universidad nacional de ingenierÍa - …cybertesis.uni.edu.pe/bitstream/uni/3606/1/vigo_dm.pdf ·...
TRANSCRIPT
1
UNIVERSIDAD NACIONAL DE INGENIERÍA
FACULTAD DE INGENIERÍA QUÍMICA Y TEXTIL
“PARÁMETROS DE INSPECCIÓN DURANTE LA APLICACIÓN DE UN
SISTEMA DE RECUBRIMIENTOS INDUSTRIALES”
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO QUÍMICO
PRESENTADO POR:
MARINA JEANETTE VIGO DEXTRE
LIMA – PERÚ
2015
2
Resumen
Actualmente en el mercado laboral peruano el nivel de exigencia requerido
para la Inspección de Recubrimientos Industriales es muy alto, debido a la
alta inversión en los proyectos metalmecánicos de gran envergadura que
se vienen desarrollando en nuestro país.
La inspección de Recubrimientos industriales o protectores viene hacer una
parte muy importante en el proceso de Tratamiento de Superficie y
Aplicación de los recubrimientos ya que tiene por fin la protección de los
activos de una empresa en un tiempo prolongado, principalmente
estructuras metálicas como puentes, barcos, tuberías, tanques,
plataformas petroleras, etc.
El presente informe busca ampliar los conocimientos en el método más
ampliamente utilizado para evitar la corrosión hoy en día, el cual es la
aplicación de recubrimientos protectores de alto desempeño o
performance, además de resumir la experiencia adquirida durante varios
años.
Los parámetros de inspección descritos en el informe sirven como una
herramienta para asegurar que el sistema de protección instalado se
encuentre dentro de lo especificado evitando así posibles fallas prematuras
del recubrimiento durante su puesta en servicio, lográndose una mayor
durabilidad del sistema aplicado.
Hoy en día los inspectores de recubrimientos poseen certificación a nivel
internacional otorgado por NACE o SSPC, con ello el mercado laboral exige
inspectores certificados con varios años de experiencia, con la finalidad de
asegurar un proceso de calidad llevado a cabo bajo estándares
internacionales.
3
INDICE
RESUMEN 2
I. INTRODUCCIÓN 5
II. EL ORGANO EMPRESARIAL 6
III. RELACIÓN PROFESIONAL - EMPLEADOR 8
IV. TRABAJO PROFESIONAL DESARROLLADO 9
4.1 Corporación Mara S.A 9
4.1.1 Cargo Desempeñado 9
4.1.2 Tiempo de prestación de servicios en la actividad
Descrita 9
4.1.3 Funciones Asignadas al cargo desempeñado 9
4.1.4 Trabajos Ejecutados 11
4.2 Conocimientos Técnico – Profesional 12
4.2.1 Conceptos Generales 12
4.2.2 Recubrimientos Protectores 32
4.2.3 Diferencia de concepto 33
4.2.4 Conceptos básicos de los Recubrimientos 34
4.2.5 Componentes de un Recubrimiento 38
4.2.6 Propiedades de los Recubrimientos 41
4.2.7 Modos de Protección 50
4.2.8 Mecanismos de Curado 52
4.2.9 Tipos de Recubrimientos 57
4.2.10 Sistemas de Recubrimientos 66
4.2.11 Preparación de Superficie 69
4.2.12 Estándares de Preparación de Superficie 72
4.2.13 Limpieza por Chorro Abrasivo 73
4.2.14 Limpieza por Chorro de Agua 86
4.2.15 Aplicación de los Recubrimientos protectores 99
4
V. DESARROLLO DE ACTIVIDAD PROFESIONAL 112
5.1 Caso Práctico – Proyecto N° 1 112
5.1.1 Datos operacionales del Tanque 112
5.1.2 Desarrollo de la Etapa de Asesoría 112
5.1.2.1 Evaluación del sistema de pintado antiguo 113
5.1.2.2 Sistema de Pintado Especificado 128
5.1.2.3 Desarrollo de Plan de Puntos de Inspección 130
5.1.2.4 Preparación de superficie por Waterjetting 130
5.1.2.5 Aplicación del Sistema Especificado 141
5.1.2.6 Medición de Parámetros de Control 146
5.2 Caso Práctico – Proyecto N° 2 154
5.2.1 Desarrollo de la Etapa de Asesoría 154
5.2.1.1 Sistema de Recubrimientos Especificado 154
5.2.1.2 Preparación de superficie por Chorro
abrasivo seco 155
5.2.1.3 Aplicación del Sistema Especificado 172
5.2.1.4 Medición de Parámetros de Control 177
VI. CONCLUSIONES Y RECOMENDACIONES 186
VII. BIBLIOGRAFÍA. 188
VIII. ANEXOS 190
5
I. INTRODUCCIÓN
La tecnología de los recubrimientos industriales se encuentra en auge
debido a la gran cantidad de proyectos metalmecánicos de
envergadura que se están desarrollando en nuestro país, en los
principales sectores industrial, petróleo (offshore y onshore), minería,
energía e infraestructura.
En los dos casos presentados se dan a conocer los diferentes
tratamientos de superficie y aplicación para un sistema de
recubrimientos especificado para un entorno o ambiente de
agresividad corrosiva diferente, al cual la estructura estará expuesta.
Los parámetros de inspección durante la preparación de superficie y
la aplicación de los recubrimientos se ejecutan de acuerdo a un Plan
de Puntos de Inspección (PPI) o Hold Points que se desarrolla con la
finalidad de controlar y asegurar la calidad del producto (estructura
pintada).
En el CAPITULO IV se hace mención de todos los procesos claves
tanto en la Preparación de superficie y Aplicación de los
recubrimientos así como también el uso de nuevas tecnologías como
es el proceso de Waterjetting.
Los parámetros de inspección mencionados en el CAPITULO V se
desarrollan en base a un conjunto de estándares o normas de
diferentes organizaciones internacionales como son NACE, ISO,
SSPC, y ASTM; cuyos procedimientos son descritos en forma
resumida. Estos ensayos o pruebas descritas en las normas son
ejecutados por el Ingeniero de Campo o un Inspector de
Recubrimientos quien debe estar altamente capacitado con la
finalidad de evitar o disminuir algún error en el valor obtenido así
mismo el de interpretar los resultados obtenidos.
6
II. EL ORGANO EMPRESARIAL
2.1 Corporación Mara S.A
2.1.1 La empresa
La empresa Corporación Mara S.A es una empresa peruana
dedicada a la fabricación y comercialización de
recubrimientos de protección industrial para los diversos
sectores productivos del país.
Corporación Mara S.A es una empresa formada por
empresarios peruanos y que en Junio del 1998 adquirió la
línea de Pinturas Industriales AURORA. En el año 2001
adquirió la representación exclusiva en el Perú de la
prestigiosa multinacional Holandesa SIGMA COATINGS N.V.
Finalmente, en el año 2003 se firmó el contrato para la
fabricación de los productos Sigma Coatings; convirtiéndose
Perú en el primer país en Latinoamérica donde se fabrican las
pinturas de Sigma Coatings.
2.1.2 Estructura orgánica
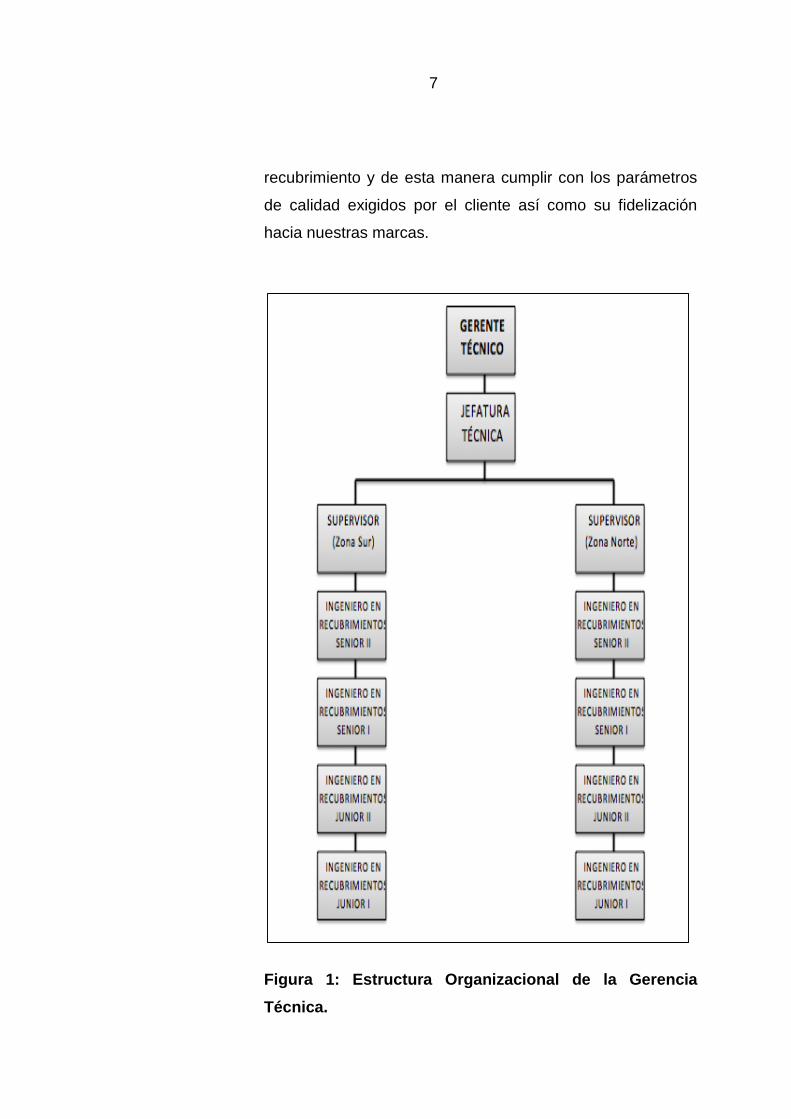
La estructura organizacional de la Gerencia Técnica de
Corporación Mara en Perú se muestra en la Figura 1.
2.1.3 Principales actividades
La empresa Corporación Mara S.A tiene como principales
actividades el diseño y desarrollo de nuevos productos,
producción, venta y distribución de pinturas y recubrimientos
para la protección de la superficie de acabado y decoración,
con el apoyo del asesoramiento técnico especializado con la
finalidad de garantizar un excelente desempeño del
7
recubrimiento y de esta manera cumplir con los parámetros
de calidad exigidos por el cliente así como su fidelización
hacia nuestras marcas.
Figura 1: Estructura Organizacional de la Gerencia
Técnica.
8
III. RELACION PROFESIONAL-EMPLEADOR
La relación de la autora del informe con Corporación Mara S.A
empezó en el año 2009 y continua a la fecha, habiendo realizado
una línea de carrera según se detalla a continuación:
2009 – 2011, Ingeniero en recubrimientos Junior I, se realizó mejoras
en los instructivos y formatos de los diferentes ensayos que se
realizan en campo durante la inspección técnica.
2011 – 2012, Ingeniero en recubrimientos Junior II, se obtuvo la
certificación internacional NACE Nivel 1 – Certificado N° 31727, se
desarrolló casos históricos para la compañía, realización de charlas
de capacitación de diversos temas con respecto a la inspección de
recubrimientos.
2012 – 2014, Ingeniero en recubrimientos Senior I, se obtuvo la
certificación internacional otorgada por la Nace International como
Inspector de Recubrimientos NACE Nivel 2 – Certificado N° 31727,
además de ser miembro del Equipo designado para el Primer Curso
de Capacitación realizado en la Sociedad Nacional de Industrias para
los principales clientes de la empresa mencionada.
2014 – hasta la actualidad, Supervisor Técnico (Zona Norte),
coordinación y seguimiento de los trabajos en las ciudades de Iquitos
y Talara, encargada de la revisión de procedimientos e informes
técnicos, logística de recursos o materiales necesarios para las
pruebas de campo así como de la capacitación de los colaboradores
o nuevos integrantes de la Gerencia Técnica.
9
IV. TRABAJO PROFESIONAL DESARROLLADO
4.1 Corporación Mara S.A
4.1.1 Cargo Desempeñado
Ingeniero en Recubrimientos Senior I.
4.1.2 Tiempo de Prestación de Servicios en la actividad
descrita
Estuve en el cargo desempeñado un total de 5 años.
4.1.3 Funciones asignadas al cargo desempeñado
Asesoramiento técnico especializado en la aplicación de
recubrimientos industriales a los clientes de la empresa con
la finalidad de cumplir con las especificaciones técnicas de
pintado para cada proyecto de acuerdo a normativas
internacionales. Los recubrimientos industriales pueden
ser del tipo epoxico, zinc orgánico e inorgánico, coaltar y
poliuretanos.
Desarrollar pruebas y/o ensayos destructivos y no
destructivos, según normativas internacionales como
ASTM, NACE, ISO y SSPC. Algunas de estas pruebas son:
Manejo de los diferentes equipos de inspección asignados
para la inspección y evaluación de los sistemas de pintado
aplicado.
Soporte técnico en trabajos de preparación de superficies
por chorreado abrasivo seco, húmedo y Waterjetting
(Chorro de Agua).
10
Controlar los parámetros de calidad durante las etapas del
proceso de preparación de superficie y aplicación de los
recubrimientos.
Verificar el cumplimiento de la normativa vigente, respecto
a trabajos de tratamiento de la superficie y aplicación de
sistemas de pintura industrial, permitiendo su correcto
desempeño a través del tiempo.
Elaborar y revisar reportes e informes técnicos en los
cuales se detallan los antecedentes, pruebas, análisis,
resultados y recomendaciones de las obras y/o proyectos
supervisados.
Elaborar planes de puntos de inspección de acuerdo a las
especificaciones técnicas mencionadas en el proyecto.
Evaluar posibles causas de fallas prematuras de los
sistemas de recubrimientos industriales. Así como también
brindar soluciones técnicas para la reparación de la misma.
Evaluar sistemas de pintado antiguo así como también
recomendar sistemas de pintado de alto desempeño para
una mayor durabilidad en el tiempo conociendo el ambiente
atmosférico al que va estar expuesto la estructura.
Verificar la calibración y el buen funcionamiento de los
instrumentos de inspección asignados para el desarrollo de
las funciones.
Realizar coordinaciones con los ingenieros residentes y/o
encargados de área sobre la asistencia técnica tanto en
taller como en obra.
11
Desarrollar charlas y/o cursos de capacitación interna para
los ingenieros Junior así como también externa para los
clientes de la empresa.
4.1.4 Trabajos ejecutados
A continuación se menciona algunos de los principales
proyectos de Corporación Mara S.A en los que ha participado
la autora:
Diciembre 2011 – Febrero 2012 “Mantenimiento de Puente
Andahuasi”; el proyecto se ubicó en la carretera Km 43, Río
Seco – Sayán – Lima.
Marzo 2012 – Marzo 2013 “Mantenimiento de Tanques y
Tuberías – Refinería Conchán PetroPerú”. En dicho
proyecto se inspeccionó el mantenimiento del pintado de
12 Tanques tanto en la parte interior y exterior; además de
accesorios, con preparación de superficie por Chorro
Abrasivo, limpieza Manual-Mecánica y Waterjetting
(Chorro de agua).
Mayo 2013 – Octubre 2013 “Almacén de Concentrados –
Perubar”.
Setiembre 2013 – Diciembre 2013 “Puente el Silencio”.
Enero 2014 – Marzo 2014 “Pintado de Coberturas
Galvanizadas – Southern Perú Copper Corporation”.
Abril 2014 – Agosto 2014 “Pintado Interior y Exterior de
Tanques – Pure Biofuels”.
Setiembre 2014 – Marzo 2015 “Pintado de Estructuras
Metálicas – Shoungag Hierro Perú”.
12
4.2 Conocimientos Técnico – Profesional para desarrollar
funciones
4.2.1 Conceptos Generales
4.2.1.1 Corrosión
La corrosión se define de diferentes maneras, pero la
interpretación usual del término es " un ataque a un material
metálico por reacción con su entorno".
Otro concepto similar según la NACE, define que la corrosión
implica el deterioro de una sustancia, generalmente un metal, o
de sus propiedades debido a una reacción con su ambiente.
El concepto de la corrosión también se puede utilizar en un
sentido más amplio, los cuales incluyen el ataque a materiales
no metálicos como el concreto, la madera y los plásticos, dado
que también están sujetos a la corrosión.
El proceso de corrosión actúa en los materiales desarrollados,
generalmente metales. Los materiales desarrollados son
aquellos que se fabrican para servir como componentes de la
infraestructura de la sociedad; por tanto el acero representa el
material más comúnmente utilizado en la construcción.
El acero contiene aproximadamente 95% Fe (hierro).
La corrosión más económicamente significativa en la industria
tiene que ver con el deterioro del hierro.
El producto más común de la corrosión es un óxido de hierro
(oxido férrico o “herrumbre”) formado al agregar oxígeno.
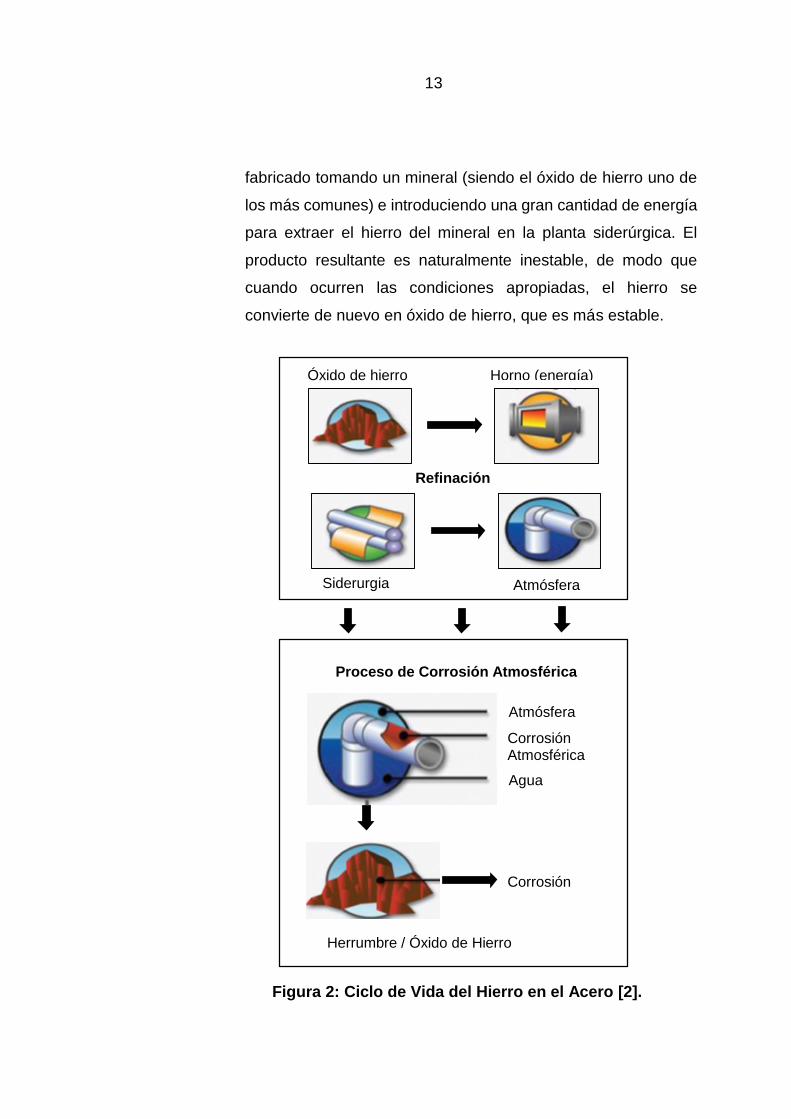
La corrosión es el proceso inverso de la fabricación del acero
(Ciclo de Vida del Hierro en el Acero, ver Figura 2). El acero es
13
fabricado tomando un mineral (siendo el óxido de hierro uno de
los más comunes) e introduciendo una gran cantidad de energía
para extraer el hierro del mineral en la planta siderúrgica. El
producto resultante es naturalmente inestable, de modo que
cuando ocurren las condiciones apropiadas, el hierro se
convierte de nuevo en óxido de hierro, que es más estable.
Figura 2: Ciclo de Vida del Hierro en el Acero [2].
Atmósfera
Agua
Corrosión Atmosférica
Proceso de Corrosión Atmosférica
Corrosión
Herrumbre / Óxido de Hierro
Óxido de hierro Horno (energía)
Atmósfera Siderurgia
Refinación
14
4.2.1.2 Celda de Corrosión
Para que la corrosión pueda ocurrir, ciertas condiciones y
elementos son esenciales. Estos se conocen colectivamente
como la celda de corrosión e incluyen:
El Ánodo
El primero de los cuatros elementos necesario para hacer una
celda de corrosión es el ánodo. El ánodo es el área donde el
metal entra en solución y en donde tiene lugar la pérdida de
metal. El metal que se disuelve lo hace en forma de iones
cargados positivamente; los electrones generados se conducen
al cátodo. El ánodo representa la ubicación en la superficie
metálica en donde ocurre la oxidación.
El Cátodo
El segundo elemento en la celda de corrosión es el cátodo. Las
reacciones catódicas, aunque en muchas formas menos
complejas que las reacciones anódicas, son extremadamente
importantes en el control de la velocidad de corrosión que tiene
lugar en los ánodos.
La reacción que tiene lugar en el cátodo es esencialmente la
neutralización de los electrones que se crean cuando el hierro
entra en solución (se disuelve). Los electrones pueden ser
neutralizados a través de una de estas 3 reacciones:
2H+ + 2 e- H2 ………... (1)
H+ + e- H
2H + ½ O2 H2O……….... (2)
2H2O + O2 + 4 e- 4OH-………... (3)
15
La primera reacción (1) de neutralización es la de los iones
hidrógeno con los electrones para formar hidrógeno gaseoso.
Cuando se dispone de una cantidad masiva de iones hidrógeno,
como en una solución ácida, las burbujas de gas se forman
rápidamente.
El potencial normal o estándar de electrodo de Hierro (referido
al hidrógeno) a 25°C en contacto con una solución normal de
iones ferrosos es -0.44 voltios. Por lo tanto el Hierro desplazará
el hidrógeno del agua. Este es el primer paso en el proceso de
corrosión y por lo tanto una de las más importantes reacciones
químicas que implican al hierro.
La segunda reacción (2), además de eliminar el hidrógeno de la
zona catódica sobre la superficie del metal, es el del hidrógeno
atómico con el oxígeno para formar agua. En la tercera reacción
química (3), el oxígeno reacciona con el agua y los electrones
para formar iones hidroxilo. Esta es una reacción
extremadamente importante desde el punto de vista de un
recubrimiento, ya que los iones hidroxilo son fuertemente
alcalinos. Cuando estos iones se concentran en la zona catódica
de un metal, cualquier recubrimiento sobre el metal debe ser
fuertemente resistente a los álcalis o tenderá a saponificarse y
desintegrarse.
El Electrolito
El tercer elemento en la celda de corrosión es el electrolito. El
electrolito es la solución que rodea o cubre el metal. La
conductividad de la solución sobre la superficie metálica es la
clave para la velocidad del proceso de corrosión. Una solución
con una alta conductividad o baja resistencia genera una rápida
corrosión. El agua pura, a pesar de ser un conductor
relativamente pobre, que aún contiene iones (H+ y OH-), de modo
16
que la corrosión se dará con bastante lentitud. En el caso del
agua de mar, las celdas de la corrosión se forman fácilmente ya
que el agua de mar es casi 100% ionizado y es un muy buen
conductor.
Conductor Metálico (Ruta Metálica)
El cuarto elemento es el conductor o ruta metálica. La ruta
metálica conecta el ánodo y cátodo y permite el paso de
electrones, generados en el ánodo, hacia el cátodo. Cuando la
corrosión ocurre en una superficie metálica, hay siempre una
ruta o pasaje metálico que une el ánodo (o áreas anódicas) con
el cátodo (o áreas catódicas). Si no hubiera ruta metálica alguna,
la reacción de corrosión no ocurriría. La conductividad o
resistencia del conductor metálico también ayuda a determinar
la velocidad del proceso de corrosión.
El Oxígeno como un factor
El oxígeno puede ser considerado como el quinto elemento en
una celda de corrosión. Mientras que la corrosión puede
comenzar con la presencia de los primeros cuatro elementos o
factores, sin oxígeno, el proceso se ralentiza o se detiene por
completo. El oxígeno es extremadamente importante en la
mayoría de todas las reacciones de corrosión con el fin de
eliminar el ion de hidrógeno del cátodo y para permitir que los
electrones adicionales sean neutralizados. Cuando el hidrógeno
se acumula en la superficie como una película de hidrógeno, los
electrones ya no se pueden neutralizar fácilmente y se dice que
la celda de corrosión esta polarizado.
4.2.1.3 Corrosión Atmosférica
17
La corrosión atmosférica es, sin duda, el más extendido y, desde
el punto de vista de los recubrimientos, el tipo de corrosión más
importante. Hay más área de metal expuesto a la corrosión
atmosférica que cualquier otro tipo de corrosión. Es frecuente en
todo el mundo y existe no sólo en áreas marinas o en la industria,
sino en muchas zonas rurales donde existe alta humedad y
condiciones húmedas.
La corrosión atmosférica es la corrosión electroquímica en un
sistema que consta de un material metálico, productos de
corrosión y, posiblemente, otros depósitos, una capa superficial
de agua (a menudo más o menos contaminado), y la atmósfera.
La reacción catódica general es la reducción de oxígeno, que se
difunde a través de la capa superficial de agua y depósitos.
Los principales factores que determinan por lo general el efecto
de la corrosión son el tiempo de humectación, la composición de
electrolito de la superficie y la temperatura. El electrolito está
constituido por una película húmeda muy delgada, casi
imperceptible a simple vista, de agua que puede contener
agentes contaminantes que aceleran el proceso de corrosión.
Estas dos variables, el tiempo durante el cual aparece una
película húmeda sobre el metal conocido como “tiempo de
humectación” y la presencia o no de determinados
contaminantes como el SO2, los Cl- o compuestos oxidados de
nitrógeno, son los aspectos que influyen de forma más
determinante en la magnitud del proceso de corrosión
atmosférica.
Formación de la Película húmeda
Independientemente de que la superficie metálica aparezca
mojada por efecto de la lluvia, o bien cuando se produzca un
aumento de la HR (humedad relativa) y la consiguiente
18
condensación como consecuencia del descenso de la
temperatura del metal por debajo del punto de rocío, se dan
varios mecanismos que permiten la formación de la película
húmeda por condensación a HR inferior al 100%, aunque las
películas formadas sean, en general, extremadamente
delgadas. Entre ellas destacan:
a) Condensación por capilaridad: el valor de la humedad
relativa local en un punto determinado de la superficie
metálica es función del radio de curvatura por la zona
cóncava del menisco que pueda formar el líquido en un
capilar y crece al disminuir el citado radio. De acuerdo con
ello, los productos de corrosión porosos, las zonas de
contacto de las partículas de polvo con la superficie o las
grietas y resquicios pueden formar capilares sobre los que
se formen meniscos de bajo radio de curvatura, y, aunque la
HR del ambiente no supere el 30-40%, en esos regímenes
puede ser superior al 80%, lo que facilita la condensación
local.
b) Condensación por adsorción: se fundamenta en la fijación
de moléculas de agua a la superficie como consecuencia de
la existencia de fuerzas físicas de atracción entre las citadas
moléculas, de carácter polar, y la superficie metálica.
c) Condensación química: puede producirse la humidificación
de la superficie como consecuencia de la fijación de agua
por productos microscópicos, como pueden ser los propios
óxidos, hidróxidos o hidróxidos básicos formados
previamente por efecto de la corrosión y localizados sobre el
material metálico.
Humedad Relativa (HR)

19
La humedad en la atmósfera se mide comúnmente como su
humedad relativa. La humedad relativa es una medición de la
cantidad de humedad en el aire comparada con el nivel de
saturación (la cantidad que puede almacenar a una temperatura
dada), puede afectar la operación de recubrimientos cuando los
valores de humedad son muy altos o muy bajos. Muchas
especificaciones de recubrimientos restringen la aplicación
cuando se espera que la humedad relativa sea demasiado alta.
Típicamente, hay solventes en la película del recubrimiento que
necesitan evaporarse y, si la humedad relativa es demasiado
alta, no hay ningún espacio disponible para que el solvente se
evapore. Si esto sucede, los solventes que quedan dentro del
recubrimiento causaran problemas con la película aplicada, tales
como solvente atrapado y falta de curado.
El Punto de Rocío es la temperatura a la cual la humedad
comenzara a formarse sobre una superficie de acero. Es la
temperatura a la cual un volumen de aire se debe de enfriar para
alcanzar la saturación. Es una función de la temperatura del aire
y HR.
Las temperaturas extremas son de mínima importancia desde el
punto de vista de corrosión. A temperaturas bajo cero, el agua
está en su forma sólida y por lo tanto no actúa como un buen
electrolito. En el otro extremo, las altas temperaturas
atmosféricas no permiten que la humedad se condense y forme
una película sobre la superficie. La corrosión atmosférica
generalmente no procede rápidamente, en todo caso, a
temperaturas superiores a 25 ° C. Los cambios de temperatura
cambian rápidamente la humedad relativa. A altas humedades,
una caída rápida de la temperatura, pero pequeña en la
superficie del metal puede exceder el punto de rocío, iniciando
20
así el proceso de corrosión. Un rápido aumento de la
temperatura de la superficie tiene el efecto opuesto en el que la
humedad se evapora y deja la superficie suficientemente seca
de modo que no hay electrolito para promover la corrosión. La
humedad, el rocío, lluvia y niebla son todas las formas de agua,
que contribuyen de una manera muy importante a la corrosión
atmosférica.
Sales higroscópicas
Uno de los mecanismos para la creación de un electrolito de
vapor de la humedad atmosférica es la reducción del punto de
rocío por sales higroscópicas solubles en agua, que se depositan
y terminan sobre la superficie como sales de metales solubles
en agua. Según Barton en Protection Against Atmospheric
Corrosion, este proceso es mucho más importante que la
conversión del vapor de agua a líquido sobre la superficie del
metal; menciona lo siguiente: “Las sales solubles en agua entra
en contacto con el aire húmedo, después de ser secado, toma el
vapor de agua de la atmósfera. Particularmente en atmósferas
que contienen grandes cantidades de estas especies (sales), y
donde la superficie del metal está más o menos contaminado
con ellos, este tipo de formación de electrolito es de especial
importancia. Esto es especialmente cierto en las regiones
costeras e industriales, en el primero por el cloruro y en el último
debido a sulfato. Las partículas de sales de la atmósfera no son
la única fuente de especies higroscópicas en la superficie del
metal. Durante las reacciones de corrosión entre metales y
especies gaseosas (normalmente contaminantes del aire), se
forman productos higroscópicos solubles y ello conduce a la
formación del electrolito. En este aspecto el sulfato (que surge
principalmente como el producto de conversión del dióxido de
21
azufre atmosférico) y el cloruro son particularmente importantes.
Un proceso de corrosión consiste en la existencia de un
electrolito en contacto con un metal. Como la mayoría de los
procesos de corrosión producen productos sólidos que
contienen principalmente hidróxido, sales hidratadas y óxidos,
parte del agua se elimina del sistema. Estos productos también
tienen una capacidad relativamente alta de absorción del agua,
que conduce a la unión de una fracción adicional de agua. Por
lo tanto, por un lado, existe la eliminación parcial por procesos
químicos de la muy pequeña cantidad de electrolito que en
efecto es la corrosión atmosférica (especialmente a humedades
relativas por debajo del 100%) mientras que en el otro lado, hay
una capa de productos de corrosión formados, que puede ser
considerado como un depósito de agua, y que en algunas
circunstancias (al superar la capacidad de absorción como el
incremento de humedad) puede liberar el agua líquida. El
proceso inverso también es posible.
En cuanto a los demás casos de la corrosión electroquímica del
metal, la corrosión atmosférica debe ser considerada como un
proceso total compuesto de reacciones simultáneas de
oxidación (anódica) y reducción (catódica).
Productos de Corrosión Atmosférica
El óxido atmosférico se compone principalmente de lepidocrocita
(γ-FeOOH) y goetita (α-FeOOH). También contiene magnetita
(Fe3O4), componentes amorfos y por lo general basados en
hidróxidos, y, o sulfato ferroso (FeSO4 * 4H2O) o cloruro ferroso
(FeCl2), dependiendo de las impurezas atmosféricas. Las
impurezas surgen de la conversión del SO2 atmosférico que se
encuentra principalmente en zonas industriales y el cloruro
presente en atmósferas a lo largo de la costa.
22
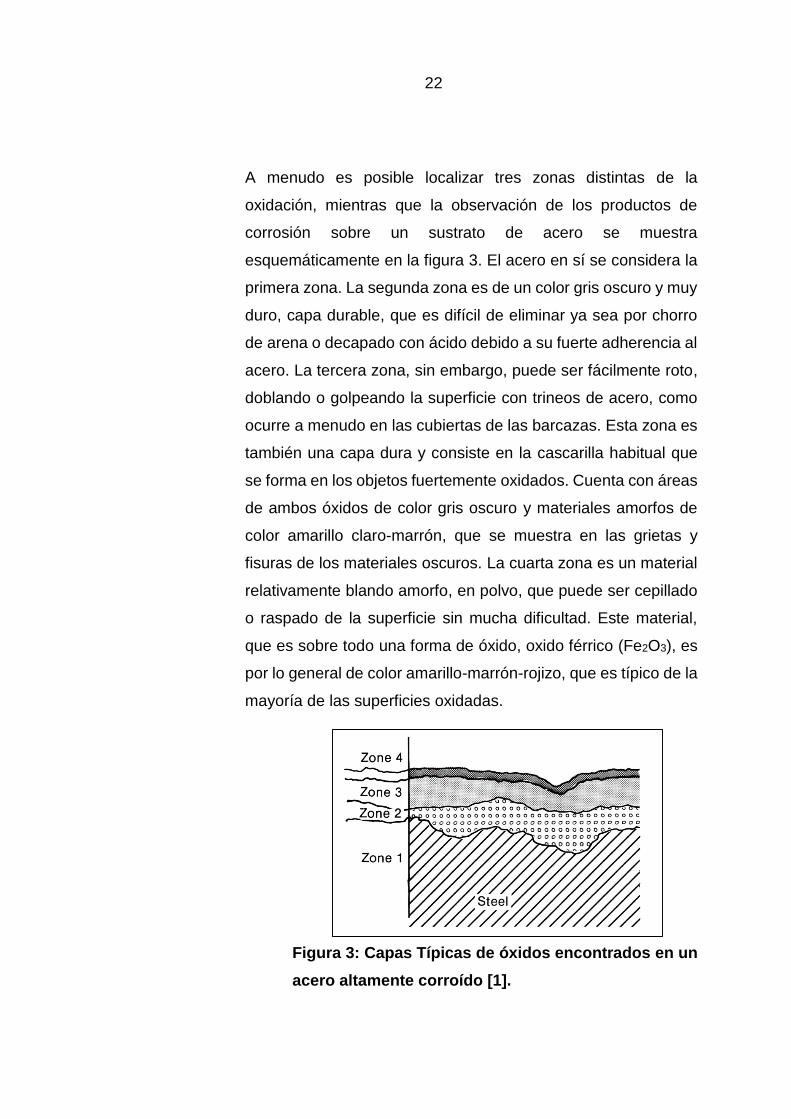
A menudo es posible localizar tres zonas distintas de la
oxidación, mientras que la observación de los productos de
corrosión sobre un sustrato de acero se muestra
esquemáticamente en la figura 3. El acero en sí se considera la
primera zona. La segunda zona es de un color gris oscuro y muy
duro, capa durable, que es difícil de eliminar ya sea por chorro
de arena o decapado con ácido debido a su fuerte adherencia al
acero. La tercera zona, sin embargo, puede ser fácilmente roto,
doblando o golpeando la superficie con trineos de acero, como
ocurre a menudo en las cubiertas de las barcazas. Esta zona es
también una capa dura y consiste en la cascarilla habitual que
se forma en los objetos fuertemente oxidados. Cuenta con áreas
de ambos óxidos de color gris oscuro y materiales amorfos de
color amarillo claro-marrón, que se muestra en las grietas y
fisuras de los materiales oscuros. La cuarta zona es un material
relativamente blando amorfo, en polvo, que puede ser cepillado
o raspado de la superficie sin mucha dificultad. Este material,
que es sobre todo una forma de óxido, oxido férrico (Fe2O3), es
por lo general de color amarillo-marrón-rojizo, que es típico de la
mayoría de las superficies oxidadas.
Figura 3: Capas Típicas de óxidos encontrados en un
acero altamente corroído [1].
23
Aunque las condiciones marinas proporcionan algunas formas
visibles de corrosión en capas, un área industrial es igualmente
grave. La composición química de los productos de corrosión de
varios metales es un tema complejo. No sólo contienen óxidos y
carbonatos diversos, sino también diversas formas de cristal con
su agua combinada, así como sulfatos complejos, cloruros y
sulfuros.
Polvo en la Atmósfera
El proceso de corrosión también puede ser fuertemente afectada
por partículas sólidas conocidas como polvo atmosférico. Este
polvo acelera la corrosión de las superficies metálicas expuestas
a la atmósfera. Estas partículas sólidas pueden consistir de
suelo recogidos por el viento, el humo, y partículas de hollín, o
pueden ser partículas orgánicas de origen vegetal, incluyendo
microorganismos, tales como hongos. Muchos compuestos
químicos tales como sulfato de amonio, polvo de carbón, cenizas
volantes, o cloruros de sodio, también pueden incluirse en el
polvo, en función del tipo de industria en el área.
Las diversas partículas sólidas que se depositan en forma de
polvo pueden actuar de varias maneras diferentes. Como se
mencionó anteriormente, las sales solubles, tales como sulfato
de amonio o cloruro de sodio, son la corrosión activa, ya que
fácilmente hacen electrolitos fuertes. También hay polvos que en
sí mismos no son especialmente corrosivos, pero que son
capaces de absorber gases activos de la atmósfera. Estos
incluyen diversas formas de carbono, tales como hollín o incluso
polvo de carbón. El polvo de carbón a menudo promueve la
corrosión severa debido a su absorción de SO2 y debido a su
contenido de azufre. Ellos tienen tamaños de partícula muy
pequeñas y cualquier azufre contenido se oxida en la atmósfera
24
de SO2. EL hollín a menudo absorber el SO2 de los gases de
combustión y también puede ser muy corrosivo. Esto es obvio
en las cubiertas de los buques cisterna que queman crudos con
alto contenido de azufre en sus calderas. Cuando se soplan las
pilas, las partículas de hollín se asientan en la cubierta. Estas
partículas son muy ácido, y cuando entran en contacto con el
acero desnudo, se crea una celda de corrosión activa. Las
cubiertas y equipos sometidos a tales consecuencias requieren
un recubrimiento con una alta resistencia química. El ácido en el
hollín es lo suficientemente fuerte como para penetrar y perforar
o socavar a la mayoría de los recubrimientos inorgánicos de zinc,
donde las partículas de hollín han aterrizado.
El polvo de roca, de sílice, y así sucesivamente, representan otro
tipo de material sólido que también se asienta sobre las
superficies, pero no es reactivo en sí mismo. Cuando dichos
materiales se acumulan, pueden crear la corrosión debido a la
absorción y retención de la humedad en la superficie del metal.
Existe una variedad de factores que contribuyen a la corrosión
atmosférica, los que ejercen la influencia más fuerte son:
a) El agua o humedad que forman el electrolito en la
superficie.
b) Los iones solubles, tal como los iones cloruro y sulfato,
que son principalmente responsables de la conductividad
del electrolito, y
c) La temperatura. En general, cuanto mayor sea la
temperatura, mayor es la actividad corrosiva (siempre y
cuando el electrolito está presente).
Ambientes de Corrosión Atmosférica
25
Los tres factores principales, es decir, tiempo de humectación,
la composición del electrolito y la temperatura, dependen por un
lado en el tipo de atmósfera, las características de una atmósfera
se basa en la presencia de agentes corrosivos y su
concentración, estos pueden ser:
a) Rural (interior): ambiente seco, con poca o ninguna
contaminación.
b) Marino: cerca al mar y dentro del mismo, con alta
humedad y cloruros.
c) Urbano: contaminado por gases de escape, humo y hollín.
d) Industrial: altamente contaminado por el humo de la
industria y precipitados.
En una atmósfera rural, existe poco o nada de materiales iónicos
solubles para producir un electrolito fuerte. De manera que la
corrosión en este ambiente depende de la temperatura,
humedad y retención de la humedad sobre la superficie del
metal.
Las atmósferas industriales y urbanas contienen partículas más
o menos sólido que consta de carbono, hollín, arena, óxidos y
sales como los cloruros y sulfatos. Muchas de estas sustancias
atraen la humedad del aire; algunos de ellos también atraen a
los gases contaminantes y corrosivos. Las sales poseen alta
conductividad, y las partículas de carbono pueden conducir a un
gran número de pequeños elementos galvánicos porque las
partículas actúan como cátodos eficientes después de la
deposición sobre la superficie.
En ambientes marinos, la medición de la velocidad de corrosión
está relacionado con el ratio de deposición de iones cloruros.
26
4.2.1.4 Corrosión bajo Mill Scale
La cascarilla de laminación (mill scale), a veces llamado también
cascarilla azul, se forma en el acero cuando se lamina en
caliente; y varía según el tipo de operación y la temperatura de
laminación. No es un tema complejo, pero como la mayoría de
las estructuras de acero se lamina en caliente, la cantidad de
superficie contaminada con cascarilla de laminación es
importante.
En general, la cascarilla de laminación es magnético y contiene
tres capas de óxido de hierro, aunque los límites entre los óxidos
no son particularmente agudo. La capa externa delgada de la
cascarilla de laminación es óxido férrico esencialmente (Fe2O3),
que es relativamente estable y no reacciona fácilmente. La capa
más cercana a la superficie del acero, y, a veces mezclado con
la estructura cristalina de la superficie del acero, es óxido ferroso
(FeO). Esta es una sustancia inestable, que se oxida fácilmente
a hierro férrico, lo que resulta en un cambio químico a óxido
férrico. Este proceso, acompañado por un aumento en el
volumen, se traduce en el aflojamiento de la cascarilla de
laminación intacta, en particular durante su exposición a la
intemperie o donde la humedad está presente.
La capa intermedia de óxido magnético se representa mejor por
la fórmula química Fe3O4. El espesor real de la cascarilla de
laminación en acero estructural, depende de las condiciones de
laminación, varía aproximadamente entre 0,002 a 0,020
pulgadas, y consiste principalmente en el Fe3O4 óxido magnético
y la capa de FeO. La cascarilla de laminación es fuertemente
catódica al acero desnudo. Aunque el mill scale es muy duro y
es una película quebradiza adherente a la superficie del acero,
también es frágil y está sujeto al agrietamiento y posterior
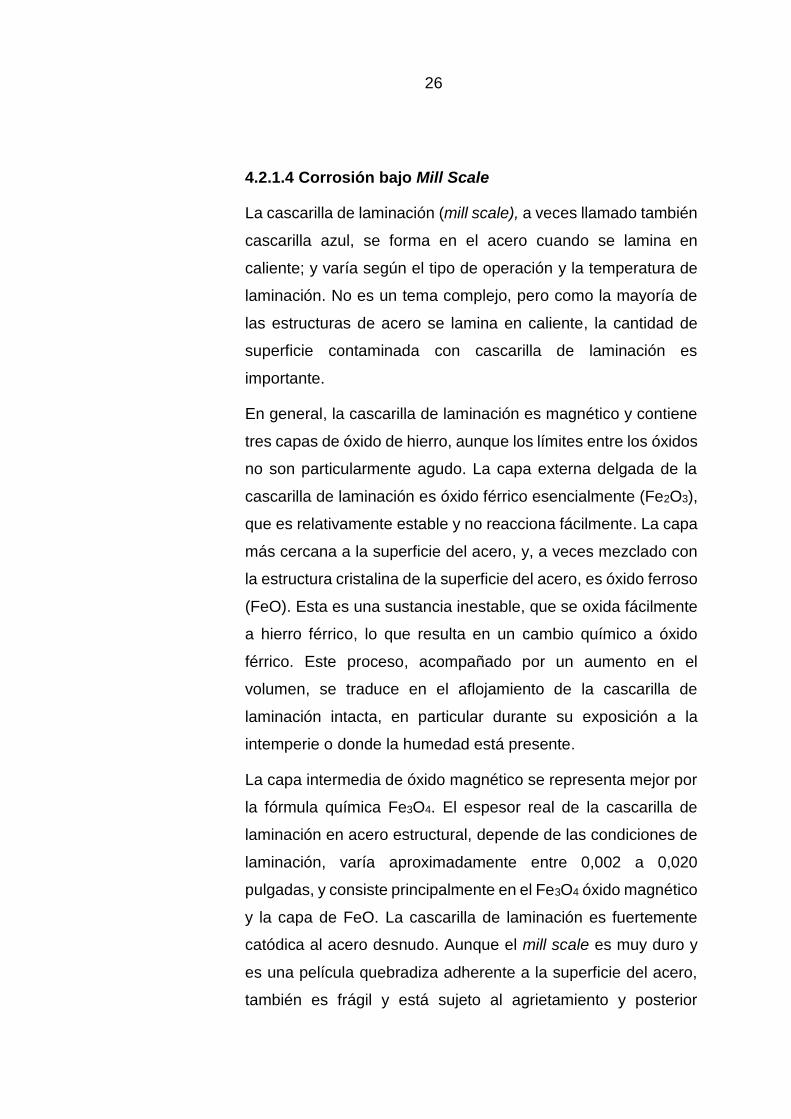
27
desprendimiento. En la Figura 4 se muestra una ilustración en
donde indica que hay una fuerte corriente eléctrica que se
establece entre el acero desnudo (ánodo) y la cascarilla de
laminación (cátodo). Cuando esto se combina con las grandes
áreas de la cascarilla de laminación en la mayoría de las placas
o formas laminadas en caliente, se crea una relación entre
cátodo grande y ánodo pequeño, lo que provoca una rápida
corrosión del acero base.
Un problema también se crea cuando se pinta encima de la
cascarilla. La cascarilla de laminación es entonces inestable, y
cuando entra en contacto con la humedad tiende a liberar la
adhesión o desprenderse de la superficie metálica. Si una
superficie de acero es utilizado en condiciones corrosivas, la
cascarilla de laminación se debe retirar antes de aplicar el
recubrimiento, con el fin de obtener un trabajo viable y un
recubrimiento de larga duración.
Figura 4: Ilustración Esquemática de la corriente eléctrica
establecida entre el acero desnudo (ánodo) y el mill scale
(cátodo) [1].
28
La pintura sobre mill scale es una mala práctica y una de las
formas de eliminarlo por completo es mediante el uso de chorro
abrasivo, el cual se recomienda realizarlo antes de la aplicación
de un recubrimiento de protección al acero.
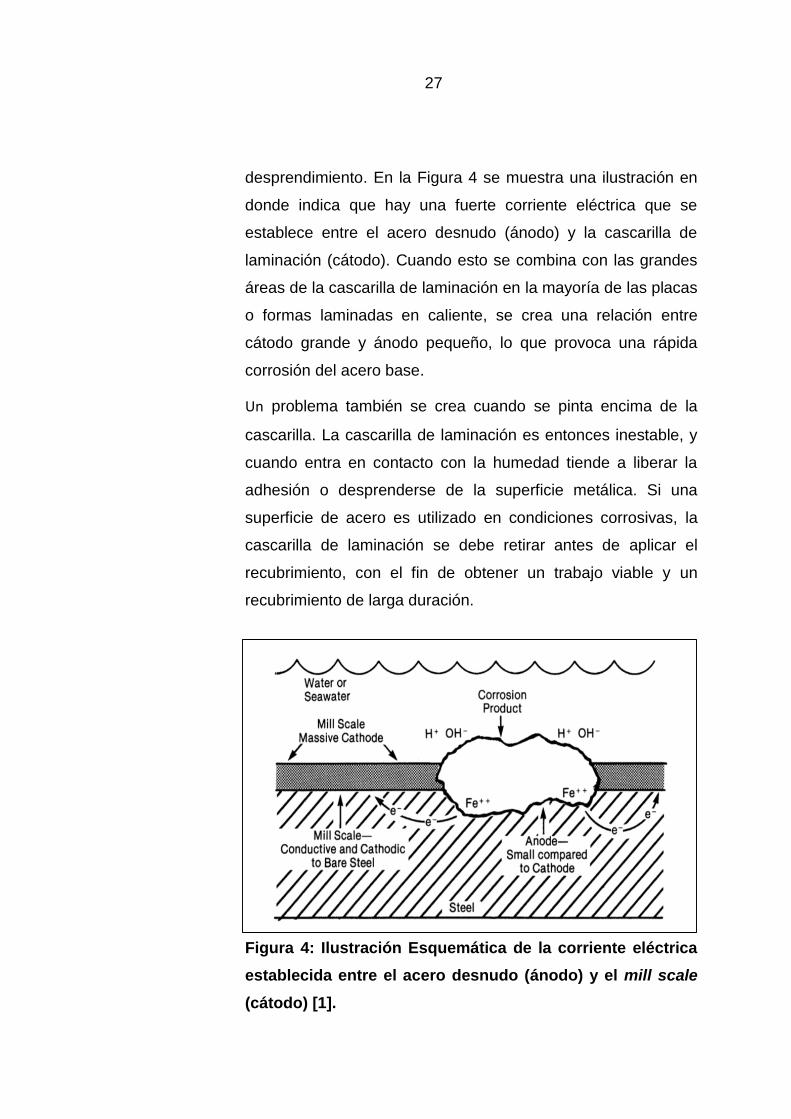
La cascarilla de laminación no cubre uniformemente la superficie
de acero, si se aplica un recubrimiento sobre ella, habrá
pequeñas áreas de acero desnudo entre el recubrimiento y el
acero (ver Figura 5).
Un recubrimiento no puede evitar el agrietamiento y
desprendimiento de la cascarilla de laminación a menos que sea
un aislante perfecto. Dado que ningún recubrimiento es un
aislante perfecto, algunas baterías de corrosión se establecen.
Si se produce una ruptura local, pequeñas áreas de acero
desnudo están sujetas al ataque de grandes áreas catódicas.
Figura 5: Recubrimiento sobre mill scale [6].
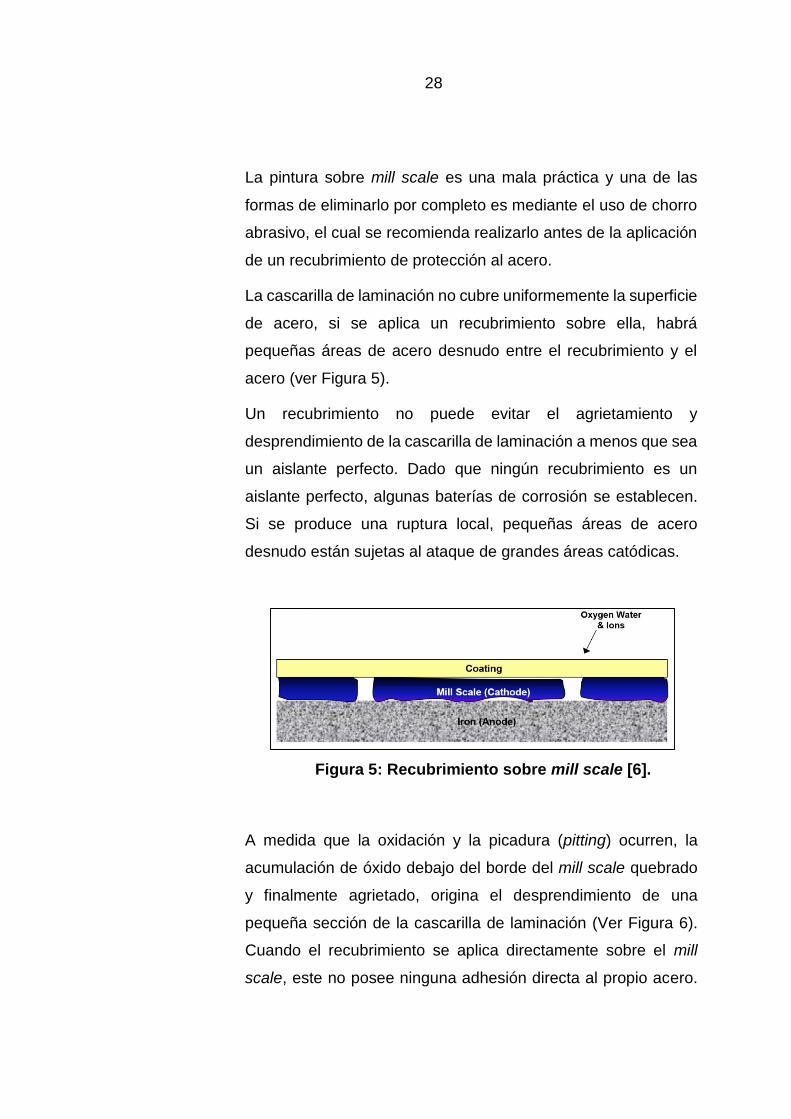
A medida que la oxidación y la picadura (pitting) ocurren, la
acumulación de óxido debajo del borde del mill scale quebrado
y finalmente agrietado, origina el desprendimiento de una
pequeña sección de la cascarilla de laminación (Ver Figura 6).
Cuando el recubrimiento se aplica directamente sobre el mill
scale, este no posee ninguna adhesión directa al propio acero.
29
Cuando el mill scale se separa, se produce una falla en el
recubrimiento.
Figura 6: Formación de óxido, levantamiento del
recubrimiento y mill scale [6].
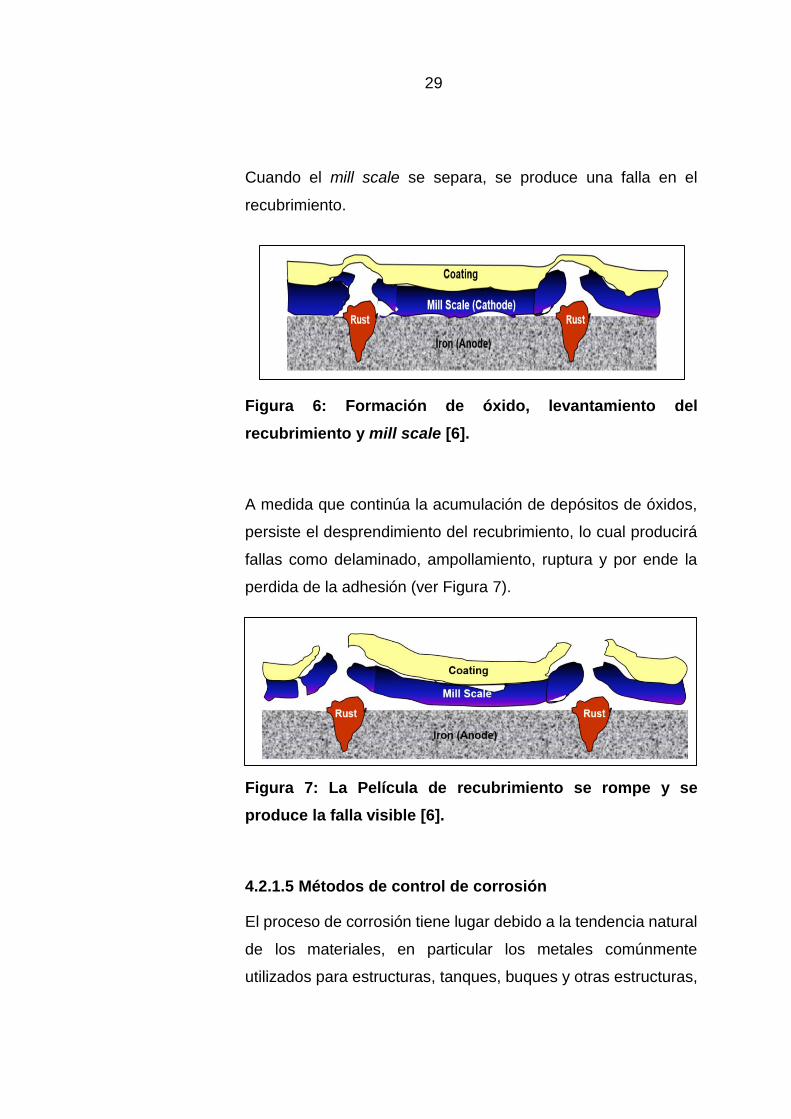
A medida que continúa la acumulación de depósitos de óxidos,
persiste el desprendimiento del recubrimiento, lo cual producirá
fallas como delaminado, ampollamiento, ruptura y por ende la
perdida de la adhesión (ver Figura 7).
Figura 7: La Película de recubrimiento se rompe y se
produce la falla visible [6].
4.2.1.5 Métodos de control de corrosión
El proceso de corrosión tiene lugar debido a la tendencia natural
de los materiales, en particular los metales comúnmente
utilizados para estructuras, tanques, buques y otras estructuras,

30
para volver desde el estado metálico al óxido más estable del
metal.
Hoy en día existen cinco métodos principales en uso:
1) Selección y uso de materiales de construcción
resistentes a la corrosión.
2) Cambiar o alterar el medio ambiente.
3) El uso de una barrera entre el material y su medio
ambiente.
4) Utilizando protección catódica.
5) Usando el principio de la tolerancia por corrosión o
sobrediseño.
A continuación se detallará el método de control de corrosión,
más común, referido al uso de barreras entre el material y su
medio.
Uso de Barreras
Las barreras de protección, son de lejos la solución más
comúnmente especificado para el control de la corrosión. Las
barreras funcionan mediante el aislamiento de un material de
construcción, tal como el acero o el hormigón, de un ambiente
corrosivo. Los tipos de barreras incluyen recubrimientos de
protección y revestimientos (interior de tanques o pisos), ladrillos
o baldosas a prueba de ácidos, láminas de plástico que se aplica
ya sea a estructuras con un adhesivo o se fabrica en una unidad
que puede ser colocado en el interior de un tanque para contener
soluciones corrosivas.
Las barreras actúan principalmente deteniendo o desacelerando
los electrolitos para alcanzar el sustrato de metal o evitando que
31
los productos químicos lleguen a las superficies de concreto.
Para ser eficaces, las barreras deben ser aplicadas de manera
uniforme, en el espesor de la película seca adecuado y estar
debidamente y completamente curadas antes de que estén
sujetos a las condiciones de servicio.
Una de las ventajas principales del método de control de la
corrosión por barrera es el amplio margen de opciones que están
disponibles y su versatilidad. Para muchos tipos de barreras, los
materiales están fácilmente disponibles y son instalables por un
gran número de aplicadores. Antes de seleccionar el tipo
adecuado de barrera para una aplicación dada, un especificador
debería considerar las cuestiones de preparación y aplicación de
superficie. En algunos entornos, no se permite la limpieza
abrasiva y aplicación por pulverización de revestimientos
protectores. El máximo rendimiento de cualquier sistema de
barrera depende de la selección del producto correcto, y
después, el de asegurar que la superficie esté bien preparado y
que el producto se aplique correctamente.
Los recubrimientos protectores representan el sistema de
protección contra la corrosión para estructuras costa afuera más
común y extensivamente usado. El mecanismo para la
protección varía dependiendo del material usado en
particular y el mecanismo elegido puede aislar el sustrato a
proteger contra el medio ambiente (es decir el electrolito). Esto
viene a ser un tipo de protección por barrera.
La protección generada por los recubrimientos protectores
puede ser influenciada significativamente por:
a. Discontinuidades en la película del recubrimiento
protector.

32
b. El tipo de sistema de recubrimiento protector.
c. El espesor del sistema de recubrimientos protectores.
d. La naturaleza del electrolito.
e. Presencia de calamina u otras incrustaciones.
4.2.2 Recubrimientos protectores
Durante los últimos cuarenta años, el aumento constante del
esfuerzo científico ha revolucionado prácticamente la fabricación
de recubrimientos. Hoy los recubrimientos protectores están
disponibles, resisten el ataque de casi todos los productos
químicos y las condiciones corrosivas. A menudo hacen factible
la utilización de estructuras de acero u otros materiales, en los
entornos en los que no serían económicamente posible. El uso
de recubrimientos de protección realmente ahorra miles de
millones al año en pérdidas de corrosión y son un material de
ingeniería valiosa para los ingenieros de corrosión.
Los recubrimientos protectores son los únicos productos
especiales que representan el método más ampliamente
utilizado en el control de la corrosión. Se utilizan para dar
protección a largo plazo en el marco de una amplia gama de
condiciones de corrosión, que se extiende desde la exposición
atmosférica a la inmersión total en soluciones fuertemente
corrosivos.
Los recubrimientos protectores en sí mismos proporcionan poca
o ninguna resistencia estructural, sin embargo protegen a otros
materiales de manera que la fuerza y la integridad de una
estructura se pueden mantener. Ellos son la piel, sobre el
esqueleto, que protege y embellece el hueso y el músculo de las
estructuras esenciales del mundo.
33
El recubrimiento o revestimiento actúa como una barrera para
evitar que cualquiera de los compuestos químicos o de corriente
de corrosión entre en contacto con el sustrato. Esta separación
física de los dos materiales altamente reactivos, la atmósfera y
el sustrato, es extremadamente importante. Estos
recubrimientos o revestimientos son, en general, una película
relativamente delgada que separa los dos materiales reactivos,
lo que indica la importancia vital de la capa. El recubrimiento
debe ser, de acuerdo con este concepto, una película
completamente contínua con el fin de cumplir su función.
Cualquier imperfección se convierte en un punto focal para la
corrosión y la degradación de la estructura, o de un centro de
coordinación de la contaminación de un líquido contenido. Este
concepto de película continua relativamente delgada toma una
importancia aún mayor cuando se entiende que la mayoría de
los recubrimientos protectores se aplican manualmente en
grandes áreas de acero estructural, como son, superficies de los
tanques, cascos de buques, estructuras de perforación y
tuberías. Una sola aplicación de recubrimiento puede por lo tanto
incluir un área de muchos miles de metros cuadrados.
4.2.3 Diferencia de concepto entre Pintura, Recubrimiento
y Revestimiento
Las pinturas son materiales que fueron usados por los primeros
hombres de las cavernas que difieren en función y composición
con los materiales utilizados actualmente para la protección
contra la corrosión. Ahora se usa este término con fines
comunicativos, decorativos y de protección.
Para distinguir los tipos de materiales de aplicación líquida de
acuerdo a las funciones para las cuales cada uno está formulado
34
y diseñado, se describe tres clasificaciones generales
comúnmente usados:
Pintura: un material líquido, formador de película, generalmente
aceite, alquidico, acrílico y base agua en su composición, que
está diseñado principalmente para embellecer a través del uso
del color. Generalmente se usa en un ambiente no agresivo, libre
de productos químicos agresivos.
Recubrimiento: un material formador de película, ya sea líquido
o no líquido, utilizado para proteger un material o sustrato en un
ambiente agresivo de deterioro por un período de tiempo. Esto
también se conoce muchas veces como recubrimiento protector.
Revestimiento: un material formador de película, ya sea líquido
o no líquido que se aplica a un sustrato en una aplicación de
inmersión como en el interior de un tanque para proteger al
sustrato y proteger el material de almacenamiento de la
contaminación.
4.2.4 Conceptos básicos de los Recubrimientos
4.2.4.1 Impermeabilidad
Impermeabilidad es un concepto básico en la mayoría de
recubrimientos anticorrosivos disponibles. Mientras un
recubrimiento no es totalmente impermeable al vapor de
humedad, un recubrimiento impermeable no contiene materiales
que reaccionen con el vapor de humedad. Cada ingrediente está
diseñado para no ser afectado por el vapor de humedad y solo
permite que el vapor se acumule dentro del recubrimiento hasta
el punto de contenido normal de absorción de humedad.

35
Un recubrimiento impermeable se utiliza más a menudo como un
recubrimiento por inmersión y por lo tanto debe ser inerte a los
productos químicos de los alrededores. También debe ser
impermeable al aire, oxigeno, dióxido de carbono, y al paso de
iones y electrones. Debe ser dieléctrico y tener muy alta
adhesión a la superficie subyacente, y también debe humectar
lo suficientemente bien como para evitar cualquier vacío en la
interface sustrato – recubrimiento. Considerando todo, un
recubrimiento impermeable forma una barrera inerte sobre la
superficie (Figura 8).
Figura 8: Un recubrimiento impermeable sirve como una
barrera inerte para proteger la superficie [1].
4.2.4.2 Inhibición
Este segundo concepto implica un inhibidor que usualmente está
solo en el primer (imprimante o capa base) y consiste de
pigmentos que reaccionan con el vapor de humedad absorbido
dentro del recubrimiento. Estos entonces reaccionan con la
superficie de acero con el fin de pasivar y disminuir sus
características corrosivas. Los pigmentos inhibidores son

36
algunas veces caracterizados como anódicamente activo, lo que
significa que los pigmentos dentro de la capa se ionizan lo
suficientemente en el vapor de agua para reaccionar con el
sustrato de acero o metal. Esto mantiene esa zona en una
condición pasiva o inactiva.
En lugar de una película de recubrimiento completamente
inerte, como los recubrimientos impermeables, el recubrimiento
inhibidor utiliza el agua absorbida en la película para ayudar en
la pasivación del sustrato (Figura 9).
Figura 9: Esquema de un recubrimiento inhibidor [1].
En contraste con los recubrimientos desarrollados sobre la base
de la impermeabilidad, los recubrimientos de inhibición se
utilizan, en la mayor parte, en exposiciones atmosféricas, es
decir, como recubrimientos para el acero u otros metales que
están sujetos a la intemperie pero no a la inmersión.
4.2.4.3 Pigmentos de Protección Catódica

37
El concepto de pigmentos catódico es, en muchos sentidos, una
extensión del principio de imprimación inhibidora. Las
reacciones que tienen lugar, sin embargo, son totalmente
diferentes. En el caso de una imprimación de zinc inorgánico o
una imprimación orgánica rica en zinc, el zinc actúa como un
ánodo sobre el acero y siempre que haya una rotura, la acción
de sacrificio del ánodo (película de zinc) tiende a proteger el
sustrato (acero) de la corrosión. Muchas veces donde se han
producido rasguños o daños en los recubrimientos de zinc
inorgánico, los productos de reacción del zinc han procedido a
rellenar el rasguño o área dañada y sellarlo nuevamente.
Los recubrimientos de zinc inorgánico (y en esto se incluye el
galvanizado) puede ser utilizado solo o como capa base
permanente en las que se pueden aplicar capas de acabado.
Cuando el silicato de zinc es recubierto con recubrimientos
resistentes a los álcalis y en un espesor de capa adecuado, la
imprimación de zinc permanece inactivo hasta que se produce
una ruptura en el recubrimiento. En este punto, el imprimante
catódicamente activo reacciona para proteger el sustrato de
acero (Figura 10).
Los primers de zinc inorgánico son también altamente
adherente, reaccionando con el sustrato para formar un enlace
químico además del enlace físico con la superficie de acero. La
alta adherencia de la imprimación de zinc evita la corrosión bajo
película de las capas de acabado orgánico de manera que las
roturas en el recubrimiento que se producen a causa de la
abrasión u otras causas no se expandan y se agranden, como
es el caso de muchos sistemas de imprimación de inhibición
orgánicos. Aunque los imprimantes orgánicos ricos en zinc
protegen de una manera similar, siempre que el zinc este en

38
contacto de partícula a partícula dentro de la imprimación, el
aglutinante orgánico no reacciona químicamente con el sustrato.
Por lo tanto el recubrimiento puede ser socavado si se produce
la corrosión.
Figura 10: Un primer de zinc inorgánico reacciona para
proteger al acero [1].
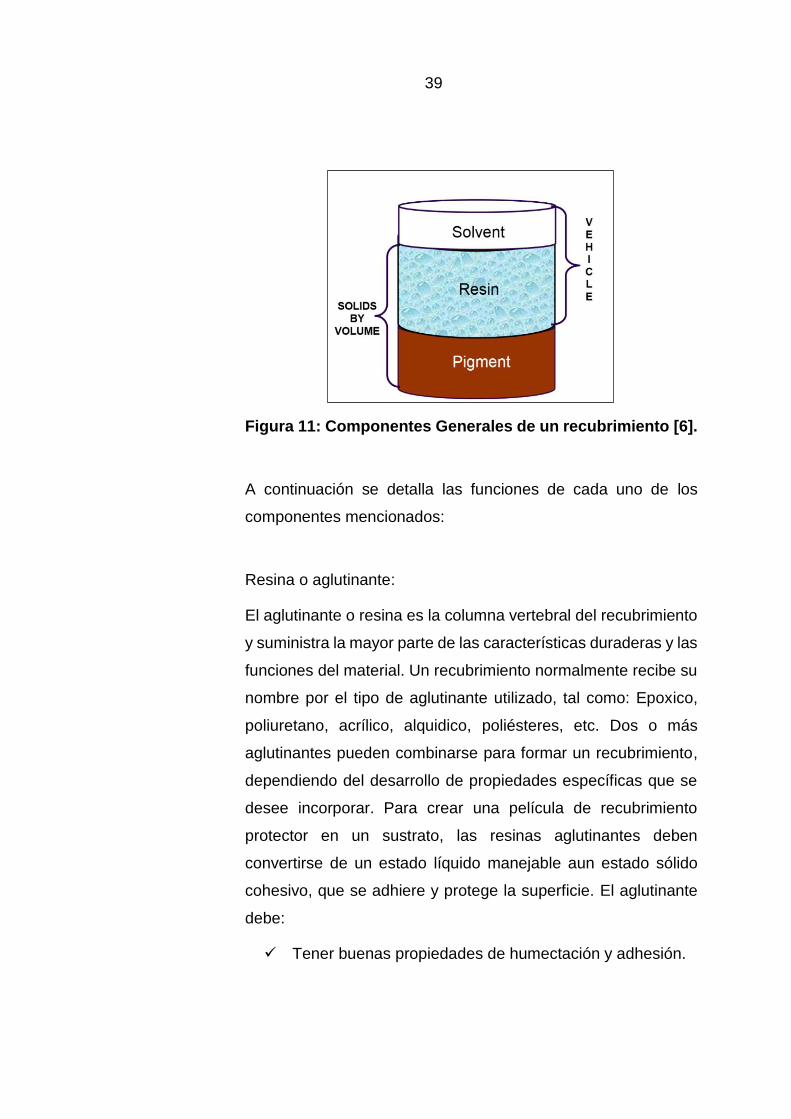
4.2.5 Componentes de un recubrimiento
La mayoría de los recubrimientos protectores se componen de
tres componentes (ver Figura 11):
1) Resinas;
2) Pigmentos y
3) Solvente.
Cabe mencionar que existen recubrimientos 100% sólidos que
no contienen solventes, pero la gran mayoría de los
recubrimientos que se venden actualmente contienen solventes
en su composición.
39
Figura 11: Componentes Generales de un recubrimiento [6].
A continuación se detalla las funciones de cada uno de los
componentes mencionados:
Resina o aglutinante:
El aglutinante o resina es la columna vertebral del recubrimiento
y suministra la mayor parte de las características duraderas y las
funciones del material. Un recubrimiento normalmente recibe su
nombre por el tipo de aglutinante utilizado, tal como: Epoxico,
poliuretano, acrílico, alquidico, poliésteres, etc. Dos o más
aglutinantes pueden combinarse para formar un recubrimiento,
dependiendo del desarrollo de propiedades específicas que se
desee incorporar. Para crear una película de recubrimiento
protector en un sustrato, las resinas aglutinantes deben
convertirse de un estado líquido manejable aun estado sólido
cohesivo, que se adhiere y protege la superficie. El aglutinante
debe:
Tener buenas propiedades de humectación y adhesión.
40
Resistir la transmisión de agua, oxígeno y otras especies
químicas.
Tolerar variaciones en el proceso de aplicación.
Resistir cambios químicos y físicos en el ambiente de
servicio.
Secarse dentro de un periodo aceptable.
Formar una película estable que mantiene sus
propiedades características (flexibilidad, resistencia,
dureza).
Pigmentos:
Un pigmento es un sólido de partículas discretas utilizado para
impartir propiedades específicas al recubrimiento en estado
líquido y sólido. Los pigmentos no se disuelven en el
recubrimiento y cumplen múltiples funciones. Entre otras cosas
los pigmentos pueden ser utilizados para:
Impartir color.
Proteger el aglutinante de la intemperie.
Proporcionar protección inhibidora.
Controlar la resistencia al agua.
Proporcionar una forma de protección catódica.
Modificar las propiedades mecánicas o eléctricas.
Solventes:
Algunas de las resinas utilizadas como aglutinantes son sólidas
a temperaturas normales. La aplicación y adherencia exitosa son
41
poco prácticas cuando el aglutinante se encuentra en estado
sólido. Por lo tanto, se agregan solventes para licuar el
aglutinante y permitir la aplicación de una manera productiva.
Los solventes tienen dos características principales que influyen
su uso en los recubrimientos protectores:
a. Poder de solvencia: la capacidad de disolver la resina.
b. Volatilidad: rige la tasa de evaporación (la velocidad a la
cual el solvente deja la película del recubrimiento
durante y después de la aplicación).
Los solventes desempeñan un papel fugaz en los recubrimientos
protectores. Una vez aplicado y curado, los solventes ya no
cumplen ninguna función, de hecho, pueden provocar problemas
de desempeño si no se evaporan de la película del
recubrimiento.
Los solventes orgánicos conocidos como Compuestos orgánicos
volátiles (VOC), son perjudiciales para la capa de ozono de la
tierra, por lo cual desde principios de 1990 se viene
desarrollando el uso de recubrimientos libres de solventes o de
muy alto contenido de sólidos.
El uso incorrecto de los disolventes en el campo puede causar
muchos problemas en el recubrimiento y afectará a su vida útil.
4.2.6 Propiedades de los Recubrimientos
Un recubrimiento debe exhibir una variedad de propiedades con
el fin de cumplir con su papel en el control de la corrosión como
son: fuerza cohesiva, flexibilidad y elongación, resistencia al
impacto, resistencia a la abrasión, a la temperatura, resistencia
dieléctrica, etc.
42
Las principales propiedades vienen hacer:
a. Resistencia química
El recubrimiento debe resistir la degradación de los químicos a
los cuales está expuesto. La resistencia química es
principalmente una función de la resina utilizada en su
formulación. En general un recubrimiento que se considere
resistente químicamente y que pueda ser usado para la
resistencia contra la corrosión en una atmósfera química, debe
ser resistente a las sales, ácidos, álcalis y a una gama bastante
amplia de pH. La resistencia a los álcalis es, por supuesto,
extremadamente importante en un primer (capa base). Dado que
una de la reacciones químicas en el proceso de corrosión es el
desarrollo de un álcali fuerte en el cátodo, cualquier primer que
no es altamente resistente a los álcalis tiende a fallar en el área
del cátodo, lo que resulta en el rompimiento del recubrimiento y
la propagación de la corrosión por debajo del recubrimiento.
b. Resistencia al agua
El agua en todas sus formas o condiciones afecta prácticamente
todos los recubrimientos, mayor resistencia al agua es igual a
mayor control efectivo contra la corrosión. La molécula de agua
es extremadamente pequeño con la capacidad de penetrar en y
a través de la mayoría de todos los compuestos orgánicos. Esto
lo hace pasar a través de los espacios intermoleculares de la
materia orgánica, y puede o bien permanecer allí en un estado
absorbido o puede pasar a través del compuesto. Generalmente
la humedad llegará a un equilibrio, con tantas moléculas de agua
que pasa en el material orgánico como se evaporan de la
superficie. Esto mantiene un contenido de agua relativamente
constante en el material orgánico, dependiendo de la presión de
vapor de humedad en cualquier momento dado. Debido a esta
43
característica altamente penetrante, el agua tiene más de un
efecto sobre compuestos orgánicos que cualquier otro material.
Dado que la mayoría de los revestimientos son de naturaleza
orgánica, deben tener la más alta resistencia a la humedad
posible a fin de mantener sus propiedades y ser eficaz durante
un largo período de tiempo.
Los materiales orgánicos, pueden por lo tanto ser permeables
por muchas de las pequeñas moléculas como el agua. Esto es
particularmente cierto donde hay una interface o una mala
adherencia debajo del recubrimiento, el vapor de agua puede
acumularse y posiblemente condensarse.
Dentro de esta propiedad se debe conocer los siguientes
conceptos:
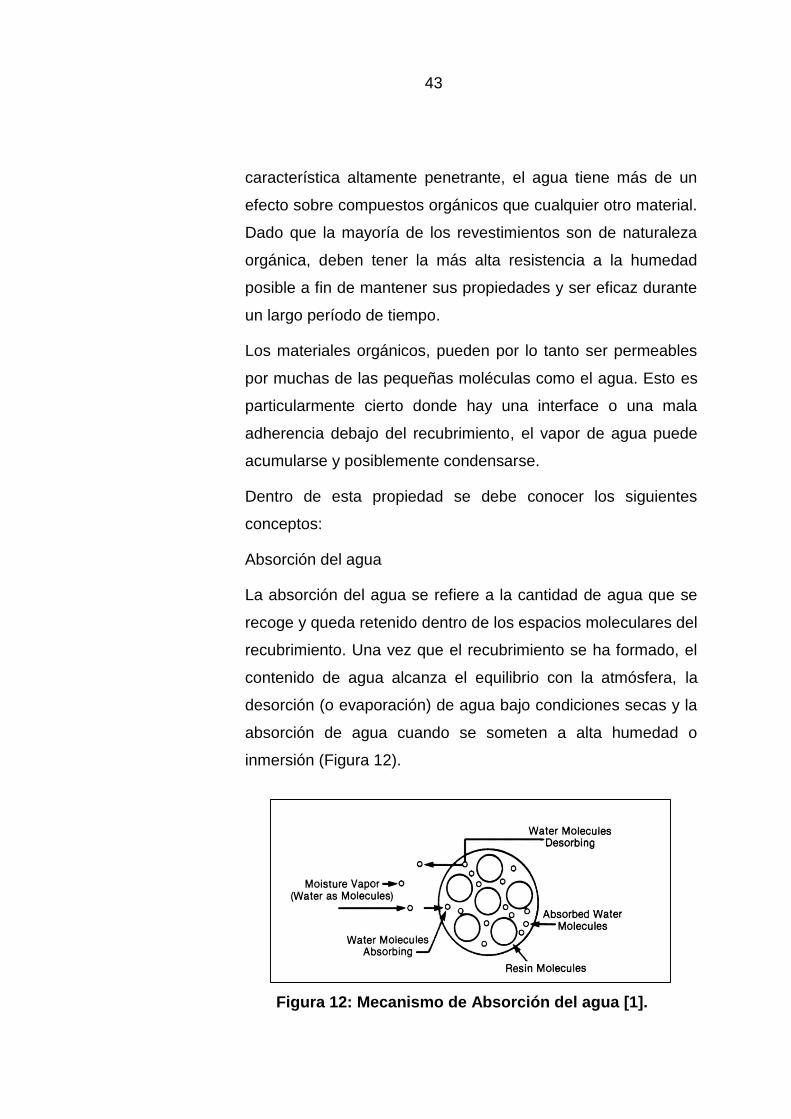
Absorción del agua
La absorción del agua se refiere a la cantidad de agua que se
recoge y queda retenido dentro de los espacios moleculares del
recubrimiento. Una vez que el recubrimiento se ha formado, el
contenido de agua alcanza el equilibrio con la atmósfera, la
desorción (o evaporación) de agua bajo condiciones secas y la
absorción de agua cuando se someten a alta humedad o
inmersión (Figura 12).
Figura 12: Mecanismo de Absorción del agua [1].
44
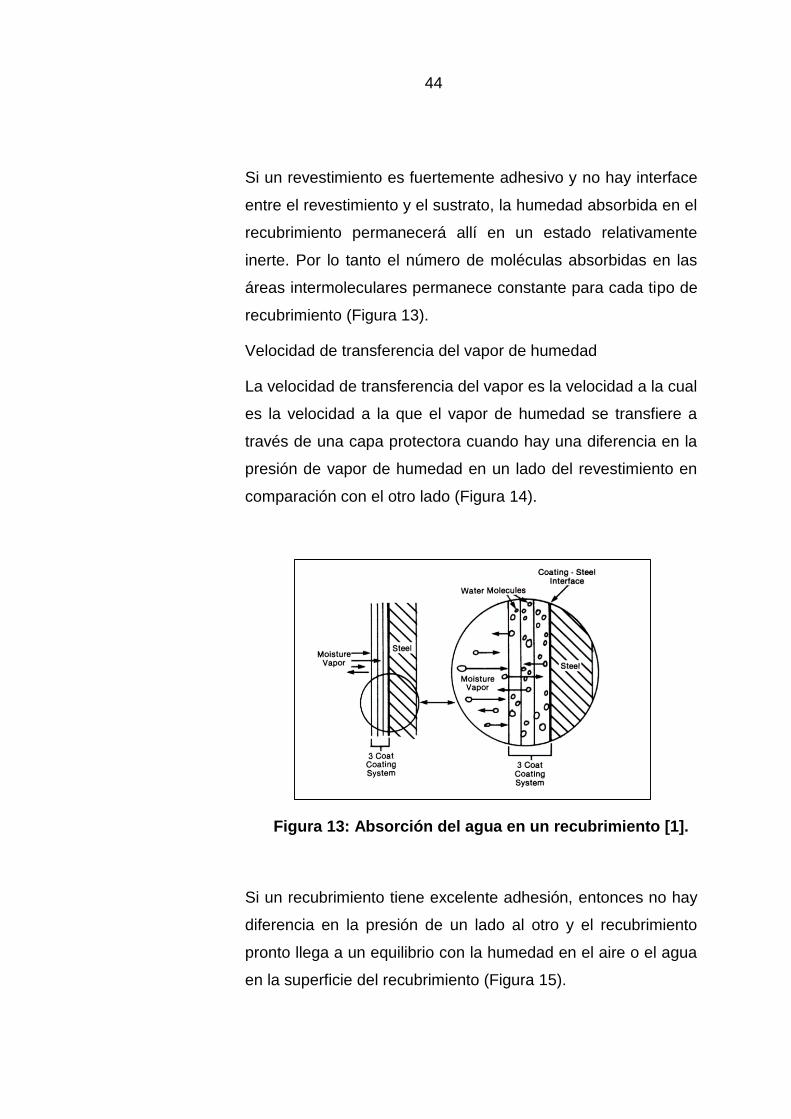
Si un revestimiento es fuertemente adhesivo y no hay interface
entre el revestimiento y el sustrato, la humedad absorbida en el
recubrimiento permanecerá allí en un estado relativamente
inerte. Por lo tanto el número de moléculas absorbidas en las
áreas intermoleculares permanece constante para cada tipo de
recubrimiento (Figura 13).
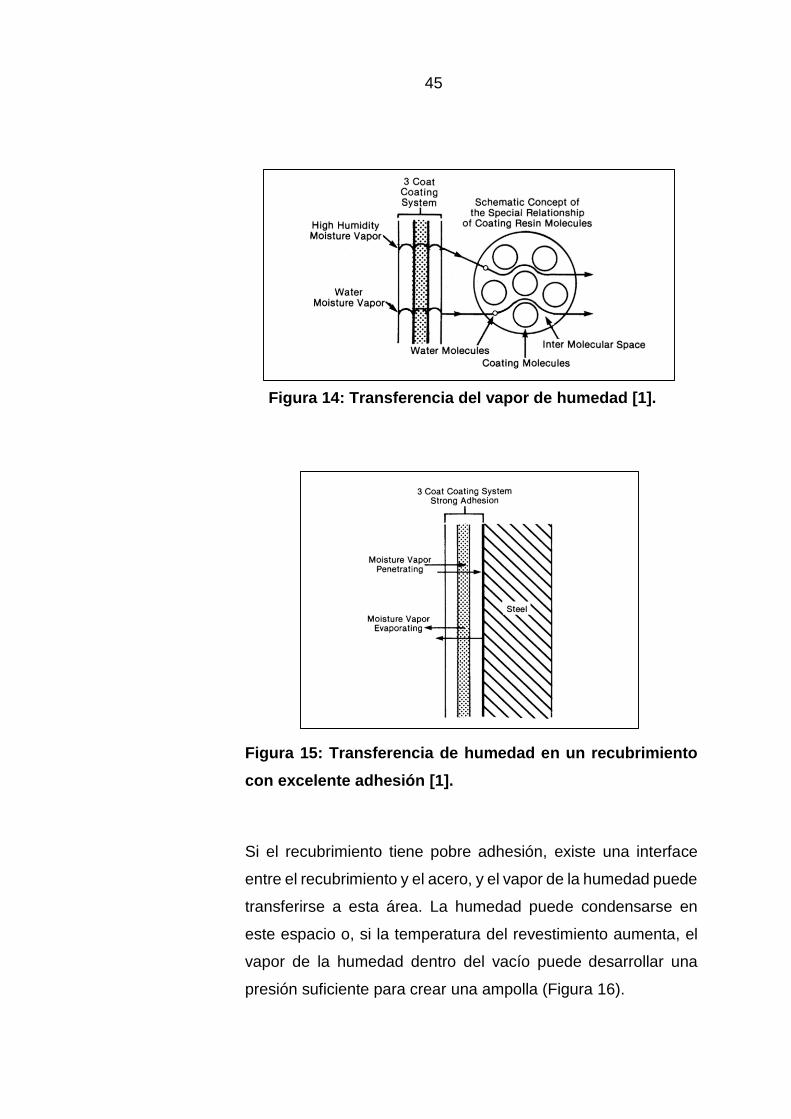
Velocidad de transferencia del vapor de humedad
La velocidad de transferencia del vapor es la velocidad a la cual
es la velocidad a la que el vapor de humedad se transfiere a
través de una capa protectora cuando hay una diferencia en la
presión de vapor de humedad en un lado del revestimiento en
comparación con el otro lado (Figura 14).
Figura 13: Absorción del agua en un recubrimiento [1].
Si un recubrimiento tiene excelente adhesión, entonces no hay
diferencia en la presión de un lado al otro y el recubrimiento
pronto llega a un equilibrio con la humedad en el aire o el agua
en la superficie del recubrimiento (Figura 15).
45
Figura 14: Transferencia del vapor de humedad [1].
Figura 15: Transferencia de humedad en un recubrimiento
con excelente adhesión [1].
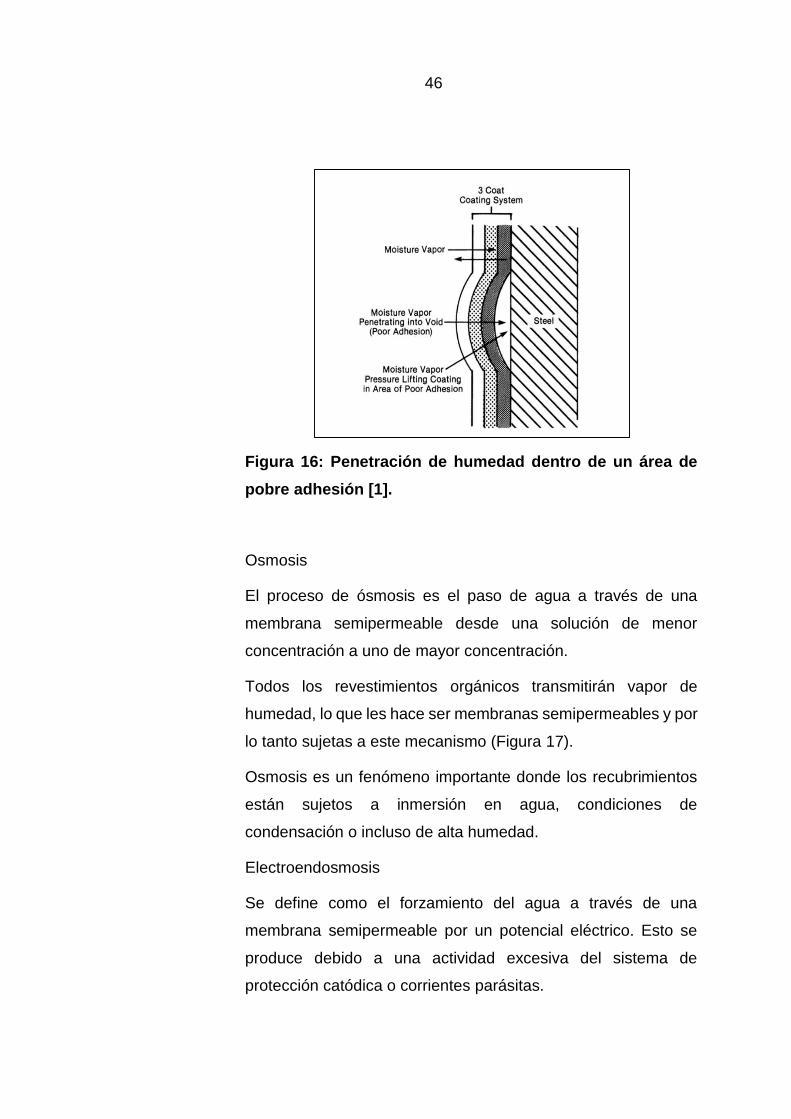
Si el recubrimiento tiene pobre adhesión, existe una interface
entre el recubrimiento y el acero, y el vapor de la humedad puede
transferirse a esta área. La humedad puede condensarse en
este espacio o, si la temperatura del revestimiento aumenta, el
vapor de la humedad dentro del vacío puede desarrollar una
presión suficiente para crear una ampolla (Figura 16).
46
Figura 16: Penetración de humedad dentro de un área de
pobre adhesión [1].
Osmosis
El proceso de ósmosis es el paso de agua a través de una
membrana semipermeable desde una solución de menor
concentración a uno de mayor concentración.
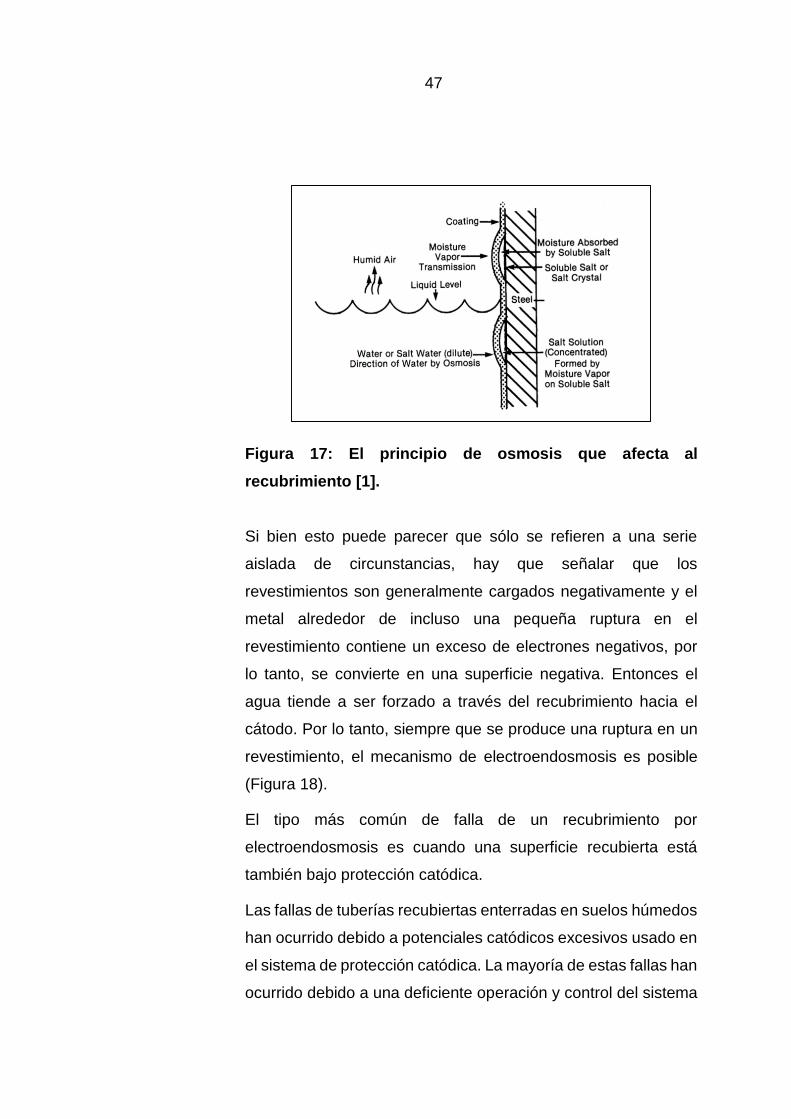
Todos los revestimientos orgánicos transmitirán vapor de
humedad, lo que les hace ser membranas semipermeables y por
lo tanto sujetas a este mecanismo (Figura 17).
Osmosis es un fenómeno importante donde los recubrimientos
están sujetos a inmersión en agua, condiciones de
condensación o incluso de alta humedad.
Electroendosmosis
Se define como el forzamiento del agua a través de una
membrana semipermeable por un potencial eléctrico. Esto se
produce debido a una actividad excesiva del sistema de
protección catódica o corrientes parásitas.
47
Figura 17: El principio de osmosis que afecta al
recubrimiento [1].
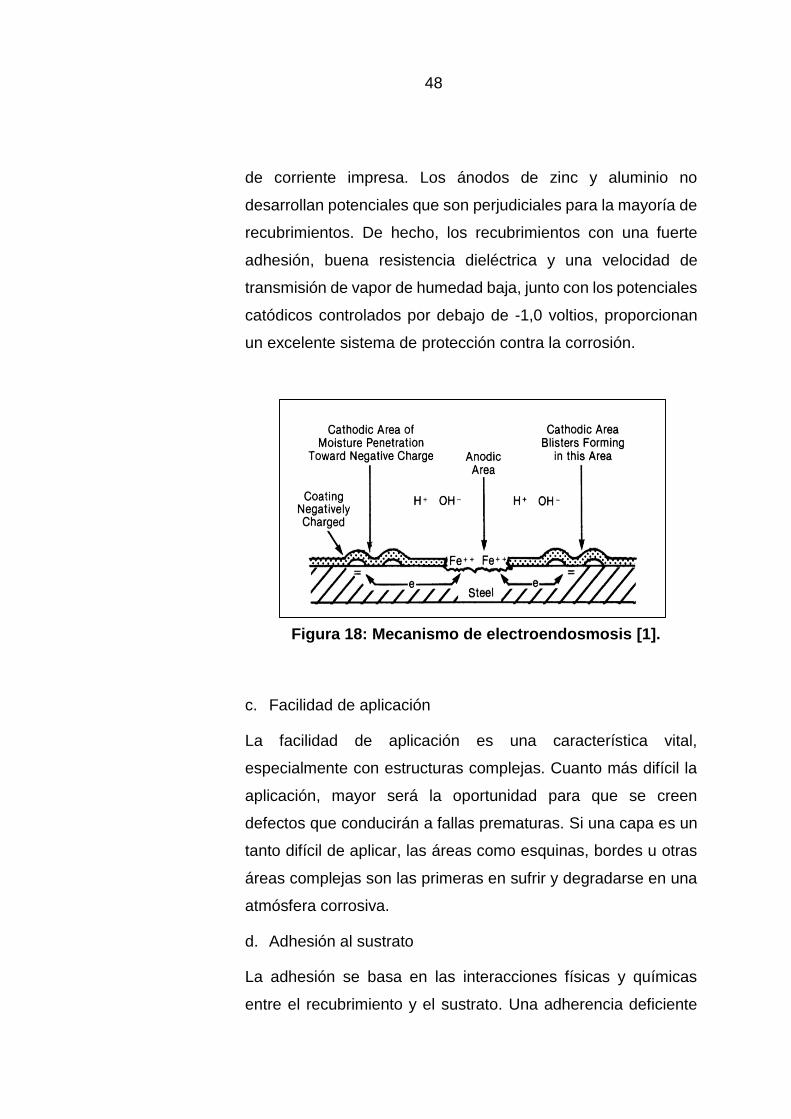
Si bien esto puede parecer que sólo se refieren a una serie
aislada de circunstancias, hay que señalar que los
revestimientos son generalmente cargados negativamente y el
metal alrededor de incluso una pequeña ruptura en el
revestimiento contiene un exceso de electrones negativos, por
lo tanto, se convierte en una superficie negativa. Entonces el
agua tiende a ser forzado a través del recubrimiento hacia el
cátodo. Por lo tanto, siempre que se produce una ruptura en un
revestimiento, el mecanismo de electroendosmosis es posible
(Figura 18).
El tipo más común de falla de un recubrimiento por
electroendosmosis es cuando una superficie recubierta está
también bajo protección catódica.
Las fallas de tuberías recubiertas enterradas en suelos húmedos
han ocurrido debido a potenciales catódicos excesivos usado en
el sistema de protección catódica. La mayoría de estas fallas han
ocurrido debido a una deficiente operación y control del sistema
48
de corriente impresa. Los ánodos de zinc y aluminio no
desarrollan potenciales que son perjudiciales para la mayoría de
recubrimientos. De hecho, los recubrimientos con una fuerte
adhesión, buena resistencia dieléctrica y una velocidad de
transmisión de vapor de humedad baja, junto con los potenciales
catódicos controlados por debajo de -1,0 voltios, proporcionan
un excelente sistema de protección contra la corrosión.
Figura 18: Mecanismo de electroendosmosis [1].
c. Facilidad de aplicación
La facilidad de aplicación es una característica vital,
especialmente con estructuras complejas. Cuanto más difícil la
aplicación, mayor será la oportunidad para que se creen
defectos que conducirán a fallas prematuras. Si una capa es un
tanto difícil de aplicar, las áreas como esquinas, bordes u otras
áreas complejas son las primeras en sufrir y degradarse en una
atmósfera corrosiva.
d. Adhesión al sustrato
La adhesión se basa en las interacciones físicas y químicas
entre el recubrimiento y el sustrato. Una adherencia deficiente

49
equivale a un desempeño deficiente. Si la adherencia es mínima,
el recubrimiento fallara poco a poco debido a la formación de
ampollas, corrosión debajo de la película o desprendimientos de
varios tipos. Los altos niveles de adhesión permitirán al
recubrimiento aguantar la transmisión de vapor de agua,
abrasión, impacto, flexión, humedad, sustancias químicas,
microorganismos y demás factores de ataque en servicio.
La adherencia puede ser química, mecánica, polar o una
combinación de las tres. El enlace químico, formado por una
reacción entre el recubrimiento y el sustrato es el vínculo más
efectivo. Un tipo de enlace químico es el proceso de
galvanización, en el cual el zinc fundido derrite la capa superficial
del acero y los dos materiales se combinan y forman una serie
de aleaciones, esencialmente haciendo que el recubrimiento
forma parte de la superficie.
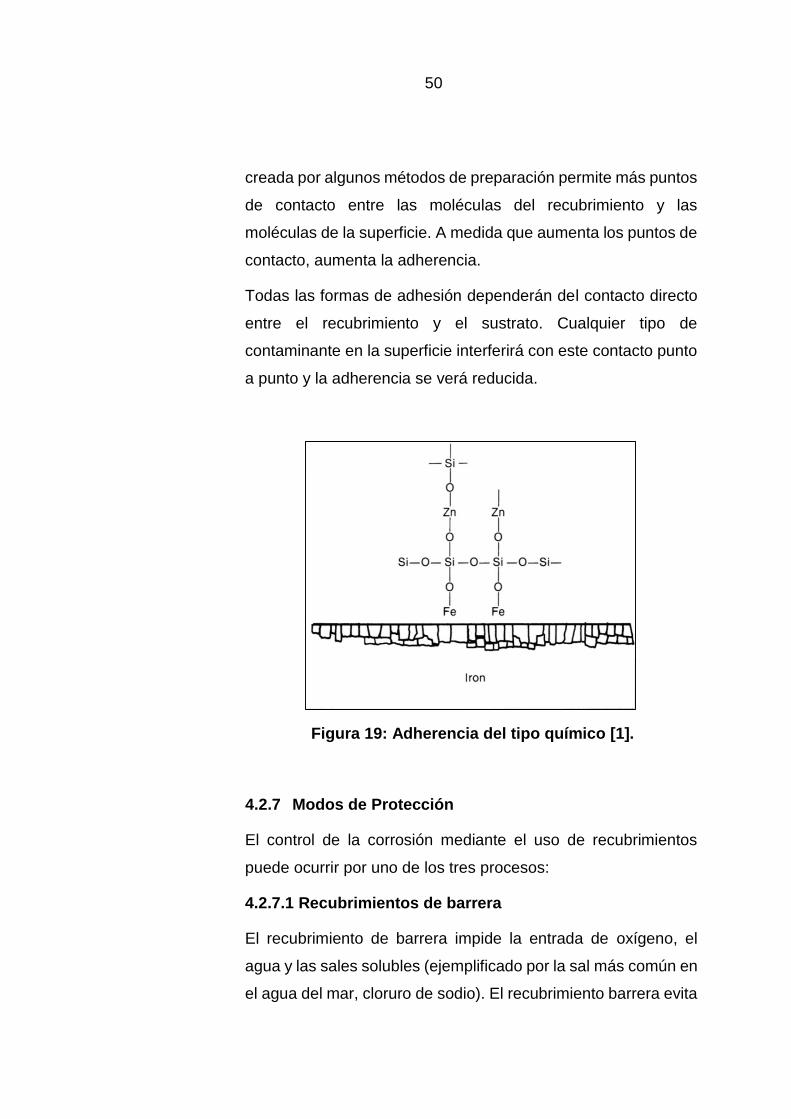
Los recubrimientos inorgánicos de zinc también forman una
unión química entre la molécula de silicato y el sustrato de acero
(ver Figura 19). Los wash primers que normalmente incluyen un
elemento acido, también forman una unión química con el
sustrato.
La adhesión polar (también conocida como enlaces covalentes)
es el tipo más común de unión de los recubrimientos orgánicos.
La resina actúa como un imán débil con los polos norte y sur,
atrayendo a los polos opuestos en el sustrato. Otra explicación
de esto es que los grupos polares son porciones de la molécula
del recubrimiento, positiva y negativamente cargados, que son
atraídos a las áreas con carga opuesta en el sustrato. Los
epoxicos entran en este tipo de concepto de adherencia.
La adherencia mecánica se asocia con la rugosidad de la
superficie (patrón de anclaje). La rugosidad de la superficie
50
creada por algunos métodos de preparación permite más puntos
de contacto entre las moléculas del recubrimiento y las
moléculas de la superficie. A medida que aumenta los puntos de
contacto, aumenta la adherencia.
Todas las formas de adhesión dependerán del contacto directo
entre el recubrimiento y el sustrato. Cualquier tipo de
contaminante en la superficie interferirá con este contacto punto
a punto y la adherencia se verá reducida.
Figura 19: Adherencia del tipo químico [1].
4.2.7 Modos de Protección
El control de la corrosión mediante el uso de recubrimientos
puede ocurrir por uno de los tres procesos:
4.2.7.1 Recubrimientos de barrera
El recubrimiento de barrera impide la entrada de oxígeno, el
agua y las sales solubles (ejemplificado por la sal más común en
el agua del mar, cloruro de sodio). El recubrimiento barrera evita
51
la formación de un electrolito eficaz en la interface pintura/metal
(agua y sales solubles) y restringe el acceso de la molécula de
oxigeno altamente despolarizante. Si no hay iones presentes en
el sustrato, el agua y el oxígeno que penetran a la superficie no
son un problema importante. Si los iones están presentes, se
iniciará la corrosión.
El concepto generalmente aceptado y simplificado es que los
recubrimientos pueden proporcionar una barrera entre el
sustrato y el medio ambiente (normalmente el electrolito),
eliminando así uno de los cuatro elementos necesarios para una
celda de corrosión. La mayoría de los recubrimientos
proporcionan cierto nivel de protección de barrera. Los
recubrimientos de barrera deben exhibir los siguientes atributos:
- Resistencia al ambiente químico.
- Resistencia a la humedad.
- Excelente adherencia al sustrato, incluso en
condiciones húmedas.
- Buenas propiedades de humectación durante la
aplicación, para evitar vacíos en la película y
maximizar el área superficial efectiva.
- Resistencia a la vibración.
4.2.7.2 Recubrimientos Inhibidores
Los recubrimientos inhibidores, además de servir como una
barrera, disminuyen de forma activa la reacción que ocurre en el
ánodo, cátodo, o ambos. Para ser eficaces los recubrimientos
inhibidores deben estar en contacto con el sustrato. En general,
los recubrimientos inhibidores:
52
Tienen productos químicos agregados al recubrimiento
para impedir reacciones que ocurren en el sustrato.
Necesitan una pequeña cantidad de humedad para
activarse.
Muchos de los pigmentos inhibidores comunes han sido
regulados hasta prácticamente eliminarlos del mercado.
Estos incluyen pigmentos inhibidores como el plomo y el
cromato.
Los pigmentos inhibidores en realidad pasiva la superficie del
metal formando una película fina, bien adherida o reforzando y
tapando los defectos de las películas naturales formadas por
secamiento al aire. Uno de los tipos de recubrimientos es un
alquidico basado en molibdatos de zinc.
4.2.7.3 Recubrimientos de Sacrificio
Los recubrimientos de sacrificio usan un metal que es anódico al
acero y que se corroe preferencialmente. Los recubrimientos de
sacrificio proporcionan protección catódica, sobre todo cerca de
los defectos en la película. Los recubrimientos de sacrificio:
- Suelen contener polvo de zinc como pigmento
predominante.
- Deben tener una carga mínima de polvo de zinc para ser
eficaces.
Un tipo de recubrimiento de sacrificio es el zinc inorgánico.
4.2.8 Mecanismos de curado
53
El curado se usa para describir la manera como un recubrimiento
se transforma de líquido a un estado sólido.
Los recubrimientos se convierten a películas protectoras sólidas
por un proceso generalmente llamado formación de la película o
curado. Según la SSPC Protective Coatings Glossary, curado se
define como el proceso de cambiar las propiedades de una
pintura de su estado líquido a una película seca, estable, sólido
de protección por reacción química con el oxígeno, humedad o
aditivos químicos, o mediante la aplicación de calor o radiación.
Por esta definición estricta, los recubrimientos que forman
películas protectoras sin sufrir una reacción química no curan,
sino que simplemente secan para formar la película. Así mismo
no hay que confundir las palabras: secado y curado. “Secado”
es la pérdida de disolvente y/o agua, que pueden o no producir
una película de protección, mientras que el “curado” siempre
produce una película protectora.
Hay dos clasificaciones generales de los mecanismos de curado:
No convertible.
Convertible.
4.2.8.1 Recubrimientos No convertibles
Un recubrimiento no convertible contiene una resina que no
cambia durante la formación de la película, es decir no se
produce ningún cambio químico en las resinas utilizadas en
estos productos a medida que se transforman de estado líquido
a estado sólido.
Dentro de estos recubrimientos se tiene los siguientes
mecanismos:
54
Evaporación del solvente
Disolver la resina con un solvente adecuado produce
recubrimientos que curan solamente por evaporación de los
solventes. Al evaporarse, no ocurre un cambio químico. De
hecho este tipo de recubrimiento puede re-disolverse cuando se
expone al solvente original o a uno de poder de solvencia similar.
Estos recubrimientos son los vinílicos y los cauchos clorados.
Coalescencia de partículas
La coalescencia es un caso especializado de curado por
evaporación. En estos recubrimientos, diminutas partículas de
resina se dispersan en el agua con la ayuda de aditivos
especializados llamados surfactantes. Cuando el agua se
evapora, las partículas de resina se fusionan (coalescen),
formando una película pintura estable. Pequeñas cantidades de
solventes orgánicos (solventes coalescentes) apoyan en la
fusión de las partículas. Este tipo de recubrimientos se conoce
como látex acrílico.
Cambio de fase sin cambio químico.
4.2.8.2 Recubrimientos Convertibles
Un recubrimiento convertible contiene una resina o componente
de formación de resina que sufre un cambio químico durante la
formación de película.
Hay varios tipos de reacciones químicas que se llevan a cabo.
Las principales son:
Oxidación
Una vez que el solvente se evapora de la película, estos
recubrimientos curan al reaccionar con el oxígeno atmosférico.
55
El ingrediente principal de la resina es un aceite secante
modificado con moléculas sintéticas. El origen del aceite secante
es generalmente aceites vegetales (como la soya). El oxígeno
reacciona con la porción de aceite de la resina, lo cual provoca
una reacción de polimerización conocida como
entrecruzamiento de enlaces por oxidación. Debido a la reacción
de los materiales alcalinos con la porción de aceite de la resina
(saponificación), los recubrimientos de curado por oxidación no
son adecuados para servicio de inmersión y no pueden soportar
un medio alcalino. Esto también sucede con los recubrimientos
inorgánicos de zinc y galvanizados. Una forma común de un
material que cura por oxidación es un alquídico.
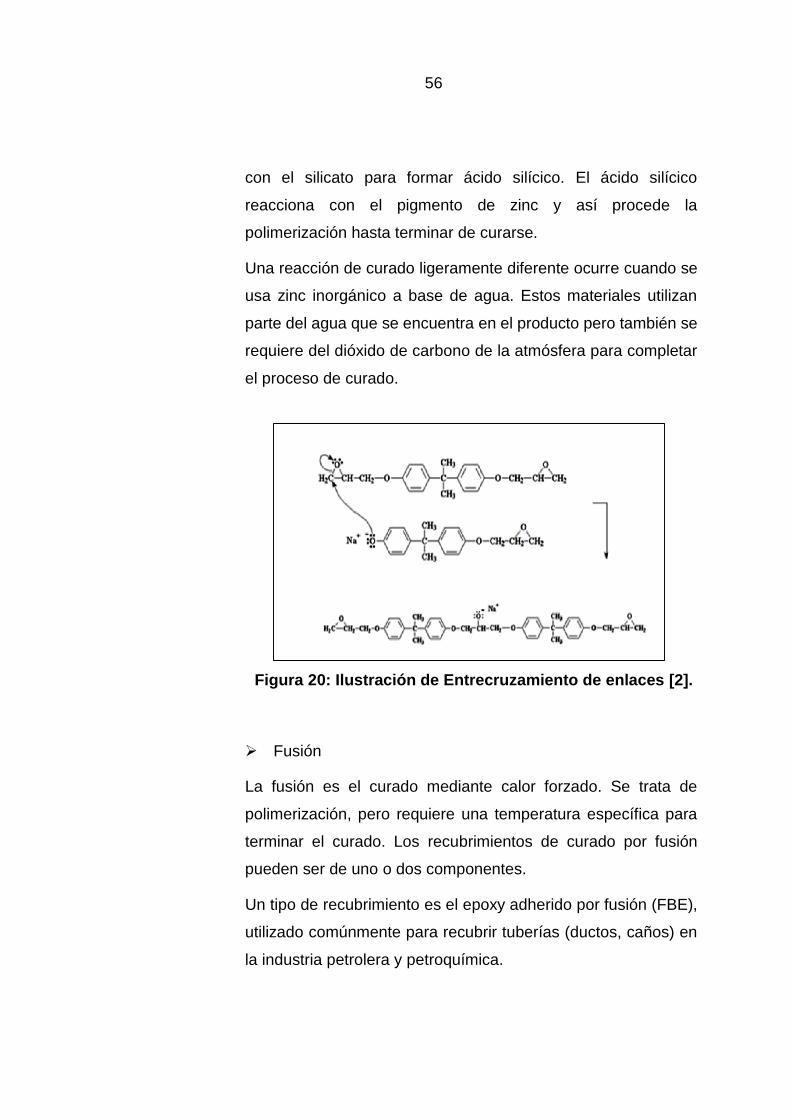
Polimerización químicamente inducida
Los recubrimientos co-reactivos curan mediante las reacciones
de polimerización entre al menos dos entidades químicas. La
polimerización básicamente significa que una pequeña molécula
se transforma en una molécula más grande, debido a una
variedad de mecanismos. La polimerización se conoce también
como entrecruzamiento de enlaces (ver Figura 20). Algunos de
estos recubrimientos incluyen: epoxicos, poliuretanos,
polisiloxanos, etc.
Hidratación
Los poliuretanos curados por humedad son un tipo de
recubrimiento que cura por hidratación. Estos requieren un cierto
nivel de humedad en el aire circundante para poder alcanzar su
curado.
Otro tipo podría ser un recubrimiento del tipo zinc inorgánico a
base de una resina de etil silicato. Al momento de su aplicación
y evaporación del solvente, el agua de la atmósfera reacciona
56
con el silicato para formar ácido silícico. El ácido silícico
reacciona con el pigmento de zinc y así procede la
polimerización hasta terminar de curarse.
Una reacción de curado ligeramente diferente ocurre cuando se
usa zinc inorgánico a base de agua. Estos materiales utilizan
parte del agua que se encuentra en el producto pero también se
requiere del dióxido de carbono de la atmósfera para completar
el proceso de curado.
Figura 20: Ilustración de Entrecruzamiento de enlaces [2].
Fusión
La fusión es el curado mediante calor forzado. Se trata de
polimerización, pero requiere una temperatura específica para
terminar el curado. Los recubrimientos de curado por fusión
pueden ser de uno o dos componentes.
Un tipo de recubrimiento es el epoxy adherido por fusión (FBE),
utilizado comúnmente para recubrir tuberías (ductos, caños) en
la industria petrolera y petroquímica.

57
4.2.9 Tipos de Recubrimientos
Los recubrimientos industriales y marinos se conocen por el tipo
de resina genérica, como son: alquídicos, epóxicos y
poliuretanos. Adicionalmente, pueden ser clasificados según el
tipo de resina y agente de curado utilizados, tales como epoxi
amina, donde se usa una amina como agente de curado. En
otros casos pueden encontrar productos que contienen más de
una resina, como un epoxy acrílico o un alquídico silicona.
La selección de un recubrimiento se basa en varios factores que
incluyen:
El ambiente donde prestará el servicio el recubrimiento:
- Interior o exterior
- Inmersión o atmosférico
- Químico
- Temperatura de servicio
Sustrato a cubrir.
Tamaño y configuración del artículo a pintar.
Preparación de la superficie disponible y posible en el
sitio de trabajo.
Temperatura y humedad durante la aplicación.
Tiempo de vida esperado tanto del articulo a pintar y
como del recubrimiento.
Habilidad de los aplicadores.
Disponibilidad del equipo de aplicación.
Disponibilidad del artículo a pintar y del recubrimiento.
58
Requisitos críticos de seguridad, como en una planta
nuclear, en ductos enterrados o embarcaciones
comerciales.
Nivel de comodidad del propietario con los productos o
fabricantes.
Presupuesto, debido a que en el mercado de
recubrimientos existen diversas marcas que ofertan sus
productos a diferentes precios, por lo cual se deberá
hacer un comparativo de precios y calidad de acuerdo al
sistema seleccionado.
Los tipos de recubrimientos más conocidos se detallan a
continuación:
Alquídicos
Los recubrimientos alquídicos de curado oxidativo a veces se
denominan “recubrimientos a base de aceite” u oleo resinas; se
han utilizado de una forma u otra durante miles años.
Los alquídicos modernos típicamente son una combinación de
aceites de secado natural y resinas sintéticas. Una característica
beneficiosa de los alquídicos es que son de un solo componente
y son fáciles de aplicar con equipo de bajo costo. Un aspecto
negativo es que pueden ser muy lentos en curar. Los alquídicos
uretanos son aceites secantes alquídicos reaccionados con un
isocianato para producir una película dura y resistente, así
mismo no suelen tener una mejor resistencia a los rayos UV que
un alquídico estándar, pero tienen mejor resistencia química y
brindan un acabado más duro y resistente a la abrasión.
59
Una pequeña cantidad de resina epoxy puede ser agregada a
un recubrimiento alquídico para hacer un epoxy éster. Este
recubrimiento de un solo componente tendrá mejor resistencia a
la humedad y a agente químicos que un alquídico normal, pero
no debe ser confundido con un epóxico de dos componentes que
tiene niveles mucho más altos de resistencia al agua y a los
químicos. Otro material común del alquídico es con una silicona
cuando el material se utiliza como recubrimiento exterior.
Los alquídicos proporcionan un recubrimiento de bajo costo para
la madera y el acero en ambientes relativamente leves; estos
recubrimientos se hidrolizan en ambientes alcalinos
(saponificación) y por tanto no pueden ser usados en concreto o
recubrimientos o productos metálicos de zinc.
Los recubrimientos alquídicos tienen ventajas y limitaciones.
Las ventajas son:
- Fácil de aplicar y reparar.
- Buena flexibilidad.
- Buena humectación de la superficie.
- Buena retención de brillo.
- Relativamente barato.
- A partir de fuentes renovables.
Las limitaciones son:
- Relativamente alto en VOCs.
- Pobre performance en ambientes severos.
- Pobre resistencia química y a solventes.
- Baja resistencia en inmersión de agua.
- Baja resistencia alcalina.
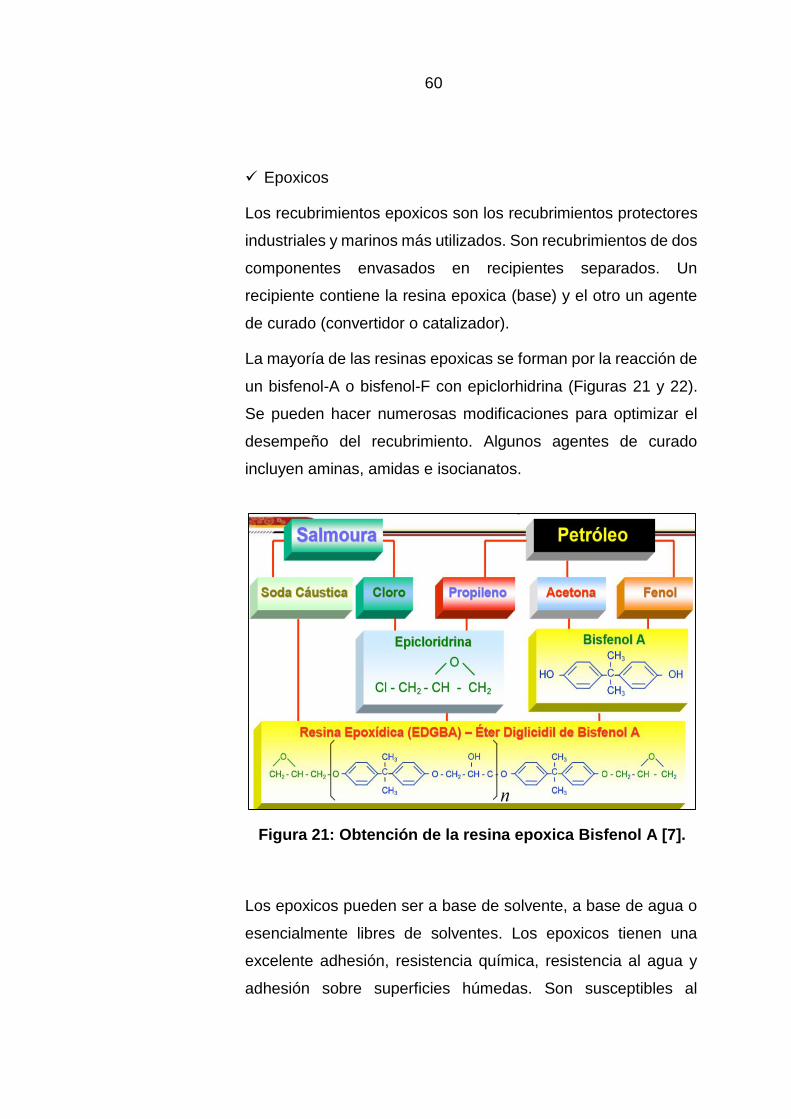
60
Epoxicos
Los recubrimientos epoxicos son los recubrimientos protectores
industriales y marinos más utilizados. Son recubrimientos de dos
componentes envasados en recipientes separados. Un
recipiente contiene la resina epoxica (base) y el otro un agente
de curado (convertidor o catalizador).
La mayoría de las resinas epoxicas se forman por la reacción de
un bisfenol-A o bisfenol-F con epiclorhidrina (Figuras 21 y 22).
Se pueden hacer numerosas modificaciones para optimizar el
desempeño del recubrimiento. Algunos agentes de curado
incluyen aminas, amidas e isocianatos.
Figura 21: Obtención de la resina epoxica Bisfenol A [7].
Los epoxicos pueden ser a base de solvente, a base de agua o
esencialmente libres de solventes. Los epoxicos tienen una
excelente adhesión, resistencia química, resistencia al agua y
adhesión sobre superficies húmedas. Son susceptibles al

61
tizamiento y normalmente son repintados con un recubrimiento
resistente a los rayos UV para servicios atmosféricos.
Las resinas epoxicas pueden mezclarse con otras resinas o
pigmentos especiales para modificar las características de
resistencia del material base:
- Mezclándolo con una resina acrílica aumenta la
resistencia a los rayos UV.
- Mezclándolo con una resina fenólica aumenta la
resistencia química.
- Agregando hojuelas de vidrio aumenta la resistencia al
impacto y al desgaste.
- Agregando oxido de aluminio u otro material en forma
irregular, se creará un material antideslizante.
Figura 22: Obtención de la resina epoxica Bisfenol F [7].
Los epoxi-mastics son formulaciones de altos sólidos y alto
espesor (al menos 5 mils) y se usan como recubrimientos
tolerantes de superficie. Estos materiales están formulados con
62
una excelente humectación y penetración. También pueden
tener un pigmento de aluminio en forma de hojuelas para ayudar
a reducir la penetración de la humedad.
Los recubrimientos epoxi poliamidas son probablemente los
recubrimientos tipo epoxi más usados, debido a su buena
resistencia al agua y a la corrosión y a superficies no
completamente limpias. El componente poliamida es en realidad
un producto resinoso con grupos de aminas anexados. Esto
hace a las películas curadas un tanto más suaves y más
resilentes y flexibles que los epoxis amino-curados, pero poseen
una menor resistencia química, en particular a los ácidos. Son
empleados principalmente donde su buena resistencia al agua
puede ser utilizada, como en cascos de barcos y recubrimientos
de tanques para agua.
Los recubrimientos epoxi amina son productos duros,
firmemente aglutinados y químicamente resistentes. Son a
menudo empleados para recubrir tanques de almacenamiento
químico y en otros ambientes exigentes.
Fenólicos
Las resinas fenólicas se encuentran ente las primeras resinas
sintéticas utilizadas para recubrimientos. Ellos se basan
generalmente en la reacción de un fenol con formaldehido. Los
recubrimientos fenólicos son generalmente curados con calor
para proporcionar productos con buena adhesión y resistencia
al agua, productos químicos y el calor.
Recubrimientos inorgánicos ricos en Zinc
63
El zinc inorgánico es probablemente el imprimante más usado
en el mundo para estructuras de acero en este momento.
Siempre es utilizado como primario (imprimante, fondo) y
únicamente se puede aplicar a una superficie de acero con
limpieza abrasiva. Una norma común para la preparación de
superficie es Nace 2 (Chorreado abrasivo al grado metal cercano
al blanco) para servicio atmosférico y Nace 1 (Chorreado
abrasivo al grado metal al blanco) para servicio de inmersión.
La razón principal para la aplicación de un recubrimiento de zinc
es tener un primario con la capacidad de proporcionar protección
catódica. Para que el proceso de protección catódica funcione
correctamente, es muy importante que el recubrimiento
contenga una cantidad suficiente de zinc, por lo general sobre el
75% en peso de la película seca, para recubrimientos a base de
agua, y 82% para los productos a base de solvente. Una alta
concentración de partículas de zinc en la película proporcionará
la conductividad necesaria para la protección galvánica, esta alta
carga de zinc contribuye a la porosidad de la película y su escasa
cohesión interna.
Estos recubrimientos proporcionan protección catódica al acero,
pero a medida que los productos de corrosión de zinc llenan la
porosidad de la película natural, empiezan a ofrecer una
protección de barrera. Si esta barrera se rompe por impacto,
protección catódica volverá a hacerse cargo hasta que la rotura
haya sanado y se rellene de productos de corrosión de zinc. Con
el tiempo una capa de rica en zinc inorgánico proporcionará una
mayor protección de barrera, mientras que la acción galvánica
se reduce a medida que se consume el zinc. El zinc inorgánico
se aplica normalmente a un espesor de 50 a 75 micras y
generalmente no más de 125 micras o se agrieta.
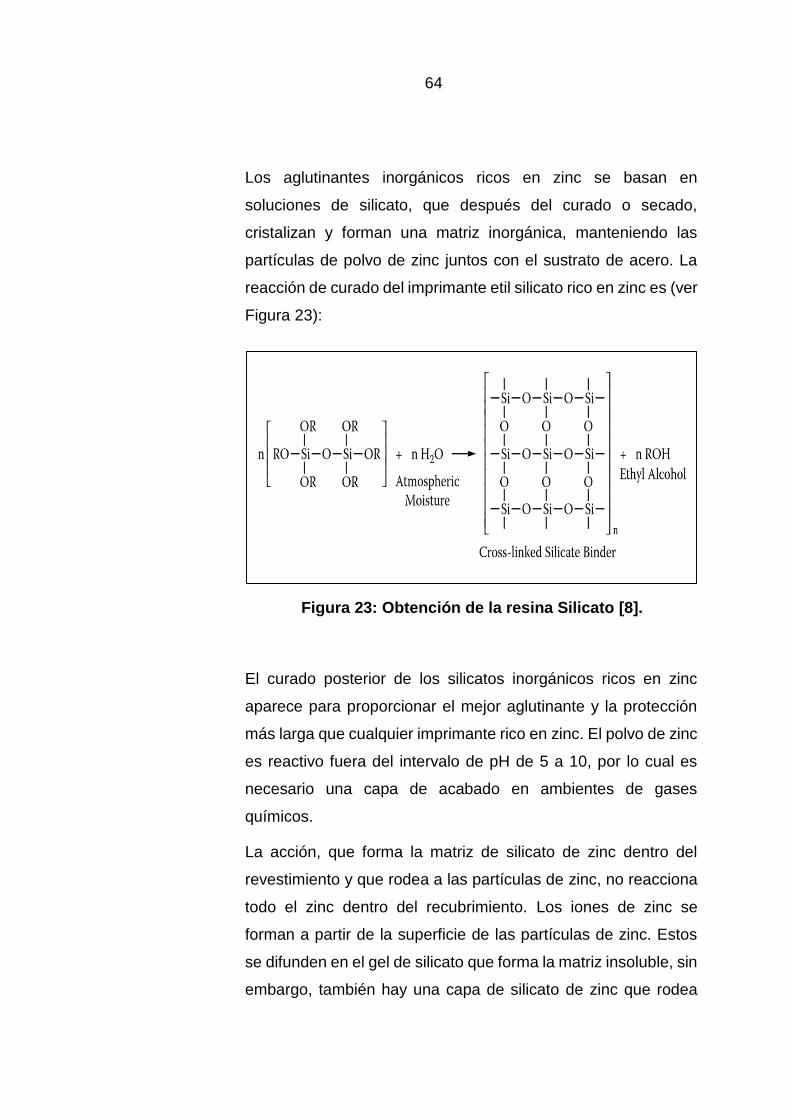
64
Los aglutinantes inorgánicos ricos en zinc se basan en
soluciones de silicato, que después del curado o secado,
cristalizan y forman una matriz inorgánica, manteniendo las
partículas de polvo de zinc juntos con el sustrato de acero. La
reacción de curado del imprimante etil silicato rico en zinc es (ver
Figura 23):
Figura 23: Obtención de la resina Silicato [8].
El curado posterior de los silicatos inorgánicos ricos en zinc
aparece para proporcionar el mejor aglutinante y la protección
más larga que cualquier imprimante rico en zinc. El polvo de zinc
es reactivo fuera del intervalo de pH de 5 a 10, por lo cual es
necesario una capa de acabado en ambientes de gases
químicos.
La acción, que forma la matriz de silicato de zinc dentro del
revestimiento y que rodea a las partículas de zinc, no reacciona
todo el zinc dentro del recubrimiento. Los iones de zinc se
forman a partir de la superficie de las partículas de zinc. Estos
se difunden en el gel de silicato que forma la matriz insoluble, sin
embargo, también hay una capa de silicato de zinc que rodea
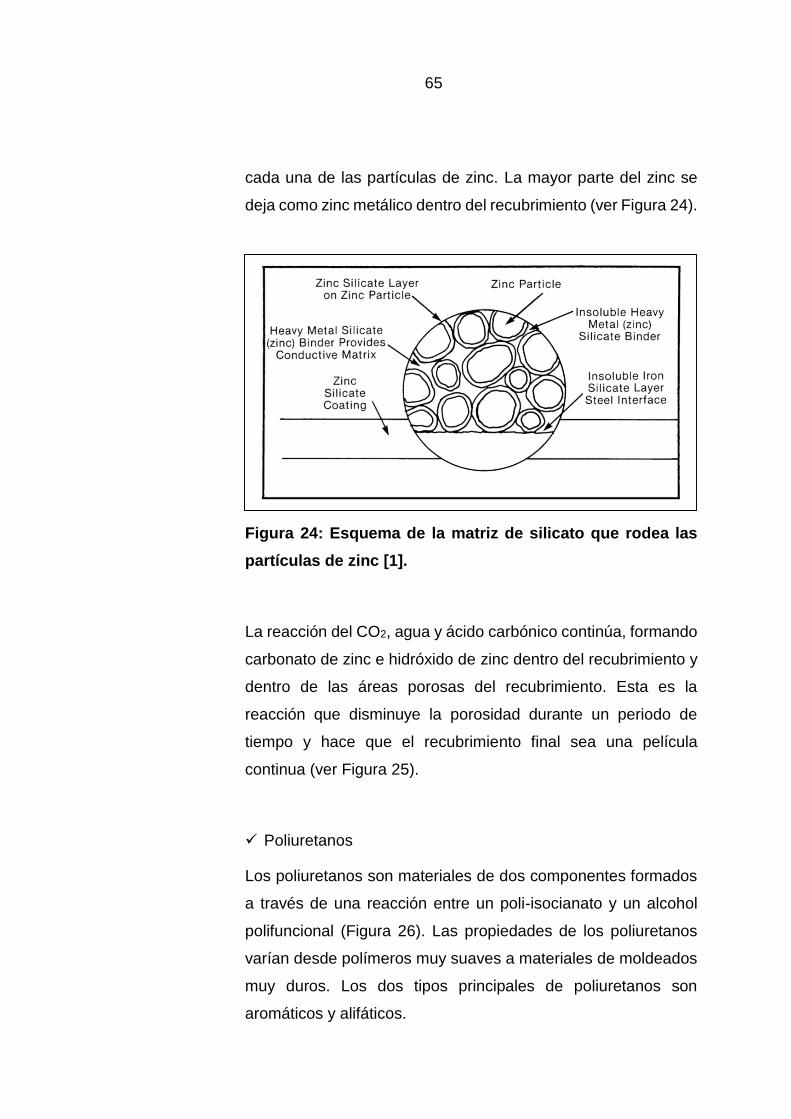
65
cada una de las partículas de zinc. La mayor parte del zinc se
deja como zinc metálico dentro del recubrimiento (ver Figura 24).
Figura 24: Esquema de la matriz de silicato que rodea las
partículas de zinc [1].
La reacción del CO2, agua y ácido carbónico continúa, formando
carbonato de zinc e hidróxido de zinc dentro del recubrimiento y
dentro de las áreas porosas del recubrimiento. Esta es la
reacción que disminuye la porosidad durante un periodo de
tiempo y hace que el recubrimiento final sea una película
continua (ver Figura 25).
Poliuretanos
Los poliuretanos son materiales de dos componentes formados
a través de una reacción entre un poli-isocianato y un alcohol
polifuncional (Figura 26). Las propiedades de los poliuretanos
varían desde polímeros muy suaves a materiales de moldeados
muy duros. Los dos tipos principales de poliuretanos son
aromáticos y alifáticos.
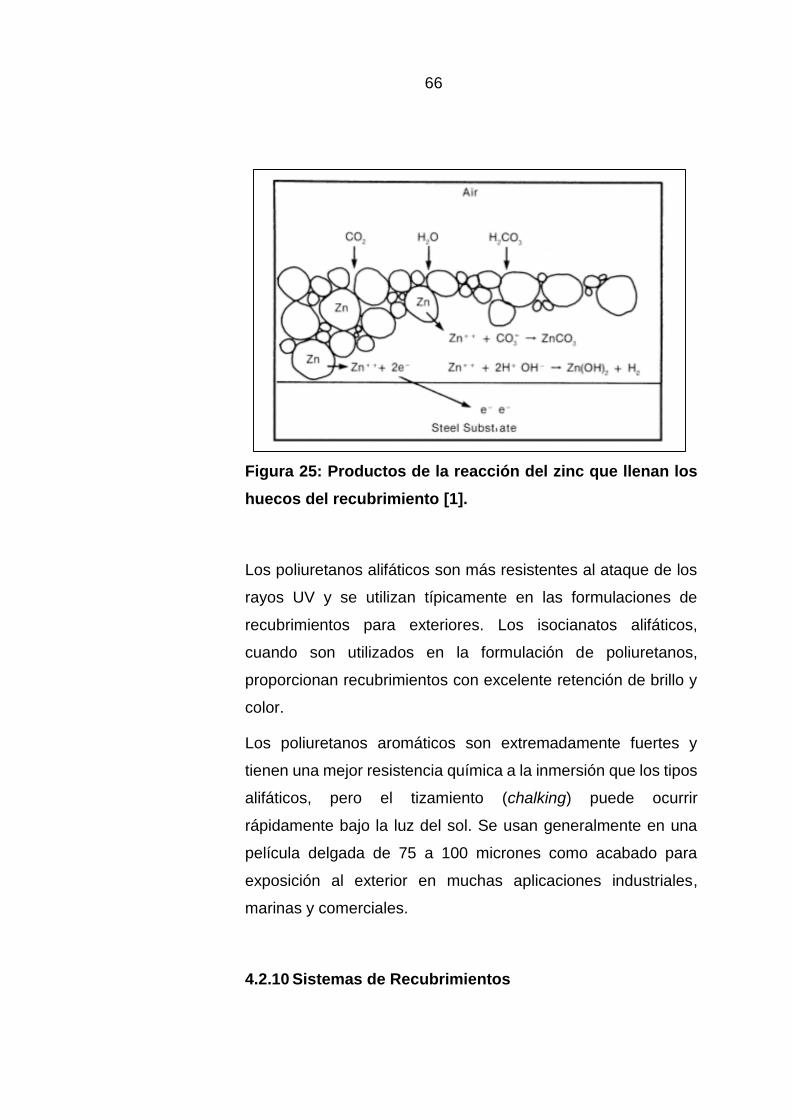
66
Figura 25: Productos de la reacción del zinc que llenan los
huecos del recubrimiento [1].
Los poliuretanos alifáticos son más resistentes al ataque de los
rayos UV y se utilizan típicamente en las formulaciones de
recubrimientos para exteriores. Los isocianatos alifáticos,
cuando son utilizados en la formulación de poliuretanos,
proporcionan recubrimientos con excelente retención de brillo y
color.
Los poliuretanos aromáticos son extremadamente fuertes y
tienen una mejor resistencia química a la inmersión que los tipos
alifáticos, pero el tizamiento (chalking) puede ocurrir
rápidamente bajo la luz del sol. Se usan generalmente en una
película delgada de 75 a 100 micrones como acabado para
exposición al exterior en muchas aplicaciones industriales,
marinas y comerciales.
4.2.10 Sistemas de Recubrimientos
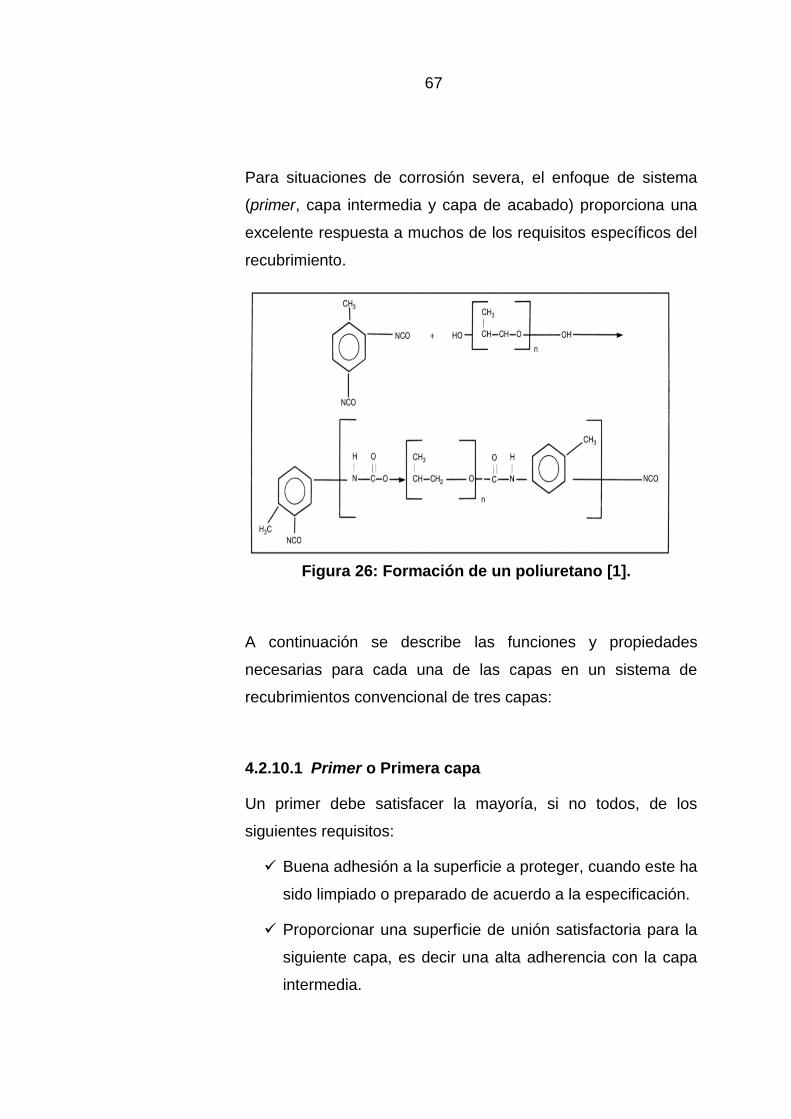
67
Para situaciones de corrosión severa, el enfoque de sistema
(primer, capa intermedia y capa de acabado) proporciona una
excelente respuesta a muchos de los requisitos específicos del
recubrimiento.
Figura 26: Formación de un poliuretano [1].
A continuación se describe las funciones y propiedades
necesarias para cada una de las capas en un sistema de
recubrimientos convencional de tres capas:
4.2.10.1 Primer o Primera capa
Un primer debe satisfacer la mayoría, si no todos, de los
siguientes requisitos:
Buena adhesión a la superficie a proteger, cuando este ha
sido limpiado o preparado de acuerdo a la especificación.
Proporcionar una superficie de unión satisfactoria para la
siguiente capa, es decir una alta adherencia con la capa
intermedia.
68
Poseer la capacidad de reprimir o retardar la propagación
de la corrosión de discontinuidades como son pinholes
(pequeños orificios), holidays (puntos vacíos) o roturas en
la película del recubrimiento.
Poseer la suficiente resistencia química y a la intemperie
para proteger la superficie durante un periodo de tiempo
mayor a lo previsto antes de la aplicación de la siguiente
capa en el sistema.
Apropiada flexibilidad.
4.2.10.2 Capa Intermedia
Las capas intermedias pueden ser requeridas en un sistema
para proporcionar una o más de las siguientes propiedades:
Espesor de película adecuado del sistema.
Un vínculo uniforme entre la imprimación y la capa de
acabado (capa de enlace).
Una barrera superior con respecto a los productos
químicos agresivos en el medio ambiente. (Puede ser
demasiado deficiente con respecto a la apariencia o
propiedades físicas para ser una capa de acabado
satisfactorio).
Incrementar la resistencia eléctrica del recubrimiento.
4.2.10.3 Capa de acabado
Las capas de acabado son las barreras iniciales para el medio
ambiente sino que también son las superficies visibles al público.
Estos también realizan funciones importantes como:

69
Proporcionar un sellado resistente para el sistema de
recubrimientos.
Formar una barrera inicial para el medio ambiente.
Proporcionar resistencia a los productos químicos, agua e
intemperie.
Proporcionar una superficie dura y resistente al desgaste.
Proporcionar un aspecto agradable.
4.2.11 Preparación de Superficie
El objetivo de la preparación de superficie es crear una adhesión
adecuada de un recubrimiento sobre el sustrato. La adhesión es
la clave para la efectividad del recubrimiento y determina si el
recubrimiento no es más que una hoja delgada de material
tendido en el sustrato o si se convierte en una parte real del
sustrato.
El propósito de la preparación de superficie es asegurar que la
fuerza máxima de enlace se desarrolle en la interface entre el
sustrato y el recubrimiento. Desde de un punto de vista de
preparación de la superficie, el tipo ideal de falla en el
recubrimiento es 100% cohesivo. Los tipos de falla o
desprendimiento cohesivo y adhesivo se muestran en las figuras
27, 28 y 29.
La fuerza de adhesión es la clave para el buen desempeño de
un recubrimiento y su durabilidad. Si la adhesión es débil, el
recubrimiento fallará gradualmente por ampollamiento, corrosión
bajo película o delaminación. Con una fuerte adhesión, el
recubrimiento puede soportar la mayoría de los requisitos de
resistencia al medio ambiente que de otra manera afectan su
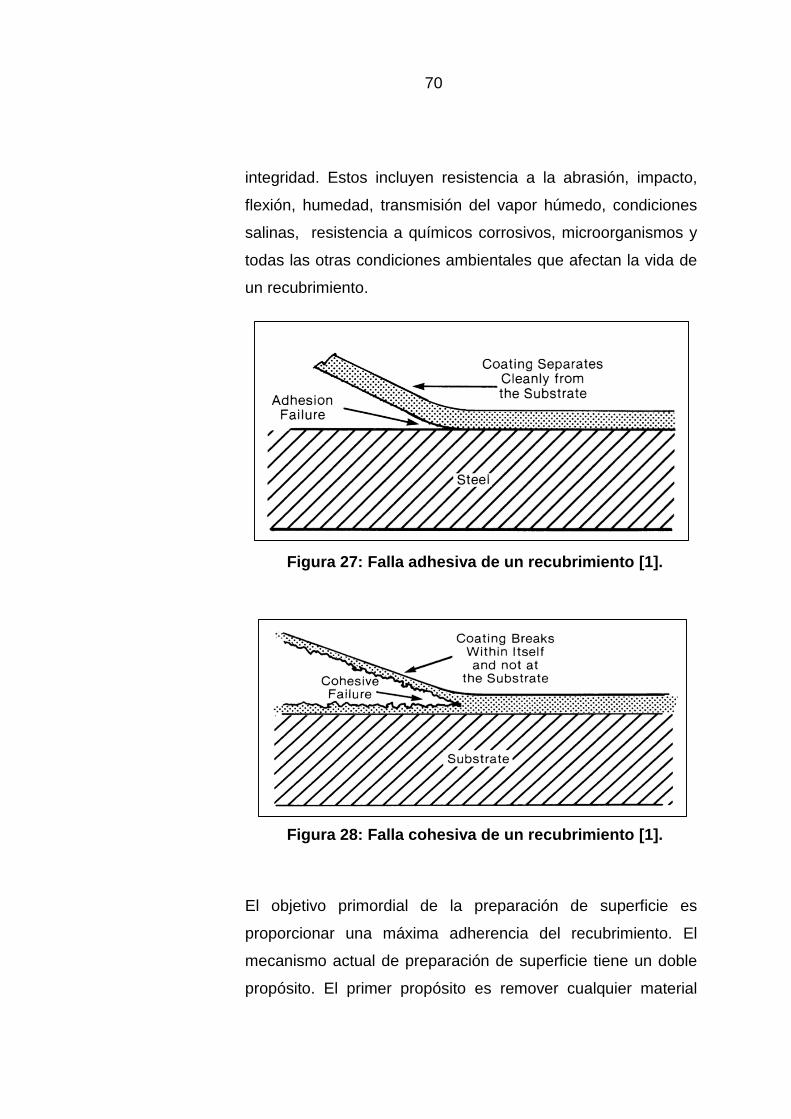
70
integridad. Estos incluyen resistencia a la abrasión, impacto,
flexión, humedad, transmisión del vapor húmedo, condiciones
salinas, resistencia a químicos corrosivos, microorganismos y
todas las otras condiciones ambientales que afectan la vida de
un recubrimiento.
Figura 27: Falla adhesiva de un recubrimiento [1].
Figura 28: Falla cohesiva de un recubrimiento [1].
El objetivo primordial de la preparación de superficie es
proporcionar una máxima adherencia del recubrimiento. El
mecanismo actual de preparación de superficie tiene un doble
propósito. El primer propósito es remover cualquier material

71
extraño, suelto de la superficie del sustrato, así como mill scale,
oxido, productos de reacción que cubren sitios activos de
adhesión sobre la superficie del metal. La remoción de dichos
materiales expone sitios reactivos, de modo que los primers
(imprimantes) pueden tener contacto con ellos y desarrollar la
adhesión máxima posible.
Figura 29: Falla adhesiva del sustrato [1].
El segundo propósito es incrementar el área de la superficie
aumentando la rugosidad y el perfil de anclaje. Una superficie no
preparada y ligeramente contaminada hace que los sitios
reactivos del metal y del recubrimiento estén separados por una
cierta distancia debido a la contaminación (Figura 30). Una
superficie preparada por chorro abrasivo no solo incrementa el
área de la superficie sino que además aumenta el número de
sitios de enlace que se convierten en efectivos. Esto no solo
mejora la adhesión mecánica del recubrimiento sino que además
mejora la adhesión química o polar en una cantidad igual (Figura
31).
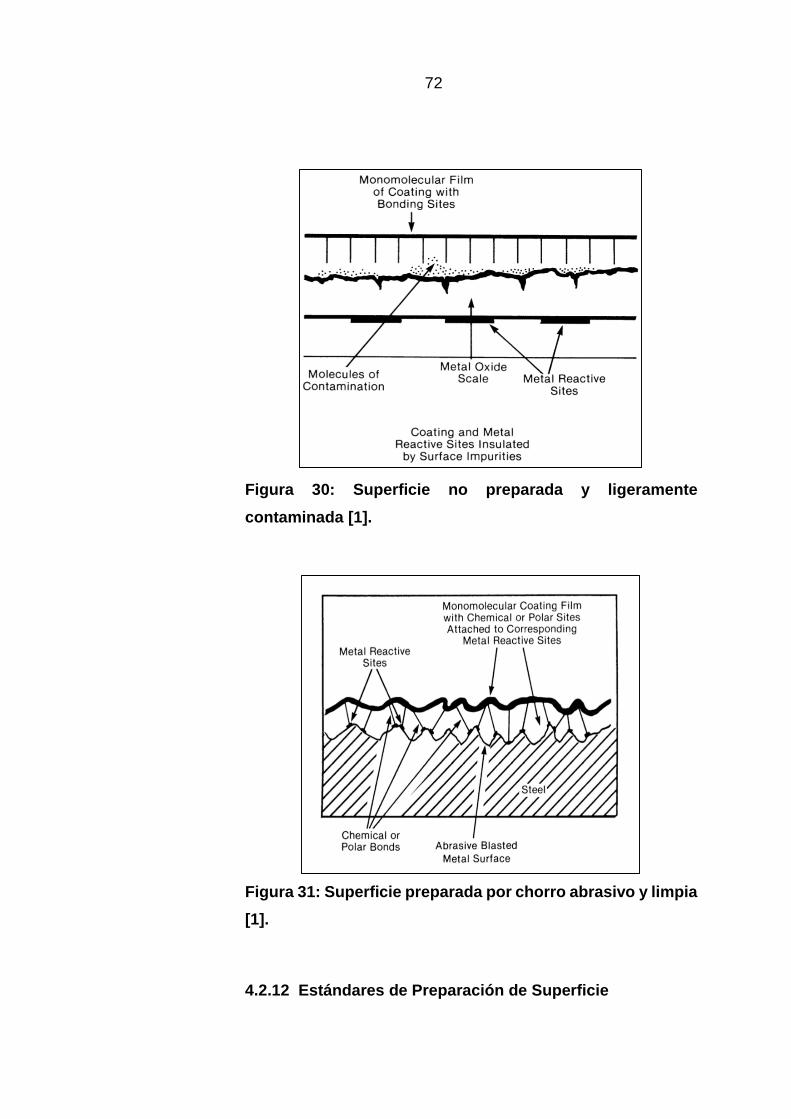
72
Figura 30: Superficie no preparada y ligeramente
contaminada [1].
Figura 31: Superficie preparada por chorro abrasivo y limpia
[1].
4.2.12 Estándares de Preparación de Superficie
73
Las normas escritas para la preparación de superficie incluyen
los estándares conjuntos NACE/SSPC y los estándares ISO.
Estos se consideran similares pero no equivalentes.
La SSPC: The Society for Protective Coatings, a través de sus
especificaciones reconoce 11 métodos de preparación del acero
para pintar. De ellos 5 son los procedimientos de limpieza
abrasiva que se emiten conjuntamente por SSPC y NACE
Internacional. La norma ISO 8501-1 (utilizado principalmente
internacionalmente) se correlaciona con varios de estos
estándares.
La tabla 1 enumera los estándares de preparación de superficie
mayormente usados.
Así mismo existen estándares visuales que complementan los
estándares escritos (Ver tabla 2).
4.2.13 Limpieza por Chorro Abrasivo
La limpieza por chorro abrasivo es el mejor método de
preparación de superficie (acero) para la aplicación de
recubrimientos protectores. Este tipo de limpieza elimina
efectivamente el óxido, escamas de laminación, pintura antigua
y algunos otros contaminantes. Ciertos contaminantes,
especialmente los no visibles (sales como cloruros, sulfatos,
nitratos, etc.) deben ser retirados antes del chorreado para evitar
la contaminación del abrasivo y de la superficie preparada.
El chorreado abrasivo aumenta el área superficial y por lo tanto
los sitios enlazables, esto se debe a la rugosidad generada en la
superficie por el chorro abrasivo. Esta rugosidad proporciona
adherencia mecánica así como adherencia química y polar para
el recubrimiento.
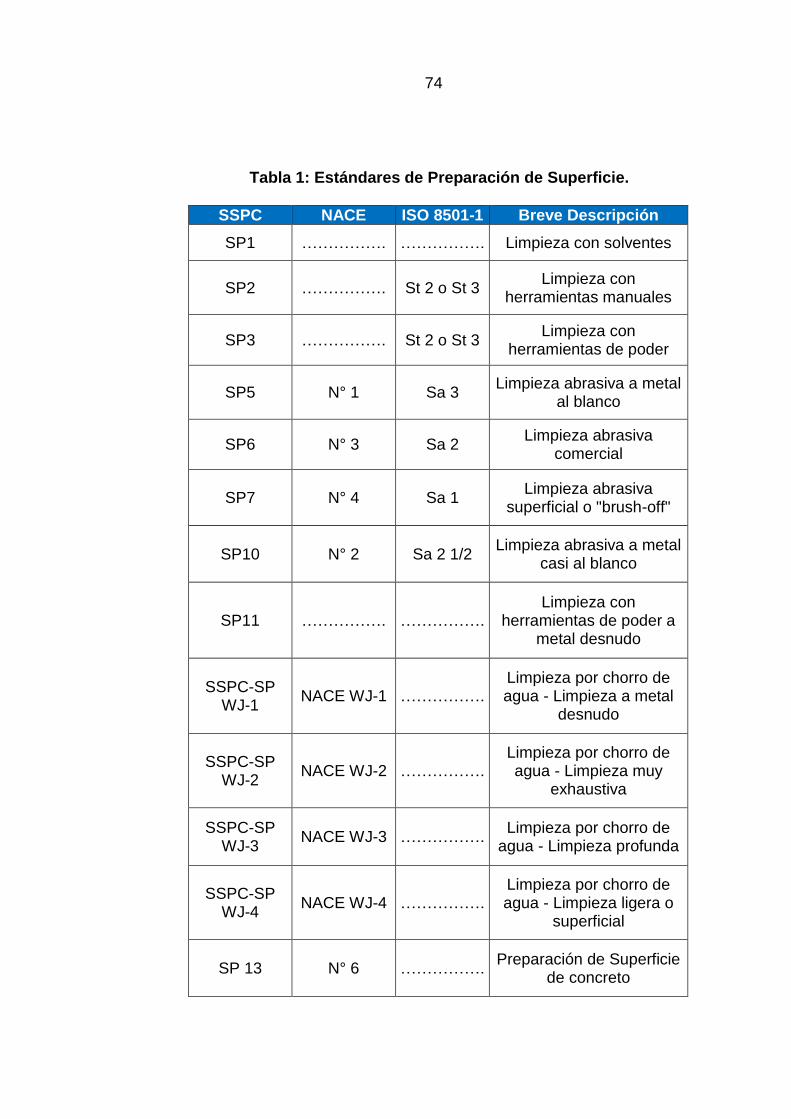
74
Tabla 1: Estándares de Preparación de Superficie.
SSPC NACE ISO 8501-1 Breve Descripción
SP1 ……………. ……………. Limpieza con solventes
SP2 ……………. St 2 o St 3 Limpieza con
herramientas manuales
SP3 ……………. St 2 o St 3 Limpieza con
herramientas de poder
SP5 N° 1 Sa 3 Limpieza abrasiva a metal
al blanco
SP6 N° 3 Sa 2 Limpieza abrasiva
comercial
SP7 N° 4 Sa 1 Limpieza abrasiva
superficial o "brush-off"
SP10 N° 2 Sa 2 1/2 Limpieza abrasiva a metal
casi al blanco
SP11 ……………. ……………. Limpieza con
herramientas de poder a metal desnudo
SSPC-SP WJ-1
NACE WJ-1 ……………. Limpieza por chorro de agua - Limpieza a metal
desnudo
SSPC-SP WJ-2
NACE WJ-2 ……………. Limpieza por chorro de agua - Limpieza muy
exhaustiva
SSPC-SP WJ-3
NACE WJ-3 ……………. Limpieza por chorro de
agua - Limpieza profunda
SSPC-SP WJ-4
NACE WJ-4 ……………. Limpieza por chorro de agua - Limpieza ligera o
superficial
SP 13 N° 6 ……………. Preparación de Superficie
de concreto

75
Tabla 2: Estándares Visuales de Preparación de Superficie.
Breve Descripción Estándar
Estándar visual para superficies limpiadas por chorro abrasivo seco
ISO 8501-1 , SSPC-VIS 1
Estándar visual para la evaluación del grado de oxidación sobre superficies
de acero recubierto
ISO 4628-3 , SSPC-VIS 2
Estándar visual para superficies limpiadas con herramientas manuales
y de poder
ISO 8501-1 , SSPC-VIS 3
Guía y Referencia Fotográfica para superficies de acero preparadas por
Chorro de agua SSPC-VIS 4
Los siguientes dos elementos son necesarios para que el
chorreado abrasivo sea efectivo: un abrasivo limpio y duro; y un
equipo que impulsará el abrasivo contra el acero con una
velocidad suficiente para cortar el metal.
Existen básicamente tres métodos para que las partículas
abrasivas puedan ser aceleradas para obtener el impacto
suficiente para cortar la superficie del metal. Esto son chorro con
aire, chorreado abrasivo húmedo (en el cual las partículas
abrasivas son incluidas en una corriente de agua) y chorreado
mecánico giratorio (donde el abrasivo es descargado de una
rueda de paletas que gira rápidamente, lanzando el abrasivo
contra la superficie metálica). El primer y segundo método son
métodos manuales de chorreado, que pueden ser usados en
cualquier lugar donde el chorreado abrasivo es permitido,
mientras que el tercero es un método mecánico y es
principalmente una operación dentro de una planta, aunque las
76
unidades portátiles más recientes son capaces de ser utilizados
en operaciones específicas de campo.
A continuación se explica cada uno de los métodos
mencionados:
a. Chorreado abrasivo con aire
El chorreado abrasivo con aire a presión es el método más
comúnmente usado para la preparación de superficie.
Varios abrasivos diferentes pueden ser usados con este
procedimiento o método de chorreado y puede ser usado para
el chorreado en barcos, estructuras de acero, concreto y muchas
otras superficies diferentes. Este es el tipo de preparación de
superficie más versátil y sin duda implica el costo más bajo de
cualquier método de preparación de superficie además del
método de chorreado giratorio. Además este método de
preparación de superficie es el más efectivo, particularmente
para recubrimientos que son utilizados en áreas altamente
corrosivas.
La principal ventaja de un sistema de chorreado abrasivo con
aire es que la superficie preparada está seca. A menos que haya
humedad considerable en la zona, la superficie permanecerá
seco hasta que se aplique el recubrimiento, que normalmente se
realiza el mismo día. Otra ventaja es que el residuo que puede
haber quedado en la superficie es simplemente polvo y por lo
tanto puede ser retirado fácilmente por soplado con aire
comprimido limpio, quitar el polvillo con brochas, cepillos de
cerdas de nylon o también con una aspiradora industrial. Cuando
la contaminación por polvo es removida, la superficie está lista
para pintar. Este método también da una buena producción y un
buen perfil; pero sobre todo, puede proporcionar una superficie
77
buena, limpia y seca sobre el cual se puede aplicar un
recubrimiento.
La desventaja del chorreado abrasivo seco es principalmente el
polvo que se forma debido a la ruptura de las partículas del
abrasivo. Las leyes ambientales son rigurosas con respecto a la
emisión de material particulado a la atmósfera. El polvo también
es perjudicial para el individuo que puede respirarlo. Esto es
particularmente cierto para el polvo de silicato. Mientras la sílice
es más perjudicial debido a la silicosis, otros polvos de fuentes
no silíceas no llevan esta amenaza. Sin embargo, ninguno
debería trabajar en un área de polvo de cualquier tipo sin una
protección adecuada.
El equipo para Limpieza con Chorro abrasivo de aire posee 5
componentes básicos (Ver Figura 32):
1) Compresor de aire,
2) Manguera de aire,
3) Máquina de chorreado,
4) Manguera de abrasivo y
5) Boquilla.
b. Chorreado abrasivo húmedo
Debido al problema de polución del aire generado en el
chorreado abrasivo seco, allí recientemente ha ido creciendo el
uso del chorreado abrasivo húmedo. Existen dos métodos de
chorreado húmedo, uno utiliza el chorro de agua a alta presión,
que incluye una cantidad pequeña de abrasivo, mientras que el
otro método más común, simplemente añade a la boquilla o en
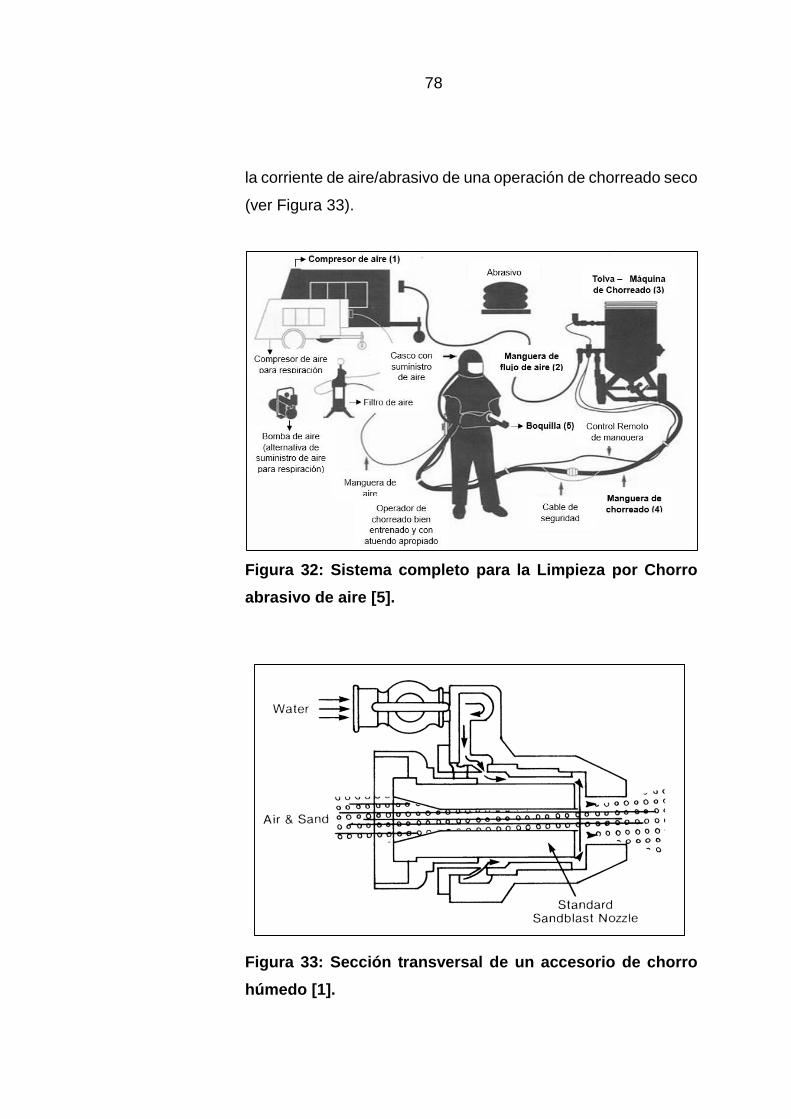
78
la corriente de aire/abrasivo de una operación de chorreado seco
(ver Figura 33).
Figura 32: Sistema completo para la Limpieza por Chorro
abrasivo de aire [5].
Figura 33: Sección transversal de un accesorio de chorro
húmedo [1].
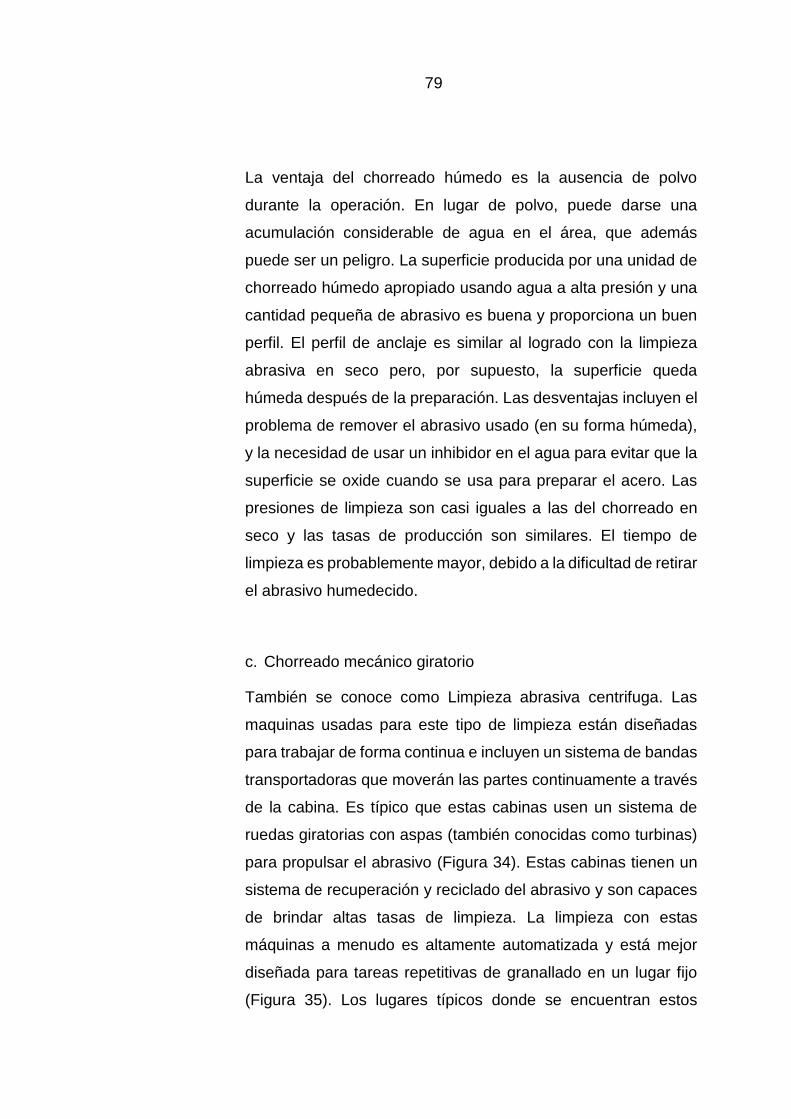
79
La ventaja del chorreado húmedo es la ausencia de polvo
durante la operación. En lugar de polvo, puede darse una
acumulación considerable de agua en el área, que además
puede ser un peligro. La superficie producida por una unidad de
chorreado húmedo apropiado usando agua a alta presión y una
cantidad pequeña de abrasivo es buena y proporciona un buen
perfil. El perfil de anclaje es similar al logrado con la limpieza
abrasiva en seco pero, por supuesto, la superficie queda
húmeda después de la preparación. Las desventajas incluyen el
problema de remover el abrasivo usado (en su forma húmeda),
y la necesidad de usar un inhibidor en el agua para evitar que la
superficie se oxide cuando se usa para preparar el acero. Las
presiones de limpieza son casi iguales a las del chorreado en
seco y las tasas de producción son similares. El tiempo de
limpieza es probablemente mayor, debido a la dificultad de retirar
el abrasivo humedecido.
c. Chorreado mecánico giratorio
También se conoce como Limpieza abrasiva centrifuga. Las
maquinas usadas para este tipo de limpieza están diseñadas
para trabajar de forma continua e incluyen un sistema de bandas
transportadoras que moverán las partes continuamente a través
de la cabina. Es típico que estas cabinas usen un sistema de
ruedas giratorias con aspas (también conocidas como turbinas)
para propulsar el abrasivo (Figura 34). Estas cabinas tienen un
sistema de recuperación y reciclado del abrasivo y son capaces
de brindar altas tasas de limpieza. La limpieza con estas
máquinas a menudo es altamente automatizada y está mejor
diseñada para tareas repetitivas de granallado en un lugar fijo
(Figura 35). Los lugares típicos donde se encuentran estos
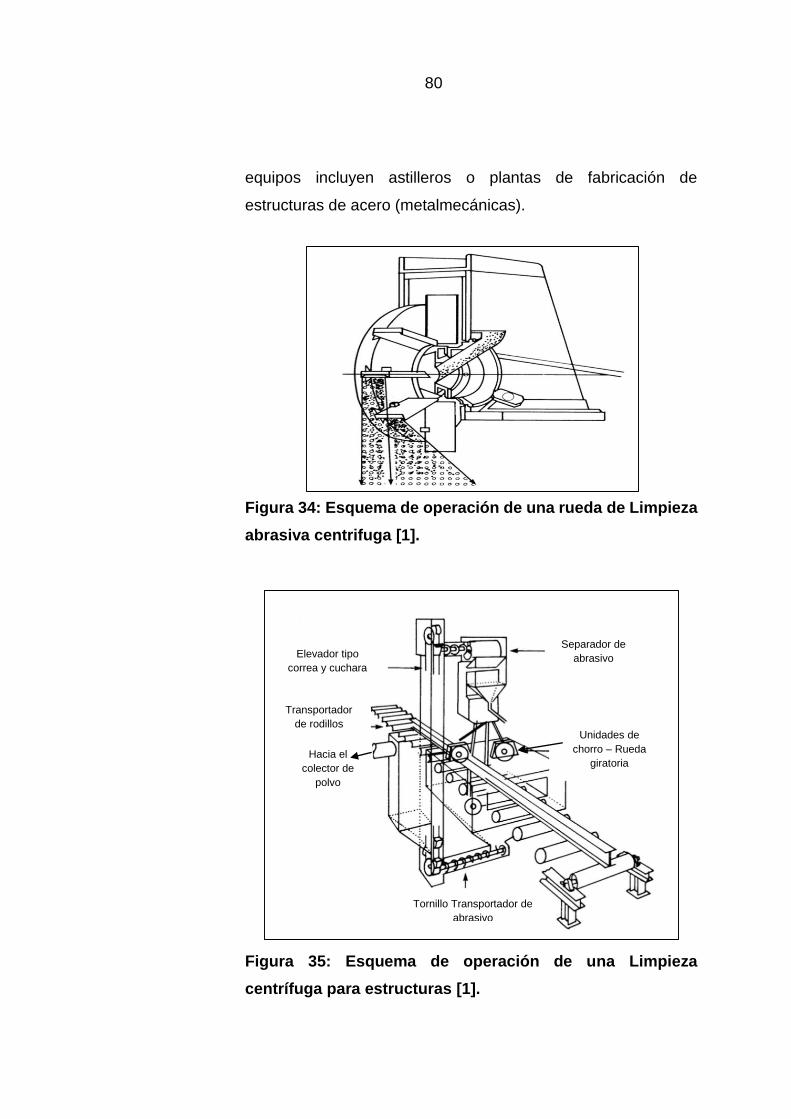
80
equipos incluyen astilleros o plantas de fabricación de
estructuras de acero (metalmecánicas).
Figura 34: Esquema de operación de una rueda de Limpieza
abrasiva centrifuga [1].
Figura 35: Esquema de operación de una Limpieza
centrífuga para estructuras [1].
Elevador tipo
correa y cuchara
Separador de
abrasivo
Unidades de
chorro – Rueda
giratoria
Transportador
de rodillos
Hacia el
colector de
polvo
Tornillo Transportador de
abrasivo
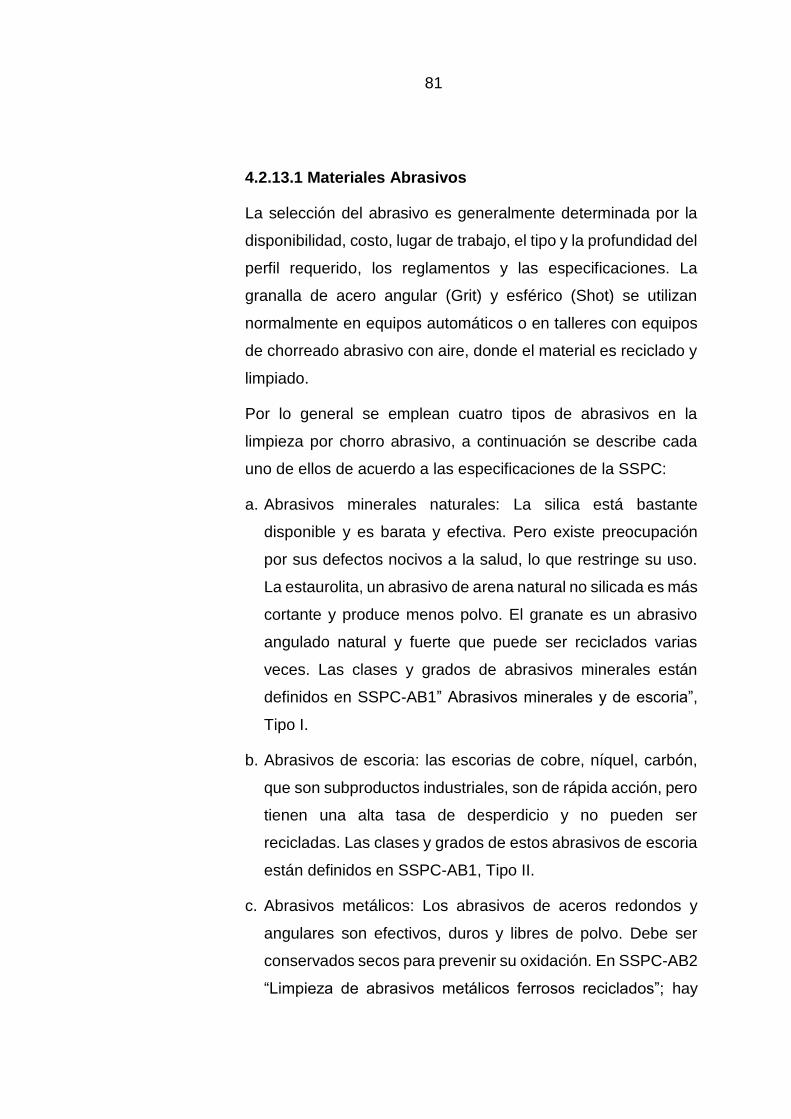
81
4.2.13.1 Materiales Abrasivos
La selección del abrasivo es generalmente determinada por la
disponibilidad, costo, lugar de trabajo, el tipo y la profundidad del
perfil requerido, los reglamentos y las especificaciones. La
granalla de acero angular (Grit) y esférico (Shot) se utilizan
normalmente en equipos automáticos o en talleres con equipos
de chorreado abrasivo con aire, donde el material es reciclado y
limpiado.
Por lo general se emplean cuatro tipos de abrasivos en la
limpieza por chorro abrasivo, a continuación se describe cada
uno de ellos de acuerdo a las especificaciones de la SSPC:
a. Abrasivos minerales naturales: La silica está bastante
disponible y es barata y efectiva. Pero existe preocupación
por sus defectos nocivos a la salud, lo que restringe su uso.
La estaurolita, un abrasivo de arena natural no silicada es más
cortante y produce menos polvo. El granate es un abrasivo
angulado natural y fuerte que puede ser reciclados varias
veces. Las clases y grados de abrasivos minerales están
definidos en SSPC-AB1” Abrasivos minerales y de escoria”,
Tipo I.
b. Abrasivos de escoria: las escorias de cobre, níquel, carbón,
que son subproductos industriales, son de rápida acción, pero
tienen una alta tasa de desperdicio y no pueden ser
recicladas. Las clases y grados de estos abrasivos de escoria
están definidos en SSPC-AB1, Tipo II.
c. Abrasivos metálicos: Los abrasivos de aceros redondos y
angulares son efectivos, duros y libres de polvo. Debe ser
conservados secos para prevenir su oxidación. En SSPC-AB2
“Limpieza de abrasivos metálicos ferrosos reciclados”; hay
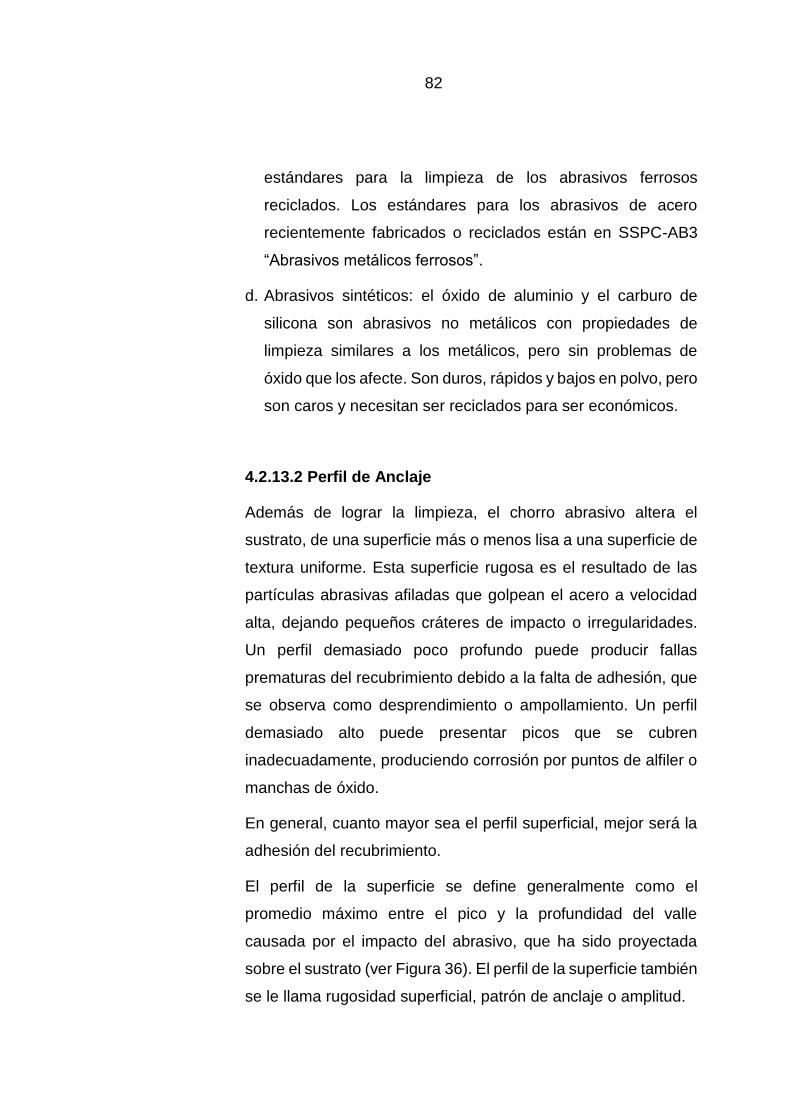
82
estándares para la limpieza de los abrasivos ferrosos
reciclados. Los estándares para los abrasivos de acero
recientemente fabricados o reciclados están en SSPC-AB3
“Abrasivos metálicos ferrosos”.
d. Abrasivos sintéticos: el óxido de aluminio y el carburo de
silicona son abrasivos no metálicos con propiedades de
limpieza similares a los metálicos, pero sin problemas de
óxido que los afecte. Son duros, rápidos y bajos en polvo, pero
son caros y necesitan ser reciclados para ser económicos.
4.2.13.2 Perfil de Anclaje
Además de lograr la limpieza, el chorro abrasivo altera el
sustrato, de una superficie más o menos lisa a una superficie de
textura uniforme. Esta superficie rugosa es el resultado de las
partículas abrasivas afiladas que golpean el acero a velocidad
alta, dejando pequeños cráteres de impacto o irregularidades.
Un perfil demasiado poco profundo puede producir fallas
prematuras del recubrimiento debido a la falta de adhesión, que
se observa como desprendimiento o ampollamiento. Un perfil
demasiado alto puede presentar picos que se cubren
inadecuadamente, produciendo corrosión por puntos de alfiler o
manchas de óxido.
En general, cuanto mayor sea el perfil superficial, mejor será la
adhesión del recubrimiento.
El perfil de la superficie se define generalmente como el
promedio máximo entre el pico y la profundidad del valle
causada por el impacto del abrasivo, que ha sido proyectada
sobre el sustrato (ver Figura 36). El perfil de la superficie también
se le llama rugosidad superficial, patrón de anclaje o amplitud.

83
El principal factor que contribuye a la obtención de un perfil de
superficie es el tamaño de las partículas abrasivas. Otros
factores incluyen: la condición de la superficie del acero y dureza
del acero, las presiones utilizadas durante la limpieza con chorro
abrasivo, el ángulo al que se lleva a cabo la limpieza con chorro
abrasivo y la distancia entre la boquilla y la superficie.
Figura 36: Esquema de un perfil de anclaje [6].
La profundidad del perfil de anclaje puede evaluarse mediante
diferentes métodos:
a. Comparadores ISO
Los comparadores han sido electroformados en níquel de alta
pureza a partir de un patrón acero al carbono, cuyos segmentos
cumplen con los requerimientos de ISO 8503, parte 1 (Ver figura
37). De acuerdo a la ISO 8503 hay dos tipos de medidores – Tipo
G para los abrasivos a base de granalla angular (grit) y tipo S
para granalla esférica (shot). Para la medición se selecciona el
comparador tipo G o S de perfil de anclaje apropiado y se coloca
sobre el área a examinar. Con la ayuda de una lupa iluminada
de 5X, se coloca el comparador sobre la superficie preparada,
para determinar la rugosidad en el comparador que más se
acerca al perfil de la superficie y así determinar el grado. Estos
comparadores de perfil de anclaje pueden ser usados de
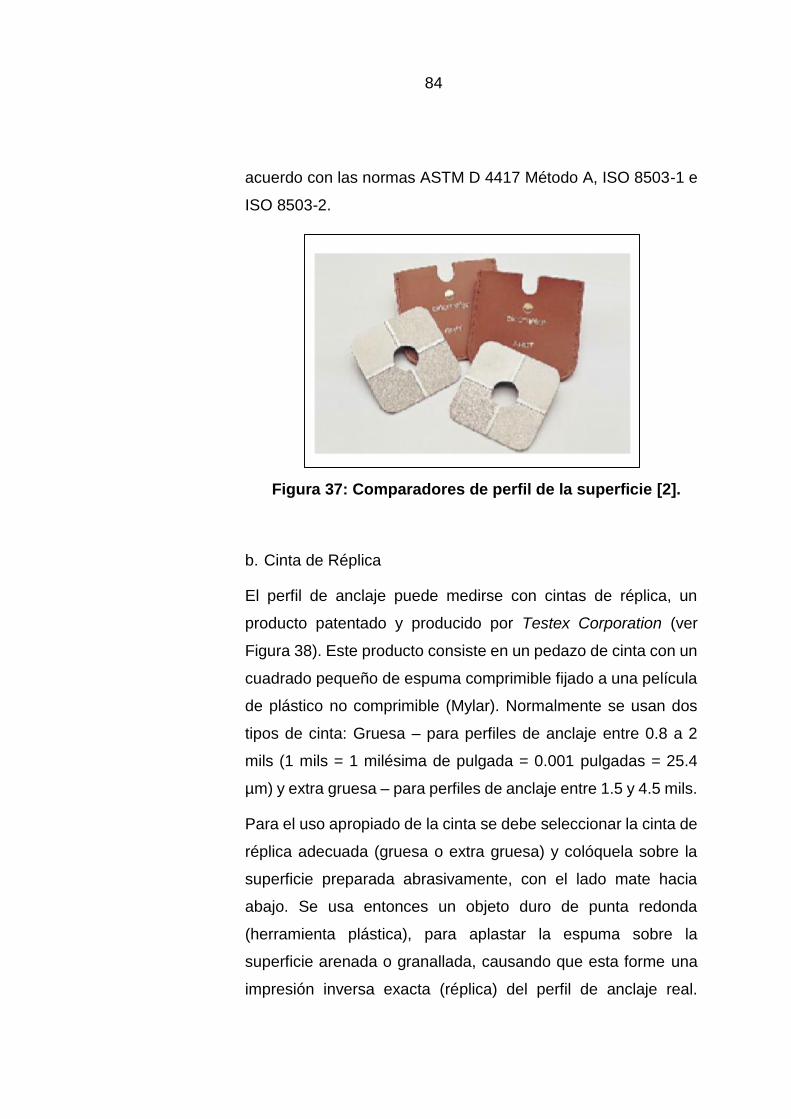
84
acuerdo con las normas ASTM D 4417 Método A, ISO 8503-1 e
ISO 8503-2.
Figura 37: Comparadores de perfil de la superficie [2].
b. Cinta de Réplica
El perfil de anclaje puede medirse con cintas de réplica, un
producto patentado y producido por Testex Corporation (ver
Figura 38). Este producto consiste en un pedazo de cinta con un
cuadrado pequeño de espuma comprimible fijado a una película
de plástico no comprimible (Mylar). Normalmente se usan dos
tipos de cinta: Gruesa – para perfiles de anclaje entre 0.8 a 2
mils (1 mils = 1 milésima de pulgada = 0.001 pulgadas = 25.4
µm) y extra gruesa – para perfiles de anclaje entre 1.5 y 4.5 mils.
Para el uso apropiado de la cinta se debe seleccionar la cinta de
réplica adecuada (gruesa o extra gruesa) y colóquela sobre la
superficie preparada abrasivamente, con el lado mate hacia
abajo. Se usa entonces un objeto duro de punta redonda
(herramienta plástica), para aplastar la espuma sobre la
superficie arenada o granallada, causando que esta forme una
impresión inversa exacta (réplica) del perfil de anclaje real.
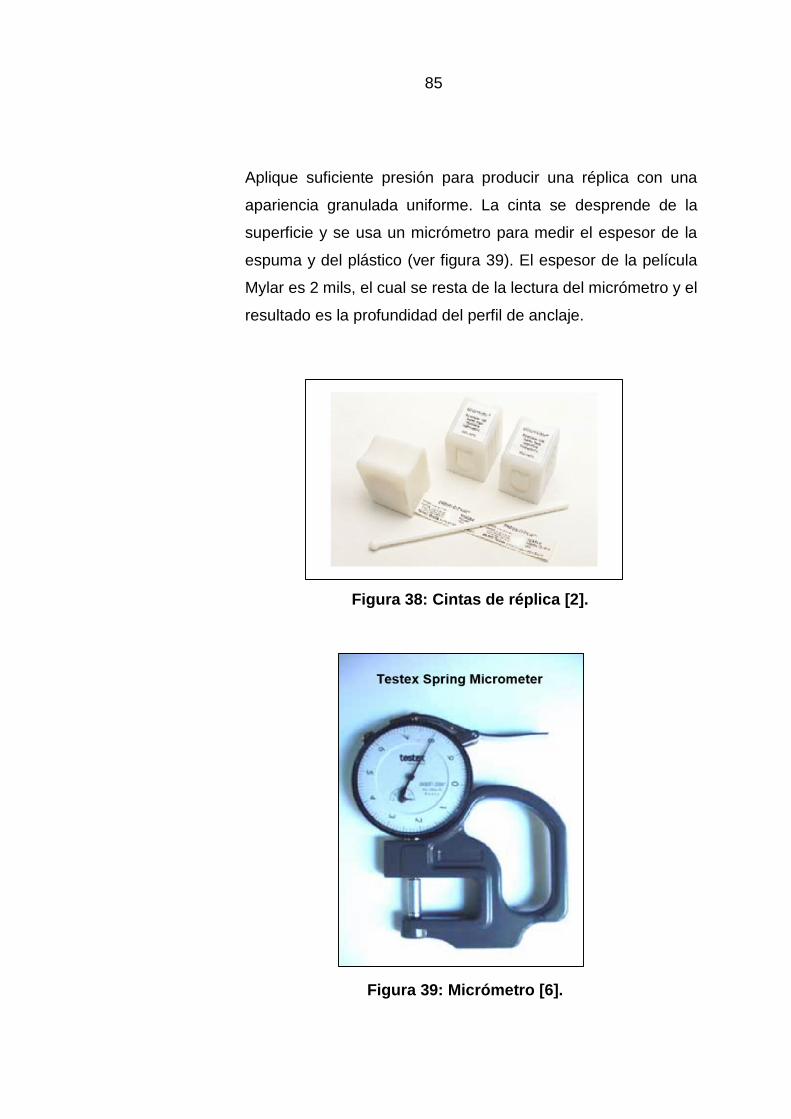
85
Aplique suficiente presión para producir una réplica con una
apariencia granulada uniforme. La cinta se desprende de la
superficie y se usa un micrómetro para medir el espesor de la
espuma y del plástico (ver figura 39). El espesor de la película
Mylar es 2 mils, el cual se resta de la lectura del micrómetro y el
resultado es la profundidad del perfil de anclaje.
Figura 38: Cintas de réplica [2].
Figura 39: Micrómetro [6].
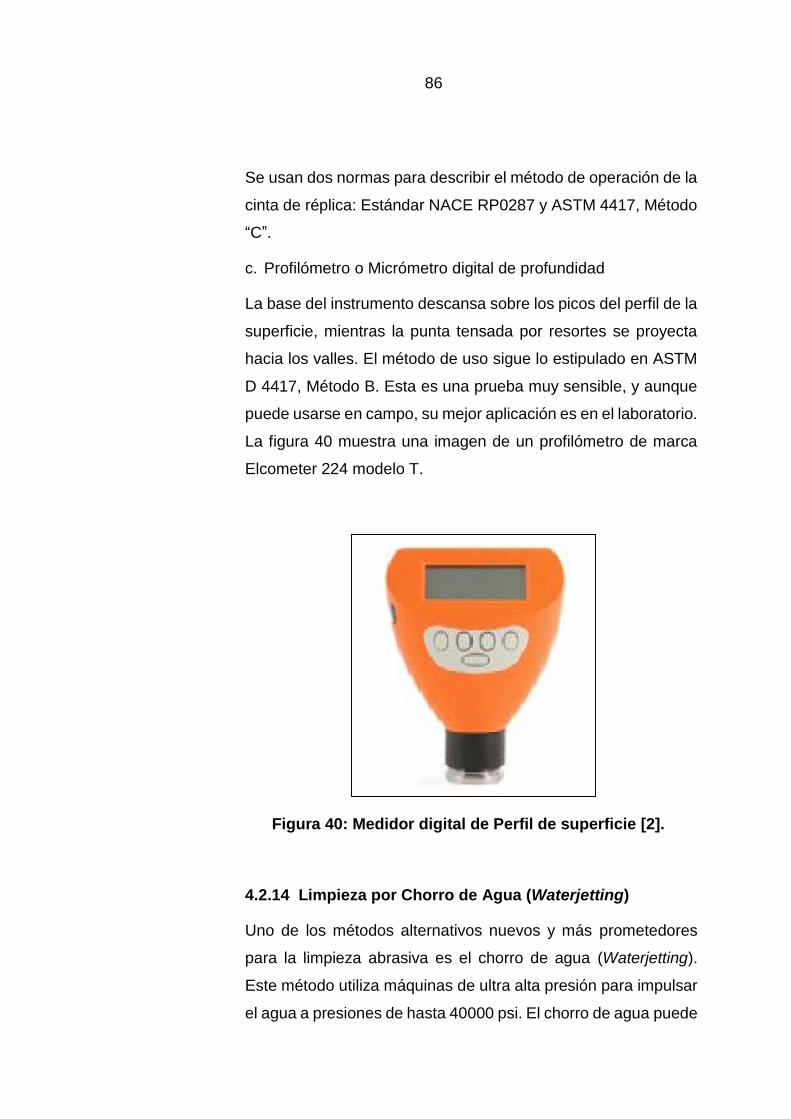
86
Se usan dos normas para describir el método de operación de la
cinta de réplica: Estándar NACE RP0287 y ASTM 4417, Método
“C”.
c. Profilómetro o Micrómetro digital de profundidad
La base del instrumento descansa sobre los picos del perfil de la
superficie, mientras la punta tensada por resortes se proyecta
hacia los valles. El método de uso sigue lo estipulado en ASTM
D 4417, Método B. Esta es una prueba muy sensible, y aunque
puede usarse en campo, su mejor aplicación es en el laboratorio.
La figura 40 muestra una imagen de un profilómetro de marca
Elcometer 224 modelo T.
Figura 40: Medidor digital de Perfil de superficie [2].
4.2.14 Limpieza por Chorro de Agua (Waterjetting)
Uno de los métodos alternativos nuevos y más prometedores
para la limpieza abrasiva es el chorro de agua (Waterjetting).
Este método utiliza máquinas de ultra alta presión para impulsar
el agua a presiones de hasta 40000 psi. El chorro de agua puede

87
eliminar los recubrimientos y revestimientos existentes,
cascarilla de laminación, oxido y otros contaminantes en la
superficie como sales solubles, grasa y aceite. Dado que el
proceso de Waterjetting no puede producir un perfil de la
superficie, no es una opción viable antes de aplicar un
recubrimiento de protección a menos que ya exista un perfil de
superficie o a menos que el recubrimiento que se aplicará no
requiera un perfil de superficie. El chorro de agua no produce un
perfil de anclaje de la magnitud reconocida por la industria de
recubrimientos; más bien expone el perfil original de la superficie
preparada abrasivamente, si es que éste existe. La figura 41
muestra una operación de Waterjetting en donde se observa que
durante este proceso hay una visibilidad excelente ya que no
crea una nube de polvo como sucede en el chorreado abrasivo
seco al aire libre. Una de las operaciones que consumen mucho
tiempo y costos asociados con la limpieza abrasiva tradicional
es el recojo y eliminación de los abrasivos utilizados. Con el
Waterjetting no se usan abrasivos por lo cual no hay que
recoger, reciclar o disponer; esto ahorra mucho tiempo y dinero.
Una de las principales ventajas del Waterjetting es que no deja
polvo u otro material suelto sobre las superficies limpiadas, que
a menudo actúan como contaminantes que interfieren con la
adhesión del recubrimiento o promueven la corrosión.
A veces el Waterjetting (WJ) es usado después de una limpieza
abrasiva, cuando la superficie preparada muestra evidencias de
manchas parecida a un óxido de color negruzco. Estos puntos
negros generalmente indican la presencia de contaminación por
cloruros que se ha dado durante el proceso de chorreado
abrasivo o que ya estaba presente en el acero antes de la
limpieza abrasiva o a través de otros medios. El WJ se utiliza
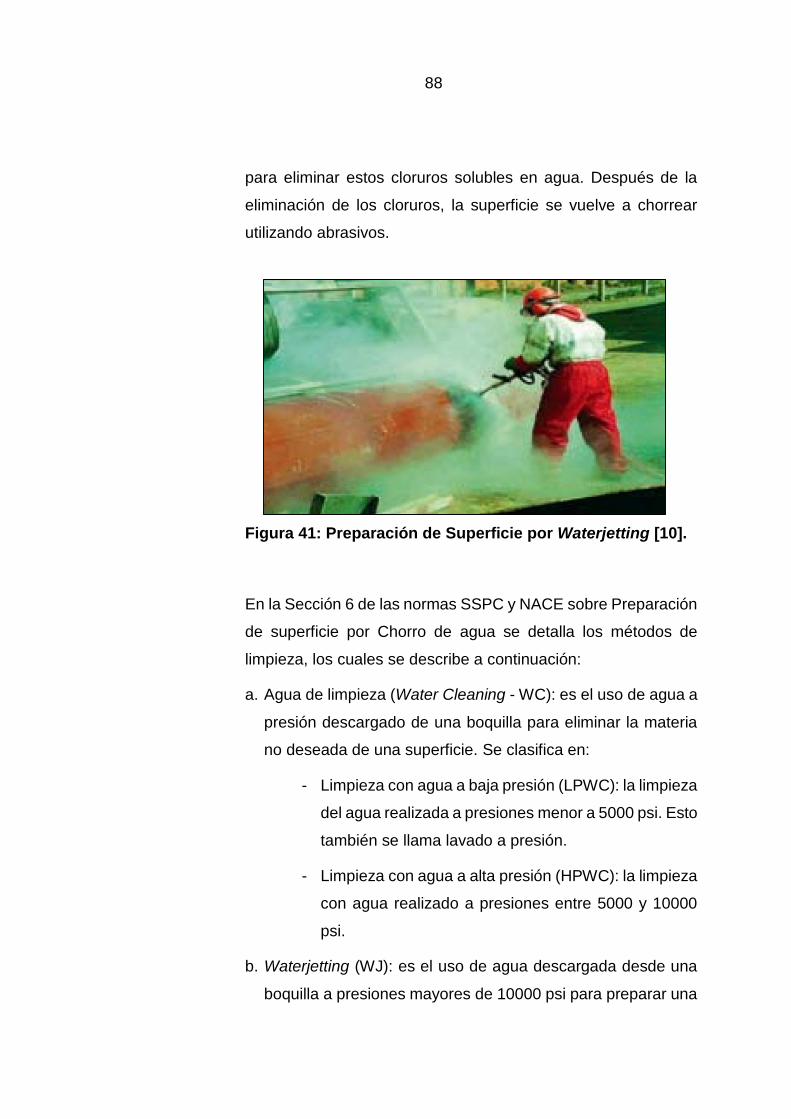
88
para eliminar estos cloruros solubles en agua. Después de la
eliminación de los cloruros, la superficie se vuelve a chorrear
utilizando abrasivos.
Figura 41: Preparación de Superficie por Waterjetting [10].
En la Sección 6 de las normas SSPC y NACE sobre Preparación
de superficie por Chorro de agua se detalla los métodos de
limpieza, los cuales se describe a continuación:
a. Agua de limpieza (Water Cleaning - WC): es el uso de agua a
presión descargado de una boquilla para eliminar la materia
no deseada de una superficie. Se clasifica en:
- Limpieza con agua a baja presión (LPWC): la limpieza
del agua realizada a presiones menor a 5000 psi. Esto
también se llama lavado a presión.
- Limpieza con agua a alta presión (HPWC): la limpieza
con agua realizado a presiones entre 5000 y 10000
psi.
b. Waterjetting (WJ): es el uso de agua descargada desde una
boquilla a presiones mayores de 10000 psi para preparar una
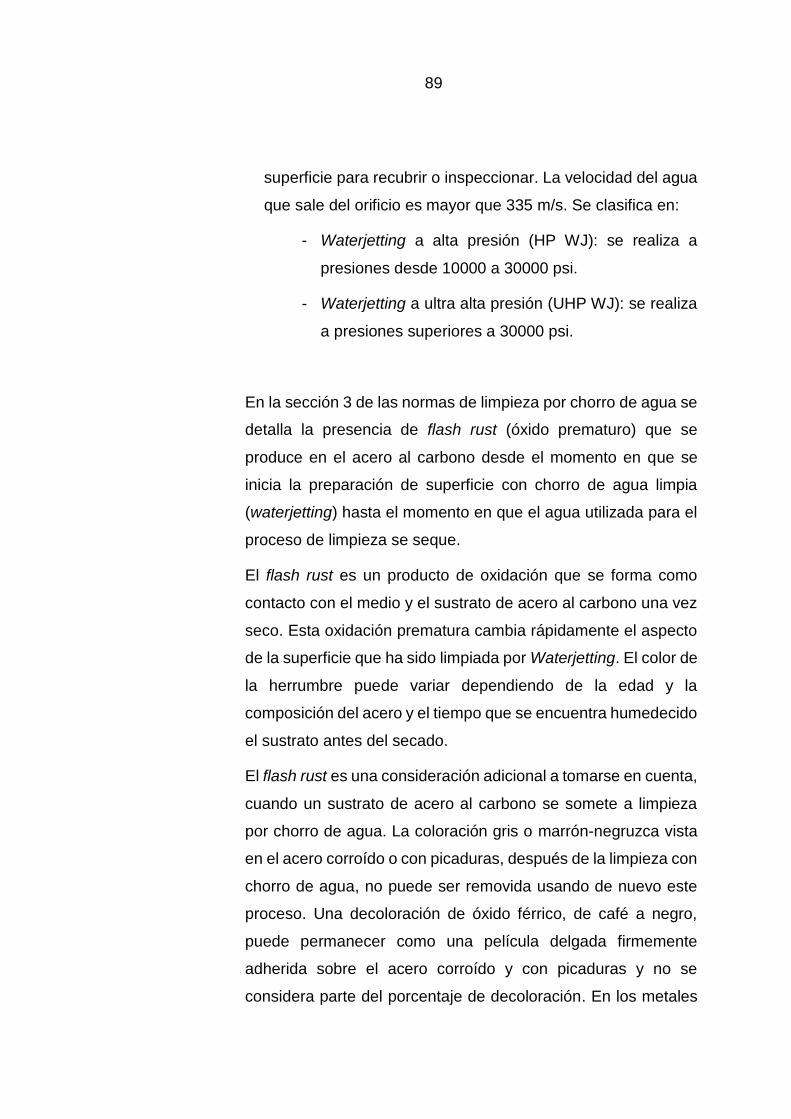
89
superficie para recubrir o inspeccionar. La velocidad del agua
que sale del orificio es mayor que 335 m/s. Se clasifica en:
- Waterjetting a alta presión (HP WJ): se realiza a
presiones desde 10000 a 30000 psi.
- Waterjetting a ultra alta presión (UHP WJ): se realiza
a presiones superiores a 30000 psi.
En la sección 3 de las normas de limpieza por chorro de agua se
detalla la presencia de flash rust (óxido prematuro) que se
produce en el acero al carbono desde el momento en que se
inicia la preparación de superficie con chorro de agua limpia
(waterjetting) hasta el momento en que el agua utilizada para el
proceso de limpieza se seque.
El flash rust es un producto de oxidación que se forma como
contacto con el medio y el sustrato de acero al carbono una vez
seco. Esta oxidación prematura cambia rápidamente el aspecto
de la superficie que ha sido limpiada por Waterjetting. El color de
la herrumbre puede variar dependiendo de la edad y la
composición del acero y el tiempo que se encuentra humedecido
el sustrato antes del secado.
El flash rust es una consideración adicional a tomarse en cuenta,
cuando un sustrato de acero al carbono se somete a limpieza
por chorro de agua. La coloración gris o marrón-negruzca vista
en el acero corroído o con picaduras, después de la limpieza con
chorro de agua, no puede ser removida usando de nuevo este
proceso. Una decoloración de óxido férrico, de café a negro,
puede permanecer como una película delgada firmemente
adherida sobre el acero corroído y con picaduras y no se
considera parte del porcentaje de decoloración. En los metales

90
que no son de acero al carbono puede manifestarse también
como una decoloración.
Los grados de Flash Rust (Ver Figura 42) pueden ser descritos
cualitativamente, como sigue:
- No flash rust (no hay oxidación): una superficie de
acero que, cuando se observa sin amplificación, no
exhibe ningún oxido visible.
- Flash rust Ligero (L): un superficie que, cuando se
observa sin amplificación, exhibe cantidades
pequeñas de una capa de óxido amarillo café, a
través del cual se puede observar el sustrato de
acero. El óxido o decoloración puede estar distribuida
uniformemente o presente por zonas, pero está
fuertemente adherida y no se quita fácilmente con un
paño pasado ligeramente sobre la superficie.
- Flash rust Moderado (M): una superficie de acero al
carbono que, cuando se observa sin amplificación,
exhibe una capa de óxido amarillo café que
obscurece la superficie original del acero. La capa de
óxido puede estar incluso distribuida uniformemente
o presente por zonas, pero está razonablemente bien
adherida y deja marcas ligeras en un paño pasado
ligeramente sobre la superficie.
- Flash rust Pesado (H): una superficie de acero que,
cuando se observa sin amplificación, exhibe una capa
densa de óxido rojo castaño que esconde
completamente la condición inicial de la superficie. El
óxido puede estar incluso distribuido uniformemente
o presente en zonas, pero el óxido que está
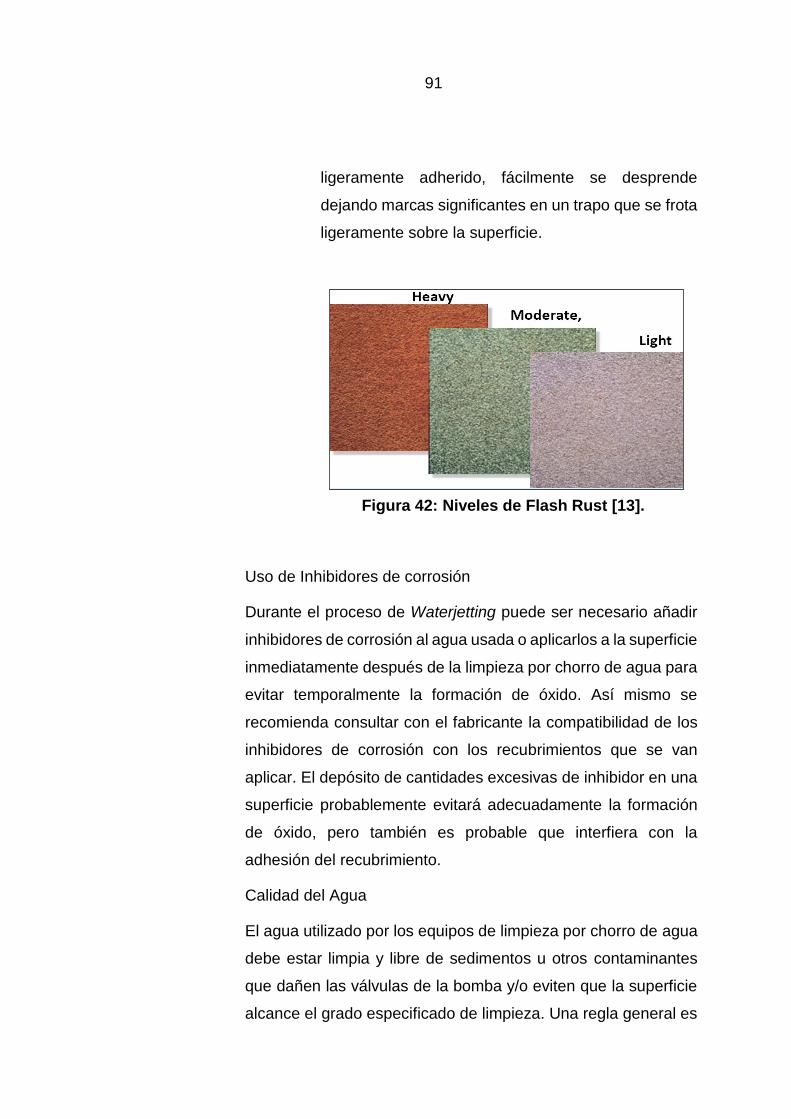
91
ligeramente adherido, fácilmente se desprende
dejando marcas significantes en un trapo que se frota
ligeramente sobre la superficie.
Figura 42: Niveles de Flash Rust [13].
Uso de Inhibidores de corrosión
Durante el proceso de Waterjetting puede ser necesario añadir
inhibidores de corrosión al agua usada o aplicarlos a la superficie
inmediatamente después de la limpieza por chorro de agua para
evitar temporalmente la formación de óxido. Así mismo se
recomienda consultar con el fabricante la compatibilidad de los
inhibidores de corrosión con los recubrimientos que se van
aplicar. El depósito de cantidades excesivas de inhibidor en una
superficie probablemente evitará adecuadamente la formación
de óxido, pero también es probable que interfiera con la
adhesión del recubrimiento.
Calidad del Agua
El agua utilizado por los equipos de limpieza por chorro de agua
debe estar limpia y libre de sedimentos u otros contaminantes
que dañen las válvulas de la bomba y/o eviten que la superficie
alcance el grado especificado de limpieza. Una regla general es
92
que el filtro de agua ayudará en la vida útil de los equipos de
limpieza por chorro de agua.
Si bien es cierto que la calidad del agua es importante en el
proceso de Waterjetting, es necesario también centrarse en los
criterios de desempeño final del sustrato antes de aplicar el
recubrimiento. Estos criterios deben enfocarse en la medición de
la superficie después de la limpieza. Las mediciones de
apariencia visible, perfil de anclaje, aceite, grasa y
contaminantes no visibles como sales y otros materiales
extraños, es lo fundamental en la preparación de superficie y no
la calidad del agua.
La contaminación no visible es la presencia de materia orgánica,
tales como películas delgadas de aceite y/o grasa, materiales
inorgánicos iónicos y/o solubles tales como cloruros, sales
ferrosas, nitratos y sulfatos que pueden estar presentes sobre el
sustrato. Estos contaminantes, junto con sus concentraciones,
se pueden identificar usando ensayos de laboratorio y de campo
como se describe en el estándar SSPC Guía 15 “Métodos de
campo para la recuperación y análisis de sales solubles en el
acero y otros sustratos no porosos”. El método de prueba o
procedimiento que se utilizará para determinar el nivel de
contaminantes no visibles debe ser abordado en la
especificación del proyecto.
Equipo y Sistema de Chorro de Agua
El equipo de Waterjetting básico necesario para llevar a cabo
con éxito el trabajo se muestra en la Figura 43.
La unidad comercial de chorro de agua puede ser montada sobre
una plataforma, remolque o camión y usualmente consiste en
bombas, mangueras, unidad motora (diesel, electricidad, etc.) y
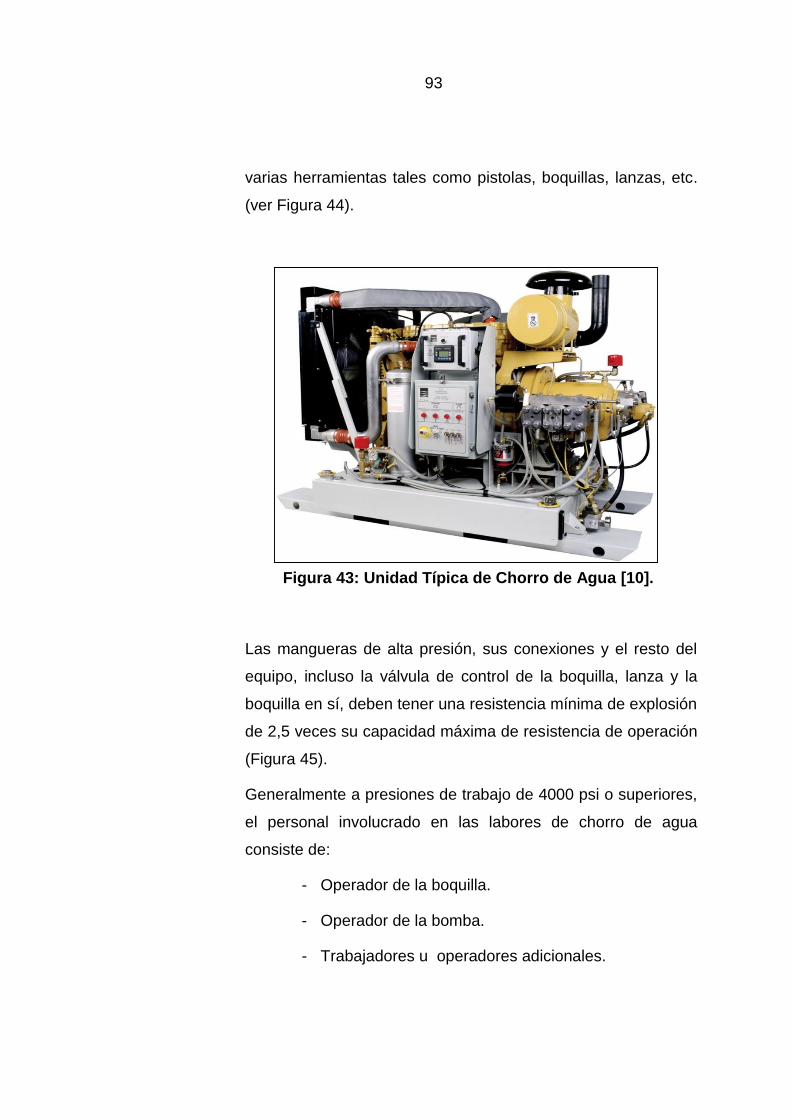
93
varias herramientas tales como pistolas, boquillas, lanzas, etc.
(ver Figura 44).
Figura 43: Unidad Típica de Chorro de Agua [10].
Las mangueras de alta presión, sus conexiones y el resto del
equipo, incluso la válvula de control de la boquilla, lanza y la
boquilla en sí, deben tener una resistencia mínima de explosión
de 2,5 veces su capacidad máxima de resistencia de operación
(Figura 45).
Generalmente a presiones de trabajo de 4000 psi o superiores,
el personal involucrado en las labores de chorro de agua
consiste de:
- Operador de la boquilla.
- Operador de la bomba.
- Trabajadores u operadores adicionales.

94
El operador de la boquilla controla la operación mientras se
aplica el chorro de agua. El sostiene la pistola y la lanza o
manguera de suministro y controla el movimiento y dirección del
chorro.
Figura 44: Unidad de Waterjetting sobre remolque [Fuente:
Elaboración propia].
Figura 45: Pistola de Chorro de agua con boquilla [3].
Bomba
Salida
de
Agua
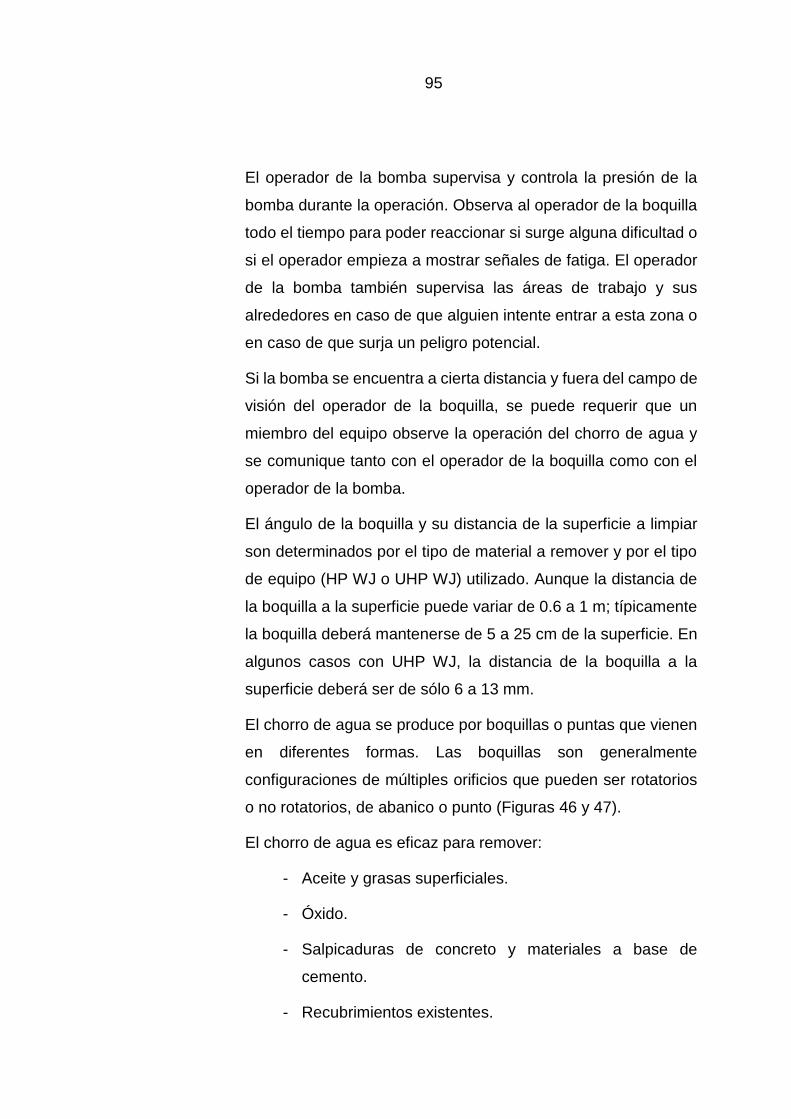
95
El operador de la bomba supervisa y controla la presión de la
bomba durante la operación. Observa al operador de la boquilla
todo el tiempo para poder reaccionar si surge alguna dificultad o
si el operador empieza a mostrar señales de fatiga. El operador
de la bomba también supervisa las áreas de trabajo y sus
alrededores en caso de que alguien intente entrar a esta zona o
en caso de que surja un peligro potencial.
Si la bomba se encuentra a cierta distancia y fuera del campo de
visión del operador de la boquilla, se puede requerir que un
miembro del equipo observe la operación del chorro de agua y
se comunique tanto con el operador de la boquilla como con el
operador de la bomba.
El ángulo de la boquilla y su distancia de la superficie a limpiar
son determinados por el tipo de material a remover y por el tipo
de equipo (HP WJ o UHP WJ) utilizado. Aunque la distancia de
la boquilla a la superficie puede variar de 0.6 a 1 m; típicamente
la boquilla deberá mantenerse de 5 a 25 cm de la superficie. En
algunos casos con UHP WJ, la distancia de la boquilla a la
superficie deberá ser de sólo 6 a 13 mm.
El chorro de agua se produce por boquillas o puntas que vienen
en diferentes formas. Las boquillas son generalmente
configuraciones de múltiples orificios que pueden ser rotatorios
o no rotatorios, de abanico o punto (Figuras 46 y 47).
El chorro de agua es eficaz para remover:
- Aceite y grasas superficiales.
- Óxido.
- Salpicaduras de concreto y materiales a base de
cemento.
- Recubrimientos existentes.

96
- Cantidades dañinas de contaminantes solubles en agua
que no pueden removerse mediante limpieza abrasiva,
sobre todo en el fondo de picaduras, grietas, cavidades
y cráteres en sustratos metálicos corroídos como el
acero.
Figura 46: Boquillas con múltiples orificios [10].
Figura 47: Gráfica de remoción de recubrimiento antiguo a
diferentes presiones y tamaño de orificio [10].
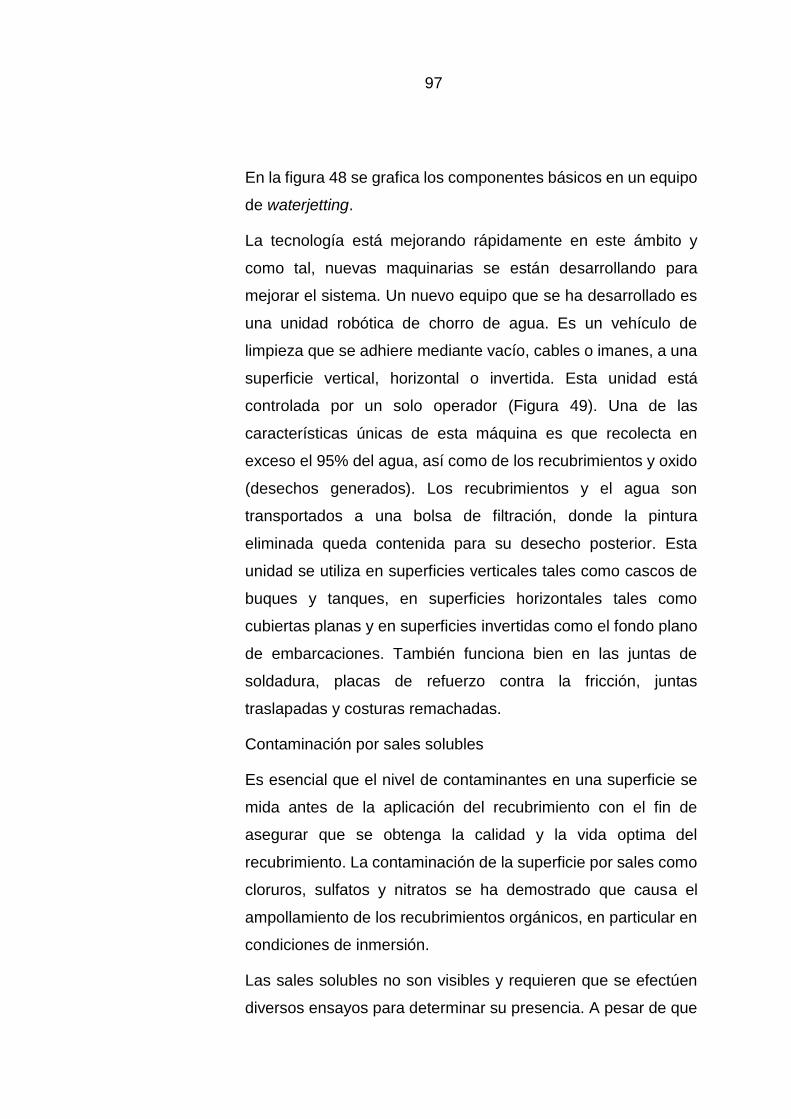
97
En la figura 48 se grafica los componentes básicos en un equipo
de waterjetting.
La tecnología está mejorando rápidamente en este ámbito y
como tal, nuevas maquinarias se están desarrollando para
mejorar el sistema. Un nuevo equipo que se ha desarrollado es
una unidad robótica de chorro de agua. Es un vehículo de
limpieza que se adhiere mediante vacío, cables o imanes, a una
superficie vertical, horizontal o invertida. Esta unidad está
controlada por un solo operador (Figura 49). Una de las
características únicas de esta máquina es que recolecta en
exceso el 95% del agua, así como de los recubrimientos y oxido
(desechos generados). Los recubrimientos y el agua son
transportados a una bolsa de filtración, donde la pintura
eliminada queda contenida para su desecho posterior. Esta
unidad se utiliza en superficies verticales tales como cascos de
buques y tanques, en superficies horizontales tales como
cubiertas planas y en superficies invertidas como el fondo plano
de embarcaciones. También funciona bien en las juntas de
soldadura, placas de refuerzo contra la fricción, juntas
traslapadas y costuras remachadas.
Contaminación por sales solubles
Es esencial que el nivel de contaminantes en una superficie se
mida antes de la aplicación del recubrimiento con el fin de
asegurar que se obtenga la calidad y la vida optima del
recubrimiento. La contaminación de la superficie por sales como
cloruros, sulfatos y nitratos se ha demostrado que causa el
ampollamiento de los recubrimientos orgánicos, en particular en
condiciones de inmersión.
Las sales solubles no son visibles y requieren que se efectúen
diversos ensayos para determinar su presencia. A pesar de que
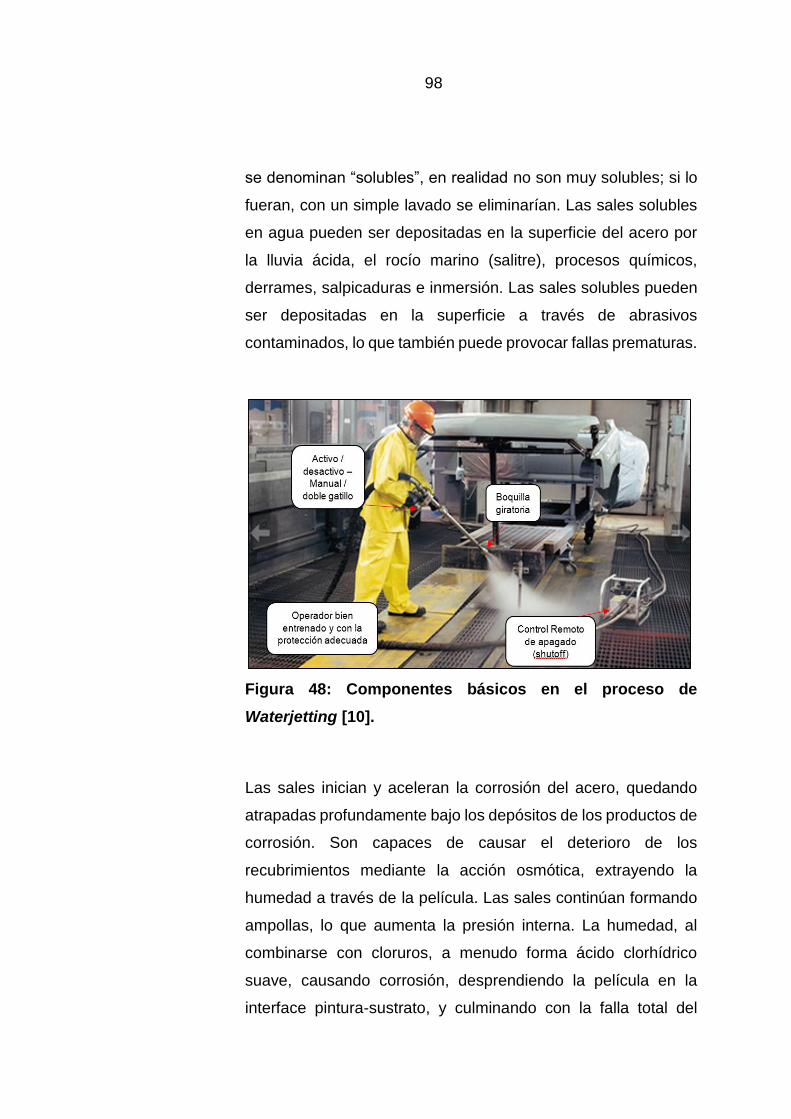
98
se denominan “solubles”, en realidad no son muy solubles; si lo
fueran, con un simple lavado se eliminarían. Las sales solubles
en agua pueden ser depositadas en la superficie del acero por
la lluvia ácida, el rocío marino (salitre), procesos químicos,
derrames, salpicaduras e inmersión. Las sales solubles pueden
ser depositadas en la superficie a través de abrasivos
contaminados, lo que también puede provocar fallas prematuras.
Figura 48: Componentes básicos en el proceso de
Waterjetting [10].
Las sales inician y aceleran la corrosión del acero, quedando
atrapadas profundamente bajo los depósitos de los productos de
corrosión. Son capaces de causar el deterioro de los
recubrimientos mediante la acción osmótica, extrayendo la
humedad a través de la película. Las sales continúan formando
ampollas, lo que aumenta la presión interna. La humedad, al
combinarse con cloruros, a menudo forma ácido clorhídrico
suave, causando corrosión, desprendiendo la película en la
interface pintura-sustrato, y culminando con la falla total del
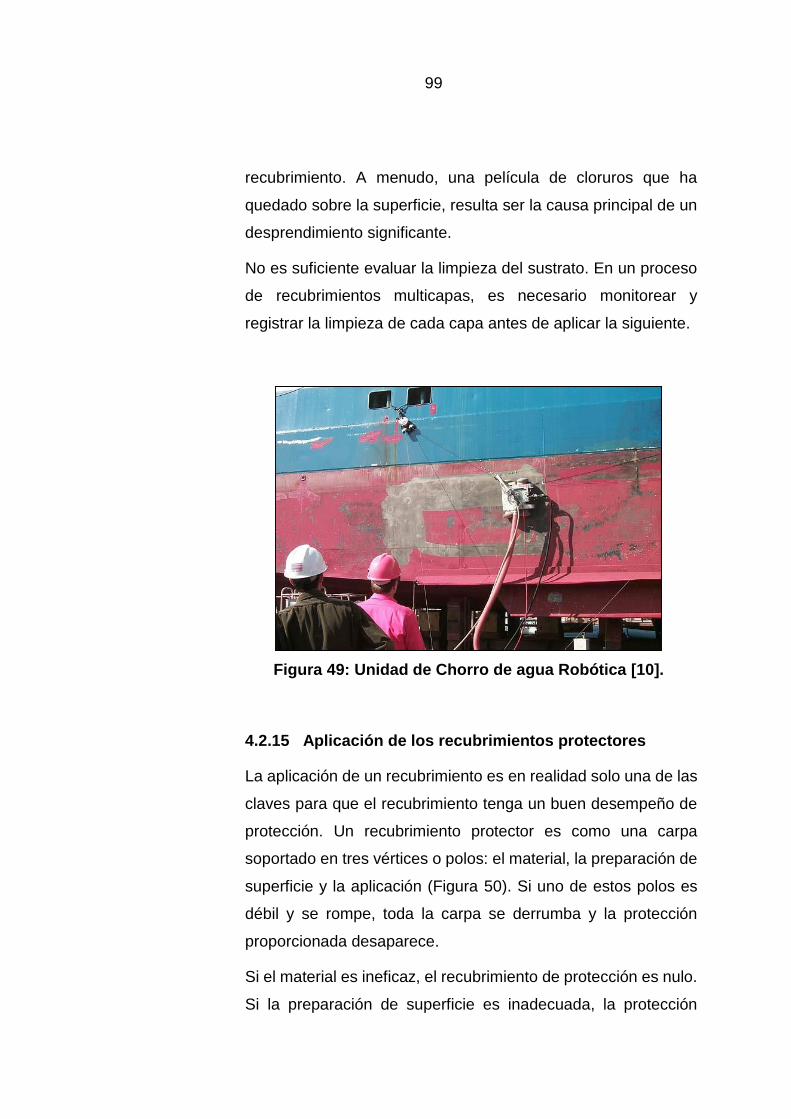
99
recubrimiento. A menudo, una película de cloruros que ha
quedado sobre la superficie, resulta ser la causa principal de un
desprendimiento significante.
No es suficiente evaluar la limpieza del sustrato. En un proceso
de recubrimientos multicapas, es necesario monitorear y
registrar la limpieza de cada capa antes de aplicar la siguiente.
Figura 49: Unidad de Chorro de agua Robótica [10].
4.2.15 Aplicación de los recubrimientos protectores
La aplicación de un recubrimiento es en realidad solo una de las
claves para que el recubrimiento tenga un buen desempeño de
protección. Un recubrimiento protector es como una carpa
soportado en tres vértices o polos: el material, la preparación de
superficie y la aplicación (Figura 50). Si uno de estos polos es
débil y se rompe, toda la carpa se derrumba y la protección
proporcionada desaparece.
Si el material es ineficaz, el recubrimiento de protección es nulo.
Si la preparación de superficie es inadecuada, la protección
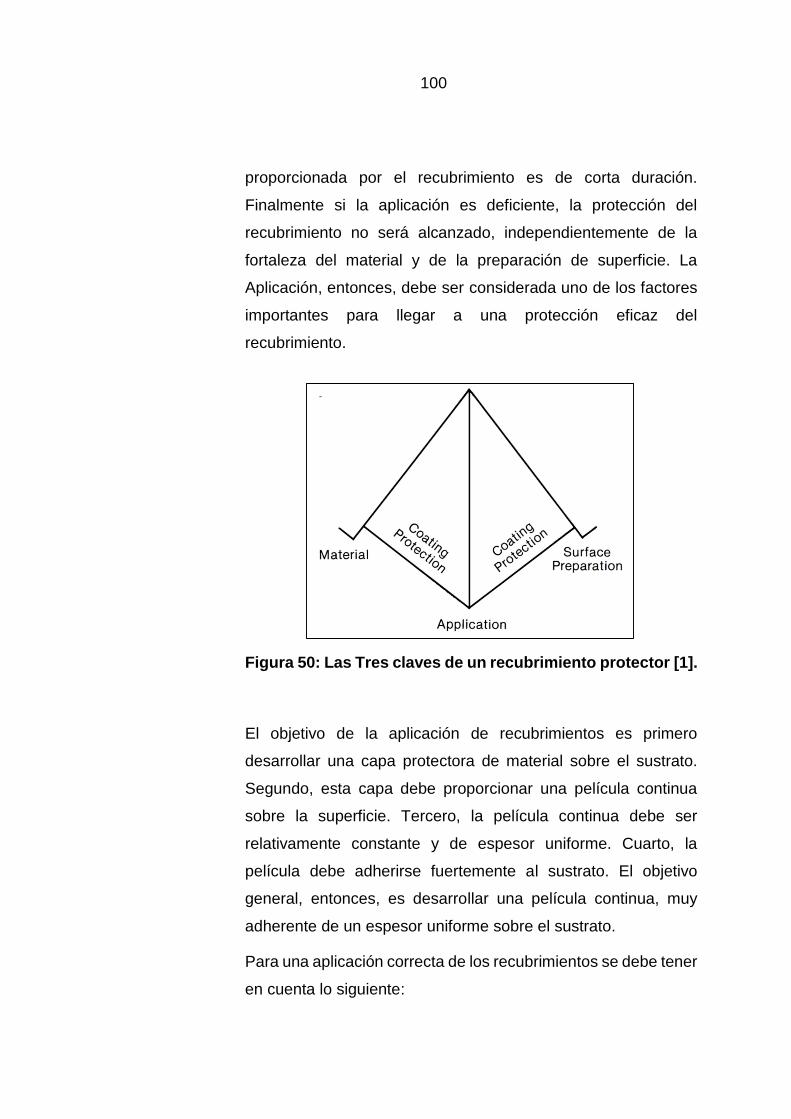
100
proporcionada por el recubrimiento es de corta duración.
Finalmente si la aplicación es deficiente, la protección del
recubrimiento no será alcanzado, independientemente de la
fortaleza del material y de la preparación de superficie. La
Aplicación, entonces, debe ser considerada uno de los factores
importantes para llegar a una protección eficaz del
recubrimiento.
Figura 50: Las Tres claves de un recubrimiento protector [1].
El objetivo de la aplicación de recubrimientos es primero
desarrollar una capa protectora de material sobre el sustrato.
Segundo, esta capa debe proporcionar una película continua
sobre la superficie. Tercero, la película continua debe ser
relativamente constante y de espesor uniforme. Cuarto, la
película debe adherirse fuertemente al sustrato. El objetivo
general, entonces, es desarrollar una película continua, muy
adherente de un espesor uniforme sobre el sustrato.
Para una aplicación correcta de los recubrimientos se debe tener
en cuenta lo siguiente:
101
a. Condiciones ambientales:
La mayoría de los recubrimientos utilizados en un trabajo
industrial pasan por una reacción química para realizar la
conversión de un líquido a un sólido. Por la propia naturaleza de
las reacciones químicas las bajas temperaturas disminuyen su
velocidad y las altas temperaturas la aceleran. El curado exitoso
del recubrimiento se basa en un delicado equilibrio de la mezcla
correcta de solventes, que se evaporan a una velocidad
determinada y en una temperatura que le permita reaccionar de
forma consistente.
La humedad alta o baja y los cambios de temperatura en un corto
periodo de tiempo pueden afectar negativamente el curado de
un recubrimiento. La alta humedad reduce la evaporación del
solvente y, en las condiciones adecuadas, también puede dejar
condensación sobre la superficie del recubrimiento.
Dependiendo del producto, pueden suceder situaciones
negativas cuando la película se humedece durante la fase de
curado. Algunos de los agentes de curado utilizados con
recubrimientos epoxicos y poliuretano son sensibles a la
humedad y reaccionan con la humedad disponible en vez de con
la resina para lo cual han sido diseñados, causando
exudaciones. Como mínimo, el agua en la superficie de la
mayoría de las pinturas tendrá algunos efectos en el brillo o el
color. La humedad provocara exudación de amina, que tendrá
que ser removida antes de aplicar una nueva capa.
b. Preparación del recubrimiento
Generalmente los recubrimientos deben ser nuevamente
mezclados y dispersados previo a las aplicaciones reales. El
propósito del re-mezclado y re-dispersado es hacer que el
recubrimiento este completamente homogenizado, de modo que
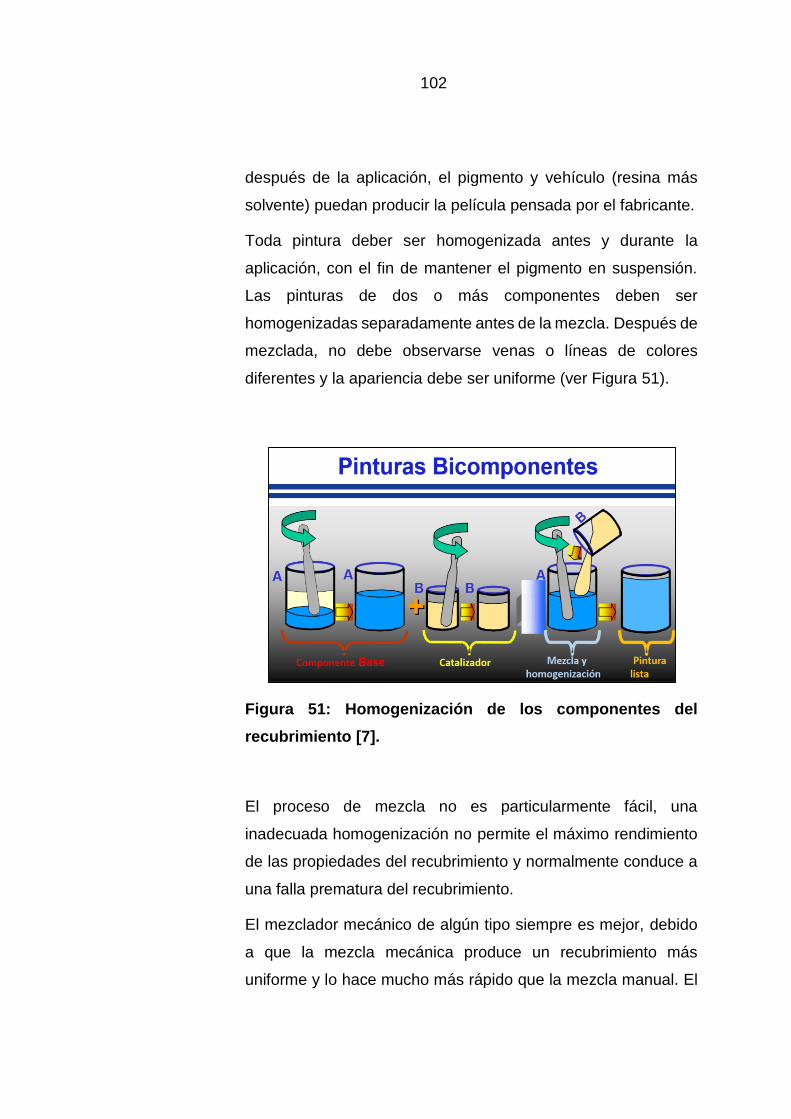
102
después de la aplicación, el pigmento y vehículo (resina más
solvente) puedan producir la película pensada por el fabricante.
Toda pintura deber ser homogenizada antes y durante la
aplicación, con el fin de mantener el pigmento en suspensión.
Las pinturas de dos o más componentes deben ser
homogenizadas separadamente antes de la mezcla. Después de
mezclada, no debe observarse venas o líneas de colores
diferentes y la apariencia debe ser uniforme (ver Figura 51).
Figura 51: Homogenización de los componentes del
recubrimiento [7].
El proceso de mezcla no es particularmente fácil, una
inadecuada homogenización no permite el máximo rendimiento
de las propiedades del recubrimiento y normalmente conduce a
una falla prematura del recubrimiento.
El mezclador mecánico de algún tipo siempre es mejor, debido
a que la mezcla mecánica produce un recubrimiento más
uniforme y lo hace mucho más rápido que la mezcla manual. El

103
mezclado manual solo se debe hacer bajo circunstancias
inevitables.
Hay muchos tipos de mezcladores mecánicos disponibles (figura
52).
Figura 52: Tipos de mezcladores mecánicos [7].
La mezcla debe hacerse de tal manera que se evite
salpicaduras. Salpicar no solo hace que el área de mezclado se
vea desordenada sino que además es un peligro de incendio
para la persona que mezcla el recubrimiento y su entorno. La
velocidad de un mezclador mecánico debe ser tan baja como
sea posible a fin de obtener la re-dispersión del pigmento en el
vehículo. El recubrimiento debe tener un ligero vórtice en la
superficie. Un gran vórtice tiende a mezclar aire en el
recubrimiento, que puede causar pinholes (puntos de alfiler) y
burbujas de aire durante la aplicación. El aire en un material
tixotrópico tal como un látex es extremadamente difícil de
eliminar. El recubrimiento mezclado debe tener una apariencia
uniforme en todo el recipiente y no debe mostrar ninguna
separación de pigmento o rayas de color en la superficie. La
preparación del recubrimiento también implica diluir la mezcla

104
homogenizada con el fin de facilitar la aplicación. Sin embargo
no siempre es necesario diluir, por lo cual, no diluya a menos
que sea recomendado por el fabricante o donde las condiciones
locales (temperaturas altas o bajas) requieran diluir para la
pulverización adecuada. En este caso, la cantidad de diluyente
debe ser solo la recomendada por el fabricante y utilizando solo
el diluyente del fabricante para ese producto en particular (Figura
53). Los aplicadores muy a menudo piensan que cualquier
diluyente funciona con cualquier recubrimiento. El uso de un
diluyente inadecuado puede conllevar a fallas prematuras en el
recubrimiento. El diluyente debe ser de la misma composición
que los disolventes en el recubrimiento, que normalmente solo
se conocen por el fabricante.
Otro paso importante en la preparación del recubrimiento es la
filtración de la mezcla (Figura 54). La mayoría de los
recubrimientos se filtran completamente antes de ser colocado
en su envase. La filtración es recomendada cuando, al abrir un
envase se encuentra un depósito duro o asentado en el fondo,
si el recubrimiento tiene una piel en la superficie o si el producto
es un material inorgánico tal como el zinc. La filtración antes de
la aplicación del recubrimiento a menudo elimina en forma
considerable los tiempos muertos debido a la obstrucción en la
pistola por partículas pequeñas que restringen o tapan el orificio
de la pistola o boquilla. La filtración se puede hacer con una
malla de abertura fina o a través de una media de nylon. Una
media de nylon no contiene ninguna pelusa y es una malla muy
fina que la mayoría de los materiales del recubrimiento pueden
pasar fácilmente. Mantener el material limpio en el campo es
esencial, no solo para evitar interrupciones en la pistola sino
también para evitar imperfecciones en el recubrimiento debido a
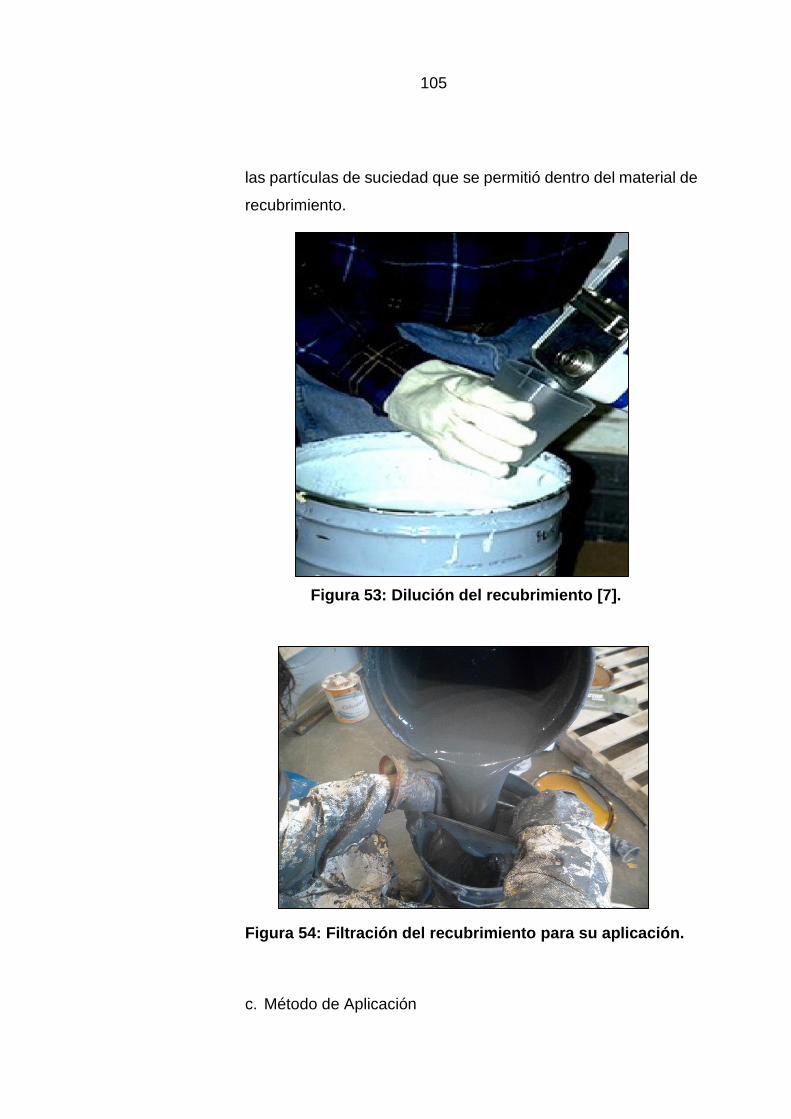
105
las partículas de suciedad que se permitió dentro del material de
recubrimiento.
Figura 53: Dilución del recubrimiento [7].
Figura 54: Filtración del recubrimiento para su aplicación.
c. Método de Aplicación
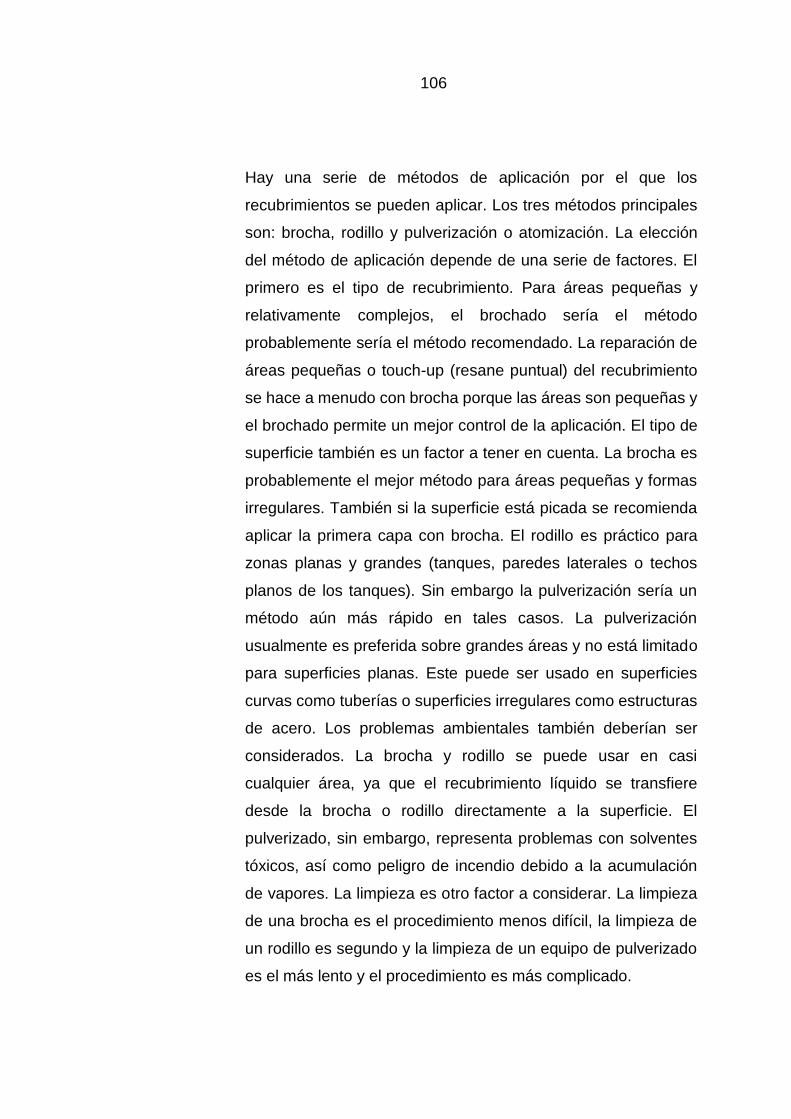
106
Hay una serie de métodos de aplicación por el que los
recubrimientos se pueden aplicar. Los tres métodos principales
son: brocha, rodillo y pulverización o atomización. La elección
del método de aplicación depende de una serie de factores. El
primero es el tipo de recubrimiento. Para áreas pequeñas y
relativamente complejos, el brochado sería el método
probablemente sería el método recomendado. La reparación de
áreas pequeñas o touch-up (resane puntual) del recubrimiento
se hace a menudo con brocha porque las áreas son pequeñas y
el brochado permite un mejor control de la aplicación. El tipo de
superficie también es un factor a tener en cuenta. La brocha es
probablemente el mejor método para áreas pequeñas y formas
irregulares. También si la superficie está picada se recomienda
aplicar la primera capa con brocha. El rodillo es práctico para
zonas planas y grandes (tanques, paredes laterales o techos
planos de los tanques). Sin embargo la pulverización sería un
método aún más rápido en tales casos. La pulverización
usualmente es preferida sobre grandes áreas y no está limitado
para superficies planas. Este puede ser usado en superficies
curvas como tuberías o superficies irregulares como estructuras
de acero. Los problemas ambientales también deberían ser
considerados. La brocha y rodillo se puede usar en casi
cualquier área, ya que el recubrimiento líquido se transfiere
desde la brocha o rodillo directamente a la superficie. El
pulverizado, sin embargo, representa problemas con solventes
tóxicos, así como peligro de incendio debido a la acumulación
de vapores. La limpieza es otro factor a considerar. La limpieza
de una brocha es el procedimiento menos difícil, la limpieza de
un rodillo es segundo y la limpieza de un equipo de pulverizado
es el más lento y el procedimiento es más complicado.
107
A continuación se detalla los métodos de aplicación más
comunes:
- Brocha: hay una gran cantidad de diferentes tipos de brocha
como son forma, tamaño y tipo de cerdas. Las brochas para
trabajos industriales se utilizan para la aplicación de capas
franjas en soldaduras, bordes y esquinas interiores. También
se utilizan en zonas donde la pistola no llega a cubrir
correctamente. Las brochas son las mejores herramientas
para aplicar una capa de primario a una superficie irregular,
tales como soldaduras rugosas o irregulares o acero con
picaduras.
- Rodillo: al igual que la brocha, un rodillo puede presentarse
en un gran número de materiales y tamaños. Normalmente
los rodillos de trabajo industrial se utilizan para aplicar el
material ya sea en áreas pequeñas difíciles de llegar con
atomización o para aplicar capas franja en los bordes y
esquinas, y cuando la atomización no está permitida por
razones especificas del medio ambiente o de trabajo. Al igual
que una brocha, normalmente un rodillo no dejara películas
muy gruesas en una sola capa en comparación con la
aplicación por atomización.
- Atomización: el principio básico de la atomización de pintura
es tomar un flujo de material, convertirlo en gotitas muy
pequeñas y colocarlo sobre la superficie a recubrir. La
atomización sin aire realiza esto forzando el material bajo una
presión muy alta a través de un orificio muy pequeño. La
atomización convencional lo hace pulverizando el material a
través de un orificio (más grande que el de la pistola de
atomización sin aire) a una presión mucho más baja, para
luego romperlo al chocar con una corriente de aire
108
(atomización). Varios otros tipos de equipos de atomización
hacen lo mismo pero con presiones más bajas, como el de
alto volumen baja presión (HVLP) y las unidades Airless
asistidas por aire, el cual es una combinación del equipo
convencional y el airless (sin aire).
El airless o atomización sin aire es la forma más común de
aplicación del recubrimiento. Una bomba de pistón succiona
el material de un recipiente y lo fuerza a través de una línea
de alta presión de hasta 9000 psi. El material entonces se
fuerza a través de un orificio en el extremo de la pistola de
aplicación y rompiéndose en gotas muy pequeñas. La
mayoría de los equipos industriales de atomización sin aire
operan con aire a presión, se llaman equipos neumáticos
(Figura 55). Este hace funcionar el motor de aire, el cual a su
vez activa la bomba de pistón que mueve el material a alta
presión a través de las líneas hasta llegar a la pistola airless
(Figura 56). La presión del material en la punta de la pistola
es una relación entre la presión de aire que entra en el motor
de aire y el tamaño de los dos pistones. El pistón más grande
está en el lado aire y el otro, más pequeño, en el lado líquido.
La diferencia en el tamaño de los dos pistones es la forma en
que comúnmente se reconoce la bomba, como es, una bomba
30 a 1. La calidad del acabado dependerá en parte de la
capacidad de la bomba seleccionada para suministrar la
presión necesaria. Si eso no sucede, entonces el EPS
(espesor de película seca) del recubrimiento será desigual y
pueden presentarse otros defectos, tales como el sobre
rociado, escurrimientos y colgamientos. La pistola requiere de
boquillas, las cuales vienen en una variedad de tamaños y los
orificios están hechos en un número de diferentes ángulos. La
selección del tamaño de la boquilla se basa en parte en el
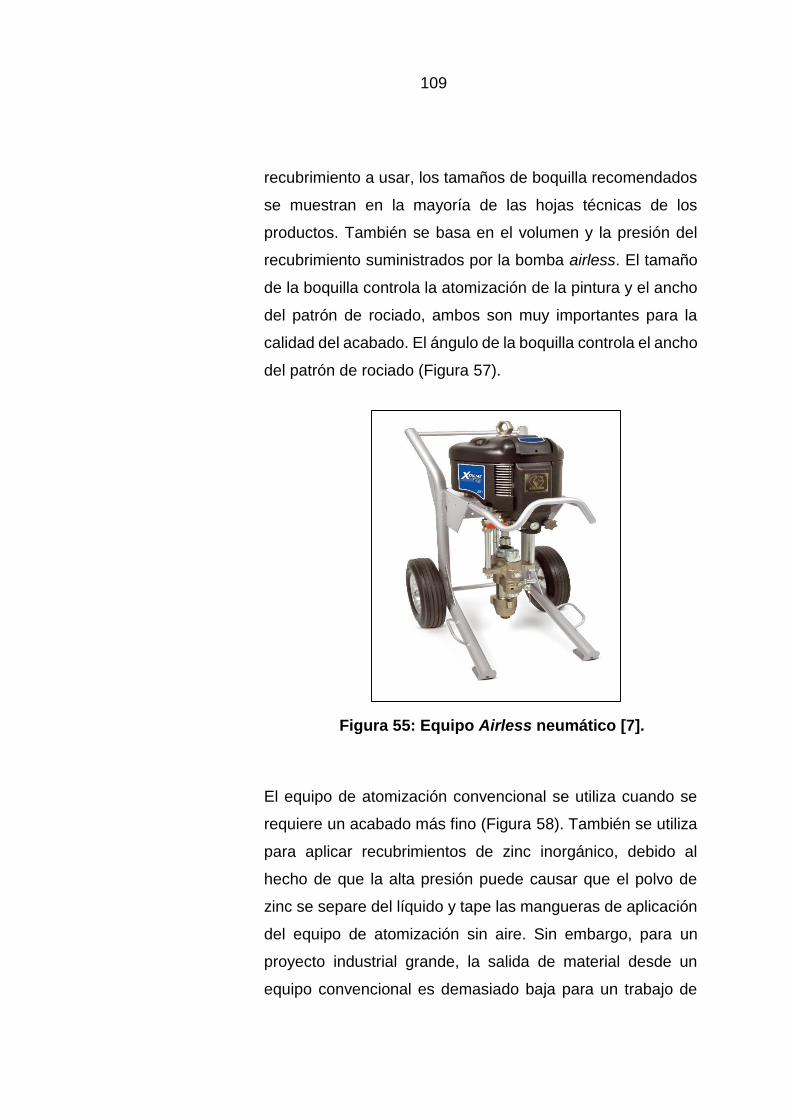
109
recubrimiento a usar, los tamaños de boquilla recomendados
se muestran en la mayoría de las hojas técnicas de los
productos. También se basa en el volumen y la presión del
recubrimiento suministrados por la bomba airless. El tamaño
de la boquilla controla la atomización de la pintura y el ancho
del patrón de rociado, ambos son muy importantes para la
calidad del acabado. El ángulo de la boquilla controla el ancho
del patrón de rociado (Figura 57).
Figura 55: Equipo Airless neumático [7].
El equipo de atomización convencional se utiliza cuando se
requiere un acabado más fino (Figura 58). También se utiliza
para aplicar recubrimientos de zinc inorgánico, debido al
hecho de que la alta presión puede causar que el polvo de
zinc se separe del líquido y tape las mangueras de aplicación
del equipo de atomización sin aire. Sin embargo, para un
proyecto industrial grande, la salida de material desde un
equipo convencional es demasiado baja para un trabajo de
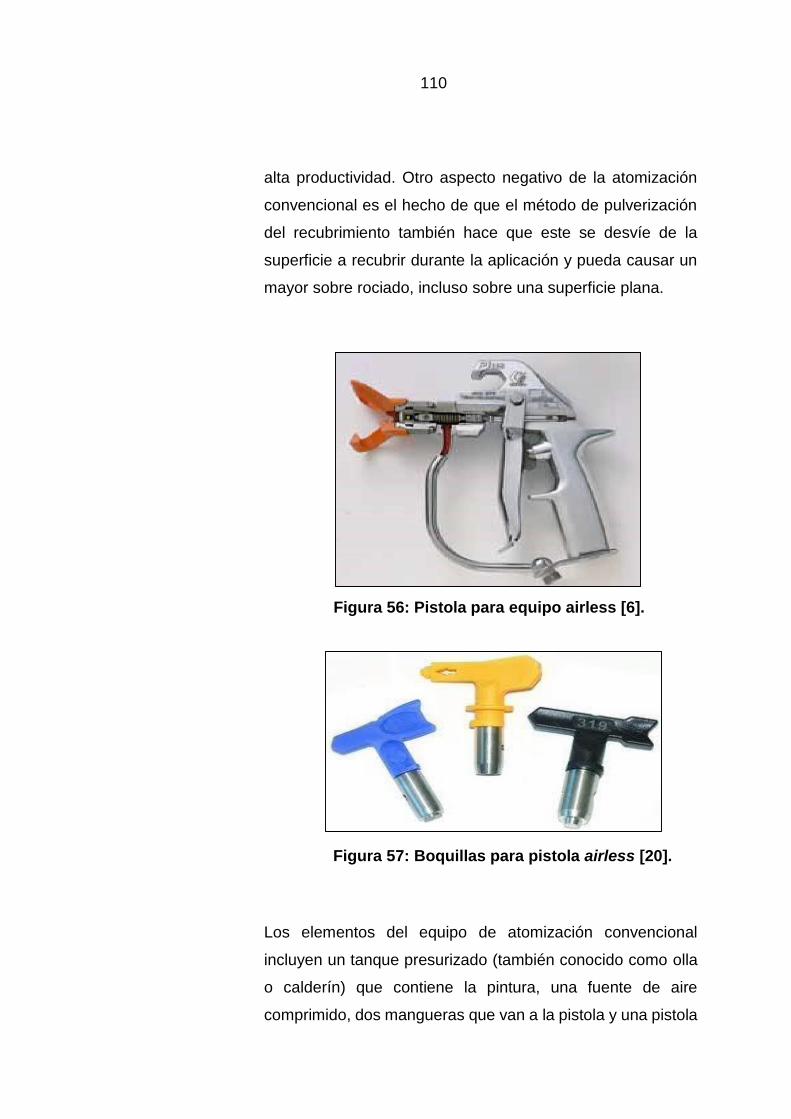
110
alta productividad. Otro aspecto negativo de la atomización
convencional es el hecho de que el método de pulverización
del recubrimiento también hace que este se desvíe de la
superficie a recubrir durante la aplicación y pueda causar un
mayor sobre rociado, incluso sobre una superficie plana.
Figura 56: Pistola para equipo airless [6].
Figura 57: Boquillas para pistola airless [20].
Los elementos del equipo de atomización convencional
incluyen un tanque presurizado (también conocido como olla
o calderín) que contiene la pintura, una fuente de aire
comprimido, dos mangueras que van a la pistola y una pistola
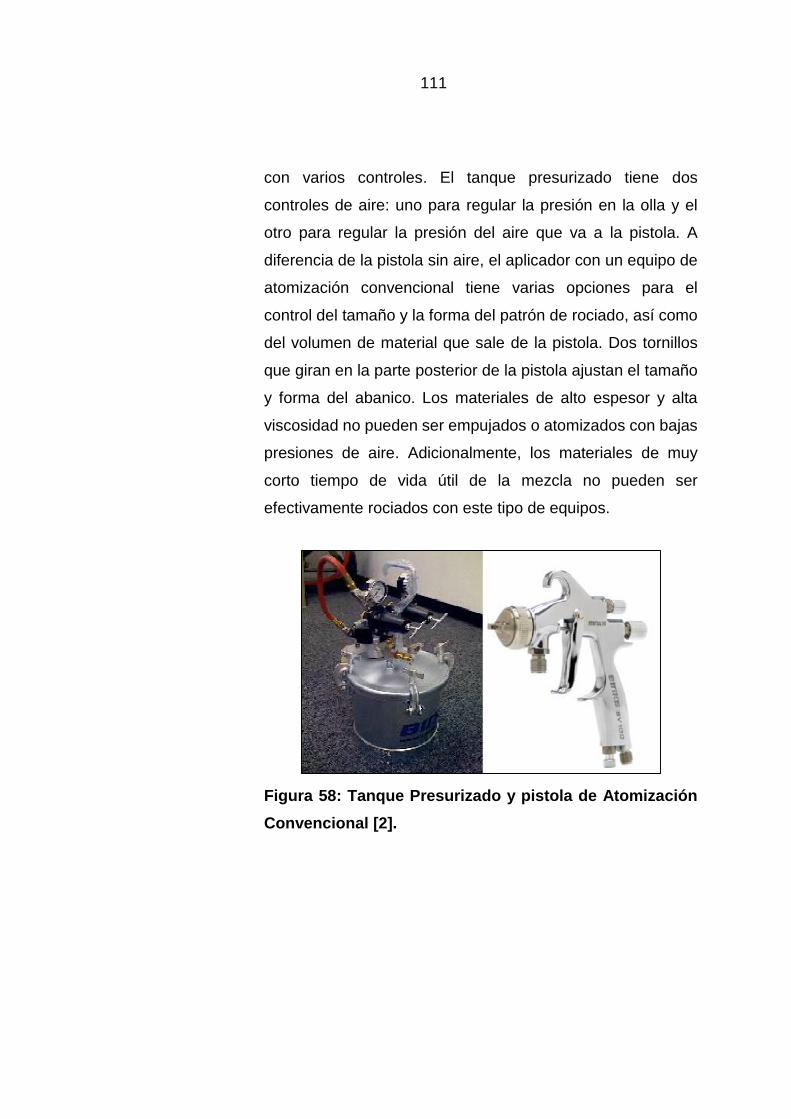
111
con varios controles. El tanque presurizado tiene dos
controles de aire: uno para regular la presión en la olla y el
otro para regular la presión del aire que va a la pistola. A
diferencia de la pistola sin aire, el aplicador con un equipo de
atomización convencional tiene varias opciones para el
control del tamaño y la forma del patrón de rociado, así como
del volumen de material que sale de la pistola. Dos tornillos
que giran en la parte posterior de la pistola ajustan el tamaño
y forma del abanico. Los materiales de alto espesor y alta
viscosidad no pueden ser empujados o atomizados con bajas
presiones de aire. Adicionalmente, los materiales de muy
corto tiempo de vida útil de la mezcla no pueden ser
efectivamente rociados con este tipo de equipos.
Figura 58: Tanque Presurizado y pistola de Atomización
Convencional [2].

112
V. DESARROLLO DE LA ACTIVIDAD PROFESIONAL
5.1 Caso Práctico – Proyecto N° 1
El proyecto de Mantenimiento de una Refinería respecto al
sistema de pintado de sus tanques, equipos, tuberías se inicia
con una evaluación del sistema de pintado antiguo.
El caso práctico que se presenta, es a partir de un tanque al que
llamaremos Tanque “X”, el cual según su historial de
mantenimiento, el último se dio hace 5 años. Este mantenimiento
estuvo a cargo de una contratista con amplia experiencia en la
parte metal-mecánica.
5.1.1 Datos operacionales del Tanque “X”
El Tanque almacena petróleo crudo con una capacidad nominal
de 99 MBLS, cuyo diámetro es de 100 pies y altura de 49 pies.
Es un tanque con techo flotante (Figura 59).
Figura 59: Tanque “X” [Fuente: Elaboración propia].
5.1.2 Desarrollo de la Etapa de Asesoría Técnica

113
La asesoría técnica se desarrolló en 3 etapas del proceso de
pintado que vienen hacer: antes, durante y después de la
aplicación del sistema de protección.
5.1.2.1 Evaluación del sistema de Pintado antiguo o
envejecido
Previo al inicio del mantenimiento del tanque se realiza la
evaluación de la pintura antigua para así definir el método de
limpieza de la superficie y el sistema de pintado, el cual va de
acuerdo a la especificación técnica y/o estándares de ingeniería
perteneciente al proyecto y también al grado de clasificación del
ambiente agresivo al cual está expuesto dicho tanque.
La evaluación y/o inspección del sistema antiguo se realizó en
la parte cilíndrica exterior del Tanque. Cabe indicar que se
realizó una inspección visual del deterioro del material en los
soportes, barandas, escalera y plataforma (piso metálico).
Se evaluó el sistema realizando las siguientes pruebas y/o
ensayos:
a. Grado de Oxidación
Las normas más conocidas que permiten la evaluación del
Grado de oxidación presente en la superficie pintada son las
siguientes:
ASTM D 610 (Método estándar de evaluación del grado
de oxidación sobre superficies de acero pintadas).
ISO 4628-3 (Evaluación del grado de oxidación).
SSPC VIS-2 (Método estándar de evaluación del grado
de oxidación sobre superficies de acero pintadas).
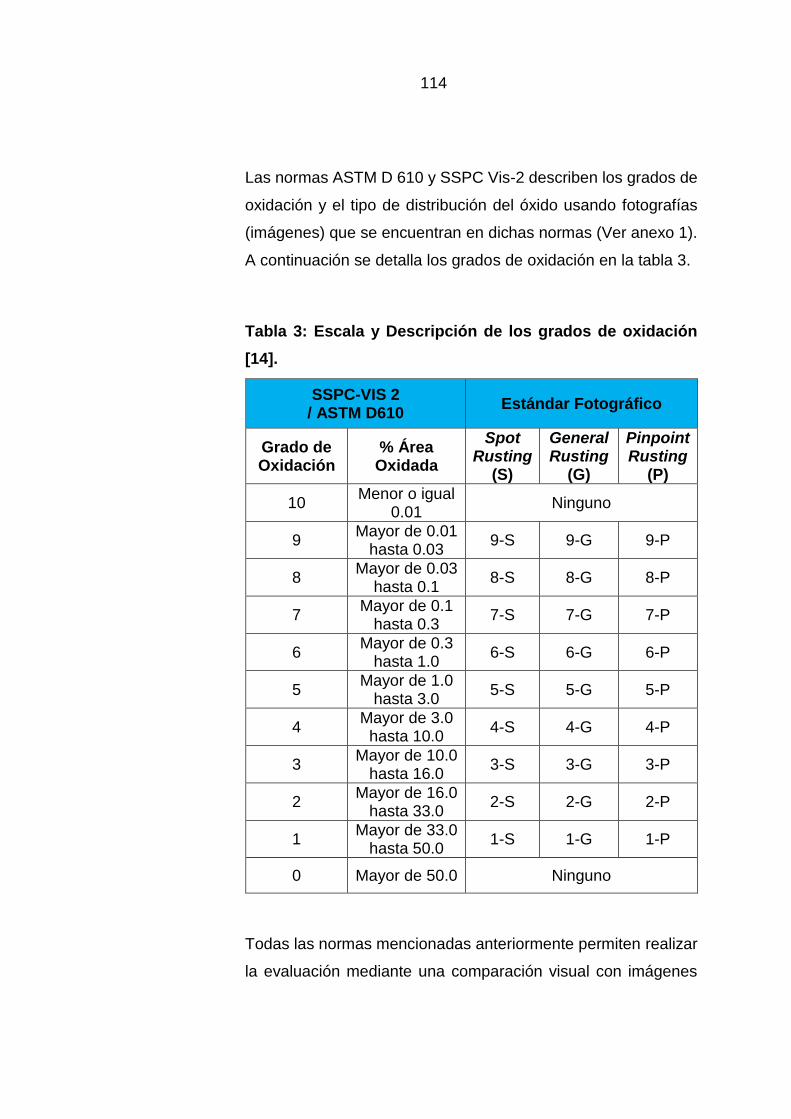
114
Las normas ASTM D 610 y SSPC Vis-2 describen los grados de
oxidación y el tipo de distribución del óxido usando fotografías
(imágenes) que se encuentran en dichas normas (Ver anexo 1).
A continuación se detalla los grados de oxidación en la tabla 3.
Tabla 3: Escala y Descripción de los grados de oxidación
[14].
Todas las normas mencionadas anteriormente permiten realizar
la evaluación mediante una comparación visual con imágenes
SSPC-VIS 2 / ASTM D610
Estándar Fotográfico
Grado de Oxidación
% Área Oxidada
Spot Rusting
(S)
General Rusting
(G)
Pinpoint Rusting
(P)
10 Menor o igual
0.01 Ninguno
9 Mayor de 0.01
hasta 0.03 9-S 9-G 9-P
8 Mayor de 0.03
hasta 0.1 8-S 8-G 8-P
7 Mayor de 0.1
hasta 0.3 7-S 7-G 7-P
6 Mayor de 0.3
hasta 1.0 6-S 6-G 6-P
5 Mayor de 1.0
hasta 3.0 5-S 5-G 5-P
4 Mayor de 3.0
hasta 10.0 4-S 4-G 4-P
3 Mayor de 10.0
hasta 16.0 3-S 3-G 3-P
2 Mayor de 16.0
hasta 33.0 2-S 2-G 2-P
1 Mayor de 33.0
hasta 50.0 1-S 1-G 1-P
0 Mayor de 50.0 Ninguno
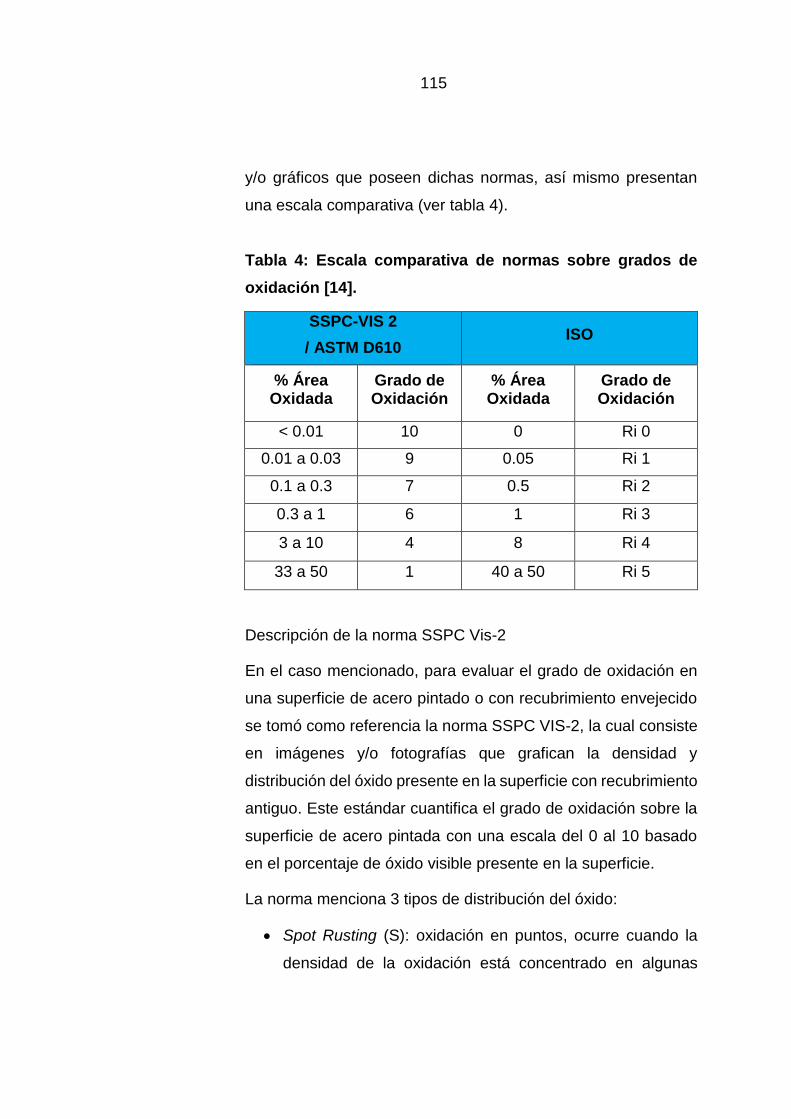
115
y/o gráficos que poseen dichas normas, así mismo presentan
una escala comparativa (ver tabla 4).
Tabla 4: Escala comparativa de normas sobre grados de
oxidación [14].
Descripción de la norma SSPC Vis-2
En el caso mencionado, para evaluar el grado de oxidación en
una superficie de acero pintado o con recubrimiento envejecido
se tomó como referencia la norma SSPC VIS-2, la cual consiste
en imágenes y/o fotografías que grafican la densidad y
distribución del óxido presente en la superficie con recubrimiento
antiguo. Este estándar cuantifica el grado de oxidación sobre la
superficie de acero pintada con una escala del 0 al 10 basado
en el porcentaje de óxido visible presente en la superficie.
La norma menciona 3 tipos de distribución del óxido:
Spot Rusting (S): oxidación en puntos, ocurre cuando la
densidad de la oxidación está concentrado en algunas
SSPC-VIS 2
/ ASTM D610 ISO
% Área Oxidada
Grado de Oxidación
% Área Oxidada
Grado de Oxidación
< 0.01 10 0 Ri 0
0.01 a 0.03 9 0.05 Ri 1
0.1 a 0.3 7 0.5 Ri 2
0.3 a 1 6 1 Ri 3
3 a 10 4 8 Ri 4
33 a 50 1 40 a 50 Ri 5
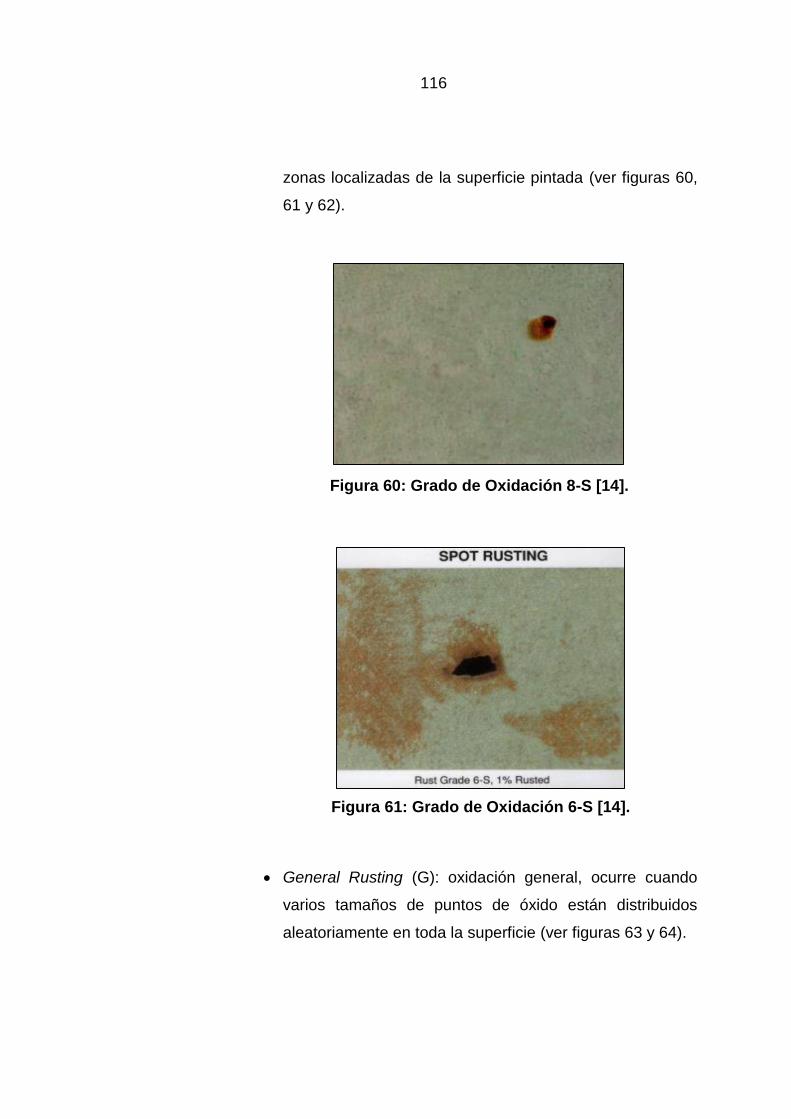
116
zonas localizadas de la superficie pintada (ver figuras 60,
61 y 62).
Figura 60: Grado de Oxidación 8-S [14].
Figura 61: Grado de Oxidación 6-S [14].
General Rusting (G): oxidación general, ocurre cuando
varios tamaños de puntos de óxido están distribuidos
aleatoriamente en toda la superficie (ver figuras 63 y 64).
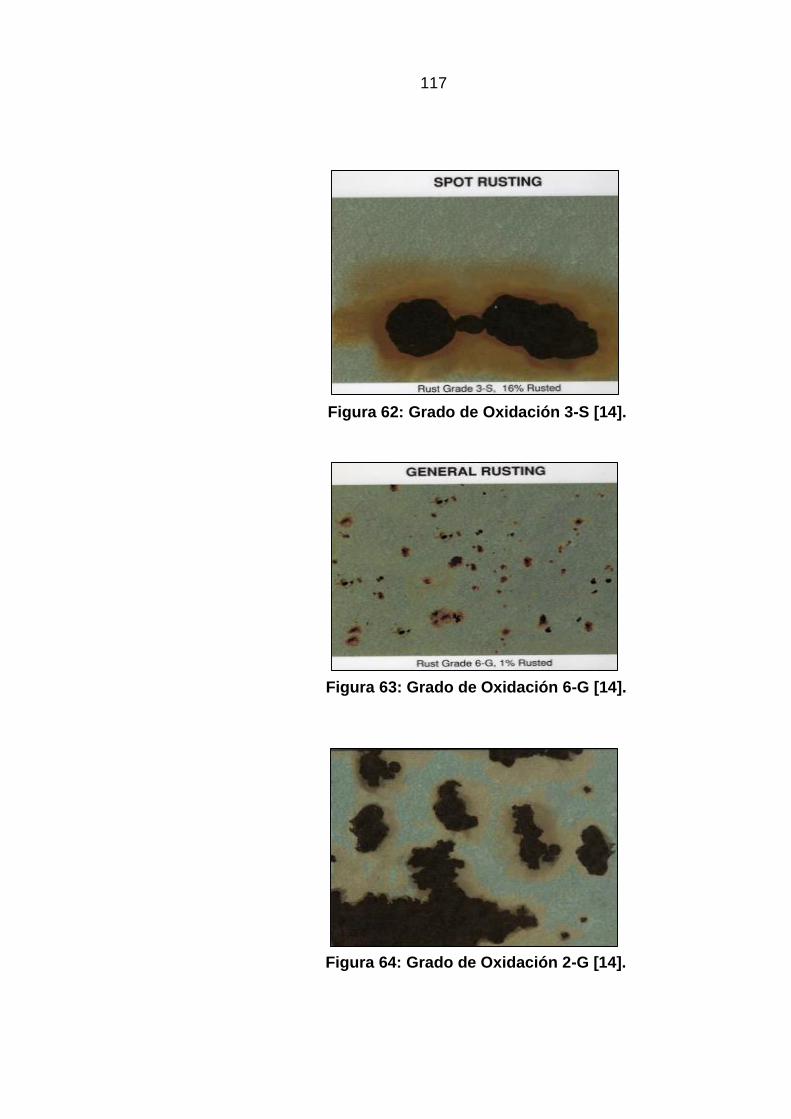
117
Figura 62: Grado de Oxidación 3-S [14].
Figura 63: Grado de Oxidación 6-G [14].
Figura 64: Grado de Oxidación 2-G [14].
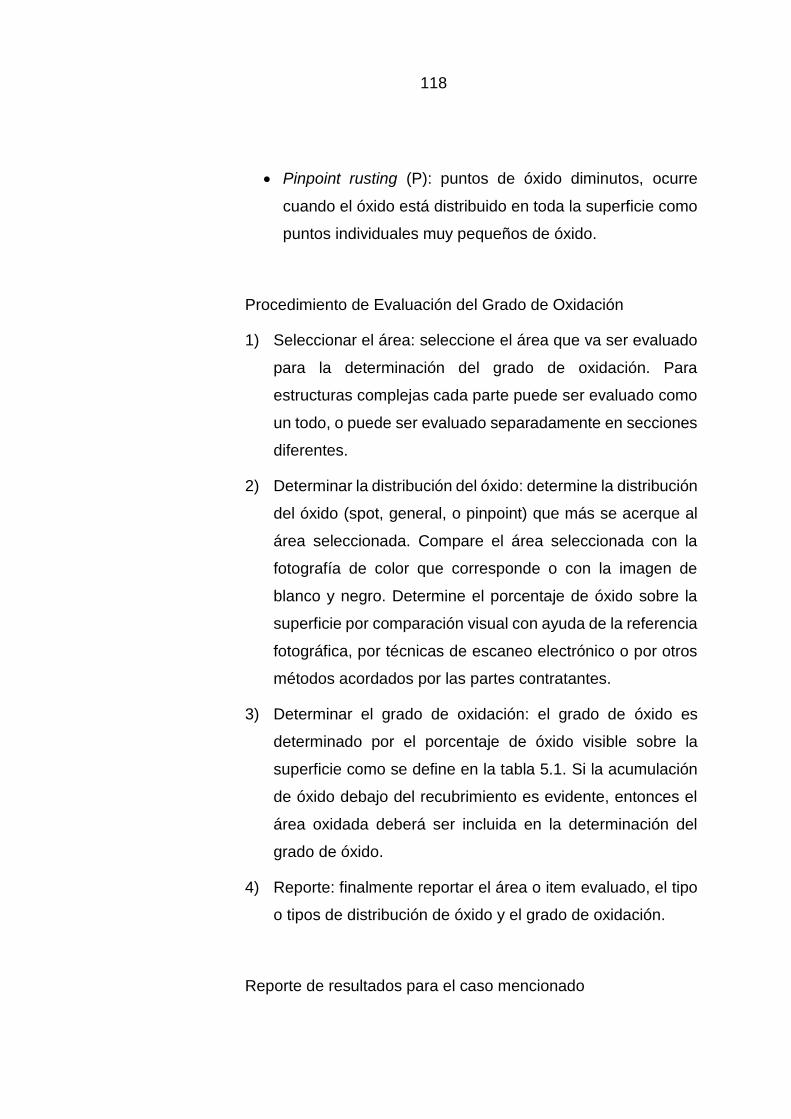
118
Pinpoint rusting (P): puntos de óxido diminutos, ocurre
cuando el óxido está distribuido en toda la superficie como
puntos individuales muy pequeños de óxido.
Procedimiento de Evaluación del Grado de Oxidación
1) Seleccionar el área: seleccione el área que va ser evaluado
para la determinación del grado de oxidación. Para
estructuras complejas cada parte puede ser evaluado como
un todo, o puede ser evaluado separadamente en secciones
diferentes.
2) Determinar la distribución del óxido: determine la distribución
del óxido (spot, general, o pinpoint) que más se acerque al
área seleccionada. Compare el área seleccionada con la
fotografía de color que corresponde o con la imagen de
blanco y negro. Determine el porcentaje de óxido sobre la
superficie por comparación visual con ayuda de la referencia
fotográfica, por técnicas de escaneo electrónico o por otros
métodos acordados por las partes contratantes.
3) Determinar el grado de oxidación: el grado de óxido es
determinado por el porcentaje de óxido visible sobre la
superficie como se define en la tabla 5.1. Si la acumulación
de óxido debajo del recubrimiento es evidente, entonces el
área oxidada deberá ser incluida en la determinación del
grado de óxido.
4) Reporte: finalmente reportar el área o item evaluado, el tipo
o tipos de distribución de óxido y el grado de oxidación.
Reporte de resultados para el caso mencionado
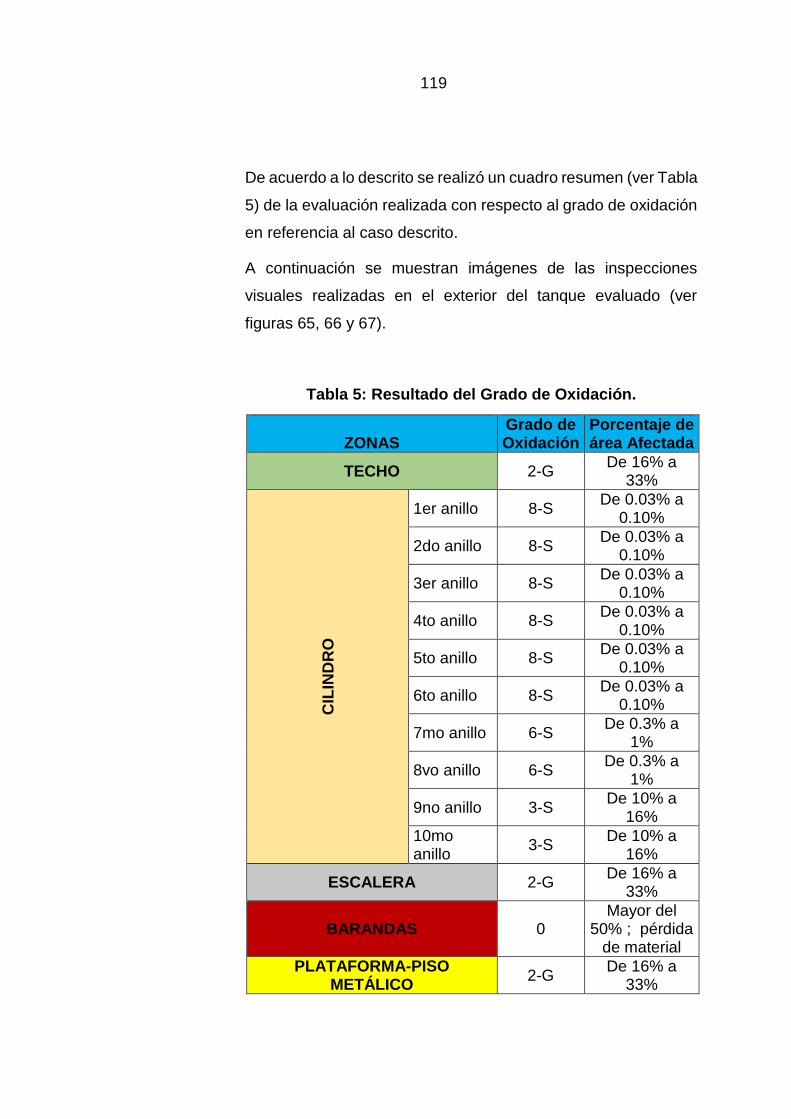
119
De acuerdo a lo descrito se realizó un cuadro resumen (ver Tabla
5) de la evaluación realizada con respecto al grado de oxidación
en referencia al caso descrito.
A continuación se muestran imágenes de las inspecciones
visuales realizadas en el exterior del tanque evaluado (ver
figuras 65, 66 y 67).
Tabla 5: Resultado del Grado de Oxidación.
ZONAS
Grado de Oxidación
Porcentaje de área Afectada
TECHO 2-G De 16% a
33%
CIL
IND
RO
1er anillo 8-S De 0.03% a
0.10%
2do anillo 8-S De 0.03% a
0.10%
3er anillo 8-S De 0.03% a
0.10%
4to anillo 8-S De 0.03% a
0.10%
5to anillo 8-S De 0.03% a
0.10%
6to anillo 8-S De 0.03% a
0.10%
7mo anillo 6-S De 0.3% a
1%
8vo anillo 6-S De 0.3% a
1%
9no anillo 3-S De 10% a
16%
10mo anillo
3-S De 10% a
16%
ESCALERA 2-G De 16% a
33%
BARANDAS 0 Mayor del
50% ; pérdida de material
PLATAFORMA-PISO METÁLICO
2-G De 16% a
33%
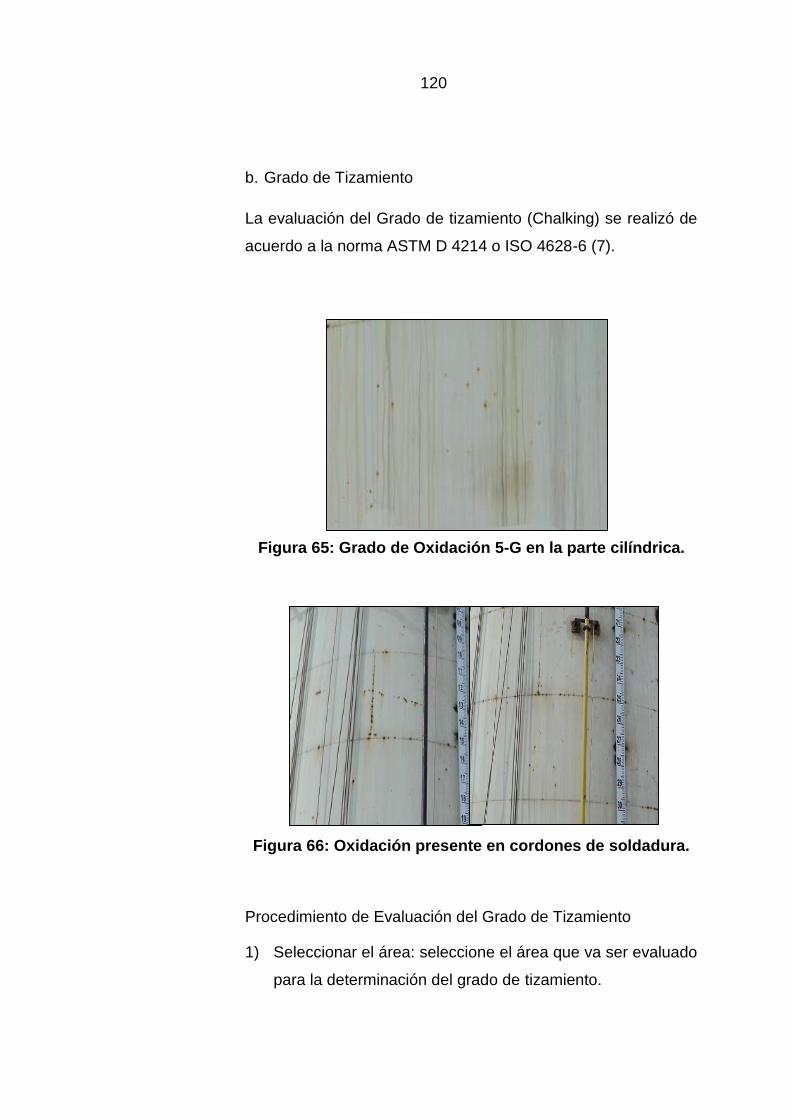
120
b. Grado de Tizamiento
La evaluación del Grado de tizamiento (Chalking) se realizó de
acuerdo a la norma ASTM D 4214 o ISO 4628-6 (7).
Figura 65: Grado de Oxidación 5-G en la parte cilíndrica.
Figura 66: Oxidación presente en cordones de soldadura.
Procedimiento de Evaluación del Grado de Tizamiento
1) Seleccionar el área: seleccione el área que va ser evaluado
para la determinación del grado de tizamiento.
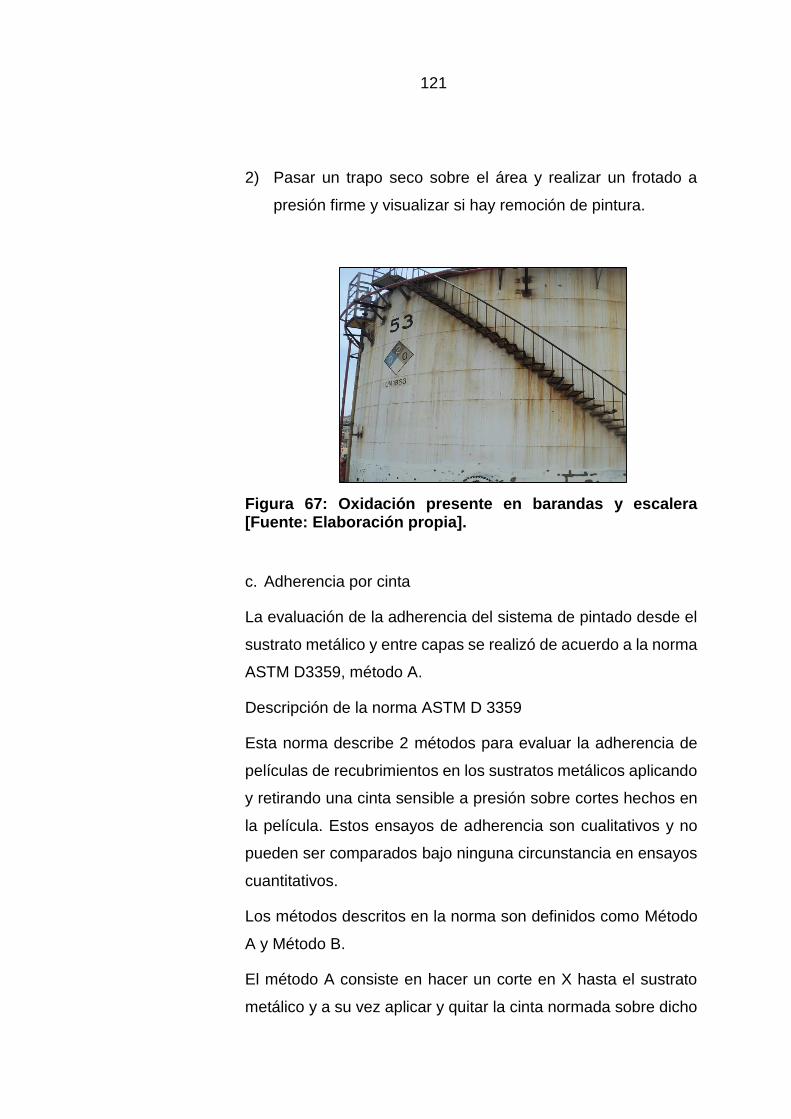
121
2) Pasar un trapo seco sobre el área y realizar un frotado a
presión firme y visualizar si hay remoción de pintura.
Figura 67: Oxidación presente en barandas y escalera [Fuente: Elaboración propia].
c. Adherencia por cinta
La evaluación de la adherencia del sistema de pintado desde el
sustrato metálico y entre capas se realizó de acuerdo a la norma
ASTM D3359, método A.
Descripción de la norma ASTM D 3359
Esta norma describe 2 métodos para evaluar la adherencia de
películas de recubrimientos en los sustratos metálicos aplicando
y retirando una cinta sensible a presión sobre cortes hechos en
la película. Estos ensayos de adherencia son cualitativos y no
pueden ser comparados bajo ninguna circunstancia en ensayos
cuantitativos.
Los métodos descritos en la norma son definidos como Método
A y Método B.
El método A consiste en hacer un corte en X hasta el sustrato
metálico y a su vez aplicar y quitar la cinta normada sobre dicho
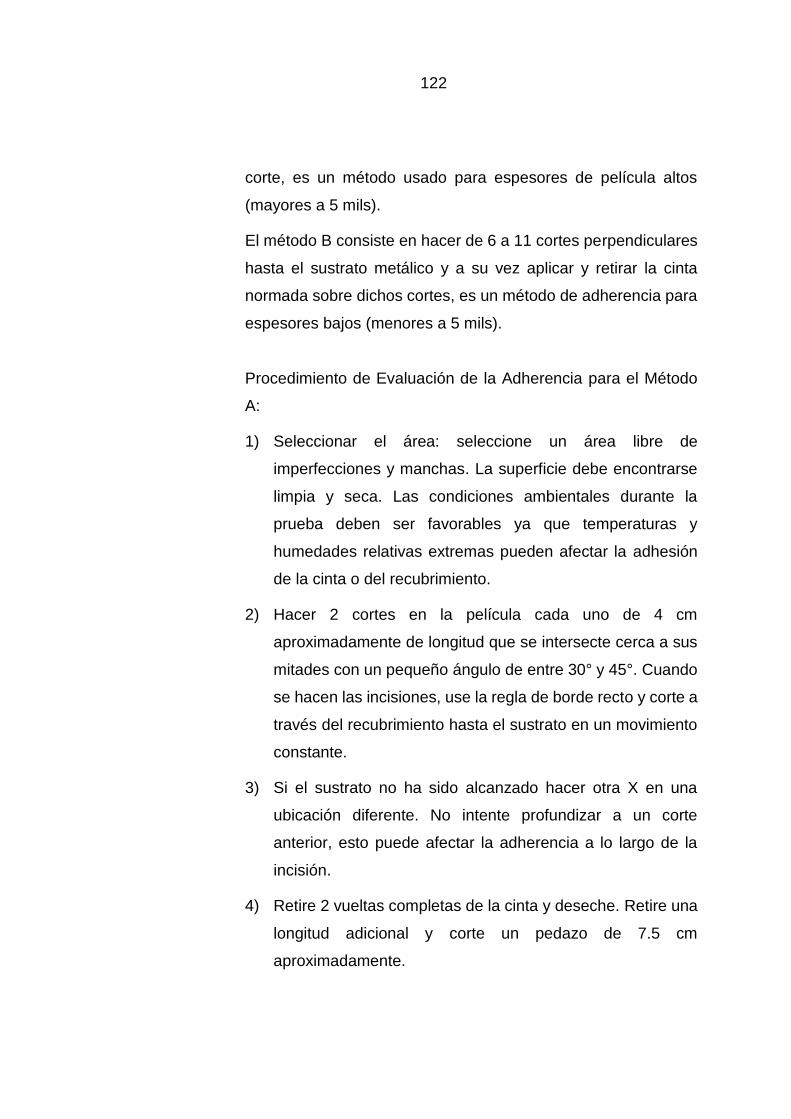
122
corte, es un método usado para espesores de película altos
(mayores a 5 mils).
El método B consiste en hacer de 6 a 11 cortes perpendiculares
hasta el sustrato metálico y a su vez aplicar y retirar la cinta
normada sobre dichos cortes, es un método de adherencia para
espesores bajos (menores a 5 mils).
Procedimiento de Evaluación de la Adherencia para el Método
A:
1) Seleccionar el área: seleccione un área libre de
imperfecciones y manchas. La superficie debe encontrarse
limpia y seca. Las condiciones ambientales durante la
prueba deben ser favorables ya que temperaturas y
humedades relativas extremas pueden afectar la adhesión
de la cinta o del recubrimiento.
2) Hacer 2 cortes en la película cada uno de 4 cm
aproximadamente de longitud que se intersecte cerca a sus
mitades con un pequeño ángulo de entre 30° y 45°. Cuando
se hacen las incisiones, use la regla de borde recto y corte a
través del recubrimiento hasta el sustrato en un movimiento
constante.
3) Si el sustrato no ha sido alcanzado hacer otra X en una
ubicación diferente. No intente profundizar a un corte
anterior, esto puede afectar la adherencia a lo largo de la
incisión.
4) Retire 2 vueltas completas de la cinta y deseche. Retire una
longitud adicional y corte un pedazo de 7.5 cm
aproximadamente.
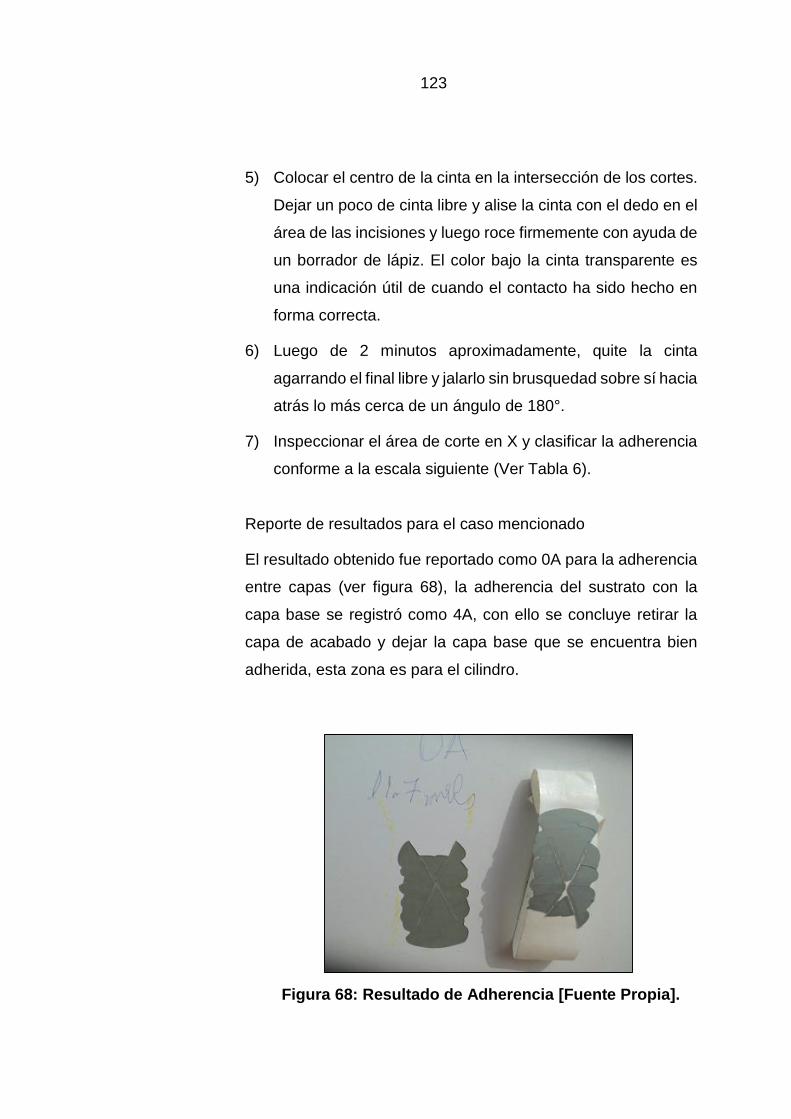
123
5) Colocar el centro de la cinta en la intersección de los cortes.
Dejar un poco de cinta libre y alise la cinta con el dedo en el
área de las incisiones y luego roce firmemente con ayuda de
un borrador de lápiz. El color bajo la cinta transparente es
una indicación útil de cuando el contacto ha sido hecho en
forma correcta.
6) Luego de 2 minutos aproximadamente, quite la cinta
agarrando el final libre y jalarlo sin brusquedad sobre sí hacia
atrás lo más cerca de un ángulo de 180°.
7) Inspeccionar el área de corte en X y clasificar la adherencia
conforme a la escala siguiente (Ver Tabla 6).
Reporte de resultados para el caso mencionado
El resultado obtenido fue reportado como 0A para la adherencia
entre capas (ver figura 68), la adherencia del sustrato con la
capa base se registró como 4A, con ello se concluye retirar la
capa de acabado y dejar la capa base que se encuentra bien
adherida, esta zona es para el cilindro.
Figura 68: Resultado de Adherencia [Fuente Propia].
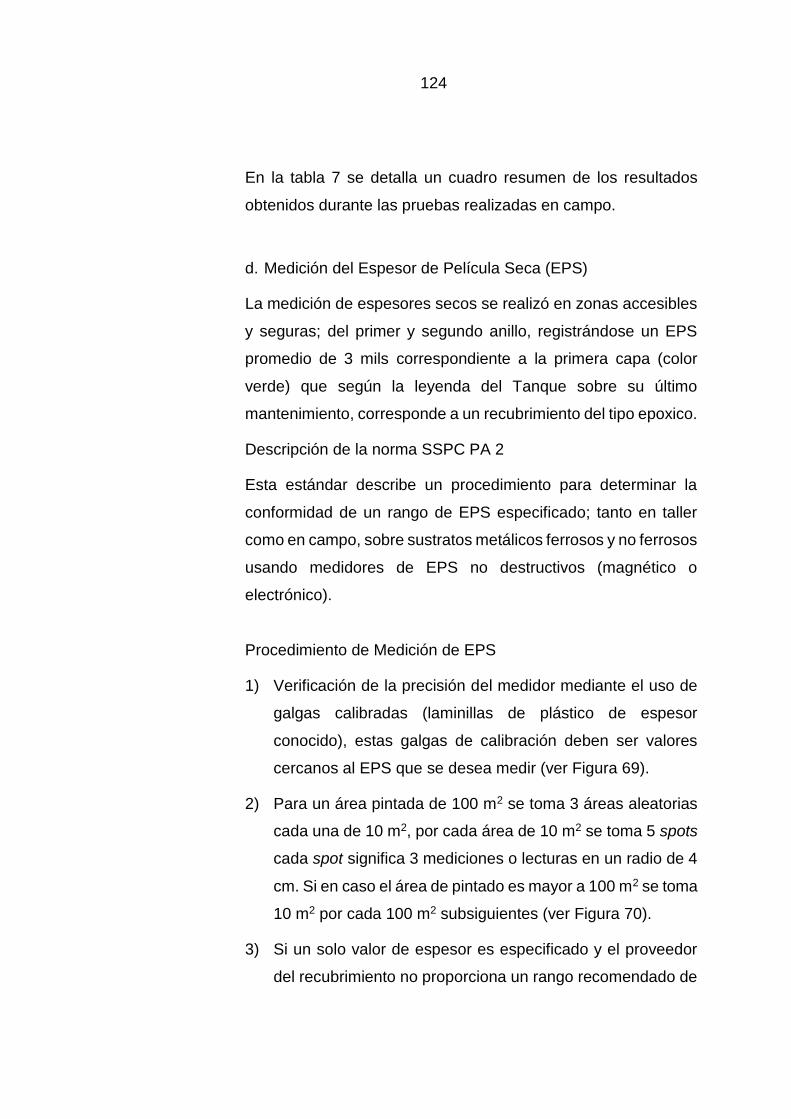
124
En la tabla 7 se detalla un cuadro resumen de los resultados
obtenidos durante las pruebas realizadas en campo.
d. Medición del Espesor de Película Seca (EPS)
La medición de espesores secos se realizó en zonas accesibles
y seguras; del primer y segundo anillo, registrándose un EPS
promedio de 3 mils correspondiente a la primera capa (color
verde) que según la leyenda del Tanque sobre su último
mantenimiento, corresponde a un recubrimiento del tipo epoxico.
Descripción de la norma SSPC PA 2
Esta estándar describe un procedimiento para determinar la
conformidad de un rango de EPS especificado; tanto en taller
como en campo, sobre sustratos metálicos ferrosos y no ferrosos
usando medidores de EPS no destructivos (magnético o
electrónico).
Procedimiento de Medición de EPS
1) Verificación de la precisión del medidor mediante el uso de
galgas calibradas (laminillas de plástico de espesor
conocido), estas galgas de calibración deben ser valores
cercanos al EPS que se desea medir (ver Figura 69).
2) Para un área pintada de 100 m2 se toma 3 áreas aleatorias
cada una de 10 m2, por cada área de 10 m2 se toma 5 spots
cada spot significa 3 mediciones o lecturas en un radio de 4
cm. Si en caso el área de pintado es mayor a 100 m2 se toma
10 m2 por cada 100 m2 subsiguientes (ver Figura 70).
3) Si un solo valor de espesor es especificado y el proveedor
del recubrimiento no proporciona un rango recomendado de
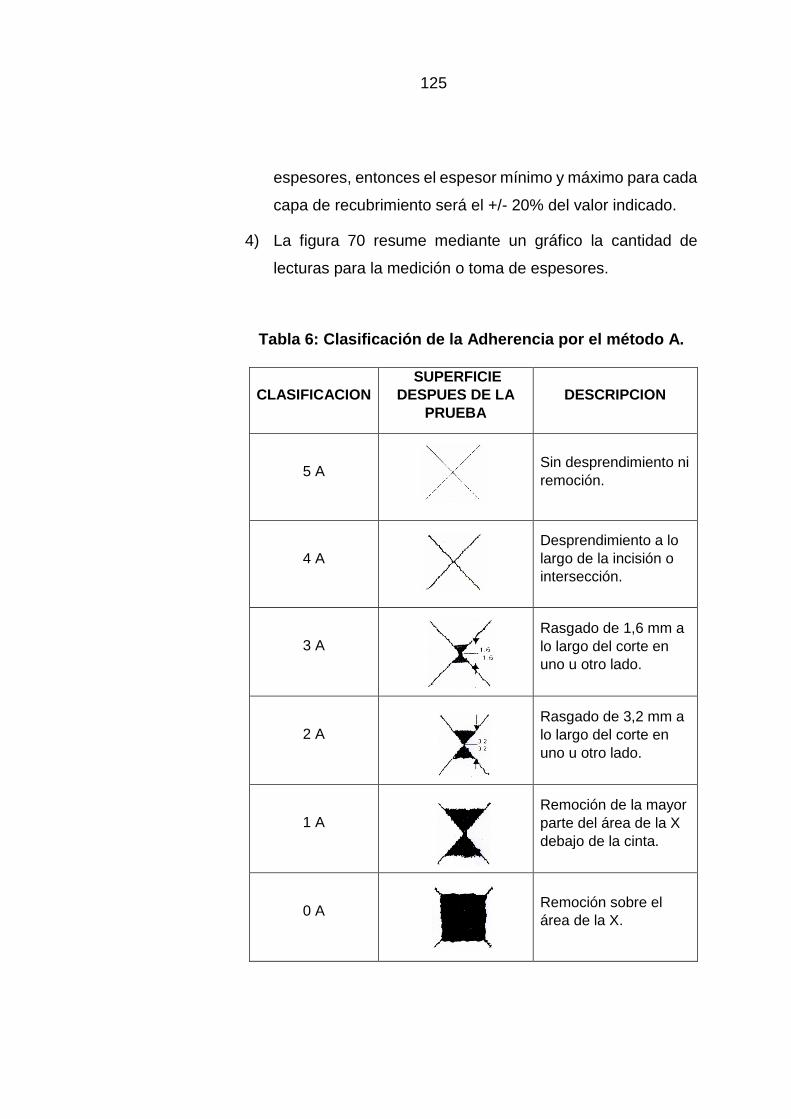
125
espesores, entonces el espesor mínimo y máximo para cada
capa de recubrimiento será el +/- 20% del valor indicado.
4) La figura 70 resume mediante un gráfico la cantidad de
lecturas para la medición o toma de espesores.
Tabla 6: Clasificación de la Adherencia por el método A.
CLASIFICACION
SUPERFICIE
DESPUES DE LA
PRUEBA
DESCRIPCION
5 A
Sin desprendimiento ni
remoción.
4 A
Desprendimiento a lo
largo de la incisión o
intersección.
3 A
Rasgado de 1,6 mm a
lo largo del corte en
uno u otro lado.
2 A
Rasgado de 3,2 mm a
lo largo del corte en
uno u otro lado.
1 A
Remoción de la mayor
parte del área de la X
debajo de la cinta.
0 A
Remoción sobre el
área de la X.
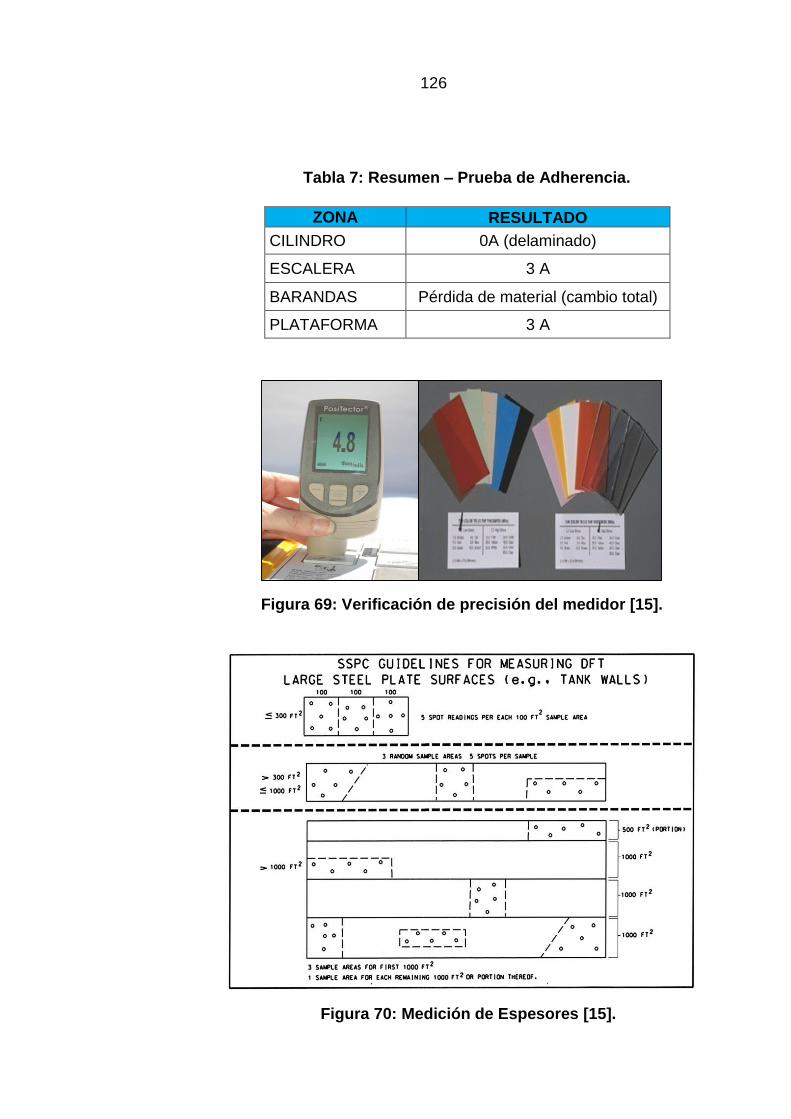
126
Tabla 7: Resumen – Prueba de Adherencia.
Figura 69: Verificación de precisión del medidor [15].
Figura 70: Medición de Espesores [15].
ZONA RESULTADO
CILINDRO 0A (delaminado)
ESCALERA 3 A
BARANDAS Pérdida de material (cambio total)
PLATAFORMA 3 A
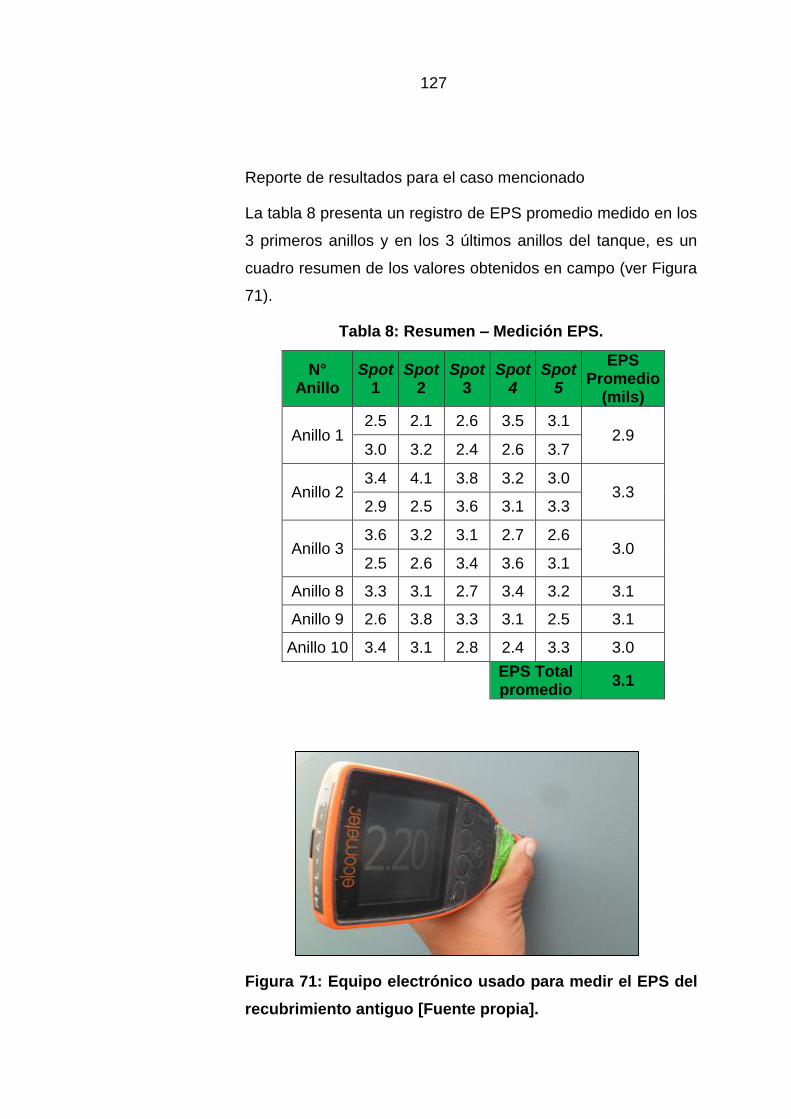
127
Reporte de resultados para el caso mencionado
La tabla 8 presenta un registro de EPS promedio medido en los
3 primeros anillos y en los 3 últimos anillos del tanque, es un
cuadro resumen de los valores obtenidos en campo (ver Figura
71).
Tabla 8: Resumen – Medición EPS.
Figura 71: Equipo electrónico usado para medir el EPS del
recubrimiento antiguo [Fuente propia].
N° Anillo
Spot 1
Spot 2
Spot 3
Spot 4
Spot 5
EPS Promedio
(mils)
Anillo 1 2.5 2.1 2.6 3.5 3.1
2.9 3.0 3.2 2.4 2.6 3.7
Anillo 2 3.4 4.1 3.8 3.2 3.0
3.3 2.9 2.5 3.6 3.1 3.3
Anillo 3 3.6 3.2 3.1 2.7 2.6
3.0 2.5 2.6 3.4 3.6 3.1
Anillo 8 3.3 3.1 2.7 3.4 3.2 3.1
Anillo 9 2.6 3.8 3.3 3.1 2.5 3.1
Anillo 10 3.4 3.1 2.8 2.4 3.3 3.0
EPS Total promedio
3.1
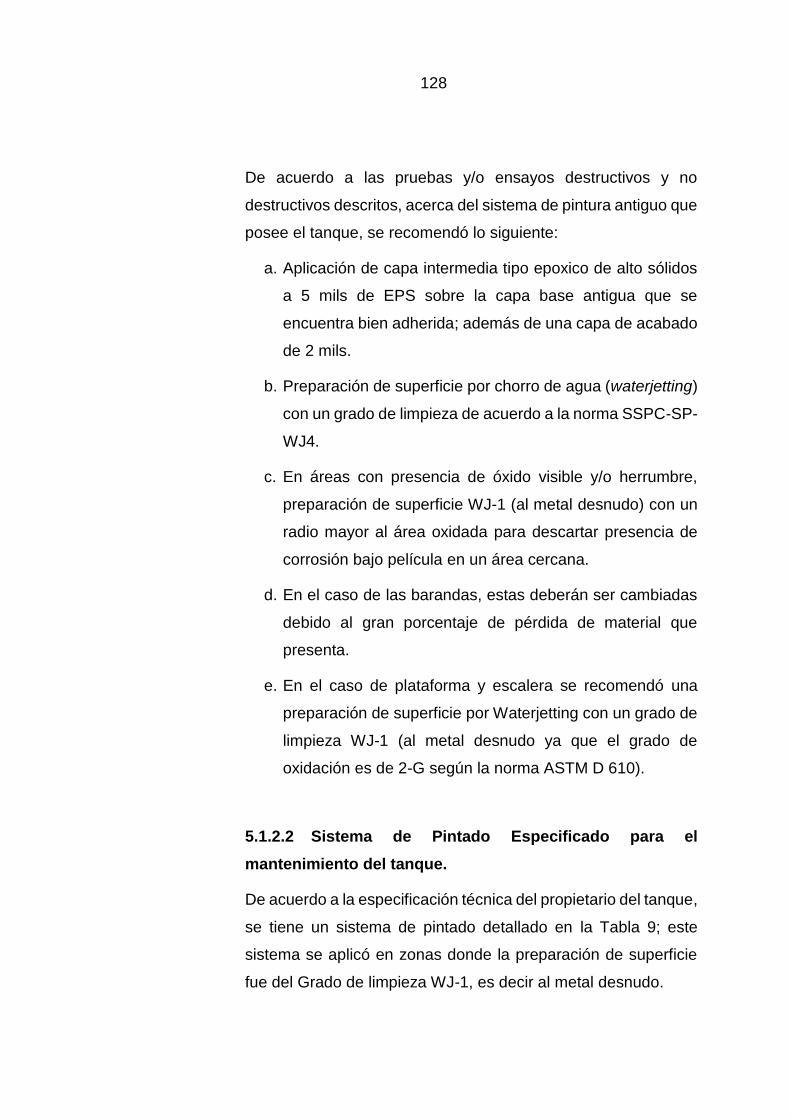
128
De acuerdo a las pruebas y/o ensayos destructivos y no
destructivos descritos, acerca del sistema de pintura antiguo que
posee el tanque, se recomendó lo siguiente:
a. Aplicación de capa intermedia tipo epoxico de alto sólidos
a 5 mils de EPS sobre la capa base antigua que se
encuentra bien adherida; además de una capa de acabado
de 2 mils.
b. Preparación de superficie por chorro de agua (waterjetting)
con un grado de limpieza de acuerdo a la norma SSPC-SP-
WJ4.
c. En áreas con presencia de óxido visible y/o herrumbre,
preparación de superficie WJ-1 (al metal desnudo) con un
radio mayor al área oxidada para descartar presencia de
corrosión bajo película en un área cercana.
d. En el caso de las barandas, estas deberán ser cambiadas
debido al gran porcentaje de pérdida de material que
presenta.
e. En el caso de plataforma y escalera se recomendó una
preparación de superficie por Waterjetting con un grado de
limpieza WJ-1 (al metal desnudo ya que el grado de
oxidación es de 2-G según la norma ASTM D 610).
5.1.2.2 Sistema de Pintado Especificado para el
mantenimiento del tanque.
De acuerdo a la especificación técnica del propietario del tanque,
se tiene un sistema de pintado detallado en la Tabla 9; este
sistema se aplicó en zonas donde la preparación de superficie
fue del Grado de limpieza WJ-1, es decir al metal desnudo.
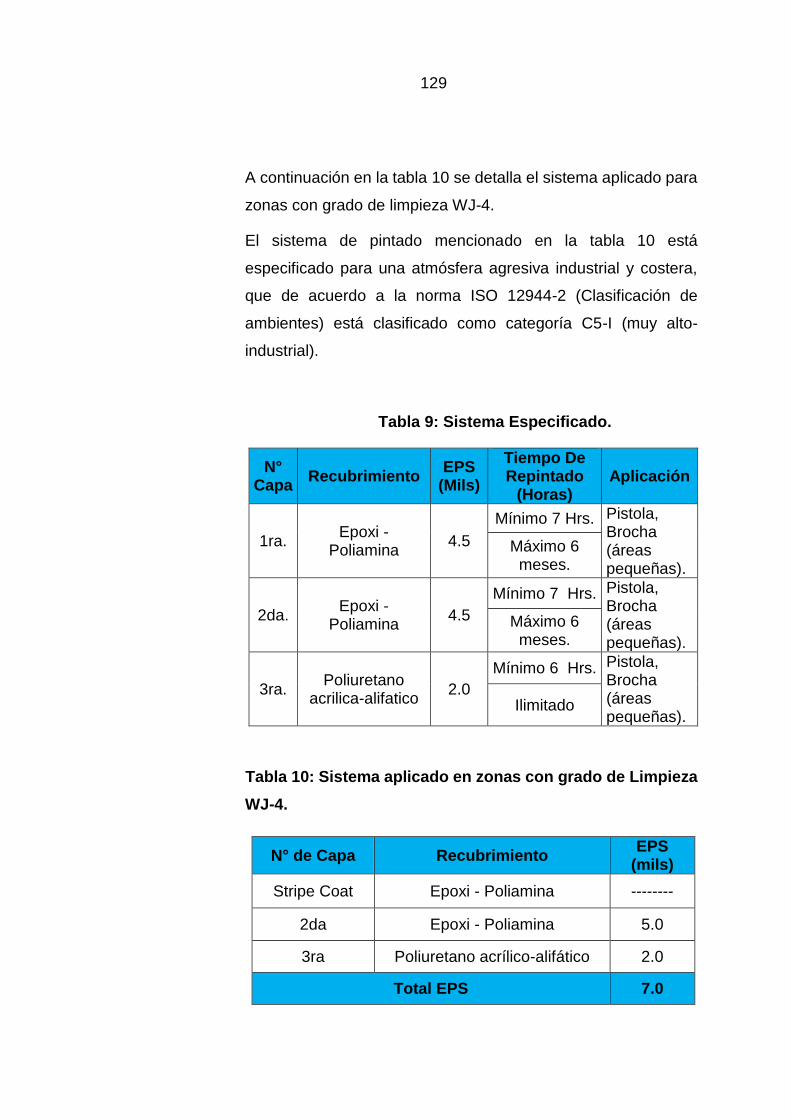
129
A continuación en la tabla 10 se detalla el sistema aplicado para
zonas con grado de limpieza WJ-4.
El sistema de pintado mencionado en la tabla 10 está
especificado para una atmósfera agresiva industrial y costera,
que de acuerdo a la norma ISO 12944-2 (Clasificación de
ambientes) está clasificado como categoría C5-I (muy alto-
industrial).
Tabla 9: Sistema Especificado.
N° Capa
Recubrimiento EPS
(Mils)
Tiempo De Repintado
(Horas) Aplicación
1ra. Epoxi -
Poliamina 4.5
Mínimo 7 Hrs. Pistola, Brocha (áreas pequeñas).
Máximo 6 meses.
2da. Epoxi -
Poliamina 4.5
Mínimo 7 Hrs. Pistola, Brocha (áreas pequeñas).
Máximo 6 meses.
3ra. Poliuretano
acrilica-alifatico 2.0
Mínimo 6 Hrs. Pistola, Brocha (áreas pequeñas).
Ilimitado
Tabla 10: Sistema aplicado en zonas con grado de Limpieza
WJ-4.
N° de Capa Recubrimiento EPS
(mils)
Stripe Coat Epoxi - Poliamina --------
2da Epoxi - Poliamina 5.0
3ra Poliuretano acrílico-alifático 2.0
Total EPS 7.0
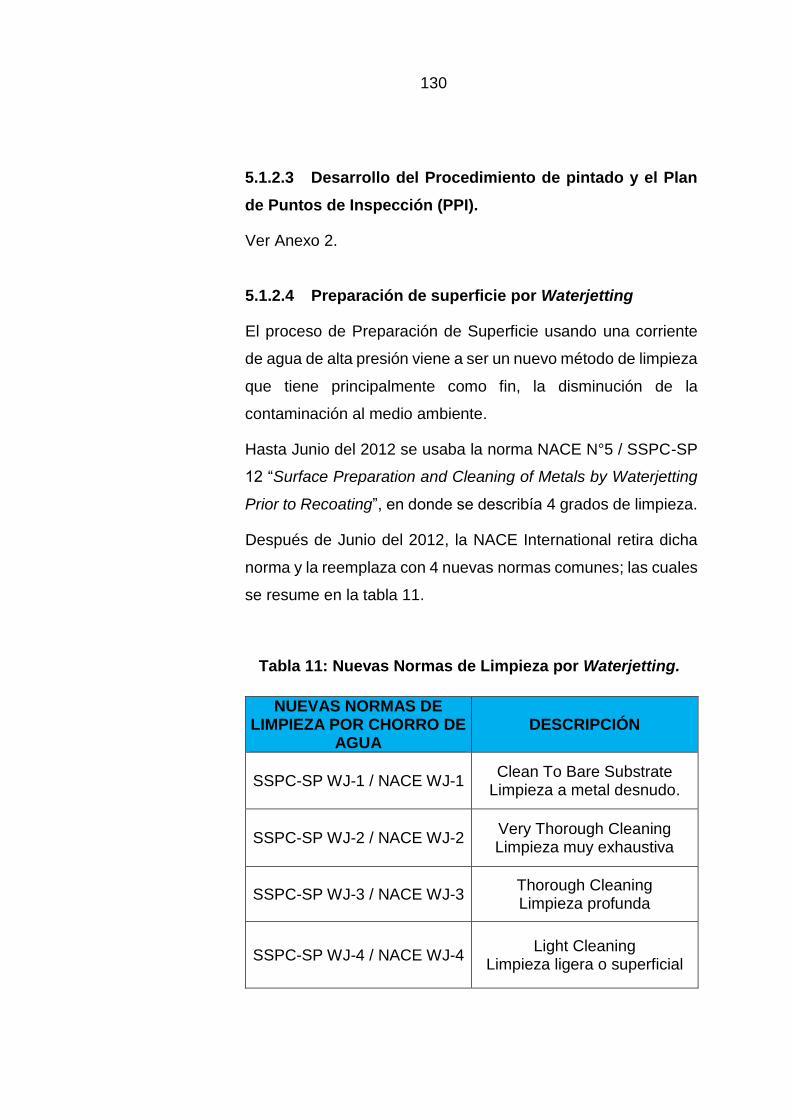
130
5.1.2.3 Desarrollo del Procedimiento de pintado y el Plan
de Puntos de Inspección (PPI).
Ver Anexo 2.
5.1.2.4 Preparación de superficie por Waterjetting
El proceso de Preparación de Superficie usando una corriente
de agua de alta presión viene a ser un nuevo método de limpieza
que tiene principalmente como fin, la disminución de la
contaminación al medio ambiente.
Hasta Junio del 2012 se usaba la norma NACE N°5 / SSPC-SP
12 “Surface Preparation and Cleaning of Metals by Waterjetting
Prior to Recoating”, en donde se describía 4 grados de limpieza.
Después de Junio del 2012, la NACE International retira dicha
norma y la reemplaza con 4 nuevas normas comunes; las cuales
se resume en la tabla 11.
Tabla 11: Nuevas Normas de Limpieza por Waterjetting.
NUEVAS NORMAS DE LIMPIEZA POR CHORRO DE
AGUA DESCRIPCIÓN
SSPC-SP WJ-1 / NACE WJ-1 Clean To Bare Substrate
Limpieza a metal desnudo.
SSPC-SP WJ-2 / NACE WJ-2 Very Thorough Cleaning Limpieza muy exhaustiva
SSPC-SP WJ-3 / NACE WJ-3 Thorough Cleaning Limpieza profunda
SSPC-SP WJ-4 / NACE WJ-4 Light Cleaning
Limpieza ligera o superficial

131
La guía SSPC – Vis 4 / Nace Vis7 es una guía visual o de
comparación mediante fotografías y/o imágenes; que
complementa a la norma SSPC–SP12 o a las nuevas normas
mencionadas, esto es usado como un método comparativo
visual para evaluar el grado de limpieza obtenido; cabe indicar
que el estándar escrito prevalece sobre la guía visual.
Descripción de la norma SSPC–Vis 4 / Nace Vis 7 (Guía y
Referencia Fotográfica para superficies de acero preparadas por
Waterjetting):
Esta norma o guía consiste en una serie de fotografías a color
que representa varias condiciones de superficies de acero
pintado y no pintado antes y después de la limpieza por chorro
de agua (Waterjetting, ver Figura 72).
Figura 72: Guía Visual SSPC-Vis 4 [13].
Resultados obtenidos en campo
La preparación de superficie para el caso práctico mencionado,
se desarrolló de acuerdo a 2 grados de Limpieza según la norma
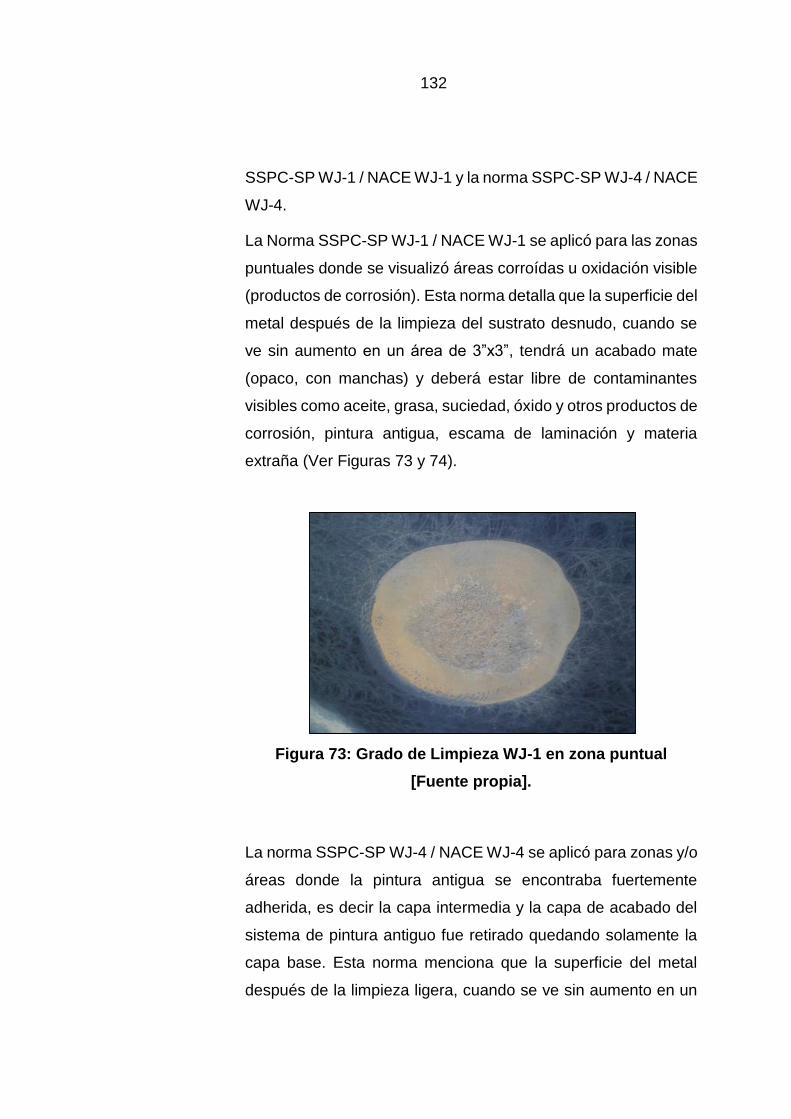
132
SSPC-SP WJ-1 / NACE WJ-1 y la norma SSPC-SP WJ-4 / NACE
WJ-4.
La Norma SSPC-SP WJ-1 / NACE WJ-1 se aplicó para las zonas
puntuales donde se visualizó áreas corroídas u oxidación visible
(productos de corrosión). Esta norma detalla que la superficie del
metal después de la limpieza del sustrato desnudo, cuando se
ve sin aumento en un área de 3”x3”, tendrá un acabado mate
(opaco, con manchas) y deberá estar libre de contaminantes
visibles como aceite, grasa, suciedad, óxido y otros productos de
corrosión, pintura antigua, escama de laminación y materia
extraña (Ver Figuras 73 y 74).
Figura 73: Grado de Limpieza WJ-1 en zona puntual
[Fuente propia].
La norma SSPC-SP WJ-4 / NACE WJ-4 se aplicó para zonas y/o
áreas donde la pintura antigua se encontraba fuertemente
adherida, es decir la capa intermedia y la capa de acabado del
sistema de pintura antiguo fue retirado quedando solamente la
capa base. Esta norma menciona que la superficie del metal
después de la limpieza ligera, cuando se ve sin aumento en un
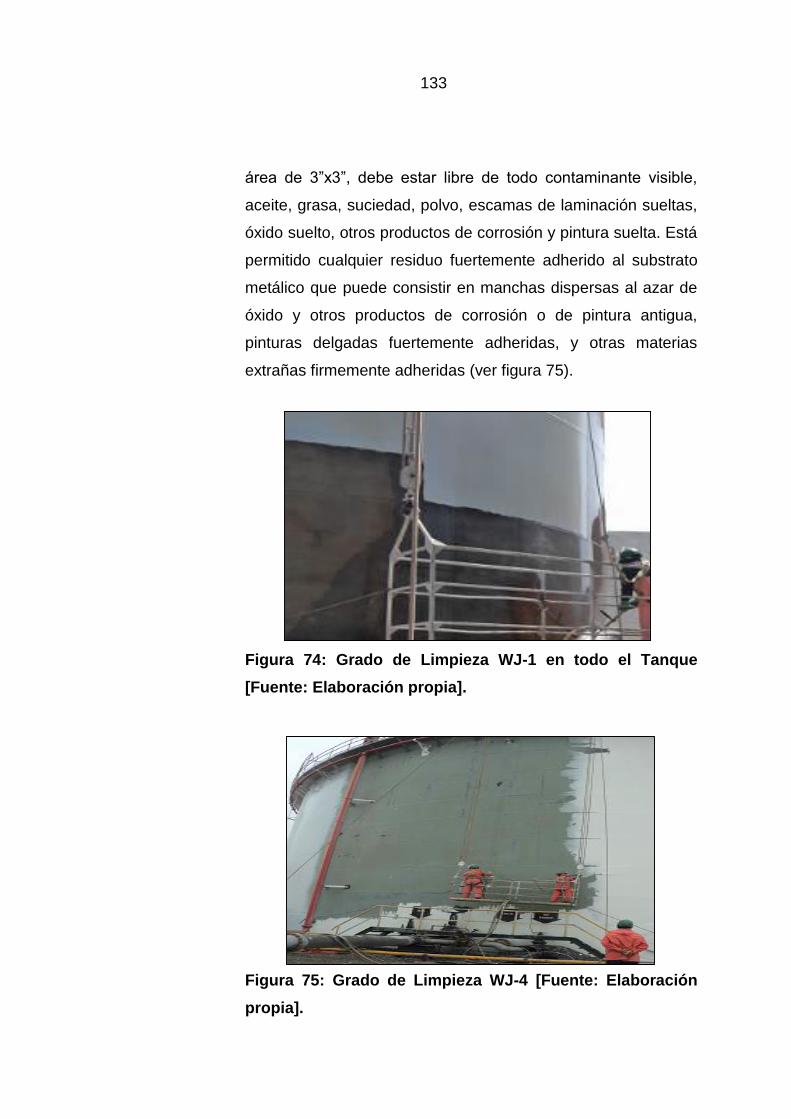
133
área de 3”x3”, debe estar libre de todo contaminante visible,
aceite, grasa, suciedad, polvo, escamas de laminación sueltas,
óxido suelto, otros productos de corrosión y pintura suelta. Está
permitido cualquier residuo fuertemente adherido al substrato
metálico que puede consistir en manchas dispersas al azar de
óxido y otros productos de corrosión o de pintura antigua,
pinturas delgadas fuertemente adheridas, y otras materias
extrañas firmemente adheridas (ver figura 75).
Figura 74: Grado de Limpieza WJ-1 en todo el Tanque
[Fuente: Elaboración propia].
Figura 75: Grado de Limpieza WJ-4 [Fuente: Elaboración
propia].
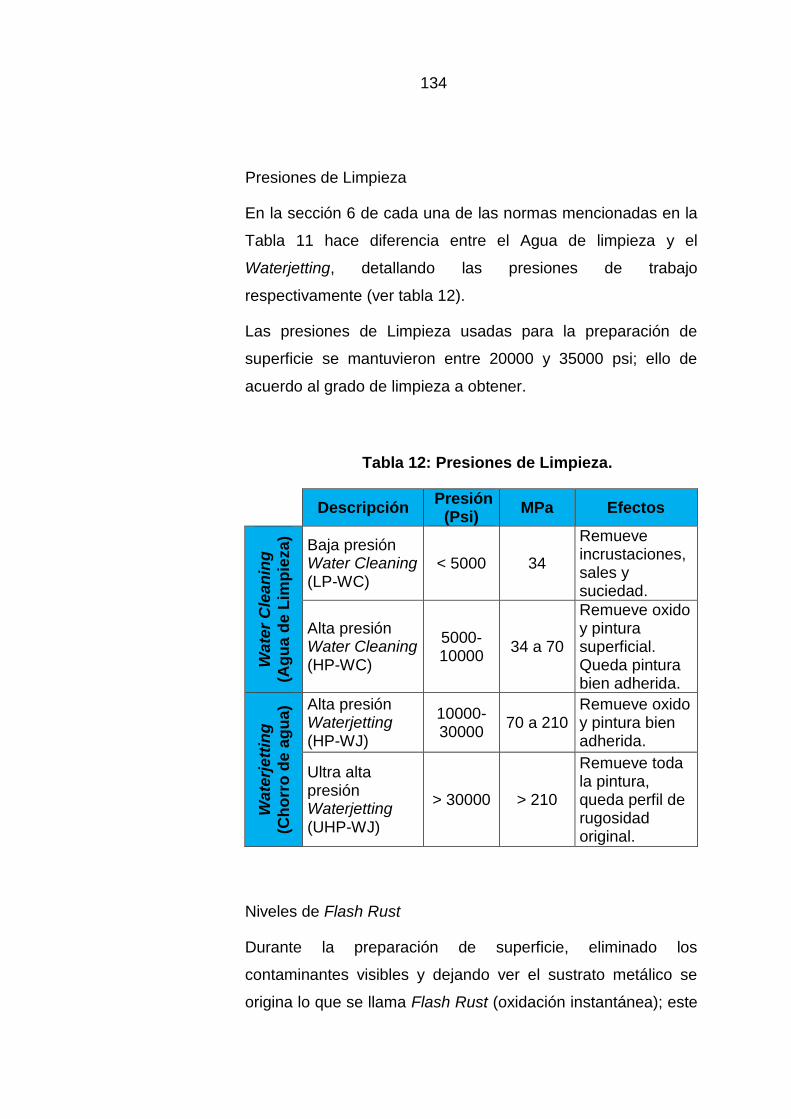
134
Presiones de Limpieza
En la sección 6 de cada una de las normas mencionadas en la
Tabla 11 hace diferencia entre el Agua de limpieza y el
Waterjetting, detallando las presiones de trabajo
respectivamente (ver tabla 12).
Las presiones de Limpieza usadas para la preparación de
superficie se mantuvieron entre 20000 y 35000 psi; ello de
acuerdo al grado de limpieza a obtener.
Tabla 12: Presiones de Limpieza.
Niveles de Flash Rust
Durante la preparación de superficie, eliminado los
contaminantes visibles y dejando ver el sustrato metálico se
origina lo que se llama Flash Rust (oxidación instantánea); este
Descripción
Presión (Psi)
MPa Efectos
Wa
ter
Cle
an
ing
(Ag
ua d
e L
imp
ieza
)
Baja presión Water Cleaning (LP-WC)
< 5000 34
Remueve incrustaciones, sales y suciedad.
Alta presión Water Cleaning (HP-WC)
5000-10000
34 a 70
Remueve oxido y pintura superficial. Queda pintura bien adherida.
Wa
terj
ett
ing
(Ch
orr
o d
e a
gu
a) Alta presión
Waterjetting (HP-WJ)
10000-30000
70 a 210 Remueve oxido y pintura bien adherida.
Ultra alta presión Waterjetting (UHP-WJ)
> 30000 > 210
Remueve toda la pintura, queda perfil de rugosidad original.
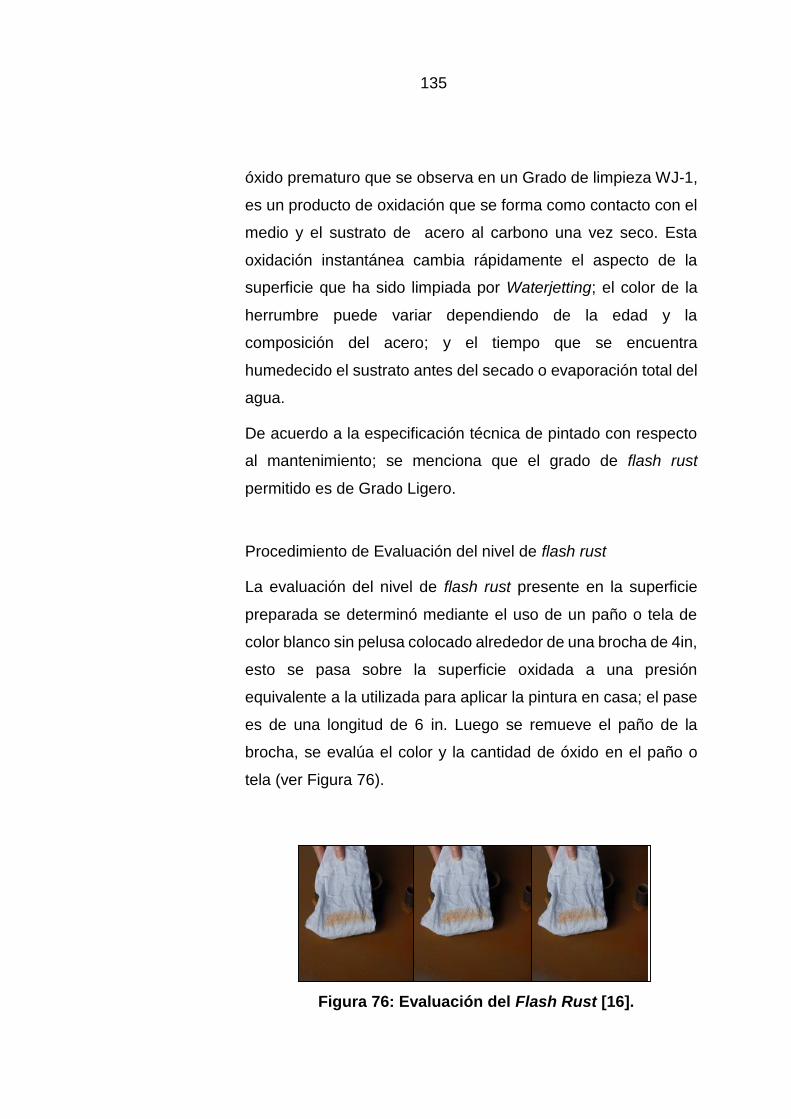
135
óxido prematuro que se observa en un Grado de limpieza WJ-1,
es un producto de oxidación que se forma como contacto con el
medio y el sustrato de acero al carbono una vez seco. Esta
oxidación instantánea cambia rápidamente el aspecto de la
superficie que ha sido limpiada por Waterjetting; el color de la
herrumbre puede variar dependiendo de la edad y la
composición del acero; y el tiempo que se encuentra
humedecido el sustrato antes del secado o evaporación total del
agua.
De acuerdo a la especificación técnica de pintado con respecto
al mantenimiento; se menciona que el grado de flash rust
permitido es de Grado Ligero.
Procedimiento de Evaluación del nivel de flash rust
La evaluación del nivel de flash rust presente en la superficie
preparada se determinó mediante el uso de un paño o tela de
color blanco sin pelusa colocado alrededor de una brocha de 4in,
esto se pasa sobre la superficie oxidada a una presión
equivalente a la utilizada para aplicar la pintura en casa; el pase
es de una longitud de 6 in. Luego se remueve el paño de la
brocha, se evalúa el color y la cantidad de óxido en el paño o
tela (ver Figura 76).
Figura 76: Evaluación del Flash Rust [16].
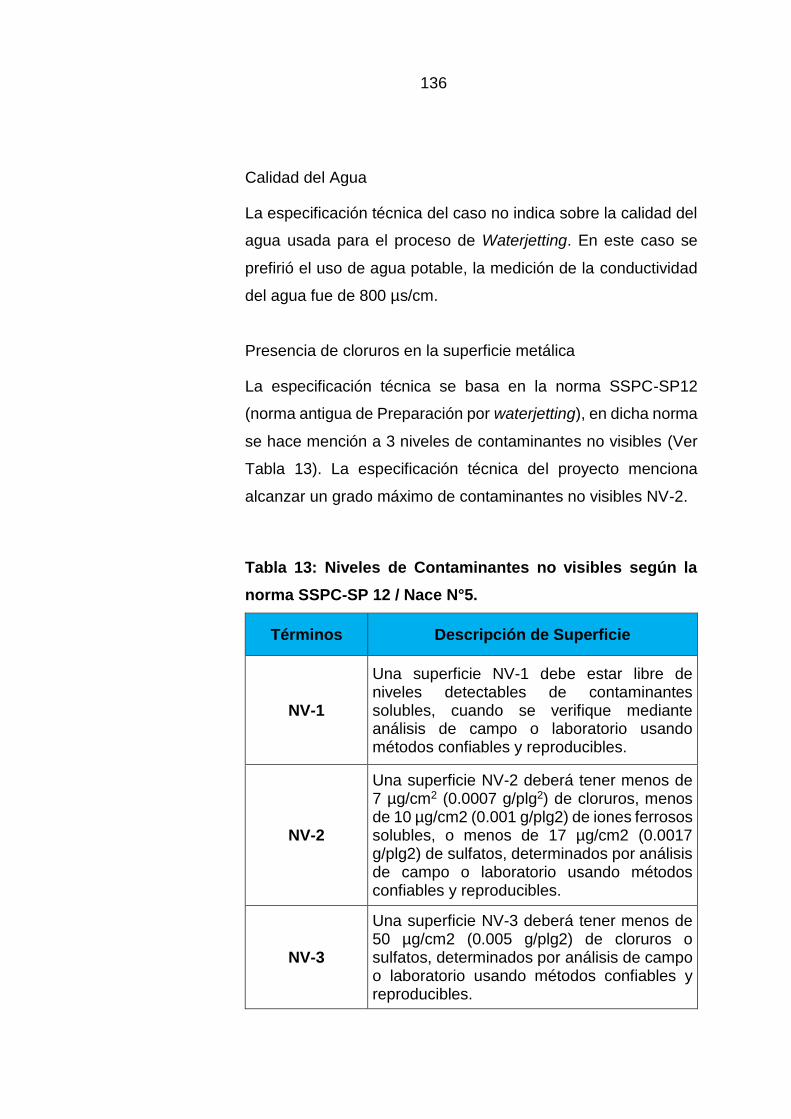
136
Calidad del Agua
La especificación técnica del caso no indica sobre la calidad del
agua usada para el proceso de Waterjetting. En este caso se
prefirió el uso de agua potable, la medición de la conductividad
del agua fue de 800 µs/cm.
Presencia de cloruros en la superficie metálica
La especificación técnica se basa en la norma SSPC-SP12
(norma antigua de Preparación por waterjetting), en dicha norma
se hace mención a 3 niveles de contaminantes no visibles (Ver
Tabla 13). La especificación técnica del proyecto menciona
alcanzar un grado máximo de contaminantes no visibles NV-2.
Tabla 13: Niveles de Contaminantes no visibles según la
norma SSPC-SP 12 / Nace N°5.
Términos Descripción de Superficie
NV-1
Una superficie NV-1 debe estar libre de niveles detectables de contaminantes solubles, cuando se verifique mediante análisis de campo o laboratorio usando métodos confiables y reproducibles.
NV-2
Una superficie NV-2 deberá tener menos de 7 µg/cm2 (0.0007 g/plg2) de cloruros, menos de 10 µg/cm2 (0.001 g/plg2) de iones ferrosos solubles, o menos de 17 µg/cm2 (0.0017 g/plg2) de sulfatos, determinados por análisis de campo o laboratorio usando métodos confiables y reproducibles.
NV-3
Una superficie NV-3 deberá tener menos de 50 µg/cm2 (0.005 g/plg2) de cloruros o sulfatos, determinados por análisis de campo o laboratorio usando métodos confiables y reproducibles.
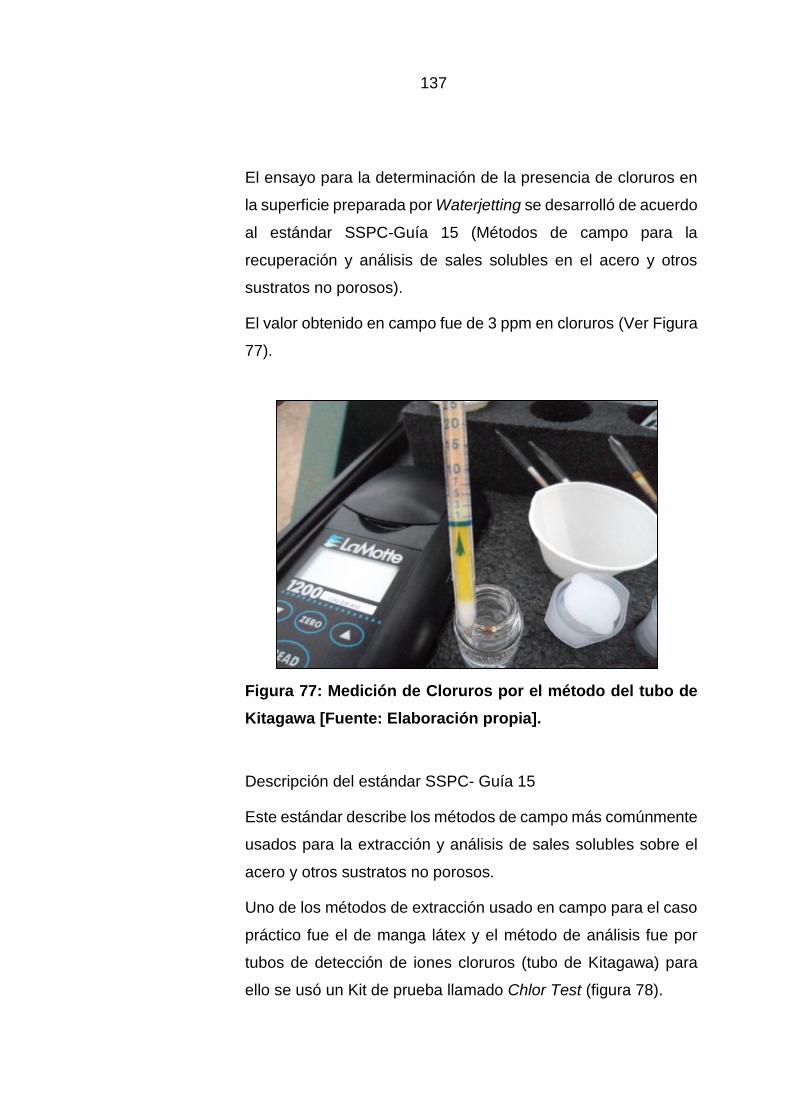
137
El ensayo para la determinación de la presencia de cloruros en
la superficie preparada por Waterjetting se desarrolló de acuerdo
al estándar SSPC-Guía 15 (Métodos de campo para la
recuperación y análisis de sales solubles en el acero y otros
sustratos no porosos).
El valor obtenido en campo fue de 3 ppm en cloruros (Ver Figura
77).
Figura 77: Medición de Cloruros por el método del tubo de
Kitagawa [Fuente: Elaboración propia].
Descripción del estándar SSPC- Guía 15
Este estándar describe los métodos de campo más comúnmente
usados para la extracción y análisis de sales solubles sobre el
acero y otros sustratos no porosos.
Uno de los métodos de extracción usado en campo para el caso
práctico fue el de manga látex y el método de análisis fue por
tubos de detección de iones cloruros (tubo de Kitagawa) para
ello se usó un Kit de prueba llamado Chlor Test (figura 78).
138
El método de extracción de sales (cloruros) por Manga Látex usa
una manga látex flexible libre de cloruros que posee un adhesivo
en el borde de la manga.
El método de análisis por tubo de detección de ion Cloruro
vienen a ser tubos que contienen cristales impregnados con
dicromato de plata (rosado), uno de los extremos del tubo es
sumergido en la solución extraída y por acción capilar la solución
es absorbida hasta la parte superior del tubo. El ion cloruro entra
en contacto con el dicromato de plata se convierte en cloruro de
plata (blanco). Cuando la solución alcanza la parte superior del
tubo, el algodón blanco en la parte superior cambia de color a
ámbar. Esto indica que la valoración o titulación ha finalizado.
Las graduaciones en el lado del tubo proporcionan el nivel de
iones cloruro presente en la solución.
Figura 78: Kit de Prueba Chlor test [17].
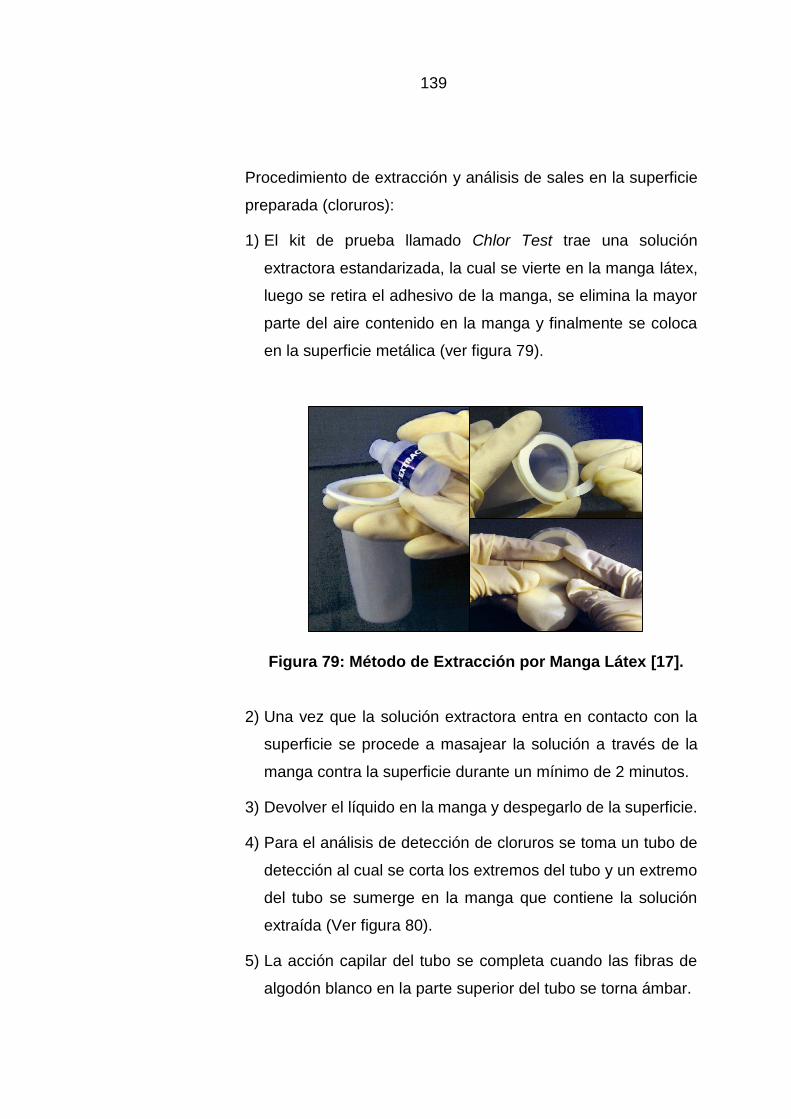
139
Procedimiento de extracción y análisis de sales en la superficie
preparada (cloruros):
1) El kit de prueba llamado Chlor Test trae una solución
extractora estandarizada, la cual se vierte en la manga látex,
luego se retira el adhesivo de la manga, se elimina la mayor
parte del aire contenido en la manga y finalmente se coloca
en la superficie metálica (ver figura 79).
Figura 79: Método de Extracción por Manga Látex [17].
2) Una vez que la solución extractora entra en contacto con la
superficie se procede a masajear la solución a través de la
manga contra la superficie durante un mínimo de 2 minutos.
3) Devolver el líquido en la manga y despegarlo de la superficie.
4) Para el análisis de detección de cloruros se toma un tubo de
detección al cual se corta los extremos del tubo y un extremo
del tubo se sumerge en la manga que contiene la solución
extraída (Ver figura 80).
5) La acción capilar del tubo se completa cuando las fibras de
algodón blanco en la parte superior del tubo se torna ámbar.
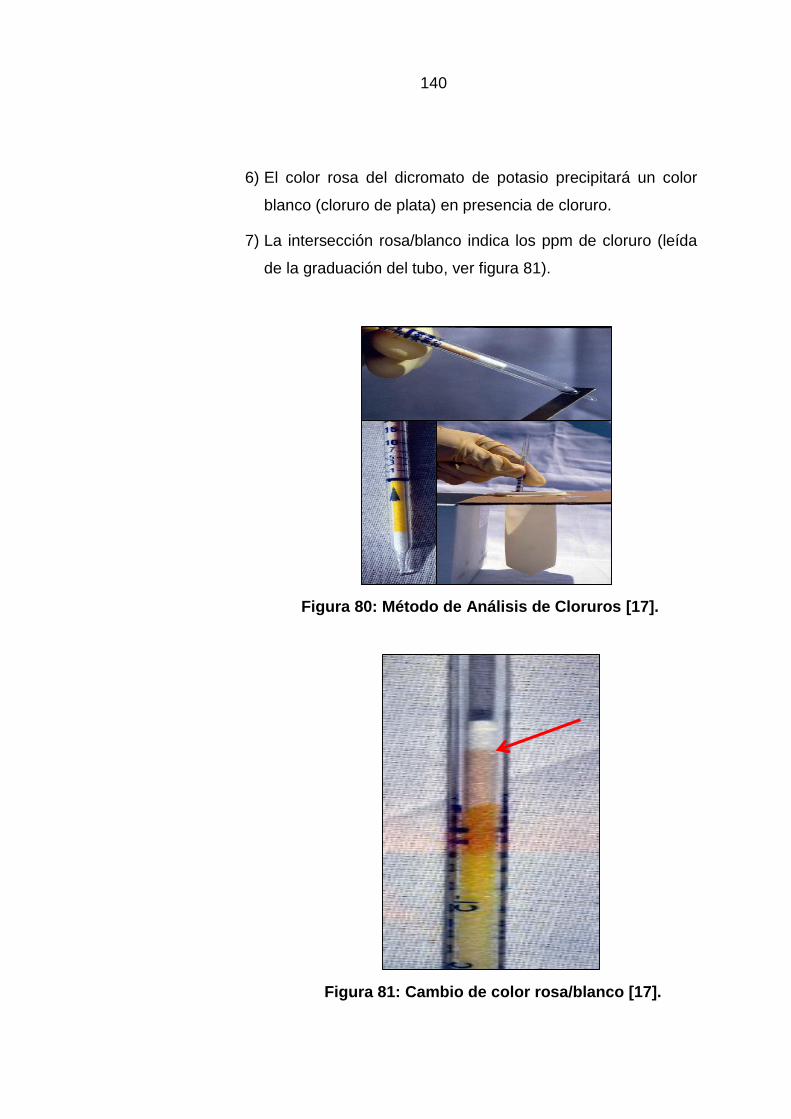
140
6) El color rosa del dicromato de potasio precipitará un color
blanco (cloruro de plata) en presencia de cloruro.
7) La intersección rosa/blanco indica los ppm de cloruro (leída
de la graduación del tubo, ver figura 81).
Figura 80: Método de Análisis de Cloruros [17].
Figura 81: Cambio de color rosa/blanco [17].

141
Descripción del Equipo de Waterjetting
El equipo de waterjetting usado para el proyecto en mención
consta de los siguientes componentes básicos (ver Figuras 82,
83, 84 y 85) :
1. Motor a Diesel.
2. Bomba de 10000 a 40000 psi, desplazamiento
positivo.
3. Filtros para partículas de hasta 10 micras.
4. Manguera de alta presión.
5. Pistolas para 2 operadores.
6. Boquillas tipo rotatorios.
Figura 82: Equipo Waterjetting marca KMT [Fuente:
Elaboración propia].
5.1.2.5 Aplicación del Sistema Especificado
La aplicación del sistema especificado se inició con la
preparación y dilución del Recubrimiento.

142
La preparación del recubrimiento se lleva acabo de acuerdo a la
hoja técnica de los productos a aplicar.
El porcentaje de dilución dependerá de la presión del equipo de
aplicación y de la viscosidad del recubrimiento. Se presenta un
resumen en la tabla 14.
Figura 83: Equipo operado manualmente [Fuente:
Elaboración propia].
Figura 84: Panel de Control [Fuente: Elaboración propia].
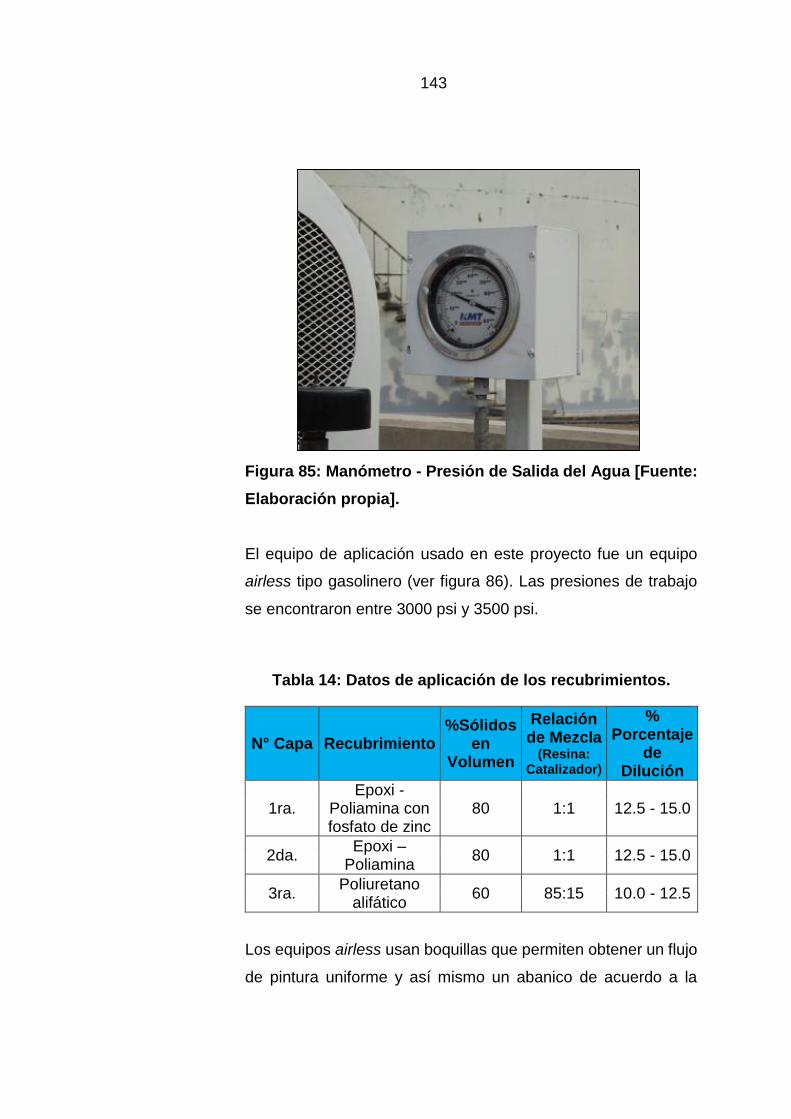
143
Figura 85: Manómetro - Presión de Salida del Agua [Fuente:
Elaboración propia].
El equipo de aplicación usado en este proyecto fue un equipo
airless tipo gasolinero (ver figura 86). Las presiones de trabajo
se encontraron entre 3000 psi y 3500 psi.
Tabla 14: Datos de aplicación de los recubrimientos.
N° Capa Recubrimiento %Sólidos
en Volumen
Relación de Mezcla
(Resina: Catalizador)
% Porcentaje
de Dilución
1ra. Epoxi -
Poliamina con fosfato de zinc
80 1:1 12.5 - 15.0
2da. Epoxi –
Poliamina 80 1:1 12.5 - 15.0
3ra. Poliuretano
alifático 60 85:15 10.0 - 12.5
Los equipos airless usan boquillas que permiten obtener un flujo
de pintura uniforme y así mismo un abanico de acuerdo a la
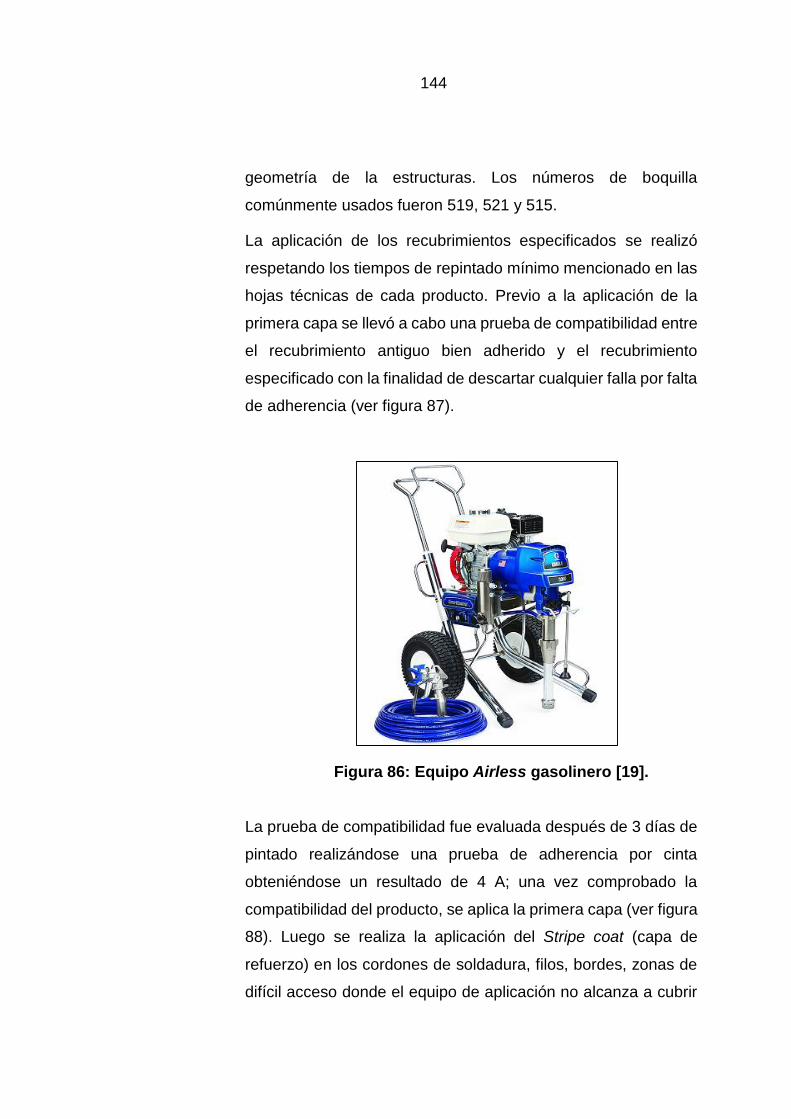
144
geometría de la estructuras. Los números de boquilla
comúnmente usados fueron 519, 521 y 515.
La aplicación de los recubrimientos especificados se realizó
respetando los tiempos de repintado mínimo mencionado en las
hojas técnicas de cada producto. Previo a la aplicación de la
primera capa se llevó a cabo una prueba de compatibilidad entre
el recubrimiento antiguo bien adherido y el recubrimiento
especificado con la finalidad de descartar cualquier falla por falta
de adherencia (ver figura 87).
Figura 86: Equipo Airless gasolinero [19].
La prueba de compatibilidad fue evaluada después de 3 días de
pintado realizándose una prueba de adherencia por cinta
obteniéndose un resultado de 4 A; una vez comprobado la
compatibilidad del producto, se aplica la primera capa (ver figura
88). Luego se realiza la aplicación del Stripe coat (capa de
refuerzo) en los cordones de soldadura, filos, bordes, zonas de
difícil acceso donde el equipo de aplicación no alcanza a cubrir

145
de manera uniforme. Esta capa de refuerzo se aplica a brocha
para una mejor humectación en hendiduras y zonas irregulares
que presente la superficie (ver figura 89). Finalizado la aplicación
de la capa de refuerzo y la segunda capa se procede a la
aplicación de la capa de acabado, respetándose los tiempos de
repintado mínimo de cada recubrimiento (ver figura 90).
Figura 87: Prueba de compatibilidad [Fuente: Elaboración
propia].
Figura 88: Aplicación de la primera capa [Fuente:
Elaboración propia].
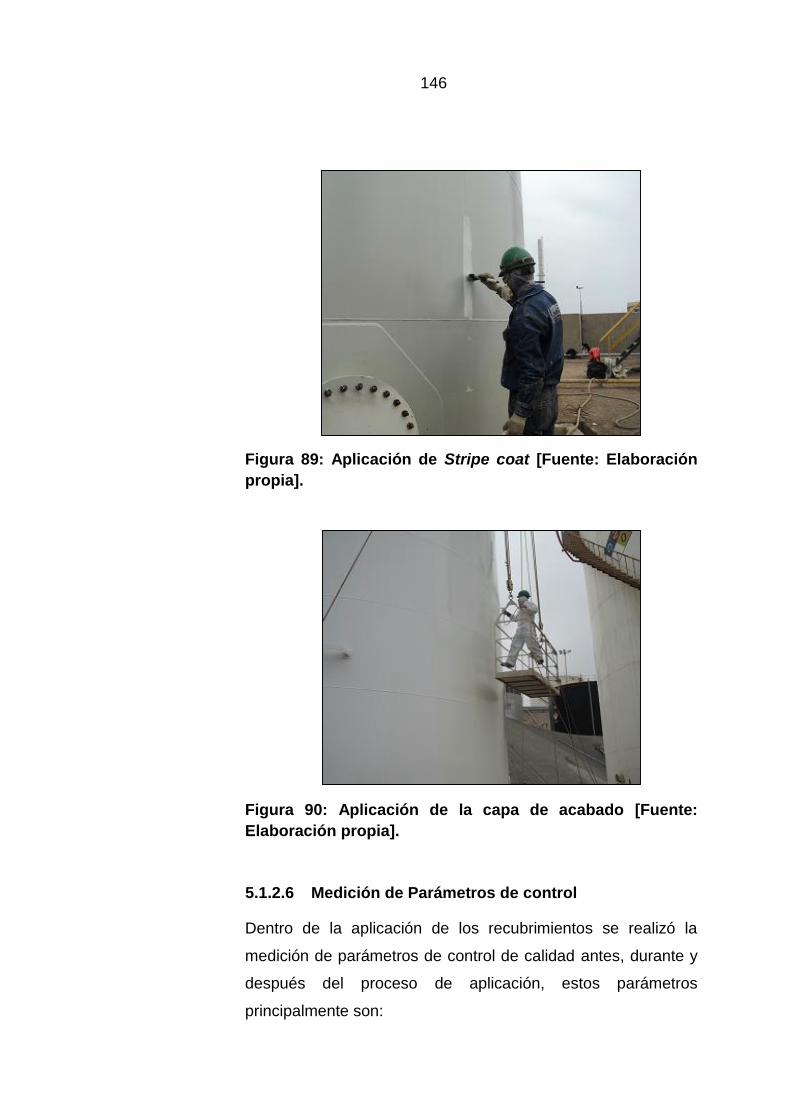
146
Figura 89: Aplicación de Stripe coat [Fuente: Elaboración
propia].
Figura 90: Aplicación de la capa de acabado [Fuente:
Elaboración propia].
5.1.2.6 Medición de Parámetros de control
Dentro de la aplicación de los recubrimientos se realizó la
medición de parámetros de control de calidad antes, durante y
después del proceso de aplicación, estos parámetros
principalmente son:
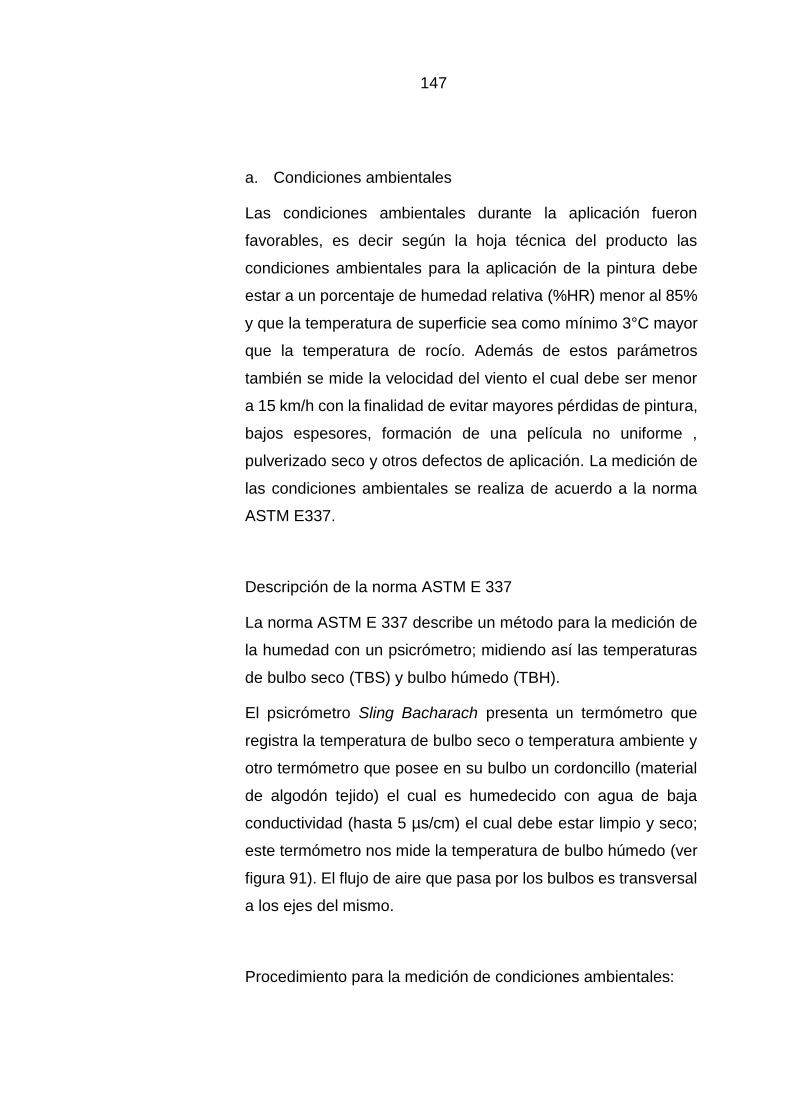
147
a. Condiciones ambientales
Las condiciones ambientales durante la aplicación fueron
favorables, es decir según la hoja técnica del producto las
condiciones ambientales para la aplicación de la pintura debe
estar a un porcentaje de humedad relativa (%HR) menor al 85%
y que la temperatura de superficie sea como mínimo 3°C mayor
que la temperatura de rocío. Además de estos parámetros
también se mide la velocidad del viento el cual debe ser menor
a 15 km/h con la finalidad de evitar mayores pérdidas de pintura,
bajos espesores, formación de una película no uniforme ,
pulverizado seco y otros defectos de aplicación. La medición de
las condiciones ambientales se realiza de acuerdo a la norma
ASTM E337.
Descripción de la norma ASTM E 337
La norma ASTM E 337 describe un método para la medición de
la humedad con un psicrómetro; midiendo así las temperaturas
de bulbo seco (TBS) y bulbo húmedo (TBH).
El psicrómetro Sling Bacharach presenta un termómetro que
registra la temperatura de bulbo seco o temperatura ambiente y
otro termómetro que posee en su bulbo un cordoncillo (material
de algodón tejido) el cual es humedecido con agua de baja
conductividad (hasta 5 µs/cm) el cual debe estar limpio y seco;
este termómetro nos mide la temperatura de bulbo húmedo (ver
figura 91). El flujo de aire que pasa por los bulbos es transversal
a los ejes del mismo.
Procedimiento para la medición de condiciones ambientales:
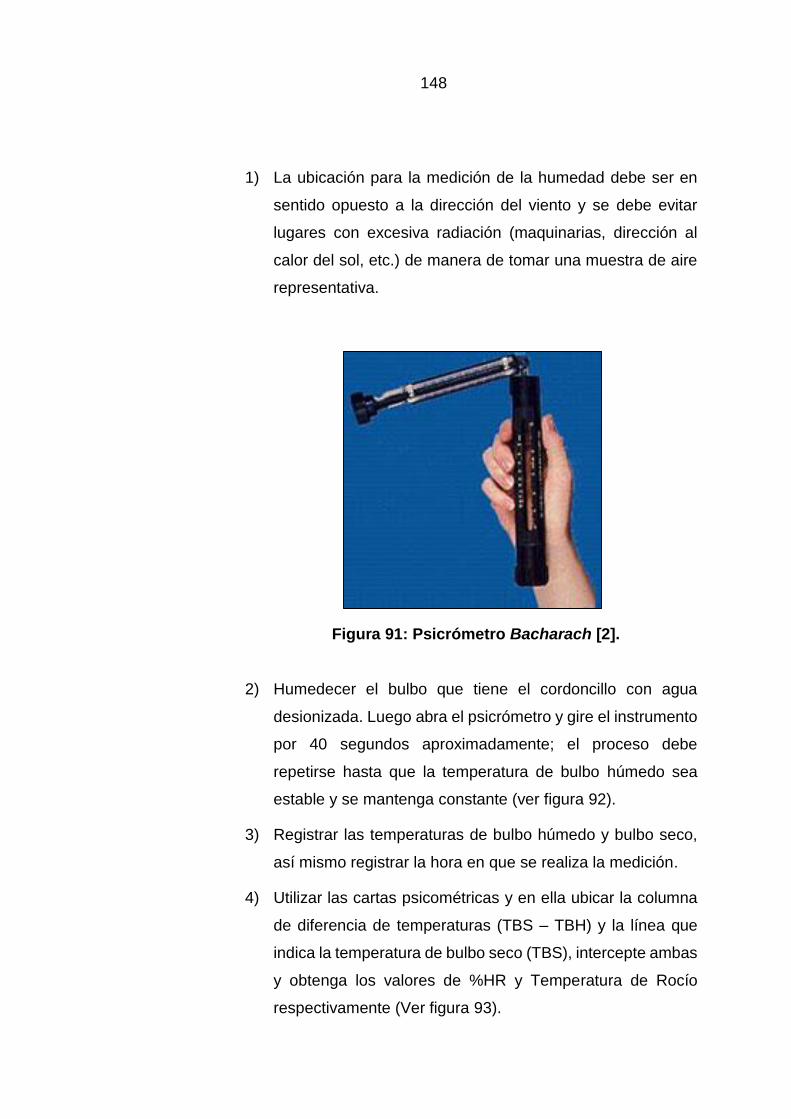
148
1) La ubicación para la medición de la humedad debe ser en
sentido opuesto a la dirección del viento y se debe evitar
lugares con excesiva radiación (maquinarias, dirección al
calor del sol, etc.) de manera de tomar una muestra de aire
representativa.
Figura 91: Psicrómetro Bacharach [2].
2) Humedecer el bulbo que tiene el cordoncillo con agua
desionizada. Luego abra el psicrómetro y gire el instrumento
por 40 segundos aproximadamente; el proceso debe
repetirse hasta que la temperatura de bulbo húmedo sea
estable y se mantenga constante (ver figura 92).
3) Registrar las temperaturas de bulbo húmedo y bulbo seco,
así mismo registrar la hora en que se realiza la medición.
4) Utilizar las cartas psicométricas y en ella ubicar la columna
de diferencia de temperaturas (TBS – TBH) y la línea que
indica la temperatura de bulbo seco (TBS), intercepte ambas
y obtenga los valores de %HR y Temperatura de Rocío
respectivamente (Ver figura 93).
149
5) Al mismo tiempo se procede a la medición de la temperatura
de superficie con la ayuda de un termómetro de contacto
magnético que se coloca sobre la superficie limpia y seca.
Se registra la temperatura después de al menos 5 minutos
(Ver figura 94).
6) Para la medición de la velocidad del viento se usa un
instrumento llamado anemómetro, para iniciar con la
medición se debe ubicar en sentido opuesto a la dirección
del viento y registrar el valor medido (Ver figura 95).
Figura 92: Medición de las temperaturas de bulbo
seco y bulbo húmedo [7].
b. Medición de espesor de Película Húmeda (EPH)
La medición del EPH se realiza tomando como referencia la
norma ASTM D 4414 (Práctica para la Medición del EPH por
Calibrador dentado). Este parámetro se midió durante la
aplicación de la primera, segunda y tercera capa de protección.
El EPH nos ayuda a controlar el rendimiento práctico del
producto, consumo de pintura, calcular pérdidas de pintura,
controlar los espesores de película seca requeridos de acuerdo
al sistema de protección especificado. Esta prueba es
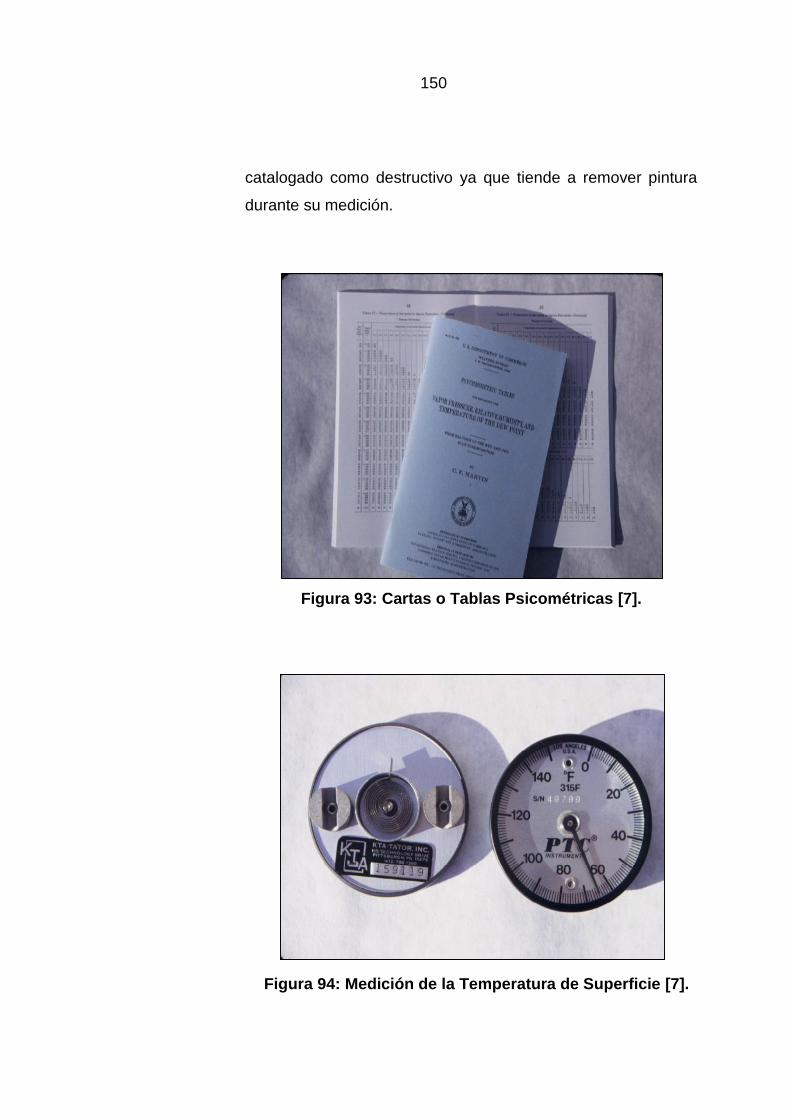
150
catalogado como destructivo ya que tiende a remover pintura
durante su medición.
Figura 93: Cartas o Tablas Psicométricas [7].
Figura 94: Medición de la Temperatura de Superficie [7].
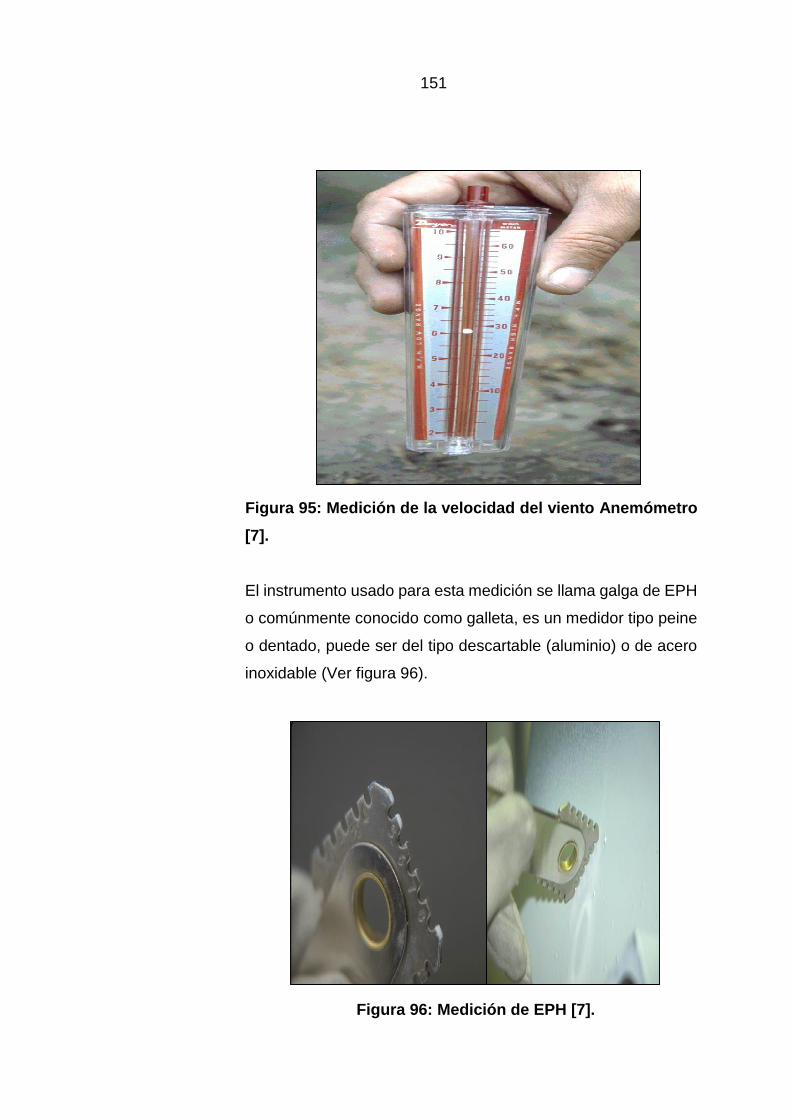
151
Figura 95: Medición de la velocidad del viento Anemómetro
[7].
El instrumento usado para esta medición se llama galga de EPH
o comúnmente conocido como galleta, es un medidor tipo peine
o dentado, puede ser del tipo descartable (aluminio) o de acero
inoxidable (Ver figura 96).
Figura 96: Medición de EPH [7].
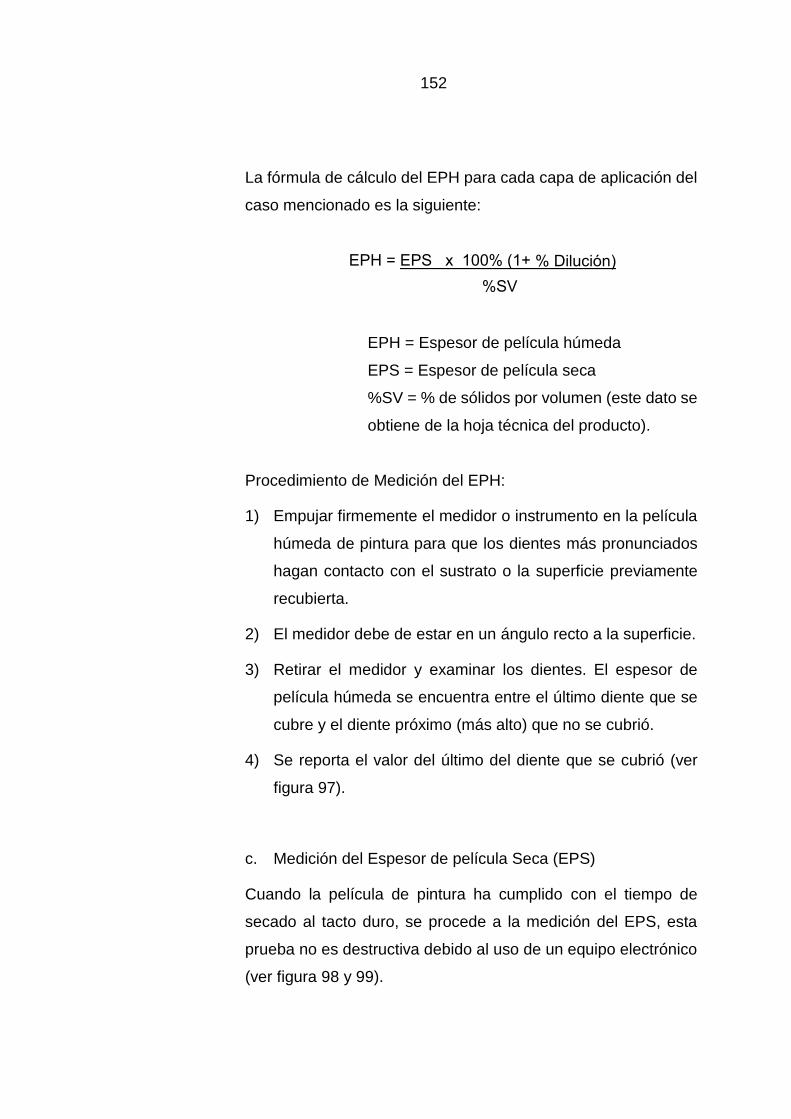
152
La fórmula de cálculo del EPH para cada capa de aplicación del
caso mencionado es la siguiente:
EPH = Espesor de película húmeda
EPS = Espesor de película seca
%SV = % de sólidos por volumen (este dato se
obtiene de la hoja técnica del producto).
Procedimiento de Medición del EPH:
1) Empujar firmemente el medidor o instrumento en la película
húmeda de pintura para que los dientes más pronunciados
hagan contacto con el sustrato o la superficie previamente
recubierta.
2) El medidor debe de estar en un ángulo recto a la superficie.
3) Retirar el medidor y examinar los dientes. El espesor de
película húmeda se encuentra entre el último diente que se
cubre y el diente próximo (más alto) que no se cubrió.
4) Se reporta el valor del último del diente que se cubrió (ver
figura 97).
c. Medición del Espesor de película Seca (EPS)
Cuando la película de pintura ha cumplido con el tiempo de
secado al tacto duro, se procede a la medición del EPS, esta
prueba no es destructiva debido al uso de un equipo electrónico
(ver figura 98 y 99).
EPH = EPS x 100% (1+ % Dilución)
%SV
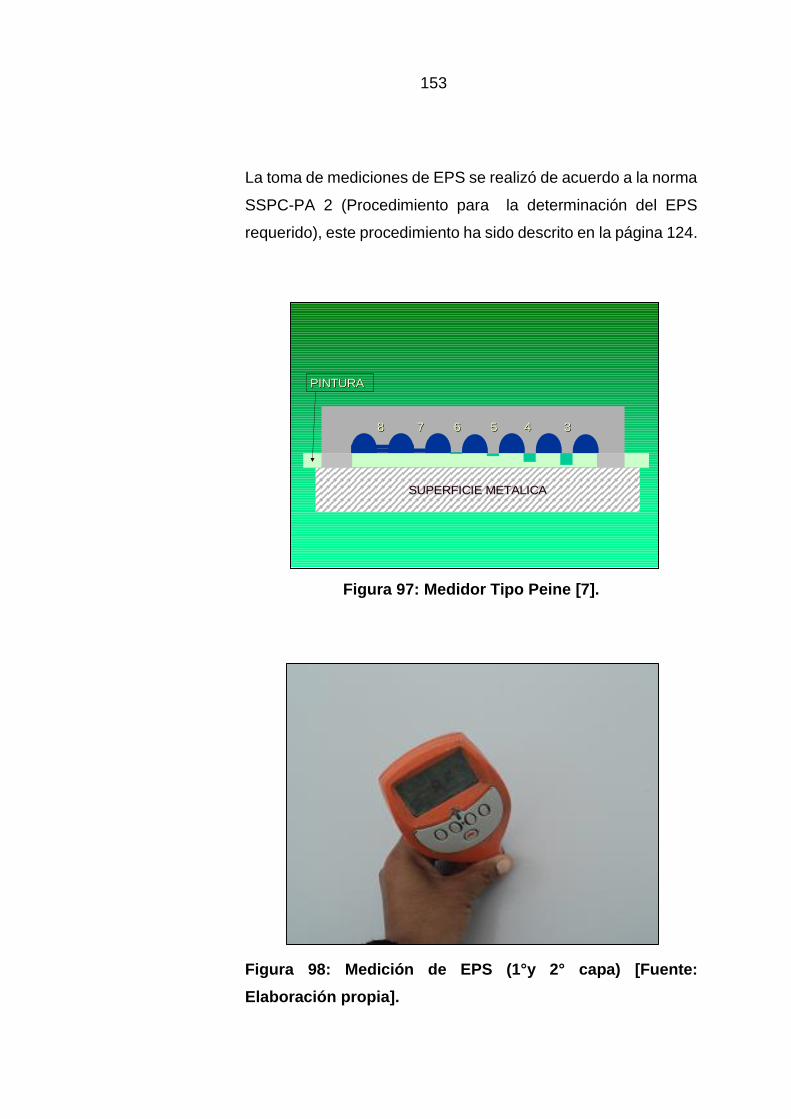
153
La toma de mediciones de EPS se realizó de acuerdo a la norma
SSPC-PA 2 (Procedimiento para la determinación del EPS
requerido), este procedimiento ha sido descrito en la página 124.
Figura 97: Medidor Tipo Peine [7].
Figura 98: Medición de EPS (1°y 2° capa) [Fuente:
Elaboración propia].
SUPERFICIE METALICASUPERFICIE METALICA
PINTURAPINTURA
88 77 66 55 44 33
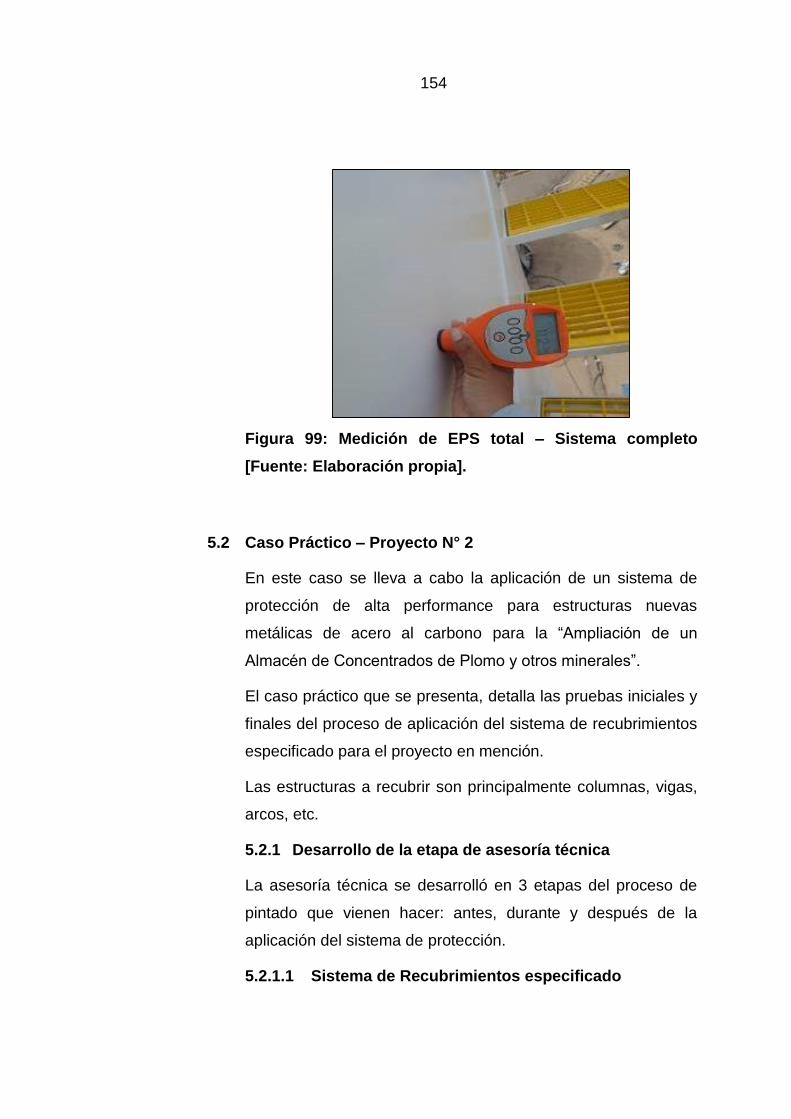
154
Figura 99: Medición de EPS total – Sistema completo
[Fuente: Elaboración propia].
5.2 Caso Práctico – Proyecto N° 2
En este caso se lleva a cabo la aplicación de un sistema de
protección de alta performance para estructuras nuevas
metálicas de acero al carbono para la “Ampliación de un
Almacén de Concentrados de Plomo y otros minerales”.
El caso práctico que se presenta, detalla las pruebas iniciales y
finales del proceso de aplicación del sistema de recubrimientos
especificado para el proyecto en mención.
Las estructuras a recubrir son principalmente columnas, vigas,
arcos, etc.
5.2.1 Desarrollo de la etapa de asesoría técnica
La asesoría técnica se desarrolló en 3 etapas del proceso de
pintado que vienen hacer: antes, durante y después de la
aplicación del sistema de protección.
5.2.1.1 Sistema de Recubrimientos especificado
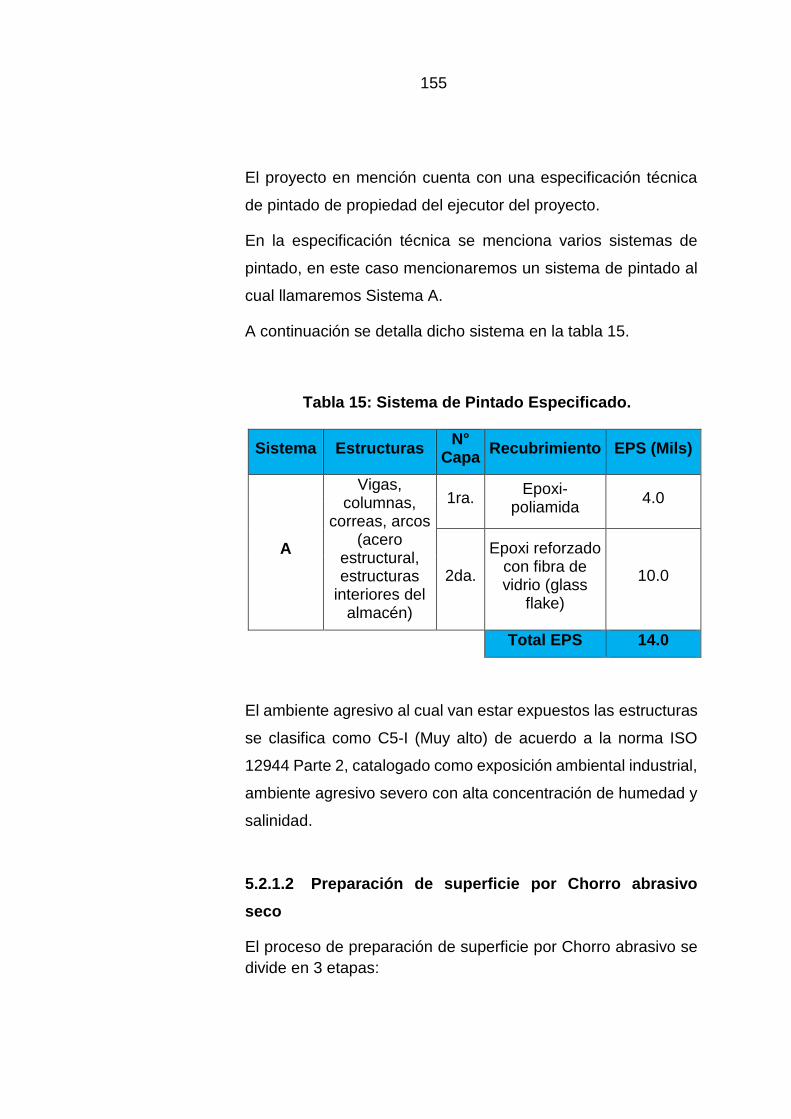
155
El proyecto en mención cuenta con una especificación técnica
de pintado de propiedad del ejecutor del proyecto.
En la especificación técnica se menciona varios sistemas de
pintado, en este caso mencionaremos un sistema de pintado al
cual llamaremos Sistema A.
A continuación se detalla dicho sistema en la tabla 15.
Tabla 15: Sistema de Pintado Especificado.
El ambiente agresivo al cual van estar expuestos las estructuras
se clasifica como C5-I (Muy alto) de acuerdo a la norma ISO
12944 Parte 2, catalogado como exposición ambiental industrial,
ambiente agresivo severo con alta concentración de humedad y
salinidad.
5.2.1.2 Preparación de superficie por Chorro abrasivo
seco
El proceso de preparación de superficie por Chorro abrasivo se
divide en 3 etapas:
Sistema Estructuras N°
Capa Recubrimiento EPS (Mils)
A
Vigas, columnas,
correas, arcos (acero
estructural, estructuras
interiores del almacén)
1ra. Epoxi-
poliamida 4.0
2da.
Epoxi reforzado con fibra de vidrio (glass
flake)
10.0
Total EPS 14.0
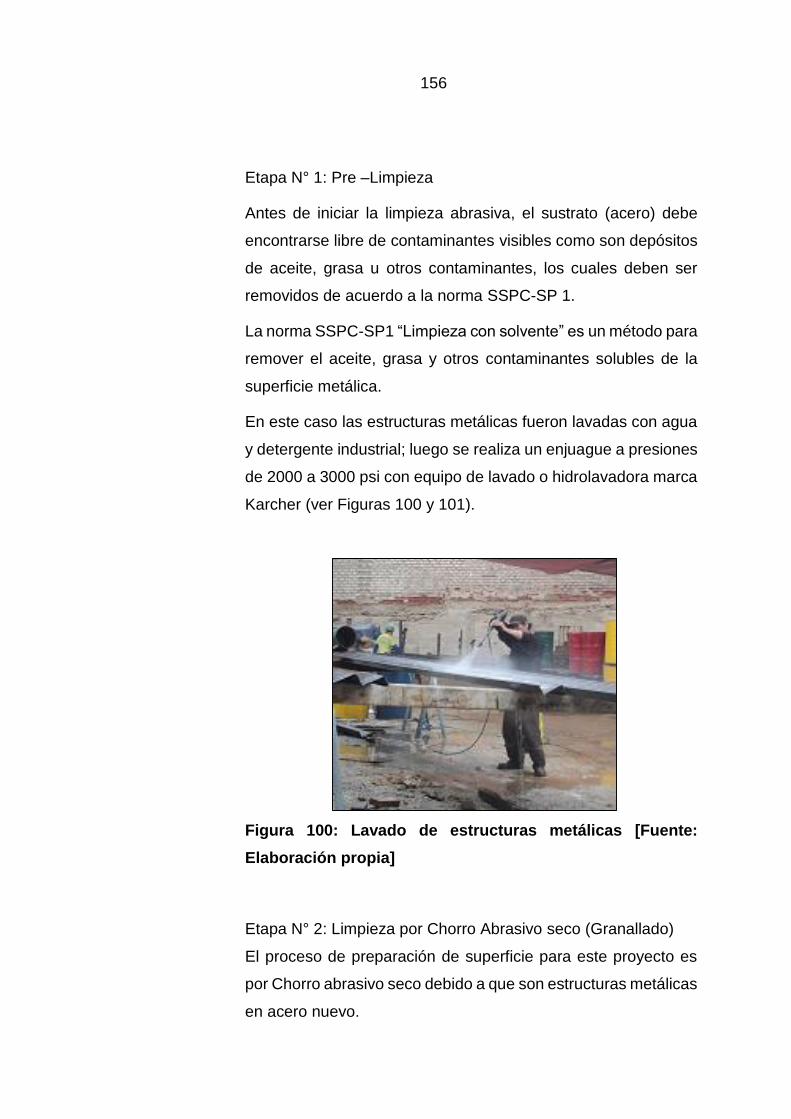
156
Etapa N° 1: Pre –Limpieza
Antes de iniciar la limpieza abrasiva, el sustrato (acero) debe
encontrarse libre de contaminantes visibles como son depósitos
de aceite, grasa u otros contaminantes, los cuales deben ser
removidos de acuerdo a la norma SSPC-SP 1.
La norma SSPC-SP1 “Limpieza con solvente” es un método para
remover el aceite, grasa y otros contaminantes solubles de la
superficie metálica.
En este caso las estructuras metálicas fueron lavadas con agua
y detergente industrial; luego se realiza un enjuague a presiones
de 2000 a 3000 psi con equipo de lavado o hidrolavadora marca
Karcher (ver Figuras 100 y 101).
Figura 100: Lavado de estructuras metálicas [Fuente:
Elaboración propia]
Etapa N° 2: Limpieza por Chorro Abrasivo seco (Granallado)
El proceso de preparación de superficie para este proyecto es
por Chorro abrasivo seco debido a que son estructuras metálicas
en acero nuevo.
157
El grado de limpieza especificado para este proyecto es de
acuerdo a la norma SSPC-SP10 “Limpieza por chorro abrasivo
al grado metal cercano al blanco”.
Figura 101: Equipo de Lavado o hidrolavadora [18].
Descripción de la norma SSPC - SP 10
La norma SSPC – SP 10 contempla la eliminación de la totalidad
de los contaminantes visibles (mill scale, oxido, pintura antigua,
suciedad y otros); y se puede admitir hasta un máximo del 5%
de sombras de recubrimiento antiguo y/o sombras de óxido en
áreas aleatorias de 3”x3” del total del área tratada.
La Guía visual SSPC – Vis 1 puede ser especificado como
complemento de la norma escrita.
La definición escrita que establece en este caso la norma SSPC
– SP 10 prevalecerá sobre las fotografías de referencia que
posee la guía visual SSPC – Vis 1.
La Guía de fotografías de referencia para superficies de acero
preparadas por Chorreado abrasivo seco SSPC – Vis 1; consiste
en una serie de fotografías que representan varias condiciones
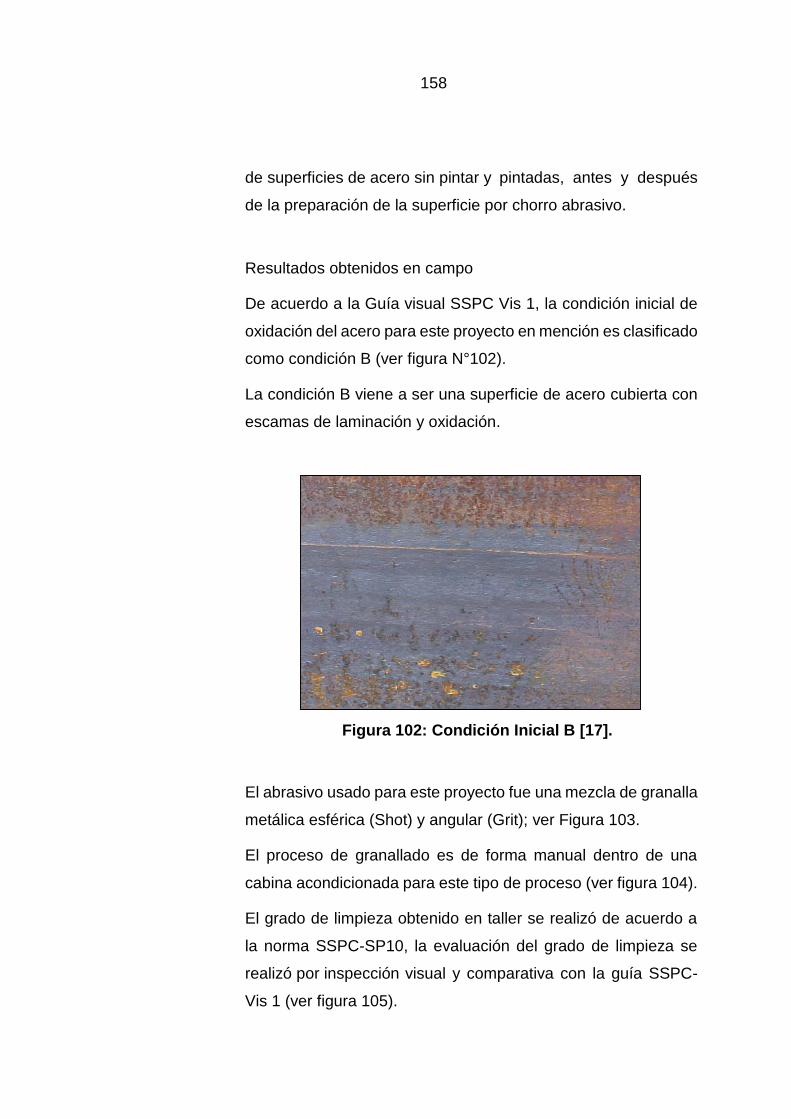
158
de superficies de acero sin pintar y pintadas, antes y después
de la preparación de la superficie por chorro abrasivo.
Resultados obtenidos en campo
De acuerdo a la Guía visual SSPC Vis 1, la condición inicial de
oxidación del acero para este proyecto en mención es clasificado
como condición B (ver figura N°102).
La condición B viene a ser una superficie de acero cubierta con
escamas de laminación y oxidación.
Figura 102: Condición Inicial B [17].
El abrasivo usado para este proyecto fue una mezcla de granalla
metálica esférica (Shot) y angular (Grit); ver Figura 103.
El proceso de granallado es de forma manual dentro de una
cabina acondicionada para este tipo de proceso (ver figura 104).
El grado de limpieza obtenido en taller se realizó de acuerdo a
la norma SSPC-SP10, la evaluación del grado de limpieza se
realizó por inspección visual y comparativa con la guía SSPC-
Vis 1 (ver figura 105).
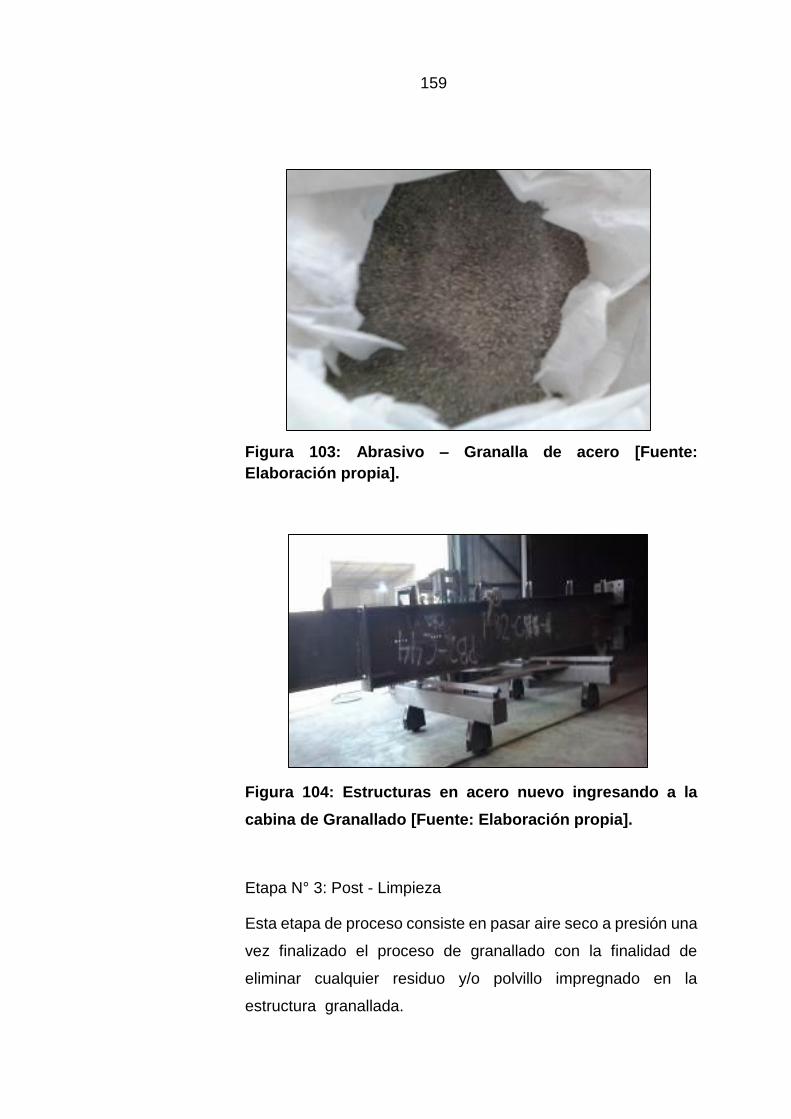
159
Figura 103: Abrasivo – Granalla de acero [Fuente:
Elaboración propia].
Figura 104: Estructuras en acero nuevo ingresando a la
cabina de Granallado [Fuente: Elaboración propia].
Etapa N° 3: Post - Limpieza
Esta etapa de proceso consiste en pasar aire seco a presión una
vez finalizado el proceso de granallado con la finalidad de
eliminar cualquier residuo y/o polvillo impregnado en la
estructura granallada.
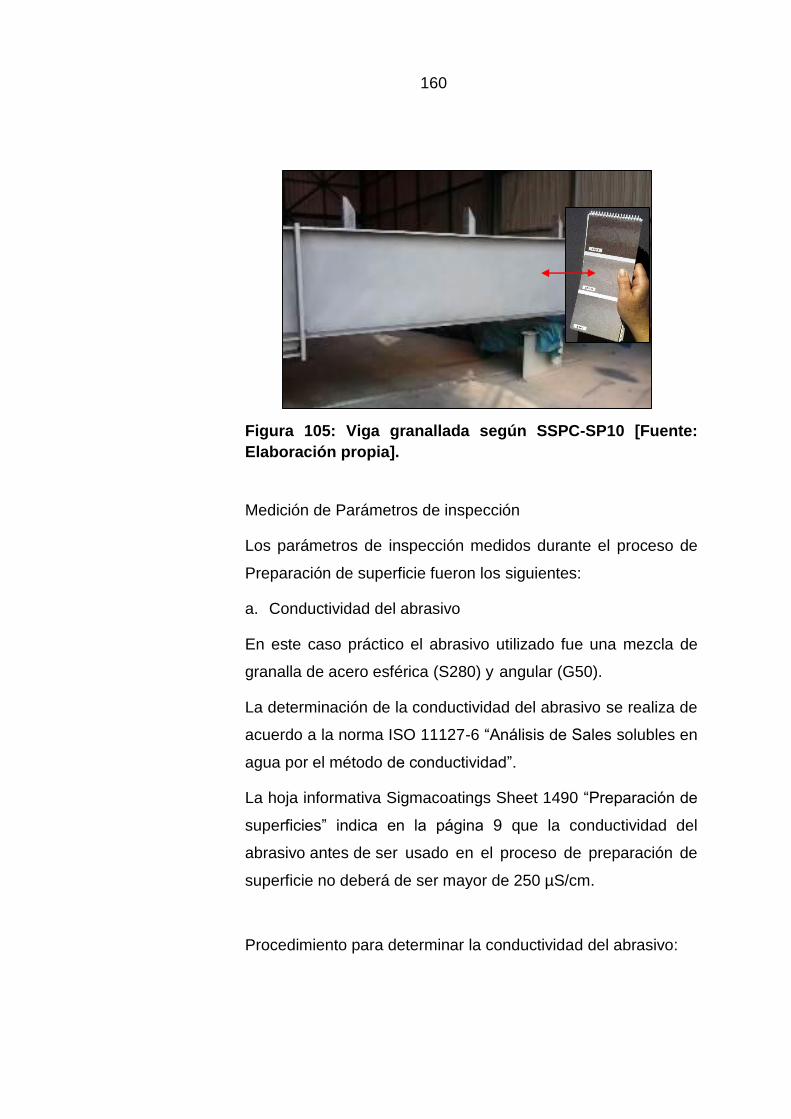
160
Figura 105: Viga granallada según SSPC-SP10 [Fuente:
Elaboración propia].
Medición de Parámetros de inspección
Los parámetros de inspección medidos durante el proceso de
Preparación de superficie fueron los siguientes:
a. Conductividad del abrasivo
En este caso práctico el abrasivo utilizado fue una mezcla de
granalla de acero esférica (S280) y angular (G50).
La determinación de la conductividad del abrasivo se realiza de
acuerdo a la norma ISO 11127-6 “Análisis de Sales solubles en
agua por el método de conductividad”.
La hoja informativa Sigmacoatings Sheet 1490 “Preparación de
superficies” indica en la página 9 que la conductividad del
abrasivo antes de ser usado en el proceso de preparación de
superficie no deberá de ser mayor de 250 µS/cm.
Procedimiento para determinar la conductividad del abrasivo:
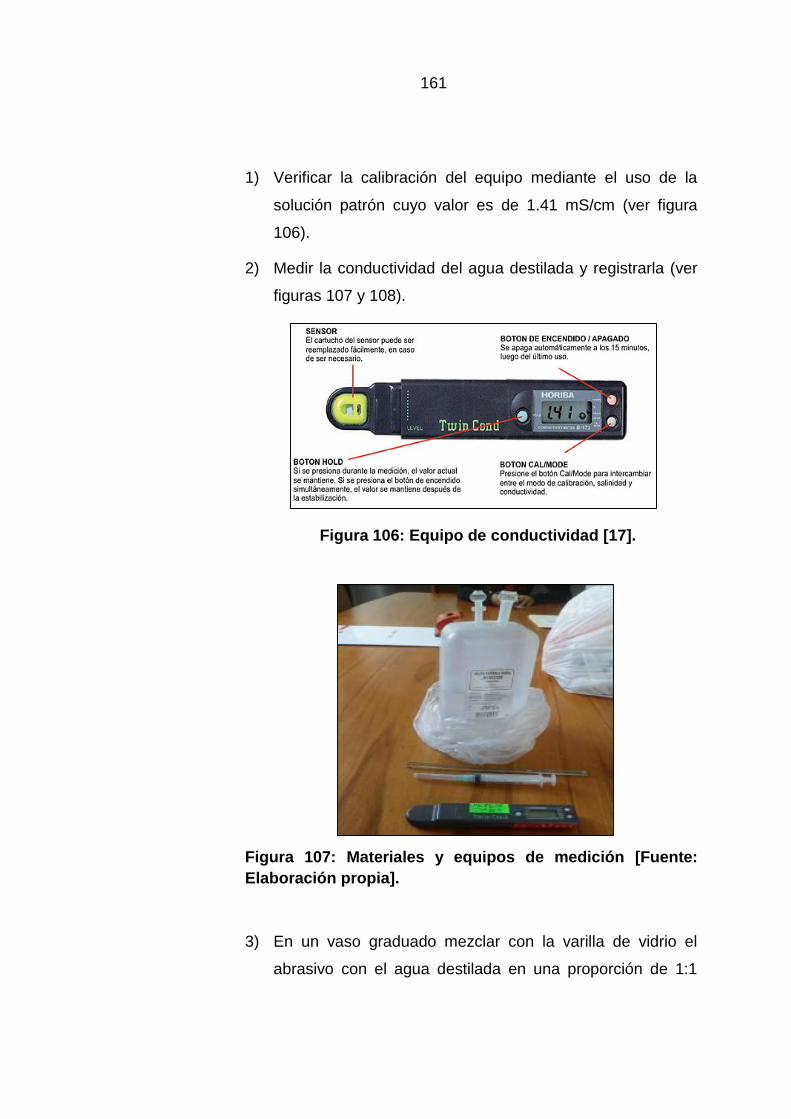
161
1) Verificar la calibración del equipo mediante el uso de la
solución patrón cuyo valor es de 1.41 mS/cm (ver figura
106).
2) Medir la conductividad del agua destilada y registrarla (ver
figuras 107 y 108).
Figura 106: Equipo de conductividad [17].
Figura 107: Materiales y equipos de medición [Fuente:
Elaboración propia].
3) En un vaso graduado mezclar con la varilla de vidrio el
abrasivo con el agua destilada en una proporción de 1:1
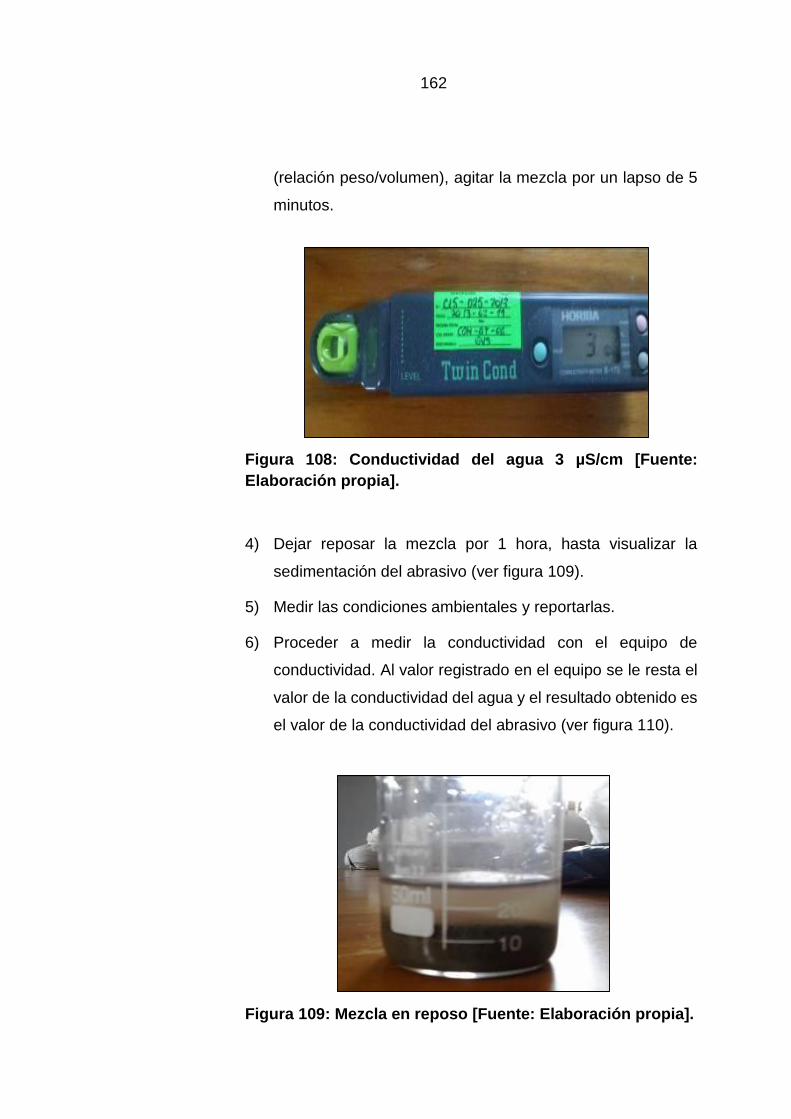
162
(relación peso/volumen), agitar la mezcla por un lapso de 5
minutos.
Figura 108: Conductividad del agua 3 µS/cm [Fuente:
Elaboración propia].
4) Dejar reposar la mezcla por 1 hora, hasta visualizar la
sedimentación del abrasivo (ver figura 109).
5) Medir las condiciones ambientales y reportarlas.
6) Proceder a medir la conductividad con el equipo de
conductividad. Al valor registrado en el equipo se le resta el
valor de la conductividad del agua y el resultado obtenido es
el valor de la conductividad del abrasivo (ver figura 110).
Figura 109: Mezcla en reposo [Fuente: Elaboración propia].
163
Figura 110: Resultado de la conductividad del abrasivo (99-
3 = 96 µS/cm) [Fuente: Elaboración propia].
Reporte de resultados obtenidos en campo
A continuación se muestra en la tabla 16 un resumen de los
valores de conductividad obtenida en los distintos talleres donde
se ejecutó el proyecto en mención:
Tabla 16: Resumen de valores de conductividad del
abrasivo.
Nombre de Taller Conductividad del Abrasivo
Taller 1 96 µS/cm
Taller 2 168 – 227 µS/cm
Taller 3 138 µS/cm
Taller 4 163 µS/cm
b. Conductividad en la superficie preparada
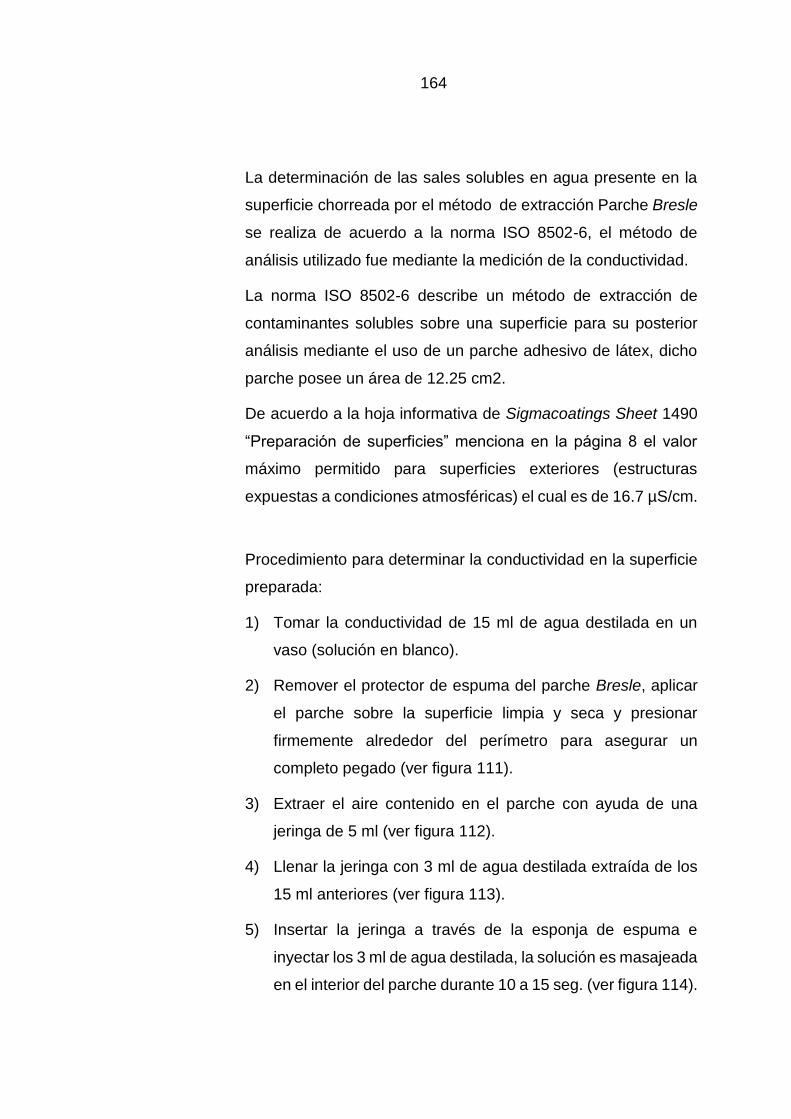
164
La determinación de las sales solubles en agua presente en la
superficie chorreada por el método de extracción Parche Bresle
se realiza de acuerdo a la norma ISO 8502-6, el método de
análisis utilizado fue mediante la medición de la conductividad.
La norma ISO 8502-6 describe un método de extracción de
contaminantes solubles sobre una superficie para su posterior
análisis mediante el uso de un parche adhesivo de látex, dicho
parche posee un área de 12.25 cm2.
De acuerdo a la hoja informativa de Sigmacoatings Sheet 1490
“Preparación de superficies” menciona en la página 8 el valor
máximo permitido para superficies exteriores (estructuras
expuestas a condiciones atmosféricas) el cual es de 16.7 µS/cm.
Procedimiento para determinar la conductividad en la superficie
preparada:
1) Tomar la conductividad de 15 ml de agua destilada en un
vaso (solución en blanco).
2) Remover el protector de espuma del parche Bresle, aplicar
el parche sobre la superficie limpia y seca y presionar
firmemente alrededor del perímetro para asegurar un
completo pegado (ver figura 111).
3) Extraer el aire contenido en el parche con ayuda de una
jeringa de 5 ml (ver figura 112).
4) Llenar la jeringa con 3 ml de agua destilada extraída de los
15 ml anteriores (ver figura 113).
5) Insertar la jeringa a través de la esponja de espuma e
inyectar los 3 ml de agua destilada, la solución es masajeada
en el interior del parche durante 10 a 15 seg. (ver figura 114).
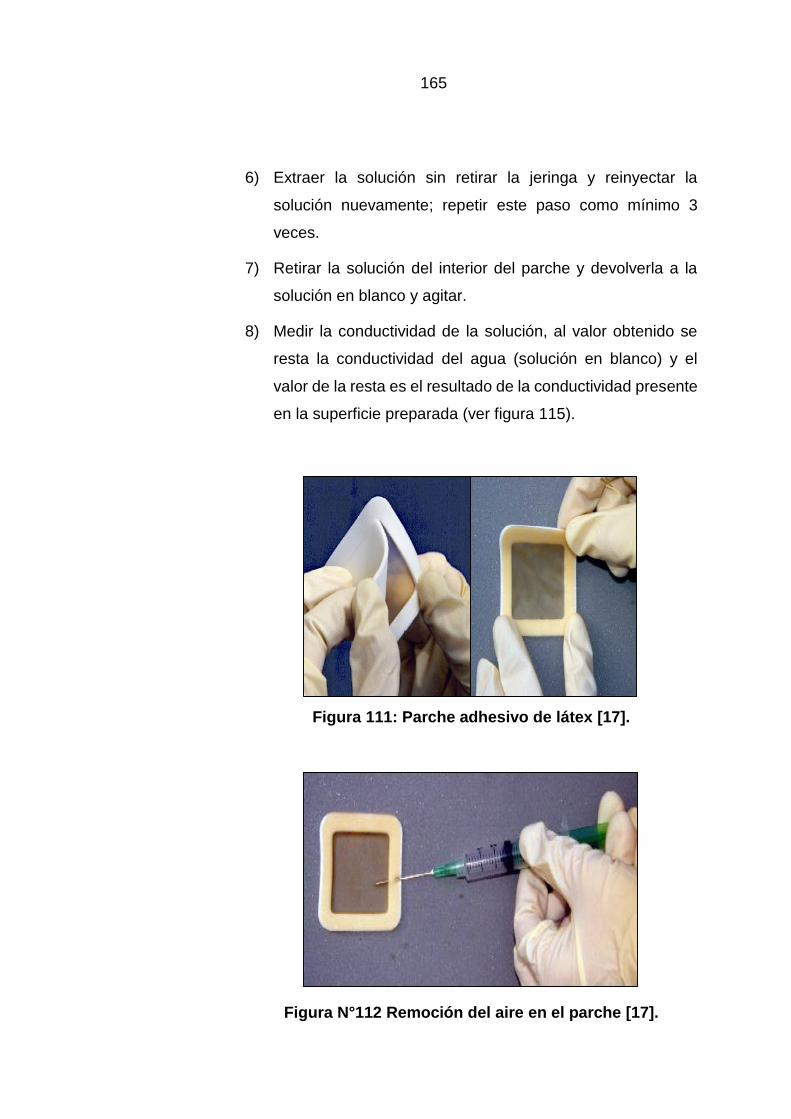
165
6) Extraer la solución sin retirar la jeringa y reinyectar la
solución nuevamente; repetir este paso como mínimo 3
veces.
7) Retirar la solución del interior del parche y devolverla a la
solución en blanco y agitar.
8) Medir la conductividad de la solución, al valor obtenido se
resta la conductividad del agua (solución en blanco) y el
valor de la resta es el resultado de la conductividad presente
en la superficie preparada (ver figura 115).
Figura 111: Parche adhesivo de látex [17].
Figura N°112 Remoción del aire en el parche [17].
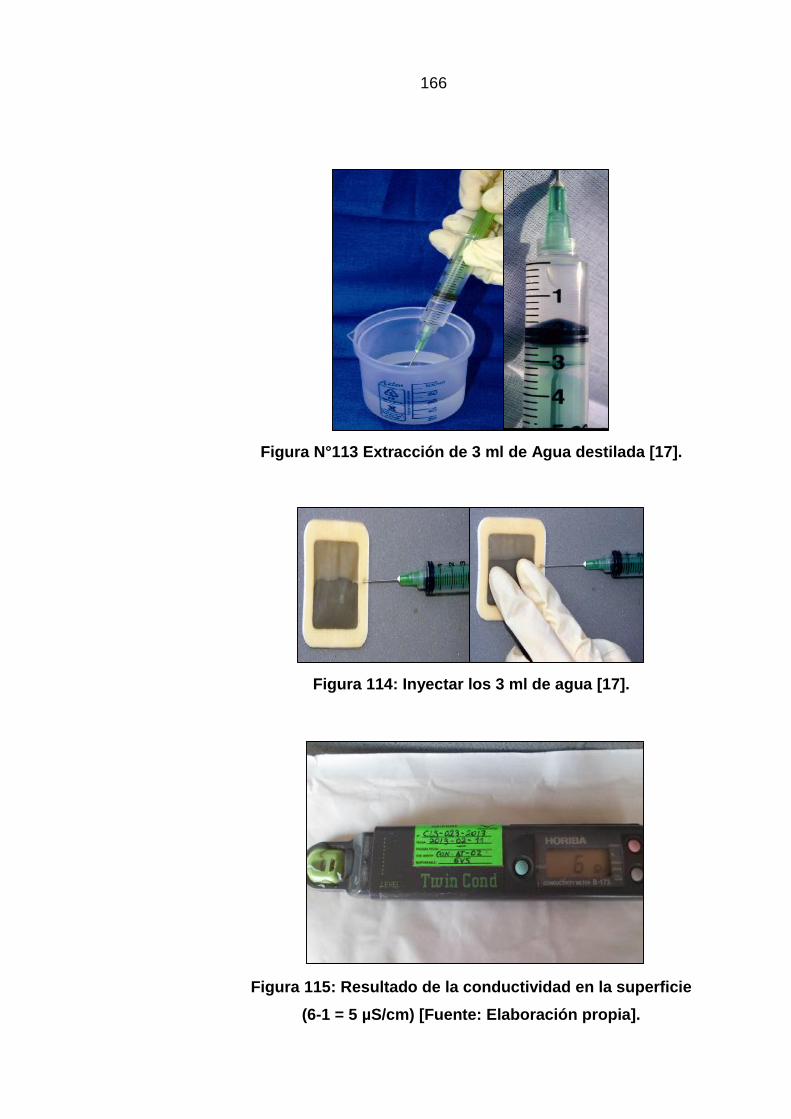
166
Figura N°113 Extracción de 3 ml de Agua destilada [17].
Figura 114: Inyectar los 3 ml de agua [17].
Figura 115: Resultado de la conductividad en la superficie
(6-1 = 5 µS/cm) [Fuente: Elaboración propia].
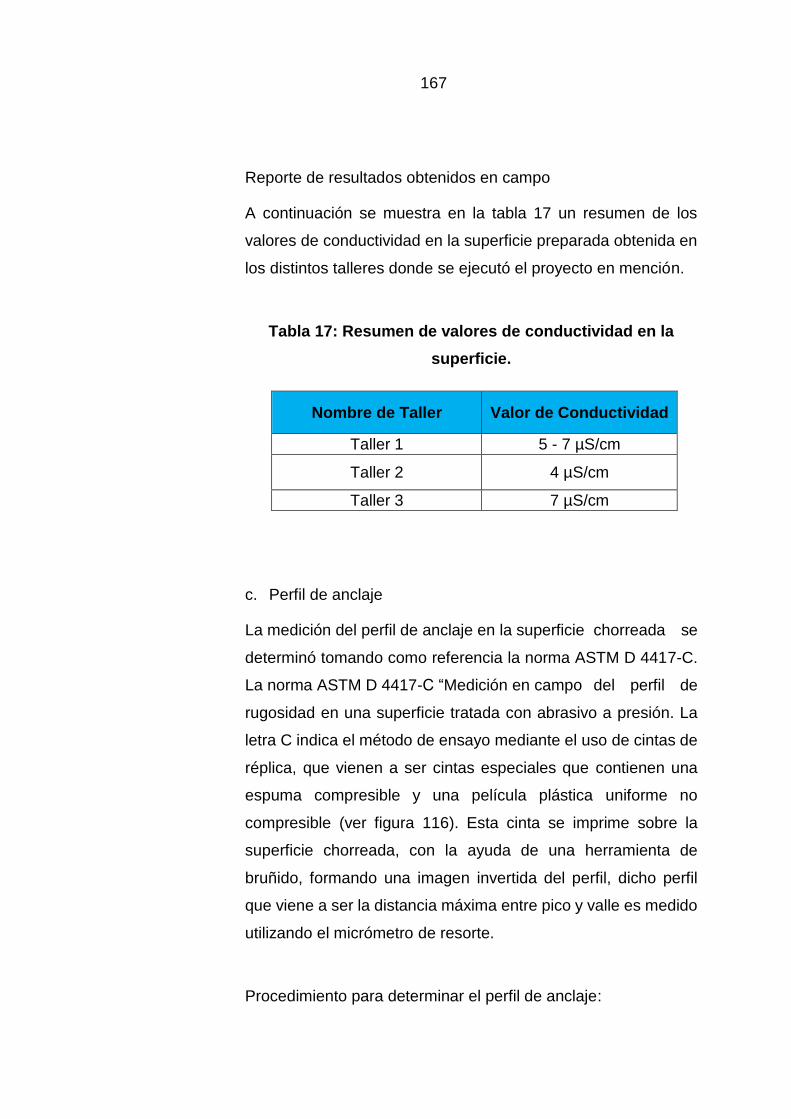
167
Reporte de resultados obtenidos en campo
A continuación se muestra en la tabla 17 un resumen de los
valores de conductividad en la superficie preparada obtenida en
los distintos talleres donde se ejecutó el proyecto en mención.
Tabla 17: Resumen de valores de conductividad en la
superficie.
c. Perfil de anclaje
La medición del perfil de anclaje en la superficie chorreada se
determinó tomando como referencia la norma ASTM D 4417-C.
La norma ASTM D 4417-C “Medición en campo del perfil de
rugosidad en una superficie tratada con abrasivo a presión. La
letra C indica el método de ensayo mediante el uso de cintas de
réplica, que vienen a ser cintas especiales que contienen una
espuma compresible y una película plástica uniforme no
compresible (ver figura 116). Esta cinta se imprime sobre la
superficie chorreada, con la ayuda de una herramienta de
bruñido, formando una imagen invertida del perfil, dicho perfil
que viene a ser la distancia máxima entre pico y valle es medido
utilizando el micrómetro de resorte.
Procedimiento para determinar el perfil de anclaje:
Nombre de Taller Valor de Conductividad
Taller 1 5 - 7 µS/cm
Taller 2 4 µS/cm
Taller 3 7 µS/cm
168
1) Seleccionar el área donde se colocara la cinta de réplica,
esta zona debe encontrarse limpia y seca (ver figura 117).
Figura 116: Cinta de Réplica [17].
2) Colocar la cinta sobre la superficie preparada
abrasivamente, por el lado mate hacia abajo, luego con la
ayuda de un objeto duro y redondo presionar la espuma
sobre la superficie granallada hasta que la zona sensible se
torne de un color grisáceo, el cual es causado por la
formación de la impresión inversa exacta (réplica) del perfil
de anclaje real (ver figura 118).
3) La cinta se desprende y se utiliza el micrómetro para medir
el espesor de la espuma. Para obtener el perfil de rugosidad,
a la lectura obtenida se resta el espesor de la zona sensible
(2 mils); ver figura 119.
Reporte de resultados obtenidos en campo
En la tabla 18 se muestra un resumen de los valores del perfil de
anclaje medido en la superficie preparada obtenida en los
distintos talleres donde se ejecutó el proyecto en mención.
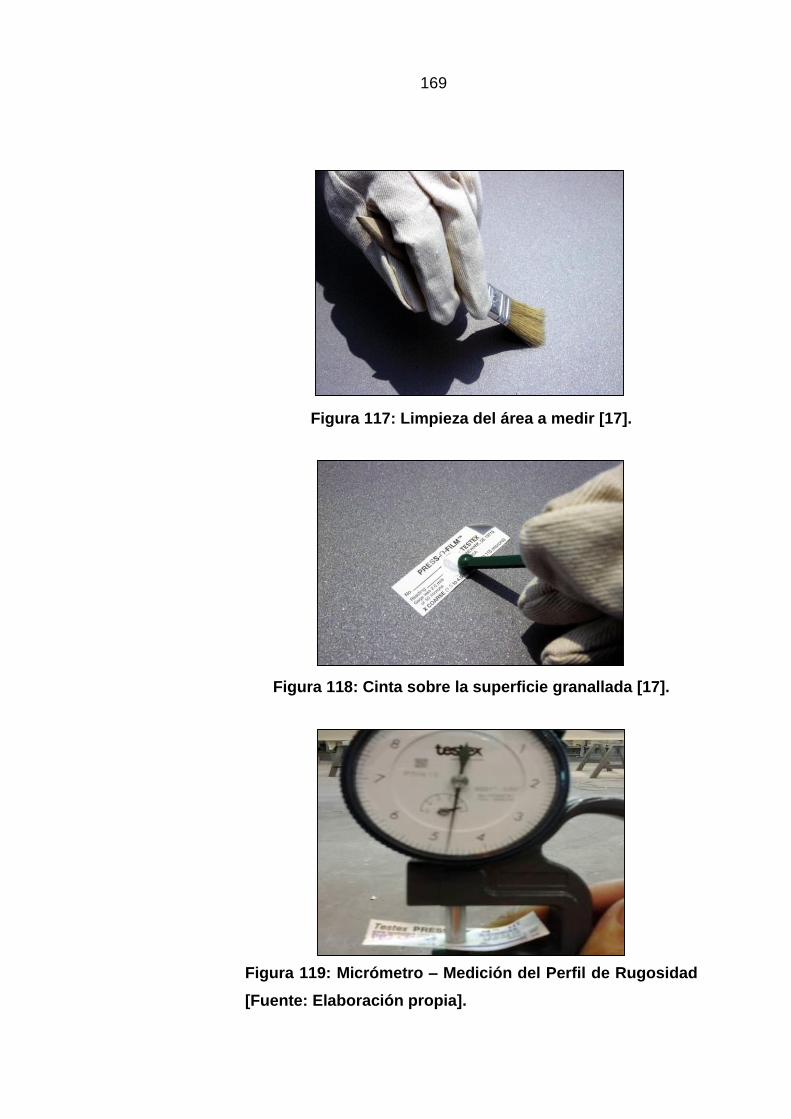
169
Figura 117: Limpieza del área a medir [17].
Figura 118: Cinta sobre la superficie granallada [17].
Figura 119: Micrómetro – Medición del Perfil de Rugosidad
[Fuente: Elaboración propia].
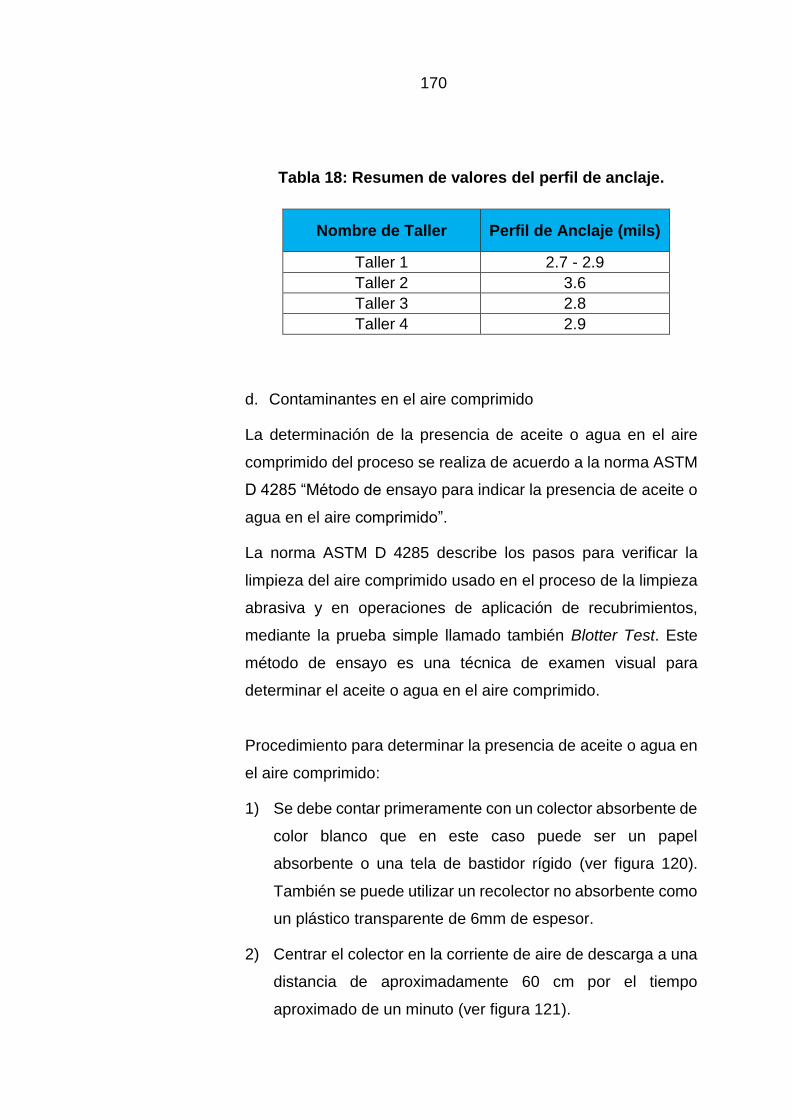
170
Tabla 18: Resumen de valores del perfil de anclaje.
Nombre de Taller Perfil de Anclaje (mils)
Taller 1 2.7 - 2.9
Taller 2 3.6
Taller 3 2.8
Taller 4 2.9
d. Contaminantes en el aire comprimido
La determinación de la presencia de aceite o agua en el aire
comprimido del proceso se realiza de acuerdo a la norma ASTM
D 4285 “Método de ensayo para indicar la presencia de aceite o
agua en el aire comprimido”.
La norma ASTM D 4285 describe los pasos para verificar la
limpieza del aire comprimido usado en el proceso de la limpieza
abrasiva y en operaciones de aplicación de recubrimientos,
mediante la prueba simple llamado también Blotter Test. Este
método de ensayo es una técnica de examen visual para
determinar el aceite o agua en el aire comprimido.
Procedimiento para determinar la presencia de aceite o agua en
el aire comprimido:
1) Se debe contar primeramente con un colector absorbente de
color blanco que en este caso puede ser un papel
absorbente o una tela de bastidor rígido (ver figura 120).
También se puede utilizar un recolector no absorbente como
un plástico transparente de 6mm de espesor.
2) Centrar el colector en la corriente de aire de descarga a una
distancia de aproximadamente 60 cm por el tiempo
aproximado de un minuto (ver figura 121).
171
3) Examinar visualmente el colector para detectar la presencia
o ausencia de rastros de aceite o agua, o ambos.
4) En caso el colector (papel) presente decoloración o alguna
indicación de agua, dicho aire comprimido deberá ser
rechazo y no podrá ser usado en el proceso de preparación
de superficie, aplicación de recubrimientos, limpieza de
polvo u otras operaciones.
Figura 120: Papel absorbente blanco [Fuente: Elaboración
propia].
Figura 121: Corriente de aire en colector [Fuente:
Elaboración propia].
172
Reporte de resultados obtenidos en campo
Durante todo el proceso de preparación de superficie y
aplicación de recubrimientos no se reportó presencia de agua o
aceite en el aire comprimido.
5.2.1.3 Aplicación del Sistema Especificado
La aplicación del sistema especificado se inició con la
preparación y dilución del Recubrimiento.
La preparación del recubrimiento se lleva acabo de acuerdo a la
hoja técnica de los productos a aplicar.
El porcentaje de dilución dependerá de la presión del equipo de
aplicación y de la viscosidad del recubrimiento. Se presenta un
resumen en la tabla 19.
Tabla 19: Datos de aplicación de los recubrimientos.
N° Capa Recubrimiento %Sólidos
en Volumen
Relación de Mezcla
(Resina: Catalizador)
% Porcentaje
de Dilución
1ra. Epoxi -
Poliamida con fosfato de zinc
70 3:1 5 - 10
2da.
Epoxi – Poliamina
reforzado con fibra de vidrio
81 3:1 12.5 - 15.0
El recubrimiento de la primera capa es un imprimante epoxico
de dos componentes de alto espesor curado con poliamida con
fosfato de zinc (ver Figura 122, 123 y 124).
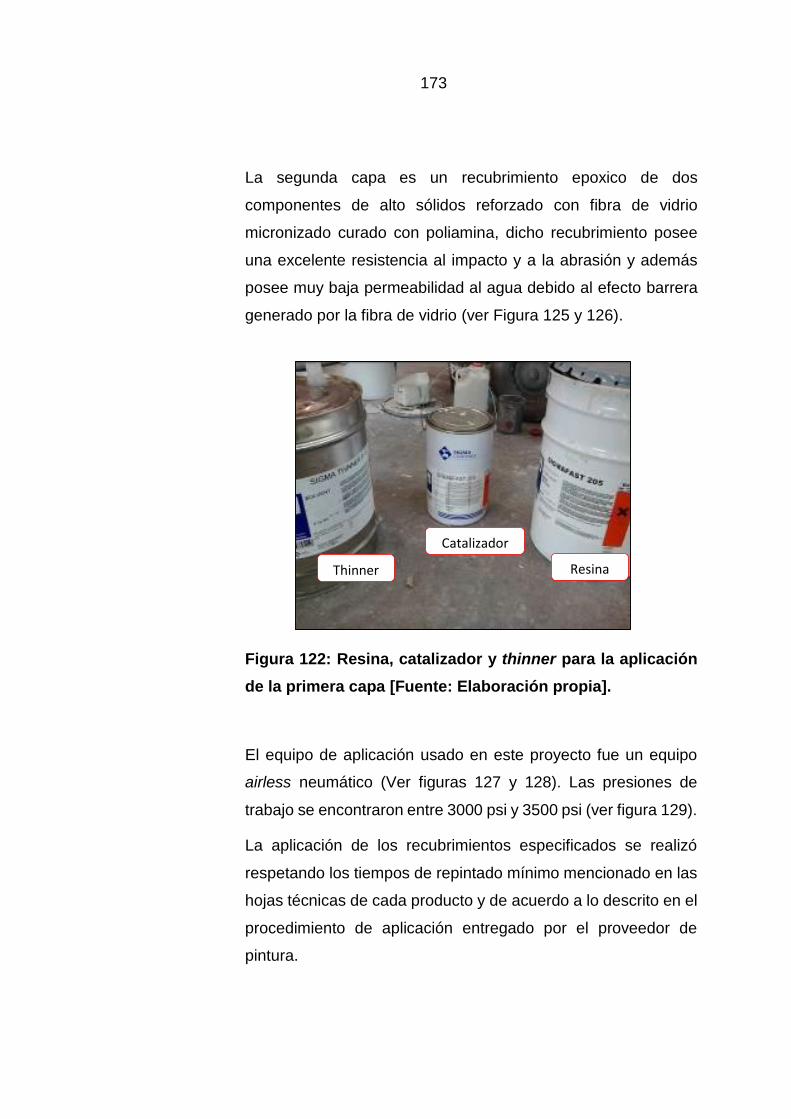
173
La segunda capa es un recubrimiento epoxico de dos
componentes de alto sólidos reforzado con fibra de vidrio
micronizado curado con poliamina, dicho recubrimiento posee
una excelente resistencia al impacto y a la abrasión y además
posee muy baja permeabilidad al agua debido al efecto barrera
generado por la fibra de vidrio (ver Figura 125 y 126).
Figura 122: Resina, catalizador y thinner para la aplicación
de la primera capa [Fuente: Elaboración propia].
El equipo de aplicación usado en este proyecto fue un equipo
airless neumático (Ver figuras 127 y 128). Las presiones de
trabajo se encontraron entre 3000 psi y 3500 psi (ver figura 129).
La aplicación de los recubrimientos especificados se realizó
respetando los tiempos de repintado mínimo mencionado en las
hojas técnicas de cada producto y de acuerdo a lo descrito en el
procedimiento de aplicación entregado por el proveedor de
pintura.
Resina
Catalizador
Thinner

174
Figura 123: Mezcla y homogenización de la primera capa
[Fuente: Elaboración propia].
Figura 124: Filtrado de la pintura preparada [Fuente:
Elaboración propia].
Figura 125: Homogenización de la resina de la segunda capa
[Fuente: Elaboración propia].
Resina
Catalizador
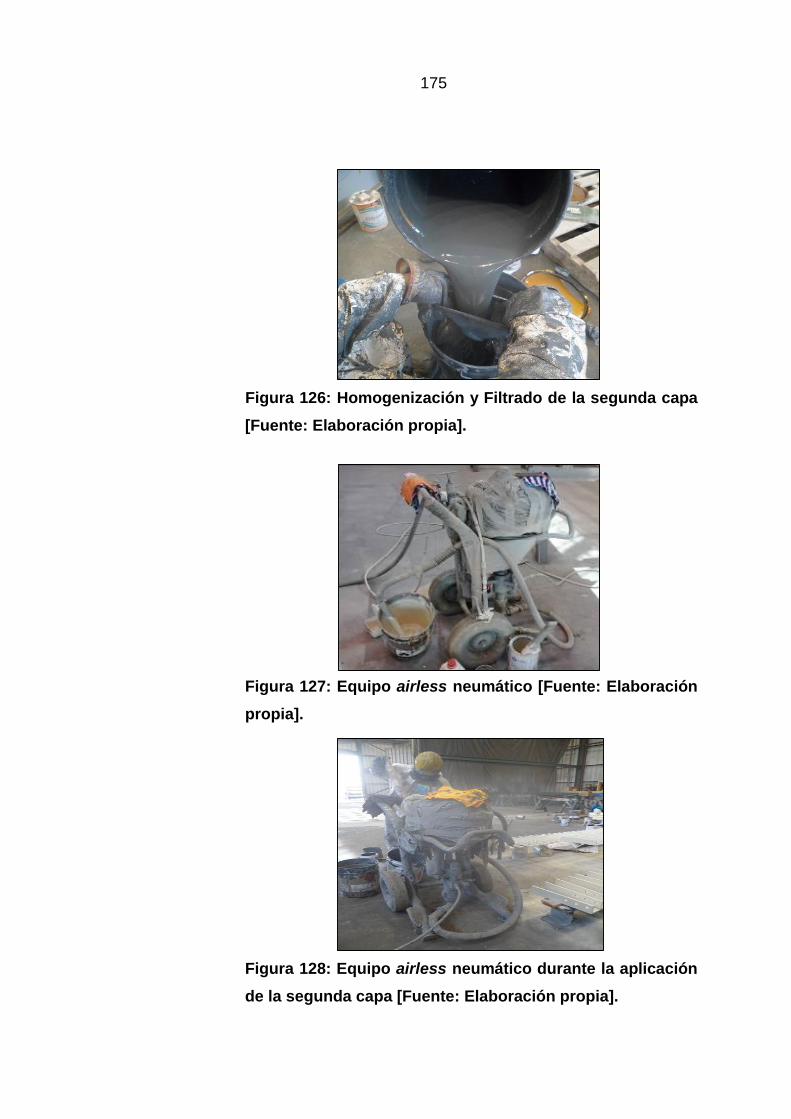
175
Figura 126: Homogenización y Filtrado de la segunda capa
[Fuente: Elaboración propia].
Figura 127: Equipo airless neumático [Fuente: Elaboración
propia].
Figura 128: Equipo airless neumático durante la aplicación
de la segunda capa [Fuente: Elaboración propia].
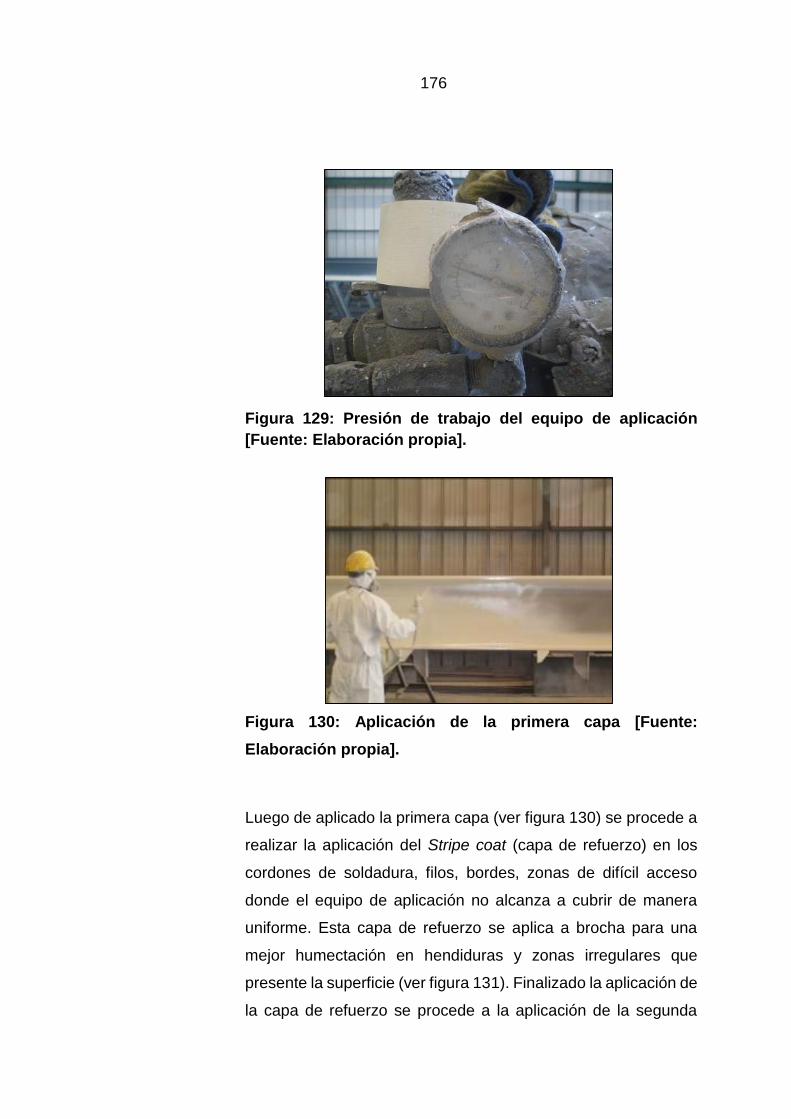
176
Figura 129: Presión de trabajo del equipo de aplicación
[Fuente: Elaboración propia].
Figura 130: Aplicación de la primera capa [Fuente:
Elaboración propia].
Luego de aplicado la primera capa (ver figura 130) se procede a
realizar la aplicación del Stripe coat (capa de refuerzo) en los
cordones de soldadura, filos, bordes, zonas de difícil acceso
donde el equipo de aplicación no alcanza a cubrir de manera
uniforme. Esta capa de refuerzo se aplica a brocha para una
mejor humectación en hendiduras y zonas irregulares que
presente la superficie (ver figura 131). Finalizado la aplicación de
la capa de refuerzo se procede a la aplicación de la segunda
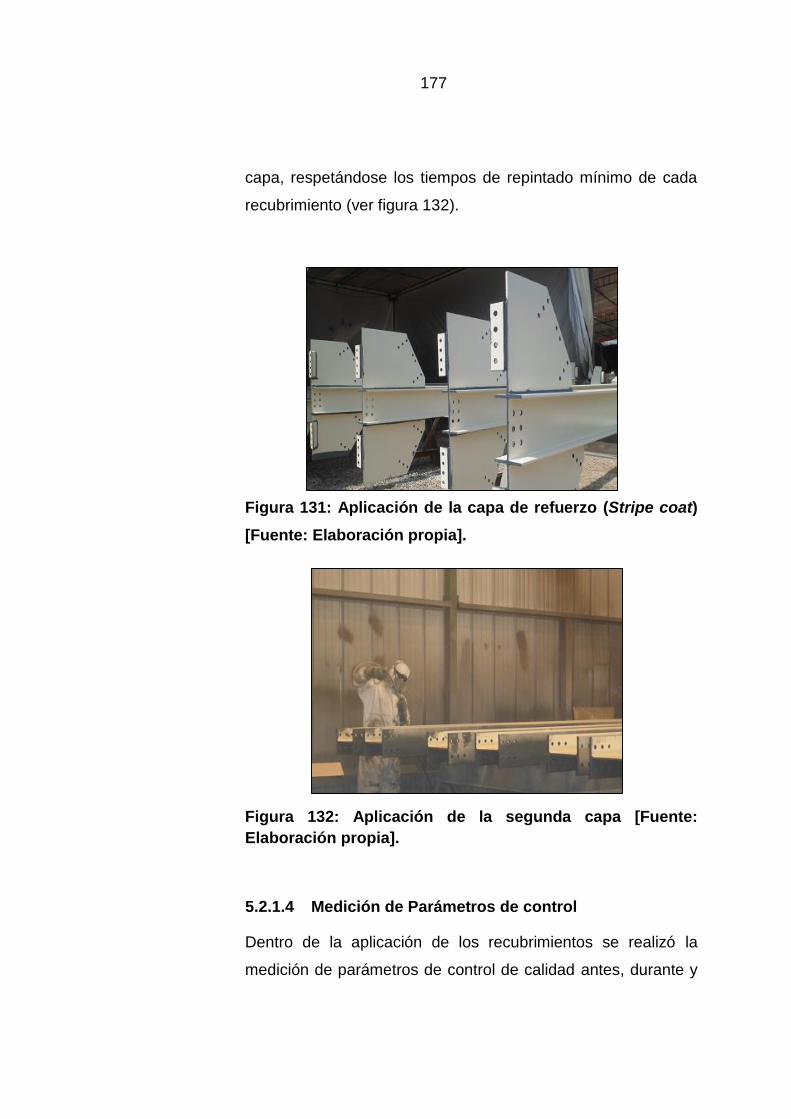
177
capa, respetándose los tiempos de repintado mínimo de cada
recubrimiento (ver figura 132).
Figura 131: Aplicación de la capa de refuerzo (Stripe coat)
[Fuente: Elaboración propia].
Figura 132: Aplicación de la segunda capa [Fuente:
Elaboración propia].
5.2.1.4 Medición de Parámetros de control
Dentro de la aplicación de los recubrimientos se realizó la
medición de parámetros de control de calidad antes, durante y
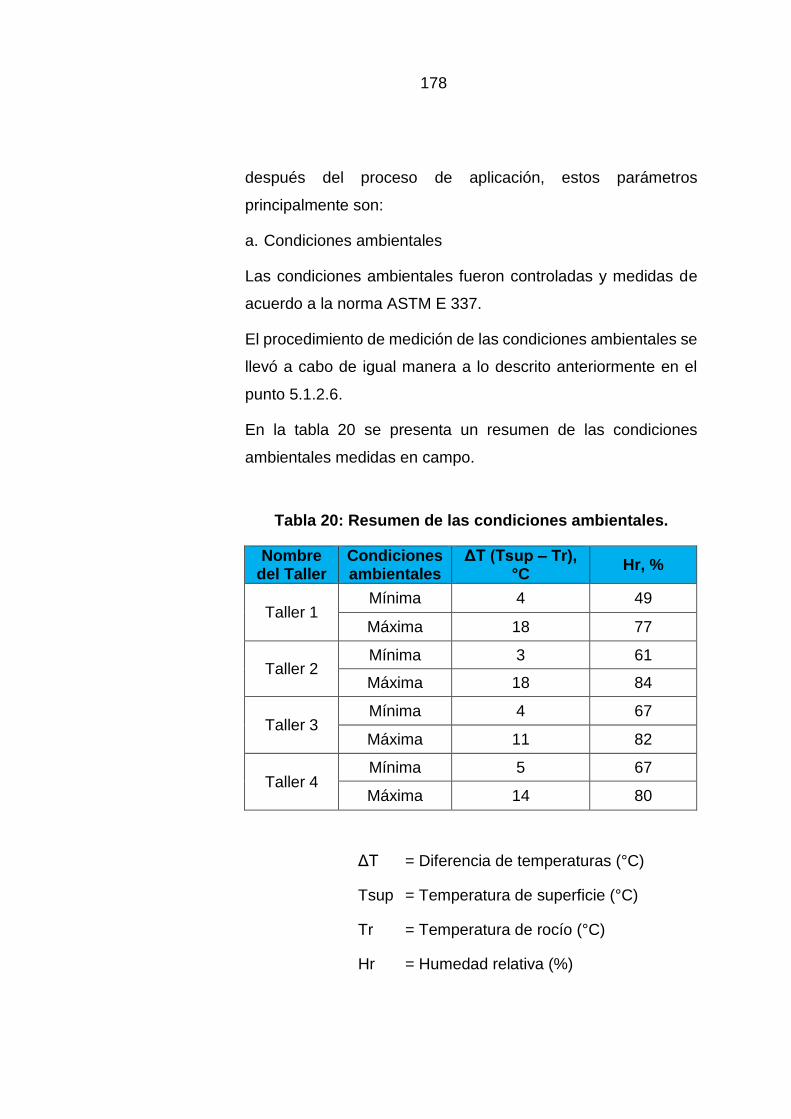
178
después del proceso de aplicación, estos parámetros
principalmente son:
a. Condiciones ambientales
Las condiciones ambientales fueron controladas y medidas de
acuerdo a la norma ASTM E 337.
El procedimiento de medición de las condiciones ambientales se
llevó a cabo de igual manera a lo descrito anteriormente en el
punto 5.1.2.6.
En la tabla 20 se presenta un resumen de las condiciones
ambientales medidas en campo.
Tabla 20: Resumen de las condiciones ambientales.
ΔT = Diferencia de temperaturas (°C)
Tsup = Temperatura de superficie (°C)
Tr = Temperatura de rocío (°C)
Hr = Humedad relativa (%)
Nombre del Taller
Condiciones ambientales
ΔT (Tsup – Tr), °C
Hr, %
Taller 1 Mínima 4 49
Máxima 18 77
Taller 2 Mínima 3 61
Máxima 18 84
Taller 3 Mínima 4 67
Máxima 11 82
Taller 4 Mínima 5 67
Máxima 14 80

179
b. Medición de espesor de Película Húmeda (EPH)
La medición del EPH se realiza tomando como referencia la
norma ASTM D 4414 (Práctica para la Medición del EPH por
Calibrador dentado). Este parámetro se midió durante la
aplicación de la primera y segunda capa de protección (ver figura
133).
El procedimiento de medición del espesor de película húmeda
se llevó a cabo de igual manera a lo descrito anteriormente en el
punto 5.1.2.6.
Figura 133: Medición de EPH en segunda capa [Fuente:
Elaboración propia].
c. Medición del Espesor de película Seca (EPS)
Cuando la película de pintura ha cumplido con el tiempo de
secado al tacto duro, se procede a la medición del EPS, esta
prueba no es destructiva debido al uso de un equipo electrónico
(ver figuras 134 y 135).
Reporte de resultados obtenidos en campo

180
Los valores medidos de EPS se resumen mediante un gráfico
donde se registra los valores de EPS promedio obtenidos tanto
en primera y segunda capa (ver figuras 136 y 137).
Figura 134: Medición de EPS - Primera capa [Fuente:
Elaboración propia].
d. Medición de la Adherencia por tracción
La prueba de adherencia por tracción se realiza de acuerdo a la
norma ASTM D 4541. El método de ensayo detalla un
procedimiento para la evaluación de la adherencia por tracción
de un recubrimiento o sistema aplicado sobre una superficie,
luego que este haya alcanzado su tiempo de curado y es
aplicable a todo tipo de recubrimiento. Este método usa una
clase de aparato conocido como equipo de adhesión por tracción
portátil o pull-off, en este caso se usó el equipo portátil
automático tipo V que utiliza una presión hidráulica para aplicar
una fuerza perpendicular al Dolly (ver figura 138).
Procedimiento para evaluar la adherencia por tracción:
1) La evaluación se realiza sobre la superficie pintada o sobre
una probeta, según lo indique la especificación o el cliente.
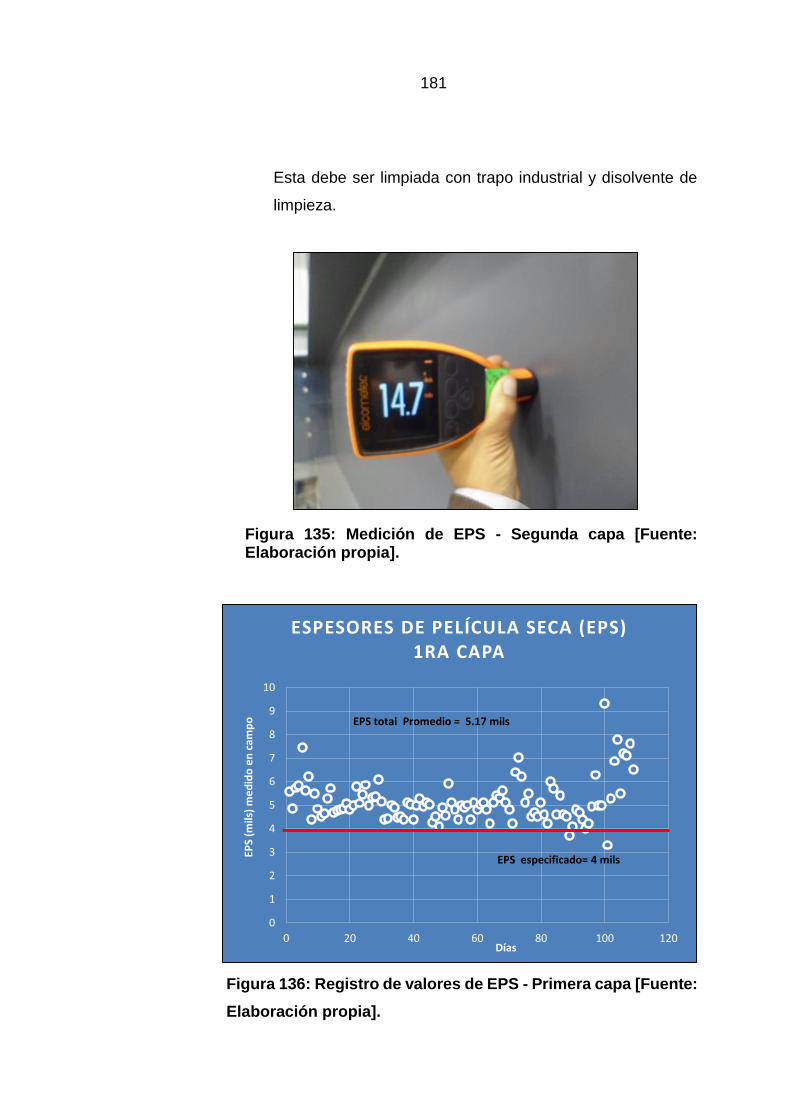
181
Esta debe ser limpiada con trapo industrial y disolvente de
limpieza.
Figura 135: Medición de EPS - Segunda capa [Fuente: Elaboración propia].
Figura 136: Registro de valores de EPS - Primera capa [Fuente:
Elaboración propia].
0
1
2
3
4
5
6
7
8
9
10
0 20 40 60 80 100 120
EPS
(mils
) m
ed
ido
en
cam
po
Días
ESPESORES DE PELÍCULA SECA (EPS) 1RA CAPA
EPS especificado= 4 mils
EPS total Promedio = 5.17 mils
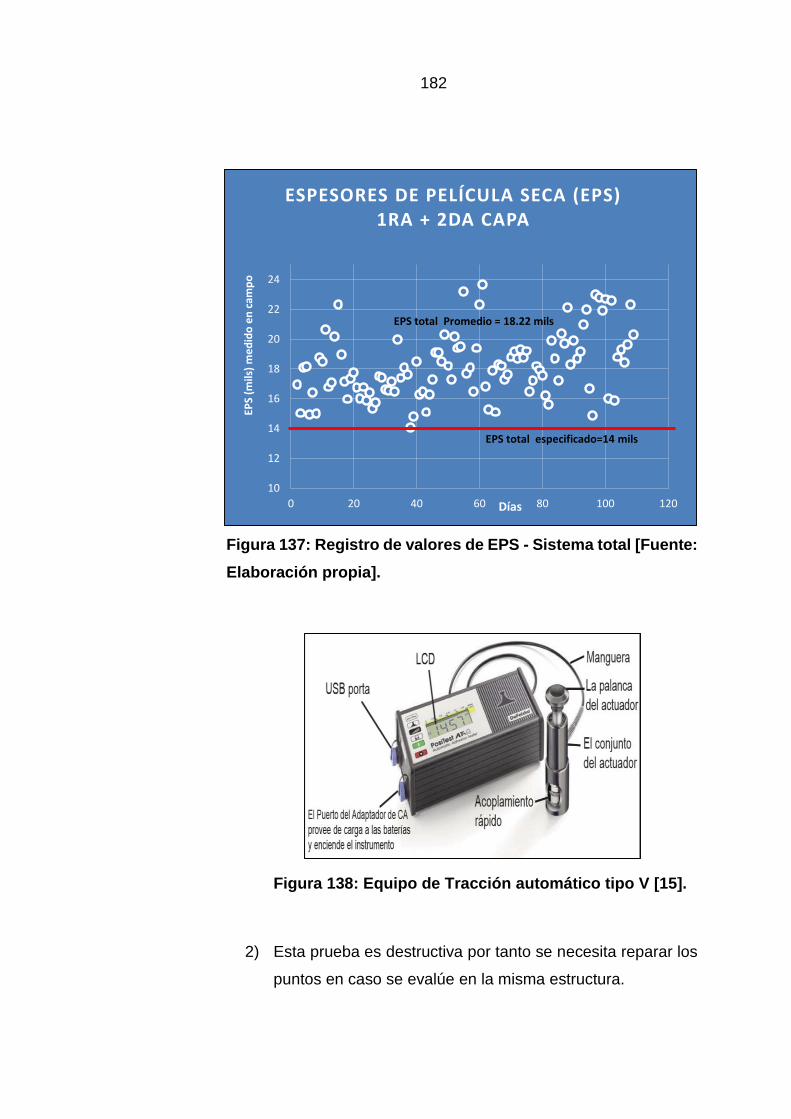
182
Figura 137: Registro de valores de EPS - Sistema total [Fuente:
Elaboración propia].
Figura 138: Equipo de Tracción automático tipo V [15].
2) Esta prueba es destructiva por tanto se necesita reparar los
puntos en caso se evalúe en la misma estructura.
10
12
14
16
18
20
22
24
0 20 40 60 80 100 120
EPS
(mils
) m
ed
ido
en
cam
po
ESPESORES DE PELÍCULA SECA (EPS) 1RA + 2DA CAPA
Días
EPS total especificado=14 mils
EPS total Promedio = 18.22 mils
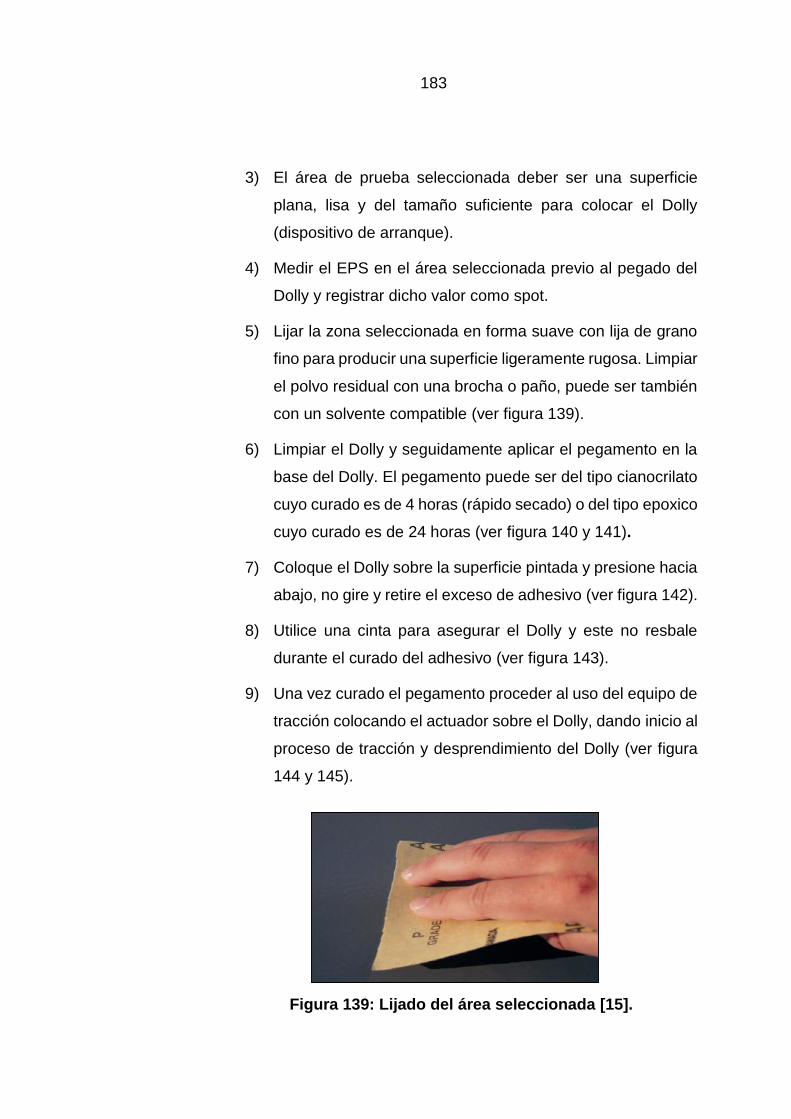
183
3) El área de prueba seleccionada deber ser una superficie
plana, lisa y del tamaño suficiente para colocar el Dolly
(dispositivo de arranque).
4) Medir el EPS en el área seleccionada previo al pegado del
Dolly y registrar dicho valor como spot.
5) Lijar la zona seleccionada en forma suave con lija de grano
fino para producir una superficie ligeramente rugosa. Limpiar
el polvo residual con una brocha o paño, puede ser también
con un solvente compatible (ver figura 139).
6) Limpiar el Dolly y seguidamente aplicar el pegamento en la
base del Dolly. El pegamento puede ser del tipo cianocrilato
cuyo curado es de 4 horas (rápido secado) o del tipo epoxico
cuyo curado es de 24 horas (ver figura 140 y 141).
7) Coloque el Dolly sobre la superficie pintada y presione hacia
abajo, no gire y retire el exceso de adhesivo (ver figura 142).
8) Utilice una cinta para asegurar el Dolly y este no resbale
durante el curado del adhesivo (ver figura 143).
9) Una vez curado el pegamento proceder al uso del equipo de
tracción colocando el actuador sobre el Dolly, dando inicio al
proceso de tracción y desprendimiento del Dolly (ver figura
144 y 145).
Figura 139: Lijado del área seleccionada [15].
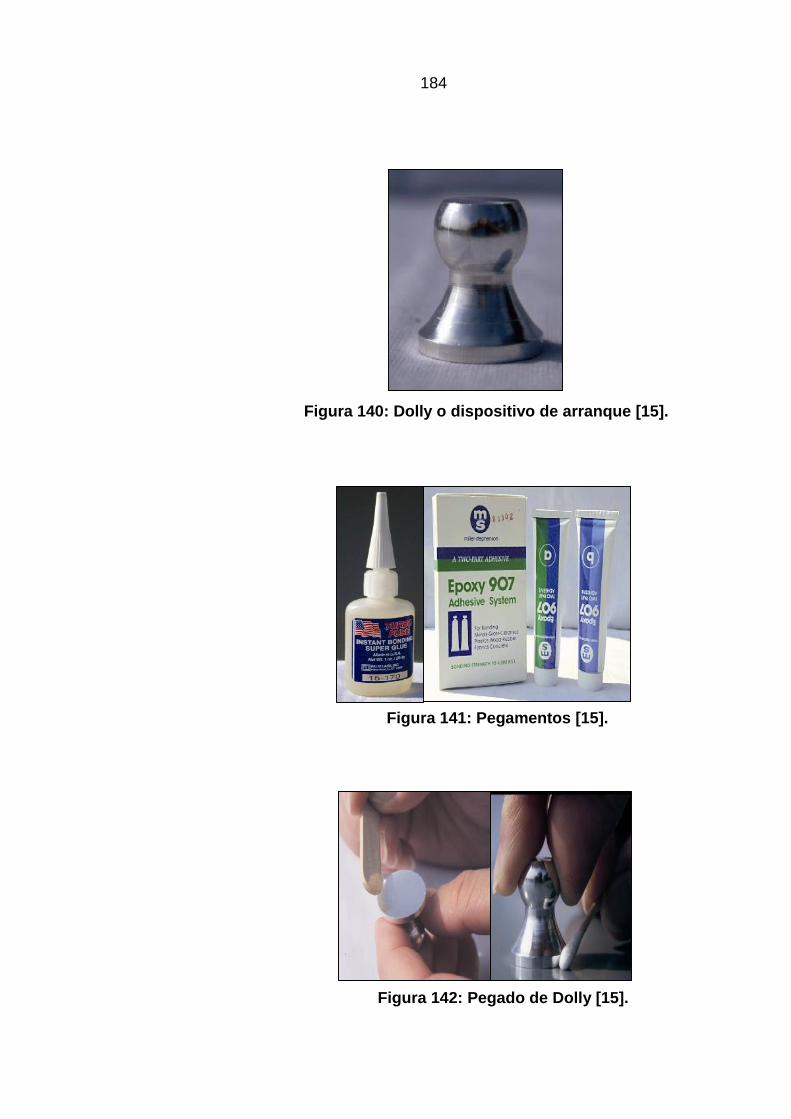
184
Figura 140: Dolly o dispositivo de arranque [15].
Figura 141: Pegamentos [15].
Figura 142: Pegado de Dolly [15].
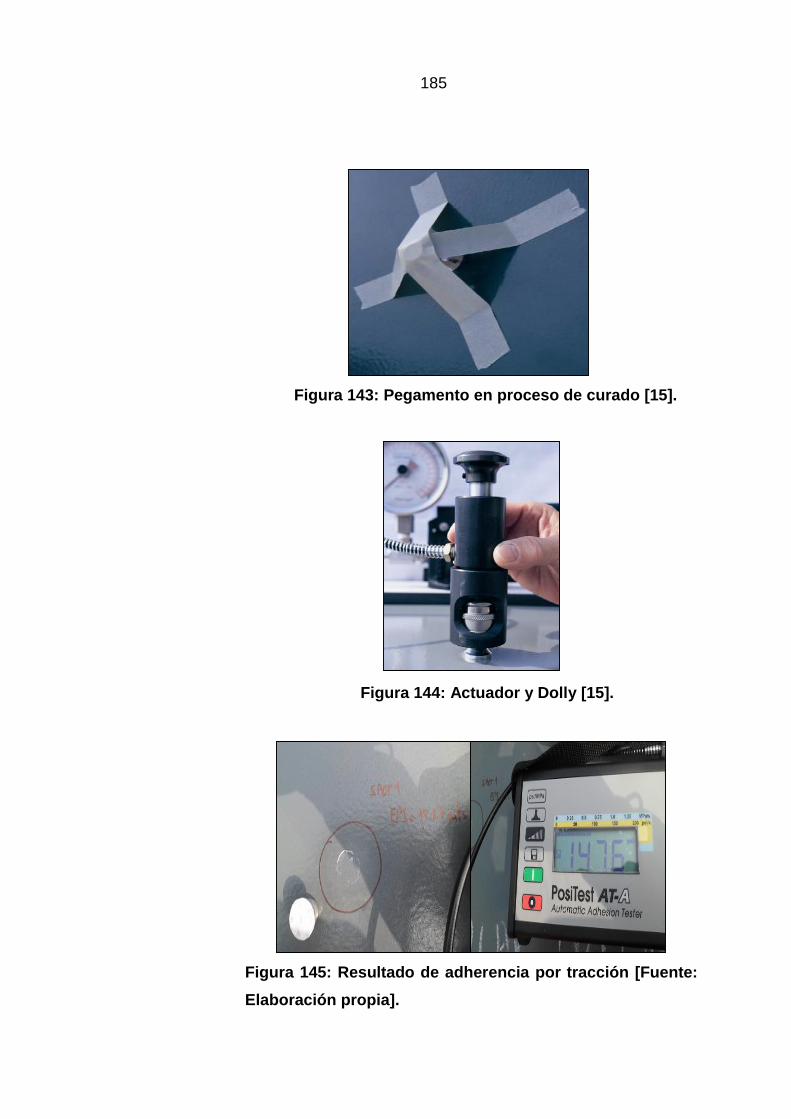
185
Figura 143: Pegamento en proceso de curado [15].
Figura 144: Actuador y Dolly [15].
Figura 145: Resultado de adherencia por tracción [Fuente:
Elaboración propia].
186
VIII. CONCLUSIONES Y RECOMENDACIONES
RECOMENDACIONES
1. Realizar un Plan de Puntos de Inspección antes de iniciar los
trabajos de tratamiento de superficie y aplicación de
recubrimientos con la finalidad de controlar y asegurar la calidad
del producto.
2. Siempre se recomienda el lavado de las estructuras de acero
nuevo o que se encuentran para mantenimiento, ya que la
contaminación a nivel de industrias es alto y cualquier tipo de
contaminante puede influir en el performance del sistema de
recubrimientos.
3. Los daños o reparaciones que se realicen en el sistema de
recubrimientos se debería de realizar de acuerdo a un
procedimiento de resanes emitido por el fabricante de
recubrimientos industriales.
CONCLUSIONES
1. En un proyecto de mantenimiento industrial de las estructuras
metálicas se debe realizar una evaluación del recubrimiento
antiguo antes iniciar cualquier proceso o cambio. La evaluación
del recubrimiento antiguo permite definir el sistema de
recubrimientos idóneo para el mantenimiento de dicha
estructura.
2. Antes de iniciar cualquier proceso de Tratamiento de superficie
y aplicación de recubrimientos se debe conocer los parámetros
de inspección en cada una de las etapas o procesos claves que
permitan un control y aseguramiento de la calidad del producto,
por ello es importante el desarrollo de un Plan de Puntos de
Inspección.

187
3. Los ensayos o pruebas de campo que se llevan a cabo a lo largo
del proyecto se basan en normas o estándares internacionales
con alto nivel de exigencia, para esto se debe tener instrumentos
o equipos de medición calibrados que permitan el menor error
posible en los resultados ya que los ensayos son realizados en
campo y no en laboratorio.
4. Los parámetros de inspección descritos en el informe nos
ayudan a determinar valores cualitativos y cuantitativos que
tienen como fin evitar posibles fallas prematuras del sistema de
recubrimientos aplicado.
5. Los valores obtenidos en campo poseen criterios de aceptación
que se encuentran definidos en la especificación técnica de
pintado y también en las hojas técnicas de los productos
aplicados.
6. La Preparación o Tratamiento de la superficie por Chorro
abrasivo seco está especificado principalmente para el
tratamiento del acero nuevo ya que permite generar un perfil de
anclaje que ayuda a la adherencia mecánica del recubrimiento
protector.
7. El tratamiento de superficie por Waterjetting (Chorro de agua) se
usa principalmente para retirar recubrimientos antiguos y
además disminuye o elimina los contaminantes no visibles como
las sales solubles en agua.
188
IX. BIBLIOGRAFIA
1. Munger C.; Vincent L., (1999), Corrosion Prevention by Protective
Coatings (2da ed.). EE.UU: publicación oficial de NACE (National
Association of Corrosion Engineers), pp. 20-22, 32, 34-39, 41-42,
45-50, 61-64, 67, 71-72, 109, 140, 199-202, 207, 215-219, 241,
243-246.
2. NACE International (2010), Programa de Inspectores de
Recubrimientos Nivel 1 – Manual del Estudiante. EE.UU: [s.n],
Capítulo 5 (pp. 2-4), Capítulo 7 (pp. 3-9), Capítulo 8 (pp. 2-8),
Capítulo 11 (pp. 16-21), Capítulo 16 (pp. 2-8; 11-12).
3. NACE International (2011), Programa de Inspectores de
Recubrimientos Nivel 2 – Manual del Estudiante. EE.UU: [s.n],
Capítulo 7 (pp. 1-14).
4. Otero E. (2001), Corrosión y Degradación de materiales (1ra ed.).
España: Editorial Síntesis (pp. 198-199).
5. SSPC (The Society for Protective Coatings) (2005), Fundamentos
de Recubrimientos Protectores para Estructuras Industriales –
Módulo 1, Unidad 3 (pp. 14). EE.UU [s.n].
6. Manual de PPG Protective & Marine Coatings (2002), Coatings
and Corrosion Control Principles (pp. 23-24, 3-35, 44-45, 70-72,
82-83, 89-92, 111-112). Pittsburgh, EE.UU: [s.n].
7. Vidal F. (2013), Módulo 3 – Control de Calidad durante la
Aplicación (diapositivas), pp. 44-45, 53.
8. Schweitzer P. (2006), Paint and Coatings: Applications and
Corrosion Resistance (pp. 119). EE.UU: Taylor & Francis Group.
9. NACE International/SSPC (2012), Waterjet Cleaning of Metals-
Clean to Bare Substrate (NACE WJ1 / SSPC-SP WJ1), Apéndice
A (pp. 5-7). EE.UU: NACE International.
10. Dupuy R. (2013), SSPC Webinar Series: Steps to a more effective
UHP Waterjetting Operation (pp. 15, 19, 29, 45), [s.n].
189
11. Bardal E. (2003), Corrosion and Protection (pp. 193). London:
Springer.
12. Schmid R.; Frenzel L. (2012), JPCL ebook, Ultra High Pressure
Waterjetting (pp. 22-29). Pittsburgh: Technology Publishing
Company.
13. Vidal F. (2013), Nuevas Normas para evaluación de Limpieza con
Chorro de Agua (diapositivas), pp. 26.
14. SSPC (The Society for Protective Coatings) (2000), Standard
Method of Evaluating degree of rusting on painted steel surfaces
(SSPC- Vis2). Pittsburgh: SSPC.
15. Vidal F. (2013), Módulo 4 – Control de Calidad en Película Seca
(diapositivas).
16. Vidal F. (2013), Aplicación de recubrimientos sobre flash rust en
ambientes marino e industrial (diapositivas).
17. Vidal F. (2013), Módulo 2 – Control de Calidad en Preparación de
Superficie (diapositivas).
18. Edipesa Líder en Maquinarias. Consultado el 20 de Abril, 2015.
En: http://www.edipesa.com.pe/detalles.php?product_id=346.
19. Representaciones Fraters. Consultado el 20 de Abril, 2015. En:
http://www.fraterssac.com.pe/productos_graco_airless_g.php.
20. Mercado libre. Consultado el 20 de Abril, 2015. En:
http://articulo.mercadolibre.com.mx/MLM-491746495-boquilla-
impermeabilizante-pistola-airless-graco-titan-_JM.
190
ANEXOS

191
Anexo 1: Imágenes de la norma ASTM D 610
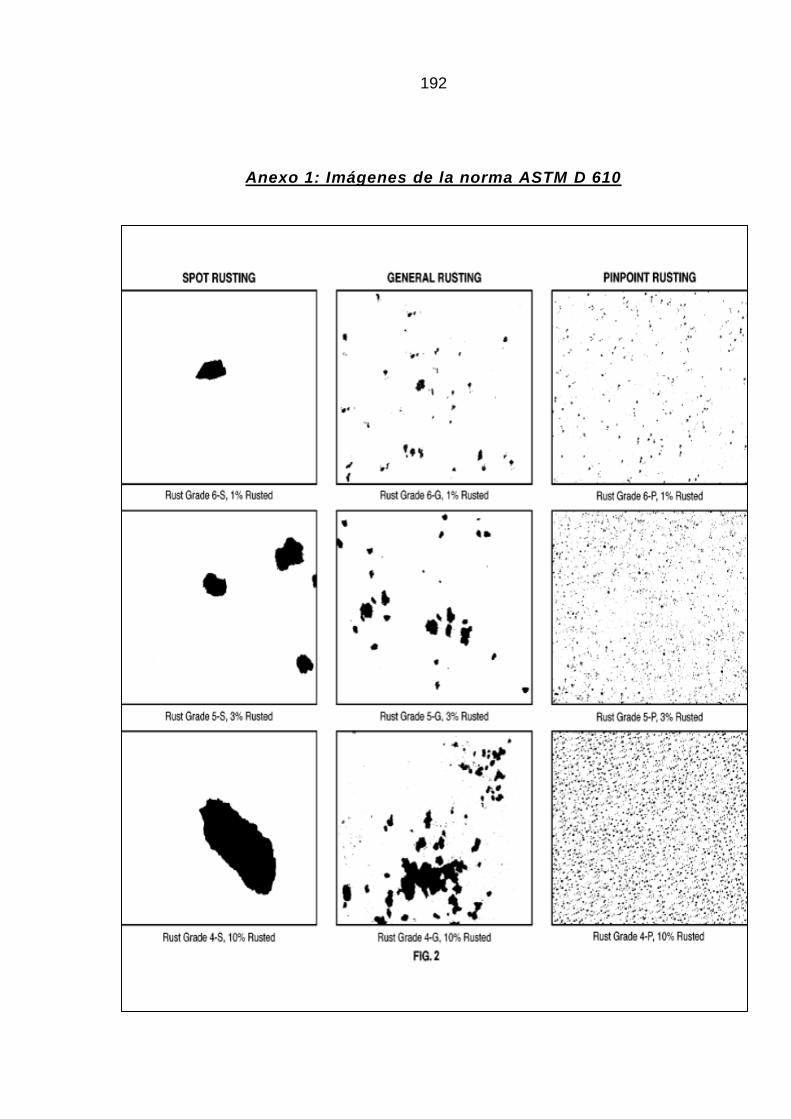
192
Anexo 1: Imágenes de la norma ASTM D 610
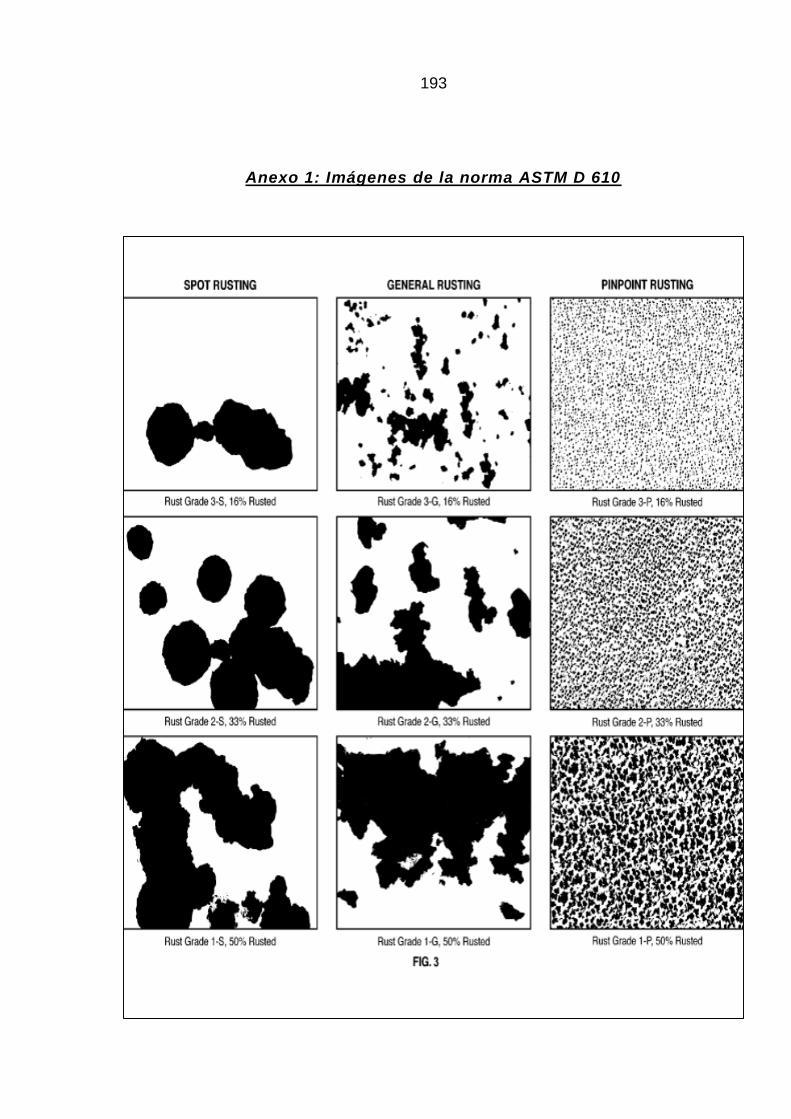
193
Anexo 1: Imágenes de la norma ASTM D 610
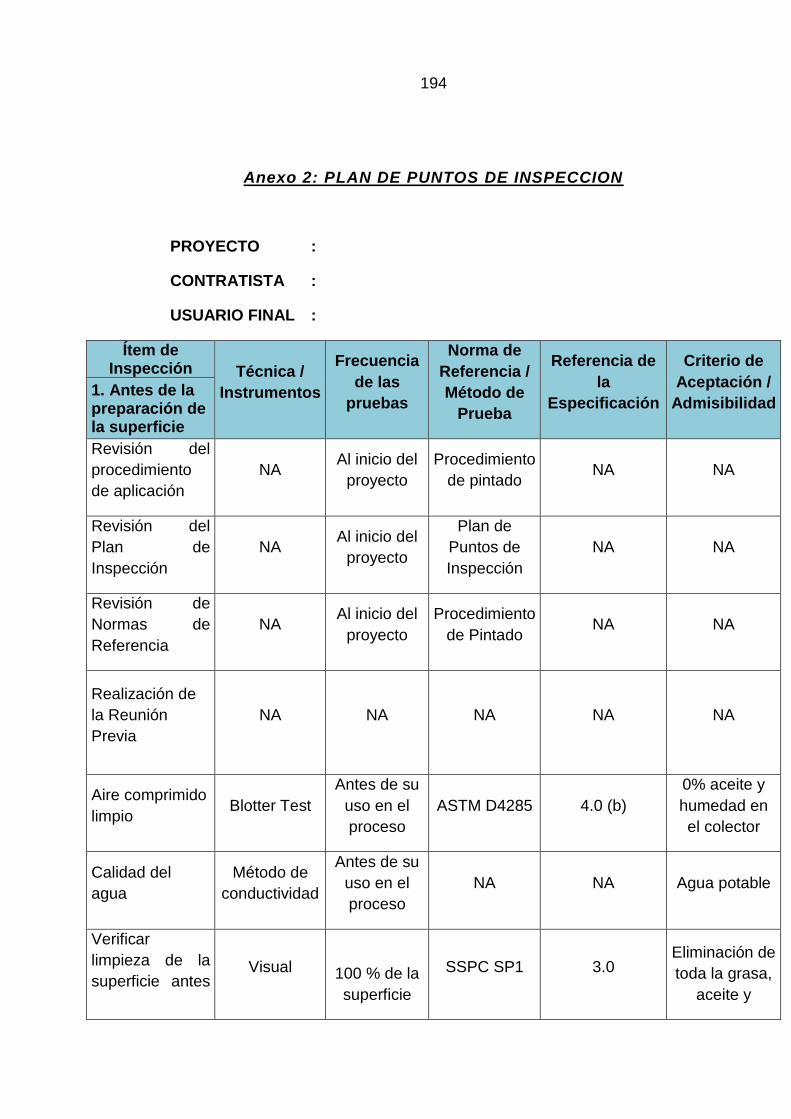
194
Anexo 2: PLAN DE PUNTOS DE INSPECCION
PROYECTO :
CONTRATISTA :
USUARIO FINAL :
Ítem de Inspección Técnica /
Instrumentos
Frecuencia
de las
pruebas
Norma de
Referencia /
Método de
Prueba
Referencia de
la
Especificación
Criterio de
Aceptación /
Admisibilidad 1. Antes de la preparación de la superficie
Revisión del
procedimiento
de aplicación
NA Al inicio del
proyecto
Procedimiento
de pintado NA NA
Revisión del
Plan de
Inspección
NA Al inicio del
proyecto
Plan de
Puntos de
Inspección
NA NA
Revisión de
Normas de
Referencia
NA Al inicio del
proyecto
Procedimiento
de Pintado NA NA
Realización de
la Reunión
Previa
NA
NA
NA NA NA
Aire comprimido
limpio Blotter Test
Antes de su
uso en el
proceso
ASTM D4285 4.0 (b)
0% aceite y
humedad en
el colector
Calidad del
agua
Método de
conductividad
Antes de su
uso en el
proceso
NA NA Agua potable
Verificar
limpieza de la
superficie antes Visual
100 % de la
superficie
SSPC SP1 3.0 Eliminación de
toda la grasa,
aceite y
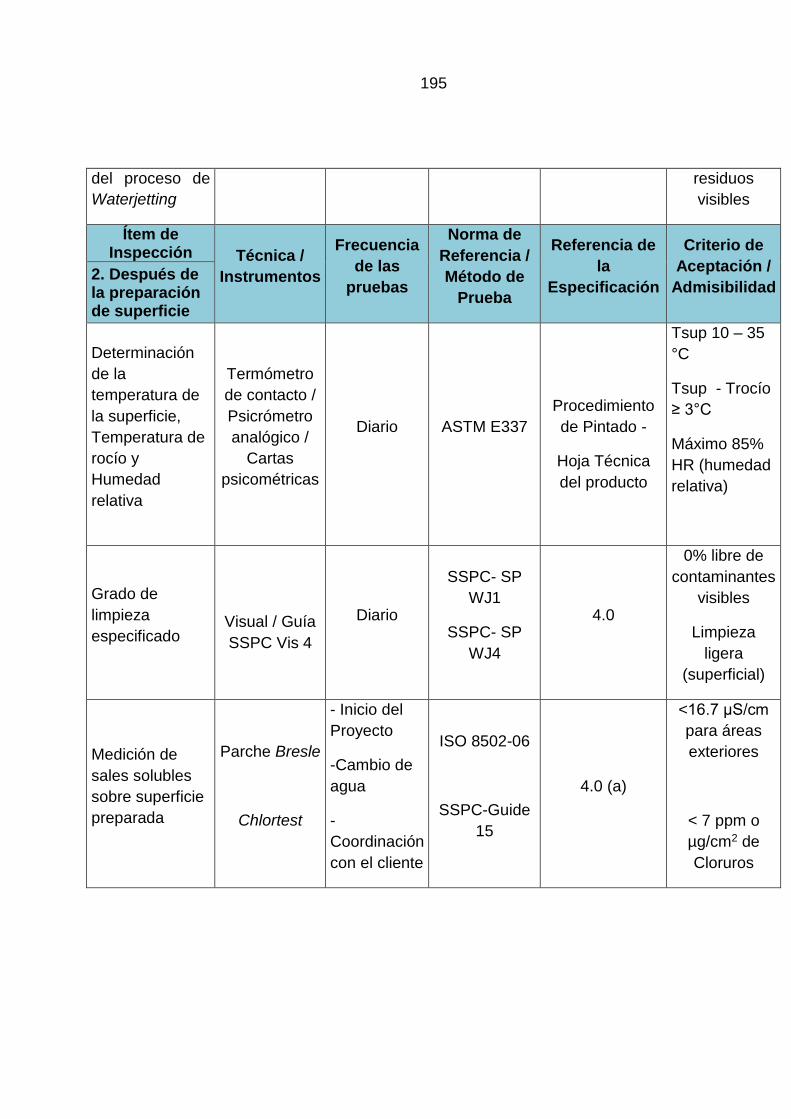
195
del proceso de
Waterjetting
residuos
visibles
Ítem de Inspección Técnica /
Instrumentos
Frecuencia
de las
pruebas
Norma de
Referencia /
Método de
Prueba
Referencia de
la
Especificación
Criterio de
Aceptación /
Admisibilidad 2. Después de la preparación de superficie
Determinación
de la
temperatura de
la superficie,
Temperatura de
rocío y
Humedad
relativa
Termómetro
de contacto /
Psicrómetro
analógico /
Cartas
psicométricas
Diario ASTM E337
Procedimiento
de Pintado -
Hoja Técnica
del producto
Tsup 10 – 35
°C
Tsup - Trocío
≥ 3°C
Máximo 85%
HR (humedad
relativa)
Grado de
limpieza
especificado
Visual / Guía
SSPC Vis 4
Diario
SSPC- SP
WJ1
SSPC- SP
WJ4
4.0
0% libre de
contaminantes
visibles
Limpieza
ligera
(superficial)
Medición de
sales solubles
sobre superficie
preparada
Parche Bresle
Chlortest
- Inicio del
Proyecto
-Cambio de
agua
-
Coordinación
con el cliente
ISO 8502-06
SSPC-Guide
15
4.0 (a)
<16.7 μS/cm
para áreas
exteriores
< 7 ppm o
µg/cm2 de
Cloruros
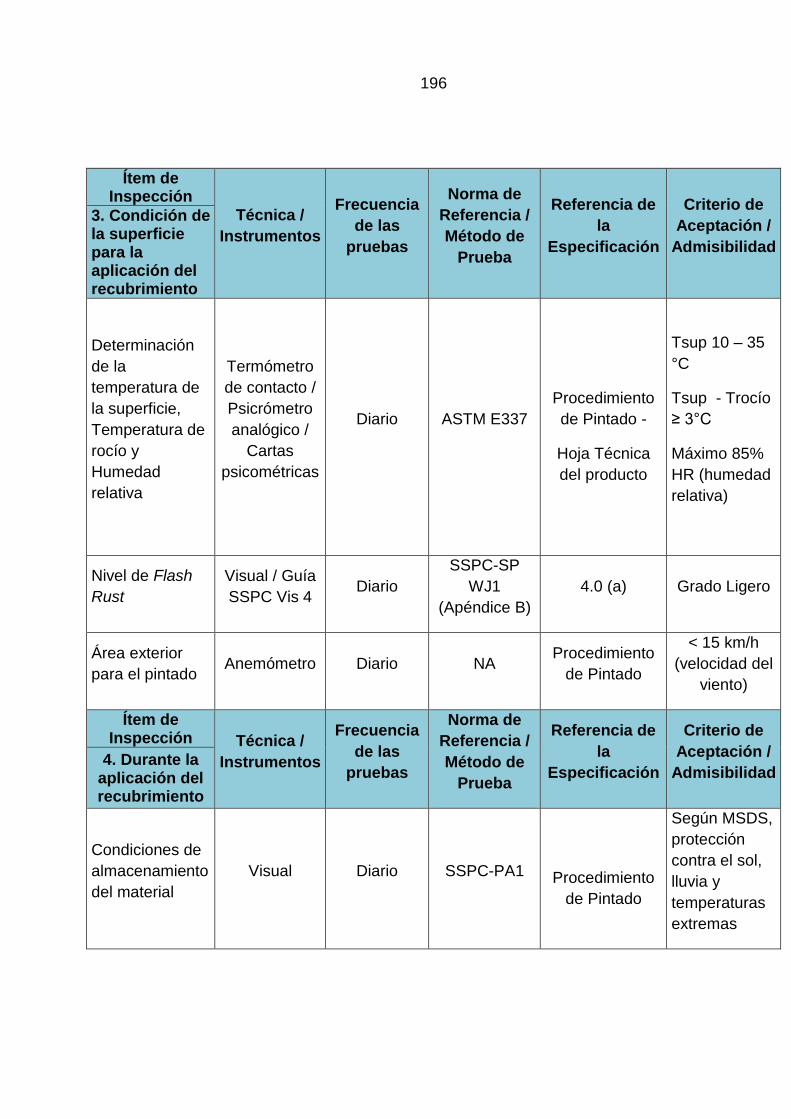
196
Ítem de Inspección
Técnica /
Instrumentos
Frecuencia
de las
pruebas
Norma de
Referencia /
Método de
Prueba
Referencia de
la
Especificación
Criterio de
Aceptación /
Admisibilidad
3. Condición de la superficie para la aplicación del recubrimiento
Determinación
de la
temperatura de
la superficie,
Temperatura de
rocío y
Humedad
relativa
Termómetro
de contacto /
Psicrómetro
analógico /
Cartas
psicométricas
Diario ASTM E337
Procedimiento
de Pintado -
Hoja Técnica
del producto
Tsup 10 – 35
°C
Tsup - Trocío
≥ 3°C
Máximo 85%
HR (humedad
relativa)
Nivel de Flash
Rust
Visual / Guía
SSPC Vis 4 Diario
SSPC-SP
WJ1
(Apéndice B)
4.0 (a) Grado Ligero
Área exterior
para el pintado Anemómetro Diario NA
Procedimiento
de Pintado
< 15 km/h
(velocidad del
viento)
Ítem de Inspección Técnica /
Instrumentos
Frecuencia
de las
pruebas
Norma de
Referencia /
Método de
Prueba
Referencia de
la
Especificación
Criterio de
Aceptación /
Admisibilidad 4. Durante la
aplicación del recubrimiento
Condiciones de
almacenamiento
del material
Visual Diario SSPC-PA1
Procedimiento
de Pintado
Según MSDS,
protección
contra el sol,
lluvia y
temperaturas
extremas

197
Recubrimiento y
diluyentes en
cantidad
suficiente
Visual Diario SSPC – PA1
Procedimiento
de Pintado /
Hoja técnica
De acuerdo al
fabricante
Aire comprimido
limpio Blotter Test Diario ASTM D4285
Procedimiento
de Pintado
0% aceite y
humedad en
el colector
Equipo de
aplicación en
buen estado
Visual Diario SSPC-PA1 Procedimiento
de Pintado
Acabado
Uniforme
Envases para
mezcla y
aplicación
limpios
Visual Diario SSPC-PA1 Procedimiento
de Pintado NA
Agitadores
manuales o
mecánicos
Visual Diario SSPC-PA1 NA NA
Conocimiento
del plan de
pintado por
parte del pintor
Teórico /
Práctico
Al inicio del
Proyecto
ASTM D4228
/ SSPC-QP 3 8.0
Nota > 75
puntos
Mezcla
adecuada del
recubrimiento
Visual Diario SSPC –PA1 /
Hoja Técnica NA NA
Tamizado o
filtrado Visual Diario SSPC –PA1
Procedimiento
de Pintado NA
Determinación
de la
temperatura de
la superficie,
Temperatura de
rocío y
Termómetro
de contacto /
Psicrómetro
analógico /
Cartas
psicométricas
Diario ASTM E337
Procedimiento
de Pintado -
Hoja Técnica
del producto
Tsup 10 – 35
°C
Tsup - Trocío
≥ 3°C
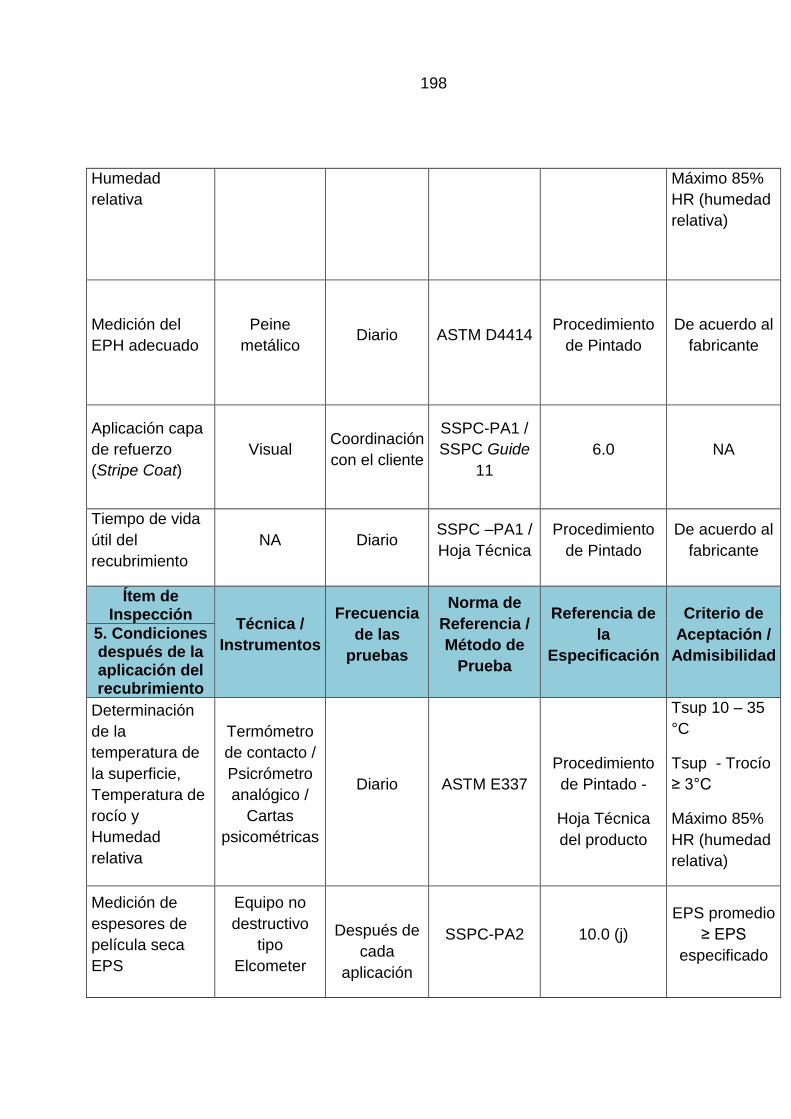
198
Humedad
relativa
Máximo 85%
HR (humedad
relativa)
Medición del
EPH adecuado
Peine
metálico
Diario ASTM D4414 Procedimiento
de Pintado
De acuerdo al
fabricante
Aplicación capa
de refuerzo
(Stripe Coat)
Visual
Coordinación
con el cliente
SSPC-PA1 /
SSPC Guide
11
6.0 NA
Tiempo de vida
útil del
recubrimiento
NA Diario SSPC –PA1 /
Hoja Técnica
Procedimiento
de Pintado
De acuerdo al
fabricante
Ítem de Inspección
Técnica /
Instrumentos
Frecuencia
de las
pruebas
Norma de
Referencia /
Método de
Prueba
Referencia de
la
Especificación
Criterio de
Aceptación /
Admisibilidad
5. Condiciones después de la aplicación del recubrimiento
Determinación
de la
temperatura de
la superficie,
Temperatura de
rocío y
Humedad
relativa
Termómetro
de contacto /
Psicrómetro
analógico /
Cartas
psicométricas
Diario ASTM E337
Procedimiento
de Pintado -
Hoja Técnica
del producto
Tsup 10 – 35
°C
Tsup - Trocío
≥ 3°C
Máximo 85%
HR (humedad
relativa)
Medición de
espesores de
película seca
EPS
Equipo no
destructivo
tipo
Elcometer
Después de
cada
aplicación
SSPC-PA2 10.0 (j)
EPS promedio
≥ EPS
especificado
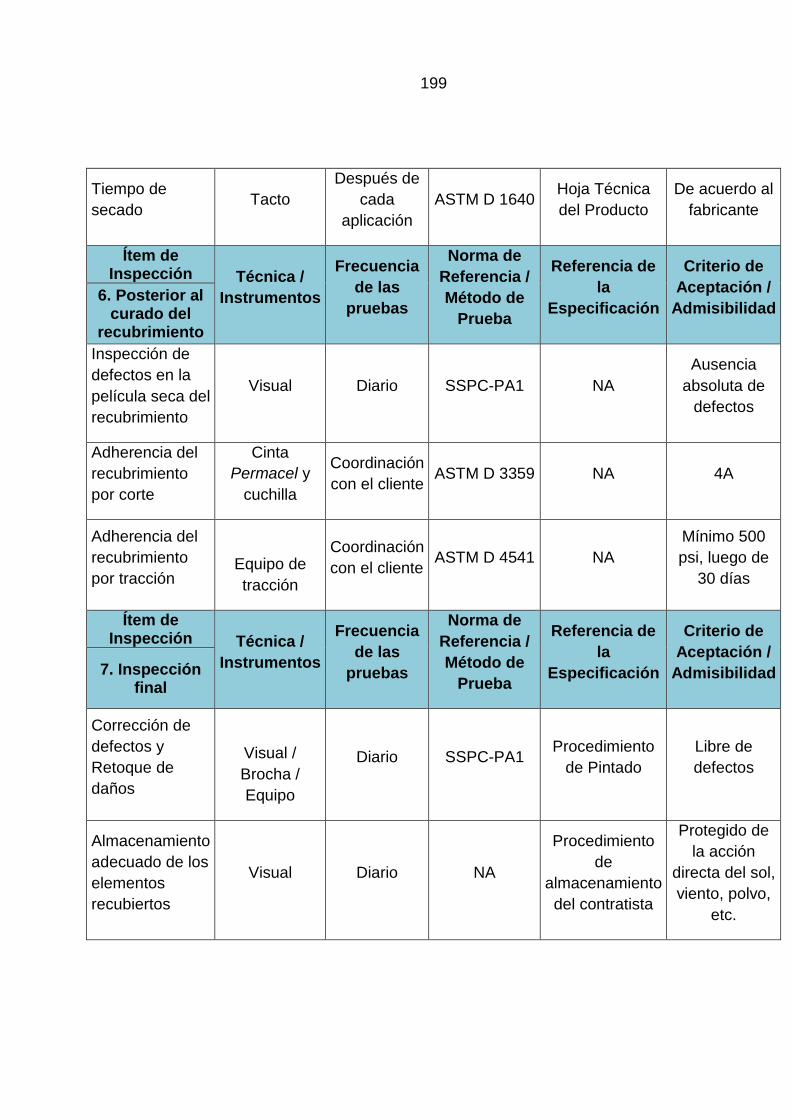
199
Tiempo de
secado Tacto
Después de
cada
aplicación
ASTM D 1640 Hoja Técnica
del Producto
De acuerdo al
fabricante
Ítem de Inspección Técnica /
Instrumentos
Frecuencia
de las
pruebas
Norma de
Referencia /
Método de
Prueba
Referencia de
la
Especificación
Criterio de
Aceptación /
Admisibilidad 6. Posterior al
curado del recubrimiento
Inspección de
defectos en la
película seca del
recubrimiento
Visual Diario SSPC-PA1 NA
Ausencia
absoluta de
defectos
Adherencia del
recubrimiento
por corte
Cinta
Permacel y
cuchilla
Coordinación
con el cliente ASTM D 3359 NA 4A
Adherencia del
recubrimiento
por tracción
Equipo de
tracción
Coordinación
con el cliente ASTM D 4541 NA
Mínimo 500
psi, luego de
30 días
Ítem de Inspección Técnica /
Instrumentos
Frecuencia
de las
pruebas
Norma de
Referencia /
Método de
Prueba
Referencia de
la
Especificación
Criterio de
Aceptación /
Admisibilidad 7. Inspección final
Corrección de
defectos y
Retoque de
daños
Visual /
Brocha /
Equipo
Diario SSPC-PA1 Procedimiento
de Pintado
Libre de
defectos
Almacenamiento
adecuado de los
elementos
recubiertos
Visual Diario NA
Procedimiento
de
almacenamiento
del contratista
Protegido de
la acción
directa del sol,
viento, polvo,
etc.