universidad de san carlos de guatemala facultad de ... por el ing. oscar orlando sapÓn rodrÍguez...
TRANSCRIPT

Universidad de San Carlos de Guatemala
Facultad de Ingeniería
Escuela de Ingeniería Mecánica Industrial
ESTUDIO DE FACTIBILIDAD PARA EL DISEÑO DE UNA
PLANTA PROCESADORA DE PLÁSTICO RECICLADO
Luis Fernando Nuñez Díaz
Asesorado por el Ing. Oscar Orlando Sapón Rodríguez
Guatemala, noviembre de 2015

UNIVERSIDAD DE SAN CARLOS DE GUATEMALA
FACULTAD DE INGENIERÍA
ESTUDIO DE FACTIBILIDAD PARA EL DISEÑO DE UNA
PLANTA PROCESADORA DE PLÁSTICO RECICLADO
TRABAJO DE GRADUACIÓN
PRESENTADO A LA JUNTA DIRECTIVA DE LA
FACULTAD DE INGENIERÍA
POR
LUIS FERNANDO NUÑEZ DÍAZ
ASESORADO POR EL ING. OSCAR ORLANDO SAPÓN RODRÍGUEZ
AL CONFERÍRSELE EL TÍTULO DE
INGENIERO MECÁNICO INDUSTRIAL
GUATEMALA, NOVIEMBRE DE 2015

UNIVERSIDAD DE SAN CARLOS DE GUATEMALA
FACULTAD DE INGENIERÍA
NÓMINA DE JUNTA DIRECTIVA
DECANO Ing. Pedro Antonio Aguilar Polanco
VOCAL I Ing. Angel Roberto Sic García
VOCAL II Ing. Pablo Christian de León Rodríguez
VOCAL III Inga. Elvia Miriam Ruballos Samayoa
VOCAL IV Br. Raúl Eduardo Ticún Córdova
VOCAL V Br. Henry Fernando Duarte García
SECRETARIA Inga. Lesbia Magalí Herrera López
TRIBUNAL QUE PRACTICÓ EL EXAMEN GENERAL PRIVADO
DECANO Ing. Sydney Alexander Samuels Milson
EXAMINADOR Ing. José Arturo Estrada Martínez
EXAMINADORA Inga. Sigrid Alitza Calderón de León
EXAMINADOR Ing. Carlos Humberto Pérez Rodríguez
SECRETARIO Ing. Pedro Antonio Aguilar Polanco






ACTO QUE DEDICO A:
Dios Por ser mi guía espiritual en todo momento.
Mis padres Isabel Díaz y Juan Antonio Nuñez, por sus
constantes enseñanzas.

AGRADECIMIENTOS A:
Universidad de San Por ser mi centro de aprendizaje.
Carlos de Guatemala
Facultad de Ingeniería Por formarme en cada una de sus aulas.

I
ÍNDICE GENERAL
ÍNDICE DE ILUSTRACIONES .......................................................................... VII
LISTA DE SÍMBOLOS ....................................................................................... XI
GLOSARIO ...................................................................................................... XIII
RESUMEN ........................................................................................................ XV
OBJETIVOS .................................................................................................... XVII
INTRODUCCIÓN………………………………………………………………….....XIX
1. ESTUDIO DE MERCADO……………………………………………..……….1
1.1. Mercado objetivo……………………………………………………..1
1.1.1 Determinación del mercado objetivo………………….1
1.1.1.1. Usos del pet reciclado…………….…….2
1.1.2. Estructura económica del mercado……………….…..3
1.1.3. Identificación de la competencia existente……….…..4
1.2. Posicionamiento de los plásticos reciclados en el mercado …….5
1.3. Proveedores de materia prima…………………………….……......6
1.3.1. Proveedores formales……….……………………….…7
1.3.2. Proveedores informales……...….................................7
1.4. Oferta y demanda de materia prima….…………………….…..…..8
1.4.1. Análisis de la oferta de materia prima………………....8
1.4.2. Análisis de la demanda de materia prima….…....….…9
1.5. Oferta y demanda de pet reprocesado…………………....……....10
1.5.1. Análisis de la oferta de pet reprocesado……….........11
1.5.2. Análisis de la demanda de pet reprocesado….……..12
1.6. Evaluación del mercado de pet reprocesado……………….…...13
1.7. Mercadeo…………………………………………………………....14

II
1.7.1. Análisis Foda de la empresa…………………………15
1.7.2. Estrategia competitiva………………………………....17
1.7.3. Estrategias comerciales……………………….………18
2. ESTUDIO TÉCNICO DE INGENIERÍA………………………………….......21
2.1. Localización de la planta…………………………………………..21
2.2. Tamaño de la planta ………………………………………………25
2.3. Ingeniería del estudio……………………………………………...26
2.3.1. Análisis de los productos a fabricar………………....33
2.3.2. Maquinaria y equipos a utilizar……………….………35
2.3.2.1. Molino de envases de pet .................... 36
2.3.2.1.1. Diseño de molino de
envases de pet ............. 38
2.3.2.1.2. Rotor portacuchillas ...... 39
2.3.2.1.3. Cuchillas ....................... 40
2.3.2.1.4. Sistema de transmisión
de potencia ................... 42
2.3.2.1.5. Sistema eléctrico .......... 43
2.3.2.1.6. Cálculo de consumo
de energía .................... 43
2.3.2.1.7. Capacidad de
producción .................... 44
2.3.2.2. Estación de lavado .............................. 45
2.3.2.2.1. Diseño de estación de
lavado ........................... 47
2.3.2.2.2. Capacidad de
producción .................... 50
2.3.2.3. Peletizadora……………………………...51

III
2.3.2.3.1. Diseño de extrusor
peletizador .................... 54
2.3.2.3.2. Cálculo de consumo
de energía .................... 69
2.3.2.3.3. Capacidad de
producción .................... 70
2.3.2.4. Montaje y puesta en marcha de
maquinaria ........................................... 71
2.3.2.5. Mantenimiento preventivo .................... 71
2.3.2.5.1. Rutima de MP para
molino de envases de
pet ................................ 72
2.3.2.5.2. Rutima de MP para
estación de lavado ........ 72
2.3.2.5.3. Rutima de MP para
peletizadora .................. 73
2.3.3. Instalaciones auxiliares……. ………………………...75
2.3.3.1. Energía eléctrica .................................. 75
2.3.3.2. Agua .................................................... 76
2.3.4. Distribución de planta…………………………………77
3. ESTUDIO ADMINISTRATIVO LEGAL.................................................... 79
3.1. Estructura administrativa de la empresa.................................. 79
3.2. Recursos humanos .................................................................. 80
3.3. Marco legal .............................................................................. 88
3.3.1. Inscripción legal de la empresa .............................. 89
3.3.2. Contratación de personal……………………………..90
3.3.3. Pago de impuestos……………………………………96

IV
4. ESTUDIO DE IMPACTO AMBIENTAL .. …………………………………...99
4.1. Aspectos técnicos del trabajo de graduación ........................ 111
4.1.1. Infraestructura ....................................................... 111
4.1.2. Materiales e insumos a utilizar .............................. 111
4.1.3. Principales actividades a realizar .......................... 112
4.2. Aspectos ambientales ............................................................ 113
4.2.1. Impacto ambiental derivado de la ejecución y
operación del trabajo de graduación ..................... 114
4.2.1.1. Aire .................................................... 114
4.2.1.2. Agua .................................................. 115
4.2.1.3. Suelo ................................................. 116
4.2.1.4. Biodiversidad ..................................... 117
4.2.1.5. Visual ................................................. 117
4.2.1.6. Social ................................................. 118
4.3. Demanda y consumo de energía eléctrica ............................ 118
4.4. Efectos y riesgos personales derivados de la operación ....... 119
4.5. Medidas de mitigación ........................................................... 120
4.6. Impacto ambiental positivo derivado del procesamiento de
plásticos reciclados................................................................ 122
5. ESTUDIO ECONÓMICO ...................................................................... 123
5.1. Determinación de los costos del trabajo de graduación ........ 123
5.1.1. Inversión inicial ..................................................... 123
5.1.2. Costos de producción ........................................... 126
5.1.3. Gastos administrativos ......................................... 131
5.1.4. Gastos de ventas .................................................. 132
5.1.5. Depreciaciones ..................................................... 133
5.2. Ingresos por ventas ............................................................... 133
5.2.1. Proyección de ventas ........................................... 134

V
5.3. Valor residual ......................................................................... 135
5.4. Determinación del punto de equilibrio operativo .................... 135
6. ESTUDIO FINANCIERO ...................................................................... 141
6.1. Financiamiento del trabajo de graduación ............................. 142
6.1.1. Inversión inicial requerida y capital de trabajo ...... 142
6.1.2. Análisis de fuentes de financiamiento ................... 144
6.2. Flujo de efectivo presupuestado ............................................ 149
6.3. Estado de pérdidas y ganancias presupuestado ................... 152
6.4. Balance general presupuestado ............................................ 154
6.5. Evaluación económica del trabajo de graduación ................. 157
6.5.1. Valor presente neto (VPN) .................................... 157
6.5.2. Tasa interna de rendimiento (TIR) ........................ 160
6.5.3. Período de recuperación (pay back) ..................... 163
CONCLUSIONES ........................................................................................... 167
RECOMENDACIONES ................................................................................... 169
BIBLIOGRAFÍA ............................................................................................... 171

VI

VII
ÍNDICE DE ILUSTRACIONES
FIGURAS
1. Diagrama de flujo de proceso de pet en hojuelas y en pellets……............32
2. Pet en hojuelas …………………………………………………………………34
3. Pet en pellets…………………………………………………………………....35
4. Molino para botella de pet ........................................................................ 37
5. Despiece de sistema de molienda ........................................................... 38
6. Rotor portacuchillas .................................................................................. 40
7. Cuchilla giratoria ....................................................................................... 42
8. Base estructural para extrusor.................................................................. 55
9. Detalle de poleas de extrusor ................................................................... 57
10. Sistema de transmisión de potencia de extrusor ...................................... 58
11. Tornillo de extrusor peletizador ................................................................ 63
12. Cañón de extrusor peletizador ................................................................. 67
13. Control de temperatura ............................................................................. 68
14. Distribución de bodegas de MP y PT ....................................................... 77
15. Distribución planta de producción............................................................. 78
16. Organigrama actual .................................................................................. 79
17. Organigrama propuesto ............................................................................ 80
18. Evaluación ambiental incial……………………………………………….….101
19. Flujo neto de fondos ............................................................................... 160

VIII
TABLAS
I. Competencia en pet reciclado............................................................. 5
II. Proveedores formales de pet ............................................................. 7
III. Proveedores informales de pet ........................................................... 7
IV. Usos de pet posconsumo ................................................................. 10
V. Oferta de pet peletizado .................................................................... 11
VI. Demanda de pet reprocesado........................................................... 12
VII. Evaluación por método cualitativo por puntos .................................. 25
VIII. Consumo de energía eléctrica por equipo ..................................... .118
IX. Impactos ambientales y plan de mitigación .................................... 120
X. Inversión inicial requerida de bodega en mano de obra ................. 124
XI. Inversión inicial requerida en bodega de materiales………………..125
XII. Inversión inicial requerida en bodega de maquinaria……………....125
XIII. Costo de materiales directos .......................................................... 127
XIV. Costo bruto por empleado .............................................................. 128
XV. Costo de mano de obra directa ...................................................... 128
XVI. Cálculo de consumo de energía eléctrica ...................................... 130
XVII. Costos indirectos de manufactura .................................................. 131
XVIII. Gastos administrativos ................................................................... 131
XIX. Gastos de venta ............................................................................. 132
XX. Depreciaciones .............................................................................. 133
XXI. Proyección de ventas ..................................................................... 134
XXII. Recuperación de activos ................................................................ 135
XXIII. Proyección de ventas año 1 ........................................................... 136
XXIV. Precio de venta de producto E…..…..……………………………......137
XXV. Costo variable de materiales directos ............................................. 138
XXVI. Costos fijos ..................................................................................... 139
XXVII. Inversión inicial ............................................................................... 143

IX
XXVIII. Capital de trabajo inicial ................................................................... 144
XXIX. Tabla de pago de la deuda .............................................................. 149
XXX. Flujo de efectivo .............................................................................. 150
XXXI. Estado de resultados preuspuestado……………………………........153
XXXII. Balance general inicial…………………………………………….…….155
XXXIII. Balance general presupuestado……………………………………….156
XXXIV. Valor presente neto ......................................................................... 159
XXXV. Tasa interna de rendimiento ............................................................ 162
XXXVI. Periodo de recuperación .................................................................. 164

X

XI
LISTA DE SÍMBOLOS
Símbolo Significado
Almacenaje
HP Caballos de potencia
cc Centímetros cúbicos
dl/g Decilitros por gramo
Demora
g/cm^3 Gramos por centímetro cúbico
Hz Hertz
Kg Kilogramo
Km Kilómetro
Kw Kilowatt
Lts Litros
Mm Milímetros
Mts Metros
Operación
Operación/inspección
Ppm Partes por millón
Q Quetzales
Rpm Revoluciones por minuto
Transporte
Btu Unidades térmicas británicas

XII

XIII
GLOSARIO
Aguas residuales Agua proveniente de los servicios que se utilizan en
la empresa y que arrastran consigo suciedad, tales
como aguas industriales provenientes del lavado de
materiales, o aguas negras provenientes de los
servicios sanitarios.
Angulo de corte Es el ángulo que se forma entre la tangente de la
pieza a cortar y la superficie de ataque de la cuchilla.
Capital de trabajo Los recursos que requiere una empresa para operar
en el corto plazo.
Contactor Interruptor eléctrico utilizado para conectar el motor
eléctrico de una máquina con su fuente de energía.
Extrusión Proceso industrial por medio del cual se forman
objetos con sección transversal fija, empujando el
material a través de un molde con la sección
deseada.
Inversión inicial La cantidad de dinero que se necesita invertir para
ejecutar la inversión e iniciar operaciones.

XIV
Pet Polietilentereftalato o tereftalato de polietileno. Es un
polímero del tipo termoplástico, de alta calidad,
transparente, muy impermeable al aire, generalmente
utilizado para fabricar envases de bebidas, aceites,
cosméticos.
Pet en hojuela Piezas pequeñas de pet con la forma de una hojuela
como resultado de un proceso de molienda en frío.
Pet peletizado Trozos pequeños de pet con forma cilíndrica como
resultado de un proceso de extrusión a alta
temperatura denominado peletizado.
Pichacha Pieza de lámina acerada con agujeros calibrados,
utilizada en los molinos de pet. Define el tamaño de
las piezas que pasarán de la cámara de molienda al
recipiente de hojuelas.
Post consumo Son materiales que han salido como producto
defectuoso en los procesos industriales y que se
reciclan para ser utilizados nuevamente en el mismo
proceso.
Tela de sombra Es una tela plástica fabricada a partir de varios hilos
que se cruzan horizontal y verticalmente, a una
distancia el uno del otro, que permiten el paso de la
luz en un porcentaje definido.

XV
RESUMEN
El pet es un tipo de plástico ampliamente utilizado en la industria,
generalmente se le utiliza para la fabricación de envases para líquidos. Al igual
que muchos otros plásticos el pet puede ser reciclado, existiendo en Guatemala
un amplio mercado para este material como materia prima. Comercialmente, el
pet reciclado se puede comercializar en forma de hojuelas o de pellets, para lo
cual se dispone de diferentes procesos de fabricación.
Para fabricar el pet en hojuela, primero se recibe el material en la planta
de producción. Se selecciona y luego se muele para reducir su tamaño. Se lava,
se seca y por último se empaca. Para fabricar el pet en pellets, se toma el pet
en hojuelas y se pasa por un proceso de extrusión y corte llamado peletizado.
Para realizar esos procesos se dispone de diferentes máquinas y equipos,
como molinos, lavadoras, extrusores, ventiladores, entre otros.
Para llevar a cabo las actividades de reciclaje de pet es necesario contar
con la estructura administrativa necesaria, además de asegurar que los
procesos productivos no serán dañinos para el medio ambiente. Entre los
costos en que se incurre se puede mencionar el costo de producción, costo de
venta, mano de obra, costos indirectos de fabricación, depreciaciones, entre
otros. Para determinar si es conveniente invertir en el trabajo de graduación de
reciclaje de pet, se realiza un análisis del valor presente neto (VPN), de la tasa
interna de rendimiento (TIR) y del periodo de recuperación (pay back).

XVI

XVII
OBJETIVOS
General
Realizar el estudio de factibilidad para el diseño de una planta
procesadora de plástico reciclado.
Específicos
1. Identificar las presentaciones en que el pet reciclado puede ser
procesado y comercializado.
2. Analizar las características actuales del mercado de los productos
fabricados a partir de pet reciclado.
3. Describir los procesos productivos que se llevarán a cabo en la planta de
pet reciclado.
4. Establecer el tipo y la distribución de la maquinaria a utilizar en el
proceso de reciclaje de pet.
5. Definir el impacto ambiental y la forma de mitigarlo, provocado por la
realización del trabajo de graduación.
6. Especificar los costos del proceso de reciclaje del pet.
7. Analizar, desde el punto de vista financiero, la factibilidad del trabajo de
graduación.

XVIII

XIX
INTRODUCCIÓN
El reciclado de materiales ha tomado un lugar importante en los procesos
productivos, ya que además de ayudar a preservar la naturaleza representa un
ahorro importante en los costos de materia prima de los productos. En estos se
puede utilizar material reciclado, debido a los altos costos de la materia prima
virgen.
El plástico reciclado se ha convertido últimamente en uno de los
materiales que se les ha encontrado un amplio campo de aplicaciones, tales
como envases para diferentes tipos de productos, material para construcción,
empaques, juguetes, y otros. Esto es un beneficio directo para el medio
ambiente, ya que este tipo de desecho ya no se convierte en un contaminante
más. Tomando en cuenta que el material plástico, dependiendo del tipo, toma
de 10 a 100 años para degradarse y proporciona una fuente de empleo para la
población guatemalteca. Son varias las empresas que se han constituido, ya
sea para reciclar el material o para procesarlo.
Siguiendo los lineamientos de una producción más limpia se determinará,
en el presente trabajo de graduación, la factibilidad para diseñar una empresa
procesadora de plástico reciclado. Se contempla la metodología, integrando los
resultados de los diferentes estudios que abarca el trabajo, tanto de mercado,
aspectos técnicos, financiero, económico, administrativo, impacto ambiental,
buscando disminuir el riesgo de realizar la inversión, y determinando la
viabilidad del trabajo de graduación en sí.

XX

1
1. ESTUDIO DE MERCADO
1.1. Mercado objetivo
En el ámbito de la mercadotecnia se conoce como mercado objetivo a la
totalidad del espacio donde confluyen la oferta y la demanda de bienes y
servicios. Es el espacio donde se llevan a cabo las transacciones entre
compradores y vendedores. El análisis del mercado objetivo tiene especial
importancia debido a que permite conocer a los clientes y prever los resultados
de su comportamiento de compra. Esto influye en el retorno de inversión de la
empresa.
1.1.1. Determinación del mercado objetivo
El mercado para pet reciclado en Guatemala, actualmente está en
crecimiento, debido a las posibilidades de uso del mismo. Está en forma de
escamas o en forma de pellets, impulsado también por el hecho que el reciclaje
de plásticos en general, incluyendo el pet, se está viendo desde un punto de
vista ambientalista. Esto debido a que es una forma de evitar la contaminación y
preservar la vida animal y vegetal del planeta.
El principal mercado que se pretende abarcar son las empresas que
fabrican productos plásticos. Entre las líneas de producción de éstas incluyen el
pet reciclado como parte de su materia prima.

2
1.1.1.1. Usos del pet reciclado
El uso principal, que se da a la resina pet virgen, es para la fabricación de
envases para líquidos. Estos se pueden utilizar para:
Refrescos
Refrescos carbonatados
Aceite comestible
Agua purificada
Medicinas líquidas
Productos cosméticos
Productos de limpieza
En la industria del plástico, la materia prima constituye uno de los costos
principales a tomar en cuenta. Es por esto que las empresas buscan incorporar
un porcentaje de material reciclado a sus productos fabricados a partir de resina
virgen. Estas mantienen siempre las características de sus productos finales y
la eficiencia de sus procesos productivos, ya que al incorporar material
reciclado a la materia prima virgen provoca una contaminación por material
reciclado de baja calidad, o se ve reducida la eficiencia de las máquinas.
Cumpliendo con ciertas normas de calidad, y en los porcentajes
adecuados, el pet reciclado puede mezclarse directamente con la resina virgen.
Esto da lugar a productos nuevos de grado alimenticio, ya que únicamente con
pet reciclado no es recomendable la producción de dichos productos.
Entre los productos que se pueden fabricar a partir únicamente de pet
reciclado se mencionan:
Envases para lubricantes

3
Envases para productos de limpieza
Lamina para termoformado
Hilo monofilamento y cabos para lazo
Fleje
Lámina plana
Fibras para relleno térmico
Fibras para alfombras
Fibras para ropa
Como material de relleno
Fabricación de madera plástica
Combustible en algunos equipos con ciertas modificaciones
1.1.2. Estructura económica del mercado
Actualmente en el mercado de pet reciclado se puede observar que existe
una cantidad grande de compradores y vendedores. Su participación en el
mercado es relativamente pequeña comparada con el volumen total de compras
y ventas. Esto no permite a ninguno de ellos influir significativamente en los
precios, más bien, los precios se van estabilizando de acuerdo a la cantidad de
compradores y vendedores. Se ven influenciados por el precio internacional de
la resina pet virgen.
El producto que ofrecen los diferentes vendedores es básicamente el
mismo, con ciertas diferencias en la calidad del producto. Específicamente, con
respecto al grado de contaminación debida a plásticos ajenos al pet, ya que
algunas empresas cuentan con procesos más sofisticados para entregar un
material pet con baja contaminación, que otros.
4
Existen ciertas barreras para ingresar a este mercado, porque algunos
compradores obtienen su materia prima específicamente con ciertos
vendedores. Sin embargo, es posible romper estas barreras ingresando con un
producto de buena calidad y que no supere el precio establecido por el
mercado.
Todas las condiciones expuestas anteriormente, sitúan al mercado de pet
reciclado, en la categoría de mercado de competencia perfecta, siendo apto
para invertir.
1.1.3. Identificación de la competencia existente
En Guatemala existe una gran cantidad de empresas que se dedican al
reciclaje de plásticos. Además de una gran cantidad de personas que por su
cuenta buscan reciclar, para obtener un beneficio económico por medio de los
centros de acopio.
La competencia directa, que se debe tomar en cuenta en este estudio son
las empresas que se dedican a reciclar pet, y entregan como producto al
mercado pet en escamas y pet peletizado. Generalmente, las empresas
recicladoras reciben varias clases de plásticos, como polietileno, polipropileno,
poliestireno, entre otros. Además de metales, papel, cartón, y cuentan entre sus
líneas de producción con el reciclaje de pet.
Entre las empresas guatemaltecas que se pueden contar como
competencia directa para el estudio se mencionan las siguientes:

5
Tabla I. Competencia en pet reciclado
EMPRESA UBICACIÓN
Imporex Guatemala, Ciudad
Reciclados de Centroamérica Guatemala, Ciudad
Reciclajes Santa Lucia Antigua Guatemala, Guatemala
Recicladora Jehova Jire Guatemala, Guatemala
Damagus Guatemala, Guatemala
Fullplast, S.A. Guatemala, Guatemala
Fuente: Petreciclado.guatemala.acambiode.com. Consulta: 5 de mayo de 2014.
1.2. Posicionamiento de los plásticos reciclados en el mercado
De todos los plásticos que se utilizan para diferentes fines, el 90 % es
reciclable. Estos pertenecen a las categorías PP, PE, PS y PVC. Para la
fabricación de productos de los diferentes plásticos se utilizan diferentes
químicos aditivos. Con ellos mejoran las propiedades del plástico, tales como
ablandadores, colorantes, suavizantes, que pueden dar propiedades distintas a
dos productos fabricados a partir del mismo tipo de plástico.
Esta condición provoca que los plásticos no puedan ser reciclados muchas
veces, ya que la separación de dichos químicos resulta prácticamente
imposible. Esto provoca que los productos fabricados a partir de plásticos
reciclados tengan una calidad inferior a los productos fabricados a partir de
plástico virgen.

6
Sin embargo, los plásticos reciclados están ganando más terreno en los
mercados industriales, ya que cada vez es mayor la cantidad de productos que
pueden fabricarse a partir de los mismos.
Además, el beneficio ecológico que representa el reciclado de plásticos ha
ido contribuyendo a que este último vaya cada vez más en aumento. Por ello,
cada día es mayor la cantidad de personas que se relacionan con el proceso,
ya sea formal o informalmente.
1.3. Proveedores de materia prima
La materia prima a utilizar es botella de pet posconsumo, ya sea con
tapón, arillo y etiqueta o sin ellos. Puede estar clasificada por color o sin
clasificar, del grado de limpieza y clasificación dependerá el precio que se
puede pagar por ello.
Existe diversidad de proveedores para el producto, algunos son empresas
constituidas formalmente. La mayoría son empresas informales que se dedican
al acopio del producto para luego venderlo. Estas empresas informales no
cuentan con una inscripción en el registro mercantil, y en algunas ocasiones las
condiciones de trabajo no son adecuadas.
Una de las ventajas de trabajar con proveedores formalmente constituidos
es el respaldo que tienen como empresa. Pueden asegurar un suministro de
producto constante, lo cual no sucede con las empresas informales, que de
pronto desaparecen del mercado.
La desventaja de trabajar con empresas formales es que el precio del
producto es considerablemente alto debido a los costos que manejan como
7
empresa. Por otro lado, con las empresas informales, se pueden obtener
precios mucho más bajos, con el respectivo inconveniente de no obtener una
factura contable por el producto y no tener un respaldo sólido como empresa.
1.3.1. Proveedores formales
Entre los proveedores formales de materia prima se puede mencionar los
siguientes:
Tabla II. Proveedores formales de pet
EMPRESA UBICACIÓN
Clapsa Guatemala, Ciudad
Comercial Miranda Guatemala, Ciudad
Diso Guatemala, Ciudad
Fuente: elaboración propia.
1.3.2. Proveedores informales
Entre los proveedores informales de materia prima se puede mencionar los
siguientes:
Tabla III. Proveedores informales de pet
EMPRESA UBICACIÓN
Centro de acopio La Canaleña Villa Canales, Guatemala
Compra y venta de reciclados Km. 26 Villa Canales
Fuente: elaboración propia.

8
1.4. Oferta y demanda de materia prima
La oferta de botellas de pet posconsumo está constituida por empresas
que se dedican al acopio del mismo. De acuerdo al tipo de empresa, así serán
las características de botellas que puedan ofrecer. Algunas empresas cuentan
con suficiente personal y maquinaria para suministrar botellas de pet
posconsumo sin tapón, arillo ni etiqueta, con una clasificación por color, y de ser
posible compactado, para facilitar el transporte y manejo del mismo.
Otras empresas, generalmente las informales, ofrecen pet revuelto por
colores, con tapón, arillo y etiqueta, en algunas ocasiones mezclado con otros
tipos de plásticos, y generalmente sin compactar, obviamente lo ofrecen a un
precio menor.
La demanda de pet posconsumo está conformada por las diferentes
empresas que se encargan de procesar el mismo, ya sea para comercializarlo
luego de procesado o para uso propio.
1.4.1. Análisis de la oferta de materia prima
Actualmente la oferta de botellas de pet posconsumo está restringida,
debido a que no existen suficientes empresas que puedan asegurar una
cantidad constante y suficiente para una correcta operación. Además que el
precio de la resina virgen tiene muchas variaciones, incluso llega a precios tan
bajos, que ya no hacen rentable el uso de reciclado.
Los precios de la botella de pet, revuelto, es decir sin clasificación por
colores, con arillo y tapa, oscila entre los Q 80,00 y los Q 125,00 por quintal.

9
1.4.2. Análisis de la demanda de materia prima
Con respecto a la demanda, cada día son más las empresas que inician o
incorporan en sus líneas de producción el reciclaje de pet posconsumo. Al igual
que con la oferta, su uso se ve condicionado por el precio de la resina pet
virgen, ya que si el precio de esta última baja demasiado, ya no se justifica el
uso de pet reciclado en los procesos productivos. Una buena parte de pet
posconsumo que se procesa es utilizado para exportar hacia otros países. Allí
es donde la tecnología en maquinaria y equipos, para la utilización de pet
reciclado en la fabricación de productos, está más avanzada.
Una de las formas de bajar costos, en la obtención de la materia prima,
podría ser abriendo un centro de acopio en la propia empresa. Aquí llegan las
personas individuales que se dedican a la recolección y acopio de botellas pet,
el precio que se puede pagar es de Q 40,00 por quintal de botella de pet.
Uno de los inconvenientes es que no se puede asegurar el suministro de
una cantidad constante de material. Además que la calidad de producto que se
recibe es considerablemente baja, haciendo necesarias más operaciones en el
proceso productivo de reciclado elevando, por consiguiente, los costos de
operación de la empresa. Lo más recomendable es comprar con los
proveedores actuales del mercado y abrir un centro de acopio alterno como
complemento.
Algunos compradores de botella pet posconsumo la utilizan para reventa.
Otros para reprocesar y vender o para consumo propio.

10
Tabla IV. Usos de pet posconsumo
EMPRESA USO DEL MATERIAL
Escocesa Uso propio
Reciclados de Centroamérica Reproceso y venta
Clapsa Reventa
Fuente: elaboración propia.
1.5. Oferta y demanda de pet reprocesado
La oferta de pet en hojuela y peletizado la conforman las empresas que se
dedican a procesar el material para su comercialización. Esto para uso local o
para exportación. No se incluyen como oferta, las empresas que procesan el
material y luego lo utilizan para consumo propio. Este material no ingresa al
mercado como una oferta.
La demanda de pet en hojuela y peletizado la conforman las empresas que
compran dicho material, ya sea para su consumo, agregándolo a sus productos
finales, o para exportación. Debido a que Guatemala no es un país productor de
pet, todo el que se utiliza debe ser importado, gracias a esta condición la
demanda de pet reciclado se ha visto beneficiada. Generalmente el costo es
menor al del pet virgen y los fabricantes de productos, a partir de pet, hacen
esfuerzos para utilizar cada vez más pet reciclado, en sus líneas de producción.

11
1.5.1. Análisis de la oferta de pet reprocesado
La oferta de pet en hojuela y peletizado está en crecimiento, cada vez son
más las empresas que ingresan al mercado del reciclaje. La mayoría de ellas
trabajan con varios materiales como: aluminio, polietileno, poliestireno,
incluyendo en sus líneas de producción el pet. La empresa mejor posicionada
actualmente en el mercado es Reciclados de Centroamérica S. A., ya que es
una empresa grande que incluye en sus líneas de producción el reciclaje de
varios materiales. Esta cuenta con procesos altamente tecnificados, por lo
tanto, puede ofrecer productos finales de muy alta calidad, incluso plásticos
molidos y peletizados de grado alimenticio.
Entre las empresas que actualmente presentan oferta de pet en hojuela y
peletizado se pueden mencionar las siguientes:
Tabla V. Oferta de pet peletizado
EMPRESA UBICACIÓN
Cesar Lopez Villa Nueva, Guatemala
Victor Laruso Villa Nueva, Guatemala
Damagus Guatemala, Guatemala
Fullplast, S.A. Guatemala, Guatemala
Imporex Guatemala, Ciudad
Reciclados de Centroamérica Guatemala, Ciudad
Reciclajes Santa Lucia Antigua Guatemala, Guatemala
Recicladora Jehova Jire Guatemala, Guatemala
Fuente: elaboración propia.

12
Los precios para pet reprocesado oscilan entre Q 350,00 – Q 400,00 para
pet en hojuela, lavado y seco, y Q 400,00 – Q 450,00 para pet peletizado, por
quintal.
1.5.2. Análisis de la demanda de pet reprocesado
Los compradores de pet reprocesado hacen presión a los productores para
bajar cada vez más los precios. En la medida que van ingresando más
participantes al mercado los precios han ido descendiendo. Sin embargo,
conforme van ingresando nuevas tecnologías en maquinaria para
procesamiento de plásticos, ha sido más fácil incorporar pet reciclado a los
productos que se fabriquen. Esto ha provocado que la demanda y la exigencia
incrementen. Debido a esta exigencia en calidad, es más difícil que las
empresas ingresen a este mercado, la inversión en maquinaria y equipos cada
vez debe ser mayor.
Entre las empresas que compran pet reprocesado se encuentran las
siguientes:
Tabla VI. Demanda de pet reprocesado
EMPRESA USO DEL MATERIAL
Escocesa Uso propio
Reciclados de Centroamérica Reventa y exportación
Global Pack Uso propio
Fuente: elaboración propia.

13
1.6. Evaluación del mercado de pet reprocesado
De acuerdo a la información obtenida se puede observar que el mercado
del pet reciclado, es un mercado de competencia perfecta, ya que el producto
que ofrecen los distintos proveedores tiene características casi iguales. Esto
debido a los requerimientos que los clientes y principalmente los procesos
productivos imponen al producto. Existen algunas barreras para ingresar a este
mercado, como la obtención continua de materia prima, la relación existente de
fidelidad entre clientes y proveedores, pero la barrera principal es la calidad del
producto.
Sin embargo, el mercado de los plásticos reciclado en general está en
crecimiento y con él el mercado del pet reciclado. Esto ha provocado que cada
vez existan más clientes y más proveedores de pet reciclado.
La oferta de materia prima está representada por proveedores formales e
informales, obteniéndose mejores precios con los proveedores informales. Sin
embargo, el suministro de materia prima no es constante. La demanda de
materia prima es alta, ya que el mercado está en crecimiento, pero el porcentaje
de plástico que se recicla se sitúa alrededor del 15 %. Esto favorece a que
puedan ingresar más participantes al mercado.
La oferta de pet reprocesado en hojuelas y en pellets está bastante
distribuida. El mayor ofertante actualmente es Reciclados de Centroamérica
S. A.. La demanda de pet reprocesado se encuentra en aumento, ya que cada
vez son más las empresas que buscan incluirlo en sus productos, debido a que
su costo es menor al de pet virgen.

14
De acuerdo a las condiciones anteriormente descritas, el mercado de pet
reciclado en hojuelas y pellets es un mercado apto para invertir.
1.7. Mercadeo
En la parte de mercadeo se analiza la forma de satisfacer las necesidades
del cliente. Esto de una manera adecuada y obteniendo una rentabilidad para la
empresa.
Analizando el mercado, desde el punto de vista del cliente, se ha podido
observar que el cliente guatemalteco no necesita un producto de óptima
calidad. Esto es que los materiales que han sido reciclados cumplan con altos
estándares de calidad, pues los productos en los que utilizan reciclados
generalmente no son utilizados para empaque de alimentos.
Sin embargo, el cliente busca un producto que tenga un alto grado de
limpieza y una humedad baja. Estos factores son muy importantes para el
correcto funcionamiento de la maquinaria, lo cual se traduce en tiempos de
producción más cortos. Incluso en algunas ocasiones, el cliente mezcla
diferentes tipos de plásticos para facilitar su fluidez dentro de la máquina, razón
por la cual la mayoría de plásticos no pueden tener muchos ciclos de reciclado.
Además el cliente necesita que se le otorgue crédito en la venta del
producto, que le sea entregado en sus instalaciones, y que se les pueda
suministrar una cantidad constante de material.

15
1.7.1. Análisis Foda de la empresa
La herramienta de análisis Foda ayudará a obtener información adecuada
para conocer y analizar las fortalezas, oportunidades, debilidades y amenazas
de la empresa Esto servirá a su vez como línea de acción para elaborar un plan
estratégico para la misma.
Fortalezas: se consideran como los elementos positivos que diferencian a
la empresa de la competencia. Entre ellos se cuentan los siguientes:
o La empresa en análisis: es una empresa que ya existe en el mercado
de los plásticos, ya tiene clientes que utilizan pet reciclado.
o Las instalaciones con que cuenta para el desarrollo del proyecto son
propias, lo cual reduce su costo inicial.
o Cuenta con un molino, esto también reduce su costo inicial.
o Conoce como ha sido la evolución del reciclaje de plásticos.
Oportunidades: son situaciones positivas externas a la empresa, las
cuales están disponibles para todas las empresas. Se convertirán en
beneficio en la medida que se puedan identificar y aprovechar. Entre las
oportunidades para la empresa en análisis se pueden mencionar las
siguientes:
o La zona en que se desarrollará está en transición de ser una zona
agrícola a una zona urbano-industrial.
o La mano de obra en esta zona es más barata que en las zonas
cercanas.

16
o En esta zona se está desarrollando un alto movimiento en reciclaje
de plásticos de manera informal. Esto beneficia el suministro de
materia prima a bajo costo.
o En general, el reciclaje de plásticos está siendo promovido por
diversas instituciones ecologistas.
Debilidades: son problemas actuales que presenta la empresa, que deben
ser identificados para aplicar una estrategia adecuada. La finalidad es
eliminarlas para que no afecten a la empresa. Las debilidades que se
pueden identificar son las siguientes:
o Las instalaciones no están capacitadas para un crecimiento futuro.
o El acceso a fondos monetarios está bastante limitado.
o La tecnología a la cual la empresa puede tener acceso, no es de la
más reciente.
o Los clientes de la empresa se localizan a distancias largas, lo cual
puede repercutir en el incremento de los costos de entrega.
o Por ser un proceso nuevo para la empresa, los costos de producción
serán altos al inicio de operaciones.
Amenazas: son situaciones externas a la empresa, que pueden ser
negativas para la misma. Entre ellas, para la empresa, se mencionan las
siguientes:
o Existe bastante competencia en el mercado de plásticos reciclados, y
está en constante crecimiento.
o Existen empresas competidoras que cuentan con tecnología
avanzada para el desarrollo de sus procesos.

17
o Los requerimientos de calidad del producto por parte de los clientes
son bastante altos, lo cual incrementa los costos de producción.
o La demanda de plásticos reciclados depende en parte del precio
internacional del petróleo, ya que el pet virgen, al ser derivado del
petróleo, varía su precio en función de este último.
1.7.2. Estrategia competitiva
Estas comprenden las acciones en dirección ofensiva o defensiva. Las
mismas llevan a la empresa a crear una posición defendible en el sector donde
opera para enfrentarse a las fuerzas competitivas y obtener un rendimiento
adecuado, sobre la inversión que ha realizado.
Estas estrategias competitivas pueden obtenerse por medio de tres
distintos canales:
Ser la empresa líder en costos, es decir, obtener una ventaja competitiva
manejando costos más bajos que su competencia, para fabricar un mismo
producto.
Ser la empresa líder en diferenciación de productos. El producto que la
empresa fabrica debe tener atributos muy diferentes a la competencia,
para hacerlos superiores y por lo tanto más atractivos para el cliente.
Ser la empresa líder en segmentación de mercado, es decir, buscar y
encontrar el segmento de mercado en donde el producto de la empresa
sea competitiva en costos y en diferenciación.
La estrategia competitiva en costos no es la más viable para la empresa.
Sin embargo, se tomará mucho en cuenta que al comenzar operaciones los
costos pueden elevarse bastante, ya que no se tiene la experiencia necesaria

18
en el proceso. Se tomará en cuenta, en el corto plazo el usar esta estrategia
competitiva en la empresa, aprovechando el bajo costo de la mano de obra, de
la materia prima y la experiencia obtenida en los procesos productivos.
La estrategia competitiva en diferenciación de producto no es posible, ya
que el producto a trabajar cuenta con regulaciones de calidad y presentación
establecidas por los clientes.
La estrategia competitiva que se utilizará será la de segmentación de
mercado. Esto por sus operaciones actuales, pues la empresa trabaja con
clientes que están introduciendo o incrementando en sus líneas de producción
el uso de pet reciclado. Se conocen las necesidades de la empresa, los
requerimientos de calidad y especificaciones del producto, los procedimientos
de compra, lo cual facilita las negociaciones con dichas empresas.
1.7.3. Estrategias comerciales
Una estrategia comercial es el conjunto de acciones a tomar, para alcanzar
los objetivos propuestos de la empresa. Esto diseñará una estrategia comercial
y es necesario tomar en cuenta los factores, tanto internos como externos que
afectan a la empresa. Se debe analizar cada uno de estos factores para
determinar la forma en que afectarán los procesos de la empresa. Si los efectos
son negativos, para implementar las estrategias comerciales, es necesario
buscar la forma de mitigarlos. Si dichos efectos son positivos se debe buscar la
forma de impulsarlos.
Las estrategias comerciales que se utilizarán para la comercialización del
pet reciclado serán las siguientes:

19
El canal de distribución a utilizar será directo, es decir, de la fabricación el
producto pasará directamente al consumidor final, en busca de una
negociación uno a uno con el cliente. Esto permitirá obtener información
más detallada de la necesidades que este último experimenta; por el tipo
de producto no es estrictamente necesario utilizar intermediarios.
Se utilizará la estrategia de penetración de mercado. Inicialmente se
trabajará con los clientes que ya compran otros tipos de plásticos, y se
realizarán negociaciones con clientes nuevos. Esto especialmente en los
sectores cercanos a la empresa, para mantener bajos los costos de
entrega.
Con la estrategia de crecimiento, en aproximadamente un año, se tiene
planeada la adquisición de otro molino con la misma capacidad del actual.
Con esto se estará incrementando la capacidad en molienda y se podrá
aprovechar al máximo las capacidades de las otras operaciones.
Se asumirá la estrategia de responsabilidad social, mitigando cualquier
tipo de daño a la sociedad y al medio ambiente. Se evita de esta manera
el detrimento de la producción por quejas o por demandas legales.

20

21
2. ESTUDIO TÉCNICO DE INGENIERÍA
2.1. Localización de la planta
Este análisis ayudará a determinar el mejor lugar para la ubicación de la
misma. Se toman en cuenta varios factores para la localización de la planta. La
empresa cuenta con dos opciones, la primera, donde actualmente se ubica en
la colonia Villa Lobos, del municipio de Villa Nueva. La segunda en lotificación
Villa Las Mercedes, en el municipio de Villa Canales, donde cuenta con una
bodega y un terreno.
A continuación se describen las características de cada una de las
opciones, para la localización de la planta:
Opción 1: colonia Villa Lobos, municipio de Villa Nueva.
Actualmente, la empresa está ubicada en lote 3, manzana M, residenciales
Villa Lobos, Villa Nueva, Guatemala. Se dedica al reciclaje de otros tipos de
plásticos pero para el montaje de la línea de reciclado de pet, dispone de un
área de 126 m2.
Este lugar tiene una ubicación estratégica cerca de la entrada hacia la
ciudad capital de Guatemala, donde se localiza una buena cantidad de
empresas que son potenciales clientes para la compra de pet reciclado; además
de proveedores de insumos y repuestos. Una de las desventajas de esta
ubicación es que la zona se está convirtiendo principalmente en un área
residencial, dificultando la circulación de camiones grandes, principal transporte

22
para el abastecimiento de pet en botella. Además del congestionamiento vial a
que está sujeta el área y a la restricción a la circulación de transporte pesado en
las horas de mayor afluencia vehicular, por parte de la Policía Municipal de
Transito (PMT).
La zona cuenta con servicio de agua potable, energía eléctrica,
disponibilidad de mano de obra, disponibilidad de materia prima.
Opción 2: lotificación Villa Las Mercedes, municipio de Villa Canales.
La empresa cuenta con una bodega ubicada en lote 24, manzana D,
lotificación Villa Las Mercedes, zona 0 de Villa Canales. Esta cuenta con un
área de 112 m2, además de un terreno ubicado a tres cuadras de la bodega,
con la misma área. Esta ubicación, a pesar de estar en un área puramente
residencial, cuenta con la ventaja que en el municipio de Villa Canales, una
zona agrícola, se están estableciendo varias empresas industriales.
Esto por el costo de los terrenos, lo cual ha propiciado la instalación de
varias recicladoras que ofrecen pet reciclado en botella. Esto ubica a la
empresa con una localización estratégica cerca de los proveedores de materia
prima, con áreas adecuadas para la circulación de transporte pesado. Una de
las desventajas es la lejanía de los clientes ubicados en la ciudad capital de
Guatemala, además de las restricciones a la circulación de transporte pesado
por parte de PMT.
Esta zona también cuenta con servicio de agua potable, energía eléctrica,
disponibilidad de mano obra y materia prima, un poco más barata que en el
área de Villa Nueva.

23
Análisis de localización: por medio de este análisis se determinará la
localización óptima para el desarrollo del trabajo de graduación. Para ello
se utilizará el método cualitativo por puntos, el cual asigna un valor
cuantitativo a los factores considerados como relevantes para la ubicación
de la planta de producción. Desde el punto de vista del investigador se
obtiene, al final, una comparación cuantitativa de la calificación de dichos
factores, siendo favorecida la ubicación con el puntaje más alto.
Los factores a considerar, para el análisis de localización de la planta de
producción, son los siguientes:
o Área disponible de trabajo: estará medida en metros cuadrados.
o Disponibilidad de materia prima, con una ponderación de 1 a 10: Se
considera 1 a la menor disponibilidad y 10 a la mayor.
o Cercanía al mercado objetivo de 1 a 10, siendo 1 la mayor distancia y
10 la menor.
o Disponibilidad de mano de obra de 1 a 10, siendo 1 la menor
disponibilidad y 10 la mayor.
o Costo del agua, tomando como base el costo de media paja de agua
(30 000 litros al mes) de 1 a 10, siendo 1 el costo más alto y 10 el
más bajo, es decir, el de mayor beneficio para la empresa.
o Costo de los insumos de 1 a 10, siendo 1 el costo más alto y 10 el
más bajo. Se toma en cuenta la distancia hacia la cual se encuentran
los insumos y si al área en estudio los proveedores despachan a
domicilio.
Para asignarle un peso a cada factor relevante se tomó en cuenta la
importancia que cada uno de los factores tiene para el desarrollo de los
procesos. Se proporciona la ponderación más alta a la disponibilidad de materia

24
prima, con 0,33 o 33 %. Se ha determinado así, pues es el factor más crítico
para los procesos de reciclaje de plásticos, debido a la variabilidad de los
proveedores, para suministrar dicha materia prima.
El siguiente factor que se considera entre los más importantes es el que
corresponde al área de trabajo medida en metros cuadrados, y se le ha
asignado una ponderación de 0,20. En los procesos de reciclaje de botellas
plásticas el espacio es un factor de alta importancia, debido a que la materia
prima por lo general se recibe en jumbos de polipropileno que contiene las
botellas únicamente a un aproximado del 25 % de su volumen original.
Lo cual representa volúmenes grandes para el manejo de las mismas,
aunque existe la tecnología para compactar las botellas y entregarlas al cliente
en forma de pacas, su costo es elevado y se utiliza únicamente para
transportarlas a distancias largas.
De igual manera se han considerado los demás factores relevantes para el
proceso, asignándoles un peso de acuerdo a la importancia que representan
para el desarrollo de los procesos productivos de la empresa. Dichos factores
son disponibilidad de mano de obra, costo del agua, cercanía al mercado
objetivo y costo de insumos.
A pesar que la energía eléctrica es uno de los factores principales a tomar
en cuenta para la localización de la planta de producción, no se tomó en cuenta
debido a que en ambas zonas el único comercializador de energía eléctrica es
Empresa Eléctrica de Guatemala, S. A. (EEGSA); aunque sí será tomado en
cuenta en la evaluación de costos. En la tabla VII se presentan los factores que
influyen en la decisión de localización de la planta, con sus ponderaciones y
calificaciones.
25
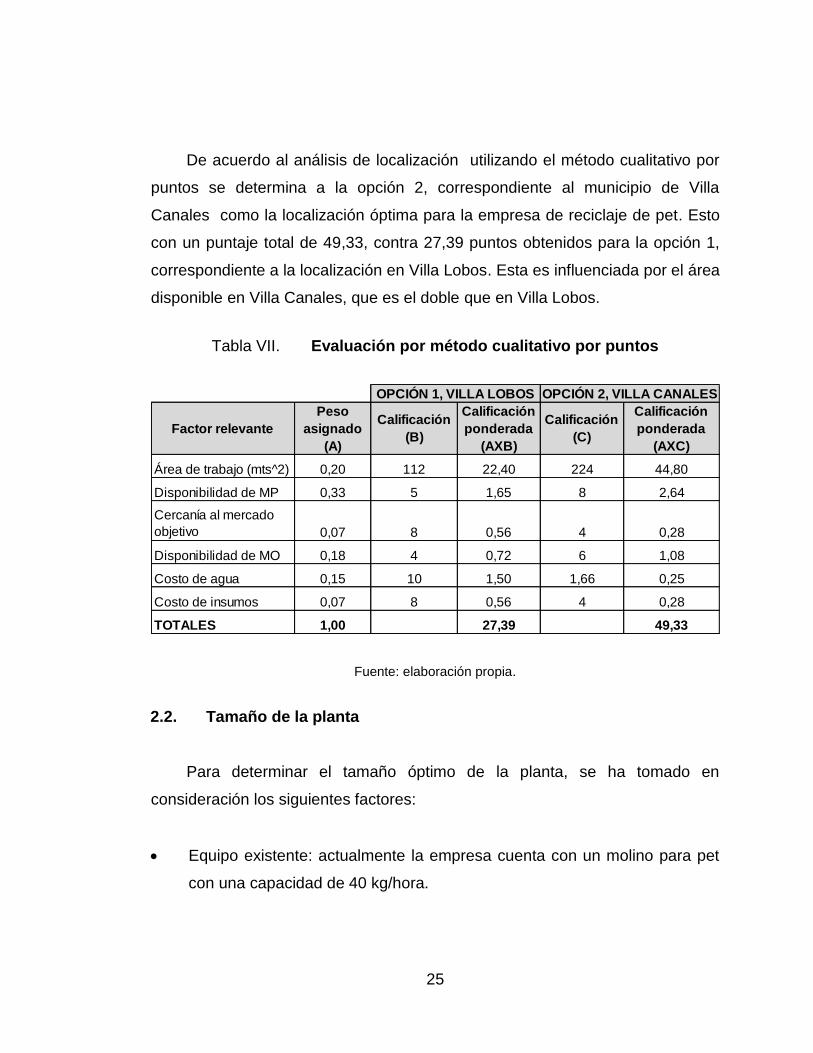
De acuerdo al análisis de localización utilizando el método cualitativo por
puntos se determina a la opción 2, correspondiente al municipio de Villa
Canales como la localización óptima para la empresa de reciclaje de pet. Esto
con un puntaje total de 49,33, contra 27,39 puntos obtenidos para la opción 1,
correspondiente a la localización en Villa Lobos. Esta es influenciada por el área
disponible en Villa Canales, que es el doble que en Villa Lobos.
Tabla VII. Evaluación por método cualitativo por puntos
Fuente: elaboración propia.
2.2. Tamaño de la planta
Para determinar el tamaño óptimo de la planta, se ha tomado en
consideración los siguientes factores:
Equipo existente: actualmente la empresa cuenta con un molino para pet
con una capacidad de 40 kg/hora.
Factor relevante
Peso
asignado
(A)
Calificación
(B)
Calificación
ponderada
(AXB)
Calificación
(C)
Calificación
ponderada
(AXC)
Área de trabajo (mts^2) 0,20 112 22,40 224 44,80
Disponibilidad de MP 0,33 5 1,65 8 2,64
Cercanía al mercado
objetivo 0,07 8 0,56 4 0,28
Disponibilidad de MO 0,18 4 0,72 6 1,08
Costo de agua 0,15 10 1,50 1,66 0,25
Costo de insumos 0,07 8 0,56 4 0,28
TOTALES 1,00 27,39 49,33
OPCIÓN 1, VILLA LOBOS OPCIÓN 2, VILLA CANALES

26
Área de trabajo disponible: son 224 m2, de los cuales 112 se pueden
utilizar para instalación de maquinaria y los 112 restantes se utilizarán
para almacenaje de materia prima.
Financiamiento: la empresa espera realizar una inversión que no
sobrepase los Q 150 000 o Q 200 000.
Con base en los datos anteriores se determina el tamaño de planta en 40
kg/hora de pet procesado. Se trabaja un turno de 8 horas al día de lunes a
viernes y sábado 4 horas, de 8 a 12 horas, para completar una jornada de 44
horas semanales. Son un aproximado de 50 semanas al año para una
capacidad total de 88 toneladas al año.
40 kg/hr X 44 hrs/semana X 50 semanas/año = 88 000 kg/año.
2.3. Ingeniería del estudio
Por medio de la ingeniería de procesos se determinará el proceso
productivo a seguir, así como la maquinaria y el equipo necesarios para el
desarrollo del mismo.
Procesos de producción: se identifican dos procesos de producción, uno
para la producción de pet en hojuelas, y otro para la producción de pet en
pellets.
o Proceso de producción de pet en hojuela:
Recepción de material: la materia prima llega a la bodega,
contenida en jumbos (supersacos de polipropileno) de
aproximadamente 45 kg de peso. El volumen aproximado de

27
1,5 m de ancho X 1,5 m de largo X 2m de altura. Una vez
descargados del vehículo se procede a pesarlos y
posteriormente se almacenan en estibas de hasta dos niveles.
Selección de material: en este proceso se clasifica lo que
ingresará a la línea de producción. Se selecciona por color
(preferentemente se trabaja solo pet transparente, por ser el
que tiene más mercado, pero si es necesario se trabajarán
corridas de pet con un color específico).
Luego se procede a revisar el material, se busca que esté
libre de plásticos de otro tipo, que las botellas no tengan
tapones, arillos o etiquetas. El contaminante más peligroso es el
pvc, ya que una pequeña cantidad puede contaminar grandes
cantidades de pet. Además que en la separación por flotación
se hace muy difícil apartarlo del pet, pues su densidad es casi
igual a ella.
Reducción de tamaño: el material que ha sido seleccionado en
la etapa anterior, pasa al proceso de molido. Este consiste en
atravesar el material por un molino en cuyo interior se ubican
tres cuchillas rotativas y dos cuchillas fijas, las cuales trituran el
material hasta obtener un tamaño determinado. En el caso del
pet en hojuela, el tamaño deseado es de media pulgada, para lo
cual, el molino, cuenta en su parte inferior con una pichacha
(lámina perforada con agujeros calibrados a la medida deseada
de hojuela) con agujeros de media pulgada.
Las partículas de material, al obtener el tamaño de media
pulgada, van a pasar a través de dicha pichacha, cayendo en
28
un recolector para su posterior extracción. Este proceso
ayudará a facilitar la limpieza del material, ya que este último
generalmente viene contaminado con tierra, residuos de
comida, aceites y otros; además del pegamento utilizado para la
fijación de la etiqueta.
Lavado: luego de haber sido molido, el material pasa al proceso
de lavado en una máquina que lo agita y lo centrifuga. Para tal
proceso se utiliza un detergente con base en texapon,
potencializado con una solución de hidróxido de sodio al 10 %,
más cloro al 10 %. Este permite que el pegamento utilizado se
disuelva de una mejor manera, dejando un material de mejor
calidad. Los contaminantes sólidos son precipitados al fondo de
la máquina lavadora, donde podrán ser drenados por medio de
una válvula.
Se debe realizar el proceso en tres etapas de lavado. En
la primera y la segunda se aplica agua limpia y detergente, se
agita con la máquina durante 15 minutos, luego se abre la
válvula de drenado para retirar el agua sucia y los
contaminantes solidos precipitados en el fondo. En la tercera
etapa, solo se utiliza agua limpia para hacer un desaguado al
material, se agita durante 10 minutos y se retira el agua por
medio de la válvula de drenado.
En este proceso es posible la separación de partículas de
plástico diferentes al pet, como polipropileno o polietileno,
proveniente de los arillos y las etiquetas de las botellas. Estos
flotarán en al agua debido a su densidad, siendo necesario

29
realizar inspecciones periódicas en la lavadora para retirar
dichas partículas.
Secado: en el proceso de secado, se bota toda el agua de la
lavadora, se deja girando el husillo que agita el pet, hasta que
haya botado la mayor cantidad de agua posible. Luego se
dispersa al ambiente para terminar el proceso de secado con
ayuda de ventiladores.
Empacado: al haber pasado un tiempo prudencial para que el
pet se haya secado, se procede al empaque del mismo. Este se
realiza en sacos de polipropileno, verificando previamente que
su interior se encuentre libre de contaminación. Se empaca el
pet en sacos de 25 kilogramos de peso utilizando, para obtener
dicho peso, una báscula. Luego de pesado y empacado, el pet
está listo para ser despachado al cliente final.
o Proceso de producción de pet en hojuelas: con el desarrollo de
tecnologías en máquinas de inyección y extrusión ha sido posible el
uso del pet en hojuelas directamente para alimentar dichas
máquinas; con esto el pet en hojuelas puede ser despachado
directamente al cliente final. Sin embargo, existen procesos para
producción de fibras, hilos monofilamento y películas para
termoformado, donde se requiere que el pet de alimentación sea
previamente peletizado. Entonces el proceso para producción de pet
en pellets, comienza con el pet en hojuelas ya limpio, seco y
empacado.
30
Peletizado: en este proceso, el pet en hojuelas es procesado en
un peletizador. Este es un extrusor especialmente diseñado
para este proceso, dentro del cual el material se va fundiendo o
plastificando gradualmente, hasta alcanzar la consistencia de
un material viscoso.
Un extrusor es una máquina que consta principalmente de
un tornillo helicoidal girando en el interior de un cilindro o cañón,
al cual se le aplica calor por medio de resistencias. El material
es ingresado en la parte trasera del conjunto de tornillo y cañón
y a medida que va avanzando, a lo largo del tornillo por las
diferentes zonas a temperatura controlada, se va plastificando
obteniéndose en el otro extremo del tornillo un material viscoso.
En un extrusor se pueden identificar tres zonas principales
de trabajo:
La primera de las zonas es de transporte. El material
ingresa en estado sólido y comienza a ser transportado por el
tornillo a lo largo del extrusor.
La segunda es una zona de plastificación de material
donde el material, todavía sólido, comienza a fundirse y se
vuelve una mezcla de material sólido con material fundido.
En la tercera zona el material ya se ha fundido
completamente, y se llama zona de dosificación. El material con
una presión más elevada debido al diseño del tornillo, es
31
dirigido hacia la salida del extrusor, para luego descargar al aire
o hacia un molde con una forma predeterminada.
El material sale del molde del extrusor en forma de
espaguetis de unos 2,5 mm de diámetro, todavía fundido. Este
es ingresado a una tina con agua a una temperatura entre 25 a
35 ºC para enfriarse y pasar así a estado sólido.
Una vez el material en estado sólido es ingresado todavía
en forma de espaguetis a una picadora, reduciéndolo a
fragmentos de aproximadamente 5 mm de longitud. Los
deposita finalmente en sacos de polipropileno, donde se pesa,
dejándolos aproximadamente con 25 kilogramos de pet
peletizado.
Para la determinación del diagrama de flujo de proceso tanto de pet en
hojuelas como de pet en pellets, se ha tomado como base los tiempos estándar
para cada operación. La mayoría de los procesos se pueden desarrollar de
forma continua, sin embargo el proceso de lavado se debe realizar de forma
intermitente debido a la naturaleza de la máquina. Esta tiene capacidad de 75
kg, por lo que los tiempos estándar están calculados para un batch de 75 kg de
pet.
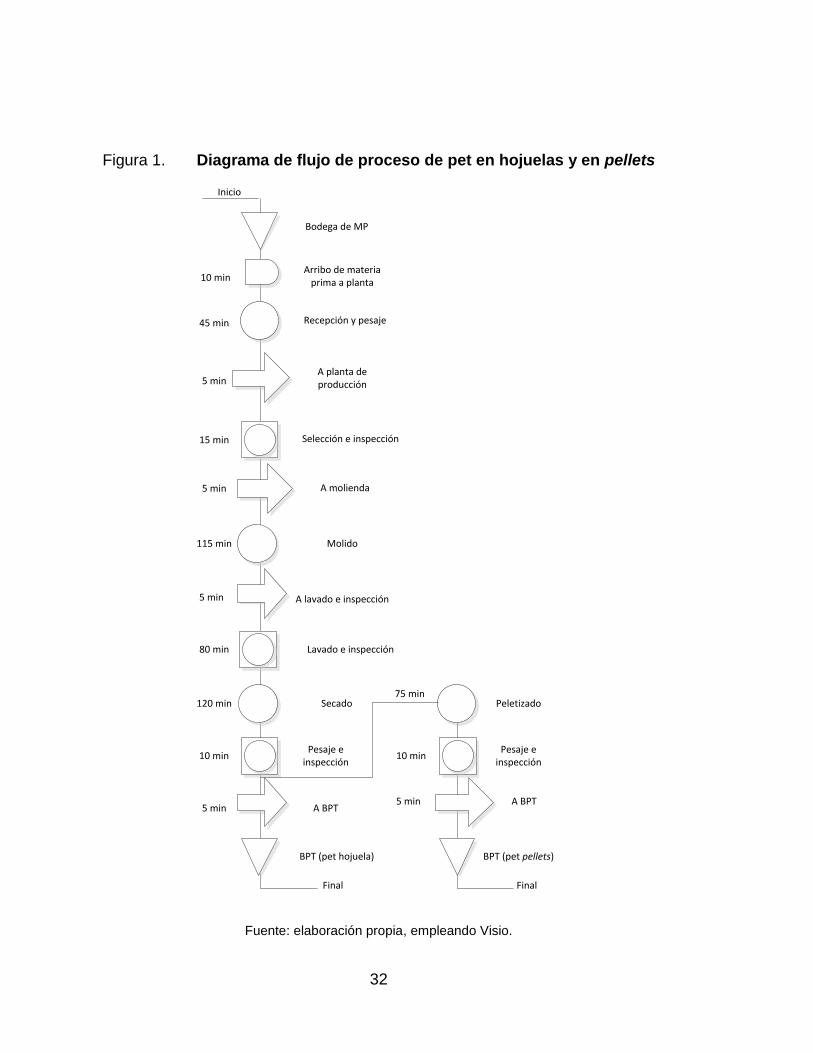
En la figura 1 se aprecia el diagrama de flujo de proceso para pet en
hojuelas y para pet en pellets para un batch de 75 kg, siendo los tiempos
estimados totales de 415 minutos o 6 horas y 55 minutos para pet en hojuelas y
de 500 minutos o 8 horas y 20 minutos para pet en pellets.
32
Figura 1. Diagrama de flujo de proceso de pet en hojuelas y en pellets
Arribo de materia prima a planta
Recepción y pesaje
Bodega de MP
A planta de producción
Selección e inspección
A molienda
Molido
A lavado e inspección
Lavado e inspección
Secado
Pesaje e inspección
A BPT
BPT (pet hojuela)
Peletizado
Pesaje e inspección
A BPT
BPT (pet pellets)
Inicio
Final Final
10 min
45 min
5 min
15 min
5 min
115 min
5 min
80 min
120 min
10 min
5 min
75 min
10 min
5 min
Fuente: elaboración propia, empleando Visio.

33
2.3.1. Análisis de los productos a fabricar
Se identificaron dos productos a fabricar a partir de las botellas de pet
recicladas. Estos son pet en hojuelas y pet en pellets.
Pet en hojuelas: se fabrica a partir de botellas de pet recicladas.
Generalmente se prefieren las botellas transparentes, existiendo también
aplicaciones para pet en hojuelas con color. Se puede comercializar sin
lavar o lavado, en este caso, se comercializará lavado (ver figura 2). Entre
los usos que se le puede dar se mencionan envases para lubricantes,
envases para desinfectantes, flejes, láminas para termoformado, fibras
para ropa, fibras para madera plástica, y otros. Las características
necesarias para su comercialización son las siguientes:
o Tamaño de ½” a 5/8”
o Contenido de PVC menor de 300 ppm
o Humedad máxima permisible 1,5 %
o Contenido de impurezas totales menor de 300 ppm
o Color cristal (se puede solicitar también en colores)
o Viscosidad intrínseca 0,80-0,90 dl/g
o Empacado en sacos de 25 kg.

34
Figura 2. Pet en hojuelas
Fuente: Plásticos Reprocesados Morales.
Pet en pellets: se fabrica a partir de pet en hojuelas, por medio de un
proceso continuo llamado extrusión. Sus principales usos son fabricación
de fibras para tela, hilos monofilamento y película para termoformado. En
la figura 3 se puede apreciar una cantidad de pet peletizado en color
blanco. Las características necesarias para su comercialización son las
siguientes:
o Tamaño de 2,5 -3 mm de diámetro X 5 mm de largo
o Contenido de PVC menor de 300 ppm
o Humedad máxima permisible 1,5 %
o Color cristal (se puede solicitar también en colores)
o Viscosidad intrínseca 0,70/0,81 dl/g
o Densidad aparente aprox. 0,80 g/cm3
o Punto de fusión a 260 ºC
o Empacado en sacos de 25 kg

35
Figura 3. Pet en pellets
Fuente: Plásticos Reprocesados Morales.
2.3.2. Maquinaria y equipos a utilizar
De acuerdo a la capacidad de producción de la planta (88 000 kg/año), la
maquinaria y equipo a utilizar son los siguientes:
Maquinaria
o 1 molino para envases
o 1 lavadora
o 1 peletizadora
Equipos
o 2 básculas romanas para el pesaje en la recepción y en la entrega de
producto final.
o 1 mesa de acero para realizar la selección de material.

36
o 4 ventiladores industriales para el secado del material.
o 4 camas de escurrimiento para secado del material.
2.3.2.1. Molino de envases de pet
El molino de envases de pet se utiliza para reducir las botellas de pet a
pequeñas hojuelas, de ½” a 5/8”. El propósito es dosificarlas a las máquinas de
extrusión o de peletizado.
El material, que ha sido previamente seleccionado, es ingresado
manualmente por el operario a la tolva del molino. Esta se encarga de ubicar
cada envase directamente sobre las cuchillas del molino.
Una vez ubicado sobre las cuchillas, el material es triturado por su acción
rotativa. Hay tres cuchillas que están girando sobre un rotor, y dos cuchillas que
están fijas en la estructura del molino, con un ajuste tal entre ellas, que al
ingresar el material entre cada dos de ellas, es cortado inmediatamente.
El ángulo de las cuchillas giratorias es agudo para facilitar el corte del
material. Las cuchillas giratorias se pueden desfasar unos 3º con respecto a las
cuchillas fijas, con la finalidad que el corte no se realice de frente entre
cuchillas, sino en diagonal, simulando el corte que realiza una tijera. Esto
beneficia la velocidad de corte y el consumo de energía del molino, ya que se
evita el impacto frontal entre cuchillas y material a cortar. Además, reduce el
ruido en la máquina y la generación de polvos, que al final se traduce en
pérdidas de la producción.

37
Las cuchillas son fabricadas de acero K-100 tratado térmicamente. Este es
un acero para trabajo en frío con un 12 % de cromo, con alta resistencia al
desgaste.
Conforme el material va pasando entre las cuchillas se va reduciendo su
tamaño. Justo debajo de las cuchillas se ubica una lámina de acero, con
perforaciones de ½”. Esta es denominada pichacha, la cual permite que el
material, al alcanzar esta medida aproximadamente, pueda pasar a la tolva de
descarga.
La tolva de descarga despacha el material en forma de hojuelas, de
aproximadamente ½”. Lo hace hacia un depósito, del cual es extraído para ser
trasladado a la siguiente estación de trabajo, al lavado.
Figura 4. Molino para botella de pet
Fuente: tecnologíadelplástico.Molino.tecnologíadelplástico.com. Consulta: 5 de mayo de 2014.

38
2.3.2.1.1. Diseño de molino de envases de pet
El molino de pet está constituido por las siguientes partes:
Tolva de alimentación
Eje principal
Rotor portacuchillas
Cuchillas fijas
Cuchillas rotativas
Pichacha
Polea de transmisión
Volante de inercia
Motor eléctrico
Sistema eléctrico
Cámara de molienda
Tolva de descarga
Figura 5. Despiece de sistema de molienda
Fuente: tecnologíadelplástico.Despiecedemolino.tecnologíadelplástico.com. Consulta: 5 de
mayo de 2014.

39
La tolva de alimentación es la parte del molino donde el material es
ingresado y dirigido hacia las cuchillas. Esta debe tener las medidas suficientes
para que el material pueda ingresar sin necesidad de ser cortado previamente y
sin atascarse en la misma.
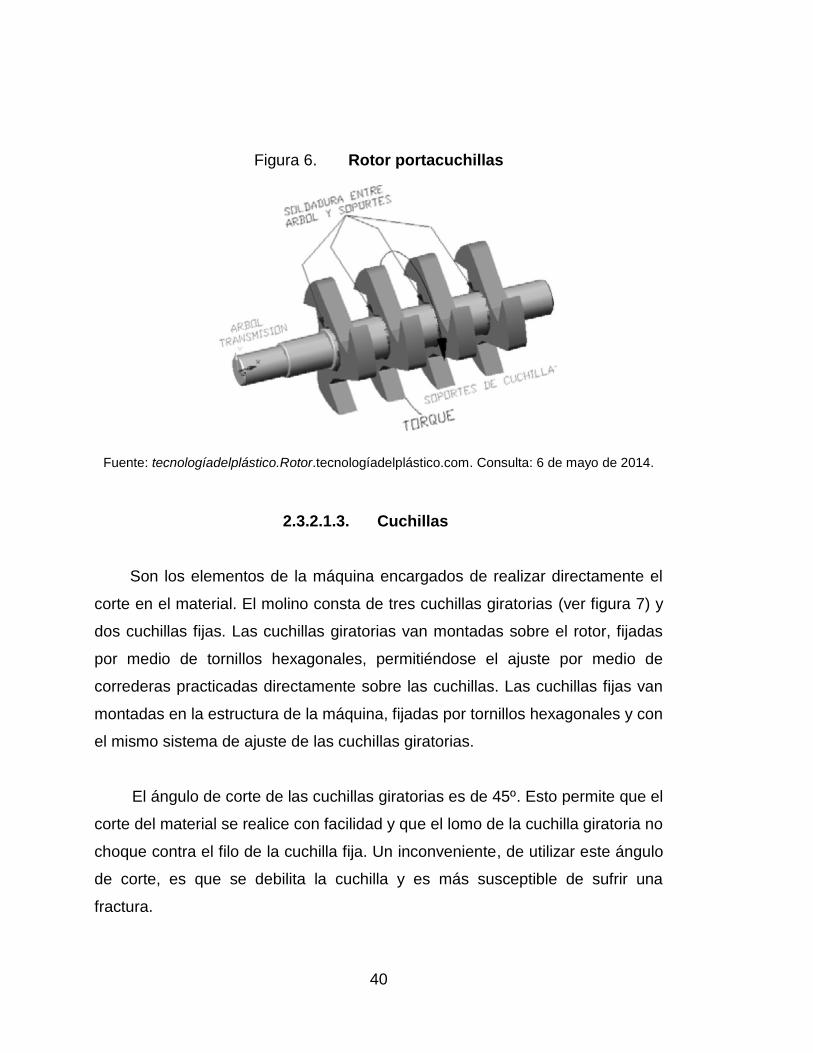
2.3.2.1.2. Rotor portacuchillas
El rotor es la parte del molino que sirve de soporte a las cuchillas
giratorias. Es el encargado de transmitir la potencia del eje principal hacia estas
últimas, permitiendo de esta manera, la realización del corte en el material.
Para hacer posible el ingreso de las botellas de pet a la cámara de
molienda, el rotor debe ser del tipo abierto. El rotor va soldado directamente al
eje de transmisión, con esto se elimina la posibilidad de algún deslizamiento del
rotor con respecto al eje. El rotor debe permitir el ajuste de las cuchillas
giratorias sin que se aflojen, de lo contrario llegarían a chocar con las cuchillas
fijas. Para esto dispone de agujeros roscados, a los cuales se fijan las cuchillas
por medio de tornillos hexagonales. En la figura 6 se aprecia un rotor
portacuchillas del tipo abierto.
40
Figura 6. Rotor portacuchillas
Fuente: tecnologíadelplástico.Rotor.tecnologíadelplástico.com. Consulta: 6 de mayo de 2014.
2.3.2.1.3. Cuchillas
Son los elementos de la máquina encargados de realizar directamente el
corte en el material. El molino consta de tres cuchillas giratorias (ver figura 7) y
dos cuchillas fijas. Las cuchillas giratorias van montadas sobre el rotor, fijadas
por medio de tornillos hexagonales, permitiéndose el ajuste por medio de
correderas practicadas directamente sobre las cuchillas. Las cuchillas fijas van
montadas en la estructura de la máquina, fijadas por tornillos hexagonales y con
el mismo sistema de ajuste de las cuchillas giratorias.
El ángulo de corte de las cuchillas giratorias es de 45º. Esto permite que el
corte del material se realice con facilidad y que el lomo de la cuchilla giratoria no
choque contra el filo de la cuchilla fija. Un inconveniente, de utilizar este ángulo
de corte, es que se debilita la cuchilla y es más susceptible de sufrir una
fractura.
41
Las cuchillas fijas van montadas sobre la estructura de la máquina,
formando un ángulo de unos 30º con respecto a la horizontal. Se forma un
plano inclinado sobre el cual se deposita el material cortado, facilitando que el
mismo pueda dirigirse hacia la zona de corte de las cuchillas por efecto de la
gravedad.
El ángulo de corte de las cuchillas fijas es de 20º. Por la posición que
tienen en la máquina, no es posible que lleguen a sufrir algún tipo de golpe por
parte de las cuchillas giratorias, y este ángulo les proporciona mayor resistencia
estructural.
Justo debajo de las cuchillas, con una separación de ½”, se ubica la
pichacha. Esta es una lámina con agujeros calibrados a ½”, su función es
permitir el paso de las partículas de material que hayan alcanzado la medida
calibrada del agujero, dirigiéndolas hacia la tolva de descarga como producto
terminado. Las partículas de material que aún no han alcanzado la medida
estipulada son redirigidas hacia la cámara de molienda para ser cortadas
nuevamente por las cuchillas. La cámara de molienda está conformada por el
rotor, cuchillas fijas, cuchillas giratorias y pichacha.

42
Figura 7. Cuchilla giratoria
Fuente: elaboración propia, empleando Visio.
2.3.2.1.4. Sistema de transmisión de potencia
El sistema de transmisión de potencia del molino está conformado por el
motor eléctrico, polea conductora, faja trapezoidal, polea conducida.
El motor eléctrico, accionado con 220 voltios, es el encargado de
transformar la energía eléctrica tomada de la red de distribución en energía
mecánica. Este proporciona la potencia mecánica por medio de su eje, al cual
va acoplada una polea trapezoidal tipo B de 4” de diámetro. En el eje principal
del molino, al cual está montado el rotor con las cuchillas, va ajustada una polea
trapezoidal tipo B de 14” de diámetro.
Por medio de una faja trapezoidal, tipo B de 66” de longitud, es posible
transmitir la potencia generada en el motor, hacia el rotor del molino. En el
extremo contrario del eje al que va montada la polea de transmisión del rotor, se
instala un volante de inercia. Su función es proporcionar la inercia necesaria
para que al momento del corte de material el molino no pierda velocidad, ya que
el choque de las cuchillas contra el material aplica una fuerza contraria hacia la
del giro del rotor. Por ende está compensada por el volante de inercia.

43
2.3.2.1.5. Sistema eléctrico
El sistema eléctrico del molino inicia desde la acometida eléctrica, donde
se instala un flipón de tipo doméstico. Luego se conecta hacia el panel de la
máquina, donde se conecta a un contactor con protector térmico, y sale
finalmente a la bornera del motor eléctrico. El arranque del motor es directo. Las
partes que componen el sistema eléctrico del molino son las siguientes:
Flipón doméstico de 2 X 50 amperios
Contactor de 63 amperios 220 voltios
Protector térmico de 24-36 amperios
Cable thhn calibre 8
Botonera para arranque y paro
Botón de paro de emergencia
Motor eléctrico de 5HP, 220 voltios, monofásico
2.3.2.1.6. Cálculo de consumo de energía
El motor eléctrico toma energía eléctrica de una red de distribución y la
transforma en potencia mecánica que es entregada en un eje rotativo. Este eje
transmite finalmente la potencia mecánica hacia la máquina a operar. Para
calcular la cantidad de energía eléctrica que el motor utilizará de la red de
distribución se utiliza la siguiente fórmula:
KW= i X e X 2 X fp
1 000
Donde:
Kw = potencia consumida por el motor en kilowatt

44
i = corriente consumida por el motor en amperios (a)
e = tensión del sistema en voltios (v)
fp=factor de potencia del sistema
El consumo de corriente nominal del motor es de 28 amperios. El
consumo de corriente real, en marcha, es de 18 amperios. El factor de potencia
es de 0,8.
Entonces:
Kw= 18 X 220 X 2 X 0,8 = 6,33 Kilowatt
1 000
En una hora continua de trabajo, el molino consumirá 6,33 kilowatt-hora kw h
2.3.2.1.7. Capacidad de producción
El molino tiene una capacidad para procesar 40 kg de pet por hora. La
jornada a trabajar es diurna (8 horas de lunes a viernes y 4 sábados). Las horas
trabajadas a la semana son 44. Las semanas trabajadas al año son 50.
Capacidad de producción: Cp = 40 kg/hr X 44 hrs/semana X 50 semanas/año
Cp = 88 000 kg/ año
La capacidad total del molino es de 88 000 kg. Sin embargo, se debe
considerar una hora al día para trabajos de mantenimiento y otros imprevistos.

45
1 hora/día X 6 días/semana X 50 semanas/año =300 horas/año
Estas 300 horas son pérdidas de producción, de lo cual resulta:
300 horas/año X 40kg/hora = 12 000 kg/año
El total de producción al año sería en este caso:
88 000kg – 12 000 kg = 76 000 kg/año
2.3.2.2. Estación de lavado
Cuando el material ha salido del molino y ha sido recolectado
adecuadamente, pasa a la estación de lavado. Aquí se lavará el material molido
con el fin de retirar los contaminantes que pueda llevar, tales como: grasa,
tierra, pegamento de las etiquetas. Además servirá para retirar las partículas de
otros plásticos que pudieran haber quedado. Aprovechando, para ello, el
principio de diferencia de densidades de los plásticos, ya que el pet molido se
precipitará al fondo de la máquina de lavado y los otros plásticos contaminantes
flotarán sobre el agua de lavado.
La estación de lavado está conformada por una máquina con una hélice
rotativa que pone en movimiento el material. Esto provoca fricción entre las
partículas, con una entrada para agua limpia y una salida para agua sucia.
Además de una cantidad de camas para escurrimiento del material, las cuales
están cubiertas con una tela de sombra, que deja pasar el agua a través de ella
sin dejar pasar las partículas de plástico, y cuentan con ventiladores para el
secado del material.

46
El material es depositado en la máquina lavadora, esta se llena con agua
limpia, se le aplica 250 cc de detergente líquido más 100 cc de cloro al 10 %.
Se arranca la máquina y se deja trabajar durante 15 minutos. La máquina se
detiene y se abre la válvula de drenado, evacuándose el agua sucia y la
cantidad de solidos que se han precipitado hacia el fondo.
En la segunda etapa de lavado se repite el proceso anterior durante otros
15 minutos, abriéndose al final del ciclo la válvula de drenado.
En la tercera etapa de lavado solo se agrega agua limpia a la máquina.
Esta etapa servirá principalmente para realizar un desaguado del material,
dejándolo libre de residuos de detergente y cloro. Esto tiene una duración de 10
minutos, después de los cuales se abre la válvula de drenado y se deja
trabajando la máquina solamente con el material, sin agua, durante otros 10
minutos. El fin es retirar el exceso de agua.
Durante las etapas de lavado del material, el operario debe estar
inspeccionando la superficie del agua, ya que aquí flotarán las partículas de
plásticos contaminantes, tales como: polietileno, polipropileno y otros. Estos
formaban parte ya sea de la etiqueta o del arillo del cuello de la botella, y que
han pasado por el primer puesto de control de calidad.
Estos plásticos flotarán en la superficie del agua por tener una densidad
inferior a la del agua, y el pet se precipitará hacia el fondo por tener una
densidad mayor a la del agua, siendo muy utilizado este principio de diferencia
de densidades para la separación de los plásticos. El operario deberá retirar
cualquier partícula que flote en el agua con un colador.
47
Luego de haber sido lavado, el material es extraído de la máquina y
depositado sobre las camas de secado. Aquí el material es secado a
temperatura ambiente con ayuda de ventiladores.
2.3.2.2.1. Diseño de estación de lavado
La estación de lavado de pet está conformada por lo siguiente:
1 máquina lavadora para pet
4 camas de secado para pet
4 ventiladores axiales
La máquina lavadora para pet está conformada por las siguientes partes:
Motor eléctrico
Caja reductora de velocidad
Polea de transmisión
Polea conducida
Faja de transmisión
Hélice
Chumaceras de soporte para la hélice
Depósito para el material
Válvula de llenado de agua limpia
Válvula de drenado de agua sucia
El motor eléctrico tiene una potencia de 2 HP, trabaja con 220 voltios
monofásicos, gira a 1 800 rpm. El motor se acopla con una caja reductora de
tipo corona-tornillo sin fin, con una relación de 30:1. Es decir que por cada 30

48
revoluciones en el eje del motor, en el eje de la caja se obtiene una revolución.
Por lo tanto la velocidad en el eje de salida de la caja reductora es:
1 800rpm X 1/30 = 60 rpm
Donde
1 800 rpm son las revoluciones del motor principal.
1/30 es el ratio o relación de reducción de la caja reductora de velocidad.
En el eje de salida de la caja reductora se encuentra una polea trapezoidal
tipo B, (polea conductora) de dos pistas, de 4 pulgadas de diámetro. Esta, por
medio de dos fajas trapezoidales tipo B de 66 pulgadas de longitud, transmite la
potencia hacia la polea conducida, una polea trapezoidal tipo B de 20 pulgadas
de diámetro.
La misma forma con la polea conductora una relación de velocidad de
4:20, o lo que es igual de 1:5. La polea conducida está montada directamente
sobre el eje de transmisión de la hélice de la máquina. Por lo tanto la velocidad
en la hélice de la máquina es:
60 rpm X 1/5 = 12 rpm
Donde
60 rpm son las revoluciones del eje de salida de la caja reductora.
1/5 es el ratio que forman la polea conductora en la caja reductora con la
polea conducida en el eje de la hélice.

49
El eje principal sobre el cual está montada la hélice es de acero inoxidable
de 1” de diámetro. Este a su vez está soportado sobre chumaceras en cada uno
de sus extremos.
La hélice está formada por un hierro plano inoxidable de 1,1/2” de ancho y
¼” de espesor. Está soportado sobre 4 cruces, también de hierro plano de
acero inoxidable de 1,1/2” X ¼”. La hélice, al girar, obliga al material a
friccionarse contra sí mismo y contra las paredes de la lavadora. Esta fricción,
con la ayuda del detergente y el cloro provocan que la suciedad del material se
desprenda y se precipite al fondo de la máquina, donde se encuentra una
lámina perforada de acero inoxidable. Se permite que los granos de suciedad
pasen hacia el drenaje, pero no así el material pet.
El motor eléctrico que utiliza la máquina tiene una potencia de 2HP,
funciona con 220 voltios monofásicos y gira a 1 800 rpm, el consumo de
energía eléctrica de dicho motor es el siguiente:
Kw= 7 X 220 X 2 X 0,8 = 2,46 Kilowatt
1 000
En una hora continua de trabajo, la lavadora consumirá 2,46 kilowatt-hora
kw h.
El consumo de corriente nominal del motor es de 12 amperios. El consumo
de corriente real, en marcha, es de 7 amperios. El factor de potencia es de 0,8.

50
2.3.2.2.2. Capacidad de producción
La lavadora de pet tiene una capacidad para procesar 75 kg en un batch,
los tiempos standard para cada batch son los siguientes:
Carga de la máquina: 5 minutos
Llenado de agua para primer ciclo: 5 minutos
Primer ciclo de lavado: 15 minutos
Llenado de agua para segundo ciclo: 5 minutos
Segundo ciclo de lavado: 15 minutos
Llenado de agua para tercer ciclo: 5 minutos
Tercer ciclo de lavado con agua: 10 minutos
Segunda parte de tercer ciclo (secado): 10 minutos
Descarga de la máquina: 10 minutos
De acuerdo a los tiempos standard, un batch de 75 kg de pet se puede
lavar en 80 minutos. Esto da una capacidad de producción de:
75 kg / 80 min X 60 min / 1 hr= 56,25 kg/hora
Sin embargo, la operación de lavado debe ajustarse a 40 kg/hora, que es
la capacidad de molido para una producción anual de 76 000 kg. Esto equivale
a trabajar 5,69 horas diarias. El tiempo restante se debe utilizar para colocar el
material en las camas de escurrimiento para pesar y empacar.
51
2.3.2.3. Peletizadora
El material sale de la estación de lavado hacia bodega de producto
terminado, en hojuelas, limpio, seco y en bolsas de 25 kg; listo para ser
despachado a los clientes. Sin embargo, algunos clientes por el tipo de proceso
que poseen, necesitan que el pet les sea entregado en pellets, para lo cual es
necesario hacerlo pasar todavía por el proceso de peletizado.
Para ser peletizado, el material debe ser pasado por un proceso de
extrusión. El proceso de extrusión consiste en forzar el paso de un material, en
este caso plástico, que previamente ha sido fundido, a través de un molde o un
dado. Este tiene una forma específica, la cual tomará el material al salir a través
de él. Para tal proceso, actualmente se utilizan una máquina llamada extrusor.
Descripción de máquina extrusora: también llamado extrusor. Consiste
principalmente de un tornillo de Arquímedes, denominado comúnmente
tornillo, girando dentro de un cilindro o barril, denominado comúnmente
cañón. Entre el tornillo y el cañón existe un ajuste muy preciso, pero que
es suficiente para que el tornillo pueda girar dentro del cañón sin tocarlo.
La acción del tornillo girando con ajuste preciso dentro del cañón,
provoca que el material sea transportado hacia el otro extremo del cañón,
donde pasa a través del molde y toma la forma diseñada en este último. El
material, antes de salir por el molde, ha sido plastificado en el interior del
cañón.

52
Tipos de extrusores: existen diferentes tipos de extrusores, cada uno de
los cuales se adapta mejor a cierto tipo de procesos:
o Extrusores sin husillo
Con bomba tipo pistón
Con sistema de discos
o Extrusores de un solo tornillo
Tornillo con una o con dos hélices
Con sistema convencional
Con sistema de desgasificación
Con sistema de comezcla
o Extrusores de tornillos múltiples
Con doble tornillo
Con tornillos que engranan
Con tornillos sin engranar
Con mismo sentido de rotación
Con rotación inversa
Con más de dos tornillos
El tipo de extrusor, a utilizar en este caso, es con un solo tornillo con
sistema convencional, tornillo con una hélice.
Zonas del extrusor: en un extrusor de un solo tornillo se identifican cuatro
diferentes zonas:

53
o Zona de alimentación: es la primera zona del extrusor, en esta se
encuentra la boca de alimentación. El material es transportado en
forma sólida y comienza la elevación de temperatura.
o Zona de compresión: el material es comprimido por la acción del
tornillo, debido a una reducción, ya sea del diámetro raíz del mismo o
del paso del álabe. El material comienza a fundir y existe una mezcla
de material crudo con material fundido.
o Zona de distribución: el material está completamente fundido, se
homogeniza y está listo para ser entregado en el molde.
o Zona de mezclas: es opcional. Sirve para proporcionar un mejor
mezclado del material, con el inconveniente que existe la posibilidad
de degradar el mismo.
Proceso de peletizado: el pet en hojuela, una vez limpio y seco, es
depositado en la boca de alimentación del peletizador, donde es absorbido
por la acción rotativa del tornillo. Luego es transportado hacia la zona de
alimentación, donde comienza a ser transportado por la acción rotativa del
tornillo, es aquí donde comienza también el incremento de temperatura.
Luego de pasar por la zona de alimentación, el material es transportado
hacia la zona de compresión, donde comienza a fundirse por la acción de la
temperatura.
La última zona es la de distribución. El material totalmente fundido y
homogenizado es entregado en la entrada del molde. El molde para peletizado
tiene una serie de agujeros calibrados para dosificar el material fundido en
54
forma de espaguetis. Estos al salir del molde son ingresados en una tina con
agua fría, donde se logra la dosificación de los mismos.
Al salir de la tina de enfriamiento los espaguetis son introducidos en una
picadora. Por medio de una serie de cuchillas de acero son cortados en trozos
para finalmente ser depositados en un saco de polipropileno. Son pesados y
transportados a bodega de producto terminado.
2.3.2.3.1. Diseño de extrusor peletizador
El extrusor peletizador que se utilizará es del tipo de tornillo simple y está
constituido por las siguientes partes:
Base estructural
Motor eléctrico
Variador de velocidad
Poleas de transmisión de potencia
Fajas de transmisión de potencia
Caja reductora de velocidad
Boquilla para alojamiento del tornillo
Tornillo helicoidal de una hélice
Cañón
Tolva de alimentación
Molde de extrusión
Sistema hidráulico de cambio de filtro
Resistencias del cañón y del molde
Termocuplas
Controles de temperatura
Sistema eléctrico
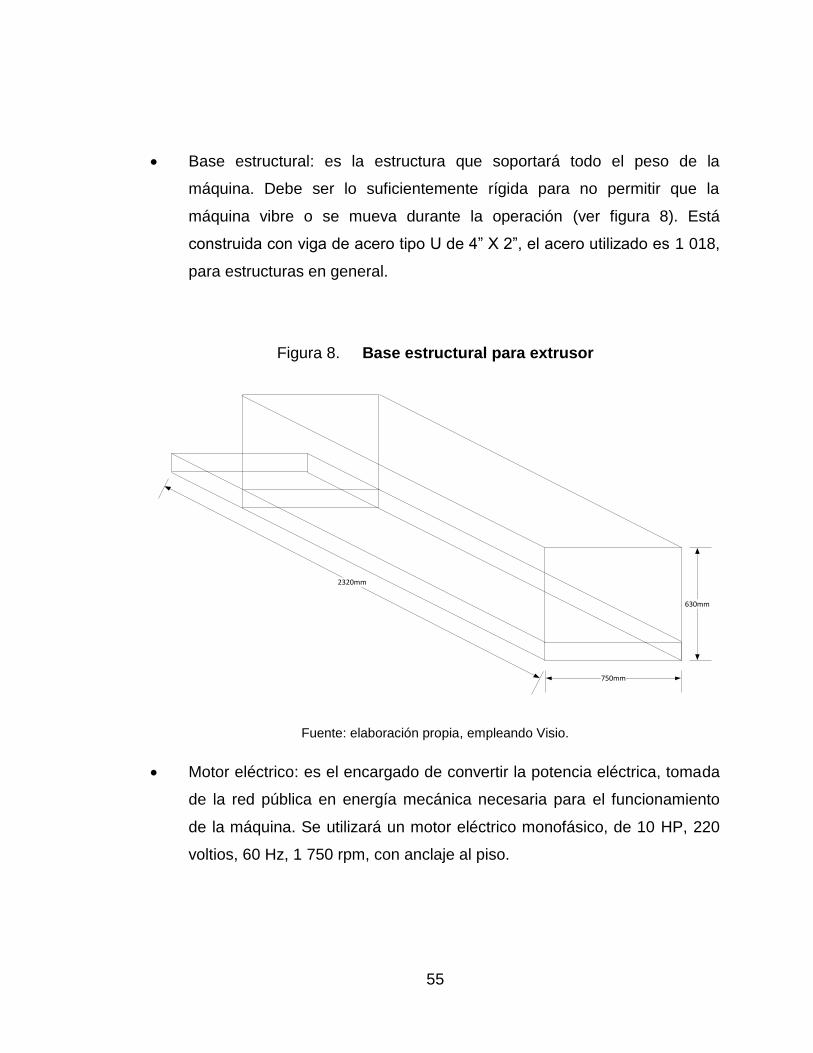
55
Base estructural: es la estructura que soportará todo el peso de la
máquina. Debe ser lo suficientemente rígida para no permitir que la
máquina vibre o se mueva durante la operación (ver figura 8). Está
construida con viga de acero tipo U de 4” X 2”, el acero utilizado es 1 018,
para estructuras en general.
Figura 8. Base estructural para extrusor
2320mm
750mm
630mm
Fuente: elaboración propia, empleando Visio.
Motor eléctrico: es el encargado de convertir la potencia eléctrica, tomada
de la red pública en energía mecánica necesaria para el funcionamiento
de la máquina. Se utilizará un motor eléctrico monofásico, de 10 HP, 220
voltios, 60 Hz, 1 750 rpm, con anclaje al piso.
56
El motor va montado en una base anclada a la estructura de la máquina.
En ella se instala un mecanismo de corredera con tornillos y topes, con la
finalidad de correr el motor para darle tensión a las fajas.
Variador de velocidad: es un dispositivo electrónico por medio del cual es
posible controlar la velocidad del motor, variando la frecuencia que le es
suministrada al mismo. Además, es posible programar rampas de
aceleración y desaceleración del motor, evitando los picos de consumo de
corriente en los arranques y proporcionando a la máquina arranques y
paros suaves. Esto se traduce en alargamiento de vida de las piezas
mecánicas, como engranes, ejes, poleas, y otros.
Al variar la velocidad del motor es posible ajustar la velocidad del flujo de
material que sale por el molde. Esto por si no se desea que el material salga
muy rápido porque no da tiempo a que se plastifique adecuadamente, ni que
salga muy lento, pues afecta la productividad de la máquina.
Poleas de transmisión de potencia: para que la potencia generada en el
eje del motor pueda ser transmitida hacia el eje de la máquina, es
necesario el sistema de transmisión conformado por las poleas y las fajas
de transmisión.
En el eje del motor se utiliza una polea trapezoidal tipo B, de dos pistas, de
6” de diámetro. En el eje de entrada de la caja reductora se utiliza una polea
trapezoidal tipo B, de dos pistas, de 12” de diámetro. Se obtiene una relación
entre poleas de 2:1.
12 / 6 = 2

57
Por lo tanto, la velocidad máxima que se puede aplicar al eje de entrada
de la caja reductora se define por la velocidad máxima nominal del motor:
1 750 rpm /2 = 875 rpm.
Figura 9. Detalle de poleas de extrusor
Ranuras trapezoidales tipo B
Vaciado para el eje
Superficie de contacto
Fuente: elaboración propia, empleando Visio.
Fajas de transmisión: son las que conectan la polea del motor
(conductora) con la polea del eje de entrada de la caja reductora
(conducida). Se utilizan dos fajas trapezoidales tipo B de 69” de longitud.
En la figura 10 se aprecia el sistema de potencia del extrusor incluyendo
las fajas trapezoidales.
La longitud de las fajas a utilizar viene dada por lo siguiente:
Diámetro polea de motor: 6”
Perímetro polea motor: 2 X Pi X R

58
Pm = 2 X 3,141592 X 3 = 18,84”
Diámetro polea de caja reductora: 12”
Perímetro polea caja: Pc = 2 X 3,141592 X 6 = 37,69”
Distancia entre ejes: 20”
Longitud de fajas Lf = Pm / 2 + Pc / 2 + (2) dist. Ejes
De donde Lf = 18,84 / 2 + 37,69 / 2 + (2) 20
Lf = 9,42 + 18,84 + 40
Lf = 68,26”
Figura 10. Sistema de transmisión de potencia de extrusor
R 3"
R 6"
20"
Polea de motor
Polea de caja reductora
Distancia entre ejes: 20"
Fuente: elaboración propia, empleando Visio.

59
Caja reductora de velocidad: sirve para reducir la velocidad del motor a
una velocidad controlada para el proceso, a la vez que aumenta la
potencia disponible en el eje de salida.
La reducción de velocidad, con el subsecuente aumento de potencia, se
realiza por medio de engranes helicoidales. Estas son unas ruedas dentadas,
generalmente de acero, los cuales tienen diferentes diámetros y número de
dientes para obtener una relación de variación de velocidad. Sin embargo
tienen en común el mismo paso de los dientes, con la finalidad que puedan
engranar exactamente entre sí sin deslizarse, ya que esto afectaría la potencia
obtenida.
Para saber qué caja reductora se necesita utilizar, es necesario conocer la
velocidad final que desea obtenerse en el proceso en cuestión. La potencia
necesaria en el eje de entrada de la caja y la relación de reducción que deberá
tener la misma.
El eje de entrada de la caja reductora recibe una velocidad de 875 rpm,
como resultado de la reducción de velocidad del motor por medio de las poleas
de transmisión. La relación de velocidad de la caja reductora es de 18:1. Por lo
tanto, la velocidad que se obtiene en el eje de salida de la caja reductora es:
875 / 18 = 48,6 rpm
Esta velocidad es la que finalmente se obtiene en el tornillo de la máquina
extrusora, que es una velocidad adecuada para para procesos de extrusión.

60
La potencia de entrada requerida por la caja reductora es de 20 HP, el
motor instalado es de 10 HP; por medio de la relación de poleas (2:1), se
obtiene un incremento de la potencia del motor de:
10 X 2 = 20 HP
Esta es la potencia requerida por la caja reductora.
Boquilla para alojamiento del tornillo: está montada directamente en el eje
de salida de la caja reductora, por lo cual la potencia obtenida en este
último será transmitida directamente hacia la boquilla. Esta boquilla tiene
50 mm en su diámetro interior.
Para lograr un buen ajuste entre la boquilla y el tornillo, el diámetro interno
de la boquilla ha sido torneado con un ajuste de 2 décimas de milímetro. Esto
permitirá que el tornillo entre en la boquilla forzadamente, evitando que se
mueva dentro de la misma.
Tanto en la boquilla, como en el tornillo, ha sido maquinada una ranura o
cuñero para el alojamiento de una cuña de acero. Esto permitirá que la
transmisión de potencia desde la boquilla hacia el tornillo se realice sin ningún
tipo de pérdida por deslizamiento.
Tornillo helicoidal de una hélice: el tornillo del extrusor es el que realiza el
transporte de material, debido a su acción rotativa dentro del cañón y al
diseño del mismo. Mientras el material es transportado por el tornillo se va
fundiendo gradualmente, debido al incremento de temperatura en el cañón
y a la acción mecánica de la rotación del tornillo. Se incluyen los
esfuerzos de corte y el arrastre del material, que lo empujan hacia el
molde, aumentando así su presión (ver figura 11).

61
El proceso de fusión del polímero dentro del cañón y tornillo, inicia en la
pared del cañón, formándose una pequeña capa de material fundido que se
adhiere a la pared y va creciendo gradualmente. Esto hasta que es desprendida
por la hélice del tornillo, el cual se encuentra en constante rotación, provocando
un movimiento de vaivén en el material seguido de un barrido del mismo.
Seguidamente, la capa es sustituida por otra, de material que se comienza a
fundir, y se repite el proceso hasta que todo el material se llega a fundir.
El tornillo que se utilizará en el extrusor es un tornillo de Arquímedes, de
60 mm de diámetro, 1 800 mm de longitud, una hélice de 12 mm de ancho y un
paso de 55 mm, con un ángulo de 17º. En el tornillo se pueden identificar las
siguientes partes:
o Muñón: se inserta en la boquilla con un ajuste de 2 décimas de
milímetro. Este ajuste permite la sujeción y alineación del tornillo a lo
largo del cañón.
o Cuñero: es la otra parte del alojamiento, junto con el cuñero de la
boquilla. Para la cuña de acero, el mecanismo de cuñeros y cuña
permitirá la transmisión de potencia de la boquilla hacia el tornillo, sin
pérdidas por deslizamiento. El cuñero tiene 70 mm de longitud, 20
mm de ancho y 8 mm de profundidad.
o Ángulo de hélice: es el ángulo con el cual sale la hélice del tornillo.
Este ángulo se mantiene a todo lo largo del tornillo. El ángulo a
utilizar es de 17º, siendo estándar para tornillos de extrusores.

62
o Espigo: es la parte del tornillo que se ubica justo donde comienza la
hélice. Este hace un sello entre el cañón y el muñón. Tiene un
diámetro de 60 mm.
o Diámetro raíz: es el diámetro del alma del tornillo, se inicia en 45 mm,
y va aumentando gradualmente a lo largo del tornillo hasta llegar a
ser de 55 mm en la punta. Esto significa que el alma del tornillo en
realidad es un cono, permitiendo que la recámara entre el tornillo y el
cañón vaya reduciéndose de atrás hacia adelante, produciéndose de
esta forma una compresión del material a medida que avanza a lo
largo del tornillo.
o Zona de alimentación: donde se alimenta el material al tornillo e inicia
el transporte del mismo.
o Zona de compresión: el material es comprimido y comienza a
fundirse.
o Zona de dosificación: el material completamente fundido y
homogenizado es entregado en la boquilla del molde, para ser
extruido por el mismo y darle la forma de espaguetis.

63
Figura 11. Tornillo de extrusor peletizador
Fuente: elaboración propia, empleando Visio.

64
o Paso: es la distancia que existe entre cada dos vueltas que da la
hélice a lo largo del tornillo. Esto determinará si el material avanza
más rápido o más lento a lo largo del tornillo. Generalmente se utiliza
para tornillos de extrusores un paso igual al diámetro del tornillo. En
los tornillos que son de diámetro raíz constante, el paso se reduce a
lo largo del tornillo para generar la compresión del material. El paso
del tornillo a utilizar es de 60 mm.
o Ancho de hélice: es el ancho con que sale la hélice desde el principio
del tornillo, y este ancho se mantiene a todo lo largo del tornillo. El
ancho de hélice a utilizar es de 12 mm.
o Profundidad de alimentación: es la profundidad que tiene la hélice
con respecto al diámetro raíz en la zona de alimentación. Esto
definirá qué tanto material podrá ingresar en la cámara formada entre
el diámetro raíz del tornillo y el cañón. A mayor profundidad de
hélice, mayor cantidad de material puede ingresar. La profundidad de
alimentación a utilizar es de 15 mm.
o Profundidad de dosificación: es la profundidad que tiene la hélice con
respecto al diámetro raíz en la zona de dosificación. Esto debido a
que el diámetro raíz va en aumento, mientras se avanza en el tornillo
la profundidad de hélice va disminuyendo. La profundidad de
dosificación a utilizar es de 5 mm.
o Cono: es la parte del tornillo que finalmente dirige el material
plastificado y homogenizado hacia la entrada del molde.

65
Cañón: este va fijo a la caja reductora, y dentro de él gira el tornillo
helicoidal. Entre la hélice del tornillo y la pared interna del cañón debe
existir una tolerancia tal, que permita al tornillo girar dentro del cañón, pero
que no sea tan grande que provoque mayores pérdidas en el arrastre de
material. Esta tolerancia viene definida por:
0,002D
Donde D es el diámetro externo del tornillo, entonces para el extrusor a
utilizar se tiene:
0,002 X 60 mm = 0,12 mm
En el extremo que queda hacia la caja reductora el cañón viene provisto de
un flange con agujeros divididos equidistantemente que coinciden con los
agujeros roscados en la caja reductora. En el otro extremo el cañón viene
provisto con un flange que acopla con el molde. Cerca de donde comienza el
tornillo, viene practicada en el cañón una abertura, comúnmente denominada
garganta, que es por donde ingresa el material a ser procesado.
Tolva de alimentación: es un cono metálico que se monta directamente
sobre la garganta del extrusor. Esta servirá para facilitar el ingreso del
material hacia el cañón, cuenta con un ángulo tal que permite que el
material, al ser depositado en ella, resbale hacia la garganta.
Molde de extrusión: el molde es el encargado de dar la forma final al
material que ha sido extruido dentro del cañón. Este cuenta con una
boquilla para la entrada del material, un canal de distribución para que el
material mantenga la presión constante a todo lo largo del molde, y con 30
agujeros calibrados para que el material salga en forma de espaguetis
continuos.

66
Sistema hidráulico de cambio de filtro: este sistema se monta entre el
cañón y el molde, consiste de un sistema hidráulico con bomba eléctrica y
un cilindro, en la punta del cilindro se instala una plancha de acero con
dos placas circulares perforadas, del mismo diámetro interno del cañón.
Estas placas perforadas alojan el filtro que servirá para retener impurezas
que pueda contener el material extruido antes de pasar al molde.
En todo momento, una de las dos placas está adentro del cañón y la
otra queda afuera, y por medio de la acción del cilindro hidráulico se
pueden cambiar alternadamente para retirar el filtro sucio e instalar un
filtro limpio. La frecuencia con que se alternarán dichas placas portafiltro
dependerá del grado de contaminación que presente el material al
momento de ingresar al extrusor.
Resistencias del cañón: estas resistencias son del tipo de banda que
abrazan el cañón en su perímetro completo. Al aplicarles tensión
comienzan a calentar, permitiendo el incremento de temperatura en el
cañón de afuera hacia adentro. Esto provoca que el material depositado
en el interior pueda fundirse.
Resistencias del molde: estas resistencias son rectangulares. Al igual que
las resistencias del cañón cubren el molde en la cara frontal, trasera y
superior, dejando libre el paso del material en la parte inferior. La función
es mantener el molde caliente para que el material pueda fluir libremente a
través de este último.

67
Figura 12. Cañón de extrusor peletizador
Fuente: elaboración propia, empleando Visio.

68
Termocuplas: llamadas termopares, son el sensor de temperatura más
usado en la industria. Están conformadas por dos materiales distintos
unidos entre sí por una soldadura. Estos generan un voltaje muy bajo que
es proporcional a la temperatura a la cual estén sometidas. Este voltaje es
registrado por un control de temperatura que lo convierte a una señal que
se puede visualizar en un display como dato de temperatura. Existen
varios tipos de termocuplas, dependiendo del rango de temperatura que
se desea medir. Las termocuplas que utiliza el extrusor son del tipo J, con
un rango de medición de -180 a 750 °C.
Controles de temperatura: son los encargados de controlar la temperatura
del cañón, manteniendo el material con una temperatura controlada, para
permitir que fluya sin mayores complicaciones (ver figura 13).
Un control de temperatura recibe una señal analógica, en este caso,
generada por una termocupla, la decodifica y la compara para convertirla
en una señal visual en un display. Posee un relé mecánico que abre y
cierra de acuerdo a la temperatura de control programada. Este relé cierra
un contacto para activar o desactivar las resistencias.
Figura 13. Control de temperatura
Fuente: hertensi.Controltemperatura.hertensi.com. Consulta: 5 de mayo de 2015.

69
Sistema eléctrico: el sistema eléctrico del extrusor está conformado por
todos los componentes eléctricos de la máquina, que incluye cableado,
contactores, controles de temperatura, termocuplas, relés, resistencias,
variador, potenciómetros, amperímetros, botones de mandos, fuentes de
poder para mandos, transformador para mandos, flipon principal.
2.3.2.3.2. Cálculo de consumo de energía
El extrusor está conectado a la red eléctrica de EEGSA. Las partes del
extrusor que consumen energía eléctrica son: el motor principal, resistencias
del cañón y del molde, el motor de la bomba del sistema hidráulico para cambio
de filtro, el motor de la picadora, y los pequeños consumos generados por los
diferentes componentes del sistema eléctrico. Todos estos consumos de
energía se centralizan en uno solo, que se puede medir en el flipón principal de
la máquina. La fórmula a utilizar para el cálculo de consumo de energía de la
máquina es la siguiente:
KW= i X e X 2 X fp
1 000
Donde:
Kw = potencia consumida por la máquina en kilowatt
i = corriente consumida por la máquina en amperios (a)
e = tensión del sistema en voltios (v)
fp= factor de potencia del sistema
El consumo de corriente nominal de la máquina es de 60 amperios. El
factor de potencia es de 0,8. La tensión de alimentación es 220 voltios
monofásicos.

70
Entonces:
Kw= 60 X 220 X 2 X 0,8 = 21,12 Kilowatt
1 000
En una hora continua de trabajo, el extrusor consumirá 21,12 kw h.
2.3.2.3.3. Capacidad de producción
El extrusor tiene una capacidad para procesar 60 kg de pet por hora. La
jornada a trabajar: diurna (8 horas de lunes a viernes y 4 sábados). Las horas
trabajadas a la semana: 44. Las semanas trabajadas al año: 50.
Capacidad de producción: Cp = 60 kg/hr X 44 hrs/semana X 50
semanas/año.
Cp = 132 000 kg/ año
La capacidad total del extrusor es de 132 000 kg/año. Sin embargo, se
debe considerar que la capacidad en molino es de 76 000 kg/año. De estos
76 000 kg una parte será para vender en hojuela y otra para peletizar. Se
deberá considerar trabajar el extrusor de lunes a miércoles o de lunes a jueves,
para realizar corridas largas, ya que para el calentamiento del mismo se
necesita al menos una hora. Se puede observar que con este extrusor se tiene
capacidad suficiente para asegurar que toda la capacidad del molino se pueda
aprovechar para sacar pet peletizado.

71
2.3.2.4. Montaje y puesta en marcha de
maquinaria
La puesta en marcha de la maquinaria puede ser llevada a cabo por el
mismo personal de la empresa. Esto bajo la supervisión del propietario ya que
tiene la experiencia suficiente para la ejecución de dicha tarea.
El molino ya está ubicado en la bodega, solamente es necesario realizarle
la instalación eléctrica para ponerlo a operar. Se debe utilizar tornillo hilti de ½”
X 3” para el anclaje del mismo, e instalarle soportes antivibración en los puntos
de carga.
Para el traslado de la lavadora se puede utilizar un vehículo de carga de
una tonelada de capacidad. Se debe utilizar tornillo hilti de ½” X 3” para el
anclaje del mismo. No es necesario utilizar soportes de carga, ya que la
velocidad a la que trabaja es lenta. Es necesario realizar las instalaciones
eléctrica e hidráulica para el funcionamiento de la misma.
El traslado del extrusor peletizador se debe realizar con una grúa de
plataforma de al menos 3 toneladas de capacidad. Para la ubicación del mismo
en la bodega es necesario utilizar orugas de carga. El anclaje se debe realizar
con tornillos hilti de 3/8” X 3”, se debe utilizar soportes antivibración en los
puntos de carga, tanto en el extrusor como en la picadora. Se debe realizar las
instalaciones eléctrica e hidráulica para el funcionamiento de la misma.
2.3.2.5. Mantenimiento preventivo
Son las actividades que se llevan a cabo con la finalidad de asegurar el
funcionamiento continuo de maquinaria e instalaciones, con esto se evitan
paros inesperados de los procesos productivos.

72
2.3.2.5.1. Rutina de mantenimiento preventivo
para molino de envases de pet
Es necesario realizar las siguientes actividades de mantenimiento
preventivo para el molino de envases de pet:
Limpieza de la máquina: es necesario realizar una limpieza a fondo, toda
vez que se haga un cambio de color del producto. Sin embargo, si se está
moliendo solo un color, es necesario realizar una limpieza para retirar
excesos de suciedad dejada por el material que ha sido molido.
Revisión de tensión de faja de transmisión: se realiza ejerciendo presión
con los dedos en el punto medio de faja. Entre las dos poleas, la faja debe
deflectarse como máximo ¾”, si se deflecta más es necesario tensionarla,
ya que puede patinar en las poleas y dañarse. Si está muy tensada es
necesario quitarle tensión, ya que esto provoca esfuerzos de corte
innecesarios en los ejes y pueden fracturarse.
Afilado de cuchillas: deben revisarse constantemente, verificar que el filo
de las mismas se encuentre en buenas condiciones. Al trabajar sin un filo
adecuado se obtendrá un producto molido de mala calidad. Además de
incrementar el tiempo de proceso y el consumo de energía de la máquina.
El afilado de cuchillas se llevará a cabo por una empresa subcontratada.
2.3.2.5.2. Rutina de mantenimiento preventivo
para estación de lavado
Es necesario realizar las siguientes actividades de mantenimiento
preventivo para la estación de lavado:

73
Revisar tensión de la faja de transmisión: ejerciendo presión sobre el
punto medio de la faja, entre las dos poleas debe deflectarse unos ¾”.
Limpieza de lámina perforada: después de lavar cada batch es necesario
retirar la lámina perforada de acero inoxidable y lavarla. En esta quedarán
retenidas partículas de suciedad y lodos, que al no ser retiradas pueden
tapar el drenaje de la máquina.
Revisión de nivel de aceite de caja reductora: es necesario revisar al
menos una vez al mes el nivel de aceite de la caja reductora, para lo cual
cuenta con un tapón de nivel. El aceite debe permanecer una ½” por
debajo de este tapón, si es necesario rellenar con aceite mineral de
viscosidad 140 para cajas reductoras.
Cambio de aceite de caja reductora: es necesario cambiar una vez al año
el aceite de la caja reductora, ya que se degrada con el uso y va
perdiendo sus propiedades, tanto lubricantes como refrigerantes y
detergentes.
2.3.2.5.3. Rutina de mantenimiento preventivo
para peletizadora
Es necesario realizar las siguientes actividades de mantenimiento
preventivo para la peletizadora:
Engrase de cojinetes del motor: aplicar grasa a los cojinetes del motor
cada tres meses. Es importante no aplicar demasiada grasa porque puede
salirse de los cojinetes y pasar a los embobinados del motor, provocando
daños al mismo.

74
Revisión de nivel de aceite de caja reductora: revisar una vez al mes el
nivel de aceite de la caja reductora, pero viene provista de un visor
plástico; si es necesario rellenar con aceite mineral de viscosidad 220
para cajas reductoras.
Cambio de aceite de caja reductora: una vez al año es necesario cambiar
el aceite de la caja reductora, dejarla drenando al menos una noche
completa, para evacuar todos los residuos de suciedad de la caja. Revisar
también estado de cojinetes, engranes y retenedores, si es necesario
reemplazar.
Revisión de tensión de fajas de transmisión: revisar la tensión de las fajas
aplicando fuerza con la mano sobre las mismas. Estas deben deflectarse
entre ¾” y 1” máximo, es importante mencionar que las tres fajas se deben
deflectar la misma distancia, de lo contrario se cambian.
Revisión de nivel de aceite de sistema hidráulico: para revisar el nivel de
aceite del sistema hidráulico de cambio de filtro, se cuenta con un visor de
plástico, y si es necesario rellenar con aceite hidráulico para
transmisiones.
Limpieza del molde: es recomendable limpiar el molde al menos una vez
al año, para mantener una buena calidad del producto. Verificar el estado
de la superficie interna del mismo. Este se debe limpiar con espátulas de
aluminio para evitar daños al acabado superficial.
Revisión de sistema eléctrico: cada 3 meses es necesario revisar el
estado del sistema eléctrico, revisar contactores, relés, controles de

75
temperatura, resistencias, cableado en general, revisar los aprietes de
tornillos para evitar falsos contactos eléctricos.
2.3.3. Instalaciones auxiliares
Las instalaciones auxiliares necesarias para operar la planta de reciclaje
de pet son energía eléctrica y agua.
2.3.3.1. Energía eléctrica
Se necesita una acometida eléctrica en 220 V, 2 fases y neutral. Esto con
la capacidad de suministrar los 29,91 kw que es la sumatoria de las
capacidades de las máquinas más unos 10 kw para los demás servicios, se
solicita una acometida que soporte 40 kw. La corriente nominal será entonces:
Kw = i X e X 2 X fp
1 000
Despejando i tenemos:
i = kw X 1 000
e X 2 X fp
i = 40 X 1 000
220 X 2 X 0,9
i = 101 amperios
Se recomienda realizar la acometida con cable AWG calibre 2, que soporta
hasta 130 amperios introducido en tubo conduit.

76
2.3.3.2. Agua
Se necesitará agua para el proceso de lavado de pet y en la tina de
enfriamiento durante el proceso de extrusión.
Para el lavado de pet, se utiliza generalmente una relación de 1:8 de pet y
agua. Para un kilogramo de pet se necesitan 8 kg de agua, o lo que es
equivalente a 8 litros de agua. La capacidad de producción por año de la planta
será de 76 000 kilogramos de pet, equivalente a una producción mensual de
6 333 kilogramos, y se necesita:
6 333 X 8 = 50 664 litros de agua al mes
Para el enfriamiento de producto en el proceso de extrusión, se podrá
utilizar un flujo constante de agua de 8 litros por minuto. Después de haber
servido para enfriar el material y tomando en cuenta que no llevan ningún tipo
de contaminación, podrán ser depositados en un cisterna ubicado en la planta,
para posteriormente ser utilizados para el lavado.
El flujo necesario de agua para el enfriamiento, incluyendo el extrusor,
trabajará 8 horas al día y como máximo será necesario operarlo 4 días por
semana, 4 semanas al mes, sería entonces:
8 lpm X 60 min/hr X 8 hrs/día X 4 días/semana X 4 semanas/mes = 61 440 lts
De estos 61 440 litros, 50 664 se utilizarán para el lavado de material y
10 776 se podrán utilizar para otros servicios.
De acuerdo al análisis anterior es necesario contratar un servicio que
suministre 61 440 litros de agua al mes. El equivalente es contratar un servicio
de 1 paja de agua, que equivale a 60 000 litros de agua al mes.

77
2.3.4. Distribución de planta
Se considera la distribución de bodega de MP y PT (figura 14), y la
distribución de maquinaria en la planta de producción (figura 15).
Figura 14. Distribución de bodegas de MP y PT
AREA DE RECEPCIONDE MATERIA PRIMA
Office
16 sq m
ALMACENAMIENTO DE MP
PESAJE DE MP
SELECCIÓN DE MATERIALES
Office
8 sq m
DESPACHO DE MATERIAPRIMA
Office
8 sq m
ALMACENAMIENTO DE PT
BODEGAS MP Y PT18
.0 M
TS
7.0 MTS
Fuente: elaboración propia, empleando Visio.

78
Figura 15. Distribución planta de producción
PLANTA DE PRODUCCIÓN
RECEPCION DE MP
MOLIENDA
PESAJE DE PT
LAVADO
PELETIZADO
CAMAS DE SECADO
ENTREGA DE PT
7.0 MTS
18.0
MTS
Fuente: elaboración propia, empleando Visio.
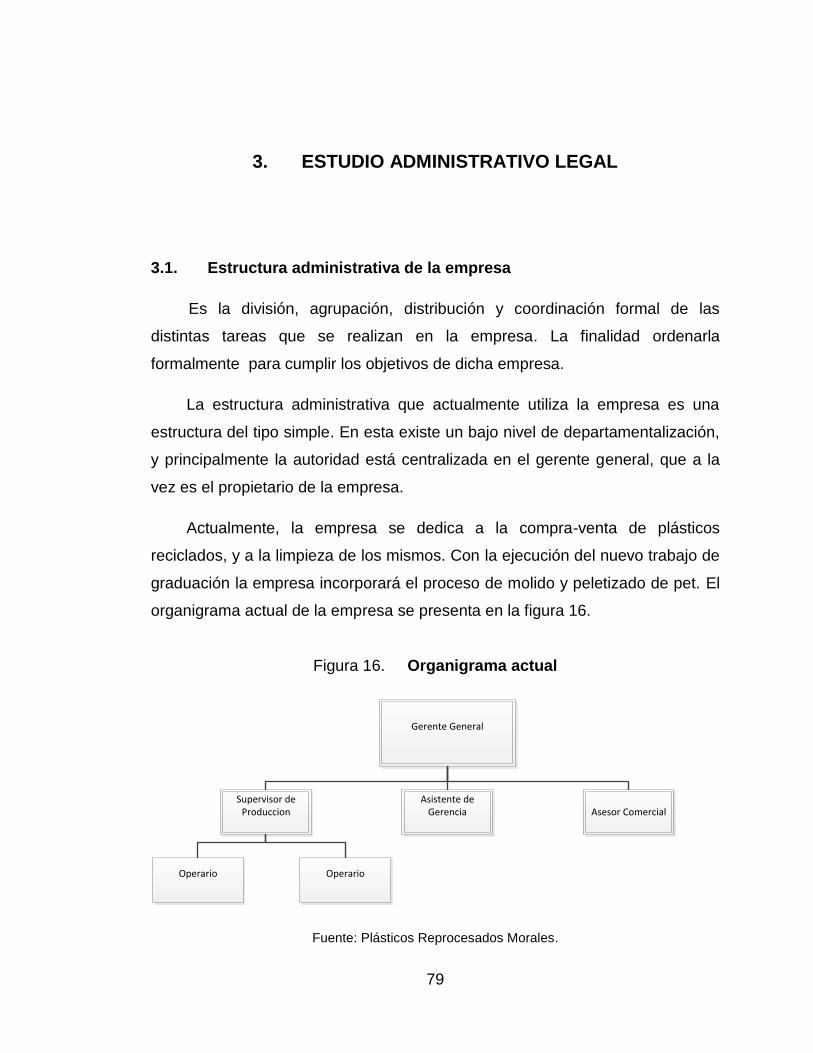
79
3. ESTUDIO ADMINISTRATIVO LEGAL
3.1. Estructura administrativa de la empresa
Es la división, agrupación, distribución y coordinación formal de las
distintas tareas que se realizan en la empresa. La finalidad ordenarla
formalmente para cumplir los objetivos de dicha empresa.
La estructura administrativa que actualmente utiliza la empresa es una
estructura del tipo simple. En esta existe un bajo nivel de departamentalización,
y principalmente la autoridad está centralizada en el gerente general, que a la
vez es el propietario de la empresa.
Actualmente, la empresa se dedica a la compra-venta de plásticos
reciclados, y a la limpieza de los mismos. Con la ejecución del nuevo trabajo de
graduación la empresa incorporará el proceso de molido y peletizado de pet. El
organigrama actual de la empresa se presenta en la figura 16.
Figura 16. Organigrama actual
Gerente General
Asistente de Gerencia
Asesor Comercial
Supervisor de Produccion
Operario
Operario
Fuente: Plásticos Reprocesados Morales.

80
Con la incorporación de la nueva línea de producción, el organigrama de
la empresa queda de la siguiente manera (figura 17).
Figura 17. Organigrama propuesto
Gerente General
Asistente de Gerencia
Asesor Comercial Pet
Supervisor de Produccion
Operario bodega y Selección de mp
Operariomolino
Asesor Comercial otros plasticos
Operario 2Otros plasticos
Operario estacion lavado
Operario 1Otros plasticos
Operario peletizador y
despacho
Fuente: elaboración propia, empleando Visio.
.
3.2. Recursos humanos
Lo constituyen las personas que de una u otra forma tienen relación con
los procesos de la empresa, aportando cada una de ellas un valor a la misma,
de acuerdo al puesto en el cual se desempeñen.
Mano de obra: para el correcto funcionamiento de las diversas
operaciones del proceso es necesaria cierta cantidad de personas. De
acuerdo al estudio técnico se han identificado las siguientes operaciones:
o Recepción y pesaje
o Selección
o Molido
81
o Lavado
o Secado
o Pesaje
o Peletizado
o Pesaje
Las operaciones de recepción y pesaje de material y la operación de
selección de material pueden ser realizadas por un operador. Se realiza la
recepción de materia prima cuando el camión llega a descargar, a la vez se va
pesando todo lo que se va recibiendo, cuando termina la descarga se almacena
la materia prima y se procede a la selección de la misma. Se deja acumulado
para producción para cuando el camión llegue a descargar otra vez.
La operación de molido requiere de un operador, esta máquina necesita
que se le esté alimentando continuamente con material, y al ser el cuello de
botella del proceso no puede ser descuidada en ningún momento.
Las operaciones de lavado y secado se realizan en la misma máquina,
juntamente con las operaciones de pesaje después del secado. Esto puede
llevarse a cabo por un operador.
Las operaciones de peletizado y pesaje después del peletizado pueden
realizarse por un operador. Luego el mismo operador entrega el material
pesado a bodega de producto terminado, terminando con esto el proceso.
Será necesario contratar una persona para ventas específicamente de pet,
otra parte de las ventas será realizada por el gerente general.

82
Para la parte de supervisión del trabajo en planta se utilizarán los servicios
del mismo supervisor, que actualmente trabaja en la planta.
El trabajo administrativo, en lo que respecta a toma de pedidos,
facturación, despachos, compra de materia prima, cotizaciones, y otros, será
absorbido entre la asistente de gerencia, gerente general y supervisor de
producción.
En total será necesaria la contratación de cinco personas, una para ventas
o asesor comercial y cuatro para operarios en planta.
Remuneración: para el trabajo de reciclaje de plásticos no existe una
regulación específica. La remuneración del personal se realizará de
acuerdo a las disposiciones gubernamentales vigentes y a las políticas
salariales de la empresa.
De conformidad con el Acuerdo Gubernativo No. 359-2012 el salario
mínimo que rige para el 2015 en actividades no agrícolas es de Q 2 394,40 más
bonificación incentivo de Q 250,00, para un total de Q 2 644,40.
Adicional al sueldo base, se pagará una bonificación adicional distribuida
de la siguiente manera:
Al asesor comercial se le pagará un 3,5 % de la factura de venta, después
de descontarle el iva.
A los operarios de planta se les pagará una bonificación a fin de mes de
Q 400,00 por cumplimiento de meta. Esta será inicialmente de 139
quintales de pet procesado.

83
Descripción de puestos: permite conocer de una forma detallada el
objetivo y las funciones de cada uno de los puestos de trabajo en la
empresa, que tendrán relación con la implementación del trabajo de
graduación. A continuación se describen cada uno de los puestos
involucrados.
Puesto: gerente general.
o Objetivo del puesto: desarrollar y ejecutar labores de planificación,
organización, dirección y control de la empresa que conduzcan al
buen desempeño de la misma.
o Funciones.
Dirigir el trabajo de la empresa utilizando los mecanismos
adecuados de dirección y control de la misma.
Manejar, de una forma adecuada, las finanzas de la empresa.
Velar por la buena calidad del producto fabricado.
Desarrollar y ejecutar mecanismos para la adecuada selección
de personal a contratar.
Realizar una adecuada selección de proveedores para la
empresa.
Negociar ventas con algunos de los clientes de la empresa.
Velar por el uso óptimo de los recursos de la empresa.
Planificar en conjunto con los vendedores las labores de ventas.
Puesto: asistente de gerencia.
o Objetivo del puesto: apoyar el trabajo administrativo de la empresa.

84
o Funciones.
Coordinar la agenda del gerente general, con la finalidad de
optimizar el uso del tiempo del mismo.
Generar informes de ventas, de acuerdo a la información
proporcionada por el personal de ventas.
Coordinar despachos de producto terminado hacia los
diferentes clientes de la empresa.
Coordinar las compras de materia prima de acuerdo a los
requerimientos proporcionados por el supervisor de producción.
Generar las planillas para pago de impuestos de la empresa en
conjunto con el contador subcontratado para tales fines.
Trasladar información importante hacia el personal de la
empresa.
Generar las planillas para pago de salarios.
Puesto: asesor comercial de pet.
o Objetivo del puesto: planificar, desarrollar y promover las ventas de la
empresa en la línea de pet reciclado.
o Funciones.
Realizar visitas a clientes con el fin de promover las ventas de
la empresa.
Proporcionar la información adecuada para la generación de
reportes de ventas.
Realizar, en conjunto con el gerente general, la proyección de
ventas semanal.

85
Dar seguimiento a los clientes de la empresa con el fin de
satisfacer sus necesidades de pet reciclado.
Buscar nuevos clientes para la empresa, con el fin de fomentar
el crecimiento de la misma.
Realizar negociaciones con clientes, con el fin de obtener una
rentabilidad aceptable para la empresa por medio de la venta.
Puesto: supervisor de producción.
o Objetivo del puesto: asegurar que las funciones de producción se
lleven a cabo de una forma eficiente y que se obtenga el producto
con una adecuada calidad.
o Funciones.
Coordinar la ejecución de las órdenes de producción.
Generar informes de producción.
Velar por la obtención de la buena calidad del producto en el
proceso de producción.
Coordinar y velar por el cumplimiento de las tareas del personal
de producción.
Velar por el correcto funcionamiento de la maquinaria y las
instalaciones de producción, realizando requerimientos de
repuestos y trabajos en caso sea necesario.
Realizar requerimientos de materia prima y suministros con
base en la proyección de ventas.

86
Puesto: operario de bodega y selección de materia prima.
o Objetivo del puesto: coordinar y ejecutar la recepción, entrega y
selección de materia prima y producto terminado.
o Funciones.
Ordenar de una forma adecuada la materia prima y el producto
terminado en bodega.
Recibir y verificar el peso de la materia prima que ingresa a la
empresa y que es entregada a producción.
Entregar y verificar el peso del producto terminado que ingresa
de producción y es entregado para despacho al cliente final.
Llevar al día los inventarios de materia prima y producto
terminado.
Coordinar con asistente de gerencia y asesor comercial la
compra de materia prima.
Coordinar, con producción, las entregas de materia prima y las
recepciones de producto terminado.
Realizar la selección del envase por colores para ser entregado
a producción.
Puesto: operario de molino.
o Objetivo del puesto: desarrollar la operación de molido de pet.

87
o Funciones.
Llevar a cabo la operación del molino de pet, manteniendo los
estándares de calidad y de seguridad industrial.
Verificar que la cantidad de pet que recibe esté de acuerdo con
la reportada por bodega.
Operar el molino de una forma eficiente y segura, manteniendo
los tiempos de operación de acuerdo al programa de
producción.
Informar de cualquier falla que pueda ocurrir con el molino, y en
lo posible repararlas.
Hacer uso adecuado del equipo y de las herramientas
proporcionadas por la empresa.
Entregar el pet molido a la estación de lavado.
Puesto: operario de estación de lavado.
o Objetivo del puesto: desarrollar la operación de lavado de pet.
o Funciones.
Llevar a cabo la operación de lavado de pet, manteniendo los
estándares de calidad y de seguridad industrial.
Operar la lavadora de pet de acuerdo al procedimiento
establecido.
Llevar a cabo la operación de secado de pet en las camas
dispuestas para esto.
Informar de cualquier falla que pueda ocurrir con los equipos,
en lo posible, repararlas.

88
Hacer uso adecuado del equipo y de las herramientas
proporcionadas por la empresa.
Entregar el pet molido y envasado al área de peletizado.
Puesto: operario de peletizador.
o Objetivo del puesto: desarrollar la operación de peletizado de pet.
o Funciones.
Llevar a cabo la operación de peletizado de pet, manteniendo
los estándares de calidad y de seguridad industrial.
Operar el peletizador de pet de acuerdo al procedimiento
establecido.
Informar de cualquier falla que pueda ocurrir con los equipos,
en lo posible, repararlas.
Hacer uso adecuado del equipo y de las herramientas
proporcionadas por la empresa.
Pesar el pet en escamas o peletizado, de acuerdo a
requerimientos de ventas.
Entregar el pet molido o peletizado, y envasado a bodega,
estableciendo una merma de producto en el proceso.
3.3. Marco legal
Servirá para desarrollar el trabajo apegándose a las leyes actuales del
país. Este marco legal se desarrolla en tres ejes principales:

89
Primeramente, la inscripción legal de la empresa aunque el trabajo de
graduación se desarrolla en una empresa ya existente, tanto física como
legalmente. Se abordará el tema de la inscripción legal ante el Registro
Mercantil de Guatemala para que sirva como referencia.
El segundo eje compete a la contratación de personal, ya que es
necesario apegarse a los reglamentos vigentes del Ministerio de Trabajo que
regulan la contratación y administración de personal.
En el tercer eje se analiza el pago de impuestos ante la Superintendencia
de Administración Tributaria (SAT), ya que es obligación de cada empresa
constituida en el país, el pago de los respectivos impuestos para fomentar el
desarrollo.
3.3.1. Inscripción legal de la empresa
La empresa ya está inscrita legalmente en el Registro Mercantil de la
República de Guatemala. Los pasos a seguir para inscribir una empresa
individual son los siguientes:
Se debe llenar el formulario para inscripción de comerciante individual y
empresa, (se puede comprar el formulario en el Registro Mercantil o
descargarlo en línea) y legalizarlo ante un notario.
Se debe pagar un arancel de inscripción y solicitar la inscripción de
comerciante individual y empresa ante el Registro Mercantil de la
República.
Luego se debe comprar timbres fiscales en el Registro Mercantil o en las
oficinas tributarias de SAT.
En el Registro Mercantil, debe retirar la patente de empresa, adhiriéndole
los timbres. Luego el operador le pondrá un sello sobre ellos.

90
Se debe solicitar la autorización de libros, pagarla y retirar autorización de
libros contables, donde recibirá dos calcomanías por cada libro autorizado,
que deben ser pegadas en la primera y en la última página de cada libro
correspondiente.
En las oficinas de SAT se debe obtener la asignación de ventanilla para
realizar la acreditación de imprenta.
Luego se deben presentar los formularios para solicitar actualización de
datos y habilitación de libros, y pagar la habilitación de libros.
En SAT se debe retirar la autorización de libros contables, y dirigirse a la
imprenta que haya acreditado para obtener facturas.
3.3.2. Contratación de personal
En Guatemala es necesario apegarse a las normas vigentes con respecto
a legislación laboral, para dar inicio a una relación laboral entre patronos y
trabajadores. Se debe sostener dicha relación laboral y darla por terminada;
estas normas están claramente establecidas en la Constitución Política de la
República y en el Código de Trabajo. Además es necesario inscribir a la
empresa en el Régimen de Seguridad Social.
Régimen de seguridad social: según se indica en el Reglamento de
Inscripción de Patronos en el Régimen de Seguridad Social, patrono es
toda persona individual o jurídica que emplea los servicios de trabajadores
en virtud de un contrato de trabajo. Debe ocupar los servicios de tres o
más trabajadores y está obligado a inscribirse en el Régimen de
Seguridad Socia. Queda también obligado a descontar del total del salario
de los trabajadores el porcentaje correspondiente a la cuota laboral, a
pagar la cuota patronal y a solicitar su inscripción en el Régimen de

91
Seguridad Social desde la fecha en que comience a utilizar los servicios
del número de empleados indicado anteriormente.
Contrato individual de trabajo: es el vínculo económico-jurídico en el cual
una persona, denominada trabajador, se compromete a prestar servicios
personales o ejecución de una obra a otra denominada patrono. Esto bajo
la dependencia de esta última o delegada por ella, a cambio de una
retribución de cualquier clase. Para que el contrato de trabajo exista, basta
con que se inicie la relación de trabajo, que es el hecho mismo del inicio
de la prestación del servicio o de la ejecución de la obra.
En el contrato individual de trabajo debe anotarse información importante
tanto del trabajador como del patrono. Información como: lugar y fecha de
celebración del contrato, la fecha de inicio del trabajo, el salario, el trabajo que
se va a ejecutar, duración del contrato (generalmente se realizan por un plazo
indefinido), el horario de trabajo, el lugar donde se realizará el trabajo,
información de la empresa y datos personales del trabajador.
La ley otorga un período de dos meses de prueba durante los cuales
cualquiera de las dos partes puede dar por terminada la relación laboral sin
responsabilidad de ningún tipo. La falta de cumplimiento del contrato individual
de trabajo por cualquiera de las dos partes es motivo para la finalización de la
relación laboral, y obliga a la parte que incumplió a las responsabilidades
económicas respectivas. Sin embargo, no faculta a que pueda provocarse
coacción contra las personas.
El contrato individual de trabajo debe ser presentado y registrado ante la
Inspección General de Trabajo.

92
Prestaciones laborales: son los beneficios adicionales al sueldo que el
trabajador recibe por parte del patrono. Generalmente de forma
económica, derivadas de la relación laboral existente.
o Bono 14: es una bonificación anual que recibe el trabajador y se
constituye como un décimo cuarto salario al año, tomando como
décimo tercero el aguinaldo. Para calcularlo se toma como base el
promedio de los sueldos o salarios devengados por el trabajador
durante el año, si no ha cumplido un año se paga proporcionalmente
al tiempo que tenga de laborar. El período de cálculo es del 01 de
julio al 30 de junio del siguiente año, y la fecha límite para pagarlo es
el 15 de julio.
o Aguinaldo: es una bonificación anual que corresponde al décimo
tercer sueldo del trabajador en el año. Equivale a un sueldo mensual
por un año de trabajo ininterrumpido, o proporcionalmente si el
trabajador tuviera menos de un año de estar laborando. El aguinaldo
se puede pagar en dos partes, la mitad hasta el 15 de diciembre y la
otra mitad hasta el 15 de enero del año siguiente. El período de
cálculo es del 01 de diciembre al 30 de noviembre del siguiente año.
o Vacaciones: el trabajador tiene derecho a un período de 15 días
hábiles pagados, correspondientes al período de vacaciones, por
cada año de trabajo continuo. Se debe extender una constancia de
disfrute de las mismas. El período de vacaciones no es compensable
en dinero, solamente para el cálculo de indemnización, donde se
paga proporcionalmente al tiempo que haya laborado el trabajador.

93
o IGSS, Irtra e Intecap: el trabajador tiene derecho a gozar de servicios
de salud y seguridad social, una vez que haya sido afiliado al IGSS,
servicio para el cual se le descuenta directamente de su salario
mensual un 4,73 %. El trabajador también tiene derecho a hacer uso
de las instalaciones de Irtra e Intecap. El patrono está obligado a
trasladar al IGSS el descuento del 4,73 % que se le realiza al
trabajador, además debe pagar un 10,73 % del sueldo del trabajador,
correspondiente a la cuota patronal de IGSS, el 1 % correspondiente
a la cuota patronal de Irtra y el 1 % correspondiente a la cuota
patronal de Intecap.
o Derechos de mujeres embarazadas: está prohibido para el patrono
despedir a trabajadoras que se encuentren en estado de gestación o
en período de lactancia. Se proporcionará un período de descanso
obligatorio con goce de salario de 30 días antes del parto y 54 días
después del parto. Además de un período de lactancia de 10 meses,
durante el cual la trabajadora podrá entrar una hora después o salir
una hora antes de la jornada laboral.
Salario: es la retribución que el patrono debe realizar al trabajador en
virtud del cumplimiento del contrato de trabajo, ya sea este escrito o
verbal. Puede pactarse por unidad de tiempo, por unidad de obra o por
participación en utilidades. Se fija a conveniencia entre el patrono y el
trabajador, sin embargo, no puede ser menor al salario mínimo fijado por
el gobierno, el cual para 2 015 es de Q 78,72 diarios para actividades no
agrícolas, es decir Q 2 394,40 mensuales.
o Bonificación incentivo: esta es una bonificación que recibe el
trabajador por eficiencia y productividad, su valor es de Q 250,00 al

94
mes. No constituye parte en el sueldo regular y no es tomada en
cuenta para el cálculo de indemnización, bono 14, aguinaldo,
solamente para el cálculo de séptimo día. Tampoco está afecta a
cuotas patronales ni laborales como IGSS, Irtra e Intecap.
o Séptimo día: el trabajador tiene derecho a gozar de un día de
descanso por cada seis días continuos de trabajo. El pago del
séptimo día equivale al pago de una jornada regular de trabajo; el día
de descanso se otorga preferentemente el día domingo. Sin embargo
está permitido otorgarlo cualquier otro día de la semana.
Jornadas de trabajo: es el tiempo efectivo que el trabajador está a
disposición del patrono. Las jornadas de trabajo pueden ser diurnas,
nocturnas o mixtas.
La jornada de trabajo diurna es la que se lleva a cabo entre las 6:00 y las
18:00 horas de un mismo día. No debe exceder de 45 horas a la semana, y
para efecto de pago de salario se calcula en 48 horas semanales.
La jornada de trabajo nocturna es que se lleva a cabo entre las 18:00
horas de un día y las 6:00 del día siguiente. No debe exceder de 36 horas a la
semana.
La jornada de trabajo mixta es la que abarca un horario entre las jornadas
diurna y nocturna. Sin embargo, si se laboran más de cuatro horas en la jornada
nocturna, ya no se toma como jornada mixta, sino como jornada nocturna.

95
Las horas adicionales que se laboren después de la jornada de trabajo,
deben tomarse como tiempo extraordinario de trabajo, y deben remunerarse
con al menos el 50 % más del salario ordinario.
Días festivos: son aquellos que no son laborables. Estos son computables
para el cálculo de indemnizaciones y prestaciones laborales, y deben de
proporcionarse a los trabajadores con goce de salario. Los días festivos
para la República de Guatemala son los siguientes:
o Enero 1 Año Nuevo
o Marzo/abril Semana Santa (jueves, viernes y sábado)
o Mayo 1 Día del Trabajo
o Junio 30 Día del Ejército
o Septiembre 15 Día de la Independencia
o Octubre 20 Conmemoración de la Revolución de 1944
o Noviembre 1 Día de Todos los Santos
o Diciembre 24 Nochebuena (desde las 12:00 del mediodía)
o Diciembre 25 Navidad
o Diciembre 31 Fin de año (desde las 12:00 del mediodía)
o Además es día festivo, el día de la celebración del patrono, en cada
municipio.
Terminación laboral: el contrato laboral entre patrono y trabajador puede
darse por terminado por varias causas:
o Por renuncia voluntaria del trabajador, en cuyo caso, el patrono no
tiene ninguna responsabilidad laboral. Sin embargo, el trabajador
debe dar aviso de su renuncia con un tiempo prudencial.

96
o Despido con causa justificada, toda vez que el trabajador incurra en
una de las causas enumeradas en el Código de Trabajo que facultan
al patrono a dar por terminado el contrato laboral sin responsabilidad
de su parte.
o Despido sin causa injustificada, en cuyo caso el patrono está
obligado a indemnizar al trabajador, proporcionándole el equivalente
a un sueldo mensual por cada año de trabajo, o la parte proporcional
cuando no tenga un año completo de haber laborado.
Al finalizar la relación laboral el patrono está en la obligación de
proporcionar su liquidación al trabajador, la cual incluye lo siguiente:
o Indemnización (solamente en caso de despido sin causa justificada).
o Aguinaldo proporcional
o Bono 14 proporcional
o Vacaciones proporcionales
o Último sueldo
3.3.3. Pago de impuestos
Para realizar el pago de impuestos correspondientes, se debe realizar el
siguiente procedimiento:
Se debe inscribir la empresa ante la SAT, al registro tributario unificado
(RTU).
Afiliarse al régimen de impuestos correspondientes, tomando en cuenta la
mejor opción de acuerdo a las operaciones de la empresa.
Registrar ante la SAT al perito contador de la empresa.

97
Los impuestos a los cuales la empresa está afiliada son los siguientes:
Pago de impuesto sobre la renta (ISR)
Pago de impuesto al valor agregado (IVA)
Pago de impuesto de solidaridad (ISO)

98

99
4. ESTUDIO DE IMPACTO AMBIENTAL
Partiendo del hecho que toda actividad humana tiene un impacto positivo
o negativo en el ambiente en que se desarrolla, el Estudio de Impacto
Ambiental (EIA) es un proceso que permite realizar un análisis objetivo. Está
encaminado a identificar, predecir, interpretar, prevenir y comunicar el efecto
que dicha actividad tendrá sobre el medio ambiente en el cual se desarrolla. Por
medio del estudio de impacto ambiental se puede realizar una comparación de
la situación del entorno donde se desarrollan las operaciones, comparando
como sería la situación futura, si se realizara el trabajo de graduación frente a
la situación futura si no lo hiciera.
Al realizar el estudio de impacto ambiental, además de identificar los
riesgos ambientales que puedan generarse con la ejecución del trabajo de
graduación, deben también diseñarse los planes de mitigación para cada uno
de los riesgos. Esto determinando la factibilidad del trabajo de graduación
desde el punto de vista ambiental. Si se detectan posibles daños de magnitud
considerable y que no sean reversibles para el ambiente, o cuyo costo de
mitigación sea excesivamente alto, se debe considerar buscar otra opción para
el trabajo de graduación o desistir del mismo.
En Guatemala, las regulaciones ambientales están manejadas por el
MARN. Este realiza una Evaluación Ambiental Inicial (EAI) del trabajo de
graduación, y si por la magnitud del mismo se determina que es necesario
realizar un estudio más profundo, solicita la realización de EIA.

100
En el caso del presente trabajo de graduación, por la dimensión del mismo,
únicamente es necesario realizar una EAI. En este documento se solicita
información legal de la empresa, como nombre de la empresa, nombre del
representante legal, dirección, Nit, así como información geográfica,
debiéndose registrar en este apartado las coordenadas UTM y las coordenadas
geográficas de la empresa.
Se solicita también información general de las operaciones, como la
descripción del tipo de actividades que se realizarán, los insumos, la maquinaria
y otros. En el numeral III se solicita información referente al transporte que se
utilizará durante la operación. Luego, en el numeral IV se solicita realizar una
evaluación de los impactos ambientales que pueden ser generados, en el aire,
agua, suelo, biodiversidad, visual, social y otros. Para finalizar, se solicita
información de consumo de energía de la operación y riesgos ocupacionales.
A continuación se presenta el formato de Evaluación Ambiental Inicial
proporcionado por el MARN. Este contiene la información relevante a la
empresa, a los riesgos que se espera se generarán con la ejecución del trabajo
de graduación y la mitigación de los mismos.

101
Figura 18. Evaluación Ambiental Inicial
MINISTERIO DE AMBIENTE Y RECURSOS NATURALES
REPÚBLICA DE GUATEMALA.
EVALUACION AMBIENTAL INICIAL (Formato propiedad del MARN)
Para uso
interno del
MARN
No. Expediente:
EAI-XXX-XX
Clasificación del
Listado Taxativo
Firma y Sello de
Recibido MARN
Proporcionar copia electrónica si se le facilita el disquete, CD, USB; o bien puede solicitarlo a la
siguiente dirección: [email protected]
Todos los espacios deben ser completados, incluso el de aquellas interrogantes en que no sean aplicables a su
actividad (explicar la razón o las razones por lo que usted lo considera de esa manera).
Por ningún motivo, puede modificarse el formato y/o agregarle los datos del
proponente o logo(s) que no sean del MARN.
Instrucciones
El formato debe proporcionar toda la información solicitada en los apartados, de lo contrario Ventanilla
Única no lo aceptará.
Completar el siguiente formato de Evaluación Ambiental Inicial (EAI), colocando una X en las casillas donde
corresponda y debe ampliar con información escrita en cada uno de los espacios del documento, en donde se
requiera.
Si necesita mas espacio para completar la información, puede utilizar hojas adicionales e indicar el inciso o sub-
inciso a que corresponde la información.
La información debe ser completada, utilizando letra de molde legible o a máquina de escribir.
Este formato también puede completarlo de forma digital, el MARN puede

102
Continuación de la figura 18.
Tipo Si/NoCantidad(mes,
día, hora)Proveedor Uso
Especif icacion
es u
observaciones
Forma de
Almacenamiento
servicio
públicoSi 2,0 m3/día
Aguas del
Valle
Industrial
sanitarios y
lavamanos
tanque de
almacenamiento
pozo No
Agua
superficialNo
Las aguas
utilizadas se
dirigen al
sistema de
drenajes
local
otro No
Número de Identificación Tributaria (NIT):
I.3 Teléfono 52559948 Fax Correo electrónico: [email protected]
Patente de Comercio Registro No. Folio No. Libro No.
No. De Finca: Folio No. Libro No. de GUATEMALA
Jurisdicción de Villa Canales donde se ubica el proyecto, obra, industria o activ idad.
PLÁSTICOS REPROCESADOS MORALES
Nombre Comercial:
PLÁSTICOS REPROCESADOS MORALES
No. De Escritura Constitutiva:
Fecha de constitución: 20 DE JULIO DE 1997
Patente de Sociedad Registro No. Folio No. Libro No.
A) Nombre del Proponente o Representante Legal:
LUIS FERNANDO NUÑEZ DÍAZ
____________________________________________________________________________
B) De la empresa:
Razón social:
I. INFORMACION LEGAL
I.1. Nombre del proyecto obra, industria o actividad:
ESTUDIO DE FACTIBILIDAD PARA EL DISEÑO DE UNA PLANTA PROCESADORA DE PLÁSTICO RECICLADO
I.2. Información legal:
Agua

103
Continuación de la figura 18.
Gasolina Si 4 gl/día
empresas
del mercado
nacional
funcionamiento
de vehículos
automotores
no se
almacena
Diesel no 0 gl/día
Bunker no
Glp no
otro no
lubricantes Solubles no
No solubles si 3 lts/mes
empresas
del mercado
nacional
lubricación de
motores de
vehículos, cajas
reductoras
no se
almacena
Refrigerantes no
Se utiliza
agua para el
enfriamiento
de los
equipos
Otros no
I.5 Dirección para recibir notificaciones (dirección fiscal)
Lote 24, Manzana D, Lotificación Villa Las Mercedes, Zona 0, Villa Canales
I.6 Si para consignar la información en este formato, fue apoyado por una profesional, por favor anote el nombre y profesión del mismo
Combustibles
nota: Si se cuenta con licencia extendida por la dirección General de Hidrocarburos del
Ministerio de Energía y Minas, para almacenamiento y distribución interna de combustibles.
Especificar Coordenadas UTM o Geográficas
Coordenadas Geográficas Datum WGS84
I.4 Dirección de donde se ubicará el proyecto: Lote 24, Manzana D, Lotificación Villa Las Mercedes, Zona 0, Villa Canales
Coordenadas UTM (Universal Transverse de
Mercator Datum WGS84
X= 759 093,83 Y= 1 607 170,34
PROYECCION NAD – 83. Z-15 NORTE

104
Continuación de la figura 18.
DISTANCIA AL SITIO DEL PROYECTO
14 m del muro perimetral
14 m del muro perimetral
La calle se encuentra justo enfrente de la empresa
16 m del muro perimetralLote baldío, luego sigue una calle de la lotificación
DIRECCION (NORTE, SUR,
ESTE, OESTE)
Norte
Sur
Este
oeste
- Productos y subproductos (bienes o serv icios)
- Horario de trabajo
- Otros de relevancia
- acciones a tomar en caso de cierre
II.1 Etapa de Construcción** Operación Abandono
- Activ idades a realizar
- Insumos necesarios
- Activ idades o procesos
- Materia prima e insumos
NORTE: Lote baldío SUR Lote baldío
ESTE Calle OESTE Lote baldío
Describir detalladamente las características del entorno (viviendas, barrancos, ríos, basureros, iglesias, centros educativos, centros
culturales, etc.):
DESCRIPCION
2 lotes baldíos, luego sigue una casa de habitación
2 lotes baldíos y luego una casa de habitación
Calle de la lotificación y luego más lotes baldíos
a) Área total de terreno en m2: 224 MTS CUADRADOS
b) Área de ocupación del proyecto en m2: 224 MTS CUADRADOS
II.4 Actividades colindantes al proyecto:
II. INFORMACION GENERAL
Se debe proporcionar una descripción de las operaciones que serán efectuadas en el proyecto, obra, industria o activ idad, explicando las etapas
siguientes:
Etapa de:
II.3 Área
- Maquinaria
- Otros de relevancia
** Adjuntar planos
- Maquinaria

105
Continuación de la figura 18.
IV. 1 CUADRO DE IMPACTOS AMBIENTALES
En el siguiente cuadro, identificar el o los impactos ambientales que pueden ser generados como resultado de la construcción y
operación del proyecto, obra, industria o actividad. Marcar con una X o indicar que no aplica, no es suficiente, por lo que se
requiere que se describa y detalle la información, indicando si corresponde o no a sus actividades (usar hojas adicionales si fuera
necesario).
III.1 En cuanto a aspectos relacionados con el transporte y parqueo de los vehículos de la empresa, proporcionar los datos siguientes:
a) Número de vehículos propios de la empresa 2
b) Tipo de vehículo Liviano
c) sitio para estacionamiento y área que ocupa: El parqueo tiene capacidad para 2 vehículos pequeños, que es utilizado por el propietario de
la empresa y por el asesor de ventas, adicional a éste se puede parquear enfrente de la empresa en caso de haber visitas.
II.8 PROYECCIÓN DE USO Y CONSUMO DE AGUA, COMBUSTIBLES, LUBRICANTES, REFRIGERANTES, OTROS…
Se proyecta utilizar un estimado de 2 metros cúbicos de agua al día, aproximadamente 4 galones de combustible gasolina al día, 3 litros de lubricante
mineral al mes.
III. TRANSPORTE
________________________________________
b)Número de empleados por jornada: 7 Total empleados 7
c) otros datos laborales, especifique
El personal que se dedica a la producción de la empresa, labora a un turno, en jornada diurna. El personal administrativo de oficina también labora en la
jornada diurna, en horario regular de 8 de la mañana a 5 de la tarde, si es necesario se labora más allá de la jornada.
Norte a sur
II.7 Datos laborales
a) Jornada de trabajo: Diurna ( X ) Nocturna ( ) Mixta ( ) Horas Extras
II.5 Dirección del viento:

106
Continuación de la figura 18.
Manejo ambiental
Indicar qué se hará para
evitar el impacto al
ambiente, trabajadores
y/o vecindario.
a. Esparcir agua a alta
presión para minimizar la
generación de polvo.
b. Trabajar esta etapa en
horas de baja concentración
de personas.
c. Cubrir los camiones
que transportarán los
residuos de construcción.
a. Utilizar la maquinaria
apropiada de acuerdo a las
condiciones de espacio y
dimensiones del trabajo de
graduación.
b. No sobrecargar los
camiones que transportarán
los materiales y equipos.
No.Aspecto
Ambientalimpacto ambiental
Tipo de impacto
ambiental (de acuerdo
con la descripción del
cuadro anterior)
Indicar los lugares de
donde se espera se
generen los impactos
ambientales
Ruido Ruido de camiones y otras
máquinas en la etapa de
construcción
En el área donde
construirá la bodega.
a. Trabajar esta etapa en
horas de baja
concentración de personas
Vibraciones Por el trabajo de los
camiones y otras máquinas
se generará v ibraciones
En el área de la
construcción.
Olores Mínimo, en el proceso de
producción.
Planta de producción. Los materiales con que se
realizará la construcción son
sólidos. En la planta se
generará un ligero olor a
plástico quemado, que no
será tóx ico.
1
Aire Gases o partículas
(polvo, vapores, humo,
hollín, monóxido de
carbono, óx idos de
azufre, etc.)
No habrá emisión de gases
en ninguna de las fases del
trabajo de graduación. Si
habrá emisión de partículas
de polvo en la parte de
construcción
Se generará partículas de
polvo en la etapa de
acomodamiento del terreno
donde se construirá
bodega.
IV. IMPACTOS AMBIENTALES QUE PUEDEN SER GENERADOS POR EL PROYECTO, OBRA, INDUSTRIA O ACTIVIAD

107
Continuación de la figura 18.
Aguas residuales
Ordinarias (aguas
residuales generadas por
las activ idades
domésticas)
Cantidad: =0,5 m3, en la
planta de producción.
Descarga: Las aguas son
enviadas al sistema de
drenajes residencial para
su tratamiento
Se envían las aguas
residuales al sistema de
drenaje residencial, luego
pasan por un tratamiento de
limpieza en la planta de
tratamiento y son enviadas
al lago de Amatitlán.
Aguas residuales
Especiales (aguas
residuales generadas por
serv icios públicos
municipales, activ idades
de serv icios, industriales,
agrícolas, pecuarias,
hospitalarias)
Cantidad: = 1,5 m3, en la
planta de producción.
Descarga: Las aguas son
enviadas al sistema de
drenajes residencial para
su tratamiento
Se envían las aguas
residuales al sistema de
drenaje residencial, luego
pasan por un tratamiento de
limpieza en la planta de
tratamiento y son enviadas
al lago de Amatitlán.
Mezcla de las aguas
residuales anteriores
Cantidad: 2 m3. Descarga: Las aguas son
enviadas al sistema de
drenajes residencial para
su tratamiento
Agua de lluv ia Captación Descarga: a drenaje
residencial
El agua de lluv ia en la
actualidad es drenada del
área de la planta de
producción por medio de
canales abiertos de
conducción, hacia el sistema
de drenajes residencial.
2
Agua
Abastecimiento de aguaNo habrá impacto, ya que únicamente habrá generación de desechos de block y
estos serán depositados en el relleno sanitario ubicado en el municipio de Amatitlán.

108
Continuación de la figura 18.
Desechos sólidos
(basura común) la basura
común es colectada en
bolsas de plástico todos
los días
Cantidad: 5 libras/ día La basura doméstica es
colectada por el sistema
particular de limpieza que
realiza un recorrido dos
veces por semana
Lo que actualmente se lleva
a acabo es el constante
acopio de basura, en bolsas
de plástico para que sean
retiradas por el camión de
aseo.
a. Manejo y colecta
oportuna y constante de los
residuos.
b. Almacenamiento de
estos materiales en una
bodega prov ista de
condiciones de seguridad
(salidas de emergencia,
extinguidotes, ventiladores,
etc)
Descarga de aguas
residuales
(si van directo al suelo)
5
Visual Modificación del paisaje De nada a mínimo Únicamente en la
construcción de la bodega.
Es un sistema totalmente
intervenido para activ idades
residenciales e industriales.
Se colaborará con fortalecer
áreas verdes del residencial.
Desechos Peligrosos
(con una o más de las
siguientes
características:
corrosivos, reactivos,
explosivos, tóx icos,
inflamables y
bioinfecciosos)
Cantidad: 10 libras por día.
Lo que se genera son
retazos de la materia prima
que se utiliza para la
producción de pet reciclado.
Disposición: Estos
materiales son colectados
y guardados, para
posteriormente ser
utilizados en la misma
empresa para ser
reprocesado.
NO
3
Suelo
Modificación del relieve o
topografía del área
NO. La topografía del
terreno, en términos
generales es plana y se
mantendrá con relieve.
Posiblemente desde afuera
de las instalaciones por el
muro que cubre el perímetro
de la planta de producción
no será factible observar los
cambios que se harán en el
interior del perímetro de la
planta.Fauna (animales)
4
Biodiversidad Flora (árboles, plantas) El impacto es mínimo,
únicamente se afectará en
cierta manera a alguno
animales
Es un sistema totalmente
intervenido para
activ idades residenciales
e industriales.
Ecosistema

109
Continuación de la figura 18.
NOTA: Complementaria a la información proporcionada se solicitan otros datos importantes en los numerales siguientes.
6
Social Cambio o modificaciones
sociales, económicas y
culturales, incluyendo
monumentos
arqueológicos
Se mejorará el aspecto
económico de cierta parte
de la población.
Instalaciones de la
empresa.
Ninguna
7Otros Generación de fuentes de
trabajo
En la activ idad productiva
de la empresa
Instalaciones de la
empresa
Ninguna
V. DEMANDA Y CONSUMO DE ENERGIA
CONSUMO
V.1 Consumo de energía por unidad de tiempo (kW/hr o kW/mes) 4 619,58 kW/mes
V. 2 Forma de suministro de energía
a) Empresa Eléctrica de Guatemala Sistema público
V.3 Dentro de los sistemas eléctricos de la empresa se utilizan transformadores, condensadores, capacitores o inyectores
eléctricos?
SI_________ NO ____X_____
V.4 Qué medidas propone para disminuir el consumo de energía o promover el ahorro de energía?
Optimizar el uso de la maquinaria y utiliza iluminación natural.
VI. EFECTOS Y RIESGOS DERIVADOS DE LA ACTIVIDAD
VI.1 Efectos en la salud humana del vecindario:
a) X la activ idad no representa riesgo a la salud de pobladores cercanos al sitio ( X )
b) la activ idad provoca un grado de molestia y riesgo a la salud de pobladores.
c) la activ idad provoca molestias y gran riesgo a la salud de pobladores.
Del inciso marcado explique las razones de su respuesta, identificar que o cuales serían las activ idades riesgosas: no existe
riesgo de contaminación a la salud humana, por la naturaleza de los procesos productivos.

110
Continuación de la figura 18.
Fuente: MARN.
VI.2 En el área donde se ubica la actividad, a qué tipo de riesgo puede estar expuesto?
a) inundación ( ) b) explosión ( ) c) deslizamientos ( )
d) derrame de combustible ( ) e) fuga de combustible ( ) d) Incendio ( X )
e) Otro ( )
Detalle la información explicando el por qué? Posiblemente existe el riesgo de incendio, pero se tendrá un plan de
seguridad industrial
_____________________________________________________________________________________________________
_____________________________________________________________________________________________________
______________________________________________
VI.3 riesgos ocupacionales:
Existe alguna actividad que represente riesgo para la salud de los trabajadores
La actividad provoca un grado leve de molestia y riesgo a la salud de los trabajadores
La actividad provoca grandes molestias y gran riesgo a la salud de los trabajadores
X No existen riesgos para los trabajadores
Ampliar información:
No existe riesgo alguno para los trabajadores, las máquinas cuentan con sus sistemas de sguridad tale como guardas,
sensores de proximidad, relés de protección eléctrica, que aseguran la integridad de los operadores.
VI.4 Equipo de protección personal
VI.4.1 Se provee de algún equipo de protección para los trabajadores? SI ( X ) NO ( )
VI.4.2 Detallar que clase de equipo de protección se proporciona:
TAPONES DE OIDOS, REDECILLA PARA EL CABELLO, GABACHAS, LENTES DE SEGURIDAD, MASCARILLAS.
VI.4.3 ¿Qué medidas propone para evitar las molestias o daños a la salud de la población y/o trabajadores?
NO EXISTE RIESGO

111
4.1. Aspectos técnicos del trabajo de graduación
Estos proporcionan información acerca de la edificación que se pretende
utilizar. También información relativa a las principales actividades que se
realizarán tanto en la fase de ejecución del como en la operación, con la
finalidad de identificar posibles riesgos ambientales.
4.1.1. Infraestructura
La infraestructura que se utilizará está constituida por las edificaciones
necesarias para llevar a cabo los procesos de la empresa. La infraestructura
está conformada por dos bodegas.
Las paredes de las bodegas son construidas con block convencional de
15 cm X 20 cm X 40 cm. Las columnas de concreto tienen 5 000 psi de
resistencia, reforzadas con varilla corrugada de acero de ½”.
El piso está construido con concreto de 5 000 psi de resistencia, reforzado
con electro malla de acero calibre 9/9, tiene un espesor de 10 cm.
El techo está fabricado con lámina acanalada recubierta con zinc, y
soportada sobre una estructura hecha de acero. La costanera de 2” X 4”,
recubierta con pintura anticorrosiva para su preservación.
4.1.2. Materiales e insumos a utilizar
Se utilizarán materiales de construcción durante la fase de ejecución para
la construcción de la bodega de materia prima y producto terminado, y durante
la fase de ejecución se utilizará pet e insumos para procesarlo.

112
Fase de ejecución: se deberá construir una de las edificaciones que
funcionará como bodega de materia prima y producto terminado. En dicha
edificación será necesario utilizar arena, piedrín, cemento, selecto, hierro
corrugado, arena blanca, costanera de acero y lámina galvanizada.
Para reducir el impacto ambiental en esta fase, es necesario verificar que
los materiales como arena, piedrín, selecto, sean obtenidos con un proveedor
que los extraiga de zonas autorizadas por la municipalidad. Con ello se evita el
deterioro de áreas que no son adecuadas para la extracción de estos
productos. Aunque el precio al que se pueden obtener es menor, el daño que
causan, especialmente en el cauce de los ríos, es muy alto, llegando a
erosionar dichos cauces, en ocasiones provocando derrumbes o inundaciones.
Fase de operación: los principales materiales a utilizar serán pet
posconsumo como materia prima.
Como insumos se utilizarán jabones, detergentes y cloro para la limpieza
del pet principalmente. También hidróxido de sodio como potenciador para el
detergente, filtro de acero para el extrusor, agua para enfriamiento de la tina del
.extrusor y lavado de pet. Además sacos de polipropileno para empaque de
producto terminado, combustibles diesel y gasolina para los vehículos que
transportarán el producto.
4.1.3. Principales actividades a realizar
Las actividades que se realizarán se dividen entre las que se realizarán
durante la ejecución del estudio de graduación, que serán principalmente de
construcción y montaje de maquinaria, y las que se realizarán en la fase de
operación, que es el trabajo propiamente de la planta.

113
Fase de ejecución: se realizará la construcción de una de las bodegas. Así
como el montaje de maquinaria. Las actividades que se realizarán son las
siguientes:
o Zanjeado del terreno
o Levantado de paredes
o Fundición de soleras y columnas
o Fundición de piso de concreto
o Techado de bodega
o Montaje de maquinaria
o Instalaciones eléctricas e hidráulicas de maquinaria
Fase de operación: las actividades que se realizarán son las actividades
propiamente del proceso de producción:
o Recepción de materia prima
o Selección e inspección
o Molido
o Lavado
o Secado
o Peletizado
o Almacenamiento de materia prima
4.2. Aspectos ambientales
Son todos aquellos susceptibles de ser modificados tanto por la ejecución
como por la operación del trabajo de graduación. Esta modificación de los
aspectos ambientales se denomina impacto ambiental. Estos pueden ser
114
positivos o negativos, ya sea que mejoren o desmejoren el ambiente en el cual
se presentan.
Por su intensidad, los impactos pueden ser muy altos, altos, medios o
bajos. Por su capacidad de recuperación se pueden clasificar en reversibles,
irreversibles, recuperables, mitigables e irrecuperables. En el caso que se
presenta, los impactos se clasifican en su mayoría como mitigables, ya que es
posible buscar mecanismos para disminuir la alteración provocada. Sin
embargo existen impactos ambientales negativos e irrecuperables, como es el
caso de la construcción de una bodega, ya que esto afecta definitivamente al
suelo y al paisaje.
4.2.1. Impacto ambiental derivado de la ejecución y operación
del trabajo de graduación
Se identifican los impactos ambientales que pueden ser generados tanto
en la etapa de ejecución como en la etapa de operación del trabajo de
graduación. Identificando también cuál es la fuente de generación de dicho
impacto ambiental.
4.2.1.1. Aire
Habrá emisión de partículas de polvo en el aire en la etapa de ejecución
del trabajo de graduación, debido a la construcción de la bodega. La emisión se
provocará principalmente durante la descarga de materiales de los camiones.
Durante la etapa de operación se emitirá humo procedente del proceso del pet
a alta temperatura en el interior del peletizador.

115
Se presenta impacto ambiental al aire, por medio del ruido generado por
los camiones en la descarga de materiales durante la etapa de ejecución.
También se presenta impacto ambiental por ruido generado de las máquinas,
principalmente el molino, durante la etapa de operación. Las otras máquinas
generan ruidos bajos que no alcanzan a salir del recinto de la bodega.
4.2.1.2. Agua
El abastecimiento de agua será del servicio residencial. Este consta de
media paja de agua, que es igual a 30 m3 de agua al mes, lo cual equivale a
30 000 litros de agua. Según el estudio técnico se necesitan 61 440 litros de
agua al mes. Por lo tanto, es necesario contratar dos servicios de 30 000 litros
de agua al mes, y los restantes 1 440 litros podrán ser pagados como exceso.
El impacto ambiental en el agua será mínimo. En la etapa de ejecución se
utilizará agua únicamente para la preparación de la mezcla de concreto que se
utilizará para la construcción, y para regar en el área a fin de evitar la
generación de polvo. En la etapa de operación, el agua que se utilizará del
servicio residencial será utilizada inicialmente para el enfriamiento de la tina del
peletizador. Luego esta agua será captada en un depósito para posteriormente
ser utilizada en el proceso de lavado de pet y en servicios sanitarios.
Las descargas de aguas residuales constan de las aguas de los servicios
sanitarios, aproximadamente 0,5 m3 al día, para lo cual el residencial cuenta
con drenajes apropiados y una planta de tratamiento.
Las descargas de aguas industriales constan del agua utilizada para
lavado de pet, que irá cargada con residuos sólidos, principalmente tierra y
arenas, y jabones, detergentes y cloro. Dicha agua será descargada en el

116
drenaje del residencial, filtrándola antes de la descarga con una tela no tejida de
polipropileno (Drain Guard), la cual tiene la capacidad de atrapar partículas de
tierra y arena. El volumen aproximado de descarga de aguas industriales es de
50 664 litros/mes, es decir 1 688,80 litros/día.
Las aguas de lluvia serán captadas por medio de canales instalados en los
techos, y serán desviadas a un drenaje para aguas pluviales con que cuenta el
residencial. Cuando las condiciones sean propicias, las aguas de lluvia podrán
captarse al depósito de almacenamiento para su posterior uso en enfriamiento y
lavado.
Tanto las aguas residuales como las industriales y pluviales luego de ser
tratadas, son enviadas al lago de Amatitlán.
4.2.1.3. Suelo
El impacto ambiental que pudiera sufrir el suelo viene dado por medio de
los desechos sólidos generados en la planta, los desechos industriales, las
aguas residuales descargadas directamente sobre el suelo y la modificación de
la topografía general del terreno.
Los desechos sólidos generados son principalmente basura común, con
una cantidad aproximada de 2 libras/día. Esta basura será almacenada en
bolsas plásticas y entregada al camión del servicio de recolección, para su
posterior disposición en los vertederos municipales. Dicho servicio de
recolección tiene una frecuencia de 2 veces por semana.
Con respecto a los desechos industriales, los que se generarán serán los
de la arena y tierra retirada del lavado de pet, así como los restos de etiqueta

117
de los envases de pet reciclados. Los restos de arena y tierra serán
depositados en un vertedero municipal, los restos de etiquetas serán
entregados al camión recolector de basura.
El impacto ambiental generado por descarga de aguas residuales
directamente sobre el suelo será nulo. Todas las aguas residuales serán
manejadas por medio de drenajes; de la misma manera, no habrá modificación
a la topografía del terreno. Este actualmente está plano y se mantendrá de la
misma manera.
4.2.1.4. Biodiversidad
La biodiversidad (flora, fauna, ecosistema) recibirá cierto impacto
ambiental, principalmente en la fauna. A pesar que el área ha sido previamente
intervenida para producción de caña de azúcar, y posteriormente como área
residencial, en algunas áreas que no han sido construidas todavía pululan
ciertos tipos de animales silvestres, tales como conejos, gatos, culebras. En
vista de la construcción de este y otros edificios deberán emigrar hacia otras
áreas.
4.2.1.5. Visual
Este se presentará principalmente en la etapa de ejecución del trabajo de
graduación, con la construcción de la bodega. Luego, en la etapa de operación,
el aspecto visual del área quedará modificado permanentemente con la
presencia de la bodega misma.

118
4.2.1.6. Social
El impacto ambiental del tipo social se refiere a cambios o modificaciones
sociales, económicas o culturales de la zona donde se ejecute el trabajo de
graduación. En este sentido habrá un ligero cambio del tipo económico, ya que
con la ejecución del trabajo de graduación se tiene previsto contratar mano de
obra del área de localización de dicho estudio.
4.3. Demanda y consumo de energía eléctrica
El consumo de energía eléctrica de la planta viene dado por la sumatoria
del consumo de cada uno de los equipos, multiplicado por las horas de trabajo
al mes. Los consumos de energía eléctrica de caja equipo se muestran en la
tabla VIII.
Tabla VIII. Consumo de energía eléctrica por equipo
Equipo Kwh Horas-mes kwh-mes
Molino 6,33 192 1 215,16
Lavadora 2,36 134 316,24
Peletizador 21,12 144 3 041,28
Iluminación general
0,6 78 46,8
TOTAL 4 619,18
Fuente: elaboración propia.
El suministro de energía eléctrica se realizará por medio de Empresa
Eléctrica de Guatemala. Se contratará un servicio de 220 voltios en tres fases,
ya que todas las máquinas que se utilizan funcionan con este voltaje, no
habiendo necesidad de instalar ningún tipo de transformador.

119
Para optimizar el uso de la energía eléctrica se utilizarán las máquinas
únicamente las horas necesarias, teniendo el cuidado de no dejarlas trabajar en
vacío y dejarlas desconectadas cuando no estén en uso. También se hará uso
de focos ahorradores para iluminación, reduciendo de esta manera el consumo
de energía eléctrica y reduciendo a la vez el impacto ambiental causado por el
uso de la misma.
4.4. Efectos y riesgos personales derivados de la operación
No existe ningún tipo de riesgo relacionado con la salud de los pobladores
del área. Existe un riesgo para los trabajadores, por el tipo de proceso, ya que
debido a la operación de las máquinas pueden brincar partículas de plástico y
alojarse en los ojos de los operadores. Existe el riesgo de quemaduras por la
temperatura de operación de las máquinas y de daños en las manos por la
posibilidad de quedar atrapadas en el interior de las máquinas.
Para contrarrestar este tipo de riesgos se tiene previsto el uso de equipo
de protección personal para los operadores, tales como lentes de seguridad,
guantes, y las herramientas necesarias para la operación de la maquinaria.
Debido a la cercanía con el río Villa Lobos, existe el riesgo de inundación
en el área. Para ello se ha previsto elevar el nivel del terreno en unos 40 cm
sobre el nivel original.
Por el tipo de materiales que se procesan existe el riesgo de incendio,
principalmente en la bodega. Para ello se prevé un plan de seguridad industrial,
que incluya la instalación de extinguidores y capacitación al personal en el uso
de los mismos.

120
4.5. Medidas de mitigación
Son todas aquellas posibles acciones a tomar para eliminar o reducir el
impacto ambiental provocado por las actividades de ejecución y operación del
proyecto (ve tabla IX).
Tabla IX. Impactos ambientales y plan de mitigación
Fuente: elaboración propia.
Elemento afectado Etapa Forma de afectación Plan de mitigación
Aire Ejecución
Emision de particulas de
polvo por construccion de
bodega.
Regar el área frecuentemente
con agua.
Aire Operación
Emisión de humo por
proceso de pet a alta
temperatura.
Aire Ejecución
Ruido generado por
camiones en la descarga
de materiales. Agilizar el proceso de descarga.
Contratar camiones que se
encuentren en buen estado.
Aire Operación
Ruido generado por
operación del molino.
Aislar el ruido generado
directamente en la máquina.
Agua Operación
Consumo aproximado de
61 440 litros de agua al
mes.
Reutilización de agua de
enfriamiento para lavado de
pet y servicios sanitarios.
Agua Operación
Descarga de aguas
residuales.
Descarga en drenaje hacia
planta de tratamiento del
residencial.
Agua Operación
Descarga de aguas
industriales.
Filtrar el agua antes de
descargarla en el drenaje.
Luego de la descarga en el
drenaje pasa a planta de
tratamiento.

121
Continuación de la tabla IX.
Fuente: elaboración propia.
Elemento afectado Etapa Forma de afectación Plan de mitigación
Agua Operación
Descarga de aguas
pluviales.
Captación por medio de
tuberías hacia drenaje.
En condiciones propicias,
captación hacia depósito de
almacenamiento para uso en
procesos.
Suelo Operación
Generación de 2
libras/dia de desechos
sólidos.
Se recolectará en bolsas
plásticas y será entregada al
camión que presta el servicio
de recolección de basura.
Suelo Operación
Generación de desechos
industriales por las
etiquetas de los envases.
Se recolectará en bolsas
plásticas y será entregada al
camión que presta el servicio
de recolección de basura.
Suelo Operación
Generación de desechos
industriales por arena y
tierra de los envases.
Se recolectarán en recipientes
plásticos para posteriormente
depositar en vertedero
municipal.
Biodiversidad
Ejecución /
Operación
Migración de animales
silvestres hacia otras
áreas no intervenidas.
Visual Ejecución
Modificación temporal
del área por movimientos
de construcción.
Se ejecutará la obra en el
menor tiempo posible.
Visual Operación
Modificación permanente
del área por edificación
de bodega.
Social Operación
Incremento del nivel
económico de la
población por
contratación de personal.

122
4.6. Impacto ambiental positivo derivado del procesamiento de
plásticos reciclados
El pet, como una gran cantidad de plásticos, es susceptible de reciclar. Se
estima que solamente entre el 15 % y el 20 % del pet que se utiliza termina
reciclándose. El resto termina generalmente en tiraderos clandestinos, en
cuencas de ríos, en lagos, o en los drenajes públicos. Provoca no solo una
contaminación visual al ambiente, sino también taponamientos en drenajes y
cuencas de ríos. Por ello, favorece inundaciones y problemas de desfogue de
aguas pluviales.
El impacto ambiental positivo generado por el reciclaje de pet, consiste en
la reducción de la contaminación visual provocada por la recolecta de envases,
además del impacto ambiental del tipo social. Esto debido a que beneficia
económicamente a una gran cantidad de la población guatemalteca, ya que con
el incremento en el uso de pet reciclado se ha abierto oportunidad a la
operación de centros de acopio. En ellos se recibe cantidades grandes de
envase de pet reciclado, que la población en general puede reciclar,
comenzando en sus hogares y realizando jornadas de limpieza en sus propias
comunidades.
Además del uso en fabricación de productos, el pet reciclado puede
utilizarse como combustible alterno en la operación de máquinas de calor. Se
estima que un gramo de pet contiene alrededor de 22 075 Btu de calor, y que
un galón de gasolina contiene 125 000 Btu. Se dice que al quemar 5,66 gramos
de pet reciclado como combustible para máquinas de calor, se estaría
sustituyendo un galón de gasolina.

123
5. ESTUDIO ECONÓMICO
Antes de realizar una inversión de tipo industrial es necesario conocer
cuáles serán los costos en que se incurrirá para la ejecución; así como los
costos operativos del proceso. Estos servirán de guía para evaluar
financieramente la factibilidad de la inversión.
Los costos son desembolsos de dinero que la empresa debe hacer para
contribuir a alcanzar sus objetivos. Los costos se generan desde el instante
mismo en que se comienza a realizar la evaluación, generalmente durante la
ejecución, y se siguen generando el tiempo que dure la operación de la planta,
hasta el instante en que la empresa cierra operaciones.
5.1. Determinación de los costos del trabajo de graduación
Para esto es necesario tener un conocimiento amplio de todos los
procesos implicados y de las áreas que serán generadoras de costos. Los
costos empiezan a generarse con la inversión inicial necesaria para su
ejecución, y una vez puesto en marcha el trabajo de graduación vienen los
costos operativos. A continuación se realiza una proyección de todos los costos
en que se incurrirá con la ejecución y operación del trabajo de graduación.
5.1.1. Inversión inicial
Está representada por los activos fijos que la empresa debe adquirir;
tomando en cuenta que el trabajo de graduación será realizado por una
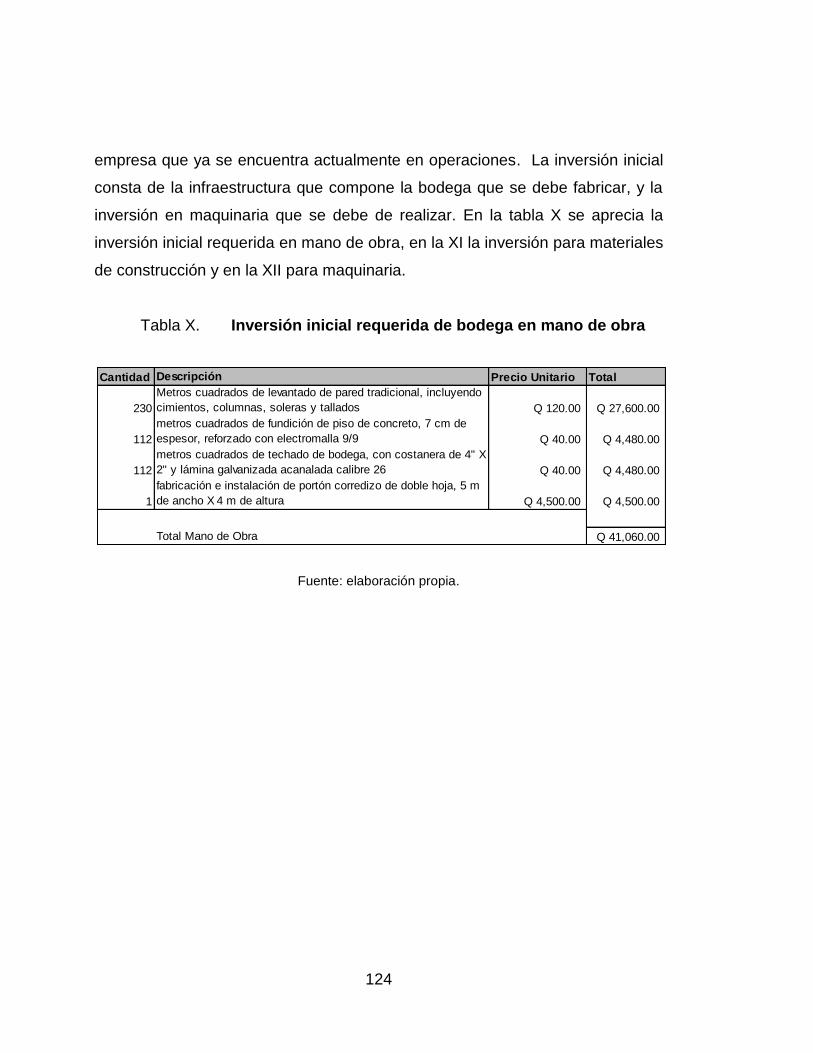
124
empresa que ya se encuentra actualmente en operaciones. La inversión inicial
consta de la infraestructura que compone la bodega que se debe fabricar, y la
inversión en maquinaria que se debe de realizar. En la tabla X se aprecia la
inversión inicial requerida en mano de obra, en la XI la inversión para materiales
de construcción y en la XII para maquinaria.
Tabla X. Inversión inicial requerida de bodega en mano de obra
Fuente: elaboración propia.
Cantidad Descripción Precio Unitario Total
230
Metros cuadrados de levantado de pared tradicional, incluyendo
cimientos, columnas, soleras y tallados Q 120.00 Q 27,600.00
112
metros cuadrados de fundición de piso de concreto, 7 cm de
espesor, reforzado con electromalla 9/9 Q 40.00 Q 4,480.00
112
metros cuadrados de techado de bodega, con costanera de 4" X
2" y lámina galvanizada acanalada calibre 26 Q 40.00 Q 4,480.00
1
fabricación e instalación de portón corredizo de doble hoja, 5 m
de ancho X 4 m de altura Q 4,500.00 Q 4,500.00
Total Mano de Obra Q 41,060.00

125
Tabla XI. Inversión inicial requerida en bodega de materiales
Fuente: elaboración propia.
Tabla XII. Inversión inicial requerida en bodega de maquinaria
Fuente: elaboración propia.
Cantidad Descripción Precio Unitario Total
2 Básculas romanas, capacidad de 200 kg Q 9,500.00 Q 19,000.00
1 Mesa de acero de 2 m X 4m X 0.90 m de altura Q 3,500.00 Q 3,500.00
4 Ventilador industrial tipo axial, 18" de diámetro Q 750.00 Q 3,000.00
1 Lavadora para pet tipo tornillo sin fin, capacidad 75 kg por batch Q 22,400.00 Q 22,400.00
1
Extrusor peletizador, 220 V, tornillo de 60mm de diámetro,
capacidad de producción de 60 kg/hora Q 38,500.00 Q 38,500.00
1 Instalación de maquinaria Q 21,500.00 Q 21,500.00
Q 107,900.00
TOTAL INVERSIÓN EN MAQUINARIA Q 107,900.00
TOTAL DE INVERSIÓN INICIAL Q 203,216.02
Cantidad Descripción Precio Unitario Total
3000 block de 15 X 20 X 40 cm Q 2.80 Q 8,400.00
78 varilla de hierro de 3/8" Q 21.49 Q 1,676.22
70 varilla de hierro de 1/2" Q 37.58 Q 2,630.60
120 varilla de hierro de 1/4" Q 8.96 Q 1,075.20
250 quintales de cemento Q 70.00 Q 17,500.00
8 metros cúbicos de arena de río Q 115.00 Q 920.00
8 metros cúbicos de piedrín de 1/2" Q 230.00 Q 1,840.00
50
tabla de madera de 9 pies de largo X 1 pie de ancho X 1" de
espesor Q 47.00 Q 2,350.00
50 libras de alambre de amarre Q 4.75 Q 237.50
10 libras de clavo de 3" Q 5.15 Q 51.50
10 electromalla 9/9 Q 125.00 Q 1,250.00
100 lámina galvanizada acanalada de 8 pies de largo, calibre 26 Q 110.00 Q 11,000.00
4 lámina plástica acanalada de 8 pies Q 150.00 Q 600.00
35 costanera de 2" X 4" X 1.5mm Q 130.00 Q 4,550.00
500 tornillo pulser punta de broca de 1.1/2" X 1/4" Q 0.35 Q 175.00
Total Materiales Q 54,256.02
TOTAL INVERSIÓN EN CONSTRUCCIÓN Q 95,316.02

126
5.1.2. Costos de producción
Están representados por los costos en que se incurre por transformar la
materia prima en producto terminado. Se incluyen en los costos de producción
la materia prima e insumos, la mano de obra directa y los costos indirectos de
manufactura.
La materia prima es el envase de pet reciclado que la empresa comprará.
El precio por quintal es de Q 80,00, es decir Q 1,76 por kilo (Q 80,00/100 X 2,2).
Se estima una merma de 2 %, y un incremento de precios en 5 % anual. La
estimación de producción de la empresa es de 76 000 kg por año, considerando
la merma. La empresa deberá adquirir por año 77 551 kg (76 000 / 1-0,2).
Los insumos vienen representados por el jabón que se utilizaría para lavar
los envases, la soda cáustica y el cloro. Se estima que el costo de estos
insumos se encuentra alrededor de Q 0,15 por kilogramo procesado. Al igual
que la materia prima se estima que los insumos tendrán un incremento anual de
5 %.
En la tabla XIII se presenta la integración de costos de materiales directos
(materia prima e insumos) para un período de cinco años. Se contempla el
incremento del 5 % en los precios.

127
Tabla XIII. Costo de materiales directos
Fuente: elaboración propia.
El costo de mano de obra directa está representado por los sueldos de
cuatro operarios adicionales que se contratarán para la operación de la línea de
reciclado de pet, como se puede apreciar en la tabla XIV. Estos cuatro
operarios devengarán el salario mínimo, el cual para el año 2 015 es de Q 78,72
diarios para actividades no agrícolas, completando Q 2 394,40 al mes, más
Q 250,00 mensuales de bonificación decreto, para un total de Q 2 644,40 al
mes.
Sin embargo, para efectos de cálculo de costo de mano de obra se
utilizará el salario bruto por trabajador (ver tabla XIV), el cual toma en cuenta
las cuotas patronales y el pasivo laboral. Se estima un incremento anual al
salario mínimo de 5 %, con base en los incrementos al salario mínimo
decretados por el Gobierno de Guatemala durante los últimos cinco años.
Año 1 Año 2 Año 3 Año 4 Año 5
MATERIA PRIMA
Kilogramos de pet esperados 76 000 76 000 76 000 76 000 76 000
Merma estimada 2,0 % 2,0 % 2,0 % 2,0 % 2,0 %
Kilogramos de pet procesados 77 551 77 551 77 551 77 551 77 551
Precio por kilogramo Q 1,76 Q 1,85 Q 1,94 Q 2,04 Q 2,14
Total costo de materia prima Q 136 489,76 Q 143 314,25 Q 150 479,96 Q 158 003,96 Q 165 904,16
INSUMOS
Costo insumos por kilogramo Q 0,15 Q 0,16 Q 0,17 Q 0,17 Q 0,18
Total costo de insumos Q 11 632,65 Q 12 214,28 Q 12 825,00 Q 13 466,25 Q 14 139,56
Total materiales directos Q 148 122,41 Q 155 528,53 Q 163 304,96 Q 171 470,20 Q 180 043,72

128
Tabla XIV. Costo bruto por empleado
Fuente: elempleo.com.gt. Consulta: 5 de mayo de 2015.
Tabla XV. Costo de mano de obra directa
Fuente: elaboración propia.
Entre los costos indirectos de manufactura, se menciona la energía
eléctrica que se utilizará para operar la maquinaria, el agua que se utilizará para
lavado de materia prima, enfriamiento de maquinaria y servicios generales. Se
incluiría también el salario del supervisor del área, pero tomando en cuenta que
Sueldo Base Q 2 394,40
Bonificación Decreto 37-2001 Q 250,00
CUOTA PATRONAL
IGSS 10.67% Q 255,48
IRTRA 1% Q 23,94
INTECAP 1% Q 23,94
Total cuota patronal Q 303,37
PASIVO LABORAL
Indemnización 8.33% Q 199,45
Bono 14 8.33% Q 199,45
Aguinaldo 8.33% Q 199,45
Vacaciones 4.17% Q 99,85
Total pasivo laboral Q 698,21
Costo mensual real Q 3 645,98
Año 1 Año 2 Año 3 Año 4 Año 5
Costo anual por operador Q 43 751,73 Q 45 939,32 Q 48 236,28 Q 50 648,10 Q 53 180,50
Cantidad de operadores 4 4 4 4 4
Total mano de obra directa Q 175 006,92 Q 183 757,27 Q 192 945,13 Q 202 592,39 Q 212 722,01

129
la persona ya está asignada a la planilla actual, no se hará. Se toma en cuenta
también en los costos indirectos de manufactura las reparaciones y
mantenimiento del equipo, los impuestos a la propiedad (en este caso el IUSI
pagado por la bodega de materia prima y producto terminado), y la depreciación
de la maquinaria de la fábrica.
Las consideraciones a tomar en cuenta para el cálculo de los costos
indirectos de manufactura son los siguientes:
El costo promedio de la energía eléctrica con EEGSA es Q 2,10/Kwh,
incluyendo el Iva y el pago de la tasa municipal, por el consumo de
energía que se reporta no aplica tarifa social.
El servicio de agua a contratar será de 60 000 litros al mes, equivalente a
dos servicios de media paja de agua. El costo es Q 85,00 cada uno al
mes, Q 170,00 mensual, para un total de Q 2 040,00 al año.
El costo estimado para reparaciones y mantenimiento de la maquinaria
asciende a un total de Q 25 000,00 por año. Este costo de considera
constante a lo largo de los 5 años de evaluación del trabajo de graduación.
Debido a la tendencia que ha llevado el tipo de industria, se ha
evidenciado que los costos de los equipos tienden a bajar, ya que cada
vez existen más ofertantes de los mismos, incluyendo equipos que están
ingresando, procedentes de China.
Para el cálculo del IUSI se toma como base el valor total de la bodega
que se construirá, incluyendo los Q 95 316,02 de la construcción y el valor
del terreno, que es de Q 80 000,00, para un total de Q 175 316,02. A este
valor se le aplica una tasa impositiva de 9 por millar, para un total de IUSI

130
a pagar de Q 1 577,84 anual. La Ley del Impuesto Único Sobre Inmuebles,
decreto número 15-98, que en su capítulo IV y artículo 11 establece las
tasas impositivas y las escalas para cálculo del impuesto. Esta ley fue
actualizada al 09 de febrero de 2001.
El cálculo de la depreciación de maquinaria se realiza utilizando el
método de línea recta, amparándose en el artículo 34 de la Ley del
Impuesto Sobre la Renta. Se indica que el cálculo de la depreciación se
hará utilizando el método de línea recta, aplicando un porcentaje anual fijo
sobre el valor de adquisición de los bienes El artículo 35 también de la Ley
fija los porcentajes de depreciación, asignando un 20 % para maquinaria.
En la tabla XVI se presenta el cálculo del total de consumo de energía
eléctrica y en la tabla XVII la integración de los costos indirectos de
manufactura, para un período de 5 años.
Tabla XVI. Cálculo de consumo de energía eléctrica
Fuente: elaboración propia.
Equipo Kwh/hora Horas/semana Kwh/semana Kwh/año
Molino de envases de pet 6.33 44 278.52 13,926.00
Lavadora de pet 2.46 31.5 77.49 3,874.50
Extrusor peletizador 21.12 32 675.84 33,792.00
Iluminacion general y otros 0.8 44 35.2 1,760.00
Energía Eléctrica/año 53,352.50
Costo Kwh Q 2.10
Total energía eléctrica por año Q 112,040.25

131
Tabla XVII. Costos indirectos de manufactura
Fuente: elaboración propia.
5.1.3. Gastos administrativos
Son los gastos en que incurre la empresa durante un período dado, que
sirven de apoyo al correcto funcionamiento de la empresa, pero que no tienen
relación directa con el producto. En este trabajo de graduación, estos gastos
incurrirán en el salario de la secretaria de gerencia, siempre tomando en cuenta
un incremento anual del 5 %, gastos de papelería y útiles de oficina, servicios
de telefonía y otros gastos que serán para cubrir eventualidades. Todos los
gastos administrativos se resumen en la tabla XVIII.
Tabla XVIII. Gastos administrativos
Fuente: elaboración propia.
Año 1 Año 2 Año 3 Año 4 Año 5
Energia eléctrica Q 112 040,25 Q 112 040,25 Q 112 040,25 Q 112 040,25 Q 112 040,25
Agua potable Q 2 040,00 Q 2 040,00 Q 2 040,00 Q 2 040,00 Q 2 040,00
Reparaciones y mantenimiento Q 25 000,00 Q 25 000,00 Q 25 000,00 Q 25 000,00 Q 25 000,00
IUSI bodega MP y PT Q 1 577,84 Q 1 577,84 Q 1 577,84 Q 1 577,84 Q 1 577,84
Depreciación maquinaria Q 17 280,00 Q 17 280,00 Q 17 280,00 Q 17 280,00 Q 17 280,00
Total costos indirectos de
manufactura Q 157 938,09 Q 157 938,09 Q 157 938,09 Q 157 938,09 Q 157 938,09
Año 1 Año 2 Año 3 Año 4 Año 5
Salario asistente de gerencia Q 41 810,47 Q 43 901,00 Q 46 096,05 Q 48 400,85 Q 50 820,89
Papelería y utiles Q 1 200,00 Q 1 200,00 Q 1 200,00 Q 1 200,00 Q 1 200,00
Telefonía Q 14 400,00 Q 14 400,00 Q 14 400,00 Q 14 400,00 Q 14 400,00
Otros gastos Q 12 000,00 Q 12 000,00 Q 12 000,00 Q 12 000,00 Q 12 000,00
Total gastos administrativos Q 69 410,47 Q 71 501,00 Q 73 696,05 Q 76 000,85 Q 78 420,89

132
5.1.4. Gastos de ventas
Son los gastos en que incurre la empresa que están directamente
relacionados con la venta del producto, y en los cuales, de no haber tomado la
decisión de vender el producto, no se hubiera incurrido.
Entre los gastos de venta en que se incurrirá en el trabajo de graduación
se menciona el salario del asesor de ventas, adicional que se contratará para
vender el pet, tomando siempre en cuenta el incremento del 5 % anual. Las
comisiones que se pagarán a dicho asesor, las cuales se calcularán con base
en las ventas realizadas, tomando un 2,5 % de la facturación libre de
impuestos, es decir, al total de la factura se le descuenta el IVA, el ISR y el ISO,
dejando únicamente la base, y sobre esa base se calculará un 2,5 %.
También se toma como gasto de venta el combustible que utilizará el
vehículo para entrega de producto, no se toma en cuenta la depreciación del
vehículo porque ya se hizo en otros procesos; ni gastos por entrega, ya que el
mismo asesor realizará entregas de producto cuando visite a los clientes.
Tabla XIX. Gastos de venta
Fuente: elaboración propia.
Año 1 Año 2 Año 3 Año 4 Año 5
Salario asesor de ventas Q 41 810,47 Q 43 901,00 Q 46 096,05 Q 48 400,85 Q 50 820,89
Comisiones asesor de ventas Q 15 849,96 Q 16 800,96 Q 17 809,02 Q 18 877,56 Q 20 010,21
Combustible Q 23 400,00 Q 23 400,00 Q 23 400,00 Q 23 400,00 Q 23 400,00
Total gastos de venta Q 81 060,44 Q 84 101,96 Q 87 305,07 Q 90 678,41 Q 94 231,11

133
5.1.5. Depreciaciones
La única depreciación que se tomará en cuenta en este apartado será la
depreciación de la bodega que se construirá para almacenar la materia prima y
el producto terminado (ver tabla XX). Se utilizará el método de depreciación de
línea recta, siempre al amparo de los artículos 34 y 35 de la Ley del Impuesto
Sobre la Renta; depreciando un 5 % del valor del edificio cada año, tomando
como base el valor de la inversión inicial para construirlo. El valor del terreno
donde se ubicará el edificio no se toma en cuenta, debido a que esta inversión
fue realizada varios años atrás y no es parte de las inversiones del presente
trabajo de graduación.
Tabla XX. Depreciaciones
Fuente: elaboración propia.
5.2. Ingresos por ventas
Son el dinero que se espera que ingrese a la empresa como pago de la
venta del pet reciclado. Los precios estimados por quintal de pet en hojuelas
limpio, de acuerdo al estudio de mercado, oscilan entre Q 350,00 y Q 400,00, y
el precio por quintal de pet peletizado oscila entre Q 400,00 y Q 450,00.
Para efectos de cálculo se utilizará un precio por quintal de pet en hojuela
de Q 400,00, o Q 8,80 por kilo (400 / 100 X 2,2), y para el quintal de pet
Año 1 Año 2 Año 3 Año 4 Año 5
Edificio bodega de materia
prima y producto terminado Q 4 765,80 Q 4 765,80 Q 4 765,80 Q 4 765,80 Q 4 765,80
Total depreciaciones Q 4 765,80 Q 4 765,80 Q 4 765,80 Q 4 765,80 Q 4 765,80

134
peletizado se utilizará un precio de Q 450,00, o Q 9,90 por kilo (450 / 100 X
2,2), con incrementos anuales al precio de un 6 %, tomando como base la
inflación acumulada para los últimos cinco años.
5.2.1. Proyección de ventas
Para realizar la proyección se tomará como base la capacidad de
producción con que se cuenta. Es de 76 000 kilogramos de pet reprocesado por
año y se estima que un 80 % (60 800 kg) se podrán vender como pet
peletizado. El otro 20 % (15 200 kg) se podrán vender como pet en hojuelas,
tomando en cuenta también los datos de inflación acumulada del Instituto
Nacional de Estadística (Ine). Este indica que en los últimos cinco años, la
inflación acumulada ha alcanzado el 6,2 %, se proyecta un incremento en el
precio de venta de 6 % anual. La proyección de ventas del trabajo de
graduación para los siguientes cinco años se muestra en la tabla XXI.
Tabla XXI. Proyección de ventas
Fuente: elaboración propia.
Año 1 Año 2 Año 3 Año 4 Año 5
Ventas Pet peletizado
Kilogramos 60 800 60 800 60 800 60 800 60 800
Precio por kilogramo Q 9,90 Q 10,49 Q 11,12 Q 11,79 Q 12,50
Total pet peletizado Q 601 920,00 Q 638 035,20 Q 676 317,31 Q 716 896,35 Q 759 910,13
Ventas Pet en hojuela
Kilogramos 15 200 15 200 15 200 15 200 15 200
Precio por kilogramo Q 8,80 Q 9,33 Q 9,89 Q 10,48 Q 11,11
Total pet en hojuela Q 133 760,00 Q 141 785,60 Q 150 292,74 Q 159 310,30 Q 168 868,92
Total ventas Q 735 680,00 Q 779 820,80 Q 826 610,05 Q 876 206,65 Q 928 779,05
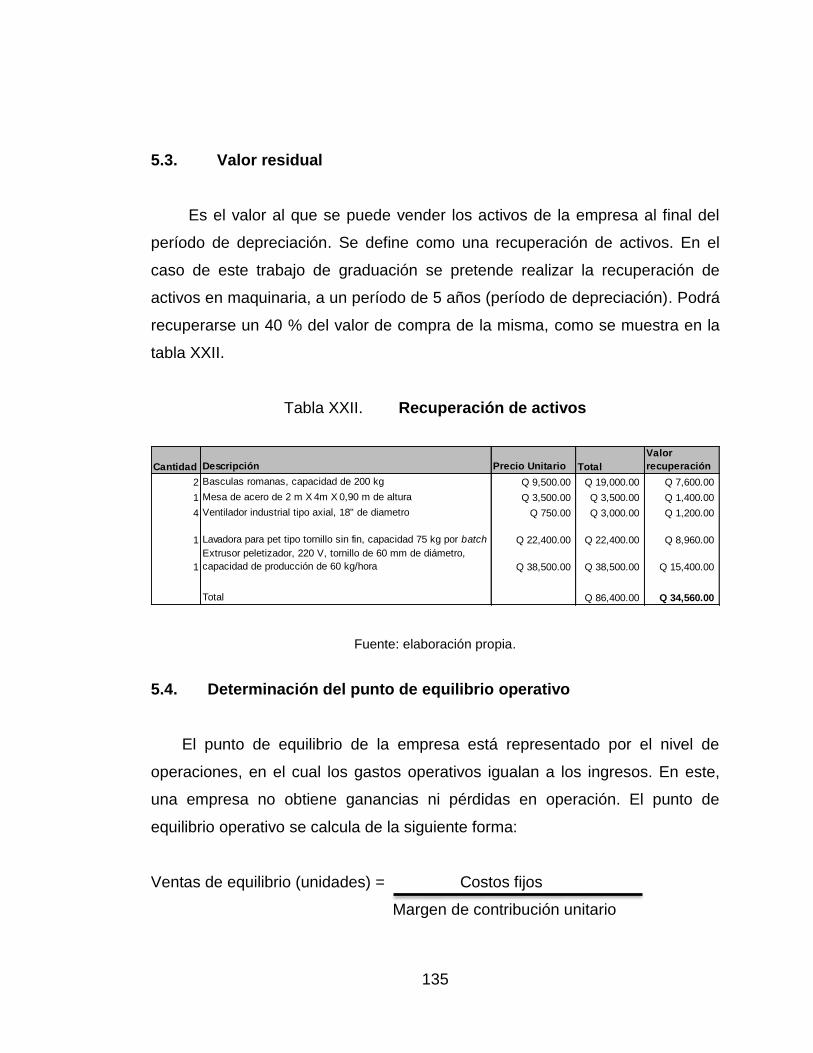
135
5.3. Valor residual
Es el valor al que se puede vender los activos de la empresa al final del
período de depreciación. Se define como una recuperación de activos. En el
caso de este trabajo de graduación se pretende realizar la recuperación de
activos en maquinaria, a un período de 5 años (período de depreciación). Podrá
recuperarse un 40 % del valor de compra de la misma, como se muestra en la
tabla XXII.
Tabla XXII. Recuperación de activos
Fuente: elaboración propia.
5.4. Determinación del punto de equilibrio operativo
El punto de equilibrio de la empresa está representado por el nivel de
operaciones, en el cual los gastos operativos igualan a los ingresos. En este,
una empresa no obtiene ganancias ni pérdidas en operación. El punto de
equilibrio operativo se calcula de la siguiente forma:
Ventas de equilibrio (unidades) = Costos fijos
Margen de contribución unitario
Cantidad Descripción Precio Unitario Total
Valor
recuperación
2 Basculas romanas, capacidad de 200 kg Q 9,500.00 Q 19,000.00 Q 7,600.00
1 Mesa de acero de 2 m X 4m X 0,90 m de altura Q 3,500.00 Q 3,500.00 Q 1,400.00
4 Ventilador industrial tipo axial, 18" de diametro Q 750.00 Q 3,000.00 Q 1,200.00
1 Lavadora para pet tipo tornillo sin fin, capacidad 75 kg por batch Q 22,400.00 Q 22,400.00 Q 8,960.00
1
Extrusor peletizador, 220 V, tornillo de 60 mm de diámetro,
capacidad de producción de 60 kg/hora Q 38,500.00 Q 38,500.00 Q 15,400.00
Total Q 86,400.00 Q 34,560.00

136
Ventas de equilibrio (Quetzales) = Costos fijos
Razón de margen de contribución
Razón de margen de contribución = Margen de contribución unitario
Precio de venta unitario
Sin embargo, para la empresa que se analiza será necesario calcular el
punto de equilibrio operativo con un método especial. Este se aplica para
calcular punto de equilibrio de empresas con más de un producto, lo cual se
denomina mezcla de ventas.
En este caso se tienen dos productos, pet peletizado y pet en hojuelas, en
la tabla XXIII se presenta la proyección de ventas de cada producto, así como el
porcentaje de participación en las ventas totales de cada uno y sus respectivos
precios de venta unitarios. El cálculo del punto de equilibrio operativo se
realizará únicamente para el primer año.
Tabla XXIII. Proyección de ventas año 1
Fuente: elaboración propia.
Para el cálculo de punto de equilibrio operativo con pet peletizado y pet en
hojuela, cada uno con un porcentaje de participación, es conveniente pensar en
ambos productos como si fueran componentes de un solo producto empresarial,
Ventas Pet peletizado Ventas Pet en hojuela
Kilogramos 60,800 Kilogramos 15,200
Precio por kilogramo Q 9.90 Precio por kilogramo Q 8.80
Total pet peletizado Q 601,920.00 Total pet en hojuela Q 133,760.00
Total Ingresos Q 601,920.00 Total Ingresos Q 133,760.00
Porcentaje sobre ventas totales 81.82 %
Porcentaje sobre
ventas totales 18.18 %

137
al cual se llamará producto E. Su precio de venta va a ser igual a la suma de los
precios de venta de cada uno de los productos componentes, multiplicado por
su porcentaje de participación en las ventas, de la siguiente manera:
Tabla XXIV. Precio de venta de producto E.
Precio venta unitario E = (9,90 X 0,8182) + (8,80 X 0,1818) = 9,70
Fuente: elaboración propia.
Para el cálculo del costo variable (ver tabla XXV), se tomará como tal los
costos de materiales directos, compuestos por la materia prima y los insumos, y
mano de obra directa. Los costos asociados se consideran costos fijos.
Para el cálculo del costo variable unitario se toma como base el total de
los costos variables por producto y se divide dentro de la cantidad de
kilogramos de la proyección de ventas, para tomar en cuenta el costo de la
merma de producto en producción. A continuación se presenta el resumen de
los costos de materiales directos y los costos variables unitarios por producto y
para el producto E.
Pet peletizado Pet hojuela Producto E
81,82 % 18,18 %
Precio de venta unitario Q 9,90 Q 8,80 Q 9,70

138
Tabla XXV. Costo variable de materiales directos
Costo variable unitario E = (4,35 X 0,8182) + (3,86 X 0,1818) = 4,26
Fuente: elaboración propia.
Con el precio de venta del producto E y su costo variable, se calcula el
margen de contribución unitario de la siguiente manera:
Margen de contribución unitario E = precio de venta E – costo variable E
= Q 9,70 – Q 4,26
= Q 5,44
Los costos fijos están representados por los costos indirectos de
manufactura, los gastos administrativos, los gastos de venta y las
depreciaciones (ver tabla XXVI). Para el cálculo del punto de equilibrio de la
empresa se toman los costos fijos tal y como se generan, no es necesario
extrapolarlos hacia un producto E como en el caso de los costos variables.
Estos se generarán de la misma forma independientemente de la mezcla de
MATERIA PRIMA Pet peletizadoPet hojuela Producto E
81,82 % 18,18 %
Total costo de materia prima Q 136 489,76 Q 111 675,92 Q 24 813,84
INSUMOS
Total costo de insumos Q 11 632,65 Q 9 517,83 Q 2 114,82
Total materiales directos Q 148 122,41 Q 121 193,76 Q 26 928,65
Mano de obra directa Q 175 006,92 Q 143 190,66 Q 31 816,26
Costo variable unitario Q 4,35 Q 3,86 Q 4,26

139
ventas, en el siguiente cuadro se presenta un resumen de los costos fijos que
se generan en la empresa:
Tabla XXVI. Costos fijos
Fuente: elaboración propia.
Conociendo ya los datos de precio de venta unitario, costo variable
unitario, margen de contribución unitario y costos fijos totales, se procede a
calcular el punto de equilibrio operativo de la empresa de la siguiente manera:
Ventas de equilibrio (unidades) = Costos fijos
Margen de contribución unitario
Ventas de equilibrio (unidades) = Q 313 174,80
Q 5,44
Ventas de equilibrio (unidades) = 57 569 kilos
Pet peletizado = 57 569 X 0,8182 = 47 103 kilos
Pet hojuela = 57 569 X 0,1818 = 10 466 kilos
Costos indirectos de manufactura Q 157 938,09
Gastos administrativos Q 69 410,47
Gastos de venta Q 81 060,44
Depreciaciones Q 4 765,80
Total costos fijos Q 313 174,80

140
Por lo tanto, el punto de equilibrio operativo de la empresa se alcanza al
producir y vender 57 569 kilogramos de pet procesado. De estos, según la
mezcla de ventas, 47 103 kilogramos corresponden a pet peletizado y 10 466
kilogramos corresponden a pet en hojuela.
De igual manera se procede para calcular el punto de equilibrio operativo
en quetzales, de la siguiente manera:
Razón de margen de contribución = Margen de contribución unitario
Precio de venta unitario
Razón de margen de contribución = 5,44
9,70
Razón de margen de contribución = 0,5608
Ventas de equilibrio (quetzales) = Costos fijos
Razón de margen de contribución
Ventas de equilibrio (quetzales) = 313 174,80
0,5608
Ventas de equilibrio (quetzales) = Q 558 419,46
Pet peletizado = 558 419,46 X 0,8182 = Q 456 898,80
Pet hojuela = 558 419,46 X 0,1818 = Q 101 520,66
Por lo tanto, el punto de equilibrio operativo de la empresa se alcanza
cuando las ventas son de Q 558 419,46 de pet procesado. Q 456 898,80
corresponden a pet peletizado y Q 101 520,66 corresponden a pet en hojuela.

141
6. ESTUDIO FINANCIERO
Se determinará la forma en que se obtendrán los fondos económicos para
la realización del trabajo de graduación y la forma en que los mismos serán
devueltos al proveedor. Cuando en la empresa se habla de financiamiento, se
entiende que es la forma en que obtendrá el capital necesario, para cubrir
alguna de sus necesidades económicas, en el presente caso la necesidad que
cubre es la ejecución del trabajo de graduación.
Desde el punto de vista financiero, para la empresa es más recomendable
trabajar con dinero de otros, así el capital que tiene se utiliza para las
operaciones generales o se utiliza en otras inversiones que proporcionen altos
rendimientos.
El financiamiento para la empresa se puede obtener de diferentes tipos de
fuentes, como por ejemplo de los bancos del sistema, de otras empresas del
mismo ramo, de la emisión de acciones de la empresa, de la emisión de bonos,
entre otras.
Los préstamos que otorgan cada una de las fuentes tiene un costo
asociado, que lo representan los intereses que se deben pagar por el dinero
prestado. Entonces se trata al dinero financiado como un producto, y se dice
que se obtiene dinero barato o dinero caro. En general se debe buscar dinero
barato, es decir, cuya tasa de interés sea menor a las tasas vigentes en las
instituciones bancarias.

142
En Guatemala, la ley tributaria establece que los intereses pagados por
deudas, que han sido adquiridas por la misma empresa, son deducibles de
impuestos. Por ello se debe conocer la forma en que se tratarán fiscalmente
tanto el pago de intereses como el pago de capital de la deuda que se adquirirá.
6.1. Financiamiento del trabajo de graduación
Se pretende financiar en un 100 % la inversión inicial requerida por el
trabajo de graduación con deuda. Esto implica que se partirá desde la
fabricación de la bodega para materia prima y producto terminado, ya que la
empresa cuenta con el terreno a utilizar. También se incluye la compra de la
maquinaria necesaria para la ejecución del trabajo de graduación.
En el caso del capital de trabajo, aprovechando que la empresa ya está
funcionando en el área de plásticos, se pretende hacer uso de los recursos
existentes para su financiamiento.
6.1.1. Inversión inicial requerida y capital de trabajo
La inversión inicial requerida es el dinero que la empresa necesita invertir
en la construcción de una bodega. Esta albergará la materia prima y el producto
terminado, así como la maquinaria y equipo necesarios para iniciar
operaciones.
La bodega que se construirá tendrá 7 metros de frente y 16 metros de
fondo, para un total de 112 m2. Su construcción será de block tradicional, su
piso será de concreto y su techo será de lámina, de acuerdo al estudio
económico el total de inversión que se debe realizar para construir dicha
bodega asciende a un monto de Q 95 316,02.

143
La inversión en maquinaria y equipo incluye la compra de 2 básculas
romanas, una mesa de acero, 4 ventiladores industriales, una lavadora para
pet, un extrusor para pet y los gastos de instalación que se generen. Según el
estudio económico la inversión que se debe realizar en maquinaria asciende a
un monto de Q 107 900,00.
Entonces, el total de la inversión inicial requerida será la sumatoria de la
inversión inicial requerida para la construcción de bodega y la inversión inicial
requerida para la compra de maquinaria. Esto asciende a un total de
Q 203 216,02.
Tabla XXVII. Inversión inicial
Fuente: elaboración propia.
El capital de trabajo inicial, que requiere la empresa, serán básicamente
los activos corrientes. Entre estos se incluyen: el efectivo, las inversiones a
corto plazo, la cartera de clientes por cobrar y los inventarios (inicial, en proceso
y final). Sin embargo, por estar iniciando operaciones, la empresa no cuenta
con una cartera de clientes por cobrar, ni inversiones a corto plazo, ni
inventarios en proceso ni final.
Por ello, únicamente se tomará como capital de trabajo inicial el dinero en
efectivo y el inventario inicial necesario para producir durante una semana. Por
Descripción de la inversión Monto (Q)
Construcción de bodega Q 95 316,02
Maquinaria y equipos Q 107 900,00
Total Q 203 216,02

144
el volumen del capital de trabajo inicial requerido, será aportado por el
propietario de la empresa. En la tabla XXVIII se desglosa dicho capital.
Tabla XXVIII. Capital de trabajo inicial
Fuente: elaboración propia.
6.1.2. Análisis de fuentes de financiamiento
Se puede considerar, como fuente de financiamiento, a una persona o
institución con la capacidad necesaria para proporcionar a otra los recursos
financieros necesarios para realizar sus actividades. Estas pueden ser el
desarrollo normal de sus operaciones o actividades que involucren una
inversión.
Al analizar una fuente de financiamiento es necesario conocer cierta
información acerca de la misma. Esto es la tasa de interés que cobrarán, los
montos máximo y mínimo que otorgan, las condiciones y los tipos de créditos
que manejan, los documentos que solicitan, el período que otorgan en los
créditos, la flexibilidad que otorgan al vencimiento de los pagos y las sanciones
correspondientes por el incumplimiento de un pago.
Kg de pet requerido por semana 1 491
Precio por kilogramo Q 1,76
Total requerido mp por semana Q 2 624,80
Dinero en efectivo requerido Q 4 000,00
Total capital de trabajo inicial Q 6 624,80

145
Para financiar el presente trabajo de graduación se realizó un análisis de
tres fuentes. La primera es un banco del sistema, la segunda es una
cooperativa de ahorro que proporciona préstamos a empresas, y la tercera es
una asociación solidarista que también proporciona créditos.
A continuación se presenta la información obtenida con respecto al
otorgamiento de créditos de las fuentes analizadas:
Banco del sistema
o Características del crédito
Monto autorizado desde Q 25 000,00 hasta 6 veces los
ingresos del solicitante.
Tasa de interés del 16 % anual.
Los intereses se calculan sobre saldos insolutos.
La edad para solicitar crédito es de 23 a 65 años.
La garantía que se otorga es fiduciaria.
El plazo del crédito es de 6 hasta 36 meses.
El tiempo de autorización es de 15 días hábiles.
Para la forma de pago, el capital se puede pagar mensual,
trimestral, semestral, anual o al vencimiento, y los intereses se
pagan mensualmente.
o Requisitos
Escritura de constitución y sus ampliaciones y modificaciones.
Punto de acta.
Escritura de nombramientos de representante legal.
Fotocopia de DPI del representante legal.
Anexo IVE PEP del representante legal.
Fotocopia de NIT de representante legal.

146
Fotocopia de patentes de comercio y empresa.
Fotocopia de inscripción al IVA o tarjeta de NIT de la empresa.
Perfil de la empresa en formato del banco (para montos
mayores a Q 160 000 00).
Estados financieros de los dos últimos períodos contables
completos (12 meses) y estados financieros interinos (6 meses
de antigüedad previa a la solicitud) firmados, sellados y
certificados por un contador y por el representante legal que
incluyan balance general, estado de resultados y flujo de
efectivo (este último si el monto fuera mayor a Q 160 000,00) e
Integraciones de los rubros principales del balance.
Carta de declaración de personas jurídicas.
Copia de carné de NIT (legible).
Carta de declaración de personas individuales.
Copia legible de recibo de agua, luz o teléfono de su residencia
actual.
Flujo de caja proyectado (para montos de Q 80 000,00 en
adelante).
Carta con instrucciones para el desembolso y autorización para
débito a cuenta.
Cooperativa de ahorro
o Características del crédito
Monto autorizado a partir de Q 15 000,00, monto máximo sujeto
a evaluación.
Tasa de interés del 12 % anual.
Los intereses se calculan sobre saldos insolutos.
La garantía que se otorga es fiduciaria.
El plazo del crédito es de 12 hasta 60 meses.

147
El tiempo de autorización es de 15 días hábiles.
o Requisitos titular
Patente de comercio y RTU
Estados de cuenta o facturas de compra de los últimos 3 meses
Inscripción a la SAT como pequeño contribuyente
Original y copia de DPI
o Requisitos fiador
Constancia de trabajo
Últimas 2 boletas de pago y estados de cuenta
Recibo de agua, luz, teléfono reciente
Original y copia de DPI
Original y copia de licencia o carnet del IGSS
Estabilidad mínima de un año o demostrar continuidad laboral
Salario libre de descuentos judiciales
Asociación solidarista
o Características del crédito
Los créditos se otorgan únicamente a socios.
Monto autorizado a partir de Q 25 000,00, monto máximo sujeto
a evaluación.
Tasa de interés del 12 % anual.
Los intereses se calculan sobre saldos insolutos.
La garantía que se otorga es fiduciaria.
El plazo del crédito es de 12 hasta 72 meses.
El tiempo de autorización es de 15 días hábiles.
Se otorga un período de gracia, sin pagos a capital, únicamente
pago de intereses, de 1 a 2 años, sujeto a evaluación.

148
o Requisitos titular
Ser socio activo de la asociación, con al menos un año de
antigüedad.
Patente de comercio y RTU.
Estados financieros de los dos últimos períodos contables
certificados por un contador que incluyan balance general,
estado de resultados y flujo de efectivo.
Estados de cuenta de los últimos 3 meses.
Inscripción a la SAT como pequeño contribuyente.
Original y copia de DPI.
o Requisitos fiador
Ser socio activo de la asociación, con al menos un año de
antigüedad.
Patente de comercio y RTU.
Estados de cuenta de los últimos 3 meses.
Inscripción a la SAT como pequeño contribuyente.
Original y copia de DPI.
La opción que se ha elegido para financiar el trabajo de graduación es la
Asociación Solidarista. Esto aprovechando que el propietario de la empresa ya
pertenece a dicha asociación y por los beneficios que dicha opción representa.
En la tabla XXIX se presenta la proyección de la tabla de pagos de la
deuda, tomando una tasa de interés del 12 % anual sobre saldos insolutos. Se
toma también en cuenta un período de gracia de un año, durante el cual
únicamente se pagarán intereses, sin abonar a capital, el período a que se
tomará el crédito será de 6 años o 72 meses, incluyendo el período de gracia.
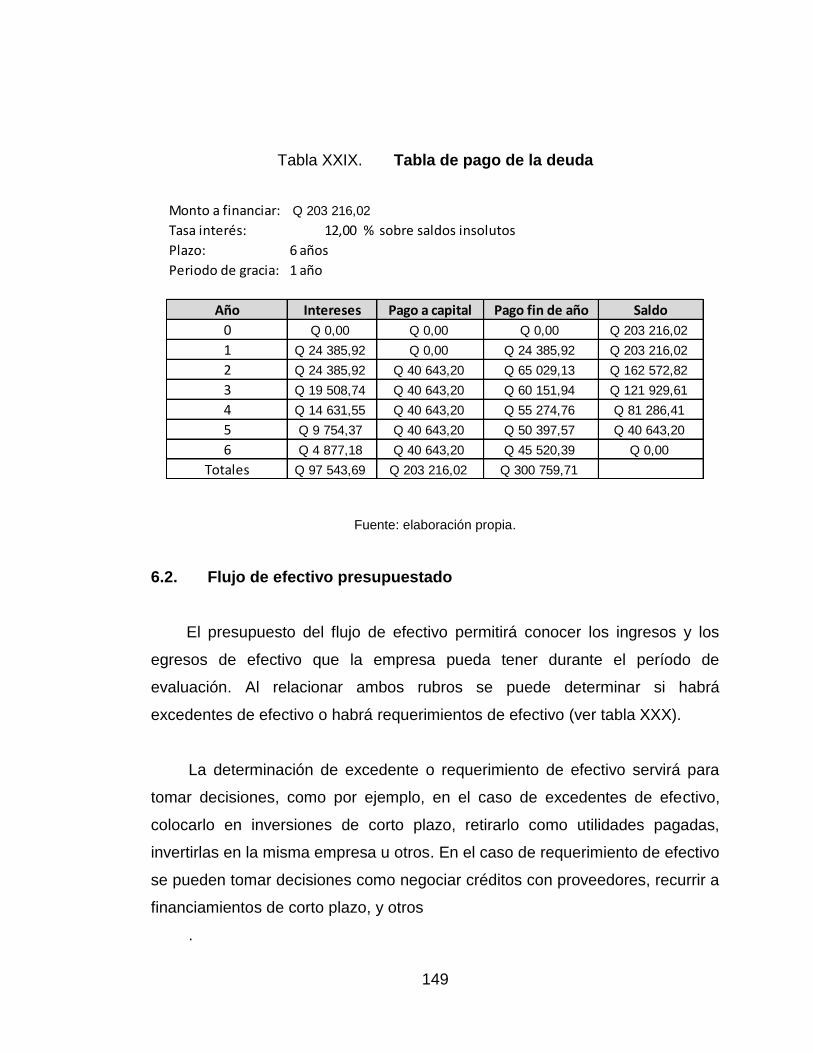
149
Tabla XXIX. Tabla de pago de la deuda
Fuente: elaboración propia.
6.2. Flujo de efectivo presupuestado
El presupuesto del flujo de efectivo permitirá conocer los ingresos y los
egresos de efectivo que la empresa pueda tener durante el período de
evaluación. Al relacionar ambos rubros se puede determinar si habrá
excedentes de efectivo o habrá requerimientos de efectivo (ver tabla XXX).
La determinación de excedente o requerimiento de efectivo servirá para
tomar decisiones, como por ejemplo, en el caso de excedentes de efectivo,
colocarlo en inversiones de corto plazo, retirarlo como utilidades pagadas,
invertirlas en la misma empresa u otros. En el caso de requerimiento de efectivo
se pueden tomar decisiones como negociar créditos con proveedores, recurrir a
financiamientos de corto plazo, y otros
.
Monto a financiar: Q 203 216,02
Tasa interés: 12,00 % sobre saldos insolutos
Plazo: 6 años
Periodo de gracia: 1 año
Año Intereses Pago a capital Pago fin de año Saldo
0 Q 0,00 Q 0,00 Q 0,00 Q 203 216,02
1 Q 24 385,92 Q 0,00 Q 24 385,92 Q 203 216,02
2 Q 24 385,92 Q 40 643,20 Q 65 029,13 Q 162 572,82
3 Q 19 508,74 Q 40 643,20 Q 60 151,94 Q 121 929,61
4 Q 14 631,55 Q 40 643,20 Q 55 274,76 Q 81 286,41
5 Q 9 754,37 Q 40 643,20 Q 50 397,57 Q 40 643,20
6 Q 4 877,18 Q 40 643,20 Q 45 520,39 Q 0,00
Totales Q 97 543,69 Q 203 216,02 Q 300 759,71
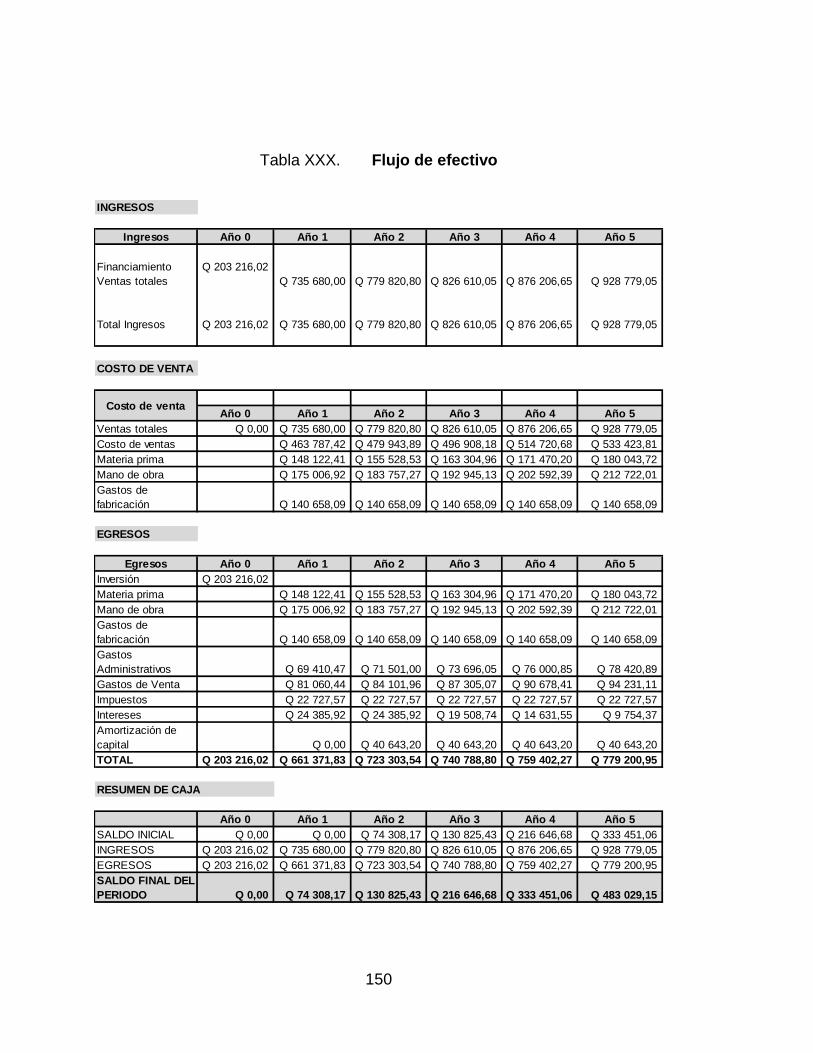
150
Tabla XXX. Flujo de efectivo
INGRESOS
Ingresos Año 0 Año 1 Año 2 Año 3 Año 4 Año 5
Financiamiento Q 203 216,02
Ventas totales Q 735 680,00 Q 779 820,80 Q 826 610,05 Q 876 206,65 Q 928 779,05
Total Ingresos Q 203 216,02 Q 735 680,00 Q 779 820,80 Q 826 610,05 Q 876 206,65 Q 928 779,05
COSTO DE VENTA
Año 0 Año 1 Año 2 Año 3 Año 4 Año 5
Ventas totales Q 0,00 Q 735 680,00 Q 779 820,80 Q 826 610,05 Q 876 206,65 Q 928 779,05
Costo de ventas Q 463 787,42 Q 479 943,89 Q 496 908,18 Q 514 720,68 Q 533 423,81
Materia prima Q 148 122,41 Q 155 528,53 Q 163 304,96 Q 171 470,20 Q 180 043,72
Mano de obra Q 175 006,92 Q 183 757,27 Q 192 945,13 Q 202 592,39 Q 212 722,01
Gastos de
fabricación Q 140 658,09 Q 140 658,09 Q 140 658,09 Q 140 658,09 Q 140 658,09
EGRESOS
Egresos Año 0 Año 1 Año 2 Año 3 Año 4 Año 5
Inversión Q 203 216,02
Materia prima Q 148 122,41 Q 155 528,53 Q 163 304,96 Q 171 470,20 Q 180 043,72
Mano de obra Q 175 006,92 Q 183 757,27 Q 192 945,13 Q 202 592,39 Q 212 722,01
Gastos de
fabricación Q 140 658,09 Q 140 658,09 Q 140 658,09 Q 140 658,09 Q 140 658,09
Gastos
Administrativos Q 69 410,47 Q 71 501,00 Q 73 696,05 Q 76 000,85 Q 78 420,89
Gastos de Venta Q 81 060,44 Q 84 101,96 Q 87 305,07 Q 90 678,41 Q 94 231,11
Impuestos Q 22 727,57 Q 22 727,57 Q 22 727,57 Q 22 727,57 Q 22 727,57
Intereses Q 24 385,92 Q 24 385,92 Q 19 508,74 Q 14 631,55 Q 9 754,37
Amortización de
capital Q 0,00 Q 40 643,20 Q 40 643,20 Q 40 643,20 Q 40 643,20
TOTAL Q 203 216,02 Q 661 371,83 Q 723 303,54 Q 740 788,80 Q 759 402,27 Q 779 200,95
RESUMEN DE CAJA
Año 0 Año 1 Año 2 Año 3 Año 4 Año 5
SALDO INICIAL Q 0,00 Q 0,00 Q 74 308,17 Q 130 825,43 Q 216 646,68 Q 333 451,06
INGRESOS Q 203 216,02 Q 735 680,00 Q 779 820,80 Q 826 610,05 Q 876 206,65 Q 928 779,05
EGRESOS Q 203 216,02 Q 661 371,83 Q 723 303,54 Q 740 788,80 Q 759 402,27 Q 779 200,95
SALDO FINAL DEL
PERIODO Q 0,00 Q 74 308,17 Q 130 825,43 Q 216 646,68 Q 333 451,06 Q 483 029,15
Costo de venta

151
Continuación de la tabla XXX.
Fuente: elaboración propia.
FLUJO DE CAJA PRESUPUESTADO
Año 1 Año 2 Año 3 Año 4 Año 5 Total
INGRESOS
Ventas contado Q 735 680,00 Q 779 820,80 Q 826 610,05 Q 876 206,65 Q 928 779,05 Q 4 147 096,55
Préstamo Q 203 216,02
TOTAL INGRESOS Q 938 896,02 Q 779 820,80 Q 826 610,05 Q 876 206,65 Q 928 779,05 Q 4 350 312,57
EGRESOS
Materia prima Q 148 122,41 Q 155 528,53 Q 163 304,96 Q 171 470,20 Q 180 043,72 Q 818 469,82
Mano de obra Q 175 006,92 Q 183 757,27 Q 192 945,13 Q 202 592,39 Q 212 722,01 Q 967 023,71
Gastos de
fabricación Q 140 658,09 Q 140 658,09 Q 140 658,09 Q 140 658,09 Q 140 658,09 Q 703 290,45
Gastos
Administrativos Q 69 410,47 Q 71 501,00 Q 73 696,05 Q 76 000,85 Q 78 420,89 Q 369 029,27
Gastos de Venta Q 81 060,44 Q 84 101,96 Q 87 305,07 Q 90 678,41 Q 94 231,11 Q 437 376,98
Impuestos Q 22 727,57 Q 22 727,57 Q 22 727,57 Q 22 727,57 Q 22 727,57 Q 113 637,85
Inversión Q 203 216,02 Q 203 216,02
TOTAL EGRESOSQ 840 201,92 Q 658 274,42 Q 680 636,86 Q 704 127,51 Q 728 803,38 Q 3 612 044,10
FLUJO NETO
ECONOMICO Q 98 694,10 Q 121 546,38 Q 145 973,19 Q 172 079,14 Q 199 975,67 Q 738 268,47
SERVICIO DE LA
DEUDA
Intereses Q 24 385,92 Q 24 385,92 Q 19 508,74 Q 14 631,55 Q 9 754,37 Q 92 666,51
Amortización de
capital Q 0,00 Q 40 643,20 Q 40 643,20 Q 40 643,20 Q 40 643,20 Q 162 572,82
TOTAL SERVICIO
DEUDAQ 24 385,92 Q 65 029,13 Q 60 151,94 Q 55 274,76 Q 50 397,57 Q 255 239,32
FLUJO NETO
FINANCIERO Q 74 308,17 Q 56 517,26 Q 85 821,24 Q 116 804,38 Q 149 578,10 Q 483 029,15

152
6.3. Estado de pérdidas y ganancias presupuestado
El estado de resultados, o como también se le conoce, estado de pérdidas
y ganancias contiene un resumen de todos los ingresos y de los egresos que
se generaron en la empresa en un período determinado. Por medio del estado
de resultados es posible conocer el desempeño que ha tenido la empresa
durante el período evaluado, el cual generalmente es de un año, y el resultado
final es la utilidad o pérdida que la empresa experimentó.
Para el caso de la empresa que se está evaluando, los ingresos provienen
de la venta de pet reciclado, tanto en hojuela como peletizado, y los costos
tienen diferentes fuentes, desde materia prima, mano de obra, gastos fijos de
fabricación, y otros. Como parte de las operaciones de la empresa, es
necesario pagar impuestos a SAT, por un equivalente al 31 % de la renta
obtenida.
En este caso se realiza el estado de resultados presupuestado para el
período comprendido entre el 1 de enero y el 31 de diciembre de 2 016,
tomando como base los datos del presupuesto de ventas y el presupuesto de
gastos.
Se puede observar que al final del período fiscal 2 016, la empresa estaría
en capacidad de obtener una rentabilidad neta de Q 50 587,17 después de
haber descontado de los ingresos todos los egresos que se generan. Se ha
proyectado contar con un inventario final de Q 2 624,80, que es el equivalente a
la materia prima necesaria para una semana de trabajo. En el caso del
inventario inicial se tomó como Q 0,00 por estar iniciando operaciones en este
trabajo de graduación. Para el siguiente período el inventario inicial sería el
inventario final del período 2 016.

153
Tabla XXXI. Estado de resultados presupuestado
Fuente: elaboración propia.
ESTADO DE RESULTADOS PRESUPUESTADO
AL 31 DE AGOSTO DE 2016
Cifras expresadas en Quetzales
Ventas Q 735 680,00
Costos
Inventario inicial pt Q 0,00
(+) Costo de producción Q 481 067,42
Materia prima Q 148 122,41
Mano de obra Q 175 006,92
Gastos de fabricación Q 157 938,09
(-) Inventario final pt Q 2 624,80
Costo de ventas Q 478 442,62
Utilidad bruta Q 257 237,38
Gastos de operación Q 159 536,71
Gastos de ventas Q 81 060,44
Salario asesor de ventas Q 41 810,47
Comisiones asesor de ventas Q 15 849,96
Gasto de distribución Q 23 400,00
Gastos de administración Q 78 476,28
Gastos administrativos Q 69 410,47
Depreciación edificio Q 4 765,80
Amortización gastos de
instalación Q 4 300,00
Otros Q 24 385,92
Gastos financieros Q 24 385,92
Utilidad en operación Q 73 314,74
Impuesto sobre la renta (31 %) Q 22 727,57
Utilidad neta Q 50 587,17

154
6.4. Balance general presupuestado
Presenta el estado financiero de la empresa en el momento exacto en que
se ejecuta el mismo. En el balance general se presenta la información de los
activos, pasivos y patrimonio de la empresa. Se entiende por activos, a todas
las pertenecías con que cuenta la empresa, ya sean materiales o inmateriales.
Se entiende por pasivos a toda obligación o deuda que la empresa posea. El
capital o patrimonio es la resta aritmética de los dos anteriores, y representa los
activos que son propiedad de los accionistas o de los propietarios de la
empresa, ya sean en efectivo o en títulos.
En el caso analizado se realiza, primero un balance general representando
la situación actual de la empresa. Se puede observar que de los activos con
que cuenta la empresa, solamente Q 4 000,00 pertenecen al propietario. Los
demás activos no son propiedad del mismo porque posee obligaciones y
deudas con bancos y proveedores.
Se realiza además un balance general presupuestado a un año, se realiza
únicamente para tener una idea de lo que cual podría ser la situación financiera
de la empresa al final del año uno. Esto conforme la empresa vaya generando
utilidades, el destino de las mismas puede ser tan diverso como invertir en
nueva maquinaria, ampliar las operaciones, reparto de utilidades, y no
solamente sumar en el patrimonio. Se puede observar que de acuerdo al
balance general presupuestado a un año, el patrimonio de la empresa
ascendería a Q 54 587,17.

155
Tabla XXXII. Balance general inicial
Fuente: elaboración propia.
BALANCE GENERAL
AL 31 DE AGOSTO DE 2015
Cifras expresadas en Quetzales
ACTIVO
CORRIENTE Q 6 624,80
Caja y bancos Q 4 000,00
Inventario de materia prima Q 2 624,80
NO CORRIENTE Q 203 216,02
Gastos de instalación Q 21 500,00
Maquinaria Q 86 400,00
Edificios Q 95 316,02
TOTAL ACTIVO Q 209 840,82
PASIVO
CORRIENTE Q 2 624,80
Proveedores Q 2 624,80
NO CORRIENTE Q 203 216,02
Cuentas por pagar Q 203 216,02
TOTAL PASIVO Q 205 840,82
PATRIMONIO Q 4 000,00
Capital Q 4 000,00
TOTAL PATRIMONIO Y PASIVO Q 209 840,82

156
Tabla XXXIII. Balance general presupuestado
Fuente: elaboración propia.
BALANCE GENERAL PRESUPUESTADO
AL 31 DE AGOSTO DE 2016
Cifras expresadas en Quetzales
ACTIVO
CORRIENTE Q 80 932,98
Caja y bancos Q 78 308,17
Inventario de materia prima Q 2 624,80
NO CORRIENTE Q 176 870,22
Gastos de instalación Q 21 500,00
(-) Amortización a gastos de instalación Q 4 300,00
Maquinaria Q 86 400,00
(-) Depreciación de maquinaria Q 17 280,00
Edificios Q 95 316,02
(-) Depreciación de edificios Q 4 765,80
TOTAL ACTIVO Q 257 803,20
PASIVO
CORRIENTE Q 0,00
Proveedores Q 0,00
NO CORRIENTE Q 203 216,02
Cuentas por pagar Q 203 216,02
TOTAL PASIVO Q 203 216,02
PATRIMONIO Q 54 587,17
Capital Q 4 000,00
Resultado del ejercicio Q 50 587,17
TOTAL PATRIMONIO Y PASIVO Q 257 803,19

157
6.5. Evaluación económica del trabajo de graduación
Hasta este punto ya se ha determinado que existe un mercado potencial
para el producto en estudio. También se ha analizado y comprendido el proceso
de producción, se ha definido el aspecto administrativo de la empresa, y se ha
realizado un estudio de los ingresos y los costos involucrados.
A partir de esto, se realizará una evaluación económica del trabajo de
graduación. Para ello, se utilizarán dos métodos que toman en cuenta el valor
del dinero en el tiempo, como el método de valor presente neto y tasa interna
de retorno. Además se utilizará un método que no toma en cuenta el valor del
dinero en el tiempo, el método de relación beneficio/costo.
La evaluación económica del trabajo de graduación indicará si este es
viable o no, es decir, si económicamente será rentable para invertir en él.
6.5.1. Valor presente neto (VPN)
Es un método de evaluación de proyectos que se basa en que el dinero
cambia de valor en el tiempo. El dinero con que se cuenta el día de hoy tendrá
más valor en el futuro en una cantidad proporcional a i, que es la tasa de interés
de crecimiento del dinero, y el dinero con que se contará en el futuro tendrá
menor valor el día de hoy. En este caso se aplica una tasa de descuento, la
cual representa el porcentaje en que el valor del dinero disminuirá; entonces a
las cantidades de dinero futuras representadas en el presente o tiempo cero se
les llama flujos descontados.

158
Es importante mencionar que el método de VPN presupone que todas las
ganancias obtenidas serán reinvertidas en la empresa año con año. Y con ello
puede variar en algunos casos.
Para calcular el valor equivalente al tiempo presente, o año cero, de una
cantidad de dinero en el futuro, se utiliza la siguiente fórmula:
Donde P representa el valor del dinero futuro en el tiempo presente, F es
la cantidad de dinero futuro o flujo de fondos neto, i es la tasa de descuento y n
es el número de períodos de capitalización.
Para utilizar el método de VPN es necesario contar primero con los flujos
netos de efectivo, los cuales se obtienen de restar los flujos de efectivo de
egresos a los flujos de efectivo de ingresos. También es necesario contar con
una tasa de descuento, que está representada como el costo de capital o tasa
mínima atractiva de retorno, TMAR, que toma en cuenta la inflación acumulada
y el premio al riesgo que está corriendo el inversionista.
El criterio de evaluación por medio del método de VPN es el siguiente:
VPN > 0, se acepta el proyecto
VPN < 0, se rechaza el proyecto
VPN = 0, se acepta el proyecto si la TMAR es superior a la inflación acumulada
de ese período, de lo contrario no habrá incremento del patrimonio de la
empresa.
P = F
(1 + i)^n
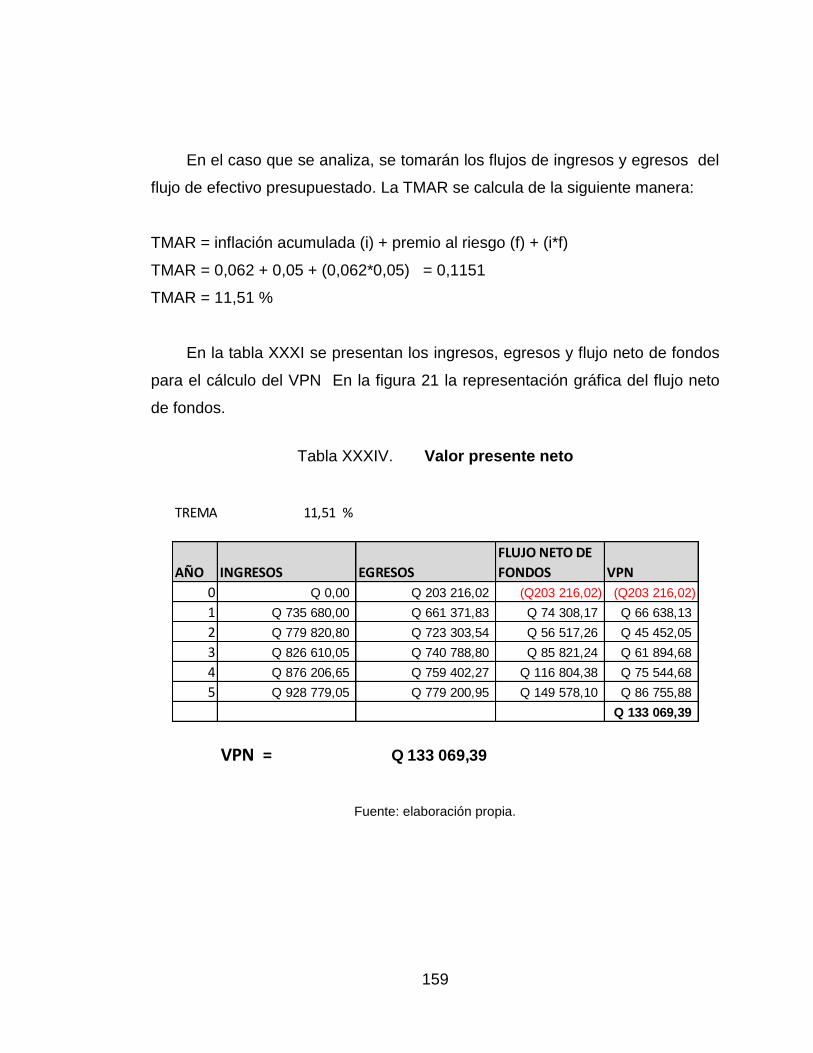
159
En el caso que se analiza, se tomarán los flujos de ingresos y egresos del
flujo de efectivo presupuestado. La TMAR se calcula de la siguiente manera:
TMAR = inflación acumulada (i) + premio al riesgo (f) + (i*f)
TMAR = 0,062 + 0,05 + (0,062*0,05) = 0,1151
TMAR = 11,51 %
En la tabla XXXI se presentan los ingresos, egresos y flujo neto de fondos
para el cálculo del VPN En la figura 21 la representación gráfica del flujo neto
de fondos.
Tabla XXXIV. Valor presente neto
Fuente: elaboración propia.
TREMA: 11,51 %
AÑO INGRESOS EGRESOS
FLUJO NETO DE
FONDOS VPN
0 Q 0,00 Q 203 216,02 (Q203 216,02) (Q203 216,02)
1 Q 735 680,00 Q 661 371,83 Q 74 308,17 Q 66 638,13
2 Q 779 820,80 Q 723 303,54 Q 56 517,26 Q 45 452,05
3 Q 826 610,05 Q 740 788,80 Q 85 821,24 Q 61 894,68
4 Q 876 206,65 Q 759 402,27 Q 116 804,38 Q 75 544,68
5 Q 928 779,05 Q 779 200,95 Q 149 578,10 Q 86 755,88
Q 133 069,39
VPN = Q 133 069,39

160
Figura 19. Flujo neto de fondos
Fuente: elaboración propia.
Evaluación: de acuerdo al método de evaluación de proyectos VPN, se
puede observar que el resultado de dicha evaluación arroja un dato
positivo. Este es de Q 133 069,39, siendo el dato mayor que cero, y
utilizando los criterios de evaluación para VPN, el trabajo de graduación sí
es aceptado.
6.5.2. Tasa interna de rendimiento (TIR)
Es otro método utilizado para evaluación de proyectos que toma en cuenta
el valor del dinero en el tiempo. La tasa interna de rendimiento es la tasa a la
cual el VPN de un proyecto se iguala a cero. Los ingresos totales del proyecto
actualizados al día de hoy son iguales a los egresos totales del proyecto
también actualizados al día de hoy. La TIR es la rentabilidad que se obtiene
como resultado de reinvertir todos los flujos netos de fondos en el mismo
proyecto.
Q 74 308,17 Q 85 821,24 Q 149 578,10
Q 56 517,26 Q 116 804,38
0 1 2 3 4 5
i = tasa de descuento
(Q203 216,02)

161
Para realizar el cálculo de la TIR existen varios métodos, por medio de
prueba y error, calculando el VPN con varias tasas hasta que se vuelve cero.
Esto por medio de calculadoras financieras, hojas de cálculo o interpolación. En
el trabajo de graduación, que se evalúa en el presente documento, se ha
utilizado el método de prueba y error, auxiliándose también de una hoja de
cálculo de Excel, para evidenciar el punto donde el VPN va disminuyendo hasta
llegar a cero y cambiar de positivo a negativo.
De acuerdo al criterio de evaluación de proyectos utilizando la TIR, un
proyecto se acepta cuando la TIR es igual o mayor al costo de capital o tasa
mínima atractiva de retorno (TMAR). Se rechaza cuando la TIR es menor a la
TMAR.
TIR >= TMAR, se acepta el proyecto
TIR < TMAR, se rechaza el proyecto
Una particularidad de la TIR es que solamente tiene sentido cuando se
evalúan proyectos que no sean totalmente financiados. A pesar de esta
particularidad, en el presente trabajo de graduación se realizó el cálculo de la
TIR para presentar el método y su relación con el VPN. Al aplicar el método de
TIR a un proyecto financiado al 100 %, matemáticamente, el porcentaje de
utilidades obtenidas por la inversión realizada -que en este caso sería nula-,
tendría una tendencia hacia el infinito.

162
La TIR también tiene la ventaja que por ser un rendimiento, su
comprensión es más fácil por los gerentes, en los flujos de fondos netos que se
manejan en VPN.
En la tabla XXXII se presenta del cálculo de la TIR, cuando se trabaja con
una tasa de 9 %, que es inferior a la TMAR. Se observa que el VPN calculado a
esta nueva tasa de 9 %, es superior al VPN calculado para la TMAR de
11,51 % Esto indica que la TIR se encuentra por arriba de la TMAR. Cuando se
calcula con una tasa de 31,69 %, con ayuda de una hoja de cálculo de Excel, se
observa que el VPN pasa a ser negativo, a saber, -Q 18,39, considerándose el
dato no significativo, se puede decir que la TIR de este trabajo de graduación es
de 31,69 %.
Tabla XXXV. Tasa interna de rendimiento
Fuente: elaboración propia.
Evaluación: De acuerdo al método de evaluación de proyectos TIR, se
puede observar que la TIR para este trabajo de graduación es de 31,69 %,
la cual es superior a la TMAR del trabajo de graduación, y de acuerdo al
criterio de evaluación de la TIR, el trabajo de graduación sí es aceptado.
TMAR: 11,51 %
AÑO
FLUJO NETO DE
FONDOS VPN 9,00 % 18,00 % 27,00 % 31,69 %
0 (Q203 216,02) (Q203 216,02) (Q203 216,02) (Q203 216,02) (Q203 216,02) (Q203 216,02)
1 Q 74 308,17 Q 66 638,13 Q 68 172,64 Q 62 973,03 Q 58 510,37 Q 56 426,59
2 Q 56 517,26 Q 45 452,05 Q 47 569,45 Q 40 589,81 Q 35 040,77 Q 32 589,33
3 Q 85 821,24 Q 61 894,68 Q 66 269,75 Q 52 233,46 Q 41 897,07 Q 37 578,24
4 Q 116 804,38 Q 75 544,68 Q 82 747,17 Q 60 246,40 Q 44 899,78 Q 38 837,20
5 Q 149 578,10 Q 86 755,88 Q 97 215,50 Q 65 381,96 Q 45 274,06 Q 37 766,26
Q 133 069,39 Q 158 758,48 Q 78 208,65 Q 22 406,03 (Q18,39)
TIR = 31,69 %
TASA INTERNA DE RENDIMIENTO

163
6.5.3. Período de recuperación (pay back)
Se denomina pay back, o plazo de recuperación, al método de evaluación
de proyectos que permite decidir sobre un proyecto con base en el tiempo que
se tarde en recuperar la inversión inicial realizada, por medio de los flujos netos
de fondos. Para calcularlo se va restando la inversión inicial de los flujos de
fondos que se generan en cada período, hasta que el valor de la inversión sea
cero. No existe un criterio fijo acerca de la aceptación o rechazo por medio del
cálculo del período de recuperación. Cada empresa debe tener entre sus
políticas el tiempo establecido para la recuperación de la inversión en
proyectos.
Este método, como se puede deducir, no toma en cuenta el valor del
dinero en el tiempo, siendo esta una de sus principales desventajas. Además
que no toma en cuenta los flujos netos de fondos que se generan después del
período de recuperación. Por estas razones, el método de período de
recuperación debe ser utilizado únicamente como un indicador secundario en la
evaluación de proyectos.
En el trabajo de graduación que se analiza, el propietario ha tenido una
política de tiempo de recuperación de proyectos de 3 años. En la tabla XXXIII
se presentan los datos para determinar el período de recuperación del trabajo
de graduación, utilizando los flujos netos de fondos generados en la empresa:

164
Tabla XXXVI. Período de recuperación
Fuente: elaboración propia.
Como se puede observar, la inversión inicial es de Q 203 216,02, en el
primer año el flujo neto de fondos es de Q 74 308,17, restando esta cantidad a
la inversión inicial queda un faltante por recuperar de Q 128 907,85 al final del
primer año. En el segundo año el flujo neto de fondos es de Q 56 517,26,
restando esto al faltante por recuperar de Q 128 907,85, al final del segundo
año queda un faltante de Q 72 390,59.
En el tercer año el flujo neto de fondos es de Q 85 821,24, esto supera al
faltante por recuperar de Q 72 390,59, por regla de tres se determina que se
INVERSIÓN INICIAL: Q 203 216,02
AÑO FLUJO NETO DE FONDOS FLUJO ACUMULADO
FALTANTE POR
RECUPERAR
1 Q 74 308,17 Q 74 308,17 Q 128 907,85
2 Q 56 517,26 Q 130 825,43 Q 72 390,59
3 Q 85 821,24 Q 216 646,68
4 Q 116 804,38 Q 333 451,06
5 Q 149 578,10 Q 483 029,15
Faltante año en curso = Q 72 390,59 = 0,84
FNF año siguiente Q 85 821,24
Periodo de recuperación = 2 + 0,84 años
Periodo de recuperación = 2,84 años
Período de recuperación = 2 años, 10 meses y 6 días

165
necesitará 0,84 años más. Entonces el período de recuperación del trabajo de
graduación es de 2,84 años, que equivale a 2 años, 10 meses y 6 días.
Evaluación: de acuerdo a la política de la empresa de tiempo de
recuperación de proyectos de 3 años, siendo el período de recuperación
de 2 años, 10 meses y 6 días, el trabajo de graduación sí se acepta.

166

167
CONCLUSIONES
1. Existen varias presentaciones en que el pet reciclado puede ser
comercializado, y se ha determinado que en las presentaciones en
hojuela y en pellet, este puede ser comercializado a nivel industrial, ya
que existe un potencial mercado para hacerlo.
2. El mercado para productos de pet reciclado es un mercado en
expansión. Está influenciado principalmente por la tendencia a la
reducción de costos en materia prima, a la protección del medio
ambiente por medio del reciclaje de plásticos y al desarrollo de nuevos
productos a partir de pet reciclado.
3. El proceso de producción de pet en forma de hojuelas y de pellets es un
proceso que se realiza con maquinaria especializada. En el caso del pet
en forma de pellet, se realiza a alta temperatura. Para mantener dicha
maquinaria en buenas condiciones de funcionamiento es necesaria la
aplicación del mantenimiento preventivo adecuado.
4. El impacto ambiental que se generará será mínimo, principalmente se
estará generando cierta contaminación durante la ejecución del trabajo
de graduación que puede ser mitigable con los mecanismos adecuados.
Por otro lado se estará generando un impacto ambiental positivo al
contribuir con la disminución de contaminación en el medio ambiente por
medio del reciclaje.

168
5. Entre los costos y gastos más importantes en que se incurrirá con la
ejecución del trabajo de graduación se pueden mencionar la inversión
inicial, costo de producción, costo de materiales directos, costo de mano
de obra, costos indirectos de manufactura, gastos administrativos, gastos
de venta y depreciaciones. Estos costos podrán cubrirse con los ingresos
generados a través de las ventas y con el ingreso residual generado por
la venta de la maquinaria al finalizar la vida útil del trabajo de graduación.
6. Desde el punto de vista de varios métodos de evaluación de proyectos,
que se han utilizado para evaluar este trabajo de graduación, dos de
ellos toman en cuenta el valor del dinero en el tiempo y uno de ellos no lo
hace. Se ha determinado que según el criterio del método de valor
presente neto que el trabajo de graduación sí es factible de realizar, ya
que se ha obtenido un resultado positivo; según el criterio de tasa interna
de rendimiento el trabajo de graduación sí es factible de realizar, ya que
presenta un valor mayor a la TREMA, que es la tasa a la cual se han
descontado los flujos para evaluar el trabajo de graduación. Desde el
punto de vista del período de recuperación el trabajo de graduación sí es
factible de realizar, ya que presenta un período de recuperación que está
por debajo del que la empresa ha establecido como política para
inversiones.

169
RECOMENDACIONES
1. Evaluar el desempeño del mercado con respecto a la aceptación del pet
reciclado en presentación de hojuelas y peletizado, para determinar si
en cierto momento cambian las preferencias de los consumidores hacia
una presentación y encaminar los esfuerzos de la empresa hacia ese
producto.
2. Investigar, constantemente, los nuevos productos que salgan al
mercado que se puedan fabricar a partir de pet reciclado; para
asesorar a los clientes adecuadamente, impulsando sus negocios y a la
vez impulsando el consumo de pet reciclado de la empresa.
3. Mantener la maquinaria de producción en óptimas condiciones de
funcionamiento. Debido a que el trabajo de graduación es muy sensible
a un cambio en la producción, no se puede correr el riesgo de parar
dicha producción por un problema de maquinaria, ya que el proyecto es
nuevo para la empresa y no se contaría con otra máquina que
sustituyera a la que se arruinara, durante el tiempo que se lleve la
reparación de la misma.
4. Atender todas las necesidades de mitigación de impacto ambiental.
Esto beneficiará a la empresa de una forma indirecta, ya que el área
donde se llevará a cabo el trabajo de graduación se considera de baja
contaminación ambiental. Al preocuparse la empresa por el medio
ambiente del área donde opera, la comunidad tendrá una apreciación
diferente de la misma, evitándole problemas con dicha comunidad.

170
5. Controlar la ejecución de los costos y gastos de la empresa, en la
medida de lo posible buscar la forma de reducirlos durante la operación.
Esto permitirá que el trabajo de graduación mantenga y mejore los
rendimientos estimados.
6. Llevar a cabo el desarrollo del trabajo de graduación de reciclaje de pet.
Esto contribuirá en cierta medida a la situación económica de las
personas que trabajen directamente en la empresa, y a las que trabajen
indirectamente. Contribuirá al mejoramiento del medio ambiente por
medio del reciclaje de plásticos, además proporcionará un retorno de
inversión adecuado para el propietario de la empresa, que incrementará
sus utilidades anuales y con ellas su riqueza.

171
BIBLIOGRAFÍA
1. BACA URBINA, Gabriel. Evaluación de proyectos. 4ª ed. México:
McGraw-Hill, 2003. 383 p.
2. GÓMEZ ANTÓN, María Rosa y José Ramón Gil Bercero. Educación
medio ambiental: los plásticos y su reciclado. Madrid: UNED, (19--).
258 p.
3. HELRIEGEL, Don; W. SLOCUM, John. Administración. 7ª ed. México:
Internacional Thompson Editores, 1998. 672 p.
4. H. SMITH, Edward. Manual del ingeniero mecánico. México: McGraw-Hill.
1988. 423 p.
5. MINK, Walter. El plástico en la industria: tratado plástico. México: Gili,
1991.
6. SAPAG CHAIN, Nassir; SAPAG CHAIN, Reinaldo. Preparación y
evaluación de proyectos. 5ª ed. Colombia: McGraw-Hill
Interamericana, 2008. 445 p.

172