universidad autonoma metropolitana …148.206.53.84/tesiuami/uam6716.pdf · brillante, incoloro,...
TRANSCRIPT
UNIVERSIDAD AUTONOMA METROPOLITANA IZTAPALAPA
CIENCIAS BASICAS E INGENIERIA
I . P . H
LABORATORIO DE PROCESOS Y DISEÑO DE PROCESOS
REPORTE TERMINAL ,J
SINTESIS DEL CATALIZADOR FOSFATO DE VANADILO
PROFES0R:ING. URIiEL ARECHIGA VIRAMONTES
ASES0R:DR. TOMAS VIVEROS GARCIA
ELABORARON:
SALMERON CARDENAS, LAURA OLIVIA
ZAMORA HERNANDEZ ARACELI -...

L
INDICE .
‘7
TEMA
PARTE I ......................................... 1-7
1. i.Usos Principales
1.2. Consumidor principal
1.3.Volumen actual y potloncial
1.4.Materias primas. ........................... . 3
1.5.Reaccionec importantes.. ................... . 4
1.6.Capacidad a instalar. ...................... .6
1.7.A. Inversión f i j a
1.7. B. Capital de t rabajo
1.7.C.Monto de la inversitjn
1.8. Personal
1.9.Costo de producción.. ...................... .7
1.lO.Ganancia anual
PARTE I 1 ........................................ 8-13
2.1.Propiedades f isicas y quimicas.. ........... .8
2.2.Proceco de obtención.. ..................... .9-12
2.3.Diagrama de flujo del
proceso seleccionado.. ................... .13
PARTE 111.. ................................... .14-17
3.1.Antecedentes y proyecciones ............... .14-15
3.2.1.Ucos.. .................................. .16
3.2.2.Usuarios
3.3.Sustitutos y cucedaneos
3.4.Capacidad de la planta
3.5.Ubicación de la planta.. .................. .16-17
PARTE I V . . ..................................... .18-23
4.1.Objetivo
4.2.Resultados.. .............................. .18-20
4.3.Rendimiento.. ............................. .21
4.4. Baseses de diseño.. ....................... .21-23
PAGINA
.
b
PARTE V ........................................ 24-38
5.1.Diagrama de f lujo
5.2.Diseño de equipo .......................... .2 5-26
5.3.Lista de equipo auxi1ia.r .................. .2 7-29
5.4.1. Bombas .................................. .3 0-31
5.4.2.Válvulas ................................. .3 2-34
5.4.3. Instrumentos de control
Controlador de temperatura ................ 35
Controlador de f lu jo ...................... 36
Tuberia ........................................ 37
5.5.Espacio necesario .......................... 38
PARTE VI ....................................... 39-40
Personal necesario
PARTE VI1 ..................................... .4 1-43
7.1.Versión f i j a
7.2.Capital de t raba jo ......................... 42
7.3.Tasa de retorno
7.4.Ganancia anual
APENDICE A .................................... .4 6-57
Resultados experimentales
APENDICE B .................................... .5 8-63
Bibliografia ................................... 64
I INTRODUCCION
El anhídrido maléico es un compuesto químico que se usa e n
la producción industrial de sustancias como son resinas de
poliést vr, resinas para revestimientos alquidicos, producción
de ácido fumárico, pesticidas, conservadores para aceites y
grasas, papel, resinas de prensado permanente,farmaceúticos,
fert i l izantes; en síntesis Diels-Alders, reacciones de
copoiimerización, etc. Por 101 tanto, la obtención de anhídrido
maléico es de interés a nivel industrial, y a que como se mencionó
es un producto que interviene en la síntesis de importantes
productos quimicos.
Los métodos de obtención de anhídrido maléico son reacciones
de oxidación catalí t ica clue involucra la presencia de
catalizadores complejos como fosfato de vanadio, combinado en
algunos casos con hierro,titania u otros componentes.Encontrar u n
catalizador que proporcione actividad y selectividad a anhídrido
maléico satisfactorias es un t rabajo que debe tener una especial
atención en el campo de la ingeníeria.
El anhídrido maléico fiié obtenido por primera vez por
Vauquelin en 1817, cuando sometió el ácido maléico,
HOOCCHOHCHzCOOH, a la destilación seca y resultó un sublimado
cristalino. Además del anhídrido maléico se obtuvo ácido maléico
y "paramaléico" (fumárico).
Weiss y Downs en 1920 descubrierón la oxidación catalí t ica en
f a se vapor del benceno para producir industrialmente el anhídrido
maléico. El catalizador representativo comprende VzO5 y Moo3 en
razones molares cercanas a 2 y una pequeña cantidad de
Na20,soportado en alúmina.La reacción se llevó a cabo en un
reactor multitubular de cama fija. La reacción es altamente
exotérmica.Normalmente se ha logrado de un 97-98% de conversión .y
una selectividad del 74%.
El procedimiento tradicional para la obtención de anhídrido
maléico es mediante la oxidación catalí t ica de benceno.
> C4HZ03 +4 HzO + 4 COZ 2 CbH5 + 9 0 2 -------_--__- v205
Todas las plantas para oxidación de benceno a anhídrido
maléico usan lechos f i jos multitubulares, la reacción se lleva a
cabo en un rango no explosivo.
1Jn nuevo proceso para manufactura de anhídrido maléico se h a
desarrollado con base en la oxidación catalltica en fase vapor de
n-butano, I-buteno o 2-buteino.Los catalizadorec empleados son
normalmente fosfato de vanadio, en algunos casos contiene hierro,
t i tania u otros elementos.
Recientemente los factores económicos y ambientales hacen
más atractivo el proceso medliante la oxidación de n-butano con
respecto a la oxidación del benceno.Estos factores son:
1.-El rápido incremento en los: precios del benceno comparado con
los precios del n-butano.
2.-La cantidad de benceno emitida al medio a disminuido,mientras
que la demanda de anhídrido maléico ha incrementado.
3.-EI desarrollo de mejores catalizadores para la obtención de
anhídrido maléico a par t i r de ri-butano.
Se ha puesto en marcha,por Amoco,una planta comercial para
obtener anhídrido maléico por oxidación catalí t ica de
n-butano.Este método ha sido desarrollado por varias compañias,
incluyendo Mitsubishi en Japón , Bayer y BASF en Alemania.
Mitsubishi pusó en operación una planta comercial en 1971.El
catalizador preferido es el pentóxido de vanadio u oxidos de
vanadio-fosforo.La ventaja es que la cama f luidizada opera
generalmente, a temperaturas fáciles de controlar y reactores
baratos de construir y de fácil mantenimiento.Una desventaja es
que el proceso opera dentro de rangos explosovos.
v-P-o > O H 2 0 3 + 8 H20 2 C4Hio + 7 0 2 -----_-------
LOS OXIDOS DE V A N A D I O FOSFORO 0'-P-O) tienen u n a aplicación
especial como catalizadores para la oxidación selectiva del
hidrocarburo de 4 carbonos a anhídrido maléico. Se presentan
diferentes fases dependiendo de la calcinación, de la naturaleza
de los precursores, de la atmosfera gaseosa durante la
calcinación y del contenido de fosforo.Algunas de las fases

I
existentes SOn:a-VOP04, P-VOPO4, (VO)ZP207, P - (VO)~P~O~,VO(PO~)Z ,
6-VOPO~,a-VOPO4,a-(VO)zPz07,etc.Mediante el uso de técnicas como
son espectroscopia de laser raman in s i t u se ha encontrado que la
fase p-Vop04 y (vo)ZPzO7 presentan estabilidad bajo condiciones
de oxidación de n-butano a anhícirido maléico.
e
PARTE I
RESUMEN Y CONCLUSIONES
EL PRODUCTO
1.1 .USOS PRINCIPALES
El p-VOPO4 es un catalizador usado en la producción de
anhídrido maléico a par t i r de la oxidación parcial de n-butano.Se
requiere esta f a se en especial dada su actividad y selectividad a
anhídrido maléico.
El catalizador puede ser utilizado para producir acroleina a
pa r t i r de la oxidación parcial de propileno,asi como para
producir ácido acrílico.Confor-me el contenido de fosforo se
incrementa en el V 2 0 5 la actividad a acroleina decrece, mientras
que la selectividad a ácido acríl.ico se incrementa.
D e las razones de P/V (fosforo/vanadio) depende la
selectividad del n-butano a anhídrido ma1éico;de propano a ácido
acrí1ico;de ácido metacrílico a metacroleina; de propileno a
acroleina. ácido acrílico,ácido acético y oxidos de carbono.
1.2.CONSUMIDOR PR INCIPAL
El principal consumidor del catalizador podría ser DERIVADOS
MALE1COS.Dado que esta compañia produce el anhídrido maléico
empleando el método tradicional.
1.3.VOLUMEN ACTUAL Y POTENCIAL
El volumen actual del catalizador esta dado por la
producción de anhídrido malkico en México sumado con las
importaciones del mismo.De acuerdo con la información obtenido
del Anuario Estadictico de la Industria Química Mexicana.ed. 1990. N0TA:Dado que el catalizador no se produce en el pals no fue
poslble determinar la cantidad en pesos.
Volumen actual (ToneladadAnuales)
Anhídrido maléico Cata1 izador
8,500 49.506
1
El volumen potencial esta dado por i a producción actual de
anhídrido maléico en el país.
Volumen potencial (Toneladas/Anualec)
Anhídrido maléico Catalizador
5,000 29.121
2
EL PROCESO
1.4.MATERIAS PRIMAS
Pk'NTOXIDO DE VANADIO. t'205. Peso molecular 181.884gr/grmol.
Polvo cristalino, amarillo Ó rojo; punto de fusión 69OoC;
descompone a 175OOC; soluble en ácidos y álcalis; poco soluble en
agua. Concentración máxima permiscible: polvo 0.5mg/mt3 y
vapbi es O.lmg/mtJ en aire.Es muy tóxico por inhalación
e ingestión.
PATOL0GIA.Irritante;puede inferir en el metabolismo de
ácidos aminosulf urados.
Sintomas generales. Produce malestar y pérdida de peso.
Sintomas 1ocales.Conjunt ivitis; irritación de l a piel;
renit is con estornudo y epistaxis.
Respiratorios:Dolor en el pecho; tos; aliento asmático;
bronquitis crónica.
Gastrointestinales.Aumento de salivación; coloración verde
de la lengua; náuseas y vómitos;, contracciones abdominales.
Sistema Nervioso Central. Dolor de cabeza.
Tratamiento.Lavado de ojos con agua; lavado gástrico si se
ha ingerido, seguido por un purgante salino.
Medidas Preventivas. Ventilación adecuada; ga fas protectoras;
r e fo rza r l a limpieza personal.
ACID0 O-FOSFORICO. H3P04. Peso molecular 98gr/grmol. Liquido
brillante, incoloro, inodoro ó sólido cristalino transparente,
depende de la concentración y temperatura.A temperatura de 2OoC
los ácidos de concentración 50 y 75% son liquidos móvibles, el
85% es de consistencia sirposa :y el del 100% se presenta en forma
de cristales; peso especifico 1.834 (18OC); punto de fusión
42.35OC; pierde 112 H20 a 213OC(para formar ácido pirofosfórico);
soluble en agua y en alcoho1;corrosivo para los metales f e r r i c o s
y a¿eaciones.Densidad d 1.874 (soln.100%) ; 1.685 (soln. 85%);
1.333 (soln. 50%).
25
3
Moderadamente tóxico por ingestión e inhalación. I r r i tante 3
para los ojos y la piel.Tolerancia lmg/mt en aire.
P r , duce conjuntivitis, quernaduras de la piel, irritación del
tract0 rtyspiratorio,náuseas y vómito, dolor abdominal y diarrea.
Tratamiento.Lavado de ojos con agua; lavado con agua y jabón
de las partes contaminadas; tratamiento ordinario de las
quemaduras de la piel; lavado gástrico si se ha ingerido.
Procure ventilación adecuada.
ALCOHOL BENCILICO. C6H5CHzOH. Peso molecular 108.13gr/grmol.
Liquido transparente con dédil olor; punto de ebullición 206OC;
punto de inflamación 96OC; dgo 1.0453; d4' 1.0415; indice de
refracción de 1.538-1.540.Algo soluble en agua; miscible en
alcohol, é ter , cloroformo.Temperaitura de autoignición 436OC.
Combustible, poco tóxico.
ALCOHOL ISOBUTILICO. (CH312CHCH20H. Peso molecular 74.12
gr/grmol.Liquido incoloro.Soluble en agua, alcohol y éter; punto
de ebullición 107OC; punto de inflamación 38OC (vaso abierto);
punto de fusión -108OC; indice de refracción 1.397 (15OC); punto
de autoignición 428OC; d15. 0.806.
Inflamable; riesgo de incendio peligroso. Moderadamente
tóxico; fue r t e i r r i tante para la piel y membranas mucosas; y
en a l t a s concentraciones, narcotico.Tolerancia IOOppm en el aire.
SUBPRODUCTOS
ALCOHOL ISOBUTILICO
1.5.REACCIONES IMPORTANTES
1.Reducción del vanadio
11. Adición de f osf oro
111. Calcinación
1.Reducción del vanadio.
La fuerza del agente reductor determiná el estado de
oxidación promedio de el precursor, (v2051, y juega un papel
importante en la determinación de la temperatura a l a cual el
catalizador debe de se r activado.
El uso de solventes orgán.icos puede llevar a l incremento del
área superficial seguido del mejoramiento catalítico.
1I:Adición de fosforo.
Al agregar fosforo al catalizador de óxido de vanadio
disminuye por lo general la actividad, pero se incrementa
la selectividad para la formación de anhídrido maléico desde
n-butano.Cuando el fosforo se presenta en razones P/V próximas ó
mayores que l a unidad el estado de oxidación +4 del vanadio se
estabiliza temperaturas a l tas tie calcinación en aire. El exceso de
fosforo exhibe este efecto d.e estabilización independientemente
s i es coprecipitado con e l ' componente de vanadio I mezclado
mecánicamente con un precursor el cual tiene una razón P/V menor
que l a unidad.
111. Calcinación.
Durante la calcinación se presentan transformaciones
quimicas,f isicas y f isicoquimicas,, tales como:
-Creación de textura , generalmente macroporosa, por destrucción ó
eliminación de las sustancias vóiatiles adicionadas.
-Modificación de textura por sinterización, es decir,
transformación de particulac o cristales pequeños aglomeradas de
mayor dimensión.
-Modificación de la estructura por sinterización, como resultado
de un transporte de materia por fusión.
-Reacciones quimicas de descomposición térmica, tanto de los
agentes activos como de los precursores.
Cuando la calcinación es menor de 380 C el exceso de fosforo
permanece en l a superficie como Poi3; a r r iba de esta temperatura
el fosforo en t r a al sólido para estabilizar el estado +4 por
reacción en estado sólido.
O
5
1.6.CAPACIDAD A INSTALAR
Tomando en cuenta el proyecto de ampliación de DERIVADOS
MALEICOS, se determinó la capacidad a instalar para la producción
del cata1 izador, que cubrirá dich.a demanda.
Capacidad (toneladac/anualesl
Anhídrido maleic0 Catalizador
30,000 134
1.7.A.INVERSION FIJA
Esta dada por l a suma total del costo del equipo de
proceso.
CFC= $ 6,740,526,000.00
1.7.B.CAPITAL DE TRABAJO
Se considera un 20% del l a inversión f i j a pa ra casos en los
que la materia prima y el equipo son costosos.En este caso se
utiliza equipo de acero inoxidable de alto costo.a
Cwc= $ 1,349,600,000.00
1.7.C.MONTO DE LA INVERSION
Es la suma de capitales f i j o y de trabajo.
CTC= $ 8,090,126,000.00
1.8.PERSONAL
Personal
Gerente Gral.
Gerente de vtas.
Contador
1ng.Quimico
Técnico
Secretaria
Obreros
Número
1
1
1
2
1
1
6
aDISEfiO Y ECONOMIA DE L O S PROCESOS UIMICOS DE LA ING QUIMICA GAEL D. U L R ~
6
1.9.COSTO DE PRODUCCION
Capacidad
(toneladas/anuaies)
Máxima
Media
Minima
1.lO.ClANANCIA ANUAL
Capacidad
(toneladas/anuales)
Máxima
Media
Minima
Costo de producción
(pesos/anuales 1 3,313,728,088.00
2,333,998,088.00
1,392,278,088.00
Ganancia
(pesos/anuales)
1,988,220,000.00
1,400,340,000.00
835,362,000.00
F'ARTE I1
EL PRODUCTO Y SUS CARACTERISTICAS
2.1.PROPIEDADES FISICAS Y QIJIMICAS DEL PRODUCTO
FOSFATO DE VANADiLO.p-I~OP04.Peco molecular 162gr/grmol. Polvo
de color amarillo, inodoro; poco soluble en agua,soluble en
ácidos fuer tes ( HC1, HzS04) empleando calentamiento.
Punto de fusión en el rango de 500-600°C con posible
descomposición.Area superficial 6.82 m /gr; contenido de vanadio
70.3 ppm, contenido de fosforo 1.55 ppm.
2
Estructura cristalina
Reacciona principalmente con el n-butano y 1-buteno para
producir anhídrido maléico. Y con el propileno para producir
acroleina.
n-butano a nhidr ido m a leico
Es muy activo a bajas temperaturas (310°C).Presenta una alta
selectividad (60%) con una baja conversión.
8
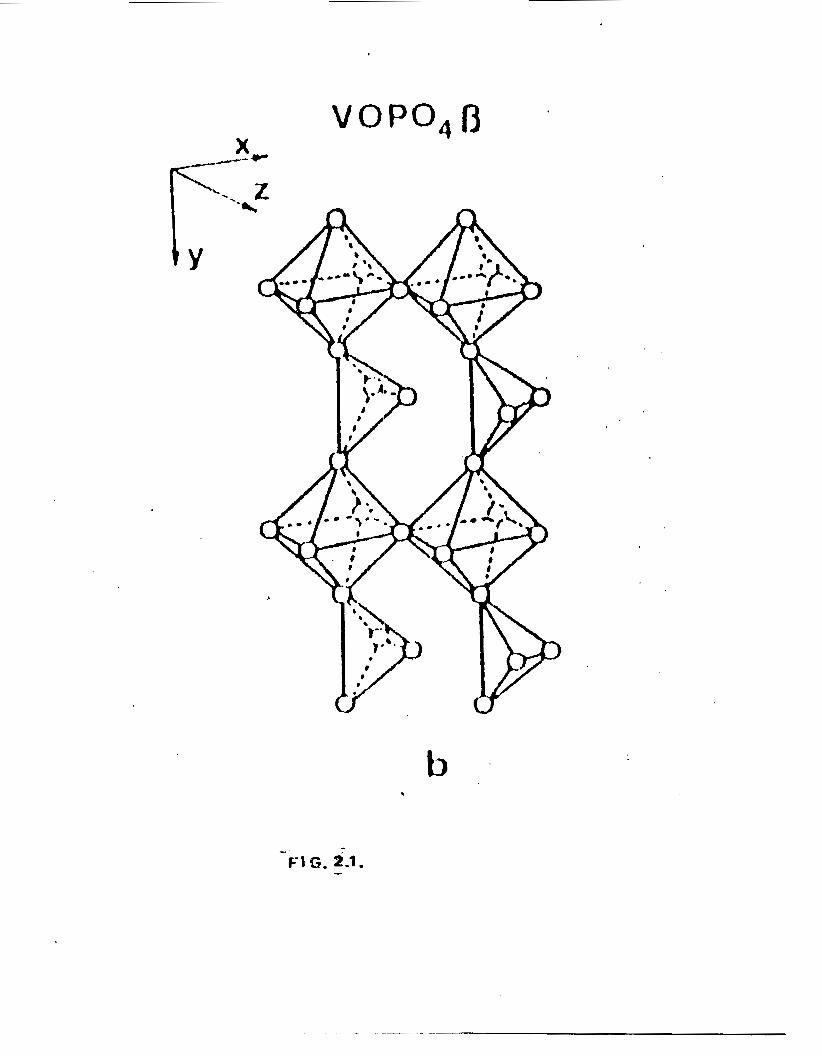
VOP0,rj
L
-. F'1 G. 2.7.
Muy irr i tante para las mucosas.Evitar aspirar el polvo.Se le
atribuyen propiedades corrosivas debido a la presencia del
vanadio y el fosforo.
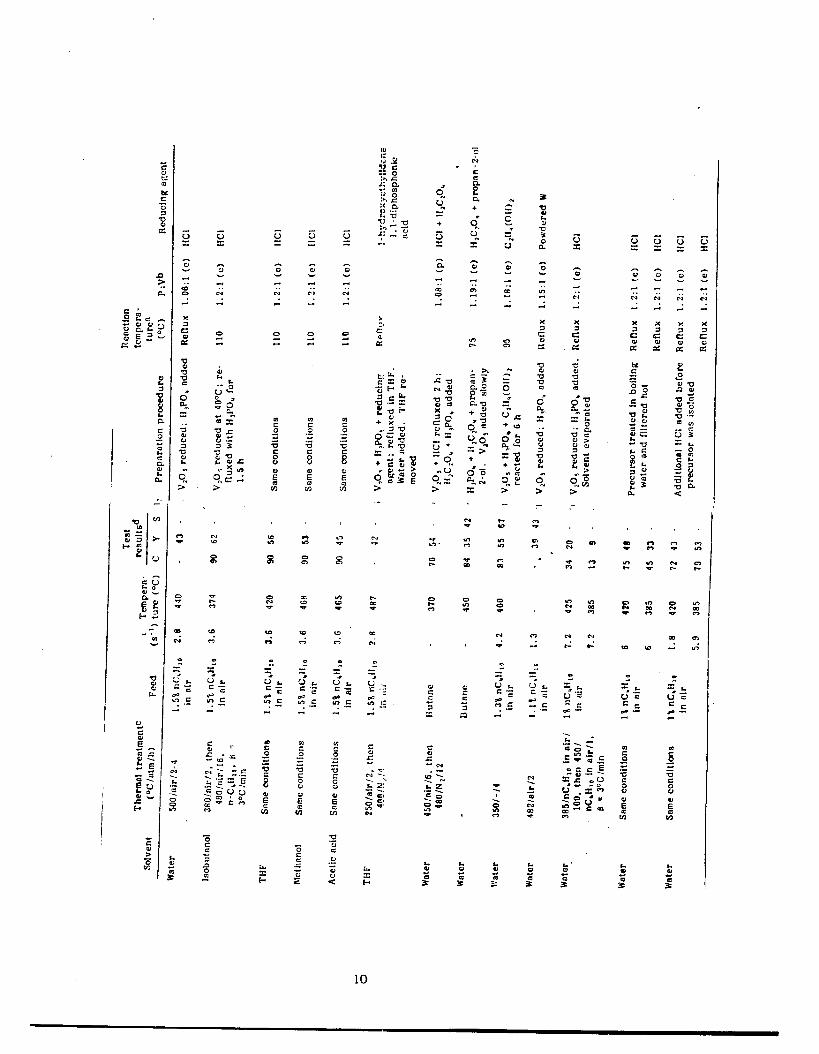
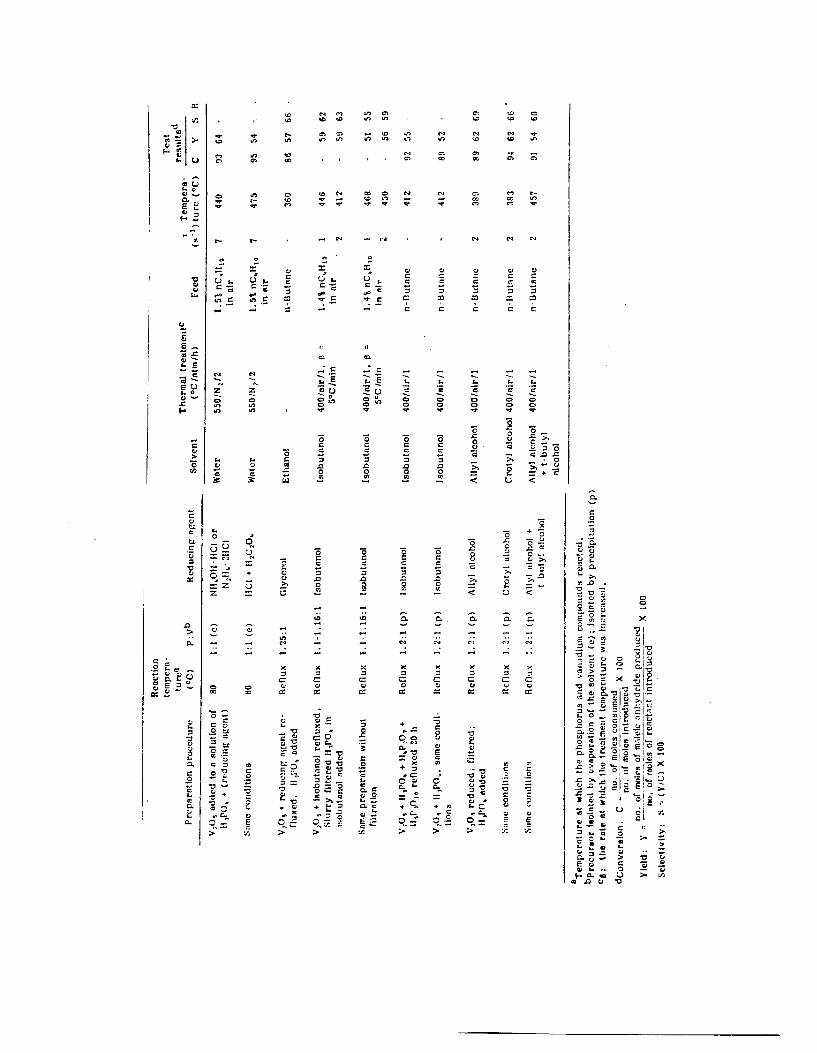
2.2.PROCESO DE OBTENCION.
Existen varios métodos generales, de preparación del @-VOPO4.
I ) Fusión
11) Médio Acuoso
i) Evaporación
ii) Filtración
111) Médio Orgánico
Ademas cada uno de lo:; anteriores puede emplearse con
diferentes precursores agentes reductores, asi cmo diferente
temperatura y atmosfera de c:alcinación.Como se muestra en la
figura 2.P
9
n ? L
C - - C I.. C
I. a a
E - U v d
o - X a C c
u c O=
P
- U U 3 U I. n
3
1
4
O
3
B J u O n
O - ui d
e
x C c
a
B 0 U C
O
z V U
3 -0 &.
4
n
o, > - I? -Y
0 o m O N
N N
r - ’ &
x x C a a u %
- - - - v u e - .. .. N N . . - - x x 1 3 c c 0 0 L T c
10
J Ir a o 8 c1. E - v c
c a U n. ~
i n N I n i n
N c. o m
N N .- 9. Q
U 0 r
= 5 a m E C
O W
* in - o
c ln 0
Los métodos empleados en el laboratorio fuerón los
siguientes:
FUSION.La f a se fi-VOP04 se preparó por reacción estado sólido,
empleando como precursores al fosfato de arnonio monobásico
(NH4HzP04) y pentóxido de vanadio (VzOs). Los sólidos precursores
se pulverizan, y mezclan en proporciones estequiornetricas
apropiadas (P/V=l).La mezcla se transfiere a un crisol y se
calcina bajo un f lujo de oxigerio a 2OO0C por 4 hrs.El producto se
r e t i r a del horno y se homogeiniza por molienda, se regresa a l
horno y la temperatura se aumenta a 4000C por 4 hrs.; despues
se aumenta a 6OO0C por 12 hrs.La velocidad de enfriamiento fué de
40°C/hr.
MEDIO ACUOSO.
a)Se adicionó el VzO5 a l ácido láctico en agua y la
suspensión se ref luja con a.gitaciÓn constante por 16 hrs.Se
adiciona ácido fosforico al 85X y esta solución se ref luja por 4
hrs.El solvente se evapora agitando constantemente y el material
sólido resultante se calcina a 773'K por 16 h r s en aire.La
cantidad de ácido fosforico adicionada dependerá de la razón P/V
deseada.
b)Se disuelve el VzO5 en una solución de ácido oxálico
caliente, posteriormente se adiciona el fosfato de amonio
monobásico en cantidad esteqiiiométrica.Se enfria y se f iltra.El
producto se lava con agua y SE: seca con acetona.La calcinación se
lleva a cabo bajo un flujo de oxigeno a 500°C por 5 hrs.
c)El procedimiento es igu.al que a b),solo que la filtración
se sustituyo por evaporación.
M E D I O ORGANICO.
Se disuelve el V205 en alcohol isobutílico y alcohol bencílico.La
suspensión se agita constantemente y se ref luja por dos horas y
media.Se adiciona ácido fosforico a l 85% emulsificado en alcohol
isobutílico en cantidad necesaria para obtener l a razón P/V
requerida y se agita constantemente.La pasta resultante se seca a
11
6OoC por 5 hrs.El producto seco se calcina por aumento lento de
temperatura de 380 - 50O0C.La atmosfera de calcinación es aire.
Pa ra los métodos anteriores se prepararón catalizadores con
razones P/V de 0.9, 1, 1.1.
De las experiencias de laboratorio tenemos:
1.Cuando se utilizó el ácido láctico como agente reductor se
obtuvó una pasta pegajcsa difícil de manejar, además del
prDlongado tiempo de reacción (20 hrs) , por lo cuál se decidio
descartar ese método.
2. Empleando el ácido oxálico como agente reductor, se obtuvierón
pérdidas de producto a l separar por filtración y al calcinar.Por
lo que se decidio abandonar la filtración y adoptar la
evaporación (le1 solvente.
De l a caracterización del catalizador, preparado por medio
acuoso evaporando,fusión y medio orgánico se eligió el último y a
que este nos proporciona la mayor área superficial.Mientras que
los difractogramas muestran :más claramente la presencia de la
f a se /3 para una razón de P/V=l. *
Respaldados en la l i teratura aseguramos que con este
catalizador obtendremos l a actividad y selectividad deseada
* VER APENDICE A
12
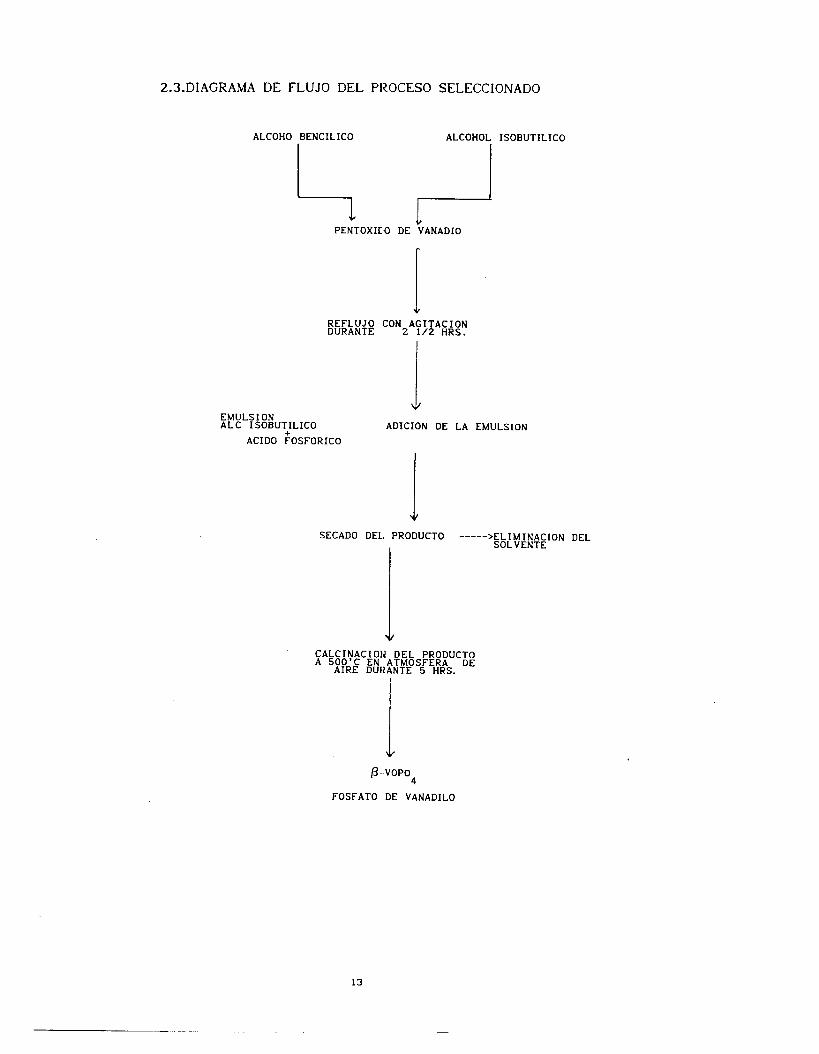
2.3.DIAGRAMA DE FLUJO DEL PROCESO SELECCIONADO
ALCOHO BENCILICO ALCOHOL ISOBUTILICO
PENTOXICIO DE V A N A D I O
R E F L U J O CON A G I T A C I O N DURANTE 2 1 1 2 H R S .
E M U L S I O N A L C ISOBUTILICO ADICION DE LA EMULSION
ACIDO ;OSFORICO
SECADO DEL. PRODUCTO ----- >ELIMINACION DEL SOLVENTE
CALCINACION D E L PRODUCTO A 5 0 0 ’ C EN ATMOSFERA DE
AIRE DURANTE 5 HRS.
p - - v o p o 4
FOSFATO DE VANADILO
1 3
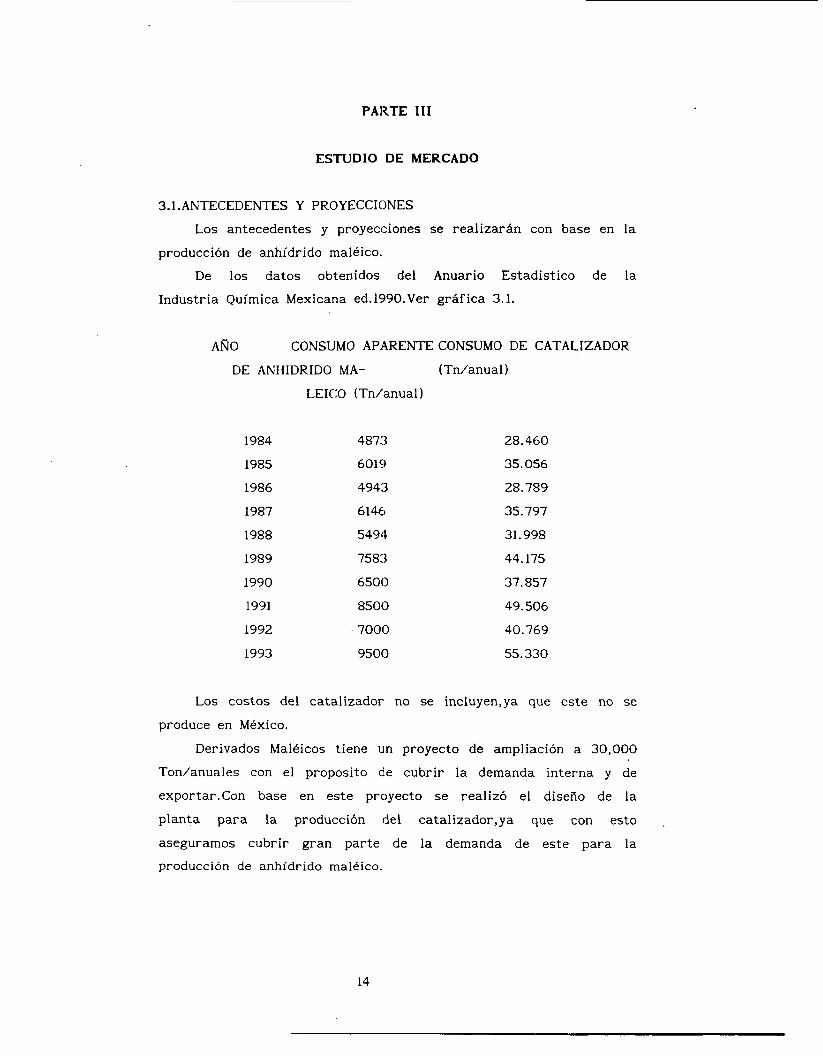
PARTE 111
ESTUDIO DE MERCADO
3.1.ANTECEDENTES Y PROYECCIONES
Los antecedentes y proyecciones se realizarán con base en la
producción de anhídrido maléico.
De los datos obtenidos del Anuario Estadistico de la
Industria Química Mexicana ed. 1990.Ver gráfica 3.1.
ARO CONSUMO APARENTE CONSUMO DE CATALIZADOR
DE ANHIDRIDO MA- (Tn/anual)
LEICO (Tn/anual)
1984
1985
1986
1987
1988
1989
1990
1991
1992
1993
4873
6019
494:3
6146
5494
7583
6500
8500
. 7000
9500
28.460
35.056
28.789
35.797
31.998
44.175
37.857
49.506
40.769
55.330
Los costos del catalizador no se incluyen,ya que este no se
produce en México.
Derivados Maléicos tiene un proyecto de ampliación a 30,000
Ton/anuales con el proposito de cubrir la demanda interna y de
exportar.Con base en este proyecto se realizó el diseño de la
planta pa ra la producción del catalizador,ya que con esto
aseguramos cubrir gran par te de la demanda de este para la
producción de anhídrido rnaléico.
14

Todo lo anterior, suponiendo que la tecnologia adoptada por
Derivados Maléicos empleará el n-butano y el catalizador
sintetizado.
- -_ -- MILES DE TOPIEiA[3bLS
8
?
6
6
0 4 84 85
1++1 PRODUCClON * @OPJSUMO APARENTE
GRAFTCA 3.1
3.2.USOS Y USUARIOS
3.2.1.usos
Las caracterist icas piropias del catalizador como
son:actividad y selectividad; lo hacen de uso especifico para la
producción de anhídrido maléico a par t i r de n-butano, sin embargo
de los datos de la l i teratura se sabe que los oxidos de vanadio y
fos foro , “VPO”, pueden ser usados para l a producción de los
siguientes productos:
-Acroleins de la oxidación parcial de propileno
-Acid0 acrílico de la oxidación parcial del propileno
-Acid0 metacrílico de la o x i d a c i h de metacroleina
-Acid0 acrílico de la oxidación cle propano
-Acid0 acético
3.2.2.USUARIOS
Se considera que el corisumidor principal del catalizador
se rá DERIVADOS MALEICOS, ya que el catalizador está sistetizado
para la producción de anhídrido maléico.
3.3. SUSTITUTOS Y SUCEDANEOS
Los posibles susti tutos del catalizador pueden ser:
-El pentóxido de vanadio.
-Los óxidos de vanadio y fosforo con algún promotor,como son
titania,zirconia y molibdeno.
3.4.CAPACIDAD DE LA PLANTA
Tomando en cuenta el proyecto de ampliación de DERIVADOS
I MALEICOS, se determinó, la capacidad de la planta para la
producción del catalizador.
Capacidad (Tn/anuales) 134.00
3.5.UBICACION DE LA PLANTA
La localización de la planta tiene fue r t e influencia en el
éxito de una industria.Se debe ser cuidadoso en la elección del
si t io,esta debe localizarse donde ei costo de producción y
16
distribución sean minimos ademhs de otros factores como son:
-Materia prima.El abastecimiento de la materia prima debe se r
relativamente cercano a la planta y de fácil acceso.
El abastecimiento de los alcoholes sera por par te de PEMEX;
el pentóxido de vanadio y el ácido o-fosforico se importarán de
E. U.
-Mercado.La cercania y el acceso al mercado es otro de los
factores que se debe considerar para la ubicación del proceso.El
mercado se localiza en los estados de Veracruz y Puebla.
-Disponibilidad de energia.
-Clima.El exceso de humedad c) extremos calientes o f r í o s pueden
tener serios efectos en la operación de la planta.
Se requiere de un clima no muy cálido debido al manejo de
los alcoholes ya que el alco'hol isobutílico tiene un punto de
inflamación de 38'C.Además se requiere que el producto permanesca
seco,por lo que se propone un sitio con humedad minima.El clima
más adecuado es uno templado, donde el mes más f r í o presenta una
temperatura mayor a -3'C y menor a 18'C.
Los climas templados en México y aquellos con un volumen
anual de lluvias entre 500-1000mc,son los siguientes:
- ,Pueb¿ a
-Tiaxca¿a
-Parte de Michoacan
-Ja¿ isco
-Guana juato
-Hida¿ go
Por lo tanto estos son los posibles lugares de ubicación de la
planta.
17
PARTE IV
TRABAJO DE: INVESTIGACION
4.1.0BJETIVO
El proposito del proyecto fue sintetizar el catalizador
f osf ato de vanadilo$-VOP04,ya que %;te presenta caracterist icas
propias de selectividad y a.ctividad, que lo hacen de uso
especifico para la producción de anhídrido maléico, a par t i r de
n-butano.
4.2.RESULTADOS Los resultados prtsentados a continuación comprenden el
método seleccionado,es decir,rnedio orgánico y razon P/V=l.El
res to de los resultados de los demás métodos y razones realizados
se muestran en el apéndice A.
Area superficial 6.82
( m /gr de catalizador) 2
Contenido de vanaclio
(PPm)
Contenido de fosforo
(PPm)
70.3
1.55
18
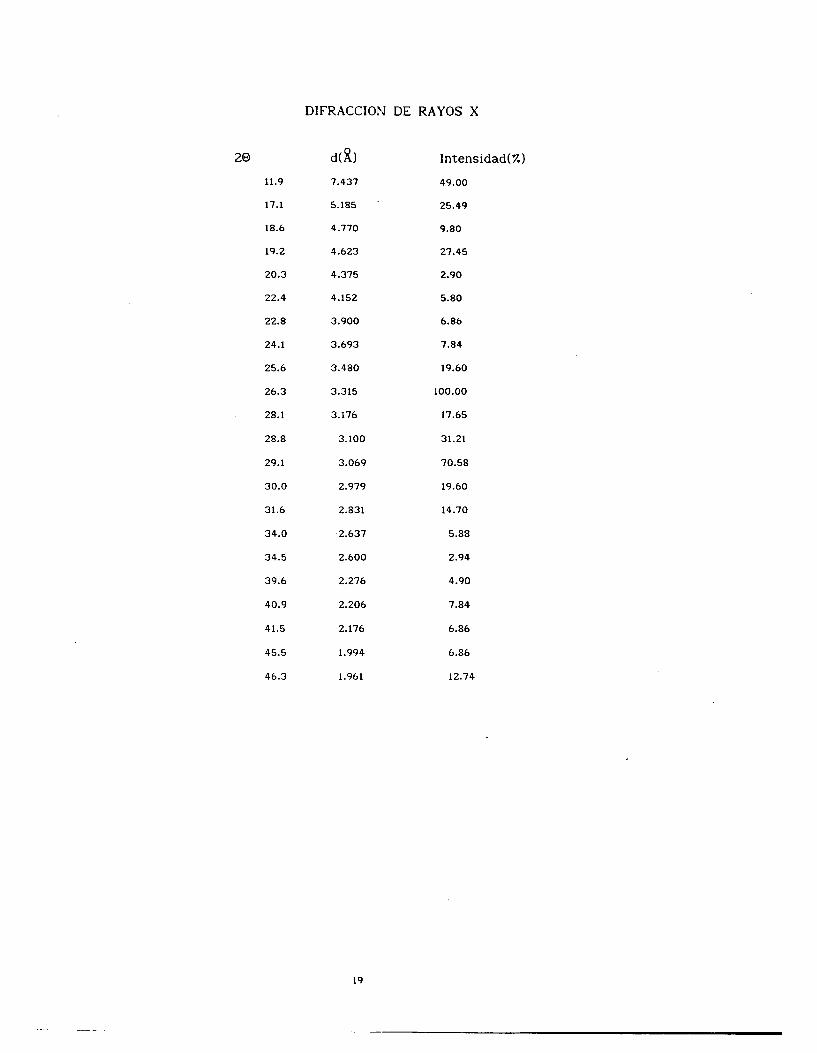
DIFRACCION DE RAYOS X
20
11.9
17.1
18.6
19.2
20.3
22.4
22.8
24.1
25.6
26.3
28.1
28.8
29.1
30.0
31.6
34.0
34.5
39.6
40.9
41.5
45.5
46.3
d(%
7.437
5.185
4.770
4.623
4.375
4.152
3.900
3.693
3.480
3.315
3.176
3.100
3.069
2.979
2.831
2.637
2.600
2.276
2.206
2.176
1.994
1.961
Intensidad(%)
49.00
25.49
9.80
27.45
2.90
5.80
6.86
7.84
19.60
100.00
17.65
31.21
70.58
19.60
14.70
5.88
2.94
4.90
7.84
6.86
6.86
12.74
19
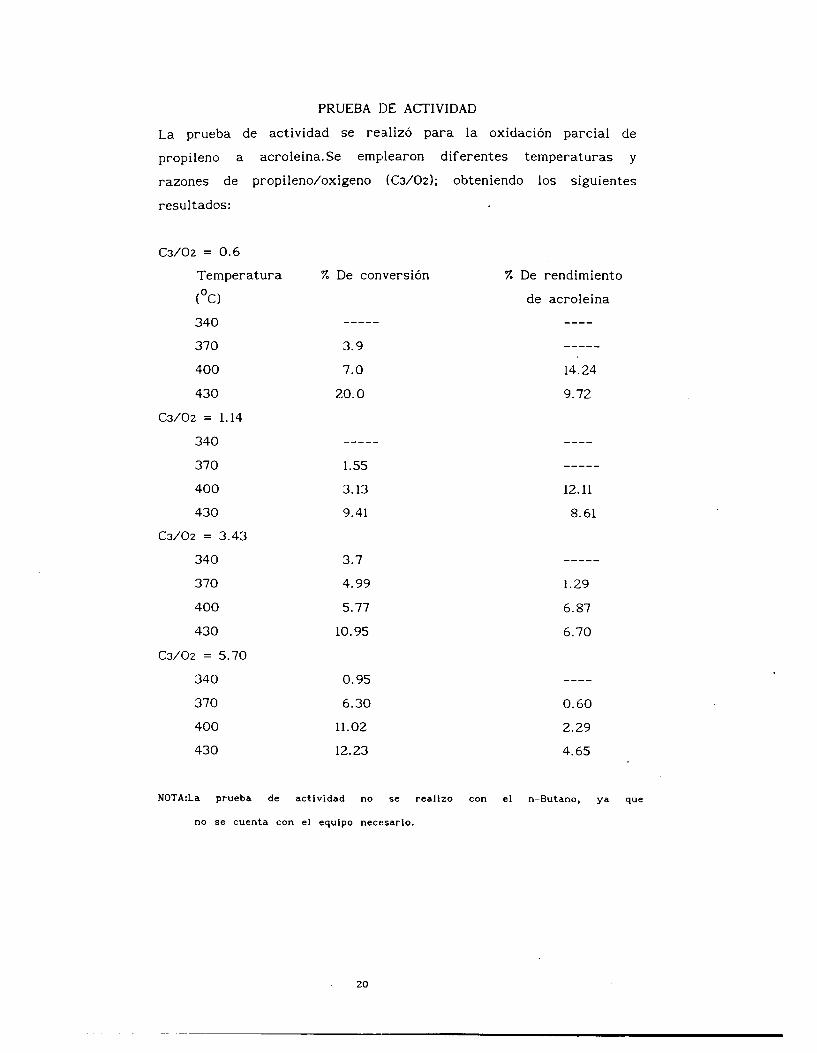
PRUEBA DE ACTIVIDAD
La prueba de actividad se re.alizÓ para l a oxidación parcial de
propileno a acroleina. Se emplearon diferentes temperaturas y
razones de propileno/oxigeno (c3/02); obteniendo los siguientes
resultados:
c3/02 = 0.6
Temperatura
(OC)
340
370
400
430
c3/02 = 1.14
340
370
400
430
c3/02 = 3.43
340
370
400
430
c3/02 = 5.70
340
370
400
430
N0TA:La prueba de
% De conversión
-----
3.9
7.0
20. o
-----
1.55
3.13
9.41
3.7
4.99
5.77
10.95
0.95
6.30
11.02
12.23
% De rendimiento
de acroleina ---- -----
14.24
9.72
-----
1.29
6.87
6.70
----
O. 60
2.29
4.65
actividad no se real izo con el n-Butano, ya que
no se cuenta con el equipo necesario.
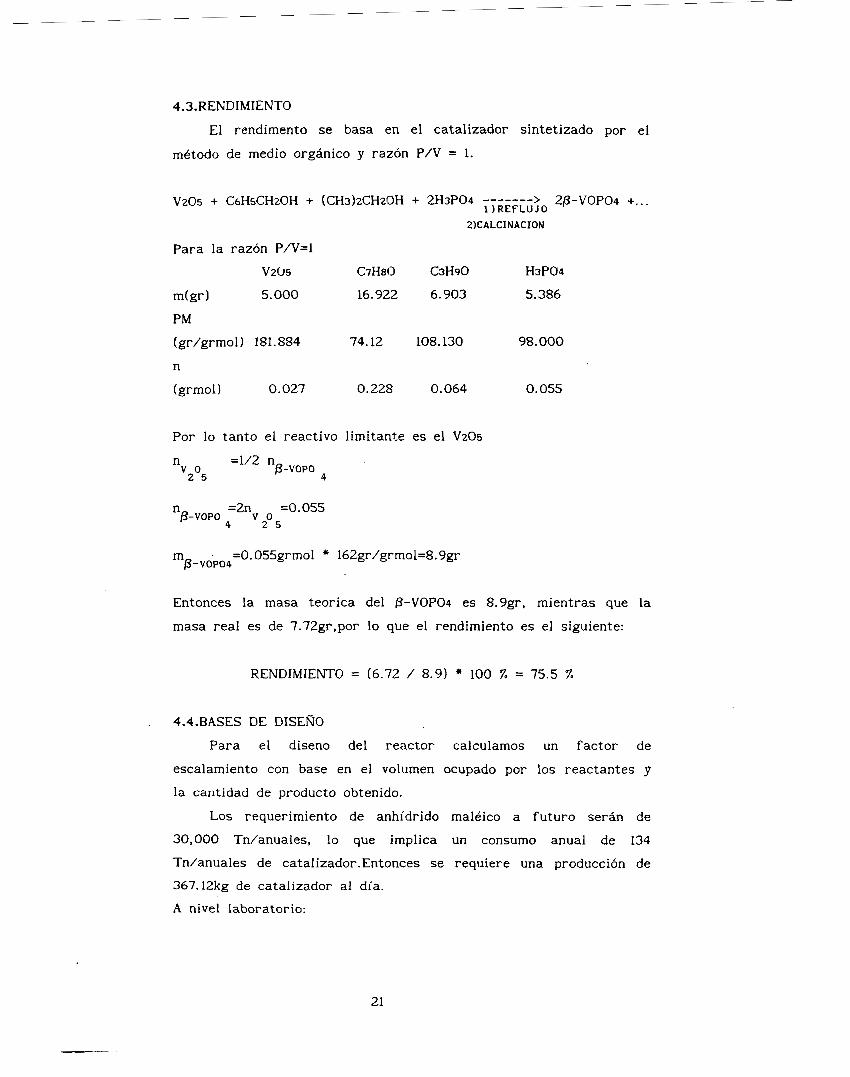
4.3.RENDIMIENTO
El rendimento se basa en el catalizador sintetizado por el
método de medio orgánico y razón P/V. = 1.
v2oS + CbHSCHZOH + (CH3)2CH2OH + 2H3P04 ------- > 2p-VOP04 +. . . 1 1 REFLUJO
2)CALCINACION
Pa ra la razón P/V=1
v205 C7H80 C3H90 H3P04
mígrl 5.000 16.922 6.903 5.386
PM
(gr/grmol) 181.884 74.12 108.130 98.000
n
ígrmol) O. 027 O. 228 O. 064 O. 055
Por lo tanto el reactivo limitante es el VzOs -
4 "&VOPO
n v o 2 5
n =2nv o =O. 055 p-VOPO
4 2 5
m =O. 055grmol * 162gr/grrnol=8.9gr p-VOPO4
Entonces la masa teorica del S-VOP04 es 8.9gr, mientras que la
masa real es de 7.72gr.por lo que el rendimiento es el siguiente:
RENDIMIENTO = (6.72 / 8.9) * 100 % = 75.5 %
4.4.BASES DE DISEÑO
Para el diseno del reactor calculamos un factor de
escalamiento con base en el volumen ocupado por los reactantes p l a cantidad de producto obtenido.
Los requerimiento de anhídrido maléico a futuro serán de
30,000 Tnlanuales, lo que implica un consumo anual de 134
Tnlanuales de catalizador.Entonces se requiere una producción de
367.12kg de catalizador al día.
A nivel laboratorio:
21
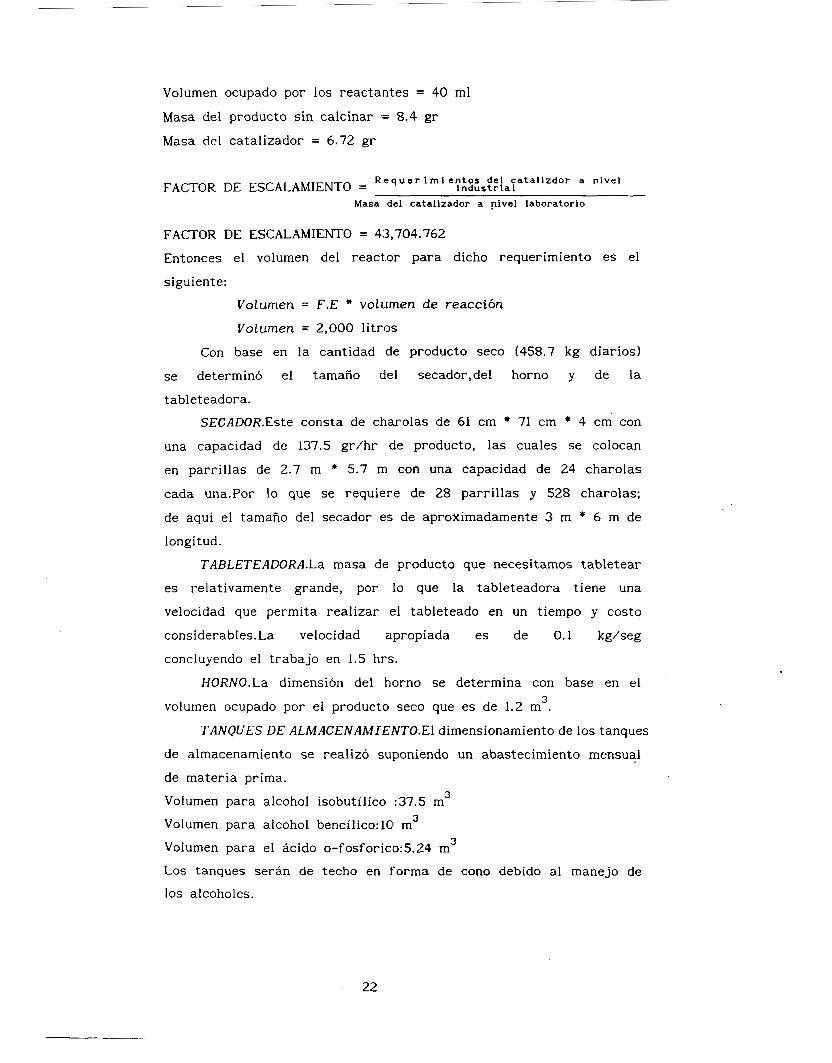
Volumen ocupado por los reactantes = 40 ml
Masa del producto sin calcinar := 8.4 gr
Masa dcl catalizador = 6.72 gr
R e q u e r imi entos del catallzdor a nivel industr La 1 - FACTOR DE ESCALAMIENTO =
Masa del catalizador a nivel laboratorio
FACTOR DE ESCALAMIENTO = 43,704.762
Entonces el volumen del reactor para dicho requerimiento es el
siguiente:
Volumen = F.E * volumen de reacción
Volumen = 2,000 litros
Con base en la cantidad de producto seco (458.7 k g diarios)
se determinó el tamaño del secador,del horno y de la
tableteadora.
SECADOR.Este consta de charolas de 61 cm * 71 cm * 4 cm con
una capacidad de 137.5 gr/hr de producto, las cuales se colocan
en parrillas de 2.7 m * 5.7 m con una capacidad de 24 charolas
cada una.Por lo que se requiere de 28 parri l las y 528 charolas;
de aqui el tamaño del secador es de aproximadamente 3 m * 6 m de
longitud.
TABLETEADORA.La masa de producto que necesitamos tabletear
es relativamente grande, por lo que la tableteadora tiene una
velocidad que permita realizar el tableteado en un tiempo y costo
considerables.la velocidad apropiada es de O. 1 kg/seg
concluyendo el t rabajo en 1.5 hr:;.
HORNO.La dimensión del horno se determina con base en el 3 volumen ocupado por el producto seco que es de 1.2 m .
TANQUES DE ALMACENAMIENTO.EI dimensionamiento de los tanques
de almacenamiento se realizó suponiendo un abastecimiento mensual
de materia prima.
Volumen para alcohol isobutílico :37.5 m
Volumen para alcohol bencílico: 10 m
Volumen para el ácido o-fosforico:5.24 m
Los tanques serán de techo en forma de cono debido a l manejo de
los alcoholes.
3
3
3
22
EL MATERIAL DE CONSTRIJCCION.EI material que se considera
apropiado para l a construcción del equipo es de acero
inoxidable,esto es debido a que el acero a l carbón tiene cier tas
limitacimes para los alcoholes, y puede ser atacado por el ácido
fosforico.Ademas el pentóxido de vanadio puede ser daniño al
acero a l carbón.
PARTE V
RESULTADOS DEL DISEfiO
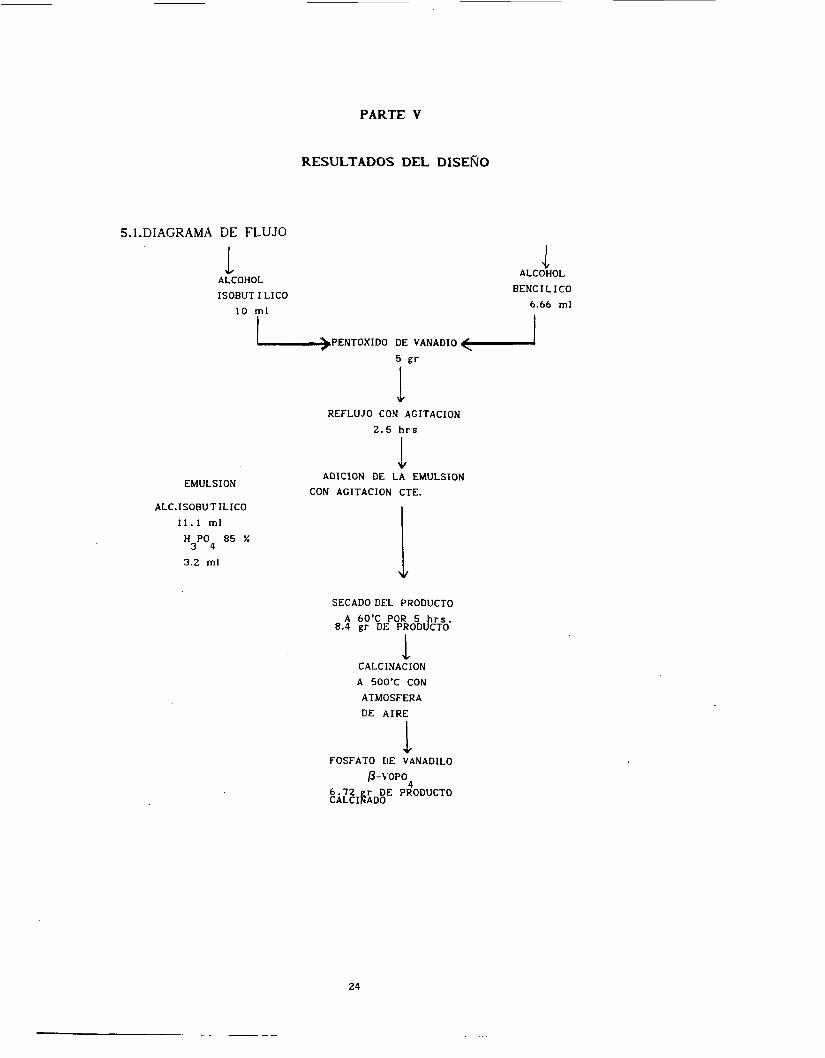
5.1.DIAGRAMA DE FLUJO
1 ALCOHOL ISOBUT I LICO
l o 1’
EMULSION
ALC.ISOBUT ILICO 11.1 mi
H PO 85 % 3 4
3.2 mi
.1 ALCOHOL
B E N C I L I C 0 6.66 mi
l->PENTOXIDO DE VANADIO <-I 5 gr
1 l t
REFLUJO CON AGITACION 2 . 5 hrs
ADICION DE LA EMULSION CON AGITACION CTE.
I SECADO DE:L PRODUCTO
A 6 0 ’ C P O R 5 hrs 8.4 gr DI:. PRODUCTO’
CALCINACION A SOO’C CON
ATMOSFERA DE A I R E
1 FOSFATO CIE VANADILO
p-VOPO 4
6 72 r D E PRODUCTO c ALCI $ADO
24
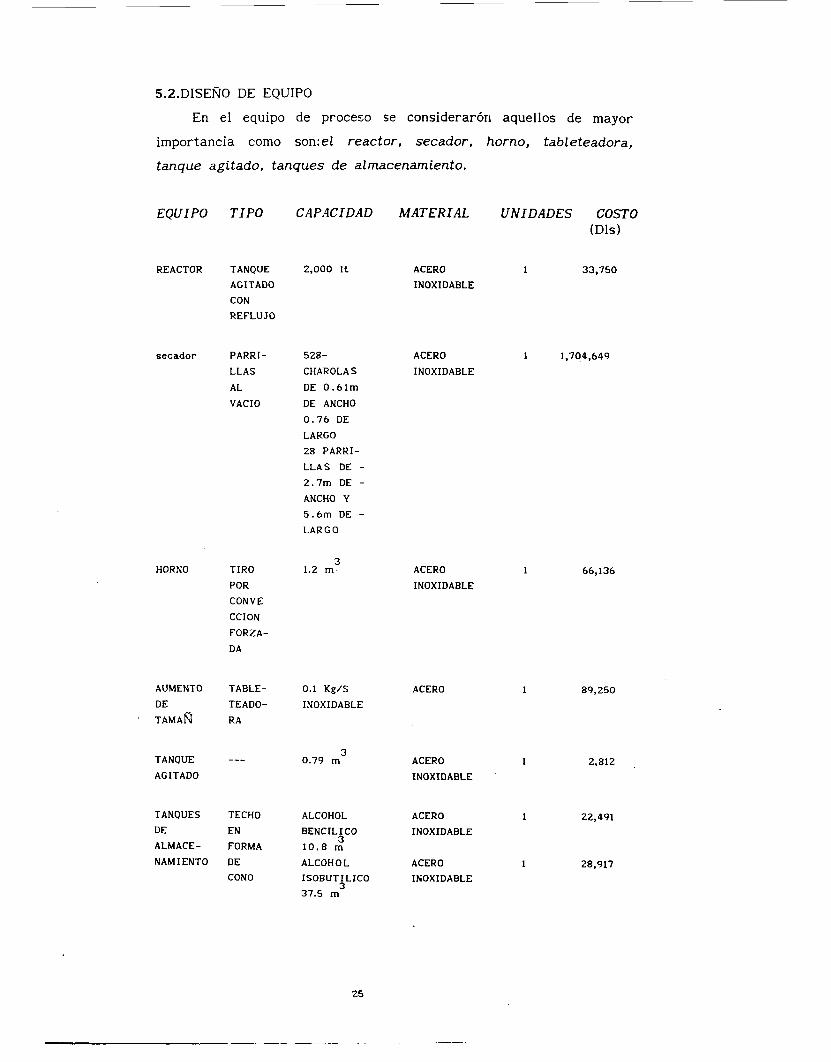
5.2.DISEÑO DE EQUIPO
En el equipo de proceso se consideraróri aquellos de mayor
importancia como son: el reactor, secador, horno, tabieteadora,
tanque agitado, tanques d e almacenamiento.
EQUIPO
REACTOR
secador
HORNO
AUMENTO DE TAMAÑ
TANQUE AGITADO
TANQUES DE ALMACE- NAMIENTO
T I P O
TANQUE AGITADO CON REFLUJO
PARRI- LLAS
AL
VACIO
TIRO POR CONVE CCION FORZA- DA
TABLE- TEADO- RA
---
TECHO EN FORMA DE CONO
CAPACIDAD
2,000 I t
528- CHAROLAS
DE 0.61m DE ANCHO 0.76 DE LARGO 28 PARRI- L L A S DE - 2.7m DE - ANCHO Y 5.6m DE - LARGO
3 1.2 m .
0.1 Kg/S INOXIDABLE
3 0.79 m
ALCOHOL BENCILICO
3 10.8 m ALCOHOL ISOBUT I LICO 37.5 m
3
25
MATERIAL UNIDADES COSTO (Dls)
ACERO 1 33.750 INOXIDABLE
ACERO INOXIDABLE
1 1,704,649
ACERO 1 INOXIDABLE
ACERO 1
ACERO 1 INOXIDABLE .
ACERO 1 INOXIDABLE
ACERO 1 INOXIDABLE
66,136
89.250
2.812
22,491
28,917
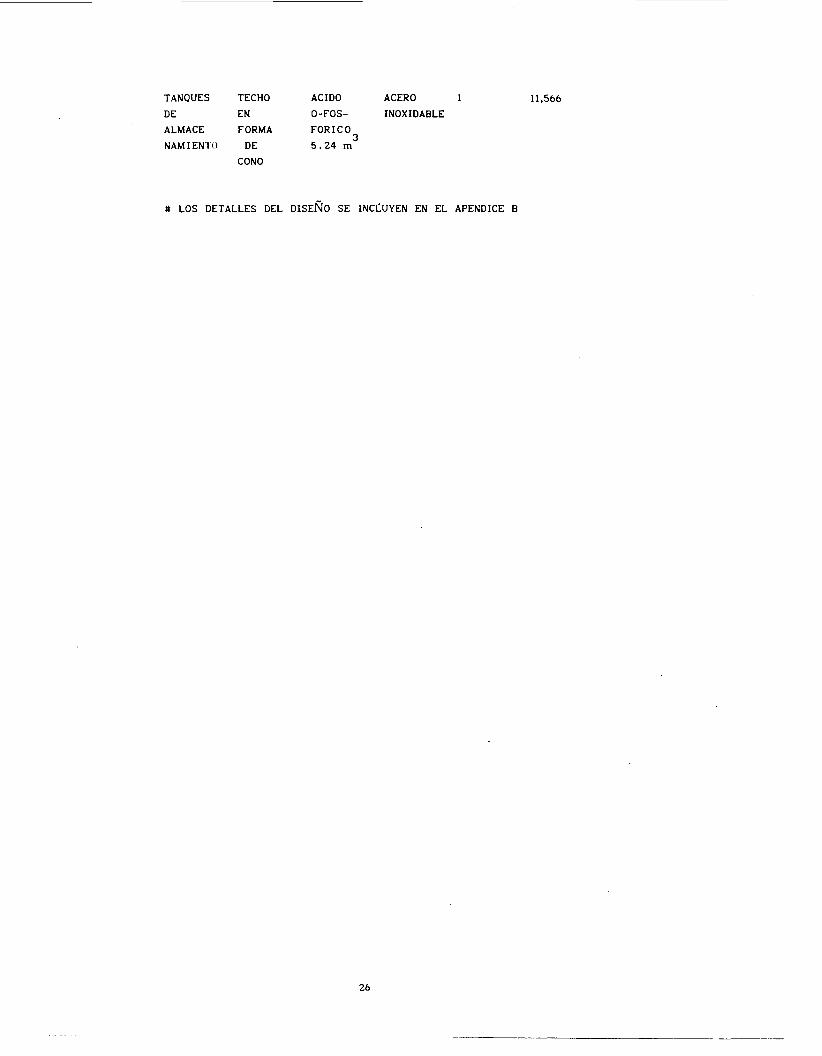
TANQUES TECHO DE EN ALMACE FORMA N A M I E N I O DE
CONO
A C I D 0 ACERO 1 O-FOS- INOXIDABLE F O R I C O 5 . 2 4 m
3
1 1 , 5 6 6
tt LOS DETALLES DEL DISEÑO SE INCLUYEN EN EL APENDICE B
26
5.3.LICTA DE EQUIPO AUXILIAR
CALDERA.Se requiere de una caldera para t ransfer i r calor al
reactor Se eligió la caldera de tubos de agua, ya que la de tubos
de hunic ) se emplea principalmente para generar cantidades modestas
de vapor saturado a baja presión.Mientras que las calderas de
tubos de agua alcanzan un máximo del vapor . a 45 bar de presión
sobrecalentando a 40OoC.
Las c a l d e r a s d e tubos d e agua contienen vapc: dentro de los
tubos mientras se efectua l a combustión en una camára abierta en
forma de caja.En las calderas grandes se instalan cientos de
miles de tubos de 7-12 cm de diámetro, que forman las paredes de
la camára de combustión y los deflectores que controlan el f lujo
de los gases y eliminan el catlor de los gases de colnbustión.En
el área de combustión, la temFeratura del gas cae desde
aproximadamente 2,200-1,300'K.Despues que los productos de la
combustión se han enfriado de este modo por medio de radiación a
los tubos que forman la pared, pasan a gran velocidad a través de
la ranuras entre mas tubos suspendidos como bancos grandes en la
corriente de gas.El gas que entra a la sección de convección a
aproximadamente 1300'K sale de esta unidad a aproximadamente
600'K.Los tubos de la seccióri radiante están llenos de liquido
hirviendo en circulación.
Los combustibles empleados son:carbón y madera.
27
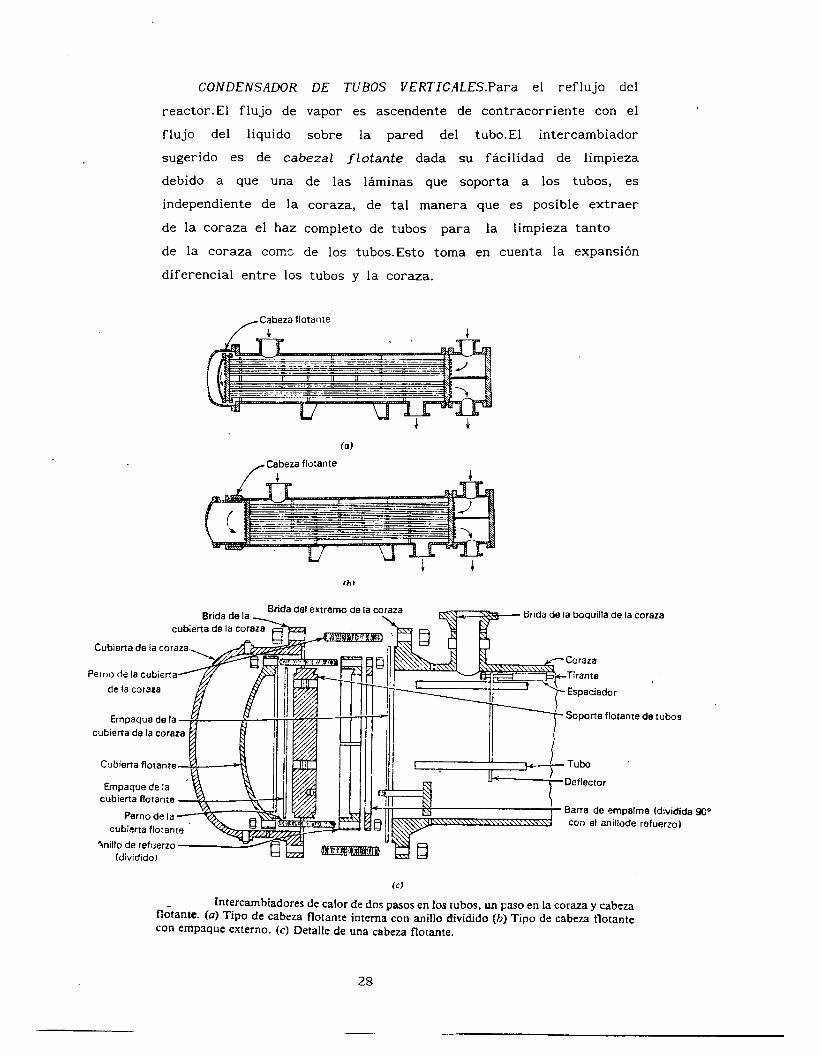
CONDENSADOR DE TUBOS VER7 ICALES.Para el reflujo del
reactor.El f lujo de vapor es ascendente de contracorriente con el
f lujo del liquido sobre la pared del tubo.El intercambiador
sugerido es de cabezal f lotante dada su fácilidad de limpieza
debido a que una de las láminas que soporta a los tubos, es
independiente de la coraza, de t a l manera que es posible extraer
de la coraza el haz completo de tubos para l a limpieza tanto
de la coraza COIT.~ de los tubos.Esto toma en cuenta la expansión
diferencial entre los tubos y la coraza.
,Cabeza flotante
,Cabeza flotante
t
Ihl
(C)
Intercambiadores de calor de dos pasos en los tubos, un paso en la coraza Y cabeza flotante. (a) Tipo de cabeza flotante internil con anillo dividido (b) Tipo de cabeza flotante con empaque externo. (c) Detalle de una cabeza flotante.
28
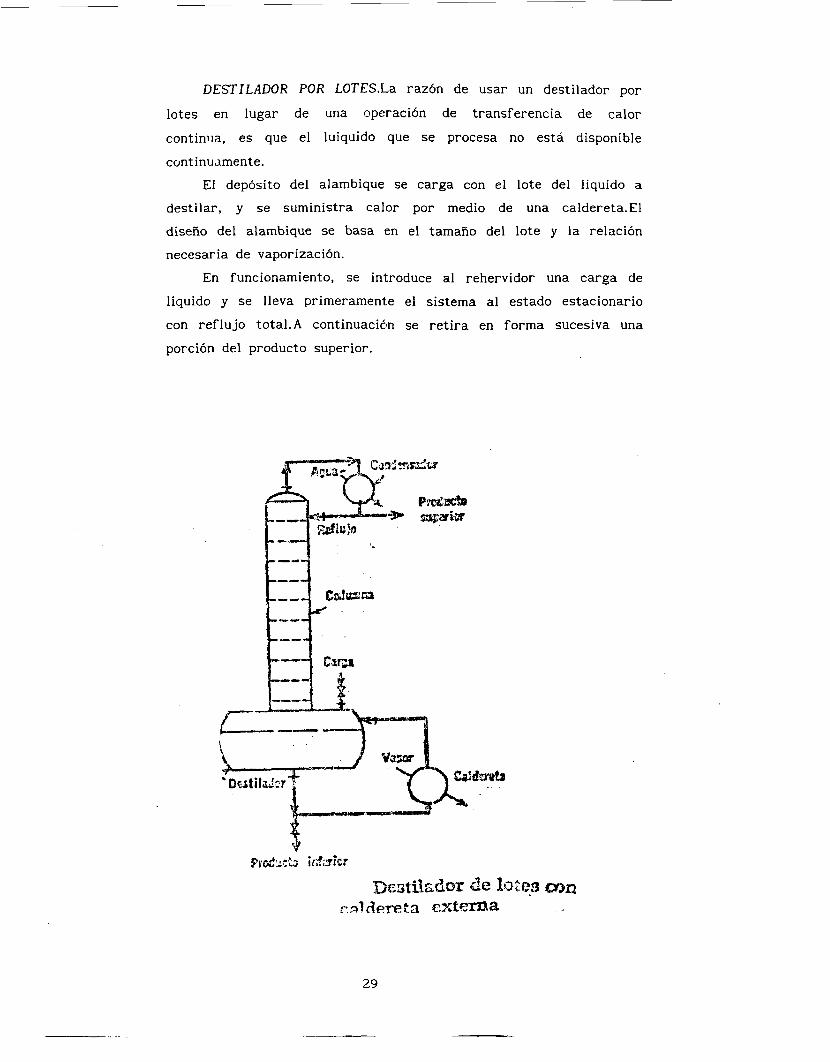
DESTILADOR POR LOTES.1-a razón de usar un destilador por
lotes en lugar de una operación de transferencia de calor
continiia, es que el luiquido que se procesa no está disponible
cont iniiamente.
El depósito del alambique se carga con el lote del liquido a
destilar, y se suministra calor por medio de una caldereta.El
diseño del alambique se basa en el tamaño del lote y la relación
necesaria de vaporización.
En funcionamiento, se introduce a l rehervidor una carga de
liquido y se lleva primeramente el sistema al estado estacionario
con reflujo tota1.A cont inuacih se r e t i r a en forma sucesiva una
porción del producto superior.
t -1
f - -
29
5.4.1.BOMBAS
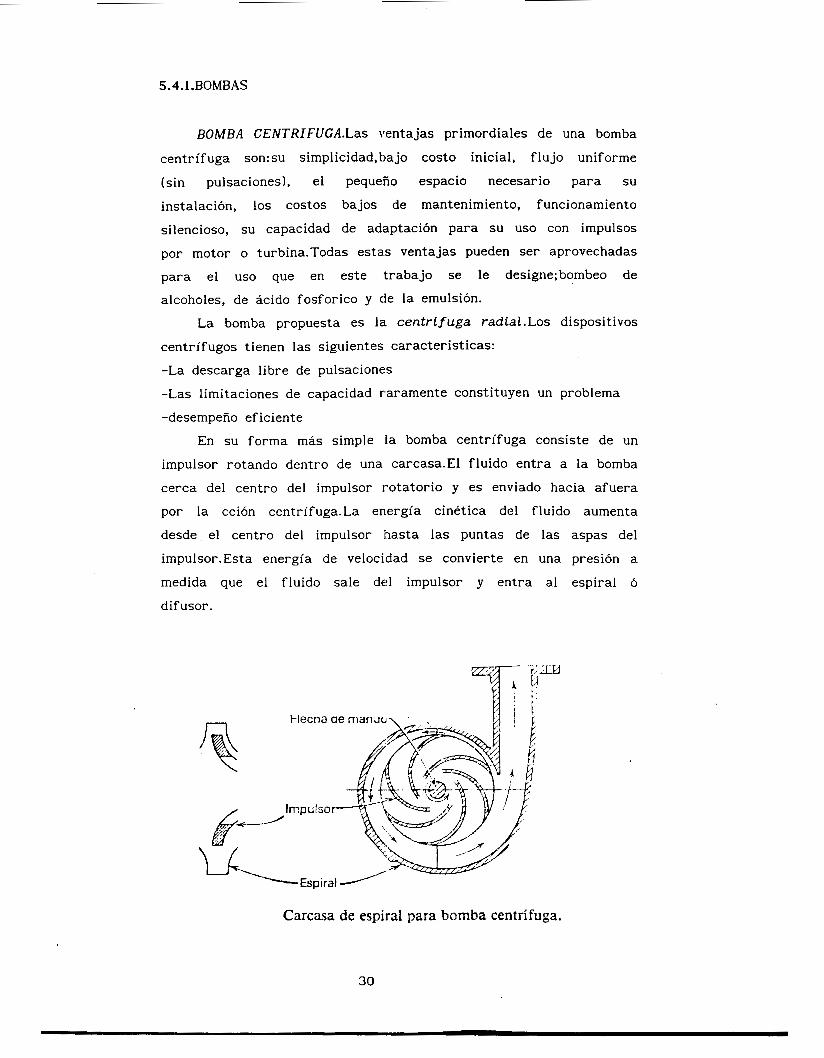
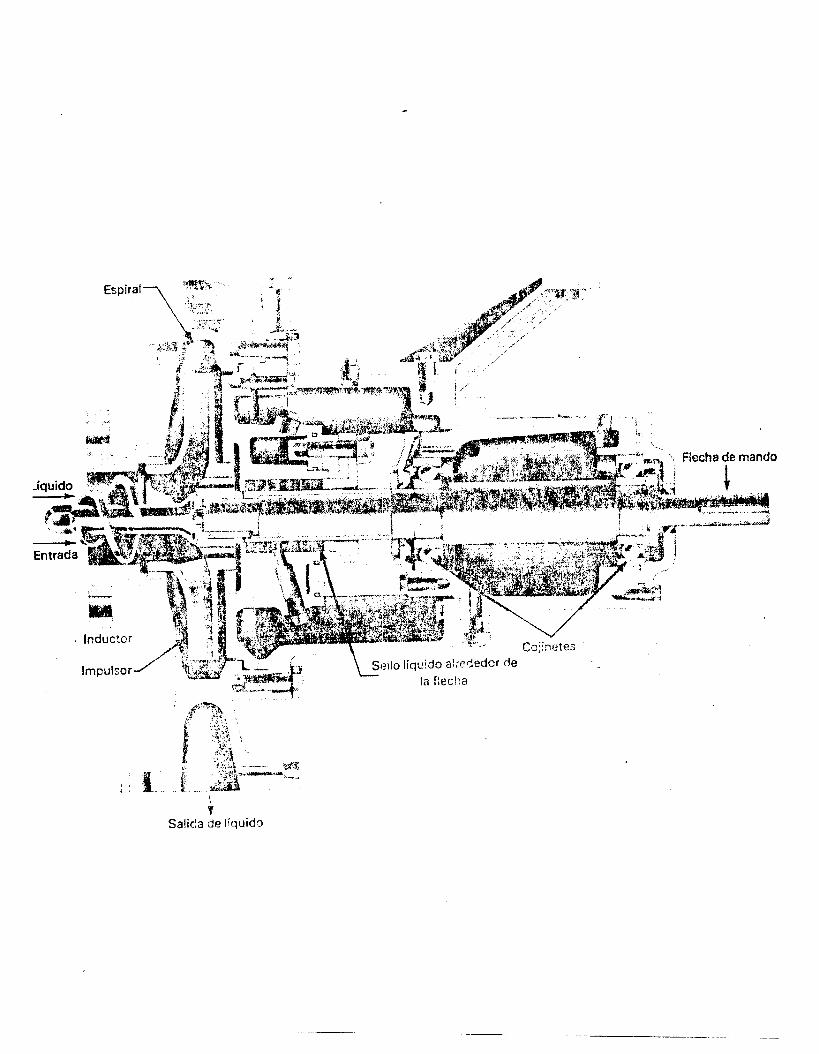
BOMBA CENTRIFUGA.Las ventajas primordiales de una bomba
centrífuga son: su simplicidad, bajo costo inicial, f lujo uniforme
(sin pulsaciones), el pequeño espacio necesario para su
instalación, los costos bajos de mantenimiento, funcionamiento
silencioso, su capacidad de adaptación para su uso con impulsos
por motor o turbina.Todas esta.s ventajas pueden ser aprovechadas
para el uso que en este t rabajo se le designe;bombeo de
alcoholes, de ácido fosforico y de l a emulsión.
La bomba propuesta es la cen t r i f uga radia¿.Los dispositivos
centrífugos tienen las siguientes caracteristicas:
-La descarga libre de pulsaciones
-Las limitaciones de capacidad raramente constituyen un problema
-desempeño eficiente
En su forma más simple la bomba centrífuga consiste de un
impulsor rotando dentro de una carcasa.El fluido entra a l a bomba
cerca del centro del impulsor rotatorio y es enviado hacia afuera
por l a cción centrífuga.La en.ergía cinética del fluido aumenta
desde el centro del impulsor hasta las puntas de las aspas del
impulsor.Esta energía de velocidad se convierte en una presión a
medida que el fluido sale del impulsor y entra a l espiral ó
difusor.
Carcasa de espiral para bomba centrífuga.
30
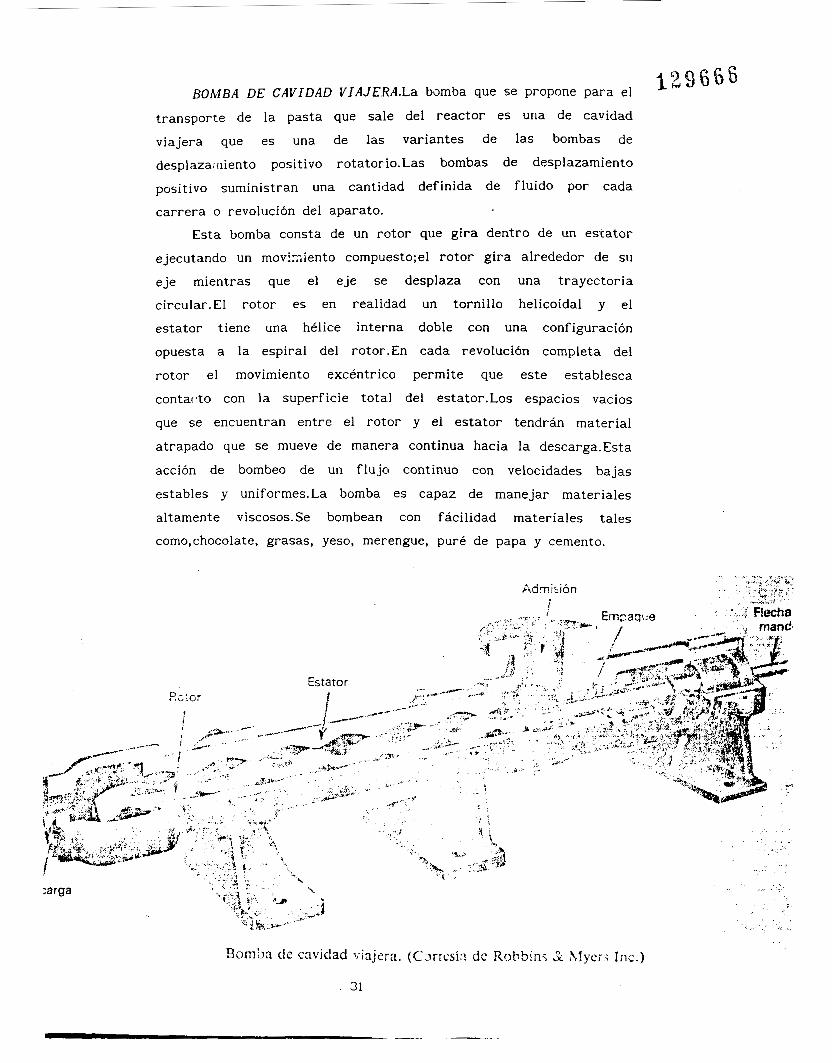
1 2 9 6 6 6 BOMBA DE CAVIDAD VfAJE.RA.La bomba que se propone para el
transporte de la pasta que sale del reactor es una de cavidad
viajera que es una de las; variantes de las bombas de
desplazairiiento positivo rotator io.Las bombas de desplazamiento
positivo suministran una cantidad definida de fluido por cada
ca r r e ra o revolución del aparato.
Esta bomba consta de un rotor que gira dentro de un esrator
ejecutando un movirniento compuesto;el rotor gira alrededor de su
e j e mientras que el eje SE: desplaza con una trayectoria
circular.El rotor es en realidad un tornillo helicoidal y el
estator tiene una hélice interna doble con una configuración
opuesta a la espiral del rotor.En cada revolución completa del
rotor el movimiento excéntrico permite que este establesca
contacto con la superficie total del estator.Los espacios vacios
que se encuentran entre el rotor Y el es ta tor tendrán material
atrapado que se mueve de manera continua hacia la descarga.Esta
acción de bombeo de un flujcl continuo con velocidades bajas
estables y uniformes.la bomba es capaz de manejar materiales
altamente viscosos. Se bombean con fácilidad materiales tales
como,chocolate, grasas, yeso, merengue, puré de papa y cemento.
Bomba de cavidad T;i2jera. (Cjrrcsí;i de Robbins 2 Xlyeij inc.)
31
5.4.2. VALVULAS
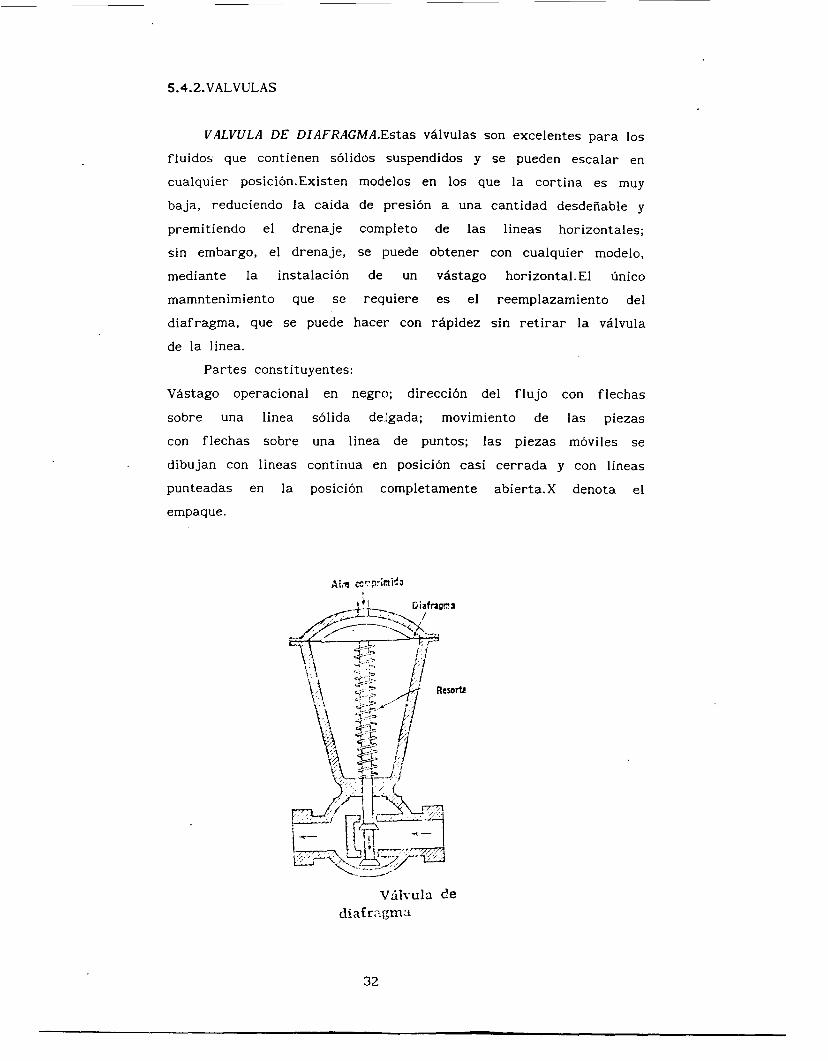
VALVULA DE DIAFRAGMA.Estas Válvulas son excelentes para los
fluidos que contienen sólidos suspendidos y se pueden escalar en
cualquier posición.Existen modelos en los que la cortina es muy
baja, reduciendo l a caida de presión a una cantidad desdeñable y
premitiendo el drenaje completo de las lineas horizontales;
sin embargo, el drenaje, se puede obtener con cualquier modelo,
mediante la instalación de un vástago horizontal.El único
mamntenimiento que se requiere es el reemplazamiento del
diafragma, que se puede hacer con rápidez sin r e t i r a r l a válvula
de la linea.
Par tes constituyentes:
Vástago operacional en negro; dirección del f lujo con flechas
sobre una linea sólida delgada; movimiento de las piezas
con flechas sobre una linea de puntos; las piezas móviles se
dibujan con lineas continua en posición casi cerrada y con lineas
punteadas en la posición completamente abierta. X denota el
empaque.
Válvula de diafriigrna
32
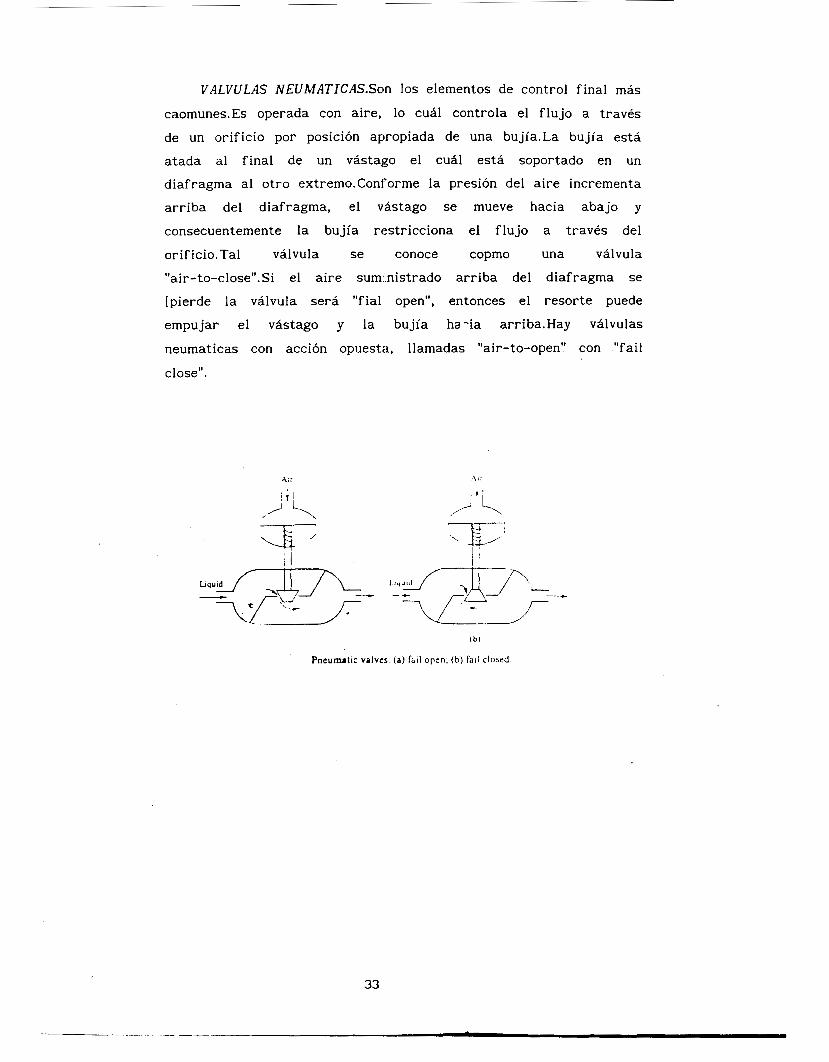
VALVCJLAS NEUMATICASSon los elementos de control final más
caomunes.Es operada con aire, lo cuál controla el f lujo a través
de un orificio por posición apropiada de una bujía.La bujía está
atada a l final de un vástago el cual está soportado en un
diafragma al otro extremo.Con!'orme l a presión del a i re incrementa
a r r iba del diafragma, el vástago se mueve hacia abajo y
consecuentemente la bujía restricciona el f lujo a través del
orificio.Ta1 válvula se conoce copmo una válvula
"air-to-close". Si el a i r e suministrado arr iba del diafragma se
[pierde l a válvula será "fial open", entonces el resor te puede
empujar el vástago y la bujía ha-ia arriba.Hay válvulas
neumaticas con acción opuesta, llamadas "air-to-open'' con "fail
close".
A.r : \ ir
í bl
PneunuIic valves ( a ) fail opcn. (b) fail closed
33
-- -
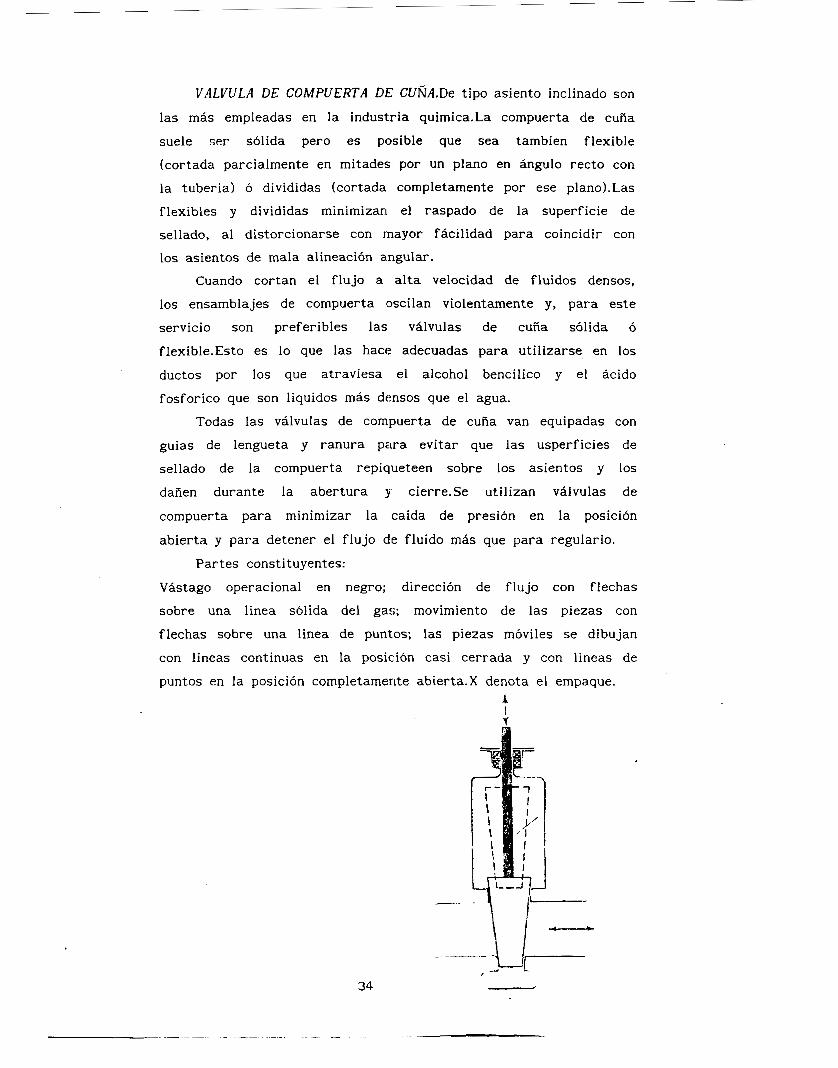
VALVULA DE COMPUERTA DE (XJÑA.De tipo asiento inclinado son
las más empleadas en l a industria quimica.La compuerta de cuña
suele Ser sólida pero es posible que sea tambien flexible
(cortada parcialmente en mitades por un plano en ángulo recto con
la tuberia) ó divididas (cortada. completamente por ese plano).Las
flexibles y divididas minimizan el raspado de la superficie de
sellado, al distorcionarse con mayor f ácilidad para coincidir con
los asientos de mala alineación a.ngular.
Cuando cortan el f lujo a a l t a velocidad de fluidos densos,
los ensamblajes de compuerta (oscilan violentamente y, para este
servicio son preferibles las válvulas de cuña sólida ó
flexible.Esto es lo que las hace adecuadas para utilizarse en los
ductos por los que atraviesa el alcohol bencilico y el ácido
fosforico que son liquidos más densos q u e el agua.
Todas las válvulas de compuerta de cuña van equipadas con
guias de lengueta y ranura para evitar que las usperficies de
sellado de l a compuerta repiqueteen sobre los asientos y los
dañen durante la aber tura y cierre.Se utilizan válvulas de
compuerta para minimizar la caida de presión en la posición
abier ta y para detener el f lujo de fluido más que para regularlo.
Par tes constituyentes:
Vástago operacional en negro; dirección de f lujo con flechas
sobre una linea sólida del gas; movimiento de las piezas con
flechas sobre una linea de puntos; las piezas móviles se dibujan
con lineas continuas en la posición casi cerrada y con lineas de
puntos en la posición completamente abierta.>( denota el empaque. 1. I Y
34
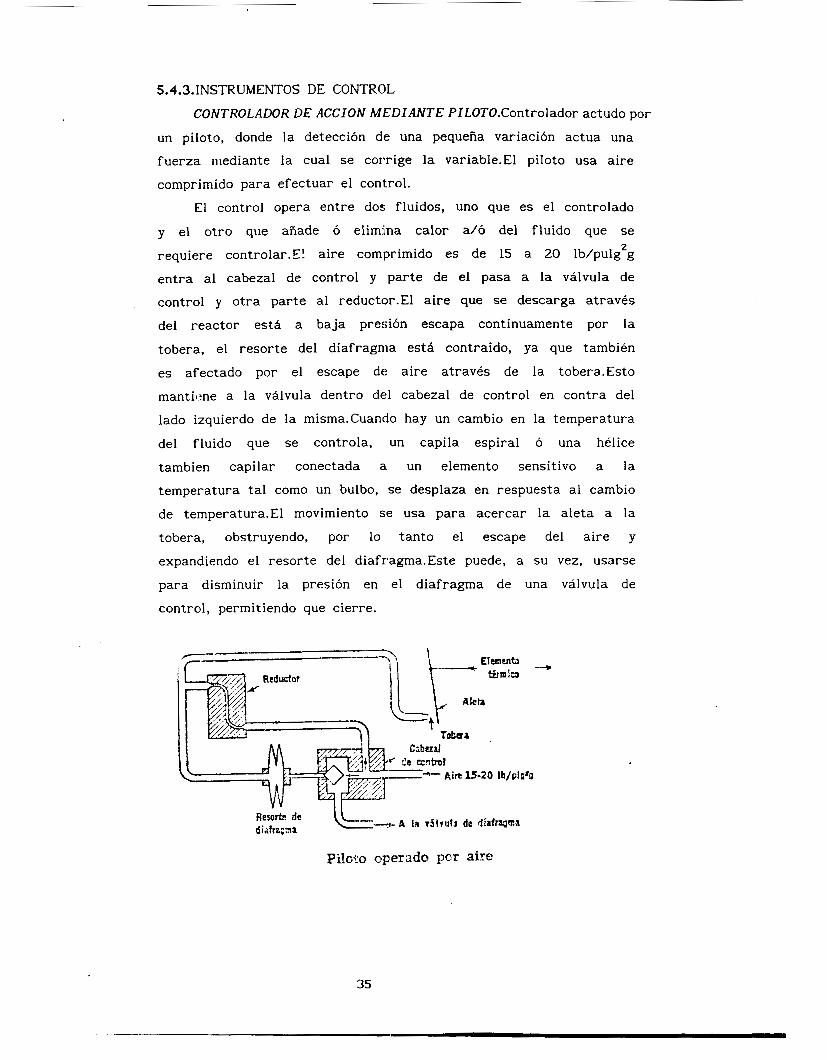
5.4.3.INSTRUMENTOS DE CONTROL CONTROLADOR DE ACCION MEDIANTE PILOTO.Contro1ador actudo por
un piloto, donde la detección de una pequeña variación actua una
fuerza mediante l a cual se corrige la variable.El piloto usa aire
comprimido para efectuar el control.
El control opera entre dos fluidos, uno que es el controlado
y el otro que añade Ó elimina calor a/ó del fluido que se
requiere controlar.E! a i re comprimido es de 15 a 20 lb/pulg2g
en t r a a l cabezal de control y par te de el pasa a l a válvula de
control y o t r a par te a l reductor.El aire que se descarga através
del reactor es tá a baja presión escapa continuamente por l a
tobera, el resor te del diafragma está contraido, ya que también
es afectado por el escape de a i r e através de la tobera.Esto
mantitme a la válvula dentro del cabezal de control en contra del
lado izquierdo de la misma.Cuando hay un cambio en la temperatura
del fluido que se controla, un capila espiral Ó una hélice
tambien capilar conectada a. un elemento sensitivo a la
temperatura tal como un bulbo, se desplaza en respuesta al cambio
de temperatura.El movimiento se usa para acercar la aleta a la
tobera, obstruyendo, por lo tanto el escape del a i re y
expandiendo el resorte del diafragma.Este puede, a su vez, usarse
para disminuir la presión en el diafragma de una válvula de
control, permitiendo que cierre.
Resorte dc diafrapu
Piloto operado pvr aire
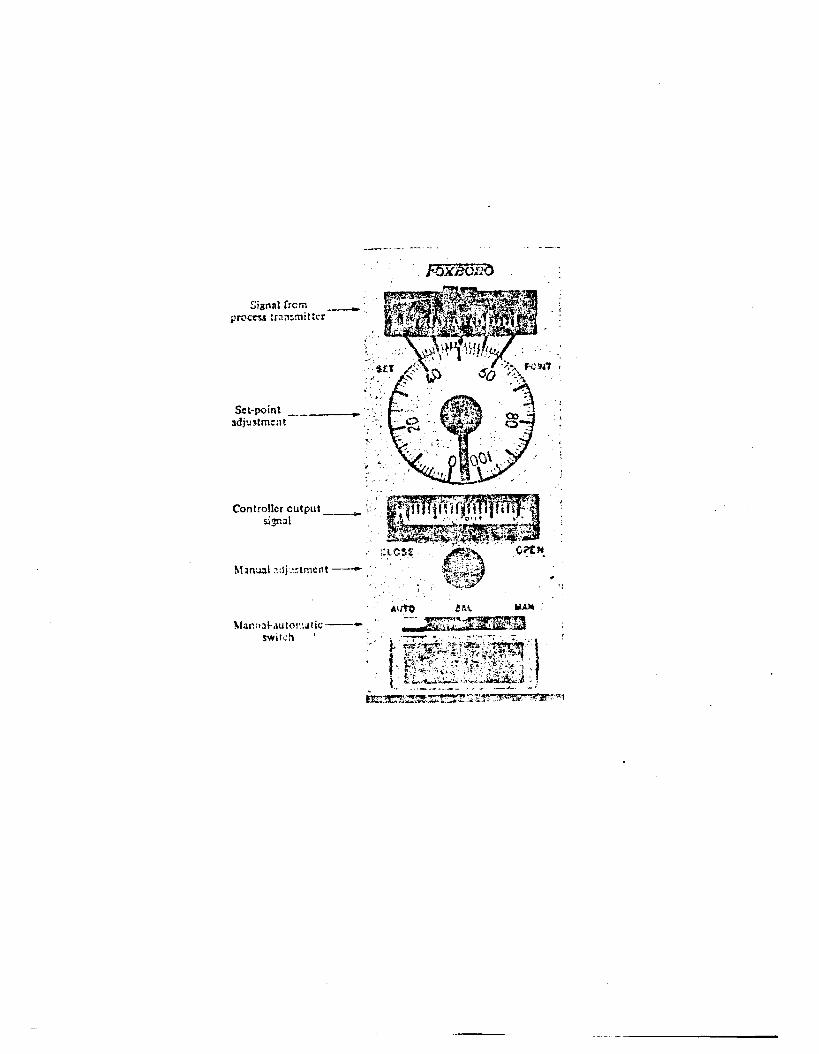
Signal frcn - proceu :nn:mil:cr
Stt-point ~
adjustmeiit
Controller output __9
Y p i d
!.íanai .:ljL*itnient -*
. . . .
switch '
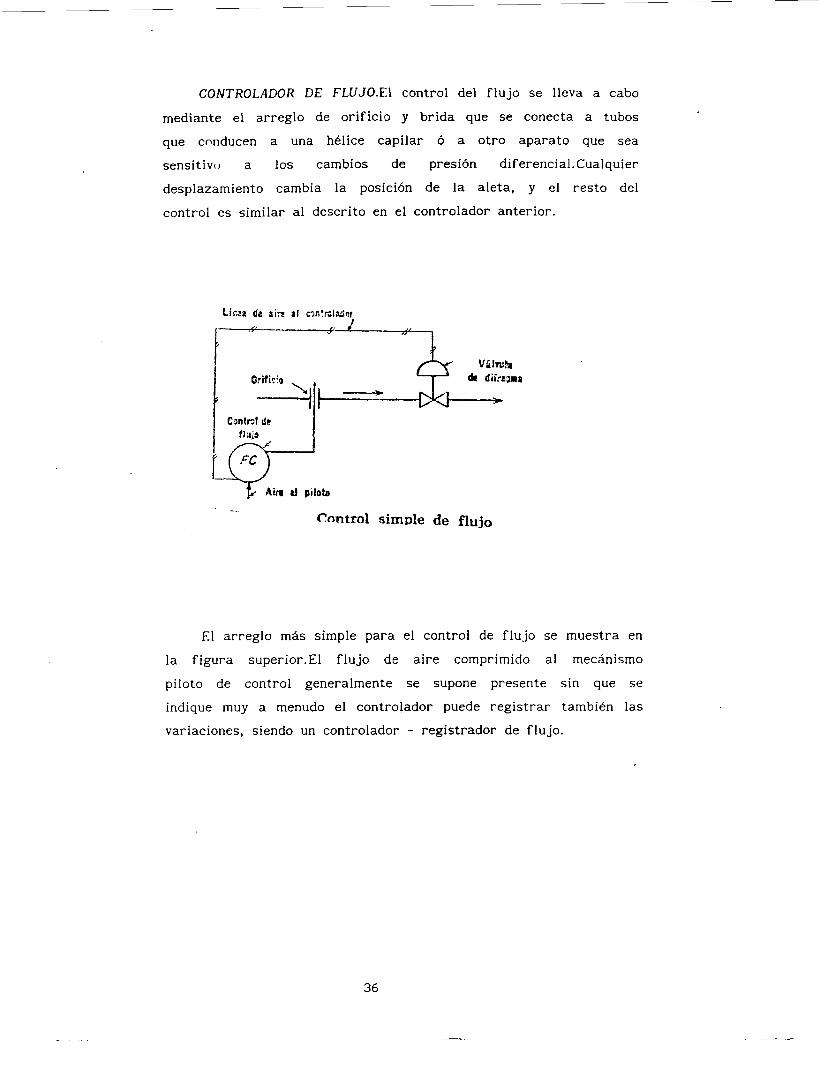
CONTROLADOR DE FLUJO.E:l control del f lujo se lleva a cabo
mediante el arreglo de orificio y brida que se conecta a tubos
que conducen a una hélice capilar Ó a otro aparato que sea
sensitivo a los cambios de presión diferenciai.Cuaiquier
desplazamiento cambia la posición de l a aleta, y el resto del
control es similar al descrito en el controlador anterior.
Aim d pilob - Cnntrnl simple de flujo
El arreglo más simple para el control de f lujo se muestra en
la figura superior.El f lujo de aire comprimido al mecánismo
piloto de control generalmente se supone presente sin que se
indique muy a menudo el controlador puede regis t rar también las
variaciones, siendo un controlador - registrador de flujo.
36
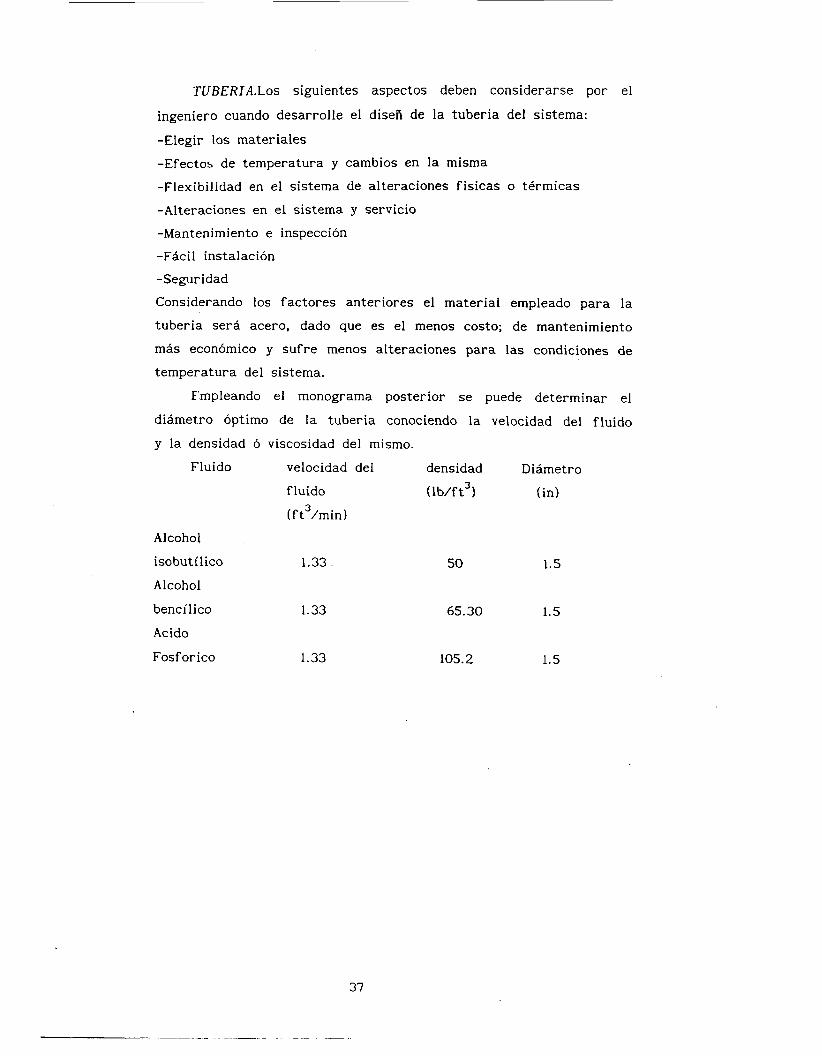
TUBERIA.Los siguientes aspectos deben considerarse por el
ingeniero cuando desarrolle el diseñ de la tuberia del sistema:
-Elegir los materiales
-Efectos de temperatura y cambios en la misma
-Flexibilidad en el sistema de alteraciones fisicas o térmicas
-Alteraciones en el sistema y servicio
-Mantenimiento e inspección
-Fácil instalación
-Seguridad
Considerando los factores anteriores el material empleado para l a
tuberia será acero, dado que es el menos costo; de mantenimiento
más económico y su f re menos alteraciones pa ra las condiciones de
temperatura del sistema.
E'mpleando el monograma posterior se puede determinar el
diámetro óptimo de la tuberia conociendo la velocidad del fluido
y l a densidad Ó viscosidad del mismo.
Fluido velocidad del densidad Diámetro
fluido ( lb/f t3) í in)
íft3/min)
Alcohol
isobutílico
Alcohol
bencílico
Acido
Fosf orico
1.33. 50 1.5
1.33 65.30 1.5
1.33 105.2 1.5
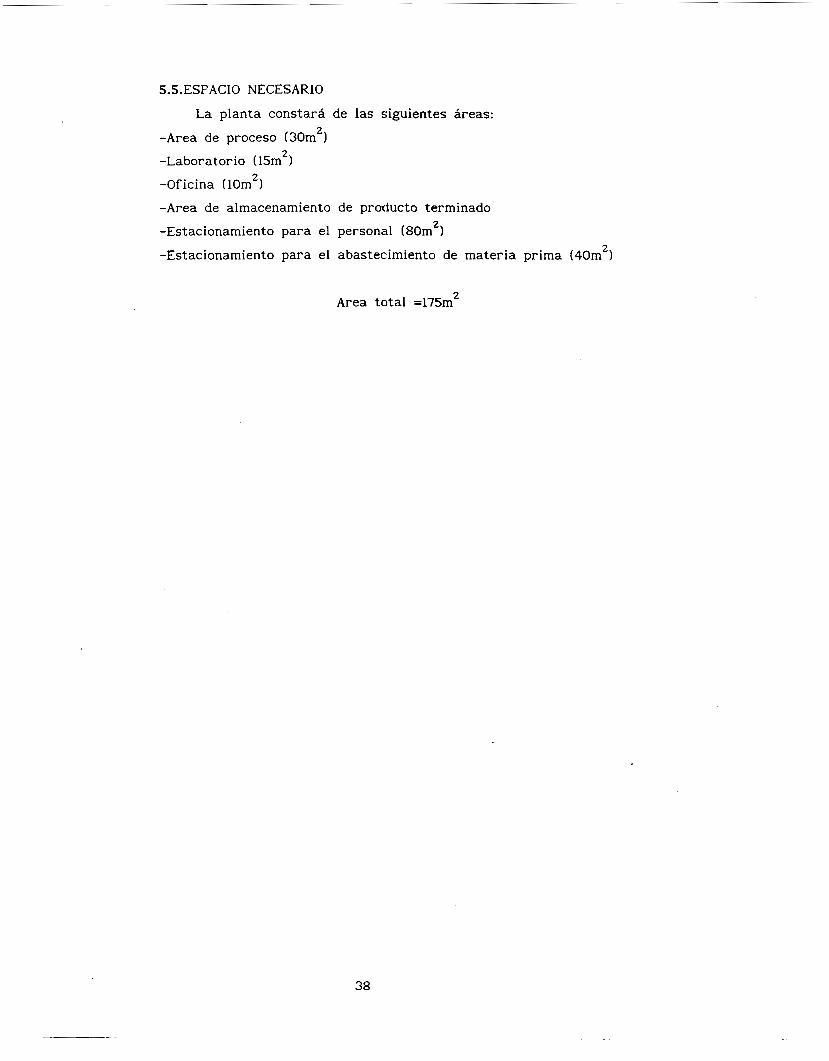
5.5.ESFACIO NECESARIO
La planta constará de lac siguientes áreas: 2 -Area de proceso (30m
-Laboratorio (15m2)
-Oficina (lorn2)
-Area de almacenamiento de producto terminado -Estacionamiento para el personal (80m 2 1
-Estacionamiento para el abastecimiento de materia prima (40m 2 )
2 Area total =175m
38
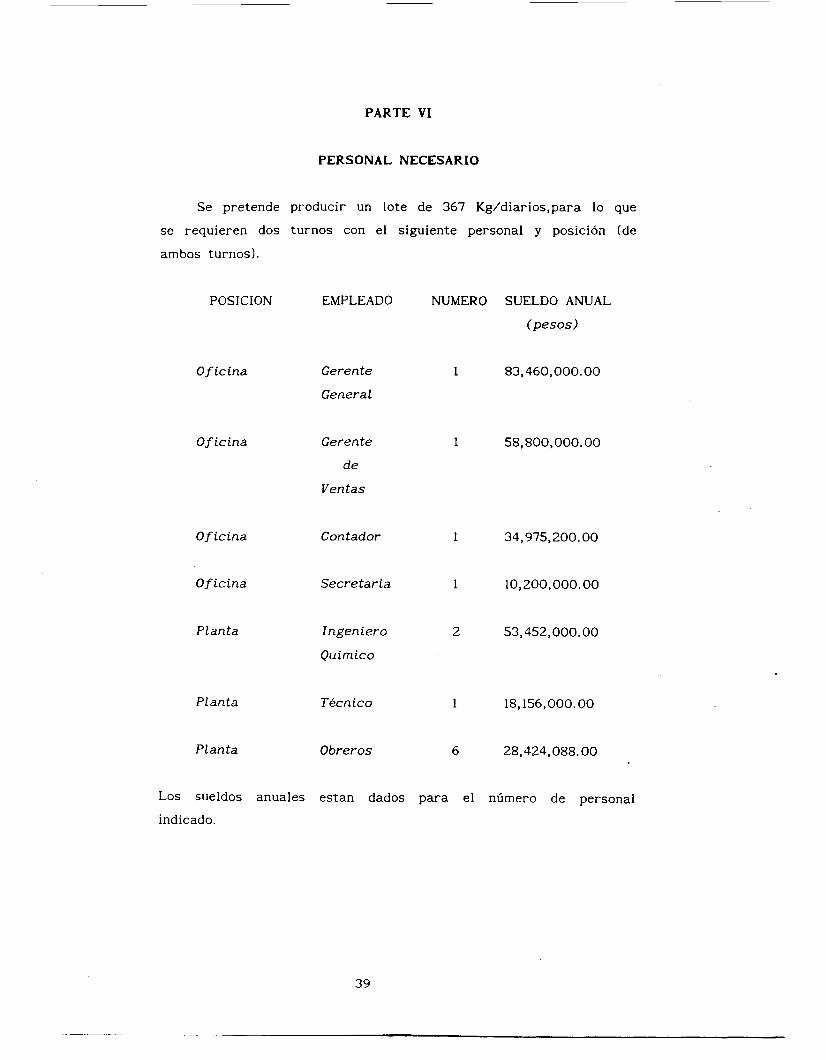
PARTE VI
PERSONAL NECESARIO
Se pretende
se requieren dos
ambos turnos).
POSICION
Oficina
Oficina
Oficina
Oficina
Planta
Planta
Planta
producir un lote de 367 Kg/diarios,para lo que
turnos con el siguiente personal y posicióii (de
EMPLEADO NUMERO SUELDO ANUAL
(pesos)
Gerente 1 83,460,000.00
General
Gerente 1 58,800,000.00
d e
Ventas
Contador
Secretaria
Ingeniero
Quimico
1 34,975,200.00
1 10,200,000.00
2 53,452,000.00
Técnico 1 18,156,000.00
Obreros 6 28,424,088.00
Los sueldos anuales estan dados para el número de personal
indicado.
39

Actividad Personal
I-Carga del reactor Obreros
11-Ref lujo y adición
de la emulsión Obreros
111-Descarga del reactor Obreros
y lavado
IV-Carga, secado y descarga
al secador Obreros
Técnico
V-Tableteado y carga a l
calcinador Obreros
VI-Ca1cinación;descarga y
limpieza del horno Obreros
VII-Destilación Técnico
Número
2
2 (los anteriores)
L (los anteriores)
2
1
2 (uno de los anteriores)
1 (los anteriores)
Un ingeniero por cada turno para supervisar el proceso.
40
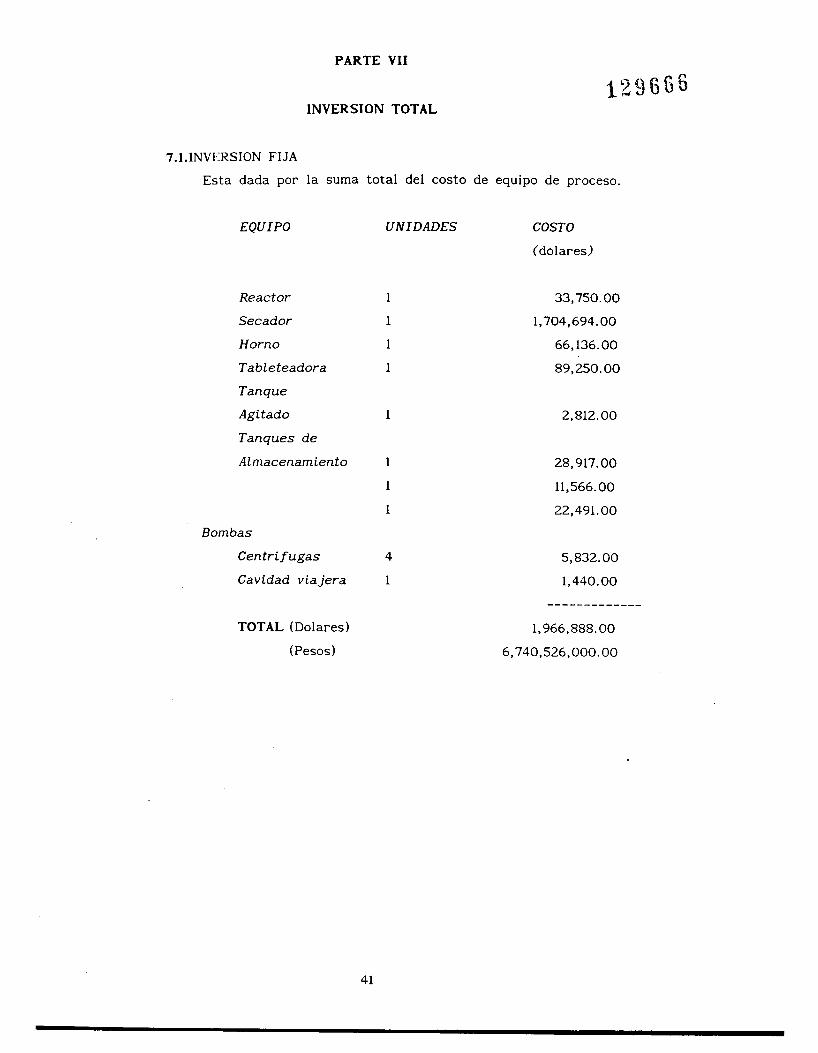
PARTE VI1
INVERSION TOTAL
7.1.INVI:RSION FIJA
Esta dada por l a suma total del costo de equipo de proceso.
EQUIPO
Reactor
Secador
Horno
Tab1 eteadora
Tanque
Agitado
T a n q u e s d e
Al rnacenarniento
Bombas
Centr i f u g a s
Cavidad v ia j e ra
TOTAL (Dolares)
(Pesos)
UNIDADES COSTO
(dolares)
1
4
1
33,750.00
1,704,694.00
66,136.00
89,250.00
2,812.00
28,917.00
11,566.00
22.491.00
5,832.00
1,440.00
_ _ _ - - _ _ _ _ _ _ _ _
1,966,888.00
6,740,526,000.00
41
7.2.CAPITAL DE TRABAJO
Se considera el 20% de la Inversión f i j a para casos en que
l a materia prima y el equipo son costosos.En este caso se utiliza
equipo de acero inoxidable de alto costo.
C a p i t a l de trabajo = 0.20 * Inversión f i j a
C a p i t a l d e trabajo = 1,349,600,000.00 (pesos)
7.4.GANANCIA ANUAL
Para determinar la ganancia anual se calcula el costo d e
producción,que esta dado por los siguientes factores:
-Mano de obra indirecta
-Materiales indirectos
-Mano de obra directa
-Materiales directos
cuya suma asciende a
1,392,278,088.00 ( P e s o s ) CAPACIDAD M I N I M A
2,333,998,088.00 ( P e s o s ) CAPACIDAD M E D I A
3,313,728,088.00 ( P e s o s ) CAPACIDAD M A X I M A
suponiendo una ganancia anual del 60% del costo de producción
tenemos:
835,362,000.00 ( P e s o s ) CAPACIDAD M I N I M A
1,400,340,000.00 ( P e s o s ) CAPACIDAD M E D I A
1,988,220,000.00 ( P e s o s ) CAPACIDAD M A X I M A
7.3.TASA DE RETORNO
La tasa de retorno está dada como se muestra a
continuación :
/ CTC) * 100 NNP -+ ABD
i = (A
donde
i :tasa de retorno;
ANNP : ganacia neta;
ABD : depreciación;
: monto de la inversión total; ‘TC
42
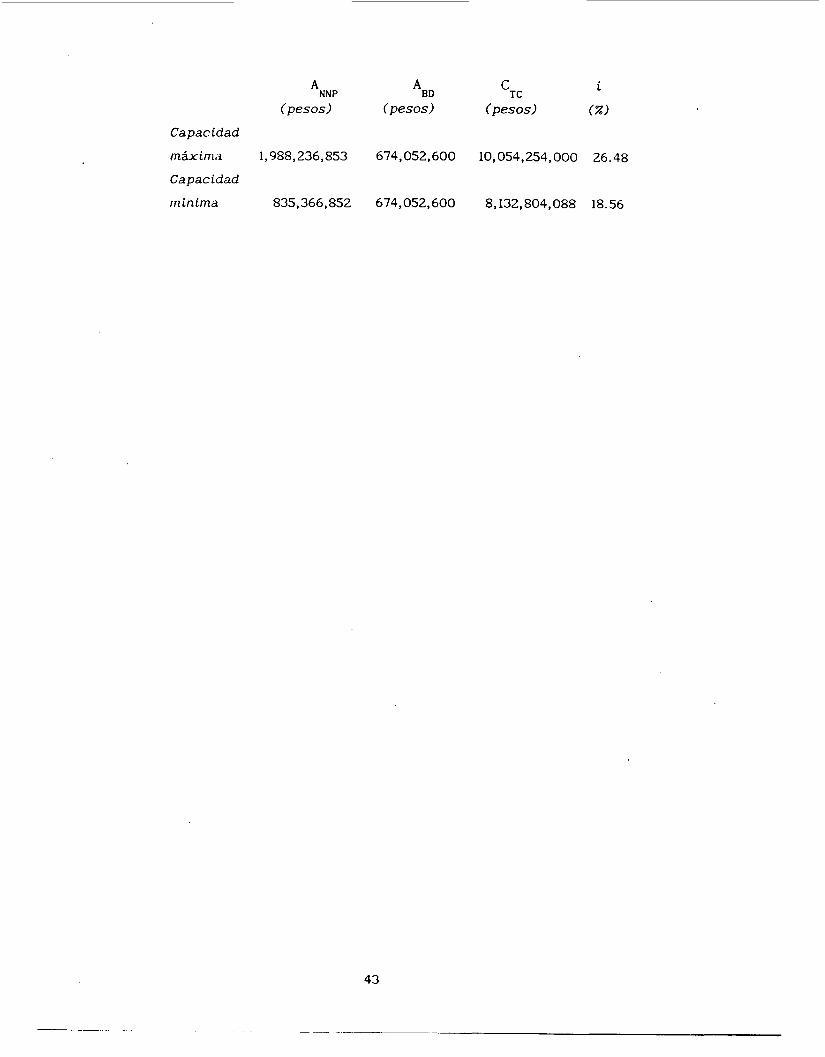
i TC
A"P C
( p e s o s ) ( p e s o s ) ( p e s o s ) (%I Capacidad
m á x i m a 1,988,236,853 674,052,600 10,054,254,000 26.48
Capacidad
minima 835,366,852 674,052,600 8,132,804,088 18.56
A P E N D I C E A
44
.. .
RESULTADOS E X P E R I M E N T A L E S
I-PROCEDIMEINTOS EXPERIMENTALES
FUSION.
Razón P/V =l.Se t r i turarón 5gr de VzOs (0.0275 moles) y la
cantidad necesaria de NH4HzP04 (0.055) para cumplir la razón P/V
deseada, por separado.Se mezclarón y l a mezcla resultante se
llevó a reacción a temperatura de 200°C bajo un f lujo de
oxigenc ?or 4 hrs.La temperatura se aumento por 4 h r s en la misma
atmosf era .
Conforme t ranscurre la reacción el producto va tomando un
color verde oscuro.
La calcinación se lleva a cabo bajo un f lujo de oxigeno a
una temperatura de 6OO0C por un período de 12 hrs.
Masa de producto antes de l a calcinación : 9.0 gr
Masa del producto después de calcinar : 8.9 gr
RAZON P/V=l.l Y P/V=0.9.E1 procedimiento experimental fué el
mismo que el anterior,teniendo como variante la cantidad de
NH4HzP04 para cumplir la razón deseada.
P/V
1.1
Masa de NH4HzP04 (gr): 6.94
Masa de producto antes de la calcinación (gr): 9.25
Masa del producto después de calcinar (gr): 9.1
o. 9
5.69
7.8
7.8
M E D I O ORGANICO.
Razón P/V=l.Se colocan 5gr de VzOs (0.0274 moles).Se agregan 10
ml de alcohol isobutílico con agitación constante y 6.66ml de
alcohol bencílico.La suspensión se agita y ref l u j a 2.5hrs, hasta
que se disuelve el Vz0s.Posteriormente se agregan 3.21111 de H3P04
al 85%, cantidad necesaria para cumplir la relación
deseada,emulsif icados en 11. lml de alcohol isobutílico (la
emulsión se agita constantemente por lOmin).Una vez que se
adiciona la emulsión se mantiene una agitación constante,
formandose una pasta.La pasta se seca a 60°C.E1 producto seco
calcina por aumento lento de temperatura de 300-500°C durante 5
h r s bajo un f lujo continuo de aire.
se
45
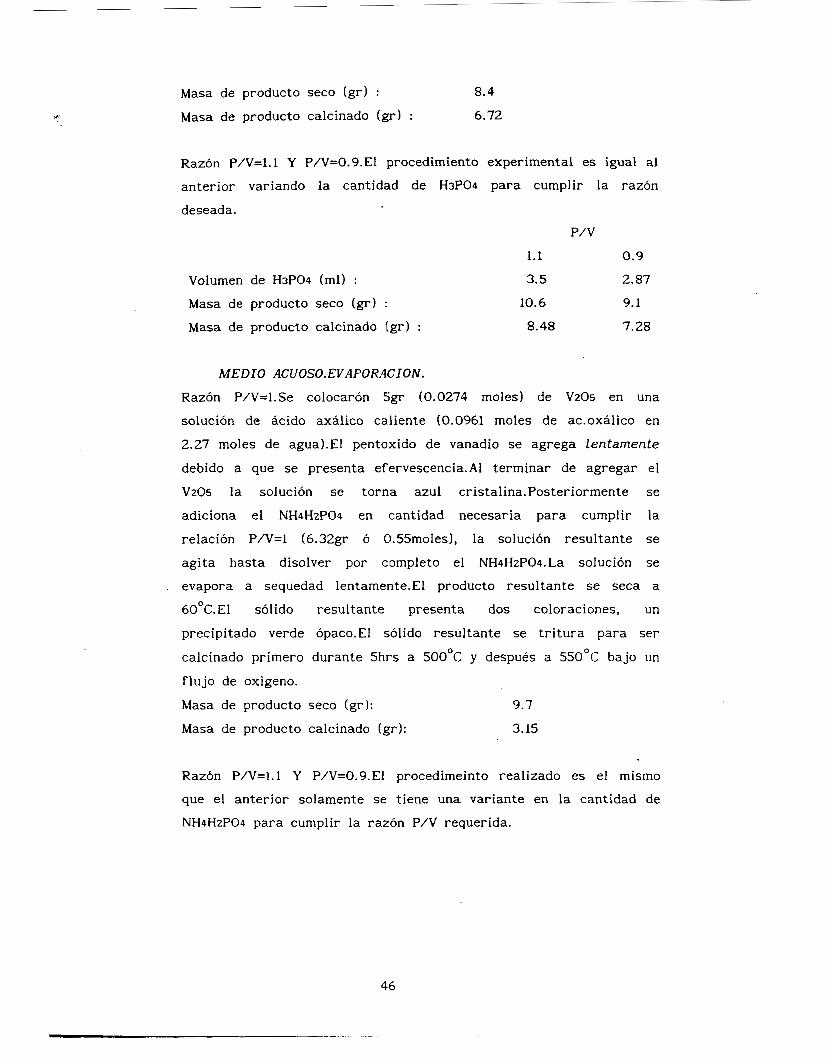
Masa de producto seco (gr) : 8.4
Masa de producto calcinado (gr) : 6.72
Razón P/V=l.l Y P/V=0.9.E1 procedimiento experimental es igual al
anterior variando l a cantidad de H3P04 para cumplir la razón
deseada.
P/V
1.1 0.9
Volumen de H3P04 (mi) : 3.5 2.87
Masa de producto seco (gr) :: 10.6 9.1
Masa de producto calcinado (gr) : 8.48 7.28
M E D I O ACUOSO.EVAPORACION.
Razón P/V=l.Se colocarón Sgr (0.0274 moles) de V2Os en una
solución de ácido axálico caliente (0.0961 moles de ac.oxálico en
2.27 moles de agua).El pentoxido de vanadio se agrega lentamente
debido a que se presenta efervescencia.Al terminar de agregar el
V20S la solución se torna azul cristalina. Posteriormente se
adiciona el NH4HzP04 en cantidad necesaria para cumplir la
relación P/V=l (6.32gr Ó 0.55moles), l a solución resultante se
agita hasta disolver por completo el NH4H2P04. La solución se
evapora a sequedad 1entamente.El producto resultante se seca a
60°C.E1 sólido resultante presenta dos coloraciones, un
precipitado verde ópaco.El sólido resultante se t r i t u ra para ser
calcinado primero durante 5hrs a 5OO0C y después a 550°C bajo un
f lujo de oxigeno.
Masa de producto seco (gr):
Masa de producto calcinado (gr):
9.7
3.1s
Razón P/V=l. 1 Y P/V=0.9.E1 procedimeinto realizado es el mismo
que el anterior solamente se tiene una variante en la cantidad de
NH4HzP04 para cumplir la razth P/V requerida.
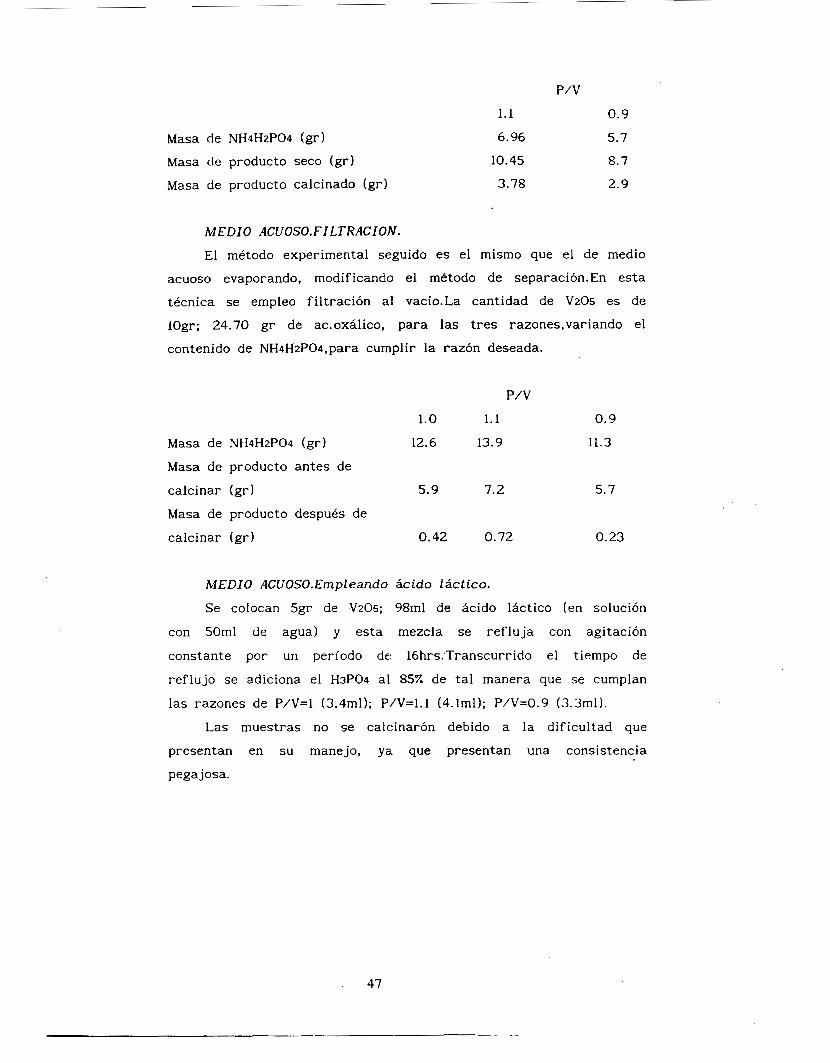
Masa de NH4HzP04 (gr)
Masa de producto seco (gr)
Masa de producto calcinado (gr)
P/V
1.1 O. 9
6.96 5.7
10.45 8.7
3.78 2.9
M E D I O ACUOSO.FILTRACION. El método experimental seguido es el mismo que el de medio
acuoso evaporando, modificando el método de separación. En esta
técnica se empleo filtración a l vacio.La cantidad de VzO5 es de
IOgr; 24.70 gr de ac.oxálico, para las tres razones,variando el
contenido de NH4HzP04, para cumplir la razón deseada.
P/V
1.0 1.1 o. 9
Masa de NH4HzP04 (gr) 12.6 13.9 11.3
Masa de producto antes de
calcinar (gr) 5.9 7.2 5.7
Masa de producto después de
calcinar (gr) O. 42 0.72 O. 23
M E D I O ACUOSO.Empleando ácido láctico.
Se colocan 5gr de VzOs; 98ml de ácido láctico (en solución
con 50ml de agua) y es ta mezcla se ref luja con agitación
constante por un período de: 16hrs.Transcurrido el tiempo de
reflujo se adiciona el H3P04 al 85% de tal manera que se cumplan
las razones de P/V=1 (3.4ml); P/V=1.1 (4.1ml); P/V=0.9 (3.3ml).
Las muestras no se calcinarón debido a la dificultad que
presentan en su manejo, ya que presentan una consistencia
pegajosa.
47
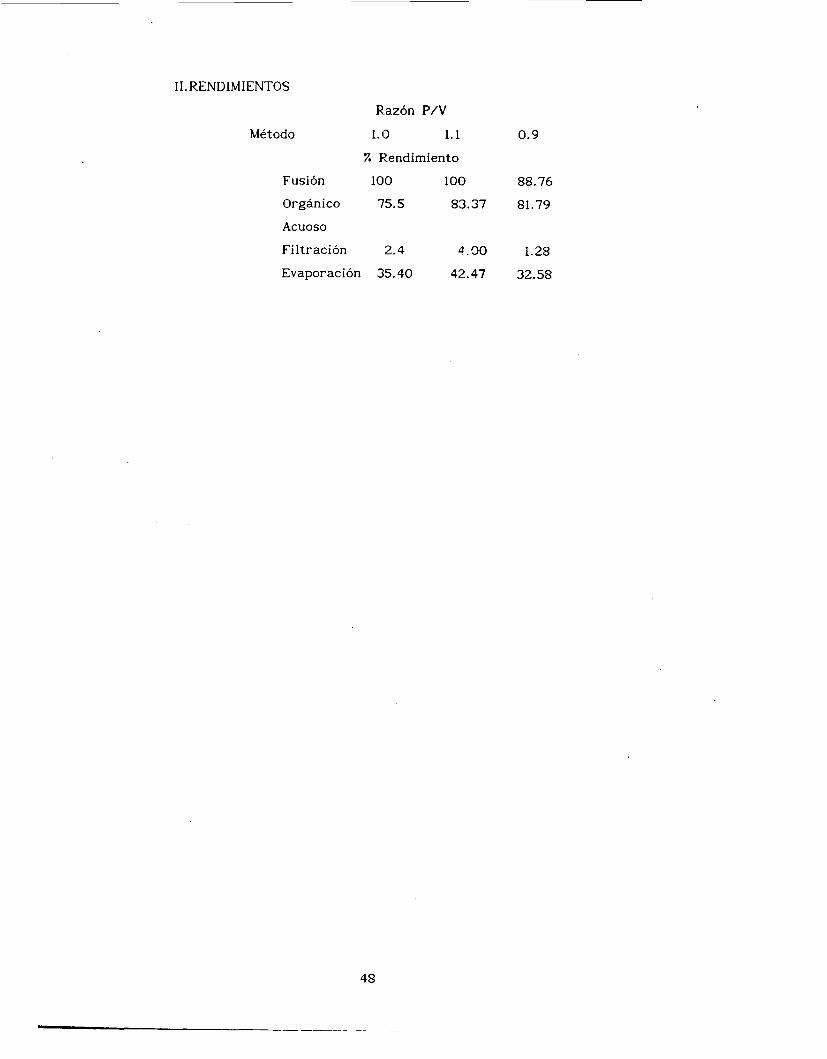
11. RENDIMIENTOS R.azón P/V
Método 1.0 1.1 O. 9
X Rendimiento
Fusión 100 100 88.76
Orgánico 75.5 83.37 81.79
Acuoso
Filtración 2.4 4 .30 1.28
Evaporación 35.40 42.47 32.58
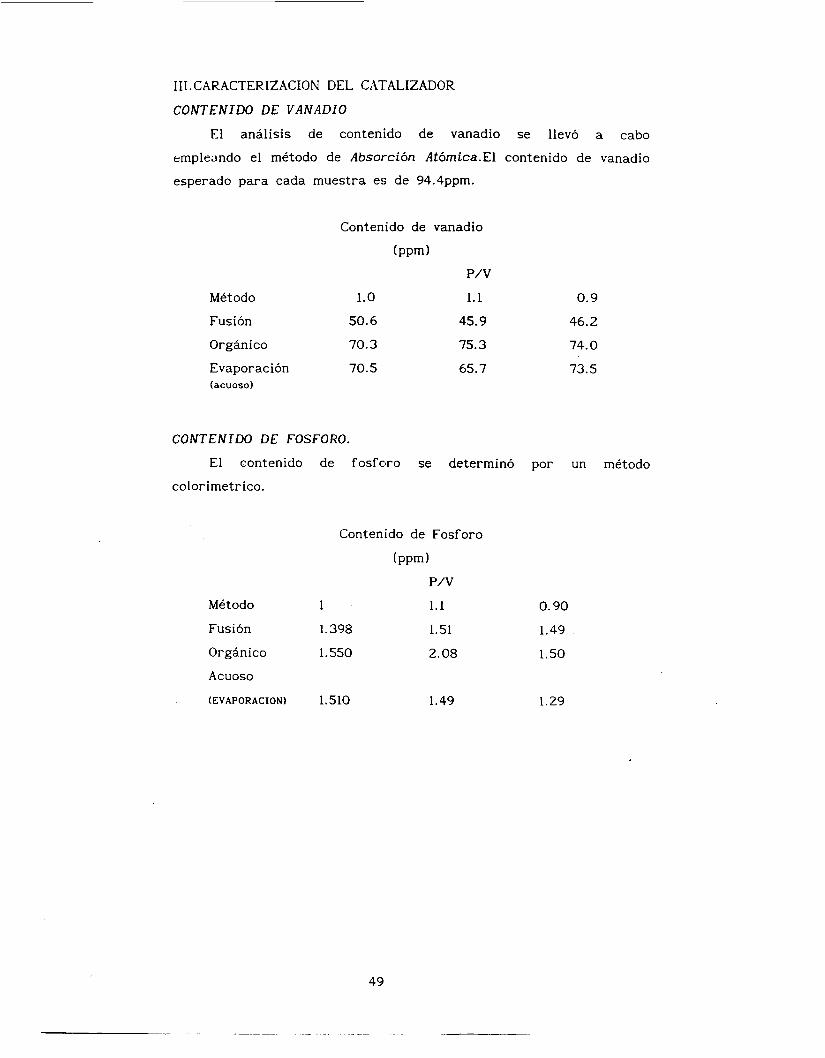
111. CARACTERIZACION DEL ChTALIZADOR
CONTENIDO D E VAN AD IO
El análisis de contenido de vanadio se llevó a cabo
empleando el método de Absorción Atómica.El contenido de vanadio
esperado para cada muestra es de 94.4ppm.
Contenido de vanadio
( PPm P/V
Método 1.0 1.1
Fusión 50.6 45.9
Orgánico 70.3 75.3
Evaporación 70.5 65.7 (acuoso)
o. 9
46.2
74.0
73.5
CONTENIDO D E FOSFORO.
El contenido de fosforo se determinó por un método
colorimetrico.
Método 1
Fusión 1.398
Orgánico 1.550
Acuoso
(EVAPORACION) 1.510
Contenido de Fosforo
(PPm)
P/V
1.1
1.51
2.08
1.49
o. 90
1.49
1.50
1.29
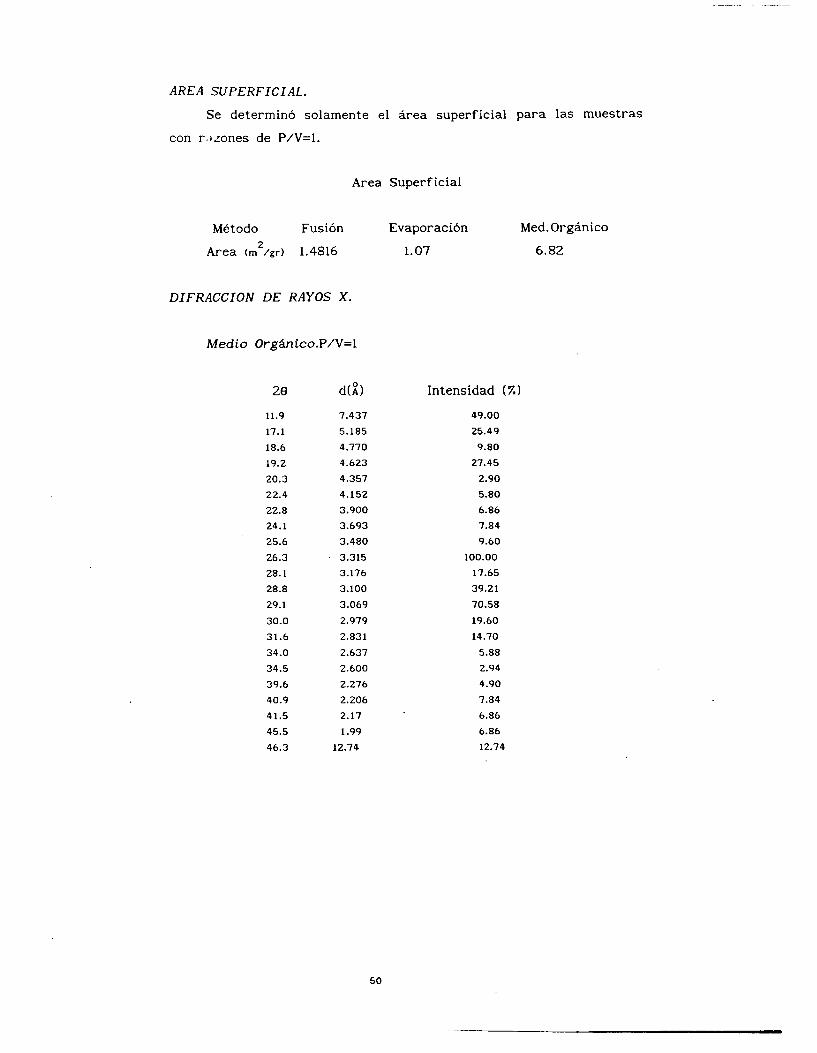
AREA SUPERFICIAL.
Se determinó solamente el á r ea superficial para las muestras
con r.iLones de P/V=1.
ze 11.9 17.1 18.6 19.2 20.3 22.4 22.8 24.1 25.6 26.3 28.1 28.8 29.1 30.0 31.6 34.0 34.5 39.6 40.9 41.5 45.5 46.3
d(A)
7.437 5.185 4.770 4.623 4.357 4.152 3.900 3.693 3.480 3.315 3.176 3.100 3.069 2.979 2.831 2.637 2.600 2.276 2.206 2.17 1.99
12.74
Area Superficial
Método Fusión Evaporación Med. Orgánico
1.07 6.82 2 Area (m /gr) 1.4816
DIFRACCION D E RAYOS X .
Medio Orgánico.P/V=l
Intensidad ( X I
49.00 25.49 9.80 27.45 2.90 5.80 6.86 7.84 9.60
100.00 17.65 39.21 70.58 19.60 14.70 5.88 2.94 4.90 7.84 6.86 6.86 12.74
50
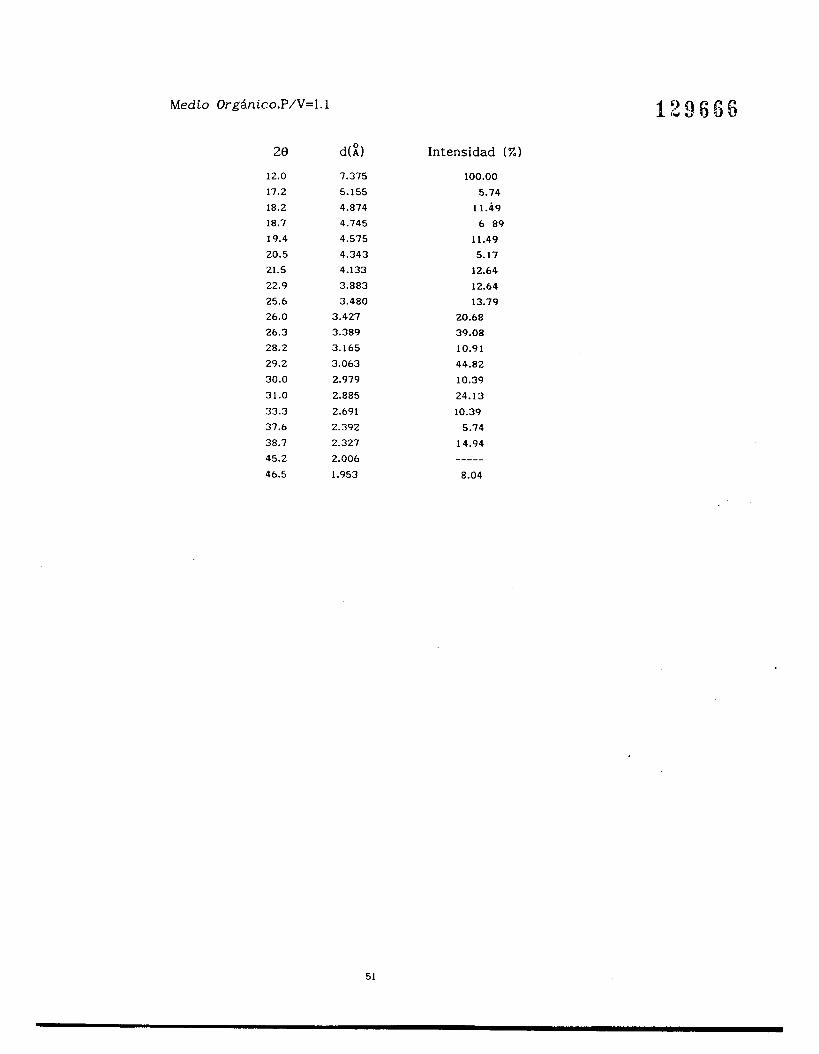
Medio Organico.P/V=l. 1
12.0 7.375 17.2 5.155 18.2 4.874 18.7 4.745 19.4 4.575 20.5 4.343 21.5 4.133 22.9 3.883 25.6 3.480 26.0 3.427 26.3 3.389 28.2 3.165 29.2 3.063 30.0 2.979 31.0 2.885 33.3 2.691 37.6 2.392 38.7 2.327 45.2 2.006 46.5 1.953
Intensidad (%I 100.00
5.74 11.49 6 89
11.49 5.17 12.64 12.64 13.79
20.68 39.08 10.91 44.82 10.39 24.13 10.39 5.74 14.94
8.04
51
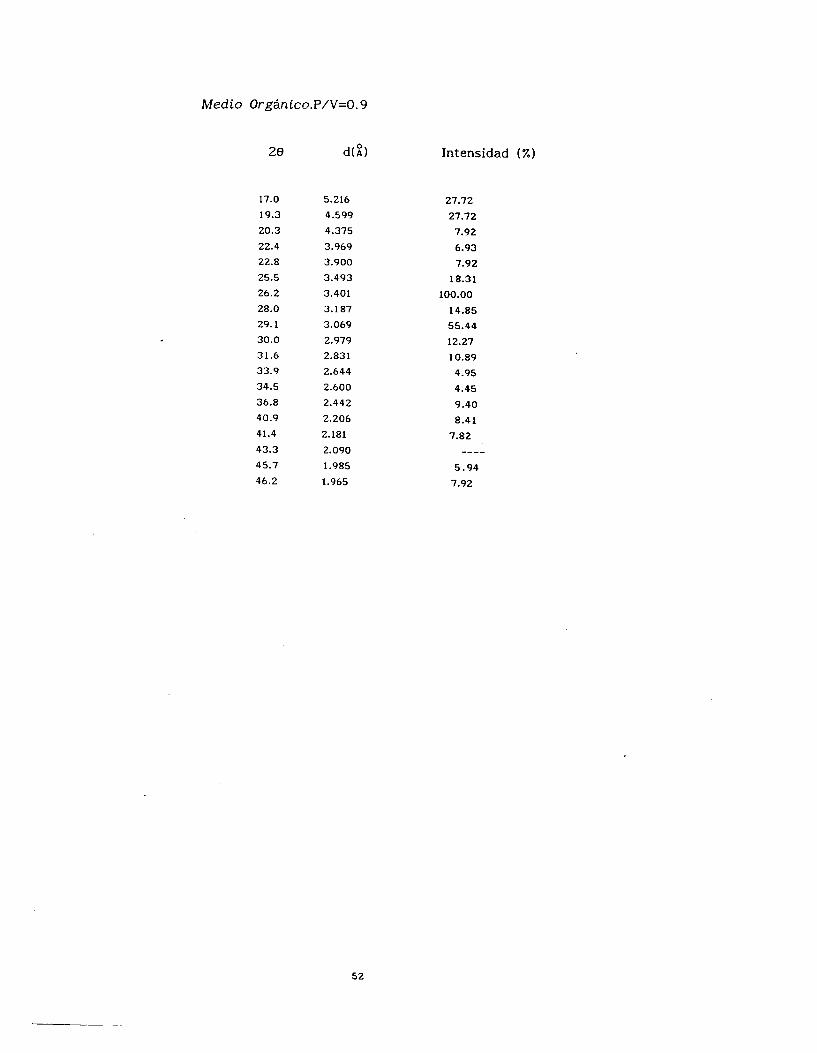
Medio Orgánico.P/V=0.9
17.0 5.216 19.3 4.599 20.3 4.375 22.4 3.969 22.8 3.900 25.5 3.493 26.2 3.401 28.0 3.187 29.1 3.069 30.0 2.979 31.6 2.831 33.9 2.644 34.5 2.600 36.8 2.442 40.9 2.206 41.4 2.181 43.3 2.090 45.7 1.985 46.2 1.965
Intensidad ( % I
27.72 27.72 7.92 6.93 7.92 18.31
100.00 14.85 55.44 12.27 10.89 4.95 4.45 9.40 8.41 7.82
--__ 5.94 7.92
52
I I I
... ...
I
,
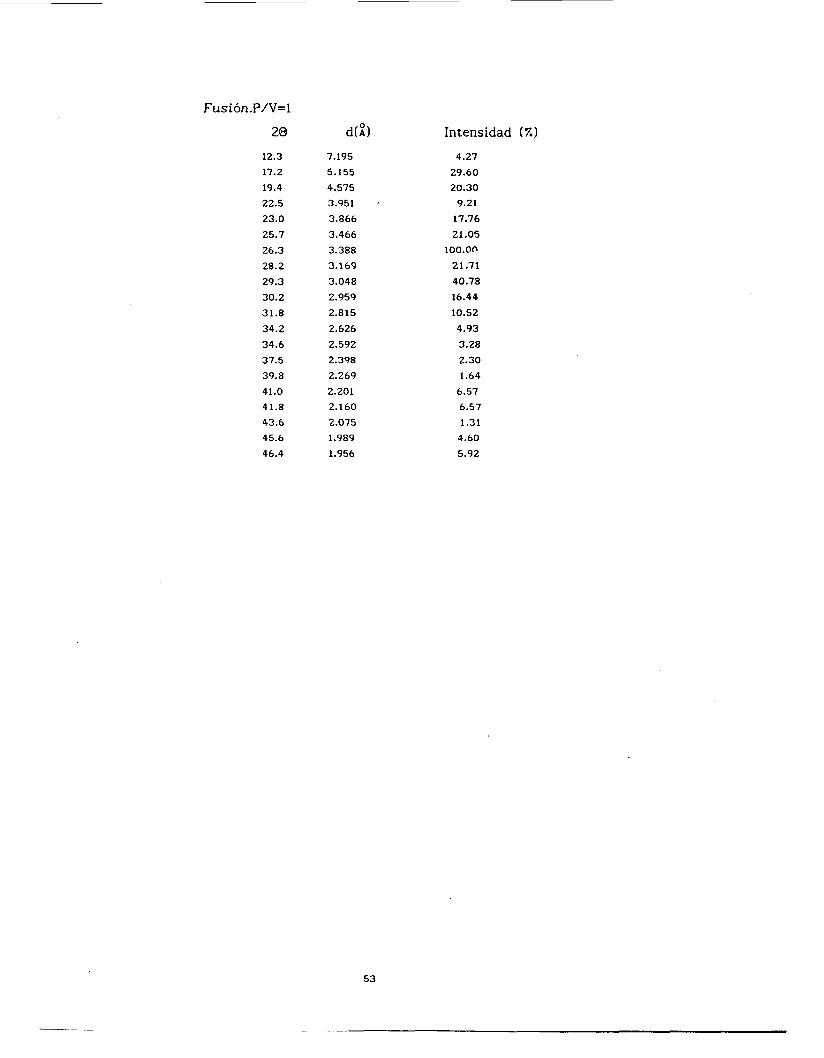
Fusión.P/V=l
20
12.3 17.2 19.4 22.5 23.0 25.7 26.3 28.2 29.3 30.2 31.8 34.2 34.6 37.5 39.8 41.0 41.8 43.6 45.6 46.4
7.195 5.155 4.575 3.951 . 3.866 3.466 3.388 3.169 3.048 2.959 2.815 2.626 2.592 2.398 2.269 2.201 2.160 2.075 1.989 1.956
Intensidad ( X I
4.27 29.60 20.30 9.21 17.76 21.05
ioo.on 21.71 40.78 16.44 10.52 4.93 3.28 2.30 1.64 6.57 6.57 1.31 4.60 5.92
53
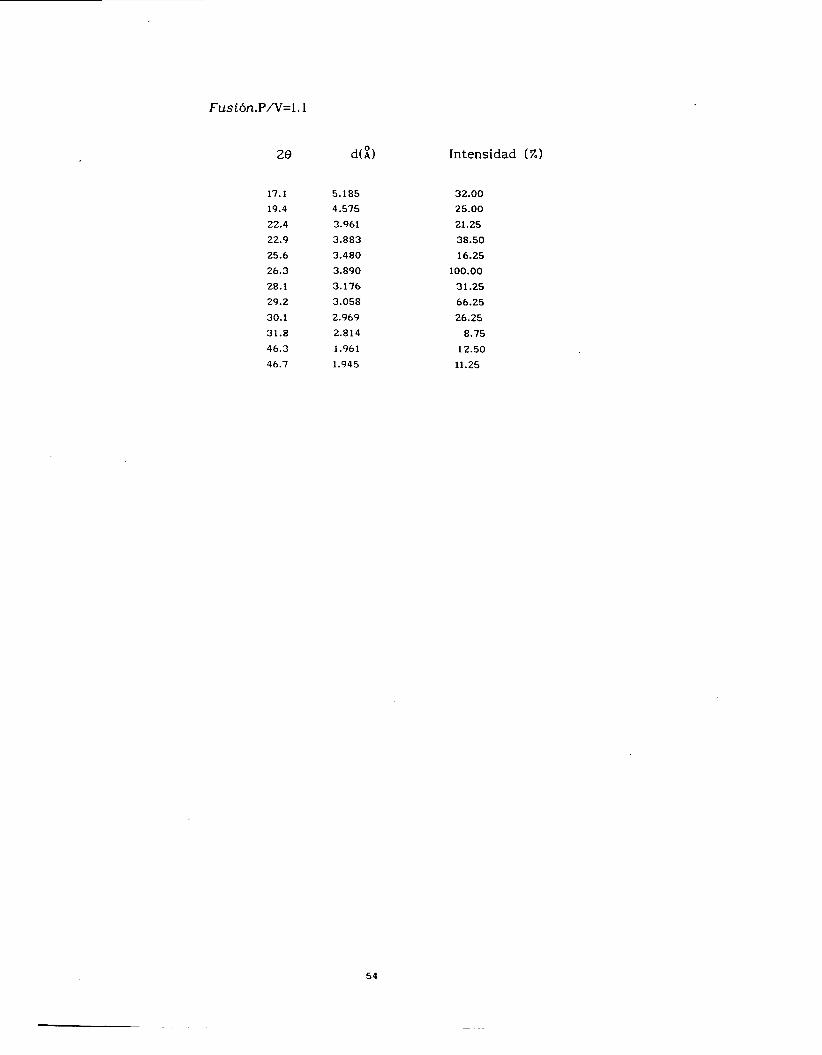
Fusión.P/V=l. 1
17.1 5.185 19.4 4.575 22.4 3.961 22.9 3.883 25.6 3.480 26.3 3.890 28.1 3.176 29.2 3.058 30.1 2.969 31.8 2.814 46.3 1.961 46.7 1.945
Intensidad ( X I
32.00 25.00 21.25 38.50 16.25
100.00 31.25 66.25 26.25 8.75 12.50 11.25
54
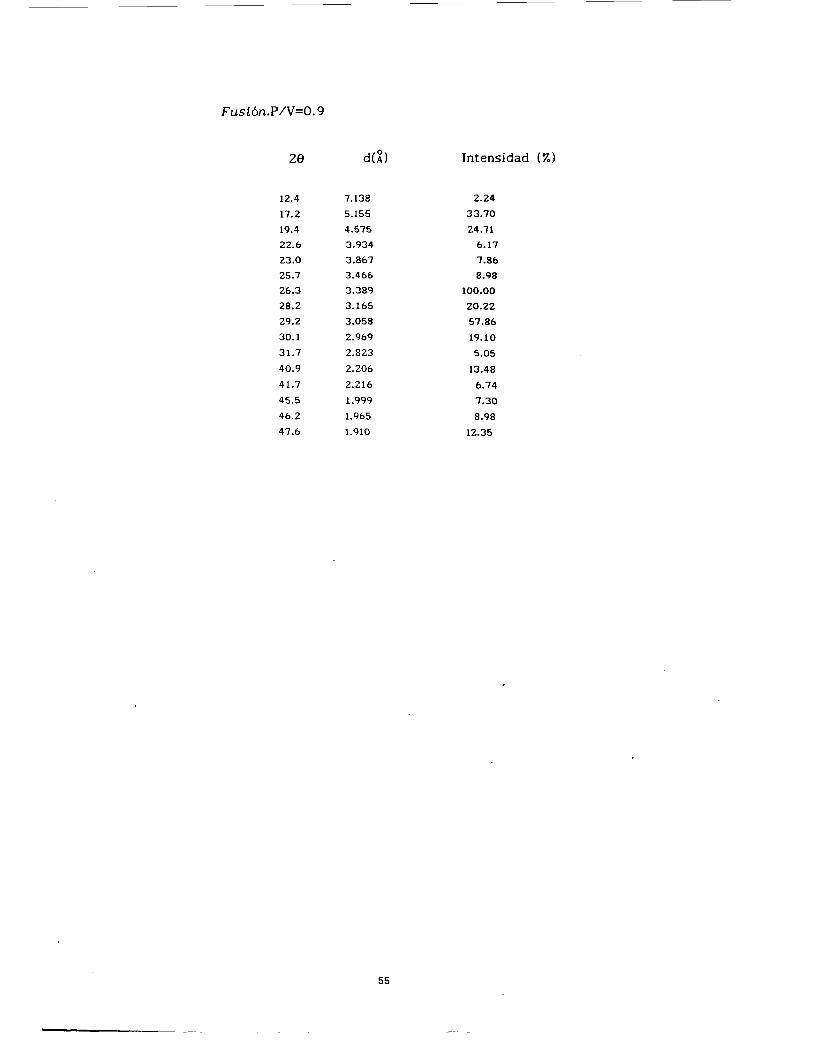
FusiÓn.P/V=O. 9
12.4 7.138 17.2 5.155 19.4 4.575 22.6 3.934 23.0 3.867 25.7 3.466 26.3 3.389 28.2 3.165 29.2 3.058 30.1 2.969 31.7 2.823 40.9 2.206 41.7 2.216 45.5 1.999 46.2 1.965 47.6 1.910
Intensidad ( X I
2.24 33.70 24.71 6.17 7.86 8.98
100.00 20.22 57.86 19.1 O 5.05 13.48 6.74 7.30 8.98
12.35
55

I ... , ,
,
I
I , <
' I
1 1
I . .
I ,
, I , , , I
i
I I
I " 1
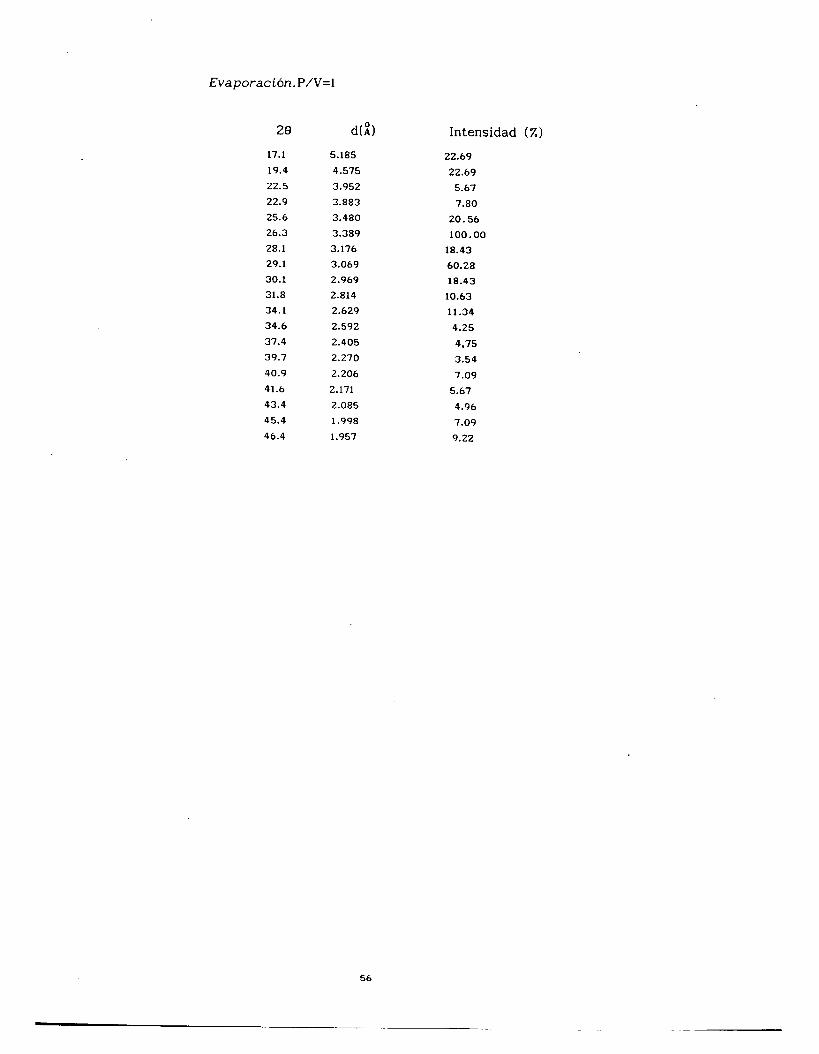
Evaporación. P/V=1
28
17.1 19.4 22.5 22.9 25.6 26.3 28.1 29.1 30.1 31.8 34.1 34.6 37.4 39.7 40.9 41.6 43.4 45.4 46.4
5.185 4.575 3.952 3.883 3.480 3.389 3.176 3.069 2.969 2.814 2.629 2.592 2.405 2.270 2.206 2.171 2.085 1.998 1.957
Intensidad ( X I
22.69 22.69 5.67 7.80 20.56 100.00 18.43 60.28 18.43 10.63 11.34 4.25 4,75 3.54 7.09 5.67 4.96 7.09 9.22
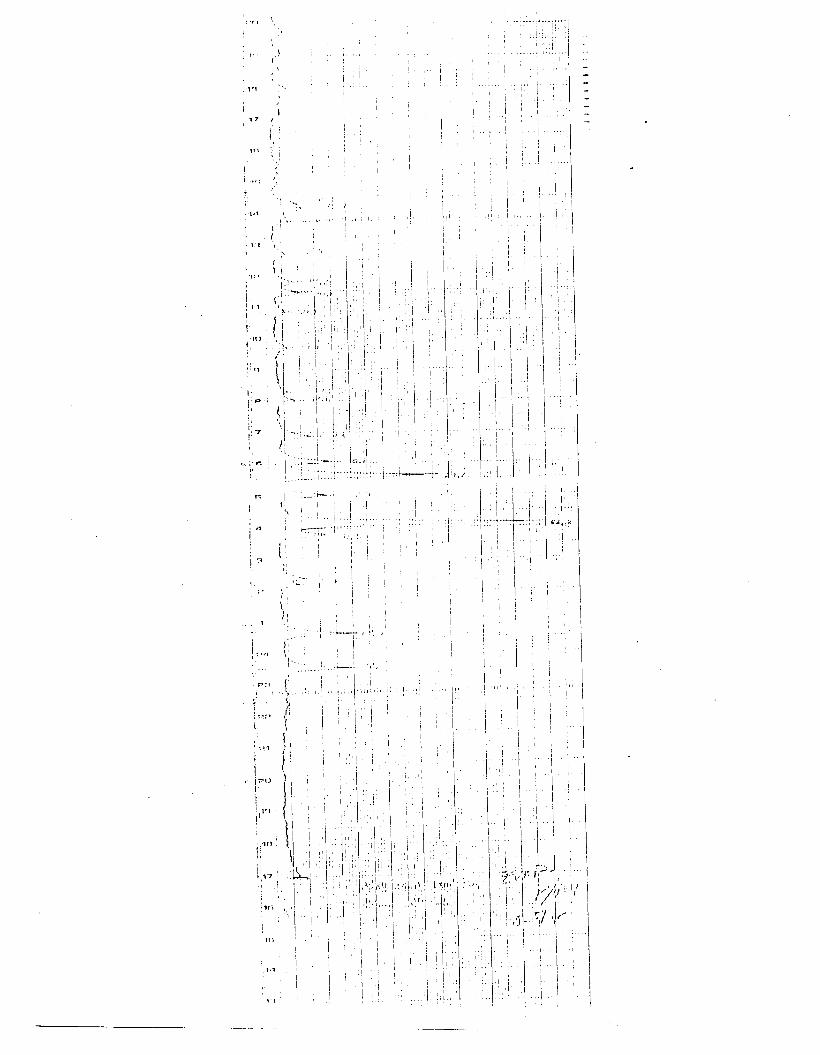
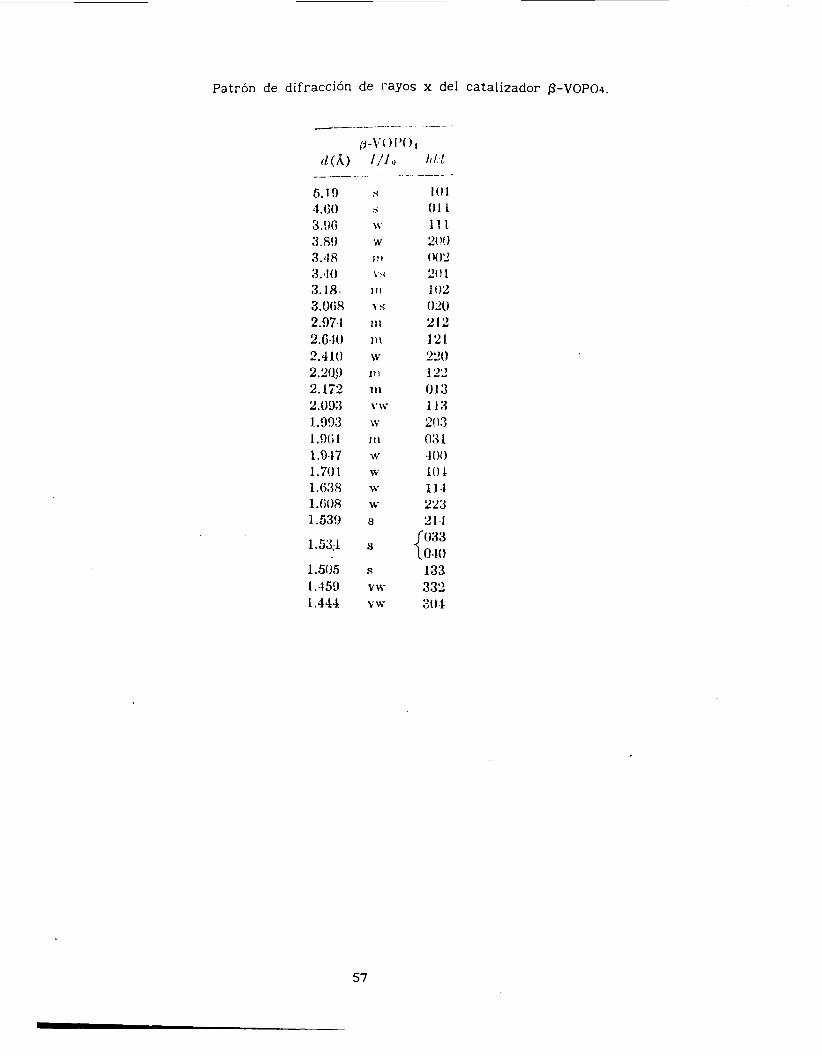
Patrón de difracción de L-aYos x del catalizador p-vopo4.
- -
rl (A)
5.JO 4. ( 5 0 8.96 3.8!) 3.48 3.40 3.18. 3.068 2.974 2.610 2.410 2.2Q9 2.172 2.0‘33 1.9933 1 .nt; I 1 .o47 1.701 1.638 1 .GO8 1.53!)
I. 53;l
1.505 I :t50 1.444
57

. 02 '8 ¿ T T . 6
00'01: OP'01: 80'7:t OP'ZT 08'21: 0€'€1:
2 P 8 ' f t 00 P5 Z T ' 5 1 ; 02'57: 08'91: OP'8T 85 '02 08'PZ 00 '92 09'SE 09 '5€
¿ 9 5 ' L S O0 OOT I .la=
9LOP'Z 0629'1: PLLZ'Z €680 Z OOOZ'Z 2066'7: 6265 '2 29S6.E: OLL8.f L895 Z 6096. t 68€9 2 5PT8'2 5'6E5'7: L896'Z P89T 'E P€8P'€ 9 € 9 T 0 5 ZL85.P TP90.E 6P6f.E:
P
8TE'LS f1: OPP'9S 02 8 € 5 ' 6 € PI: 89Z'€O LT T66'OP 57: PPP'SP 87: 595'PL: 27: 55P.22 E: 026'22 0 tT9 '7 :P 97: 591:'9P 67: € P 6 * f E 17: 89L'TC' 07: €50'09 TZ L L O ' O C 6 55'5'82 L t55-52 5 657:'LT 7: D€€'61: 2 021:'6Z 8 OfZ '92 9 e3awz bas
OP'87:
2TDS7: OP z7: O P ' O T OP'P1: 8P*7:7: 00'07: 02 '8 08.21: 02'57: 08'97: 85.02
¿ 9G'LS 3 8 ' P Z 00'00t 00 '92
¿ P8'ET O€ €7: 09'SE 09'5€ I 'Tal
¿ TT.6 P6EE;"I: 0629'7: 6P96.T ZP66.T. €680'2 L 8 9 t 2 0002 2 P L L Z ' Z 9LOP'Z 6265'2 68E9.2 SPT8'2 L896 2 7:P90'€ P89T f 6P6f ' f PE8P.E: OLL8'€ Z956'€ ZL8G.P 9 € 9 t ' S P
fSO'O9 12 OPP.95 02 T91:'9P 67: PPP'5P 85 892'€P L1:
566'0P 51: 8 € 5 ' 6 € 97: 87:'C'Lf €7: 595'PE: z1: EP6'Ef 1:T 89L'T:E 01: LLO'OE: 6 02T.62 8 TPT.82 L Of2 '92 9 TSS'52 5 026'22 P 5 5 P ' Z Z E P € € ' 6 t 2 657:'Lt t
7:7:9'iP 91:
~ 3 W 2 . 2 bas
9P 3 TS¿&'T P SET.89 I I I
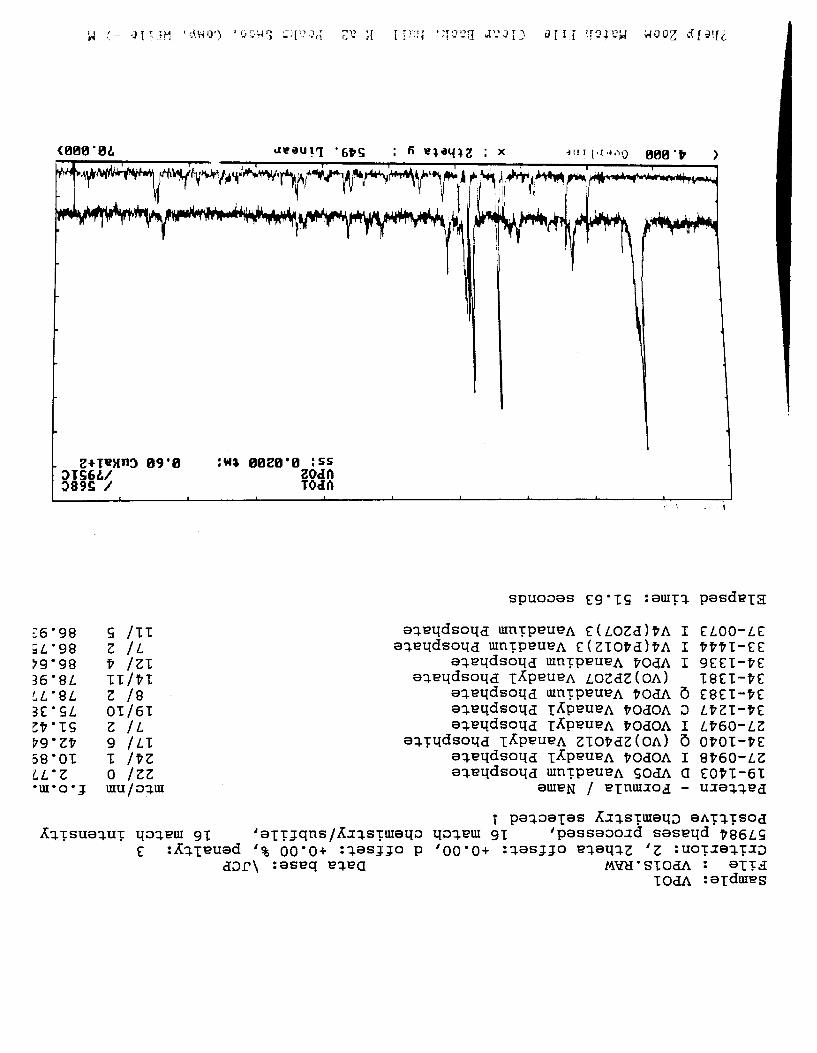
26'98 ;LO98 39-98 36-81. LL'8L 3 € ' c i L 7P.Tci b9 ZP 58'01: L L ' Z *U.O.J
€LOO-L€ PPPT-€€ 9€€T-P€ 1:8€1:-P€ €8€T-B€ LPZT-P€ LP60-LZ OPOT-P€ 8P60-LZ €OPT-61: u.Ia23ed
APENDICE B
58
CARACTERISTICAS Y CALCULOS DEL EQUIPO DE PROCESO
PEACTOR.Para el volumen del reactor calculamos un factor de
escalaiiiiento en base a l volumen ocupado por los reactantes y a la
cantidad de producto obtenido.
Los requerimietos de anhídrido maléico a futuro serán
de 30,000 Tníanuales, lo que implica un consumo de 134
Tn/anuales de catalizador.Entoncw se requiere de una producción
de 367.12 K g de catalizador a l día.
A nivel laboratorio:
Volumen ocupado por los reactantes :40ml
Masa del producto sin calcinar :8.4gr
Masa de catalizador :6.72gr
Factor de escalamiento = I N ~ U S T R I A L R E U E R I M I E N T O DE C A T A L I Z A D O R A NIVEL
-~ MASA DE CATALIZADOR A NIVEL LABORATORIO
Factor de escalamiento = 367120gr/8.4gr = 43704.76
Entonces el volumen del reactor para dicho requerimiento es el
siguiente:
Volumen = Factor de escalamiento * Volumen de reacción
Volumen = 43704.76 * 0.0401t = 18001t
por lo que se considera que el tamaño del reactor s e rá de
2,0001t.
El costo del reactor se determino con base en su
volumen. Este incluye el agitador y la chaqueta de
Costo = 101,250,000.00 pesos
Este incluye el agitador y la chaqueta de
Costo = 101,250,000.00 pesos
calentamiento.
5 9
Reactor con reflujo
SECADOR DE PARRILLAS AL VACIO.LoS secadores de parri l las a l
vacio son del tipo de lote con calentamiento indirecto, que
consta de una cámara hérmetica a l vacio construida de acero
inoxidable, con parri l las de soporte calentadas dentro de la
cámara, una fuente de vacio. y, por lo común, un condensador.Una
puerta sellada con
Parrillas. Son
inoxidable que se
cámara a l vacio
entrada y salida.
empaques elástico de hule.
parri l l las huecas hechas con placas de acero
sujetan permanentemente en el interior de la
y s e conecta en paralelo a los cabezales de
Calentamiento. El medio de calentamiento que penetra por un
cabezal de salida es por lo común vapor, cuya presión oscila de
1001b/plg' manométrica.Las al tas temperaturas se obtienen
mediante la circulación de aceite caliente.
Vacio,El vacio se aplica a l a cámara y el vapor se extrae a
t ravés de una tuberia larga, que conecta a la cámara.Esta linea
se conecta al condensador en donde l a humedad Ó el disolvente que
se ha evaporado se condensa.
Charolas ó bandejas.El material que se va a desecar se
coloca en charolas o bandejas sobre las parri l las cal ientes . las
bandejas son metálicas para asegurar una buena transmisión de
calor entre la parri l la y la bandeja.
Dimensión de las bandejas: 61cm de ancho * 76cm de largo ff
4cm de profundidad, con una
capacidad de 137.5gr/hr.
Dimensión de las parrillas: 2.7m de ancho * 5.5m de largo
con una capacidad de 24 charolas
cada una.
Pa ra l a cantidad de producto a secar se requiere de 28 parri l las
y 528 charolas.
Costo. El costo del secador incluye gabinete,condensador y
bomba de vacio.El precio del acero incluye el revestimiento
plástico en el interior del secador y en las parrillas.
Costo : 5,113,9940,000.00 pesos
P t o
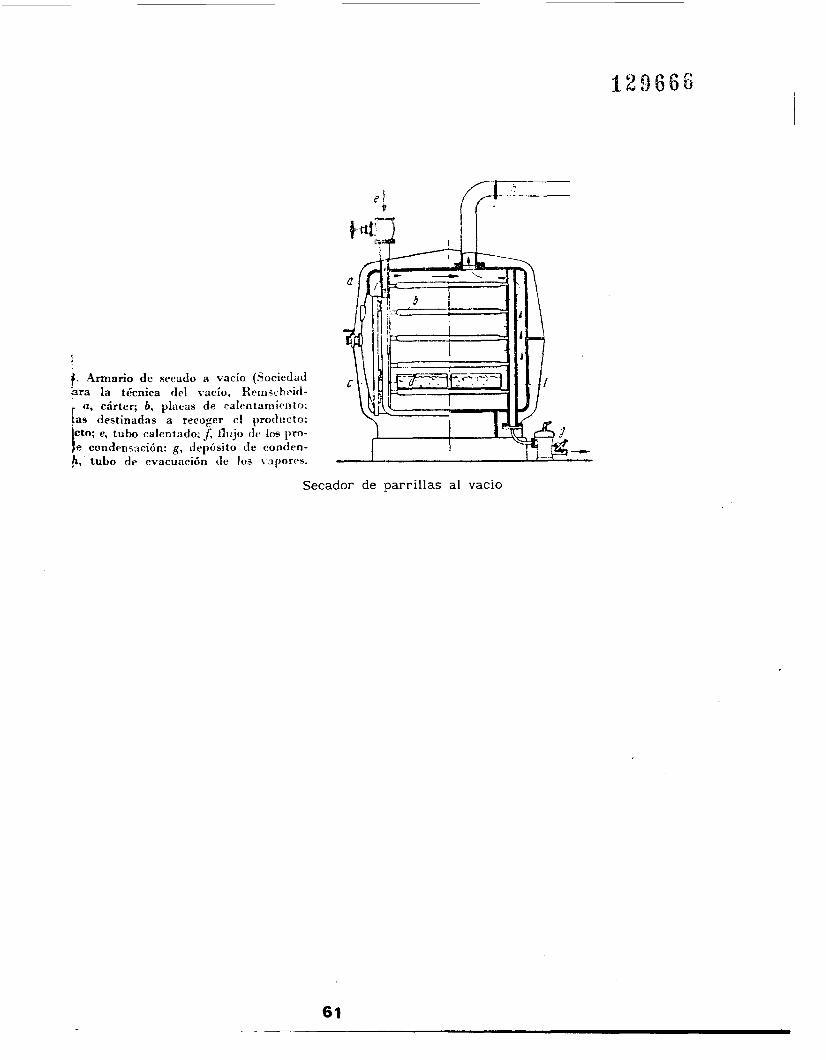
I i:'r i 9
). Armario de secado a vacío (Sociedad +ra la tecnica c i d vacío, Kcnischrid- + a, carter; b, piacas de r.alrntaniiciito: Las destinadas a recoger r1 producto: cto; e, t i i h calentado; J flujo (It. los pro- I e coiidrns.icibn: g, Jep6sito de conden- p, tubo de evacuación tle los \ ~ p O r r S .
Secador de parrillas al vacio
61
TABLETEADORA.Para productos que demandan extrema uniformidad
en dimensión y composición, se recomienda usar una
tabletecidora.Esta prensa mecánica de gran velocidad tiene un gran
número de cavidades que se cargan automáticamente con cantidades
exactas de polvo.Cada carga se comprime por un émbolo y s e
descarga de la prensa en forma de tabletas.son utilizadas para
preparar pastillas cataiíticas. La rperación del equipo y el costo
son elevados y su capacidad es limitada.
La prensa rotatoria empiea una mesa redonda rotator ia de
matriz con varias estaciones de punsones y troqueles.Las prensas
rotatorias de al ta velocidad modernas son de lado doble, en o t r a s
palabras, hay dos estaciones de alimentación y compresión para
producir 2 tabletas For cada revolución de la cabeza rotatoria.
El costo se determino dada una velocidad de tableteado.Para
una velocidad de O.lgr/s el costo asciende a 267,750,000.00
% 4 pesos. tY 11 ,‘-,
9. A l t a _, L A . ” h.
Pennwalt-F. J . Sto!res Pilling (Tabletting Machine).
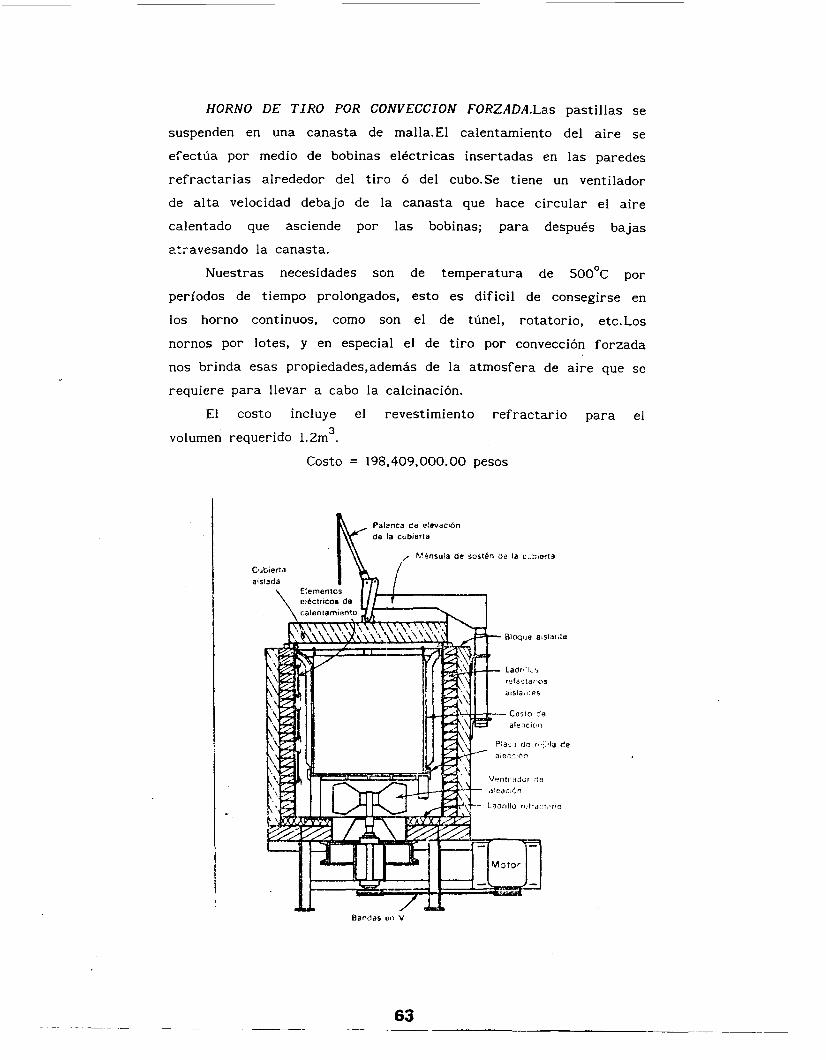
HORNO DE T I R O POR CONVECCION FORZADALas pastillas se
suspenden en una canasta de malla.El calentamiento del a i re s e
erectúa por medio de bobinas eléctricas insertadas en las paredes
r e f r ac t a r i a s alrededor del t i ro ó del cubo.Se tiene un ventilador
de alta velocidad debajo de l a canasta que hace circular el a i re
calentado que asciende por las bobinas; para después bajas
-:;avesando la canasta.
Nuestras necesidades son de temperatura de 5OO0C por
períodos de tiempo prolongados, esto es dificil de consegirse en
los horno continuos, como son el de túnel, rotatorio, etc.Los
nornos por lotes, y en especial el de t i r o por convección forzada
nos brinda esas propiedades,además de la atmosfera de a i r e que se
requiere para llevar a cabo l a calcinación.
El costo incluye el revestimiento refractar io para el 3 volumen requerido 1.2m .
Costo = 198,409,000.00 pesos
Ciibierra aislada
Palanca de elevacibn de la cubierta
/ & Bandas en V
- -
TANQUES DE ALMACENAMIENTO.Los alcoholes son materia prima
que desprende vapores y que no pueden enviarse a la atmosfera;
por lo cual, para compensar los cambios de temperatura y presión
ó la acumulación y el vaciado de vapores se emplea un sistema de
ventilación interna ó un techo flotante.Pop lo tanto se suguieren
tanques de almacenamiento con techos en forma de cono.
Si se considera un abastecimiento mensual de materia prima
se tienen los siguientes volumenes. 3 Volumen (m 1 Costo (pesos)
Alcohol isobutílico : 37.5 86,751,000.00
Alcohol bencílico : 10.8 67,473,000.00
Acido fosforico : 5.2 34,700,400.00
BIBLIOGKAFIA
-Chilton. Manual del Ingeniero Quimico.Ed Mc Craw Hill
-Foust . A . S . Principios de Operaciones Unitarias.Cia.Editoria1
Continental
-Kern. Donald. Q.Procesos de Transferencia de Ca1or.Ed.C.E.C.S.A.
-Kneutle F. El Secado.Ed.URM0
- P e t e r s Max S . Plant Design and Economics f o r Chemical
Engineers.Ed.Mc Craw Hill
-Ulrich.Diseño y Economia de los Procesos de Ingenieria Quimica.
-Vilbranat Y Dryden. Chemical Engineering Plant Design.Ed.Mc Craw
Hill
-E. Bordes y Court ine. Journal of Catalist 57,236-252 (1979)
-F. Cavani, F. Centi y F.Trif i ro .Applied Catalysis, 9(1984),
191-202
-B. K. Hodnet t y B. Delmon. Applied Catalysis, 9(1984),203-211
-B. K . Hodnet t , Ph . Pe rmanne y B. Delmon. Applied Catalysis,
6,(1983) 231-244
-T. P . Moser y G. L. S c h r a d e r . Journal of Catalysis 92,216-231 (1985)
-Mamoru A t . Journal of Catalysis 116, 23-30 (1989)
-Mamoru A t . Journal of Catalysis 336-344 (1986)
-Mamoru At. Journal of Catalysis 473-483 (1986)
-Mamoru A t . Journal of Catalysis 389-395 (1986) --
-Monroe Malow. Hydrocarbon Processing November 149-152 (1980)
-K. Wohlfahrt y G. Emig.Hydrocarbon Processing June 83-90 (1980) mer'? 6' ! '* .+*1
l i . ' P
& ! x i . ? - t -
-Ramesh K. Sharma y D. Cresswell.AIChE Journal.Junuar-y 1991 Vol.
37,No 1 pag 39-47