universidad nacional experimental de … · estandarizacion de las variables fisicas del sistema de...
TRANSCRIPT

UNIVERSIDAD NACIONAL EXPERIMENTAL DE GUAYANA
VICERRECTORADO ACADÉMICO
COORDINACIÓN DE PASANTÍA
PROYECTO DE CARRERA: INGENIERIA INDUSTRIAL
ESTANDARIZACION DE LAS VARIABLES FISICAS DEL SISTEMA DE
ENFRIAMIENTO DE LAS CAJAS DE AGUA, EN EL TREN DE
ALAMBRÓN DE LA SIDERURGICA DEL ORINOCO.
AUTOR:
Tsu. DIAZ MORENO FRANK ALEXANDER
C.I.: 17.632.187
CIUDAD GUAYANA, JULIO DEL 2011

UNIVERSIDAD NACIONAL EXPERIMENTAL DE GUAYANA
VICERRECTORADO ACADÉMICO
COORDINACIÓN DE PASANTÍA
PROYECTO DE CARRERA: INGENIERIA INDUSTRIAL
ESTANDARIZACION DE LAS VARIABLES FISICAS DEL SISTEMA DE
ENFRIAMIENTO DE LAS CAJAS DE AGUA, EN EL TREN DE
ALAMBRÓN DE LA SIDERURGICA DEL ORINOCO.
TUTOR ACADÉMICO TUTOR INDUSTRIAL
ING. LILIAN CASTILLO ING. AMILCAR SUAREZ
CIUDAD GUAYANA, JULIO DEL 2011

UNIVERSIDAD NACIONAL EXPERIMENTAL DE GUAYANA
VICERRECTORADO ACADÉMICO
COORDINACIÓN DE PASANTÍA
PROYECTO DE CARRERA: INGENIERIA INDUSTRIAL
ACTA DE APROBACIÓN
Quienes suscriben, tutores evaluadores designados por la Universidad Nacional
Experimental de Guayana y la Empresa Sidor, para examinar el proyecto de pasantía
presentada por el bachiller DIAZ MORENO FRANK ALEXANDER, portador de
la Cédula de Identidad V-17.632.187, titulado:
ESTANDARIZACION DE LAS VARIABLES FISICAS DEL SISTEMA DE
ENFRIAMIENTO DE LAS CAJAS DE AGUA, EN EL TREN DE
ALAMBRÓN DE LA SIDERURGICA DEL ORINOCO.; para optar al título de
Ingeniero Industrial, consideramos que el mismo cumple con los requisitos exigidos
por los reglamentos vigentes por lo que se confiere su aprobación.
En ciudad Guayana a los Quince Días del Mes de Julio del Año 2011.
TUTOR ACADÉMICO TUTOR INDUSTRIAL
ING. LILIAN CASTILLO ING. AMILCAR SUAREZ

GERENCIA DE BARRAS Y ALAMBRON
2
UNIVERSIDAD NACIONAL EXPERIMENTAL DE GUAYANA
VICERRECTORADO ACADÉMICO
COORDINACIÓN DE PASANTÍA
PROYECTO DE CARRERA: INGENIERIA INDUSTRIAL
ESTANDARIZACION DE LAS VARIABLES FISICAS DEL SISTEMA DE
ENFRIAMIENTO DE LAS CAJAS DE AGUA, EN EL TREN DE
ALAMBRÓN DE LA SIDERURGICA DEL ORINOCO.
Autor: Frank Alexander Díaz Moreno
Tutor Académico: ING. LILIAN CASTILLO
Tutor Industrial: Ing. Amílcar Suárez
RESUMEN
GERENCIA DE BARRAS Y ALAMBRON
3
DEDICATORIA
A mi gran familia que es mi madre, Carmen Yadira de Díaz; a mi padre,
Francisco Díaz; a mi hermana Jenifer Díaz; a mi sobrino, Sergio Alexander
Lozano, y a mi adorado hijo Santiago Alexander; por su gran amor, comprensión,
paciencia y sacrificios. Los Quiero Mucho.
A mi Tía Cecilia Díaz, quien me dio su estimulo para seguir adelante; y sabios
consejos en momentos difíciles. Te Quiero Mucho
A mi Abuela Placida, por su cariño y fortaleza a cumplir mis metas.
A mi Novia Isabel Zuleta, por haber estado conmigo en todo momento
apoyándome, y construyendo nuestro futuro. Te Quiero Mucho.
A mis amigos, por estar en todos los momentos buenos y malos de mi vida. Y por
brindarme su amistad incondicional, Nixon y Héctor.
A toda mi familia por que de una u otra forma me han dado entusiasmo a lo largo
de mi carrera.
A todos mis compañeros de pasantía por su apoyo prestado y su amistad (Paola
Gómez, Oscar Bonalde y Greysmar Lira)
A todos los operadores de las diferentes cuadrillas que desarrollan su trabajo en el
pulpito 4, gracias por su colaboración y ayuda.
Al tutor Industrial por su orientación y ayuda prestada para la realización de mi
trabajo (Ing. Amílcar Suarez).
Y a todos los trabajadores que conforman el departamento de procesos por su
aporte y ayuda prestada.

GERENCIA DE BARRAS Y ALAMBRON
4
AGRADECIMIENTO
A mi Padre y a mi Madre, quienes siempre me han apoyado, guiado y fortalecido
en mis debilidades.
A Dios, que siempre me a guiado por el camino correcto en todos los momentos
de mi vida y me ha dado esa paciencia y la fortaleza para cumplir mis objetivos.
A la universidad Nacional Experimental de Guayana por brindarme la formación
académica necesaria para el logro de mis metas.
Al ING. Lilian Castillo, Tutor académico, por su orientación en el desarrollo del
proyecto y formación de mi carrera.
Al Ing. Industrial Amílcar Suárez, Tutor Industrial, por guiarme, aclarar mis
dudas en momentos de confusión y brindarme su apoyo en todo momento.
A todo el personal que labora en la Gerencia de Barras y Alambrón por la gran
oportunidad que me brindo de estar en la empresa y por su gran apoyo en la
realización de mi meta.
A todos mis compañeros de pasantías, por brindarme su ayuda y su apoyo en la
realización del proyecto.
A todos los trabajadores (Mujeres y Hombres) de la contratista del área de Barras
y alambrón, a los Supervisores, jefes de departamento y al superintendente por su
valiosa colaboración para poder realizar este estudio.
A todas aquellas personas que de alguna u otra forma me ayudaron en la
culminación de esta meta.
A todos muchas
Gracias.

GERENCIA DE BARRAS Y ALAMBRON
5
INDICE
INTRODUCCION ............................................................................................. 6

GERENCIA DE BARRAS Y ALAMBRON
6
INTRODUCCION
La Siderúrgica del Orinoco (SIDOR) C.A. es la siderúrgica más importante
de Venezuela y de la región Andina; se dedica a la fabricación de productos de
acero, desde pellas hasta productos finales planos (láminas en caliente, láminas
en frío, y recubiertos) y largos (barras y alambrón) para satisfacer en cantidad,
variedad y calidad, las necesidades de los principales sectores de la economía
nacional e internacional.
Este informe se enfoca en la estandarización de las variables físicas del
sistema de enfriamiento de las cajas de agua, en el tren de alambrón de la
siderúrgica del Orinoco.
A continuación se presenta detalladamente cada uno de los pasos y procesos
que se llevaron a cabo para realizar la estandarización de las variables físicas así
como también del estudio metalografico realizado para visualizar el impacto del
estado de las cajas de agua que tienen sobre el alambrón de alto carbono
procesado en el tren de alambrón.
Por último se visualizan las inspecciones realizadas en las 2 líneas de
laminación sobre las cajas de agua con la finalidad de obtener un mejor estado de
ellas y así de esta manera poder garantizar un mejor resultado al momento de
realizar el estudio.

GERENCIA DE BARRAS Y ALAMBRON
7
CAPITULO I
EL PROBLEMA
PLANTEAMIENTO DEL PROBLEMA.
SIDOR desarrolla dos grandes procesos, los primarios que tienen la
finalidad de darle al mineral de hierro las características que lo convertirán en
acero de buena calidad y los procesos de fabricación, cuyo objetivo es darle al
acero las dimensiones y formas físicas requeridas.

GERENCIA DE BARRAS Y ALAMBRON
8
La Gerencia de Procesos de Barras y Alambrón de la Empresa Siderúrgica
del Orinoco SIDOR, tiene como misión fundamental producir y despachar Barras
y Alambrón de manera eficiente, competitiva y rentable, aplicando de manera
efectiva los Principios de la Calidad total en sus procesos y de igual manera en sus
productos. Esta está conformada de la siguiente manera:
Tres unidades operativas:
Superintendencia de Laminación en Alambrón.
Superintendencia de Laminación en Barras.
Superintendencia de Tornería y Servicios
Una unidad de Staff:
Departamento de Ingeniería de Procesos.
Departamento de Control de Gestión.
Y Complejo Productos Largos:
Tren Laminador de Barras.
Tren Laminador de Alambrón.
Un tren de laminación de alambre o tren de alambrón, es un complejo de
instalación de la industria siderúrgica, que permite mediante un proceso de
laminación en caliente, la obtención de acero en forma de barras de sección
ovalada o cilíndrica en general, que suelen ser enrolladas en forma de bobinas
para su posterior almacenamiento y expedición.
La fabricación de Alambrón se inicia mediante una serie de etapas o
procedimientos que van desde la carga de las palanquillas hasta el empaquetado

GERENCIA DE BARRAS Y ALAMBRON
9
de rollos. Al final del tren terminador, el alambrón es sometido a un enfriamiento
forzado, pasando a través de cajas de enfriamiento con agua, para obtener así las
propiedades mecánicas requeridas. El agua se agrega a alta presión contra la
superficie del alambrón, removiendo de ésta manera los residuos calcáreos. El
rollo es detenido en éste sector y se le despunta varias espiras del inicio y final del
rollo.
Las cajas de agua es uno de los ejes fundamentales para el sistema
operativo de cada línea de laminación del alambrón y esta cuenta con 2 secciones
que por medio de las líneas 1 y 2, una llamada “zona de compensación del
alambrón” instaladas entre el bloque acabador y el aparato de colocación y
formación de las espiras del alambrón, y el llamado “tiempo de permanencia” del
alambrón en las cajas de agua corresponde aproximadamente 1 segundo, estos
conjuntos efectúan la refrigeración del alambrón de acuerdo con la temperatura de
formación de las espiras.
El sistema de aplicación de agua a través de toberas en las cajas de
enfriamiento depende de una serie de válvulas de 3 vías que son controlados a
través de un sistema neumático y eléctrico, a fin de garantizar la aplicación de
agua en el momento justo que pasa el alambrón por esta zona, para regular la
temperatura del caudal aplicado a la barra alcanzada que va desde 1100°C a
720°C por medio del enfriamiento primario.
Es necesario hacer una evaluación en las condiciones actuales de los
equipos críticos de enfriamiento de las cajas de agua para mejorar el sistema de
control y monitoreo actual de los equipos críticos de enfriamiento, adicionalmente
para garantizar la confiabilidad de los equipos se requiere su plan de
normalización y mantenibilidad de los mismos (de las tuberías, equipos,

GERENCIA DE BARRAS Y ALAMBRON
10
caballetes, válvulas, bombas, sistemas neumáticos), por otro lado los equipos
industriales y móviles de las cajas de agua, cuentan con información técnica del
fabricante o proveedor, sin embargo dicha información técnica no está
contemplado en un sitio específico, que se pueda emplear para tomar decisiones
en la ejecución del proceso de mantenimiento, al momento de comprar repuestos,
hacer reparaciones, modificaciones o adaptaciones al modelo original.
Desde el punto de vista de control es necesario incorporar sensores que
emitan una medida de presión exactas, y con flujómetros en cada válvula para
incorporar una filosofía de control, en el caudal en vez de la presión y de esta
manera minimizar la variación de enfriamiento en una misma barra, de igual
manera determinar si las válvulas abrieron o no automáticamente y cuantas
válvulas están activas y cuantas pierden la señal de control, todo ello implica las
mejoras y monitoreo de control del sistema.
Hoy día no se controla directamente el caudal si no la presión aplicada en
cada línea y no se cuenta con un control en las válvulas cuyos actuadores están
expuestos a la intemperie y a las vibraciones. Esta nos indicará con exactitud una
medida de presión y como un medidor de caudal nos ayudará a determinar con el
setpoint “que es punto de control de la válvula”, e instrumentos adecuados cuánta
agua está llegando a las líneas 1 y 2, porque tenemos variación de enfriamiento,
qué válvulas abrieron automáticamente o no, cuando las válvulas de control
pierden señal, y realizar la automatización de los elementos de las cajas de agua.
Debido a las exigencias de producción es necesario contar con equipos que
presten altos índices de confiabilidad, disponibilidad y bajos costos en el
mantenimiento, siendo el mantenimiento preventivo la condición pilar para que
esto se cumpla. De acuerdo con estas condiciones este estudio se enfocara en la

GERENCIA DE BARRAS Y ALAMBRON
11
estandarización de las variables físicas del sistema de enfriamiento de las cajas de
agua en el tren de alambrón, con la finalidad de disminuir los defectos en el
alambrón como son la presencia de burbujas y oxidación. Y de esta forma mejorar
la calidad del producto.
El departamento de mantenimiento se encarga de garantizar la planificación,
programación, ejecución y control de las actividades de mantenimiento mecánico
y eléctrico para asegurar el funcionamiento óptimo de los equipos según las
condiciones operativas establecidas para satisfacer las necesidades del cliente en
calidad, cantidad y oportunidad, en un clima de armonía laboral y cumpliendo las
normas de salud y seguridad laboral.
En vista de lo planteado anteriormente se requiere realizar una investigación
para responder las siguientes interrogantes:
¿De qué manera se puede determinar Q (flujo) y P (presión) optima para obtener
una disminución de la temperatura en el formador de espiras y aumentar el
esfuerzo del producto por línea según el tipo de acero y el diámetro a laminar?
¿Determinar aporte del Q (flujo) para cada válvula individual de tres (3) vías en
posición abierta y cerrada?
¿Determinar ΔP (variación) al cerrar todas las válvulas de una sección en cada
línea sin regular la presión y regulando la presión a diferente setpoint?

GERENCIA DE BARRAS Y ALAMBRON
12
¿En qué proporción se identifica las causas, y efectos más probables por el
sistema de enfriamiento de las cajas de agua?
¿Por qué se establece las mejoras del sistema de enfriamiento de las cajas de agua
del tren de alambrón? De continuar y no controlarse esta situación aumenta la
cantidad de productos defectuosos y pérdidas de tiempo de laminación.
OBJETIVOS
Objetivo General.
Estandarización de las variables físicas del sistema de enfriamiento de las cajas
de agua, en el tren de alambrón en la siderúrgica del Orinoco.
Objetivos Específicos.
Identificación de las variables del sistema de enfriamiento de las cajas de
agua, en el tren de alambrón de la siderúrgica del Orinoco.
Diagnostico de las condiciones de los componentes del sistema de
enfriamiento de las cajas de agua en el tren de alambrón.

GERENCIA DE BARRAS Y ALAMBRON
13
Recolección de la información de las practicas operativas de las variables
presión – caudal, caja de agua y las propiedades aceptables para cada tipo de
acero.
Realización del muestreo de las condiciones actuales de las variables por
tipo de acero y de cuadrilla, así como de las propiedades obtenidas.
Aplicación matricial de caudal – presión – válvula, en cada tipo de acero,
para determinar rango de operación.
Determinación del impacto individual, por posición de cada válvula y
número de válvula abierta o cerrada en cada línea de laminación.
Determinación de las variaciones de la micro-estructura del material al
variar la presión y el caudal.
Justificación.
Este informe está dirigida a la estandarización de las variables físicas del
sistema de enfriamiento de las cajas de agua en el tren de alambrón, debido a que
estas no cuentan con un sistema o equipo que nos indique cuanto es el caudal de
agua que está pasando por el sistema de enfriamiento, que nos facilite la toma de
decisión más adecuada y correcta a la hora de laminar un tipo de acero. Y asi de
esta manera lograr su temperatura y especificaciones necesarias. A demás, servirá
para enfocar los principales esfuerzos del departamento en la solución de los
problemas críticos y evitar diluirse en los problemas más irrelevantes del día a día,
lo que conllevará a obtener el mayor rendimiento de los recursos.

GERENCIA DE BARRAS Y ALAMBRON
14
Alcance
El desarrollo de este proyecto, se realizó en el área de barras y alambrón
específicamente en el tren de alambrón de las cajas de aguas de las líneas 1 y 2.
En donde se encuentran todas las herramientas, personal, y equipos necesarios,
para evaluar las condiciones actuales de los equipos críticos de enfriamiento. Este
departamento se encarga de la refrigeración del alambrón de acuerdo con la
temperatura, que a través de las cajas de enfriamiento dispuestas en series
permiten disminuir la temperatura del material desde 1100°C a 720°C por medio
del enfriamiento primario para la formación de las espiras, y así establecer las
mejoras y automatización que se pueden realizar en el sistema de enfriamiento, lo
que permitirá determinar cuánto es la cantidad de flujo de agua más adecuado que
debe pasa por el sistema de enfriamiento.
CAPITULO II
MARCO TEORICO
Empresa
Descripción de la Empresa

GERENCIA DE BARRAS Y ALAMBRON
15
La siderúrgica del Orinoco C.A. Es un complejo siderúrgico venezolano,
considerado durante los últimos 10 años la mayor siderúrgica de Venezuela, de la
región andina y del Caribe, fundada durante el gobierno de Marcos Pérez Jiménez,
dedicada a la producción de acero con el uso de tecnologías de Reducción Directa
y Hornos Eléctrico de Arco. En esta planta se fabrican productos que satisfacen
las necesidades de clientes provenientes de diversas industrias como lo son la
automotriz, fabricación de envases, metalmecánica, entre otras, ofreciendo a los
clientes una gran variedad de productos planos y largos. Se ubica en la Zona
Industrial de Matanzas Ciudad Guayana, sobre la margen derecha del Río
Orinoco, específicamente, a 17 Km. de la confluencia con el río Caroní y a 300
Km. de la desembocadura del río Orinoco en el Océano Atlántico.

GERENCIA DE BARRAS Y ALAMBRON
16
Figura Nº 1, Ubicación geográfica de Sidor. C.A
Fuente de extracción: http://sidornet/
Sidor está conectada con el resto del país por vía terrestre y con el resto del
mundo por vía fluvial, es decir, por vía marítima. Sus instalaciones se extienden sobre
una superficie de 2200 hectáreas, de las cuales 87 son techadas. Se abastece de
energía eléctrica generada en la represas de Macagua y Guri, ubicadas sobre el Río
Caroní, de igual manera se abastece de gas natural, provenientes de los campos
petroleros del Oriente Venezolano. Además cuenta con una red de comunicaciones
conformada por 74 kilómetros de carreteras pavimentadas, 132 kilómetros de vías
férreas y acceso al mar por un Terminal portuario con capacidad para atracar hasta 6
barcos de 20.000 t de peso muerto cada uno.
Sidor al igual que otras empresas y luego de 35 años de operaciones, pasó por
un proceso de privatización el cual se inicia en el año de 1994. Existen diferentes
causas que llevaron a la privatización a Sidor, entre ellas muchas de las decisiones
empresariales estuvieron influenciadas por política de Estado, que entraban en
GERENCIA DE BARRAS Y ALAMBRON
17
conflicto con los propios intereses de la empresa. Los precios de venta en los
productos a menudo eran fijados para que sirvieran de estimulo a sectores de la
economía nacional, sin tomar en cuenta las posibilidades y necesidades de Sidor
como empresa.
En 1997 se subasta la Siderúrgica del Orinoco al consorcio latinoamericano
Amazonia, integrado por empresas de Venezuela, México, Brasil y Argentina. Luego
de que el Consorcio Latinoamericano Amazonia, adquiriera Sidor, la empresa ha
reducido sus costos de producción y mejorado notablemente la comercialización de
sus productos. Dentro de las ventajas de este proceso de privatización de Sidor, se
encuentran:
Una mayor eficiencia, productividad y mejora en la calidad de sus
productos, que le han permitido a Sidor fortalecer sus relaciones con los clientes.
Mayor éxito en la colocación de los productos en los mercados nacional e
internacional.
La automatización y modernización de estructura tecnológica.
Reducción de costos de producción y evolución en la comercialización de
sus productos.
Aumento de la inversión extranjera.
Razón social
La Siderúrgica del Orinoco C.A. tiene efecto multiplicador sobre la economía
venezolana, al estimular la creación de una serie de industrias metálicas y de
servicios que dan oportunidad para empleos adicionales y suman sus esfuerzos a la
GERENCIA DE BARRAS Y ALAMBRON
18
acción productiva global del país. Por otro lado, esta Siderúrgica promueve una
externa actividad social a través de sus centros comerciales de interés para la
comunidad. Su acción abarca lo cultural y lo deportivo; programando espectáculos,
conferencias y exposiciones plásticas para que el trabajador junto con sus familiares
participen activamente.
Para Venezuela, Sidor no significa dominio de tecnología siderúrgica, sino que
es el factor estratégico en la independencia económica, al producir más del 80% del
acero que el país requiere para su desarrollo.
Misión
Sidor C.A tendrá estándares de competitividad similares a los productores de
acero más eficientes y estará ubicada entre las mejores siderúrgicas del mundo.
Considera a la variable ambiental como uno de los pilares para la fabricación de
aceros de calidad internacional. Por ello, basa sus acciones ambientales en los
siguientes criterios:
Cumplir con la legislación ambiental vigente.
Promover los principios del desarrollo sostenible.
Utilizar racionalmente los recursos naturales.
Aplicar mejoras continuas en los sistemas existentes.
Siguiendo con el cronograma de adecuación ambiental vigente aprobado por el
Ministerio de Ambiente y de los Recursos Naturales, Sidor C.A espera alinearse con
GERENCIA DE BARRAS Y ALAMBRON
19
las empresas de primer nivel mundial, tanto en el punto de vista de sus procesos y
productos, como en el cuidado de su personal y medio ambiente circundante.
Visión
Sidor define su estrategia con una visión de largo plazo y crecimiento,
utilizando tres vectores principales de desarrollo:
La inversión en tecnologías, equipos y expansión.
Desarrollos de los recursos humanos.
La integración con la cadena venezolana del hierro y el acero.
Con ello la visión que adopta se basa en tener estándares de competitividad
similares a los productores de acero más eficientes y estar ubicada entre las mejores
siderúrgicas del mundo.
Valores
Transparencia en la gestión.
Creación de valor para nuestros accionistas.
Compromiso con el desarrollo de nuestros clientes.
Excelencia y desarrollo de los recursos humanos.
Cuidado de la seguridad y condiciones de trabajo.

GERENCIA DE BARRAS Y ALAMBRON
20
Cultura técnica, vocación industrial y visión de largo plazo.
Objetivos de Sidor
Sidor como empresa portadora del desarrollo integral del país, mediante la
producción de acero, tiene como objetivo:
Optimizar la producción en función de las exigencias del mercado.
Mejorar los beneficios de la empresa mediante la venta de productos
siderúrgicos, cumpliendo con los requisitos y necesidades del mercado, prestando a
los clientes un servicio confiable de una buena calidad y a precios competitivos.
Alcanzar la independencia, dominio y desarrollo de la tecnología siderúrgica
Alcanzar y mantener una estructura financiera sana para la empresa, teniendo
en cuenta los requerimientos propios y la política financiera nacional.
Política de Calidad
Sidor tiene como compromiso la búsqueda de la excelencia empresarial con un
enfoque dinámico que considera sus relaciones con los clientes, accionistas,
trabajadores, proveedores y la comunidad, promoviendo la calidad en todas sus
manifestaciones, como una manera de asegurar la confiabilidad de sus productos
siderúrgicos, la prestación de servicio y la preservación del medio ambiente:
Satisfacer los requerimientos y expectativa de los clientes.
Implementar y mejorar continuamente el Sistema de Gestión de Calidad.
Promover una cultura organizacional que priorice la participación, la
integración, la capacitación, la motivación, la calidad de vida y la seguridad de sus
trabajadores y el bienestar de las comunidades.

GERENCIA DE BARRAS Y ALAMBRON
21
General relaciones confiables de largo plazo con nuestros proveedores,
evaluando la calidad de sus productos y servicios.
Importancia de Sidor
La Siderúrgica del Orinoco “Alfredo Maneiro”, ha significado por muchos
años el avance del desarrollo industrial del país. No sólo por su gran aporte
tecnológico, sino por su contribución al crecimiento de la región, tanto en los
niveles industriales, como sociales, culturales, deportivos, económicos, y
educacionales, por lo cual constituye una pieza fundamental en el desarrollo
del país. Genera empleos directos y beneficios socioeconómicos a más de 12.800
trabajadores. Contribuye a la creación de nuevas industrias en la zona, así como
centros de estudios, viviendas, hospitales, entre otros.
SIDOR ha contribuido con el desarrollo de la industria siderúrgica,
metalmecánica y de la construcción, tal como lo evidencian las obras y
viviendas a todo lo largo y ancho del país que han sido posibles con acero
venezolano; de igual manera ha contribuido a la madurez de otras empresas. Se
han capacitado decenas de millones de venezolanos que prestan valiosos
servicios en instituciones y empresas no solo en Guayana sino en toda la
Geografía Nacional. De hecho, hoy tenemos que el parque industrial y de
prestación de servicio del sector privado, ha ido desarrollando y generando miles
de empleos derivados de la existencia de SIDOR.
Proceso de Producción de Sidor
GERENCIA DE BARRAS Y ALAMBRON
22
Sidor alcanza una producción de 4,3 millones de toneladas de acero apoyada en
inversiones y en la capacitación de los recursos humanos, este año la siderúrgica
estima aumentar esa cifra hasta 4,6 millones de toneladas. La mayor siderúrgica del
país, Sidor, cerró el año 2005 con una producción de 4,3 millones de toneladas de
acero líquido, cifra récord que representa un crecimiento de cerca del 10% respecto
del año anterior y el 48% respecto de 1998.
La acería de Planchones, una de las dos instalaciones que conforman el área de
Aceración de la compañía, se estima que aporte la cifra de 3,1 millones de toneladas
de acero líquido, cantidad también extraordinaria para esa planta que forma parte del
complejo siderúrgico con sede en Matanzas. Además de las condiciones de la
demanda en el mercado del acero, este resultado productivo responde a las estrategias
de crecimiento de la empresa, entre ellas, la inversión sostenida en tecnología y
equipos con el fin de aumentar la capacidad, reducir costos y a obtener mejoras
cualitativas; así como a la capacitación de sus recursos humanos.
Descripción de las Instalaciones
Sidor es un complejo siderúrgico constituido por diversas plantas, las cuales
están divididas en dos grandes grupos: Planta vieja y Plan IV.
Instalaciones de la planta vieja

GERENCIA DE BARRAS Y ALAMBRON
23
La gerencia de Sidor optó por cerrar diversas plantas pertenecientes a planta
vieja que por su grado de obsolescencia tecnológica no eran competitivos, y cuya
continuidad en operaciones generaban cuantiosas pérdidas. Estas plantas son las
siguientes:
Tren Laminador 1100
Tren Laminador 800
Tren Laminador 500
Planta de arrabio
Acería Siemens Martín
Planta de Fundición
Los Trenes Medios y Pequeños de la fábrica de tubos.
Las plantas que se encuentran funcionando son:
Planta de cal: Tiene una capacidad de producción anual de 600.000
toneladas de cal viva y 220.000 toneladas de cal hidratada. Este producto es utilizado
como aglutinante en la Planta de Pellas y como fúndete en la Acería Eléctrica.
Planta de productos Planos: Esta planta consta de un tren de Laminación en
Caliente y dos (2) trenes de Laminación en Frío, en los cuales se producen bobinas y
láminas, a partir de planchones. Su capacidad es de 2.000.000 de toneladas al año.

GERENCIA DE BARRAS Y ALAMBRON
24
Figura Nº 2, Diagrama de la Planta de Planos
Fuente de extracción: http://sidornet/
Fábrica de Tubos: Actualmente sólo está operando el Tren Grande, el cual
transforma tochos o palanquillas en tubos sin costuras de diferentes longitudes y
diámetros. La capacidad instalada es de 120.000 toneladas acabado por año.
Terminal Portuario: Esta destinado a recibir materiales y equipos para la
industria siderúrgica, despachar productos elaborados y prestar servicio a otras
industrias de la zona. Moviliza un promedio 6.000.000 toneladas anuales. Su longitud
es de 1.195m.
GERENCIA DE BARRAS Y ALAMBRON
25
Instalaciones del plan IV
Las plantas que comprende el Plan IV son:
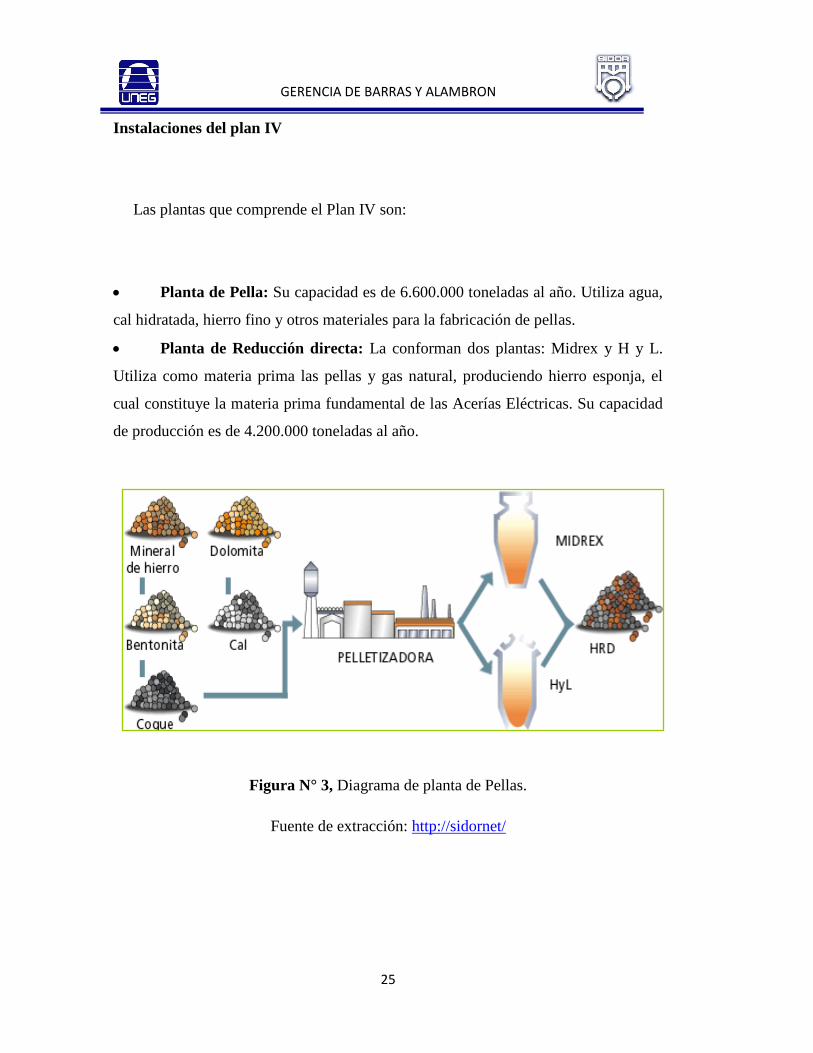
Planta de Pella: Su capacidad es de 6.600.000 toneladas al año. Utiliza agua,
cal hidratada, hierro fino y otros materiales para la fabricación de pellas.
Planta de Reducción directa: La conforman dos plantas: Midrex y H y L.
Utiliza como materia prima las pellas y gas natural, produciendo hierro esponja, el
cual constituye la materia prima fundamental de las Acerías Eléctricas. Su capacidad
de producción es de 4.200.000 toneladas al año.
Figura N° 3, Diagrama de planta de Pellas.
Fuente de extracción: http://sidornet/
GERENCIA DE BARRAS Y ALAMBRON
26
Planta de Acería Eléctrica de Planchones: Esta destinada a producir acero
líquido con capacidad de 1.200.000 toneladas al año y palanquillas con un ritmo de
1.020.000 toneladas al año.
Planta de Acería Eléctrica y Colada de Planchones: Consta de seis hornos
de 200 toneladas y capacidad total de 2.400.000 toneladas de acero líquido por año a
partir de hierro esponja y chatarra. Está acoplada a dos máquinas de colada continua
con capacidad de 250.000 toneladas de Planchones por año.
Figura Nº 4, Vista aérea de la Acería de Planchones.
Fuente de extracción: http://sidornet/
Planta de Acería Eléctrica y Colada Continua de Palanquillas: Este
conjunto consta de cuatro hornos eléctricos de 150 toneladas de acero líquido por año
a partir de hierro esponja. Está acoplada a tres máquinas de colada continua a una
capacidad de 1.050.000 toneladas al año.

GERENCIA DE BARRAS Y ALAMBRON
27
Figura N°5, Diagrama de la Acería de Palanquillas.
Fuente de extracción: http://sidornet/
Instalaciones auxiliares
Comprende las plantas que proveen de servicios industriales necesarios para la
producción, las principales son:
Sistema de Vapor de Agua Saturada.
Procesamiento de Chatarra.
HORNOS ELECTRICOS
HRD
+
CAL
CHATARRA
ACERO LIQUIDO ESCORIA
ARGON
HORNO
CUCHARA
CARBON
OXIGENO
COLADA CONTINÚA
CUCHARON
DISTRIBUIDOR
MOLDE
PALANQUILLAS CORTE
ACONDICIONADO
ESTACION
DE ARGON
TREN DE
BARRAS
TREN DE
ALAMBRON
VACIADO POR EL
FONDO
LINGOTERAS
CARRO GANDI
FERROALEACIONE
S
GERENCIA DE BARRAS Y ALAMBRON
28
Sistema de Gas Natural.
Planta de Oxigeno.
Talleres de fuel - Oíl.
Centro de Investigaciones
Productos elaborados por Sidor
Sidor elabora productos con más de 1.500 formas específicas. Estos se
clasifican en dos grandes grupos que son productos semi-elaborados y productos
acabados.
Productos semi-elaborados
Dentro de este grupo se encuentran:
Pella: Aglomerados de fino mineral de hierro. Insumo básico para el proceso
de reducción directa para la fabricación de hierro esponja.
Palanquillas: Acero Semi-elaborado utilizado como insumo básico para la
fabricación de tubos sin costuras, perfiles, Cabillas y Alambrón.
Planchones: Acero semi-elaborado utilizado como insumo directo para la
fabricación de productos planas como chapas y bandas.
GERENCIA DE BARRAS Y ALAMBRON
29
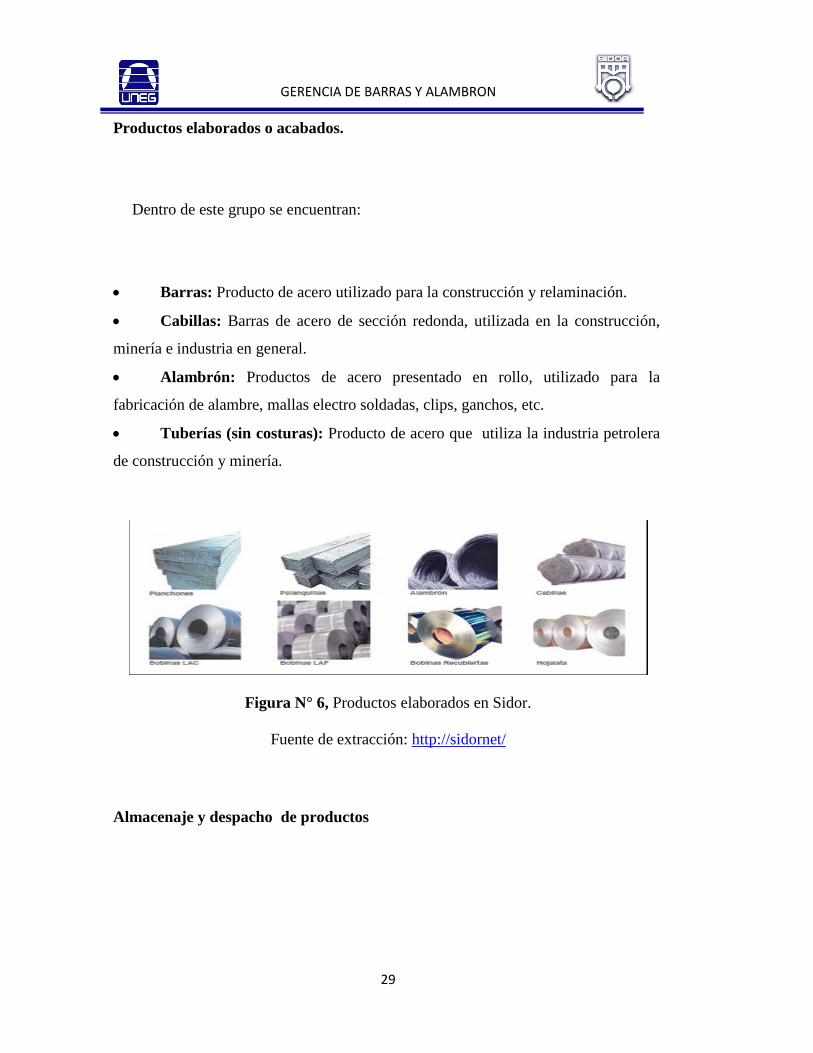
Productos elaborados o acabados.
Dentro de este grupo se encuentran:
Barras: Producto de acero utilizado para la construcción y relaminación.
Cabillas: Barras de acero de sección redonda, utilizada en la construcción,
minería e industria en general.
Alambrón: Productos de acero presentado en rollo, utilizado para la
fabricación de alambre, mallas electro soldadas, clips, ganchos, etc.
Tuberías (sin costuras): Producto de acero que utiliza la industria petrolera
de construcción y minería.
Figura N° 6, Productos elaborados en Sidor.
Fuente de extracción: http://sidornet/
Almacenaje y despacho de productos

GERENCIA DE BARRAS Y ALAMBRON
30
Sidor dispone de amplios y espaciosos almacenes dentro de sus respectivas
plantas para mantener ordenadamente tanto los productos en proceso como los
productos terminados. Los despachos a clientes internacionales se realizan desde allí,
siguiendo las normas establecidas de: carga. Peso, amarre y seguridad.
Los productos que se destinan al mercado internacional están almacenados en
un muelle propio que se caracteriza de la siguiente manera:
Un área de 30.000m2 bajo techo distribuido en diez naves de 3.000m2 cada
una. Las naves tiene una grúa puente con capacidad de 25t, un gancho para utilizar
diferentes equipos de sizaje que garantiza la movilización de 120.000t posee también
áreas de almacenamiento de sus productos en espacios abiertos con una capacidad
aproximada de 7.00m2.Vías férreas internas que permiten el ingreso de los productos
desde diferentes puntos de producción.
Organización
La organización de la Siderúrgica del Orinoco cuenta con una Presidencia
Ejecutiva, actualmente conformada por 8 direcciones ejecutivas encargadas de
realizar diferentes tareas administrativas o de gestión. La Presidencia Ejecutiva,
delega a las Direcciones Generales las funciones relacionadas con el ámbito interno
de la empresa, dentro de las cuales se encuentra la Dirección Industrial.

GERENCIA DE BARRAS Y ALAMBRON
31
Figura N° 7, Organización General de Sidor. C.A
Fuente de extracción: http://sidornet/
La Dirección Industrial se encarga de la manufactura de productos así como de
prestar los servicios industriales requeridos, esta está conformada por un conjunto de
Gerencias Generales, que manejan de alguna manera los principales procesos
productivos de la empresa, se distribuyen de acuerdo a los productos o servicios que
preste, dentro de ellas se encuentra la Gerencia de Barras y Alambrón.

GERENCIA DE BARRAS Y ALAMBRON
32
Figura N° 8, Organización de la Dirección Industrial.
Fuente de extracción: http://sidornet/
Gerencia de Barras y Alambrón
La gerencia de Barras y Alambrón tiene como misión fundamental producir y
despachar Barras y Alambrón de manera eficiente, competitiva y rentable, aplicando
de manera efectiva los Principios de la Calidad total en sus procesos y de igual
manera en sus productos. Esta está conformada de la siguiente manera:
Tres unidades operativas:
Superintendencia de Laminación en Alambrón.
Superintendencia de Laminación en Barras.
Superintendencia de Tornería y Servicios
Una unidad de Staff:
Departamento de Ingeniería de Procesos.

GERENCIA DE BARRAS Y ALAMBRON
33
Departamento de Control de Gestión.
Y Complejo Productos Largos:
Tren Laminador de Barras.
Tren Laminador de Alambrón.
Funciones del Departamento de Ingeniería de Procesos de la Gerencia de Barras
y Alambrón
Implantar y mantener el Sistema de Gestión de la Calidad.
Aprobar los procesos de producción a través del Plan de Control Proceso-
Producto.
Proponer soluciones a los problemas tecnológicos y de calidad detectados, que
afectan los procesos y productos.
Coordinar y participar en la emisión de los reportes de acciones correctivas y
preventivas por desvíos de calidad.
Controlar la documentación del Sistema de la Calidad de los laminadores de
Barras y Alambrón y de la Superintendencia de tornería y servicios.
Descripción del Proceso
La Siderúrgica del Orinoco fabrica el acero utilizando proceso de reducción directa
y hornos eléctricos de arcos, complementados con metalurgia secundaria en los
hornos de cuchara. Una vez obtenida las pellas en la planta de pelletización, se inicia
el proceso de fusión del HRD en el horno eléctrico de arco, el acero líquido obtenido
es complementado con metalurgia secundaria en los hornos cuchara, donde se refina
GERENCIA DE BARRAS Y ALAMBRON
34
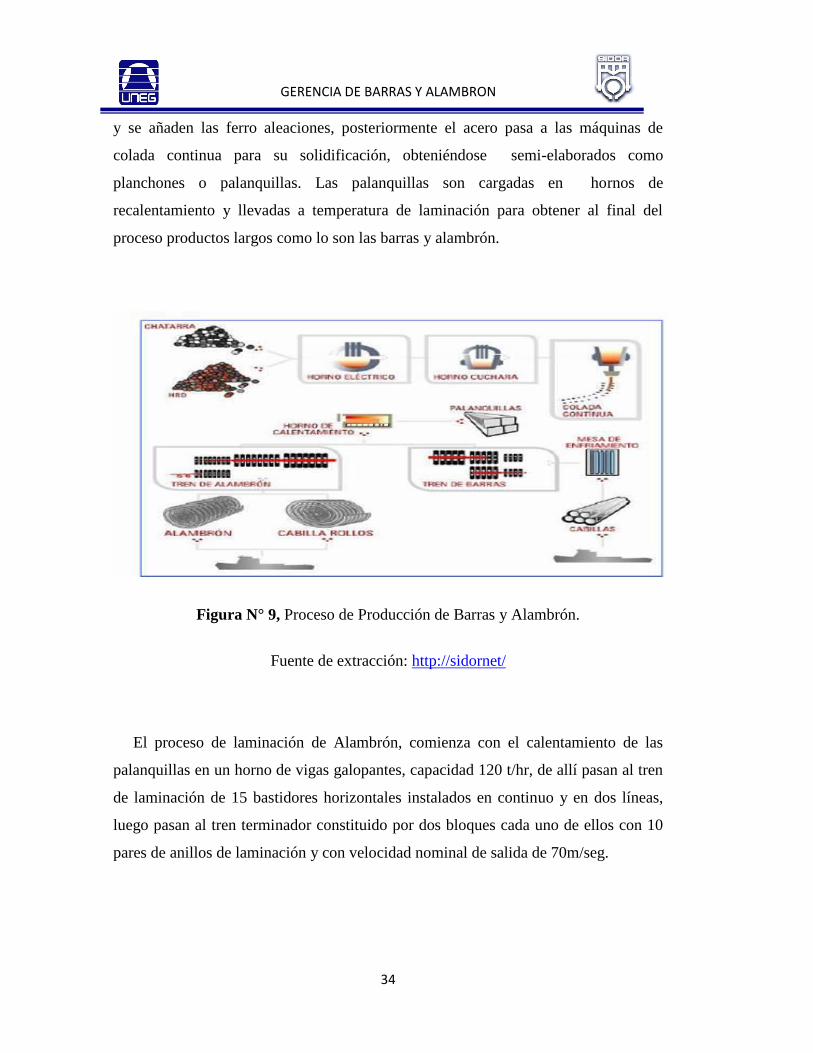
y se añaden las ferro aleaciones, posteriormente el acero pasa a las máquinas de
colada continua para su solidificación, obteniéndose semi-elaborados como
planchones o palanquillas. Las palanquillas son cargadas en hornos de
recalentamiento y llevadas a temperatura de laminación para obtener al final del
proceso productos largos como lo son las barras y alambrón.
Figura N° 9, Proceso de Producción de Barras y Alambrón.
Fuente de extracción: http://sidornet/
El proceso de laminación de Alambrón, comienza con el calentamiento de las
palanquillas en un horno de vigas galopantes, capacidad 120 t/hr, de allí pasan al tren
de laminación de 15 bastidores horizontales instalados en continuo y en dos líneas,
luego pasan al tren terminador constituido por dos bloques cada uno de ellos con 10
pares de anillos de laminación y con velocidad nominal de salida de 70m/seg.
GERENCIA DE BARRAS Y ALAMBRON
35
El atado de rollos lo efectúan las prensas compactadoras con una capacidad de a
67 rollos/hora con base a un período de trabajo de 40 - 50 seg/rollo. En cuanto al
almacenaje y el despacho de los productos cuenta con dos naves con capacidad de
almacenamiento de 18.000 t en total.
Tren de Alambrón
Un tren de laminación de alambre o tren de alambrón, es un tipo complejo de
instalación de la industria siderúrgica, que permite mediante un proceso de
laminación en caliente, la obtención de acero en forma de barras de sección ovalada o
cilíndrica en general, que suelen ser enrolladas en forma de bobinas para su posterior
almacenamiento y expedición.
El tren de laminación de Sidor inicia sus operaciones el 17 de Mayo de 1979, fue
diseñado e instalado por la empresa alemana SCHLOEMAN_SIEMAG, tiene una
capacidad nominal de 45000 ton / año, dependiendo de la mezcla de los productos.
Produce Alambrón y Cabillas en rollos en diferentes diámetros y calidades de acero:
Diámetros: 5,5mm – 6,0 mm hasta 12,0 mm.
Cabillas (RE-BARS): 3/8” (9,52 mm) y ½” (12,7 mm).
Calidades del acero:
1. Bajo Carbono: SAE: 1006 – 1008 – 1010 – 1023.
2. Medio Carbono: SAE: 1040 – 1045.
3. Alto Carbono: SAR: 1060 – 1065 – 1070.

GERENCIA DE BARRAS Y ALAMBRON
36
La materia prima que utiliza son Palanquillas de sección cuadrada de 130 mm. x
130mm x 15 mts. Y peso aproximado 1.971 Kilogramos. La Planta de Alambrón
funciona con un régimen de tres turnos diarios de producción y el mantenimiento se
realiza en paradas de un día, semanal o quincenalmente.
Instalaciones
Los principales componentes del Tren son:
Hornos de vigas galopantes: Con una capacidad de 120 ton /hora.
Tren de laminación: Consta de 15 bastidores instalados en continuo y en el
mismo eje geométrico, para trabajar a dos líneas. A la salida del séptimo bastidor se
encuentra la cizalla que corta despuntes en el material.
Tren terminador (Bloque Morgan): Constituido por dos bloques, cada uno
con diez pares de anillos de laminación. Los primeros dos pares de 8” y los ocho
restantes de 6”, la velocidad nominal de salida es de 70 metros por segundo.
Sistema de enfriamiento: El producto es enfriado con agua por un sistema de
toberas instaladas entre el Tren Terminador y el Formador de Espiras. De aquí el
producto cae a un sistema de transporte de cadena (transportador STELMOR) donde
es enfriado por aire, proporcionado por cinco ventiladores a todo lo largo de cada
transportador Stelmor.
Secuencia de fabricación del Alambrón
GERENCIA DE BARRAS Y ALAMBRON
37
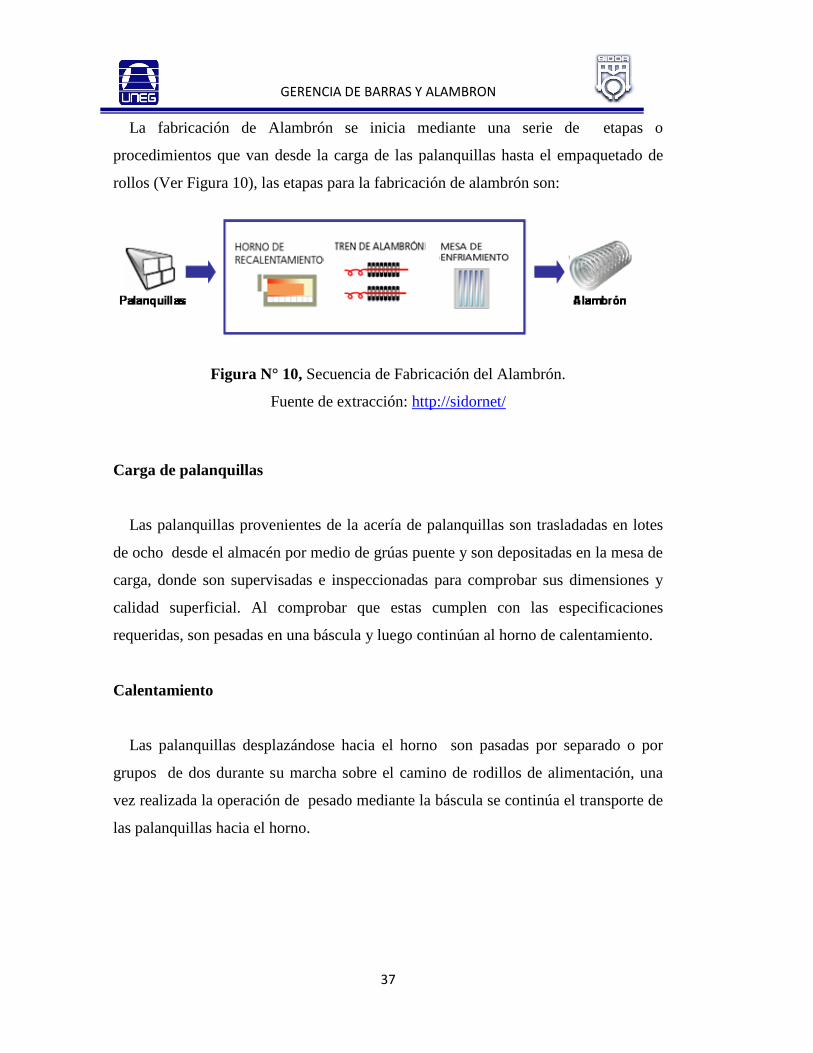
La fabricación de Alambrón se inicia mediante una serie de etapas o
procedimientos que van desde la carga de las palanquillas hasta el empaquetado de
rollos (Ver Figura 10), las etapas para la fabricación de alambrón son:
Figura N° 10, Secuencia de Fabricación del Alambrón.
Fuente de extracción: http://sidornet/
Carga de palanquillas
Las palanquillas provenientes de la acería de palanquillas son trasladadas en lotes
de ocho desde el almacén por medio de grúas puente y son depositadas en la mesa de
carga, donde son supervisadas e inspeccionadas para comprobar sus dimensiones y
calidad superficial. Al comprobar que estas cumplen con las especificaciones
requeridas, son pesadas en una báscula y luego continúan al horno de calentamiento.
Calentamiento
Las palanquillas desplazándose hacia el horno son pasadas por separado o por
grupos de dos durante su marcha sobre el camino de rodillos de alimentación, una
vez realizada la operación de pesado mediante la báscula se continúa el transporte de
las palanquillas hacia el horno.
GERENCIA DE BARRAS Y ALAMBRON
38
Se cargan las palanquillas al horno de recalentamiento utilizando una barra de
empuje. La entrada de las palanquillas al horno se efectúa a través de un sistema de
separación de las palanquillas dispuesto al lado del camino de rodillos. El objetivo
del horno es lograr una temperatura homogénea en las caras del material, lo cual se
garantiza gracias al hecho de que el horno cuente con un sistema de calentamiento
en la cual las llamas no quemen solamente de arriba abajo sino también de abajo
arriba.
El horno es de tipo “vigas galopantes”, con una capacidad de calentamiento de 120
t/h y bajo condiciones controladas de atmósfera y velocidad de calentamiento que
llegan a temperaturas de laminación por el orden de los 1200 ºC. Este cuenta con una
zona llamada “de calentamiento” y otra llamada “de compensación”. Las zonas de
calentamiento y compensación cuentan cada una con 24 quemadores montados en el
techo del horno así como con 3 quemadores regulables las llamas de los cuales
queman de abajo arriba. El consumo de gas asciende a 5670 Nm3 por hora mientras
que el consumo de aire de combustión corresponde a 61700 Nm3. Una vez en
posición de salida, otra barra empuja las palanquillas fuera del horno.
Laminación
Consiste en la deformación plástica por medio de pasadas sucesivas a través de
cilindros que gradualmente disminuyen la sección transversal y le aumentan la
longitud, hasta llegar a la forma deseada.
El tren de laminación consta de veinticinco bastidores distribuidos cada uno en
tres secciones:
Tren desbastador: cuenta con 7 cajas horizontales accionadas por separado.

GERENCIA DE BARRAS Y ALAMBRON
39
Las cajas 1-4 van equipadas con cilindros de 540 mm de diámetro x 850 mm
de longitud de tabla.
Las cajas 5-7 van equipadas con cilindros de 470 mm de diámetro x 850 mm
de longitud de tabla.
Tren intermedio: ocho bastidores de laminación horizontal accionadas igualmente
por separado.
Los bastidores 8-11 van equipados con cilindros de 400 mm de diámetro x
730 mm de longitud de tabla.
Los bastidores 12-15 van equipados con cilindros de 330 mm de diámetro x
670 mm de longitud de tabla.
Tren terminador: también denominado bloques acabadores I y II (bloque Morgan),
van equipados con 10 juegos de rodillos de laminación cada uno montados
alternativamente bajo un ángulo de 45° por encima y por debajo de la línea
horizontal. La velocidad de laminación para el diámetro de 5,5 mm oscila entre 76 y
78m/s. Todos los bastidores están instalados en continuo y en el mismo eje
geométrico, para trabajar en dos líneas, una cizalla para el despunte del material
ubicada a la salida del séptimo bastidor, y otra cizalla rotativa para el despunte del
material ubicado a la salida del décimo quinto bastidor.
Enfriamiento
Al final del tren terminador, el alambrón es sometido a un enfriamiento forzado,
pasando a través de cajas de enfriamiento con agua, para obtener así las propiedades
mecánicas requeridas. El agua se agrega a alta presión contra la superficie del
GERENCIA DE BARRAS Y ALAMBRON
40
alambrón, removiendo de ésta manera los residuos calcáreos. El rollo es detenido en
éste sector y se le despunta varias espiras del inicio y final del rollo.
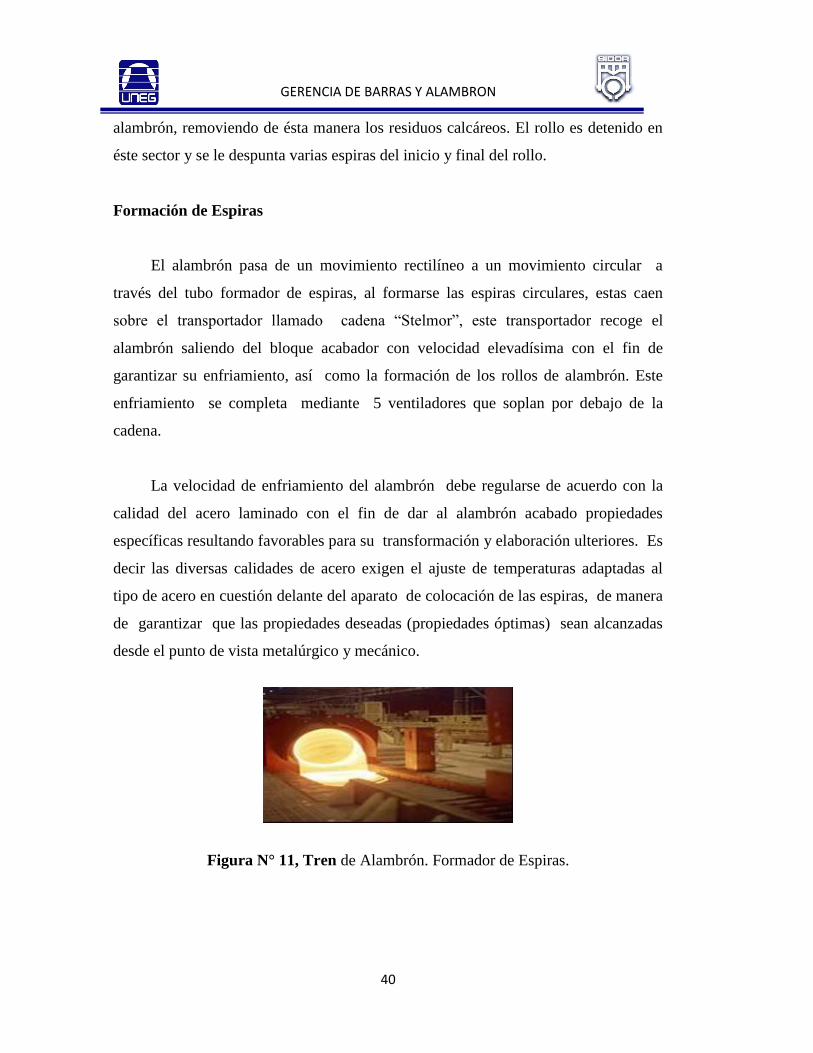
Formación de Espiras
El alambrón pasa de un movimiento rectilíneo a un movimiento circular a
través del tubo formador de espiras, al formarse las espiras circulares, estas caen
sobre el transportador llamado cadena “Stelmor”, este transportador recoge el
alambrón saliendo del bloque acabador con velocidad elevadísima con el fin de
garantizar su enfriamiento, así como la formación de los rollos de alambrón. Este
enfriamiento se completa mediante 5 ventiladores que soplan por debajo de la
cadena.
La velocidad de enfriamiento del alambrón debe regularse de acuerdo con la
calidad del acero laminado con el fin de dar al alambrón acabado propiedades
específicas resultando favorables para su transformación y elaboración ulteriores. Es
decir las diversas calidades de acero exigen el ajuste de temperaturas adaptadas al
tipo de acero en cuestión delante del aparato de colocación de las espiras, de manera
de garantizar que las propiedades deseadas (propiedades óptimas) sean alcanzadas
desde el punto de vista metalúrgico y mecánico.
Figura N° 11, Tren de Alambrón. Formador de Espiras.

GERENCIA DE BARRAS Y ALAMBRON
41
Fuente de extracción: http://sidornet/
Formación de Rollos
Las espiras caen sobre la “vela” de formación de rollos formándose en forma
cilíndrica, luego es transportado en unos ganchos hasta la zona de corte de muestras
(se toman muestras para ser enviadas al laboratorio) e inspección (control de calidad
superficial y dimensional). La estación de formación de los rollos de alambrón
cuenta con un “pozo de recogida” redondo de un diámetro de 1160 mm que recoge
las espiras de alambrón y en el cual se encuentra una caperuza-centradora para el
centrado de las espiras. La altura máxima de los rollos de alambrón puede alcanzar
3600 mm mientras que el peso máximo de los rollos corresponde a 2000 Kg.
Embalaje (compactación del rollo)
El rollo de alambrón obtenido pasa a una prensa compactadora que lo comprime y
le coloca los amarres (4 amarres radiales por rollo en forma equidistante entre sí, con
alambrón SAE 1006 de diámetro 6,00mm). Las operaciones del atado se realizan
inmediatamente después del compactado del rollo. Las prensas compactadora van
ubicadas en un “espacio libre” previsto entre el “ramal de alimentación” y el “ramal
de salida” del transportador de ganchos.
El rollo de alambrón se saca del ramal de alimentación del transportador junto con
el gancho y el carro porta-gancho correspondiente de manera que sea entregado a la
prensa-compactadora. Alcanzada la posición de trabajo dentro de la prensa-
compactadora, se efectúan el compactado y el atado mediante alambre de atado, y
después, se realiza la entrega de rollo acabado al ramal de salida del transportador
dispuesto del otro lado de la compactadora.

GERENCIA DE BARRAS Y ALAMBRON
42
Pesaje e identificación
El rollo de alambrón compactado llega a la zona de pesaje donde el rollo es pesado
por una balanza (puente báscula) y luego la maquina impresora estampa la
información requerida en la etiqueta de identificación para ser colocada en el rollo.
Producto terminado
Una vez terminado el producto (Alambrón), es distribuido a los diferentes clientes
de Sidor, específicamente el acero en estudio es distribuido a la empresa VICSON,
principal fabricante de alambre y productos derivados de Venezuela. El alambrón se
destina a la fabricación de alambre galvanizado, malla para gallineros, clavos,
tuercas entre otros.
Figura N° 12 Productos Fabricados a partir del Alambrón de Sidor por la empresa
VICSON.

GERENCIA DE BARRAS Y ALAMBRON
43

GERENCIA DE BARRAS Y ALAMBRON
44
Figura Nº 13, Layout de la empresa
Fuente de extracción: http://sidornet/
Antecedentes de La Investigación
Es de carácter necesario conocer todo hecho previo a la investigación, que este
sustentado en el tema que se investiga, como requisito indispensable para aprovechar
las teorías, formulaciones, e interpretaciones que contribuyan al desarrollo de la
investigación y culminación del mismo. Se atribuyen antecedentes para esta
investigación temas que se relacionan de alguna manera con el mismo, se destacan
los siguientes:
Monasterio, Larry (2009). Realizó un trabajo de investigación titulado, “Diseño
del sistema de enfriamiento de la sala eléctrica de las rebobinadoras de laminación en
frío de la empresa, Sidor”; el estudio es factible de desarrollar como una
investigación documental, de campo, de tipo descriptivo, observación directa,
población y muestra, técnicas e instrumentos para la recolección de datos. Cuyo
objetivo general fue el de diseñar el sistema de enfriamiento de las rebobinadoras de
laminación en frío de la empresa Sidor. La investigación realizada por Monasterio,
tiene relación con el presente, ya que destaca aspectos similares como el de conocer
el sistema de enfriamiento, la recopilación de la información que revela el

GERENCIA DE BARRAS Y ALAMBRON
45
funcionamiento del sistema de enfriamiento y como evaluar las condiciones del
sistema de enfriamiento.
Lara, Vanessa (2009). En su trabajo titulado “Optimización de funcionabilidad del
sistema de bombeo de agua potable del Hospital Uyapar I.V.S.S. Puerto Ordaz,
Estado Bolívar”. La técnica de investigación utilizada de campo y nivel descriptivo,
población y muestra, instrumento y recolección de datos, técnicas y análisis de datos.
En los objetivos estratégicos planteados son: conocer el funcionamiento del sistema
de bombeo de agua potable del Hospital Uyapar. Esta investigación se asemeja a la
presentada debido a que ambas utilizaran un diagnostico de la situación actual en el
sistema de enfriamiento e identificar los componentes del sistema de agua para
determinar las alternativas de mejoras con un plan de mantenimiento preventivo para
la elaboración y seguimiento de dicho plan.
Guzmán, Carlos (2009). Realizó la “Elaboración de procedimientos e indicadores
para el mantenimiento preventivo de las bombas centrifugas de la planta de
tratamiento angostura de HidroBolívar en Puerto Ordaz, Estado Bolívar”, teniendo
como objetivo general es Elaborar los procedimientos necesarios para el
mantenimiento preventivo, obteniendo como conclusión que todo equipo debe poseer
los indicadores principales para realizar los diversos formatos que requiere el
mantenimiento preventivo de los equipos que se encuentran en dicha planta. La cual
fue de gran ayuda para mi investigación ya que realizo un bosquejo de los
procedimientos requeridos para el mantenimiento de bombas centrifugas que es
necesario para el desarrollo de la misma y me sirvió para realizar la planificación de
mejoras en el sistema

GERENCIA DE BARRAS Y ALAMBRON
46
BASES TEÓRICAS
Orígenes históricos de la producción del alambre.
La producción de alambre remonta a la antigüedad, hasta la edad media sólo se
conocía la forja a mano para producir alambre. Todavía hoy admiramos en museos
trenzados de alambre forjado para corazas. En la edad media fue desarrollado el
trefilado a través de una hilera de estirado para alambre preforjado y al rojo mediante
tenazas. Este proceso constituye un complemento de la forja a mano y la reemplaza
en parte. Este tipo de trabajo era también un trabajo manual pesado durante el cual el
estirado de alambre a través de las aberturas correspondientes de la hielera de
estirado mediante tenazas.
Durante el movimiento de balanceo el operador interrumpía este proceso dejando
caer el alambre y efectuando un movimiento de balanceo hacia atrás, tomaba otra vez
el alambre para empezar un nuevo giro. Así era posible fabricar alambre de un Ø de 2
– 3 mm, y de una longitud de 10 – 15 m. Los molinos de alambre desarrollados en el
siglo 14 con un procedimiento análogo a aquel del arriba mencionado (sin embargo,
las tenazas eran tiradas por una rueda hidráulica) constituyeron un mejoramiento
técnico.
A principios del siglo 18 comenzaba la laminación de alambre con los llamados
laminadores de hierro y talleres de corte longitudinal. En este caso los hierros planos
forjados se laminaban, después de haber sido calentados a la temperatura de
GERENCIA DE BARRAS Y ALAMBRON
47
laminación, hasta el doble de su longitud, se recalentaban y relaminaban, alcanzar el
quíntuplo de su longitud. La capacidad diaria conseguida por este procedimiento era
de 2,7 Ton, o sea 10 veces más que con la forja a mano seguida del estirado del
alambre rojo.
El tren de alambrón de Sidor es una instalación modernísima equipada con bloques
acabadores y transportadores “Stelmor” según la concepción de la casa
estadounidense MORGAN. Se trata de una instalación de alto rendimiento. La
instalación completa cuenta con dos venas de laminación. La velocidad de
laminación garantizada corresponde a 65 metros por segundo. Sin embargo, la
velocidad de laminación máxima pudiendo alcanzarse asciende a 80 metros por
segundo. En lo tocante a la velocidad de laminación de 80 metros/segundo pudiera
contarse con una producción horaria de 100 toneladas para el conjunto de los
diámetros a laminar y a base del llamado “tiempo de laminación teórico”.
Dicho “tiempo de laminación teórico”, corresponde a la marcha continua y sin
interrupciones del tren de laminación. En lo que toca a la velocidad de laminación
garantizada de 61 metros/segundo, hay que mencionar que los redondos de 5,5 mm (=
producción horaria 81,9 toneladas) y de 6,0 mm (producción horaria 97,5 toneladas)
representan los únicos diámetros para los que no alcanzan la cifra de producción de
100 toneladas por hora a base del “tiempo de laminación teórico” arriba mencionado.
Material inicial a laminar:
GERENCIA DE BARRAS Y ALAMBRON
48
Peso de las palanquillas de toma: 1970 Kg. (nominal)
Sección de toma: 130 x 130 mm
Longitud de las palanquillas de toma: 15.000 mm (nominal)
Programa de laminación:
Redondos lisos de 5,5 – 12,7 mm
Redondos con nervios de 6,0 – 12,7 mm
Peso de los rollos de alambrón (máximo) 1.950 Kg.
Diámetro exterior de los rollos: 1.250 mm
Diámetro interior de los rollos: 860 mm
Altura del rollo no compacto: Redondos lisos aprox. 3.000 mm
Redondos con nervios aprox. 3600 mm
Altura de rollo compacto: Redondos lisos aprox. 1.800 mm
Redondos con nervios aprox. 2.000 mm
El aparato de colocación de las espiras del tipo horizontal coloca las espiras de
alambrón – referido al sentido de laminación del tren – en sentido de las agujas del
reloj”.
Definición

GERENCIA DE BARRAS Y ALAMBRON
49
La denominación “tren de alambrón” hace referencia al producto que se lamina en
la instalación descrita en el presente manual. La designación “alambrón” o – más
precisamente – “alambrón laminado” corresponde a un producto acabado laminado
en caliente y presentándose en una multitud de calidades en cuanto a la clase del
acero transformado y caracterizado por el hecho de que se enrolla el producto
acabado en estado caliente de modo que se formen “rollos de alambrón” (con espiras
arregladas irregularmente). Por regla general, se hace distinción entre rollos de
alambrón (con espiras arregladas irregularmente) y “bobinas de alambre” (con
espiras arregladas regularmente).
En lo tocante a la sección del alambrón laminado, hay que mencionar que esta
puede ser redonda, ovalada, cuadrada, rectangular, hexagonal, octogonal, semi-
redonda, etc. Normalmente la superficie del alambrón laminado se presenta como
superficie lisa. De acuerdo con las definiciones al respecto, el alambrón cortado a
medida fija y enderezado se llama “acero en barras” (de forma y dimensiones
idénticas a las del alambrón laminado) siempre que las tolerancias correspondientes
fuesen observadas.
De acuerdo con las normas DIN, las dimensiones de alambrón detalladas a
continuación resultan normalizadas:
Tabla N° 1
Forma Dimensiones
GERENCIA DE BARRAS Y ALAMBRON
50
Redondos 5 a 30 mm
Cuadrados 5 a 30 mm
Hexagonales 6 a 28 mm
Semi-redondos 7 a 16 mm
Alambrón laminado de sección plana 8 x 1,8 a 7 mm
Características Técnicas de las Cajas de Agua.
Cajá de Água I.
Tramo Nº. 1 - Longitud = 6530 mm
Tramo Nº. 2 - Longitud = 5250 mm
Caja de Agua II.
Tramo único - Longitud = 7550 mm
Presión del agua de refrigeración.
Agua alimentada por la red de la fábrica = 6 bares
Agua alimentada por el puesto de multiplicación de la presión = 12 bares.
Descripción del funcionamiento.
GERENCIA DE BARRAS Y ALAMBRON
51
Cada vena de alimentación del alambrón cuenta con cuatros cajas de agua y una
llamada “zona de compensación del alambrón” instaladas entre el bloque acabador
y el aparato de colocación y formación de las espiras de alambrón. Estos conjuntos
efectúan la refrigeración del alambrón de acuerdo con la temperatura de formación de
las espiras exigidas. El llamado “tiempo de permanencia” del alambrón en las cajas
de agua corresponde aproximadamente 1 segundo. Por consiguiente, habrá que llevar
a cabo una refrigeración intensa del alambrón dentro de este periodo reducido.
A este respecto hay que mencionar que el tiempo de refrigeración así como el valor
de reducción de la temperatura han sido determinados de manera de excluir para
todas las calidades del acero laminado la formación de martensita. Esto significa que
la capa de martensita formándose en la superficie del alambrón refrigerado bajo la
influencia de los chorros de agua debe poder transformarse a través de una especie de
efecto de revenido produciéndose gracias a la temperatura elevada que sigue
existiendo en el interior del alambrón.
A continuación se describe la manera con que cuentan las cajas de agua:
La caja de agua I - Tramo 1 - instalada directamente detrás del bloque acabador,
cuenta con:
4 zonas de refrigeración.

GERENCIA DE BARRAS Y ALAMBRON
52
La caja de agua I – Tramo 2 – cuenta con:
3 zonas de refrigeración.
1 zona llamada “de escurrido de agua” instalada del lado de salida de la caja de
agua.
« Canaletas de guía van incorporadas entre las cajas de agua I y II con el fin de servir
de conjuntos-compensadores de la temperatura».
La caja de agua II cuenta con:
4 zonas de refrigeración.
1 zona llamada “de escurrido de agua” instalada del lado de salida de la caja de
agua.
El agua de refrigeración para las diversas zonas de refrigeración se alimentara
directamente a partir de la red de la fábrica (presión de la red = 6 bares).
Las llamadas “zonas de agua de escurrido” funcionan por medio de agua a
presión. La multiplicación de la presión del agua de la red de la fábrica a un valor de
12 bares se efectúa mediante un puesto de multiplicación de la presión.
Las zonas de refrigeración se componen de los tubos lanza-chorros propiamente
dichos y de los tubos de guiado colocados entre éstos.

GERENCIA DE BARRAS Y ALAMBRON
53
El agua llamado “de escurrido” se dirige hacia el alambrón en sentido opuesto al
sentido de paso del material laminado con el fin de evitar que el alambrón al paso
arrastre al agua de refrigeración fuera de las cajas de agua. Una vez salida de los
tubos lanza - chorros, el agua pasará al sistema de descarga de manera a ser aspirada
otra vez. Por consiguiente, el sistema de agua a presión funciona en circuito abierto.
La intensidad del efecto de refrigeración puede ser variada de acuerdo con la
preselección de las diversas zonas de refrigeración.
En todo caso, el número de las zonas de refrigeración a utilizar es función de la
sección del área del alambrón y de la calidad del material. La abertura de los tubos
lanza – chorros “de escurrido” relativos a una caja de agua se efectuará tan pronto
como la cabeza de la barra laminada salga del lado de salida de esta caja. El ajuste del
momento de abertura de los orificios lanza – chorros puede efectuarse de manera a
garantizar que un trozo de longitud determinado pase a través de la caja de agua sin
refrigerar.
El cierre de los tubos lanza – chorros relativos a las zonas de refrigeración y “de
escurrido” de una caja se efectúa en el momento de la llegada de la cola de la barra
a la caja de agua. Las operaciones de abertura y cierre de los tubos lanza – chorros se
efectúan por medio de válvulas neumáticas.
Instrucciones relativas al montaje de los aparatos

GERENCIA DE BARRAS Y ALAMBRON
54
La adaptación de la caja de agua comunicando con la caja de salida del bloque
acabador se efectúa en el lugar de la obra durante el montaje. La colocación de las
cajas de agua y de la zona de compensación del alambrón debe efectuarse de manera
a garantizar la alineación perfecta de los diferentes aparatos. Los porta – boquillas
cuentan con tornillos de fijación y de regulación de desmontaje permitiendo la puesta
a nivel exacta de los grupos de refrigeración.
Las canaletas de la zona llamada “de compensación” van montadas en el bastidor
de base mediante resortes de disco. Por consiguiente, resulta posible efectuar la
puesta a nivel de las diversas canaletas con debida precisión. En lo tocante a los
orificios lanza – chorros de refrigeración, habrá que tener en cuenta que es
absolutamente necesario respetar la medida del intersticio anular indicada en los
planos 1/6669720 y 1/6669730.
PLANO DE CONJUNTO Nº SMS Nº SIDOR

GERENCIA DE BARRAS Y ALAMBRON
55
Plano de conjunto – zona de
refrigeración por agua.
1 / 6667780 832 – 02 – 16 – 00979
Plano de conjunto – Caja de agua I –
Pos. 1 – Disposición derecha
1 / 6668630 832 – 02 – 16 – 00980
Plano de conjunto – Caja de agua I –
Pos. 1 – Disposición izquierda
1 / 6669050 832 – 02 – 16 – 00981
Plano de conjunto – Caja de agua I –
Pos. 2
1 / 6668780 832 – 02 – 16 – 00982
Plano de conjunto – Caja de agua II 1 / 6668140 832 – 02 – 16 – 00983
Plano de conjunto – Porta tubos
Lanza –chorros - Lado de entrada
1 / 6669710
832 – 02 – 16 – 00996
Plano de conjunto – Porta tubos
Lanza –chorros – Zona central
1 / 6669720
832 – 02 – 16 – 00997
Plano de conjunto – Porta tubos
Lanza –chorros – Zona salida
1 / 6669730
832 – 02 – 16 – 00998
Plano de conjunto – Porta tubos
Lanza –chorros - Lado de entrada –
Laminación de barras de armadura
para hormigón.
1 / 7087610
832 – 02 – 16 – 01894
Plano de conjunto – Porta tubos
Lanza –chorros – Zona central –
Laminación de barras de armadura
GERENCIA DE BARRAS Y ALAMBRON
56
Tabla Nº 2, Cajas de agua y zona de compensación
FILTROS
Para asegurar larga vida y un rendimiento adecuado de los componentes
hidráulicos, el fluido hidráulico debe mantenerse limpio. Filtros, colocadores e
imanes pueden ser usados para eliminar partículas extrañas del fluido hidráulico y son
agentes efectivos contra la contaminación. De acuerdo a su construcción, un colador
es un aparato para remover los sólidos del fluido, donde la resistencia al movimiento
de estos sólidos está en línea vertical y un filtro es un aparato para remover los
sólidos del fluido donde la resistencia al movimiento está en una tubería curva lienta.
Los elementos con los que están hechas las mallas de los filtros son varios, pueden
ser de madera, celosía, plástico, papel poroso y galacita (tierra de Batán). Estos
elementos, normalmente malla, son más finos que los coladores, a veces filtran
para hormigón. 1 / 7087620 832 – 02 – 16 – 01895
Plano de conjunto – Porta tubos
Lanza –chorros - Lado de salida –
Laminación de barras de armadura
para hormigón
1 / 7087630
832 – 02 – 16 – 01896
Plano de conjunto – Zona de
compensación del alambrón.
1 / 66689910
832 – 02 – 16 – 01008

GERENCIA DE BARRAS Y ALAMBRON
57
partículas de dos micrones (un micrón = 0,001 mm), los filtros que están hechos con
galacita o arcilla activada no deben ser usados con fluídos de tipo aditivo porque
estos elementos quitan los aditivos así como las impurezas.
Los filtros son clasificados como de tipo de flujo completo o de tipo proporcional.
El tipo de flujo completo nos da una acción filtradora positiva pero ofrece mayor
resistencia al flujo cuando el fluido se ensucia. Por esta razón el filtro de flujo
completo generalmente incluye una válvula que lo desvía del elemento cuando no
puede manejar todo el flujo a través del filtro de tipo proporcional solo una parte del
fluido pasa a través de los elementos.
FILTRO AUTOLIMPIANTE.
El filtro auto-limpiante es del tipo constructivo mecánico. Está compuesto de
cuerpo con bocas de entrada y salida aceite superior, con la palanca superior, con la
palanca de limpieza. El elemento filtrante consta de un juego ensamblado de discos
espaciadores y láminas u hojas limpiadoras. Accionando la manija, las hojas
limpiadoras barren las impurezas sedimentadas entre los discos. En tamaños mayores,
en lugar de la palanca de limpieza puede ser acoplado un motor eléctrico que actúa
con la señal de un temporizador o presostato a base de grado de saturación y
diferencias entre presiones de entrada y salida de aceite.

GERENCIA DE BARRAS Y ALAMBRON
58
En todos los filtros de diferentes tipos, de todos modos se debe organizar un
mantenimiento preventivo, que permite a base de datos históricamente comprobados,
un mantenimiento adecuado. Su recambio o limpieza asegura un funcionamiento
correcto y sin fallas excesivas de todo sistema, en una unidad de potencia
oleodinámica.
COLOCACIÓN.
En un sistema oleodinámico, generalmente hay tres lugares o líneas de colocación.
1. En la entrada o aspiración de la bomba dentro o sobre el depósito.
2. En la salida de la bomba o sea línea de trabajo o envío, sobre el mismo
depósito.
3. Tercer lugar de colocación de un filtro es la línea de descarga o retorno.
Generalmente se instala antes de la entrada y sobre el tanque.
SELECCIÓN DE UN FILTRO
La selección de un filtro se rige principalmente por la capacidad del flujo del
sistema. La cantidad de flujo que un filtro limpio puede manejar se determina por la
viscosidad del fluido y la caída de presión admisible. También cuando los
elementos del filtro se llenan de contaminación, la caída de presión aumenta por el
porcentaje de flujo. Entonces un filtro debe ser de tamaño suficiente para dejar pasar

GERENCIA DE BARRAS Y ALAMBRON
59
el flujo requerido (aún en contaminación máxima con una caída de presión que pueda
ser tolerada por el sistema.
EL PROBLEMA DEL CALOR.
El desarrollo de calor es un fenómeno indeseable pero inevitable que se verifica
indistintamente en todos los procesos de transmisión y de transformación de la
energía. Este calor es la concreta expresión final de todas las pérdidas que se
verifican en el proceso considerado. Basta recordar, a título de ejemplo, las pérdidas
debidas a efecto Joule que se tienen en las redes de transmisión de energía eléctrica o
las pérdidas que se producen en un reductor mecánico por efecto de los rozamientos.
El calor que nace de las pérdidas de energía no es prácticamente recuperable y
representa un verdadero y propio subproducto nocivo del proceso. Hay dos principios
y modelos de intercambiadores, uno enfría por medio del aire y el otro utiliza el agua.
El primero trabaja como un principio de ventilador común o de un radiador de un
automóvil. Consta de una caja rectangular donde se alojan las serpientes conducentes
de aceite. Los tubos de fluidos tienen unas aletas adheridas de aluminio u otro
material que transfiere con facilidad el calor de los tubos hacia el exterior, disipando
el calor. Puede ser utilizado sin o con ventilador propulsado con motor eléctrico. El
ventilador intensifica y aumenta la transferencia del calor hacia el exterior, mejorando
la capacidad de enfriamiento.

GERENCIA DE BARRAS Y ALAMBRON
60
Otro sistema utilizado es el intercambiador de agua: Es un dispositivo compacto,
de distintos tamaños, de fácil montaje y ubicación en distintos lugares del circuito. El
aceite transfiere el calor al agua y ésta se descarga afuera. El agua utilizada debe ser
limpia (potable, para evitar enlodamiento de tubos y cámaras).
Para mayor compresión el filtro auto-limpiante utilizado en este caso es:
El filtro autolimpiador BEA FILTROMATIC, se usan para la filtración de agua de
mar o de agua industrial con múltiples servicios y en diferentes lugares. Su
concepción es extremadamente simple y han sido proyectos y construidos con
robustez, ya que están previstos para un funcionamiento continuo, 24 horas sobre Sin
embargo, antes de su puesta en marcha y durante su servicio necesitan algunas
intervenciones que consideremos fundamentales para la eficiencia y la duración de
los filtros y para garantizar la continuidad del servicio.
Descripción del Funcionamiento.
El filtro autolimpiador FILTROMATIC tiene como finalidad remover las
impurezas sólidas del agua y eliminarlas automáticamente sin interrumpir el proceso
de filtración. Los elementos filtrantes están colocados en la placa de soporte en una o
varias circunferencias y las impurezas sólidas retenidas se descargan hacia el extremo
mediante la rotación del brazo de controlavado, usando como fluido de controlavado
la misma agua ya filtrada.
GERENCIA DE BARRAS Y ALAMBRON
61
Esta operación se puede programar automáticamente colocando el conmutador
situado en el cuadro eléctrico en la posición “AUT”, o manualmente, dislocando el
conmutador a la posición “MAN”. Si el conmutador se encuentra en automático, el
filtro operara de la siguiente manera: La continúa acumulación de impurezas sólidas,
retenidas en el interno de los elementos filtrantes, provocara el incremento de la
presión diferencial entre entrada y salida. Cuando dicha presión alcance el valor
previamente fijado en el presostato diferencial DPS, este enviara la señal al cuadro
eléctrico, el cual, por consiguiente, accionara el motor reductor que hace girar el
grupo de controlavado provocando simultáneamente la apertura de la válvula de
drenaje.
De esta forma el elemento filtrante que se encuentra en correspondencia del brazo
rotante de limpieza, queda en comunicación con el drenaje presión atmosférica y por
lo tanto, el agua que se encuentra en el interno del elemento mismo junto con el agua
externa bajo presión ya filtrada, se descargan hacia el externo arrastrando el
contaminante retenido.
El filtro proveerá el controlavado de los elementos filtrantes durante un tiempo pre-
establecido por el timer “TRD”: cuando se vence el tiempo, cuando el presostato
vuelve a leer la presión diferencial y si la misma ha vuelto a la normalidad,
interrumpe el controlavado deteniendo el motor reductor y cerrando la válvula, si por
el contrario el controlavado tuvo una duración de insuficiente para limpiar los
elementos filtrantes, el presostato prolonga el tiempo de controlavado hasta cuando se
produzca un disminución de la presión diferencial al valor prefijado.

GERENCIA DE BARRAS Y ALAMBRON
62
Si el conmutador se encuentra en posición manual, el filtro continuara a
controlavarse hasta cuando el operador no disloque el conmutador hasta la posición
automática.
Nota:
En el cuadro está previsto un segundo timer (cíclico) “TR”, que
independientemente de la intervención del presostato, provee automáticamente cada 8
horas (o según el tiempo indicado por el operador – de 0 a 60 horas) a activar el ciclo
de controlavado durante el tiempo indicado en el primer timer “TDR”
SECUENCIAS OPERATIVAS
CONDICIONES DE
FUNCIONAMIENT
O
PRESOSTATO
MOTO
R
VÁLVUL
A
DRENAJ
E
I CONTACTO
PARA
CONTROLAVAD
O
II
CONTACT
O
ALARMA
Filtro limpio P
normal.
Abierto Abierto Parado Cerrada
Filtro succión ∆P Cerrado Abierto En Abierto

GERENCIA DE BARRAS Y ALAMBRON
63
superior normal. Función
Tiempo lavado
vencido con ∆P
normal.
Abierto Abierto Parado Cerrada
Tiempo lavado
vencido con ∆P
superior al normal.
Cerrado
Abierto
En
Función
Abierta
Tiempo lavado
vencido con ∆P en
alarma.
Cerrado Cerrado En
Función
Abierta
Timer de
controlavado de
seguridad TR
(cíclico).
Abierto
Abierto
En
Función
Abierta
Controlavado manual.
Conmutador AUTO-
MAN en posición
MAN.
Abierto
Abierto
En
Función
Abierta
Tabla N° 3
FICHA SEÑALIZACIÓN DAÑOS

GERENCIA DE BARRAS Y ALAMBRON
64
ANOMALIA CAUSA POSIBLE TIPO DE
INTERVENCIÓN
El filtro una vez
alcanzado el ∆P no
interviene y no provee el
controlavado.
Presostato conectado en
forma errónea.
Error en la calibración
del instrumento.
Presostato roto.
Controlar las conexiones
según el esquema
eléctrico.
Controlar la calibración.
Proveer a la sustitución y
usar como alternativa el
comando manual.
Aunque interviene ante la
señal del presostato el
filtro no provee al
controlavado.
Ruptura del perno
dinamométrico.
Elevada absorción del
motor, con intervención
de la protección térmica.
Fusibles de protección
del circuito primario y
secundario quemados.
Sustitución del perno
después de encontrar la
causa de su ruptura.
Reactivación manual en
el tablero de la protección
térmica.
Sustitución de los fusibles
después de encontrar la
causa de la anomalía.
Intervención de la señal
de alto ∆P. Cuando el
presostato este equipado
de II contacto de alarma
por alto ∆P.
Ruptura del perno
dinamométrico.
La válvula de descargue
motorizada no se abre.
Sustitución del perno.
Control de la conexión
válvula tablero.
Control de la válvula de
descargue.
GERENCIA DE BARRAS Y ALAMBRON
65
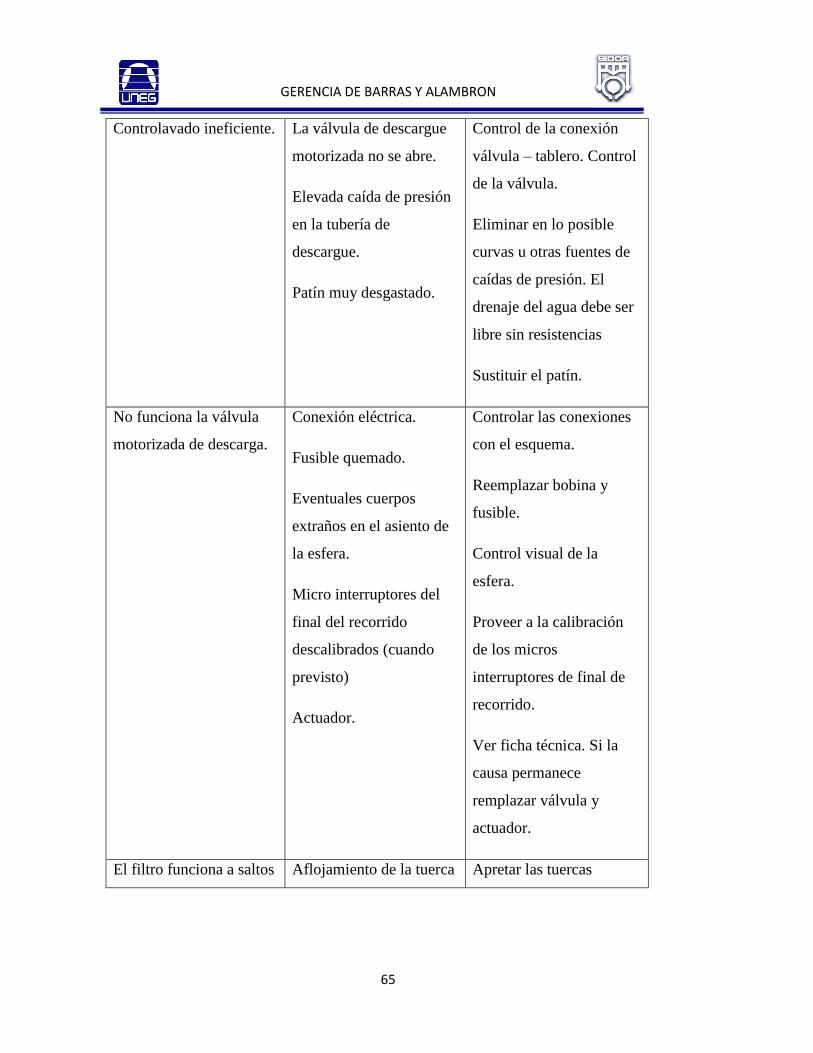
Controlavado ineficiente. La válvula de descargue
motorizada no se abre.
Elevada caída de presión
en la tubería de
descargue.
Patín muy desgastado.
Control de la conexión
válvula – tablero. Control
de la válvula.
Eliminar en lo posible
curvas u otras fuentes de
caídas de presión. El
drenaje del agua debe ser
libre sin resistencias
Sustituir el patín.
No funciona la válvula
motorizada de descarga.
Conexión eléctrica.
Fusible quemado.
Eventuales cuerpos
extraños en el asiento de
la esfera.
Micro interruptores del
final del recorrido
descalibrados (cuando
previsto)
Actuador.
Controlar las conexiones
con el esquema.
Reemplazar bobina y
fusible.
Control visual de la
esfera.
Proveer a la calibración
de los micros
interruptores de final de
recorrido.
Ver ficha técnica. Si la
causa permanece
remplazar válvula y
actuador.
El filtro funciona a saltos Aflojamiento de la tuerca Apretar las tuercas

GERENCIA DE BARRAS Y ALAMBRON
66
durante el controlavado. y de la contratuerca de
fijación del eje motor
reductor y consiguiente
desconexión del injerto
interno.
controlando la distancia
entre el patín y la placa
porta-elementos.
Demasiada distancia
entre patín y placa porta-
elementos o roce
excesivo entre los dos.
Aflojamiento de la tuerca
y contratuerca de fijación
del eje motor reductor.
Apretar las tuercas hasta
regular la distancia patín
placa a 3 mm. Bloquear la
regulación con la
contratuerca.
Tabla N° 4
Mantenimiento.
Desensamblaje y/o mantenimiento del filtro.
Para el desensamblaje del filtro y/o de los varios componentes (Plano N° AL-01)
proceder como sigue:
Grupo reductor (Plano N° AL-02)
Quitar las tuercas (pos.48)
Desmontar los tornillos (pos. 54) y las tuercas (pos. 43)
Sacar el anillo SEEGER (pos. 45)
Quitar el perno de seguridad (pos. 16)

GERENCIA DE BARRAS Y ALAMBRON
67
Sacar el reductor (pos. 67)
Sacar el árbol del reductor (pos. 13)
Recuperar la clavija (pos. 46)
Sustitución del perno de seguridad (Plano AL- 02 Pos. 16)
Cuando se deba proceder a la sustitución del perno de seguridad se debe:
Sacar el anillo SEEGER (pos. 45)
Quitar las dos partes del perno roto (pos. 16)
Limpiar la sede del perno de los eventuales residuos
Instalar el nuevo perno de seguridad en bronce controlando que la instalación
será precisa
Montar nuevamente el anillo SEEGER (pos. 45).
Prensaestopas (Plano N° AL-02 y AL-05 Part. B)
Para el Desensamblaje completo del prensaestopas efectuar las operaciones
descritas en el punto grupo reductor y sucesivamente:
Destornillar las tuercas (pos. 55) de los tornillos prisioneros (pos. 50)
Sacar la brida (pos. 18)

GERENCIA DE BARRAS Y ALAMBRON
68
Desarmar la estopa (pos.34)
Elementos filtrantes (Plano N° AL-03)
Para desmontar los elementos filtrantes se puede proceder de dos formas:
I. Llevar a cabo las operaciones previstas en los puntos del grupo reductor y
prensaestopas.
II. Desmontar solamente el perno de seguridad (pos. 16) y quitar la tapa del filtro
completo con prensaestopas y linterna.
Desmontar las astas y las tuercas (pos. 62 y 63)
Quitar la tapa del filtro
Recuperar el empaque (pos. 35)
Destornillar las tuercas (pos. 59)
Desmontar el disco que presiona el elemento filtrante (pos. 7)
Si es necesario, destornillar las astas (pos. 9)
Desmontar los elementos filtrantes (pos. 8).
Placa porta elementos filtrantes (pos. 6) (Planos N° AL-03 y AL-05 Part. D)
Continuando el desensamblaje del filtro para quitar La placa porta elementos e
necesario efectuar las siguientes operaciones:

GERENCIA DE BARRAS Y ALAMBRON
69
Desmontar los tornillos (pos. 60)
Recuperar las tuercas (pos. 49)
Sacar la placa (pos. 6)
Tubería drenaje externa (pos. 15) (Planos MN. AL-04 y AL-05)
Desmontar las tuercas (pos. 56)
Extraer del fondo del filtro toda la tubería (pos. 15)
Recuperar el empaque (pos. 39)
Desmontar el cojinete (pos. 30)
Eje interno (pos. 13) (Plano N° AL-03 y AL-04)
Desmontar el filtro hasta extraer la tapa y para el desensamblaje del eje interno
proceder como sigue:
Mediante la portezuela quitar el perno (pos. 51) y sacar por encima el eje (pos. 13)
Sustitución del patín (pos. 28) (Planos N° AL-04 y AL-05)
Reemplazar el patín cuando el espesor de la brida que rueda contra la placa se
reduce a 5 mm.
GERENCIA DE BARRAS Y ALAMBRON
70
La sustitución del patín interno puede ocurrir a través de la portezuela de
inspección como sigue y se puede proceder de dos formas:
Destornillar completamente las tuercas (pos. 48) que se encuentran en cima al
filtro.
Desarmando la tubería de drenaje (plano AL-04 pos. 14)
Manual de instalación.
FILTRO AUTOLIMPIANTE
MOD.
AL 3024
CLIENTE TECHINT
SPA
N° PEDIDO CLIENTE 461 / FT
REFERENCIA BEA FILTRI 01.0.197
ITEM
NUMERO DE FABRICACIÓN 9293 / 9294
Tabla N° 5

GERENCIA DE BARRAS Y ALAMBRON
71
MEDIDOR DE CAUDAL
García Clemente (1980) define que:
Un medidor de caudal o de tasa es un aparato que determina, generalmente una
medida única, la cantidad (peso volumen) por unidad de tiempo que pasa por una
sección transversal dada. Dentro de los diferentes medidores de caudal se incluyen los
orificios, el medidor venturi, el rotámetro, el vertedero y la tobera.
MEDICIÓN DEL CAUDAL EN TUBERÍAS
En el caso de tuberías, la sección transversal es conocida con la suficiente
precisión. Para la medición de la velocidad se utilizan, entre otros los siguientes
procedimientos:
Mediante el uso de correntómetro
Mediante el uso de instrumentos basados en el efecto Doppler
Mediciones mediante el tubo de Pitot
Introduciendo un estrangulamiento del tubo, el que puede ser gradual,
mediante una pieza especial denominada Tubo de Venturi o abrupta, mediante la
inserción de un diafragma.
La selección eficaz de un medidor de caudal exige un conocimiento práctico de la
tecnología del medidor, además de un profundo conocimiento del proceso y del fluido
que se quiere medir.

GERENCIA DE BARRAS Y ALAMBRON
72
Entre los principales medidores que se estudian se citan, en primer lugar, los
medidores de presión diferencial. Después se estudian los medidores con
accionamiento mecánico, es decir, los medidores de desplazamiento positivo y los
medidores de tipo turbina, para finalizar con los medidores de caudal de tipo
electromagnético y los medidores de tipo ultrasónico. Aunque los medidores de tipo
másico no se abordan, ya que la ponencia trata de medidores de caudal de tipo
volumétrico, en ocasiones es más importante conocer el caudal másico que el caudal
volumétrico, principalmente en la industria química, donde es necesario conocer los
caudales másicos con el fin de determinar balances energéticos en las plantas de
proceso.
Se indican también las ventajas e inconvenientes de emplear uno u otro tipo de
medidor de caudal, tanto técnica como económicamente.
MEDIDORES DE PRESIÓN DIFERENCIAL
La medida de caudal en conducciones cerradas, consiste en la determinación de la
cantidad de masa o volumen que circula por la conducción por unidad de tiempo. Los
instrumentos que llevan a cabo la medida de un caudal se denominan, habitualmente,
caudalímetros o medidores de caudal, constituyendo una modalidad particular los
contadores, los cuales integran dispositivos adecuados para medir y justificar el
volumen que ha circulado por la conducción.
GERENCIA DE BARRAS Y ALAMBRON
73
Los medidores de caudal volumétrico pueden determinar el caudal de volumen de
fluido de dos formas:
Directamente, mediante dispositivos de desplazamiento positivo, o
indirectamente, mediante dispositivos de: presión diferencial, área variable,
velocidad, fuerza, etc.
Puesto que la medida de caudal volumétrico en la industria se realiza,
generalmente, con Instrumentos que dan lugar a una presión diferencial al paso del
fluido, abordaremos en primer lugar los medidores de presión diferencial. Esta clase
de medidores presenta una reducción de la sección de paso del fluido, dando lugar a
que el fluido aumente su velocidad, lo que origina un aumento de su energía cinética
y, por consiguiente, su presión tiende a disminuir en una proporción equivalente, de
acuerdo con el principio de la conservación de la energía, creando una diferencia de
presión estática entre las secciones aguas arriba y aguas abajo del medidor.
PRINCIPALES MEDIDORES DE PRESIÓN DIFERENCIAL
Entre los principales tipos de medidores de presión diferencial se pueden destacar
los siguientes:
Placas de orificio
Toberas
Tubos Venturi

GERENCIA DE BARRAS Y ALAMBRON
74
Tubos Pitot
Tubos Annubar
Codos
Medidores de área variable
Medidores de placa.
Se estima que, actualmente, al menos un 75% de los medidores industriales en uso
son dispositivos de presión diferencial, siendo el más popular la placa de orificio.
Las principales ventajas de dichos medidores son:
Su sencillez de construcción, no incluyendo partes móviles,
Su funcionamiento se comprende con facilidad,
No son caros, particularmente si se instalan en grandes tuberías y se comparan
con otros medidores,
Pueden utilizarse para la mayoría de los fluidos, y hay abundantes
publicaciones sobre sus diferentes usos.
Sus principales desventajas son:
La amplitud del campo de medida es menor que para la mayoría de los otros
tipos de medidores, pueden producir pérdidas de carga significativas, la señal de
salida no es lineal con el caudal, deben respetarse unos tramos rectos de tubería aguas
arriba y aguas abajo del medidor que, según el trazado de la tubería y los accesorios

GERENCIA DE BARRAS Y ALAMBRON
75
existentes, pueden ser grandes, pueden producirse efectos de envejecimiento, es decir,
acumulación de depósitos o la erosión de las aristas vivas, la precisión suele ser
menor que la de medidores más modernos, especialmente si, como es habitual, el
medidor se entrega sin calibrar.
PLACAS DE ORIFICIO
La placa de orificio consiste en una placa perforada que se instala en la tubería. El
orificio de la placa, como se muestra en la figura 14, puede ser: concéntrico,
excéntrico y segmental.
Fig. 14. Tipos de orificio.
Con el fin de evitar arrastres de sólidos o gases que pueda llevar el fluido, la placa
incorpora, normalmente, un pequeño orificio de purga. Entre los diversos perfiles de
orificio que se utilizan, según se muestra en la figura 15, se pueden destacar los
siguientes: de cantos vivos, de cuarto de círculo y de entrada cónica. El más utilizado
es el de cantos vivos, aunque también se usan las placas de cuarto de círculo y las de
entrada cónica, especialmente cuando el fluido es viscoso.
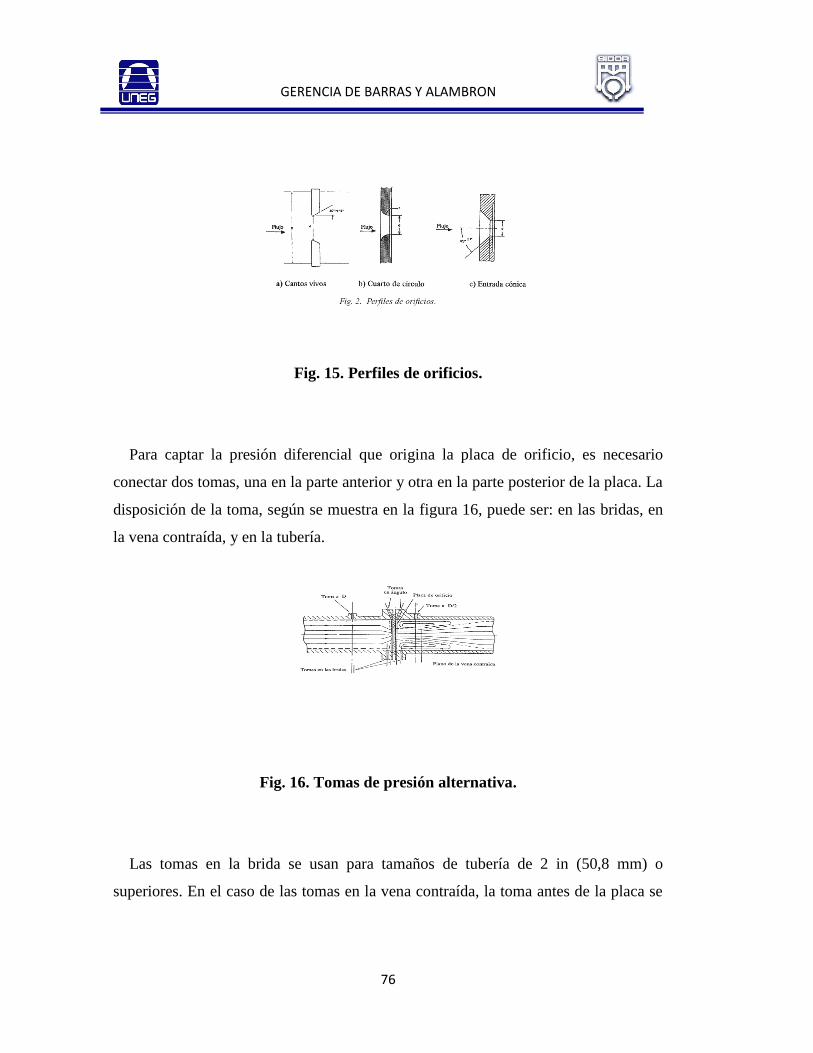
GERENCIA DE BARRAS Y ALAMBRON
76
Fig. 15. Perfiles de orificios.
Para captar la presión diferencial que origina la placa de orificio, es necesario
conectar dos tomas, una en la parte anterior y otra en la parte posterior de la placa. La
disposición de la toma, según se muestra en la figura 16, puede ser: en las bridas, en
la vena contraída, y en la tubería.
Fig. 16. Tomas de presión alternativa.
Las tomas en la brida se usan para tamaños de tubería de 2 in (50,8 mm) o
superiores. En el caso de las tomas en la vena contraída, la toma antes de la placa se
GERENCIA DE BARRAS Y ALAMBRON
77
sitúa a 1 in (25,4 mm) de distancia de la placa, mientras que la toma posterior se debe
situar en el punto de mínima presión, donde la vena alcanza su diámetro más
pequeño. Las tomas en la tubería se sitúan a 2 1/2 y 8 diámetros de tubería
respectivamente, antes y después de la placa de orificio.
TOBERAS
Las toberas son de dos tipos, las de radio grande y las de radio pequeño
(denominadas toberas ISA 1932 [30, 31]). La tobera, con su entrada suave
redondeada, elimina prácticamente la vena contracta y da coeficientes de descarga
(Cd) próximos a la unidad. Las pérdidas no recuperables siguen siendo grandes, ya
que, no hay difusor para la expansión gradual posterior. Éstas se pueden utilizar como
elementos medidores de caudal tanto en conductos (tuberías) como en cámaras
impelentes y se instalan con bridas roscadas con un macho, de acuerdo con las
normas ASME o con otras especificaciones de normas.
Si se requiere instalar un medidor de caudal (Q) aguas abajo de una válvula, de un
codo o de otro accesorio, se debe colocar también un tramo rectilíneo de tubería entre
el accesorio y el medidor; para las toberas se pueden necesitar un tramo de tubería
rectilínea hasta de 4 veces el diámetro. La tobera cuesta menos que el medidor
venturi. Tiene la desventaja de que las pérdidas totales son mucho más grandes
debido a la falta de guía del chorro aguas abajo de la abertura de la tobera. En la
figura 17 se muestran dos tipos de toberas normalizadas. Con este tipo de tobera se
utilizan, normalmente, tomas de presión en ángulo, tal como se indica en la figura.

GERENCIA DE BARRAS Y ALAMBRON
78
Fig. 17. Tobera ISA 1932.
Tubos Venturi
En la figura 18 se muestra el perfil de un tubo Venturi clásico, donde se puede
apreciar la disposición de las tomas de presión para determinar la presión diferencial.
Fig. 18. Tubo Venturi.
Como se aprecia en la figura se pueden destacar tres partes fundamentales: a) una
sección de entrada cónica convergente en la que la sección transversal disminuye, lo
que se traduce en un aumento de la velocidad del fluido y una disminución de la
presión; b) una sección cilíndrica en la que se sitúa la toma de baja presión, y donde
la velocidad del fluido se mantiene prácticamente constante, y c) una tercera sección
de salida cónica divergente en la que la sección transversal aumenta, disminuyendo la
velocidad y aumentando la presión. La incorporación de esta sección de salida

GERENCIA DE BARRAS Y ALAMBRON
79
permite una recuperación de la mayor parte de la presión diferencial producida y, por
tanto, un ahorro de energía.
Con el fin de reducir las pérdidas de carga causadas por una tobera, puede
acoplarse a continuación de la tobera una sección divergente similar a la utilizada
para un tubo Venturi, resultando una combinación que se denomina Venturi-tobera,
como se muestra en la figura 19, donde pueden apreciarse las tomas de presión.
Fig. 19. Combinación Venturi-tobera.
En la figura 20 se muestra una comparación entre varios elementos de presión
diferencial con respecto a la recuperación de la presión.

GERENCIA DE BARRAS Y ALAMBRON
80
Fig. 20. Comparación entre diferentes dispositivos de presión diferencial con
respecto a la recuperación de la presión.
Las principales limitaciones de los tubos Venturi son su elevado costo y la
longitud necesaria para su instalación, sobre todo para grandes tamaños de tubería.
TUBO PITOT
El tubo de Pitot es quizá la forma más antigua de medir la presión diferencial y
también conocer la velocidad de circulación de un fluido en una tubería. En la figura
21 se muestra, en su forma más sencilla, un pequeño tubo con la entrada orientada en
contra del sentido de la corriente del fluido. La velocidad del fluido en la entrada del
tubo se hace nula, al ser un punto de estancamiento, convirtiendo su energía cinética
en energía de presión, lo que da lugar a un aumento de presión dentro del tubo de
Pitot.
Fig. 21. Tubo Pitot en su forma más sencilla.

GERENCIA DE BARRAS Y ALAMBRON
81
Los tubos de Pitot son instrumentos sencillos, económicos y disponibles en un
amplio margen de tamaños. Si se utilizan adecuadamente pueden conseguirse
precisiones moderadas y, aunque su uso habitual sea para la medida de la velocidad
del aire, se usan también, con la ayuda de una técnica de integración, para indicar el
caudal total en grandes conductos y, prácticamente, con cualquier fluido.
Probablemente la principal desventaja sea su dificultad para medir bajas velocidades
del aire.
TUBO ANNUBAR
El tubo Annubar es una innovación del tubo de Pitot. En la figura 22 se muestra un
tubo Annubar clásico, donde se aprecia un tubo exterior, situado a lo largo de un
diámetro transversal de la tubería, y dos tubos interiores. El tubo exterior presenta
cuatro orificios en la cara aguas arriba de la corriente, que se utilizan para interpolar
los perfiles de velocidad y realizar un promedio, y otro orificio en el centro del tubo
pero en la cara aguas abajo de la corriente.
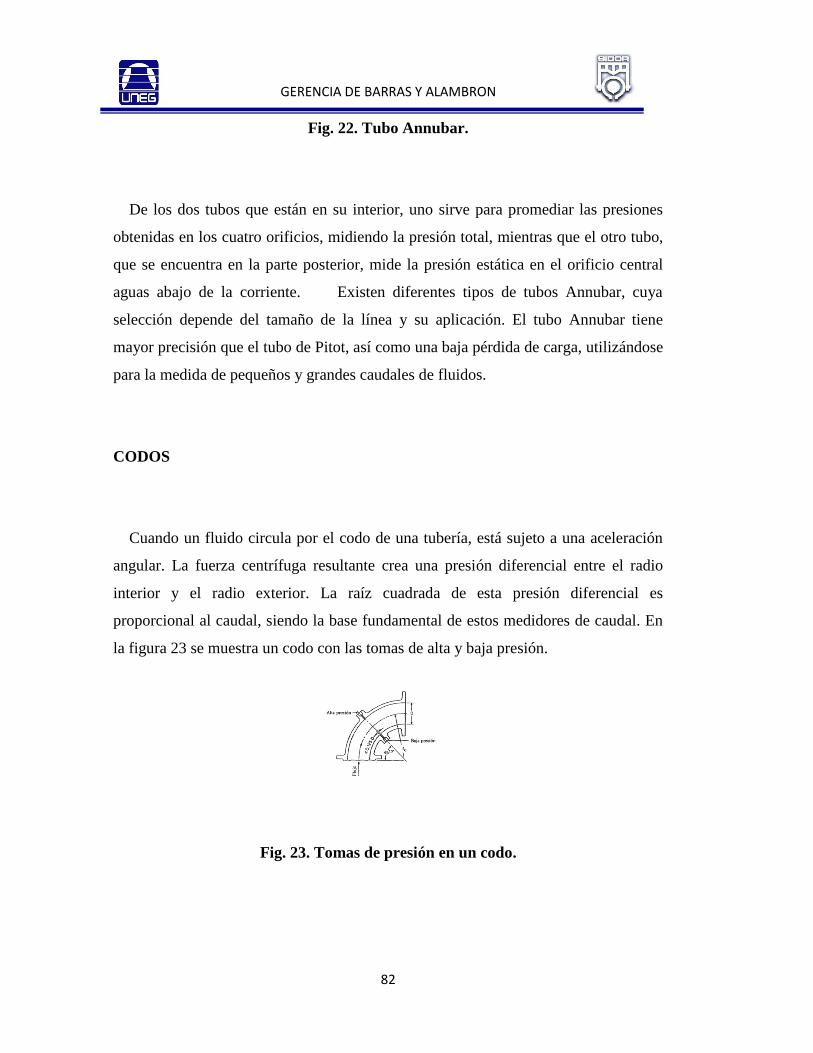
GERENCIA DE BARRAS Y ALAMBRON
82
Fig. 22. Tubo Annubar.
De los dos tubos que están en su interior, uno sirve para promediar las presiones
obtenidas en los cuatro orificios, midiendo la presión total, mientras que el otro tubo,
que se encuentra en la parte posterior, mide la presión estática en el orificio central
aguas abajo de la corriente. Existen diferentes tipos de tubos Annubar, cuya
selección depende del tamaño de la línea y su aplicación. El tubo Annubar tiene
mayor precisión que el tubo de Pitot, así como una baja pérdida de carga, utilizándose
para la medida de pequeños y grandes caudales de fluidos.
CODOS
Cuando un fluido circula por el codo de una tubería, está sujeto a una aceleración
angular. La fuerza centrífuga resultante crea una presión diferencial entre el radio
interior y el radio exterior. La raíz cuadrada de esta presión diferencial es
proporcional al caudal, siendo la base fundamental de estos medidores de caudal. En
la figura 23 se muestra un codo con las tomas de alta y baja presión.
Fig. 23. Tomas de presión en un codo.

GERENCIA DE BARRAS Y ALAMBRON
83
La toma en el codo presenta la ventaja de que como la mayoría de las
configuraciones de tuberías tienen codos, pueden situarse en ellos la toma de presión.
Esto permite una instalación económica, sin pérdidas de presión, y sin introducir
obstrucciones en la línea. Debe ponerse especial cuidado para alinear los orificios de
las tomas de presión en ambos planos. Si el codo esta calibrado, su precisión puede
ser comparable a la de una placa de orificio.
MEDIDORES DE ÁREA VARIABLE
Los medidores de área variable funcionan sobre la base de mantener una presión
diferencial constante, permitiendo aumentar el área eficaz de flujo con el caudal.
Existen varios tipos de medidores de orificio variable, pero el más utilizado es el que
está formado por un tubo cónico de eje vertical y un flotador. Como se muestra en la
figura 24, el fluido circula en sentido ascendente por el tubo desplazando un flotador
que, habitualmente, lleva unas ranuras que dan lugar a que el flotador gire,
proporcionándole la estabilidad y efecto de centrado necesario. Esta rotación es la que
ha dado origen al nombre de rotámetro.
Fig. 24. Rotámetro de tubo de vidrio cónico y flotador.
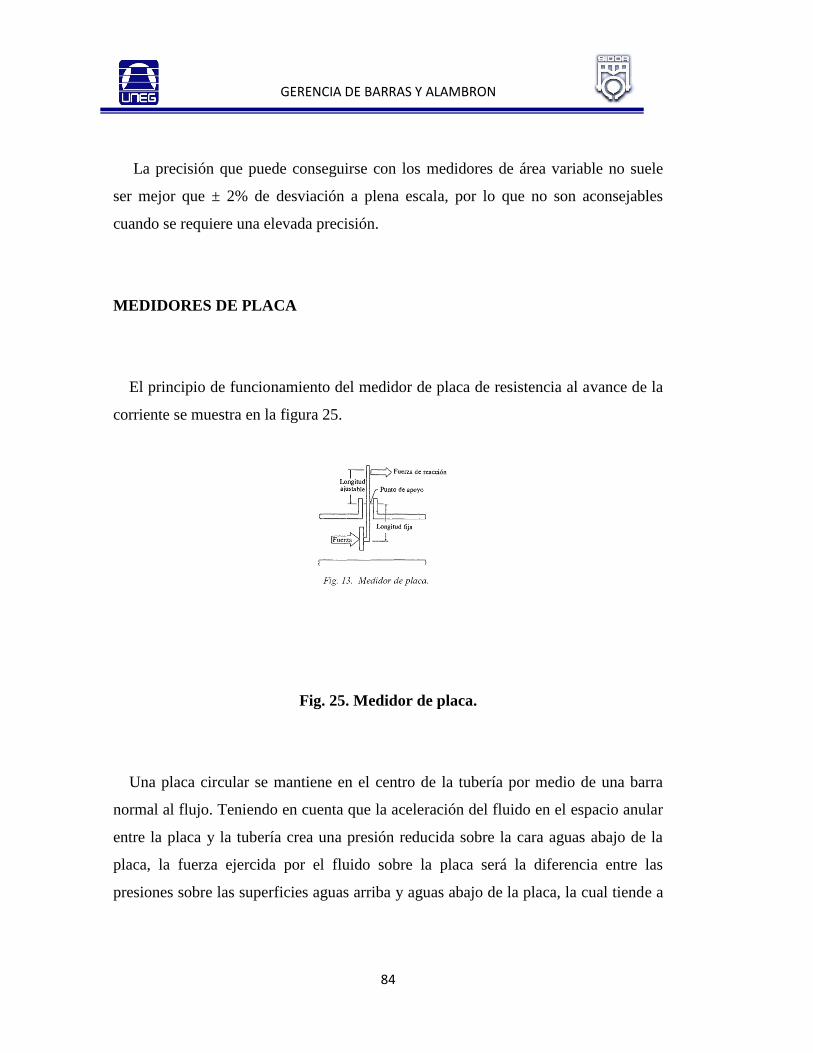
GERENCIA DE BARRAS Y ALAMBRON
84
La precisión que puede conseguirse con los medidores de área variable no suele
ser mejor que ± 2% de desviación a plena escala, por lo que no son aconsejables
cuando se requiere una elevada precisión.
MEDIDORES DE PLACA
El principio de funcionamiento del medidor de placa de resistencia al avance de la
corriente se muestra en la figura 25.
Fig. 25. Medidor de placa.
Una placa circular se mantiene en el centro de la tubería por medio de una barra
normal al flujo. Teniendo en cuenta que la aceleración del fluido en el espacio anular
entre la placa y la tubería crea una presión reducida sobre la cara aguas abajo de la
placa, la fuerza ejercida por el fluido sobre la placa será la diferencia entre las
presiones sobre las superficies aguas arriba y aguas abajo de la placa, la cual tiende a

GERENCIA DE BARRAS Y ALAMBRON
85
mover la placa en la dirección del flujo y, está limitada a tamaños de tubería hasta
100 mm.
MEDIDORES CON ACCIONAMIENTO MECÁNICO
En este capítulo se incluirán los medidores con accionamiento mecánico,
habitualmente de tipo rotativo, que miden el volumen total o el caudal volumétrico de
un fluido circulando por una tubería.
MEDIDORES DE DESPLAZAMIENTO POSITIVO
Los medidores de desplazamiento positivo miden la cantidad de fluido que circula
por un conducto, dividiendo el flujo en volúmenes separados y sumando los
volúmenes que pasan a través del medidor.
En cada medidor, se pueden destacar tres componentes comunes:
Cámara, que se encuentra llena de fluido,
Desplazador, que bajo la acción del fluido circulando, transfiere el fluido
desde el final de una cámara a la siguiente, y
Mecanismo (indicador o registrador), conectado al desplazador, que cuenta el
número de veces que el desplazador se mueve de una parte a otra en la cámara de
trabajo.
GERENCIA DE BARRAS Y ALAMBRON
86
Un problema importante que se debe tener en cuenta al fabricar un medidor de
desplazamiento positivo es conseguir una buena estanqueidad de las partes móviles,
evitando un par de rozamiento inaceptable y que la cantidad de líquido de escape a
través del medidor sea moderada. Por esta razón, es necesario calibrar el medidor de
desplazamiento a varios caudales, dentro del margen de utilización, con un fluido de
viscosidad conocida.
MEDIDORES DE DESPLAZAMIENTO POSITIVO PARA LÍQUIDOS
En principio, los medidores de desplazamiento positivo para gases deberían ser
similares a los utilizados para líquidos, sin embargo, en la práctica hay una diferencia
importante. Por consiguiente, los medidores de desplazamiento positivo para gases
tienen que tener una baja resistencia a la fricción.
Dentro de los diferentes tipos de medidores para líquidos se consideran los
siguientes:
Medidores de tipo pistón,
Medidores de paletas deslizantes, y
Medidores de engranajes.
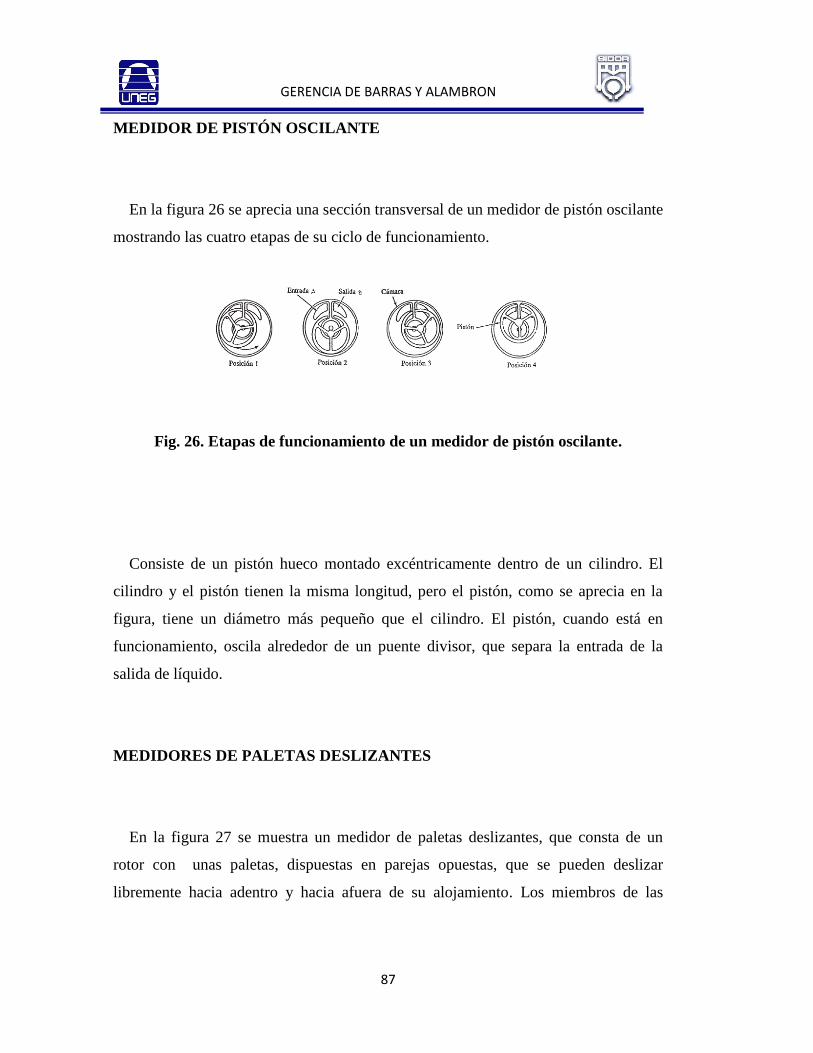
GERENCIA DE BARRAS Y ALAMBRON
87
MEDIDOR DE PISTÓN OSCILANTE
En la figura 26 se aprecia una sección transversal de un medidor de pistón oscilante
mostrando las cuatro etapas de su ciclo de funcionamiento.
Fig. 26. Etapas de funcionamiento de un medidor de pistón oscilante.
Consiste de un pistón hueco montado excéntricamente dentro de un cilindro. El
cilindro y el pistón tienen la misma longitud, pero el pistón, como se aprecia en la
figura, tiene un diámetro más pequeño que el cilindro. El pistón, cuando está en
funcionamiento, oscila alrededor de un puente divisor, que separa la entrada de la
salida de líquido.
MEDIDORES DE PALETAS DESLIZANTES
En la figura 27 se muestra un medidor de paletas deslizantes, que consta de un
rotor con unas paletas, dispuestas en parejas opuestas, que se pueden deslizar
libremente hacia adentro y hacia afuera de su alojamiento. Los miembros de las

GERENCIA DE BARRAS Y ALAMBRON
88
paletas opuestas se conectan rígidamente mediante varillas, y el fluido circulando
actúa sobre las paletas sucesivamente, provocando el giro del rotor.
Fig. 27. Medidor de paletas deslizantes.
MEDIDORES DE ENGRANAJES
Entre los más importantes medidores de engranajes se pueden destacar los
siguientes:
Medidores de rueda oval, y
Medidores helicoidales.
Medidores de rueda oval

GERENCIA DE BARRAS Y ALAMBRON
89
El medidor de rueda oval, que se muestra en la figura 28, dispone de dos ruedas
ovales que engranan entre sí y tienen un movimiento de giro debido a la presión
diferencial creada por el flujo de líquido. La acción del líquido actúa de forma
alternativa sobre cada una de las ruedas, dando lugar a un giro suave de un par
prácticamente constante. Tanto la cámara de medida como las ruedas están
mecanizadas con gran precisión, con el fin de conseguir que el deslizamiento entre
ellas se produzca con el mínimo rozamiento, sin que se formen bolsas o espacios
muertos y desplazando la misma cantidad de líquido en cada rotación.
Fig. 28. Medidor de rueda oval.
Medidores helicoidales
En la figura 29 se muestra un medidor de tipo helicoidal, cuyo funcionamiento es
similar al de la rueda oval, por lo que no merece más detalles.

GERENCIA DE BARRAS Y ALAMBRON
90
Fig. 29. Medidor de engranajes helicoidales.
MEDIDORES DE TURBINA
Los medidores para gas y para líquido funcionan bajo el mismo principio. La
figura 30 muestra la sección transversal de un medidor de turbina típico para líquidos.
Consta de una longitud de tubería en el centro de la cual hay un rotor de paletas
múltiple, montado sobre cojinetes, para que pueda girar con facilidad, y soportadas
aguas arriba y aguas abajo por un dispositivo de centrado tipo cruceta que,
habitualmente, incorpora un enderezador de la vena fluida.
Fig. 30. Sección transversal de un medidor de turbina para líquidos.

GERENCIA DE BARRAS Y ALAMBRON
91
OTROS MEDIDORES VOLUMÉTRICOS
Medidores de caudal electromagnéticos
El medidor de caudal electromagnético utiliza el mismo principio básico que el
electro generador, es decir, cuando un conductor se mueve a través de un campo
magnético se genera una fuerza electromotriz en el conductor, siendo su magnitud
directamente proporcional a la velocidad media del conductor en movimiento. Si el
conductor es una sección de un líquido conductor circulando por un tubo aislado
eléctricamente, a través de un campo magnético y se montan los electrodos
diametralmente opuestos en la pared de la tubería, tal como se muestra en la figura
31, la fuerza electromotriz generada a través de los electrodos es directamente
proporcional a la velocidad media del fluido.
Fig. 31 Elementos de un medidor electromagnético.
Entre los materiales más utilizados se pueden citar los siguientes: acero inoxidable
no magnético, platino/iridio, monel, hasteloy, titanio, y circonio para líquidos
particularmente agresivos.

GERENCIA DE BARRAS Y ALAMBRON
92
Entre las ventajas más fundamentales se pueden señalar las siguientes:
No presentan obstrucciones al flujo, por lo que son adecuados para la medida
de todo tipo de suspensiones, barros, melazas, etc.
No dan lugar a pérdidas de carga, por lo que son adecuados para su instalación
en grandes tuberías de suministro de agua, donde es esencial que la pérdida de carga
sea pequeña.
Se fabrican en una gama de tamaños superior a la de cualquier otro tipo de
medidor.
No son prácticamente afectados por variaciones en la densidad, viscosidad,
presión temperatura y, dentro de ciertos límites, conductividad eléctrica.
No son seriamente afectados por perturbaciones del flujo aguas arriba del
medidor.
La señal de salida es, habitualmente, lineal.
Pueden utilizarse para la medida del caudal en cualquiera de las dos
direcciones.
Entre las desventajas se pueden destacar las siguientes:
El líquido cuyo caudal se mide tiene que tener una razonable conductividad
eléctrica. Para fines industriales el límite práctico es del orden de 10 & hom cm-1.
Esto significa que los líquidos acuosos pueden manejarse adecuadamente, lo que no
ocurre con líquidos orgánicos.
GERENCIA DE BARRAS Y ALAMBRON
93
La energía disipada por las bobinas da lugar al calentamiento local del tubo
del medidor.
MEDIDORES ULTRASÓNICOS
Dos tipos de medidores ultrasónicos son utilizados, fundamentalmente, para la
medida de caudal en circuitos cerrados. El primero (tiempo de tránsito o de
propagación) utiliza la transmisión por impulsos, mientras que el segundo (efecto
Doppler) usa la transmisión continua de ondas.
Medidores ultrasónicos por impulsos
Los medidores ultrasónicos modulados por impulsos son los más precisos y se
utilizan, con líquidos limpios, aunque algunos tipos permiten medidas de líquidos con
cierto contenido de partículas y gas. El método diferencial de medida por tiempo de
tránsito, se basa en un sencillo hecho físico.
Medidores ultrasónicos utilizando el efecto Doppler
Los medidores ultrasónicos de tipo Doppler utilizan el concepto de que si se deja
pasar el ultrasonido en un fluido en movimiento con partículas, el sonido será
reflejado de nuevo desde las partículas. La variación de frecuencia del sonido
reflejado será proporcional a la velocidad de las partículas. Respecto a la precisión,

GERENCIA DE BARRAS Y ALAMBRON
94
los medidores de tipo magnético pueden llegar hasta un ± 0,25% del caudal real,
mientras que los de tipo de ultrasonidos hasta un ± 0,5 %. Su fácil instalación reduce
los costos de mantenimiento, y además la medición, sin apenas pérdida de carga,
reduce los costos energéticos.
HIDRANTES
Peter Gerhart Gross (1995) dice que:
En su forma más sencilla, los hidrantes son una combinación de dos elementos en
un mismo cuerpo, es decir, una válvula hidráulica y un contador de agua, como se
muestra de forma esquemática en la figura 32. La válvula hidráulica tiene la
actuación de apertura y cierre por membrana, lo que reduce el número de piezas que,
habitualmente, se utilizan para esas funciones, simplificando con ello también el
diseño global de la válvula.
Fig. 32. Hidrante en su forma más sencilla.
GERENCIA DE BARRAS Y ALAMBRON
95
Al hidrante se le puede incorporar una válvula de solenoide para abrirlo y cerrarlo
a distancia mediante una señal eléctrica. Más completos que los anteriores, en cuanto
a componentes se refiere, existen otro tipo de hidrantes, muy utilizados para el
suministro de agua de riego simultáneamente a diversas parcelas de terreno, y que se
muestran en la figura 33. Los elementos de que están integrados ejercen las siguientes
funciones:
a) Válvula de control, que se encuentra dentro de un alojamiento y donde sus partes
internas se mueven haciendo variar el caudal gradualmente al abrir o cerrar, y
protegiendo la red de posibles golpes de ariete.
Fig. 33. Hidrantes con diferentes salidas.
b) Contador, que se encuentra en derivación en conexión con una tobera, la cual se
encuentra dentro de la tubería de salida. El totalizador ofrece una lectura directa,
estando protegido contra la manipulación.
GERENCIA DE BARRAS Y ALAMBRON
96
c) Regulador / estabilizador de la presión, cuya misión es regular y estabilizar la
presión aguas abajo, una vez que el flujo está abierto.
d) Controlador del caudal, que está formado por un diafragma de goma calibrado.
Cuando el caudal aumenta, el diafragma se deforma, alterando la apertura del caudal.
Una serie de retenes permite usar el controlador hasta presiones de 12 bar.
FOTOCÉLULA
Fotocélula o Célula fotoeléctrica, componente electrónico basado en el efecto
fotoeléctrico. En su forma más simple, se compone de un ánodo y un cátodo
recubierto de un material fotosensible. La luz que incide sobre el cátodo libera
electrones que son atraídos hacia el ánodo, de carga positiva, originando un flujo de
corriente proporcional a la intensidad de la radiación. Las células fotoeléctricas
pueden estar vacías o llenas de un gas inerte a baja presión para obtener una mayor
sensibilidad. La foto tubo multiplicador es capaz de detectar radiaciones
extremadamente débiles, por lo que es una herramienta esencial en el área de la
investigación nuclear.

GERENCIA DE BARRAS Y ALAMBRON
97
Figura N° 34
CAUDALÍMETRO
Instrumento empleado para la medición del caudal de un fluido o Gasto másico.
Estos aparatos suelen colocarse en línea con la tubería que transporta el fluido.
También suelen llamarse medidores de caudal, medidores de flujo o flujo metros.
Figura N ° 35, Caudalímetro volumétrico de agua.
Existen versiones mecánicas y eléctricas. Entre las mecánicas se encuentran los
viejos contadores de agua instalados a la entrada de una vivienda para determinar
cuantos metros cúbicos de agua se consumieron. Un ejemplo de Caudalímetro
eléctrico lo podemos encontrar en los calentadores de agua de paso que lo utilizan
para determinar el caudal que está circulando o en las lavadoras para llenar su tanque
a diferentes niveles.

GERENCIA DE BARRAS Y ALAMBRON
98
Figura N° 36, Caudalímetro para gas.
TIPOS DE CAUDALÍMETROS
Mecánicos visuales (de área variable) (rota metros)
Se trata de un cono transparente invertido con una bola plástica en su base. El
fluido al circular impulsa la bola hacia arriba, a mayor caudal más sube la bola. La
gravedad hace bajar la bola al detenerse el flujo. El cono tiene unas marcas que
indican el caudal.

GERENCIA DE BARRAS Y ALAMBRON
99
Figura N° 37, Caudalímetro visual.
Generalmente empleado para medir gases en lugares donde se requiere conocer el
caudal con poca precisión. Un ejemplo lo podemos ver en los hospitales, unidos de la
llave del suministro de oxígeno. A continuación podemos ver dos caudalímetros para
agua indicando los caudales.
Figura N° 38. Caudalímetro visual.
Mecánico de molino
Consisten en un molino cuyas aspas están transversales a la circulación de fluido.
El flujo hace girar el molino cuyo eje mueve un contador que acumula lecturas.
Electrónicos de molino
Sus partes mecánicas consisten en un molino con aspas transversales a la
circulación de flujo, el molino tiene en un extremo un imán permanente. Cuando este

GERENCIA DE BARRAS Y ALAMBRON
100
imán gira genera un campo magnético variable que es leído por un sensor de efecto
de campo magnético (Hall Effect Switch), después el circuito electrónico lo convierte
en pulsos que transmite a través de un cable.
Figura N° 39
En otra versión de este tipo de Caudalímetro se instalan imanes en los extremos de
las aspas. Al girar los imanes pasan cerca de un reed switch que cuenta los pulsos. La
desventaja de este diseño está en la limitación de las RPM que puede alcanzar a leer
un reed swith. También existe de tipo de caudalímetro de molino en versión
transparente donde solo se requiera confirmar que existe circulación sin importar el
caudal.
Vortex
Está basado en el principio de generación de vórtices. Un cuerpo que atraviese un
fluido generará vórtices flujo abajo. Estos vórtices se forman alternándose de un lado
al otro causando diferencias de presión, esta son censadas por un cristal
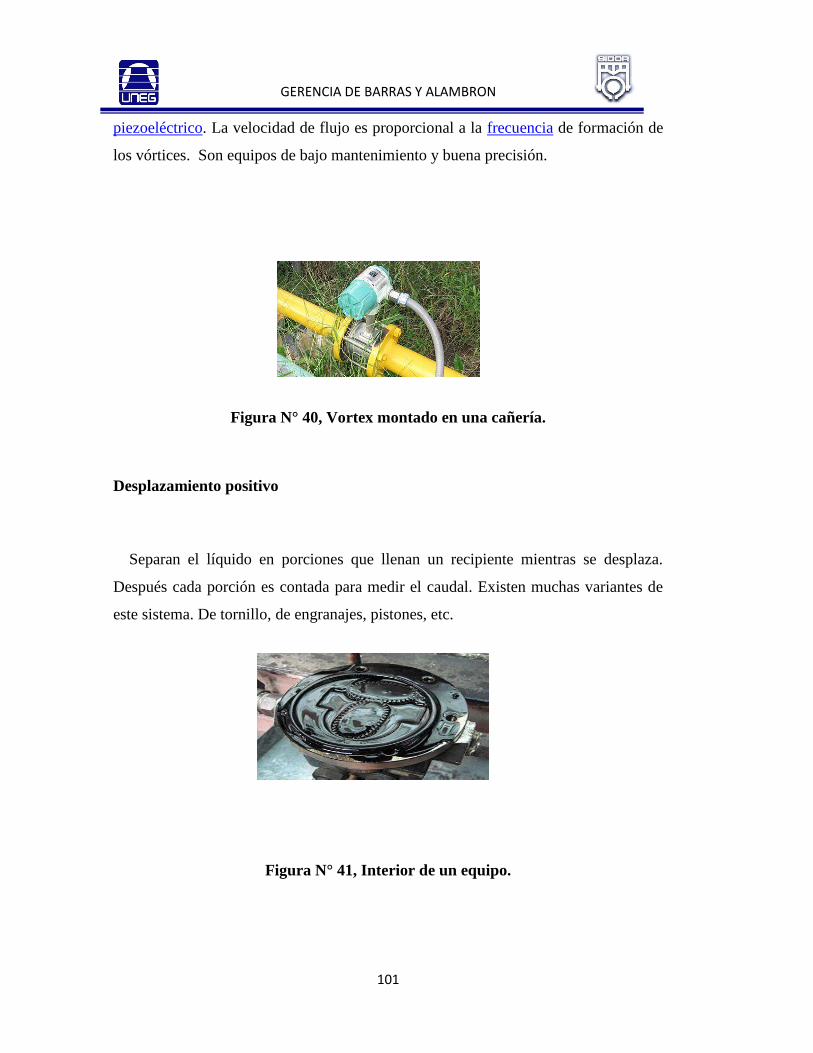
GERENCIA DE BARRAS Y ALAMBRON
101
piezoeléctrico. La velocidad de flujo es proporcional a la frecuencia de formación de
los vórtices. Son equipos de bajo mantenimiento y buena precisión.
Figura N° 40, Vortex montado en una cañería.
Desplazamiento positivo
Separan el líquido en porciones que llenan un recipiente mientras se desplaza.
Después cada porción es contada para medir el caudal. Existen muchas variantes de
este sistema. De tornillo, de engranajes, pistones, etc.
Figura N° 41, Interior de un equipo.
GERENCIA DE BARRAS Y ALAMBRON
102
FLUIDOS.
Todas las sustancias que existen en la naturaleza se dividen en sólidas líquidas y
gaseosas.
Figura N° 42
Las sustancias líquidas y gaseosas están definidas como fluidos por cuanto tienen
propiedades fundamentales que los diferencian de los sólidos. Desde este punto de
vista los líquidos pueden ser considerados como elementos medios entre los sólidos y
los gases. El concepto de fluido deriva sustancialmente de la actitud y facilidad con
que estos pueden ser conducidos atravesando conductos rectos o curvos.
SOLIDAS PARTICULAS
COMPACTAS
LIQUIDAS

GERENCIA DE BARRAS Y ALAMBRON
103
LIQUIDOS.
Los líquidos a diferencia de los sólidos, no tienen forma propia pues toman la
forma del recipiente que los contiene.
Figura N° 43
La característica principal que diferencia a los líquidos de los gases, es que los
líquidos mantienen constante su volumen, cualquiera sea la forma del recipiente. Se
debe tener presente que el volumen del líquido varía con la variación de la
temperatura, este fenómeno lo observa más cuando se rompen, botellas o cañerías al
congelarse el agua que contienen (el agua aumentó su volumen).
PRESIÓN.
Cuando sobre la superficie ejercemos una fuerza el resultado obtenido es una
presión, esta presión la podemos expresar de la siguiente manera:

GERENCIA DE BARRAS Y ALAMBRON
104
P = FUERZA
SUPERFICIE
Generalmente esta presión se expresa en Kg/cm2 (existen otras unidades que
veremos más adelante). Desde el punto de vista de la hidráulica, es muy importante el
concepto de presión. La Ley de Pascal, enunciada sencillamente dice: la presión
aplicada a un fluido confinado se transmite integralmente en todas las direcciones y
ejerce fuerzas iguales sobre áreas iguales, actuando estas fuerzas normalmente a las
paredes del recipiente.
TRANSMISIÓN DE LA POTENCIA HIDRÁULICA.
La hidráulica es un medio para transmitir energía empujando un líquido confinado.
El sistema hidráulico no es una fuente de potencia. La fuente de potencia es un
accionador primario – un motor eléctrico es otro tipo de motor – que acciona la
bomba.
CAUDAL.
Es la cantidad de líquido que pasa por un punto, por unidad de tiempo. Se mide en
litros/minutos (para caudales pequeños cm3/minuto). El caudal origina el movimiento
del actuador. La fuerza puede transmitirse mediante presión únicamente, pero el

GERENCIA DE BARRAS Y ALAMBRON
105
caudal es esencial para producir movimientos. El caudal del sistema hidráulico es
suministrado por la bomba.
VELOCIDAD DE FLUIDOS.
Se ha visto que los fluidos pueden moverse a lo largo de las redes de distribución.
Por lo tanto, es evidente que si se mueven, poseen una cierta velocidad. Por velocidad
de un fluido se entiende la relación entre el espacio recorrido de las partículas que lo
constituyen y el tiempo empleado en recorrerlo.
CAUDAL Y VELOCIDAD.
Decimos que caudal representa la cantidad de fluido que paso a través de una
sección en determinado tiempo. El tiempo está dado por el producto entre la
velocidad del fluido y por la sección del tubo.
De donde: y
CAUDAL = VELOCIDAD x SECCIÓN
Q = V x S
V = Q
S
S = Q
V

GERENCIA DE BARRAS Y ALAMBRON
106
NOTA:
El cambio de velocidad por variación de la sección del tubo trae aparejado una
variación de presión, es decir a mayor velocidad menor presión y a menor velocidad
mayor presión.
VENTAJAS DE LA HIDRÁULICA.
Vemos aquí cuáles son las ventajas fundamentales de los mandos hidráulicos.
1.- Velocidad Variable
La mayoría de los motores eléctricos funcionan a una velocidad constante. El
actuador (lineal o rotativo) de un sistema hidráulico, sin embargo, puede moverse a
velocidades infinitamente variables, variando el suministro de la bomba o usando una
válvula de control de caudal.
2.- Reversibilidad.
Pocos accionadores primarios son reversibles, generalmente deben desacelerarse
hasta una parada completa antes de invertirlos. Un actuador hidráulico puede
invertirse, instantáneamente, en pleno movimiento, sin problemas.
GERENCIA DE BARRAS Y ALAMBRON
107
3.- Protección Contra las Sobrecargas.
La válvula limitadora de presión de un sistema hidráulico lo protege contra las
sobrecargas. Cuando la carga es superior al tiraje de la válvula, el caudal de la bomba
se dirige al depósito limitando el par o la fuerza de salida. La válvula limitadora de
presión también proporciona el medio de ajustar una máquina para un par o fuerza
predeterminada, como en una operación del bloqueo.
4.- Tamaños Pequeños.
Los componentes hidráulicos, debido a su elevada velocidad y capacidad de
presión, pueden proporcionar una potencia de salida elevada con pesos y tamaños.
5.-Pueden Bloquearse.
El bloqueo de un motor eléctrico causa daños o funde un fusible. Igualmente, las
máquinas no pueden bloquearse bruscamente e invertirse su sentido sin necesidad de
arrancar de nuevo. Un actuador hidráulico, sin embargo, puede quedar bloqueado sin
que se produzcan daños, al estar sobre cargado, y arrancará inmediatamente en cuanto
disminuye la carga. Durante el bloqueo, la válvula de seguridad simplemente dirige el
caudal de la bomba al depósito. La única perdida experimentada es la potencia que se
disipa inútilmente.
GERENCIA DE BARRAS Y ALAMBRON
108
LA PRESIÓN ATMOSFÉRICA CARGA LA BOMBA.
Normalmente la entrada de una bomba está cargada con aceite, debido a la
diferencia de presiones entre el depósito y la entrada de la bomba. Generalmente la
presión en el depósito es la presión atmosférica, que es de 1,03 kg/cm2. Es necesario
tener un vacío parcial o una presión reducida a la entrada de la bomba, para que ésta
pueda aspirar aceite.
PRESIÓN EN LOS MANDOS HIDRÁULICOS.
La presión se origina cuando el flujo encuentra resistencia. La resistencia puede ser
debido a la carga del actuador o a una restricción (u orificio) en las tuberías. Esto
debemos aclararlo en relación a las bombas usadas en los sistemas hidráulicos, que se
clasifican como de desplazamiento positivo. Esto significa que exceptuando los
cambios de rendimiento la salida de la bomba es constante, aislado de la entrada de
forma que cualquier cosa que entre se ve forzado a salir por el orificio de salida. El
único objeto de la bomba es dar flujo, la presión como dijimos antes es originado por
la resistencia al caudal. Aunque existe la tendencia de culpar a la bomba por la
pérdida de presión, con pocas excepciones, la presión puede perderse solamente
cuando hay fugas que desvían todo el caudal procedente de la bomba.
UNIDADES DE PRESIÓN.

GERENCIA DE BARRAS Y ALAMBRON
109
Normalmente en el tema anterior a los manómetros como instrumentos para medir
presión. Ellos registran en diferentes unidades la presión generada en el circuito
hidráulico. Antes de ver las unidades en que se mide la presión, digamos que existen
dos tipos de presión: La presión relativa y la presión absoluta.
PRESIÓN RELATIVA.
Es la presión que indican los manómetros comunes y la empleada para el cálculo
de fuerza de los cilindros o actuadores.
PRESION ABSOLUTA.
Resulta de tomar como presión de referencia (el cero de la escala) al radio
absoluto. Es decir que presión relativa o manométrica será aquella medida sobre la
presión atmosférica y presión absoluta aquella medida sobre el 0 absoluto (vacío
absoluto). Las presiones absolutas son poco usados en la práctica por lo tanto
nosotros nos referiremos comúnmente a presiones manométricas o relativas.
UNIDADES DE PRESIÓN.
P = F
S

GERENCIA DE BARRAS Y ALAMBRON
110
Veremos aquí cuales son las diferentes unidades para medir un único parámetro es
decir, la presión además se dan los factores de conversación.
1 kg/cm2
= 14.22 psi (Libra sobre pulgada cuadrada)
1 Bar = 100000 Pascal = 1,019 kg/cm2
= 14,50 psi = 0,98 atm.
1 atmósfera = 1,02 Bar = 1,033 kg/cm2
= 14,69 PSI
1 Pascal = 0.00001 bar = 0,000145 psi = 0,00001019 kg/cm2
760 mm hg (Mercurio) = 1,033 kg/cm2
= 1 atm = 14,69 psi = 101325 pascales =
10,33 m H2O
TABLA Nº 6
Para una orientación rápida en relación a las presiones que se pueden estar
mejorando tenga presente que:
100 psi = 7 kg/cm2
Diagrama Causa-Efecto.
El diagrama causa-efecto o diagrama Ishikawa es un método grafico que refleja
la relación entre una característica de calidad (muchas veces un área problemática) y
GERENCIA DE BARRAS Y ALAMBRON
111
los factores que posiblemente constituyen a que exista. En otras palabras, es una
grafica que relaciona el efecto (problema) con sus causas potenciales.
El diagrama Ishikawa (DI) es una grafica en el cual, en el lado derecho, se
anota el problema y en el lado izquierdo se especifican por escrito todas sus causas
potenciales, de tal manera que se agrupan o se estratifican de acuerdo con sus
similitudes en ramas y sub-ramas. Por ejemplo, una clasificación típica de las causa
potenciales de los problemas en manufactura son: mano de obra, materiales, método
de trabajo, maquinaria, medición y medio ambiente. En ella, cada posible causa se
agrega en alguna de las ramas principales.
El diagrama causa-efecto es una herramienta muy útil para detectar las causas
de los problemas y así será de mayor efectividad en la medida en que dichos
problemas estén mejor localizados y delimitados.
El diagrama Ishikawa es una manera de identificar las fuentes de variabilidad.
Para confirmar si una posible causa es una causa real se recurre a la obtención de
datos o al conocimiento que se tiene sobre el proceso. Este diagrama es usado para:
Visualizar, en equipo, las causas principales y secundarias de un problema.
Ampliar la visión de las posibles causas de un problema, enriqueciendo su
análisis y la identificación de soluciones.
Analizar procesos en búsqueda de mejoras.
Conduce a mejorar procesamientos, métodos, costumbres, actitudes o hábitos,
con soluciones-muchas veces-sencillas y baratas.
Educa sobre la comprensión de un problema.
Sirve de guía objetiva para la discusión y la motiva.

GERENCIA DE BARRAS Y ALAMBRON
112
Muestra el nivel de conocimientos técnicos que existe en la empresa sobre un
determinado problema.
Prevé los problemas y ayuda a controlarlos, no solo al final, sino durante cada
etapa del proceso.
Figura N°44: Diagrama de Ishikawa (diagrama de causa y efecto).
Fuente: www.monografía.com, mayo 2011.
Identificar el problema: Identificar y definir con exactitud el problema,
fenómeno, evento o situación que se requiere analizar. Este debe plantearse de
manera específica y concreta para que el análisis de las causas se orienten
correctamente y se eviten confusiones.
Identificar las principales categorías dentro de las cuales pueden
clasificarse las causas del problema: Para identificar las categorías de un
diagrama causa-efecto, es necesario definir los factores o agentes generales
que dan origen a la situación, evento, fenómeno o problema que se quiere
análisis y que hacen que se presente de una manera determinada. Se asume
que todas las causas del problema que se identifiquen, pueden clasificarse
dentro de otra categoría. Generalmente, la mayor estrategia para identificar la
mayor cantidad de categorías posibles, es realizar una lluvia de ideas con el

GERENCIA DE BARRAS Y ALAMBRON
113
equipo de trabajo. Cada categoría que se identifique debe ubicarse
independientemente en una de las espinas principales del pescado.
Identificar las causas: Mediante una lluvia de ideas y teniendo en cuenta las
categorías encontradas, se identifican las causas del problema. Ésta son por lo
regular, aspectos específicos de cada una de las categorías que, al estar
presente de una u otra manera, generan el problema. También puede ocurrir
que al realizar la lluvia de ideas resulte una de las causas del problema que no
pueda clasificarse en ninguna de las categorías previamente identificadas. En
este caso, es necesario generar una nueva categoría e identificar otras posibles
causas del problema relacionadas con ésta.
Asignar la importancia de cada factor y marque los factores realmente
importantes que parece tener un efecto significativo sobre las características
de calidad o influyan en el problema.
Registre cualquier información que pueda ser de utilidad.
Ventajas adicionales que tiene el uso del Diagrama Causa-Efecto.
Las causas del problema se busca activamente y los resultados quedan
plasmados en el diagrama.
Muestra el nivel de conocimientos técnicos que se han logrado sobre el
proceso.
Sirve para señalar todas las posibles causas de un problema y como se relacionan
entre sí, con lo cual la solución del problema se vuelve un reto y se motiva así el
trabajo por la calidad.
Glosario de Términos Básicos
GERENCIA DE BARRAS Y ALAMBRON
114
Alambrón: Es un semielaborado de acero, obtenido de la laminación en caliente a
partir de palanquillas y está destinado a procesos de transformación posteriores que
requieren una significativa deformación o producción de área. Se produce en
diámetros desde 5,50mm hasta 12,70mm.
Acero: Aleación compuesta de la combinación del hierro y el carbono.
Enfriamiento: Proceso mediante el cual se disminuye en forma controlada la
temperatura del material en la laminación. Contemplándose en el caso del alambrón
dos tipos de enfriamiento:
Enfriamiento Primario: Suministrado por agua a través de un conjunto de cajas de
enfriamiento, dispuestas en serie que permiten disminuir la temperatura del material
desde 1100°C a 720°C.
Enfriamiento Secundario: Suministrado por aire forzado a través de ventiladores
colocados en serie a lo largo de plano de las cadenas stelmor que permiten bajar
gradualmente la temperatura del alambrón hasta 100°C para la formación de rollos.
Cajas de Agua: Es un conjunto que le concede al material el enfriamiento primario,
de acuerdo a las especificaciones requeridas.
GERENCIA DE BARRAS Y ALAMBRON
115
Cadena Alimentadora: Es el medio que permite la separación de las espiras y la
entrada del material en la cámara del formador de rollos.
Carta de Control: Herramienta diseñada para el registro y control de las variables
que afectan la calidad del proceso y el producto con el fin de corregir las desviaciones
para mantener el proceso bajo control estadístico.
Carbono Equivalente: Relación entre el carbono y manganeso que permite estimar
las propiedades mecánicas de un acero que viene dado por: %ce = %C + 1/6 ×
%Mn; donde %C, %Mn son los porcentajes de carbono y manganeso
respectivamente de la colada.
Cadena Stelmor: Consiste de un mecanismo formado por dos (2) cadenas, que
permiten la recolección y transporte de las espiras, mediante levas provistas en las
cadenas transportadoras dispuesta con una distancia fija la una con respecto a la otra.
Grado de Acero: Esta definido de acuerdo al contenido de carbono del acero.
Flujómetro: Es un caudalímetro de agua. Instrumento empleado para la medición del
caudal de un fluido o gasto másico. Estos suelen colocarse en línea con la tubería que
transporta el fluido. También suelen llamarse medidores de caudal, medidores de
flujo o flujómetros.

GERENCIA DE BARRAS Y ALAMBRON
116
Manómetro: Es un instrumento utilizado para la medición de la presión en los
fluidos, generalmente determinando la diferencia de la presión entre el fluido y la
presión local.
Propiedades Mecánicas: Son aquellas que caracterizan la capacidad que tienen los
materiales para reaccionar a la deformación o destrucción bajo la acción de fuerzas
externas. Las propiedades mecánicas dependen del tipo de material, su tratamiento,
estructura interna, forma de la pieza y otros factores.
Rollos de Acero con Resaltes: Producto de acero con núcleo circular cuya superficie
presenta salientes regularmente espaciados con el fin de aumentar adherencia.
Stelmor: Sistema de transporte del alambrón previsto de cadenas y ventiladores que
permiten el enfriamiento secundario del alambrón.
Sistema de Control y Supervisión: El sistema de control y supervisión consta de un
grupo de pc's industriales y ppc's (touch panel). La fuente de los datos está dada por
la comunicación directa con plc's, las cuales proveen información de las variables en
tiempo real, y el servidor de base de datos donde almacena todos los datos que no son
de tiempo real.

GERENCIA DE BARRAS Y ALAMBRON
117
Sopladores (Ventiladores): Sistema de ventilación que permite el enfriamiento
secundario del alambrón, mediante el insuflado de aire, dándole al material las
propiedades exigidas por las normas.
GERENCIA DE BARRAS Y ALAMBRON
118
CAPITULO III
MARCO METODOLOGICO
Metodología.
En el marco metodológico del estudio se presentan los diferentes procedimientos
utilizados para la recopilación, presentación y análisis de datos, con la finalidad de
cumplir con el propósito general de la investigación planteada, que permita la fácil
comprensión de los resultados obtenidos. Sabino Carlos (2000) considera que la
metodología es la “ciencia del método que indica el cómo alcanzar los resultados de
una investigación”.
Tipo de Investigación
Según el nivel de investigación es:
Investigación Descriptiva: Arias (2006), dice: “La investigación descriptiva consiste
en la caracterización de un hecho, fenómeno, individuo o grupo, con el fin de
establecer su estructura o comportamiento. Los resultados de este tipo de
investigación se ubican en un nivel intermedio en cuanto a la profundidad de los
conocimientos se refiere” Esto permite a que el estudio se base en un modelo de
aplicación que está dirigida a la evaluación de las condiciones actuales de los

GERENCIA DE BARRAS Y ALAMBRON
119
equipos de enfriamiento, y su plan de normalización para las cajas de agua del tren
de alambrón.
Según la estrategia es:
Investigación de Campo: Sabino Carlos (2000), la define en los siguientes
términos: “El diseño de campo son todos aquellos datos de interés que se recogen en
forma directa de la realidad, mediante el trabajo correcto el investigador y su
equilibrio se basa en información o datos primordialmente obtenidos directamente de
la realidad, como igual con datos secuénciales que son recolectados de otras
investigaciones” (Pág.60)
El diseño metodológico de la presente investigación corresponde a un estudio de
campo basado en métodos o técnicas que permitan recoger datos en forma directa de
la realidad donde se presenta el problema a investigar, a través de consultar al
personal que labora directamente en el departamento de mantenimiento,
instrumentación y producción.
Según el propósito es:
Investigación Aplicada: Porque busca conocer, que nos lleva a producir la
evaluación de las condiciones actuales de los equipos de enfriamientos, y de esta
manera poder realizar la investigación de manera eficiente. Al respecto La

GERENCIA DE BARRAS Y ALAMBRON
120
Universidad Nacional Abierta (2000) establece que la investigación aplicada es la que
se realiza con la intención de buscar conocimientos con fines de aplicación inmediata
a la realidad para modificarla. Su propósito es presentar solución a problemas
prácticos. (Pág. 60)
Población y Muestra
Según Arias (2000), define que la población es el “conjunto para el cual serán
validas las conclusiones que se obtengan en el estudio”. Para la obtención de la
información y datos necesarios para evaluar las condiciones actuales de los equipos
críticos de enfriamiento y su plan de normalización contemplados para las cajas de
agua del tren de alambrón conformada por las dos líneas de colada donde se
encuentran involucradas en el proceso todas las actividades de mantenimiento.
La muestra es un subconjunto de la población que selecciona el investigador de las
unidades en estudio, con la finalidad de obtener información confiable y
representativa. Sabino Carlos (2002) la define como “Un subconjunto definido en sus
características la cual extrae con la finalidad de obtener información confiable y
representativa”.
La muestra descansa en el principio de que las partes representan al todo, y por tal
refleja las características que definen la población de la que fue extraída, por lo cual
indica que es representativa. La muestra quedo conformada por las dos unidades que

GERENCIA DE BARRAS Y ALAMBRON
121
conforman las cajas de aguas del tren de alambrón. La llamada “zona de
enfriamiento2 y el llamado “tiempo de permanencia”.
Técnicas e Instrumentos para La Recolección de Datos.
La recolección de datos define las estrategias que se implementa para estudiar el
conjunto de recursos naturales, fenómenos y problemas por medio del cual el
investigador busca una solución más aceptada de dicha investigación. Rojas (1996)
“Opina que estos no son más que aparatos que ayudan a obtener información precisa
sobre la investigación”.
Para lograr una excelente recolección de datos que permita obtener resultados
efectivos para evaluar las condiciones actuales de los equipos críticos de enfriamiento
y su plan de normalización, contemplados para las cajas de agua del tren de
alambrón, recurriendo a las siguientes técnicas:
Observación Directa: Se utilizó la observación directa ya que fue necesaria e
indispensable la visualización del funcionamiento del sistema de enfriamiento y
mantenimiento de los equipos, con el fin de lograr un conocimiento óptimo,
utilizando para ello los sentidos orientados a la capacidad de la realidad de lo que se
quiere estudiar. Al respecto Sabino Carlos (1984), reseña: “Son aquellos que se
disponen de un modo espontáneo, libre, donde existe para la información de
preguntas y respuestas” (Pág. 44)
GERENCIA DE BARRAS Y ALAMBRON
122
Entrevista: Del tipo directa no estructuradas con la finalidad de obtener información
precisa y detallada de las actividades realizadas para llevar a cabo el mantenimiento
semanal, semestral y anual a fin de detectar evidencia de la situación planteada y
hallar posibles soluciones.
Tamayo y Tamayo (2001) expresa, “Entrevista no estructurada se realiza sin prever
preguntas, es decir, que ni las preguntas ni las respuestas estén predestinadas
completamente, se dispone de un modo espontáneo libre, donde no existe un patrón
formal” (Pág. 38)
Revisión Documental: Esta es la técnica cuyo propósito está dirigido principalmente
a racionalizar la actividad investigativa, para que este se realice dentro de las
condiciones que aseguren la obtención y autenticidad de la información que se busca,
con relación al estudio de un tema en particular. La investigación consiste en la
revisión y análisis de libros, informes, prácticas operativas, manuales de
procedimientos, Internet y todo tipo de material documental para la investigación.
Instrumentos de recolección de datos.
Los instrumentos son los recursos o medios materiales que nos sirven para
recuperar, almacenar, procesar, analizar e interpretar los datos e información
obtenida a través de las distintas técnicas utilizadas en la recolección de los datos.

GERENCIA DE BARRAS Y ALAMBRON
123
Internet, Intranet de Sidor a través del correo Outlook, biblioteca de documentos de
Sidor, el CIT (Centro de Información Técnica de Sidor, biblioteca universitaria,
sistemas operativos (SIPCA y SGL).
Para obtener los datos que sirvieron de base para los análisis estadísticos del
comportamiento mecánico y químico del acero alto carbono, se utilizaron los
sistemas operativos SIPCA y SGL.
Figura 45. Sistemas Operativos (a) SIPCA, (b) SGL.
Fuente de extracción: http://sidornet/
a) b)

GERENCIA DE BARRAS Y ALAMBRON
124
La búsqueda de documentos (antecedentes, papers, libros técnicos, trabajos de grado,
prácticas profesionales), sirvieron de base teórica, ésta búsqueda se realizó en la
biblioteca de documentos de Sidor.
Paquetes computarizados
Los paquetes utilizados para la recolección y procesamiento de datos fueron el
Microsoft Office Excel 2003, el Access 2003, el Process Explorer (paquete
estadístico, desarrollado internamente en Sidor) y el STATGRAPHICS
CENTURION también utilizado en los análisis estadísticos de los datos.
Análisis de tracción
Los ensayos de tracción se realizaron en el laboratorio de Barras y Alambrón. A
través de este ensayo se obtuvieron los resultados de la Resistencia a la Tracción, (%
A) porcentaje de alargamiento de las probetas ensayadas, así como él % de reducción
de área.

GERENCIA DE BARRAS Y ALAMBRON
125
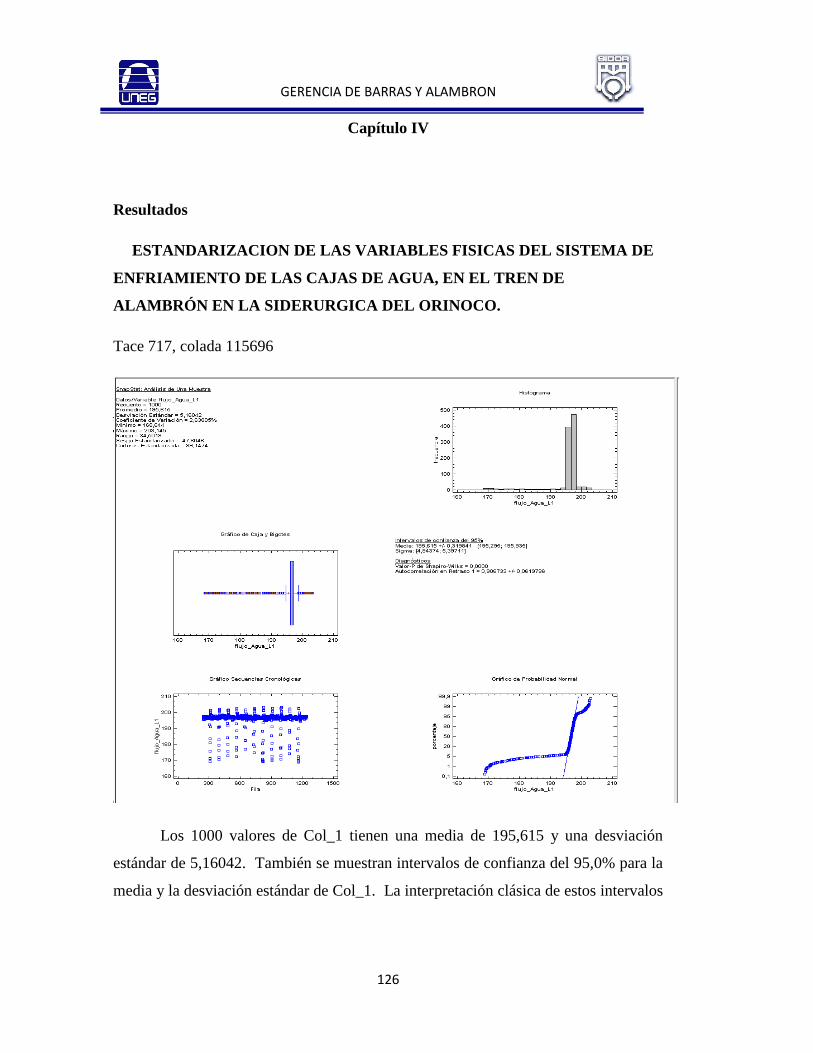
GERENCIA DE BARRAS Y ALAMBRON
126
Capítulo IV
Resultados
ESTANDARIZACION DE LAS VARIABLES FISICAS DEL SISTEMA DE
ENFRIAMIENTO DE LAS CAJAS DE AGUA, EN EL TREN DE
ALAMBRÓN EN LA SIDERURGICA DEL ORINOCO.
Tace 717, colada 115696
Los 1000 valores de Col_1 tienen una media de 195,615 y una desviación
estándar de 5,16042. También se muestran intervalos de confianza del 95,0% para la
media y la desviación estándar de Col_1. La interpretación clásica de estos intervalos

GERENCIA DE BARRAS Y ALAMBRON
127
es que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de Col_1 se encuentra en algún lugar entre
195,295 y 195,935, en tanto que la desviación estándar verdadera está en algún lugar
entre 4,94374 y 5,39711.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,906733, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para Col_1. Un gráfico
de caja y bigotes es un buen instrumento para mostrar varias características de una
muestra de datos. La parte rectangular del diagrama se extiende desde el cuartil
inferior hasta el cuartil superior, cubriendo la mitad central de la muestra. La línea

GERENCIA DE BARRAS Y ALAMBRON
128
del centro dentro de la caja indica la localización de la mediana de la muestra. El
signo más indica la localización de la media muestral. Los bigotes se extienden desde
la caja hasta los valores mínimo y máximo en la muestra, excepto por cualquier punto
alejado ó muy alejado, los cuales serán graficados por separado. Puntos alejados son
aquellos que se encuentran a más de 1,5 veces el rango intercuartílico por arriba ó por
debajo de la caja y se muestran como pequeños cuadrados. Los puntos muy alejados
se encuentran a más de 3,0 veces el rango intercuartílico por arriba ó por abajo de la
caja y se muestran como pequeños cuadrados con un signo más dentro de ellos. En
este caso, hay 16 puntos alejados y 100 puntos muy alejados. La presencia de puntos
muy alejados puede indicar la presencia de valores aberrantes ó una distribución muy
sesgada.

GERENCIA DE BARRAS Y ALAMBRON
129
Los 1000 valores de Presion_Agua_Sec1_L1 tienen una media de 3,92635 y
una desviación estándar de 0,0941788, mientras que los 1000 valores de
Presion_Agua_Sec2_L2 tienen una media de 3,88713 y una desviación estándar de
0,106319. El procedimiento realiza una prueba-t para comparar las medias de las dos
muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para la
prueba-t es menor que 0,05, existe una diferencia estadísticamente significativa entre
las medias, con un 5% de nivel de significancia. NOTA: estos resultados no asumen
que las varianzas de las dos muestras sean iguales. Esto se basa en una prueba-F, la
cual tiene un valor-P menor ó igual que 0,05.Los resultados anteriores asumen que las
poblaciones de las cuales provienen las muestras pueden ser representadas por
distribuciones normales. Mientras que la prueba-t para la media es bastante robusta y

GERENCIA DE BARRAS Y ALAMBRON
130
no muy sensible a violaciones de este supuesto, la prueba-F para las varianzas es muy
sensible. Si los datos no provienen de distribuciones normales, la prueba-F puede ser
incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,476505, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo de confianza del 95,0 no contiene el 0, la correlación es
estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 64 puntos alejados y 120 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.

GERENCIA DE BARRAS Y ALAMBRON
131
GERENCIA DE BARRAS Y ALAMBRON
132
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L2 tienen una media de
187,603 y una desviación estándar de 8,09898. También se muestran intervalos de
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L2. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L2 se
encuentra en algún lugar entre 187,101 y 188,105, en tanto que la desviación estándar
verdadera está en algún lugar entre 7,75892 y 8,47045.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,941128, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.

GERENCIA DE BARRAS Y ALAMBRON
133
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L2. Un gráfico de caja y bigotes es un buen
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 117 puntos
alejados y 98 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.
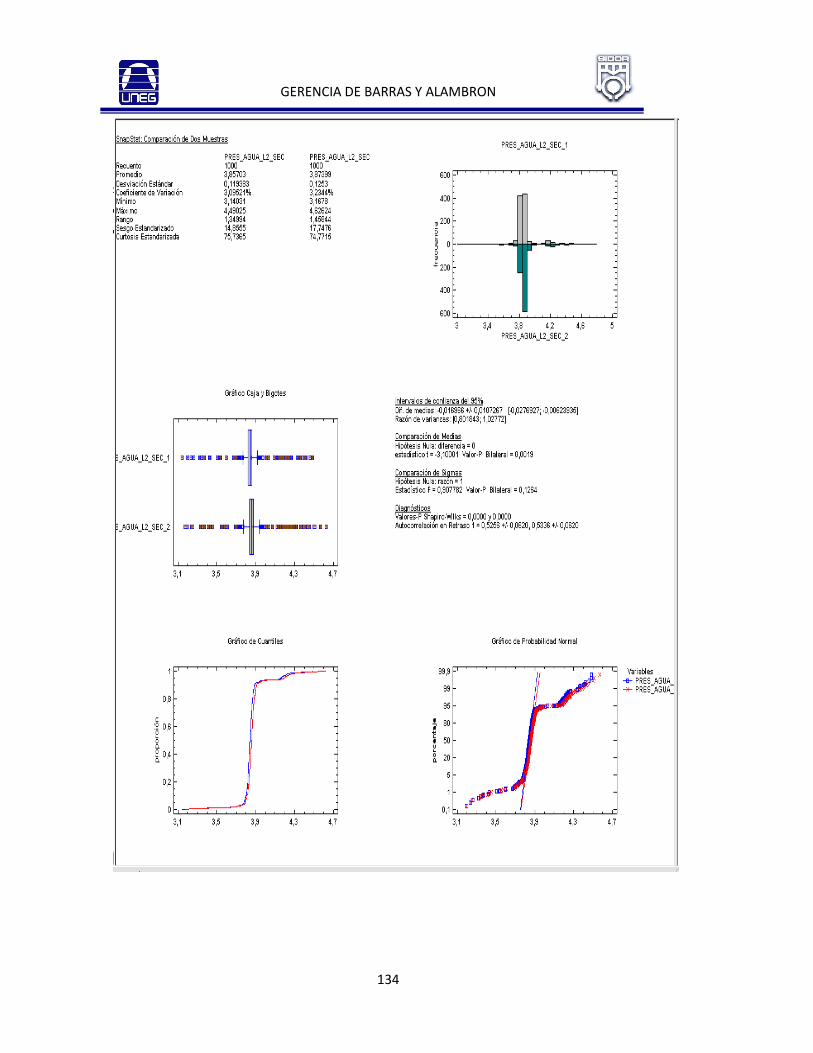
GERENCIA DE BARRAS Y ALAMBRON
134
GERENCIA DE BARRAS Y ALAMBRON
135
Los 1000 valores de PRES_AGUA_L2_SEC_1 tienen una media de 3,85703
y una desviación estándar de 0,119383, mientras que los 1000 valores de
PRES_AGUA_L2_SEC_2 tienen una media de 3,87399 y una desviación estándar de
0,1253. El procedimiento realiza una prueba-t para comparar las medias de las dos
muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para la
prueba-t es menor que 0,05, existe una diferencia estadísticamente significativa entre
las medias, con un 5% de nivel de significancia. NOTA: estos resultados asumen que
las varianzas de las dos muestras son iguales. Esto se basa en una prueba-F, la cual
tiene un valor-P mayor ó igual que 0,05.Los resultados anteriores asumen que las
poblaciones de las cuales provienen las muestras pueden ser representadas por
distribuciones normales. Mientras que la prueba-t para la media es bastante robusta y
no muy sensible a violaciones de este supuesto, la prueba-F para las varianzas es muy
sensible. Si los datos no provienen de distribuciones normales, la prueba-F puede ser
incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,533648, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo de confianza del 95,0 no contiene el 0, la correlación es
estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por

GERENCIA DE BARRAS Y ALAMBRON
136
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 54 puntos alejados y 174 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.
Tace 365, Colada 115622

GERENCIA DE BARRAS Y ALAMBRON
137
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L1 tienen una media de
175,217 y una desviación estándar de 6,72813. También se muestran intervalos de
GERENCIA DE BARRAS Y ALAMBRON
138
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L1. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L1 se
encuentra en algún lugar entre 174,799 y 175,634, en tanto que la desviación estándar
verdadera está en algún lugar entre 6,44563 y 7,03673.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,946417, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L1. Un gráfico de caja y bigotes es un buen

GERENCIA DE BARRAS Y ALAMBRON
139
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 25 puntos
alejados y 159 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.
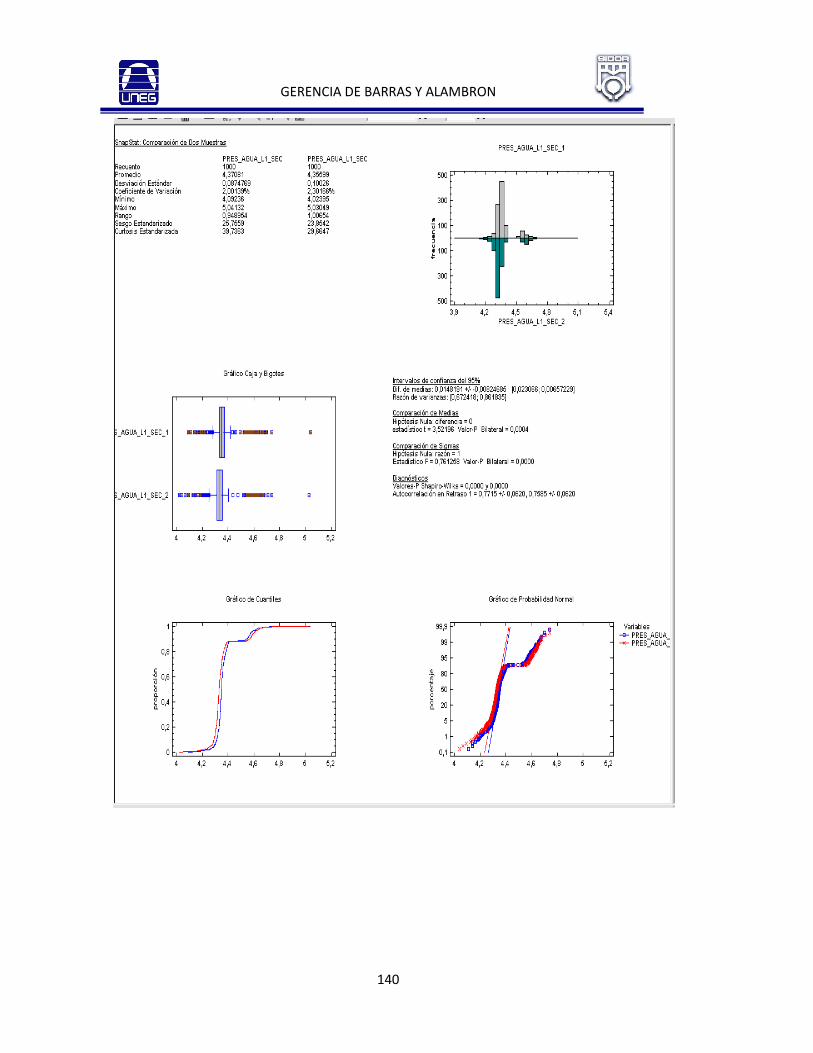
GERENCIA DE BARRAS Y ALAMBRON
140

GERENCIA DE BARRAS Y ALAMBRON
141
Los 1000 valores de PRES_AGUA_L1_SEC_1 tienen una media de 4,37081
y una desviación estándar de 0,0874769, mientras que los 1000 valores de
PRES_AGUA_L1_SEC_2 tienen una media de 4,35599 y una desviación estándar de
0,10026. El procedimiento realiza una prueba-t para comparar las medias de las dos
muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para la
prueba-t es menor que 0,05, existe una diferencia estadísticamente significativa entre
las medias, con un 5% de nivel de significancia. NOTA: estos resultados no asumen
que las varianzas de las dos muestras sean iguales. Esto se basa en una prueba-F, la
cual tiene un valor-P menor ó igual que 0,05.Los resultados anteriores asumen que las
poblaciones de las cuales provienen las muestras pueden ser representadas por
distribuciones normales. Mientras que la prueba-t para la media es bastante robusta y
no muy sensible a violaciones de este supuesto, la prueba-F para las varianzas es muy
sensible. Si los datos no provienen de distribuciones normales, la prueba-F puede ser
incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,771504, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo del intervalos de confianza del 95,0 no contiene el 0, la
correlación es estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son

GERENCIA DE BARRAS Y ALAMBRON
142
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 47 puntos alejados y 264 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.

GERENCIA DE BARRAS Y ALAMBRON
143
GERENCIA DE BARRAS Y ALAMBRON
144
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L2 tienen una media de
232,154 y una desviación estándar de 2,88861. También se muestran intervalos de
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L2. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L2 se
encuentra en algún lugar entre 231,975 y 232,333, en tanto que la desviación estándar
verdadera está en algún lugar entre 2,76732 y 3,0211.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,922564, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo del intervalos de confianza del 95,0 no contiene el 0, la correlación es
estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L2. Un gráfico de caja y bigotes es un buen

GERENCIA DE BARRAS Y ALAMBRON
145
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 53 puntos
alejados y 17 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.

GERENCIA DE BARRAS Y ALAMBRON
146

GERENCIA DE BARRAS Y ALAMBRON
147
Los 1000 valores de PRES_AGUA_L2_SEC_1 tienen una media de 4,20188
y una desviación estándar de 0,0767233, mientras que los 1000 valores de
PRES_AGUA_L2_SEC_2 tienen una media de 4,22578 y una desviación estándar de
0,0660992. El procedimiento realiza una prueba-t para comparar las medias de las
dos muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para
la prueba-t es menor que 0,05, existe una diferencia estadísticamente significativa
entre las medias, con un 5% de nivel de significancia. NOTA: estos resultados no
asumen que las varianzas de las dos muestras sean iguales. Esto se basa en una
prueba-F, la cual tiene un valor-P menor ó igual que 0,05.Los resultados anteriores
asumen que las poblaciones de las cuales provienen las muestras pueden ser
representadas por distribuciones normales. Mientras que la prueba-t para la media es
bastante robusta y no muy sensible a violaciones de este supuesto, la prueba-F para
las varianzas es muy sensible. Si los datos no provienen de distribuciones normales,
la prueba-F puede ser incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,734834, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo del intervalos de confianza del 95,0 no contiene el 0, la
correlación es estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por

GERENCIA DE BARRAS Y ALAMBRON
148
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 244 puntos alejados y 55 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.
Tace 737, Colada 115780

GERENCIA DE BARRAS Y ALAMBRON
149

GERENCIA DE BARRAS Y ALAMBRON
150
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L1 tienen una media de
202,094 y una desviación estándar de 5,43447. También se muestran intervalos de
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L1. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L1 se
encuentra en algún lugar entre 201,757 y 202,43, en tanto que la desviación estándar
verdadera está en algún lugar entre 5,20628 y 5,68373.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,954979, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.

GERENCIA DE BARRAS Y ALAMBRON
151
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L1. Un gráfico de caja y bigotes es un buen
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 28 puntos
alejados y 74 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.

GERENCIA DE BARRAS Y ALAMBRON
152

GERENCIA DE BARRAS Y ALAMBRON
153
Los 1000 valores de PRES_AGUA_L1_SEC_1 tienen una media de 4,08895
y una desviación estándar de 0,091969, mientras que los 1000 valores de
PRES_AGUA_L1_SEC_2 tienen una media de 4,09753 y una desviación estándar de
0,0994683. El procedimiento realiza una prueba-t para comparar las medias de las
dos muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para
la prueba-t es menor que 0,05, existe una diferencia estadísticamente significativa
entre las medias, con un 5% de nivel de significancia. NOTA: estos resultados no
asumen que las varianzas de las dos muestras sean iguales. Esto se basa en una
prueba-F, la cual tiene un valor-P menor ó igual que 0,05.Los resultados anteriores
asumen que las poblaciones de las cuales provienen las muestras pueden ser
representadas por distribuciones normales. Mientras que la prueba-t para la media es
bastante robusta y no muy sensible a violaciones de este supuesto, la prueba-F para
las varianzas es muy sensible. Si los datos no provienen de distribuciones normales,
la prueba-F puede ser incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,731487, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo de confianza del 95,0 no contiene el 0, la correlación es
estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por

GERENCIA DE BARRAS Y ALAMBRON
154
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 119 puntos alejados y 18 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.

GERENCIA DE BARRAS Y ALAMBRON
155

GERENCIA DE BARRAS Y ALAMBRON
156
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L2 tienen una media de
204,493 y una desviación estándar de 10,7324. También se muestran intervalos de
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L2. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L2 se
encuentra en algún lugar entre 203,828 y 205,158, en tanto que la desviación estándar
verdadera está en algún lugar entre 10,2818 y 11,2247.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,966482, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.

GERENCIA DE BARRAS Y ALAMBRON
157
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L2. Un gráfico de caja y bigotes es un buen
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 50 puntos
alejados y 102 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.

GERENCIA DE BARRAS Y ALAMBRON
158

GERENCIA DE BARRAS Y ALAMBRON
159
Los 1000 valores de PRES_AGUA_L2_SEC_1 tienen una media de 4,30721
y una desviación estándar de 0,116268, mientras que los 1000 valores de
PRES_AGUA_L2_SEC_2 tienen una media de 4,33655 y una desviación estándar de
0,124748. El procedimiento realiza una prueba-t para comparar las medias de las dos
muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para la
prueba-t es menor que 0,05, existe una diferencia estadísticamente significativa entre
las medias, con un 5% de nivel de significancia. NOTA: estos resultados no asumen
que las varianzas de las dos muestras sean iguales. Esto se basa en una prueba-F, la
cual tiene un valor-P menor ó igual que 0,05.Los resultados anteriores asumen que las
poblaciones de las cuales provienen las muestras pueden ser representadas por
distribuciones normales. Mientras que la prueba-t para la media es bastante robusta y
no muy sensible a violaciones de este supuesto, la prueba-F para las varianzas es muy
sensible. Si los datos no provienen de distribuciones normales, la prueba-F puede ser
incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,75832, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo de confianza del 95,0 no contiene el 0, la correlación es
estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por

GERENCIA DE BARRAS Y ALAMBRON
160
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 99 puntos alejados y 81 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.
Tace 737, Colada 115782

GERENCIA DE BARRAS Y ALAMBRON
161
GERENCIA DE BARRAS Y ALAMBRON
162
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L1 tienen una media de
203,346 y una desviación estándar de 5,047. También se muestran intervalos de
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L1. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L1 se
encuentra en algún lugar entre 203,033 y 203,658, en tanto que la desviación estándar
verdadera está en algún lugar entre 4,83509 y 5,27849.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,973277, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.

GERENCIA DE BARRAS Y ALAMBRON
163
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L1. Un gráfico de caja y bigotes es un buen
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 18 puntos
alejados y 64 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.
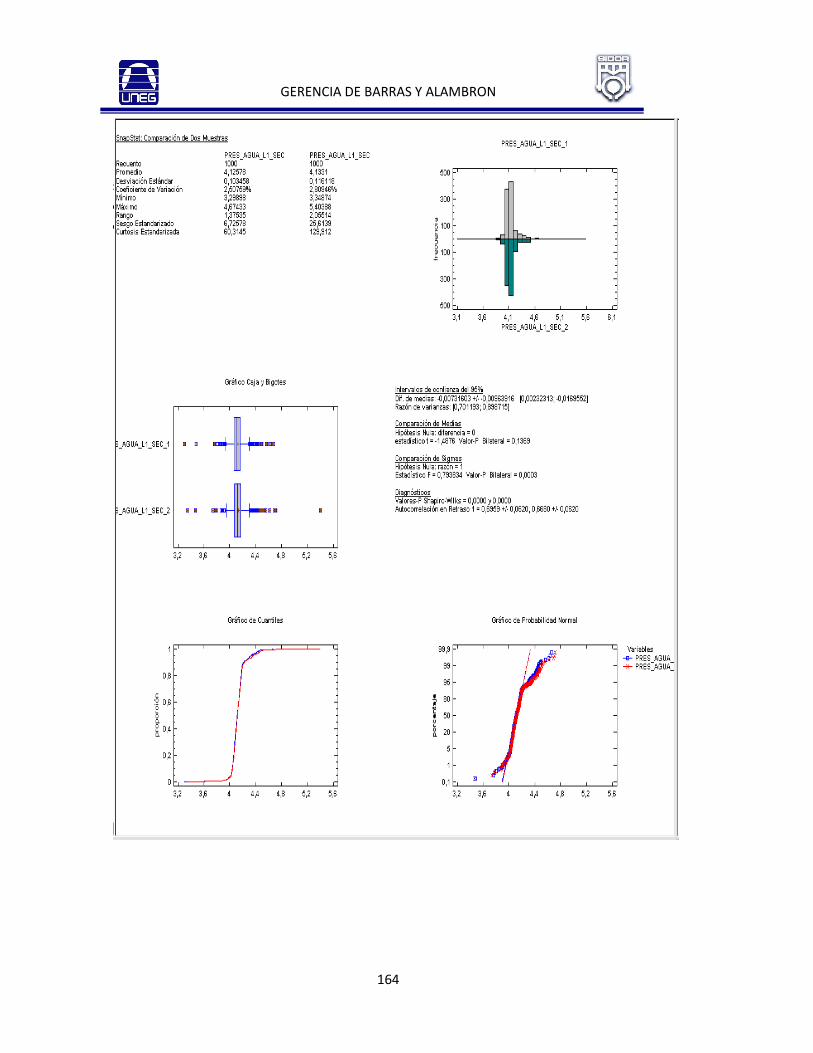
GERENCIA DE BARRAS Y ALAMBRON
164

GERENCIA DE BARRAS Y ALAMBRON
165
Los 1000 valores de PRES_AGUA_L1_SEC_1 tienen una media de 4,12578
y una desviación estándar de 0,103458, mientras que los 1000 valores de
PRES_AGUA_L1_SEC_2 tienen una media de 4,1331 y una desviación estándar de
0,116118. El procedimiento realiza una prueba-t para comparar las medias de las dos
muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para la
prueba-t es mayor ó igual que 0,05, no existe una diferencia estadísticamente
significativa entre las medias, con un 5% de nivel de significancia. NOTA: estos
resultados no asumen que las varianzas de las dos muestras sean iguales. Esto se basa
en una prueba-F, la cual tiene un valor-P menor ó igual que 0,05.Los resultados
anteriores asumen que las poblaciones de las cuales provienen las muestras pueden
ser representadas por distribuciones normales. Mientras que la prueba-t para la media
es bastante robusta y no muy sensible a violaciones de este supuesto, la prueba-F para
las varianzas es muy sensible. Si los datos no provienen de distribuciones normales,
la prueba-F puede ser incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,695882, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo de confianza del 95,0 no contiene el 0, la correlación es
estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son

GERENCIA DE BARRAS Y ALAMBRON
166
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 110 puntos alejados y 45 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.
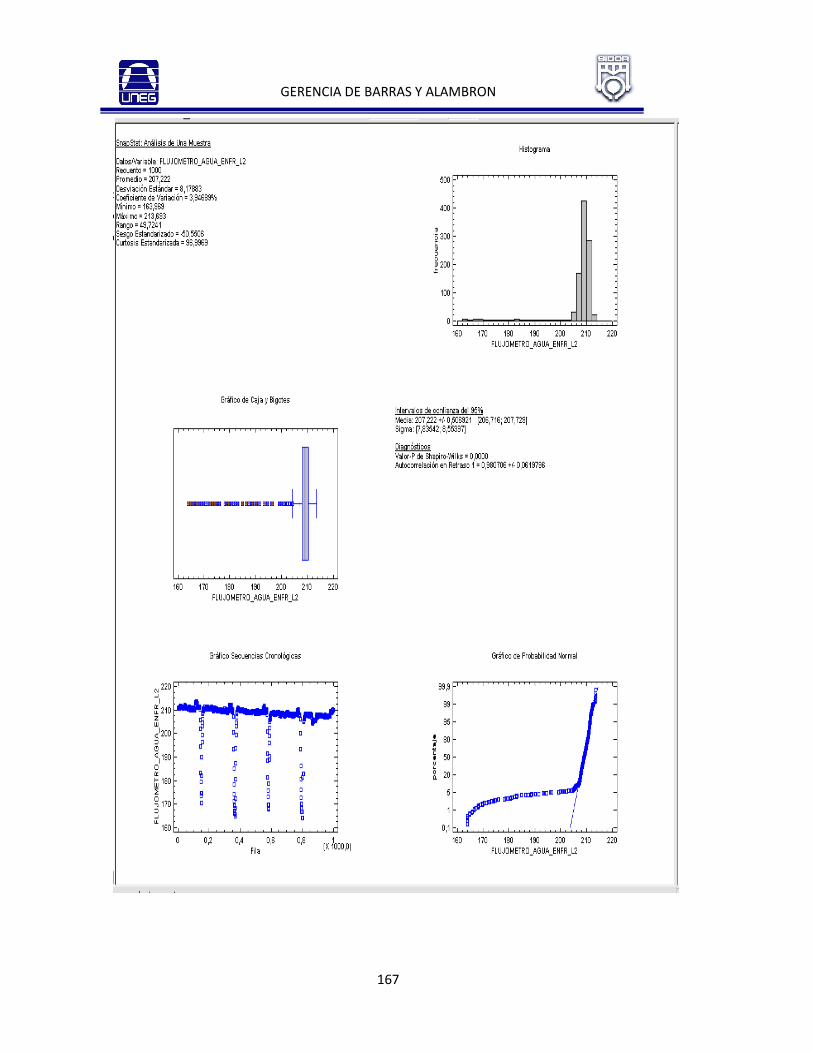
GERENCIA DE BARRAS Y ALAMBRON
167

GERENCIA DE BARRAS Y ALAMBRON
168
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L2 tienen una media de
207,222 y una desviación estándar de 8,17883. También se muestran intervalos de
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L2. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L2 se
encuentra en algún lugar entre 206,716 y 207,729, en tanto que la desviación estándar
verdadera está en algún lugar entre 7,83542 y 8,55397.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,980706, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.

GERENCIA DE BARRAS Y ALAMBRON
169
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L2. Un gráfico de caja y bigotes es un buen
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 6 puntos
alejados y 65 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.
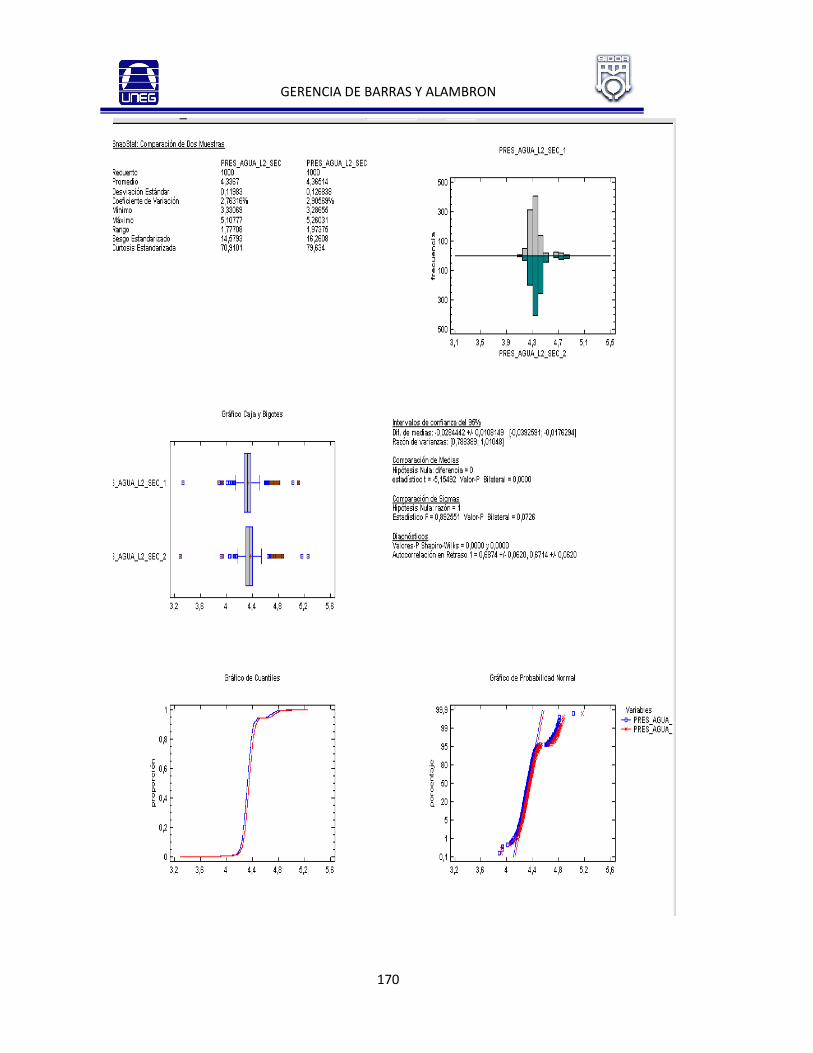
GERENCIA DE BARRAS Y ALAMBRON
170
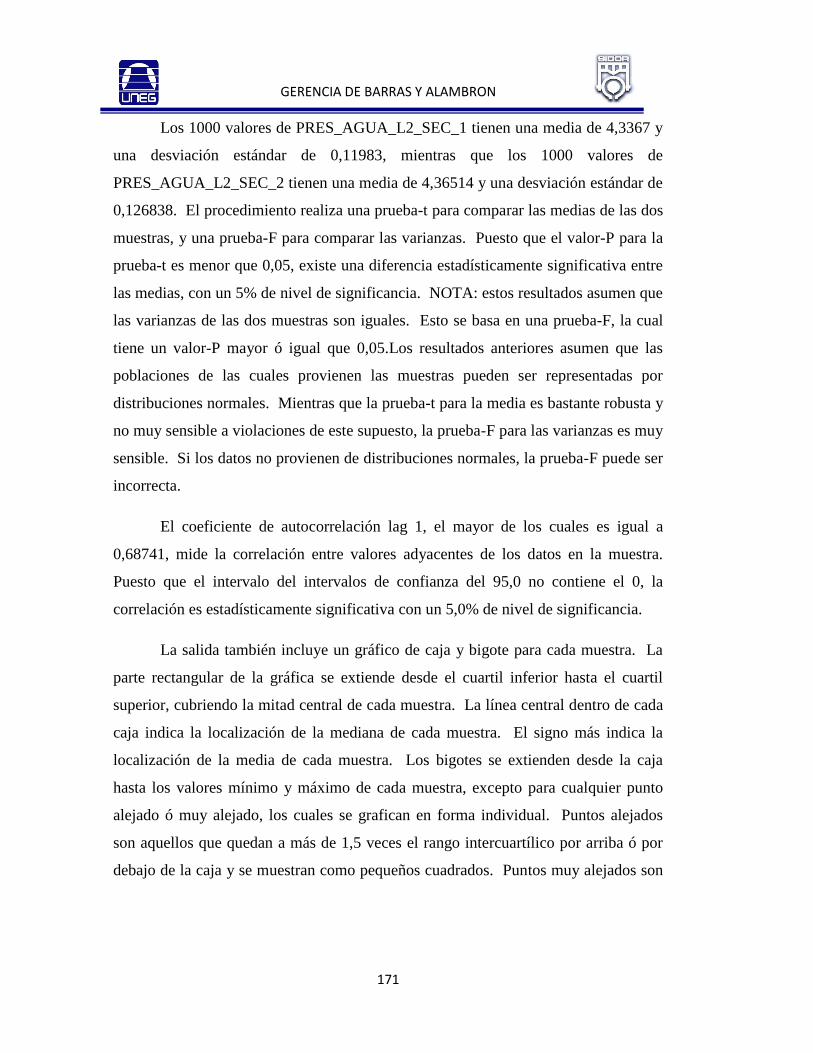
GERENCIA DE BARRAS Y ALAMBRON
171
Los 1000 valores de PRES_AGUA_L2_SEC_1 tienen una media de 4,3367 y
una desviación estándar de 0,11983, mientras que los 1000 valores de
PRES_AGUA_L2_SEC_2 tienen una media de 4,36514 y una desviación estándar de
0,126838. El procedimiento realiza una prueba-t para comparar las medias de las dos
muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para la
prueba-t es menor que 0,05, existe una diferencia estadísticamente significativa entre
las medias, con un 5% de nivel de significancia. NOTA: estos resultados asumen que
las varianzas de las dos muestras son iguales. Esto se basa en una prueba-F, la cual
tiene un valor-P mayor ó igual que 0,05.Los resultados anteriores asumen que las
poblaciones de las cuales provienen las muestras pueden ser representadas por
distribuciones normales. Mientras que la prueba-t para la media es bastante robusta y
no muy sensible a violaciones de este supuesto, la prueba-F para las varianzas es muy
sensible. Si los datos no provienen de distribuciones normales, la prueba-F puede ser
incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,68741, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo del intervalos de confianza del 95,0 no contiene el 0, la
correlación es estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son

GERENCIA DE BARRAS Y ALAMBRON
172
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 37 puntos alejados y 93 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.
Tace 855, Colada 315614
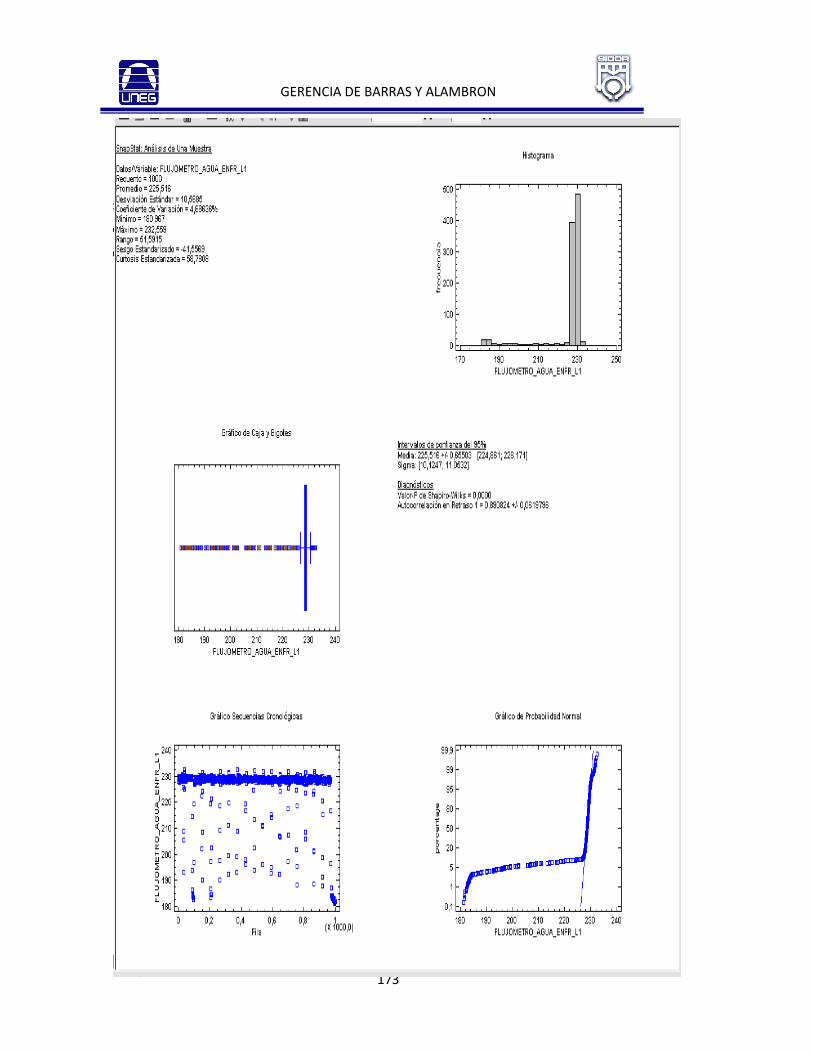
GERENCIA DE BARRAS Y ALAMBRON
173

GERENCIA DE BARRAS Y ALAMBRON
174
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L1 tienen una media de
225,516 y una desviación estándar de 10,5685. También se muestran intervalos de
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L1. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L1 se
encuentra en algún lugar entre 224,861 y 226,171, en tanto que la desviación estándar
verdadera está en algún lugar entre 10,1247 y 11,0532.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,890824, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.

GERENCIA DE BARRAS Y ALAMBRON
175
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L1. Un gráfico de caja y bigotes es un buen
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 16 puntos
alejados y 111 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.

GERENCIA DE BARRAS Y ALAMBRON
176
Los 1000 valores de PRES_AGUA_L1_SEC_1 tienen una media de 3,66125
y una desviación estándar de 0,110796, mientras que los 1000 valores de
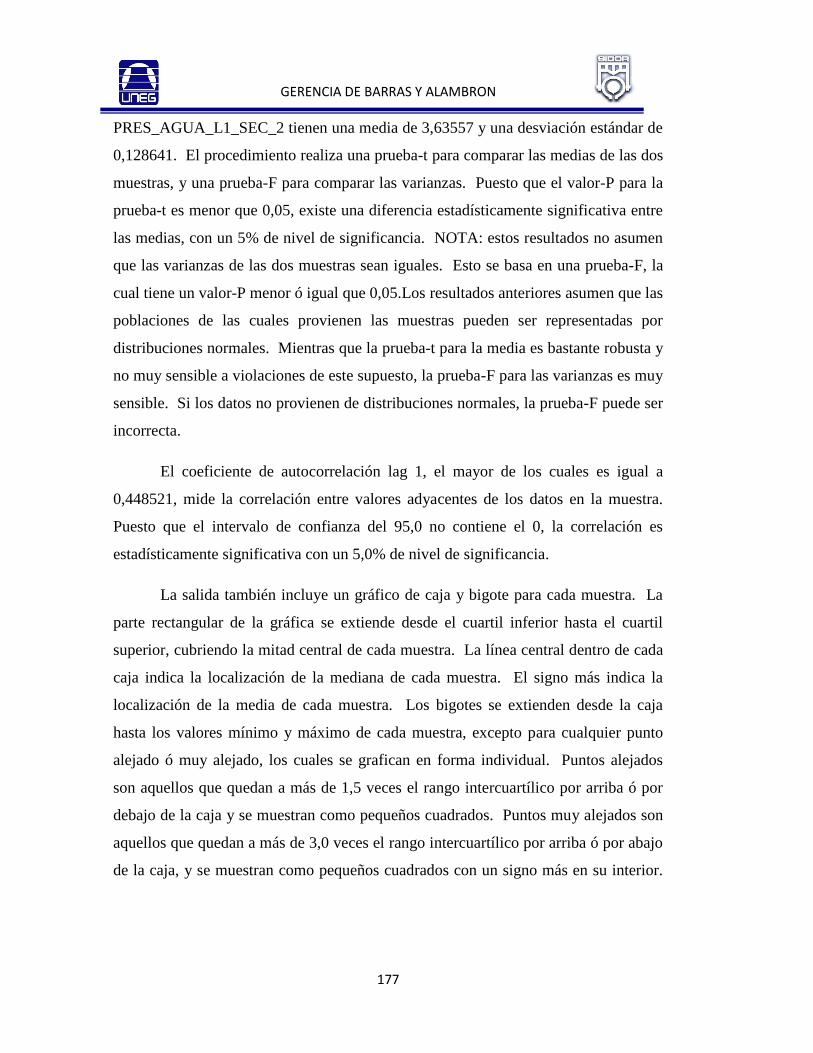
GERENCIA DE BARRAS Y ALAMBRON
177
PRES_AGUA_L1_SEC_2 tienen una media de 3,63557 y una desviación estándar de
0,128641. El procedimiento realiza una prueba-t para comparar las medias de las dos
muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para la
prueba-t es menor que 0,05, existe una diferencia estadísticamente significativa entre
las medias, con un 5% de nivel de significancia. NOTA: estos resultados no asumen
que las varianzas de las dos muestras sean iguales. Esto se basa en una prueba-F, la
cual tiene un valor-P menor ó igual que 0,05.Los resultados anteriores asumen que las
poblaciones de las cuales provienen las muestras pueden ser representadas por
distribuciones normales. Mientras que la prueba-t para la media es bastante robusta y
no muy sensible a violaciones de este supuesto, la prueba-F para las varianzas es muy
sensible. Si los datos no provienen de distribuciones normales, la prueba-F puede ser
incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,448521, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo de confianza del 95,0 no contiene el 0, la correlación es
estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.

GERENCIA DE BARRAS Y ALAMBRON
178
En este caso, hay 59 puntos alejados y 203 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.
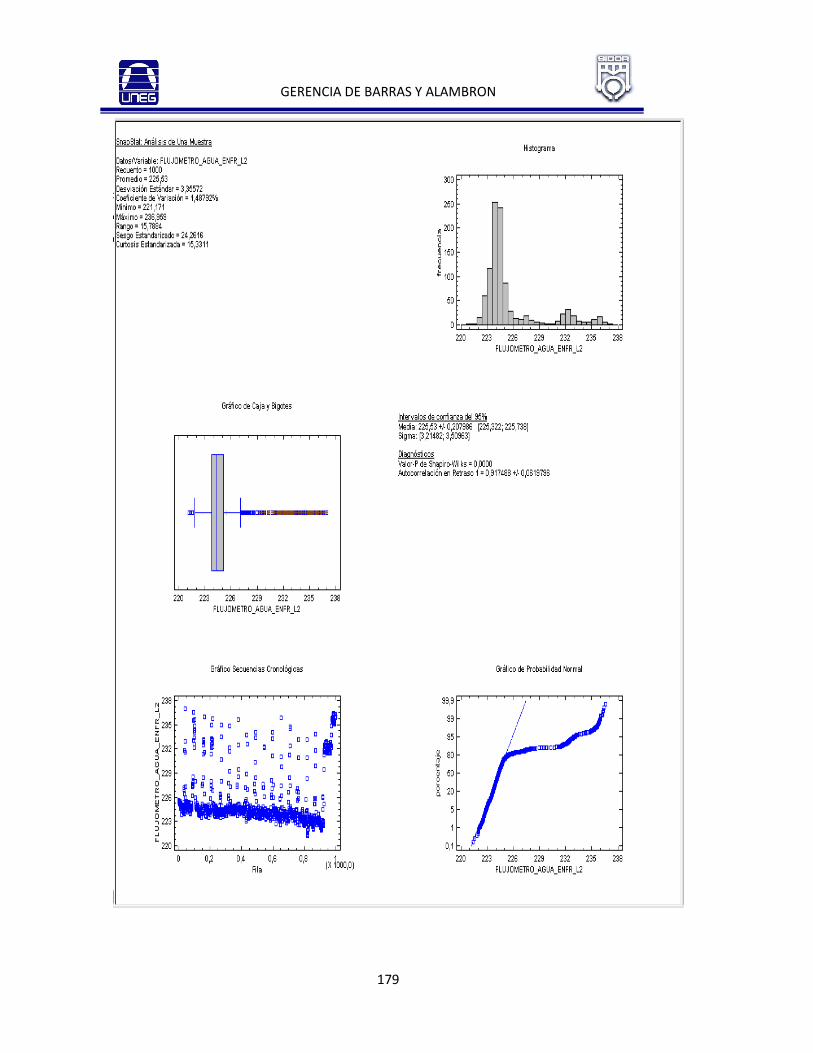
GERENCIA DE BARRAS Y ALAMBRON
179

GERENCIA DE BARRAS Y ALAMBRON
180
Los 1000 valores de FLUJOMETRO_AGUA_ENFR_L2 tienen una media de
225,53 y una desviación estándar de 3,35572. También se muestran intervalos de
confianza del 95,0% para la media y la desviación estándar de
FLUJOMETRO_AGUA_ENFR_L2. La interpretación clásica de estos intervalos es
que, en muestreos repetidos, estos intervalos contendrán la media verdadera ó la
desviación estándar verdadera de la población de la que fueron extraídas las muestras,
el 95,0% de las veces. En términos prácticos, puede establecerse con 95,0% de
confianza, que la media verdadera de FLUJOMETRO_AGUA_ENFR_L2 se
encuentra en algún lugar entre 225,322 y 225,738, en tanto que la desviación estándar
verdadera está en algún lugar entre 3,21482 y 3,50963.
Ambos intervalos asumen que la población de la cual proviene la muestra
puede representarse por la distribución normal. Mientras que el intervalo de
confianza para la media es bastante robusto y no muy sensible a violaciones de este
supuesto, los intervalos de confianza para la desviación estándar son muy sensibles.
Si los datos no provienen de una distribución normal, el intervalo para la desviación
estándar puede ser incorrecto. En este caso, el valor-P para la prueba de Shapiro-
Wilk es menor que 0,05 indicando una desviación significativa de la normalidad con
un nivel de significancia del 5.
El coeficiente de autocorrelación lag 1, que es igual a 0,917488, mide la
correlación entre valores adyacentes de los datos en la muestra. Puesto que el
intervalo de confianza del 95,0 no contiene el 0, la correlación es estadísticamente
significativa con un 5,0% de nivel de significancia.

GERENCIA DE BARRAS Y ALAMBRON
181
La salida también incluye un gráfico de caja y bigote para
FLUJOMETRO_AGUA_ENFR_L2. Un gráfico de caja y bigotes es un buen
instrumento para mostrar varias características de una muestra de datos. La parte
rectangular del diagrama se extiende desde el cuartil inferior hasta el cuartil superior,
cubriendo la mitad central de la muestra. La línea del centro dentro de la caja indica
la localización de la mediana de la muestra. El signo más indica la localización de la
media muestral. Los bigotes se extienden desde la caja hasta los valores mínimo y
máximo en la muestra, excepto por cualquier punto alejado ó muy alejado, los cuales
serán graficados por separado. Puntos alejados son aquellos que se encuentran a más
de 1,5 veces el rango intercuartílico por arriba ó por debajo de la caja y se muestran
como pequeños cuadrados. Los puntos muy alejados se encuentran a más de 3,0
veces el rango intercuartílico por arriba ó por abajo de la caja y se muestran como
pequeños cuadrados con un signo más dentro de ellos. En este caso, hay 36 puntos
alejados y 142 puntos muy alejados. La presencia de puntos muy alejados puede
indicar la presencia de valores aberrantes ó una distribución muy sesgada.

GERENCIA DE BARRAS Y ALAMBRON
182

GERENCIA DE BARRAS Y ALAMBRON
183
Los 1000 valores de PRES_AGUA_L2_SEC_1 tienen una media de 4,48189
y una desviación estándar de 0,075414, mientras que los 1000 valores de
PRES_AGUA_L2_SEC_2 tienen una media de 4,48585 y una desviación estándar de
0,0606338. El procedimiento realiza una prueba-t para comparar las medias de las
dos muestras, y una prueba-F para comparar las varianzas. Puesto que el valor-P para
la prueba-t es mayor ó igual que 0,05, no existe una diferencia estadísticamente
significativa entre las medias, con un 5% de nivel de significancia. NOTA: estos
resultados no asumen que las varianzas de las dos muestras sean iguales. Esto se basa
en una prueba-F, la cual tiene un valor-P menor ó igual que 0,05.Los resultados
anteriores asumen que las poblaciones de las cuales provienen las muestras pueden
ser representadas por distribuciones normales. Mientras que la prueba-t para la media
es bastante robusta y no muy sensible a violaciones de este supuesto, la prueba-F para
las varianzas es muy sensible. Si los datos no provienen de distribuciones normales,
la prueba-F puede ser incorrecta.
El coeficiente de autocorrelación lag 1, el mayor de los cuales es igual a
0,749022, mide la correlación entre valores adyacentes de los datos en la muestra.
Puesto que el intervalo de confianza del 95,0 no contiene el 0, la correlación es
estadísticamente significativa con un 5,0% de nivel de significancia.
La salida también incluye un gráfico de caja y bigote para cada muestra. La
parte rectangular de la gráfica se extiende desde el cuartil inferior hasta el cuartil
superior, cubriendo la mitad central de cada muestra. La línea central dentro de cada
caja indica la localización de la mediana de cada muestra. El signo más indica la
localización de la media de cada muestra. Los bigotes se extienden desde la caja
hasta los valores mínimo y máximo de cada muestra, excepto para cualquier punto
alejado ó muy alejado, los cuales se grafican en forma individual. Puntos alejados
son aquellos que quedan a más de 1,5 veces el rango intercuartílico por arriba ó por
GERENCIA DE BARRAS Y ALAMBRON
184
debajo de la caja y se muestran como pequeños cuadrados. Puntos muy alejados son
aquellos que quedan a más de 3,0 veces el rango intercuartílico por arriba ó por abajo
de la caja, y se muestran como pequeños cuadrados con un signo más en su interior.
En este caso, hay 120 puntos alejados y 184 puntos muy alejados.La presencia de
puntos muy alejados puede indicar valores aberrantes ó una distribución altamente
sesgada.
Realizar un Diagnostico de las condiciones de los componentes del sistema
de enfriamiento de las cajas de agua en el tren de alambrón.
Dada las condiciones del sistema de enfriamiento de las cajas de agua, se observan
muchas dificultades como el deterioro total de la infraestructura del equipo.
Entre las condiciones podemos encontrar:
Falta de Calibración de las Toberas
Falta del Rin del Asiento de la Tobera con el Caballete
Tuberías deterioradas
Juntas Expansivas dañadas entre Tuberías y el Caballete donde pasa el Agua.
A través de la Estructura Metálica tenemos:
Accesorios:
Bases Toberas; Caballetes; Tubos Internos; Boquillas, Tubos de refrigeración;
Válvulas Manuales; Juntas de Expansión; Enfriamiento de Válvulas.
Sistemas de Fluidos:
GERENCIA DE BARRAS Y ALAMBRON
185
Central Lubricación Nº 5, El sistema de enfriamiento mejora con el cambio
del (Agua / Aire) antiguo filtro principal por un auto-limpiante.
Parte de Control – Operativa:
Monitoreo de las presiones a través de (pantalla) del púlpito.
Sistema de contra flujo original está Stand B y A y la alternativa a usar es aire
comprimido.
Identificar las causas y efectos más probables por el sistema de enfriamiento de
las cajas de agua.
Los equipos están catalogados según su importancia, la función que realizan
dentro del proceso de generación:
1.- Supervisión
2.- Control
3.- Protección
Los equipos de supervisión, permiten dar información local o remota al personal
de operaciones acerca de valores y variables de proceso, para dar a conocer el estado
de funcionamiento de los sistemas asociados.
Los equipos de control, permiten interactuar con los elementos finales de control
para modificar las condiciones operativas del proceso y adecuarlas a las exigencias
del sistema de potencia, o establecer los valores de la variable que han sufrido alguna
desviación con respecto a sus referencias nominales de operación.

GERENCIA DE BARRAS Y ALAMBRON
186
Los equipos de protección tienen como función fundamental, preservar la
integridad física de los componentes, a equipos críticos, presentando anomalías
severas, que originan un paro completo o parcial de las unidades.
Las fallas más comunes son:
El excesivo enfriamiento en el material. Este no es uniforme u homogéneo
(físicamente). Y la característica que se puede observar es un lado más oscuro y
otro más claro.
Electro–válvula. No tiene un equipo que nos indica cuando está fallando, o no abre
o cierra (eléctricamente).
Indicador de caída de presión. Afecta el enfriamiento del material.
Pérdida de presión del agua. Se debe a que la válvula no está funcionando
correctamente.
Filtros tapados. Provoca que el material salga con burbujas y erizos y falla el
sistema mecánico.
A continuación se cita una lista con las causas, efectos, la zona donde se produce
el problema y las acciones a tomar:
Listado Presentes en las Cajas de Agua por Demoras en Alambrón.
CAUSA EFECTO ZONA ACCION
1.- Regulación de
presión / caudal.
- Encalle
- Salida a la primera sección
de las cajas de agua.
- Se pierde presión de agua
- Se cambia flanche
de tubo guía a la
entrada del
formador de espiras

GERENCIA DE BARRAS Y ALAMBRON
187
- Burbujas
- Línea II, Salida del
material.
- Perdida de
presión
- Línea II, Válvula 2 de la
sección abierta.
2.- Apertura de
válvulas de
control a
destiempo.
- Sistema de
enfriamiento
- Enfriamiento línea II /
Sistema eléctrico.
- Se verifica cajas y
el sistema de
enfriamiento
3.- Regulación
operativa de
válvulas/secciones.
- Encalle
- Línea II, Cajas de agua
tratan de abrirlas manual.
- Salida a la primera sección
de las cajas de agua.
- Cierre de las válvulas
1,3,4,y7
- Introducen cajas
de agua #1 y 10-11
para reducir
problemas.
- Personal eléctrico.
- Burbujas
- Línea II, hay acumulación
de ganchos en la zona de
corte de punta y cola.
- Línea I, hay acumulación
de ganchos en la zona de
corte de punta y cola.
- Personal eléctrico.

GERENCIA DE BARRAS Y ALAMBRON
188
4.- Calibración
guías/ canaletas/
tubos.
- Encalle
- Salida a la primera sección
de las cajas de agua.
- Se encalla bloque #1 a la
salida del bastidor #25
- Se produce al abrirse la
tapa de una de las canaletas
compensatorias.
- Línea I, las tapas de las
guías están sujetas con
alambres que al momento de
calentarse se aflojan y
rompen.
- Segunda sección de las
cajas de agua
- Se cambia tubo en la
primera sección de las cajas
de agua.
- Se cambia flanche
de tubo guía a la
entrada del
formador de espiras
5.- Variación de
enfriamiento.
- Encalle
- Línea II, Salida al final del
bastidor.
- Ritmo de
laminación
- Línea II, Se lamina
intervalos de espacios
6.- Material
incrustado en
- Encalle - Salida en la primera
sección de las cajas de agua.
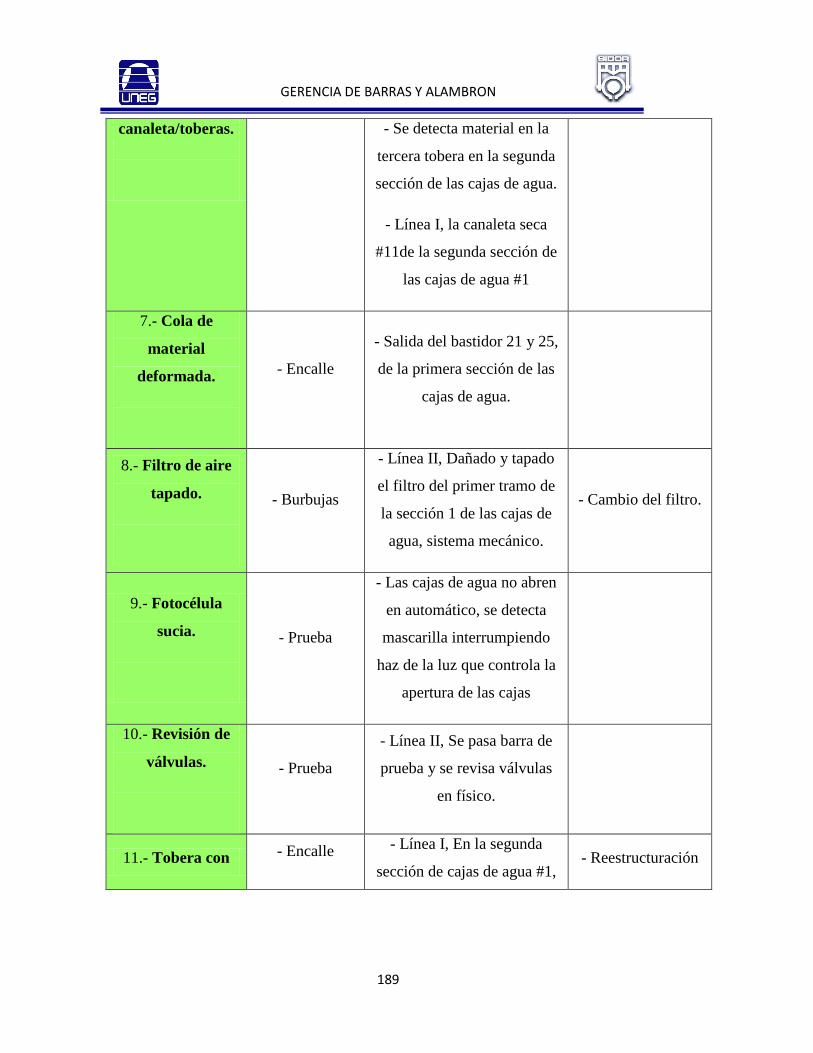
GERENCIA DE BARRAS Y ALAMBRON
189
canaleta/toberas.
- Se detecta material en la
tercera tobera en la segunda
sección de las cajas de agua.
- Línea I, la canaleta seca
#11de la segunda sección de
las cajas de agua #1
7.- Cola de
material
deformada.
- Encalle
- Salida del bastidor 21 y 25,
de la primera sección de las
cajas de agua.
8.- Filtro de aire
tapado.
- Burbujas
- Línea II, Dañado y tapado
el filtro del primer tramo de
la sección 1 de las cajas de
agua, sistema mecánico.
- Cambio del filtro.
9.- Fotocélula
sucia.
- Prueba
- Las cajas de agua no abren
en automático, se detecta
mascarilla interrumpiendo
haz de la luz que controla la
apertura de las cajas
10.- Revisión de
válvulas.
- Prueba
- Línea II, Se pasa barra de
prueba y se revisa válvulas
en físico.
11.- Tobera con - Encalle - Línea I, En la segunda
sección de cajas de agua #1, - Reestructuración
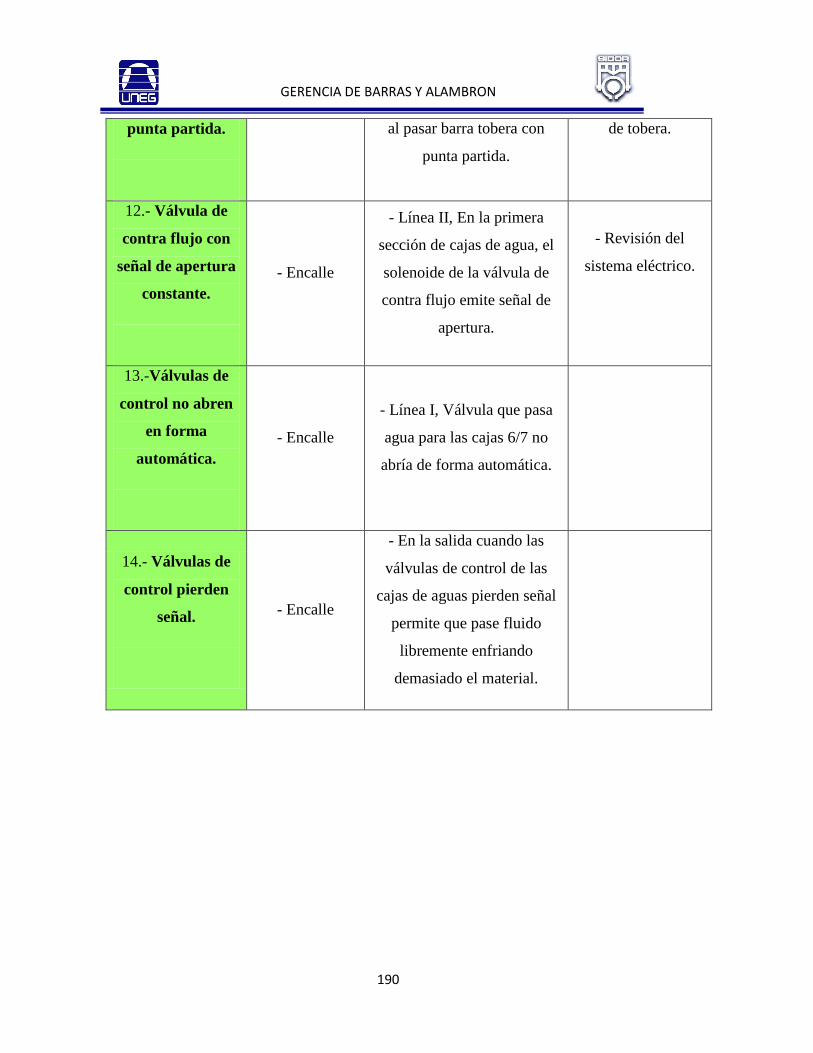
GERENCIA DE BARRAS Y ALAMBRON
190
punta partida.
al pasar barra tobera con
punta partida.
de tobera.
12.- Válvula de
contra flujo con
señal de apertura
constante.
- Encalle
- Línea II, En la primera
sección de cajas de agua, el
solenoide de la válvula de
contra flujo emite señal de
apertura.
- Revisión del
sistema eléctrico.
13.-Válvulas de
control no abren
en forma
automática.
- Encalle
- Línea I, Válvula que pasa
agua para las cajas 6/7 no
abría de forma automática.
14.- Válvulas de
control pierden
señal.
- Encalle
- En la salida cuando las
válvulas de control de las
cajas de aguas pierden señal
permite que pase fluido
libremente enfriando
demasiado el material.

GERENCIA DE BARRAS Y ALAMBRON
191
CONCLUSIONES
Una vez finalizado este trabajo de investigación se llegaron a las siguientes
conclusiones:
Se describió la situación actual a los equipos críticos de enfriamiento de las cajas
de agua, esta funciona en circuito abierto, que a través de la temperatura y presión
obtenemos las propiedades mecánicas del alambrón.
Se diagnóstico que a través de las condiciones y componentes del sistema de
enfriamiento se observa el deterioro total de la infraestructura, falta de calibración
de las toberas, tuberías deterioradas, juntas expansivas dañadas entre tuberías y el
caballete.
Se Estandarizo los valores de Presión y caudal para la laminación de diferentes
tipos de aceros, para de esta manera conservar las propiedades mecánicas y
metalúrgicas mas ideales en los distintos tipos de aceros que se laminan.
Se realizo un seguimiento minucioso a diferentes coladas de Alto carbono para
determinar el impacto que tienen el estado de las cajas de agua en las propiedades
del producto, de esta manera observando que es de suma importancia ya que se
observaron cambios en diferentes condiciones de laminación.
La planificación oportuna en el sistema de enfriamiento permite tener mejor
capacidad de respuesta y controlar el mantenimiento de las unidades. Lo cual,

GERENCIA DE BARRAS Y ALAMBRON
192
dependerá del compromiso del personal calificado por medio Tabla de Control
Periódico, Historial del Equipo, Inspecciones Especiales y Prácticas Operativas.
GERENCIA DE BARRAS Y ALAMBRON
193
RECOMENDACIONES
En función de los resultados y conclusiones del estudio se recomiendan tomar las
siguientes acciones:
Se debe evaluar periódicamente el sistema de enfriamiento de las cajas de agua y
sus componentes, con el objetivo de realizar oportunamente su mantenimiento
para que las propiedades mecánicas sean las correctas.
Efectuar los mantenimientos o cambios oportunos a equipos e infraestructuras sin
esperar llegar al punto a que los mismos se deterioren.
Realizar inspecciones físicas programadas las cuales, nos permite corregir posibles
fallas detectadas en el sistema de enfriamiento.
Realizar la individualización de las cajas de agua en el Sistema Digital para poder
activar y desactivar cada una por separado.
Se establecieron las siguientes proposiciones de mejoras en el sistema de
enfriamiento:
Efectuar el Mantenimiento Preventivo.
Aminorar el Mantenimiento Correctivo.
Disponer de equipos y/o herramientas adecuadas.
GERENCIA DE BARRAS Y ALAMBRON
194
Efectuar el mantenimiento programado.
Se debe cuidar que la muestra no se sobre ataque, esto ocasionaría que no se
revele la condición real de la microestructura, afectando la medición de la perlita
gruesa.
Eliminar toda la posible suciedad y humedad, antes y después de atacar la
muestra.

GERENCIA DE BARRAS Y ALAMBRON
195
CAPITULO V
ANALISIS DE RESULTADOS
Ensayos de análisis químico
Para conocer la composición química del acero de las coladas en estudio.
Estudios metalográficos
Comprende la preparación de muestras (embutido, desbaste grueso, fino y pulido),
toma de imágenes, análisis de la información (porcentaje de perlita gruesa, porcentaje
de fases, segregación). Para la evaluación de la correlación microestructural del acero
SAE J403 grado 1075M con las propiedades mecánicas del alambrón.
Para estudiar la correlación de las propiedades mecánicas con la microestructura
del alambrón de alto carbono.
1. La selección de las muestras para los ensayos metalográficos se realizó luego de
obtenidos los resultados de los ensayos de tracción, para este proceso de
selección, se tomaron en consideración ciertos criterios:
Se establecieron correlaciones en función del carbono equivalente para,
evaluar la influencia de las variables en estudio en las diferentes coladas
procesadas, ver tabla Nº5.
Correlaciones establecidas para estudio metalográfico
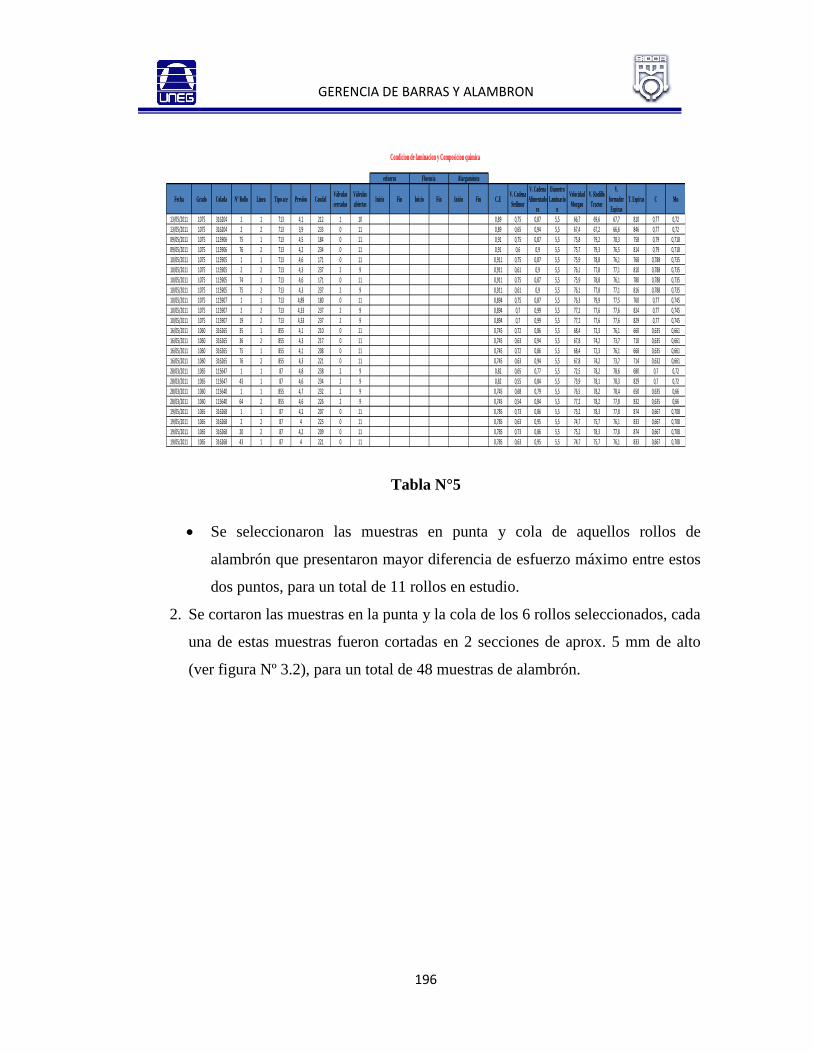
GERENCIA DE BARRAS Y ALAMBRON
196
Condicion de laminacion y Composicion quimica
Fecha Grado Colada N° Rollo Linea Tipo ace Presión Caudal Válvulas
cerradas
Válvulas
abiertasInicio Fin Inicio Fin Inicio Fin C.E
V. Cadena
Stellmor
V. Cadena
Alimentado
ra
Diametro
Laminacio
n
Velocidad
Morgan
V. Rodillo
Tractor
V.
formador
Espiras
T. Espiras C Mn
13/05/2011 1075 316204 1 1 713 4,1 212 1 10 0,89 0,75 0,87 5,5 66,7 69,6 67,7 810 0,77 0,72
13/05/2011 1075 316204 2 2 713 3,9 233 0 11 0,89 0,65 0,94 5,5 67,4 67,2 66,6 846 0,77 0,72
09/05/2011 1075 115906 75 1 713 4,5 184 0 11 0,91 0,75 0,87 5,5 75,8 79,2 78,3 758 0,79 0,718
09/05/2011 1075 115906 76 2 713 4,2 234 0 11 0,91 0,6 0,9 5,5 75,7 79,3 76,5 814 0,79 0,718
10/05/2011 1075 115905 1 1 713 4,6 171 0 11 0,911 0,75 0,87 5,5 75,9 78,8 76,1 768 0,788 0,735
10/05/2011 1075 115905 2 2 713 4,3 237 2 9 0,911 0,61 0,9 5,5 76,1 77,8 77,1 810 0,788 0,735
10/05/2011 1075 115905 74 1 713 4,6 171 0 11 0,911 0,75 0,87 5,5 75,9 78,8 76,1 780 0,788 0,735
10/05/2011 1075 115905 75 2 713 4,3 237 2 9 0,911 0,61 0,9 5,5 76,1 77,8 77,1 816 0,788 0,735
10/05/2011 1075 115907 1 1 713 4,89 180 0 11 0,894 0,75 0,87 5,5 76,3 79,9 77,5 760 0,77 0,745
10/05/2011 1075 115907 2 2 713 4,33 237 2 9 0,894 0,7 0,99 5,5 77,2 77,6 77,6 824 0,77 0,745
10/05/2011 1075 115907 19 2 713 4,33 237 2 9 0,894 0,7 0,99 5,5 77,2 77,6 77,6 829 0,77 0,745
16/05/2011 1060 316265 35 1 855 4,1 210 0 11 0,745 0,72 0,86 5,5 68,4 72,3 76,1 660 0,635 0,661
16/05/2011 1060 316265 36 2 855 4,3 217 0 11 0,745 0,63 0,94 5,5 67,8 74,2 73,7 710 0,635 0,661
16/05/2011 1060 316265 75 1 855 4,1 208 0 11 0,745 0,72 0,86 5,5 68,4 72,3 76,1 668 0,635 0,661
16/05/2011 1060 316265 76 2 855 4,3 221 0 11 0,745 0,63 0,94 5,5 67,8 74,2 73,7 714 0,632 0,661
28/03/2011 1065 115647 1 1 87 4,8 238 2 9 0,82 0,65 0,77 5,5 72,5 78,2 78,6 680 0,7 0,72
28/03/2011 1065 115647 43 1 87 4,6 234 2 9 0,82 0,55 0,84 5,5 73,9 78,1 78,3 829 0,7 0,72
28/03/2011 1060 115640 1 1 855 4,7 232 2 9 0,745 0,68 0,79 5,5 76,5 78,2 78,4 650 0,635 0,66
28/03/2011 1060 115640 64 2 855 4,6 226 2 9 0,745 0,54 0,84 5,5 77,2 78,2 77,8 832 0,635 0,66
19/05/2011 1065 316268 1 1 87 4,2 207 0 11 0,785 0,73 0,86 5,5 75,2 78,3 77,8 874 0,667 0,708
19/05/2011 1065 316268 2 2 87 4 225 0 11 0,785 0,63 0,95 5,5 74,7 75,7 76,1 833 0,667 0,708
19/05/2011 1065 316268 20 2 87 4,2 209 0 11 0,785 0,73 0,86 5,5 75,2 78,3 77,8 874 0,667 0,708
19/05/2011 1065 316268 43 1 87 4 221 0 11 0,785 0,63 0,95 5,5 74,7 75,7 76,1 833 0,667 0,708
esfuerzo Fluencia Alargamiento
Tabla N°5
Se seleccionaron las muestras en punta y cola de aquellos rollos de
alambrón que presentaron mayor diferencia de esfuerzo máximo entre estos
dos puntos, para un total de 11 rollos en estudio.
2. Se cortaron las muestras en la punta y la cola de los 6 rollos seleccionados, cada
una de estas muestras fueron cortadas en 2 secciones de aprox. 5 mm de alto
(ver figura Nº 3.2), para un total de 48 muestras de alambrón.
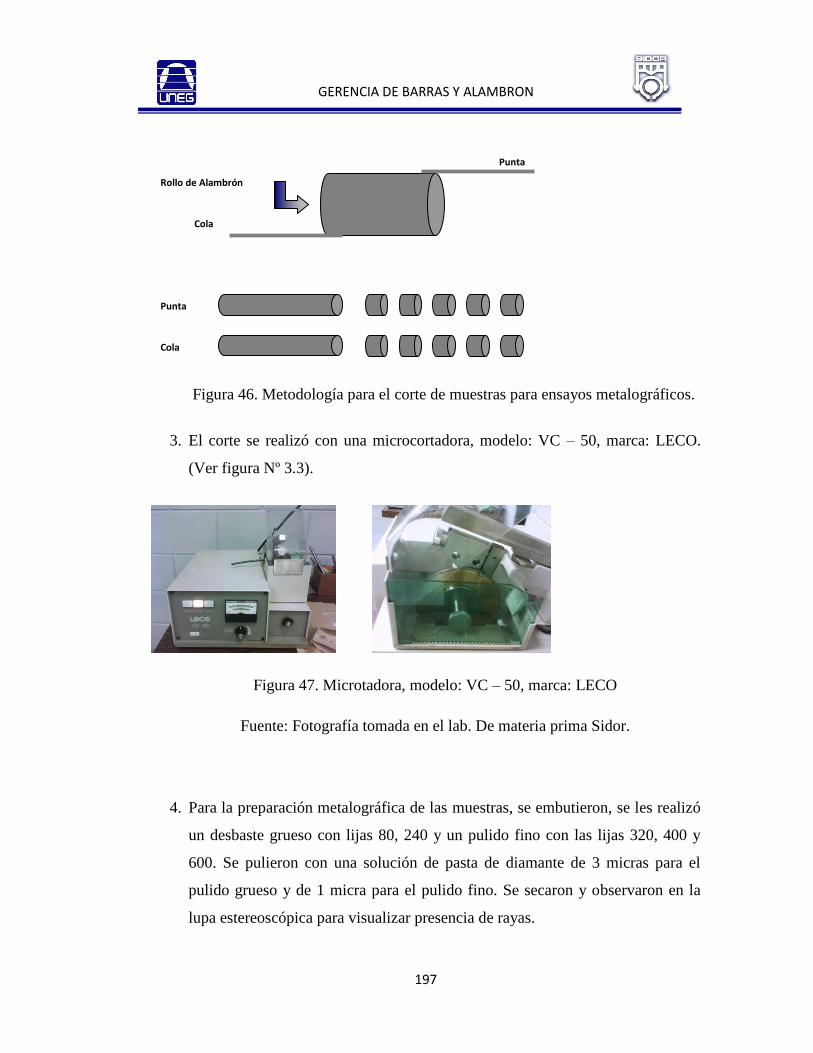
GERENCIA DE BARRAS Y ALAMBRON
197
Figura 46. Metodología para el corte de muestras para ensayos metalográficos.
3. El corte se realizó con una microcortadora, modelo: VC – 50, marca: LECO.
(Ver figura Nº 3.3).
Figura 47. Microtadora, modelo: VC – 50, marca: LECO
Fuente: Fotografía tomada en el lab. De materia prima Sidor.
4. Para la preparación metalográfica de las muestras, se embutieron, se les realizó
un desbaste grueso con lijas 80, 240 y un pulido fino con las lijas 320, 400 y
600. Se pulieron con una solución de pasta de diamante de 3 micras para el
pulido grueso y de 1 micra para el pulido fino. Se secaron y observaron en la
lupa estereoscópica para visualizar presencia de rayas.
Punta
Cola
Rollo de Alambrón
Cola
Punta

GERENCIA DE BARRAS Y ALAMBRON
198
Se introdujeron en un beaker y se cubrieron con etanol, luego fueron
introducidas en el limpiador ultrasónico por espacios de tiempo de 5 min., para
sacarle la mayor cantidad de suciedad y grasa posible. Luego se secaron
nuevamente y se llevaron a la cámara de vacío para eliminarle la humedad
presente y evitar la oxidación de las mismas. Ver figura 47.
Figura 48. Muestras montadas y preparadas en baquelitas, para estudios
metalográficos.
5. Se realizó la medición del porcentaje de perlita gruesa a cada muestra (10
campos x muestra), a través de la metodología descrita en el anexo 2.
(Metodología para medir el porcentaje de perlita gruesa). En el banco
metalográfico Leitz Wetzlar (Microscopio MM6).
6. Se tomaron 3 fotomicrografías en diferentes campos, al total de las 110
muestras, con un aumento de 456X, a las cuales posteriormente se les realizó la
medición del porcentaje de fases, utilizando el analizador de imágenes Image
Pro Plus 4.5.1.

GERENCIA DE BARRAS Y ALAMBRON
199
7. Se realizó la medición del nivel de segregación para cada muestra, siguiendo la
metodología descrita en el anexo 3. (Metodología para medir el nivel de
segregación).
Medición de la perlita gruesa
• Se utiliza el método de fracción volumétrica de la Norma ASTM E-565, en el
cual, se utiliza una rejilla micrométrica de 5x5 cuadros, siguiendo los siguientes
pasos:
1. Sobre la muestra marcar un cuadro en el área central de la misma.
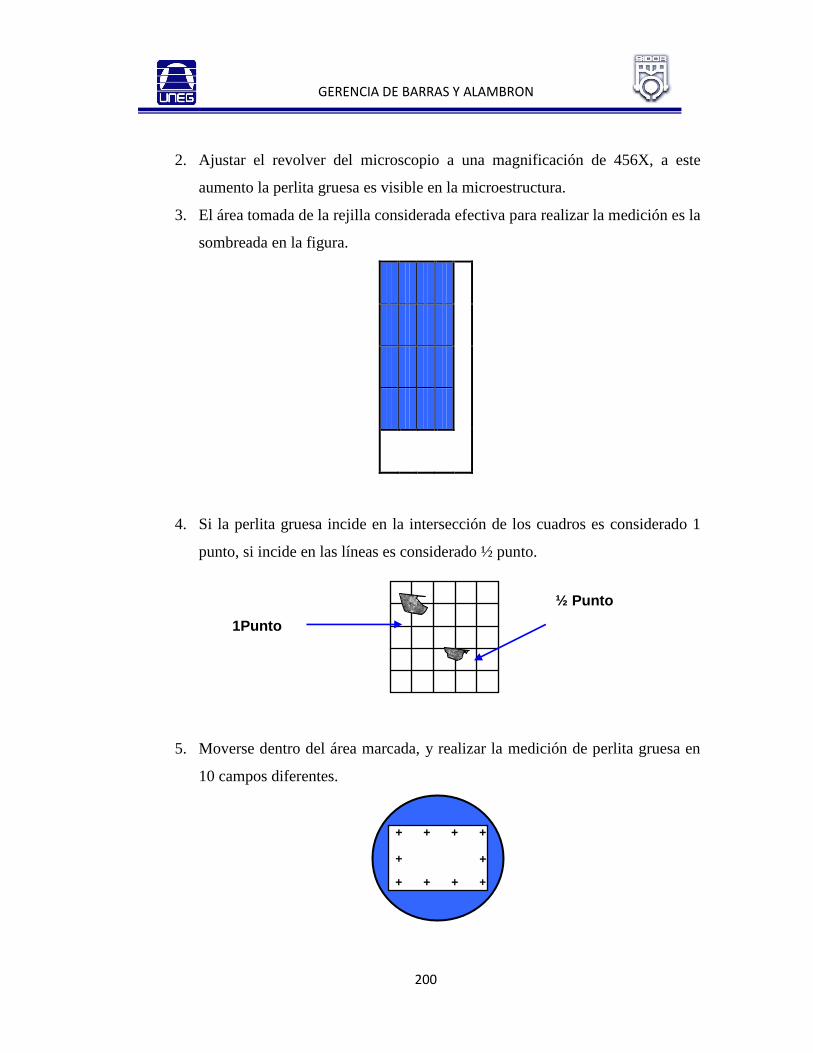
GERENCIA DE BARRAS Y ALAMBRON
200
2. Ajustar el revolver del microscopio a una magnificación de 456X, a este
aumento la perlita gruesa es visible en la microestructura.
3. El área tomada de la rejilla considerada efectiva para realizar la medición es la
sombreada en la figura.
4. Si la perlita gruesa incide en la intersección de los cuadros es considerado 1
punto, si incide en las líneas es considerado ½ punto.
5. Moverse dentro del área marcada, y realizar la medición de perlita gruesa en
10 campos diferentes.
+
+
+ +
+ + +
+
+
+
½ Punto
1Punto

GERENCIA DE BARRAS Y ALAMBRON
201
6. Cuantificar el conteo de puntos (Pp):
Procesamiento de la información
La información obtenida a través de los instrumentos de recolección de datos, los
cuales fueron trabajados estadísticamente, se representaron a través de gráficos de
capacidad de proceso, anovas, diagrámas de pareto, gráfico de efectos y de superficie
de respuesta, obtenidos de los diferentes análisis realizados con la ayuda del paquete
estadístico STATGRAPHICS CENTURION.
La correlación de las microestructuras representativas con las propiedades mecánicas
del alambrón alto carbono SAE J403 grado 1075M, obtenido bajo seguimiento, se
presentará por medio de imágenes en donde se observa la microestructura del
material procesado asociada con la propiedad mecánica y las características
metalúrgicas evaluadas a través de los diversos métodos, cómo lo son: el porcentaje
de perlita gruesa, el porcentaje de fases y la segregación presente en la misma, en
caso de existir.
100*nPo
PPp
Po
n
P :Sumatoria de puntos
:# campos medidos
:Total de # de puntos de la rejilla

GERENCIA DE BARRAS Y ALAMBRON
202
ANEXOS
Pulido Grueso con pasta de diamante de 3 Micras
Pulido Grueso con pasta de diamante de 3 Micras

GERENCIA DE BARRAS Y ALAMBRON
203
Observación microscópica de las muestras
Observación microscópica de las muestras

GERENCIA DE BARRAS Y ALAMBRON
204
Caudalimetro Línea 1
Caudalimetro Línea 2
GERENCIA DE BARRAS Y ALAMBRON
205
Ventiladores de la mesa de enfriamiento
Carros CTI

GERENCIA DE BARRAS Y ALAMBRON
206
Silla Basculante
Silla Basculante introduciendo el alambrón en los ganchos CTI

GERENCIA DE BARRAS Y ALAMBRON
207
Formador de rollo
Mesa de Enfriamiento

GERENCIA DE BARRAS Y ALAMBRON
208
Formador de Espira
Formador de Espira

GERENCIA DE BARRAS Y ALAMBRON
209
Cajas de agua Sección 2 de la línea 1
Cajas de agua Sección 2 de la línea 2

GERENCIA DE BARRAS Y ALAMBRON
210
Muestras de Bajo Carbono
Muestras de Alto carbono

GERENCIA DE BARRAS Y ALAMBRON
211
Muestras Bajo carbono
Muestras de bajo y alto carbono

GERENCIA DE BARRAS Y ALAMBRON
212
Muestras de bajo y alto carbono
Baquelitas con corte longitudinal y transversal (Alto Carbono)

GERENCIA DE BARRAS Y ALAMBRON
213
Baquelitas con corte longitudinal y transversal (Alto Carbono)
Baquelitas con corte longitudinal y transversal (Alto Carbono)
GERENCIA DE BARRAS Y ALAMBRON
214
Baquelitas con corte longitudinal y transversal (Alto Carbono)
Inspección de las juntas de expansión

GERENCIA DE BARRAS Y ALAMBRON
215
Inspección de las juntas de expansión
Pruebas a las válvulas
GERENCIA DE BARRAS Y ALAMBRON
216
Tobera
Prueba de válvulas

GERENCIA DE BARRAS Y ALAMBRON
217
Juntas de expansión en buen estado
Junta de expansión en mal estado

GERENCIA DE BARRAS Y ALAMBRON
218
Fugas de agua por junta de expansión en mal estado
Fugas de agua en juntas de expansión

GERENCIA DE BARRAS Y ALAMBRON
219
Fugas por juntas de expansión en mal estado
Patio de Palanquilla
GERENCIA DE BARRAS Y ALAMBRON
220
Tobera
Válvula

GERENCIA DE BARRAS Y ALAMBRON
221
Barómetro de la Sección 1 y 2
Perlita gruesa

GERENCIA DE BARRAS Y ALAMBRON
222
Perlita Gruesa
Perlita Gruesa

GERENCIA DE BARRAS Y ALAMBRON
223
Perlita gruesa
Perlita gruesa

GERENCIA DE BARRAS Y ALAMBRON
224