universidad tecnolÓgica...
TRANSCRIPT
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE TECNOLOGÍA DE PETRÓLEOS
“ANÁLISIS Y DESCRIPCIÓN DE UN SEPARADOR DE
PLACAS COALESCENTES, PARA REEMPLAZAR Y
REUBICAR LA PISCINA API DEL TERMINAL
BARBASQUILLO DE
EP-PETROECUADOR 2013”
TRABAJO PREVIA LA OBTENCIÓN DEL TÍTULO DE
TECNÓLOGO DE PETRÓLEOS
AUTOR: JORGE LUIS VACA MUÑOZ
DIRECTOR: ING. ROGER PEÑAHERRERA
QUITO, OCTUBRE, 2013

© Universidad Tecnológica Equinoccial. 2013
Reservados todos los derechos de reproducción

DECLARACIÓN
Yo, VACA MUÑOZ JORGE LUIS declaro que el trabajo aquí descrito es de
mi autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las referencias bibliográficas
que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido con la Ley de
Propiedad Intelectual, por su Reglamento y por la normativa institucional
vigente.
_______________________________
Vaca Muñoz Jorge Luís
C.I. 131167671 – 0
CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “Análisis y descripción
de un separador de placas coalescentes, para reemplazar y reubicar la
piscina API del terminal Barbasquillo de Ep-Petrocecuador 2013”, que,
para aspirar al título de Tecnólogo en Petróleos fue desarrollado por Vaca
Muñoz Jorge Luis, bajo mi dirección y supervisión, en la Facultad de
Ciencias de la Ingeniería; y cumple con las condiciones requeridas por el
reglamento de Trabajos de Titulación artículos 18 y 25.
______________________________
Ing. Roger Peñaherrera
DIRECTOR DEL TRABAJO
C.I. 170922334-9

DEDICATORIA
Este trabajo quiero dedicarlo a Dios, por ser mi guía, quien siempre me dio
fuerza, coraje y sabiduría para no rendirme ante las adversidades de la vida,
mostrando valor para luchar por mis sueños y enfrentar toda adversidad.
A mis queridos Padres: Jorge y Bertalina, que siempre me apoyaron
incondicionalmente en todo momento y de todas las formas, por brindarme
todo su amor, confianza y apoyo incondicional, que han sido inspiración para
lograr todas mis metas, a mi Hermana Luisana, por su cariño y solidaridad
conmigo, que a su manera supo brindar su empujón para seguir adelante.
A mis amigos y a todos con quienes he compartido momentos y
experiencias, expreso mi sincera gratitud.

AGRADECIMIENTO
Mis más sinceros agradecimientos a la Universidad Tecnológica Equinoccial,
a la Facultad de Ingeniería, y la Escuela de Ingeniería en Petróleos por los
conocimientos brindados durante nuestra formación académica.
Agradezco a Dios por estar conmigo en cada paso que doy, por fortalecer mi
corazón e iluminar mi mente y hacer más perfecto aquello en que creo, a mis
queridos padres: Jorge Luis Vaca y Bertalina Muñoz que gracias a su amor y
ayuda incondicional, hoy puedo alcanzar mí ambicionada profesión.
A mi querida hermana: Luisana Vaca por contribuir a mi empeño, porque por
ella siempre estoy tratando de ser un hermano ejemplar.
A la vida por lo aprendido y gracias a todos quienes de una u otra manera,
fueron mi apoyo.
Quiero agradecer a todas las grandes personas que he conocido en estos
últimos años de mi vida, a las personas que han estado conmigo en los
momentos en que los he necesitado, a mis amigos del alma: Víctor Hugo,
Gaby, Patricio, Alejandro, Carlos, Francisco, Helen, Grace, Alex, y Xavier,
les agradezco de todo corazón por poder contar con ustedes siempre y por
todo lo que hemos compartido en estos años de amistad.
A todos los Ingenieros y Profesores que tuve en el transcurso de estos años,
les agradezco por sus conocimientos y enseñanzas impartidas en especial al
Ing. Raúl Baldeón, por brindarme su ayuda y amistad, además a los Ing.
Vinicio Melo, Ing. Fausto Ramos, e Ing. Irvin Salazar, por su profesionalismo
ejemplar a seguir.

i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN xii
ABSTRACT xiv
1. INTRODUCCIÓN 1
1.1 OBJETIVOS 4
1.1.1 OBJETIVO GENERAL
1.1.2 OBJETIVOS ESPECIFICOS
4
4
2. MARCO TEÓRICO 5
2.1 RESEÑA HISTÓRICA
2.2 TEORÍA DE LA SEPARACIÓN
2.2.1 DEFINICIÓN DE SEPARADOR
2.2.2 PRINCIPIOS DE SEPARACIÓN
2.2.2.1 Fuerza de gravedad
2.2.2.2 Fuerza Centrífuga
2.2.2.3 Cambios en la cantidad de movimientos
(Momentum Lineal)
2.2.2.4 Fuerzas Electrostáticas
2.2.2.5 Coalescencia
2.2.2.6 Absorción
2.2.2.7 Adsorción
2.3 PROCESO DE SEPARACIÓN
2.3.1 SECCIÓN DE SEPARACIÓN PRIMARIA
2.3.2 SECCIÓN DE SEPARACIÓN SECUNDARIA O
DE FUERZAS GRAVITACIONALES
2.3.3 SECCIÓN DE EXTRACCIÓN DE NEBLINA
2.3.4 SECCIÓN DE ACUMULACIÓN DE LÍQUIDOS
2.4 SEPARADORES DE AGUA LIBRE (FWKO)
5
10
12
14
15
15
16
16
17
18
18
19
20
21
22
24
25

ii
PÁGINA
2.5 FUNCIONES DE LOS SEPARADORES
2.6 OPERACIÓN DE LOS SEPARADORES
2.7 CLASIFICACIÓN DE LOS SEPARADORES
2.7.1 SEGÚN EL NÚMERO DE FASES A SEPARAR
2.7.2 SEGÚN LA FORMA GEOMÉTRICA
2.7.3 SEGÚN LA UBICACIÓN
2.7.4 SEGÚN LA PRESIÓN DE OPERACIÓN
2.8 PARTES DE LOS SEPARADORES
2.8.1 PARTES EXTERNAS
2.8.2 PARTES INTERNAS
2.9 PROBLEMAS DE OPERACIÓN DE LOS
SEPARADORES
2.10 PARÁMETROS QUE INTERVIENEN EN EL
DISEÑO DE LOS SEPARADORES
2.10.1 ASPECTOS A SER EVALUADOS
2.10.2 SERVICIOS A PRESTAR
2.10.3 COMPOSICIÓN DEL FLUIDO QUE SE VA A
SEPARAR
2.10.4 PRESIÓN Y TEMPERATURA DE
OPERACIÓN
2.10.5 VELOCIDAD CRÍTICA DEL GAS
2.10.5.1 Constante de Souders Brown (k):
2.10.6 DETERMINACIÓN DEL DIÁMETRO INTERNO
DEL SEPARADOR
2.10.7 DETERMINACIÓN DE LA TASA
VOLUMÉTRICA DE LÍQUIDO
2.10.8 DETERMINACIÓN DEL TIEMPO DE
RETENCIÓN DEL LÍQUIDO
2.10.9 TOMAR EN CUENTA PARA EL DISEÑO
2.11 SEPARADORES API
2.11.1 PARÁMETROS DE DISEÑO
2.11.2 PRINCIPIOS BÁSICOS DEL DISEÑO
27
28
29
30
32
35
41
41
41
42
47
48
49
50
50
51
52
53
53
54
54
55
56
57
57

iii
PÁGINA
2.11.3 DESCRIPCIÓN DEL PROCESO DE
SEPARACIÓN
2.12 TEORÍA DE LA EMULSIÓN
2.12.1 TIPOS DE EMULSIÓN
2.12.1.1 Emulsión de agua en crudo (W/O)
2.12.1.2 Emulsión de crudo en agua (O/W)
2.12.1.3 Emulsión Múltiple (O/W/O o W/O/W)
2.12.2 AGENTES EMULSIONANTES
2.12.3 FACTORES QUE AFECTAN LA
ESTABILIDAD DE LA EMULSIÓN
2.12.4 MÉTODOS DE TRATAMIENTO DE
EMULSIONES
2.12.4.1 Químico
2.12.4.2 Térmico
2.12.4.3 Mecánico
2.12.4.4 Eléctrico
3. METODOLOGÍA
3.1 SELECCIÓN DEL MODELO
3.1.1 SEPARADOR DE PLACAS COALESCENTES
3.1.1.1 Misión
3.1.1.2 Principales características
3.1.1.3 Aplicaciones
3.1.1.4 Instrumentación que se puede ajustar al
Modelo
3.2 PROCEDIMIENTO
3.2.1 PREDECANTACIÓN
3.2.2 FLOTACIÓN Y SEPARACIÓN DE FASES
LIGERAS
3.2.3 ALMACENAJE DEL ACEITE
3.3 ALGUNOS TIPOS DE SEPARADORES DE
PLACAS COALESCENTES EN EL MERCADO
58
59
60
60
60
60
61
62
65
66
67
68
70
72
73
73
74
75
76
77
79
79
80
80
82

iv
PÁGINA
3.3.1 SEPARADOR DE HIDROCARBUROS AGUAS
DEL MARE NOSTRUM S.L.
3.3.2 SEPARADOR DE HIDROCARBUROS SHDC
3.3.3 SEPARADOR DE HIDROCARBUROS FSH
4. ANÁLISIS DE RESULTADOS
4.1 SEPARACIÓN POR GRAVEDAD VS. PLACAS
COALESCENTES
4.2 PRINCIPIOS DE SEPARACIÓN QUE EMPLEA EL
SEPARADOR DE PLACAS COALESCENTES
4.2.1 ÁREA EFECTIVA DE SEPARACIÓN
4.2.2 COALESCENCIA
4.3 CRITERIOS BÁSICOS PARA SELECCIONAR EL
TIPO DE SEPARADOR DE HIDROCARBUROS
4.3.1 EJEMPLO DE CÁLCULO PARA LA
SELECCIÓN DEL MODELO
4.4 DESCRIPCIÓN DEL DISEÑO DEL SEPARADOR DE
PLACAS COALESCENTES
4.4.1 LIMITACIONES
4.4.2 CAMARAS DEL SEPARADOR
4.4.3 DISEÑO TENTATIVO DEL SEPARADOR DE
PLACAS COALESCENTES
5. CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
5.2 RECOMENDACIONES
82
84
86
87
87
90
92
92
94
94
97
98
98
100
102
102
104
BIBLIOGRAFÍA
GLOSARIO
105
107

v
ÍNDICE DE FIGURAS
PÁGINA
Figura 1. Separador Básico Agua/Aceite libre 6
Figura 2. Separador API en la terminal de productos limpios
Barbasquillo de EP-PETROECUADOR, 2013
11
Figura 3. Partes básicas de un separador de hidrocarburos 12
Figura 4. Principio de fuerza de gravedad 15
Figura 5. Deshidratador Electrostático 16
Figura 6. Separación por coalescencia 17
Figura 7. Secciones de un separador 20
Figura 8. Dispositivos para separación inicial 21
Figura 9. Fuerzas Gravitacionales 22
Figura 10. Extractores de Neblina 23
Figura 11. Fases de separación 24
Figura 12. Separador de agua libre (FWKO) horizontal 25
Figura 13. Separador de agua libre (FWKO) vertical 26
Figura 14. Tipos de separadores según su forma 29
Figura 15. Separadores Bifásicos 31
Figura 16. Separador Trifásico 31
Figura 17. Separadores Tetrafásicos 32
Figura 18. Partes internas de un separador vertical 33
Figura 19. Partes internas de un separador Horizontal 34
Figura 20. Separador esférico 34
Figura 21. Separadores de entrada 35
Figura 22. Separadores en paralelo 36

vi
PÁGINA
Figura 23. Separadores en serie 36
Figura 24. Depuradores de gas 37
Figura 25. Separadores de tipo filtro 38
Figura 26. Separadores centrífugos 38
Figura 27. Torre de destilación 39
Figura 28. Separador tipo tanque de venteo 40
Figura 29. Sistema de goteo en línea 40
Figura 30. Partes externas de un separador convencional 42
Figura 31. Partes internas de un separador convencional 42
Figura 32. Deflectores de entrada 43
Figura 33. Distribuidor de entrada en forma de “T” 44
Figura 34. Invertidores de flujo 44
Figura 35. Eliminador de niebla tipo malla 45
Figura 36. Eliminador de niebla tipo rompe-vórtices 45
Figura 37. Placas rompe-espuma 46
Figura 38. Placas rompe-olas 46
Figura 39. Tuberías internas 47
Figura 40. Diagrama temperatura-presión del yacimiento 50
Figura 41. Diagrama temperatura-presión de operación 51
Figura 42. Diagrama temperatura-presión (punto crítico) 52
Figura 43. Vista lateral de un separador API 56
Figura 44. Vista superior de un separador API 57
Figura 45. Teoría de la emulsión 59
Figura 46. Emulsión de agua en crudo 60
Figura 47. Emulsión de crudo en agua 60

vii
PÁGINA
Figura 48. Emulsión múltiple 61
Figura 49. Agentes emulsificantes 61
Figura 50. Gráfica % agua en crudo Vs gravedad API 62
Figura 51. Gráfica gravedad específica Vs temperatura 63
Figura 52. Viscosidad Vs temperatura 64
Figura 53. Métodos de tratamiento de emulsiones 65
Figura 54. Coalescencia 65
Figura 55. Efecto de la química desemulsificante 66
Figura 56. Tratamiento térmico directo 68
Figura 57. Tratamiento térmico indirecto 68
Figura 58. Tanque de lavado 69
Figura 59. Fenómenos Físicos del método eléctrico 70
Figura 60. Fenómeno de polarización 71
Figura 61. Fenómeno de atracción dipolar 71
Figura 62. Foto del separador de placas coalescentes de la
terminal de Riobamba
73
Figura 63. Separador de placas coalescentes 74
Figura 64. Limpieza de las placas coalescentes 76
Figura 65. Elemento de control de arma de nivel 77
Figura 66. Skimmer de recogida 78
Figura 67. Proceso de separación del separador de
hidrocarburos en tiempo real
81
Figura 68. Separadores de hidrocarburos de Aguas del
Mare Nostrum, S.L.
83
Figura 69. Separadores de hidrocarburo SHDC 85
viii
PÁGINA
Figura 70. Separador de hidrocarburos FSH 86
Figura 71. Partes principales del separador de placas
coalescentes
97
Figura 72. Separador de hidrocarburos FSH-2 99
Figura 73. Cara frontal y lateral del flotador separador de
hidrocarburos FSH-2
100
Figura 74. Diseño tentativo del separador de placas
coalescentes
101

ix
ÍNDICE DE TABLAS
PÁGINA
Tabla 1. Constante de Souders Brown (K) 53
Tabla 2. Separadores de hidrocarburo modelo SHDC03
Tabla 3. Separadores de hidrocarburo modelo SHDC06
Tabla 4. Tabla comparativa Separador API vs Separador de
placas coalescentes
Tabla 5. Tabla de factores que rigen la velocidad
ascensional según el diámetro de la gota de aceite
Tabla 6. Ejemplo de cálculo de selección del tipo de
separador de hidrocarburo
Tabla 7. Concentración del aceite según el tamaño de la
gota de aceite y el % en peso
Tabla 8. Especificaciones según el modelo de separadores
FSH
85
85
89
91
94
95
96

x
ÍNDICE DE ECUACIONES
PÁGINA
ECUACION [1] Velocidad critica del gas 53
ECUACION [2] Diametro interno del separador
ECUACION [3] Tasa volumétrica del liquido
ECUACION [4] Ecuacion de Stokes
ECUACION [5] Tiempo de Retencion
ECUACION [6] Grados API
ECUACION [7] Velocidad de ascensión de la partícula o
gota de aceite
53
54
55
55
63
91
xi
ÍNDICE DE ANEXOS
PÁGINA
ANEXO I
Separador de placas coalescentes taponado debido a fluidos
vertidos por limpieza de tanques en la terminal de productos
limpios Riobamba de EP PETROECUADOR.
110
ANEXO II
Data sheet del Separador de placas coalescentes
implementado en la terminal de productos limpios Riobamba
de EP PETROECUADOR 2008
ANEXO III
Análisis de precios unitarios del Separador de placas
coalescentes implementado en la terminal de productos
limpios Riobamba de EP PETROECUADOR 2009.
111
112
xii
RESUMEN
El contínuo desarrollo tecnológico de la industria hidrocarburífera a
nivel mundial ha implementado sistemas automatizados en sus
procesos, que a pesar de su alto costo, representan inversiones que a
largo plazo pueden generar un mayor porcentaje de ganancia a las
empresas. En el ámbito petrolero, la automatización incrementa la
eficiencia en sus procesos. A nivel nacional por parte de EP
PETROECUADOR, dentro de sus activos, uno de los equipos más
utilizados para el tratamiento del petróleo son los separadores de
crudo. El objetivo de este trabajo es realizar el análisis y descripción
de estos separadores.
Las propiedades que posee el fluido que va a ingresar al tanque son
muy importantes para determinar la eficiencia del separador, con lo
cual se debe llegar a entender el comportamiento del fluido basado en
la mecánica de fluidos, en este caso las aguas contaminadas con
combustible en condiciones de régimen turbulento y laminar.
Adicionalmente se determinó una evaluación cualitativa y cuantitativa
de la contaminación producida en las aguas residuales por derivados
de petróleo que se despachan en la terminal de productos limpios
Barbasquillo de EP PETROECUADOR, haciendo un análisis del
método de tratamiento de aguas residuales existente y ofreciendo un
nuevo y sofisticado método que reduzca aún más el contenido de
aceite en agua y a su vez el impacto ambiental.
Este trabajo está constituido por cinco secciones:
La primera sección hace una corta introducción sobre la importancia
que han tenido los separadores dentro de la industria petrolera. Se
establecen los objetivos a cumplirse en el presente trabajo.
xiii
La segunda sección describe el marco teórico, donde se hace un
amplio estudio de los separadores convencionales utilizados en la
industria petrolera y a su vez del comportamiento de los fluidos en su
interior.
La tercera sección comprende la metodología con que se
determinaron las características y aplicaciones del separador de
placas coalescentes. Se describen los parámetros de diseño e
instrumentación correspondiente para la automatización del proceso.
En la cuarta sección se realizó el análisis de resultados, donde se
establecen los criterios de selección del modelo de separador en base
a tablas de factores que rigen la velocidad ascensional según el
diámetro de la gota de aceite. Así mismo se realizó una tabla
comparativa de ventajas y desventajas entre el método de la piscina
separadora API y el método del separador de placas coalescentes
para determinar el mejor de los casos para el tratamiento de aguas
residuales.
Finalmente en la quinta sección se muestran las conclusiones del
trabajo y a la vez se establecen una serie de recomendaciones.

xiv
ABSTRACT
The continuous worldwide technological development in hydrocarbon
industries has implemented automated systems to their processes, in
despite of their high costs, on a long term period they might generate a
high profit to enterprises. In oil matter, automatization increases
process efficiency. Locally, EP PETROECUADOR, inside of its assets,
one of the most used for oil treatment is oil separator. The objective of
this work is to analyze and describe these separators.
The properties of the fluid fed to the tank are really important to
determinate the separators efficiency; with these, it will be able to
understand the fluids behavior based on fluid mechanics. In this case,
fuel contaminated effluents at turbulent and laminar conditions.
Additionally, qualitative and quantitave evaluation was determinate
over the contamination produced on waste water due to oil derivates
dispatched at Barbasquillo’s clean products terminal of EP
PETROECUADOR, an analysis of the actual method for waste
treatment and suggesting a new and sophisticated method that
reduces even more the environmental impact and the oil content in
water.
This work is formed by five sections:
First section offers a short introduction on separators importance
inside oil industries. Established objectives are meant to be achieved
in this work.
Second section describes the theoretical background, were a deep
study of conventionally used separators inside oil industry and the fluid
behavior inside them.

xv
The third section covers the methodology used to determinate the
characteristics and applications of the coalescent layers separator.
Design and instrumentation parameters are described according to the
automatization process.
In the fourth section, the analysis of the results was done, where
model selection criteria were established based on factor tables that
rule over ascend speed according to the oil bubble diameter. Also,
comparative table for advantages and disadvantages for separation
pool method and coalescent layers method was developed, to
determinate the best scenario for waste water treatment.
Finally, the fifth section shows conclusions and recommendations.

1. INTRODUCCIÓN

1
1. INTRODUCCIÓN
Dentro de la industria petrolera, el flujo que se obtiene de un
yacimiento petrolífero, por lo general es multifásico, donde la
separación física de sus fases es una operación fundamental en la
producción, transporte y tratamiento de hidrocarburos, donde los
fluidos que se generan en su mayoría son emulsiones de
hidrocarburo, agua, partículas de arena, seguidas por contaminantes.
En el recorrido desde el yacimiento hasta las instalaciones
superficiales existe turbulencia, lo que hace que las emulsiones sean
aún más fuertes, provocando una difícil separación. Es por esta razón
que en superficie se instalan equipos que permitan una efectiva
separación de las fases, de forma tal que puedan ser tratadas por
separado para que cumplan con los requisitos establecidos para
entrega, venta o para disponerlos en el medio ambiente como es el
caso del agua producida. Parte de estas facilidades de superficie son
los separadores, los cuales tienen como función principal separar la
mayor cantidad posible de gas, agua y crudo del flujo proveniente de
un pozo.
De acuerdo a Petroecuador (2009), señala que un separador es un
equipo en la cual una mezcla de fluidos que no son solubles entre sí,
son separados por la acción de la gravedad mediante segregación
gravitacional. Donde el grado de separación dependerá en gran
medida de las características del fluido, la presión de operación del
separador y el tiempo de residencia, el cual ha sido un problema en
las operaciones de producción en los campos petroleros. Mientras
que la empresa PEMEX (2010), señala que el proceso consiste en
separar dos fases inmiscibles (agua y aceite) las cuales difieren de
densidad, esto hace pensar en un sistema sencillo desde el punto de
vista físico; pero no ocurre así, la tecnología existente y la gran
variedad de equipos para facilitar el tratamiento de las emulsiones
indican que la solución de este problema está caracterizado por una

2
variedad de situaciones ninguna de las cuales puede explicarse en
términos sencillos.
Razón por la cual, en la presente investigación, se establecen
parámetros, condiciones y criterios de selección de separadores
para el tratamiento de emulsiones, el mismo que consistirá en analizar
y describir un separador de placas coalescentes, para reemplazar y
reubicar la piscina API del Terminal Barbasquillo de EP-Petroecuador,
al mismo tiempo buscar una mayor eficiencia en el proceso de
tratamiento de aguas residuales y reducir el impacto ambiental.
También se determinarán las ventajas y desventajas del separador
de placas coalescentes en relación a la piscina API, cuantificando los
volúmenes de agua contaminada producidos en dicha terminal de
productos limpios.
En el terminal Barbasquillo existe una piscina API para el tratamiento
de aguas contaminadas con combustible, la cual no se encuentra en
funcionamiento por falta de mantenimiento. En la actualidad este tipo
de piscinas están restringidas ya que permiten la evaporación de los
hidrocarburos, y esto, genera gases tóxicos que luego se convierten
en fenoles, los cuales son muy dañinos para la salud del hombre.
Es por esto que es necesario el diseño de un separador de placas
coalescentes para reemplazar la piscina API existente y de esta
manera solucionar el problema de la contaminación por evaporación
de los hidrocarburos. Así mismo si los efluentes son vertidos a los ríos
con un alto porcentaje de azufre pueden afectar la salud de las
personas, flora y fauna, suelo y subsuelo.
Según Vennard (2009), describe que la inhalación de gases amargos
puede producir la muerte por su alto porcentaje de azufre contenido
en ellos (H2S). Para lo cual se hace necesario e importante el diseño

3
de un separador de placas coalescentes, donde se podrá reemplazar
y a la vez reubicar la piscina API del lugar, con lo que se logrará
reducir el índice de contaminación por la evaporación de los
hidrocarburos contenidos en la piscina, debido que este método
necesita de mucho menor tiempo de residencia a diferencia de la
piscina API.
A lo expresado y como objetivo de esta investigación, es en base a la
recopilación bibliográfica buscar alternativas que permitan reemplazar
la piscina API que separa el agua y los productos limpios del terminal
Barbasquillo, porque está restringida y además no se encuentra en
funcionamiento y la implementación de un separador de placas
coalescentes que no permite la evaporación de los hidrocarburos
debido a su corto tiempo de residencia, sería una solución a este
problema.

4
1.1 OBJETIVOS:
1.1.1 OBJETIVO GENERAL
Analizar y describir un separador de placas coalescentes, para
buscar reemplazar y reubicar la piscina API del terminal
Barbasquillo de EP-PETROECUADOR 2013
1.1.2 OBJETIVOS ESPECÍFICOS
Realizar un estudio de los tipos de separadores
utilizados en la industria petrolera.
Establecer las características, aplicaciones y los
parámetros de diseño del separador de placas
coalescentes.
Realizar un estudio comparativo de ventajas y
desventajas entre el método de la piscina API y el
separador de placas coalescentes.
Recomendar la implementación del método de
separador de placas coalescentes para el tratamiento de
aguas residuales en la terminal de Barbasquillo de EP
PETROECUADOR.

2. MARCO TEÓRICO

5
2. MARCO TEÓRICO
2.1 RESEÑA HISTÓRICA
De acuerdo a Petroecuador (2007), durante los últimos años la
tecnología ha introducido variantes en el diseño de separadores que
conducen a incrementar la capacidad de las unidades, mientras se
reduce el tamaño y el peso de equipos.
Antes de 1925, la separación de hidrocarburos se consideraba una
operación sin importancia, ya que era frecuente ver que el crudo se
pasaba directamente de la boca de los pozos a los tanques de
almacenamiento descubiertos a la atmósfera. Sin embargo se observó
que al hacer pasar el aceite por un equipo para la separación, se
obtenía un mayor rendimiento, teniendo un aceite de mayor
porcentaje de gasolinas.
La razón principal que condujo a la separación de los hidrocarburos
fueron los problemas que se presentaron al tener dos fluidos con
características y comportamientos diferentes en los mismos sistemas
de recolección, transporte y almacenamiento, para lo cual se creó un
dispositivo mecánico llamado separador.
En la actualidad de acuerdo a lo expresado por Gamboa Gómez,
Diego Felipe y Peña Sáenz, Yuly Paola (2007), existen dos tipos
básicos de Separadores Agua/Aceite (libre) en diferentes diseños,
pero todos son derivados de éstos dos tipos de diseño. Un ejemplo de
este tipo de separadores podemos ver en la Figura 1.

6
Figura 1: Separador Básico Agua/Aceite libre. (Raúl Baldeón, 2012)
El primero y el más antiguo de los dos es el de gravedad o separación
convencional, simple separación vía gravedad (la diferencia de
densidad entre dos líquidos inmiscibles guía a uno de ellos a
levantarse por encima del otro), el cual, consta de una cierta longitud
del tanque, anchura y una profundidad que logra un punto de
inmovilidad para darle a los aceites tiempo para ascender.
Este diseño (también conocido como separador API) generalmente
provee una descarga de concentración de aceite de mayor o igual a
100 ppm en la fase acuosa, basado en un tamaño de gota de 150
micras. Este método se apoya en un colchón de agua. Esto es
correlativo al tamaño del tanque que puede ser 5 veces el tamaño de
un separador de placa coalescente (CPI) con la misma capacidad.
Los Separadores con diseño de placas coalescentes son conocido por
muchos nombres, como de Placa Paralela Interceptora (CPI =
Corrugated Plate Interceptor), Placa Corrugada (CPS = Corrugated
Plate Separator). Sin embargo, el concepto, la operación y el diseño

7
generalmente son los mismos. El concepto de coalescencia está
basado en tener una gran área de superficie de contacto. Mientras
más área de superficie sea provista, más eficiente el proceso de
separación. Usando la media coalescente, el tamaño del tanque es
reducido y se logra rendimiento mayor que el desarrollado por la
separación de gravedad. Este diseño provee una descarga de
concentración de aceite de menor o igual a 10 ppm en la fase acuosa,
cuando el tamaño de gota de aceite es de 20 ~ 30 micras, lo que es
una gran ventaja sobre los separadores API.
Conforme a lo señalado por Govea (2008), la separación se puede
llevar a cabo de diferentes maneras, dependiendo de la fase en que
se encuentren los cuerpos a separar, así es posible encontrar medios
de separación muy antiguos, pero no por eso menos eficientes.
En los procesos a los que se somete la mezcla de hidrocarburos
desde que llega a la superficie hasta que se encuentran como
productos ya refinados, la separación de aceite y gas es la primera
separación básica en el campo; como es de saberse la mezcla de
hidrocarburos no solamente contiene aceite y gas, sino que también
agua, para la cual es necesario su tratamiento para dejar el agua libre.
Es así que el primer diseño de un separador consistió en un tubo de
18” de diámetro, que se aseguraba a la torre de perforación y al cual
llegaba la mezcla de hidrocarburos por la parte superior,
descargándolo por la parte inferior. Los primeros separadores
normalmente se instalaban en la boca del pozo, pero para mayor
eficiencia, seguridad y facilidad en su inspección se agrupaban en el
centro del campo de exploración. A través del tiempo el equipo se ha
ido perfeccionando y en la actualidad se cuenta con separadores más
eficientes y con sistemas con mayor control de descarga.

8
Otro trabajo dedicado a los separadores de agua y aceite fue
realizado por John S. Eow, Mojtaba Ghadiri y Abel O. Sharif (2005),
quienes hicieron un modelo de separador en donde el agua se
desprendía del aceite mediante separación electrostática e
hidrodinámica. Por lo que en este trabajo se usó un separador electro
coalescente, aplicando un campo eléctrico para realizar
perceptiblemente las gotas de agua de un aceite viscoso que fluye en
concentraciones muy bajas dentro de la fase dispersa y los resultados
obtenidos con este separador, fue que la eficiencia de la separación
dependiendo del aumento del diámetro de las gotas, puesto que a
gotas con diámetro mayor se puede provocar un corto circuito.
El Steel Tank Institute (2005), diseñó un tanque para la separación de
agua-aceite mediante la diferencia de densidades. Este separador se
creó para la disociación de hidrocarburos no emulsionados, es decir,
aceites de motor, aceites ligeros y productos del petróleo con una
gravedad específica de 1. A lo expresado y como criterio, se
evidenció que las ventajas de este separador fueron que retarda el
flujo y disminuye la turbulencia del flujo entrante, la interacción de
este movimiento junto con las fuerzas que se ejercen, hacen que por
coalescencia se separe el flujo, formándose gotas de aceite que
emergen hasta la superficie y ahí se acumulan, el agua limpia sale del
separador por debajo del nivel de salida para el aceite.
También la empresa Fullgas (2003), de origen español diseñó un
separador de agua-aceite avalado por los laboratorios europeos LGA
Wurzberg y CSTB Nantes (2004), el cual tiene la característica de
estar hecho de poliéster reforzado con fibra de vidrio, a lo cual se
puede añadir una fácil transporte e instalación sin la necesidad de
emplear maquinaria pesada.

9
Así mismo la compañía Breetwood Industries (2007), del Water
Technology Group, diseñó un separador de agua y aceite con una
placa paralela al separador, que de acuerdo a los investigadores de
estas compañías permiten una mejor separación entre las fases,
debido a que la placa paralela permite un aumento del área superficial
horizontal, permitiendo que exista un flujo de menor turbulencia, ya
que esta placa atrapa y remueve el aceite de la gota más pequeña
que se encuentra en el flujo, lo cual por medio de esta metodología se
tiene un 60,00% de aceite menos que el separador convencional.
La American Petroelum Institute (API) (2007), diseñó un separador
convencional tipo gravedad, el cual funciona con la misma similitud
que los anteriores, pero con la desventaja de no poder recuperar la
cantidad de aceite necesaria, aumentando de esta forma los costos
de operación, ya que se tiene que utilizar una batería de varios
separadores para que en la última operación se logre separar la
mayor cantidad de aceite.
Es importante señalar, que la separación por gravedad utiliza la
diferencia en gravedad específica entre el aceite y el agua. El aceite
se separa de un fluido a la tasa explicada por la Ley de Stoke’s
(1967). La fórmula predice cuán rápido la gota de aceite subirá o
sedimentará a través del agua, basándose en la densidad y el tamaño
de la gota de aceite y la distancia que tiene que viajar.
En la actualidad, los separadores de Agua-Aceite están construidos
para explotar ambas variables de la Ley de Stoke’s. Con el uso de
nuestra media coalescente, donde el aceite solo necesita subir una
corta distancia para encontrar el material olefílico de las placas
coalescentes, dentro de la cámara de separación. Esto es lo opuesto
a subir una gran distancia en separación de gravedad antes de
alcanzar la superficie del agua, como el API.

10
Razón por la cual, una de las mejoras hechas al separador consiste
en la instalación de placas paralelas a lo largo de la cámara de
separación, en dirección del flujo. Posteriormente con la experiencia
de la modificación anterior, se desarrolló un nuevo sistema a base de
placas corrugadas. El separador de placas corrugadas se coloca con
cierto ángulo de inclinación en dirección del flujo, guardando una
distancia corta entre las placas. Este separador ofrece mayor
eficiencia en la remoción de aceite.
Un sistema más eficiente que los antes mencionados es el separador
de placas coalescentes, ya que combina dos procesos: separación
por diferencia de gravedad específica y acción coalescente.
2.2 TEORÍA DE LA SEPARACIÓN
De acuerdo al criterio de Rafael Torres Robles, J. Javier Castro
Arellano, (2002), la separación es un proceso físico por medio del cual
se pueden obtener las diferentes fases que componen una corriente
de hidrocarburos a condiciones de presión y temperatura ambientes.
Los separadores de placa coalescente son sistemas de separación de
agua-aceite pasivos y físicos diseñados para remover aceites del
agua, combustibles, y productos LNAPL y DNAPL. El funcionamiento
puede ser descrito como una combinación de la Ley de Stoke’s y la
teoría de la coalescencia, en donde el promedio de velocidad en que
una gota de aceite llega a la superficie (además de otros parámetros),
determinan el área de superficie requerida por la gravedad.
Los separadores de gravedad o también llamados Interceptores de
aceite o separadores de aceite API, también son dispositivos de
separación pasivos y físicos donde el tanque es básicamente un

11
diseño vacío y de retención que proporciona suficiente tiempo para
permitir la separación de aceite por gravedad. Este tipo de separador
es muy común y más bajo en funcionamiento que un diseño
coalescente.
En la Figura 2 podemos observar uno de los métodos más antiguos
para tratamiento de aguas residuales, como lo es el separador API.
Figura 2: Separador API en la terminal de productos limpios
Barbasquillo de EP-PETROECUADOR, 2013
A lo expresado, en la industria petrolera se conocen diferentes
dispositivos de almacenamiento, un ejemplo de tales dispositivos son
los separadores, que como su nombre lo indica se encargan de
separar los componentes de una corriente bifásica, es decir, líquido-
gas o líquido-aceite.

12
2.2.1 DEFINICIÓN DE SEPARADOR
Un separador en el sector petrolero, es un dispositivo mecánico de
forma cilíndrica de acero que por lo general se utiliza para disgregar la
mezcla de hidrocarburos en sus componentes básicos, petróleo y gas.
Adicionalmente, el recipiente permite aislar los hidrocarburos de otros
componentes indeseables como la arena y el agua (IDEQ, 2005). En
la Figura 3 podemos entender la definición de separador mediante la
vista interna de sus partes básicas.
Figura 3: Partes básicas de un separador de hidrocarburos
(Tecnofibersl, 2013)
Los equipos de separación tienen como objetivo separar mezclas de
líquido y gas. El proceso es ampliamente aplicado en la industria
petrolera, fundamentalmente para lograr la mayor recuperación de
hidrocarburos líquidos, sin embargo no hay un criterio único para
establecer las condiciones de operación más adecuadas. Cuando el
sistema de separación ocurre en varias etapas y el producido se
envía a una planta para su tratamiento, es importante considerar las
presiones de separación de sus variados componentes no necesarios

13
en cada etapa, a fin de reducir a un mínimo los requerimientos de
compresión.
Las estaciones de descarga están provistas de equipos destinados al
tratamiento, almacenamiento y bombeo del petróleo hasta los patios
tanques. Para el tratamiento, cuentan con separadores gas y crudo
para las producciones limpias (libres de agua), sucias (con agua) y de
prueba, además de realizar la separación agua/crudo por medio de
calentadores y tanques de lavado o de estabilización y así cumplir con
las especificaciones de concentración (menor al 0,5 % de agua y
sedimentos). El propósito fundamental de una estación de descarga
es separar el gas, el agua y los sedimentos que arrastra
el petróleo cuando es extraído de los yacimientos; este proceso se
denomina tratamiento del crudo. (Smith Vernon H, 2001).
Los separadores de hidrocarburos son un elemento esencial en el
tratamiento de aguas hidrocarburadas. Debe tenerse en cuenta que
los posibles vertidos accidentales en zonas de surtidores, de
reparaciones, etc. son muy contaminantes. La contaminación de estos
productos es de: aproximadamente un litro de hidrocarburos puede
contaminar mil litros de agua. Un separador convencional debe tener
las siguientes características de diseño:
Disminuir la velocidad de flujo de la mezcla para permitir la separación
por gravedad de los diferentes componentes de la misma.
Estar equipado con una salida superior para gas o vapores, una
salida inferior para líquidos y un orificio de limpieza en el fondo.
Contar con un control de nivel que opere la válvula para la salida de
líquido, una válvula de seguridad en la parte superior, al igual que un
manómetro indicador depresión.
Un separador se usa principalmente para separar los componentes de
una corriente combinada.
14
De acuerdo a lo expresado, los separadores son equipos utilizados
para separar corrientes de aceite y gas que provienen directamente
de los pozos. Las relaciones gas-aceite de estas corrientes
disminuyen en ocasiones, debido a las cabezadas de líquido que
repentinamente se presentan, siendo estas más frecuentes cuando
los pozos producen artificialmente.
2.2.2 PRINCIPIOS DE SEPARACIÓN
El petróleo crudo una vez extraído del pozo, sube por los cabezales
de producción que se encuentran ubicados en la parte superior (boca
del pozo) del pozo.
Este crudo sigue un trayecto y va a un tren de separadores que se
encuentran ubicados en los campos de producción. Debido a que el
petróleo en su forma natural se encuentra en los pozos acompañado
de gas, agua, sedimentos e impurezas, debe ser separado de cada
uno de estos elementos, He allí donde aparecen los trenes de
separadores, los cuales son unas especies de tanques donde el
petróleo crudo entra por la parte superior y debido a la gravedad él se
va separando.
Los sedimentos se van al fondo, el agua se queda en la parte media
entre los sedimentos y el crudo y el gas en la parte superior. Este
crudo una vez que sale del separador, sale acompañado con el gas.
Este gas se separa del crudo mediante dispositivos especiales para
esta tarea, donde el gas es secado o atrapado por medio de
absorción o adsorción En los campos petroleros los efectos de
separación más usados son:

15
2.2.2.1 Fuerza de gravedad
Las gotas de líquido se separan de la fase gaseosa, cuando la fuerza
gravitacional que actúa sobre las gotas de líquido es mayor que la
fuerza de arrastre del fluido de gas sobre la gota. En la Figura 4 se
aprecia la separación de las fases provocada por la fuerza de
gravedad.
Figura 4: Principio de fuerza de gravedad
(Rafael Torres Robles, J. Javier Castro Arellano, 2002)
2.2.2.2 Fuerza Centrífuga
Es donde el separador centrífugo funciona mediante el efecto su
fuerza y el agua contaminada con sólidos e hidrocarburos y aceites se
inyecta tangencialmente a lo largo de la circunferencia del estanque
cilindro-cónico para permitir la separación de las partículas pesadas.
El aceite libre es retirado de la superficie del estanque se almacena
en el acumulado del hidrocarburo. Las partículas que pueden
precipitar sedimentan al fondo del estanque, desde aquí son drenadas
a un filtro de bolsa de fácil remplazo. Opcionalmente se puede incluir
inyección de ozono, control de pH, aplicación de agentes
coagulantes/floculantes con el objeto de aumentar la flotación de
aceites y la precipitación de sólidos.
16
2.2.2.3 Cambios en la cantidad de movimientos (Momentum Lineal)
Los fluidos con diferentes densidades tienen diferentes movimientos,
si una corriente de dos fases se cambia bruscamente de dirección, el
fuerte momentum o la gran velocidad adquirida por las fases, no
permiten que las partículas de la fase pesada se muevan tan
rápidamente como las de la fase liviana, este fenómeno provoca la
separación.
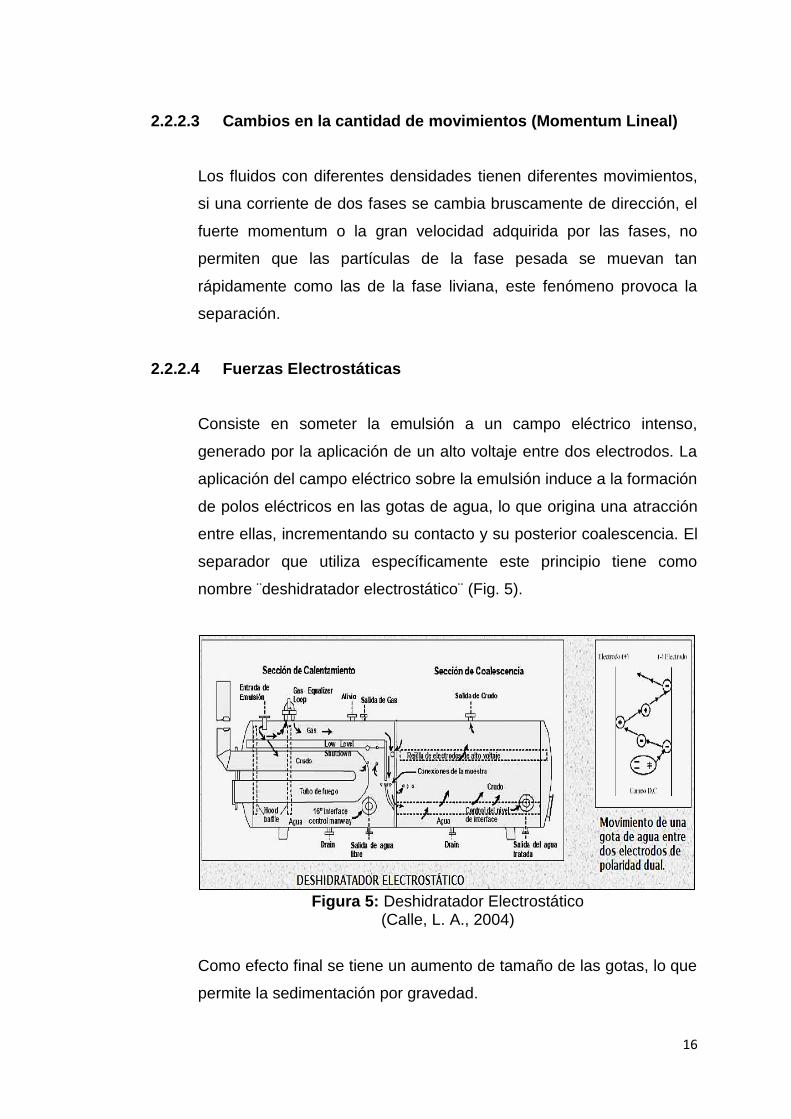
2.2.2.4 Fuerzas Electrostáticas
Consiste en someter la emulsión a un campo eléctrico intenso,
generado por la aplicación de un alto voltaje entre dos electrodos. La
aplicación del campo eléctrico sobre la emulsión induce a la formación
de polos eléctricos en las gotas de agua, lo que origina una atracción
entre ellas, incrementando su contacto y su posterior coalescencia. El
separador que utiliza específicamente este principio tiene como
nombre ¨deshidratador electrostático¨ (Fig. 5).
Figura 5: Deshidratador Electrostático
(Calle, L. A., 2004)
Como efecto final se tiene un aumento de tamaño de las gotas, lo que
permite la sedimentación por gravedad.

17
2.2.2.5 Coalescencia
Es un fenómeno natural, sin embargo, el mayor desafío del productor
consiste en lograrlo en tiempos operativos. Por ejemplo, una planta de
tratamiento de crudo que procese 5.000 m3/d de fluido total con
50,00% de agua debe ser capaz de entregar diariamente 2.500 m3/d
de crudo con menos de 0.5 % de agua y 100 gr/m de sales.
Si el agua de purga pasa a tratamiento para inyección contiene entre
1,00% y 100 ppm de SOS más una carga de SIS que deben ser
removidos. La remoción de SOS se hace, en general por tres
procesos (combinados o por separado) en los cuales, en mayor o
menor medida el fenómeno de coalescencia está vinculado. (Alsina,
2004). En la Figura 6 se muestra el fenómeno de la coalescencia en
un separador vertical.
Figura 6: Separación por coalescencia
(Ken Arnold, Maurice I. Stewart, Jr., 1999)
Las gotas muy pequeñas no pueden ser separadas por gravedad y
se unen por medio del fenómeno de coalescencia, para formar gotas

18
mayores, para las cuales se acercan lo suficiente como para separar
las tensiones individuales y poder de esta forma separarse por
gravedad.
2.2.2.6 Absorción
Es uno de los procesos de mayor utilidad en la industria del gas
natural. El proceso consiste en remover el vapor de agua de la
corriente de gas natural, por medio de un contacto líquido. El líquido
que sirve como superficie absorbente debe cumplir con una serie de
condiciones, como por ejemplo:
a. Alta afinidad con el vapor de agua y ser de bajo costo.
b. Poseer estabilidad hacia los componentes del gas y bajo perfil
corrosivo
c. Estabilidad para regeneración
d. Viscosidad baja
e. Baja presión de vapor a la temperatura de contacto
f. Baja solubilidad con las fracciones liquidas del gas natural
g. Baja tendencia a la formación de emulsiones y productos de
espumas
Los glicoles y el metano son los líquidos de mayor uso en la
deshidratación del gas natural. El metanol, como agente deshidratante
es de alto costo.
2.2.2.7 Adsorción
Es el proceso mediante el cual un sólido poroso (a nivel microscópico)
es capaz de retener partículas de gas en su superficie tras entrar en
contacto con este.

19
Una de las aplicaciones más conocidas de la adsorción en el mundo
industrial, es la extracción de humedad del aire comprimido. Se
consigue haciendo pasar el aire comprimido a través de un lecho de
aluminia activa u otros materiales con efecto de adsorción a la
molécula de agua.
La saturación del lecho se consigue sometiendo a presión el gas o
aire, así la molécula de agua es adsorbida por la molécula del lecho,
hasta su saturación. La regeneración del lecho, se consigue soltando
al exterior este aire comprimido y haciendo pasar una corriente de aire
presecado a través del lecho.
2.3 PROCESO DE SEPARACIÓN
En la industria petrolera, la extracción del crudo de los yacimientos
implica modificaciones en el equilibrio de las fases gas-líquido al
presentarse una significativa reducción de la presión al realizar la
transferencia hacia la superficie.
Generalmente, uno de los objetivos en el área de producción de
hidrocarburos es maximizar la recuperación de hidrocarburos líquidos
debido a su mayor valor comercial; y con este criterio se aborda la
separación de fases en el proceso de separación de crudo y gas.
Existen una variedad de simuladores comerciales capaces de predecir
este tipo de procesos empleando diversas metodologías de cálculo.
Con ayuda de estas herramientas el ingeniero puede mejorar la
operación y control de los equipos utilizados en las instalaciones de
superficie (entre ellos separadores gas-crudo).
Los separadores contemplan en su diseño cuatro secciones
principales Figura 7:

20
Figura 7: Secciones de un separador
(Ken Arnold, Maurice I. Stewart, Jr., 1999)
2.3.1 SECCIÓN DE SEPARACIÓN PRIMARIA
Tiene como objetivo remover el volumen del líquido en la corriente de
entrada, los líquidos viscosos y las partículas son inicialmente
removidos para la turbulencia del flujo y retener el líquido para la
preparación del segundo paso de separación. Para esto, usualmente
es necesario absorber el momentum y el cambio de dirección del flujo
mediante alguna forma de obstáculos, por ejemplo colocando bafles o
placas de choqueen la entrada del separador. En esta sección es en
donde se separan grandes cantidades de líquidos.
De acuerdo a Ken Arnold y Maurice I. Stewart, Jr (1999), comprende
la entrada de los fluidos al separador y en esta sección se controla:
a) Cantidad de movimiento de los fluidos
b) Dirección de los fluidos
c) Aceleración
La fuerza centrífuga originada por la entrada tangencial, remueve
apreciables cantidades de líquido y permite redistribuir la velocidad
21
del gas. Así mismo, dentro de los dispositivos internos utilizados en
esta primera sección se tienen:
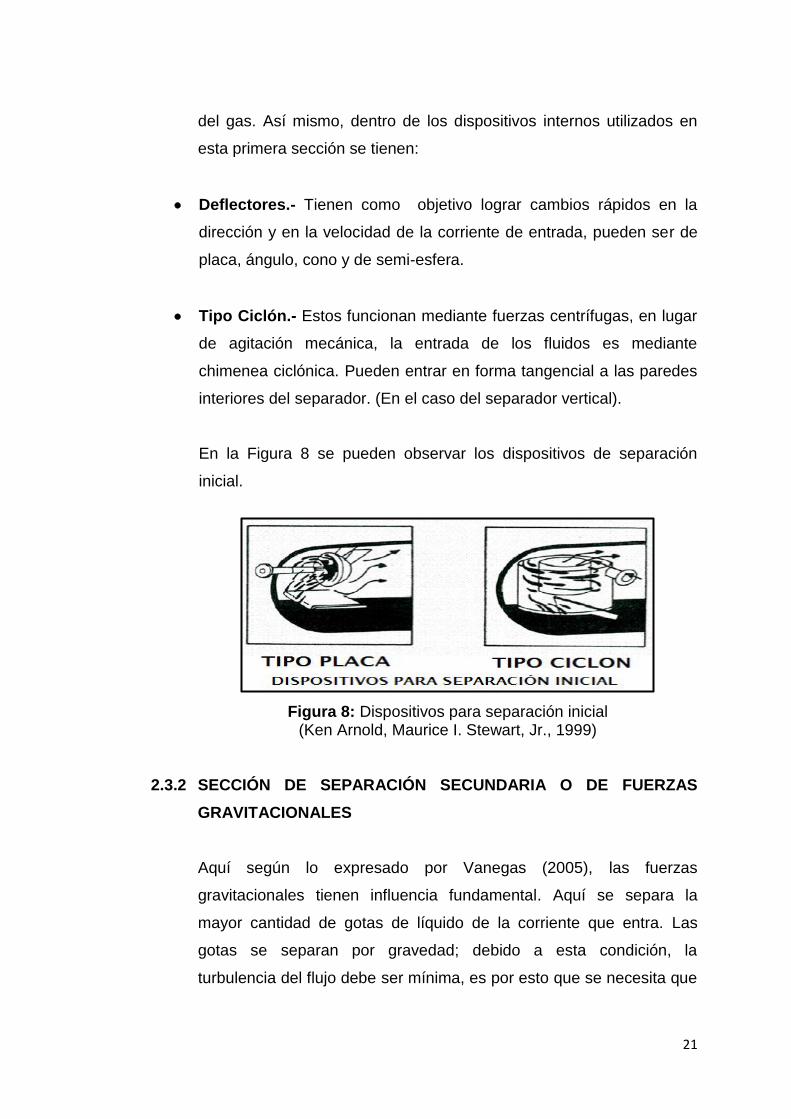
Deflectores.- Tienen como objetivo lograr cambios rápidos en la
dirección y en la velocidad de la corriente de entrada, pueden ser de
placa, ángulo, cono y de semi-esfera.
Tipo Ciclón.- Estos funcionan mediante fuerzas centrífugas, en lugar
de agitación mecánica, la entrada de los fluidos es mediante
chimenea ciclónica. Pueden entrar en forma tangencial a las paredes
interiores del separador. (En el caso del separador vertical).
En la Figura 8 se pueden observar los dispositivos de separación
inicial.
Figura 8: Dispositivos para separación inicial (Ken Arnold, Maurice I. Stewart, Jr., 1999)
2.3.2 SECCIÓN DE SEPARACIÓN SECUNDARIA O DE FUERZAS
GRAVITACIONALES
Aquí según lo expresado por Vanegas (2005), las fuerzas
gravitacionales tienen influencia fundamental. Aquí se separa la
mayor cantidad de gotas de líquido de la corriente que entra. Las
gotas se separan por gravedad; debido a esta condición, la
turbulencia del flujo debe ser mínima, es por esto que se necesita que

22
el separador cuente con suficiente longitud. En la Figura 9 podemos
observar los efectos de las fuerzas gravitacionales tanto en un
separador vertical como en uno horizontal.
Figura 9: Fuerzas Gravitacionales
(Cengel, Cimbala, 2006)
En algunos diseños se utilizan rectificadores de flujo o tabiques para
reducir aún más la turbulencia y formación de espumas, sirviendo al
mismo tiempo como superficies colectores de gotas de líquidos. La
eficiencia de esta sección depende principalmente de las propiedades
físicas del flujo, en concreto, la diferencia de densidades.
2.3.3 SECCIÓN DE EXTRACCIÓN DE NEBLINA
En esta sección se separan las gotas más pequeñas de líquido del
flujo de gas que no se logran eliminar en las secciones anteriores del
separador, utilizando el efecto de choque como mecanismo de
separación. Conformada por dispositivos que remueven las gotas de
líquido presentes aún dentro del gas. Entre los dispositivos utilizados,
se tiene:
Tabiques de intersección.
Mallas de alambre metálico.
Extractor de neblina de arco metálico.

23
Los fluidos producidos son, en la mayoría de los casos, mezclas
complejas de hidrocarburos, agua, partículas de arena y
contaminantes. Durante el recorrido de estos, desde el yacimiento
hasta la superficie, su temperatura y su presión se reducen, lo cual
trae como consecuencia el aumento del gas liberado de los
hidrocarburos líquidos.
Por lo tanto, los patrones de flujo pueden cambiar desde uno
monofásico líquido, pasando por varios tipos de multifásico y en
algunos casos, puede llegar a ser totalmente gaseoso. Estos
diferentes estados de los fluidos y la influencia que pueden ejercer en
las diversas fuerzas físicas deben ser tomados en cuenta. En la
Figura 10 podemos observar los tipos de extractores de neblina
existentes.
Figura 10: Extractores de Neblina
(Ken Arnold, Maurice I. Stewart, Jr., 1999)
Aquí se separan las minúsculas partículas del líquido que aún
contiene el gas, la mayoría de los separadores utilizan, como
mecanismo principal de extracción de neblina, la fuerza centrífuga o
el principio de choque. En ambos métodos, las pequeñas gotas de
líquido se separan de la corriente de gas en forma de grandes gotas
(coalescencia), que luego caen a la zona de recepción de líquido.

24
2.3.4 SECCIÓN DE ACUMULACIÓN DE LÍQUIDOS
Se almacena y descarga el líquido separado de la corriente de gas.
Esta parte del separador debe tener la capacidad suficiente para
permitir una sobre carga y darle tiempo de retención necesario para
una separación eficiente del gas. Además debe tener la
instrumentación necesaria para controlar el nivel de líquido en el
separador que consiste en un control de nivel de líquido formado por
un piloto y una válvula motora.
En la Figura 11 podemos observar las fases de separación llevadas a
cabo desde que el fluido ingresa al separador con un flujo turbulento,
en la siguiente fase este flujo se vuelve laminar gracias al choque
contra las paredes del separador o cambio de movimiento, luego las
gotas de aceite ascienden a la superficie y finalmente se separan del
agua.
Figura 11: Fases de separación
(American Petroleum Institute, 2013)
La sección de acumulación de líquidos debe estar situada en el
separador de tal forma que el líquido acumulado no pueda ser
arrastrado por la corriente de gas que fluye a través del separador.

25
2.4 SEPARADORES DE AGUA LIBRE (FWKO)
Los separadores de agua libre, por sus siglas en inglés FWKO (Free
Water Knock Out), son equipos utilizados en facilidades de superficie
de la industria petrolera para separar gas, emulsión crudo-agua y
agua libre.
Existe un paquete de simulación de procesos, el Aspen Hysis, muy
utilizado por empresas que brindan servicios al medio petrolero, para
el diseño de facilidades de superficie que permite incluso la
simulación dinámica de sistemas, pero no es utilizada para diseñar
separadores “FWKO”, pues la herramienta está orientada a realizar
balances de masa y análisis de sistemas de manera global.
En etapa de ingeniería, estos equipos se dimensionan con la
utilización de hojas electrónicas que incorporan cálculos y macros
internos. Estas fueron desarrolladas por empresas de ingeniería y en
la mayoría de casos se desconoce su procedencia, la característica
de todas ellas es que su aplicación requiere de una familiarización
previa de los métodos por parte del experto y una validación por parte
del fiscalizador de la ingeniería, esta familiarización y validación en
ocasiones no es sencilla y demanda de tiempo extra.
Figura 12: Separador de agua libre (FWKO) horizontal
(Ken Arnold, Maurice I. Stewart, Jr., 1999)

26
Los separadores de Agua Libre, conocidos como FWKO (Fig12), se
utilizan cuando se tiene un volumen apreciable de agua libre. Son
separadores generalmente horizontales, aunque también existen
verticales (Fig. 13). El gas separado es enviado hacia los sistemas de
recolección de gas o reincorporado a la corriente de crudo
emulsionado.
Figura 13: Separador de agua libre (FWKO) vertical
(Smith Vernon H., 2001)
Estas herramientas existentes, en muchos casos, no agrupan criterios
ni medidas estandarizadas. Otra desventaja que presentan las hojas
electrónicas es que no permiten su evaluación dinámica, es
decir, variando el flujo de gas, crudo y agua a la entrada, lo que limita
su diseño.
27
2.5 FUNCIONES DE LOS SEPARADORES
Un proceso de separación se aplica principalmente en los pozos que
producen hidrocarburos líquidos y gaseosos mezclados en un solo
flujo, donde hay líneas en las que aparentemente se maneja solo
líquido o gas, pero debido a los cambios de presión y temperatura que
se producen, existe vaporización de líquido o condensación de gas.
También en ocasiones el flujo de gas arrastra líquidos en cantidades
apreciables a los equipos de procesamiento (compresores).
En campos productores donde el gas es quemado y no se tiene
equipo adecuado de separación, una cantidad considerable de aceite
liviano arrastrado por el flujo de gas, también se quema, originando
pérdidas económicas debido al mayor valor comercial, razón por la
cual se debe tomar en cuenta las siguientes consideraciones:
Hacer una primera separación de fases entre los hidrocarburos de la
mezcla.
Cuando el proceso de separación ocurre entre la fase gaseosa y
líquida, la función del separador será: Refinar el proceso de
separación mediante la recolección de partículas líquidas atrapadas
en la fase gaseosa y partículas del gas atrapadas en la fase líquida.
Liberar parte de la fase gaseosa que haya quedado atrapada en la
líquida.
Descargar por separado la fase líquida y gaseosa, que salen del
separador, con el objetivo de evitar que se vuelvan a mezclar, lo que
haría que el proceso de separación sea de una baja eficiencia.
Los equipos de separación tienen como objetivo separar mezclas de
líquido y gas. El proceso es ampliamente aplicado en la industria
petrolera, fundamentalmente para lograr la mayor recuperación de
hidrocarburos líquidos, sin embargo no hay un criterio único para
28
establecer las condiciones de operación más adecuadas. Cuando el
sistema de separación ocurre en varias etapas y el gas producido se
envía a una planta para su tratamiento, es importante considerar las
presiones de separación del gas en cada etapa, a fin de reducir a un
mínimo los requerimientos de compresión.
2.6 OPERACIÓN DE LOS SEPARADORES
Los fluidos producidos por un pozo son mezclas complejas de
hidrógeno y carbono, éste fluye por la tubería vertical y llega a los
cabezales, ubicados en la parte superior del pozo (superficie). Sigue
una trayectoria generalmente horizontal hasta la estación de
producción donde se cumple la separación del mismo en las
diferentes fases: petróleo, gas y agua, utilizando para ello los trenes
de separadores (prueba y producción), que son recipientes donde el
flujo entra por la parte superior y debido principalmente al cambio de
velocidad y a la acción de la gravedad, ocurre la separación de fases.
En este trabajo analizaremos los parámetros que se deben tener en
cuenta para lograr un buen diseño de separación y cómo los diversos
dispositivos internos (mecánicos) aprovechan las fuerzas físicas del
fluido que ingresa a los equipos de separación que tienen como
objetivo separar mezclas de líquido y gas, fundamentalmente para
lograr la mayor recuperación de hidrocarburos líquidos, pero en si
deben controlar lo siguiente:
Controlar la energía del fluido al entrar al separador.
Las tasas de flujo deben responder a ciertos rangos de volumen.
La turbulencia que ocurre en la sección ocupada por el gas debe ser
minimizada.
La acumulación de espuma y partículas contaminantes deben ser
eliminadas.

29
Las salidas de los fluidos deben estar previstas de los controles de
presión.
Las regiones de acumulación de sólidos deben tener prevista la
remoción de estas fases.
El separador debe tener válvulas de alivio.
El recipiente debe estar provisto de manómetros, termómetros,
controles de nivel.
El separador debe tener bocas de visitas.
2.7 CLASIFICACIÓN DE LOS SEPARADORES
Por su forma los separadores se clasifican en verticales, horizontales
y esféricos (Fig. 14). Por la función en bifásico y trifásicos, los
primeros separan gas y líquido, y los segundos gas, petróleo y agua.
Además, de acuerdo a la operación en prueba y de producción. Entre
los equipos utilizados con mayor frecuencia están los separadores de
agua libre, a baja temperatura, eliminadores y depuradores.
Figura 14: Tipos de separadores según su forma (Eduardo A. Aguirre, 2009)

30
En la clasificación consideramos lo siguiente:
Numero de fases a separar:
Separadores Bifásicos
Separadores Trifásicos
Separadores Tetrafásicos
Forma Geométrica:
Separadores Verticales
Separadores horizontales
Separadores Esféricos
Ubicación:
Separadores de entrada
Separadores en serie, paralelo
Separadores tipo filtro, tipo tanque de venteo (flash), tipo
centrífugo
Separadores tipo depuradores
Separadores de goteo en línea
Torre de destilación
Presión de operación
Separadores de alta, media, y baja presión
2.7.1 SEGÚN EL NÚMERO DE FASES A SEPARAR
Separadores bifásicos
Estos separadores, tiene como principal objetivo separar fluidos
bifásicos, tales como Gas y Petróleo, Agua y Petróleo (Fig. 15).

31
Figura 15: Separadores Bifásicos
(NEUTRA, 2013)
Separadores trifásicos
Los separadores trifásicos se diseñan para separar tres fases,
constituidas por el gas y las dos fases de los líquidos inmiscibles
(agua y petróleo), es decir, separar los componentes de los fluidos
que se producen en un pozo petrolero (Fig. 16).
Figura 16: Separador Trifásico
(NEUTRA, 2013)
32
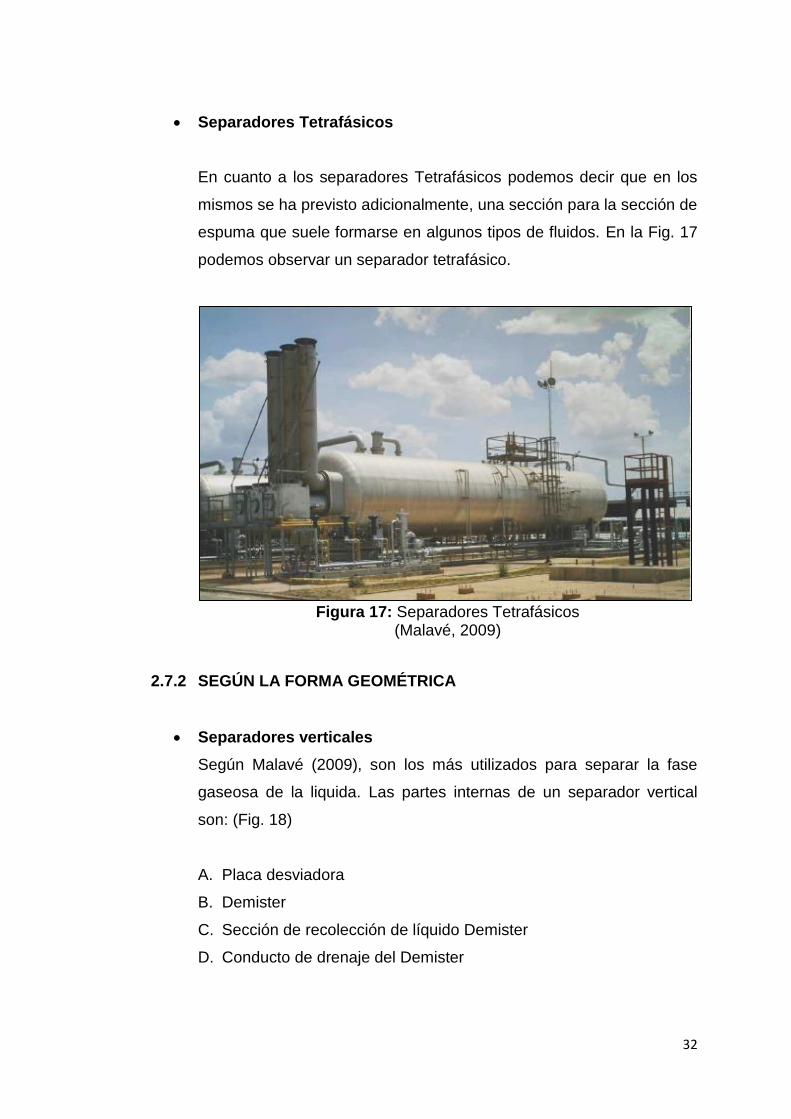
Separadores Tetrafásicos
En cuanto a los separadores Tetrafásicos podemos decir que en los
mismos se ha previsto adicionalmente, una sección para la sección de
espuma que suele formarse en algunos tipos de fluidos. En la Fig. 17
podemos observar un separador tetrafásico.
Figura 17: Separadores Tetrafásicos
(Malavé, 2009)
2.7.2 SEGÚN LA FORMA GEOMÉTRICA
Separadores verticales
Según Malavé (2009), son los más utilizados para separar la fase
gaseosa de la liquida. Las partes internas de un separador vertical
son: (Fig. 18)
A. Placa desviadora
B. Demister
C. Sección de recolección de líquido Demister
D. Conducto de drenaje del Demister

33
Figura 18: Partes internas de un separador vertical
(NEUTRA, 2013)
Separadores horizontales
El mismo autor, señala que son más utilizados para separar el agua
del crudo, debido a su longitud, que permite mayor área de
separación por gravedad. Las partes internas de un separador
horizontal son: (Fig. 19)
Entrada de fluidos
Control de espuma
Angulo de impacto
Extractor malla
Control de ondas
Drenaje
Salida de gas
Salida del crudo

34
Figura 19: Partes internas de un separador Horizontal
(Woodruff John, 1968)
Separadores Esféricos
Este diseño puede ser muy eficiente de punto de vista de contención
de presión, pero su capacidad limitada de oleada líquido y dificultad
con la fabricación. En la Fig. 20 podemos observar un separador de
forma esférica.
Figura 20: Separador esférico
(Woodruff John, 1968)

35
2.7.3 SEGÚN LA UBICACIÓN
Una estación de flujo es donde se realiza el tratamiento del crudo que
viene de las áreas o campos de explotación, para su posterior
traslado a la estación de descarga más cercana y de allí al patio de
tanque principal de recepción y bombeo de crudo. Existen varios
métodos de producción para transportar el crudo desde los pozos
hasta las estaciones. El método más común para transportar el fluido
desde el área de explotación a la estación es impulsarlo a través de
un sistema de tuberías. Las tuberías de sección circular son las más
frecuentes
Separadores de entrada
Estos equipos están ubicados a la entrada de la planta, para recibir
los fluidos en su condición original, cruda; obviamente en este caso
será necesario empezar la posibilidad de recibir impurezas en el
fluido. Forman parte de la primera purificación que se le da al petróleo
al momento de ser explotado (Fig. 21).
Figura 21: Separadores de entrada
(NEUTRA, 2013)

36
Separadores en paralelo
Como su nombre lo indica, son separadores que están colocados o
dispuestos en posición paralela. En este caso la separación se realiza
en forma simultánea. Estos separadores procesan la separación de
una misma línea de flujo pero que se divide en dos, para empezar una
separación paralela y de forma simultánea (Fig. 22).
Figura 22: Separadores en paralelo
(NEUTRA, 2013)
Separadores en serie
Como su nombre lo indica, son separadores que están colocados o
dispuestos en serie. En este caso la separación se realiza en forma
continua (Fig. 23).
Figura 23: Separadores en serie
(Woodruff John, 1968)

37
Depuradores de gas
La principal, función del depurador es remover los residuos líquidos
de una mezcla, que tiene predominio de partículas gaseosas, para
ello en su diseño tienen elementos de impacto para remover las
partículas liquidas (Fig. 24).
Figura 24: Depuradores de gas
(NEUTRA, 2013)
Separadores tipo filtro
Este tipo de separador, por lo general tiene dos compartimientos. Uno
de ellos es un filtro coalescente, el cual se utiliza para la separación
primaria del líquido, que viene con el gas. Mientras, el gas fluya a
través de los filtros, las partículas pequeñas del líquido, se van
agrupando, para formar moléculas de mayor tamaño. Una vez que las
moléculas se han hecho de mayor tamaño, son con cierta facilidad
empujadas por la presión del gas hacia el núcleo del filtro, y por ende
separadas del gas. En la Fig. 25 podemos observar separadores de
tipo filtro vertical y horizontal.

38
Figura 25: Separadores de tipo filtro
(Eduardo A. Aguirre, 2009)
Separadores Centrífugos
Son separadores que cuyo principio utilizado para la separación son
las fuerzas centrífugas (Fig. 26). Estos separadores se utilizan para
separar partículas sólidas y liquidas de la corriente de gas.
Figura 26: Separadores centrífugos
(Eduardo A. Aguirre, 2009)
Torre de Destilación
Este envase permite separar un fluido en varios componentes de
composiciones deseadas. Para ello se utilizan procesos de equilibrio
térmico basado en las constantes de equilibrio liquido – vapor. Por lo
general, las torres de destilación poseen platos en los cuales se
establecen flujos en dos direcciones el gas en ascenso y el líquido en
descenso. Las torres de destilación son la parte fundamental para la

39
refinación del petróleo, de aquí obtenemos los principales derivados
del petróleo (Fig. 27).
Figura 27: Torre de destilación (Wuithier, P., 1971)
Separadores tipo tanque de venteo
Los tanques de venteo o “Flash tanks” (Fig. 28), son recipientes
utilizados para separar el gas que se produce cuando se expande un
líquido. En esta profesión se conoce como “flash” al cambio súbito
que sufre un fluido cuando la presión desciende violentamente. Así, al
tumbar la presión del fluido se producirá una separación de fases, que
le dará origen al gas y al petróleo. Y, en correspondencia con la
acción que se realiza, el término “Flash tank” se le asigna al
separador donde se lleva a cabo la expansión del fluido. En fin, el
tanque de venteo, es una unidad de la planta de absorción de gas
licuado de petróleo (GLP), estos separadores se utilizan para separar
el gas que se produce cuando se reduce la presión del líquido.

40
Figura 28: Separador tipo tanque de venteo
(NEUTRA, 2013)
Tipo de goteo en línea
Estos equipos se instalan en tuberías que manejan fluidos con una
alta relación Gas-líquido (Fig. 29). El objetivo es remover el líquido
libre y no necesariamente todo el líquido contenido en la corriente
gaseosa. Luego, los equipos de goteo en la línea permiten la
acumulación y separación del líquido libre.
Figura 29: Sistema de goteo en línea
(Eduardo A. Aguirre, 2009)

41
2.7.4 SEGÚN LA PRESIÓN DE OPERACIÓN
Hay separadores que trabajan a baja presión, así como hay
separadores que pueden soportar altas presiones de operación. Esto
va a depender de un sinnúmero de variables de diseño del separador,
como por ejemplo el material con el cual se fabricó el separador, las
dimensiones del separador, entre otras.
2.8 PARTES DE LOS SEPARADORES
Las mezclas de líquido y gas, se presentan en los campos petroleros,
en general los pozos producen líquidos y gas mezclados en un solo
flujo, donde tuberías en las que aparentemente se maneja sólo líquido
o gas; pero debido a los cambios de presión y temperatura que se
producen a través de la tubería, hay vaporización de líquido o
condensación de gas, dando lugar al flujo de dos fases En ocasiones
el flujo de gas arrastra líquidos de las compresoras y equipos de
procesamiento, en cantidades apreciables. Para una mejor
descripción de las partes de un Separador, se las ha dividido en
partes externas y partes internas:
2.8.1 PARTES EXTERNAS
Cuerpo: es la parte principal del separador, en forma cilíndrica o
esférica y de tamaño variable, dependiendo de la capacidad de
diseño.
Válvula de descarga de líquido: esta permite la salida del líquido.
Válvula de entrada de líquido: situada generalmente casi a la mitad
del separador.
Válvula de control de la presión de gas: ésta válvula, gobernada
por un controlador, mantiene la presión constante en el separador.

42
Ventana: permite la instalación y trabajos de limpieza en el interior del
separador (boca de visita). (Fig. 30).
Figura 30: Partes externas de un separador convencional
(Smith Vernon H., 2001)
2.8.2 PARTES INTERNAS
Figura 31: Partes internas de un separador convencional
(Smith Vernon H., 2001)

43
Las partes internas de un separador convencional son: (Fig. 31).
Deflectores: Se emplean para producir un cambio en la cantidad de
movimiento o de dirección del flujo de la corriente de entrada, y así
producir la primera separación mecánica de las fases. En la Fig. 32
tenemos algunos de los deflectores de entrada más comunes en los
separadores:
Figura 32: Deflectores de entrada
(IDEQ, 2005)
Distribuidores de entrada: Tienen ranura u orificios por los cuales
salen las dos fases a una baja velocidad.
Ayudan a una distribución pareja de las fases del área disponible de
flujo, que favorece a la separación de las mismas.
Estos distribuidores también sirven para cambiar el flujo turbulento a
laminar. En la Fig. 33 tenemos un ejemplo de un distribuidor de
entrada en forma de “T”.

44
Figura 33: Distribuidor de entrada en forma de “T”
(IDEQ, 2005)
Ciclones: La separación mecánica se efectúa por la fuerza centrífuga
que actúa sobre las partículas al provocar el movimiento giratorio
sobre la corriente de alimentación. Los ciclones son una parte interna
del separador cuya función principal es invertir el flujo (Fig. 34), de
esta manera, el ciclón forma parte de la primera separación.
Figura 34: Invertidores de flujo
(IDEQ, 2005)
Eliminador de niebla tipo malla: Retienen las partículas líquidas
hasta que adquieren un tamaño suficientemente grande como para
que el peso supere tanto la tensión superficial como la acción de
arrastre producida por el gas. En la Fig. 35 tenemos un ejemplo del
eliminador de niebla tipo malla de alambre.

45
Figura 35: Eliminador de niebla tipo malla
(IDEQ, 2005)
Eliminador de niebla tipo aleta: Consisten en un laberinto formado
por láminas de metal colocadas paralelamente, con una serie de
bolsillos recolectores de líquido. En la Fig. 36 tenemos un ejemplo del
eliminador de niebla tipo rompe-vórtices.
Figura 36: Eliminador de niebla tipo rompe-vórtices
(IDEQ, 2005)
Placas rompe espumas: Consiste en una serie de placas paralelas
longitudinales direccionadoras del flujo, colocadas en la zona de
retención de líquidos de separadores horizontales (Fig. 37). Estas
placas evitan que las burbujas de gas que ascienden a través del

46
líquido colapsen y produzcan la agitación necesaria para formar la
espuma.
Figura 37: Placas rompe-espuma
(IDEQ, 2005)
Rompe olas: Sirven para evitar la propagación de las ondulaciones y
los cambios de nivel en dirección longitudinal que son producidos por
la entrada súbita de tapones de líquido dentro del separador. En la
Fig. 38 podemos observar la manera en que están dispuestas estas
placas rompe-olas, dentro del separador horizontal.
Figura 38: Placas rompe-olas (IDEQ, 2005)
Tuberías internas: Pueden ser adecuadas tanto para separadores
verticales como para horizontales. Para eliminar las impurezas que se
depositan en el equipo durante su operación o para desplazar a los
hidrocarburos antes de proceder a la apertura del recipiente. En la
Fig. 39 podemos observar un ejemplo de la manera en que están
dispuestas estas tuberías dentro del separador horizontal.

47
Figura 39: Tuberías internas (IDEQ, 2005)
2.9 PROBLEMAS DE OPERACIÓN DE LOS SEPARADORES
Entre los principales problemas se evidencian:
a) Crudos espumosos
b) Presencia de arenas
c) Parafinas
d) Emulsiones
e) Corrosión
a) Crudos espumosos
Provocan dificultad para controlar el nivel del líquido.
Problemas en la separación del líquido del gas.
Probabilidad que el gas, el líquido salgan del separador junto con la
espuma, con ello pueden causar considerablemente pérdidas
económicas.
b) Presencia de arenas
Puede causar el taponamiento de los dispositivos internos del
separador
Erosión, corte de válvulas, líneas.
Acumulación en el fondo del separador.

48
c) Parafinas
La parafina en los separadores de petróleo - gas reduce su eficiencia,
puede hacerlos inoperables llenando parcialmente el recipiente /o
bloqueando el extractor de mezcla las entradas de fluido. Puede ser
removida efectivamente utilizando vapor o solventes.
d) Emulsiones
La presencia de emulsiones crea problemas en los separadores de
tres fases. Se puede usar los desemulsificantes para romper la
emulsión.
e) Corrosión
Los fluidos producidos del pozo pueden ser muy corrosivos, causar la
falla temprana del equipo. Los dos elementos más corrosivos son
Dióxido de Carbono, el Sulfuro de Hidrógeno.
2.10 PARÁMETROS QUE INTERVIENEN EN EL DISEÑO DE
LOS SEPARADORES
Para el diseño de los separadores hay que considerar un sin número
de aspectos que se los describe a continuación:
Volumen de operación.
Tiempo de resistencia de operación.
Tiempo de respuesta o de intervención del operador.
Volumen de emergencia.
Nivel bajo-bajo de líquido.

49
2.10.1 ASPECTOS A SER EVALUADOS
La energía que posee el fluido al entrar al separador, debe ser
controlada
Las tasas de fluido, tanto de la fase líquida, como de la gaseosa,
deben de encontrarse dentro del rango establecido por el separador.
Si, esto se cumple se puede asegurar que el fluido es controlado por
las fuerzas de gravedad, las cuales actúan sobre el fluido y se
establece un equilibrio interfásico líquido – vapor.
Las turbulencias que ocurren fundamentalmente en la sección
ocupada por la fase gaseosa, debe ser minimizada, antes que cause
problemas en el proceso de separación y por ende problemas a la
hora de evaluar la eficiencia.
La acumulación de espuma y contaminantes debe ser controlada.
Las salidas del separador del separador de las fases líquidas y
gaseosas, deben realizarse de la forma, que no vuelvan a
encontrarse. Además a la salida de los fluidos del separador debe
tener controles de presión y de nivel de los fluidos.
En el separador se debe tener prevista la eliminación de partículas
sólidas, cuando estas se hayan acumulado.
En el separador se tiene que tener prevista el control de la presión,
para lo cual es recomendable la instalación de válvulas de alivio.
También se recomienda instalar manómetros, termómetros, controles
de nivel, boca de vistas, de tal forma que se pueda revisar en forma
rápida el separador.
Para el correcto diseño de un separador se deben conocer y manejar
los parámetros que afectan el comportamiento del sistema a separar.
Se deben analizar exhaustivamente las propiedades del fluido, las
cuales derivan en el comportamiento de las fases.
Se debe tener en cuenta que tanto las propiedades del gas, como las
del líquido actúan dentro del separador, y actúan en forma directa
sobre el diseño del separador.

50
2.10.2 SERVICIOS A PRESTAR
Es muy importante tener en cuenta, que el comportamiento de una
gota de fluido en estado líquido, está en función del tipo de separador
a utilizar. Es decir, que una gota líquida en un separador de posición
vertical tendrá un comportamiento diferente, que si el separador fuera
de posición horizontal. En la Fig. 9 previamente analizada, podemos
apreciar el efecto de la gota, tanto en el separador vertical como en el
horizontal según Cengel, Cimbala (2006).
2.10.3 COMPOSICIÓN DEL FLUIDO QUE SE VA A SEPARAR
Para un correcto diseño se debe manejar en forma clara el concepto
de equilibrio de fases, separación instantánea, ya que será la única
manera, en que se pueda manejar la cantidad de líquido y gas a
separar bajo las condiciones de presión y temperatura de operación.
En la Fig. 40 tenemos un diagrama de temperatura Vs presión del
yacimiento, el cual, nos muestra el estado del fluido a determinadas
presión y temperatura.
Figura 40: Diagrama temperatura-presión del yacimiento
(Efraín E. Barberii, 1998)
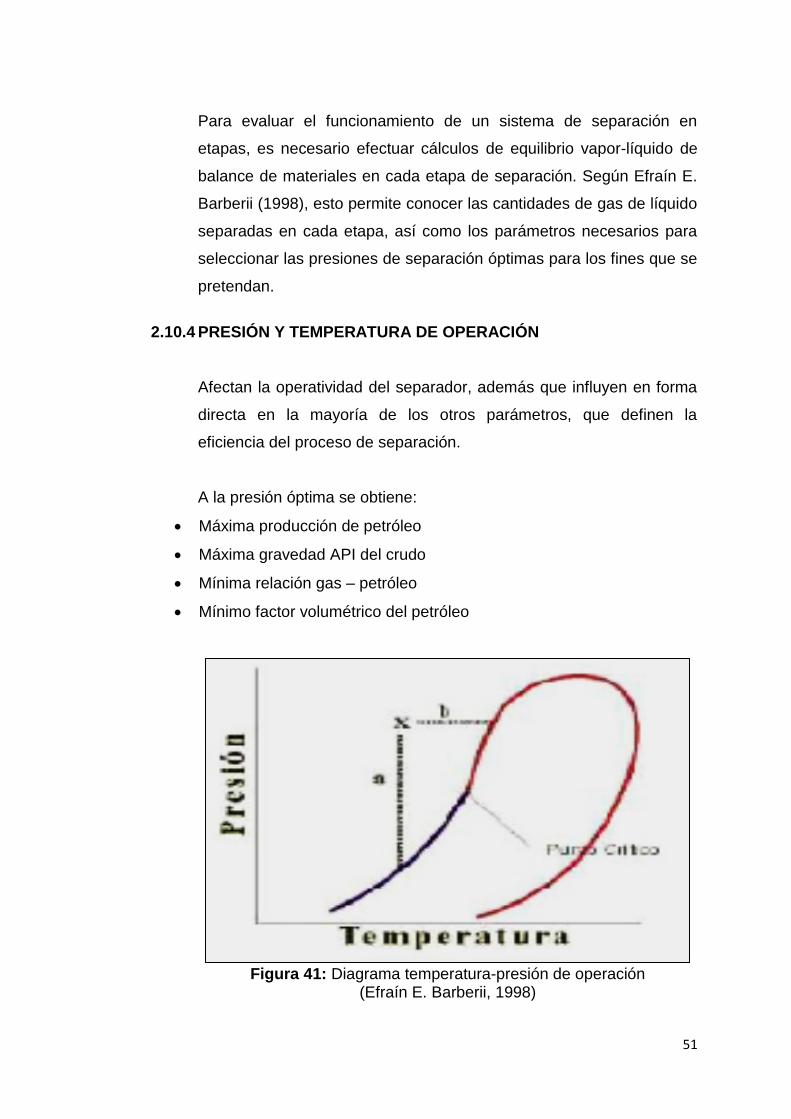
51
Para evaluar el funcionamiento de un sistema de separación en
etapas, es necesario efectuar cálculos de equilibrio vapor-líquido de
balance de materiales en cada etapa de separación. Según Efraín E.
Barberii (1998), esto permite conocer las cantidades de gas de líquido
separadas en cada etapa, así como los parámetros necesarios para
seleccionar las presiones de separación óptimas para los fines que se
pretendan.
2.10.4 PRESIÓN Y TEMPERATURA DE OPERACIÓN
Afectan la operatividad del separador, además que influyen en forma
directa en la mayoría de los otros parámetros, que definen la
eficiencia del proceso de separación.
A la presión óptima se obtiene:
Máxima producción de petróleo
Máxima gravedad API del crudo
Mínima relación gas – petróleo
Mínimo factor volumétrico del petróleo
Figura 41: Diagrama temperatura-presión de operación
(Efraín E. Barberii, 1998)
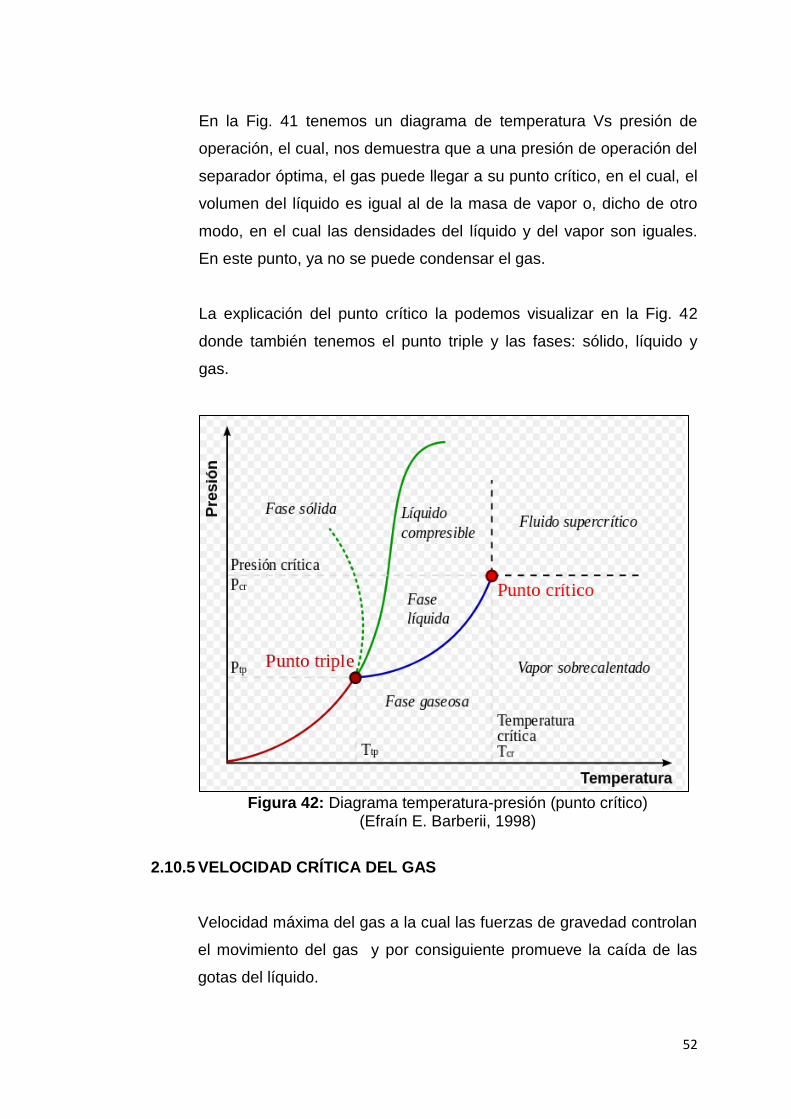
52
En la Fig. 41 tenemos un diagrama de temperatura Vs presión de
operación, el cual, nos demuestra que a una presión de operación del
separador óptima, el gas puede llegar a su punto crítico, en el cual, el
volumen del líquido es igual al de la masa de vapor o, dicho de otro
modo, en el cual las densidades del líquido y del vapor son iguales.
En este punto, ya no se puede condensar el gas.
La explicación del punto crítico la podemos visualizar en la Fig. 42
donde también tenemos el punto triple y las fases: sólido, líquido y
gas.
Figura 42: Diagrama temperatura-presión (punto crítico) (Efraín E. Barberii, 1998)
2.10.5 VELOCIDAD CRÍTICA DEL GAS
Velocidad máxima del gas a la cual las fuerzas de gravedad controlan
el movimiento del gas y por consiguiente promueve la caída de las
gotas del líquido.

53
√
[1]
= densidad del liquido en condiciones de operación, Lbs/pies3
= densidad del gas en condiciones de operación, Lbs/pies3
K= constante de Souders y Brown
2.10.5.1 Constante de Souders Brown (k):
Es el valor que acerca o aleja las predicciones del funcionamiento real
del sistema. Se adapta de acuerdo a las mejoras tecnológicas
introducidas a los diseños.
Consideraciones:
a. K=0,35 a 100 lpcm, y disminuye 0,01 por cada 100 lpcm
b. Depende de la relación tasa másica del líquido del gas en el
separador (W/Wg).
Tabla 1: Constante de Souders Brown (K)
(Asociación de Productores Procesadores de Gas de E.U.A., 2004)
2.10.6 DETERMINACIÓN DEL DIÁMETRO INTERNO DEL SEPARADOR
Para determinar el diámetro interno de un separador vertical utilizamos la
siguiente ecuación:
√ [2]

54
Se redondea al diámetro comercial, por arriba, al más cercano. Según
las tablas del fabricante
Para los separadores Horizontales se hace un procedimiento de
tanteo: Se asume un valor de la relación: Largo Efectivo/Diámetro
interno (Leff/D). Ejemplo:
2.10.7 DETERMINACIÓN DE LA TASA VOLUMÉTRICA DE LÍQUIDO
Para determinar la tasa volumétrica de los separadores verticales y
horizontales utilizamos la siguiente fórmula:
[3]
Donde:
: tasa volumétrica del líquido, pie3/s
densidad del líquido en condiciones de operación, lds/pie3
: tasa másica líquida, lb/s
2.10.8 DETERMINACIÓN DEL TIEMPO DE RETENCIÓN DEL LÍQUIDO
El tiempo o lapso en que un pequeño volumen del líquido permanece
en el separador, se denomina tiempo de retención, y debe ser
considerado de tal manera que permita la salida del gas atrapado en
el fluido.
Para un separador trifásico, el tiempo de retención debe ser suficiente
para hacer posible la separación del crudo en el agua y viceversa.

55
Para el cálculo del tiempo de retención primero debemos calcular la
viscosidad cinemática del fluido con la ecuación de Stokes:
[4]
Donde:
= diámetro de la partícula= 100 – 300 micrones
1 micron= c
De esta manera tenemos que la fórmula para calcular el tiempo de
retención es:
[5]
2.10.9 TOMAR EN CUENTA PARA EL DISEÑO
Formación de espuma
Se observa en mezcla vapor – líquido o vapor – líquido – líquido. El
método más económico de eliminar el problema es incorporar
deflectores de espuma, agregar longitud extra al recipiente o usar
aditivos químicos.
Flujo de avance
Algunas líneas de flujo bifásico muestran la tendencia a un tipo de
flujo inestable, de oleaje, que se denomina flujo de avance.
Obviamente la presencia del flujo avance requiere incluir placas
rompe olas en el separador.
Materiales pegajosos
Tal es el caso de crudos parafinosos, pueden presentar problemas
operativos, debido al ensuciamiento o incrustación de los elementos

56
internos. Para controlar este inconveniente comúnmente se utiliza
aditivos químicos.
Presencia y acumulación de sólidos
Esto puede ser controlado instalando tuberías de lavado (si aplica),
boquillas de limpieza por inyección de líquidos, boquillas de remoción
de sólidos, inclinación de recipientes horizontales, aberturas para la
limpieza, etc.
2.11 SEPARADORES API
Los separadores API agua-aceite, tienen como objetivo principal
remover el aceite libre contenido en la fase acuosa. Se denomina
Separador API, porque su diseño está patentado por la American
Petroleum Intitute. Como habíamos mencionado anteriormente, en la
Figura 11 podemos observar las fases de separación llevadas a cabo
por el separador API.
Se considera un pre-tratamiento puesto que puede estar previo a una
unidad de flotación por aire o previo a una unidad conocida como
Humedales. Constituye la primera fase de un tratamiento de efluentes
que contengan Aceites en Agua. En la Fig. 43 podemos observar la
vista lateral del separador API.
Figura 43: Vista lateral de un separador API (American Petroleum Institute, 2013)
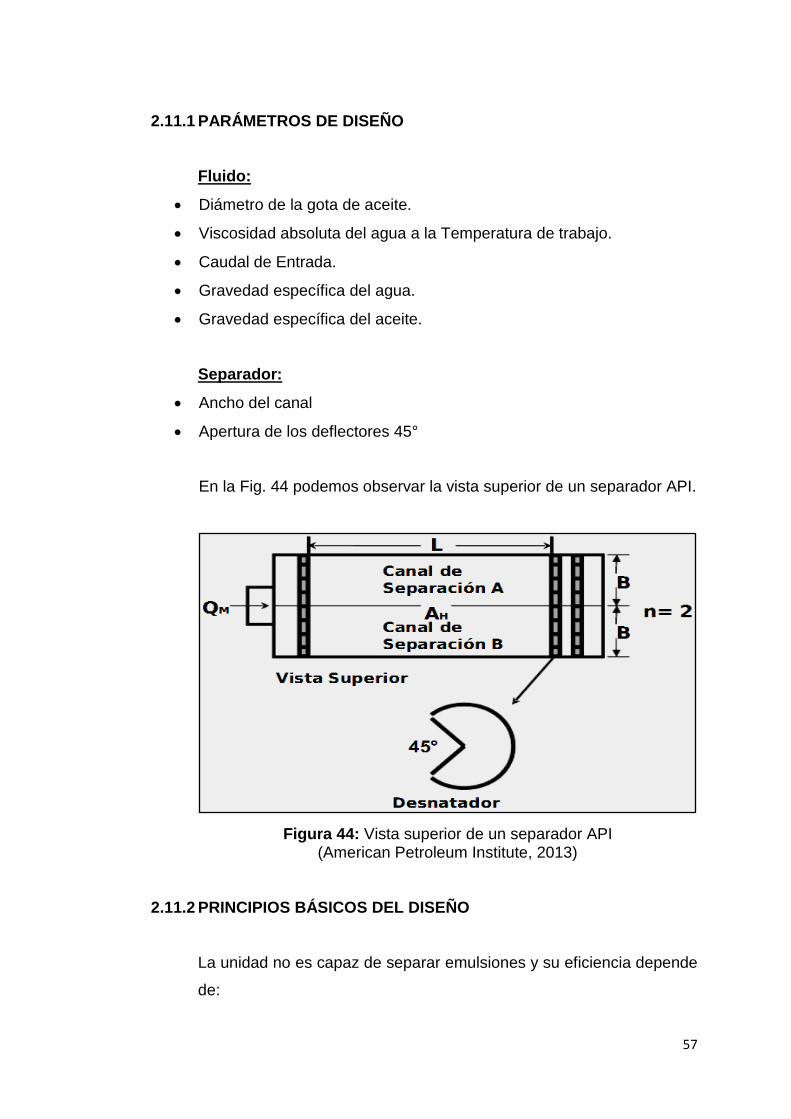
57
2.11.1 PARÁMETROS DE DISEÑO
Fluido:
Diámetro de la gota de aceite.
Viscosidad absoluta del agua a la Temperatura de trabajo.
Caudal de Entrada.
Gravedad específica del agua.
Gravedad específica del aceite.
Separador:
Ancho del canal
Apertura de los deflectores 45°
En la Fig. 44 podemos observar la vista superior de un separador API.
Figura 44: Vista superior de un separador API (American Petroleum Institute, 2013)
2.11.2 PRINCIPIOS BÁSICOS DEL DISEÑO
La unidad no es capaz de separar emulsiones y su eficiencia depende
de:

58
El tipo y estado del aceite en agua.
Relación entre la diferencia de gravedad aceite-agua.
Velocidad de los Glóbulos de Aceite: Experimentos de la API han
determinado que el separador solo es eficiente para un diámetro de
partículas o glóbulos de aceite mayor a 0,015 cm
La Gravedad Específica y la Viscosidad Absoluta del agua se
consiguen en las tablas API, entrando con la Temperatura del fluido.
2.11.3 DESCRIPCIÓN DEL PROCESO DE SEPARACIÓN
El agua aceitosa se recolecta en una tubería para aguas aceitosas. A
través de esta tubería se permitirá el paso del caudal de diseño al
separador API.
El caudal efluente pasará sobre los vertederos, separándose en dos
corrientes iguales a lo largo de dos canales paralelos. En caso de que
uno de los canales requiera mantenimiento, el vertedero
correspondiente deberá elevarse hasta detener el caudal de entrada a
ese canal.
El primer desnatado de aceite ajustable, se ubicará aguas abajo del
vertedero, el caudal afluente pasará a través de un deflector a fin de
reducir la turbulencia y lograr un flujo uniforme a lo largo de la sección
transversal del estanque de sedimentación.
A continuación del deflector, se ubicará un canal de separación
aceite–agua–sólidos, donde las condiciones hidráulicas (aguas
tranquilas), permiten la separación por gravedad del aceite y la
decantación de los sólidos suspendidos. Un dispositivo de movimiento
mecánico recogerá el aceite flotante en la superficie del canal de
separación y depositará los sólidos decantados en una tolva de lodos.
Aguas abajo del mecanismo combinado (desnatador removedor) se
colocará un desnatador–recolector de aceite. A continuación, el agua
efluente pasará a través de una serie de deflectores diseñados para
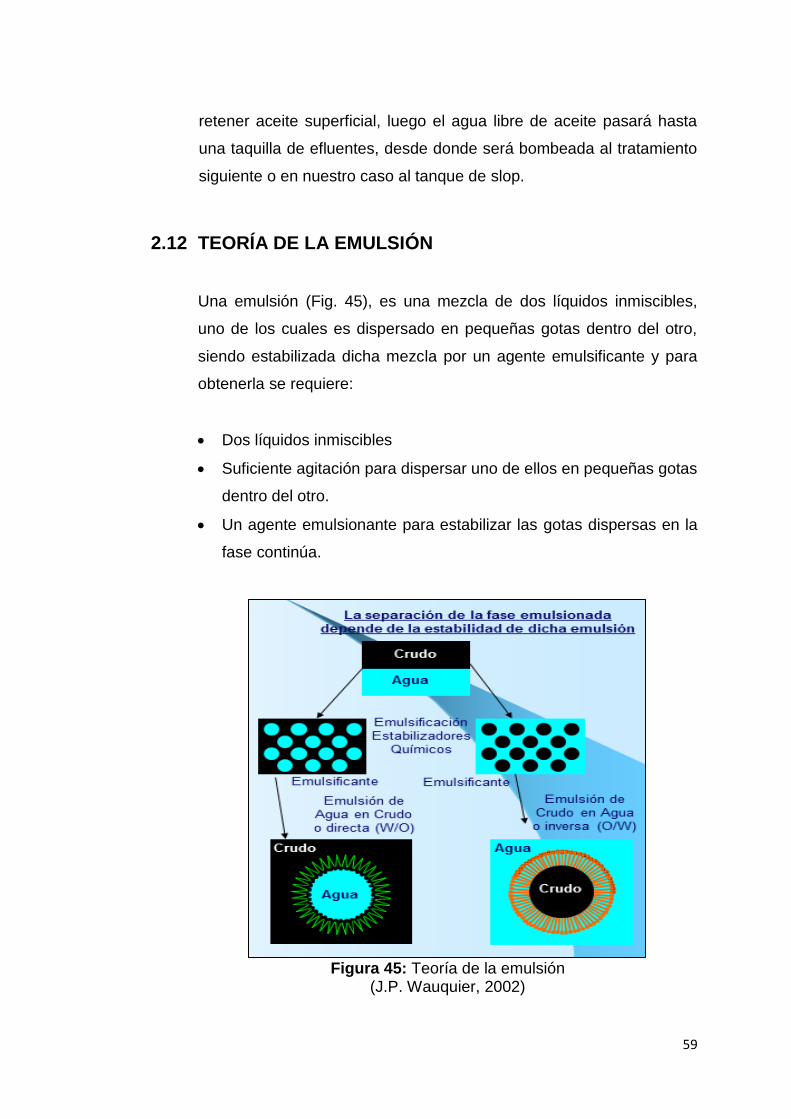
59
retener aceite superficial, luego el agua libre de aceite pasará hasta
una taquilla de efluentes, desde donde será bombeada al tratamiento
siguiente o en nuestro caso al tanque de slop.
2.12 TEORÍA DE LA EMULSIÓN
Una emulsión (Fig. 45), es una mezcla de dos líquidos inmiscibles,
uno de los cuales es dispersado en pequeñas gotas dentro del otro,
siendo estabilizada dicha mezcla por un agente emulsificante y para
obtenerla se requiere:
Dos líquidos inmiscibles
Suficiente agitación para dispersar uno de ellos en pequeñas gotas
dentro del otro.
Un agente emulsionante para estabilizar las gotas dispersas en la
fase continúa.
Figura 45: Teoría de la emulsión
(J.P. Wauquier, 2002)

60
2.12.1 TIPOS DE EMULSIÓN
2.12.1.1 Emulsión de agua en crudo (W/O)
Emulsión Normal o directa
Fase Continua: Crudo
Fase Dispersa: Agua (Fig. 46)
Figura 46: Emulsión de agua en crudo
2.12.1.2 Emulsión de crudo en agua (O/W)
Emulsión inversa
Fase Continua: Agua
Fase Dispersa: Crudo (Fig. 47)
Figura 47: Emulsión de crudo en agua
2.12.1.3 Emulsión Múltiple (O/W/O o W/O/W)
Gotas dentro de otras gotas
Combinación de normal e inversa (Fig. 48)

61
Figura 48: Emulsión múltiple
2.12.2 AGENTES EMULSIONANTES
Los agentes emulsificantes más comunes (Fig. 49) presentes en las
emulsiones son:
Componentes paranínficos pesados
Ácidos nafténicos pesados
Ácidos del petróleo
Componentes asfalténicos
Sólidos orgánicos
Sólidos inorgánicos
Figura 49: Agentes emulsificantes (NExT, 2006)

62
2.12.3 FACTORES QUE AFECTAN LA ESTABILIDAD DE LA EMULSIÓN
Los factores físicos que afectan la estabilidad de una emulsión son:
Contenido de agua
Gravedad específica
Temperatura
Viscosidad
Sólidos Disueltos Totales (TDS)
Contenido de agua
La cantidad de agua remanente emulsionada varía ampliamente
dependiendo del tipo de aceite. En los aceites medianos y livianos
(>22 °API) las emulsiones contienen típicamente de 5 a 20 % volumen
de agua, mientras que en los aceites pesados y extrapesados (<22
°API) tienen a menudo de 10 a 45 % de agua. Un pequeño porcentaje
de agua en el petróleo emulsifica más fuerte y permanente. En
general la severidad de una emulsión usualmente disminuye cuando
la cantidad de agua producida se aproxima o sobrepasa la cantidad
de petróleo producido. Menor porcentaje de agua, mayor estabilidad.
Para entender mejor el contenido de agua en crudo tenemos la Fig.
50 en relación a la gravedad API.
Figura 50: Gráfica % agua en crudo Vs gravedad API (American Petroleum Institute, 2013)
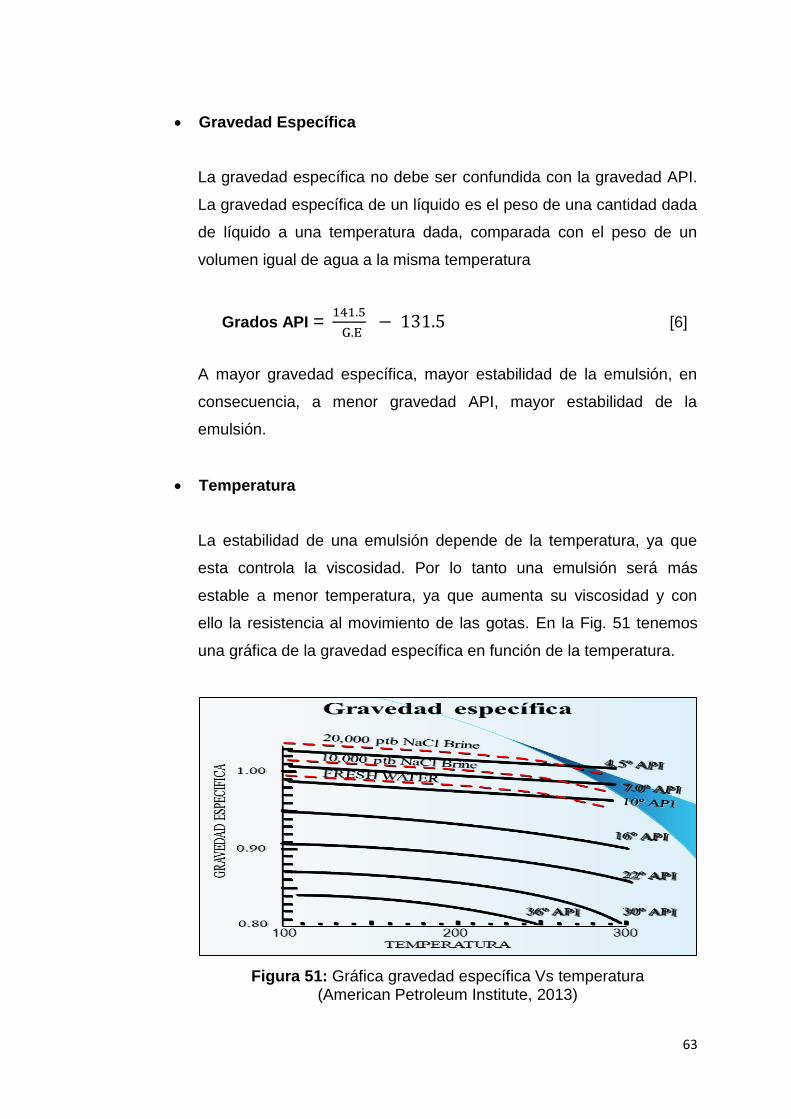
63
Gravedad Específica
La gravedad específica no debe ser confundida con la gravedad API.
La gravedad específica de un líquido es el peso de una cantidad dada
de líquido a una temperatura dada, comparada con el peso de un
volumen igual de agua a la misma temperatura
Grados API =
[6]
A mayor gravedad específica, mayor estabilidad de la emulsión, en
consecuencia, a menor gravedad API, mayor estabilidad de la
emulsión.
Temperatura
La estabilidad de una emulsión depende de la temperatura, ya que
esta controla la viscosidad. Por lo tanto una emulsión será más
estable a menor temperatura, ya que aumenta su viscosidad y con
ello la resistencia al movimiento de las gotas. En la Fig. 51 tenemos
una gráfica de la gravedad específica en función de la temperatura.
Figura 51: Gráfica gravedad específica Vs temperatura (American Petroleum Institute, 2013)

64
Viscosidad
Se define viscosidad de un líquido a la resistencia de este a fluir.
Alta viscosidad, mayor resistencia a fluir. Un petróleo con alta
viscosidad requiere más tiempo para que las gotas decanten. Si un
líquido de alta viscosidad es calentado, la viscosidad disminuye y
fluye más fácilmente. En la Fig. 52 tenemos una gráfica de la
viscosidad en función de la temperatura.
Figura 52: Viscosidad Vs temperatura (American Petroleum Institute, 2013)
Sólidos Disueltos Totales (TDS)
Los sólidos disueltos totales (TDS) o salinidad del agua, también
influyen en la rata de asentamiento. Aguas más pesadas, mayor
velocidad de asentamiento. Las emulsiones de agua fresca son
usualmente más difíciles de tratar. A menor TDS mayor estabilidad de
la emulsión. (Riofrío, 2009)

65
2.12.4 MÉTODOS DE TRATAMIENTO DE EMULSIONES
Los factores que involucran el tratamiento de las emulsiones incluyen:
Rompimiento de la película alrededor de las gotas de agua y
coalescencia para producir gotas más grandes.
Asentamiento de las gotas de agua durante o después de su
coalescencia.
En la Fig. 53 tenemos un diagrama de flujo, el cual nos explica los
métodos de tratamiento de emulsiones. Y en la Fig. 54 tenemos la
explicación gráfica del efecto de la coalescencia.
Figura 53: Métodos de tratamiento de emulsiones (J.P. Wauquier, 2002)
Figura 54: Coalescencia (FILTEC, 2012)

66
Una emulsión es estable si para romperla se requiere algún tipo de
tratamiento:
2.12.4.1 Químico
Consiste en la utilización de productos químicos desemulsificantes
que causan el rompimiento de la película alrededor de las gotas de
agua y coalescencia para producir gotas más grandes. Los productos
químicos desemulsificantes son compuestos químicos activadores de
superficie, de estos, una parte de la molécula es soluble en aceite y
la otra en agua. Estas sustancias químicas tienden a migrar a la zona
donde se encuentra la película emulsionante, la desplaza y deja al
agua libre para unirse a otras gotas. Para el mejor entendimiento del
efecto de la química desemulsificante tenemos la explicación paso a
paso en la Fig. 55. Tienen tres acciones principales:
a) Fuerte atracción hacia la interface aceite – agua; ellos deben
desplazar y/o neutralizar a los agentes emulsificantes presentes en
la película de la interface.
b) Floculación: neutralizan las cargas eléctricas repulsivas entre las
gotas dispersas, permitiendo el contacto de las mismas.
c) Coagulación: permiten que pequeñas gotas se unan a gotas más
grandes que tengan suficiente peso para asentarse.
Figura 55: Efecto de la química desemulsificante (J.P. Wauquier, 2002)

67
2.12.4.2 Térmico
Consiste en aplicar calor al crudo para acelerar la separación
gravitacional de las gotas de agua. Modificándose la tensión
superficial, se reduce la viscosidad del crudo e incrementa la
diferencia de densidades entre el petróleo y el agua
Los efectos que el tratamiento térmico provoca en la emulsión, son los
siguientes:
Incrementa el movimiento y frecuencia de colisión o choque de las
gotas.
Incrementa la diferencia de densidades entre el agua y el crudo.
Reduce la viscosidad de la fase continua. Un incremento de
temperatura de 10º F, baja la viscosidad de la emulsión en un
factor de 2.
Incrementa la velocidad de asentamiento de las gotas de agua.
Promueve una mejor distribución del desemulsificante.
Disuelve las parafinas cristalizadas que le dan estabilidad a la
emulsión.
Debilita la película emulsionante que rodea la gota de agua.
Promueve la coalescencia.
Existen dos tipos de tratamiento térmico:
Tratamiento térmico directo: El calor es transferido directamente de
la fuente de calor a la corriente del proceso (Fig. 56).
Tratamiento térmico indirecto: El calor es transmitido a la corriente
del proceso a través de un medio de calentamiento, tal como agua la
cual ha sido calentada, previamente por contacto directo con la fuente
de calor (Fig. 57).

68
Figura 56: Tratamiento térmico directo (Wuithier P., 1971)
Figura 57: Tratamiento térmico indirecto (Wuithier P., 1971)
2.12.4.3 Mecánico
Se caracteriza por utilizar equipos de separación dinámica que
permiten la dispersión de las fases de la emulsión y aceleran el
proceso de separación gravitacional. Entre ellos están los tratadores
no térmicos, tanques de lavado, tanques cortadores o “Gun Barrels” y

69
cualquier recipiente separador del tipo gravitacional. La ley de Stokes,
se basa en la velocidad de sedimentación o decantación.
El método mecánico de asentamiento consiste en la utilización de la
fuerza de gravedad para proporcionar el asentamiento de las gotas
de agua. Este es una función del tiempo y es dependiente del grado
de estabilidad de la emulsión. En la Fig. 58 tenemos un tanque de
lavado como ejemplo del método dinámico.
Figura 58: Tanque de lavado (Eduardo A. Aguirre, CPF, 2009)
Se utiliza principalmente para separar agua libre producida con el
petróleo. El método mecánico del lavado, consiste en hacer pasar la
emulsión a través de un colchón de agua, que generalmente es
caliente para provocar la coalescencia de las gotas de agua
suspendidas.
Este método de tratamiento es llamado deshidratación dinámica, y
utiliza como elemento básico para el proceso un tanque de lavado.
Fig. 58.

70
2.12.4.4 Eléctrico
Consiste en utilizar un campo eléctrico, relativamente fuerte, que
induce una orientación polarizada de carga sobre las moléculas en la
superficie de las gotas de agua. Los cambios de polaridad del campo
eléctrico aplicado ocasionan una alta frecuencia de choques entre las
gotas de agua, con lo que se acelera la coalescencia y se reduce
significativamente el tiempo de reposo requerido para la separación
total del agua.
La coalescencia de las gotas de agua dispersas en el crudo se logra
sometiendo a la emulsión a la acción de un campo eléctrico de alto
voltaje y se observa en tres fenómenos físicos (Fig. 59):
Polarización de cada gota
Atracción Dipolar
Unión de las gotas (Coalescencia)
Figura 59: Fenómenos Físicos del método eléctrico (Instituto Politécnico Nacional, México, 2004)

71
Polarización: Las gotas se polarizan y tienden a alinearse con las
líneas de fuerza. Las gotas comienzan a tener forma elipsoidal (Fig.
60).
Figura 60: Fenómeno de polarización
(Instituto Politécnico Nacional, México, 2004)
Atracción Dipolar: Polos positivo y negativo de la gota son atraídos
por los de otras gotas (Fig. 61).
Figura 61: Fenómeno de atracción dipolar
(Instituto Politécnico Nacional, México, 2004)
Coalescencia de gotas dispersas: La atracción eléctrica entre ellas
hace que se vaya logrando la coalescencia. La explicación gráfica
para este efecto la vimos en la Fig. 54.
3. METODOLOGÍA

72
3. METODOLOGÍA
Se emplearon los siguientes métodos para el análisis y descripción
del separador de placas coalescentes, el de tipo inductivo, basada en
recolección de información para su análisis previo a la descripción de
las ventajas del método de separador de placas coalescentes sobre la
piscina API con el fin de crear un compendio básico para un mejor
entendimiento de estos procesos y el de tipo científico, aplicada a las
características del diseño del equipo.
El cual contempló, como idea a defender, si se conoce el estado de la
piscina API del terminal de productos limpios BARBASQUILLO, nos
daremos cuenta que reemplazarla por un separador de placas
coalescentes, es la elección más acertada para tratar las aguas
contaminadas con hidrocarburo, debido a que éste es un método más
eficiente para tratar aguas residuales sin mayor tiempo de reposo, y a
la vez es un recipiente cerrado que no permite la evaporación de los
hidrocarburos, a diferencia de la piscina API, que sí permite la
evaporación y dispone los gases al medio ambiente contaminándolo y
no es tan eficiente al momento de tratar aguas lluvia IN-SITU, puesto
que necesita mayor tiempo de residencia.
En la nueva terminal de productos limpios de EP PETROECUADOR
de Riobamba, ya contamos con este nuevo método y el presente
trabajo se apoya en el diseño existente en este terminal.
En la parte de anexos tenemos fotos (ANEXO I), una hoja de datos
(ANEXO II) y el análisis de los precios (ANEXO III) unitarios para la
implementación del separador de placas coalescentes.
A continuación tenemos una foto tomada del separador de placas
coalescentes de dicha terminal (Fig. 62).

73
Figura 62: Foto del separador de placas coalescentes de la terminal de Riobamba
3.1 SELECCIÓN DEL MODELO
Para realizar la selección del modelo, a continuación vamos a
describir las características de diseño y operación del separador en
estudio.
3.1.1 SEPARADOR DE PLACAS COALESCENTES
Los Separadores de Placas Coalescentes (Fig. 63), están diseñados
de PRFV en su mayoría para el tratamiento de aguas hidrocarburadas
tanto en régimen de gravedad o por bombeo. Estos realizan la
separación por medios físicos, no se requiere de ningún consumible ni
tienen partes móviles, por lo que están libres de mantenimiento y
fallos. En el interior de los Separadores se alojan las Placas
Coalescentes doblemente corrugadas. Estas Placas se montan en
paquetes modulares alojados en el interior de los Separadores y se
dispone de un dispositivo de ajuste contra el recipiente que asegura
que todo el fluido a tratar pasa a través de las Placas. Los paquetes
de Placas trabajan a temperaturas entre 4 y 98 ºC. Pueden equiparse
con skimmers ajustables para la retirada del hidrocarburo separado.
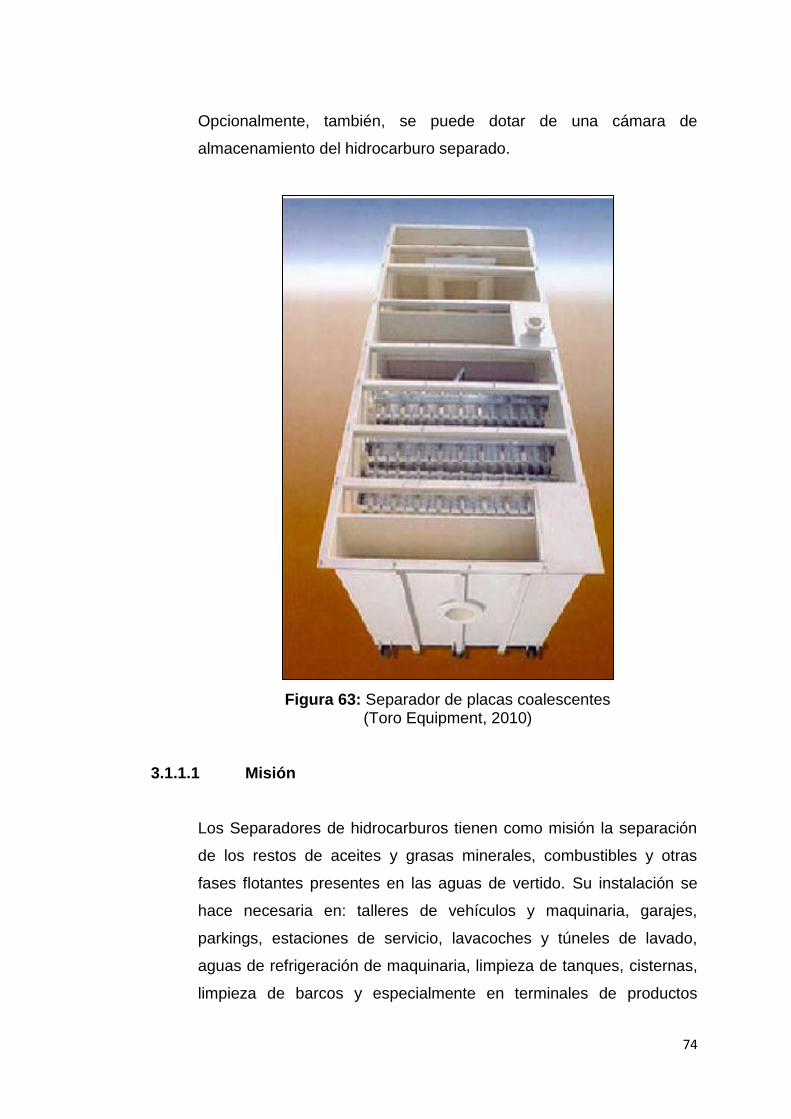
74
Opcionalmente, también, se puede dotar de una cámara de
almacenamiento del hidrocarburo separado.
Figura 63: Separador de placas coalescentes (Toro Equipment, 2010)
3.1.1.1 Misión
Los Separadores de hidrocarburos tienen como misión la separación
de los restos de aceites y grasas minerales, combustibles y otras
fases flotantes presentes en las aguas de vertido. Su instalación se
hace necesaria en: talleres de vehículos y maquinaria, garajes,
parkings, estaciones de servicio, lavacoches y túneles de lavado,
aguas de refrigeración de maquinaria, limpieza de tanques, cisternas,
limpieza de barcos y especialmente en terminales de productos

75
limpios... para preservar al medio ambiente de la agresión que
provoca el vertido directo de estas aguas contaminadas, las
complicaciones que generan en las depuradoras municipales cuando
se vierte al alcantarillado, etc.
Este tipo de vertidos se caracterizan principalmente por la presencia
de aceites y grasas minerales en concentraciones que van de los 100
a los 500 ppm. El límite máximo de vertido varía según las
normativas, si bien debe de ser inferior a los 50 ppm. Además de
aceite flotante, el aceite puede estar en el agua residual como
glóbulos grandes e inestables, como glóbulos finos y estables, como
aceite adherido a sólidos o como una cantidad pequeña de aceite
disuelto.
3.1.1.2 Principales características
Concepto simple
Diseño compacto
Efluente con menos de 5 ppm
No utiliza elementos coalescentes no reutilizables
Pueden ser instalados en el interior de los API existentes
Su comportamiento puede ser predicho con seguridad mediante
modelos computarizados
Puede trabajar con pH de 2 a 12
Simple conversión de los API existentes
No hay partes móviles
No requiere de consumo de energía
No precisa de elementos químicos, aditivos ni consumibles
Libre de mantenimiento excepto la ocasional limpieza de las Placas
(Fig. 64).
Capaz de tratar grandes caudales

76
Figura 64: Limpieza de las placas coalescentes
3.1.1.3 Aplicaciones
Tratamiento de aguas de lluvia
Aguas residuales industriales
Sistemas de recuperación de hidrocarburos industriales
Operaciones de limpiezas industriales
Tratamiento de emulsiones refrigerantes
Refinerías y terminales de petróleo
Recogida y producción de aceites
Plantas de desalinización de crudo
Plantas de generación de electricidad
Terminales de carga de combustible
Limpiezas de cisterna y derrames
Condensados de gas
Equipos de limpieza de derrames
Separación de condensados de aire comprimido

77
3.1.1.4 Instrumentación que se puede ajustar al modelo
Para la optimización del proceso automático o para un mejor control
de las variables inmersas en el separador de placas coalescentes, al
mismo se le puede incorporar lo siguiente:
Alarma de nivel
El sistema de alarma emite una señal óptica y sonora
automáticamente, cuando la capa de hidrocarburos presente dentro
del separador llega a la parte superior de la sonda. Su
posicionamiento está en función del volumen de retención del
separador. Distancia máxima entre el panel mural y el separador: 300
metros. El sistema incluye:
1 Panel mural de control (Fig. 65);
1 Caja de conexión a instalar en un soporte previsto dentro del
separador de hidrocarburos;
1 Sonda inox a instalar dentro del separador de hidrocarburos.
Figura 65: Elemento de control de arma de nivel (Toro Equipment, 2010)
Skimmer de recogida
Con el fin de aumentar los intervalos entre los limpiados o vaciados,
los separadores de hidrocarburos pueden ser equipados con un
dispositivo de recogida (Fig. 66) asociado a una cuba de retención.

78
Este sistema es regulable manualmente y permite la evacuación de
los hidrocarburos almacenados hacia una hacia una cuba de
retención colocada cerca del separador.
Figura 66: Skimmer de recogida (Toro Equipment, 2010)
Toda Industria que utilice agua en sus procesos deberá cumplir con
las normas que establecen la calidad del Agua Residual. Si se utiliza
agua dentro de su proceso industrial para la elaboración de sus
productos, cualquiera que sea el giro de su empresa y usted requiere
de:
Solucionar el problema que se genera por la Contaminación del
Agua que tiene en su proceso industrial.
Cumplir con las normas gubernamentales para desecho de Aguas
Residuales.
Cumplir con los estándares de calidad y conciencia ecológica de
sus socios.
Pertenecer al grupo de empresas que están comprometidas con el
medio ambiente.

79
3.2 PROCEDIMIENTO
Se tomó en cuenta las siguientes variables para el análisis y
descripción del separador de placas coalescentes. El volumen de
agua contaminada en la piscina API, puede aumentar en el caso de
lluvias, debido a que necesita de mucho tiempo de residencia para la
separación y además no se encuentra cubierta, esto podría provocar
un derrame. La evaporación de los hidrocarburos se genera en la
piscina API y los gases que se desprenden son dispuestos
directamente al medio ambiente debido a que no tienen una cobertura
que los aísle. Las piscinas API están prohibidas debido a que los
gases que generan se convierten en fenoles y estos a su vez son muy
dañinos para la salud del hombre.
En el caso que existiera un derrame de la piscina API, todo el
producto derramado se dispondría inmediatamente al mar, debido a
que la piscina se encuentra cerca al mar y descendería por la
pendiente. Los gases que se desprenden de la piscina API van al
ambiente de trabajo y esto afecta la vida saludable del personal que
labora en el terminal. La capacidad de la piscina no abastece para
almacenar el volumen de agua contaminada del terminal peor aún si
existiera el derrame de algún tanque.
3.2.1 PREDECANTACIÓN
El tratamiento comienza con un decantador en el que se separan las
partículas sólidas contenidas en el agua bruta tales como arenas,
tierras, virutas metálicas, etc. Su función es la de proteger del
ensuciamiento a los Separadores y la de evitar las descargas
continuas de sólidos sobre estos. Su instalación es recomendable
siempre que se prevea la llegada de importantes cantidades de

80
sólidos a la instalación (pluviales de patios de estacionamiento, zonas
de limpieza y paso de vehículos pesados, etc.).
En los casos en que estemos seguros de que no llegaran cantidades
importantes de sólidos se podrá prescindir de este equipo debido a
que el separador de hidrocarburos dispone de un sistema de purga
para los sólidos decantados.
3.2.2 FLOTACIÓN Y SEPARACIÓN DE FASES LIGERAS
Del decantador pasamos al Separador de Hidrocarburos. En este se
realiza la separación de las dos fases: fase agua y fase aceite (fase
ligera que contendrá aceites, grasas, disolventes inmiscibles).
El Separador de Hidrocarburos es el núcleo de la instalación. En él se
canaliza el agua hacia un flujo laminar, haciendo pasar al efluente por
el paquete de lamelas coalescedoras. La fase ligera es separada y
vertida hacia el depósito de almacenaje. Los niveles han sido
cuidadosamente estudiados para que la separación sea efectiva y
solo sea vertido el aceite con las impurezas que arrastre, pero nunca
con agua
3.2.3 ALMACENAJE DEL ACEITE
El aceite separado es conducido por gravedad a un depósito
independiente donde se almacena. Esto permite que sea vaciado sin
entorpecer el funcionamiento del separador de hidrocarburos. El
vertido podrá ser succionado desde el exterior por los mismos
vehículos que habitualmente recogen los aceites usados y gestionado
por las mismas empresas. Los tiempos de llenado de estos depósitos
dependerán mucho de las características de la actividad, si bien
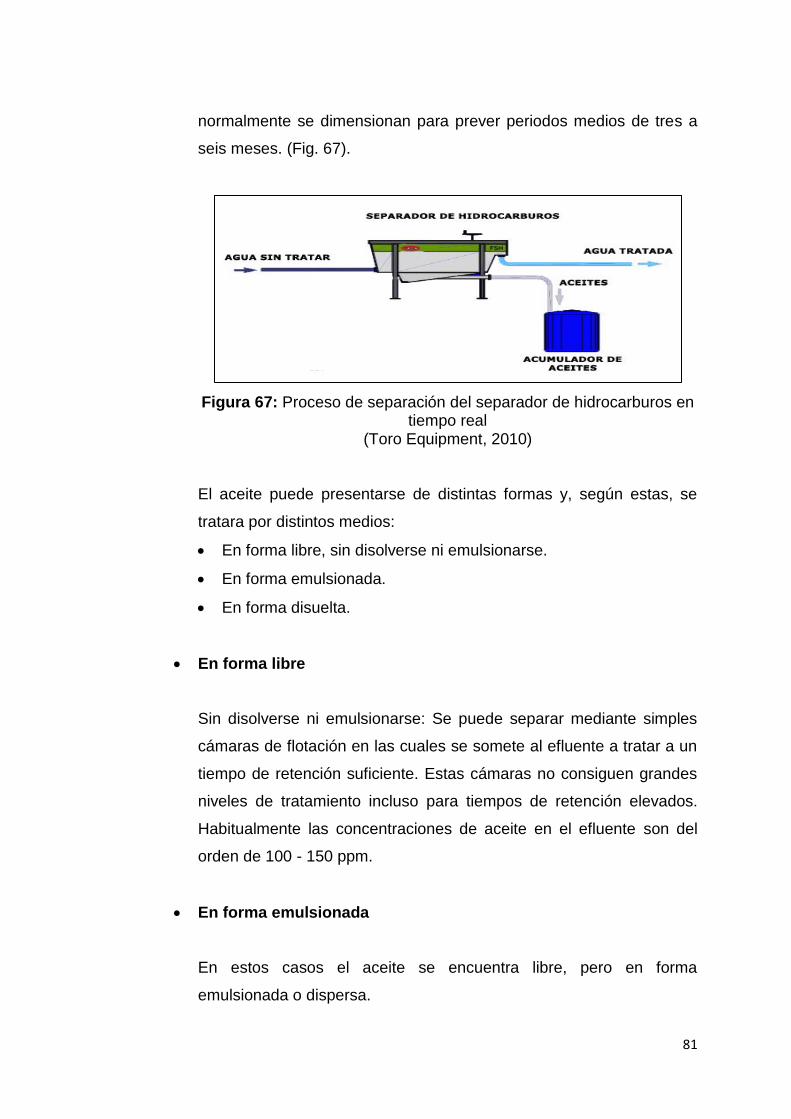
81
normalmente se dimensionan para prever periodos medios de tres a
seis meses. (Fig. 67).
Figura 67: Proceso de separación del separador de hidrocarburos en tiempo real
(Toro Equipment, 2010)
El aceite puede presentarse de distintas formas y, según estas, se
tratara por distintos medios:
En forma libre, sin disolverse ni emulsionarse.
En forma emulsionada.
En forma disuelta.
En forma libre
Sin disolverse ni emulsionarse: Se puede separar mediante simples
cámaras de flotación en las cuales se somete al efluente a tratar a un
tiempo de retención suficiente. Estas cámaras no consiguen grandes
niveles de tratamiento incluso para tiempos de retención elevados.
Habitualmente las concentraciones de aceite en el efluente son del
orden de 100 - 150 ppm.
En forma emulsionada
En estos casos el aceite se encuentra libre, pero en forma
emulsionada o dispersa.

82
La emulsión puede estar provocada por dos causas: mecánicas o
químicas. La emulsión mecánica esta generada principalmente por un
proceso de agitación debido a un bombeo, agitación, transporte, etc.
Los tamaños de partículas generadas alcanzan las 60 o incluso
menos. La separación ya no será posible por una mera cámara de
separación. Sólo con procesos de tratamiento posteriores podrán ser
separados. Las emulsiones químicas se producen debido a la
presencia de productos tensoactivos (detergentes, emulsionantes). Si
la emulsión no es muy estable puede ser separada mediante un
separador de hidrocarburos convencional mientras que las
emulsiones muy estables solo se pueden tratar mediante sistemas
químicos de ruptura de la misma o por separación tangencial por
membranas.
En forma disuelta
La disolución de un aceite (soluto) en un líquido (disolvente), solo se
puede separar por procesos como por ejemplo la extracción mediante
otros disolventes en los cuales es más soluble el aceite y a su vez
presentan una fase separable del agua.
3.3 ALGUNOS TIPOS DE SEPARADORES DE PLACAS
COALESCENTES EN EL MERCADO
A continuación se describen algunos tipos de separadores que utilizan
el principio de la coalescencia y los encontramos en el mercado:
3.3.1 SEPARADOR DE HIDROCARBUROS AGUAS DEL MARE
NOSTRUM S.L.
Los separadores de hidrocarburos de Aguas del Mare Nostrum, S.L.
(Fig. 68), están equipados con un sistema de lamelas para provocar

83
flujos que activen el número de choques entre las partículas, y lograr
unirlas de forma rápida para separar así partículas incluso de 20 µm.
Esta tecnología es la que nos permite garantizar concentraciones de
aceite libre menores de 5-10 ppm a la salida de nuestros equipos. El
flujo de agua a través de las lamelas es de tipo crossflow. En este tipo
de flujo el agua atraviesa el paquete de lamelas, colándose entre ellas
en dirección perpendicular al flujo ascendente de las partículas
flotadas, y descendente de los sólidos pesados. Con el flujo en
crossflow se obtiene un aumento del rendimiento de separación de
hidrocarburos (comparado con el convencional) ya que en el paquete
de lamelas el flujo es completamente laminar excepto en la parte de la
cresta de los corrugados, en la cual se generan micro turbulencias
controladas. La turbulencia hace que las partículas aire/sólido
choquen formando conglomerados con un diámetro de 250 a 300µm,
que a modo de racimos constituyen una especie de floculo de aire y
sólidos estable. Este tamaño es el ideal.
Figura 68: Separadores de hidrocarburos de Aguas del Mare Nostrum, S.L. (Toro Equipment, 2010)

84
La velocidad de flotación de las partículas de aire generadas, 40 a 60
µm, con un diferencial gravitatorio entre el agua y las partículas de 0,2
g/cm es de 1 m/h. Esto implica que la flotación ha de realizarse a una
carga superficial menor de 1,75m /m /h. El sistema tiene una carga
superficial equivalente a la mitad de la que su superficie útil desarrolla,
es decir: con idéntico rendimiento trata el doble de caudal que otro.
La instalación completa está compuesta por:
Predecantación.
Flotación y separación del aceite.
Almacenamiento del aceite.
3.3.2 SEPARADOR DE HIDROCARBUROS SHDC
Material adaptado a las especificaciones de la Norma DIN 1999.
Contenido residual < 5 mg/l de hidrocarburos. Separadores de
hidrocarburos con efecto coalescente lamelar caracterizado por una
gran capacidad de retención, asociado a una superficie activa muy
elevada.
Fabricado en acero S235JR y protegido, tras arenado SA 2.5 según
NFA 35551 por un revestimiento Epoxy poliéster polimerizado a 200
0C interior y exterior. Abertura total y ángulos hidráulicos. La cámara
de separación está equipada de una célula lamelar en polipropileno,
reja de protección y un obturador automático de flotación en acero
inoxidable con sellado precintado.
Tapa de fundición para el paso de vehículos ligeros. Como opción,
puede incorporar una alarma de nivel y un skymmer de recogida (Fig.
69).

85
Figura 69: Separadores de hidrocarburo SHDC (Toro Equipment, 2010)
Modelo SHDC03
Caudal
l/s
Superficie
m2
Volumen
hidrocarburo
Longitud
cm
Anchura
cm
Altura
cm
ø
Entr/Sal
cm
Peso
Kg
3 4,2 180 150 60 123,5 10
400
Tabla 2: Separadores de hidrocarburo modelo SHDC03 (Toro Equipment, 2010)
Modelo SHDC06
Caudal
l/s
Superficie
m2
Volumen
hidrocarburo
Longitud
cm
Anchura
cm
Altura
cm
ø
Entr/Sal
cm
Peso
Kg
6 8,5 320 180 100 123,5 15
500
Tabla 3: Separadores de hidrocarburo modelo SHDC06 (Toro Equipment, 2010)

86
3.3.3 SEPARADOR DE HIDROCARBUROS FSH
Este equipo separa contaminantes de grasas y aceites, combustible y
otros flotantes presentes en aguas residuales. En aplicaciones en
talleres automotrices y de maquinaría, garajes, estación de servicio
(gasolineras), estacionamientos, lava autos, aguas de refrigeración de
maquinarias, limpieza de tanques, barcos. Este tipo de aguas
residuales se caracterizan por la presencia de aceites y grasas
minerales en concentraciones desde los 100 y hasta los 500 ppm.
(Fig. 70)
Figura 70: Separador de hidrocarburos FSH (Toro Equipment, 2010)

4. ANÁLISIS DE
RESULTADOS

87
4. ANÁLISIS DE RESULTADOS
Una vez realizado el análisis de los separadores en general, y de
haberse efectuado la descripción metodológica del separador de
placas coalescentes particularmente, se procede al análisis de los
resultados, donde se hace un estudio comparativo, cualitativo y
cuantitativo entre el separador API y el separador de placas
coalescentes, para determinar cuál de los dos métodos sería más
factible para el tratamiento de aguas residuales de la terminal de
productos limpios Barbasquillo de EP PETROECUADOR.
4.1 SEPARACIÓN POR GRAVEDAD VS. PLACAS
COALESCENTES
En la actualidad existen dos tipos básicos de Separadores
Agua/Aceite (libre) en diferentes diseños, pero todos son derivados de
éstos dos tipos de diseño. El primero y el más antiguo de los dos es el
de gravedad o separación convencional, simple separación vía
gravedad (la diferencia de densidad entre dos líquidos inmiscibles
guía a uno de ellos a levantarse por encima del otro). Este diseño
cuando se hace apropiadamente proveerá una cierta longitud del
tanque, anchura y una profundidad que logra un punto de inmovilidad
para darle a los aceites tiempo para ascender.
Este diseño (también conocido como separador API) generalmente
provee una descarga de concentración de aceite de 100 ppm o
mayor, basado en un tamaño de gota de 150 micras.
El tipo de diseño del API se apoya en un gran volumen de agua. Esto
es correlativo al tamaño del tanque que puede ser 5 veces el tamaño
de un separador de placa coalescente (CPS) con la misma capacidad.

88
Los Separadores con diseño de placas coalescentes son conocidos
por muchos nombres:
Placa Paralela Interceptora (CPI= Corrugated Plate Interceptor), Placa
Corrugada (CPS= Corrugated Plate Separator). Sin embargo, el
concepto, la operación y el diseño generalmente son los mismos. El
concepto de coalescencia está basado en tener una gran área de
superficie de contacto. Mientras más área de superficie sea provista,
más eficiente el proceso de separación. Usando la media coalescente,
el tamaño del tanque es reducido y se logra rendimiento mayor que el
desarrollado por la separación de gravedad.
Este diseño provee una descarga de concentración de aceite de 10
ppm o menor cuando el tamaño de gota de aceite es de 20 ~ 30
micras.
En la siguiente tabla (Tabla 3) hacemos una comparación entre los
dos métodos en cuestión, mediante la descripción de los aspectos
más importantes de cada uno:
TABLA COMPARATIVA SEPARADOR API VS SEPARADOR DE PLACAS COALESCENTES
SEPARADOR API SEPARADOR DE PLACAS COALESCENTES
Un separador API es un separador diseñado por el Instituto Americano de Normas Petroleras "API" para separar el aceite del agua contaminada.
Un separador de placas coalescentes es un separador cuyo diseño está apegado a la normativa vigente dentro de la industria a requerirlo.
Este diseño provee una descarga de concentración de aceite de mayor o igual a 100 ppm en la fase acuosa, basado en un tamaño de gota de 150 micras.
Este diseño provee una descarga de concentración de aceite de menor o igual a 10 ppm en la fase acuosa, cuando el tamaño de gota de aceite es de 20 ~ 30 micras.

89
TABLA COMPARATIVA SEPARADOR API VS SEPARADOR DE PLACAS COALESCENTES
Es usado extensivamente en refinerías y muchas otras plantas industriales.
Es usado extensivamente en terminales de productos limpios y otras plantas industriales.
Hay normas tanto para unidades rectangulares como para circulares.
Hay normas tanto para unidades rectangulares como para circulares.
En general, este separador puede manejar volúmenes muy grandes.
Este separador puede manejar ratas de flujo muy grandes.
Sin embargo, su desventaja es el largo tiempo de retención requerido para la separación eficiente del aceite.
Su ventaja más importante es el corto tiempo de retención requerido para la separación eficiente del aceite, gracias a los platos coalescentes que aceleran la separación.
La eliminación de la mayor parte de los aceites libres de grasas y de las corrientes de la planta de aguas residuales reduce los problemas de sobrecarga y otros procesos de tratamiento de aguas abajo.
La sobrecarga e ineficiencia se puede producir debido a la presencia de hidrocarburos pesados que taponen los espacios entre las placas corrugadas disminuyendo su efecto coalescente.
Muy útil para tratar aguas contaminadas por el lavado de tanques, debido a su gran área de separación, por lo que se puede producir sedimentación.
Poco útil para tratar aguas contaminadas por el lavado de tanques, debido al poco espacio entre sus partes internas, por lo que se puede producir taponamiento.
Este diseño generalmente provee una descarga de concentración de aceite de 100 ppm o mayor, basado en un tamaño de gota de 150 micras.
Este diseño provee una descarga de concentración de aceite de 10 ppm o menor cuando el tamaño de gota de aceite es de 20 ~ 30 micras.
Los separadores API son la elección correcta para las aguas residuales de refinería en general, tanque de lavado, agua de sentina y de lastre, residuos de desalación, así como de aguas residuales pluviales de escorrentía.
Los separadores de placas coalescentes son la elección correcta para las aguas residuales de terminales de productos limpios en general, agua de sentina y de lastre, aguas grises, así como de aguas residuales pluviales de escorrentía.
Tabla 4: Tabla comparativa Separador API vs Separador de placas
coalescentes

90
4.2 PRINCIPIOS DE SEPARACIÓN QUE EMPLEA EL
SEPARADOR DE PLACAS COALESCENTES
El diseño está basado en la completa eliminación de glóbulos de
aceite con una cierta tasa de separación. La elección de la tasa de
separación, adoptada para el diseño, depende de la cantidad
presente de aceite finamente dispersado.
La solubilidad de los hidrocarburos en el agua es insignificante o muy
reducida y está en relación a la cantidad de átomos de carbono en la
molécula, además está relacionada con las configuraciones de la
molécula y aumenta con la temperatura. La solubilidad aumenta
considerablemente con menores pesos moleculares y los
hidrocarburos aromáticos son más solubles que los parafínicos con el
mismo número de carbonos.
En contraste con la reducida solubilidad mencionada anteriormente,
se puede dar un incremento considerable de la solubilidad si la fase
acuosa contiene una concentración bastante alta de materiales
superficialmente activos que son capaces de la disociación
electrolítica como por ejemplo Detergentes.
Esta propiedad se denomina solubilización y está relacionada con la
formación de micelas del material superficialmente activo. La micela
tiene una estructura interna coloidal, altamente solvatada, y el
aumento de solubilidad se puede considerar como un pasaje de
moléculas de hidrocarburos dentro y alrededor de la estructura
ordenada de la micela.
Así la solubilización es una propiedad de los electrolitos coloidales, es
un caso especial de solubilidad que se puede definir como un pasaje
de una sustancia insoluble a una solución de detergente.

91
La separación se realizará siempre que la velocidad de ascensión de
la gota de aceite o grasa a separar en el medio acuoso sea suficiente
para permitirla contactar con la capa de la fase aceite y se den las
condiciones de flujo laminar adecuadas.
Los factores que rigen esta velocidad de ascensión de la partícula o
gota de aceite vienen dados por la Ley de Stokes en flujo laminar y
estable:
– [7]
Siendo:
Vs: velocidad ascensional de la gota de aceite m/s
g: aceleración de la gravedad ( 9,81 m/s2 ).
μ: viscosidad del agua ( a 20ºC 0,001 Kg / m·s ).
φw: densidad específica del agua, Kg/m3.
φo: densidad específica del aceite, Kg/m3 .
D: diámetro de la gota de aceite, m.
Tabla 5: Tabla de factores que rigen la velocidad ascensional según el
diámetro de la gota de aceite

92
4.2.1 ÁREA EFECTIVA DE SEPARACIÓN
Se denomina “área efectiva horizontal de separación” al cociente
entre la capacidad del separador y la velocidad de desbordamiento
del fluido. Un separador correctamente diseñado eliminará de la
corriente del fluido entrante, todas las partículas con una velocidad de
elevación (o sedimentación) igual o mayor que la tasa de
desbordamiento a través del separador.
El Área efectiva de separación de un separador de placas onduladas,
vendrá dado por la longitud anchura y número de placas, así como el
ángulo de inclinación de las placas en el separador y el rendimiento
de éste (90%). La superficie necesaria para la separación será el
resultado de dividir el caudal de tratamiento entre la velocidad
ascensional.
4.2.2 COALESCENCIA
Como se puede deducir de la Ley de Stokes, para aumentar la
eficacia de la separación (aumentar Vs) sólo podremos aumentar el
diámetro de la gota (D). Los demás parámetros o son constantes o
vendrán determinados por las características inherentes al vertido. Un
aumento de D será además de gran importancia, por encontrarse este
término elevado al cuadrado.
Al plantearnos el aumentar el tamaño de las gotas vemos que sólo
podemos hacerlo formando gotas mayores por la unión de varias
pequeñas. Para conseguir esta unión ha de generarse la turbulencia
necesaria para que se provoque el mayor número de choques
posibles entre las gotas pequeñas y se unan para formar gotas
mayores.
93
El separador de placas coalescentes está equipado con un sistema
de lamelas para provocar flujos que activen el número de choques
entre las partículas, y lograr unirlas de forma rápida para separar así
partículas incluso de 20 μm.
Esta tecnología es la que nos permite garantizar concentraciones de
aceite libre menores de 5-10 ppm a la salida de nuestros equipos. El
flujo de agua a través de las lamelas es de tipo crossflow. En este tipo
de flujo el agua atraviesa el paquete de lamelas, colándose entre ellas
en dirección perpendicular al flujo ascendente de las partículas
flotadas y descendentes de los sólidos pesados.
Con el flujo en crossflow, se obtiene un aumento del rendimiento de
separación (comparado con el convencional flujo en counter current)
ya que en el paquete de lamelas el flujo es completamente laminar
excepto en la parte de la cresta de los corrugados, en la cual se
generan microturbulencias controladas.
La turbulencia hace que las partículas aire/sólido choquen formando
conglomerados con un diámetro de 250 a 300 μm, que a modo de
racimos constituyen una especie de flóculo de aire y sólidos estable.
Este tamaño es el ideal.
La velocidad de flotación de las partículas de aire generadas, 40 a 60
μm, con un diferencial gravitatorio entre el agua y las partículas de 0,2
g/cm2 es de 1 m/h. Esto implica que la flotación ha de realizarse a
una carga superficial menor de 1,75 / /h.
El sistema tiene una carga superficial equivalente a la mitad de la que
su superficie útil desarrolla, es decir: con idéntico rendimiento trata el
doble de caudal que otro.

94
4.3 CRITERIOS BÁSICOS PARA SELECCIONAR EL TIPO DE
SEPARADOR DE HIDROCARBUROS
Los criterios básicos a la hora de seleccionar un Separador de
Hidrocarburos son dos:
Caudal
Composición de las aguas
El parámetro principal que se ha de tener en cuenta es el caudal de
vertido. Este podrá evaluarse por distintos métodos. Básicamente
habrán de tenerse en cuenta los consumos de agua de
abastecimiento, los vertidos de pluviales, máquinas o puntos de
vertido significativos, aguas de refrigeración...
4.3.1 EJEMPLO DE CÁLCULO PARA LA SELECCIÓN DEL MODELO
Tabla 6: Ejemplo de cálculo de selección del tipo de separador de hidrocarburo
Terminal de productos limpios cuenta con 600 m2 de superficie de
instalaciones y 400 m2 de patios exteriores. Dispone de área de
tanques de almacenamiento y patio de despacho de combustible.
Las aguas de cubiertas están unificadas con el resto del
alcantarillado.

95
Considerando que el aceite y partículas a separar son de densidad
estándar (95% > 100 μm) y el límite a cumplir es de 25 ppm, el
separador a colocar habrá de tener una superficie total de:
Considerando que el aceite y partículas a separar son de densidad
estándar (95% > 60 μm) y el límite a cumplir es de 25 ppm, el
separador a colocar habrá de tener una superficie total de:
Habrá que tener en cuenta que aproximadamente un 60% del caudal
total corresponderá a aguas pluviales, pudiendo por lo tanto
establecer que un 95% de partículas poseerán una densidad mayor
de 100 μm, con lo cual la elección más correcta sería un FSH 5 según
la tabla 8 de especificaciones del fabricante. La composición del agua
residual es pues fundamental para saber qué equipo escoger, si bien
en contadas ocasiones podremos conocer esto. De forma orientativa
se podrán englobar las composiciones de los aceites según tres tipos
de casos (Tabla 7):
Tabla 7: Concentración del aceite según el tamaño de la gota de aceite y el % en peso
(Toro Equipment, 2010)

96
A: Agua de lluvia procedente de la escorrentía del terminal.
B: Agua procedente de limpieza del patio de despacho.
C: Agua procedente de lavado de tanques sin sedimentos.
Tabla 8: Especificaciones según el modelo de separadores FSH
(Toro Equipment, 2010)
La capacidad media de trabajo se ha calculado como la máxima para
una separación del 100% de gotas mayores de 100 μm de aceite de
densidad menor de 850 kg/m3 en agua a 20º C (Vs: 2,94 m/h). Para
obtener salidas de menos de 10 ppm de aceite libre de estas
características.

97
4.4 DESCRIPCIÓN DEL DISEÑO DEL SEPARADOR DE
PLACAS COALESCENTES
Los separadores petróleo/agua en su mayoría están fabricados con
PRFV. Tienen dispositivos en sus cámaras, designados para remover
los hidrocarburos de las aguas provenientes de las escorrentías
particularmente.
Los separadores de placas coalescentes en su diseño incluyen una
serie de placas inclinadas ubicadas de forma paralela una de otra,
para fomentar la separación de los materiales de diferentes
densidades.
Los platos usualmente son hechos de fibra de vidrio o polipropileno y
son cerradamente espaciados para mejorar las condiciones
hidráulicas dentro del separador y promover a la eliminación del
hidrocarburo.
Figura 71: Partes principales del separador de placas coalescentes (IDEQ, 2005)

98
En la Figura 71 podemos observar las partes principales del
separador de placas coalescentes, como son:
Entrada y salida del agua
Salida del aceite
Placa modificadora de fujo
Pacas coalescentes
Carcaza o cuerpo del separador
4.4.1 LIMITACIONES
Las limitaciones para este tipo de separador y en general para todos
los separadores que utilizan el principio de la coalescencia, son las
siguientes:
Área de drenaje: 1ac
Profundidad mínima de lecho de roca: 8ft
tipo de suelo NRCS: A,B,C
Control de flujo de drenaje: no
Pendiente máxima: 15%
Capa freática mínima: 8ft
congelación/descongelación: libre
4.4.2 CAMARAS DEL SEPARADOR
Al igual que el separador API, el separador de placas coalescentes
está dividido por cámaras. Las cámaras principales son:
1) Cámara de rebose
2) Cámara de Flotación y Separación de Grasas
3) Cámara de Recogida

99
1) El caudal de entrada se canaliza hacia un flujo laminar gracias a un
vertedero especial dispuesto a promover tal efecto, haciendo pasar el
efluente por el paquete de lamelas coalescedoras.
2) En la cámara de flotación y separación están colocados el paquete de
lamelas coalescedoras, el canal de recogida y evacuación de grasas,
es accionada y regulada mediante dos volantes para ajustar el nivel
en el flotador y la recogida de la capa de aceites en la cámara
anterior. En esta cámara se realiza la separación de las dos fases:
fase agua y fase aceite.
3) El agua ya tratada cae a un vertedero hasta la cámara de recogida,
de donde se evacua mediante tubería.
En la parte inferior del flotador existe una válvula de purga para la
eliminación de pequeños sólidos decantados y para vaciado del
depósito (Fig. 72)
Figura 72: Separador de hidrocarburos FSH-2 (Toro Equipment, 2010)

100
En la figura 73 podemos apreciar la cara frontal y lateral del flotador
separador de hidrocarburos FSH-2 para el mejor entendimiento de las la
ubicación de las cámaras anteriormente mencionadas.
Figura 73: Cara frontal y lateral del flotador separador de hidrocarburos FSH-2
(Toro Equipment, 2010)
4.4.3 DISEÑO TENTATIVO DEL SEPARADOR DE PLACAS
COALESCENTES
Después de haber entendido el funcionamiento, principio,
características, aplicaciones y limitaciones del separador de placas
coalescentes, se procede a mostrar un diseño tentativo de este tipo
de separador (Fig. 74), para buscar reemplazar la piscina API del
terminal de productos limpios Barbasquillo de EP PETROECUADOR,
una vez conocido empíricamente que el caudal de aguas lluvias para
esta terminal es de 10m3/hora, por lo que este modelo se ajusta.
De igual manera en el ANEXO II tenemos la data sheet del Separador
de placas coalescentes implementado en la terminal de productos
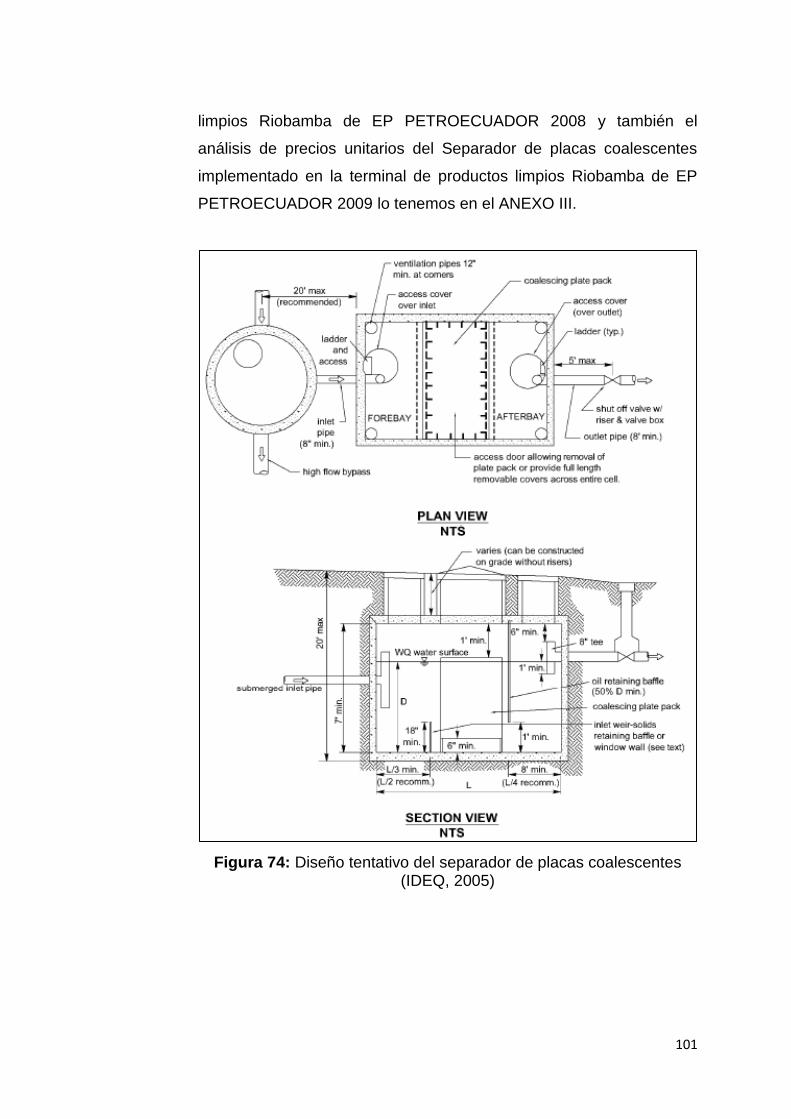
101
limpios Riobamba de EP PETROECUADOR 2008 y también el
análisis de precios unitarios del Separador de placas coalescentes
implementado en la terminal de productos limpios Riobamba de EP
PETROECUADOR 2009 lo tenemos en el ANEXO III.
Figura 74: Diseño tentativo del separador de placas coalescentes (IDEQ, 2005)

5. CONCLUSIONES Y
RECOMENDACIONES

102
5. CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
Una vez realizado el análisis y recopilación de datos en cuanto a
separadores, podemos concluir el presente trabajo investigativo
deduciendo que el mejor método para tener una mayor eficiencia y
menor impacto ambiental en el tratamiento de aguas residuales y/o
contaminadas por derivados de petróleo presentes en el terminal de
productos limpios Barbasquillo de EP PETROECUADOR, es el
separador de placas coalescentes, por el hecho de que produce una
evaporación mínima puesto que su proceso es más rápido y eficiente
en comparación a la piscina API que necesita de mucho tiempo de
residencia, lo que provoca la evaporación de los hidrocarburos cuyos
gases afectan al personal y la biodiversidad existente en el lugar.
Aunque el separador de placas coalescentes tenga una gran ventaja
sobre la piscina API en cuanto a la eficiencia y velocidad de
separación, éste pierde eficiencia cuando existe la presencia de
sedimentos o hidrocarburos pesados inmersos en las aguas a tratar,
puesto que el espacio entre las placas coalescentes es corto y esto
puede provocar taponamiento como ya se dio el caso en la terminal
de productos limpios de Riobamba, donde la causa de este
taponamiento fue la previa limpieza de tanques de almacenamiento,
cuyas aguas fueron dirigidas al separador. En el anexo 1 tenemos las
fotos de la limpieza de las placas por lo sucedido en la terminal de
Riobamba.
De acuerdo a los resultados se observa que existen diferentes
factores que inciden en su instalación, tales como gasto másico de
entrada, tamaño de la gota de aceite y separador, posición y diseño
de placas modificadoras de flujo las cuales limitan su eficiencia en la

103
separación del agua del aceite. El diseño de la placa modificadora
está orientado al flujo, aunque en cierta forma favorece a la
separación, ya que genera un alto porcentaje de agua pura, que está
acorde al diámetro y ángulo de los orificios de la placa y a mayor
número de placas mayor es la eficiencia, con respecto al separador.
En cada punto de vertido la normativa vigente, dispuesta por el
ministerio del ambiente, varía las prescripciones en cuanto a la
cantidad de aceites y grasas que se pueden verter. Como dato
orientativo, en los casos menos estrictos se permiten hasta 100 ppm
(vertidos a alcantarillados municipales); en vertidos a cuencas
hidrográficas, según el nivel oscila entre 40 y 20 ppm. Cuando exista
un tratamiento biológico posterior se deberá verter en concentraciones
menores de 25 ppm. Lo que nos lleva a concluir que para cualquiera
de los casos la mejor respuesta en el tratamiento de aguas
contaminadas con hidrocarburo es el separador de placas
coalescente.

104
5.2 RECOMENDACIONES
En base al amplio estudio realizado durante el desarrollo de este
trabajo, en cuanto al diseño del separador de placas coalescentes,
una buena recomendación seria realizar orificios de mayor diámetro y
disminuir el ángulo de orientación de las placas modificadoras de flujo,
con la finalidad de dar un comportamiento de volumen en pistón para
evitar arrastre de aceite en la salida de agua y por ende obtener una
mejor eficiencia de la separación.
Si el aceite a separar tiene una densidad entre 850 - 950 kg/m3,
recomiendo escoger el tamaño preciso del separador, teniendo en
cuenta que la velocidad ascensional de la gota de aceite obtenida de
la aplicación de la fórmula antes señalada [7], será mayor que la
carga de trabajo para que se produzca la separación. En general
podemos considerar que el tamaño del separador será:
850 kg/m3 SIMPLE
Entre 850 y 900 kg/m3 DOBLE
Entre 900 y 950 kg/m3 TRIPLE
Para densidades mayores de 950 kg/m3, no es recomendable este
método, como ya se comprobó en el terminal de productos limpios de
Riobabma (ANEXO I). Por lo que recomiendo, sea necesario recurrir a
la flotación por aire disuelto.

BIBLIOGRAFÍA

105
BIBLIOGRAFÍA
Calle, L. A., (2004). Química y Características del Petróleo y
Productos Básicos. Quito. Institucional Universidad Central.
IDEQ, (2005). Oil/Water Separator. Texas: Storm Water Best
Management Practices Catalog, Institucional IDEQ.
Cengel, Cimbala, (2006). Mecánica de Fluidos. México: Mc Graw Hill.
Rafael Torres Robles, J. Javier Castro Arellano, (2002). Análisis y
Simulación de procesos de refinación del petróleo. Mexico, DF:
Alfaomega.
Carla López, (2010). Facilidades de Superficie. :Institucional
Universidad del Zulia
American Petroleum Institute (1990). Design and Operation of Oil-
Water Separators, Washington, D.C: Institucional American Petroleum
Institute.
Eduardo A. Aguirre, (2009). Facilidades de superficie en la industria
petrolera. Caracas: Institucional PDVSA.
Smith Vernon H. (2001). Oil and Gas Separators. Houston: Meriand
Corp.
Ken Arnold, Maurice I. Stewart, Jr. (1999). Diseñando sistemas de
producción de petróleo y gas, como escoger el tamaño y seleccionar
separadores de dos fases. Houston: Institucional Paragon
Engineering Services, Inc.
Kirby S. Mohr, (2010). How Oil-Water Separators Work and How to
Use Them. Washington, D.C: institucional Mohr Separations
Research, Inc
Woodruff John, (1968). Crude Oil Tanks: Construction, Strapping,
Gauging and Maintenance. Texas: API Manual of The University of
Texas at Austin.
106
Fernando Becerra Salamanca, (2008). Facilidades de producción en
campos petroleros. Bogotá: Institucional Petrogroup training &
consulting company.
Efraín E. Barberii, (1998). El pozo ilustrado. Caracas: FONCIED.
Chabra, R. P. (1999). Non-Newtonian flow: fundamentals and
engineering applications. Boston: Butterworth-Heinemann.
Claudio Mataix, (2004). Mecánica de Fluidos y Máquinas Hidráulicas.
México: Alfaomega.
Frank M. White, (2004). Mecánica de Fluidos. México: McGraw-Hill.
Irving Herman Shames, (2003). Mechanics of fluids. Boston: McGraw-
Hill.
Robert L. Mott, (2006). Mecánica de Fluidos Aplicada. México:
Prentice-Hall.
Robert W. Fox, (2003). Introduction to Fluid Mechanics. Houston:
John Wiley & Sons.
Silva, J. (2009). Tratamiento y Procesamiento del Gas Natural. La
Paz: Uvirtual.
Wuithier, P. (1971). El Petróleo: Refino y Tratamiento Químico.
Francia: Publicaciones del Instituto Francés del Petróleo.
Lanfranchi, E. Producción y Transporte de Crudos Pesados. Editorial
Institucional PDVSA.
J.P. Wauquier, (2002). El Refíno del Petróleo. Mexico: Díaz de Santo.
GLOSARIO

107
GLOSARIO
API: American Petroleum Institute
Batch: lote. Proceso batch: proceso en lotes, en etapas.
Switch: interruptor.
Set: punto de ajuste.
Blanketing: inertización.
NRCS: (Natural Resources Conservation Service), Servicio de Conservación
de Recursos Naturales.
Rangeability: relación entre el caudal máximo y el mínimo a medir.
Low flow cut-off: el medidor no transmite valores de caudal cercanos al
cero.
Housing: cubierta protectora.
P.D. Meter: caudalímetro de desplazamiento positivo.
Oil: petróleo.
Water cut: corte de agua.
Escorrentía: La escorrentía es un término geológico de la hidrología, que
hace referencia a la lámina de agua que circula sobre la superficie en una
cuenca de drenaje, es decir la altura en milímetros del agua de lluvia
escurrida y extendida.
Sentina: Es el espacio en la parte más baja de la sala de máquinas, justo
por encima de los doblefondos.
Aguas de lastre: Las aguas de lastre (en inglés: ballast water) son
empleadas en navegación marítima para procurar la estabilidad de un
buque.
Aguas arriba (Upstream): Se utiliza para indicar a los procesos que ocurre
previos al proceso de estudio y que de alguna manera influyen en el o lo
"alimentan".
Aguas abajo (Downstream): Se utiliza para indicar a los procesos
posteriores al proceso de estudio y que de alguna manera se van a ver
influenciados o "alimentados" por este.

108
Micela: Se denomina micela al conjunto de moléculas que constituye una de
las fases de los coloides. Es el mecanismo por el cual el jabón solubiliza las
moléculas insolubles en agua, como las grasas.
LNAPL: (líquido en fase no acuosa luz) Contaminación de aguas
subterráneas, no son solubles y tienen una densidad menor que el agua.
Una vez que se infiltra a través del suelo, se detendrá a la altura de la capa
freática.
DNAPL: (líquido en fase no acuosa densa) Líquido un tanto más denso que
el agua y es inmiscible o no se disuelve en el agua. Tienden a undirse por
debajo del nivel freático cuando se derraman en cantidades significativas y
solo se detienen cuando alcanzan roca impermeable.
Combustible: Sustancia que reacciona con el O2 del aire. La reacción
permite transformar la energía asociada a la estructura molecular de los
reactantes en energía térmica que soporta a los productos.
Gravedad específica: La relación del peso de una unidad de volumen de
una sustancia de referencia, ambas a las mismas condiciones físicas
especificadas.
Productos limpios: Son derivados del petróleo resultado de un proceso de
destilación, con características diferentes tales como: Gasolinas, Diesel 2,
Diesel 1, Jet A 1, Naftas bases etc.
Concentración: Relación entre la cantidad de algo en un medio. Cantidad
de sustancia disuelta o contenida en una cantidad dada de otra sustancia.
Contaminantes: Toda la materia o sustancia, sus combinaciones o
compuestos, los derribados químicos o biológicos, así como toda forma de
energía, radiaciones ionizantes, vibraciones, ruido, olor: que al incorporarse
o actuar en la atmosfera, agua, suelo, flora, fauna o cualquier elemento
ambiental; alteran o modifican su composición y/o afecten a la salud
humana.
Disolución: Desunión o separación de las partículas de un cuerpo sólido o
espeso por medio de un líquido, hasta lograr una mezcla homogénea.
Nivel freático: Nivel al que llega la zona de saturación del suelo por ele
agua.

109
Sedimentos: Depósito o acumulación de materiales arrastrados
mecánicamente por las aguas o el viento.
Solubilidad: Es la cantidad (masa) de sal sólida máxima que se puede
disolver en un volumen de solvente a una temperatura determinada. Cuando
se disuelve un sólido o liquido las unidades estructurales (iones o moléculas)
se separan una de otra y el espacio entre ellas es ocupado por una molécula
del solvente.
Tensoactivo: Son sustancias que influyen por medio de la tensión
superficial en la superficie de contacto entre dos fases.
Tóxicos: Designa y califica a todos aquellos elementos o sustancias que
resulten nocivos y dañinos para algún tipo de organismo, por lo general se lo
utiliza en referencia al ser humano aunque la mayoría de ellos suelen ser tan
dañinos para él como para los animales, plantas y cualquier otro ser vivo.
TPH: Total de hidrocarburos de petróleo, contenidos en un medio, (solubles
o recuperables en ciertos solventes).
PRFV: Plástico Reforsado con Fibra de Vidrio.

ANEXOS

110
ANEXO I
Separador de placas coalescentes taponado debido a fluidos
vertidos por limpieza de tanques en la terminal de productos
limpios Riobamba de EP PETROECUADOR.

111
ANEXO II
Data sheet del Separador de placas coalescentes
implementado en la terminal de productos limpios Riobamba
de EP PETROECUADOR 2008.

112
ANEXO III
Análisis de precios unitarios del Separador de placas
coalescentes implementado en la terminal de productos
limpios Riobamba de EP PETROECUADOR 2009.