliza en agua de mar, puede contaminarse con

105
cloruros, por lo cual es aconsejable más bien en el suelo, en aguas
dulces y en salmueras.
La Figura 3.12 muestra una equivalencia aproximada entre las escalas de
potencial relativas a los electrodos de referencia utilizados en
protección catódica, con indicación de los intervalos de corrosión,
protección y sobreprotección para acero al carbono.
Si bien el electrodo de cobre/sulfato de cobre saturado (Cu/CuSO4sat.) es
prácticamente el único que se utiliza para la medición del potencial de
estructuras enterradas, en el caso de estructuras marinas (offshore) se puede
escoger entre varios:
a. El electrodo Cu/CuSO4 saturado puede utilizarse, aunque hay que
renovar frecuentemente la solución de CuSO4, pues su contaminación por
el agua de mar da como resultado una pseudo lectura.
b. El electrodo de calomelanos saturado fue utilizado en un principio,
aunque en la actualidad prácticamente no se usa en virtud de su
fragilidad.
c. La práctica más corriente consiste en utilizar el electrodo de plata/cloruro
de plata (Ag/AgCl) en agua de mar, con lo cual se evita el problema de
contaminación.
Hay que tener en cuenta con este electrodo además que el valor del
potencial leído es función de la concentración de iones cloruro del agua
de mar y por tanto de la salinidad.
La variación, de todos modos, es pequeña para las salinidades habituales.
106
d. Para aquellos casos en que se requiera que los electrodos funcionen por
lapsos largos en una posición fija, se prefiere utilizar el Zn de alta pureza.
Un inconveniente de este electrodo es una cierta variación del potencial
de un electrodo a otro, por lo cual se recomienda una calibración
periódica de los mismos con un electrodo de Ag/AgCl.
Además del electrodo de referencia y de un voltímetro de alta impedancia
de entrada, se requiere de cables eléctricos, cuyo calibre puede ser
pequeño y de una buena conexión a la masa de la estructura que se puede
lograr con pinzas o por contacto por presión, por soldadura, etc.
La utilización de voltímetros electrónicos minimiza los errores causados
por las caídas óhmicas.
3.6 DENSIDAD DE CORRIENTE DE PROTECCIÓN
Pueden utilizarse diferentes métodos para la determinación de la intensidad de
protección (1p) o de la densidad de corriente de protección. La Figura 3.20
representa un método experimental de polarización, adecuado para determinar la
densidad de corriente de protección (Dp).
Aplicando una corriente eléctrica creciente se obtiene una serie de valores del
potencial del hierro o del acero en agua de mar o en cualquier otro electrolito. Si
llevamos sobre la curva de polarización obtenida para el hierro el potencial de
protección anteriormente calculado -0.61 V, se obtiene la densidad de corriente de
protección, que según la Figura 3.20 resulta ser de 86 mA/ m2.
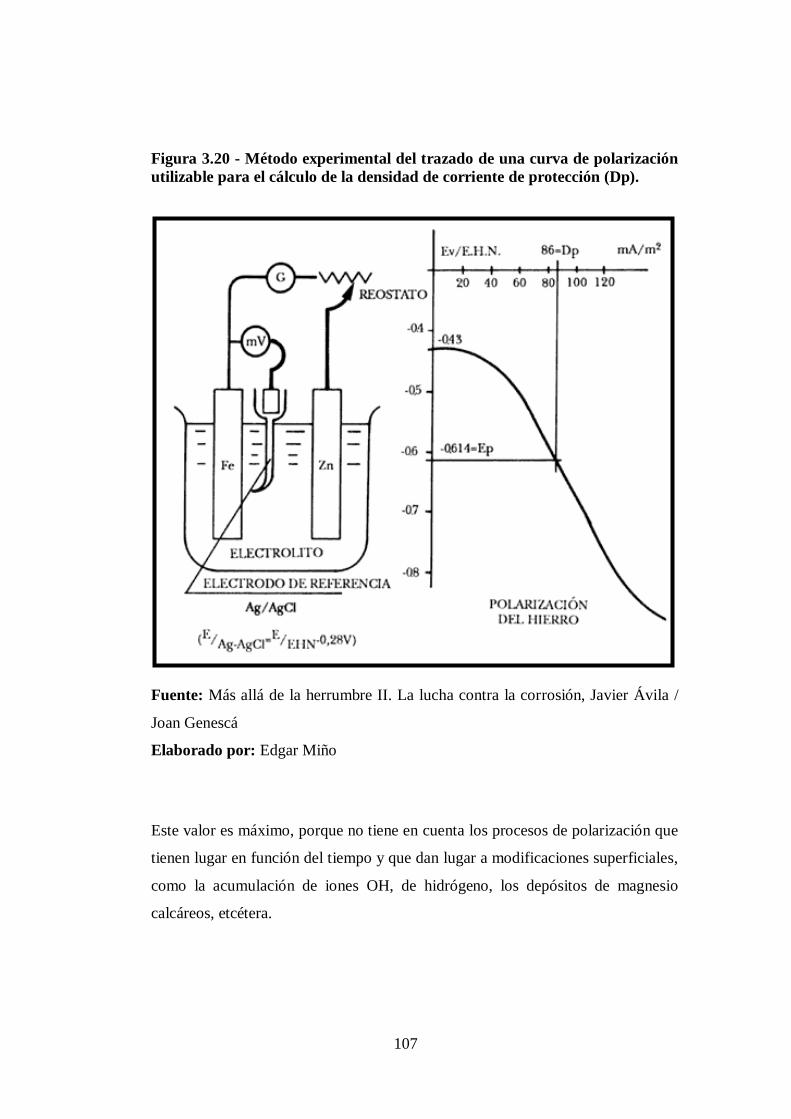
107
Figura 3.20 - Método experimental del trazado de una curva de polarización
utilizable para el cálculo de la densidad de corriente de protección (Dp).
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier Ávila /
Joan Genescá
Elaborado por: Edgar Miño
Este valor es máximo, porque no tiene en cuenta los procesos de polarización que
tienen lugar en función del tiempo y que dan lugar a modificaciones superficiales,
como la acumulación de iones OH, de hidrógeno, los depósitos de magnesio
calcáreos, etcétera.
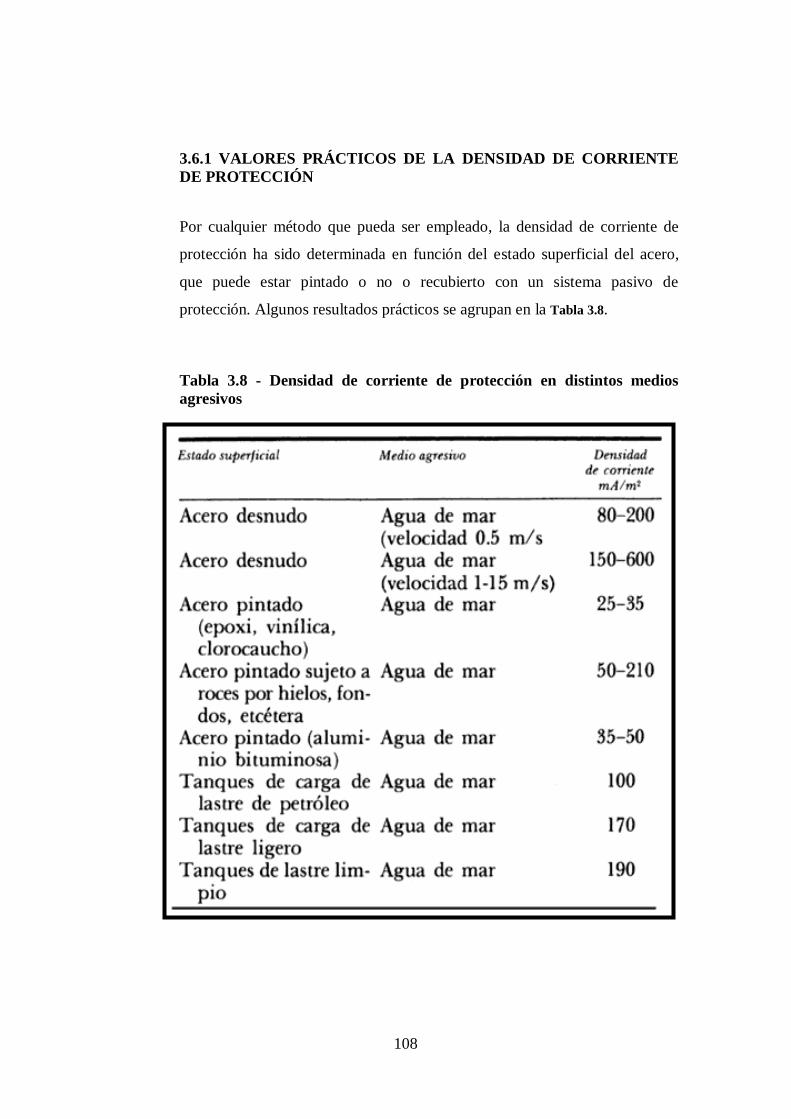
108
3.6.1 VALORES PRÁCTICOS DE LA DENSIDAD DE CORRIENTE
DE PROTECCIÓN
Por cualquier método que pueda ser empleado, la densidad de corriente de
protección ha sido determinada en función del estado superficial del acero,
que puede estar pintado o no o recubierto con un sistema pasivo de
protección. Algunos resultados prácticos se agrupan en la Tabla 3.8.
Tabla 3.8 - Densidad de corriente de protección en distintos medios
agresivos
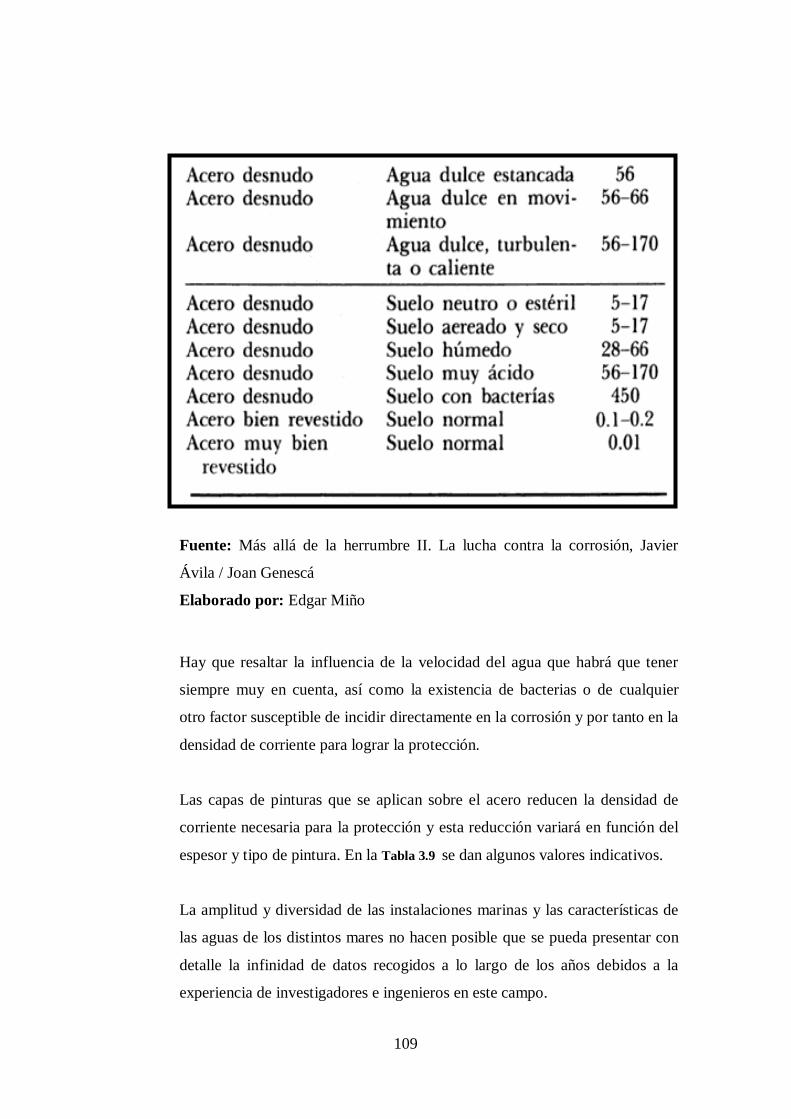
109
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Hay que resaltar la influencia de la velocidad del agua que habrá que tener
siempre muy en cuenta, así como la existencia de bacterias o de cualquier
otro factor susceptible de incidir directamente en la corrosión y por tanto en la
densidad de corriente para lograr la protección.
Las capas de pinturas que se aplican sobre el acero reducen la densidad de
corriente necesaria para la protección y esta reducción variará en función del
espesor y tipo de pintura. En la Tabla 3.9 se dan algunos valores indicativos.
La amplitud y diversidad de las instalaciones marinas y las características de
las aguas de los distintos mares no hacen posible que se pueda presentar con
detalle la infinidad de datos recogidos a lo largo de los años debidos a la
experiencia de investigadores e ingenieros en este campo.

110
Tabla 3.9 - Valor límite del potencial aplicado para diversos tipos de
pintura.
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
La densidad de corriente necesaria para la protección catódica de estructuras
enterradas, básicamente de tuberías, es un caso especial, ya que el suelo es un
medio heterogéneo donde varía mucho la velocidad de corrosión. De un suelo
natural se puede separar, fundamentalmente, arena, arcilla, cal y humus.
Estos componentes pueden estar mezclados en el suelo en diferentes
proporciones, lo que dará lugar a distintos grados de agresividad y, por tanto,
a valores distintos de la densidad de corriente para lograr la protección.
Si el oxígeno atmosférico no puede penetrar en el suelo, lo que con frecuencia
es el caso en suelos arcillosos o turbosos, pueden existir bacterias. Estos
microorganismos que se desarrollan en ausencia completa de oxígeno
(condiciones anaerobias) como el Sporovibrio desulfuricans, originan graves
problemas de corrosión al transformar los sulfatos presentes en el terreno, en
sulfuros; los síntomas de este tipo de corrosión anaerobia son: un

111
ennegrecimiento local del suelo por el sulfuro de hierro que se forma y a
veces, un olor a ácido sulfhídrico.
Un factor importante para conocer la agresividad de un suelo es el
conocimiento de su resistividad.
En la mayoría de los casos de tuberías enterradas la protección catódica se
efectúa sobre ductos ya protegidos con un recubrimiento como pintura,
alquitrán, etc.
La corriente de protección resulta ser entonces un porcentaje pequeño con
respecto a la necesaria para proteger a la estructura metálica desnuda, pues
deberá servir para proteger las partes en las que el revestimiento presenta
defectos: poros, rasguños, imperfecciones, etc. La corriente de protección
resultará más baja mientras mayor sea la eficiencia del recubrimiento.
Podemos definir la eficiencia del recubrimiento (j) como el porcentaje de la
superficie metálica efectivamente revestida o recubierta.
Por ejemplo, si se dice que un recubrimiento tiene un 90% de eficiencia,
querrá decir que hay un 10% de la superficie metálica que está descubierta, o
sea no protegida por el recubrimiento y que, por tanto, se necesitará sólo un
10% de la corriente necesaria para proteger toda la estructura desnuda;
entonces, la densidad de corriente de protección es proporcional a la fracción
de superficie descubierta o no protegida, y, en general, se puede formalizar de
la siguiente manera:
Ecuación 3.5 – Densidad de Corriente de protección de una estructura
protegida
iR = i ( 1 - j )

112
Donde:
i = la densidad de corriente de protección de la estructura desnuda
iR = la densidad de corriente de protección de la estructura recubierta.
j= la eficiencia del recubrimiento (fracción unitaria).
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
Naturalmente, la eficiencia de un recubrimiento puede variar con el tiempo.
Por ejemplo, para tuberías enterradas sin mantenimiento puede pasar al 95 o
al 90% después de 10 o 20 años.
El envejecimiento es aún más acelerado en estructuras que están en contacto
con el agua del mar. Obviamente, además del envejecimiento normal del
recubrimiento, contribuyen a disminuir la eficiencia notablemente los daños
mecánicos como la abrasión.
La eficiencia efectiva de recubrimientos porosos o dañados mecánicamente
puede mejorar, cuando es posible la precipitación de sales (carbonato de
calcio e hidróxido de magnesio), lo cual tiene lugar en agua de mar en las
zonas descubiertas de la estructura, en las cuales se concentra la corriente de
protección.
3.6.2 SOBREPROTECCIÓN
Se dice que una estructura o, en ocasiones, alguna parte de la misma está
sobreprotegida cuando la densidad de corriente intercambiada en su superficie
es mayor que la necesaria para una protección completa. En general, esta

113
condición sucede cuando la protección catódica se efectúa mediante el
sistema de corriente impresa.
Evidentemente la sobreprotección debe evitarse, tanto porque implica un
consumo inútil de electricidad, un mayor consumo del ánodo y
especialmente, por el daño indirecto que puede provocar: ampollamiento del
recubrimiento, degradación del mismo, desprendimiento de hidrógeno con
posibilidad de fragilización del acero.
Por ejemplo, en agua de mar, cuando en la estructura que se quiere proteger
se miden potenciales más negativos de -1150 mV vs. Cu/CuSO4 saturado, es
señal de una densidad de corriente demasiado elevada, por lo que pueden
tener lugar efectos negativos en virtud de:
1. Alcalinización excesiva
2. Desprendimiento de hidrógeno
En la superficie de la estructura protegida se obtienen valores de pH de
alrededor de 11, en virtud de que la reacción que tiene lugar en la estructura
protegida es la reducción del oxígeno.
En condiciones de sobreprotección, el pH aumenta provocando la corrosión
de aquellos metales como el Al, el Zn o el Pb y sobre todo, el ampollamiento
o degradación del recubrimiento.
La formación de ampollas en el recubrimiento se produce en especial cuando,
tiene lugar el desprendimiento de hidrógeno. De hecho, si este gas se forma
en algún defecto del recubrimiento de la superficie metálica, puede llegar a
ejercer una presión elevada y provocar el desprendimiento del recubrimiento
y la base metálica quedar desprotegida. El ampollamiento del recubrimiento
también puede ser provocado por la migración del agua hacia la superficie
metálica a través del recubrimiento, bajo la acción del campo eléctrico
(fenómeno de electroósmosis). En cualquier caso, el ampollamiento del

114
recubrimiento debe ser evitado, para lo cual se da normalmente un límite
inferior al potencial al cual debe llevarse la estructura.
En general, las pinturas pueden aplicarse con éxito aun en condiciones de
sobreprotección cuando son muy adherentes y muy resistentes químicamente
(se deben excluir por ejemplo las pinturas saponificables), además de que
deben poseer un espesor suficiente para aumentar la impermeabilidad.
Sin duda, en condiciones de protección normal, el primario inorgánico de Zn
se comporta bien y puede utilizarse por ejemplo en sistemas de protección
con ánodos de sacrificio de Zn o Al.
Por lo que se refiere a la influencia del espesor, en la Tabla 3.10 se indican los
espesores mínimos de varios tipos de pinturas que resisten a un potencial de -
900 mV vs. Ag/AgCI. Estos valores parecen muy altos en cuanto a que, en la
práctica, se utilizan sin grandes problemas espesores mucho menores.
Tabla 3.10 - Espesores mínimos para diversos esquemas de pintado
resistentes a un potencial de -900 mV vs. Ag/AgCl
Fuente: Más allá de la herrumbre II. La lucha contra la corrosión, Javier
Ávila / Joan Genescá
Elaborado por: Edgar Miño
CAPÍTULO IV
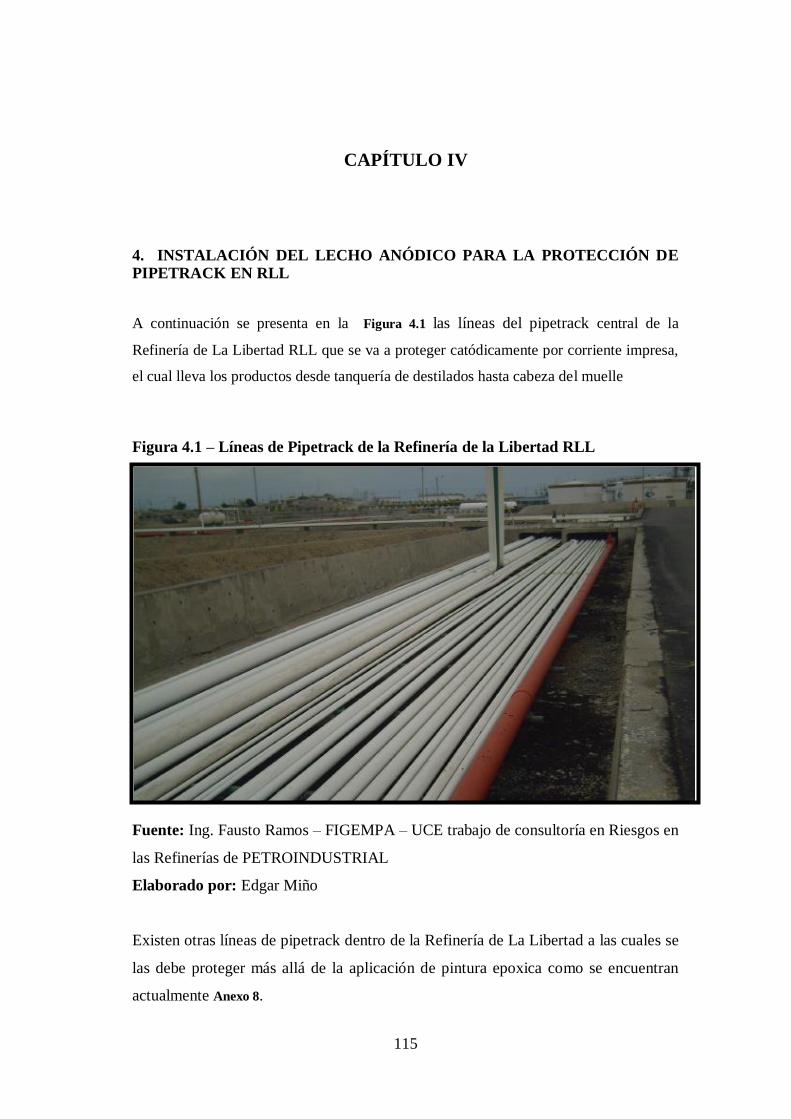
115
CAPÍTULO IV
4. INSTALACIÓN DEL LECHO ANÓDICO PARA LA PROTECCIÓN DE
PIPETRACK EN RLL
A continuación se presenta en la Figura 4.1 las líneas del pipetrack central de la
Refinería de La Libertad RLL que se va a proteger catódicamente por corriente impresa,
el cual lleva los productos desde tanquería de destilados hasta cabeza del muelle
Figura 4.1 – Líneas de Pipetrack de la Refinería de la Libertad RLL
Fuente: Ing. Fausto Ramos – FIGEMPA – UCE trabajo de consultoría en Riesgos en
las Refinerías de PETROINDUSTRIAL
Elaborado por: Edgar Miño
Existen otras líneas de pipetrack dentro de la Refinería de La Libertad a las cuales se
las debe proteger más allá de la aplicación de pintura epoxica como se encuentran
actualmente Anexo 8.
116
4.1 SELECCIÓN DEL TIPO DE PROTECCIÓN
La selección de éste tipo de protección catódica por corriente impresa para una
determinada estructura (Pipetrack de la Refinería de La Libertad) depende
esencialmente de consideraciones técnicas y económicas. Se analizan las ventajas
y desventajas del sistema, su costo, su viabilidad técnica, la vida útil que se desea,
entre otros aspectos a cargo de Petroindustrial.
A continuación se muestran varios items de limitaciones y ventajas de aplicación
del método:
a) La resistividad del medio o electrolito no constituye una limitación seria para el
sistema de corriente impresa, una vez ajustada la diferencia de potencial
necesaria para proporcionar dicha corriente.
b) Este sistema es el indicado para estructuras medias y grandes.
c) El sistema necesita de un seguimiento operacional, especialmente de una
inspección periódica del equipo de impresión de corriente.
La inspección de los ánodos puede ser menos frecuente ya que están
proyectados para una vida útil de 20 años o más.
d) Es recomendable para estructuras que puedan presentar problemas de
corrientes parásitas o vagabundas, ya que permite su control.
e) El sistema de corriente impresa permite un amplio intervalo de regulación
mediante la variación del voltaje de salida de los equipos para la impresión de
la corriente, siempre y cuando se proyecte en forma adecuada.

117
f) En general, el costo inicial es mayor que el de un sistema de ánodos galvánicos,
a menos que se trate de una estructura muy grande y diseñada para una vida
útil larga.
g) Este sistema está sujeto a interrupciones en su funcionamiento como
consecuencia de fallos en el suministro de energía eléctrica y defectos en el
equipo propio para la impresión de la corriente.
h) Tiene la posibilidad de inversiones de polaridad.
4.2 CÁLCULOS DEL SISTEMA DE PROTECCIÓN CATÓDICA POR
CORRIENTE IMPRESA
Tabla 4.1 – Datos de Líneas de Pipetrack
Datos de Campo tomados por: Edgar Miño
Cantidad Diámetro Longitud
5 2 – 3/8” 500 m
6 2 – 7/8” 500 m
8 3 – 1/2” 500 m
5 4 – 1/2” 500 m
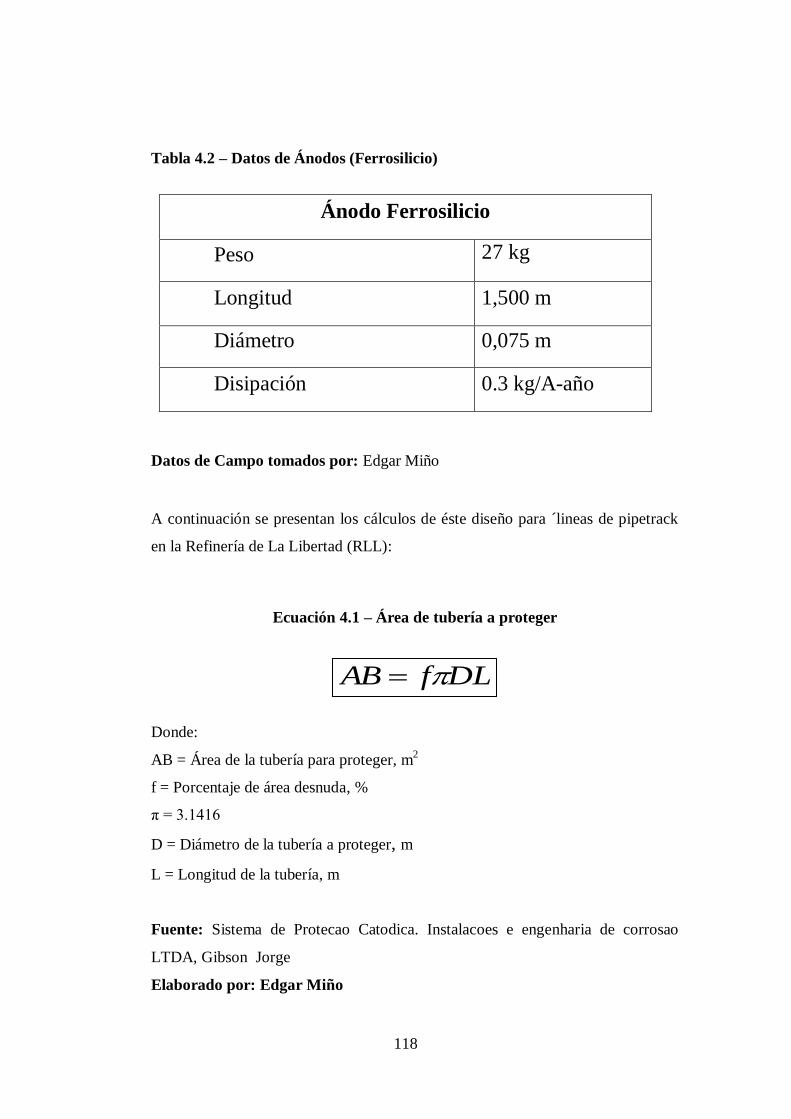
118
Tabla 4.2 – Datos de Ánodos (Ferrosilicio)
Datos de Campo tomados por: Edgar Miño
A continuación se presentan los cálculos de éste diseño para ´lineas de pipetrack
en la Refinería de La Libertad (RLL):
Ecuación 4.1 – Área de tubería a proteger
Donde:
AB = Área de la tubería para proteger, m2
f = Porcentaje de área desnuda, %
π = 3.1416
D = Diámetro de la tubería a proteger, m
L = Longitud de la tubería, m
Fuente: Sistema de Protecao Catodica. Instalacoes e engenharia de corrosao
LTDA, Gibson Jorge
Elaborado por: Edgar Miño
Ánodo Ferrosilicio
Peso 27 kg
Longitud 1,500 m
Diámetro 0,075 m
Disipación 0.3 kg/A-año
DLfAB
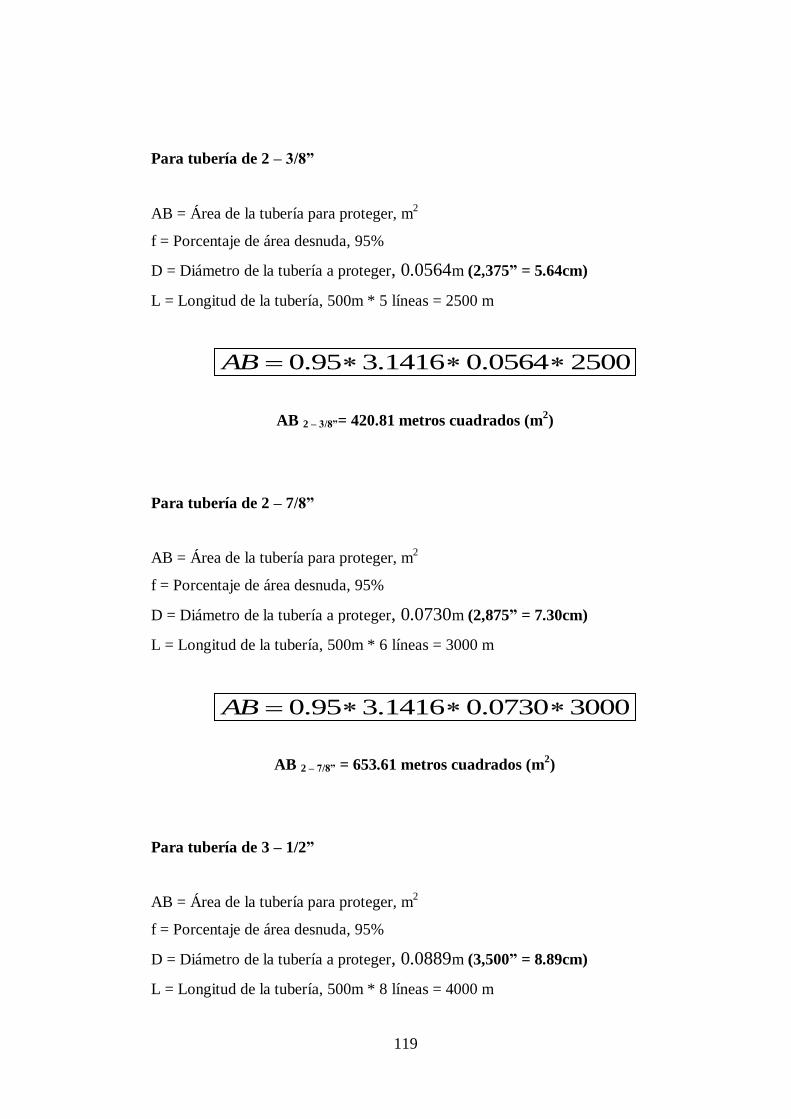
119
Para tubería de 2 – 3/8”
AB = Área de la tubería para proteger, m2
f = Porcentaje de área desnuda, 95%
D = Diámetro de la tubería a proteger, 0.0564m (2,375” = 5.64cm)
L = Longitud de la tubería, 500m * 5 líneas = 2500 m
AB 2 – 3/8”= 420.81 metros cuadrados (m2)
Para tubería de 2 – 7/8”
AB = Área de la tubería para proteger, m2
f = Porcentaje de área desnuda, 95%
D = Diámetro de la tubería a proteger, 0.0730m (2,875” = 7.30cm)
L = Longitud de la tubería, 500m * 6 líneas = 3000 m
AB 2 – 7/8” = 653.61 metros cuadrados (m2)
Para tubería de 3 – 1/2”
AB = Área de la tubería para proteger, m2
f = Porcentaje de área desnuda, 95%
D = Diámetro de la tubería a proteger, 0.0889m (3,500” = 8.89cm)
L = Longitud de la tubería, 500m * 8 líneas = 4000 m
25000564.01416.395.0 AB
30000730.01416.395.0 AB

120
AB 3 – 1/2”= 1061.29 metros cuadrados (m2)
Para tubería de 4 – 1/2”
AB = Área de la tubería para proteger, m2
f = Porcentaje de área desnuda, 95%
D = Diámetro de la tubería a proteger, 0.1143m (4,500” = 11.43cm)
L = Longitud de la tubería, 500m * 5 líneas = 2500 m
AB 4 – 1/2”= 852.82 metros cuadrados (m2)
Ʃ AB (Área de la tubería para proteger, m2)
ƩAB = 420.81 + 653.61 + 1061.29 + 852.82
ƩAB = 2988.53 metros cuadrados (m2)
Ecuación 4.2 - Cálculo de la corriente necesaria o requerida para el sistema
Donde:
I = Corriente requerida en amperios
40000889.01416.395.0 AB
25001143.01416.395.0 AB
1000
IdABI

121
Id = Densidad de corriente requerida 30 mA/m2 Dato de Campo
Fuente: Sistema de Protecao Catodica. Instalacoes e engenharia de corrosao
LTDA, Gibson Jorge
Elaborado por: Edgar Miño
I = 89.65 Amperios (A)
Ecuación 4.3- Cálculo de la masa anódica requerida
Donde:
W = Peso total de masa anódica requerida en kg.
Dr = Disipación del ánodo en 0.3 kg/A-año (FERROSILICIO)
Dl = Vida de diseño del sistema, 25 años
Fuente: Sistema de Protecao Catodica. Instalacoes e engenharia de corrosao
LTDA, Gibson Jorge
Elaborado por: Edgar Miño
W = 672.38 Kilogramos (Kg)
1000
3053.2988 I
DlDrIW
253.065.89 W
122
Ecuación 4.4 - Cálculo del número de ánodos requeridos
Donde:
N = Número de ánodos requeridos
W = Peso total de la masa anódica requerida.
WA = Peso de cada ánodo, 27 Kg (FERROSILICIO)
Fuente: Sistema de Protecao Catodica. Instalacoes e engenharia de corrosao
LTDA, Gibson Jorge
Elaborado por: Edgar Miño
N = 24.9 = 25 Ánodos
Ecuación 4.5 - Resistencia de un ánodo con relleno
Donde:
Rv = Resistencia de un ánodo vertical a tierra en Ω
L
d
L
Rv
18
log3,2.00159,0
WA
WN
27
38.672N
123
= Resistencia del suelo o del material de relleno en Ω (25 ohm-cm Backfill sin
compactar)
L = Longitud del ánodo: 1,500 m
d = Diámetro del ánodo: 0,075 m
Fuente: Sistema de Protecao Catodica. Instalacoes e engenharia de corrosao
LTDA, Gibson Jorge
Elaborado por: Edgar Miño
Rv = 0,1343 ohm (sin compactar)
Ecuación 4.6 - Voltaje de Salida del Rectificador
Donde:
V = Voltaje de Salida del Rectificador, voltios
Rt = Resistencia Total del circuito, ohm
I = Intensidad de corriente requerida, 89.65 amperios
Fuente: Sistema de Protecao Catodica. Instalacoes e engenharia de corrosao
LTDA, Gibson Jorge
Elaborado por: Edgar Miño
500.1
1)075.0(
)500.1(8log3,2).25(00159,0
Rv
IRtV

124
Ecuación 4.7 – Sumatoria de resistencias
Rt = 0.25 + 0.26 + 0.13
Rt = 0.67 ohm
Donde:
Rc = Resistencia de los cables del circuito 0,25ohm (FABRICANTE)
Re = Resistencia del contacto a tierra de la estructura a proteger 0,26 ohm
(CAMPO)
Rg = Resistencia cama anódica, Rv 0.13 ohm (CALCULADA) en el punto anterior
Fuente: Sistema de Protecao Catodica. Instalacoes e engenharia de corrosao
LTDA, Gibson Jorge
Elaborado por: Edgar Miño
V = 60.07 Voltios
Ecuación 4.8 - Capacidad del Transformador
Donde:
C = Capacidad del transformador, en KVA
E = Eficiencia del rectificador (80%)
Rt = Rc + Re + Rg
1000..EF
VIC
65.8967.0 V
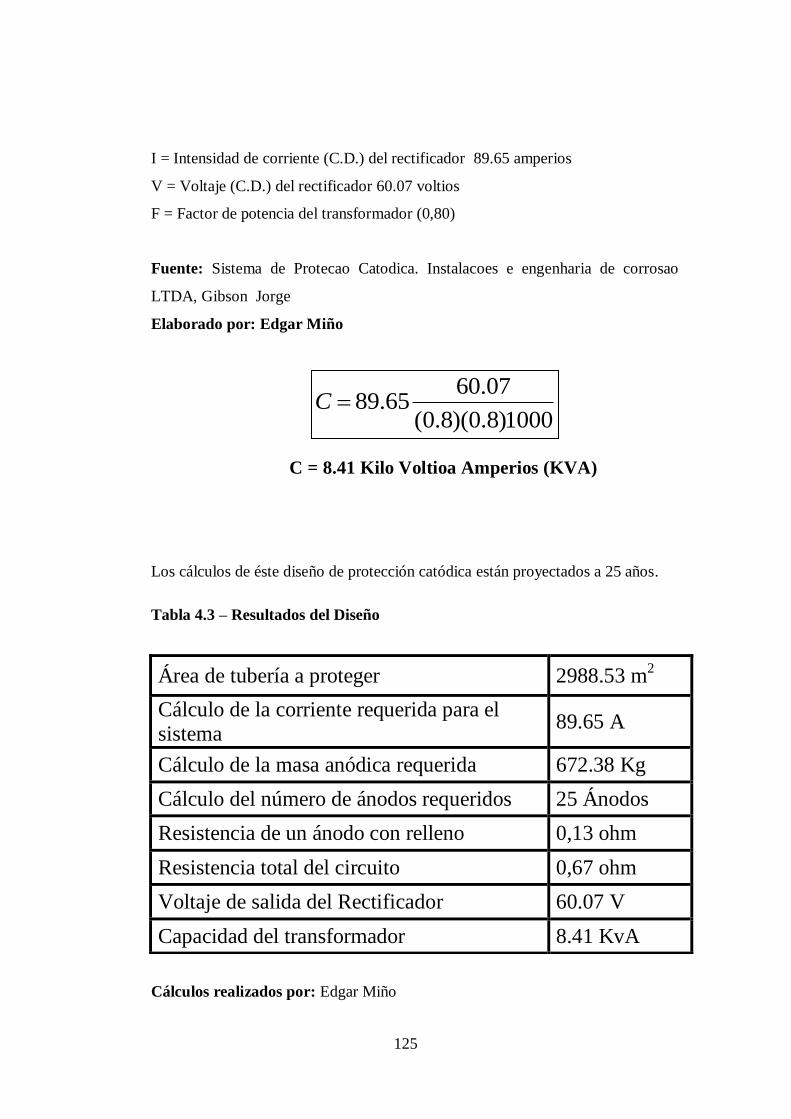
125
I = Intensidad de corriente (C.D.) del rectificador 89.65 amperios
V = Voltaje (C.D.) del rectificador 60.07 voltios
F = Factor de potencia del transformador (0,80)
Fuente: Sistema de Protecao Catodica. Instalacoes e engenharia de corrosao
LTDA, Gibson Jorge
Elaborado por: Edgar Miño
C = 8.41 Kilo Voltioa Amperios (KVA)
Los cálculos de éste diseño de protección catódica están proyectados a 25 años.
Tabla 4.3 – Resultados del Diseño
Cálculos realizados por: Edgar Miño
Área de tubería a proteger 2988.53 m2
Cálculo de la corriente requerida para el sistema
89.65 A
Cálculo de la masa anódica requerida 672.38 Kg
Cálculo del número de ánodos requeridos 25 Ánodos
Resistencia de un ánodo con relleno 0,13 ohm
Resistencia total del circuito 0,67 ohm
Voltaje de salida del Rectificador 60.07 V
Capacidad del transformador 8.41 KvA
1000)8.0)(8.0(
07.6065.89C

126
El sitio sugerido para la aplicación de los Ánodos se representa en la Figura 4.2
Figura 4.2 - Sitio sugerido de aplicación de ánodos
Fuente: Ing. Fausto Ramos – FIGEMPA – UCE trabajo de consultoría en Riesgos
en las Refinerías de PETROINDUSTRIAL
Elaborado por: Edgar Miño
De los cálculos realizados se tiene los resultados presentados en la Tabla 4.3, y
deberán ser implementados en el sitio sugerido en la Figura 4.2.
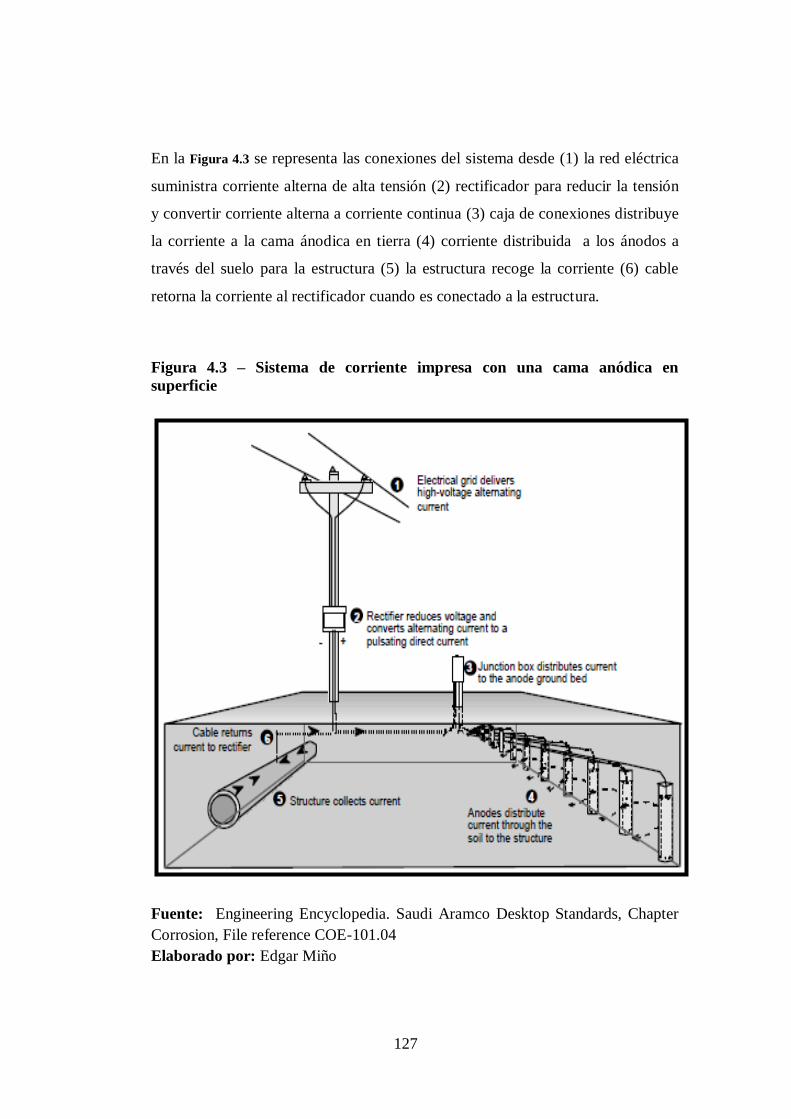
127
En la Figura 4.3 se representa las conexiones del sistema desde (1) la red eléctrica
suministra corriente alterna de alta tensión (2) rectificador para reducir la tensión
y convertir corriente alterna a corriente continua (3) caja de conexiones distribuye
la corriente a la cama ánodica en tierra (4) corriente distribuida a los ánodos a
través del suelo para la estructura (5) la estructura recoge la corriente (6) cable
retorna la corriente al rectificador cuando es conectado a la estructura.
Figura 4.3 – Sistema de corriente impresa con una cama anódica en
superficie
Fuente: Engineering Encyclopedia. Saudi Aramco Desktop Standards, Chapter
Corrosion, File reference COE-101.04
Elaborado por: Edgar Miño

CAPÍTULO V

128
CAPÍTULO V
5. CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
El sistema de protección catódica por corriente impresa es el más adecuado
para controlar la velocidad de corrosión en equipos metálicos, pero cuando la
masa metálica es grande como el caso de éste trabajo , se necesita adicionar a
los ánodos, corriente impresa para una protección global.
Las tuberías de éste pipetrack de RLL actualmente están protegidas con
pinturas de tipo epoxico y aisladas del suelo, pero ésta es una mínima
protección contra la corrosión, ya que únicamente la aislan del medio ambiente
pero no resuelven el problema de la celda electrolítica de corrosión, por tanto el
tipo de protección propuesto en éste trabajo es el más adecuado técnicamente.
La protección sugerida evitará impactos Económicos, Humano-Sociales, de
Seguridad Industrial y Ambientales que afectarían gravemente a la RLL y a la
sociedad-medio ambiente en general.
Del conocimiento adquirido un equipo metálico correctamente protegido contra
la corrosión puede cumplir una vida útil de hasta 25 años, y sin una protección
adecuada ésta vida útil puede reducirse en 6 meses.
129
5.2 RECOMENDACIONES
En la Refinería de La Libertad existen otros sistemas de pipetrack que han sido
identificados en el presente trabajo y a los cuales se debe aplicar protección
catódica por corriente impresa previo ún estudio similar.
El sistema de protección catódica por corriente impresa propuesto tiene que
complementarse con mantenimiento preventivo (pintura epóxica, evitar
empozamientos de agua) y con la correspondiente conexión eléctrica a tierra.
Cuando se haga mantenimientos en los que se deba cambiar parcial o
totalmente la tubería debe instalarse tubería del mismo material para evitar la
corrosión galvánica; además se debe comprobar la FEM del sistema completo.
El sistema de protección catódica por corriente impresa propuesto tiene que ser
identificado y evaluado en la matriz de aspectos e impactos ambientales.
El fabricante de los Ánodos garantiza una vida útil de éstos ánodos de hasta 15
años, pero es recomendable realizar mediciones de Fuerza Electromotriz
(FEM) en el sistema cada 5 años para determinar que funcione adecuadamente
y si los ánodos tienen aún capacidad operativa. En éste tipo de protecciones se
recomienda cambiar los ánodos cada 10 a 12 años.

130
GLOSARIO DE TÉRMINOS
Ácido débil. Es aquel ácido que no está totalmente disociado en una disolución
acuosa.
Aleación. Es una mezcla sólida homogénea de dos o más metales, con algún o
algunos elementos no metálicos. Se puede observar que las aleaciones están
constituidas por elementos metálicos en estado elemental (estado de oxidación
nulo)
Ánodo. Es un electrodo en el cual se produce la reacción de oxidación, un error
muy extendido es que la polaridad del ánodo es siempre positivo (+). Esto es a
menudo incorrecto y la polaridad del ánodo depende del tipo de dispositivo, y a
veces incluso en el modo que opera, según la dirección de la corriente eléctrica,
basado en la definición de corriente eléctrica universal. En consecuencia, en un
dispositivo que consume energía el ánodo es positivo, y en un dispositivo que
proporciona energía al ánodo es negativo.
Cátodo. Es un electrodo en el cual se produce la reacción de reducción, un error
muy extendido es que la polaridad del cátodo es siempre negativa (-). La
polaridad del cátodo depende del tipo de dispositivo, y a veces incluso en el
modo que opera, según la dirección de la corriente eléctrica, basado en la
definición de corriente eléctrica universal. En consecuencia, en un dispositivo

131
que consume energía el cátodo es negativo, y en un dispositivo que proporciona
energía al cátodo es positivo.
Corriente. Es el flujo de carga por unidad de tiempo que recorre un material. Se
debe a un movimiento de los electrones en el interior del material.
Diodo. Es un dispositivo semiconductor que permite el paso de la corriente
eléctrica en una única dirección con características similares a un interruptor.
Electrodo. Es un conductor eléctrico a través del cual puede entrar o salir una
corriente eléctrica en un medio, ya sea una disolución electrolítica, un sólido, un
gas o el vacío.
Electrolito. Es cualquier sustancia que contiene iones libres, los que se
comportan como un medio conductor eléctrico.
Polarización. Es el establecimiento de una diferencia de potencial entre dos
conductores.
Termodinámica. Estudia los intercambios de calor y de trabajo que se producen
entre un sistema y su entorno que origina variaciones en la energía interna del
mismo.
132
BIBLIOGRAFÍA
PEABODY A.W. Peabody´s Control of Pipeline Corrosion (Second Edition)
Editorial NACE International. 2001
ROBERGE Pierre. Handbook of Corrosion Engineering. Editorial Mc Graw-
Hill. 2000
BAECKMAN W.Von y Sohwenk. Handbook of Cathodic Corrosion
Protection. Theory and practice of electrochemical protection processes (Third
Edition) Editorial Gulf Professional Publishing. 1997
SHEIR L. L. Corrosion. Volume 2 Corrosion Control (Third Edition)
Editorial Butterworth Huinemann. 1994
BARDAL Einar Corrosion and Protection. Engineering materials and
processes. Editorial Springer. 2003
Ávila Javier. Más allá de la herrumbre II. La lucha contra la corrosión.
(Tercera Reimpresión) Editorial Fondo de cultura económica. 1995

133
GIBSON, Jorge. Sistema de Protecao Catodica. Instalacoes e engenharia de
corrosao. Editorial IEC. 2003
RAMOS Fausto M.Sc. Curso de Control, de la Corrosion en Operaciones de
Producción de Petróleo. UTE. 2010
http://es.wikipedia.org/wiki/Corrosi%C3%B3n
http://ciencias.uniandes.edu.co/pdf/corrosion.pdf
http://www.nace.org/content.cfm?parentid=1001¤tID=1001&CFID=2
831333&CFTOKEN=74103595

134
ANEXOS
Anexo 1 – Construcción de una instalación de protección catódica por corriente
impresa
Fuente: Handbook of Cathodic Corrosion Protection. Theory and practice of
electrochemical protection processes (Third Edition) W.Von Baeckmann, W.
Schwenk and W. Prinz
Elaborado por: Edgar Miño
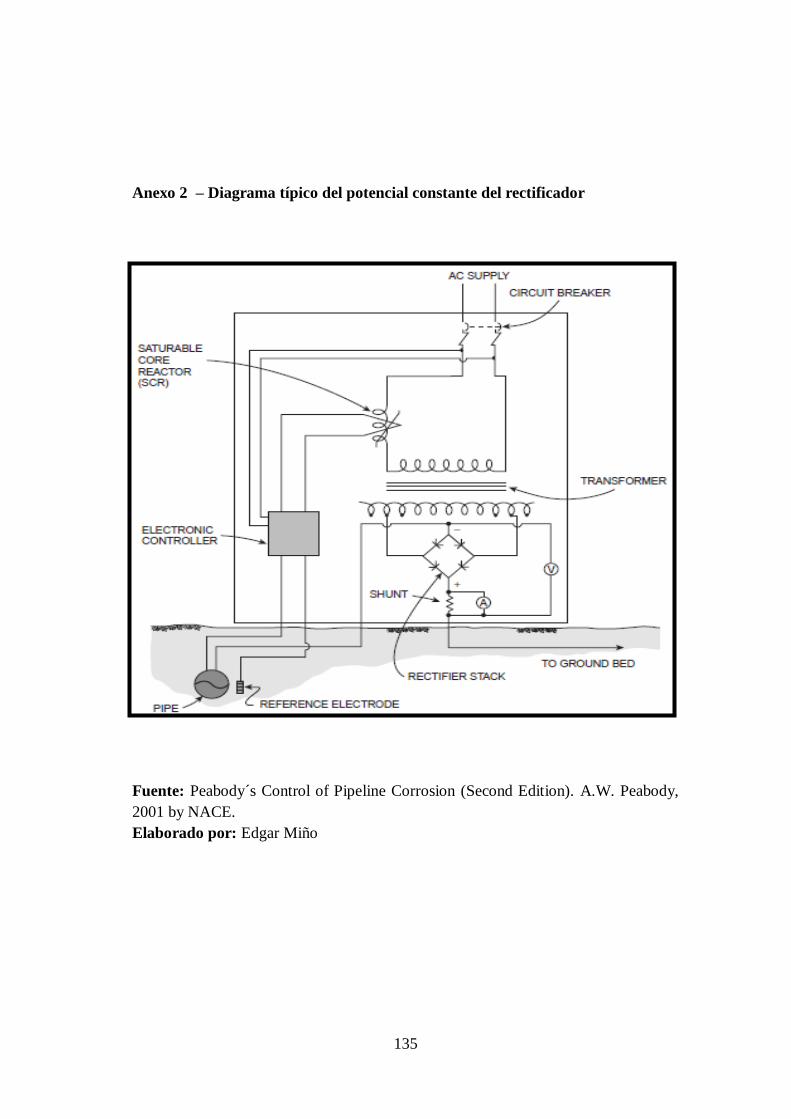
135
Anexo 2 – Diagrama típico del potencial constante del rectificador
Fuente: Peabody´s Control of Pipeline Corrosion (Second Edition). A.W. Peabody,
2001 by NACE.
Elaborado por: Edgar Miño

136
Anexo 3 – Esquema de interferencia Anódica
Fuente: Handbook of Corrosion Engineering. Pierre R. Roberge 2000.
Elaborado por: Edgar Miño
Anexo 4 – Esquema de interferencia Catódica
Fuente: Handbook of Corrosion Engineering. Pierre R. Roberge 2000.
Elaborado por: Edgar Miño

137
Anexo 5 – Esquema de interferencia Anódica y Catódica
Fuente: Handbook of Corrosion Engineering. Pierre R. Roberge 2000.
Elaborado por: Edgar Miño
Anexo 6 – Principio de protección catódica para minimizar la interferencia
Anódica
Fuente: Handbook of Corrosion Engineering. Pierre R. Roberge 2000 Elaborado por: Edgar Miño

138
Anexo 7 – Uso de Ánodos de Sacrificio para mitigar la interferencia Catódica
Fuente: Handbook of Corrosion Engineering. Pierre R. Roberge 2000.
Elaborado por: Edgar Miño

139
Anexo 8 – Líneas de pipetrack de la Refinería de la Libertad que se sugiere
proteger
Fuente: Ing. Fausto Ramos – FIGEMPA – UCE trabajo de consultoría en Riesgos en
las Refinerías de PETROINDUSTRIAL
Elaborado por: Edgar Miño
Fuente: Ing. Fausto Ramos – FIGEMPA – UCE trabajo de consultoría en Riesgos en
las Refinerías de PETROINDUSTRIAL
Elaborado por: Edgar Miño

140
Fuente: Ing. Fausto Ramos – FIGEMPA – UCE trabajo de consultoría en Riesgos en
las Refinerías de PETROINDUSTRIAL
Elaborado por: Edgar Miño
Fuente: Ing. Fausto Ramos – FIGEMPA – UCE trabajo de consultoría en Riesgos en
las Refinerías de PETROINDUSTRIAL
Elaborado por: Edgar Miño
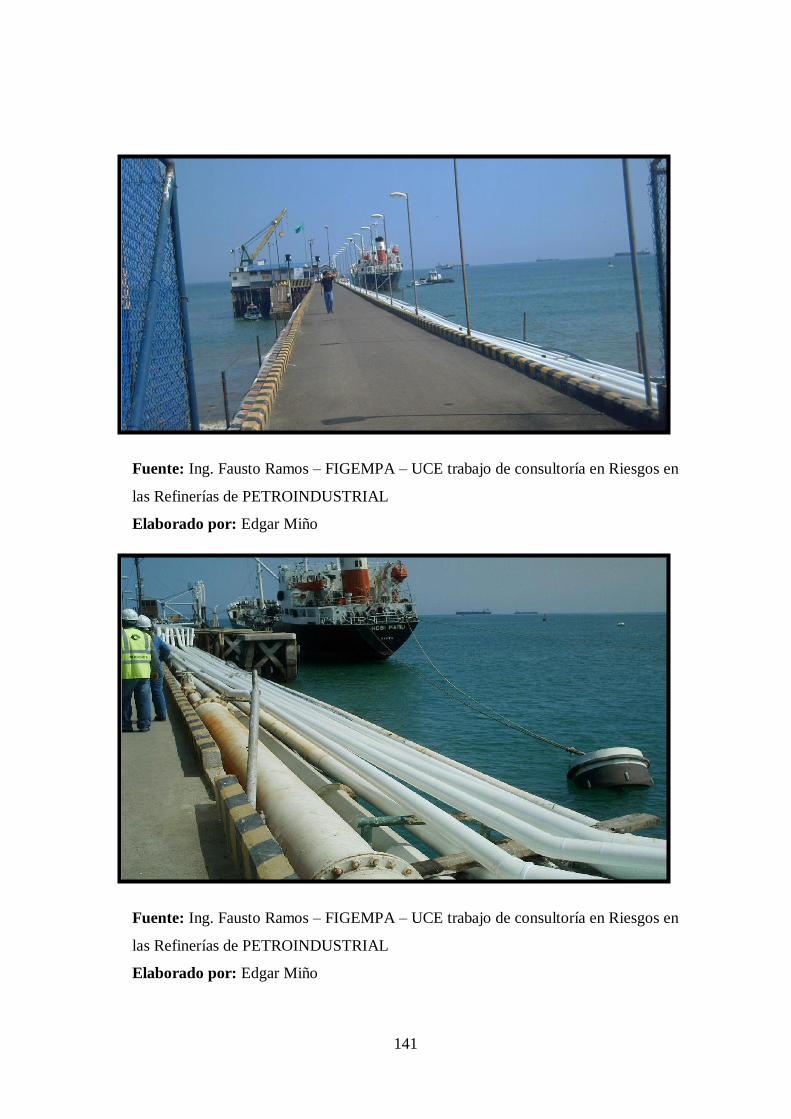
141
Fuente: Ing. Fausto Ramos – FIGEMPA – UCE trabajo de consultoría en Riesgos en
las Refinerías de PETROINDUSTRIAL
Elaborado por: Edgar Miño
Fuente: Ing. Fausto Ramos – FIGEMPA – UCE trabajo de consultoría en Riesgos en
las Refinerías de PETROINDUSTRIAL
Elaborado por: Edgar Miño