universidad central del ecuador … para la presentación de un trabajo acorde a los lineamientos...
TRANSCRIPT

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
APLICACIÓN DEL ANÁLISIS FUNCIONAL DE OPERATIVIDAD EN TEXTIQUIM
TRABAJO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERA
QUÍMICA
AUTOR: MISHEL ESTEFANÍA OLEAS RECALDE
QUITO
2015
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
APLICACIÓN DEL ANÁLISIS FUNCIONAL DE OPERATIVIDAD EN TEXTIQUIM
TRABAJO DE GRADO PARA LA OBTENCIÓN DEL TÍTULO DE INGENIERA
QUÍMICA
AUTOR: MISHEL ESTEFANÍA OLEAS RECALDE
TUTOR: ING. HUMBERTO ROBESPIERRE GONZÁLEZ GAVILÁNEZ
QUITO
2015

iii
APROBACIÓN DEL TUTOR
Apruebo que el Trabajo de Grado para la Obtención del Títulode Ingeniera Química:
“APLICACIÓN DEL ANÁLISIS FUNCIONAL DE OPERATIVIDAD EN TEXTIQUIM”, es
original y ha sido desarrollada por la Señorita Mishel Estefanía Oleas Recalde bajo mi dirección
y conforme a todas las observaciones realizadas
Quito, 1 de octubre del 2014
_________________________
Ing. Humberto R. González G.
PROFESOR TUTOR

iv
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL
Yo, Mishel Estefanía Oleas Recalde en calidad de autora del Trabajo de Grado sobre
APLICACIÓN DEL ANÁLISIS FUNCIONAL DE OPERATIVIDAD EN TEXTIQUIM, por la
presente autorizo a la UNIVERSIDAD CENTRAL DEL ECUADOR, hacer uso de todos los
contenidos que me pertenecen o de parte de los que contiene esta obra, con fines estrictamente
académicos o de investigación.
Los derechos que como autor me corresponden, con excepción de la presente autorización,
seguirán vigentes a mi favor, de conformidad con lo establecido en los artículos 5, 6, 8, 19 y
demás pertinentes de la Ley de Propiedad Intelectual y su Reglamento.
Quito, 1 de octubre del 2014
_________________________
Mishel Estefanía Oleas Recalde
C.C. 172320184-2
v
DEDICATORIA
Dedico el presente trabajo con todo mi cariño y mi amor para las personas que
hicieron todo en la vida para que yo pudiera lograr mis sueños, por motivarme y
darme la mano cuando sentía que el camino se terminaba.
.
A mispadres Marcelo Oleas, Fanny Recalde y a mi hermano Javier Oleas por
su constante apoyo, amor y fortaleza. Por su ejemplo que me enseñó que no
debemos rendirnos nunca.
A mis verdaderos amigos que me brindaron su apoyo y amistad.
A Carlos Almeida por su constante apoyo en la elaboración del proyecto de grado.
A mis maestros influyeron con sus lecciones y experiencias en formarme como una
persona de bien y preparada para los retos que pone la vida.
vi
AGRADECIMIENTOS
En la realización de este Trabajo de Grado, intervinieron varias personas a quienes quisiera
expresar mi más sincero agradecimiento:
Al Ingeniero Humberto González, quien proporcionó las pautas y guías para la elaboración del
trabajo presentado.
Al Ing. Santiago Arias, quién colaboro en la revisión y depuración del presente.
Al Dr. Edward Jiménez y al Dr. Gustavo López, que colaboraron en la revisión y depuración del
trabajo para la presentación de un trabajo acorde a los lineamientos del método HAZOP.
Al Ingeniero Hernán Rosanía, gerente de la empresa Textiquim Cía. Ltda., quien acepó y apoyó
la propuesta de la elaboración del Trabajo de Grado.

vii
CONTENIDO
pág.
LISTA DE CUADROS ................................................................................................................ xi
LISTA DE FIGURAS ................................................................................................................ xiii
LISTA DE ANEXOS ................................................................................................................. xiv
RESUMEN .................................................................................................................................. xv
ABSTRACT ............................................................................................................................... xvi
INTRODUCCIÓN ........................................................................................................................ 1
1. MARCO TEÓRICO ................................................................................................................. 2
1.1 Análisis funcional de operatividad (HAZOP) ........................................................................ 2
1.2Objetivos HAZOP .................................................................................................................... 3
1.3 Documentación ...................................................................................................................... 4
1.4Factores que influyen en la eficiencia del análisis ................................................................... 4
1.4.1Número de nodos ................................................................................................................... 4
1.4.2Número de personas involucradas en el estudio ................................................................... 4
1.5Beneficios y restricciones del estudio HAZOP ........................................................................ 4
1.5.1Beneficios .............................................................................................................................. 4
1.5.2Restricciones ......................................................................................................................... 5
1.6Herramientas que utiliza HAZOP ............................................................................................ 5
1.6.1Parámetros o términos clave ................................................................................................. 5
1.6.2Palabras guía ........................................................................................................................ 6
1.6.3Matriz de desvíos ................................................................................................................... 6
1.6.4Magnitud de riesgo relacionado con personas ..................................................................... 7
1.6.4.1Consecuencia para las personas (C) ................................................................................. 7
1.6.4.2Estimación de la exposición (E) ......................................................................................... 7
1.6.4.3Estimación de la frecuencia (F) ......................................................................................... 8
1.6.4.4Evaluación de la magnitud del riesgo (MR-P) ................................................................... 8
1.5.5 Magnitud de riesgo relacionado con bienes físicos (BF) y medio ambiente
(MA) .............................................................................................................................................. 9

viii
1.6.5.1Consecuencia para los bienes físicos (C-BF) y medio ambiente (C-MA) .......................... 9
1.6.5.2Estimación de la frecuencia (F) ......................................................................................... 9
1.6.5.3 Evaluación de la magnitud del riesgo para los bienes físicos y medio
ambiente ........................................................................................................................................ 9
1.6.6Hoja de trabajo del análsis funcional de operatividad ....................................................... 11
1.7Etapas del análisis funcional de operatividad ......................................................................... 11
1.7.1Delimitación del área de estudio ........................................................................................ 11
1.7.2Definir los nodos ................................................................................................................. 12
1.7.3Etapa de identificación de las desviaciones ........................................................................ 12
1.7.3.1Desviación ........................................................................................................................ 12
1.7.3.2Identificación de las desviaciones .................................................................................... 12
1.7.4Identificación de causas ...................................................................................................... 13
1.7.4.1Definición de causa .......................................................................................................... 13
1.7.4.2Causas de las desviaciones .............................................................................................. 13
1.7.5Evaluación de las consecuencias ........................................................................................ 15
1.7.6Considerar las salvaguardas o sistemas de protección ...................................................... 16
1.7.7Acciones correctivas ........................................................................................................... 16
1.7.8Registro o informe ............................................................................................................... 16
2. INFORMACIÓN DE LA EMPRESA .................................................................................... 18
2.1 Datos de la empresa.............................................................................................................. 18
2.2Descripción de la empresa ...................................................................................................... 18
2.2.1Proceso productivo de la empresa ...................................................................................... 18
2.2.2Abanico de productos .......................................................................................................... 19
2.3Misión .................................................................................................................................... 26
2.4Visión ..................................................................................................................................... 26
2.4Valores ................................................................................................................................... 26
3. PROCESO DE FABRICACIÓN ........................................................................................... 27
3.1 Proceso de fabricación del desinfectante Bioflor ................................................................. 27
3.1.1 Descripción del producto. ................................................................................................. 27
3.1.2 Características y propiedades físico-químicas ................................................................. 27
3.1.3Nivel de riesgo ..................................................................................................................... 28
3.1.4Proceso de fabricación........................................................................................................ 28
ix
3.1.4.1Sustancias y reactivos ...................................................................................................... 28
3.1.4.2Materiales ........................................................................................................................ 29
3.1.4.3Procedimiento .................................................................................................................. 29
3.1.5Equipo de protección personal (EPP)................................................................................. 29
3.1.6Resumen del estudio HAZOP para el nodo 2 ...................................................................... 29
3.2Proceso de fabricación del suavizante de ropa Suavice ......................................................... 30
3.2.1 Descripción del producto. ................................................................................................. 30
3.2.2 Características y propiedades físico-químicas ................................................................. 31
3.2.3Nivel de riesgo ..................................................................................................................... 31
3.2.4Proceso de fabricación........................................................................................................ 31
3.2.4.1Sustancias y reactivos ...................................................................................................... 31
3.2.4.2Materiales ........................................................................................................................ 32
3.2.4.3Procedimiento .................................................................................................................. 32
3.2.5Equipo de protección personal (EPP)................................................................................. 33
3.2.6Resumen del estudio HAZOP para el nodo 3 ...................................................................... 33
3.3Proceso de fabricación del jabón líquido de manos Biohand ................................................. 34
3.3.1 Descripción del producto .................................................................................................. 34
3.3.2 Características y propiedades físico-químicas ................................................................. 34
3.3.3Nivel de riesgo ..................................................................................................................... 34
3.3.4Proceso de fabricación........................................................................................................ 35
3.3.4.1Sustancias y reactivos ...................................................................................................... 35
3.3.4.2Materiales ........................................................................................................................ 35
3.3.4.3Procedimiento .................................................................................................................. 35
3.3.5Equipo de protección personal (EPP)................................................................................. 36
3.3.6Resumen del estudio HAZOP para el nodo 1 ...................................................................... 37
3.4Proceso de fabricación del ambiental Permanex .................................................................... 37
3.4.1 Descripción del producto .................................................................................................. 37
3.4.2 Características y propiedades físico-químicas ................................................................. 38
3.4.3Nivel de riesgo ..................................................................................................................... 38
3.4.4Proceso de fabricación........................................................................................................ 38
3.4.4.1Sustancias y reactivos ...................................................................................................... 38
3.4.4.2Materiales ........................................................................................................................ 38
3.4.4.3Procedimiento .................................................................................................................. 39
3.4.5Equipo de protección personal (EPP)................................................................................. 40
x
4.APLICACIÓN DEL ESTUDIO FUNCIONAL DE OPERATIVIDAD HAZOP ................... 41
4.1 Información técnica de los reactores .................................................................................... 41
4.2 Matriz de desvíos ................................................................................................................. 42
4.3 Cálculo de la magnitud del riesgo ........................................................................................ 42
4.3.1 Cálculo del nivel de riesgo para las personas .................................................................. 43
4.3.2 Cálculo del nivel de riesgo para los bienes físicos ........................................................... 43
4.3.3 Cálculo del nivel de riesgo para el medio ambiente ......................................................... 44
4.4 Resultados ............................................................................................................................ 45
4.4.1 Resultados de la matriz HAZOP ....................................................................................... 45
4.4.2 Resultados del nivel de criticidad serio ............................................................................ 45
5. DISCUSIÓN ........................................................................................................................... 46
6.CONCLUSIONES ................................................................................................................... 47
7. RECOMENDACIONES ......................................................................................................... 48
CITAS BIBLIOGRÁFICAS ....................................................................................................... 50
BIBLIOGRAFÍA ......................................................................................................................... 51
ANEXOS..................................................................................................................................... 53

xi
LISTA DE CUADROS
pág.
Cuadro 1. Parámetros o términos clave utilizados en HAZOP ..................................................... 5
Cuadro2. Palabras guíautilizadas para el desarrollo de HAZOP ................................................... 6
Cuadro 3. Matriz de desvíos .......................................................................................................... 7
Cuadro 4. Clasificación de las consecuencias de riesgo para las personas. .................................. 7
Cuadro 5. Número de veces de exposición del trabajador al riesgo .............................................. 7
Cuadro 6. Frecuencia de exposición del trabajador al riesgo ........................................................ 8
Cuadro 7. Abreviaturas para la magnitud de riesgo para las personas .......................................... 8
Cuadro 8. Ranking priorizado del inventario de riesgo ................................................................. 8
Cuadro 9. Consecuencia para los bienes físicos(C-BF) ................................................................ 9
Cuadro 10. Consecuencia para el medio ambiente (C-MA)......................................................... 9
Cuadro 11. Estimación de la frecuencia ........................................................................................ 9
Cuadro 12. Abreviaturas para la magnitud de riesgo para los bienes físicos y medio
ambiente ...................................................................................................................................... 10
Cuadro 13. Nivel de criticidad .................................................................................................... 10
Cuadro 14. Ejemplos de desviaciones ......................................................................................... 12
Cuadro 15. Ejemplos de identificación de desviaciones ............................................................. 13
Cuadro 16. Abanico de productos línea hospitalaria ................................................................... 19
Cuadro 17. Abanico de productos línea institucional .................................................................. 21
Cuadro 18. Abanico de productos línea metalmecánica y petróleos ........................................... 23
Cuadro 19. Abanico de productos línea alimenticia .................................................................... 24
Cuadro 20. Abanico de productos de la línea textil .................................................................... 25
Cuadro 21. Sustancias y reactivos para la elaboración de Bioflor .............................................. 28
Cuadro 22. Resumen del estudio HAZOP para el nodo 2 ........................................................... 30
Cuadro 23. Sustancias y reactivos para la elaboración de Suavice ............................................. 32
Cuadro 24. Resumen del estudio HAZOP para el nodo 3 ........................................................... 33
Cuadro 25. Sustancias y reactivos para la elaboración de Biohand ............................................ 35
Cuadro 26. Resumen del estudio HAZOP para el nodo 1 ........................................................... 37
Cuadro 27. Sustancias y reactivos para la elaboración de Permanex .......................................... 38

xii
Cuadro 28. Especificaciones de la instrumentación de los reactores y de la
máquina de envasado .................................................................................................................. 41
Cuadro 29. Materias primas que se utilizan en la fabricación de productos
analizados .................................................................................................................................... 41
Cuadro 30. Matriz de desvíos del nodo 1 .................................................................................... 42
Cuadro 31.Matriz de desvíos del nodo 2 ..................................................................................... 42
Cuadro 32. Matriz de desvíos del nodo 3 .................................................................................... 42
Cuadro 33. Matriz de desvíos del nodo 4 .................................................................................... 43
Cuadro 34. Matriz de desvíos del nodo 5 .................................................................................... 43
Cuadro 35. Matriz de desvíos del nodo 6 ................................................................................... 43
Cuadro 36. Resultados del cálculo de MR-P para el nodo 1 ....................................................... 44
Cuadro 37. Resultados del cálculo de MR-BF para el nodo 1 .................................................... 44
Cuadro 38. Resultados del cálculo de MR-MA para el nodo 1 ................................................... 44
Cuadro 39. Resultados delnivel de criticidad serio del estudio HAZOP ................................... 45

xiii
LISTA DE FIGURAS
pág.
Figura 1. Diagrama de etapas para realizar el análisis funcional de operatividad
HAZOP ......................................................................................................................................... 2
Figura 2. Matriz de gravedad de riesgo ....................................................................................... 10
Figura 3.Errores humanos ........................................................................................................... 14
Figura 4.Accidente provocado por desviaciones debido a falla en el equipo de
acabados ...................................................................................................................................... 14
Figura 5. Diagrama de bloques del procesos productivo de Textiquim ...................................... 18
Figura 6. Desinfectante Bioflor ................................................................................................... 27
Figura 7. Rombo NFPA 704 ....................................................................................................... 28
Figura 8. Rombo de seguridad para Bioflor ................................................................................ 28
Figura 9. Diagrama de flujo para la fabricación de Bioflor ........................................................ 30
Figura 10. Suavizante de ropa Suavice ....................................................................................... 31
Figura 11. Rombo de seguridad paraSuavice .............................................................................. 31
Figura 12. Diagrama de flujo para la fabricación de Suavice ..................................................... 33
Figura 13. Jabón líquido de Manos Biohand ............................................................................... 34
Figura 14. Rombo de seguridad para Biohand ............................................................................ 34
Figura 15. Diagrama de flujo para la fabricación de Biohand .................................................... 36
Figura 16. Ambientador Permanex ............................................................................................. 37
Figura 17. Rombo de seguridad para Permanex.......................................................................... 38
Figura 18. Diagrama de flujo para la fabricación de Permanex .................................................. 39
xiv
LISTA DE ANEXOS
pág.
Anexo A. Hoja de trabajo HAZOP ............................................................................................. 54
Anexo B. Hojas de seguridad de los reactivos ............................................................................ 55
Anexo C. Hojas de seguridad de los productos terminados ........................................................ 75
Anexo D. Hojas técnicas de los productos terminados ............................................................... 79
Anexo E. Plano de distribución de Textiquim ............................................................................ 82
Anexo F. Planos P&ID del proceso de fabricación y envasado .................................................. 83
Anexo G. Planos PI&D de los reactores……………… ............................................................. 84
Anexo H.Plano P&ID de la máquina de envasado ...................................................................... 88
Anexo J. Hojas de resultados HAZOP ........................................................................................ 89

xv
APLICACIÓN DEL ANÁLISIS FUNCIONAL DE OPERATIVIDAD EN TEXTIQUIM
RESUMEN
Implementacióndel análisis funcional de operatividad (HAZOP) en una industria de productos
químicos para identificar los riesgos y las condiciones indeseables de la planta y minimizarlos.
Se seleccionanlos cuatro productosmás comerciales: desinfectante, suavizante, jabóny
ambiental, previo un análisis de la información de las ventas de la empresa en el año 2014.
Con los diagramas de proceso y los planos P&ID elaborados para los procesos de mezclado de
cada producto y deenvasadose identificaron las desviaciones de la intención de diseñode estos
procesos considerandoparámetros operacionales como presión y temperatura, además de la
informaciónde las hojas de seguridad de la materia prima y lashojas técnicas y de seguridad de
los productos.Se identificaron y evaluaron las consecuencias y los riesgos de estas desviaciones
que afectan a las personas, bienes físicos de la empresa y al medio ambiente. Esta evaluación se
realizó mediante la matriz de riesgos que los cualifica y con la que se elabora la hoja de trabajo
HAZOPque plasma los resultados del estudio.
Se concluye del estudio que los procesos de fabricación de los productos que tienen un nivel de
afectación serio son para: desinfectante, jabón y suavizante, mientras que para el proceso de
fabricación del ambiental el nivel es leve.
PALABRAS CLAVE: / HAZOP/ANÁLISIS DE RIESGOS OPERATIVOS/INDUSTRIA
QUÍMICA / TEXTIQUIM / MATRIZ DE RIESGO/

xvi
APPLICATION OF HAZARD AND OPERABILITY STUDY INTEXTIQUIM
ABSTRACT
This study implemented a hazard and operability analysis (HAZOP) in a chemical products
company in order to identify undesirable risk and conditions at the plant and minimize them.
The four most commercial products according to an analysis of the company´s sales throughout
year 2014 were selected: disinfectant, softener, soap and air freshener.
Using the process flow diagrams and piping and instrumentation diagrams (P&ID) designed for
each product´s mixing and packaging processes, we identified the deviation from the original
designs in terms of operational parameters such as pressure and temperature; this was in
addition to the information on the raw materials´safety sheets and the products´technical sheets
and safety sheets. This work identified and assessed the consequences and risks of these
deviations against people, the company´s physical assets, and the environment. This assessment
was performed using a risks matrix to qualify them and with which the HAZOP worksheet is
produced; the worksheet embodies the study´s results.
This work concludes that the products’ processes with a high level of affectation are those
related to: disinfectant, soap and softener; whereas for theair freshener, the process is only
mildly affected.
KEYWORDS: / HAZOP / HAZARD AND OPERABILITY ANALYSIS/ CHEMICAL
INDUSTRY / TEXTIQUIM / RISKS MATRIX

1
INTRODUCCIÓN
El método o estudio de HAZOP (Hazard and Operability) fue desarrollado por ICI (Imperio de
la Industria Química) en el año 1960, debido a que durante estos años la industria química se
desarrolló rápidamente, las fábricas de productos químicos se hicieron más sofisticadas y
grandes, lo cual repercutió en la necesidad de actualizar y mejorar los conocimientos de
seguridad en la industria, debido a los incidentes que se producían en las fábricas, algunos de
escala catastrófica. Desde entonces se ha convertido en un método utilizado por aquellas
personas que están relacionadas con el diseño de plantas industriales.
Este método es un análisis sistemático de un proceso u operación, cuyo propósito es identificar
sus riesgos y localizar sus potenciales problemas producidos por las desviaciones en el
comportamiento de los sistemas respecto de sus intenciones de diseño (cambios en las
condiciones del diseño o en los procedimientos de operación), tanto en plantas de procesamiento
nuevas como en las existentes, lo cual abarca identificar riesgos potenciales y problemas
operacionales que pueden afectar a las personas, el medioambiente o la integridad económica
del dueño o propietario de las instalaciones.
Actualmente a nivel mundial la seguridad en el proceso y el control de pérdidas son las partes
más importantes en la operación de cualquier compañía o negocio, tema de interés para un
Ingeniero Químico que participa en el diseño de nuevos procesos y operaciones.
La empresa Textiquim Cía. Ltda. es una empresa nacional que requiere un análisis de riesgos y
operatividad (HAZOP) para obtener una ventaja competitiva ya que es una forma de asegurar la
calidad, lo cual repercute en la visión del cliente para elegir una empresa.
El objetivo del presente trabajo es la realización del análisis funcional de operatividad en el área
de producción de la empresa, para identificar las condiciones indeseables de la planta y
minimizar los riesgos. Para ello es necesario realizar los pasos que se indican el análisis
funcional de operatividad, los cuales se muestran en el desarrollo de este trabajo.

2
1.MARCO TEÓRICO
1.1 Análisis funcional de operatividad (HAZOP)
Es un método sistemático y versátil para localizar las desviaciones de la intención de diseño de
una planta, analizando el sistema, procesos u operación utilizando como herramienta palabras
guía que se combina con los parámetros del sistema. Estas desviaciones deben ser reveladas
cuando tienen impacto negativo en la rentabilidad de la instalación o conducen también a
riesgos. Analiza la interacción entre los equipos y el operador que los maneja o controla, se
enfoca en la identificación de peligros no reconocidos anteriormente.
INICIO
Elegir el nodo
Identificar las desviaciones
Identificar las causas de las desviaciones
Identificar las consecuencias de las desviaciones
Realizar la matriz de desvíos
3
5
2
4
1
A
B
Figura 1. Diagrama de etapas para realizar el análisis funcional de operatividad HAZOP
3
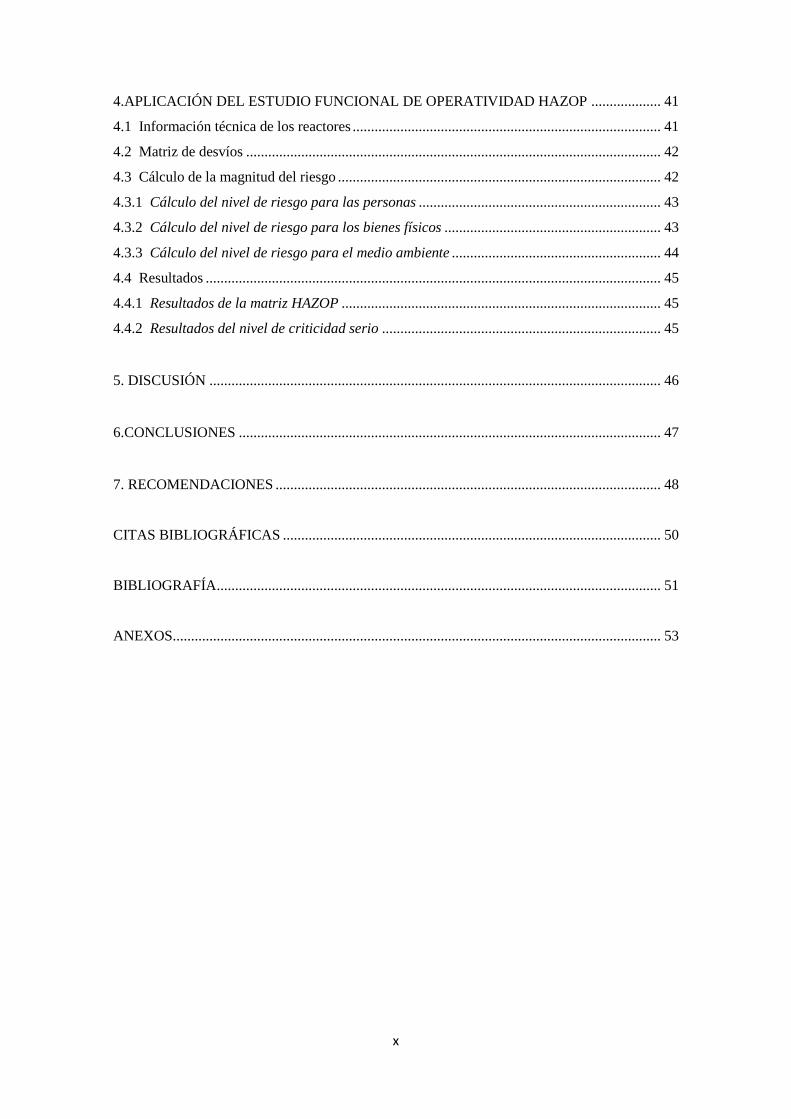
Considerar y sugerir salvaguardas
Recomendaciones (Acciones correctivas)
Repetir los pasos anteriores con cada
nodo
Evaluar la peligrosidad ( Nivel de riesgo)
8
7
9
6
FIN ESTUDIO HAZOP
A
B
Figura 1 (Continuación)
1.2Objetivos HAZOP
El objetivo principal del estudio HAZOP es analizar la instalación, proceso u operación de una
planta para detectar sus desviaciones, las que podrían dar lugar a situaciones peligrosas o
problemas de operatividad durante su tiempo de vida útil. Estas situaciones podrían ser:
• Peligro para la seguridad o salud del trabajador.
• Daño al equipo del proceso productivo.
• Problemas para operar o para realizar mantenimiento.
• Calidad del producto.
• Peligros ambientales.
4
1.3Documentación
“La documentación que debe proporcionar la persona que solicita el análisis funcional de
operatividad son los siguientes:
• Diagramas de proceso P&ID (Diagrama de proceso e instrumentación)
• Hojas técnicas de equipos e instrumentación
• Hojas de seguridad del producto terminado y materiales
• Procedimientos de mantenimiento
• Procedimientos de puesta en marcha.”[1]
1.4 Factores que influyen en la eficiencia del análisis
1.4.1 Número de nodos. “Mientras más nodos se defina en los planos P&ID, el análisis de los
mismos se volverá más laborioso y aburrido, el estudio se torna lento, lo que perjudica la
eficacia del estudio HAZOP, es imperativo definir los mismos de manera clara y precisa para
evitar redundancia.” [2]
1.4.2 Número de personas involucradas en el estudio. “El número de personas que intervienen
en el estudio debe ser limitado, ya que a mayor número de personas las discusiones llevaran más
tiempo y posiblemente lleguen a conclusiones erróneas que no aportaran soluciones a las
consecuencias de las desviaciones.” [3]
1.5. Beneficios y restricciones del estudio HAZOP
1.5.1 Beneficios
• Es un método riguroso y creativo para la identificación de potenciales problemas.
• Proporciona una comprensión más profunda del sistema, proceso u operación a estudiarse.
• No requiere prácticamente recursos adicionales, con excepción del tiempo de dedicación.

5
1.5.2 Restricciones
• El estudio HAZOP toma su tiempo.
• Las modificaciones que haya que realizar en una determinada instalación como consecuencia
de un HAZOP, deben analizarse con mayor detalle además de otros criterios, como los
económicos.
• Los resultados finales depende de la información disponible, si esta información es
incorrecta o incompleta se puede omitir desviaciones en el diseño.
1.6 Herramientas que utiliza HAZOP
1.6.1 Parámetros o términos clave. Son normalmente clasificados como específicos y
generales:
• Los parámetros específicos son aquellos que describen aspectos físicos del proceso, es decir
variables de diseño.
• Los parámetros generales son aquellos que describen aspectos de la intención del diseño
restantes, después de que los parámetros específicos hayan sido considerados.
El uso de las palabras clave asegura que los riesgos sean explorados en todas las maneras
posibles.
Cuadro 1. Parámetros o términos clave utilizados en HAZOP
Parámetros Específicos Parámetros Generales
Flujo\ Caudal Mezclado
Temperatura Aislamiento
Viscosidad Corrosión/erosión
Nivel Purga
Reacción Mantenimiento
Fase Ventilación
Tiempo Paro
Presión Tamaño de partícula
pH Velocidad de reacción
Composición Agitación

6
1.6.2 Palabras guía. Son palabras que combinadas con los parámetros (variables u actividades)
del sistema se utilizan para calificar o cuantificar la intención del diseño, indican la posible
desviación del diseño, sistema u operación. Se puede aplicar a acciones (reacciones,
mantenimiento, etc.), así como a parámetros específicos (pH, flujo, presión, caudal,
temperatura, etc.). Ayudan a enfocar la atención sobre las desviaciones y sus posibles causas.
Cuadro 2. Palabras guía utilizadas para el desarrollo de HAZOP
FUENTE:Normas técnicas de prevención. NTP 238, Los Análisis de peligros y operabilidad en
instalaciones de proceso, Ministerio de trabajo y asuntos sociales, Madrid, 1989, p. 5
1.6.3 Matriz de desvíos. “La matriz de desvíos se utiliza para identificar desvíos a ser
considerados durante el estudio del proceso. La matriz ayuda en el examen de los desvíos
pertinentes. Para utilizar la matriz, es necesario listar los parámetros del proyecto en estudio y
generar la detección de desvíos a través de la aplicación de cada palabra clave, una después de
otra, en cada parámetro.” [4]

7
Cuadro 3. Matriz de desvíos
FUENTE:VIGIL, Francisco. Manual HAZOP. 1 Ed. Lima, 2012 p.12.
1.6.4 Magnitud de riesgo relacionado con personas
1.6.4.1 Consecuencia para las personas (C)
Cuadro 4. Clasificación de las consecuencias de riesgo para las personas
Clasificación Categoría Consecuencia
Leve 1 Lesión (es) leve (s) no incapacitante (s)
Serio 2 Lesión (es) incapacitante (s) temporal (es) y permanente (s)
parcial (es)
Grave 3 Perdida de vida de un trabajador o incapacidad permanente total
1.6.4.2 Estimación de la exposición (E)
Cuadro 5. Número de veces de exposición del trabajador al riesgo
Número de veces de exposición del trabajador al riesgo
Anual-Semestral Trimestral-Mensual Semanal Diaria
1 2 3 4
8
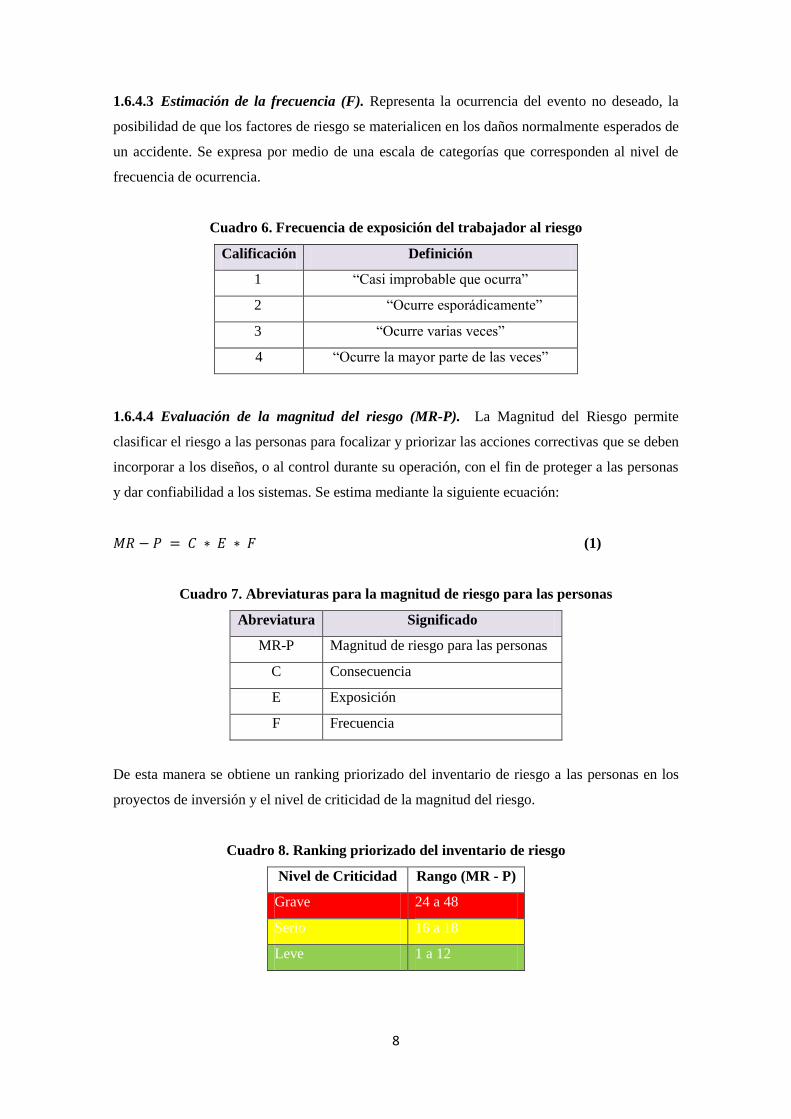
1.6.4.3 Estimación de la frecuencia (F). Representa la ocurrencia del evento no deseado, la
posibilidad de que los factores de riesgo se materialicen en los daños normalmente esperados de
un accidente. Se expresa por medio de una escala de categorías que corresponden al nivel de
frecuencia de ocurrencia.
Cuadro 6. Frecuencia de exposición del trabajador al riesgo
Calificación Definición
1 “Casi improbable que ocurra”
2 “Ocurre esporádicamente”
3 “Ocurre varias veces”
4 “Ocurre la mayor parte de las veces”
1.6.4.4 Evaluación de la magnitud del riesgo (MR-P). La Magnitud del Riesgo permite
clasificar el riesgo a las personas para focalizar y priorizar las acciones correctivas que se deben
incorporar a los diseños, o al control durante su operación, con el fin de proteger a las personas
y dar confiabilidad a los sistemas. Se estima mediante la siguiente ecuación:
𝑀𝑅 − 𝑃 = 𝐶 ∗ 𝐸 ∗ 𝐹 (1)
Cuadro 7. Abreviaturas para la magnitud de riesgo para las personas
Abreviatura Significado
MR-P Magnitud de riesgo para las personas
C Consecuencia
E Exposición
F Frecuencia
De esta manera se obtiene un ranking priorizado del inventario de riesgo a las personas en los
proyectos de inversión y el nivel de criticidad de la magnitud del riesgo.
Cuadro 8. Ranking priorizado del inventario de riesgo
Nivel de Criticidad Rango (MR - P)
Grave 24 a 48
Serio 16 a 18
Leve 1 a 12
9
1.6.5 Magnitud de riesgo relacionado con bienes físicos (BF) y medio ambiente (MA)
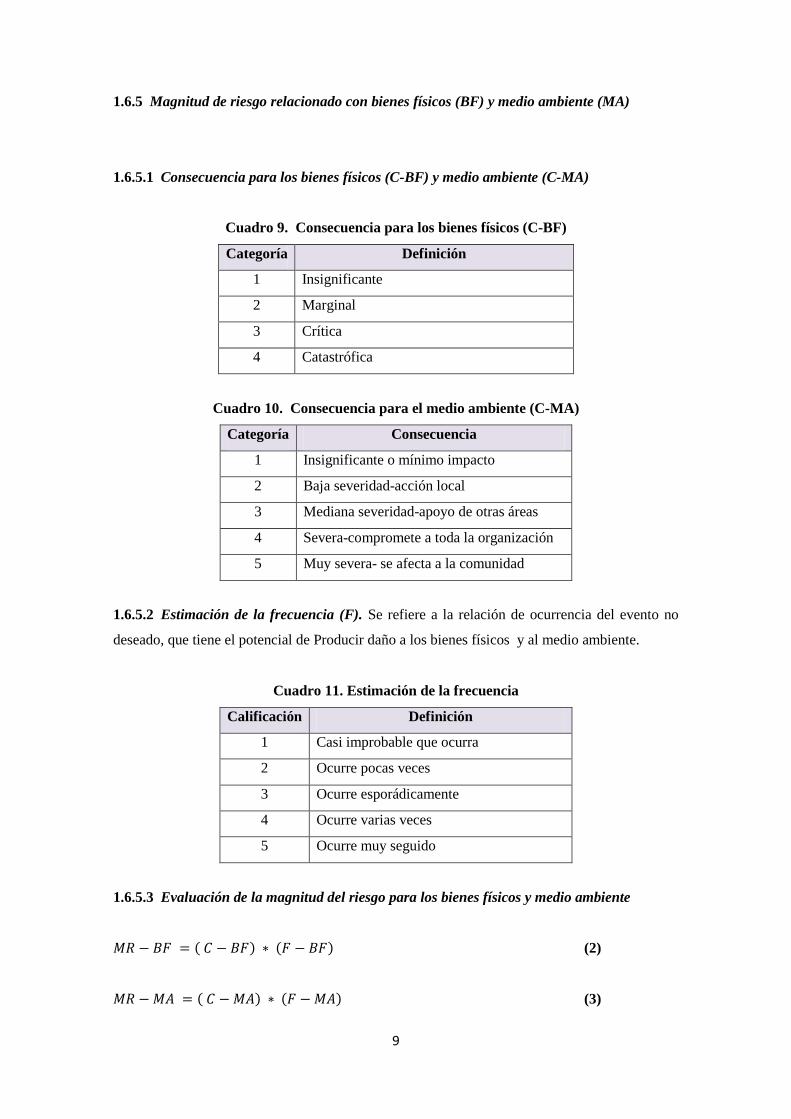
1.6.5.1 Consecuencia para los bienes físicos (C-BF) y medio ambiente (C-MA)
Cuadro 9. Consecuencia para los bienes físicos (C-BF)
Categoría Definición
1 Insignificante
2 Marginal
3 Crítica
4 Catastrófica
Cuadro 10. Consecuencia para el medio ambiente (C-MA)
Categoría Consecuencia
1 Insignificante o mínimo impacto
2 Baja severidad-acción local
3 Mediana severidad-apoyo de otras áreas
4 Severa-compromete a toda la organización
5 Muy severa- se afecta a la comunidad
1.6.5.2 Estimación de la frecuencia (F). Se refiere a la relación de ocurrencia del evento no
deseado, que tiene el potencial de Producir daño a los bienes físicos y al medio ambiente.
Cuadro 11. Estimación de la frecuencia
Calificación Definición
1 Casi improbable que ocurra
2 Ocurre pocas veces
3 Ocurre esporádicamente
4 Ocurre varias veces
5 Ocurre muy seguido
1.6.5.3 Evaluación de la magnitud del riesgo para los bienes físicos y medio ambiente
𝑀𝑅 − 𝐵𝐹 = ( 𝐶 − 𝐵𝐹) ∗ (𝐹 − 𝐵𝐹) (2)
𝑀𝑅 − 𝑀𝐴 = ( 𝐶 − 𝑀𝐴) ∗ (𝐹 − 𝑀𝐴) (3)

10
Para visualizar la clasificación se construye la matriz de gravedad de riesgo, utilizando la
categoría de la consecuencia y la probabilidad de ocurrencia del evento, como dimensiones de la
matriz.
Cuadro 12. Abreviaturas para la magnitud de riesgo para los bienes físicos y medio
ambiente
Abreviatura Significado
MR-BF Magnitud de riesgo para los bienes físicos de la empresa
C-BF Consecuencia para los bienes físicos de la empresa
F-BF Frecuencia para los bienes físicos de la empresa
MR-MA Magnitud de riesgo para el medio ambiente
C-BF Consecuencia para el medio ambiente
F-BF Frecuencia para el medio ambiente
Figura 2. Matriz de gravedad de riesgo
De acuerdo a la magnitud del riesgo se definen tres niveles de criticidad: grave, serio y leve,
obteniéndose un inventario priorizado de los riesgos a los bienes físicos y al medio ambiente
(Ver tabla 5)
Cuadro 13. Nivel de criticidad
Nivel de Criticidad Rango (MR – BF/MA)
Grave 15 a 25
Serio 5 a 12
Leve 1 a 4
MATRIZ DE GRAVEDAD DE RIESGO
FR
EC
UE
NC
IA
5 5 10 15 20 25
4 4 8 12 16 20
3 3 6 9 12 15
2 2 4 6 8 10
1 1 2 3 4 5
1 2 3 4 5
CONSECUENCIA

11
1.6.6 Hoja de trabajo del análisis funcional de operatividad. Es una tabla que reúne el análisis
que se realiza en cada etapa del proceso, sistema u operación. (Ver Anexo A). Cada columna
consta de los siguientes elementos:
• Primera Columna: Se escribe el ítem o Nodo a analizar.
• Segunda Columna: Descripción de la Variable
• Tercera Columna: Identificación de la Palabra Guía
• Cuarta Columna: Resultante de la aplicación de la palabra guía a la respectiva variables
(Desviación).
• Quinta Columna: Determinación de la causa probable.
• Sexta Columna: Determinación de la consecuencia del desvío analizado.
• Séptima Columna: Identificación de los salvaguardas que posee el sistema.
• Octava Columna: Se debe anotar el Nivel de Riesgo para las Personas (R-P)
• Novena Columna: Se debe anotar el Nivel de Riesgo para los Bienes Físicos de la empresa
(R-BF)
• Décima Columna: Se debe anotar el Nivel de Riesgo para el Medio Ambiente (R-MA)
• Décimo Primera: En esta columna deben apuntarse las recomendaciones referentes a las
acciones a ser implantadas para la mitigación o eliminación del riesgo.
1.7 Etapas del análisis funcional de operatividad
1.7.1 Delimitación del área de estudio. En esta etapa se delimita el área de aplicación del
método, se debe tener una representación completa y exacta del proceso, esto se obtiene de los
diagramas P&ID, además se debe tener la información las especificaciones de diseño y
diagramas de flujo. Se debe dividir el Plano P&ID en subsistemas o secciones.
Este procedimiento se aplicará para el análisis de riesgos industriales en la fábrica TextiQuim
Cía. Ltda. Adicionalmente, el análisis de riesgos abarca únicamente los procesos de fabricación
de productos de limpieza y desinfección tales como desinfectante (Bioflor), suavizante de ropa
(Suavice), ambientador (Permanex) y jabón de manos (Biohand).

12
1.7.2 Definir los nodos. Los nodos son puntos donde los parámetros del proceso tienen
identificado un requerimiento o intención de diseño, consisten generalmente en un sector de
cañerías o recipientes con sus equipos y tuberías asociadas. En cada subsistema o sección se
debe definir los nodos, enumerarlos correlativamente e identificarlos en los Planos P&ID. Cada
nodo tendrá variables como: presión, temperatura, caudal, etc.
“La selección de los nodos se fundamenta en elegir los puntos del proceso en los cuales se
produzca una variación significativa de alguna de las variables de proceso. Se pueden esperar
cambios en los nodos a medida que procede un estudio HAZOP, debido al proceso de
aprendizaje que acompaña al mismo.” [5]
1.7.3 Etapa de identificación de las desviaciones
1.7.3.1 Desviación. Una desviación es el comportamiento equivocado o inadecuado de los
parámetros, equipos y elementos de la intención del diseño.
“Las desviaciones de la intención del diseño ocurren principalmente por los siguientes aspectos:
defectos o imperfección en el diseño, la utilización del material inadecuado, mano de obra o por
errores humanos. La desviación puede provocar peligros potenciales para la el medioambiente,
la seguridad y la salud del trabajador y de los bienes físicos de la empresa.” [6]
Cuadro 14. Ejemplos de desviaciones
Palabra guía + Parámetro = Desviación
No + Flujo = No hay flujo
Mas + Flujo = Mas flujo
Mas + Temperatura = Temperatura más alta
1.7.3.2 Identificación de las desviaciones. Todas las plantas industriales se construyen para
cumplir un propósito determinado, por ejemplo producir un cierto tonelaje de un producto por
año, manufacturar un número especificado de un bien o procesar cierto volumen de efluentes
industriales por año, etc.

13
Todos los subprocesos y sus componentes forman un sistema para lograr este propósito, esto se
conoce como la intención de diseño. Cuando un elemento de un subproceso no funciona
adecuadamente, se produce la desviación. Para identificar las desviaciones se utiliza la
combinación de las variables o actividades del proceso con cada palabra guía, descartando las
desviaciones que no tengan sentido para un nudo determinado.
Cuadro 15. Ejemplos de identificación de desviaciones
VARIABLE PALABRA GUÍA/ COMBINACIÓN
FLUJO No, mas, menos, inverso
TEMPERATURA Alta, baja
PRESIÓN Alta, baja
NIVEL Alto, bajo, ninguno
1.7.4 Identificación de causas
1.7.4.1 Definición de causa. Las causas son los factores o razones por las cuales se produce la
desviación, se puede realizar una lluvia de ideas para identificar las posibles causas de las
desviaciones. Es necesario determinar las causas vitales, es decir las que aportan de manera
significativa a un resultado adverso en la intención de diseño.
1.7.4.2 Causas de las desviaciones
a) Errores humanos. La mayoría de desviaciones por errores humanos se produce por:
• “El personal decide deliberadamente no respetar las instrucciones que considera son
innecesarias o erróneas. (Errores de operación)
• Desconexión de sistemas de seguridad a causa de frecuentes falsas alarmas
• Errores de comunicación
• Realización de trabajos no autorizados
• El trabajador está bien adiestrado, las operaciones rutinarias quedan relegadas a los
niveles más bajos del cerebro y no están continuamente gobernadas por la mente
consiente.” [7]

14
Figura 3. Errores humanos
b) Falta o fallo en el mantenimiento de los equipos y todo elemento físico que interviene en el
proceso. Se debe tomar en cuenta los cronogramas y procedimientos de mantenimiento de
los equipos, válvulas, etc que intervienen en el proceso de producción de un bien o servicio,
ya que la falta o fallo de esta actividad puede ocasionar graves pérdidas para la empresa,
además de vidas humanas. Los equipos deben estar aislados de materiales peligrosos,
identificados correctamente, el aislamiento debe ser el adecuado. El mantenimiento debe
realizarse tomando en cuenta los siguientes aspectos:
• El equipo, maquina, válvula, línea, etc. debe estar libre de productos peligrosos
• Se debe aislar de manera adecuada.
• La identificación debe ser clara y precisa.
• Las instrucciones deben ser claras y concisas.
Figura 4. Accidente provocado por desviaciones debido a falla en el equipo de acabados
“Tomando en cuenta estos aspectos, el trabajador debe plantearse las siguientes preguntas:
• ¿Qué hay que hacer?
• ¿Cómo está aislado o identificado el equipo?
• ¿Qué riesgos existen?
• ¿Qué precauciones debe tomarse?

15
En la mayoría de ocasiones los procedimientos de mantenimiento no cubren todos los
escenarios posibles y se usa como excusa para omitir o modificar dichos procedimientos.”[8]
c) Problemas con el control digital de procesos.“La mayoría de los problemas con el equipo
(hardware) ocurren en los dispositivos de control y medida que envían y reciben señales.
Los fallos en la programación pueden ser de dos tipos:
• Los provocados con el sistema operativo que viene con el ordenador
• Los fallos de los programas o aplicaciones informáticas que se escriben para aplicaciones
particulares.” [9]
d) Problemas con los elementos del proceso. Diariamente se presentan problemas relacionados
con válvulas obstruidas, sistema de calentamiento inadecuado, sobrellenado de tanques, etc.
que afectan al objetivo por el cual fue construida la planta industrial. Se debe adiestrar al
trabajador en el uso de los equipos, bombas, válvulas, etc. tomando como guía el manual de
operación de los mismos, para evitar futuras desviaciones.
Otras causas posibles incluyen procedimientos mal escritos, las dificultades causadas por la
mala distribución, mala iluminación, indicadores de parámetros con rangos limitados o
pobres o demasiadas alarmas.
Es necesario distinguir cada causa por separado, ya que puede ocurrir que existan causas
similares para las desviaciones de los nodos pero pueden tener diferentes consecuencias.
1.7.5 Evaluación de las consecuencias. Las consecuencias son el efecto o resultado adverso
producido por la desviación de la intención de diseño, mide el nivel o grado de severidad que
pueden revestir los daños a las personas, a los bienes y perjuicios por paralización de la
producción como consecuencia de un incidente. Al evaluar las consecuencias, no se deben
considerar los sistemas de protección (safeguards) o los instrumentos ya incluidos en el diseño,
debido a que se corre el riesgo de minimizar la consecuencias de la desviación, lo cual evita
llegar a la causa raíz del problema. La evaluación de las consecuencias también proporciona
información acerca si los sistemas de protección son inadecuados o insuficientes.

16
“Para evaluar las consecuencias es útil analizar cómo se desarrollan durante un período de
tiempo, señalando cuando operan las alarmas y los actuadores y cuándo y cómo los operadores
son alertados. Esto permite un juicio realista de la probabilidad y la influencia de la intervención
del operador. La evaluación de riesgos debe realizarse mediante la combinación de la frecuencia
del evento y la severidad de las consecuencias, utilizando la matriz de riesgos.” [10]
1.7.6 Considerar las salvaguardas o sistemas de protección.Un sistema de protección o
salvaguarda es cualquier dispositivo protector, programas, actividades o condiciones para
prevenir la causa de la desviación o mitigar la severidad de las consecuencias de la misma. En
algunas ocasiones, es útil para hacer un análisis de las condiciones necesarias para que ocurra el
evento y cuantificar aproximadamente estos para determinar cuáles son los sistemas de
protección adecuados.
1.7.7 Acciones correctivas.En esta etapa se debe tomar acciones si la causa creíble tiene una
consecuencia negativa, en esta parte del análisis se considera los sistemas de protección para
determinar si son los adecuados para eliminar la ocurrencia de la causa o mitigar magnitud del
riesgo de la consecuencia.
“Las acciones pueden ser específicas o genéricas. El primero es más común, pero, cuando el
cambio se podría aplicar en varios puntos dentro del diseño, es más sencillo hacer una acción
genérica, evitando así la repetición y la posibilidad de acciones diferentes para problemas
similares en diferentes partes del proceso.” [11]
No se debe optar por rediseñar la planta, como por ejemplo agregando sistemas de protección,
alarmas, actuadores, etc. muy sofisticados ya que podrían ser dados de baja si los operadores
encargados de estos no entienden su funcionamiento, incurriendo en un gasto innecesario para la
empresa.
1.7.8 Registro o informe. El informe consta de una serie de documentos clave entregado a los
operadores y al director técnico de la empresa, uno de los documentos clave son las hojas de
trabajo, en el cual debe ir el registro completo de todas las desviaciones, causas, consecuencias
y acciones correctivas que fueron sugeridas y cuales fueron tomadas, lo que proporciona un
record para la auditoría de estudios posteriores.

17
El informe final debe tener las siguientes características:
• Debe ser claro y detallado, en especial de los problemas potenciales que pudieran ocurrir en
el funcionamiento de la planta. El estudio debe estar escrito y documentado de forma tal que
pueda ser entendido por parte de personas ajenas a la participación del estudio.
• Debe cubrir por quién se realizó el estudio, así como el registro de los datos necesarios para
el análisis y las acciones correctivas para su posterior implementación.
• Debe proporcionar una comprensión fácil y clara del proceso y de los equipos o máquinas de
trabajo.
• Debe ser de utilidad para la solución de problemas y para el operador.

18
2. INFORMACIÓN DE LA EMPRESA
2.1 Datos de la empresa
Denominación (razón social): Textiquim Cía. Ltda.
Actividad económica: Fabricación de productos químicos
Dirección:
Fábrica y Matriz: Vicente Duque N77-443 y Juan de Selis
Teléfonos:
Fábrica: 593 (2) 2 478-062 ext. 114
Matriz: 593 (2) 2 478-062 / 2 478-068 / 2801334 ext. 107
Nombre del gerente: Ing. Hernán Rosanía
Correo electrónico: [email protected]
2.2 Descripción de la empresa
“Textiquim Cía. Ltda. Es una compañía que fabrica productos químicos biodegradables para el
área institucional, industrial, petrolera, textil, agrícola y domestica bajo norma de calidad ISO
9001:2008, con tecnología limpias que preservan y protegen el medio ambiente.Su política de
servicio y como empresa líder, es cubrir las necesidades de sus clientes en forma competitiva y
tecnológicamente eficiente alcanzando la mejora continua en todos los procesos de su
organización.” [12]
2.2.1 Proceso productivo de la empresa.La descripción del proceso productivo de la empresa
se lo realiza mediante la elaboración de un diagrama de bloques, en donde se observa la
interrelación de los procesos y la identificación de los macro procesos (Ver Figura 5).

19
Figura 5. Diagrama de bloques del proceso productivo de Textiquim
2.2.2Abanico de productos
Cuadro 16. Abanico de productos línea hospitalaria
Linea hospitalaria
ALCOHOL YODADO
Es un antiséptico desinfectante que presenta un
amplio espectro microbiano, excelente acción contra
bacterias Gram positivas, Gram negativas. Tiene la
ventaja de no producir irritación, manchas en la piel
y no es alérgico.
BIOCLEAN TQ10
Es un producto a base de hipoclorito de sodio, con
un contenido de 10% de cloro disponible.
BIOCLEAN TQ 10 es un germicida de amplio
espectro, controla y elimina la proliferación de
bacterias como Escherichia Coli, Salmonella Typhi,
PseudomonaAeruginosa, hongos y levaduras en
general.

20
Cuadro 16 (Continuación)
Linea hospitalaria
BIOFLOR
Es un excelente agente empleado en la limpieza,
desinfección y desodorización de pisos, sanitarios,
zonas concurridas superficies en general y en donde
se hace necesario la desinfección permanente.
BIOGEL
Es un desinfectante antiséptico para manos, con una
amplia actividad bactericida contra Staphylococcus
aureus, Enterococcus hirae, Escherichia coli,
Pseudomonas aeruginosa, etc, posee principio activo
no tóxico, no deja efecto residual y de buena
compatibilidad con la piel humana.
INDET CMH-1
Detergente en polvo enzimático que proporciona un
conjunto de propiedades particularmente interesantes
como eliminar manchas orgánicas como sangre,
heces, manchas oxidables como de café, té, vino,
frutas, además que desinfecta las prendas de
bacterias, virus, hongos; es un producto sin riesgo
exento de productos corrosivos, fosfatos, cromatos,
nitritos, solventes y colorantes.
OPTICAL BLANC
El blanqueo con oxígeno activo es un complemento
para el sistema de detergencia dejando las prendas
blancas puede trabajar en combinación con todos los
productos de lavado de nuestra gama. Reemplaza el
uso de cloro, dejando las prendas más blancas y
desinfectadas.

21
Cuadro 16 (Continuación)
Linea hospitalaria
SUAVICE
Es un suavizante para prendas, de aplicación en el
último baño de enjuague. Las prendas tratadas
obtienen un tacto suave y natural con un aroma
agradable. No hay alteración en el matiz y color de
las prendas. Evita la formación de pliegues y arrugas.
Facilitando el planchado
YODOPOVIDONA 7,5 %
Es una solución jabonosa y desinfectante a base de
Yodopovidona al 7.5%, el cual tiene amplia acción
microbiana, excelente acción contra bacterias Gram
positivas, Gram negativas, hongos, virus, etc. tiene
un portador polimérico capaz de liberar lentamente
el yodo libre, que es el agente microbiano activo.
YODOPOVIDONA 10%
Es un antiséptico líquido de color café rojizo y olor
característico, tiene buena estabilidad, mantiene su
concentración de yodo disponible, dentro de los
parámetros establecidos por la U.S.P, es un
desinfectante a base de Yodopovidona, el cual tiene
amplia acción microbiana
Cuadro 17. Abanico de productos línea institucional
Línea Institucional
BIOWAX
Cera líquida que en su composición posee un
tensoactivos que permite obtener emulsiones para la
limpieza y conservación de pisos y otros campos de
aplicación que brillan por pulido una vez secos.

22
Cuadro 17 (Continuación)
Línea Institucional
MULTI 20-0
Es un detergente alcalino, abrasivo diseñado para
eliminar suciedad grasa, hollín, polvo, etc. de
cocinas, campanas, hornos, utensilios de cocina,
equipos donde se procesan alimentos y toda clase
de superficies.
BIOHAND
Es un jabón líquido dermolimpiador de acción
removedora de suciedad y espumante, que
elimina la grasa, polvo, etc. dejando la piel y
manos totalmente limpias.
IRONDEX
Elimina fácilmente la herrumbre, óxidos
calcáreos, grasa humana, residuos de jabón,
incrustaciones adheridas por el tiempo.
PERMANEX
Es un producto usado para aromatizar ambientes
en residencias, oficinas, baños, ascensores,
hospitales, hoteles, saunas, etc.
VIDSOL
Por su alto poder desengrasante deja las
superficies libre de residuos de polvo y grasa,
remueve manchas nuevas y oxidadas dejando al
vidrio limpio y transparente.
23
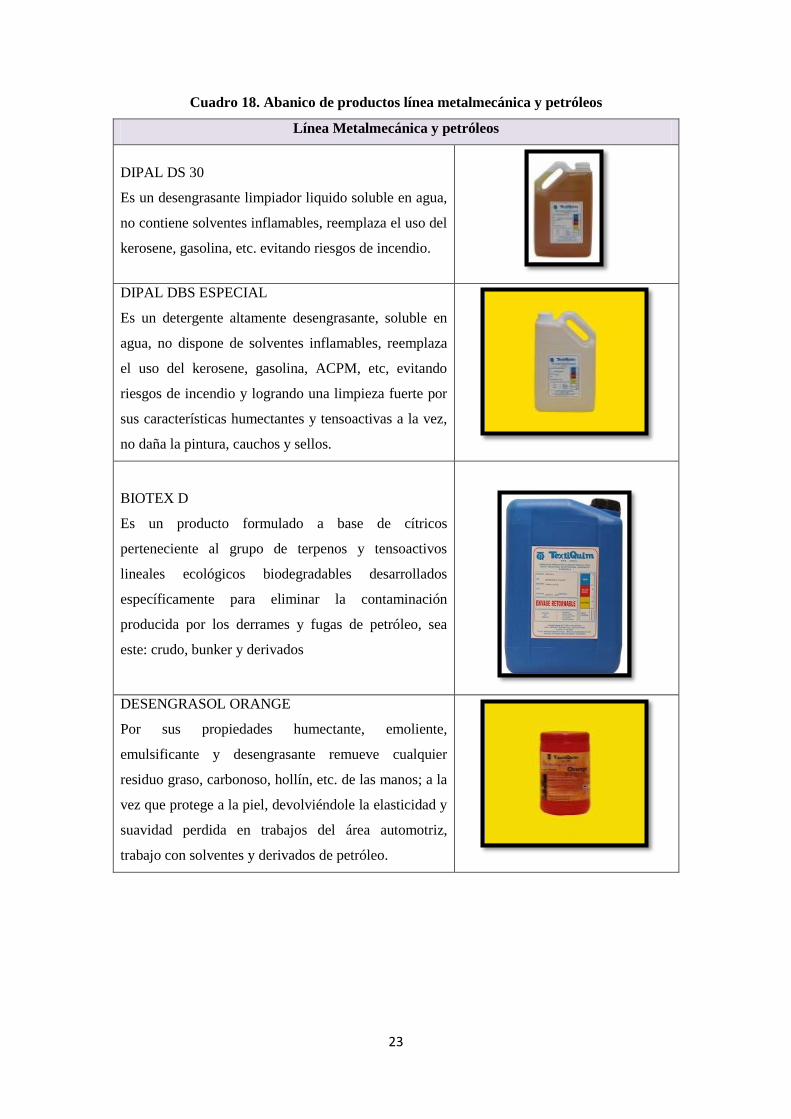
Cuadro 18. Abanico de productos línea metalmecánica y petróleos
Línea Metalmecánica y petróleos
DIPAL DS 30
Es un desengrasante limpiador liquido soluble en agua,
no contiene solventes inflamables, reemplaza el uso del
kerosene, gasolina, etc. evitando riesgos de incendio.
DIPAL DBS ESPECIAL
Es un detergente altamente desengrasante, soluble en
agua, no dispone de solventes inflamables, reemplaza
el uso del kerosene, gasolina, ACPM, etc, evitando
riesgos de incendio y logrando una limpieza fuerte por
sus características humectantes y tensoactivas a la vez,
no daña la pintura, cauchos y sellos.
BIOTEX D
Es un producto formulado a base de cítricos
perteneciente al grupo de terpenos y tensoactivos
lineales ecológicos biodegradables desarrollados
específicamente para eliminar la contaminación
producida por los derrames y fugas de petróleo, sea
este: crudo, bunker y derivados
DESENGRASOL ORANGE
Por sus propiedades humectante, emoliente,
emulsificante y desengrasante remueve cualquier
residuo graso, carbonoso, hollín, etc. de las manos; a la
vez que protege a la piel, devolviéndole la elasticidad y
suavidad perdida en trabajos del área automotriz,
trabajo con solventes y derivados de petróleo.
24
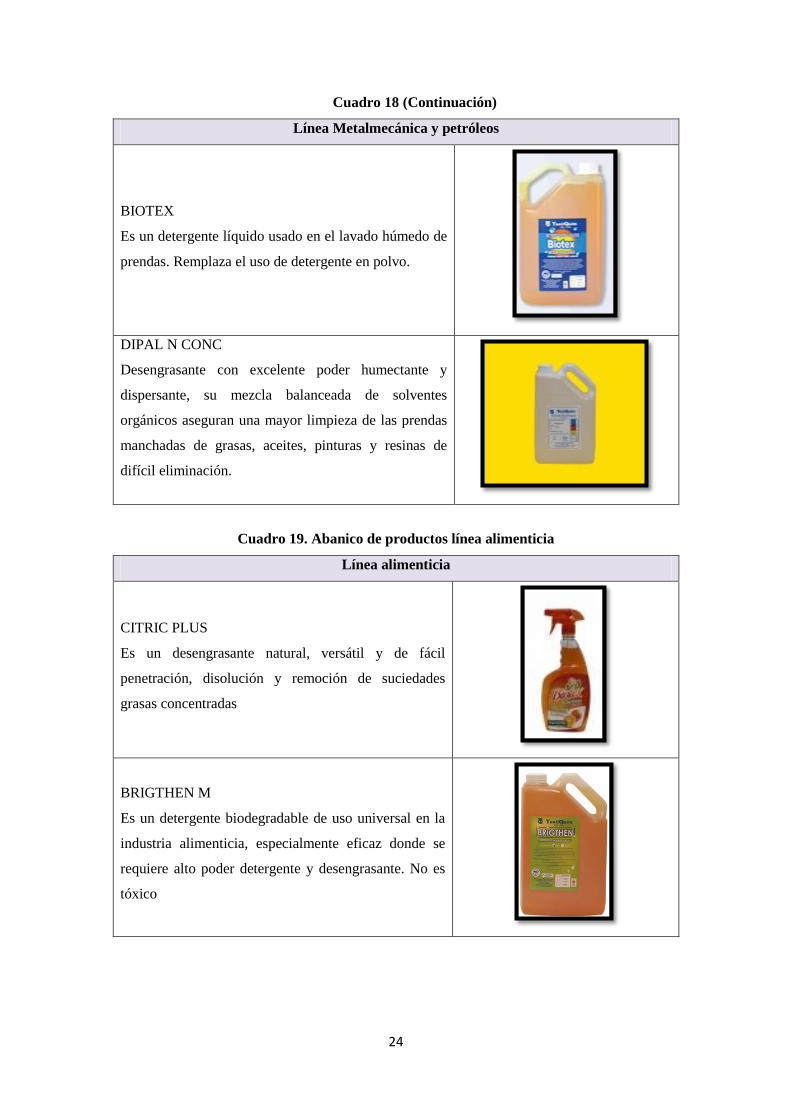
Cuadro 18 (Continuación)
Línea Metalmecánica y petróleos
BIOTEX
Es un detergente líquido usado en el lavado húmedo de
prendas. Remplaza el uso de detergente en polvo.
DIPAL N CONC
Desengrasante con excelente poder humectante y
dispersante, su mezcla balanceada de solventes
orgánicos aseguran una mayor limpieza de las prendas
manchadas de grasas, aceites, pinturas y resinas de
difícil eliminación.
Cuadro 19. Abanico de productos línea alimenticia
Línea alimenticia
CITRIC PLUS
Es un desengrasante natural, versátil y de fácil
penetración, disolución y remoción de suciedades
grasas concentradas
BRIGTHEN M
Es un detergente biodegradable de uso universal en la
industria alimenticia, especialmente eficaz donde se
requiere alto poder detergente y desengrasante. No es
tóxico
25
Cuadro 20. Abanico de productos de la línea textil
Línea textil
INDET NTE
Desoxidante orgánico en polvo, elimina el óxido de
hierro en cierres, botones y prendas manchadas con
óxido
TERMISTOR
Es un producto que ayuda a la igualación de los
colorantes, garantizando una penetración uniforme de
los colorantes combinados.
BIOHAND LQT
Es un jabón líquido, de amplio espectro microbiano,
excelente acción contra bacterias Gram positivas y
gramnegativas, hongos y levaduras. Además no deja
residuales tóxicos.
BIOXIGEN/3
Es un desinfectante totalmente biodegradable ya que su
descomposición genera agua, ácido acético (vinagre) y
oxígeno.
26
2.3 Misión
“Consolidarse como una empresa altamente competitiva, técnicamente en la fabricación de
producto para uso institucional, industrial, textil, cosmético, farmacéutico y agrícola.
2.4 Visión
Dentro de diez años, Textiquim Cía. Ltda. Será una empresa altamente competitiva en el sector
químico industrial nacional en la fabricación de productos de limpieza y desinfección en el área
doméstica, institucional y agrícola, mediante la elaboración de productos de acuerdo a las
Normas ISO 9001: 2008 y con tecnologías limpias que preserven, protejan el medio ambiente y
el ambiente laboral, con un personal bien capacitado y en armonía con el entorno.
2.5 Valores
• Respeto irrestricto al ser humano, considerado como el elemento esencial para todo cambio.
• El liderazgo es el norte de la empresa.
• Responsabilidad integral en el cuidado del medio ambiente tanto interno como externo a la
Empresa.
• Excelencia en calidad y servicios para los clientes.
• Capacitación continua y comunicación interna para el perfeccionamiento del personal de la
empresa.
• Reconocimiento y preocupación por la salud y seguridad de los empleados.
• Compromiso social y ambiental con un desarrollo rentable y sostenible.” [13]

27
3. PROCESO DE FABRICACIÓN
3.1 Proceso de fabricación del desinfectante Bioflor
3.1.1 Descripción del producto.“Es un agente empleado en la limpieza, desinfección y
desodorización de pisos, sanitarios, zonas concurridas, superficies en general y en donde se
hace necesario la desinfección permanente. Además de proporcionar un aroma agradable, se
puede aplicar sobre todo tipo de superficies: cemento, baldosas, mármol, cerámica.BIOFLOR
se aplica en superficies neutralizando el olor que producen las bacterias ya que es un excelente
microbicida.
Figura 6. Desinfectante Bioflor
3.1.2 Características y propiedades físico-químicas
• Aspecto: Líquido transparente
• Color: De acuerdo al aroma
• pH: 7,0 ± 2,0
• Densidad: 1,000 ± 0,05 g/cm3
• Solubilidad: Completamente soluble en agua
• Estabilidad: Muy buena en condiciones normales” [14]

28
3.1.3 Nivel de riesgo. El rombo de seguridad tiene 4 secciones de colores que proporcionan
información diferente:
Figura 7. Rombo NFPA 704
Figura 8. Rombo de seguridad para Bioflor
3.1.4 Proceso de fabricación
3.1.4.1 Sustancias y reactivos
Cuadro 21. Sustancias y reactivos para la elaboración de Bioflor
NUMERO MATERIA PRIMA
1 Agua desmineralizada
2 Cellosize
3 Esencia
4 Nonil fenol
5 Amonio Cuaternario
6 Colorante
0
0 1
NING

29
3.1.4.2 Materiales
• Balanza electrónica, capacidad: 0,5-300 kg
• Reactor
• Recipientes para envasado (galones, canecas)
3.1.4.3 Procedimiento
• Verificar que las válvulas HV-1003 y HV-1007 estén cerradas.
• Llenar el reactor TK-HL-03 con 50% de su capacidad con agua desmineralizada fría.
• Primero fracciona la cantidad requerida de la materia prima espesante (Cellocize) y colocar
en el reactor 3.
• Accionar el agitador, agitar continuamente, hasta disolución completa.
• Pesar el nonil fenol y el amonio cuaternario, colocar en el reactorTK-HL-03. Esperar hasta
que espese la mezcla.
• Una vez que la mezcla adquirió la textura deseada adicionar la esencia y el colorante.
• Completar la capacidad del reactor, añadiendo la cantidad de agua desmineralizada caliente
necesaria y agitar.
• Homogenizar la mezcla mediante el uso del agitador.
• Llevar la muestra al laboratorio para verificar que cumpla con los parámetros establecidos
del producto. (Ver 3.1.2)
• Abrir la válvula HV-1003, posteriormente la HV-1007 para llenar el tanque TK-HL-05.
• En la máquina de envasado automático ajustar el selector 1: entrada de envases (6 envases)
• Accionar el selector 2: salida de envases.
• Seleccionar en el panel de control el número de envases a llenar, tiempo y volumen de
llenado, el tiempo de retardo para arrancar la bomba P-01, el tiempo de duración de la
bomba y el tiempo de retardo para subir al sistema.
• Presionar el botón aceptar, para guardar la configuración anterior.
• Tapar y Etiquetar el producto envasado.
• Colocar el producto las cajas con su respectiva identificación.
30
Fraccionamiento Homogenizacion Mezclado
Fraccionamiento
EtiquetadoProducto
Terminado1,2
4,5
3,6
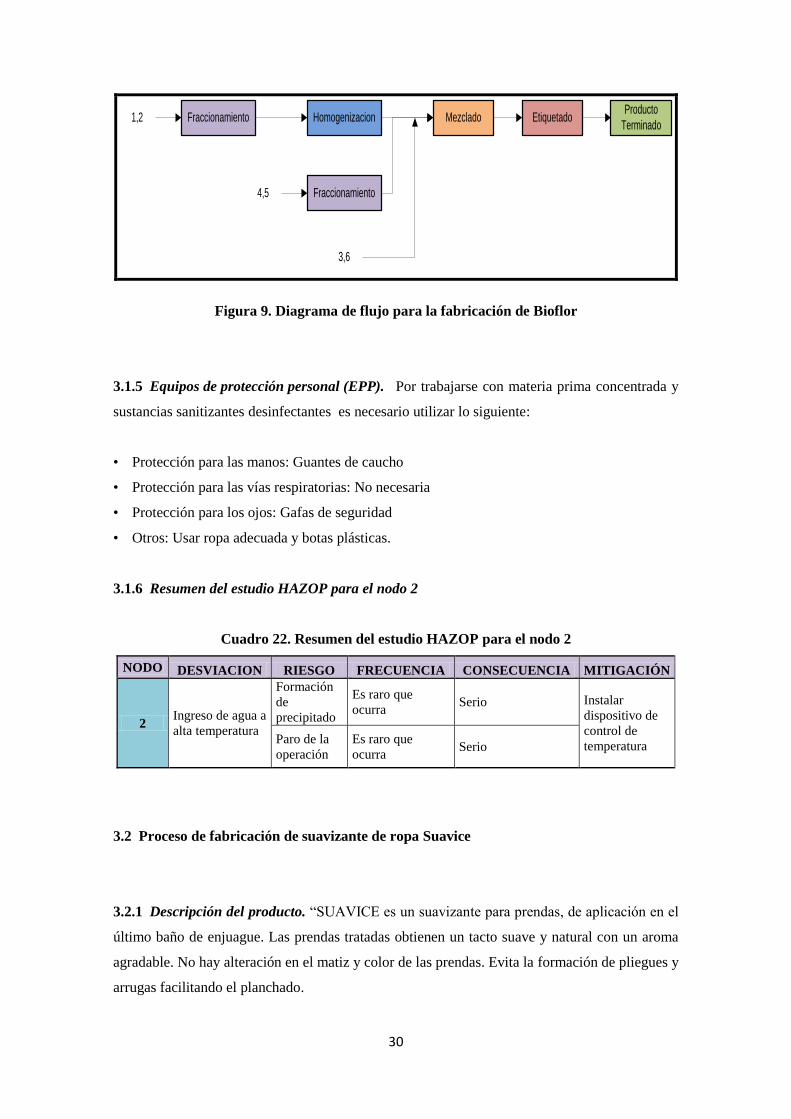
Figura 9. Diagrama de flujo para la fabricación de Bioflor
3.1.5 Equipos de protección personal (EPP). Por trabajarse con materia prima concentrada y
sustancias sanitizantes desinfectantes es necesario utilizar lo siguiente:
• Protección para las manos: Guantes de caucho
• Protección para las vías respiratorias: No necesaria
• Protección para los ojos: Gafas de seguridad
• Otros: Usar ropa adecuada y botas plásticas.
3.1.6 Resumen del estudio HAZOP para el nodo 2
Cuadro 22. Resumen del estudio HAZOP para el nodo 2
NODO DESVIACION RIESGO FRECUENCIA CONSECUENCIA MITIGACIÓN
2 Ingreso de agua a
alta temperatura
Formación
de
precipitado
Es raro que
ocurra Serio Instalar
dispositivo de
control de
temperatura Paro de la
operación
Es raro que
ocurra Serio
3.2 Proceso de fabricación de suavizante de ropa Suavice
3.2.1 Descripción del producto. “SUAVICE es un suavizante para prendas, de aplicación en el
último baño de enjuague. Las prendas tratadas obtienen un tacto suave y natural con un aroma
agradable. No hay alteración en el matiz y color de las prendas. Evita la formación de pliegues y
arrugas facilitando el planchado.

31
Figura 10. Suavizante de ropa Suavice
3.2.2 Características y propiedades físico-químicas
• Aspecto: Líquido viscoso, agradable aroma.
• Color: Depende del aroma.
• pH: 4 ± 1,0
• Densidad: 0,988± 0,05 g/cm3
• Solubilidad: Puede disolverse en agua fría o caliente.
• Efecto suavizante: Tacto muy suave, natural y liso.
• Solidez al lavado: Resistente al lavado normal.” [15]
3.2.3 Nivel de riesgo
Figura 11. Rombo de seguridad paraSuavice
3.2.4 Proceso de fabricación
3.2.4.1 Sustancias y reactivos. Las sustancias y reactivos empleados en el proceso de
fabricación del suavizante de ropa (Suavice) se muestran en el cuadro 23.
0
0 1
NING

32
Cuadro23. Sustancias y reactivos para la elaboración de Suavice
NUMERO MATERIA PRIMA
1 Agua desmineralizada
2 Cellosize
3 Esencia
4 Tetranyl
5 Kathon
6 Colorante
3.2.4.2 Materiales
• Balanza electrónica, capacidad: 0,5-300 kg
• Reactor
• Recipientes para envasado (galones, canecas, tambores).
• Chaqueta de calentamiento.
3.2.4.3 Procedimiento
• Verificar que las válvulas HV-1002 y HV-1006 estén cerradas.
• Llenar el reactor TK-HL-02 con 2/3 de su capacidad con agua desmineralizada caliente
(90°C).
• Primerofraccionar la cantidad requerida de la materia prima cellosize y agitar continuamente
hasta su disolución completa.
• Pesar el tetranyl y colocar en el reactor.
• Homogenizar la mezcla y añadir la esencia.
• Pesar el kathon y adicionar a la mezcla.
• Agitador aproximadamente 20 minutos.
• Añadir el colorante y aroma necesario, agitar constantemente durante su adicción.
• Llevar la muestra al laboratorio para verificar que cumpla con los parámetros establecidos
del producto. (Ver 3.2.2)
• Abrir la válvula HV-1002 y HV-1006 para llenar el tanque TK-HL-05.
• En la máquina de envasado automático ajustar el selector 1: entrada de envases (6 envases).
• Accionar el selector 2: salida de envases.
• Seleccionar en el panel de control el número de envases a llenar, tiempo y volumen de
llenado, el tiempo de retardo para arrancar la bomba P-01, el tiempo de duración de la
bomba y el tiempo de retardo para subir al sistema.
33
• Presionar el botón aceptar, para guardar la configuración anterior.
• Tapar y Etiquetar el producto envasado.
• Colocar el producto las cajas con su respectiva identificación.
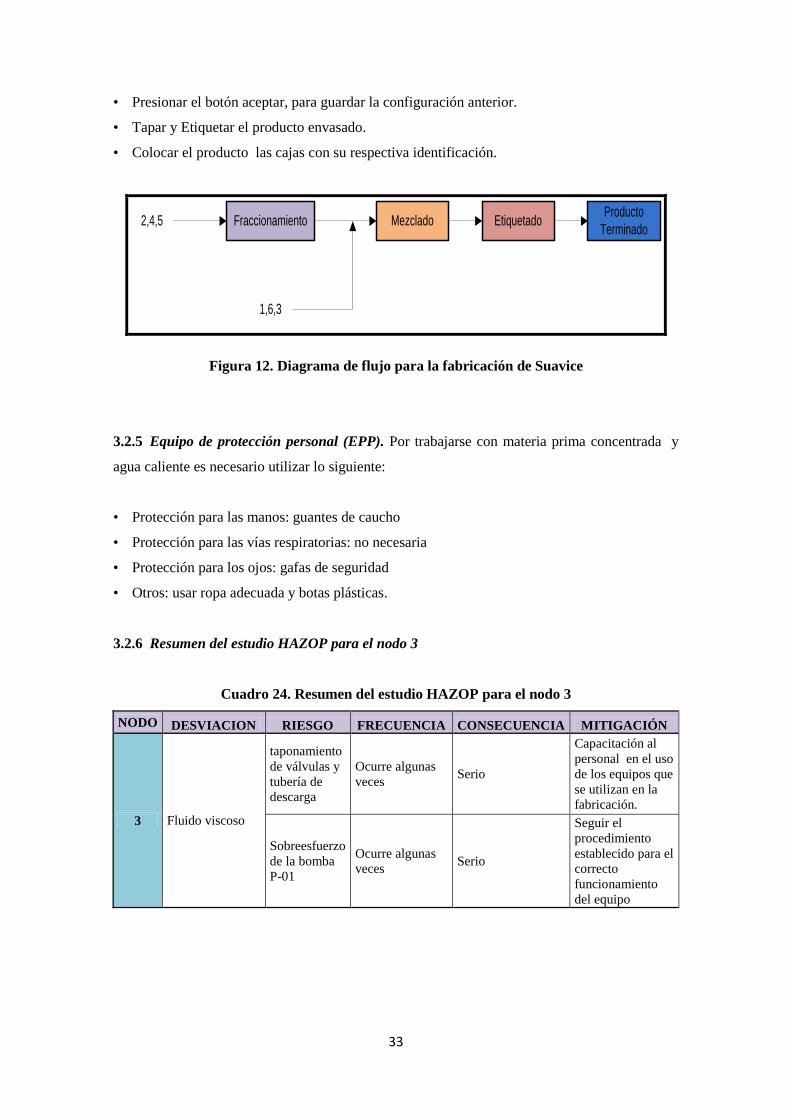
Fraccionamiento Mezclado EtiquetadoProducto
Terminado2,4,5
1,6,3
Figura 12. Diagrama de flujo para la fabricación de Suavice
3.2.5 Equipo de protección personal (EPP). Por trabajarse con materia prima concentrada y
agua caliente es necesario utilizar lo siguiente:
• Protección para las manos: guantes de caucho
• Protección para las vías respiratorias: no necesaria
• Protección para los ojos: gafas de seguridad
• Otros: usar ropa adecuada y botas plásticas.
3.2.6 Resumen del estudio HAZOP para el nodo 3
Cuadro 24. Resumen del estudio HAZOP para el nodo 3
NODO DESVIACION RIESGO FRECUENCIA CONSECUENCIA MITIGACIÓN
3 Fluido viscoso
taponamiento
de válvulas y
tubería de
descarga
Ocurre algunas
veces Serio
Capacitación al
personal en el uso
de los equipos que
se utilizan en la
fabricación.
Sobreesfuerzo
de la bomba
P-01
Ocurre algunas
veces Serio
Seguir el
procedimiento
establecido para el
correcto
funcionamiento
del equipo
34
3.3 Proceso de fabricación del jabón líquido de manos Biohand
3.3.1 Descripción del producto.“Biohand es un jabón líquido dermo-limpiador de acción
limpiadora y espumante, que elimina la suciedad grasa, polvo, etc. dejando la piel y manos
totalmente limpias, posee propiedades humectantes para la piel, su uso rutinario no reseca ni
irrita la piel o manos, manteniéndolas tersas, suaves y con agradable aroma. Además posee
propiedades bactericidas, fungicidas.
Figura 13. Jabón líquido de manos Biohand
3.3.2 Características y propiedades físico-químicas
• Aspecto: Líquido ligeramente viscoso
• Color: Depende del aroma
• pH: 6,5 1
• Densidad: 1,004 0,050 g/cm3
• Viscosidad: 3000 cP
• Solubilidad: Completamente soluble en agua
• Inflamabilidad: No inflamable
• Estabilidad: Buena en condiciones normales.
• Aroma: Manzana, fresa, almendras, sky, coco, floral, limón y pino” [16]
3.3.3 Nivel de riesgo
Figura 14. Rombo de seguridad para Biohand
0
0 0
NING
35
3.3.4 Proceso de fabricación
3.3.4.1 Sustancias y reactivos
Cuadro 25. Sustancias y reactivos para la elaboración de Biohand
NUMERO MATERIA PRIMA
1 Regulador de pH
2 Agua desmineralizada
3 Esencia
4 Glicerina
5 Kathon
6 Lauril éter Sulfato de sodio
7 Dietanolamina de coco
8 Betaina Obsimid
9 Sal
10 Colorante
3.3.4.2 Materiales
• Balanza electrónica, capacidad: 0.5-300 kg
• Reactor
• Recipientes para envasado(galones, canecas)
• Chaqueta de calentamiento
3.3.4.3 Procedimiento
• Pesar la betaina, glicerina y el dietanol amida utilizando la balanza automática.
• Verificar que las válvulas HV-1004 y HV-1008 estén cerradas.
• Colocar la materia prima pesada en el reactor TK-HL-04.
• Pesar el lauril éter y adicionar en el reactor, agitar hasta obtener una mezcla homogénea.
• Adicionar el agua lentamente.
• Dejar reposar, hasta que se baje la espuma.
• Pesar la sal y disolverla con agua desmineralizada, adicionarla al reactor.
• Adicionar la esencia.
• Pesar el kathon y adicionar a la mezcla.

36
• Controlar el pH con ácido cítrico.
• Agitar hasta obtener un producto viscoso pero fluido. Completar el agua restante.
• Adicionar el colorante.
• Llevar la muestra al laboratorio para verificar que cumpla con los parámetros establecidos
del producto.(Ver 3.3.2)
• Abrir la válvula HV-1004 y HV-1008para llenar el tanque TK-HL-05.
• En la máquina de envasado automático ajustar el selector 1: entrada de envases (6 envases)
• Accionar el selector 2: salida de envases.
• Seleccionar en el panel de control el número de envases a llenar, tiempo y volumen de
llenado, el tiempo de retardo para arrancar la bomba P-01, el tiempo de duración de la
bomba y el tiempo de retardo para subir al sistema.
• Presionar el botón aceptar, para guardar la configuración anterior.
• Tapar y Etiquetar el producto envasado.
• Colocar el producto las cajas con su respectiva identificación.
Fraccionamiento Mezclado
Fraccionamiento
EtiquetadoProducto
Terminado8,4,7
6
Premezclado9,2
1,3,5
10
Figura 15. Diagrama de flujo para la fabricación de Biohand
3.3.5 Equipos de protección personal (EPP). Por trabajarse con materia prima concentrada es
necesario utilizar lo siguiente:
• Protección para las manos: guantes de caucho
• Protección para las vías respiratorias: no necesaria
• Protección para los ojos: gafas de seguridad
• Otros: usar ropa adecuada y botas plásticas.

37
3.3.6 Resumen del estudio HAZOP para el nodo 1
Cuadro 26. Resumen del estudio HAZOP para el nodo 1
NODO DESVIACIÓN RIESGO FRECUENCIA CONSECUENCIA MITIGACIÓN
1
Flujo a alta
temperatura
Derrame
de
producto
Es raro que ocurra Serio
Construcción de
cubetos de 110%
del Volumen de
operación del
tanque
Sobrepresión en
el reactor
Paro de la
operación Es raro que ocurra Serio
Instalar un lazo de
control de presión
Derrame
de
producto
Es raro que ocurra Serio
Construcción de
cubetos de 110%
del Volumen de
operación del
tanque
3.4 Proceso de fabricación del ambiental Permanex
3.4.1 Descripción del producto.“PERMANEX es un producto usado para aromatizar ambientes
en residencias, oficinas, baños, ascensores, hospitales, hoteles, saunas, etc.
Es un producto inofensivo para la piel; refrescante, no afecta a la salud, pequeñas cantidades son
suficientes para desodorizar y aromatizar el ambiente por largo tiempo.
Figura 13. Ambientador Permanex
38
3.4.2 Características y propiedades físico-químicas
• Aspecto: Líquido
• pH: 7,0 1,0
• Densidad: 1,000 0,050 g/cm3
• Solubilidad: Completa
• Estabilidad: Muy buena” [17]
3.4.3 Nivel de riesgo
Figura 17. Rombo de seguridad paraPermanex
3.4.4 Proceso de fabricación
3.4.4.1 Sustancias y reactivos
Cuadro 27. Sustancias y reactivos para la elaboración de Permanex
NUMERO MATERIA PRIMA
1 Agua desmineralizada
2 Glicerina
3 Esencia
4 Nonil fenol
5 Amonio cuaternario
6 Colorante
3.4.4.2 Materiales
• Balanza electrónica, capacidad: 0,05-300 kg
• Reactor
• Recipientes para envasado(galones, canecas)
0
0 1
NING

39
3.4.4.3 Procedimiento
• Verificar que las válvulas HV-1001 y HV-005 estén cerradas.
• Colocar agua caliente en el reactor TK-HL-01.
• Pesar la glicerina, el nonil fenol y amonio cuaternario, colocar esta materia prima en el
reactor.
• Pesar la esencia y adicionar a la mezcla.
• Agitar hasta obtener una mezcla homogénea.
• Adicionar el colorante.
• Manteniendo agitación constante ir adicionando el agua hasta completar el peso total.
• Seguir homogenizando la mezcla mediante el uso del agitador, observando que no exista la
formación de espuma.
• Llevar la muestra al laboratorio para verificar que cumpla con los parámetros establecidos
del producto. (Ver 3.4.2)
• Abrir la válvula HV-1001 y HV-005 para llenar el tanque TK-HL-05.
• En la máquina de envasado automático ajustar el selector 1: entrada de envases (6 envases)
• Accionar el selector 2: salida de envases
• Seleccionar en el panel de control el número de envases a llenar, tiempo y volumen de
llenado, el tiempo de retardo para arrancar la bomba P-01, el tiempo de duración de la
bomba y el tiempo de retardo para subir al sistema.
• Presionar el botón aceptar, para guardar la configuración anterior.
• Tapar y Etiquetar el producto envasado.
• Colocar el producto las cajas con su respectiva identificación.
Fraccionamiento Mezclado EtiquetadoProducto
Terminado2,4,5
1,6,3
Figura 18. Diagrama de flujo para la fabricación dePermanex

40
3.4.5 Equipos de protección personal (EPP). Por trabajarse con materia prima concentrada es
necesario utilizar lo siguiente:
• Protección para las manos: guantes de caucho
• Protección para las vías respiratorias: no necesaria
• Protección para los ojos: gafas de seguridad
• Protección auditiva: tapones auditivos
• Otros: usar ropa adecuada y botas plásticas
41
4. APLICACIÓN DEL ESTUDIO FUNCIONAL DE OPERATIVIDAD HAZOP
4.1 Información técnica de los reactores
Cuadro 28. Especificaciones de la instrumentación de los reactores y de la máquina de
envasado
Reactor 1
Permanex
Reactor 2
Suavice
Reactor 3
Bioflor
Reactor 4
Biohand
Máquina de
envasado
V =1200 L V= 2000 L V= 2000 L V =1200 L V tanque= 200 L
Válvulas bola y
de globo
Válvulas bola y
de globo
Válvulas bola y
de globo
Válvulas bola y
de globo
Válvulas bola y de
globo
Tubería 1 pulg Medidor
Temperatura
Tubería 1 pulg Medidor
Temperatura
Bomba
Agitador Chaqueta de
calentamiento
Agitador Chaqueta de
calentamiento
Manómetro
Agitador Agitador 4 codos
Panel de Control
Cuadro 29. Materias primas que se utilizan en la fabricación de productos analizados
Reactor 1
Permanex
Reactor 2
Suavice
Reactor 3
Bioflor
Reactor 4
Biohand
Agua desmineralizada Agua
desmineralizada
Agua
desmineralizada
Regulador de pH
Glicerina Cellosize Cellosize Agua desmineralizada
Esencia Esencia Esencia Esencia
Nonil fenol Tetranyl Nonil fenol Glicerina
Amonio cuaternario Kathon Amonio
Cuaternario
Kathon
Colorante Colorante Lauril éter Sulfato de sodio
Dietanolamida de coco
Betaina Obsimid
Sal
Colorante

42
4.2 Matriz de desvíos
Cuadro 30. Matriz de desvíos del nodo 1
NODO 1
REACTOR 4 Biohand
palabra clave/parámetro
operacional NO MAS MENOS ADEMÁS DE PARTE DE INVERSIÓN
Temperatura x x
Presión x
Caudal/ Flujo
Viscosidad
pH
Agitación x x
Cuadro 31. Matriz de desvíos del nodo 2
NODO 2
REACTOR 3 Bioflor
palabra
clave/parámetro operacional
NO MAS MENOS ADEMÁS DE PARTE DE INVERSIÓN
Temperatura x
Presión
Caudal/ Flujo
Viscosidad
pH
Agitación X x
Cuadro 32. Matriz de desvíos del nodo 3
NODO 3
REACTOR 2 Suavice
palabra
clave/parámetro operacional
NO MAS MENOS ADEMÁS DE PARTE DE INVERSIÓN
Temperatura x x
Presión x
Caudal/ Flujo
Viscosidad
pH
Agitación x x

43
Cuadro 33. Matriz de desvíos del nodo 4
NODO 4
REACTOR 1 Permanex
palabra
clave/parámetro operacional
NO MAS MENOS ADEMÁS DE PARTE DE INVERSIÓN
Temperatura x
Presión
Caudal/ Flujo
Viscosidad
pH
Agitación x x
Cuadro 34. Matriz de desvíos del nodo 5
NODO 5
Succión y acondicionamiento de la bomba
palabra
clave/parámetro operacional
NO MAS MENOS ADEMÁS DE PARTE DE INVERSIÓN
Temperatura
Presión x
Tiempo
Paro
Caudal/ Flujo
Nivel x x
Viscosidad x
Cuadro 35. Matriz de desvíos del nodo 6
NODO 6
Tren de inyección
palabra
clave/parámetro operacional
NO MAS MENOS ADEMÁS DE PARTE DE INVERSIÓN
Presión x x
Temperatura
Tiempo
Paro
Caudal/ Flujo x x
Nivel
Viscosidad
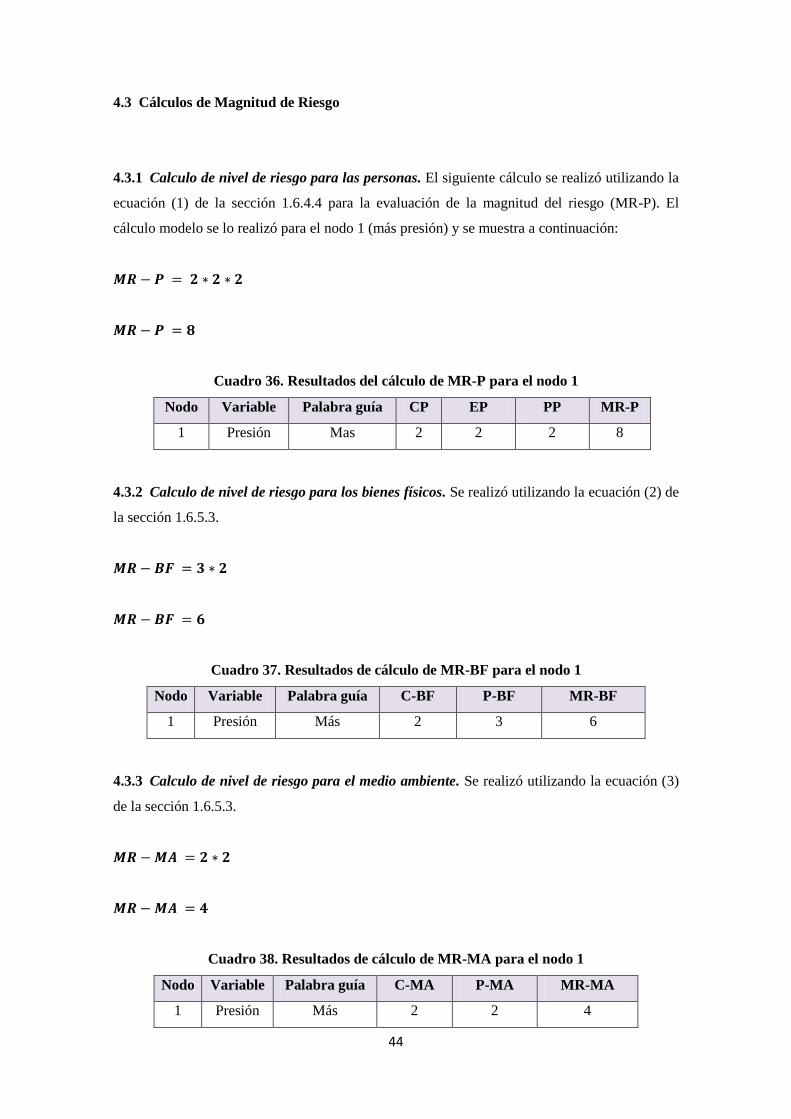
44
4.3 Cálculos de Magnitud de Riesgo
4.3.1 Calculo de nivel de riesgo para las personas. El siguiente cálculo se realizó utilizando la
ecuación (1) de la sección 1.6.4.4 para la evaluación de la magnitud del riesgo (MR-P). El
cálculo modelo se lo realizó para el nodo 1 (más presión) y se muestra a continuación:
𝑴𝑹 − 𝑷 = 𝟐 ∗ 𝟐 ∗ 𝟐
𝑴𝑹 − 𝑷 = 𝟖
Cuadro 36. Resultados del cálculo de MR-P para el nodo 1
Nodo Variable Palabra guía CP EP PP MR-P
1 Presión Mas 2 2 2 8
4.3.2 Calculo de nivel de riesgo para los bienes físicos. Se realizó utilizando la ecuación (2) de
la sección 1.6.5.3.
𝑴𝑹 − 𝑩𝑭 = 𝟑 ∗ 𝟐
𝑴𝑹 − 𝑩𝑭 = 𝟔
Cuadro 37. Resultados de cálculo de MR-BF para el nodo 1
Nodo Variable Palabra guía C-BF P-BF MR-BF
1 Presión Más 2 3 6
4.3.3 Calculo de nivel de riesgo para el medio ambiente. Se realizó utilizando la ecuación (3)
de la sección 1.6.5.3.
𝑴𝑹 − 𝑴𝑨 = 𝟐 ∗ 𝟐
𝑴𝑹 − 𝑴𝑨 = 𝟒
Cuadro 38. Resultados de cálculo de MR-MA para el nodo 1
Nodo Variable Palabra guía C-MA P-MA MR-MA
1 Presión Más 2 2 4
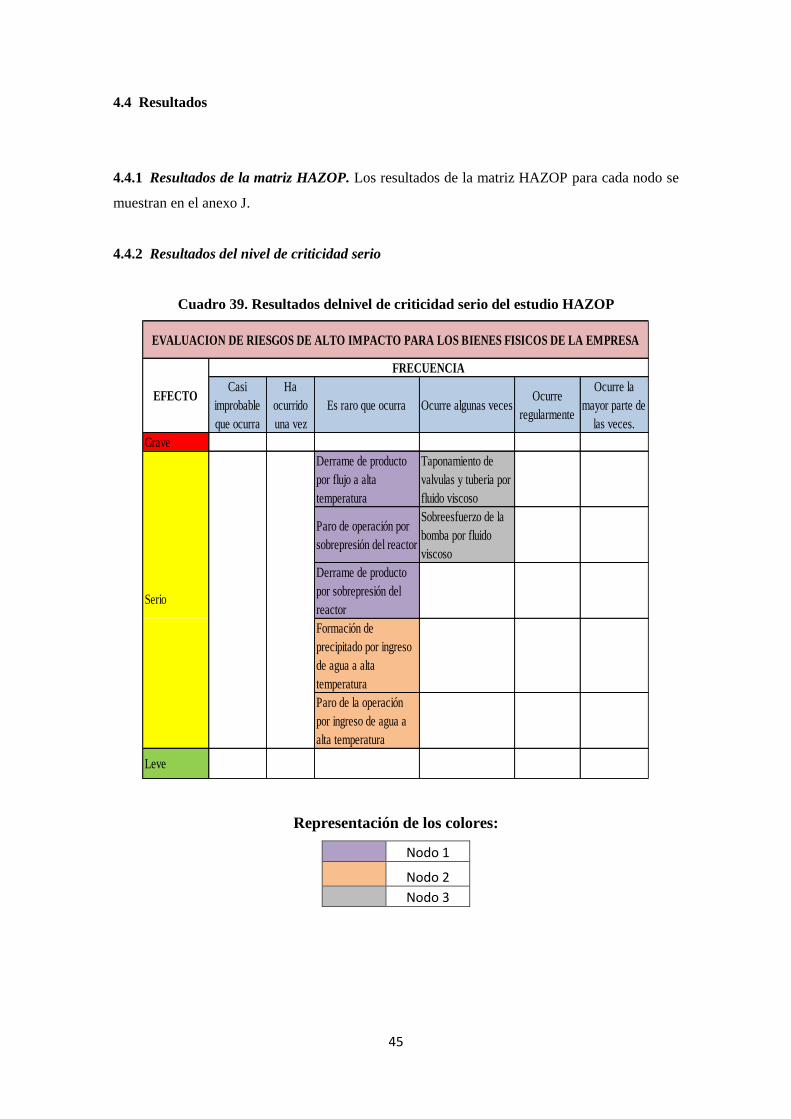
45
4.4 Resultados
4.4.1 Resultados de la matriz HAZOP. Los resultados de la matriz HAZOP para cada nodo se
muestran en el anexo J.
4.4.2 Resultados del nivel de criticidad serio
Cuadro 39. Resultados delnivel de criticidad serio del estudio HAZOP
Representación de los colores:
Nodo 1
Nodo 2
Nodo 3
Casi
improbable
que ocurra
Ha
ocurrido
una vez
Es raro que ocurra Ocurre algunas vecesOcurre
regularmente
Ocurre la
mayor parte de
las veces.
Grave
Derrame de producto
por flujo a alta
temperatura
Taponamiento de
valvulas y tuberia por
fluido viscoso
Paro de operación por
sobrepresión del reactor
Sobreesfuerzo de la
bomba por fluido
viscoso
Derrame de producto
por sobrepresión del
reactor
Formación de
precipitado por ingreso
de agua a alta
temperatura
Paro de la operación
por ingreso de agua a
alta temperatura
Leve
EFECTO
FRECUENCIA
EVALUACION DE RIESGOS DE ALTO IMPACTO PARA LOS BIENES FISICOS DE LA EMPRESA
Serio

46
5. DISCUSIÓN
• El presente trabajo tuvo como objetivo general implementar el análisis funcional de
operatividad en una empresa de manufactura de productos químicos, y como objetivos
específicos, identificar y evaluar los riesgos del proceso de producción de los siguientes
productos: Bioflor, Suavice, Biohand y Permanex para tomar las acciones correctivas
necesarias para controlar o disminuir dichos riesgos.
• La aplicación del análisis funcional de operatividad permite tener un enfoque global de los
riesgos que se presentan en una planta industrial cuyo resultado fue la hoja de trabajo
HAZOP (Hoja de Resultados).
• A través del análisis de los resultados obtenidos de los nodos 1, 2,3, 4, 5 y 6, de forma
general se obtuvo un nivel de criticidad leve lo cual es aceptable y no representa mayor
riesgo para los tres factores analizados que son: personas, bienes físicos de la empresa y
medio ambiente, sin embargo es necesario tomar en cuenta las recomendaciones y
salvaguardas descritas en cada nodo para evitar posibles riesgos e incremento del nivel de
criticidad.
• Del análisis de los nodos 1, 2 y 3 se obtuvo el nivel de criticidad serio en ciertas
desviaciones, lo cual repercute en la calidad del producto e implica riesgos para los factores
anteriormente descritos. En estos nodos se plantearon medidas que permitirán prevenir,
mitigar y controlar los riesgos desde el punto de vista de los factores analizados, estas
medidas deben implementarse de forma inmediata para lograr su objetivo fundamental que
es reducir el riesgo.
47
6. CONCLUSIONES
• El implementar el análisis funcional de operatividad en una empresa de manufactura de
productos químicos ayuda a identificar las desviaciones y riesgos potencialmente peligrosos
para las personas, bienes físicos de la empresa y medio ambiente para poder tomar
decisiones correctas en lo referente a prevención, control y mitigación de estos riesgos.
• De la hoja de trabajo HAZOP se concluye que las condiciones indeseables del proceso de
producción son los parámetros operacionales temperatura y presión, ya que son los que más
afectan en el análisis de riesgos, en el caso nodo 1 la valoración obtenida por el parámetro
alta temperatura fue 6 (nivel de criticidad: serio) y en el caso de presión alta también fue 6
(nivel de criticidad: serio), de acuerdo a la metodología utilizada para dicha evaluación es
considerado de mediano riesgo, por lo que si no se toman las medidas correctivas y
preventivas adecuadas, se podrían desencadenar consecuencias no deseadas, las cuales
afectarían tanto al personal como también a las instalaciones y al medio ambiente.
• Del análisis de nodo 2 se concluye que la condición indeseable de este proceso está
representada por el parámetro operacional temperatura, la valoración obtenida por alta
temperatura fue 6 (nivel de criticidad: serio), lo cual representa un riesgo para los bienes
físicos de la empresa, este riesgo se puede controlar de forma rápida mediante la instalación
de un dispositivo de control de temperatura.
• En el nodo 3 el problema de funcionamiento significativo es debido al uso del agitador, ya
que este parámetro operacional representa un riesgo para los bienes físicos de la empresa
debido a que su nivel de criticidad es serio, la capacitación continua al personal,
particularmente en el uso correcto del agitador evitaría su mal funcionamiento.
• En los nodos 4, 5 y 6 existe nivel de criticidad leve lo que no repercute de forma
significativa en la calidad del producto pero se debe tomar en cuenta las salvaguardas para
evitar futuros riesgos operacionales.
• La realización oportuna y continuo mantenimiento preventivo de los equipos de medición y
control, además de la correcta señalización de tuberías y uso correcto de equipo de
protección persona (EPP) reduciría futuros riesgos operativos.

48
7. RECOMENDACIONES
• En el caso de presentarse derrames que pueden afectar a las personas, medio ambiente y
bienes físicos de la empresa, se recomienda la construcción de cubetos para la contención de
estos, los cubetos deben ser construidos como lo indica el Libro VI - Título V: reglamento
para la prevención y control de la contaminación por sustancias químicas peligrosas,
desechos peligrosos y especiales.
• Debido a que el reactor del nodo uno cuenta con un control de temperatura que no encuentra
funcionando, se recomienda arreglarlo e instalar otro dispositivo de control de temperatura
en el reactor del nodo dos, con lo que se logrará prevenir, controlar y minimizar los riesgos
asociados a estos nodos.
• La empresa Textiquim realiza mantenimiento semanal preventivo de equipos y tiene registro
de los mismos, se recomienda validarlos registros, además adicionar a estos registros
revisiones periódicas de todos los dispositivos de control, válvulas y tuberías de los nodos
analizados para evitar su mal funcionamiento.
• Se recomienda implementar la señalética adecuada para la identificación de tuberías
conforme lo que indica la norma técnica INEN 440, además de letreros preventivos en las
áreas de trabajo que sean suficientemente visibles.
• En los reactores que poseen chaqueta de calentamiento, es decir los reactores de los nodos 1
y 3, se recomienda instalar “poka yokesvg”,un manómetro o lazo de control de presión y
una alarma visible y sonora que indique cuando exista cambios de presión para evitar riesgos
debido a este parámetro operacional.
• Se recomienda realizar capacitaciones continuas los operadores en el uso de equipos:
reactores, válvulas dispositivos de control de temperatura y máquina de envasado, además de
la capacitación en la fabricación de los productos analizados mediante el estudio HAZOP.
• Se recomienda incorporar dentro de las especificaciones de los productos el parámetro de la
viscosidad y controlar que se cumpla con dicho parámetro para contar con la trazabilidad del
mismo.

49
• Debido a que los procesos de fabricación no se encuentran claramente detallados, se
recomienda mejorarlos incorporandocondiciones de operación como temperatura
demezclado y tiempos de agitación, los cuales deberán ser implementados y controlados por
el jefe de planta para tener mejor control en la fabricación de los productos analizados.
• Se recomienda generar registros y POE (procedimiento operativo estándar) de tiempos de
llenado por productos y difundir e implementarlos en el área de trabajo.
• Debido a que el tanque del nodo 5 no tiene un dispositivo medidor de nivel de líquido se
recomienda instalar un visor de nivel de vidrio y adquirir una alarma de nivel bajo para
evitar tiempos muertos de envasado y derrame de producto.
50
CITAS BIBLIOGRÁFICAS
[1] CRAWLEY, Frank. Guía de buenas prácticas de Análisis de Riesgos y
Operatividad/Hazop Guide to best practice.Publicado por Institución de Ingenieros
Químicos.Warwickshire.2000. p.24.
[2] NOLAN, Dennis. Aplicación del método hazop e ¿y si?/Application of hazop and what-if
safety reviews to the petroleum, petrochemical and chemical industries. Editorial
Noyes.Nueva Jersey. 1994. p.17.
[3] Ibíd., p. 18.
[4] ROMANI, Francisco. Estudios de Riesgos y Operabilidad, 2012, p.12, [Fecha de
consulta: 7 de abril del 2014]. Disponible en: http://es.scribd.com/doc/95491755/-
Manual-Hazop.
[5] CRAWLEY, Op. Cit., p. 12
[6] CRAWLEY, Op. Cit., p. 2.
[7] INSTITUTO NACIONAL DE SEGURIDAD E HIGIENE EN EL TRABAJO. Nota
técnica de prevención NTP 238.Los Análisis de peligros y operabilidad en instalaciones
de proceso. Ministerio de trabajo y asuntos sociales.Madrid. 1989. p 2.
[8] KLETZ, Trevor, ¿Qué falló?...desastres en plantas con procesos químicos ¿cómo
evitarlos?McGraw-Hill Interamericana. Madrid. 2002. p.22.
[9] Ibíd., p. 317.
[10] CRAWLEY, Op. Cit., p. 15.
[11] MACDONALD, David.Hazop, Actuadores y Alarmas en la Practica/Practical Hazops,
Trips and Alarms.Editorial Elsevier.Oxford. 2004. p. 119.
[12] ROSANÍA, Hernán. TEXTIQUIM, Quito. 2014 [Fecha de consulta: 2 de junio de 2014].
Disponible en: http://www.textiquim.com/
[13] ROSANÍA, Hernán, TEXTIQUIM, Quito, 2014 [Fecha de consulta: 2 de junio de 2014].
Disponible en: http://www.textiquim.com/
[14] ROSANÍA, Hernán. Manual de Calidad ISO 9001: 2008 Documento: TQHT-PT-002,
Quito. 2012.
[15] Ibíd., Documento: TQHT-PT-055.
[16] Ibíd., Documento: TQHT-PT-013.
[17] Ibíd., Documento: TQHT-PT-046.

51
BIBLIOGRAFÍA
ASOCIACIÓN NACIONAL DE PROTECCIÓN CONTRA EL FUEGO (National Fire
Protection Association). NPFA 704, Identificación y rotulado de productos peligrosos. 2012.
Manuel Bestratén Belloví, NTP 238. Los Análisis de peligros y operabilidad en instalaciones de
proceso. España. 1989
CRAWLEY, Frank. Guía de buenas prácticas de Análisis de Riesgos y Operatividad/Hazop
Guide to best practice.Publicado por Institución de Ingenieros Químicos.Warwickshire.2000.
CREUS, Antonio. Fiabilidad y seguridad: su aplicación en procesos industriales, Editorial
Marcombo, España, 2da Ed, 2005 [Fecha de consulta: 2 mayo de 2014]. Disponible
en:<http://books.google.com.ec/books/about/Fiabilidad_y_seguridad.html?id=T6zqGALwitYC
&redir_esc=y>.
DOLBERG, Fernando. Manual de seguridad, salud y ambiente. PROQUIMSA. División
FRUNOT. Guayaquil. 2006.
KLETZ, Trevor. ¿Qué falló?...desastres en plantas con procesos químicos ¿cómo evitarlos?,
McGraw-Hill Interamericana.Madrid. 2002.
MACDONALD, David. Hazop, Actuadores y Alarmas en la Practica/Practical Hazops, Trips
and Alarms, Elsevier.Oxford. 2004.
MINISTERIO DE AMBIENTE DEL ECUADOR. Libro VI - Título V: reglamento para la
prevención y control de la contaminación por sustancias químicas peligrosas, desechos
peligrosos y especiales, Ecuador, 2007.
NOLAN, Dennis. Aplicación del método hazop e ¿y si?/Application of hazop and what-if safety
reviews to the petroleum, petrochemical and chemical industries, Editorial Noyes, Nueva
Jersey. 1994.
ROMANI, Francisco. Estudios de Riesgos y Operabilidad. 2012. [Fecha de consulta: 7 de abril
del 2014]. Disponible en: <http://es.scribd.com/doc/95491755/Manual-Hazop>.

52
ROSANÍA, Hernán, TEXTIQUIM, Quito, 2014 [Fecha de consulta: 2 de junio de 2014].
Disponible en: http://www.textiquim.com/
--------. Manual de Calidad ISO 9001: 2008. Quito. 2012.
THE OPEN GROUP. Gestión de riesgos. Togap, 2014 [Fecha de consulta: 21 de noviembre del
2014] Disponible en: <http://pubs.opengroup.org/architecture/togaf9-doc/arch/chap31.html>.
.

53
ANEXOS

54
ANEXO A. Hoja de trabajo HAZOP
Fecha:
Empresa:
Turno:
Actividad:
Hazop realizado por:
Observaciones:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia Salvaguarda
Co
nse
cue
nci
a P
ers
on
as
Ex
po
sici
ón
Pe
rso
na
s
Pro
ba
bil
ida
d P
ers
on
as
Niv
el
de
Cri
tici
da
d P
ers
on
as
Co
nse
cue
nci
a B
ien
es
Fís
ico
s
Pro
ba
bil
ida
d p
ara
lo
s b
ien
es
Fís
ico
s
Niv
el
de
Cri
tici
da
d B
ien
es
Fís
ico
s
Co
nse
cue
nci
a M
ed
io A
mb
ien
te
Pro
ba
bil
ida
d M
ed
io A
mb
ien
te
Niv
el
de
Cri
tici
da
d M
ed
io A
mb
ien
te
Recomendación
1

55
ANEXO B. Hojas de seguridad de los reactivos
Ácido cítrico:
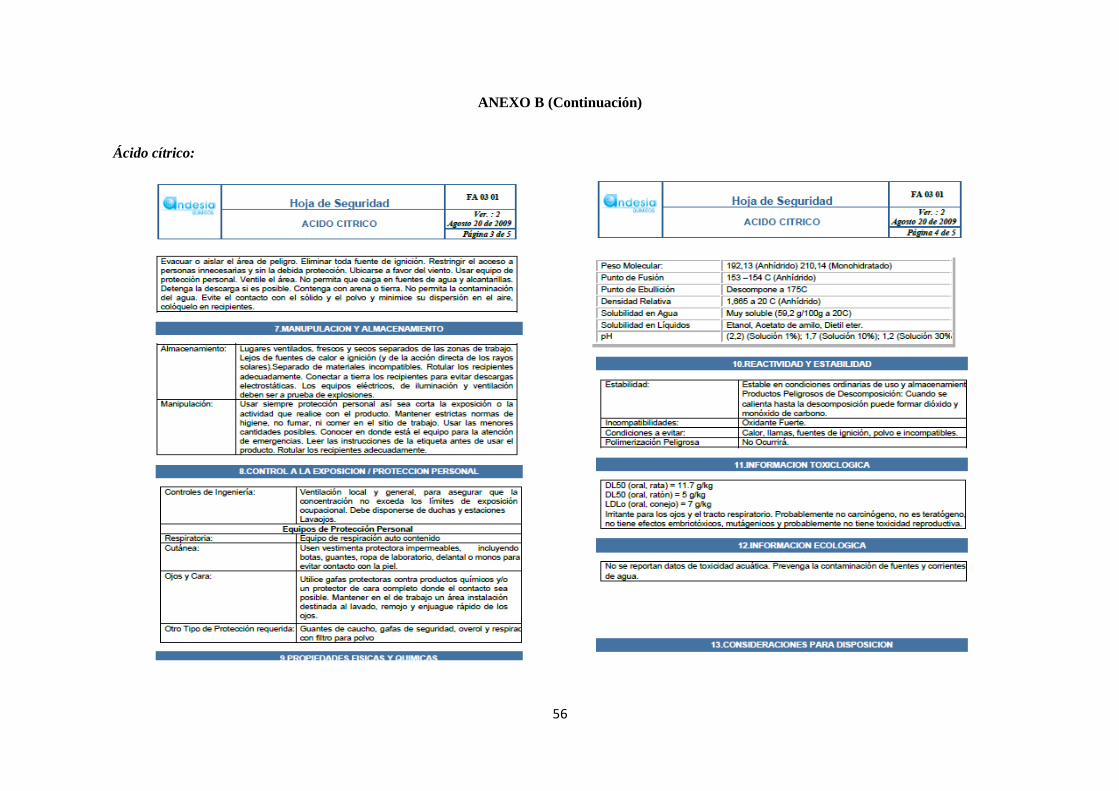
56
ANEXO B (Continuación)
Ácido cítrico:
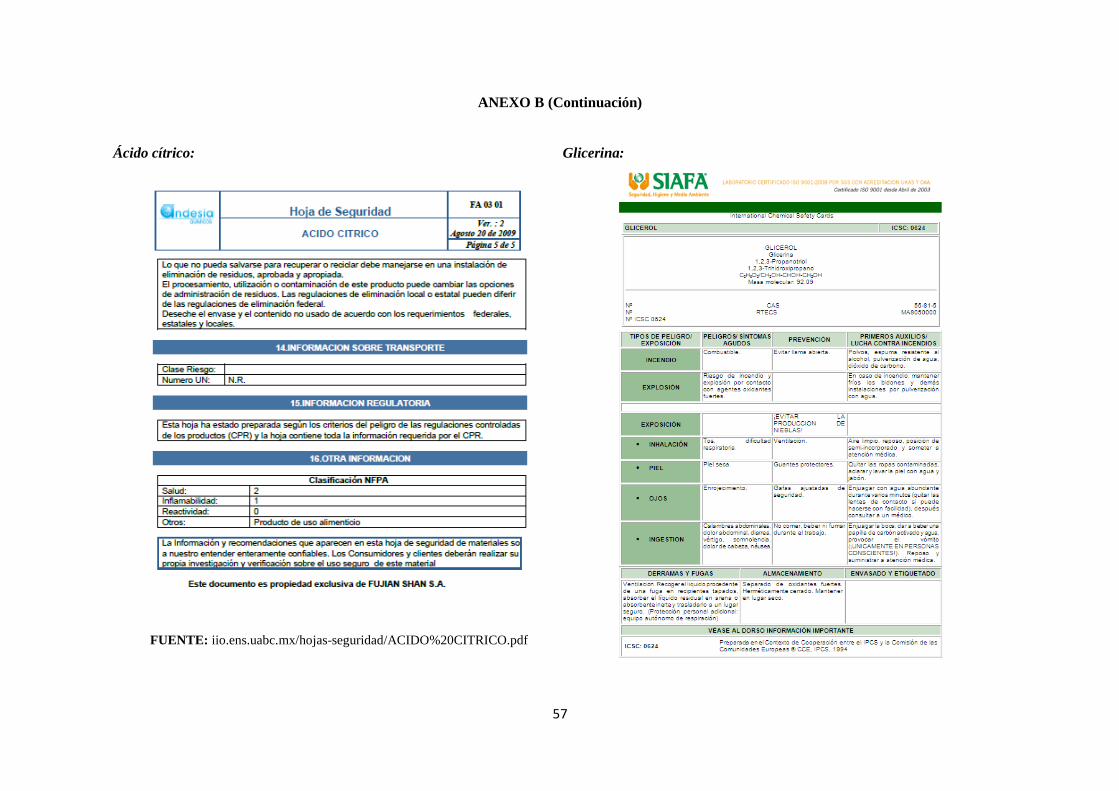
57
ANEXO B (Continuación)
Ácido cítrico: Glicerina:
FUENTE: iio.ens.uabc.mx/hojas-seguridad/ACIDO%20CITRICO.pdf
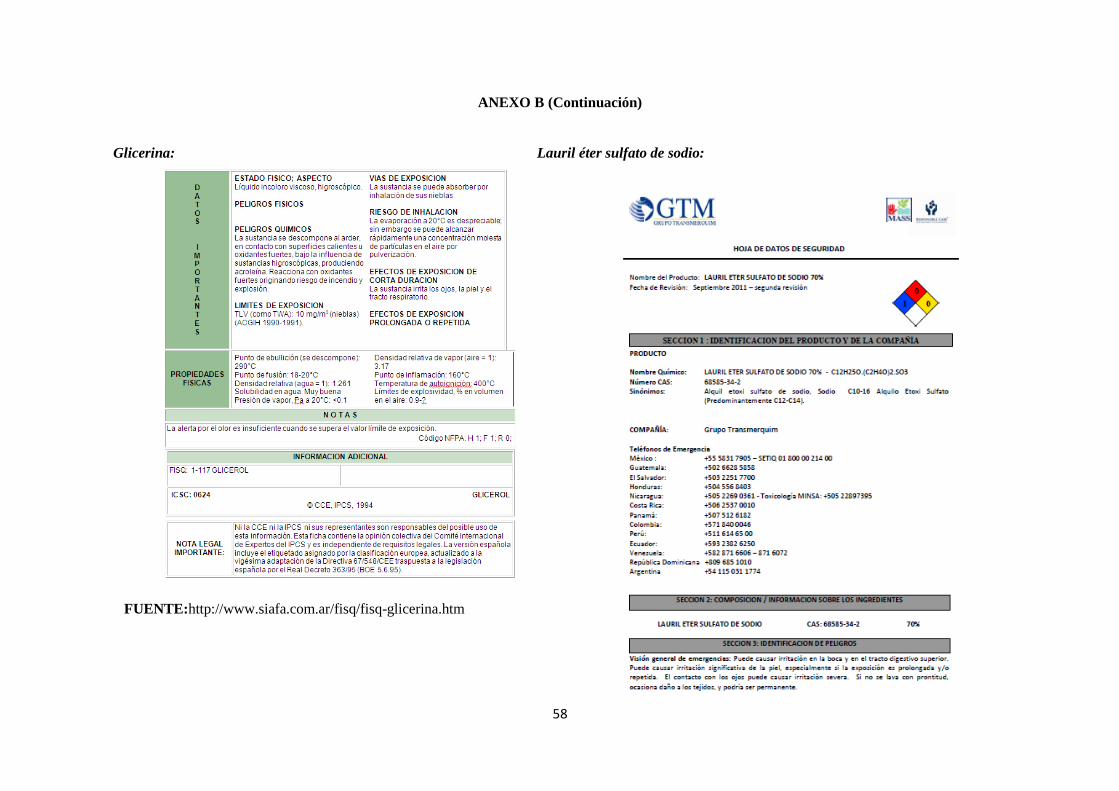
58
ANEXO B (Continuación)
Glicerina: Lauril éter sulfato de sodio:
FUENTE:http://www.siafa.com.ar/fisq/fisq-glicerina.htm

59
ANEXO B (Continuación)
Lauril éter sulfato de sodio:
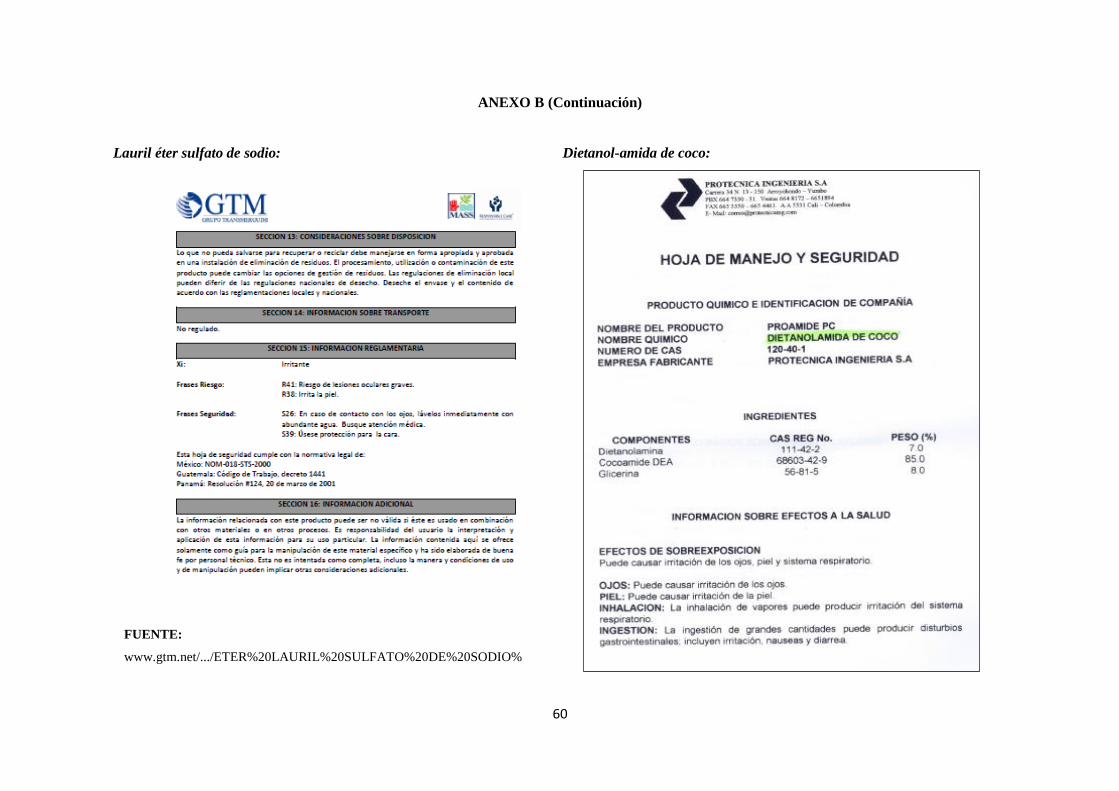
60
ANEXO B (Continuación)
Lauril éter sulfato de sodio: Dietanol-amida de coco:
FUENTE:
www.gtm.net/.../ETER%20LAURIL%20SULFATO%20DE%20SODIO%

61
ANEXO B (Continuación)
Dietanol-amida de coco:
62
ANEXO B (Continuación)
Dietanol-amida de coco: Betaína:
FUENTE: Fuente:Protecnica Ingeniería S.A. Ficha seguridad HS-120.
Hoja de seguridad de dietanilamida de coco. Publicación 2002. pp. 1-4
63
ANEXO B (Continuación)
Betaína:
64
ANEXO B (Continuación)
Betaína:
FUENTE: www.proquem.com/biblioteca/PROBETAINA%20CAPB.pdf
65
ANEXO B (Continuación)
Nonil fenol 9M:

66
ANEXO B (Continuación)
Nonil fenol 9M:
FUENTE: Proquimsa. Ficha seguridad MSDS:063. Hoja de seguridad de nonil
fenol n moles. Publicación 2008. pp. 1-4

67
ANEXO B (Continuación)
Amonio cuaternario:
68
ANEXO B (Continuación)
Amonio cuaternario: Tetranyl:
FUENTE: www. obsidian.com.ec/msds-obs-pt-8q/01
69
ANEXO B (Continuación)
Tetranyl:

70
ANEXO B (Continuación)
Tetranyl: Kathon:
FUENTE:
http://chemical.kao.com/mx/products/download/B0030474_mxes_msds.html

71
ANEXO B (Continuación)
Kathon:

72
ANEXO B (Continuación)
Kathon:
FUENTE:Acofarma. KATHON-CG.FDS. Hoja de seguridad de kathon. pp. 1-
5

73
ANEXO B (Continuación)
Cellosize:

74
ANEXO B (Continuación)
Cellosize:
FUENTE: Dow. Ficha de seguridad cellosize QP 100. Publicado 2000. pp. 1-5
75
ANEXO C. Hojas de seguridad de los productos terminados
Desinfectante Bioflor:
76
ANEXO C (Continuación)
Suavizante de ropa Suavice:

77
ANEXO C (Continuación)
Jabón líquido para manos Biohand:
78
ANEXO C (Continuación)
Ambiental Permanex:

79
ANEXO D. Hojas técnicas de los productos terminados
Hoja técnica del Bioflor:
80
ANEXO D (Continuación)
Hoja técnica del Suavice: Hoja técnica del Biohand:
81
ANEXO D (Continuación)
Hoja técnica del Permanex:

82
ANEXO E. Plano de distribución de Textiquim

83
Anexo F. Planos P&ID del proceso de fabricación y envasado

84
Anexo G. Planos PI&D de los reactores
PI&D del Reactor 1:
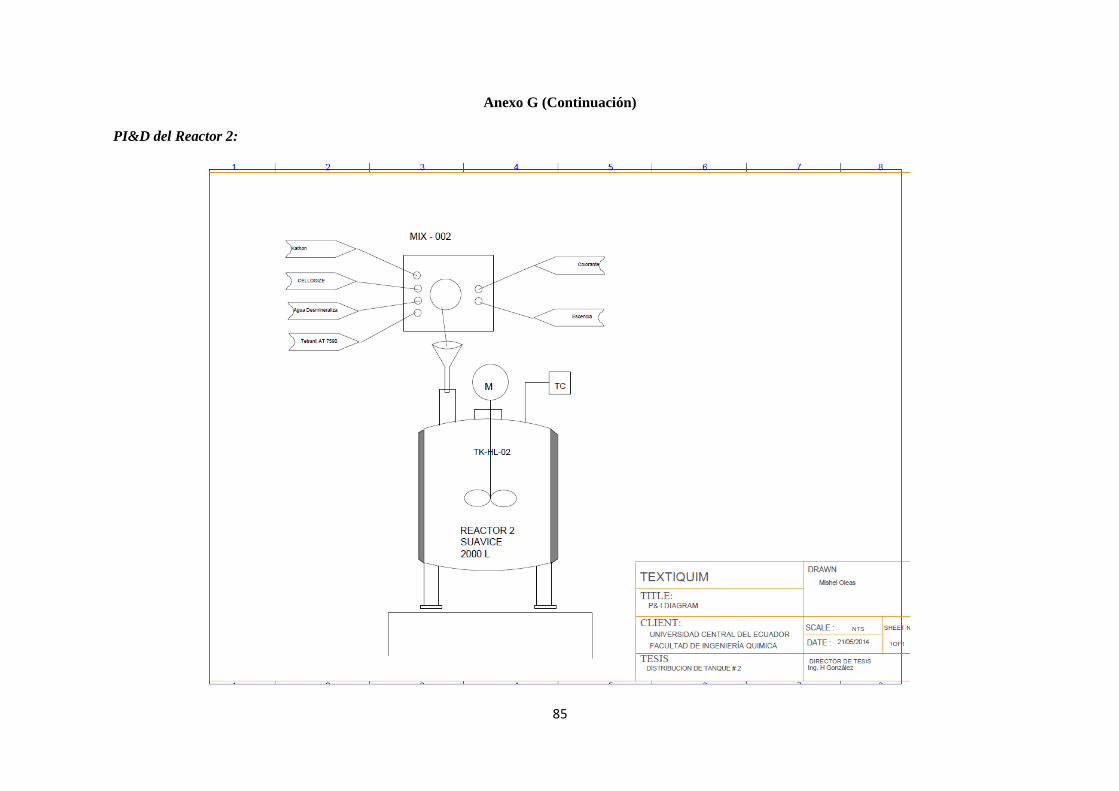
85
Anexo G (Continuación)
PI&D del Reactor 2:
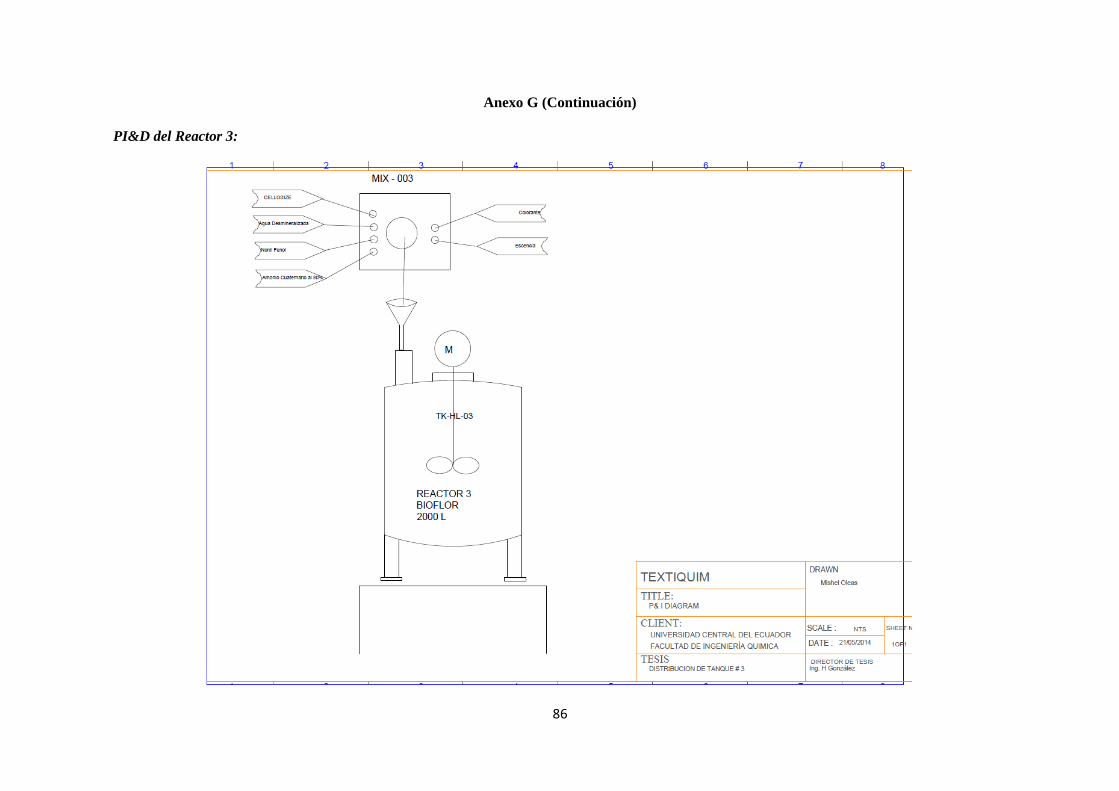
86
Anexo G (Continuación)
PI&D del Reactor 3:
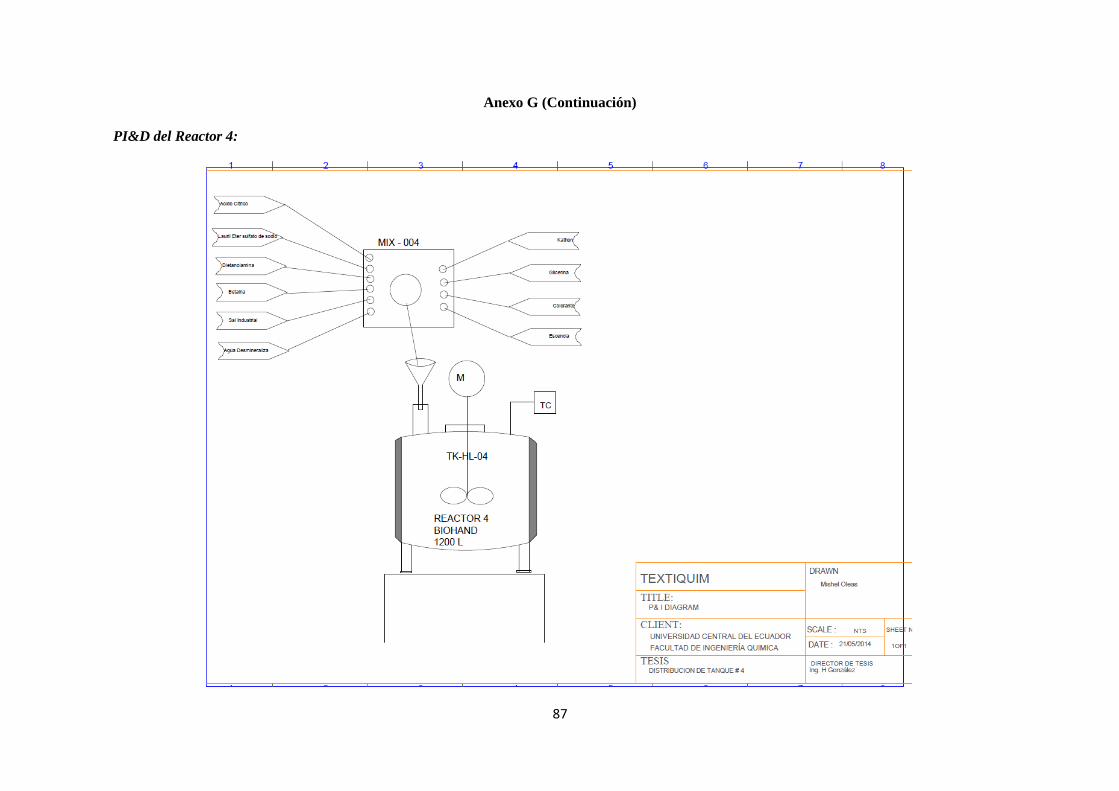
87
Anexo G (Continuación)
PI&D del Reactor 4:
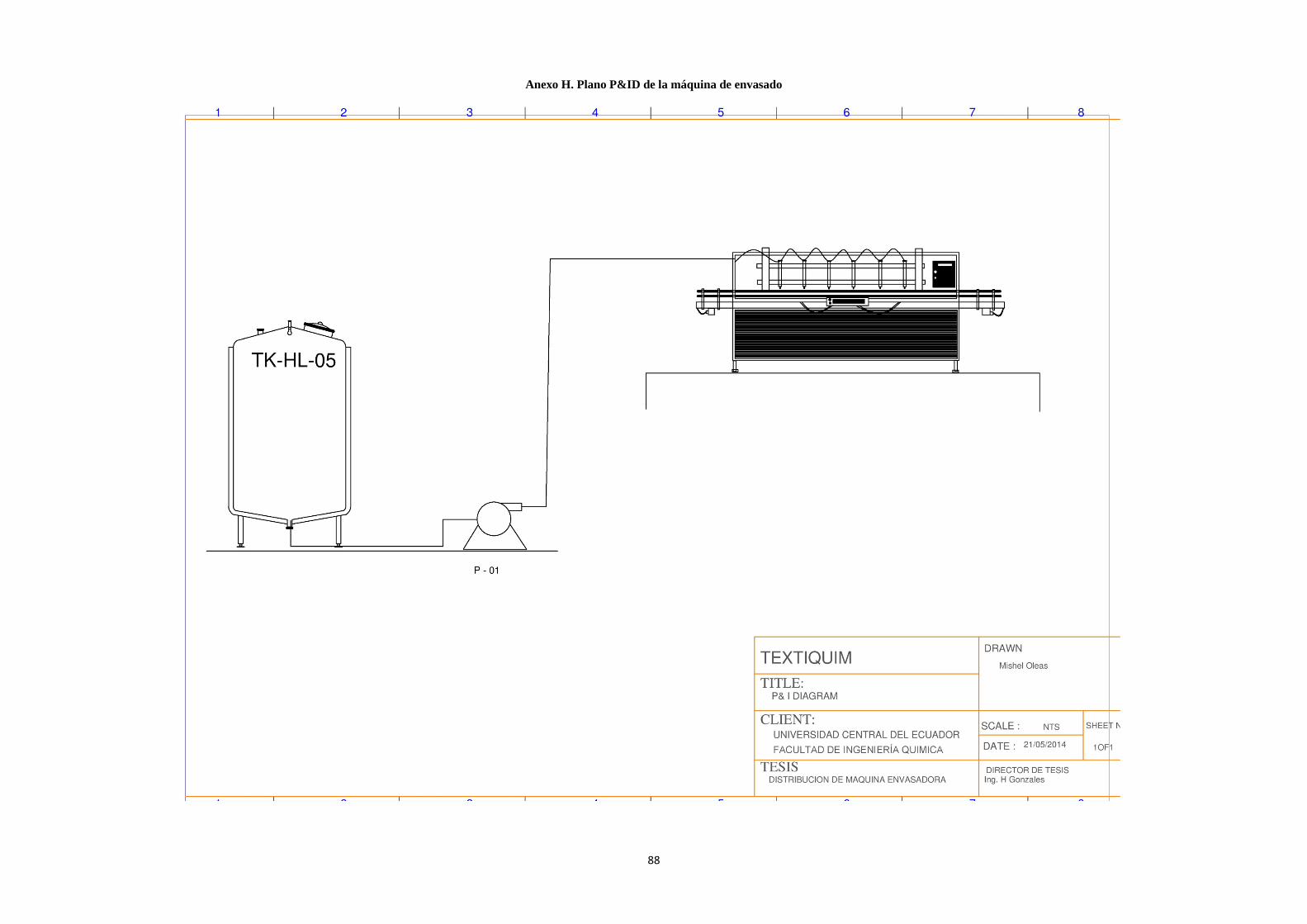
88
Anexo H. Plano P&ID de la máquina de envasado
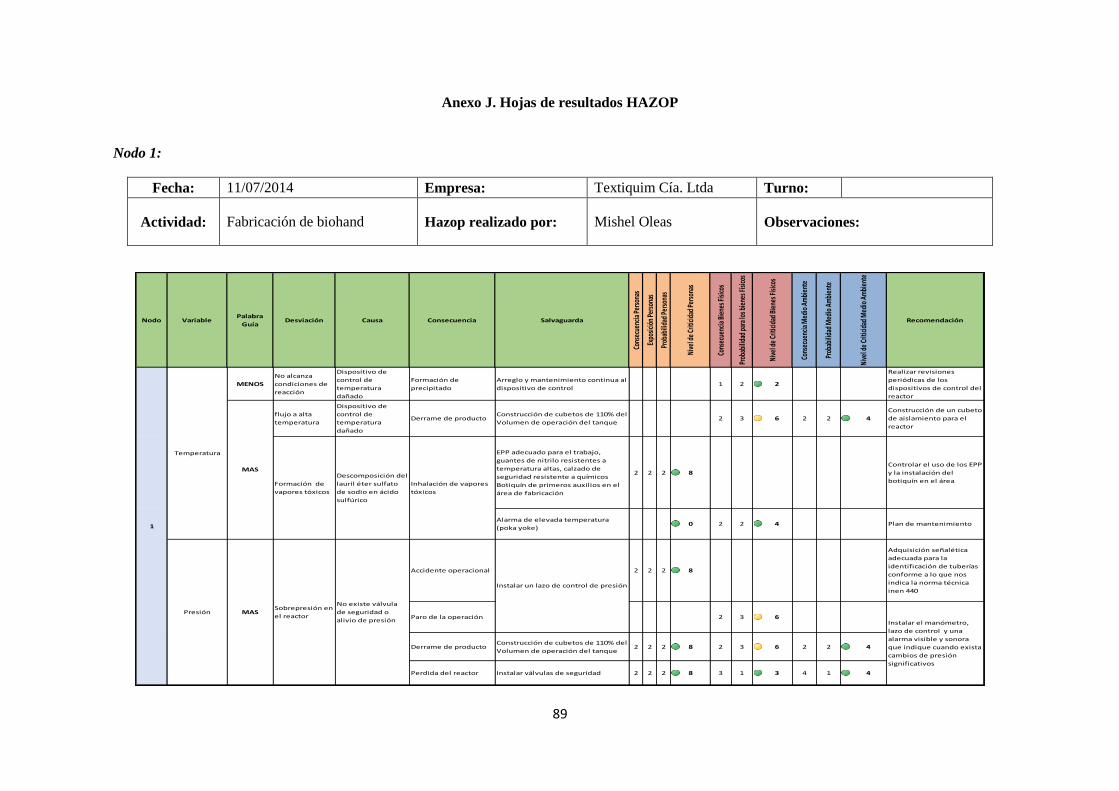
89
Anexo J. Hojas de resultados HAZOP
Nodo 1:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia Salvaguarda
Cons
ecue
ncia
Per
sona
s
Expo
sició
n Pe
rson
as
Prob
abili
dad
Pers
onas
Nive
l de
Criti
cidad
Per
sona
s
Cons
ecue
ncia
Bie
nes F
ísico
s
Prob
abili
dad
para
los b
iene
s Físi
cos
Nive
l de
Criti
cidad
Bie
nes F
ísico
s
Cons
ecue
ncia
Med
io A
mbi
ente
Prob
abili
dad
Med
io A
mbi
ente
Nive
l de
Criti
cidad
Med
io A
mbi
ente
Recomendación
MENOS
No alcanza
condiciones de
reacción
Dispositivo de
control de
temperatura
dañado
Formación de
precipitado
Arreglo y mantenimiento continua al
dispositivo de control1 2 2
Realizar revisiones
periódicas de los
dispositivos de control del
reactor
flujo a alta
temperatura
Dispositivo de
control de
temperatura
dañado
Derrame de productoConstrucción de cubetos de 110% del
Volumen de operación del tanque 2 3 6 2 2 4
Construcción de un cubeto
de aislamiento para el
reactor
EPP adecuado para el trabajo,
guantes de nitrilo resistentes a
temperatura altas, calzado de
seguridad resistente a químicos
Botiquín de primeros auxilios en el
área de fabricación
2 2 2 8
Controlar el uso de los EPP
y la instalación del
botiquín en el área
Alarma de elevada temperatura
(poka yoke)0 2 2 4 Plan de mantenimiento
Accidente operacional 2 2 2 8
Adquisición señalética
adecuada para la
identificación de tuberías
conforme a lo que nos
indica la norma técnica
inen 440
Paro de la operación 2 3 6
Derrame de productoConstrucción de cubetos de 110% del
Volumen de operación del tanque 2 2 2 8 2 3 6 2 2 4
Perdida del reactor Instalar válvulas de seguridad 2 2 2 8 3 1 3 4 1 4
Instalar el manómetro,
lazo de control y una
alarma visible y sonora
que indique cuando exista
cambios de presión
significativos
No existe válvula
de seguridad o
alivio de presión
Sobrepresión en
el reactor
Temperatura
1
Descomposición del
lauril éter sulfato
de sodio en ácido
sulfúrico
Formación de
vapores tóxicos
Inhalación de vapores
tóxicos
Instalar un lazo de control de presión
Presión
MAS
MAS
Fecha: 11/07/2014 Empresa: Textiquim Cía. Ltda Turno:
Actividad: Fabricación de biohand Hazop realizado por: Mishel Oleas Observaciones:

90
Anexo J (Continuación)
Continuación del reporte HAZOP para el Nodo 1:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia Salvaguarda CP EP PP MR-P C-BF P-BF MR-BF C-MA P-MA MR-MA Recomendación
Formación de espuma,
tiempo de envasado
prolongado
1 4 4
Derrame y perdida de
producto 2 1 2 2 2 4
MENOSAgitación
insuficiente
fallo en la Conexión
eléctrica porque
los cables están
expuestos, fallo en
los piñones de
transferencia al
rotor
Separación de fases
del producto debido/
mezcla heterogénea
Cubrir y agrupar el cableado del
sistema eléctrico del agitador.2 2 4
Mantener un programa de
mantenimiento periódico
para los equipos de
producción
MAS
Agitación
Mantener un programa de
mantenimiento periódico
para los equipos de
producción
Sobrecarga del
motor
Mantenimiento preventivo del
equipo e instalación de un
controlador de revoluciones para el
agitador
Formación de
cono de
agitación mayor
que el volumen
del tanque
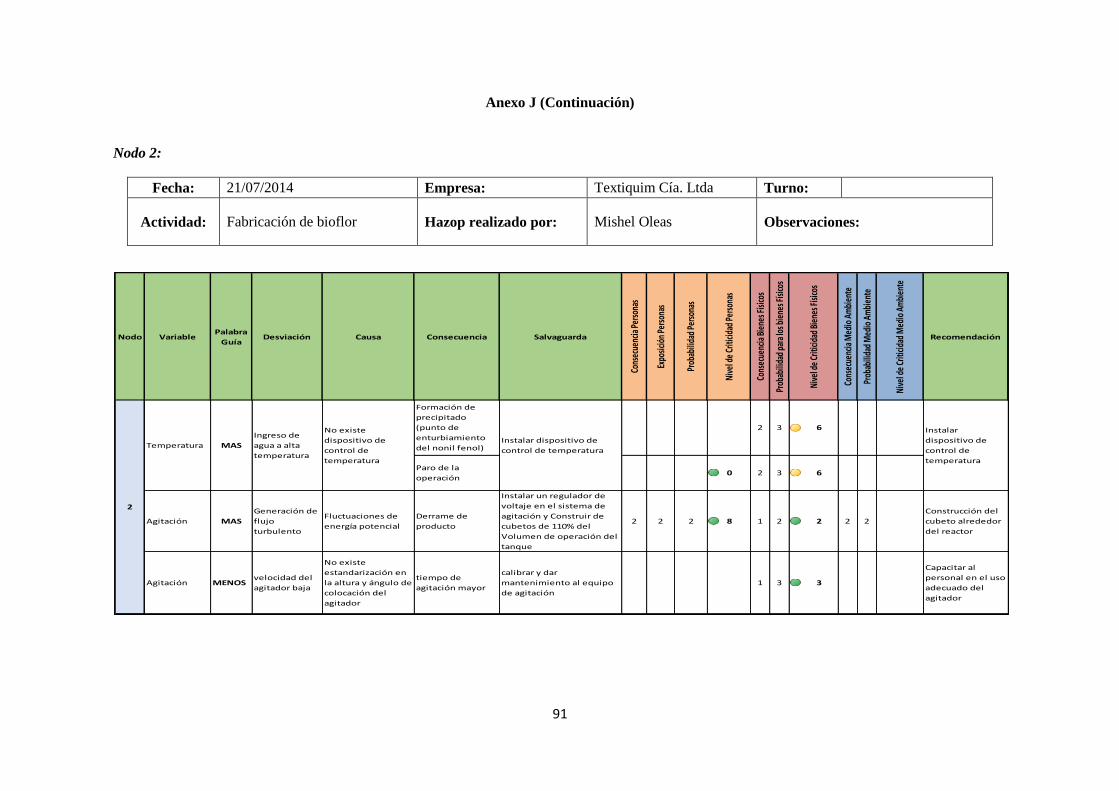
91
Anexo J (Continuación)
Nodo 2:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia Salvaguarda
Cons
ecue
ncia
Per
sona
s
Expo
sició
n Pe
rson
as
Prob
abili
dad
Pers
onas
Nive
l de
Criti
cidad
Per
sona
s
Cons
ecue
ncia
Bie
nes F
ísico
s
Prob
abili
dad
para
los b
iene
s Físi
cos
Nive
l de
Criti
cidad
Bie
nes F
ísico
s
Cons
ecue
ncia
Med
io A
mbi
ente
Prob
abili
dad
Med
io A
mbi
ente
Nive
l de
Criti
cidad
Med
io A
mbi
ente
Recomendación
Paro de la
operación0 2 3 6
Agitación MAS
Generación de
flujo
turbulento
Fluctuaciones de
energía potencial
Derrame de
producto
Instalar un regulador de
voltaje en el sistema de
agitación y Construir de
cubetos de 110% del
Volumen de operación del
tanque
2 2 2 8 1 2 2 2 2
Construcción del
cubeto alrededor
del reactor
Agitación MENOSvelocidad del
agitador baja
No existe
estandarización en
la altura y ángulo de
colocación del
agitador
tiempo de
agitación mayor
calibrar y dar
mantenimiento al equipo
de agitación
1 3 3
Capacitar al
personal en el uso
adecuado del
agitador
3 Instalar
dispositivo de
control de
temperatura
2 6
2
Formación de
precipitado
(punto de
enturbiamiento
del nonil fenol)Temperatura MAS
Ingreso de
agua a alta
temperatura
No existe
dispositivo de
control de
temperatura
Instalar dispositivo de
control de temperatura
Fecha: 21/07/2014 Empresa: Textiquim Cía. Ltda Turno:
Actividad: Fabricación de bioflor Hazop realizado por: Mishel Oleas Observaciones:
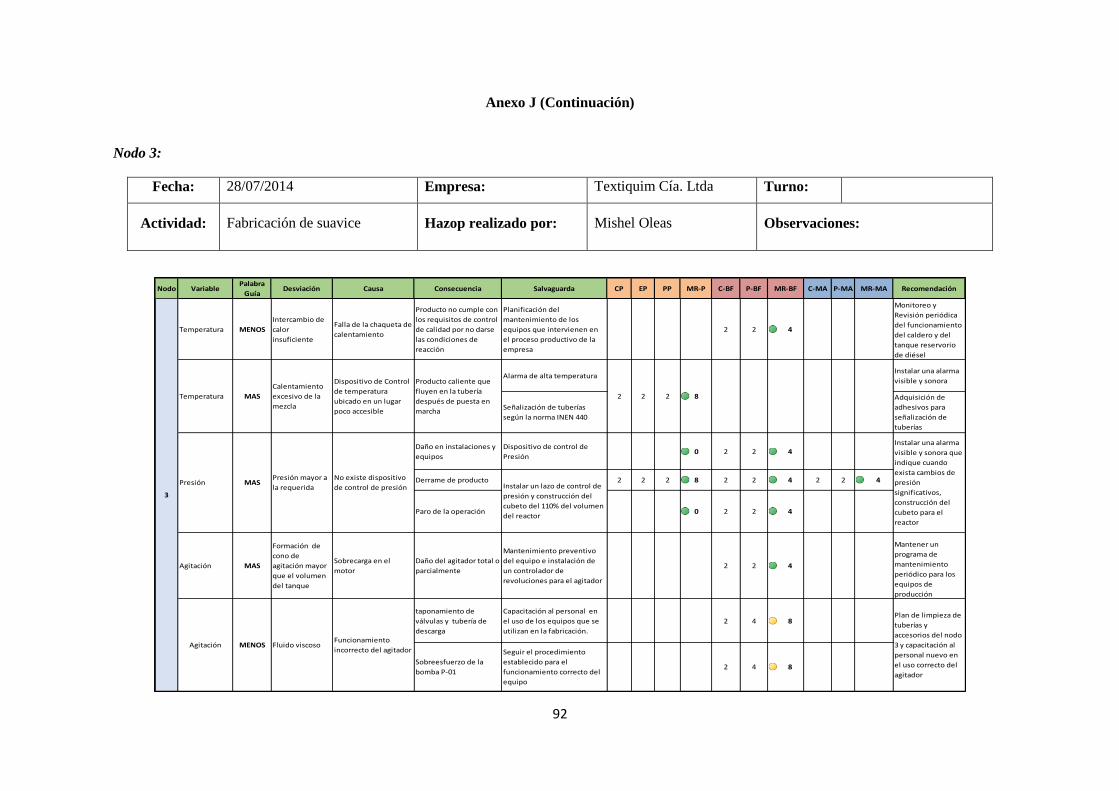
92
Anexo J (Continuación)
Nodo 3:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia Salvaguarda CP EP PP MR-P C-BF P-BF MR-BF C-MA P-MA MR-MA Recomendación
Temperatura MENOS
Intercambio de
calor
insuficiente
Falla de la chaqueta de
calentamiento
Producto no cumple con
los requisitos de control
de calidad por no darse
las condiciones de
reacción
Planificación del
mantenimiento de los
equipos que intervienen en
el proceso productivo de la
empresa
2 2 4
Monitoreo y
Revisión periódica
del funcionamiento
del caldero y del
tanque reservorio
de diésel
Alarma de alta temperaturaInstalar una alarma
visible y sonora
Señalización de tuberías
según la norma INEN 440
Adquisición de
adhesivos para
señalización de
tuberías
Daño en instalaciones y
equipos
Dispositivo de control de
Presión0 2 2 4
Derrame de producto 2 2 2 8 2 2 4 2 2 4
Paro de la operación 0 2 2 4
Agitación MAS
Formación de
cono de
agitación mayor
que el volumen
del tanque
Sobrecarga en el
motor
Daño del agitador total o
parcialmente
Mantenimiento preventivo
del equipo e instalación de
un controlador de
revoluciones para el agitador
2 2 4
Mantener un
programa de
mantenimiento
periódico para los
equipos de
producción
taponamiento de
válvulas y tubería de
descarga
Capacitación al personal en
el uso de los equipos que se
utilizan en la fabricación.
2 4 8
Sobreesfuerzo de la
bomba P-01
Seguir el procedimiento
establecido para el
funcionamiento correcto del
equipo
2 4 8
3
2 2 2 8
Instalar un lazo de control de
presión y construcción del
cubeto del 110% del volumen
del reactor
Instalar una alarma
visible y sonora que
indique cuando
exista cambios de
presión
significativos,
construcción del
cubeto para el
reactor
Plan de limpieza de
tuberías y
accesorios del nodo
3 y capacitación al
personal nuevo en
el uso correcto del
agitador
Producto caliente que
fluyen en la tubería
después de puesta en
marcha
Funcionamiento
incorrecto del agitadorFluido viscoso
Presión MASPresión mayor a
la requerida
No existe dispositivo
de control de presión
Temperatura MAS
Calentamiento
excesivo de la
mezcla
Dispositivo de Control
de temperatura
ubicado en un lugar
poco accesible
MENOSAgitación
Fecha: 28/07/2014 Empresa: Textiquim Cía. Ltda Turno:
Actividad: Fabricación de suavice Hazop realizado por: Mishel Oleas Observaciones:
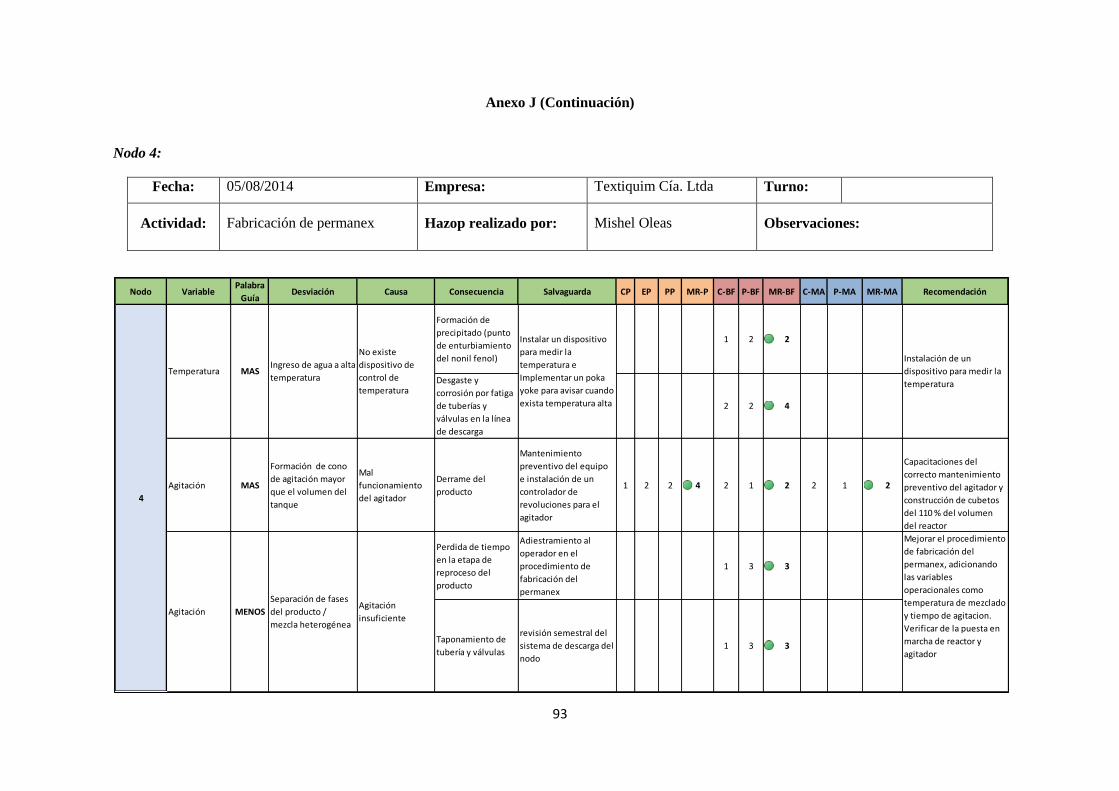
93
Anexo J (Continuación)
Nodo 4:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia Salvaguarda CP EP PP MR-P C-BF P-BF MR-BF C-MA P-MA MR-MA Recomendación
Desgaste y
corrosión por fatiga
de tuberías y
válvulas en la línea
de descarga
2 2 4
Agitación MAS
Formación de cono
de agitación mayor
que el volumen del
tanque
Mal
funcionamiento
del agitador
Derrame del
producto
Mantenimiento
preventivo del equipo
e instalación de un
controlador de
revoluciones para el
agitador
1 2 2 4 2 1 2 2 1 2
Capacitaciones del
correcto mantenimiento
preventivo del agitador y
construcción de cubetos
del 110 % del volumen
del reactor
Perdida de tiempo
en la etapa de
reproceso del
producto
Adiestramiento al
operador en el
procedimiento de
fabricación del
permanex
1 3 3
Taponamiento de
tubería y válvulas
revisión semestral del
sistema de descarga del
nodo
1 3 3
Instalación de un
dispositivo para medir la
temperatura
Separación de fases
del producto /
mezcla heterogénea
Agitación
insuficiente
Mejorar el procedimiento
de fabricación del
permanex, adicionando
las variables
operacionales como
temperatura de mezclado
y tiempo de agitacion.
Verificar de la puesta en
marcha de reactor y
agitador
Formación de
precipitado (punto
de enturbiamiento
del nonil fenol)
1 2 2Instalar un dispositivo
para medir la
temperatura e
Implementar un poka
yoke para avisar cuando
exista temperatura alta
Ingreso de agua a alta
temperatura
No existe
dispositivo de
control de
temperatura
4
Temperatura MAS
Agitación MENOS
Fecha: 05/08/2014 Empresa: Textiquim Cía. Ltda Turno:
Actividad: Fabricación de permanex Hazop realizado por: Mishel Oleas Observaciones:
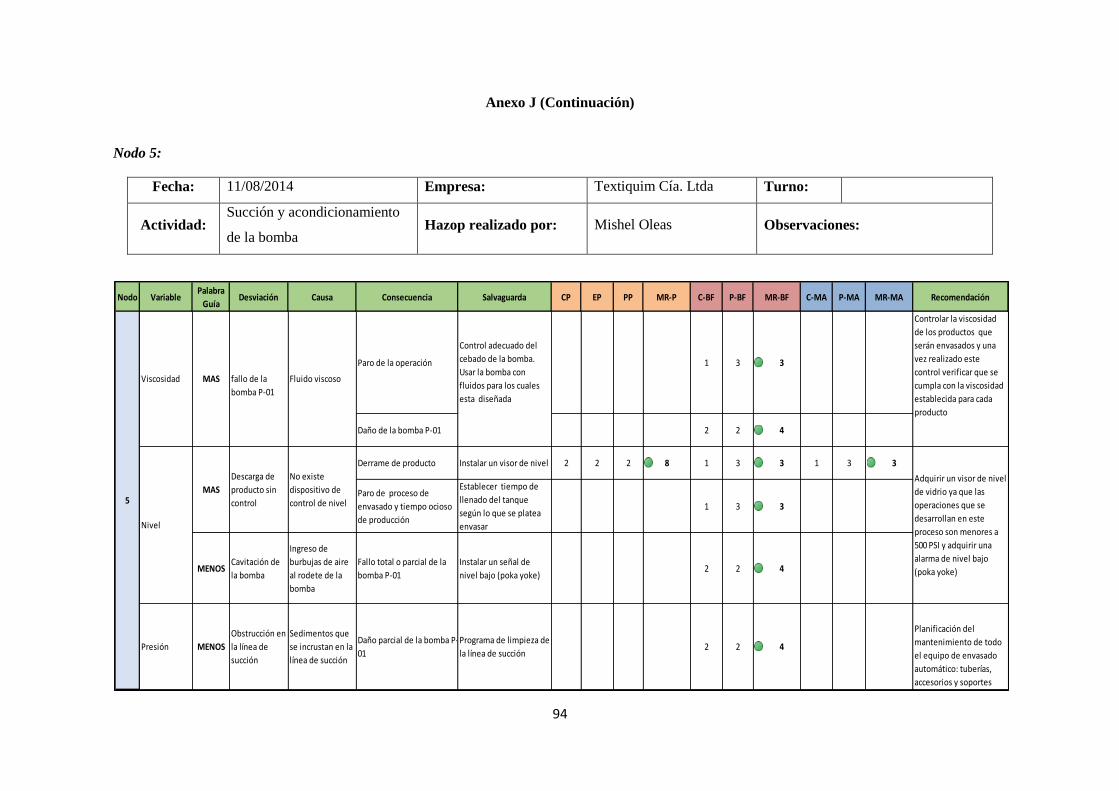
94
Anexo J (Continuación)
Nodo 5:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia Salvaguarda CP EP PP MR-P C-BF P-BF MR-BF C-MA P-MA MR-MA Recomendación
Daño de la bomba P-01 2 2 4
Derrame de producto Instalar un visor de nivel 2 2 2 8 1 3 3 1 3 3
Paro de proceso de
envasado y tiempo ocioso
de producción
Establecer tiempo de
llenado del tanque
según lo que se platea
envasar
1 3 3
MENOSCavitación de
la bomba
Ingreso de
burbujas de aire
al rodete de la
bomba
Fallo total o parcial de la
bomba P-01
Instalar un señal de
nivel bajo (poka yoke)2 2 4
Presión MENOS
Obstrucción en
la línea de
succión
Sedimentos que
se incrustan en la
línea de succión
Daño parcial de la bomba P-
01
Programa de limpieza de
la línea de succión2 2 4
Planificación del
mantenimiento de todo
el equipo de envasado
automático: tuberías,
accesorios y soportes
Paro de la operación
Control adecuado del
cebado de la bomba.
Usar la bomba con
fluidos para los cuales
esta diseñada
Controlar la viscosidad
de los productos que
serán envasados y una
vez realizado este
control verificar que se
cumpla con la viscosidad
establecida para cada
producto
Adquirir un visor de nivel
de vidrio ya que las
operaciones que se
desarrollan en este
proceso son menores a
500 PSI y adquirir una
alarma de nivel bajo
(poka yoke)
5
Viscosidad MAS fallo de la
bomba P-01
Fluido viscoso
Nivel
MAS
Descarga de
producto sin
control
No existe
dispositivo de
control de nivel
1 3 3
Fecha: 11/08/2014 Empresa: Textiquim Cía. Ltda Turno:
Actividad: Succión y acondicionamiento
de la bomba Hazop realizado por: Mishel Oleas Observaciones:
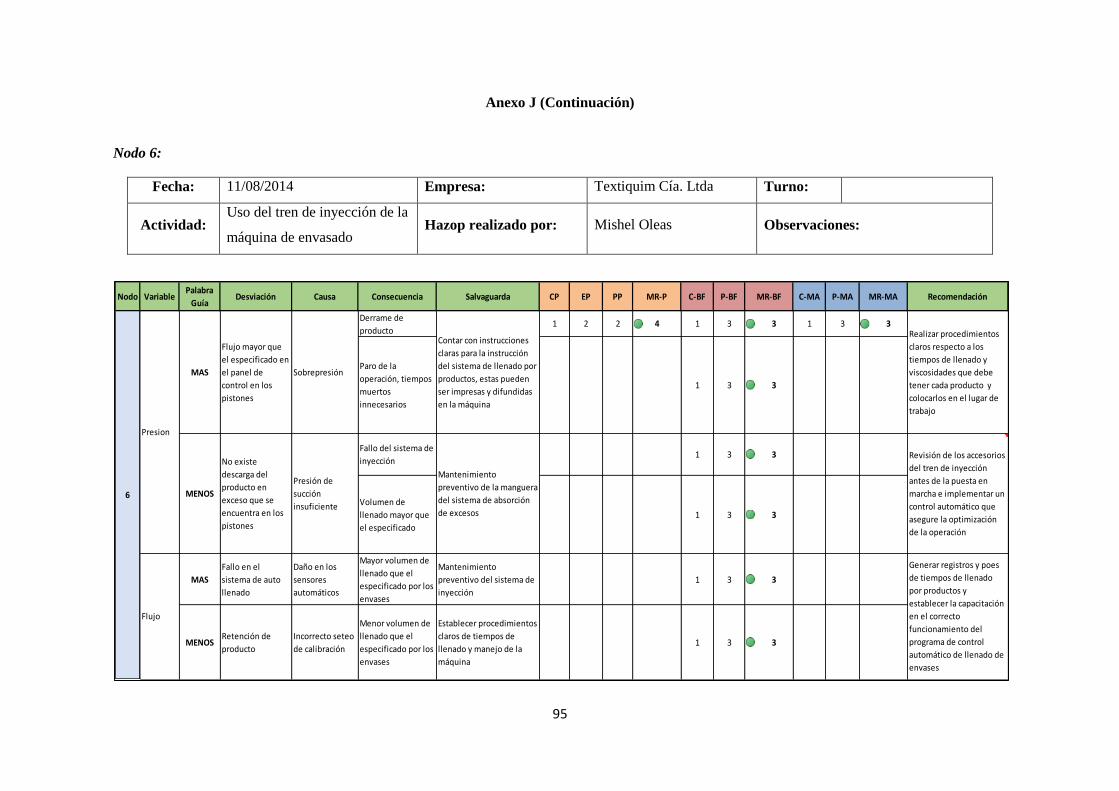
95
Anexo J (Continuación)
Nodo 6:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia Salvaguarda CP EP PP MR-P C-BF P-BF MR-BF C-MA P-MA MR-MA Recomendación
Paro de la
operación, tiempos
muertos
innecesarios
1 3 3
Fallo del sistema de
inyección1 3 3
Volumen de
llenado mayor que
el especificado
1 3 3
MAS
Fallo en el
sistema de auto
llenado
Daño en los
sensores
automáticos
Mayor volumen de
llenado que el
especificado por los
envases
Mantenimiento
preventivo del sistema de
inyección
1 3 3
MENOSRetención de
producto
Incorrecto seteo
de calibración
Menor volumen de
llenado que el
especificado por los
envases
Establecer procedimientos
claros de tiempos de
llenado y manejo de la
máquina
1 3 3
1
6
MAS
Flujo mayor que
el especificado en
el panel de
control en los
pistones
Sobrepresión
Derrame de
producto
Flujo
Presión de
succión
insuficiente
Mantenimiento
preventivo de la manguera
del sistema de absorción
de excesos
Realizar procedimientos
claros respecto a los
tiempos de llenado y
viscosidades que debe
tener cada producto y
colocarlos en el lugar de
trabajo
Revisión de los accesorios
del tren de inyección
antes de la puesta en
marcha e implementar un
control automático que
asegure la optimización
de la operación
Generar registros y poes
de tiempos de llenado
por productos y
establecer la capacitación
en el correcto
funcionamiento del
programa de control
automático de llenado de
envases
Presion
MENOS
No existe
descarga del
producto en
exceso que se
encuentra en los
pistones
3 3 1 3 3
Contar con instrucciones
claras para la instrucción
del sistema de llenado por
productos, estas pueden
ser impresas y difundidas
en la máquina
1 2 2 4
Fecha: 11/08/2014 Empresa: Textiquim Cía. Ltda Turno:
Actividad: Uso del tren de inyección de la
máquina de envasado Hazop realizado por: Mishel Oleas Observaciones:

96
Anexo J (Continuación)
Hoja HAZOP residual:
Nodo VariablePalabra
GuíaDesviación Causa Consecuencia
Salvaguarda implantada en
Hazop
Cons
ecue
ncia
Perso
nas
Expo
sició
n Per
sona
s
Prob
abili
dad P
erso
nas
Nive
l de C
ritici
dad P
erso
nas
Cons
ecue
ncia
Bien
es Fí
sicos
Prob
abili
dad p
ara l
os bi
enes
Físico
s
Nive
l de C
ritici
dad B
iene
s
Físico
s
Cons
ecue
ncia
Med
io A
mbi
ente
Prob
abili
dad M
edio
Am
bien
te
Nive
l de C
ritici
dad M
edio
Ambi
ente
Formación de
vapores tóxicos
Descomposición
del lauril éter
sulfato de sodio
en ácido sulfúrico
Inhalación de
vapores tóxicos
Instalación de alarma de
alta temperatura1 2 2
Paro de la
operación
Instalar un lazo de control
de presión1 2 2
Derrame de
producto
Construcción de cubetos
de 110% del Volumen de
operación del tanque
1 2 2
Paro de la
operación1 2 2
taponamiento de
válvulas y tubería
de descarga
Capacitación al personal
en el uso de los equipos
que se utilizan en la
fabricación.
1 3 3
Sobreesfuerzo de la
bomba P-01
Seguir el procedimiento
establecido para el
funcionamiento correcto
del equipo
1 3 3
2
3
Sobrepresión en
el reactor
Fluido viscoso
Ingreso de agua a
alta temperatura
Temperatura MAS
Temperatura MAS
1
Temperatura
Presion
Funcionamiento
incorrecto del
agitador
21 2
Formación de
precipitado (punto
de enturbiamiento
del nonil fenol)Instalar dispositivo de
control de temperatura
MAS
No existe válvula
de seguridad o
alivio de presión
No existe
dispositivo de
control de
temperatura
MAS
2Flujo alta
temperatura
Dispositivo de
control de
temperatura
dañado
Derrame de
producto
Construcción de cubetos
de 110% del Volumen de
operación del tanque
1 2
Fecha: 11/08/2014 Empresa: Textiquim Cía. Ltda Turno:
Actividad: Evaluación Nodos 1,2 y 3 Hazop realizado por: Mishel Oleas Observaciones: