universidad de guayaquil facultad de ingenierÍa...
TRANSCRIPT
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE GRADUACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS ORGANIZACIONALES
TEMA
“ANALISIS DE LAS ACTIVIDADES DE LA MICROEMPRESA DE ELABORACION DE
RADIADORES RADYPART PARA OPTIMIZAR SUS PROCESOS Y MEJORAR SU COMPETITIVIDAD”
AUTOR
ISAZA LEGUIZAMON JUAN PABLO
DIRECTOR DEL TRABAJO ING. IND. PALACIOS MATAMOROS EDUARDO,
DPL.
2015 GUAYAQUIL – ECUADOR
ii
DECLARACION DE AUTORIA
“La responsabilidad del contenido de este Trabajo de Titulacion, me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingenieria Industrial de la Universidad de Guayaquil”

iii
DEDICATORIA
Dedico este trabajo de graduacion principalmnete a Dios, a mis padres y a
mis hermanos que han sido el sosten y la guia a lo largo de mi vida
personal y profesional.
JUAN PABLO ISAZA L.

iv
AGRADECIMIENTO
Agadezco a mi esposa y a mis padres por ayudarme y haberme dado las
pautas necesarias para poder desarrollar mi trabajo de graduacion con
éxito.
JUAN PABLO ISAZA L.

v
INDICE GENERAL
Descripción Pág.
PROLOGO 1
CAPITULO I
INTRODUCCION Y MARCO TEORICO
N. Descripción Pág.
1.1 Antecedentes 2
1.2 Contexto del problema / la empresa 2
1.3 Descripcion general de la empresa 3
1.3.1 Localizacion 3
1.3.2 Estructura Organizacional 3
1.3.3 Productos y/o sercicios que produce o comercializa 3
1.4 Filosofia Estrategica 4
1.4.1 Vision 4
1.4.2 Mision 4
1.5 Objetivos 4
1.5.1 Objetivo General 4
1.5.2 Objetivos Especificos 5
1.6 Planteamiento del problema 5
1.7 Justificativos 6
1.8 Marco Teorico 6
1.8.1 Fundamento Historico 6
1.8.2 Fundamento Referencial 7
1.8.3 Fundamento conceptual 8
1.8.3.1 Mantenimiento Productivo Total (TPM) 8

vi
N. Descripción Pág.
1.8.3.2 Pilares del TPM 11
1.8.3.3 Las 5S 12
CAPITULO II
METODOLOGIA Y DIAGNOSTICO DEL PROBLEMA
N. Descripción Pág.
2.1 Metodologia 15
2.1.1 Modalidad de la Investigacion 15
2.1.2 Tipo de investigacion 15
2.1.2.1 Investigacion Descriptiva 16
2.1.2.2 Investigacion Explicativa 16
2.1.2.3 Poblacion y muestra de la investigacion 16
2.1.2.4 Plan de recoleccion de la investigacion 17
2.1.2.5 Plan de procesamiento y analisis de la informacion 17
2.1.2.6 Metodos, tecnicas e instrumentos de investigacion 17
2.2 Situacion actual de la empresa 18
2.2.1 Produccion y mercado que atiende 18
2.2.2 Volumenes de produccion y ventas 19
2.2.3 Tamaño y participacion de mercado 19
2.2.4 Capacidad de produccion instalada y utilizada 20
2.2.5 Procesos principales 21
2.2.5.1 Maquina tubera 21
2.2.5.2 Maquina aleteadora 23
2.2.5.3 Mesa de ensamble 24
2.2.5.4 Colocacion de bases en panales 26
2.2.5.5 Hornos 27
2.2.5.6 Piscina de pruebas 28
2.2.5.7 Fabricacion de tanques 30
2.2.5.8 Pintura – laca 31

vii
N. Descripción Pág.
2.3 Analisis Interno de la Empresa 32
2.3.1 La cadena de valor de la empresa RADYPART 32
2.3.1.1 Actividades primarias 32
2.3.1.1.1 Logistica interna 32
2.3.1.1.2 Operaciones 34
2.3.1.1.3 Logistica externa 38
2.3.1.1.4 Marketing y ventas 40
2.3.1.1.5 Servicios postventa 41
2.3.1.2 Actividades de apoyo 42
2.3.1.2.1 Infraestructura 42
2.3.1.2.2 Desarrollo tecnologico 44
2.3.1.2.3 Abastecimiento 45
2.3.1.2.4 Propuesta de valor 45
2.4 Analisis de entorno 45
2.4.1 Poder de negociacion del comprador 46
2.4.2 Poder de negociacion de proveedor 47
2.4.3 Servicios sustitutos 48
2.4.4 Competidores potenciales 49
2.4.5 Rivalidad entre competidores 50
2.5 Diagnostico 51
2.5.1 Analisis e identificacion de los principales problemas,
el origen, sus causas y efectos 51
2.5.2 Matriz FODA – Estrategias del FODA 53
2.5.3 Diagrama de ishikawa 55
2.5.4 Diagrama de Paretto 57
2.5.5 Costos asignados a los problemas 58

viii
CAPITULO III
PROPUESTA
N. Descripción Pág.
3.1 Planteamiento de alternativas de soluciones
a problemas 60
3.1.1 Evaluacion y selección de alternativas de solucion 61
3.1.2 Costos de alternativas de solucion 62
3.2 Evaluacion econmica y financiera 62
3.2.1 Plan de inversion y financiamiento 63
3.2.2 Beneficio del presupuesto 64
3.2.3 Valor Actual Neto (VAN) 66
3.2.3.1 Calculo del Valor Actual Neto 66
3.2.4 Coeficiente del costo beneficio (BC) 66
3.2.4.1 Calculo del coeficiente del costo beneficio 67
3.2.5 Periodo de recuperacion de la inversion(PR) 67
3.2.5.1 Calculo del periodo de recuperacion de la inversion 67
3.3 Programacion para puesta en marcha 68
3.3.1 Planificacion y cronograma de implementacion 69
3.4 Conclusiones y recomendaciones 70
3.4.1 Conclusiones 70
3.4.2 Recomendaciones 71
ANEXOS 73
BIBLIOGRAFIA 74

ix
INDICE DE CUADROS
N. Descripción Pág.
1 Cuadro explicativo de las 5 S 12
2 Productos y mercado 18
3 Turnos de trabajo 20
4 Capacidad instalada Vs Capacidad utilizada 20
5 Detalle de espesor y ancho de laminas de Cu 23
6 Relacion de desarrollo tecnologico con las
Actividades principales 44
7 Principales clientes de RADYPART 46
8 Ventas promedio mensuales de RADYPART 47
9 Principales proveedores de RADYPART 48
10 % de frecuencia de problemas 54
11 Representacion esquematica de la matriz FODA 55
12 Ponderacion de problemas 57
13 Acciones correctivas 58
14 Tabla de datos para el diagramas de Paretto 58
15 Toma de tiempos para analisis de costos 60
16 Consumo y desperdicio de materiales 60
17 Deterioro de material en bodega 60
18 Regulacion de alternativas 62
19 Detalle de costos de la inversion 63
20 Analisis de inversion y financiamiento 64
21 Beneficio al implementar soluciones en causas 1 y 2 65
22 Beneficio al implementar soluciones en causa 3 66
23 Beneficio al implementar soluciones en causa 4 66
24 Calculo del valor actual neto (VAN) 67
25 Calculo del costo de beneficio (BC) 68

x
N. Descripcion Pag.
26 Calculo del periodo de recuperacion de la inversion 69
27 Planificacion – Cronograma 69

xi
INDICE DE GRAFICOS
N. Descripción Pág.
1 Produccion y Ventas mensual 19
2 Participacion del mercado 19
3 Maquina tubera operando N. 1 22
4 Maquina tubera operando N. 2 22
5 Maquina aleteadora operando 24
6 Operador tejiendo panal 25
7 Operador colocando tubos 25
8 Panal terminado 26
9 Operador colocando bases 26
10 Operador en maquina troqueladora 27
11 Horno operando 28
12 Operadores sumergiendo panal 29
13 Baño de estaño 29
14 Elaboracion de tanques para panales 30
15 Colocacion de boquilla 31
16 Aplicación de laca 31
17 Analisis de la cadena de valores: Logistica Interna 33
18 Analisis de la cadena de valores: Operaciones 34
19 Diagrama de operaciones del proceso de construccion
de panales 35
20 Diagrama de operaciones del proceso de construccion
de tanques 36
21 Diagrama de operaciones del proceso de construccion
del radiador 37
22 Diagrama de operaciones del proceso de construccion
del radiador Kubota 38
xii
N. Descripción Pág.
23 Analisis de la cadena de valores: Logistica Externa 39
24 Analisis de la cadena de valores: Markeying y ventas 40
25 Analisis de la cadena de valores: Servicios 41
26 Fuerzas que impulsan la competencia en la industria 46
27 Representacion grafica del diagrama de Ishikawa 55
28 Diagrama de Paretto 58

xiii
INDICE DE ANEXOS
N. Descripción Pág.
1 Proforma de implementacion de propuesta de
Compañía asesora 73
xiv
AUTOR: ISAZA LEGUIZAMON JUAN PABLO TITULO: “ANALISIS DE LAS ACTIVIDADES DE LA
MICROEMPRESA DE ELABORACION DE RADIADORES RADYPART PARA OPTIMIZAR SUS PROCESOS Y MEJORAR SU COMPETITIVIDAD”
DIRECTOR: ING. IND. PALACIOS MATAMOROS EDUARDO AGUSTO, DPL.
RESUMEN
El desarrollo de este trabajo de titulacion cosiste en la realización de un análisis del sistema de producción, que genera un alto porcentaje de desperdicio de su materia prima (cobre y bronce) de una empresa que se dedica a la fabricación y comercialización de radiadores, tanques (reservorios de agua), para la industria automotriz en general, además de la fabricación de componentes de enfriamiento para los sistemas de regadío (Industria Agrícola). Del análisis al sistema productivo para la fabricación de radiadores y demás componentes se implemento un “Sistema de Mantenimiento Productivo Total (TPM)”, especialmente en área de producción donde se fabrican los mismos. Este sistema TPM, esta enfocado en aplicar practicas más eficientes para la reducción de desperdicios de materias primas, identificación de procesos que entorpecen el desarrollo de la producción por no estar bien estructurados, mantenimientos correctivos y preventivos, eliminando los tiempos de paradas de máquinas innecesarios, capacitando al personal y mejorando el ambiente de trabajo. Del resultado de la implementación del sistema de mantenimiento productivo total al área de producción se estima reducir casi en un 30% el desperdicio que se generaba producto de: Ubicación incorrecta de equipos y maquinarias, Métodos y Formas de trabajo incorrectos, Personal no capacitado, Falta de planificación en los mantenimientos. PALABRAS CLAVES: Desperdicios, Procesos, Produccion, Tiempo,
Mantenimientos, Planificacion.
Isaza Leguizamon Juan Pablo Ing. Ind. Palacios Matamoros Eduardo,DPL
Autor Director del Trabajo

xv
AUTHOR: ISAZA LEGUIZAMON JUAN PABLO SUBJECT: "ANALYSIS OF THE ACTIVITIES OF THE MICRO
PROCESSING OF RADIATORS RADYPART TO OPTIMIZE THEIR PROCESSES AND IMPROVE THEIR COMPETITIVENESS"
DIRECTOR: IND. ENG. PALACIOS MATAMOROS EDUARDO AGUSTO, DPL.
ABSTRACT
The development of this work promotes an analysis of the production system, which generates a high percentage of wasted raw material (copper and bronze) RADYPART company dedicated to the manufacture and sale of radiators, tanks (water reservoirs), for the automotive industry in general, in addition to the manufacture of cooling components for irrigation systems (Agricultural Industry). From analyzing to the production system for the manufacture of radiators and other components a "System of Total Productive Maintenance (TPM)", especially the production area where they are produced was implemented. This TPM system is focused on implementing more efficient practices to reduce waste of raw materials, identification of processes that hinder the development of production are not well done and structured, and preventive maintenance, by eliminating unnecessary downtime of machines, by also training the staff and improving the work environment. With the result of the implementation of the system of total productive maintenance to the production area is estimated to reduce by almost 30% the waste product is generated: Incorrect location of equipment and machinery, methods and forms of incorrect work, no trained staff, Lack of planning in maintenance. KEY WORDS: Waste, Process, Production, Time, Maintenance,
Planification.
Isaza Leguizamon Juan Pablo Ind. Eng. Palacios Matamoros Eduardo,DPL
Author Director of Work
PROLOGO
La empresa en la cual se esta haciendo el análisis del sistema
productivo tiene una buen posicionamiento en el mercado, posee una
marca y reconocimientos por los productos comercializados.
La organización posee una buena capacidad de producción,
misma que esta operando al 70% de su capacidad total, esta capacidad
de producción muchas veces se ve afectada, provocando un
desabastecimiento de productos al mercado local.
Se han determinado varios factores de desabastecimiento, uno de
los cuales es la generación de desperdicio considerable de la materia
prima utilizada para la producción.
En este trabajo de titulacion se explican los métodos empleados
para poder reducir en lo mínimo el desperdicio generado y aumentar la
capacidad de producción por el factor scrap.

CAPITULO I
INTRODUCCION Y MARCO TEORICO
1.1. Antecedentes
RADYPART, es una empresa ecuatoriana familiar perteneciente
al Sector Industrial, fundada en 1985.
En los años 1985 inicio sus actividades en un pequeño taller
artesanal, en el cual solo se fabricaban accesorios para los radiadores,
con el tiempo el taller fue creciendo y se vio la necesidad de establecer
RADYPART como una fábrica en donde se produce el radiador como
producto terminado y sus accesorios.
La responsabilidad y la dirección del negocio de RADYPART, es
del Gerente General.
1.2. Contexto del problema / la empresa
La empresa en la cual se está haciendo el análisis de las
actividades del sistema productivo, tiene actualmente un buen
posicionamiento en el mercado, posee una marca y reconocimientos por
los productos comercializados.
La organización posee buena capacidad de producción, misma
que está operando al 70% de su capacidad total, esta capacidad de
producción muchas veces se ve afectada, provocando un
desabastecimiento de productos al mercado local.

Introducción y Marco Teórico 3
Se han determinado varios factores de desabastecimiento, uno de
los cuales es la generación de desperdicio considerable de la materia
prima utilizada para la producción, procesos de producción engorrosos,
falta de capacitación del personal a cargo.
En este trabajo de titulación se explican los métodos empleados
para poder reducir en lo mínimo el desperdicio generado y aumentar la
capacidad de producción por el factor scrap.
1.3. Descripción general de la empresa
La empresa es una organización ecuatoriana familiar
perteneciente al Sector Industrial, fundada en 1985. Dedicada a la
producción de radiadores y accesorios.
En los años 1985 inicio sus actividades en un pequeño taller
artesanal, en el cual solo se fabricaban accesorios para los radiadores,
con el tiempo y la demanda el taller fue creciendo y se vio la necesidad de
establecerse como fábrica.
Este crecimiento acelerado hizo que los procesos de producción,
métodos y formas de trabajo tanto de la maquinaria como del personal a
cargo crecieran de manera desordenada, poco eficiente. Este crecimiento
desordenado en la actualidad se ve reflejado directamente en la materia
prima que se utiliza, ya que el desperdicio de la misma es muy
significativo, generando un impacto negativo en las utilidades de la
empresa.
1.3.1. Localización
RADYPART, posee sus instalaciones en la Prosperina, Calle 5ta
Nº 109 entre Avenida 5ta y 6ta., en la ciudad de Guayaquil – Ecuador.

Introducción y Marco Teórico 4
1.3.2. Estructura organizacional
RADYPART, posee una estructura organizacional que tiene como
base las siguientes funciones:
Gerencia General
Gerentes Departamentales
Jefaturas
Personal Administrativo
Personal Operativo
1.3.3. Productos y/o servicios que produce o comercializa
Entre los principales productos que fabrica RADYPART, tienen a
disposición:
Radiadores a la medida para todo tipo de vehículos
comerciales.
Radiadores para todo tipo de motores o maquinaria
pesada.
Enfriadores de Aceite, para la industria en general.
Radiadores Kubota para la agroindustria.
Partes y accesorios de radiadores.
Tanques (reservorios de agua) utilizados para todo tipo de
vehículos.
Panales para adaptar.
RADYPART posee una cartera amplia de clientes, que está
distribuida a lo largo y ancho del país, tales como; talleres mecánicos,
talleres de radiadores, distribuidores de repuestos automotrices,
empresas camaroneras, bananeras, termoeléctricas, industrias petroleras,
etc.

Introducción y Marco Teórico 5
La mayor concentración de sus clientes se encuentra en las
principales ciudades del Ecuador (Quito y Guayaquil) pero posee una
cobertura total a nivel nacional.
1.4. Filosofía Estratégica
La filosofía de la compañía se encuentra establecida y fue
facilitada por la gerencia de la compañía, esta se ve reflejada en la misión
y visión de la misma.
1.4.1. Visión
“Convertirse en una organización de clase mundial, líder en el
sector Industrial, de alta calidad y precios competitivos, basándose en el
trato justo y desarrollo personal y profesional de sus colaboradores, la
innovación constante y productos diferenciados en el mercado.”
1.4.2. Misión
“Fabricar productos de alta calidad, siendo eficientes en todo el
proceso de producción, logrando mantener alianzas estratégicas
duraderas con todos nuestros clientes, aportando al sector industrial y
económico del país. “
1.5. Objetivos
1.5.1. Objetivo general
Analizar las actividades de la microempresa en la elaboración de
radiadores para optimizar sus procesos y mejorar su competitividad en el
mercado.
Introducción y Marco Teórico 6
1.5.2. Objetivos específicos
Elaboración de un plan de mantenimiento preventivo y
correctivo de las máquinas y equipos auxiliares de la planta
de producción.
Elaboración de un plan de capacitación, enfocado al
personal que actúa directamente con la elaboración de los
productos.
Rediseño de los métodos y procesos de trabajo actuales,
eliminando los posibles estancamientos o cuellos de
botella.
Análisis de los factores generadores de desperdicios
durante el proceso productivo.
1.6. Planteamiento del problema
La empresa que se está analizando, se dedica a la producción
(fabricación) y comercialización de radiadores y reservorios de agua
(tanques).
La materia prima que se utiliza para la construcción de estos
componentes es el cobre y bronce, esta empresa genera un alto
porcentaje de desperdicio de su materia prima, principalmente por cómo
están implementados y funcionando sus métodos y formas de trabajo de
las máquinas de producción y personal responsable.
Además los procedimientos de producción no se encuentran
actualizados, generando impactos negativos en la gestión de los mismos;
este impacto se ve reflejado directamente en el incremento de scrap,
horas extra de trabajo innecesarias, personal no calificado de trabajo y
procesos engorrosos.

Introducción y Marco Teórico 7
1.7. Justificativos
Este análisis se encuentra completamente justificado para la
empresa ya que se espera aumentar su margen de utilidad por el correcto
uso de los recursos, principalmente en la línea de producción; el medio
ambiente se beneficiara al reducirse el porcentaje de scrap y al mismo
tiempo sus empleados serán capacitados, lo cual aumentara sus
conocimientos.
Se creará un plan de trabajo que especifique los pasos
adecuados para la implementación de herramientas y procedimientos de
control, estos procedimientos e instructivos serán utilizados por las
personas involucradas.
En este trabajo de titulación, se explican los métodos empleados
a través de la implementación de un Sistema de Gestión de Calidad en el
área de producción, que permita reducir el desperdicio de materia prima,
generado principalmente por la ubicación incorrecta de equipos y
maquinarias de trabajo, métodos incorrectos de trabajo del personal a
cargo por falta de capacitaciones, planes de mantenimiento ineficientes o
inexistentes.
1.8. Marco Teórico
1.8.1. Fundamento Histórico
En los tiempos de la Primera Guerra mundial que se dio entre los
años 1914 y 1918 en Europa la producción de insumos en las industrias
en general era un tema de producción ininterrumpida sin tomar en cuenta
la confiabilidad y la calidad de los mismos, esta maquinaria trabajaba a
toda su capacidad y su funcionamiento era de vida o muerte.
Introducción y Marco Teórico 8
Más adelante en la Segunda Guerra mundial y con la culminación
de la misma, se empezó a reconocer la importancia de la maquinaria que
se utilizaba para la producción de piezas a gran escala.
Los países participantes de estas guerras quedaron devastados y
destruidos, principalmente el imperio Japonés que perdió gran parte de su
riqueza nacional y fuerza industrial, a partir de este punto el pueblo
japonés se dedicó a la tarea de reconstrucción de sus principales fuentes
de trabajo y desarrollo, tales como la educación, dentro de esta estructura
organizacional en los años 70 comenzó a funcionar el esquema de una
filosofía de participación total de los miembros TPM o Manufactura Total
de Producción.
1.8.2. Fundamento Referencial
En el sector productor de los radiadores, está el grupo
empresarial COLRAD, que han aplicado la filosofía de TPM y la han
implementado en cada planta de producción. La fábrica noto que los dos
años anteriores a la implementación del TPM, habían tenido una
disminución en el ritmo de crecimiento, aun así con resultados
satisfactorios en generación de utilidades; por el buen desarrollo de los
proyectos de optimización de costo TPM, en el año 2010 se volvió a tener
un crecimiento de 2 dígitos, crecimiento muy significativo para el grupo
COLRAD.
También se puede mencionar a COMET FASA S.A, que a través
del TPM logro una producción más limpia, se pueden resaltar dos
aspectos importantes: la prevención de la contaminación y la reducción de
los impactos negativos sobre el medio ambiente, es un tema de
fundamental importancia, que no debe ser visto como un asunto de
imposición o asumido como un costo al interior de la compañía. Al

Introducción y Marco Teórico 9
contrario suministra oportunidades de mejoramiento en el proceso
productivo.
De esta manera a través del desarrollo conjunto de la producción
más limpia y la aplicación de herramientas de gestión como TPM, se
evidencian grandes aportes al mejoramiento de las condiciones del
negocio. Y además se evidencia con la filosofía TPM, mejoras que se
traducen en ahorros y reducción de costos.
La gestión ambiental enmarcada en el TPM al interior de las
compañías ha tenido un gran número de beneficios como son: ahorro de
energía eléctrica y térmica, ahorro en el consumo de agua, trabajo en la
reducción de pérdidas ambientales, reducción de riesgos ambientales,
aseguramiento de procesos, cumplimiento de la normatividad
garantizando de esta forma el objetivo de cero pérdidas y cero
contaminación. Al final todos estos ahorros se traducen en ganancias
para la compañía.
1.8.3. Fundamento Conceptual
1.8.3.1. Mantenimiento Productivo Total (TPM)
Mantenimiento productivo total (del inglés de Total Productive
Maintenance, TPM) es una filosofía originaria de Japón, el cual se enfoca
en la eliminación de pérdidas asociadas con paros, calidad y costes en los
procesos de producción industrial. Las siglas TPM fueron registradas por
el JIPM ("Instituto Japonés de Mantenimiento de Planta").
Los sistemas productivos, que durante muchas décadas han
concentrado sus esfuerzos en el aumento de su capacidad de producción,
están evolucionando cada vez más hacia la mejora de su eficiencia, que
lleva a los mismos a la producción necesaria en cada momento con el

Introducción y Marco Teórico 10
mínimo empleo de recursos, los cuales serán, pues, utilizados de forma
eficiente, es decir, sin despilfarro.
Todo ello ha conllevado a la sucesiva aparición de nuevos
sistemas de gestión, que con sus técnicas han permitido una eficiencia
progresiva de los sistemas productivos, y que han culminado
precisamente con la incorporación de la gestión de los equipos y medios
de producción orientada a la obtención de la máxima eficiencia, a través
del TPM o Mantenimiento Productivo Total.
El primer paso firme fue la aparición de los sistemas de gestión
flexible de la producción, y muy especialmente el Just in Time (JIT),
sistema que ha soportado abandonar el objetivo de maximizar la
producción (y de disponer todos los medios del aparato productivo de
forma que se logre tal objetivo), para pasar a reorganizar los sistemas
productivos y reasignar sus recursos de forma que se consiga adaptar la
producción de cada momento a las necesidades reales, y que ésta se
logre sobre la base de un conjunto de actividades, consumidoras de
recursos, las cuales se reducirán a las mínimas estrictamente necesarias
(cualquier actividad no absolutamente necesaria se consideraría un
despilfarro). Este modelo de sistema productivo se conoce en la
actualidad como 'Lean production', y se traduce comúnmente como
producción ajustada; su filosofía se ajusta al ya citado JIT.
A la producción ajustada, sin consumo de recursos innecesarios,
se puede añadir la implantación de los sistemas conducentes a la
producción de calidad, sin defectos en el producto resultante. La gestión
TQM (Total Quality Management) conduce a la implantación de procesos
productivos que generen productos sin defectos, y que lo hagan a la
primera, en aras de mantener la óptima eficiencia del sistema productivo.
Los sistemas que en la actualidad consiguen optimizar conjuntamente la
Introducción y Marco Teórico 11
eficiencia productiva de los procesos y la calidad de los productos
resultantes son considerados como altamente competitivos.
El TPM surgió en Japón gracias a los esfuerzos del Japan
Institute of Plant Maintenance (JIPM) como un sistema para el control de
equipos en las plantas con un nivel de automatización importante. En
Japón, de donde es pues originario el TPM, antiguamente los operarios
llevaban a cabo tareas de mantenimiento y producción simultáneamente;
sin embargo, a medida que los equipos productivos se fueron haciendo
progresivamente más complicados, se derivó hacia el sistema
norteamericano de confiar el mantenimiento a los departamentos
correspondientes (filosofía de la división del trabajo); sin embargo, la
llegada de los sistemas cuyo objetivo básico es la eficiencia en áreas de
la competitividad ha posibilitado la aparición del TPM, que en cierta
medida supone un regreso al pasado, aunque con sistemas de gestión
mucho más sofisticados.
Es decir: “Yo opero, tu reparas”, da paso a “Yo soy responsable
de mi equipo”
En contra del enfoque tradicional del mantenimiento, en el que
unas personas se encargan de "producir" y otras de "reparar" cuando hay
averías, el TPM aboga por la implicación continua de todo el personal o
plantilla en el cuidado, limpieza y mantenimientos preventivos, logrando
de esta forma que no se lleguen a producir averías y/o accidentes.
El TPM destaca seis grandes pérdidas:
Perdida por avería de equipos.
Perdida debida a preparaciones.
Perdida provocadas por tiempos de paradas cortas.
Perdida por funcionamiento a velocidad reducida.

Introducción y Marco Teórico 12
Perdida por defectos de calidad, recuperaciones y
reprocesado.
Perdida por puesta en marcha de equipos.
1.8.3.2. Pilares del TPM
El TPM se sustenta en la gente, este posee 7 pilares
fundamentales los cuales son nombrados a continuación:
Mejoras enfocadas: Proporciona herramientas que son
necesarias para identificar las causas de un problema, identificando los
factores que ayudaran a mejorar y proporcionar el plazo, tiempo necesario
para cumplir la meta establecida
Mantenimiento autónomo: Es un conjunto de actividades que se
tienen que realizar para que las maquinarias se encuentren operativas, es
decir, actividades como lubricación, limpieza, inspección, cambio de
piezas, etc.,
Mantenimiento planeado: Este tipo de mantenimiento es
premeditado, tiene que ver con el costo – beneficio de la organización en
el sentido de anticipar los mantenimientos según la experiencia adquirida
de funcionamiento de las piezas antes de que se dañen. Con este tipo de
mantenimiento se estima llegar a los cero defectos, cero averías, cero
paradas innecesarias.
Control inicial: Se refiere a poner en práctica lo aprendido
producto de las explicaciones de los manuales de las máquinas, o las
recomendaciones de los fabricantes de las mismas en relación a los tipos
y tiempos de mantenimientos que se requieren, prolongando la vida útil de
las mismas.

Introducción y Marco Teórico 13
Mantenimiento de la calidad: Este pilar refiere a realizar
acciones de mantenimiento del equipo para que este no genere defectos
de calidad, certificando que la máquina cumpla con las condiciones de
cero defectos según los estándares técnicos.
Entrenamiento: Este pilar ayuda a proporcionar una guía para
que el personal que actúa directamente en los mantenimientos se
capacite constantemente, dotándolo de herramientas de estudio para que
estos aumenten sus capacidades y habilidades.
TPM en oficinas: Es llevar toda la política de mejora continua a la
oficina, las actividades de orden y limpieza no solo se deben aplicar a la
planta de producción, sino también a nivel de jefaturas en las oficinas,
para que en la cadena de valor den un apoyo a manera de soporte con
información ordenada y clara.
1.8.3.3. Las 5S
Método de gestión que se originó en Japón en los años 1960 en
Toyota, esta técnica es denomina de esa manera gracias a que la primera
letra de sus cinco frases inicia con “S”. Esta técnica busca reducir los
costos por pérdida de tiempo, mejorar la calidad de producción.
CUADRO N.1
CUADRO EXPLICATIVO DE LAS 5 S
Clasificar – SEIRI
Es la primera de las cinco fases. Se trata
de identificar los elementos que son
necesarios en el área de trabajo,
separarlos de los innecesarios y

Introducción y Marco Teórico 14
desprenderse de estos últimos, evitando
que vuelvan a aparecer. Así mismo, se
comprueba que se dispone de todo los
elementos necesarios.
Ordenar – SEITON
Se pueden usar métodos de gestión visual
para facilitar el orden. Es habitual en esta
tarea el lema (leitmotiv) «un lugar para
cada cosa, y cada cosa en su lugar». En
esta etapa se pretende organizar el
espacio de trabajo con objeto de evitar
tanto las pérdidas de tiempo como de
energía.
Limpiar – SEISO
Una vez despejado (seiri) y ordenado
(seiton) el espacio de trabajo, es mucho
más fácil limpiarlo (seisō). Consiste en
identificar y eliminar las fuentes de
suciedad, y en realizar las acciones
necesarias para que no vuelvan a
aparecer, asegurando que todos los
medios se encuentran siempre en perfecto
estado operativo. El incumplimiento de la
limpieza puede tener consecuencias,
provocando anomalías o el mal
funcionamiento de la maquinaria.
Estandarizar – SEIKETSU
Consiste en detectar situaciones
irregulares o anómalas, mediante normas
sencillas y visibles para todos. Aunque las
etapas previas de las 5S pueden aplicarse

Introducción y Marco Teórico 15
únicamente de manera puntual, en esta
etapa (seiketsu) se crean estándares que
recuerdan que el orden y la limpieza
deben mantenerse cada día.
Disciplina – SHITSUKE
Para finalizar con esta última etapa se
pretende trabajar permanentemente de
acuerdo con las normas ya establecidas,
comprobando el seguimiento del sistema
de las 5S y elaborando acciones de mejora
continua, cerrando el ciclo PDCA
(Planificar, hacer, verificar y actuar). Si en
esta etapa no se aplica el rigor necesario,
el sistema 5S pierde su eficacia.
Fuente: Libro Metodología de las 5S Bakaert Consulting Elaborado por: Isaza Leguizamón Juan Pablo
Las teorías en las cuales se basan la investigación de este
estudio se mencionan a continuación.
METOLOGIA DE LAS 5S Bakaert Consulting, S.L. Edita :
Fundación Vasca para el fomento de la calidad, 1998.
Asesoría de expertos en la materia, lo cual con sus valiosos
aportes ayudaran a que este trabajo este muy bien realizado.
Páginas en Internet: www.monografias.com,
www.wikipedia.com.

CAPITULO II
METODOLOGÍA Y DIAGNÓSTICO DEL PROBLEMA
2.1. Metodología
2.1.1. Modalidad de la Investigación
Para el desarrollo de este trabajo de titulación se han desarrollado
varias técnicas de recolección y análisis de la información, esta
información recolectada y analizada se ha procesado para la aplicación
de las mejoras en los diferentes puestos de trabajo.
Para la recolección de la información, se ha aplicado los métodos
de encuestas realizadas con los dueños de los procesos, entrevistas,
inspecciones visuales, toma de datos, mediciones de tiempos.
Una vez analizada esta información, se procedió con la aplicación
de un sistema de gestión de control en el departamento de producción,
aplicación de la técnica del TPM, aplicación de 5’s en los diferentes
puestos de trabajo.
En general la modalidad de la investigación que se aplicó para
este trabajo de titulación es cualicuantitativo.
2.1.2. Tipo de investigación
Se ha utilizado varios tipos de investigación para el desarrollo de
este trabajo de titulación, las cuales son mencionadas a continuación:

Metodología y Diagnostico del Problema 17
2.1.2.1. Investigación Descriptiva
Se ha llegado a conocer las situaciones de la planta de
fabricación de radiadores, las costumbres y métodos de trabajo que
tienen los operadores al realizar su trabajo, esta información fue
recolectada en base a las preguntas simples: ¿Qué es?, ¿Cómo es?,
¿Dónde está?, ¿De que esta hecho?, ¿Cómo están sus partes?,
¿Cuánto?
2.1.2.2. Investigación Explicativa
Se ha realizado un análisis de causa efecto, de la alta generación
de desperdicio a la hora de la fabricación de radiadores, el objetivo de
esto es poder determinar el porqué de los hechos.
Con la modalidad y tipos de investigación se ha podido levantar
la información referente a cada uno de los procesos de trabajo, los cuales
son detallados a continuación:
2.1.2.3. Población y muestra de la investigación.
Este trabajo de titulación esta aplicado a todos los procesos del
área de producción, mismos que son:
Fabricación de tubos.
Fabricación de aletas.
Ensamble de tubos y aletas.
Colocación de bases en panales.
Procesos de horneado de panales y bases.
Pruebas de calidad en piscinas.
Fabricación de tanques
Aplicación de pintura a radiadores.

Metodología y Diagnostico del Problema 18
En cada uno de estos procesos interactúan varias personas,
mismas que van a variar dependiendo de los programas de producción o
de los pedidos de los clientes.
2.1.2.4. Plan recolección de la investigación
Toda la información fue recolectada a través de entrevistas con el
personal de cada proceso, se realizaron grupos de trabajo para
determinar las ideas más importantes de mejoras.
Las entrevistas de trabajo consistieron en encuestas, con
preguntas de: ¿Qué es?, ¿Cómo es?, ¿Dónde está?, ¿De que esta
hecho?, ¿Cómo están sus partes?, ¿Cuánto?
Se realizaron y aplicaron técnicas de control estadístico para
determinar los índices de desperdicio, esta ayudo a identificar los
procesos donde más existen problemas de control en maquinaria o
personal. Se aplicó la técnica del Diagrama de Pescado para identificar la
causa raíz del problema, en esta técnica se pudo identificar los problemas
más significativos en relación a maquinaria, hombre, entorno, materiales,
métodos y mediciones.
2.1.2.5. Plan de procesamiento y análisis de la información.
Toda la información fue recolectada a través de las encuestas con
el personal fue procesada a través de la metodología que ofrece el TPM.
2.1.2.6. Métodos, técnicas e instrumentos de investigación.
Para la investigación se utilizaron las siguientes técnicas:
Cadena de valor

Metodología y Diagnostico del Problema 19
Diagrama de Causa y Efecto (Pescado)
Diagrama de Paretto
Aplicación de 5s’
Aplicación de TPM
Diseño de un Sistema de Gestión de Producción
2.2. Situación actual de la empresa
2.2.1. Producción y mercado que atiende
CUADRO N.2
PRODUCTOS Y MERCADO
PRODUCCIÓN MERCADO
Radiadores, Panales y Accesorios Automotriz
Enfriadores de Aceite y
Ventiladores Industrial
Radiadores Kubota Agroindustria
Fuente: Información proporcionada por el Departamento de Ventas y Mercadeo Elaborado por: Isaza Leguizamón Juan Pablo
La empresa se dedica a la producción de todo tipo de radiadores,
panales y accesorios para la industria automotriz, así como hace un
aporte para el sector industrial en la construcción de enfriadores de aceite
para todo tipo de maquinaria pesada.
En el sector agroindustrial se trabaja en la construcción de
radiadores Kubota, que se utilizan en el riego de plantaciones de arroz.
Metodología y Diagnostico del Problema 20
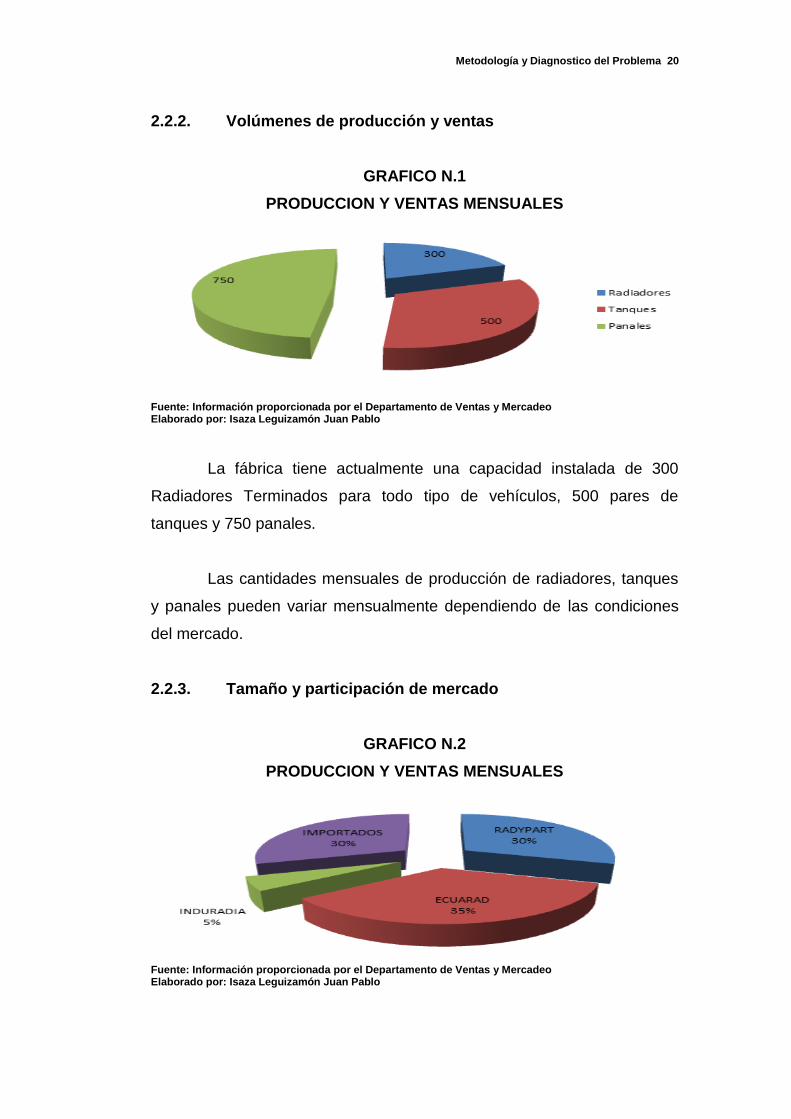
2.2.2. Volúmenes de producción y ventas
GRAFICO N.1
PRODUCCION Y VENTAS MENSUALES
Fuente: Información proporcionada por el Departamento de Ventas y Mercadeo Elaborado por: Isaza Leguizamón Juan Pablo
La fábrica tiene actualmente una capacidad instalada de 300
Radiadores Terminados para todo tipo de vehículos, 500 pares de
tanques y 750 panales.
Las cantidades mensuales de producción de radiadores, tanques
y panales pueden variar mensualmente dependiendo de las condiciones
del mercado.
2.2.3. Tamaño y participación de mercado
GRAFICO N.2
PRODUCCION Y VENTAS MENSUALES
Fuente: Información proporcionada por el Departamento de Ventas y Mercadeo Elaborado por: Isaza Leguizamón Juan Pablo

Metodología y Diagnostico del Problema 21
El mercado se mueve entre tres empresas nacionales y las
importaciones de radiadores chinos, la demanda promedio de ventas es
de 1000 radiadores mensuales en el Ecuador y el mercado quedaría
repartido de esta manera:
Importados (radiador chino) 300 unidades.
Radypart 300 unidades.
Ecuarrad 350 unidades.
Indurradia 50 unidades.
CUADRO N.3
TURNOS DE TRABAJO
Horarios de Trabajo Distribución del
Personal Maquinaria
Un solo turno de 8
horas
Personal Operativo (9)
Personal
Administrativo (4)
1 máquina tubera
3 mesas de ensamble
1 horno
4 troqueladoras
1 cuarto de pintura
1 piscina de pruebas
Fuente: Información proporcionada por entrevista al Jefe de Producción Elaborado por: Isaza Leguizamón Juan Pablo
A la fábrica actualmente no le representa trabajar varios turnos ni
horas extras ya que cubren sin inconveniente la demanda de pedidos en
caso contrario podría ser una alternativa.

Metodología y Diagnostico del Problema 22
2.2.4. Capacidad de producción instalada y utilizada
La información recopilada dentro del área productiva para la
elaboración de cuadros y toma de fotos fue facilitada directamente por el
jefe de producción de RADYPART.
Las cantidades de cada uno de los ítems pueden ser variables de
acuerdo a las dimensiones de los mismos.
CUADRO N.4
CAPACIDAD INSTALADA Vs CAPACIDAD UTILIZADA
Capacidad de Producción Instalada y Utilizada
Producción Baja Producción Media Producción Alta
6 radiadores
10 juegos de tanques
20 Panales
9 radiadores
15 juegos de tanques
25 panales
12 radiadores
20 juegos de tanques
30 panales
40% 55% 70%
Para llegar a una capacidad de producción del 100% re requeriría de la
contratación de más personal y el incremento de horas de trabajo.
Fuente: Información proporcionada por entrevista al Jefe de Producción Elaborado por: Isaza Leguizamón Juan Pablo
2.2.5. Procesos principales
2.2.5.1. Máquina tubera
Posee una estructura de 3 metros de largo, en el cual por un
extremo ingresa una lámina de bronce que se ubican en bobinas, estas
láminas poseen varias medidas en espesor y ancho, esto varía según el
tipo de sector al que vaya el radiador (Automotriz 0.12 mm & Industrial
0.16 mm), el bronce pasa por un juego de piñones que van doblando la

Metodología y Diagnostico del Problema 23
lámina y va dando forma al tubo, una vez formado el tubo pasa por una
piscina el cual es bañado de un aditivo que ayuda la adherencia de
estaño que es el siguiente paso, los tubos son rociados de estaño mismo
que ayudan a sellar herméticamente su superficie, el estaño se encuentra
a 130º C, al salir de la piscina de estaño son rociados de agua al
ambiente para enfriarlos.
Al final del proceso, la máquina tubera se calibran los topes,
mismos que le darán el alto al tubo, esto es calibrado de acuerdo al
programa de producción según el tipo de radiador que se vaya a construir.
Los tubos son cortados por una cuchilla automática para luego ser
almacenados, a la espera del siguiente proceso.
GRÁFICO N.3
MÁQUINA TUBERA OPERANDO Nº 1
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo

Metodología y Diagnostico del Problema 24
GRÁFICO N. 4
MÁQUINA TUBERA OPERANDO Nº 2
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
2.2.5.2. Máquina aleteadora
La máquina aleteadora cumple la función de hacer orificios en
láminas de cobre, estos orificios se encuentran estandarizados a la
medida de los tubos de bronces (1/8 x ½ pulgada).
El proceso inicia cuando se coloca la bobina de cobre en la parte
frontal de la máquina, el mismo descansa sobre un soporte, el cobre es
trasportado a una velocidad de 10 km/h por rodillos hacia un piñón con
puntas, el cual perfora la lámina, la cantidad de orificios a lo ancho de
lámina depende del tipo de radiador según el programa de producción, a
las láminas con orificios se les denomina aletas, estas aletas estarán
perforadas en 2, 3, 4, 5 y hasta 6 orificios como se especifica en el cuadro
N. 5.
Metodología y Diagnostico del Problema 25
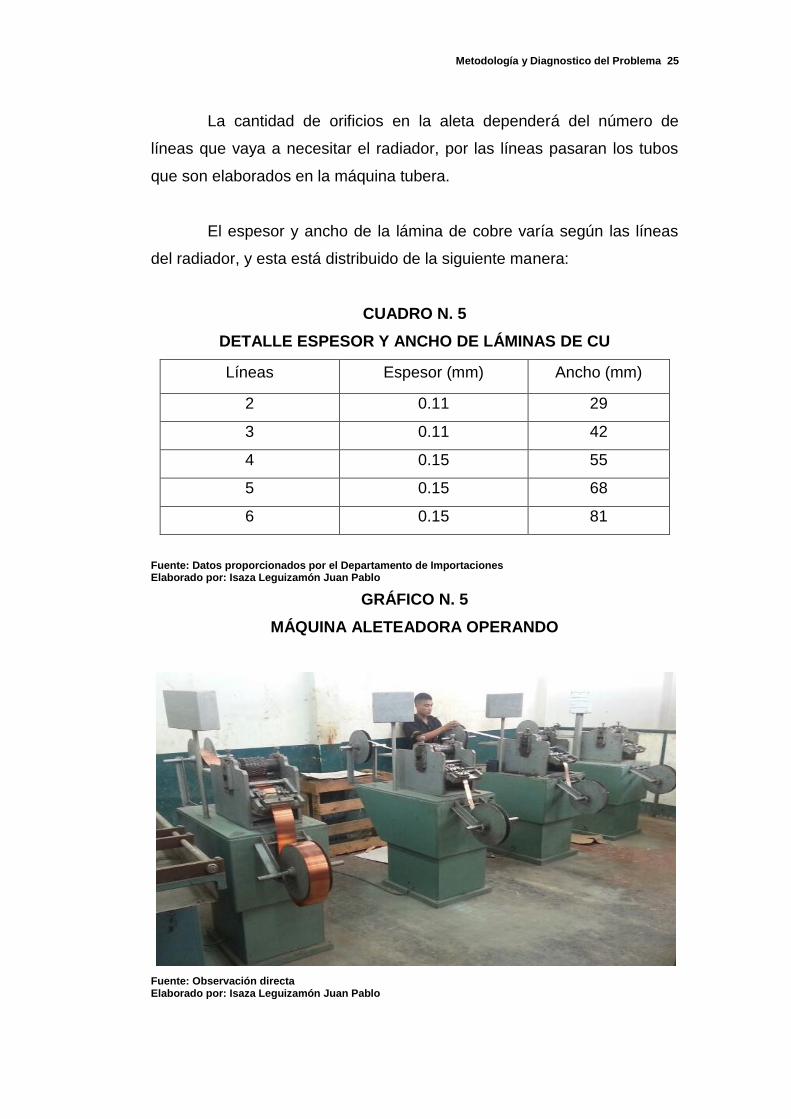
La cantidad de orificios en la aleta dependerá del número de
líneas que vaya a necesitar el radiador, por las líneas pasaran los tubos
que son elaborados en la máquina tubera.
El espesor y ancho de la lámina de cobre varía según las líneas
del radiador, y esta está distribuido de la siguiente manera:
CUADRO N. 5
DETALLE ESPESOR Y ANCHO DE LÁMINAS DE CU
Líneas Espesor (mm) Ancho (mm)
2 0.11 29
3 0.11 42
4 0.15 55
5 0.15 68
6 0.15 81
Fuente: Datos proporcionados por el Departamento de Importaciones Elaborado por: Isaza Leguizamón Juan Pablo
GRÁFICO N. 5
MÁQUINA ALETEADORA OPERANDO
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo

Metodología y Diagnostico del Problema 26
2.2.5.3. Mesa de ensamble
La mesa de ensamble está diseñada para servir de guía en el
armado de los panales, esta actividad consta de dos procesos que son:
Colocación de las aletas en las líneas guía.
Colocación de los tubos en las aletas.
Este procesos consiste en ir tejiendo poco a poco el panal,
utilizando para esto una mesa que tiene prediseñada la forma y tamaño
del radiador, al finalizar el proceso de colocación de aletas en las líneas
guía, se procede a dar la vuelta a la mesa, con una especie de bayoneta
se irán colocando uno a uno los tubos que formaran el panal.
GRÁFICO N.6
OPERADOR TEJIENDO PANAL
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo

Metodología y Diagnostico del Problema 27
GRÁFICO N. 7
OPERADOR COLOCANDO TUBOS
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
GRÁFICO N.8
PANAL TERMINADO
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
2.2.5.4. Colocaciones de bases en panales
Finalizado el proceso de tejido de los panales, los mismos son
trasladados hasta la zona de colocación de bases, estas bases son de
bronce bañadas en estaño para que su superficie sea hermética. Un
operador manualmente va colocando poco a poco la base con un martillo

Metodología y Diagnostico del Problema 28
de madera, hasta que este calza perfectamente en cada uno de los tubos
del panal.
GRÁFICO N.9
OPERADOR COLOCANDO BASES
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
Las bases son previamente elaboradas, manualmente en una
troqueladora, los orificios de las bases están estandarizadas a la medida
de los tubo a 1/8 x ½ pulgada.
GRÁFICO N. 10
OPERADOR EN MÁQUINA TROQUELADORA
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
Metodología y Diagnostico del Problema 29
Una vez colocadas las bases en los lados del panal, la pieza
completa es bañada con un aditivo especial, este aditivo ayudara a
compactar y asegurara la adherencia de aletas, tubos y bases.
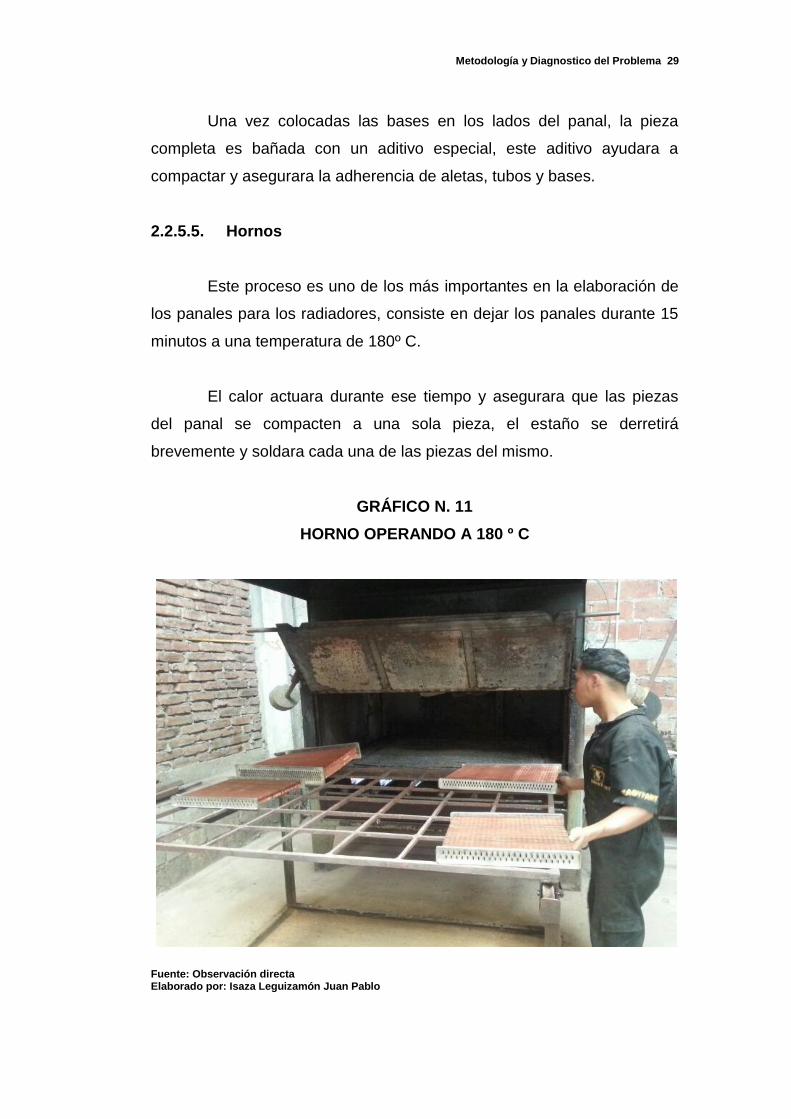
2.2.5.5. Hornos
Este proceso es uno de los más importantes en la elaboración de
los panales para los radiadores, consiste en dejar los panales durante 15
minutos a una temperatura de 180º C.
El calor actuara durante ese tiempo y asegurara que las piezas
del panal se compacten a una sola pieza, el estaño se derretirá
brevemente y soldara cada una de las piezas del mismo.
GRÁFICO N. 11
HORNO OPERANDO A 180 º C
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo

Metodología y Diagnostico del Problema 30
2.2.5.6. Piscinas de pruebas
Como una medida de control de calidad los panales son
sometidos a la prueba de la piscina, esta prueba consiste en colocar una
prensa de madera al panal terminado con sus respectivas bases, esta
prensa es ajustado al punto que se genere la hermeticidad, una vez
terminado este proceso el panal es sumergido en la piscina con agua, se
le conecta una manguera para bombear aire comprimido.
La prueba consiste en verificar que los panales no tengan fugas,
se observa que no se generen burbujas en el agua, de generarse se
corrige las fugas, la prueba se ejecuta las veces que sea necesaria hasta
lograr hermeticidad absoluta.
GRÁFICO N. 12
OPERADORES SUMERGIENDO PANAL
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo

Metodología y Diagnostico del Problema 31
Las fugas son corregidas con un baño de estaño, este baño
consiste en flamear barras de estaño sobre las parrillas o bases del panal,
el estaño fundido recorrerá las cavidades del mismo hasta solidificarse.
GRÁFICO N. 13
BAÑO DE ESTAÑO (APLICACIÓN DE SOLDADURA)
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
2.2.5.7. Fabricación de tanques
Una de las piezas complementarias para finalizar con el proceso
de construcción de radiadores es el acoplamiento de los tanques
(reservorios de agua), estos tanques son elaborados a base de maquetas
o moldes prediseñados.
Consiste en copiar en láminas de bronce la figura del tanque
según el programa de producción, la figura copiada en la lámina es
cortada y luego moldeada hasta darle la forma adecuada, es pulida, se le
agrega la boquilla y puesta a punto para su utilización. El tanque ya
elaborado es soldado al panal, para luego ser pintado.

Metodología y Diagnostico del Problema 32
GRÁFICO N. 14
ELABORACIÓN DE TANQUES PARA PANALES
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
GRÁFICO N. 15
COLOCACIÓN DE BOQUILLA
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
Metodología y Diagnostico del Problema 33
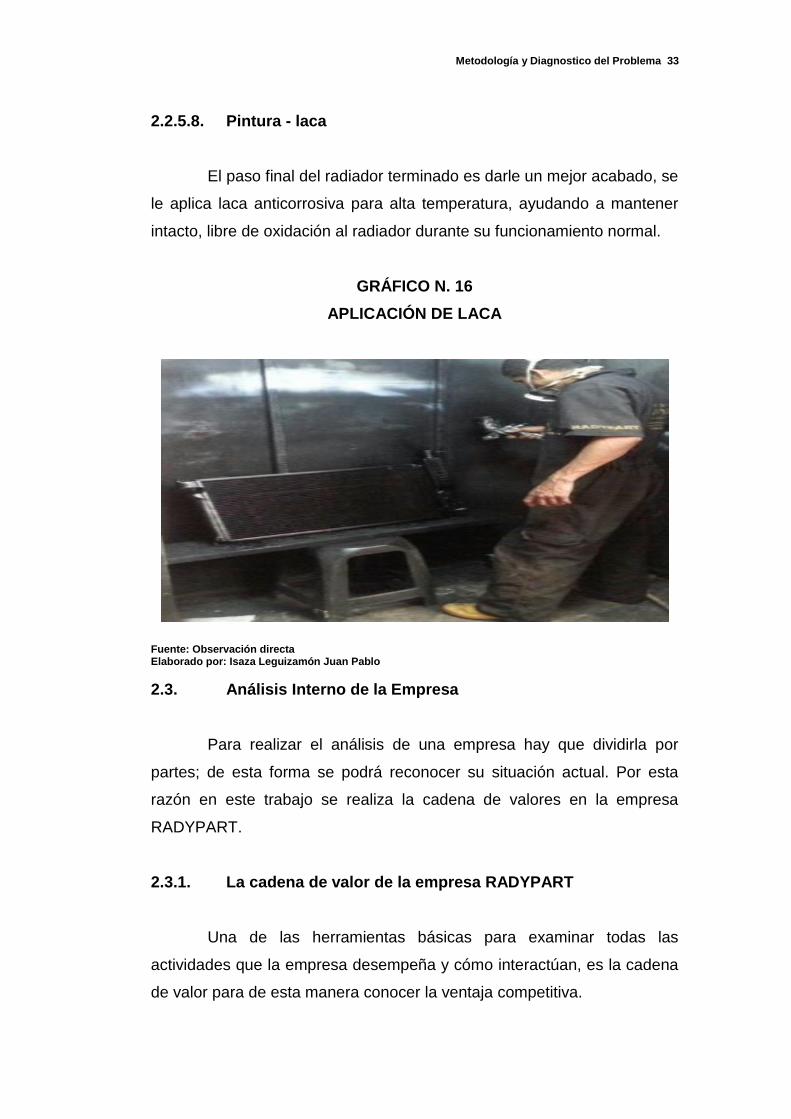
2.2.5.8. Pintura - laca
El paso final del radiador terminado es darle un mejor acabado, se
le aplica laca anticorrosiva para alta temperatura, ayudando a mantener
intacto, libre de oxidación al radiador durante su funcionamiento normal.
GRÁFICO N. 16
APLICACIÓN DE LACA
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
2.3. Análisis Interno de la Empresa
Para realizar el análisis de una empresa hay que dividirla por
partes; de esta forma se podrá reconocer su situación actual. Por esta
razón en este trabajo se realiza la cadena de valores en la empresa
RADYPART.
2.3.1. La cadena de valor de la empresa RADYPART
Una de las herramientas básicas para examinar todas las
actividades que la empresa desempeña y cómo interactúan, es la cadena
de valor para de esta manera conocer la ventaja competitiva.

Metodología y Diagnostico del Problema 34
2.3.1.1. Actividades primarias
Las actividades primarias son aquellas implicadas en la
producción física del producto, venta, así como la asistencia postventa,
sus actividades primarias se dividen en 5 categorías:
Logística interna
Operaciones
Logística externa
Marketing y ventas
Servicios postventa
2.3.1.1.1. Logística interna
Las actividades relacionadas con el bodegaje, entrega de insumos
del producto en cada una de sus áreas, control de inventarios, retorno a
los proveedores, forman parte de la logística interna.
GRÁFICO N. 17
ANALISIS DE LA CADENA DE VALOR: LOGISTICA INTERNA
Fuente: RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
Infraestructura de RADYPART
Administracion de Recursos Humanos
Desarrollo Tecnologico
Abastecimiento
logistica
internaOperaciones
logistica
ExternaMarketing Servicios
Red
uccio
n
de S
CR
AP
1.- Almacenamiento y
control de diversas materias
primas.
2.- Recepcion de pedidos y
entrega de ordenes de
trabajo.
3.- Control de inventarios.

Metodología y Diagnostico del Problema 35
En el grafico N. 17 se observa que en RADYPART se desarrollan
las siguientes actividades en logística interna:
1.- Almacenamiento y control de materias primas, se
embodegan y se organiza los diversos tipos de soldaduras, flejes de
cobre y bronce para la fabricación del radiador.
2.- Recepción de pedidos y entregas de ordenes de trabajo,
se receptan vía telefónica los pedidos a nivel nacional, estos son pasados
a ordenes de trabajo para proceder a producción en planta.
3.- Control de inventarios, en las bodegas de materias primas
se analiza y se hacen proyecciones de acuerdo al movimiento y rotación
de ítems en la misma, en este campo no se presentan problemas.
2.3.1.1.2. Operaciones
Son las actividades relacionadas con el desarrollo de cada uno de
los pasos dentro de los procesos de RADYPART.
GRÁFICO N. 18
ANALISIS DE LA CADENA DE VALOR: OPERACIONES
Fuente: RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
Infraestructura de RADYPART
Administracion de Recursos Humanos
Desarrollo Tecnologico
Abastecimiento
logistica
internaOperaciones
logistica
ExternaMarketing Servicios
Red
uccio
n
de S
CR
AP
1.- Construcion de panales.
2.- Construccion de
tanques.
3.- Construccion de
radiadores.
4.- Construccion de
radiadores kubota.
Metodología y Diagnostico del Problema 36
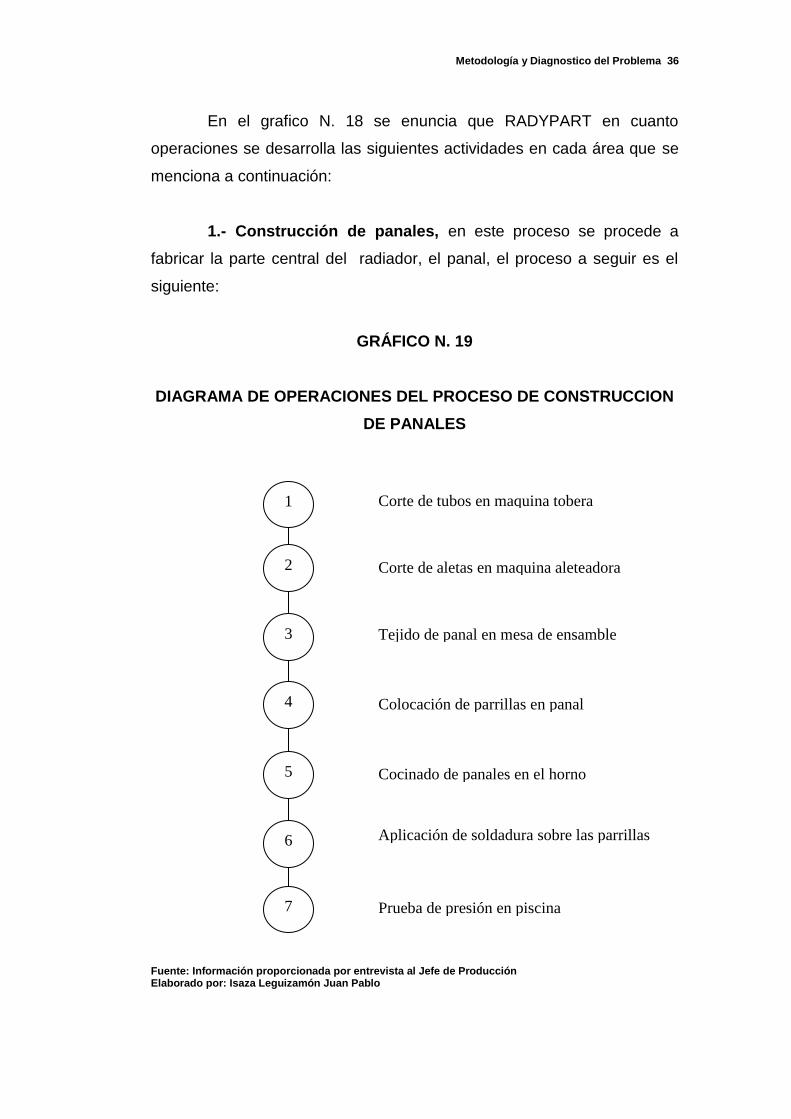
En el grafico N. 18 se enuncia que RADYPART en cuanto
operaciones se desarrolla las siguientes actividades en cada área que se
menciona a continuación:
1.- Construcción de panales, en este proceso se procede a
fabricar la parte central del radiador, el panal, el proceso a seguir es el
siguiente:
GRÁFICO N. 19
DIAGRAMA DE OPERACIONES DEL PROCESO DE CONSTRUCCION
DE PANALES
Fuente: Información proporcionada por entrevista al Jefe de Producción Elaborado por: Isaza Leguizamón Juan Pablo
1 Corte de tubos en maquina tobera
5
4
3
2
Cocinado de panales en el horno
Corte de aletas en maquina aleteadora
Tejido de panal en mesa de ensamble
Colocación de parrillas en panal
7
6
Prueba de presión en piscina
Aplicación de soldadura sobre las parrillas
Metodología y Diagnostico del Problema 37
En este proceso se presentan varios problemas como en el corte
de aletas y tuberías, exceso de cocinado en el horno y falta de atención
en el banco de pruebas.
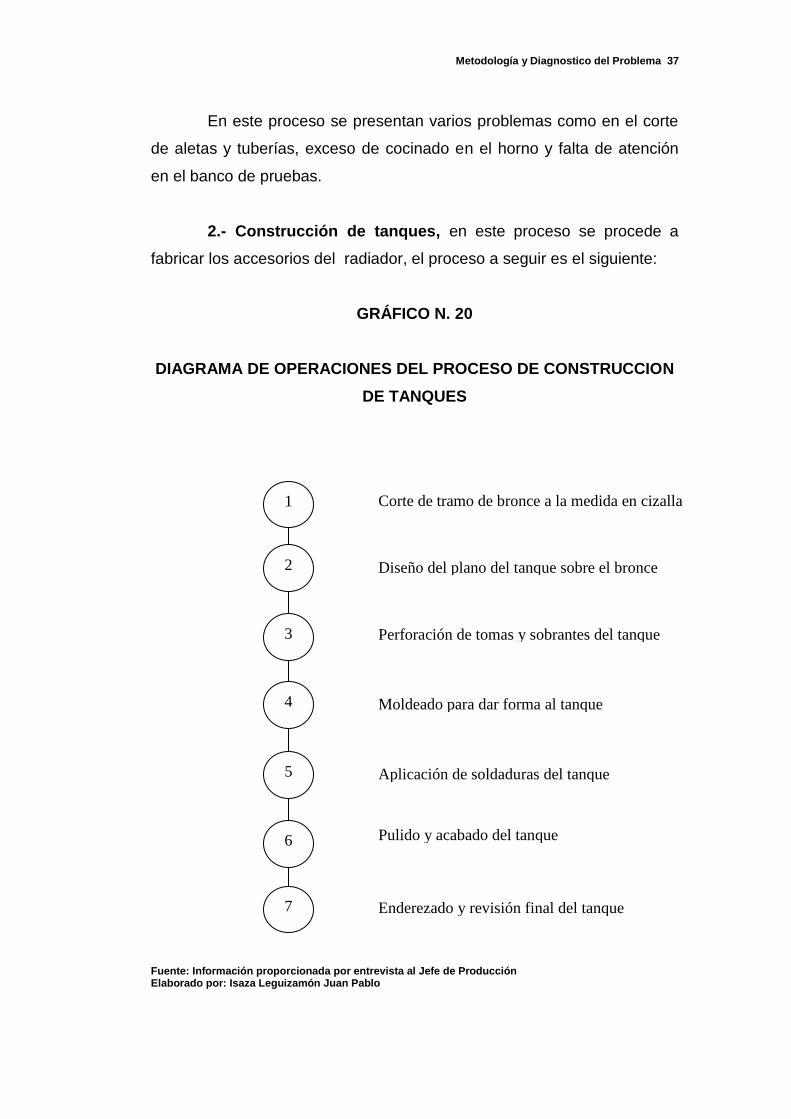
2.- Construcción de tanques, en este proceso se procede a
fabricar los accesorios del radiador, el proceso a seguir es el siguiente:
GRÁFICO N. 20
DIAGRAMA DE OPERACIONES DEL PROCESO DE CONSTRUCCION
DE TANQUES
Fuente: Información proporcionada por entrevista al Jefe de Producción Elaborado por: Isaza Leguizamón Juan Pablo
Corte de tramo de bronce a la medida en cizalla
ccizaya
1
2 Diseño del plano del tanque sobre el bronce
Perforación de tomas y sobrantes del tanque 3
4 Moldeado para dar forma al tanque
Aplicación de soldaduras del tanque 5
Pulido y acabado del tanque 6
Enderezado y revisión final del tanque 7

Metodología y Diagnostico del Problema 38
En este proceso no se presentan errores ya que el tipo de
material utilizado tiene mayor tolerancia.
3.- Construcción del radiador, en este proceso se procede más
que todo a la unión o ensamble de los productos anteriores para dar otro
producto final, el proceso a seguir es el siguiente:
GRÁFICO N. 21
DIAGRAMA DE OPERACIONES DEL PROCESO DE CONSTRUCCION
DEL RADIADOR
Fuente: Información proporcionada por entrevista al Jefe de Producción Elaborado por: Isaza Leguizamón Juan Pablo
En este proceso no se presentan problemas ya que se han
realizado previas pruebas a todos los componentes del radiador.
4.- Construcción del radiador Kubota, en este proceso se
procede de la misma manera que el punto anterior, su única diferencia
son las dimensiones, el proceso a seguir es el siguiente:
1 Unión de tanque y panal con soldadura
4
3
2 Inmersión de radiador en piscina de pruebas
Pulido y limpieza de residuos al radiador
Aplicación de pintura laca

Metodología y Diagnostico del Problema 39
GRÁFICO N. 22
DIAGRAMA DE OPERACIONES DEL PROCESO DE CONSTRUCCION
DEL RADIADOR KUBOTA
Fuente: Información proporcionada por entrevista al Jefe de Producción Elaborado por: Isaza Leguizamón Juan Pablo
En este proceso tampoco se presentan problemas ya que ya ha
tenido previas pruebas en todos los componentes del radiador.
Estos procesos dentro de RADYPART, son los que agregan valor
a los productos que se entregan, pero también son necesarias las
actividades de apoyo como son: los recursos humanos, tecnología; para
que estos procesos se realicen correctamente.
2.3.1.1.3. Logística externa
Si se habla de la logística externa se refiere a las actividades
asociadas con transportación, atención y despacho de productos a
clientes.
1 Unión de tanque y panal con soldadura
4
3
2 Inmersión de radiador en piscina de pruebas
Pulido y limpieza de residuos al radiador
Aplicación de pintura laca

Metodología y Diagnostico del Problema 40
GRÁFICO N. 23
ANALISIS DE LA CADENA DE VALOR: LOGISTICA EXTERNA
Fuente: RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
A continuación se detallan las actividades que se realizan dentro
de la logística externa en RADYPART.
1.- Recepción de muestras de clientes, la empresa posee una
amplia variedad de muestras y plantillas de los diversos modelos de
radiadores, pero en caso de no tener la muestra se diseña el radiador con
la muestra facilitada por el cliente. También se hace recepción de muestra
en caso de ser una reparación y no necesariamente la confección de un
artículo nuevo.
1.- Despacho de productos a clientes, una vez terminados los
pedidos de los clientes, se hace la entrega de los mismos ya sea en las
oficinas de la empresa o en los puntos de venta RADYPART; en caso de
ser pedidos fuera de la ciudad, se les hace llegar a los clientes su
producto por medio de compañía de transporte, previamente coordinado
con el cliente.
Infraestructura de RADYPART
Administracion de Recursos Humanos
Desarrollo Tecnologico
Abastecimiento
logistica
internaOperaciones
logistica
ExternaMarketing Servicios
Red
uccio
n
de S
CR
AP
1.- Recepcion de muestras
de clientes.
2.- Despacho de productos a
clientes dentro y fuera de la
ciudad.

Metodología y Diagnostico del Problema 41
2.3.1.1.4. Marketing y ventas
Son las actividades asociadas con proporcionar un medio por el
cual los compradores pueden consumir los productos y llamar su atención
para hacerlo, como publicidad, promoción, fuerza de ventas, cuotas,
selecciones del canal y precio.
GRÁFICO N. 24
ANALISIS DE LA CADENA DE VALOR: MARKETING Y VENTAS
Fuente: RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
1.- Recepción de pedido, esto se realiza mediante vía telefónica
en las oficinas de RADYPART, clientes dentro y fuera de la ciudad son
atendidos y asesorados para poder adquirir el producto adecuado para
sus necesidades.
2.- Surtido de almacenes, para dar mayor accesibilidad de los
productos de RADYPART a sus clientes, poseen un amplio stock de sus
artículos más comerciales en sus puntos de ventas ubicados en las
Infraestructura de RADYPART
Administracion de Recursos Humanos
Desarrollo Tecnologico
Abastecimiento
logistica
internaOperaciones
logistica
ExternaMarketing Servicios
Red
uccio
n
de S
CR
AP
1.- Recepcion de pedidos.
2.- Surtido de almacenes.
3.- Devoluciones.
4.- Visita puerta a puerta a
talleres y potenciales
clientes.

Metodología y Diagnostico del Problema 42
ciudades de mayor movimiento, su stock es reabastecido diariamente de
ser necesario.
3.- Devoluciones, las políticas de garantía de RADYPART son
una parte importante de la empresa, al tener la seguridad de la buena
calidad de sus productos, tienen la posibilidad de ofrecer garantía de 1
año en todos sus artículos reemplazándolos por productos nuevos en
caso de fallas y/o reclamos.
4.- Visita puerta a puerta, parte del marketing que tiene la
empresa es que se programan visitas a los talleres de radiadores, ya que
son sus principales clientes; estas se hacen con el fin de ampliar el
mercado en el caso de talleres nuevos.
2.3.1.1.5. Servicios postventa
Es el servicio que RADYPART presta a sus clientes una vez que
han sido atendidos, este servicio se da mediante citas programadas.
GRÁFICO N. 25
ANALISIS DE LA CADENA DE VALOR: SERVICIOS
Fuente: RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
Infraestructura de RADYPART
Administracion de Recursos Humanos
Desarrollo Tecnologico
Abastecimiento
logistica
internaOperaciones
logistica
ExternaMarketing Servicios
Reduccion
de SC
RA
P
1.- Atencion de quejas y
reclamos.
2.- Requisitos de clientes.
3.- Retroalimentacion con el
cliente (servicio postventa)

Metodología y Diagnostico del Problema 43
1.- Atención de quejas y reclamos, en las oficinas de
RADYPART son receptadas vía telefónica los reclamos de los clientes en
caso de haber algún defecto de fabrica y de esta manera poder dar uso a
sus garantías.
2.- Requisitos de clientes, cada solicitud de los clientes son
tomadas en consideración y son ejecutadas para de esta manera tener
completa satisfacción por parte del cliente.
3.- Retroalimentación con el cliente, se hacen las respectivas
recomendaciones a los clientes con el fin de obtener el máximo
rendimiento y tiempo de vida a los radiadores de RADYPART; así mismo,
son tomadas en cuentas las recomendaciones de los clientes, con el fin
de poder optimizar la calidad del producto.
2.3.1.2. Actividades de apoyo
Son las que sirven de sustento a las actividades primarias,
ayudándose entre sí; la clasificación de estas actividades es la siguiente:
Infraestructura
Gestión de personal
Desarrollo tecnológico
Abastecimiento
2.3.1.2.1. Infraestructura
Consiste en varias actividades como la administración en general,
planeación, finanzas, contabilidad, asuntos legales y administración de
calidad.
Metodología y Diagnostico del Problema 44
La infraestructura, a comparación de las demás; apoya al resto de
actividades, regularmente ayuda a toda la cadena y no a actividades
individualmente.
RADYPART tiene una infraestructura simple, la cual está dividida
de la siguiente manera:
1.- Dirección ejecutiva, aquí se gestiona la contratación y la
aprobación del personal que trabaja en RADYPART.
Este departamento se encarga en sí de controlar todas las
actividades principales.
2.- Área administrativa, se encarga de mantener los recursos
suficientes en la empresa, para que su funcionamiento interno sea
correcto y así las actividades principales puedan ser realizadas a la
perfección.
El área administrativa se encuentra dividida de la siguiente
manera:
Cuenta descentralizada esta área es la encargada de
gestionar pagos.
En el departamento de Recursos humanos se realiza la
legalización del talento humano que ingresa a RADYPART,
además de registra el control de asistencia y sobre tiempo
del personal.
Compras y cotizaciones se encargan de hacer contacto con
los proveedores; también gestiona compra que equipos de
trabajo y de seguridad.

Metodología y Diagnostico del Problema 45
2.3.1.2.2. Desarrollo tecnológico
Toda actividad de valor representa tecnología, ya sean
conocimientos, procedimientos, o la tecnología dentro del equipo de
proceso.
En el cuadro N. 6 se observa cómo es aplicado el campo
tecnológico dentro de RADYPART.
CUADRO N. 6
RELACION DE DESARROLLO TECNOLOGICO CON LAS
ACTIVIDADES PRINCIPALES
ACTIVIDADES
PRINCIPALES
DESARROLLO TECNOLOGICO
Logística interna
Software especializado en control de inventarios
de bodegas de materias primas y productos
terminados.
Operaciones Maquinarias con tecnología de punta, y continua
actualización de equipos.
Logística externa Transportes en buen estado.
Marketing y Ventas Equipos de comunicación actualizada.
Servicios Citas programadas.
Fuente: RADYPART Elaborado por: Isaza Leguizamón Juan Pablo

Metodología y Diagnostico del Problema 46
2.3.1.2.3. Abastecimiento
Se refiere a la función de comprar equipos de trabajo o
herramientas y de seguridad para planta, suministros de comunicación y
oficina.
El abastecimiento al igual que la tecnología en esta empresa
tiende a esparcirse entre todas sus áreas.
2.3.1.2.4. Propuesta de valor
Buena relación entre vendedor y cliente.
Cómodas vistosas instalaciones.
Tecnología de punta.
Bajos costos.
Lo mencionado anteriormente son algunos motivos por los cuales
los clientes prefieren trabajar con RADYPART.
2.4. Análisis del entorno
En esta parte se analizara el entorno de RADYPART, es decir sus
compradores, proveedores, productos sustitutos, competidores
potenciales, rivalidad entre competidores, para lo cual recurre al análisis
de las “5 fuerzas competitivas de Porter”, con cuyo estudio se obtendrá
las fortalezas y debilidades de cada uno de los respectivos segmentos del
entorno, en base al cual se realizara el análisis FODA de RADYPART el
cual ha sido tomado en consideración a lo largo y ancho de este trabajo
de titulación.

Metodología y Diagnostico del Problema 47
COMPETIDORES
DE LA
INDUSTRIA
Rivalidad entre
empresas actuales
PARTICIPANTES
POTENCIALES
PROVEEDORES
COMPRADORES
PRODUCTOS
SUSTITUTOS
Poder de negociación de los
compradores
Riesgo de nuevas empresas
Poder de negociación de los
proveedores
Amenaza de servicios sustitutos
GRÁFICO N. 26
FUERZAS QUE IMPULSAN LA COMPETENCIA EN LA INDUSTRIA
Fuente: METOLOGIA DE LAS 5S Bakaert Consulting Elaborado por: Isaza Leguizamón Juan Pablo
2.4.1. Poder de negociación del comprador
Cuando se habla de poder de los compradores se trata del grado
de influencia que los clientes en el caso de RADYPART, ellos se
mencionan en el siguiente cuadro:
Metodología y Diagnostico del Problema 48
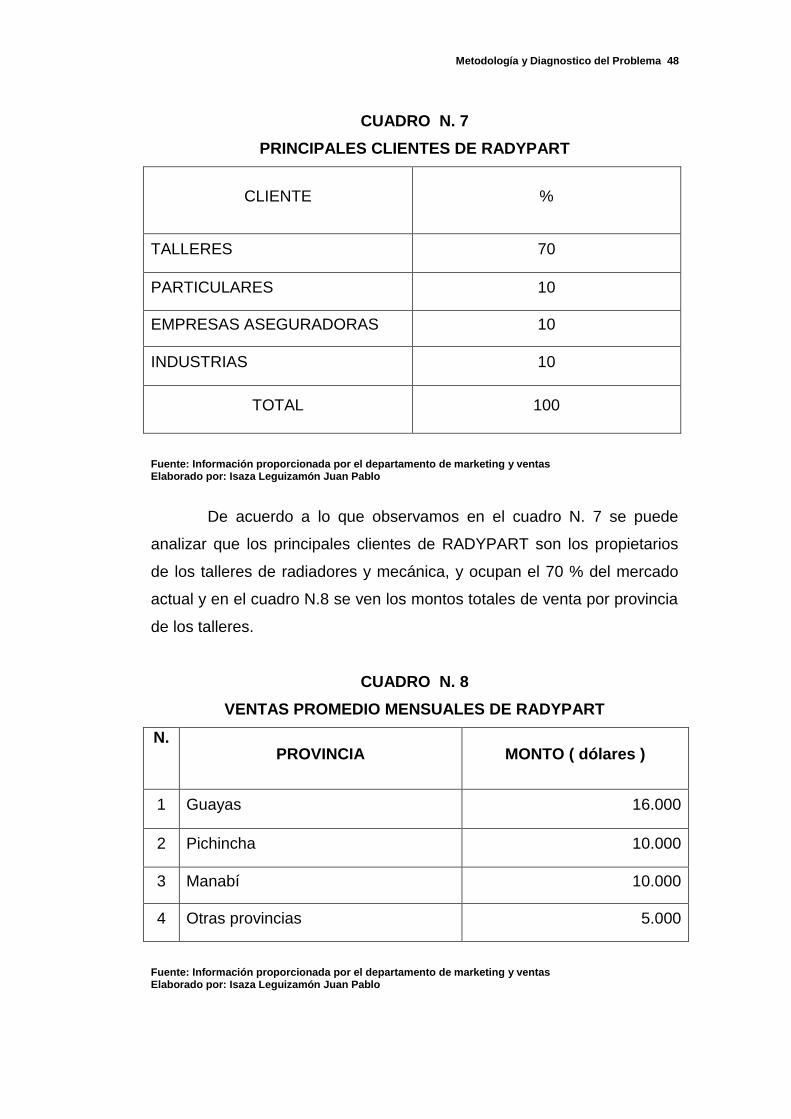
CUADRO N. 7
PRINCIPALES CLIENTES DE RADYPART
CLIENTE %
TALLERES 70
PARTICULARES 10
EMPRESAS ASEGURADORAS 10
INDUSTRIAS 10
TOTAL 100
Fuente: Información proporcionada por el departamento de marketing y ventas Elaborado por: Isaza Leguizamón Juan Pablo
De acuerdo a lo que observamos en el cuadro N. 7 se puede
analizar que los principales clientes de RADYPART son los propietarios
de los talleres de radiadores y mecánica, y ocupan el 70 % del mercado
actual y en el cuadro N.8 se ven los montos totales de venta por provincia
de los talleres.
CUADRO N. 8
VENTAS PROMEDIO MENSUALES DE RADYPART
N. PROVINCIA MONTO ( dólares )
1 Guayas 16.000
2 Pichincha 10.000
3 Manabí 10.000
4 Otras provincias 5.000
Fuente: Información proporcionada por el departamento de marketing y ventas Elaborado por: Isaza Leguizamón Juan Pablo

Metodología y Diagnostico del Problema 49
La principal oportunidad que tiene la empresa RADYPART es:
Que sus clientes se encuentra ubicados y distribuidos a lo
largo y ancho de la región.
Pero como todo tiene su parte negativa, también se encuentran
amenazas en este mercado las cuales son:
Bajo poder adquisitivo.
No tienen cultura contable ni tributaria.
Acuden a RADYPART solo en caso de emergencia,
primero tratan de arreglar el radiador por sus propios
medios.
2.4.2. Poder de negociación del proveedor
Los proveedores por ser parte de las 5 fuerzas competitivas,
pueden ejercer poder de negociación sobre una empresa, si amenazan
con elevar los precios o disminuir la calidad de los bienes y servicios que
ofrecen.
RADYPART cuenta pocos proveedores, los cuales han sido
analizados y aceptados por su calidad en materias primas y trayectoria en
el mercado, entre ellos están:
CUADRO N. 9
PRINCIPALES PROVEEDORES DE RADYPART
N.
PROVEEDORES ACTIVIDAD
1 NACOBRE (México) Laminadora de cobre y bronce.

Metodología y Diagnostico del Problema 50
2 GERONETO Venta de varillas y planchas de hierro.
3 PROMESA Soldaduras de estaño y bronce.
4 IMP. EL ROSADO Venta de herramientas y EPP.
Fuente: Información proporcionada por entrevista al Jefe de Producción Elaborado por: Isaza Leguizamón Juan Pablo
En el cuadro N. 9 se enumero a los principales proveedores de
RADYPART, los cuales le dan ciertas fortalezas que son:
Cumplimientos de los pedidos.
Proveedores reconocidos a nivel nacional.
.
La debilidad es mínima pero influye, NACOBRE al ser de origen
mexicano existe el riesgo de retrasos en entregas, no por parte de ellos
sino por parte de la aduana o el puerto.
2.4.3. Servicios sustitutos
El producto ofrecido por la fábrica de radiadores RADYPART
tienes ciertos procesos artesanales y son 100 % producidos en el
Ecuador.
Este es el principal problema que tiene RADYPART, el ingreso de
radiadores del exterior conocidos como genéricos, tienen procedencia
principalmente de la China pero también vienen desde los países vecinos
Perú y Colombia.
Como cualquier otro producto sustituto en otro tipo de empresa
causan también amenazas y oportunidades, que se mencionan a
continuación:

Metodología y Diagnostico del Problema 51
Amenazas:
Bajo costo.
Similitud física al original.
Oportunidades:
Baja calidad.
Falta de credibilidad.
2.4.4. Competidores potenciales
Al hablar de competidores potenciales se refiere a los que no
forman parte de la competencia actual de RADYPART, pero sin embargo
están entrando o entraran a formar parte del mercado al cual RADYPART
vende sus productos hoy en día.
Uno de los competidores potenciales que actualmente está
entrando al mercado es el de los radiadores genéricos traídos por lo
importadores de repuestos, en especial de procedencia China, como ya
se conoce la mano de obra y costos en general de cualquier artículo de
esta procedencia es extremadamente bajo.
Ahora bien, es posible analizar las amenazas y oportunidades de
este potencial competidor:
Amenazas:
Costos extremadamente bajos.
Semejanza al radiador original, es muy fácil de confundir.
Oportunidades:

Metodología y Diagnostico del Problema 52
Mala calidad.
Carente de garantías.
2.4.5. Rivalidad entre competidores
La empresa RADYPART actualmente tiene pocos pero fuerte
competidores.
Los competidores directos e indirectos son:
Competencia directa.
A.- Fabrica de radiadores ECUARRAD.
B.- Fabrica de radiadores INDURRADIA.
Competencia indirecta
A.- Importadores de repuestos.
Para el análisis de competidores de RADYPART, solo se tomaran
en cuenta las otras 2 fábricas de radiadores.
Ahora se analiza las amenazas y oportunidades de RADYPART
sobre la competencia:
Amenazas:
Trayectoria de la competencia, ya que RADYPART es la
fabrica más joven en el mercado de radiadores.
Alta capacidad de capital para inversión.

Metodología y Diagnostico del Problema 53
Oportunidades:
Infraestructura y maquinaria obsoleta.
Personal con demasiada antigüedad en la empresa.
La principal herramienta que tiene RADYPART para competir con
las otras fábricas es la tecnología, ya que poco a poco ha ido entrando a
la pelea con las fábricas más antiguas de radiadores.
2.5. Diagnóstico
Después de haber analizado interna y externamente la empresa
RADYPART, se puede identificar los principales problemas que tiene esta
fábrica.
A continuación se analizara los principales problemas de la
empresa, el área donde se detecto el problema, causa y efecto que tienen
cada uno de ellos.
2.5.1. Análisis e identificación de los principales problemas, el
origen, sus causas y efectos.
Problema N. 1:
Área : Logística interna
Causa : Falta de capacitación de personal
Efecto : Retrasos en procesos de producción
Descripción del problema: En este proceso se presentan
inconvenientes en la lectura de las ordenes de producción lo cual será
corregido capacitando al personal de planta.
Metodología y Diagnostico del Problema 54
Problema N. 2:
Área : Operaciones
Causa : No hay manuales de procedimientos
Efecto : Desorden organizacional e ineficiencias
Descripción del problema: La falta de manuales de
procedimiento por parte de RADYPART ocasiona que el personal tenga
confusiones en el momento de leer las órdenes de trabajo y se generan
perdidas de recursos al pasar de un paso al otro en la secuencia de
procesos.
Problema N. 3:
Área : Operaciones
Causa : No hay manuales de maquinarias.
Efecto : Demoras, desperdicios de materiales y riesgo
de accidentes laborales
Descripción del problema: En este proceso se presentan varios
problemas como en el corte de aletas y tuberías, exceso de cocinado en
el horno y falta de atención en el banco de pruebas.
Problema N. 4:
Área : Logística interna
Causa : Falta de control en el área de bodegas
Efecto : Deterioro de material
Descripción del problema: Estas operaciones no están siendo
bien realizadas ya que al realizar las maniobras de traslado se están
golpeando los filos de las bovinas de bronce y cobre, de ser bien tratados

Metodología y Diagnostico del Problema 55
los materiales habría menos desperdicio al cuadrar las maquinas
aleteadora y tubera.
CUADRO N. 10
% DE FRECUENCIA DE PROBLEMAS
CAUSA FRECUENCIA %
Falta de capacitación del personal 20 37.04
No hay manuales de procesos 15 27.78
No hay manuales de maquinarias 10 18.52
Falta de control en el áreas de bodegas 9 16.67
Fuente: Encuestas en RADYPART e identificación de problemas en áreas de trabajo Elaborado por: Isaza Leguizamón Juan Pablo
En el cuadro N. 10 se muestra que mediante encuestas en el área
productiva y administrativa se logro contabilizar la frecuencia de
problemas durante un mes para así poder identificar su gravedad.
2.5.2. Matriz FODA – Estrategias del FODA
El FODA es una herramienta utilizada para el análisis de factores
internos y externos de una empresa, los cuales son:
Fortalezas: Factores positivos que posee la empresa y que
remarcan su imagen.
Oportunidad: Lo constituyen factores positivos del entorno que no
están bajo control de la empresa, pero que se pueden mediar
mediante el diseño de estrategias.
Debilidades: Están formados por factores negativos que afectan
directamente la imagen de empresa.
Amenazas: Está formado por factores negativos dentro del entorno
de la empresa, que no puede controlarse pero si enfrentarlos
mediante estrategias diseñadas para tales fines.

Metodología y Diagnostico del Problema 56
C
UA
DR
O
N.
11
RE
PR
ES
EN
TA
CIO
N E
SQ
UE
MA
TIC
A D
E L
A M
AT
RIZ
FO
DA
Fue
nte
: R
AD
YP
AR
T
Ela
bo
rado p
or:
Jua
n P
ablo
Isaza
Ob
jeti
vo
del
an
áli
sis
FO
DA
O
PO
RT
UN
IDA
DE
S
AM
EN
AZ
AS
Decla
rar
las fo
rtale
zas y d
ebili
dad
es de
RA
DY
PA
RT
, con e
l fin d
e r
educir e
l %
de
SC
RA
P e
n los p
rocesos d
e p
roducció
n.
- C
om
petir
co
n u
na m
ayor
y m
ejo
r ga
ma d
e p
rod
ucto
s.
- S
er
reconocid
os y
acepta
dos p
or
tener
la m
ejo
r calid
ad d
e
pro
ducto
s.
- S
obre
cu
po d
e p
rod
ucto
s s
ustitu
tos.
- B
ajo
po
der
adqu
isitiv
o d
el
merc
ado.
- P
rocesos d
e c
om
pete
ncia
m
ás
sim
ple
s y
por
end
e m
ás r
ápid
os.
FO
RT
AL
EZ
AS
E
ST
RA
TE
GIA
(F
/O)
ES
TR
AT
EG
IA (
F/A
)
- T
ecnolo
gía
de p
unta
. -
Pers
ona
l con e
xperi
encia
. -
Mate
rias p
rim
as d
e a
lta c
alid
ad.
- G
ara
ntí
a t
ota
l de p
roducto
s.
- A
pro
vechar
su t
ecno
logía
y
mate
rias p
rim
as d
e a
lta c
alid
ad
para
co
mp
etir
con las o
tras
fábricas
qu
e c
are
ce
n d
e e
sto
, con
el obje
tivo
de a
traer
a los c
liente
s
de la c
om
pete
ncia
.
- A
pro
vechar
la e
xperi
encia
del
pers
on
al p
ara
enfr
enta
r a
los
pro
ducto
s s
ustitu
tos.
DE
BIL
IDA
DE
S
ES
TR
AT
EG
IA (
D/O
) E
ST
RA
TE
GIA
(D
/A)
- N
o h
ay m
an
ua
les d
e
pro
ced
imie
nto
s p
ara
equ
ipos y
pro
cesos e
n g
enera
l.
- F
alta d
e c
ap
acitació
n a
los
trabaja
dore
s n
uevos.
- N
o h
ay m
an
ua
l de f
uncio
nes p
ara
lo
s e
mple
ados.
- F
alta d
e incentivos a
los
trabaja
dore
s.
- M
ejo
rar
y a
gili
tar
los d
ifere
nte
s
pro
cesos p
ara
ser
mas e
ficie
nte
s
en los p
rocesos d
e p
rod
ucció
n,
aplic
an
do la m
eto
dolo
gía
de las 5
S
.
- D
iseñ
ar
man
uale
s d
e
pro
ced
imie
nto
s y
de f
uncio
nes
para
mejo
rar
y a
gili
tar
los p
rocesos
actu
ale
s,
y a
sí
co
mpetir
co
n los
pro
cesos q
ue t
iene la c
om
pete
ncia
.

Metodología y Diagnostico del Problema 57
2.5.3. Diagrama de Ishikawa
GR
AF
ICO
N.
27
RE
PR
ES
EN
TA
CIO
N G
RA
FIC
A D
EL
DIA
GR
AM
A D
E I
SH
IKA
WA
Fue
nte
: R
AD
YP
AR
T
Ela
bo
rado p
or:
Jua
n P
ablo
Isaza

Metodología y Diagnostico del Problema 58
CUADRO N. 12
PONDERACION DE PROBLEMAS
CAUSAS PONDERACION
Falta de capacitación del personal 4
No hay manuales de procesos 3
No hay manuales de maquinarias 2
Falta de control en el área de bodegas 1
Fuente: Encuestas en RADYPART y resultados de cuadro N.10 Elaborado por: Isaza Leguizamón Juan Pablo
Valores de la Ponderación:
4 Más significativo
1 Menos significativo
Del análisis de pescado o diagrama de Ishikawa se pudo
identificar que la causa más significativa en la generación de desperdicio
de la materia prima para la elaboración de radiadores, tiene que ver con el
personal de la empresa a lo que se refiere a la falta de capacitación del
personal, con una ponderación de 4 puntos.
De este análisis se ha podido identificar la causa raíz y las
acciones correctivas que se va a implementar para mitigar el problema.
CUADRO N. 13
ACCIONES CORRECTIVAS
CAUSA RAIZ ACCION CORRECTIVA
Falta de capacitación del personal Recomendar y facilitar cursos de
capacitación

Metodología y Diagnostico del Problema 59
No hay manuales de procesos Implementar manuales de
procedimientos
No hay manuales de maquinarias Implementar manuales de
maquinaria
Falta de control en el área de
bodegas Aplicación de 5 S
Fuente: Propuesta definida mediante observaciones y encuestas en planta Elaborado por: Isaza Leguizamón Juan Pablo
2.5.4. Diagrama de Paretto
CUADRO N. 14
TABLA DE DATOS PARA EL DIAGRAMA DE PARETTO
Fuente: Encuestas personal de RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
Se ha podido identificar que la principal falta de capacitación de
los trabajadores, representa una 37.04% del total de los 54 posibles
defectos que puede tener en la generación de desperdicio de materia
prima, seguido de la falta de manuales de las maquinarias con un
27.78%. Estas dos principales causas tienen que ver con la Mano de
Obra (Personal de Trabajo), por lo que la empresa se dedicará a la
capacitación de su personal, para mejorar su nivel de trabajo, forma y de
esta manera optimizar sus recursos.
causa 1 20 20 37,04 37,04
causa 2 15 35 27,78 64,81
causa 3 10 45 18,52 83,33
causa 4 9 54 16,67 100,00
% Total
Acumulado% Total
# de Defectos
acumulados# de Defectos

Metodología y Diagnostico del Problema 60
En el grafico que se muestra a continuación se puede identificar
aproximadamente el 80% de los problemas que se tiene, es generado por
aproximadamente el 20% de las 4 causas identificadas.
GRAFICO N. 28
DIAGRAMA DE PARETO
Fuente: Encuestas personal de RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
2.5.5. Costos asignados a los problemas
Luego de hacer un análisis de los problemas en RADYPART con
ayuda del Diagrama de Paretto, se ha llegado a la conclusión que el
problema de mayor relevancia es el número 1, pero con las propuestas de
solución presentadas se puede observar que es posible no tanto corregir
sino mas bien reducir el impacto económico de estos 4 problemas.
A continuación en el cuadro N. 15, 16 y 17 se muestran en detalle
los valores actuales en referencia a perdidas de material en kg y en
porcentajes, para más adelante hacer la comparación del ahorro a
realizarse la implementación de las metodologías sugeridas.
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
0
5
10
15
20
25
CAUSA 1 CAUSA 2 CAUSA 3 CAUSA 4
# DE DEFECTOS
% TOTAL ACUMULADO

Metodología y Diagnostico del Problema 61
Procesos
Proceso
Principal /
Minutos
Proceso
Alternos
Tubera 40
Aletas 15
Mesa 15
Tanques 51
Ensamble Radiador 100
Control de Calidad 30
Total Tiempo 185
Tiempo Proceso en
linea19
Radiadores al Dia 15
Minutos de Produccion 470
Horas de trabajo diarias 7,83
Costos Diarios 1.857,50
Costo Radiadores 123,83
Causa 1
y 2
CUADRO N. 15
TOMA DE TIEMPOS PARA ANALISIS DE COSTOS
Fuente: Observación directa Elaborado por: Isaza Leguizamón Juan Pablo
CUADRO N. 16
CONSUMO Y DESPERDICIO DE MATERIALES
Fuente: RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
CUADRO N. 17
DETERIORO DE MATERIAL EN BODEGA
Fuente: RADYPART Elaborado por: Isaza Leguizamón Juan Pablo
Desperdicio en
el Material
Uso mensual
KG
Porcentanje
de
Desperdicio
KG
Desperdicio
de material
KG
Precio KG
Total Costo
desperdicio
Mensual
Total Costo
desperdicio
Anual
Cobre 1.425,00 3,00% 42,75 $ 12,00 $ 513,00 $ 6.156,00
Bronce 500,00 2,00% 10,00 $ 11,00 $ 110,00 $ 1.320,00
Causa 3
Deterioro
en el
Material
Uso
mensual
KG
Porcentanje
de
Deterioro
KG
Deterioro
de materialPrecio KG
Total
Costo
deterioro
Mensual
Total
Costo
deterioro
AnualCobre 1.425,00 0,50% 7,13 $ 12,00 $ 85,50 $ 1.026,00
Bronce 500,00 0,50% 2,50 $ 11,00 $ 27,50 $ 330,00
Causa 4

CAPITULO III
PROPUESTA
3.1. Planteamiento de alternativas de solución a problemas
“Análisis de las actividades de la microempresa de elaboración de
radiadores RADYPART para optimizar sus procesos y mejorar su
competitividad”.
Para el análisis de la microempresa en la elaboración de
radiadores, se quiere llegar a reducir el alto índice de desperdicio de la
materia prima que se utiliza, este valor significativo de desperdicio
ocasiona directamente una reducción en la utilidad de la empresa.
La empresa se obliga a que el personal realice horas extras
innecesarios para cumplir con los planes de producción y cumplimiento
con los pedidos de los clientes, los procesos operativos muchas veces por
la forma en que fueron diseñados provocan cuellos de botella, siendo otra
causa de la reducción de la utilidad de la empresa.
Para la reducción de este alto índice de desperdicio se propone a
la empresa la aplicación de técnicas de trabajo que ayudaran al orden y
disciplina de los procesos que se encuentran establecidos, planes de
trabajo como:
Implementación de TPM en la planta de producción.
Implementación de un sistema de gestión en el área de
producción.
Aplicación de 5s¨ en los diversos procesos de la empresa.

Propuesta 63
Análisis de los procesos para mejoramiento y aplicación de
procedimientos e instructivos de trabajo documentados.
Capacitaciones a todo el personal para la aplicación de los
nuevos procesos de trabajo.
3.1.1. Evaluación y selección de alternativas de solución
De acuerdo al estudio realizado a lo largo de este proyecto, se ha
llegado a seleccionar las alternativas detalladas a continuación en cuadro
N. 18:
CUADRO N. 18
REGULACION DE ALTERNATIVAS
Alternativa Aceptación (SI/NO)
Implementación de TPM en la planta de
producción. SI
Implementación de un sistema de gestión en
el área de producción. SI
Aplicación de 5s¨ en los diversos procesos
de la empresa. SI
Análisis de los procesos para mejoramiento
y aplicación de procedimientos e instructivos
de trabajo documentados
SI
Capacitaciones a todo el personal para la
aplicación de los nuevos procesos de
trabajo.
SI
Fuente: Gerencia de RADYPART Elaborado por: Isaza Leguizamón Juan Pablo

Propuesta 64
3.1.2. Costos de alternativas de solución
CUADRO N. 19
DETALLE DE COSTOS DE LA INVERSION
Alternativa Costo ($)
Implementación de TPM en la planta de
producción. 3.000
Implementación de un sistema de gestión
en el área de producción. 1.500
Aplicación de 5s¨ en los diversos procesos
de la empresa. 300
Análisis de los procesos para mejoramiento
y aplicación de procedimientos e
instructivos de trabajo documentados
300
Capacitaciones a todo el personal para la
aplicación de los nuevos procesos de
trabajo.
800
TOTAL $5.900
Fuente: Anexo 1 Elaborado por: Isaza Leguizamón Juan Pablo
En el anexo 1 se puede observar la proforma de la compañía ErM
que sería contratada para las respectivas implementaciones detalladas en
el cuadroN.19.
3.2. Evaluación económica y financiera
La dirección de la empresa ha decidido aceptar los costos de
alternativas de solución, se realizara un plan de inversión y métodos de
financiamiento para poder implementar el TPM y las demás técnicas de
control en el plazo de un año.
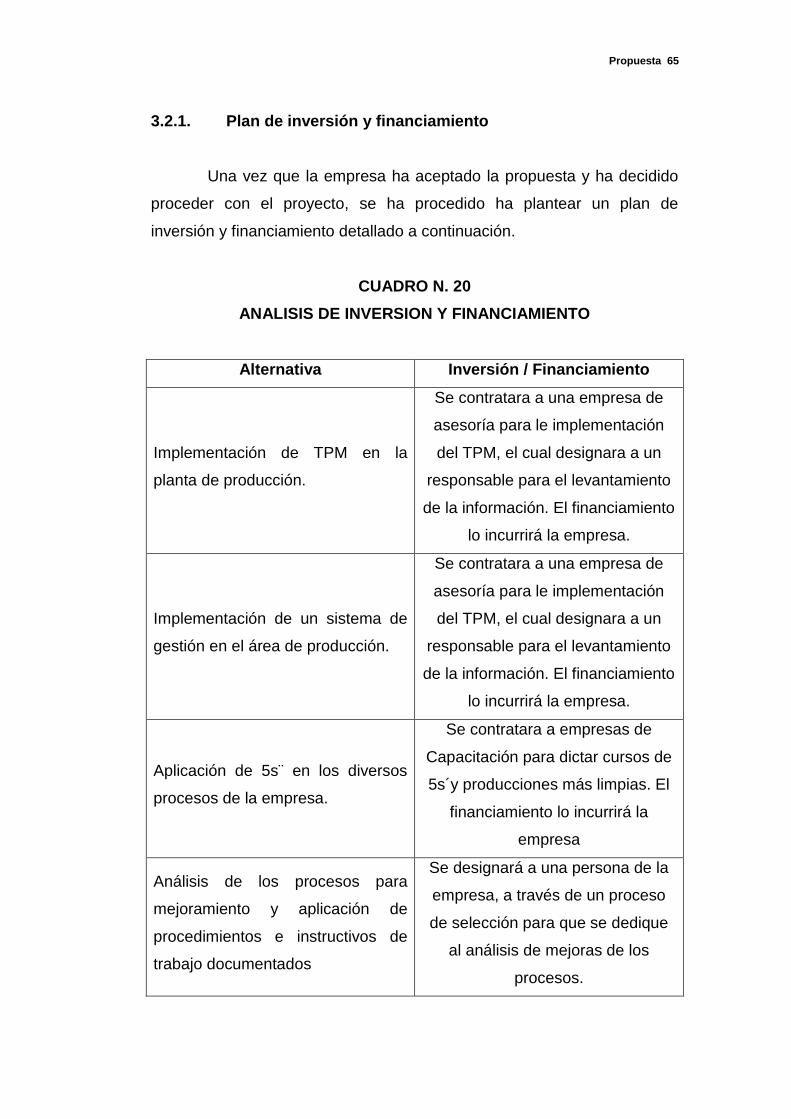
Propuesta 65
3.2.1. Plan de inversión y financiamiento
Una vez que la empresa ha aceptado la propuesta y ha decidido
proceder con el proyecto, se ha procedido ha plantear un plan de
inversión y financiamiento detallado a continuación.
CUADRO N. 20
ANALISIS DE INVERSION Y FINANCIAMIENTO
Alternativa Inversión / Financiamiento
Implementación de TPM en la
planta de producción.
Se contratara a una empresa de
asesoría para le implementación
del TPM, el cual designara a un
responsable para el levantamiento
de la información. El financiamiento
lo incurrirá la empresa.
Implementación de un sistema de
gestión en el área de producción.
Se contratara a una empresa de
asesoría para le implementación
del TPM, el cual designara a un
responsable para el levantamiento
de la información. El financiamiento
lo incurrirá la empresa.
Aplicación de 5s¨ en los diversos
procesos de la empresa.
Se contratara a empresas de
Capacitación para dictar cursos de
5s´y producciones más limpias. El
financiamiento lo incurrirá la
empresa
Análisis de los procesos para
mejoramiento y aplicación de
procedimientos e instructivos de
trabajo documentados
Se designará a una persona de la
empresa, a través de un proceso
de selección para que se dedique
al análisis de mejoras de los
procesos.

Propuesta 66
Capacitaciones a todo el personal
para la aplicación de los nuevos
procesos de trabajo.
Se contratara a empresas de
Capacitación para dictar cursos de
control de calidad y producción. El
financiamiento lo incurrirá la
empresa
Fuente: Compañía asesora ErM Elaborado por: Isaza Leguizamón Juan Pablo
3.2.2. Beneficios de la propuesta
A continuación se detalla en los cuadros N. 21, 22 y 23 las
perdidas en cada una de las causas previamente analizadas, y los
beneficios al implementar las soluciones.
CUADRO N. 21
BENEFICIO A L IMPLEMENTAR SOLUCION EN CAUSAS 1 Y 2
Fuente: Información proporcionada por entrevista al Jefe de Producción Elaborado por: Isaza Leguizamón Juan Pablo
Procesos
Proceso
Principal /
Minutos
Proceso
Alternos
Proceso
Principal /
Minutos
Proceso
Alternos
Tubera 40 35
Aletas 15 15
Mesa 15 15
Tanques 51 51
Ensamble Radiador 100 90
Control de Calidad 30 30
Total Tiempo 185 170
Tiempo Proceso en
linea19 18
Radiadores al Dia 15 16
Minutos de Produccion 470 458
Horas de trabajo diarias 7,83 7,63
Costos Diarios 1.857,50$ 1.932,83$
Costo Radiadores 123,83$ 120,80$
48,50$
970,00$
11.640,00$
Ahorro Mensual
Ahorro anual
Situacion Actual Situacion Esperada
Ahorro diario
Causa 1
y 2
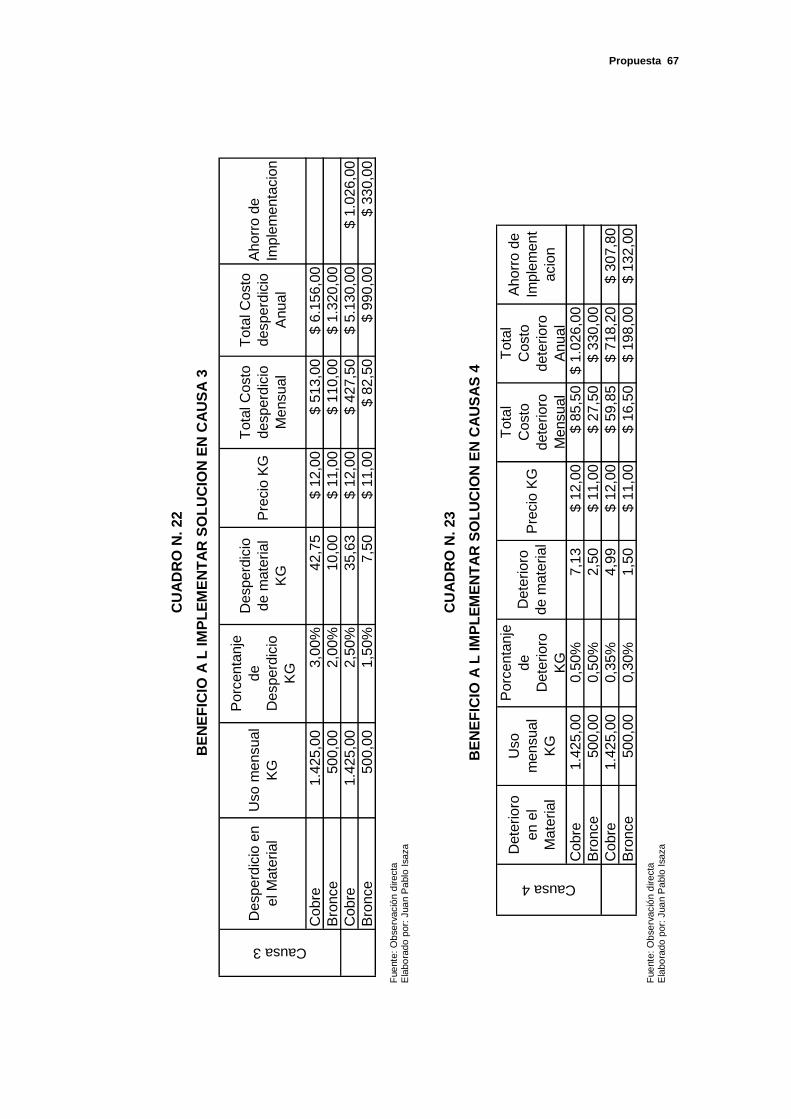
Propuesta 67
Desperd
icio
en
el M
ate
rial
Uso m
ensual
KG
Porc
enta
nje
de
Desperd
icio
KG
Desperd
icio
de m
ate
rial
KG
Pre
cio
KG
Tota
l C
osto
desperd
icio
Mensual
Tota
l C
osto
desperd
icio
Anual
Ahorr
o d
e
Imple
menta
cio
n
Cobre
1.4
25,0
0
3,0
0%
42,7
5
$ 1
2,0
0$ 5
13,0
0$ 6
.156,0
0
Bro
nce
500,0
0
2,0
0%
10,0
0
$ 1
1,0
0$ 1
10,0
0$ 1
.320,0
0
Cobre
1.4
25,0
0
2,5
0%
35,6
3
$ 1
2,0
0$ 4
27,5
0$ 5
.130,0
0$ 1
.026,0
0
Bro
nce
500,0
0
1,5
0%
7,5
0
$ 1
1,0
0$ 8
2,5
0$ 9
90,0
0$ 3
30,0
0
Causa 3
Dete
rioro
en e
l
Mate
rial
Uso
mensual
KG
Porc
enta
nje
de
Dete
rioro
KG
Dete
rioro
de m
ate
rial
Pre
cio
KG
Tota
l
Costo
dete
rioro
Mensual
Tota
l
Costo
dete
rioro
Anual
Ahorr
o d
e
Imple
ment
acio
n
Cobre
1.4
25,0
0
0,5
0%
7,1
3
$ 1
2,0
0$ 8
5,5
0$ 1
.026,0
0
Bro
nce
500,0
0
0,5
0%
2,5
0
$ 1
1,0
0$ 2
7,5
0$ 3
30,0
0
Cobre
1.4
25,0
0
0,3
5%
4,9
9
$ 1
2,0
0$ 5
9,8
5$ 7
18,2
0$ 3
07,8
0
Bro
nce
500,0
0
0,3
0%
1,5
0
$ 1
1,0
0$ 1
6,5
0$ 1
98,0
0$ 1
32,0
0
Causa 4
CU
AD
RO
N.
22
BE
NE
FIC
IO A
L IM
PL
EM
EN
TA
R S
OL
UC
ION
EN
CA
US
A 3
Fue
nte
: O
bse
rvació
n d
irecta
E
labo
rado p
or:
Jua
n P
ablo
Isaza
CU
AD
RO
N.
23
BE
NE
FIC
IO A
L IM
PL
EM
EN
TA
R S
OL
UC
ION
EN
CA
US
AS
4
Fue
nte
: O
bse
rvació
n d
irecta
E
labo
rado p
or:
Jua
n P
ablo
Isaza

Propuesta 68
3.2.3. Valor actual Neto (VAN)
Consiste en actualizar a valor presente los flujos de caja futuros
que va a generar el proyecto, descontados a un cierto tipo de interés,
compararlos con el importe inicial de inversión.
3.2.3.1. Calculo del valor actual neto
CUADRO N. 24
CALCULO DEL VALOR ACTUAL NETO (VAN)
Fuente: Asesoría Econ. Leonel Sánchez Elaborado por: Isaza Leguizamón Juan Pablo
3.2.4. Coeficiente Costo Beneficio (BC)
Consiste en dividir la sumatoria de todos los beneficios entre la
sumatoria de los costos.
Donde:
El beneficio anual de la propuesta: $ 13.435,80
Gastos anuales de la propuesta: $ 5.900,00
Problema 1 Problema 2 Problema 3 Problema 4
Mensual $ 113,00 $ 970,00
Anual $ 1.356,00 $ 11.640,00
Ahorro total
VAN $11.683,30
$ 13.435,80
$ 439,80
$ 36,65

Propuesta 69
3.2.4.1 Calculo del coeficiente Costo Beneficio (BC)
CUADRO N. 25
CALCULO DEL COEFICIENTE COSTO BENEFICIO (BC)
Fuente: Asesoría Econ. Leonel Sánchez Elaborado por: Isaza Leguizamón Juan Pablo
De acuerdo al análisis costo beneficio, se obtuvo una relación
mayor a uno, es decir que el proyecto es aceptable.
3.2.5. Periodo de recuperación de la inversión (PR)
Se define como el periodo que tarda en recuperarse la inversión
inicial a través de los flujos de caja generados por el proyecto. La
inversión se recupera en el tiempo en el cual los flujos de caja
acumulados superan la inversión inicial.
3.2.5.1. Calculo del periodo de recuperación
El beneficio anual de la inversión que se obtiene con la alternativa
de solución es de $ 13.435,80, por lo tanto el beneficio mensual se lo
consigue dividiendo el valor anterior para 12, lo cual da como resultado:
$1.119,65 a continuación se calcula en que mes se recupera la inversión
de $5.900,00.
RELACION COSTO BENEFICIO =
RELACION COSTO BENEFICIO = $ 13.435,80
$ 5.900,00RELACION COSTO BENEFICIO = 2,3
Beneficio/Costo

Propuesta 70
CUADRO N. 26
CALCULO DEL PERIODO DE RECUPERACION DE LA INVERSION
Fuente: Asesoría Econ. Leonel Sánchez Elaborado por: Isaza Leguizamón Juan Pablo
3.3. Programación para puesta en marcha
La puesta en marcha del proyecto, está de acuerdo a la
planificación y cronograma de implementación.
3.3.1. Planificación y cronograma de implementación
CUADRO N. 27
PLANIFICACION - CRONOGRAMA
Fuente: Compañía asesora ErM Elaborado por: Isaza Leguizamón Juan Pablo
MES BENEFICIO ACUMULADO
1 $ 1.119,65
2 $ 2.239,30
3 $ 3.358,95
4 $ 4.478,60
5 $ 5.598,25
6 $ 6.717,90
Propuesta 71
3.4. Conclusiones y recomendaciones
3.4.1. Conclusiones
Una vez realizado los diversos análisis en la empresa RADYPART
hemos logrado conseguir las siguientes conclusiones:
Con el modelo de la fuerzas de Porter hemos podido identificar
que ECUARRAD es la competencia directa de la empresa.
Se ha identificado el principal problema de alto porcentaje de
scrap, las causas, efectos y pérdidas que le genera a la
empresa.
Como sacar total provecho de las fortalezas que tiene sobre
sus competencia.
Considerar las debilidades de la empresa ante las posibles
amenazas detectadas sobre la competencia.
El diagrama de ISHIKAWA nos ayudo a conocer todos los
problemas por perdida, ya sea de materias primas o tiempos de
producción, así sea en un mínimo porcentaje para tomar
correctivos en orden ponderativo.
3.4.2. Recomendaciones
Se hacen a la empresa RADYPART las siguientes recomendaciones
para que sean tomadas en consideración:
Se cumpla con el cronograma de planificaciones tal como fue
propuesto inicialmente.
Se implemente el sistema de 5s en todos los departamentos y
no solo área de producción para mejoras a futuro.
No descuidar las posibles amenazas de sus competidores
principalmente de su competencia directa.
Propuesta 72
Mantener la integración de los empleados dentro y fuera de la
empresa entre todos sus departamentos.
Atacar todos los problemas que dieron como resultado los
análisis en orden ponderativo, e ir solucionando o reduciendo
su daño hasta lograr un nivel desperdicio mínimo.


Anexos 74
ANEXO N. 1
PROFORMA DE IMPLEMENTACIÓN DE PROPUESTA DE
COMPAÑÍA ASESORA
BIBLIOGRAFIA
Bakaert Consulting, S.L. “MAYOR PRODUCTIVIDAD MEJOR
LUGAR DE TRABAJO. Metodología de implantación Autónoma
de las 5s. Guía del facilitador” Edita: Fundación Vasca para el
fomento de la calidad, 1998.
CMS, Tecnología S.A. “Manual de implementación de las 5s”
Documento sobre “Orden y limpieza. Las 5s”
Manual de Implementación Programa 5s Versión 1.0.
Páginas en Internet: www.monografias.com, www.wikipedia.com.