unidad 1 regla y metro flexible -...
TRANSCRIPT
Unidad
Metrología 1
7
Regla y metro flexible
Hemos dicho anteriormente que en el desarrollo de nuestra profesión tene-mos que medir. ¿Crees que deberíamos exigirnos siempre la misma preci-sión en cada medida que efectuamos? ¿Medirías con la misma precisión la longitud de un largo pasillo que el diámetro de un pequeño tornillo? ¿Utili-zarías el mismo instrumento de medida en ambos casos?
En ocasiones carecen de importancia unos pocos centímetros de error, mientras que en otras, unas pocas centésimas de milímetro adquieren una gran importancia. Si cuando medimos atendemos a la precisión requerida, utilizando el instrumento de medida adecuado, lograremos reducir de forma importante los errores en la fabricación y montaje de los elementos de las instalaciones, así como el tiempo empleado en ellas.
Se llama apreciación de un instrumento a la menor medida que se puede leer en él con exactitud.
Así, por ejemplo, las reglas de dibujo tienen su graduación dividida en milímetros; decimos entonces que su apreciación es 1 mm Con las reglas de dibujo podemos efectuar medidas del tipo: 5 mm, 34 mm, 12 mm, o lo que es lo mismo, 0,5 cm, 3,4 cm, 1,2 cm.
Las cintas métricas que utilizan los sastres y modistas están graduadas en medios centí-metros, por lo que su apreciación es 0,5 cm Con ellas sólo podremos leer medidas del tipo: 5,0 cm 32,5 cm; 44,5 cm.
Si con alguno de los instrumentos citados tratamos de obtener medidas con una precisión mayor que la que es capaz de apreciar, estaremos haciendo una medida por estimación. Supongamos que, en una regla graduada en milímetros, una determinada medida queda situada entre las rayas correspondientes a 2 y 3 mm Por estimación podremos decir que la medida es aproximadamente 2,1 mm si está muy cerca de la raya de 2 mm, o diremos que son 2,5 mm si se sitúa aproximadamente en la mitad, pero no tendremos la certeza de tales medidas, ya que la regla no es capaz de proporcionar más exactitud.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 1 C.F.G.S. MANT. INST. TÉRMICAS
8
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Reglas graduadas
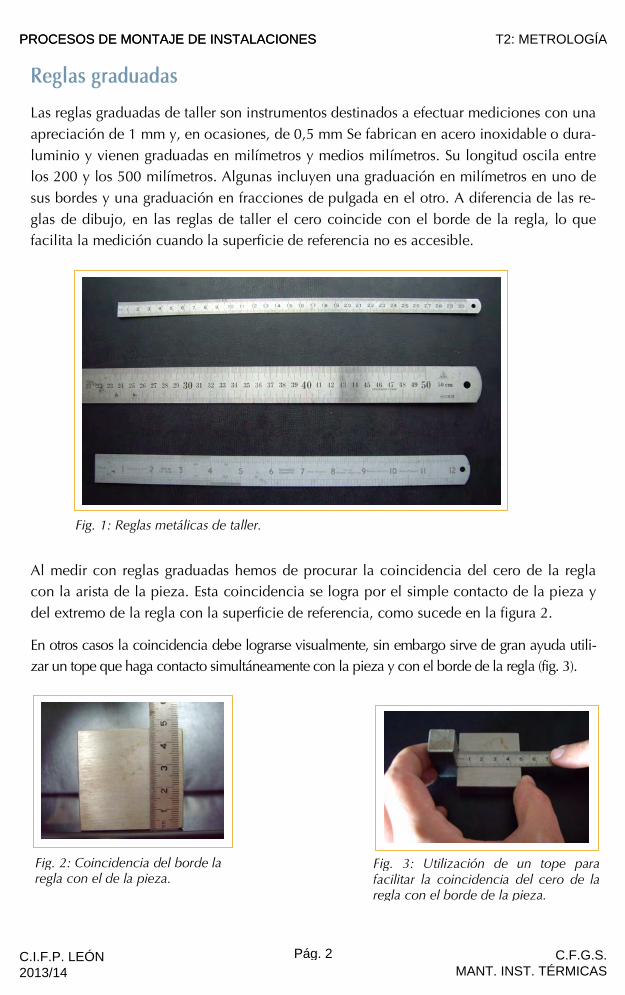
Las reglas graduadas de taller son instrumentos destinados a efectuar mediciones con una apreciación de 1 mm y, en ocasiones, de 0,5 mm Se fabrican en acero inoxidable o dura-luminio y vienen graduadas en milímetros y medios milímetros. Su longitud oscila entre los 200 y los 500 milímetros. Algunas incluyen una graduación en milímetros en uno de sus bordes y una graduación en fracciones de pulgada en el otro. A diferencia de las re-glas de dibujo, en las reglas de taller el cero coincide con el borde de la regla, lo que facilita la medición cuando la superficie de referencia no es accesible.
Al medir con reglas graduadas hemos de procurar la coincidencia del cero de la regla con la arista de la pieza. Esta coincidencia se logra por el simple contacto de la pieza y del extremo de la regla con la superficie de referencia, como sucede en la figura 2.
En otros casos la coincidencia debe lograrse visualmente, sin embargo sirve de gran ayuda utili-zar un tope que haga contacto simultáneamente con la pieza y con el borde de la regla (fig. 3).
Fig. 2: Coincidencia del borde la regla con el de la pieza.
Fig. 1: Reglas metálicas de taller.
Fig. 3: Utilización de un tope para facilitar la coincidencia del cero de la regla con el borde de la pieza.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 2 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
9
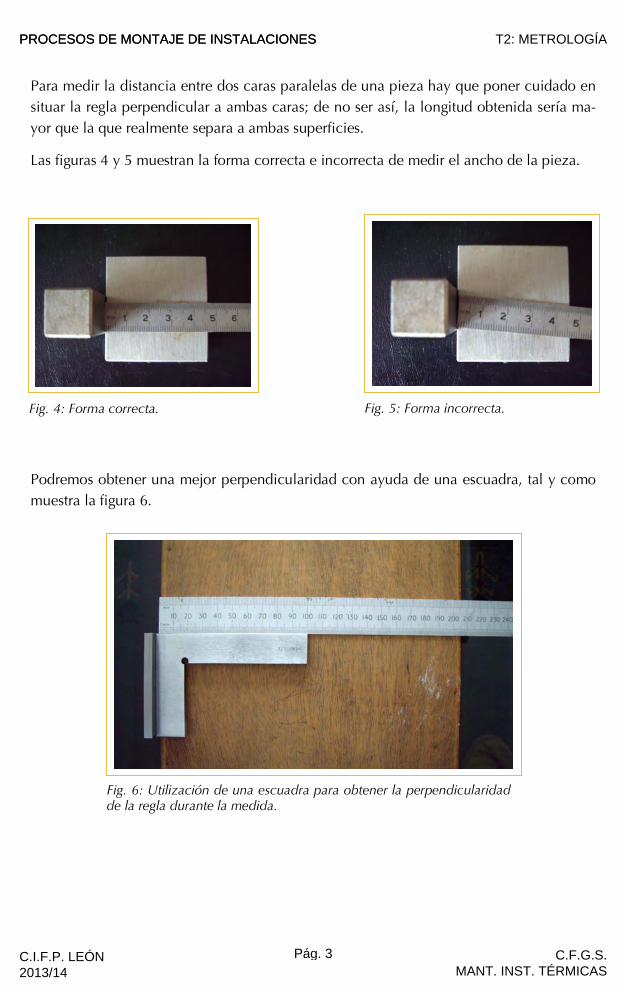
Para medir la distancia entre dos caras paralelas de una pieza hay que poner cuidado en situar la regla perpendicular a ambas caras; de no ser así, la longitud obtenida sería ma-yor que la que realmente separa a ambas superficies.
Las figuras 4 y 5 muestran la forma correcta e incorrecta de medir el ancho de la pieza.
Podremos obtener una mejor perpendicularidad con ayuda de una escuadra, tal y como muestra la figura 6.
Fig. 5: Forma incorrecta.
Fig. 6: Utilización de una escuadra para obtener la perpendicularidad de la regla durante la medida.
Fig. 4: Forma correcta.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 3 C.F.G.S. MANT. INST. TÉRMICAS

10
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Metros flexibles
También reciben el nombre de flexómetros. Son láminas de acero flexible que se presen-tan enrolladas en un eje dentro de una carcasa. Están graduados en milímetros y su longi-tud oscila entre los 3 y los 10 metros. Al igual que en las reglas metálicas, el cero coinci-de con el extremo de la cinta.
El flexómetro está provisto de un resorte que produce el enrollamiento de la cinta auto-máticamente, lo cual permite que, una vez efectuada la medición, la cinta se recoja por sí sola. La mayor parte de los modelos disponen de un freno que impide el enrollamiento de la cinta durante la medición.
La cinta tiene en su extremo un gancho que facilita la coincidencia del cero con la arista de la pieza. Este gancho es desplazable para permitir el contacto del extremo de la cinta con la superficie de referencia en casos como el de la figura 8.
Fig. 7: Metro flexible o flexómetro.
Fig. 8: El gancho se desplaza para facilitar la coincidencia del cero con el borde de la pieza.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 4 C.F.G.S. MANT. INST. TÉRMICAS
12
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Calibre pie de rey
Tornillo de fijación
Corredera
Cuerpo
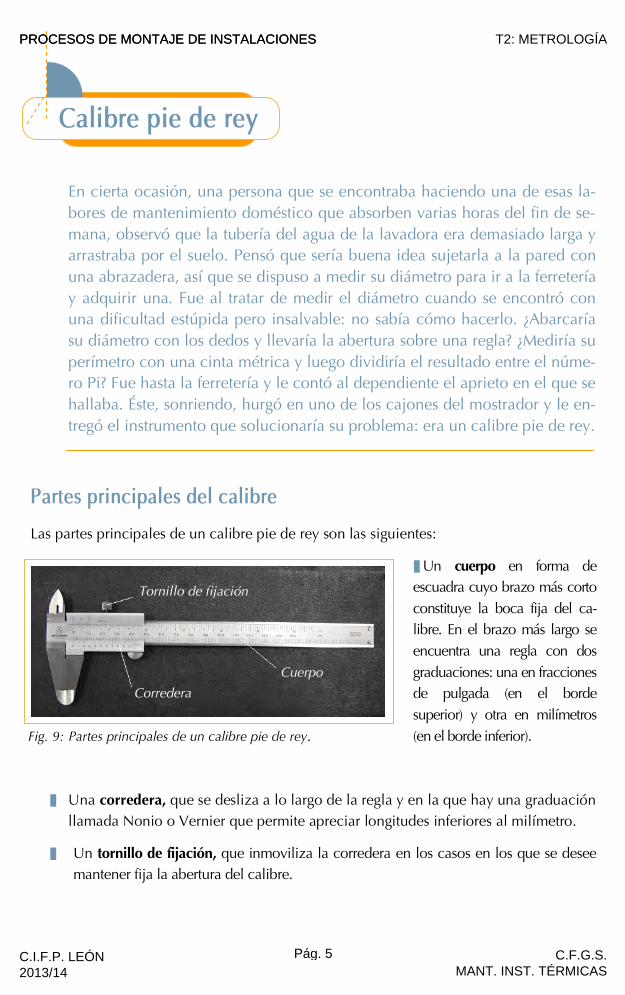
Fig. 9: Partes principales de un calibre pie de rey.
En cierta ocasión, una persona que se encontraba haciendo una de esas la-bores de mantenimiento doméstico que absorben varias horas del fin de se-mana, observó que la tubería del agua de la lavadora era demasiado larga y arrastraba por el suelo. Pensó que sería buena idea sujetarla a la pared con una abrazadera, así que se dispuso a medir su diámetro para ir a la ferretería y adquirir una. Fue al tratar de medir el diámetro cuando se encontró con una dificultad estúpida pero insalvable: no sabía cómo hacerlo. ¿Abarcaría su diámetro con los dedos y llevaría la abertura sobre una regla? ¿Mediría su perímetro con una cinta métrica y luego dividiría el resultado entre el núme-ro Pi? Fue hasta la ferretería y le contó al dependiente el aprieto en el que se hallaba. Éste, sonriendo, hurgó en uno de los cajones del mostrador y le en-tregó el instrumento que solucionaría su problema: era un calibre pie de rey.
Partes principales del calibre
Las partes principales de un calibre pie de rey son las siguientes:
� Un cuerpo en forma de escuadra cuyo brazo más corto constituye la boca fija del ca-libre. En el brazo más largo se encuentra una regla con dos graduaciones: una en fracciones de pulgada (en el borde superior) y otra en milímetros (en el borde inferior).
� Una corredera, que se desliza a lo largo de la regla y en la que hay una graduación llamada Nonio o Vernier que permite apreciar longitudes inferiores al milímetro.
� Un tornillo de fijación, que inmoviliza la corredera en los casos en los que se desee mantener fija la abertura del calibre.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 5 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
13
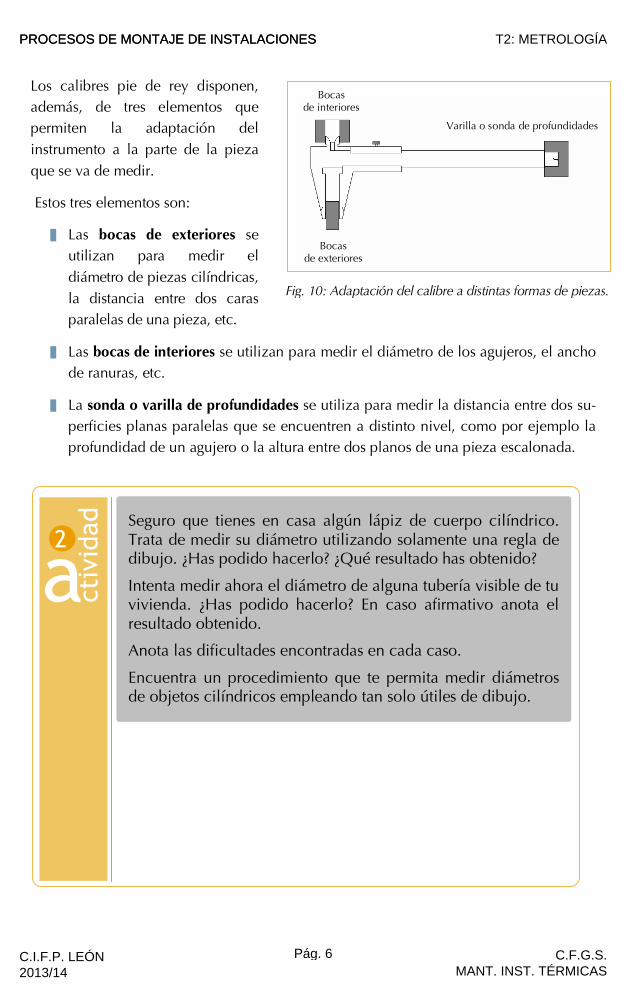
Los calibres pie de rey disponen, además, de tres elementos que permiten la adaptación del instrumento a la parte de la pieza que se va de medir.
Estos tres elementos son:
� Las bocas de exteriores se utilizan para medir el diámetro de piezas cilíndricas, la distancia entre dos caras paralelas de una pieza, etc.
� Las bocas de interiores se utilizan para medir el diámetro de los agujeros, el ancho de ranuras, etc.
� La sonda o varilla de profundidades se utiliza para medir la distancia entre dos su-perficies planas paralelas que se encuentren a distinto nivel, como por ejemplo la profundidad de un agujero o la altura entre dos planos de una pieza escalonada.
ctividad
a Seguro que tienes en casa algún lápiz de cuerpo cilíndrico. Trata de medir su diámetro utilizando solamente una regla de dibujo. ¿Has podido hacerlo? ¿Qué resultado has obtenido? Intenta medir ahora el diámetro de alguna tubería visible de tu vivienda. ¿Has podido hacerlo? En caso afirmativo anota el resultado obtenido. Anota las dificultades encontradas en cada caso. Encuentra un procedimiento que te permita medir diámetros de objetos cilíndricos empleando tan solo útiles de dibujo.
2
Corredera Cuerpo
Fig. 10: Adaptación del calibre a distintas formas de piezas.
Bocas de interiores
Bocas de exteriores
Varilla o sonda de profundidades
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 6 C.F.G.S. MANT. INST. TÉRMICAS

14
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
El nonio y su apreciación
Un nonio o vernier consiste en una corredera graduada que se desliza sobre una regla, y cuya graduación permite dividir en partes iguales a cada división de la regla. Explicamos a continuación el fundamento de dicho sistema: si en una regla tomamos una longitud de 9 mm y la dividimos en 10 partes iguales, cada una de las partes medirá 0,9 mm Eso es precisamente lo que se ha hecho en la figura. Observa que dicho nonio tiene una ampli-tud de 9 mm y se ha dividido en 10 partes.
La diferencia entre una división de la regla y una del nonio es de 0,1 mm Si deslizamos la corredera hasta hacer coincidir la primera raya del nonio con la raya de la regla correspon-diente a 1 mm habremos desplazado la corredera una longitud de 0,1 mm.
Fig. 11: Fundamento del nonio (nonio de apreciación 0,1 mm.).
Fig. 12: La coincidencia de rayas permite la lectura de una décima de mm.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 7 C.F.G.S. MANT. INST. TÉRMICAS

Unidad
Metrología 1
15
Fig. 13: Desplazamien-to de 0,2 mm de la corredera.
Deslizando ahora la corredera hasta que la segunda raya del nonio coincida con la raya de 2 milímetros, habremos obtenido un desplazamiento de 0,2 mm.
Es evidente que repitiendo el proceso se obtienen las restantes medidas hasta la correspondiente a 0,9 mm. Haciendo coincidir ahora la décima división del nonio, obtendremos la medida de 1 mm. Observa que cuando coincide la décima raya del nonio también lo hace la primera, iniciándose el proceso a partir de 1mm.
El número de divisiones del nonio indica el número de partes en que éste divide al milímetro. Así pues, para obtener la apreciación de un calibre basta con dividir 1 mm entre el número de divisiones del nonio.
Los nonios más habituales son:
� Nonio de 10 divisiones: Cada división del nonio aprecia 1/10 = 0,1 milímetros (una décima de milímetro).
� Nonio de 20 divisiones: Cada división del nonio aprecia 1/20 = 0,05 milíme-tros (media décima o cinco centésimas de milímetro). Existen dos versiones de este nonio, una “corta” y otra “larga”. Estos nonios suelen presentar las divi-siones agrupadas de dos en dos, ya que cada dos divisiones constituyen una décima de milímetro.
Fig. 14: Desplazamiento de un milímetro com-pleto de la corredera.
Fig. 15: Nonio de 10 divisiones.
Fig. 16: Nonio de 20 divisiones versión larga.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 8 C.F.G.S. MANT. INST. TÉRMICAS

16
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Fig. 17: Nonio de 50 divisiones.
� Nonio de 50 divisiones: Cada división del nonio aprecia 1/50 = 0,02 milímetros (dos centésimas de milímetro). Cada cinco divisiones constituyen una décima, por lo que estos nonios suelen presentarse con las divisiones agrupadas de cinco en cinco.
ctividad
a Observa el calibre de apreciación 0,05 que aparece en la figura 16. ¿Sabrías obtener su apreciación mediante un razonamiento geométrico similar al empleado al inicio de este capítulo?
3
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 9 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
17
Mediciones con los distintos tipos de nonios
El nonio nos indica el valor de las medidas inferiores al milímetro mediante la coinciden-cia de una de sus divisiones con una cualquiera de las de la regla. Observemos los si-guientes ejemplos aplicados a los diferentes tipos de nonios.
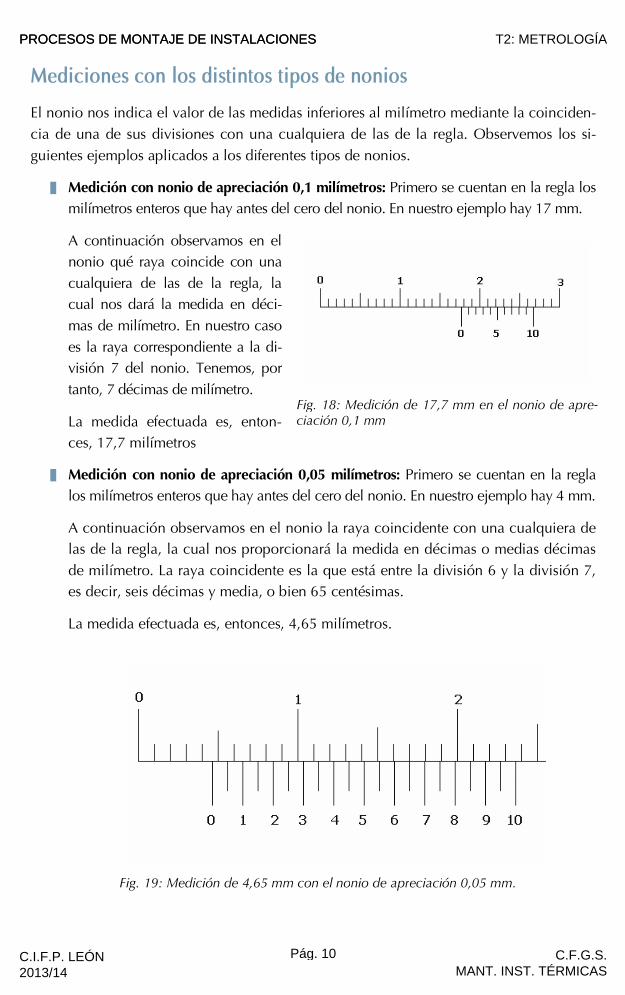
� Medición con nonio de apreciación 0,1 milímetros: Primero se cuentan en la regla los milímetros enteros que hay antes del cero del nonio. En nuestro ejemplo hay 17 mm.
A continuación observamos en el nonio qué raya coincide con una cualquiera de las de la regla, la cual nos dará la medida en déci-mas de milímetro. En nuestro caso es la raya correspondiente a la di-visión 7 del nonio. Tenemos, por tanto, 7 décimas de milímetro.
La medida efectuada es, enton-ces, 17,7 milímetros
� Medición con nonio de apreciación 0,05 milímetros: Primero se cuentan en la regla los milímetros enteros que hay antes del cero del nonio. En nuestro ejemplo hay 4 mm.
A continuación observamos en el nonio la raya coincidente con una cualquiera de las de la regla, la cual nos proporcionará la medida en décimas o medias décimas de milímetro. La raya coincidente es la que está entre la división 6 y la división 7, es decir, seis décimas y media, o bien 65 centésimas.
La medida efectuada es, entonces, 4,65 milímetros.
Fig. 18: Medición de 17,7 mm en el nonio de apre-ciación 0,1 mm
Fig. 19: Medición de 4,65 mm con el nonio de apreciación 0,05 mm.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 10 C.F.G.S. MANT. INST. TÉRMICAS
18
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
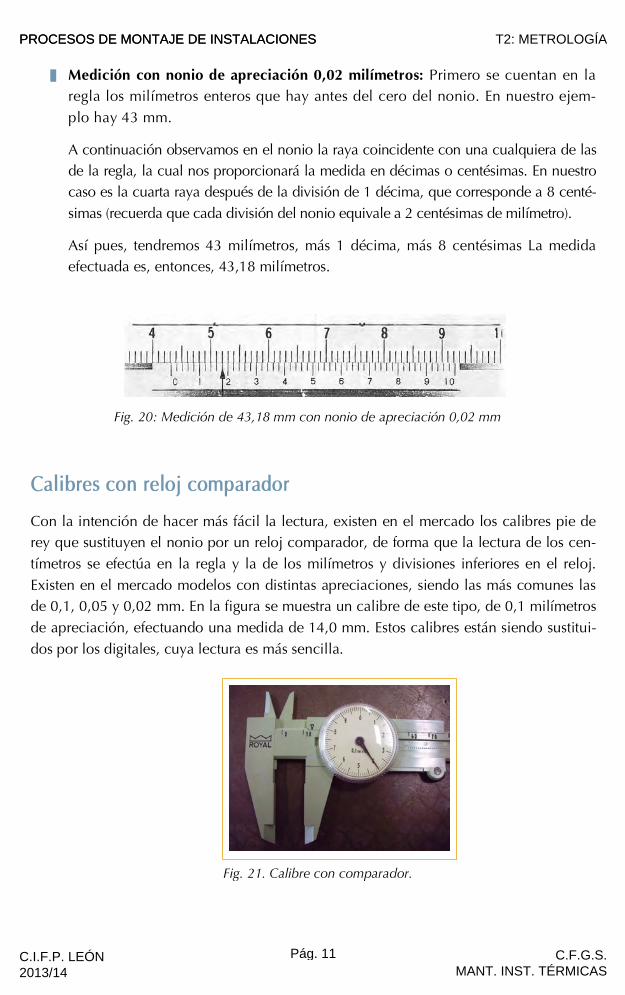
� Medición con nonio de apreciación 0,02 milímetros: Primero se cuentan en la regla los milímetros enteros que hay antes del cero del nonio. En nuestro ejem-plo hay 43 mm.
A continuación observamos en el nonio la raya coincidente con una cualquiera de las de la regla, la cual nos proporcionará la medida en décimas o centésimas. En nuestro caso es la cuarta raya después de la división de 1 décima, que corresponde a 8 centé-simas (recuerda que cada división del nonio equivale a 2 centésimas de milímetro).
Así pues, tendremos 43 milímetros, más 1 décima, más 8 centésimas La medida efectuada es, entonces, 43,18 milímetros.
Calibres con reloj comparador
Con la intención de hacer más fácil la lectura, existen en el mercado los calibres pie de rey que sustituyen el nonio por un reloj comparador, de forma que la lectura de los cen-tímetros se efectúa en la regla y la de los milímetros y divisiones inferiores en el reloj. Existen en el mercado modelos con distintas apreciaciones, siendo las más comunes las de 0,1, 0,05 y 0,02 mm. En la figura se muestra un calibre de este tipo, de 0,1 milímetros de apreciación, efectuando una medida de 14,0 mm. Estos calibres están siendo sustitui-dos por los digitales, cuya lectura es más sencilla.
Fig. 20: Medición de 43,18 mm con nonio de apreciación 0,02 mm
Fig. 21. Calibre con comparador.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 11 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
19
Calibres digitales
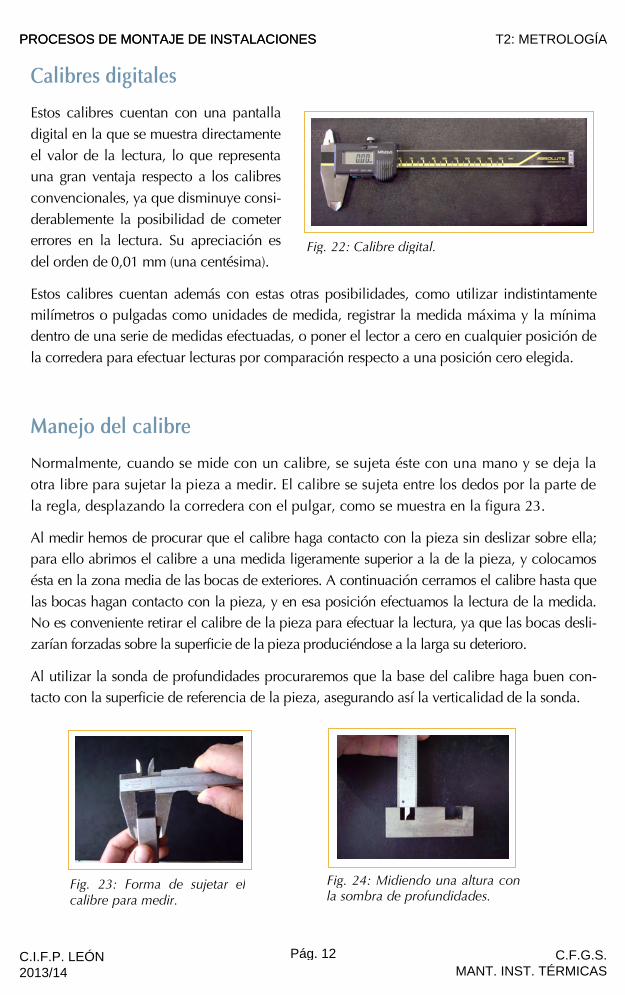
Estos calibres cuentan con una pantalla digital en la que se muestra directamente el valor de la lectura, lo que representa una gran ventaja respecto a los calibres convencionales, ya que disminuye consi-derablemente la posibilidad de cometer errores en la lectura. Su apreciación es del orden de 0,01 mm (una centésima).
Estos calibres cuentan además con estas otras posibilidades, como utilizar indistintamente milímetros o pulgadas como unidades de medida, registrar la medida máxima y la mínima dentro de una serie de medidas efectuadas, o poner el lector a cero en cualquier posición de la corredera para efectuar lecturas por comparación respecto a una posición cero elegida.
Manejo del calibre
Normalmente, cuando se mide con un calibre, se sujeta éste con una mano y se deja la otra libre para sujetar la pieza a medir. El calibre se sujeta entre los dedos por la parte de la regla, desplazando la corredera con el pulgar, como se muestra en la figura 23.
Al medir hemos de procurar que el calibre haga contacto con la pieza sin deslizar sobre ella; para ello abrimos el calibre a una medida ligeramente superior a la de la pieza, y colocamos ésta en la zona media de las bocas de exteriores. A continuación cerramos el calibre hasta que las bocas hagan contacto con la pieza, y en esa posición efectuamos la lectura de la medida. No es conveniente retirar el calibre de la pieza para efectuar la lectura, ya que las bocas desli-zarían forzadas sobre la superficie de la pieza produciéndose a la larga su deterioro.
Al utilizar la sonda de profundidades procuraremos que la base del calibre haga buen con-tacto con la superficie de referencia de la pieza, asegurando así la verticalidad de la sonda.
Fig. 22: Calibre digital.
Fig. 23: Forma de sujetar el calibre para medir.
Fig. 24: Midiendo una altura con la sombra de profundidades.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 12 C.F.G.S. MANT. INST. TÉRMICAS
20
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Toma una regla de dibujo y observa la longitud que representa 1 milímetro; es algo realmente pequeño, ¿verdad? Pues bien, en el capítulo anterior hemos podido apreciar longitudes 10, 20 y hasta 50 veces más pequeñas que el milímetro. ¿Podríamos ir más allá? ¿Sería posible apreciar longitudes aún más pequeñas? Y, de ser así, ¿tendría eso alguna utilidad?
El técnico de mantenimiento de una empresa de refrigeración reparaba en cierta ocasión un compresor en el que las camisas de los cilindros habían resultado dañadas a causa de un agarrotamiento. Al tratar de introducir las nuevas camisas en los cilindros se encontró con que éstas no entraban a pe-sar de que, según aseguraba, eran del mismo diámetro que las anteriores, pues lo había comprobado repetidas veces con el calibre. Fue al medir éstas con mayor precisión cuando pudo comprobar que el diámetro de las nuevas camisas era ¡3 centésimas de milímetro más grande! El instrumento utilizado por el técnico no era otro que un micrómetro.
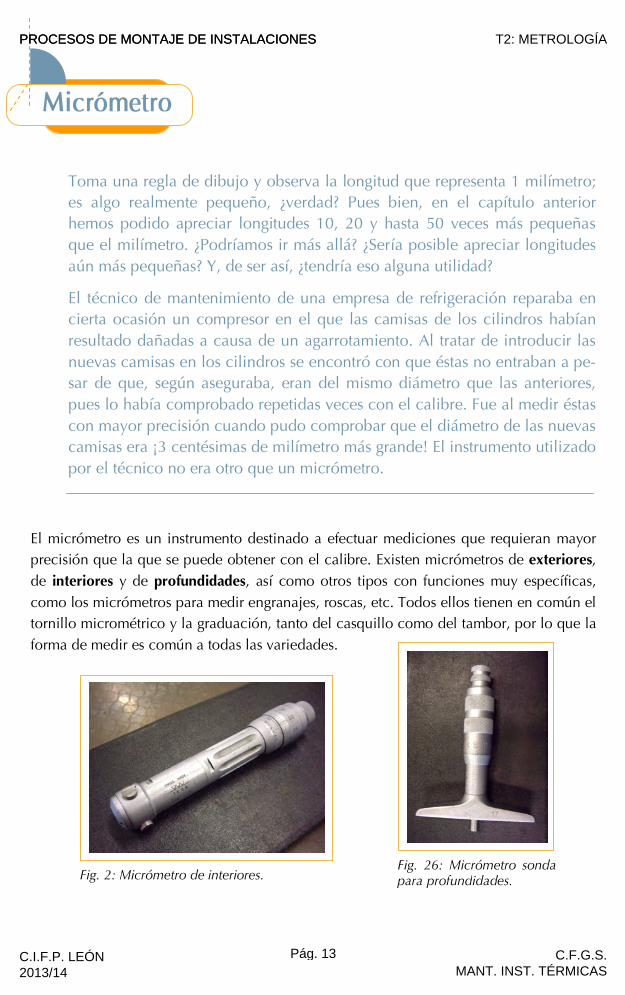
El micrómetro es un instrumento destinado a efectuar mediciones que requieran mayor precisión que la que se puede obtener con el calibre. Existen micrómetros de exteriores, de interiores y de profundidades, así como otros tipos con funciones muy específicas, como los micrómetros para medir engranajes, roscas, etc. Todos ellos tienen en común el tornillo micrométrico y la graduación, tanto del casquillo como del tambor, por lo que la forma de medir es común a todas las variedades.
Micrómetro
Fig. 2: Micrómetro de interiores.
Fig. 26: Micrómetro sonda para profundidades.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 13 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
21
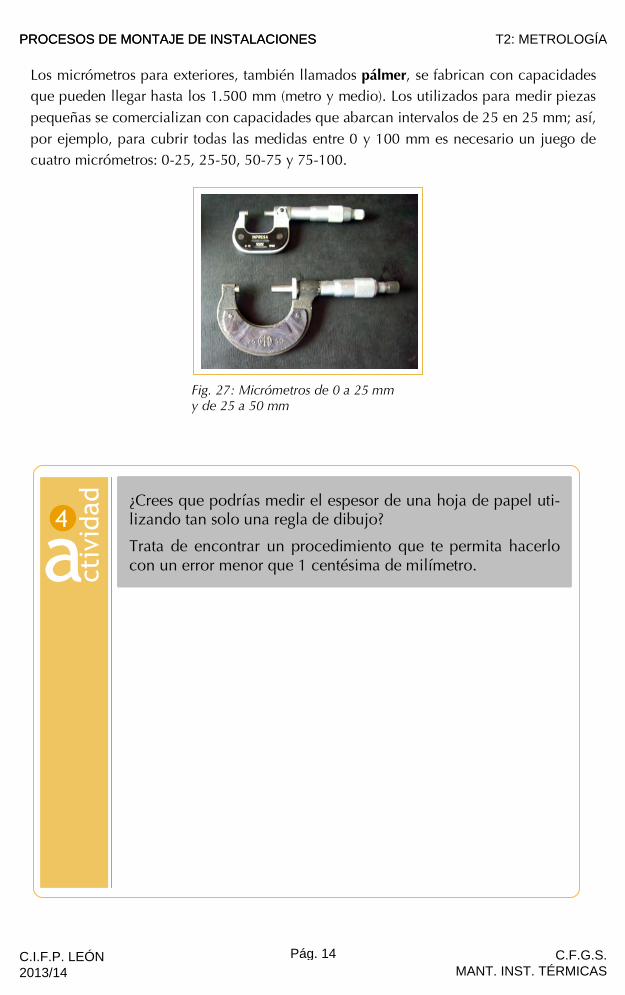
Los micrómetros para exteriores, también llamados pálmer, se fabrican con capacidades que pueden llegar hasta los 1.500 mm (metro y medio). Los utilizados para medir piezas pequeñas se comercializan con capacidades que abarcan intervalos de 25 en 25 mm; así, por ejemplo, para cubrir todas las medidas entre 0 y 100 mm es necesario un juego de cuatro micrómetros: 0-25, 25-50, 50-75 y 75-100.
Fig. 27: Micrómetros de 0 a 25 mm y de 25 a 50 mm
ctividad
a ¿Crees que podrías medir el espesor de una hoja de papel uti-lizando tan solo una regla de dibujo? Trata de encontrar un procedimiento que te permita hacerlo con un error menor que 1 centésima de milímetro.
4
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 14 C.F.G.S. MANT. INST. TÉRMICAS
22
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Partes del micrómetro
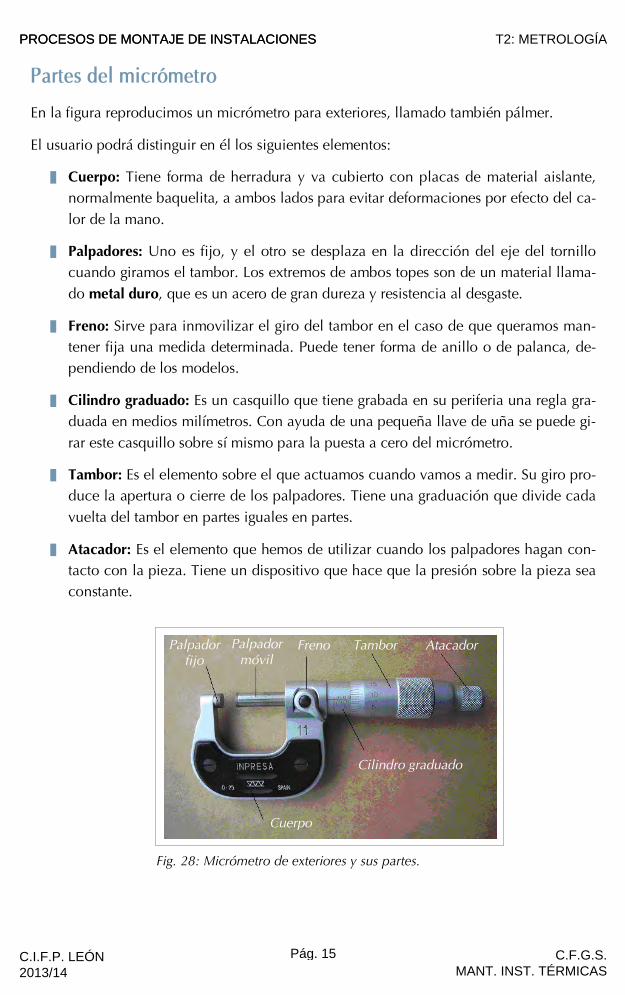
En la figura reproducimos un micrómetro para exteriores, llamado también pálmer.
El usuario podrá distinguir en él los siguientes elementos:
� Cuerpo: Tiene forma de herradura y va cubierto con placas de material aislante, normalmente baquelita, a ambos lados para evitar deformaciones por efecto del ca-lor de la mano.
� Palpadores: Uno es fijo, y el otro se desplaza en la dirección del eje del tornillo cuando giramos el tambor. Los extremos de ambos topes son de un material llama-do metal duro, que es un acero de gran dureza y resistencia al desgaste.
� Freno: Sirve para inmovilizar el giro del tambor en el caso de que queramos man-tener fija una medida determinada. Puede tener forma de anillo o de palanca, de-pendiendo de los modelos.
� Cilindro graduado: Es un casquillo que tiene grabada en su periferia una regla gra-duada en medios milímetros. Con ayuda de una pequeña llave de uña se puede gi-rar este casquillo sobre sí mismo para la puesta a cero del micrómetro.
� Tambor: Es el elemento sobre el que actuamos cuando vamos a medir. Su giro pro-duce la apertura o cierre de los palpadores. Tiene una graduación que divide cada vuelta del tambor en partes iguales en partes.
� Atacador: Es el elemento que hemos de utilizar cuando los palpadores hagan con-tacto con la pieza. Tiene un dispositivo que hace que la presión sobre la pieza sea constante.
Fig. 28: Micrómetro de exteriores y sus partes.
Palpador fijo
Palpador móvil
Freno Tambor Atacador
Cilindro graduado
Cuerpo
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 15 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
23
Principio de funcionamiento del micrómetro
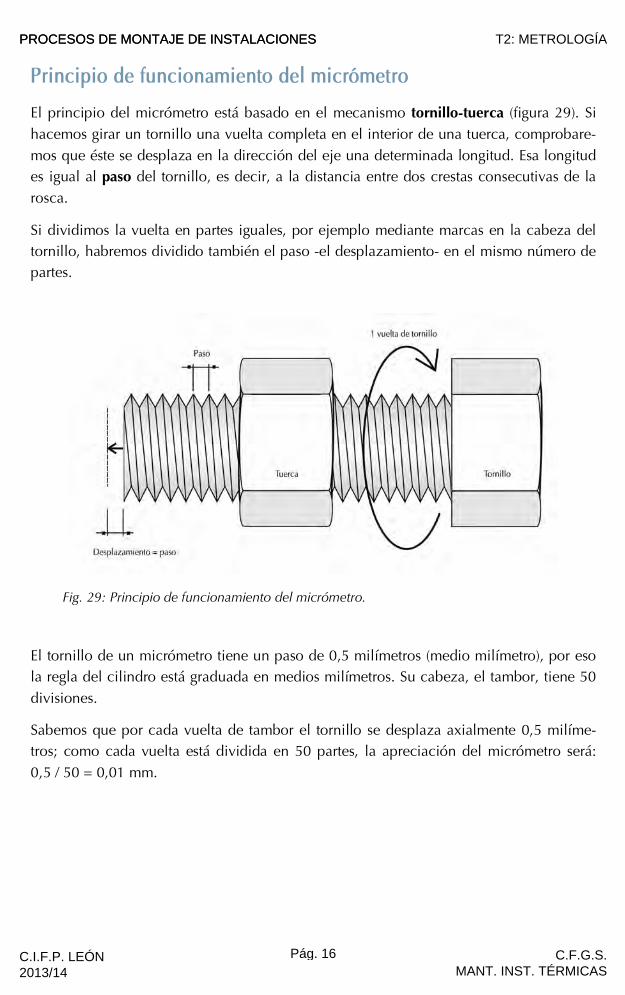
El principio del micrómetro está basado en el mecanismo tornillo-tuerca (figura 29). Si hacemos girar un tornillo una vuelta completa en el interior de una tuerca, comprobare-mos que éste se desplaza en la dirección del eje una determinada longitud. Esa longitud es igual al paso del tornillo, es decir, a la distancia entre dos crestas consecutivas de la rosca.
Si dividimos la vuelta en partes iguales, por ejemplo mediante marcas en la cabeza del tornillo, habremos dividido también el paso -el desplazamiento- en el mismo número de partes.
El tornillo de un micrómetro tiene un paso de 0,5 milímetros (medio milímetro), por eso la regla del cilindro está graduada en medios milímetros. Su cabeza, el tambor, tiene 50 divisiones.
Sabemos que por cada vuelta de tambor el tornillo se desplaza axialmente 0,5 milíme-tros; como cada vuelta está dividida en 50 partes, la apreciación del micrómetro será: 0,5 / 50 = 0,01 mm.
Fig. 29: Principio de funcionamiento del micrómetro.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 16 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
25
Medición
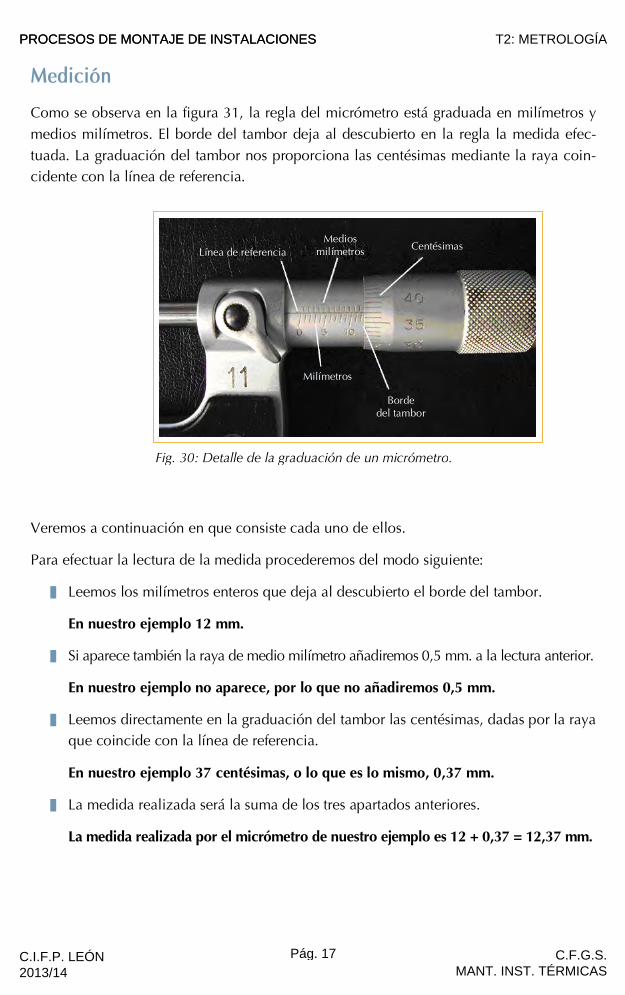
Como se observa en la figura 31, la regla del micrómetro está graduada en milímetros y medios milímetros. El borde del tambor deja al descubierto en la regla la medida efec-tuada. La graduación del tambor nos proporciona las centésimas mediante la raya coin-cidente con la línea de referencia.
Veremos a continuación en que consiste cada uno de ellos.
Para efectuar la lectura de la medida procederemos del modo siguiente:
� Leemos los milímetros enteros que deja al descubierto el borde del tambor.
En nuestro ejemplo 12 mm.
� Si aparece también la raya de medio milímetro añadiremos 0,5 mm. a la lectura anterior.
En nuestro ejemplo no aparece, por lo que no añadiremos 0,5 mm.
� Leemos directamente en la graduación del tambor las centésimas, dadas por la raya que coincide con la línea de referencia.
En nuestro ejemplo 37 centésimas, o lo que es lo mismo, 0,37 mm.
� La medida realizada será la suma de los tres apartados anteriores.
La medida realizada por el micrómetro de nuestro ejemplo es 12 + 0,37 = 12,37 mm.
Fig. 30: Detalle de la graduación de un micrómetro.
Línea de referencia Medios
milímetros Centésimas
Milímetros
Borde del tambor
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 17 C.F.G.S. MANT. INST. TÉRMICAS

26
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Otros ejemplos de medición
� El borde del tambor ha dejado al descubierto 3 mm.
� No asoma la raya del medio milíme-tro siguiente.
� En el tambor se leen 20 centésimas.
� La medida es: 3 + 0,20 = 3,20 mm.
� El borde del tambor ha dejado al descubierto 7 mm.
� Asoma la raya de medio milímetro, por lo que añadiremos 0,5 mm a la lectura anterior.
� En el tambor se leen 33 centésimas.
La medida es: 7 + 0,5 + 0,33 = 7,83 mm
Micrómetros digitales
Actualmente existen en el mercado micrómetros que proporcionan la medida en una pantalla digital con decimales hasta el orden de la milésima de milímetro, facilitando considerablemente la medición al evitar posibles errores en la lectura.
Fig. 31. Micrómetro efectuando una medida de 3,20 mm.
Fig. 32: Ejemplo de medición.
Fig. 33: Micrómetro digital.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 18 C.F.G.S. MANT. INST. TÉRMICAS

Unidad
Metrología 1
27
Manejo del micrómetro
Al igual que sucede con el calibre, al efectuar una medición con micrómetro hemos de evitar el roce de los palpadores con la superficie de la pieza, pues esto ocasionaría a la larga el deterioro del instrumento. La forma de proceder es la siguiente:
Abrimos el micrómetro de forma que la pieza a medir se sitúe entre los palpadores sin rozarlos.
Cerramos el micrómetro actuando sobre la superficie moleteada del tambor o bien sobre el atacador.
Poco antes de hacer contacto con la pieza, actuar sobre el atacador haciéndolo girar lentamente hasta que los palpadores hagan contacto con la pieza.
Continuar girando el atacador dos o tres vueltas para asegurar el perfecto contacto de los palpadores con la pieza. El atacador patina, asegurando de esta forma que la presión ejercida sea siempre la misma en cada medida.
Es un error gravísimo pensar que cuanta más presión ejerzamos sobre el tambor mejor será la medida. Por el contrario, al forzar de esa manera su mecanismo, falsearemos la medida y provocaremos su deterioro.
Fig. 34: Medición con micrómetro. Observa cómo la mano derecha actúa sobre el atacador.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 19 C.F.G.S. MANT. INST. TÉRMICAS
28
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Hasta ahora hemos estudiado instrumentos que miden longitudes con más o menos precisión, pero en el taller de mecanizado surge en ocasiones la ne-cesidad de mecanizar, conformar o verificar piezas cuyas caras forman entre sí ángulos determinados. Satisfacer esta necesidad exige el uso de instru-mentos capaces de medir ángulos con una precisión aceptable.
Transportador simple
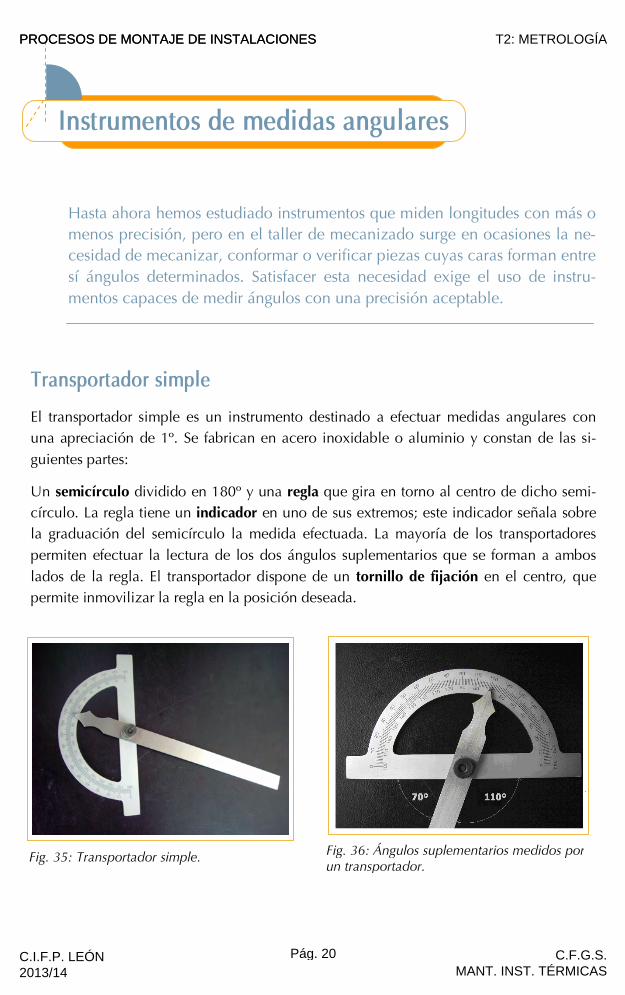
El transportador simple es un instrumento destinado a efectuar medidas angulares con una apreciación de 1º. Se fabrican en acero inoxidable o aluminio y constan de las si-guientes partes:
Un semicírculo dividido en 180º y una regla que gira en torno al centro de dicho semi-círculo. La regla tiene un indicador en uno de sus extremos; este indicador señala sobre la graduación del semicírculo la medida efectuada. La mayoría de los transportadores permiten efectuar la lectura de los dos ángulos suplementarios que se forman a ambos lados de la regla. El transportador dispone de un tornillo de fijación en el centro, que permite inmovilizar la regla en la posición deseada.
Instrumentos de medidas angulares
Fig. 35: Transportador simple.
Fig. 36: Ángulos suplementarios medidos por un transportador.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 20 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
29
o Medición con transportador simple
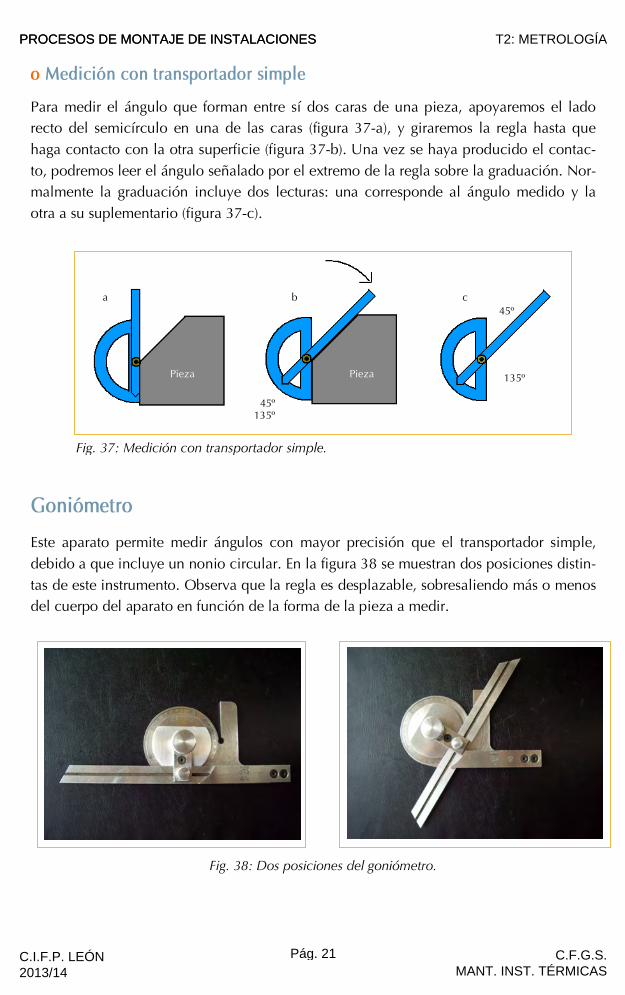
Para medir el ángulo que forman entre sí dos caras de una pieza, apoyaremos el lado recto del semicírculo en una de las caras (figura 37-a), y giraremos la regla hasta que haga contacto con la otra superficie (figura 37-b). Una vez se haya producido el contac-to, podremos leer el ángulo señalado por el extremo de la regla sobre la graduación. Nor-malmente la graduación incluye dos lecturas: una corresponde al ángulo medido y la otra a su suplementario (figura 37-c).
Goniómetro
Este aparato permite medir ángulos con mayor precisión que el transportador simple, debido a que incluye un nonio circular. En la figura 38 se muestran dos posiciones distin-tas de este instrumento. Observa que la regla es desplazable, sobresaliendo más o menos del cuerpo del aparato en función de la forma de la pieza a medir.
Fig. 37: Medición con transportador simple.
a b c
Pieza Pieza
45º 135º
45º
135º
Fig. 38: Dos posiciones del goniómetro.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 21 C.F.G.S. MANT. INST. TÉRMICAS
30
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
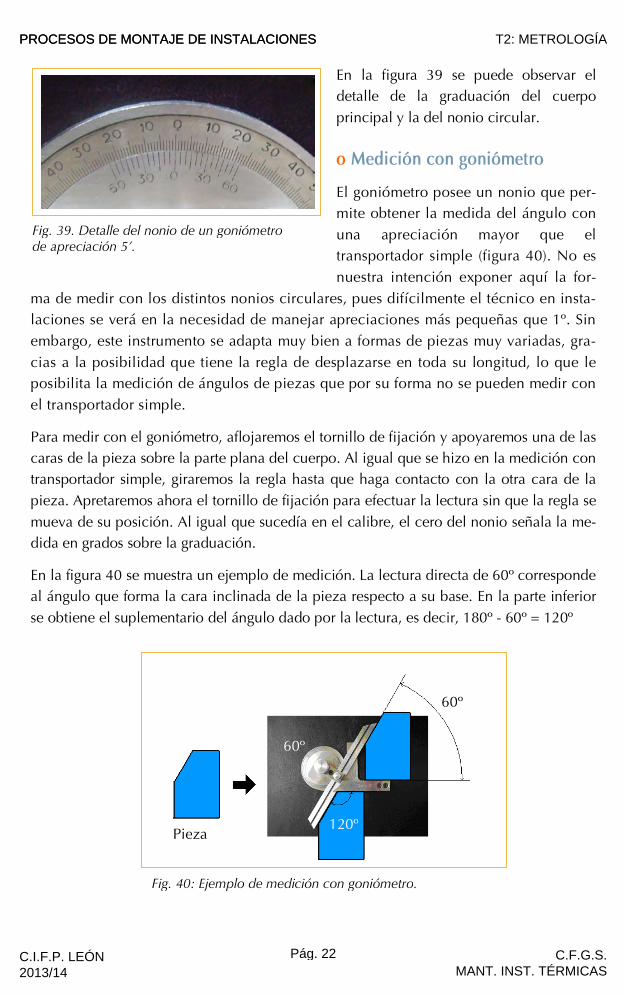
En la figura 39 se puede observar el detalle de la graduación del cuerpo principal y la del nonio circular. o Medición con goniómetro
El goniómetro posee un nonio que per-mite obtener la medida del ángulo con una apreciación mayor que el transportador simple (figura 40). No es nuestra intención exponer aquí la for-
ma de medir con los distintos nonios circulares, pues difícilmente el técnico en insta-laciones se verá en la necesidad de manejar apreciaciones más pequeñas que 1º. Sin embargo, este instrumento se adapta muy bien a formas de piezas muy variadas, gra-cias a la posibilidad que tiene la regla de desplazarse en toda su longitud, lo que le posibilita la medición de ángulos de piezas que por su forma no se pueden medir con el transportador simple.
Para medir con el goniómetro, aflojaremos el tornillo de fijación y apoyaremos una de las caras de la pieza sobre la parte plana del cuerpo. Al igual que se hizo en la medición con transportador simple, giraremos la regla hasta que haga contacto con la otra cara de la pieza. Apretaremos ahora el tornillo de fijación para efectuar la lectura sin que la regla se mueva de su posición. Al igual que sucedía en el calibre, el cero del nonio señala la me-dida en grados sobre la graduación.
En la figura 40 se muestra un ejemplo de medición. La lectura directa de 60º corresponde al ángulo que forma la cara inclinada de la pieza respecto a su base. En la parte inferior se obtiene el suplementario del ángulo dado por la lectura, es decir, 180º - 60º = 120º
Fig. 39. Detalle del nonio de un goniómetro de apreciación 5’.
Fig. 40: Ejemplo de medición con goniómetro.
Pieza
60º
120º
60º
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 22 C.F.G.S. MANT. INST. TÉRMICAS

32
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
ctividad
a ¿Qué instrumento o instrumentos de medida utilizarías para medir los objetos que se enumeran en a tabla? Por una cruz donde corresponda.
REGLA
METÁLICA DE TALLER
FLEXÓ-METRO
CALIBRE PIE DE REY
MICRÓ-METRO DE
EXTERIORES
TRANSPOR-TADOR O
GONIÓMETRO Altura de una mesa
Altura del hueco de una ventana
Ángulo entre dos superfi-cies
Diámetro de una tubería de agua
Espesor de una lámina de chapa
Longitud de un tornillo
Profundidad de un aguje-ro taladrado
Diámetro del eje de un motor
Anchura de un perfil de aluminio
Ángulo del filo de un cortafríos
Perímetro de una bombo-na de butano
8
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 23 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
33
Unidades de longitud en el sistema
anglosajón: la pulgada
Es posible que la palabra pulgada no sea ajena a tu vocabulario. “La panta-lla de este ordenador es de 17 pulgadas” puede ser una frase que hayas em-pleado o hayas leído en algún catálogo de ordenadores. También el tamaño de las pantallas de televisión se define de esa manera, y, como ya sabrás, es la longitud de su diagonal expresada en esa unidad de medida anglosajona. Pero, ¿se limita su uso exclusivamente a definir el tamaño de las pantallas? ¿Qué interés puede tener para un instalador esta unidad de medida?
La pulgada sigue manteniendo cierta vigencia en el campo de las instalacio-nes de agua, gas y climatización. “Tubo de media pulgada” o “rosca gas de tres cuartos de pulgada” son ejemplos de expresiones de uso común, tanto en catálogos técnico-comerciales como en el vocabulario de uso corriente, por lo que es recomendable conocer, aunque sea de someramente, este sis-tema de medición.
Una pulgada es, en nuestro sistema de unidades, una longitud de 25,4 milímetros. Algo así como esto:
Diremos entonces que el segmento de la figura mide una pulgada. Expresándolo numéri-camente: 1”. Las dos comillas después de la cifra indican precisamente eso: pulgadas (“inch” en inglés)
Si dividimos el segmento en dos mitades obtendremos dos segmentos de media pulgada (1/2”):
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 24 C.F.G.S. MANT. INST. TÉRMICAS

34
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Dividiendo ahora cada mitad en dos partes, habremos dividido la pulgada en cuartos
Las longitudes que podemos apreciar con la pulgada dividida en cuartos son respectiva-mente, ¼”, ½”, y ¾”. (Observa que decimos ½” y no 2/4”)
Dividiendo ahora cada cuarto en dos partes, obtendremos los octavos de pulgada:
Fíjate en las medidas que se pueden obtener con esta división de la pulgada en 8 partes:
Todas las fracciones están simplificadas, y por eso no decimos 2/8”, sino ¼”. Tampoco decimos 4/8”, sino ½”.
¿Y más allá de la pulgada? Cuando la medida sea mayor que 1” contaremos las pulgadas enteras y a continuación anotaremos las fracciones de pulgada que hay hasta la medida. Así, por ejemplo, en la figura tenemos acotada una medida que comprende 2 pulgadas enteras más ¼ de pulgada. Dicha medida se escribe 2 ¼”:
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 25 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
35
Ejemplo de medición
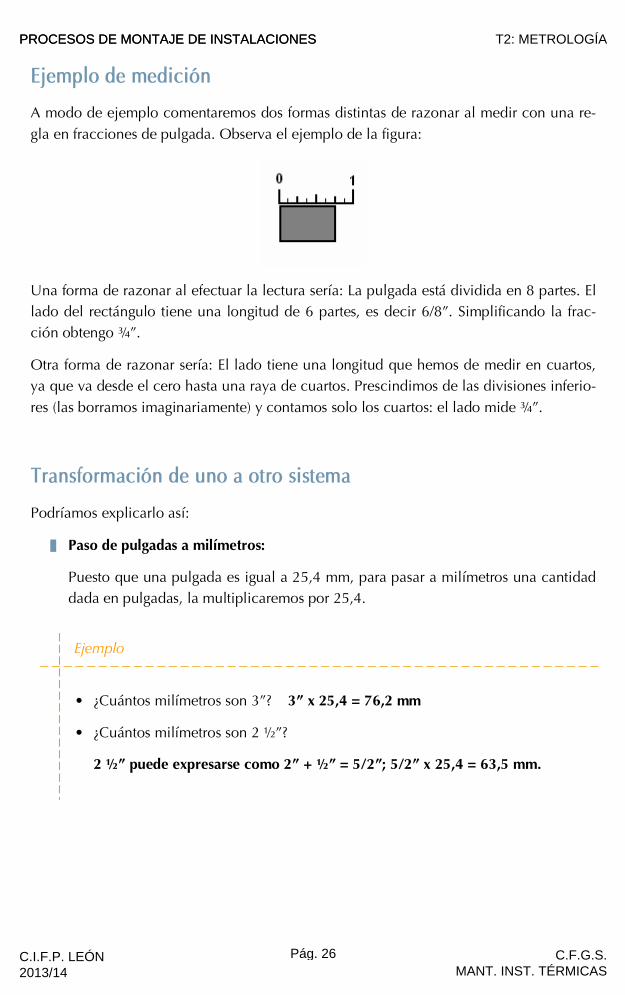
A modo de ejemplo comentaremos dos formas distintas de razonar al medir con una re-gla en fracciones de pulgada. Observa el ejemplo de la figura:
Una forma de razonar al efectuar la lectura sería: La pulgada está dividida en 8 partes. El lado del rectángulo tiene una longitud de 6 partes, es decir 6/8”. Simplificando la frac-ción obtengo ¾”.
Otra forma de razonar sería: El lado tiene una longitud que hemos de medir en cuartos, ya que va desde el cero hasta una raya de cuartos. Prescindimos de las divisiones inferio-res (las borramos imaginariamente) y contamos solo los cuartos: el lado mide ¾”.
Transformación de uno a otro sistema
Podríamos explicarlo así:
� Paso de pulgadas a milímetros:
Puesto que una pulgada es igual a 25,4 mm, para pasar a milímetros una cantidad dada en pulgadas, la multiplicaremos por 25,4.
• ¿Cuántos milímetros son 3”? 3” x 25,4 = 76,2 mm
• ¿Cuántos milímetros son 2 ½”?
2 ½” puede expresarse como 2” + ½” = 5/2”; 5/2” x 25,4 = 63,5 mm.
Ejemplo
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 26 C.F.G.S. MANT. INST. TÉRMICAS
36
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
� � Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
� Paso de milímetros a pulgadas:
Para pasar de milímetros a pulgadas hemos de dividir entre 25,4 mm.
No siempre es posible transformar esta expresión en otra con parte entera y parte frac-cionaria cuya fracción sea del orden de las estudiadas (1/2”, ¼”, etc.).
• Expresar en pulgadas 100 mm. 100 : 25,4 = 3,9 pulgadas
Ejemplo
ctividad
a Efectuando sucesivas divisiones en una pulgada (25,4 mm), ¿sabrías decirnos en cuántas divisiones habría que dividir la pulgada para que la longitud apreciada fuera inferior a 1mm?
9
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 27 C.F.G.S. MANT. INST. TÉRMICAS
Unidad
Metrología 1
37
Medición en pulgadas con el calibre
El instalador se encontrará en ocasiones con la necesidad de medir el diámetro de una tubería o accesorio dimensionado en pulgadas. Para ello deberá utilizar la graduación en pulgadas del calibre, la cual suele estar grabada en la parte superior de la regla. Los diá-metros de racores y tuberías suelen ser fracciones de la pulgada que raramente van más allá de los dieciseisavos (pulgada dividida en 16 partes), por lo que no será necesario recurrir al nonio.
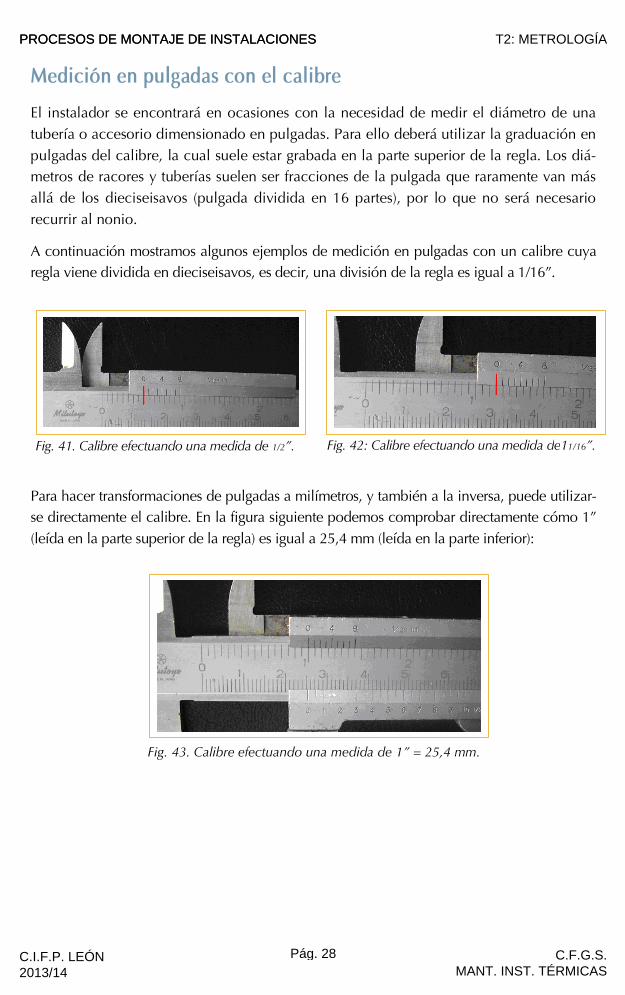
A continuación mostramos algunos ejemplos de medición en pulgadas con un calibre cuya regla viene dividida en dieciseisavos, es decir, una división de la regla es igual a 1/16”.
Para hacer transformaciones de pulgadas a milímetros, y también a la inversa, puede utilizar-se directamente el calibre. En la figura siguiente podemos comprobar directamente cómo 1” (leída en la parte superior de la regla) es igual a 25,4 mm (leída en la parte inferior):
Fig. 41. Calibre efectuando una medida de 1/2”.
Fig. 42: Calibre efectuando una medida de11/16”.
Fig. 43. Calibre efectuando una medida de 1” = 25,4 mm.
PROCESOS DE MONTAJE DE INSTALACIONES T2: METROLOGÍAPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 28 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
7
La fotografía muestra varios tornillos, todos ellos dife-rentes; los hay grandes, pequeños, con cabeza hexa-gonal, cilíndrica, cónica… Incluso el color es diferen-te: los hay negros, plateados, dorados… Todos son de uso común, y pueden encontrarse en cualquier taller a poco que utilice un mínimo de tornillería. Pero, ¿por qué hay tornillos tan distintos? ¿Qué importancia tiene la forma en la función que realiza?
Aunque existe una gran variedad de tornillos, la mayoría de ellos están normalizados, lo que significa que sus formas y dimensiones responden a normas aceptadas internacionalmente para facilitar su intercambio; ello no excluye que se puedan encontrar tornillos no normalizados, fa-bricados expresamente para una determinada función; estos tornillos no serán objeto de estudio en esta unidad. A continuación estudiarás las características que distinguen a los tornillos.
Características de los tornillos
Un tornillo es una pieza cilíndrica, generalmente de metal, roscada en toda o parte de su longitud y provista en uno de sus extremos de una cabeza con la forma adecuada para poder ser apretado.
o Partes principales
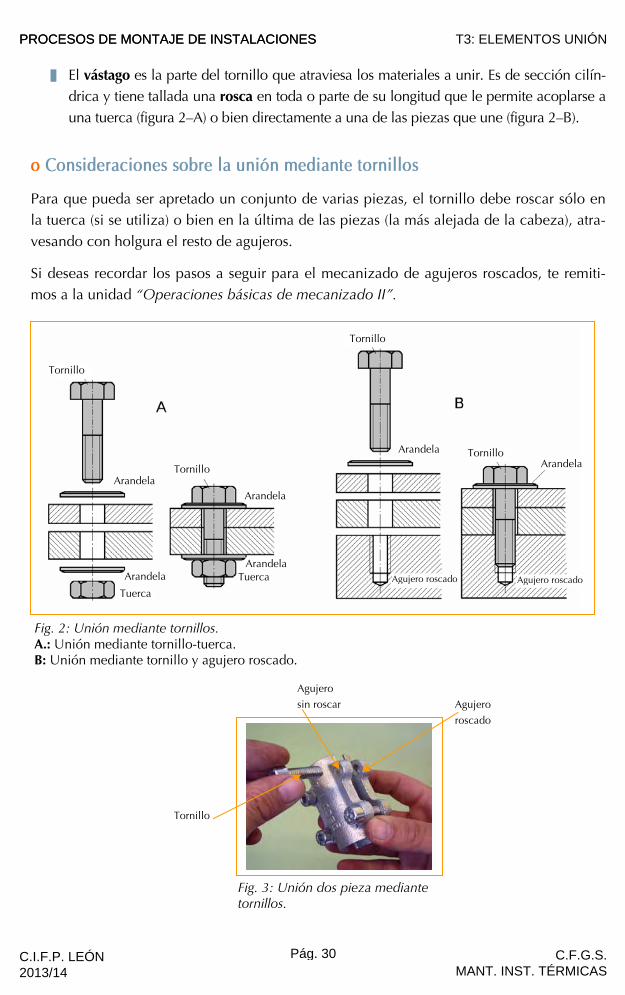
En un tornillo se distinguen cuatro partes principales: cabeza, mortaja, vástago y rosca.
La cabeza es la parte que sirve de tope al tornillo. Puede tener forma hexago-nal, cuadrada, semiesférica, cilíndrica o troncocónica y, salvo excepciones, contiene una ranura o mortaja para el acoplamiento del destornillador o la llave de apriete.
Tornillos
Fig. 1: Partes principales de un tornillo.
Mortaja
Vástago
Rosca
Cabeza
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 29 C.F.G.S. MANT. INST. TÉRMICAS
8
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
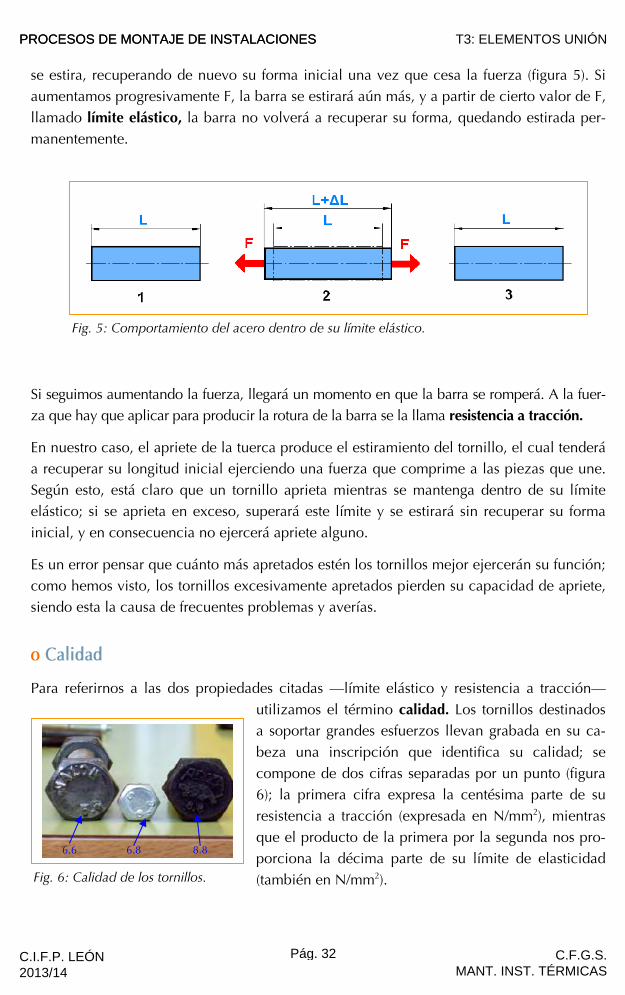
El vástago es la parte del tornillo que atraviesa los materiales a unir. Es de sección cilín-drica y tiene tallada una rosca en toda o parte de su longitud que le permite acoplarse a una tuerca (figura 2–A) o bien directamente a una de las piezas que une (figura 2–B).
o Consideraciones sobre la unión mediante tornillos
Para que pueda ser apretado un conjunto de varias piezas, el tornillo debe roscar sólo en la tuerca (si se utiliza) o bien en la última de las piezas (la más alejada de la cabeza), atra-vesando con holgura el resto de agujeros.
Si deseas recordar los pasos a seguir para el mecanizado de agujeros roscados, te remiti-mos a la unidad “Operaciones básicas de mecanizado II”.
Fig. 2: Unión mediante tornillos. A.: Unión mediante tornillo-tuerca. B: Unión mediante tornillo y agujero roscado.
Tornillo
Arandela Tornillo
Arandela
Arandela
Tuerca
Tuerca Arandela
Arandela Tornillo Arandela
Agujero roscado Agujero roscado
Tornillo
Fig. 3: Unión dos pieza mediante tornillos.
Agujero
sin roscar Agujero
roscado
Tornillo
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 30 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Elementos de Unión 7
9
A lo largo de esta unidad didáctica podrás observar que el vástago de algunos tornillos aparece roscado totalmente, mientras que en otros lo está sólo parcialmente; esto se debe a que, en ciertos casos, el tornillo debe soportar importantes esfuerzos laterales que le transmiten las piezas que une, y podría producirse el aplastamiento de las crestas de la rosca. Por otra parte, la rosca constituye una disminución de la sección del tornillo, dismi-nuyendo en consecuencia su resistencia. Para evitar ambos efectos, algunos tornillos se fabrican con una parte sin roscar, que es sobre la que apoya la cara interior del agujero (figura 4).
Si no se prevén esfuerzos laterales importantes, el tornillo roscado totalmente ofrece la ventaja de poder unir piezas de muy poco espesor sin la limitación de la longitud de rosca.
o Principio de funcionamiento de los tornillos
Es sabido que los tornillos están sometidos a los esfuerzos que le transmiten las piezas que une; así, por ejemplo, los tornillos que sujetan las ruedas de los automóviles soportan el peso del vehículo más los traqueteos debidos a las irregularidades del terreno, los cambios de dirección, etc.
Pero los tornillos están sometidos también a otro esfuerzo no menos importante: el que se produce por el mero hecho de ser apretados. Cuando unimos dos piezas mediante un tor-nillo y una tuerca, roscamos éstos manualmente hasta que hacen tope con la superficie de las piezas; a partir de esa situación es difícil seguir roscando, pues ya no hay espacio para que la tuerca se desplace a lo largo del tornillo. Sin embargo, con la ayuda de una llave o un destornillador, aún podremos seguir girando algo más la tuerca; ¿cómo es esto posible si ya no hay espacio para su desplazamiento?
La respuesta está en el comportamiento del material con el que está fabricado el tornillo. El acero se comporta en cierta medida como un material elástico. Si aplicamos dos fuerzas F iguales y de sentido opuesto en los extremos de una barra de acero, observaremos que ésta
Fig. 4: Esfuerzos laterales sobre un tornillo.
A.: Roscado totalmente. B.: Roscado parcialmente.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 31 C.F.G.S. MANT. INST. TÉRMICAS
10
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
se estira, recuperando de nuevo su forma inicial una vez que cesa la fuerza (figura 5). Si aumentamos progresivamente F, la barra se estirará aún más, y a partir de cierto valor de F, llamado límite elástico, la barra no volverá a recuperar su forma, quedando estirada per-manentemente.
Si seguimos aumentando la fuerza, llegará un momento en que la barra se romperá. A la fuer-za que hay que aplicar para producir la rotura de la barra se la llama resistencia a tracción.
En nuestro caso, el apriete de la tuerca produce el estiramiento del tornillo, el cual tenderá a recuperar su longitud inicial ejerciendo una fuerza que comprime a las piezas que une. Según esto, está claro que un tornillo aprieta mientras se mantenga dentro de su límite elástico; si se aprieta en exceso, superará este límite y se estirará sin recuperar su forma inicial, y en consecuencia no ejercerá apriete alguno.
Es un error pensar que cuánto más apretados estén los tornillos mejor ejercerán su función; como hemos visto, los tornillos excesivamente apretados pierden su capacidad de apriete, siendo esta la causa de frecuentes problemas y averías.
o Calidad
Para referirnos a las dos propiedades citadas —límite elástico y resistencia a tracción— utilizamos el término calidad. Los tornillos destinados a soportar grandes esfuerzos llevan grabada en su ca-beza una inscripción que identifica su calidad; se compone de dos cifras separadas por un punto (figura 6); la primera cifra expresa la centésima parte de su resistencia a tracción (expresada en N/mm2), mientras que el producto de la primera por la segunda nos pro-porciona la décima parte de su límite de elasticidad (también en N/mm2).
Fig. 5: Comportamiento del acero dentro de su límite elástico.
Fig. 6: Calidad de los tornillos.
6.6 6.8 8.8
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 32 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
11
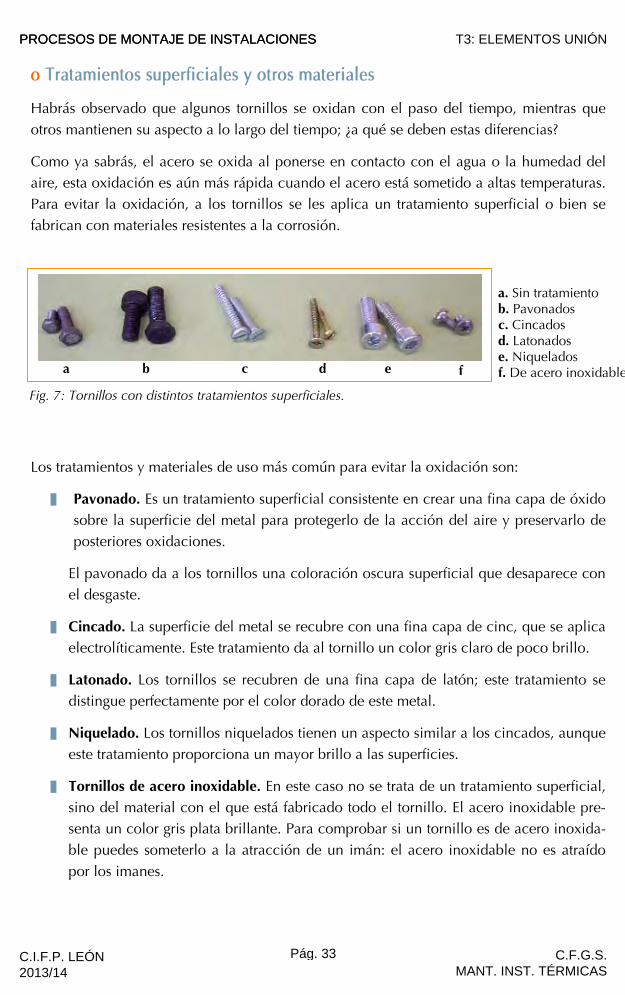
o Tratamientos superficiales y otros materiales
Habrás observado que algunos tornillos se oxidan con el paso del tiempo, mientras que otros mantienen su aspecto a lo largo del tiempo; ¿a qué se deben estas diferencias?
Como ya sabrás, el acero se oxida al ponerse en contacto con el agua o la humedad del aire, esta oxidación es aún más rápida cuando el acero está sometido a altas temperaturas. Para evitar la oxidación, a los tornillos se les aplica un tratamiento superficial o bien se fabrican con materiales resistentes a la corrosión.
Los tratamientos y materiales de uso más común para evitar la oxidación son:
Pavonado. Es un tratamiento superficial consistente en crear una fina capa de óxido sobre la superficie del metal para protegerlo de la acción del aire y preservarlo de posteriores oxidaciones.
El pavonado da a los tornillos una coloración oscura superficial que desaparece con el desgaste.
Cincado. La superficie del metal se recubre con una fina capa de cinc, que se aplica electrolíticamente. Este tratamiento da al tornillo un color gris claro de poco brillo.
Latonado. Los tornillos se recubren de una fina capa de latón; este tratamiento se distingue perfectamente por el color dorado de este metal.
Niquelado. Los tornillos niquelados tienen un aspecto similar a los cincados, aunque este tratamiento proporciona un mayor brillo a las superficies.
Tornillos de acero inoxidable. En este caso no se trata de un tratamiento superficial, sino del material con el que está fabricado todo el tornillo. El acero inoxidable pre-senta un color gris plata brillante. Para comprobar si un tornillo es de acero inoxida-ble puedes someterlo a la atracción de un imán: el acero inoxidable no es atraído por los imanes.
Fig. 7: Tornillos con distintos tratamientos superficiales.
a b c d e f
a. Sin tratamiento b. Pavonados c. Cincados d. Latonados e. Niquelados f. De acero inoxidable
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 33 C.F.G.S. MANT. INST. TÉRMICAS

12
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Clasificación de los tornillos
Como hemos dicho en la introducción de este capítulo, los tornillos presentan variaciones en la cabeza y en la rosca, las cuales dan lugar a distintos tipos de tornillos. Establecemos una posible clasificación en base a los siguientes criterios:
Forma de la cabeza.
Forma de la ranura o mortaja.
Tipo de rosca.
o Forma de la cabeza
Dentro de la variedad de formas de cabeza existentes, puedes ver en la figura 8 las más usuales:
Los tornillos de cabeza hexagonal se utilizan en uniones que exigen un gran esfuerzo de apriete. La cabeza puede sobresalir de la superficie de la pieza o bien ir alojada en un ori-ficio mecanizado para tal fin. Debido a su capacidad para soportar grandes esfuerzos, en-contraremos tornillos con cabeza hexagonal en culatas de motores de explosión, en com-presores, en la fijación de las ruedas de los vehículos, etc.
Fig. 8: Formas de cabeza de los tornillos.
Hexagonal Cuadrada Redonda Cilíndrica
Plana Alomada Avellanada Gota de sebo
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 34 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
13
La cabeza cuadrada es poco utilizada actualmente, siendo sustituida por la cabeza hexa-gonal, debido a que ésta última permite acoplar la llave de apriete cada 60º, mientras que la cuadrada sólo cada 90º, lo cual, como veremos, es una desventaja cuando hay que efectuar aprietes con poco espacio disponible.
Si la cabeza del tornillo sobresale de la superficie puede resultar molesta al causar en-ganches o heridas; para evitarlo se utilizan tornillos de cabeza redonda, ya que carece de aristas vivas. Encontraremos este tipo de cabeza en sillas, mesas, herramientas de mano, etc.
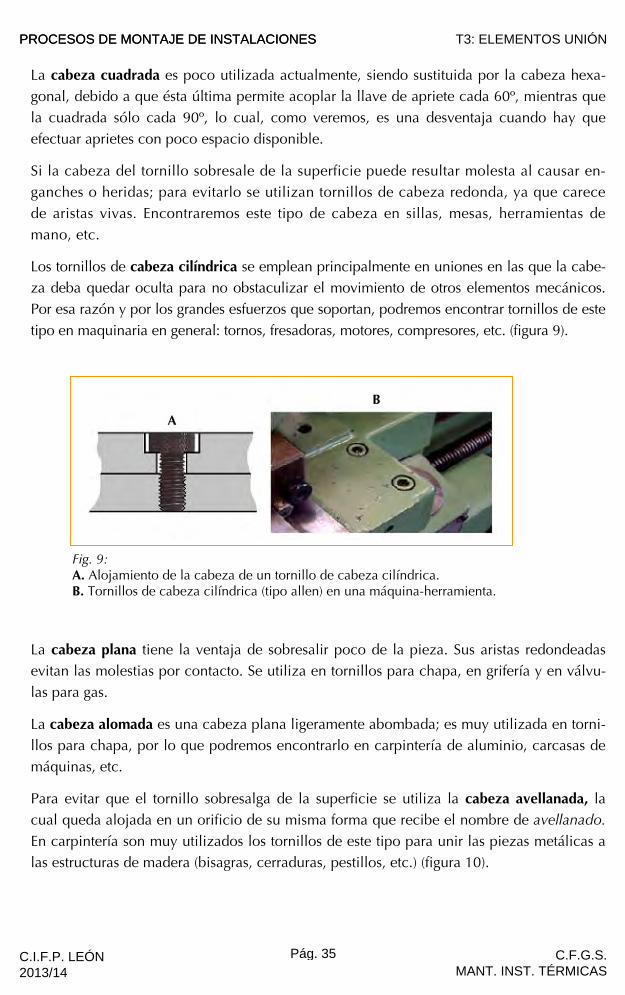
Los tornillos de cabeza cilíndrica se emplean principalmente en uniones en las que la cabe-za deba quedar oculta para no obstaculizar el movimiento de otros elementos mecánicos. Por esa razón y por los grandes esfuerzos que soportan, podremos encontrar tornillos de este tipo en maquinaria en general: tornos, fresadoras, motores, compresores, etc. (figura 9).
La cabeza plana tiene la ventaja de sobresalir poco de la pieza. Sus aristas redondeadas evitan las molestias por contacto. Se utiliza en tornillos para chapa, en grifería y en válvu-las para gas.
La cabeza alomada es una cabeza plana ligeramente abombada; es muy utilizada en torni-llos para chapa, por lo que podremos encontrarlo en carpintería de aluminio, carcasas de máquinas, etc.
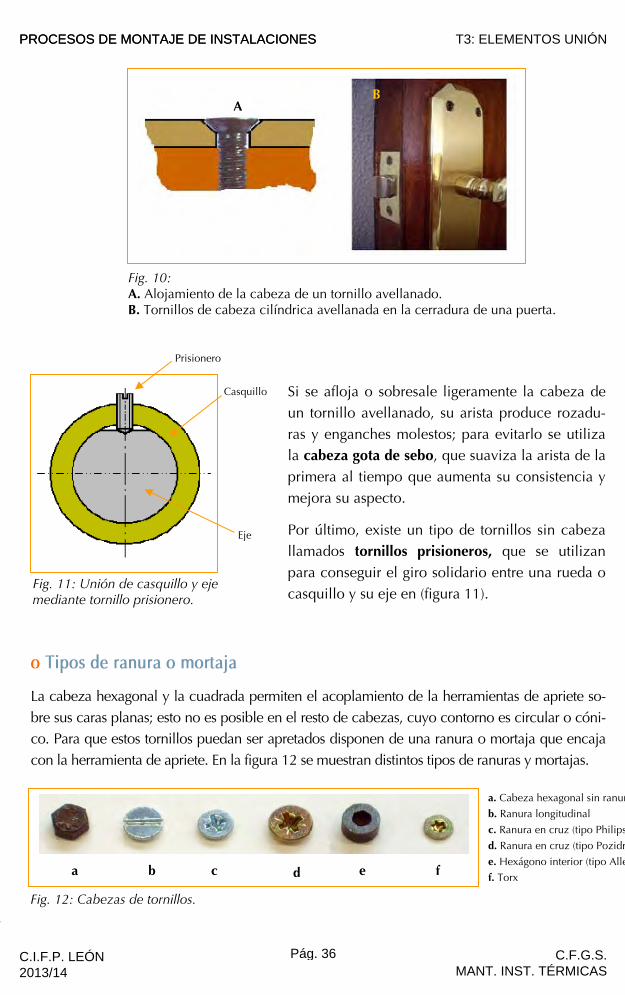
Para evitar que el tornillo sobresalga de la superficie se utiliza la cabeza avellanada, la cual queda alojada en un orificio de su misma forma que recibe el nombre de avellanado. En carpintería son muy utilizados los tornillos de este tipo para unir las piezas metálicas a las estructuras de madera (bisagras, cerraduras, pestillos, etc.) (figura 10).
Fig. 9: A. Alojamiento de la cabeza de un tornillo de cabeza cilíndrica. B. Tornillos de cabeza cilíndrica (tipo allen) en una máquina-herramienta.
A B
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 35 C.F.G.S. MANT. INST. TÉRMICAS
14
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Si se afloja o sobresale ligeramente la cabeza de un tornillo avellanado, su arista produce rozadu-ras y enganches molestos; para evitarlo se utiliza la cabeza gota de sebo, que suaviza la arista de la primera al tiempo que aumenta su consistencia y mejora su aspecto.
Por último, existe un tipo de tornillos sin cabeza llamados tornillos prisioneros, que se utilizan para conseguir el giro solidario entre una rueda o casquillo y su eje en (figura 11).
o Tipos de ranura o mortaja
La cabeza hexagonal y la cuadrada permiten el acoplamiento de la herramientas de apriete so-bre sus caras planas; esto no es posible en el resto de cabezas, cuyo contorno es circular o cóni-co. Para que estos tornillos puedan ser apretados disponen de una ranura o mortaja que encaja con la herramienta de apriete. En la figura 12 se muestran distintos tipos de ranuras y mortajas.
Fig. 10: A. Alojamiento de la cabeza de un tornillo avellanado. B. Tornillos de cabeza cilíndrica avellanada en la cerradura de una puerta.
A B
Fig. 11: Unión de casquillo y eje mediante tornillo prisionero.
Prisionero
Casquillo
Eje
Fig. 12: Cabezas de tornillos.
a b c fe d
a. Cabeza hexagonal sin ranura
b. Ranura longitudinal
c. Ranura en cruz (tipo Philips)
d. Ranura en cruz (tipo Pozidriv)
e. Hexágono interior (tipo Allen)
f. Torx
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 36 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
15
Ranura longitudinal. La ranura está mecanizada diametralmente de extremo a ex-tremo de la cabeza; su anchura y profundidad guardan proporción con el tamaño del tornillo.
Ranura en cruz (tipo Philips). Se trata de un orificio en forma de cruz ligeramente cónico en profundidad.
Ranura en cruz (tipo Pozidriv). La mortaja tipo Pozidriv es una evolución de la Phi-lips; se diferencia de ésta en que tiene cuatro pequeñas ranuras adicionales para que el destornillador —que ha de ser también tipo Pozidriv— efectúe la fuerza apoyán-dose en ocho puntos, y no en cuatro como la Philips (figura 37).
Hexágono interior (tipo Allen). Esta mortaja tiene forma de prisma hexagonal. La llave actúa sobre seis puntos de la mortaja en lugar de sobre dos o cuatro, como es el caso de la ranura longitudinal. Si se desmontan frecuentemente, se produce el re-dondeo de las aristas del hexágono, siendo muy difícil posteriores aprietes.
Torx. Para aminorar el inconveniente del desgaste de las aristas del hexágono en los tornillos Allen, surge el sistema Torx, el cual presenta una ranura en forma de estrella de seis puntas; al tener las aristas más pronunciadas se evita su redondeo prematuro, alargando la vida de los tornillos.
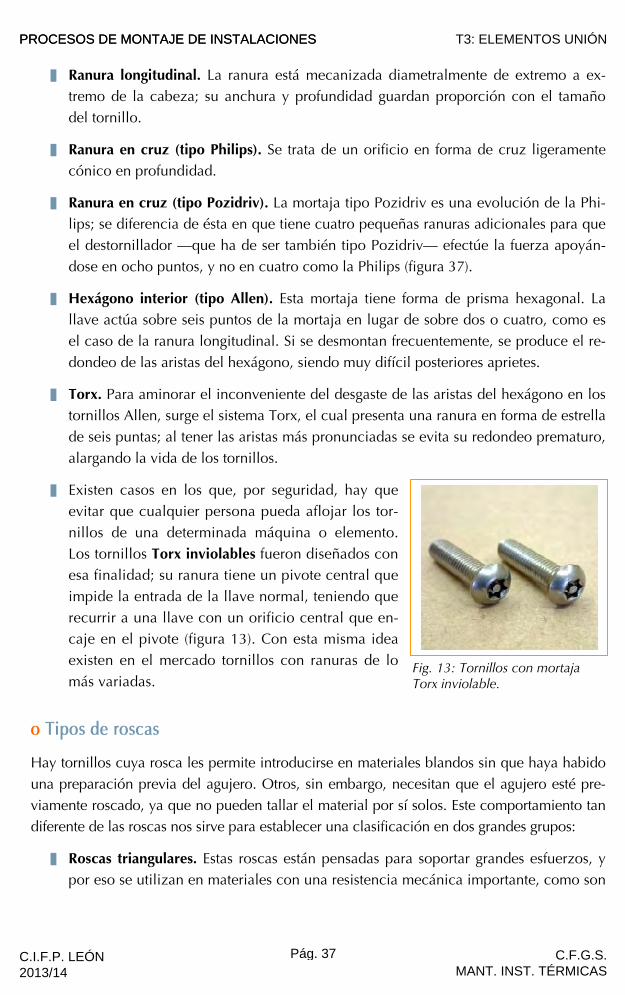
Existen casos en los que, por seguridad, hay que evitar que cualquier persona pueda aflojar los tor-nillos de una determinada máquina o elemento. Los tornillos Torx inviolables fueron diseñados con esa finalidad; su ranura tiene un pivote central que impide la entrada de la llave normal, teniendo que recurrir a una llave con un orificio central que en-caje en el pivote (figura 13). Con esta misma idea existen en el mercado tornillos con ranuras de lo más variadas.
o Tipos de roscas
Hay tornillos cuya rosca les permite introducirse en materiales blandos sin que haya habido una preparación previa del agujero. Otros, sin embargo, necesitan que el agujero esté pre-viamente roscado, ya que no pueden tallar el material por sí solos. Este comportamiento tan diferente de las roscas nos sirve para establecer una clasificación en dos grandes grupos:
Roscas triangulares. Estas roscas están pensadas para soportar grandes esfuerzos, y por eso se utilizan en materiales con una resistencia mecánica importante, como son
Fig. 13: Tornillos con mortaja Torx inviolable.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 37 C.F.G.S. MANT. INST. TÉRMICAS
16
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
los aceros. En este caso la rosca del tornillo ajusta exactamente con la rosca del agu-jero (tuerca). Pertenecen a este grupo la rosca métrica y la Whitworth.
Roscas cortantes. Estas roscas están pensadas para poder ser introducidas en mate-riales blandos (madera, aluminio, etc.), en los cuales tallan la rosca al mismo tiempo que se introducen. Debido a que roscan en materiales blandos, estas roscas no están pensadas para soportar grandes esfuerzos. A este grupo pertenecen las roscas de los tirafondos y las de los tornillos para chapa.
A pesar de que todos estos elementos quedan englobados bajo la denominación de torni-llos, cuando se quieren establecer diferencias es frecuente emplear el término tornillo para designar a los elementos del primer grupo, mientras que los del segundo reciben el nom-bre más concreto de tirafondos y tornillos para chapa respectivamente.
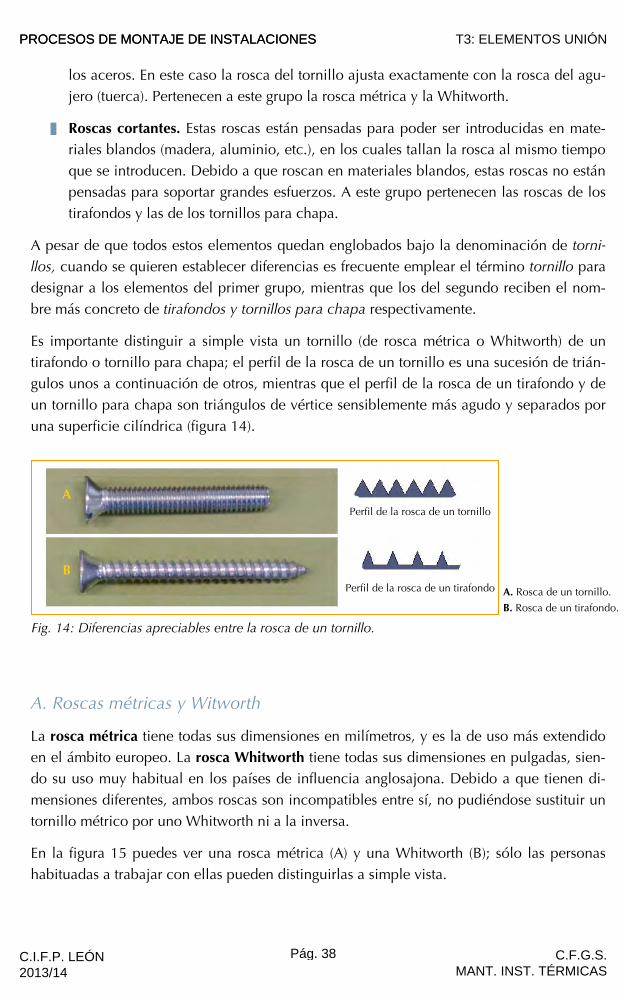
Es importante distinguir a simple vista un tornillo (de rosca métrica o Whitworth) de un tirafondo o tornillo para chapa; el perfil de la rosca de un tornillo es una sucesión de trián-gulos unos a continuación de otros, mientras que el perfil de la rosca de un tirafondo y de un tornillo para chapa son triángulos de vértice sensiblemente más agudo y separados por una superficie cilíndrica (figura 14).
A. Roscas métricas y Witworth
La rosca métrica tiene todas sus dimensiones en milímetros, y es la de uso más extendido en el ámbito europeo. La rosca Whitworth tiene todas sus dimensiones en pulgadas, sien-do su uso muy habitual en los países de influencia anglosajona. Debido a que tienen di-mensiones diferentes, ambos roscas son incompatibles entre sí, no pudiéndose sustituir un tornillo métrico por uno Whitworth ni a la inversa.
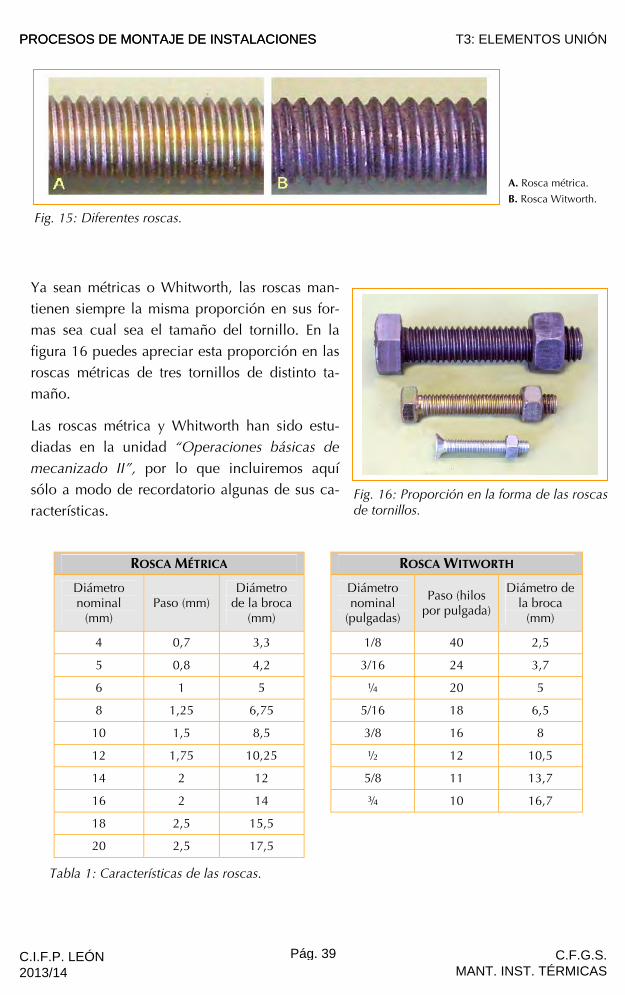
En la figura 15 puedes ver una rosca métrica (A) y una Whitworth (B); sólo las personas habituadas a trabajar con ellas pueden distinguirlas a simple vista.
Fig. 14: Diferencias apreciables entre la rosca de un tornillo.
A. Rosca de un tornillo.
B. Rosca de un tirafondo.
Perfil de la rosca de un tornillo
Perfil de la rosca de un tirafondo
A
B
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 38 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
17
Ya sean métricas o Whitworth, las roscas man-tienen siempre la misma proporción en sus for-mas sea cual sea el tamaño del tornillo. En la figura 16 puedes apreciar esta proporción en las roscas métricas de tres tornillos de distinto ta-maño.
Las roscas métrica y Whitworth han sido estu-diadas en la unidad “Operaciones básicas de mecanizado II”, por lo que incluiremos aquí sólo a modo de recordatorio algunas de sus ca-racterísticas.
ROSCA MÉTRICA ROSCA WITWORTH
Diámetro nominal
(mm) Paso (mm)
Diámetro de la broca
(mm)
Diámetro nominal
(pulgadas)
Paso (hilos por pulgada)
Diámetro de la broca
(mm)
4 0,7 3,3 1/8 40 2,5
5 0,8 4,2 3/16 24 3,7
6 1 5 ¼ 20 5
8 1,25 6,75 5/16 18 6,5
10 1,5 8,5 3/8 16 8
12 1,75 10,25 ½ 12 10,5
14 2 12 5/8 11 13,7
16 2 14 ¾ 10 16,7
18 2,5 15,5
20 2,5 17,5
Fig. 15: Diferentes roscas.
A. Rosca métrica.
B. Rosca Witworth.
Fig. 16: Proporción en la forma de las roscasde tornillos.
Tabla 1: Características de las roscas.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 39 C.F.G.S. MANT. INST. TÉRMICAS
18
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
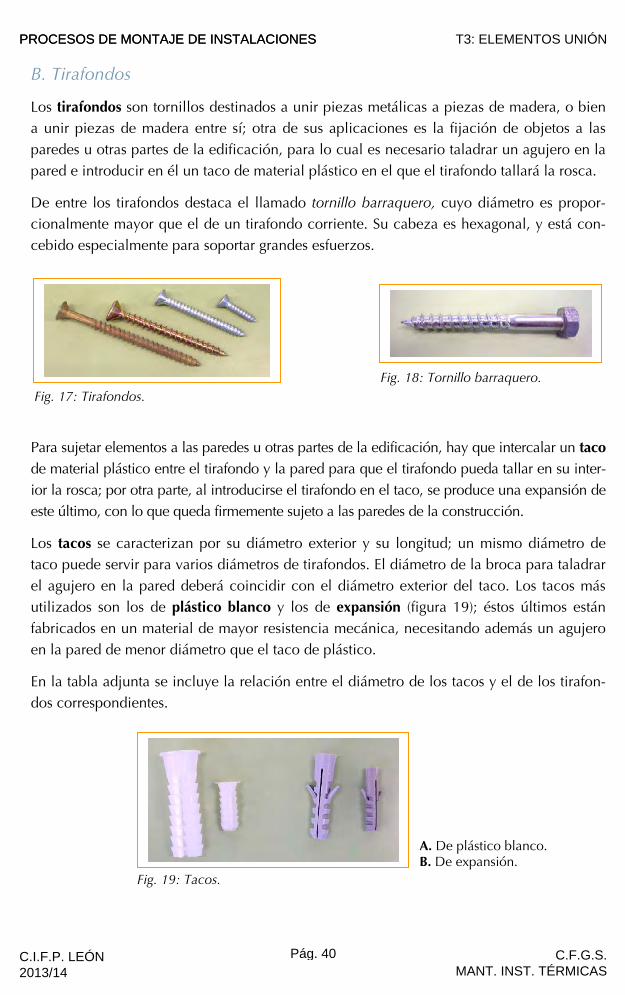
B. Tirafondos
Los tirafondos son tornillos destinados a unir piezas metálicas a piezas de madera, o bien a unir piezas de madera entre sí; otra de sus aplicaciones es la fijación de objetos a las paredes u otras partes de la edificación, para lo cual es necesario taladrar un agujero en la pared e introducir en él un taco de material plástico en el que el tirafondo tallará la rosca.
De entre los tirafondos destaca el llamado tornillo barraquero, cuyo diámetro es propor-cionalmente mayor que el de un tirafondo corriente. Su cabeza es hexagonal, y está con-cebido especialmente para soportar grandes esfuerzos.
Para sujetar elementos a las paredes u otras partes de la edificación, hay que intercalar un taco de material plástico entre el tirafondo y la pared para que el tirafondo pueda tallar en su inter-ior la rosca; por otra parte, al introducirse el tirafondo en el taco, se produce una expansión de este último, con lo que queda firmemente sujeto a las paredes de la construcción.
Los tacos se caracterizan por su diámetro exterior y su longitud; un mismo diámetro de taco puede servir para varios diámetros de tirafondos. El diámetro de la broca para taladrar el agujero en la pared deberá coincidir con el diámetro exterior del taco. Los tacos más utilizados son los de plástico blanco y los de expansión (figura 19); éstos últimos están fabricados en un material de mayor resistencia mecánica, necesitando además un agujero en la pared de menor diámetro que el taco de plástico.
En la tabla adjunta se incluye la relación entre el diámetro de los tacos y el de los tirafon-dos correspondientes.
Fig. 17: Tirafondos. Fig. 18: Tornillo barraquero.
Fig. 19: Tacos.
A. De plástico blanco. B. De expansión.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 40 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
19
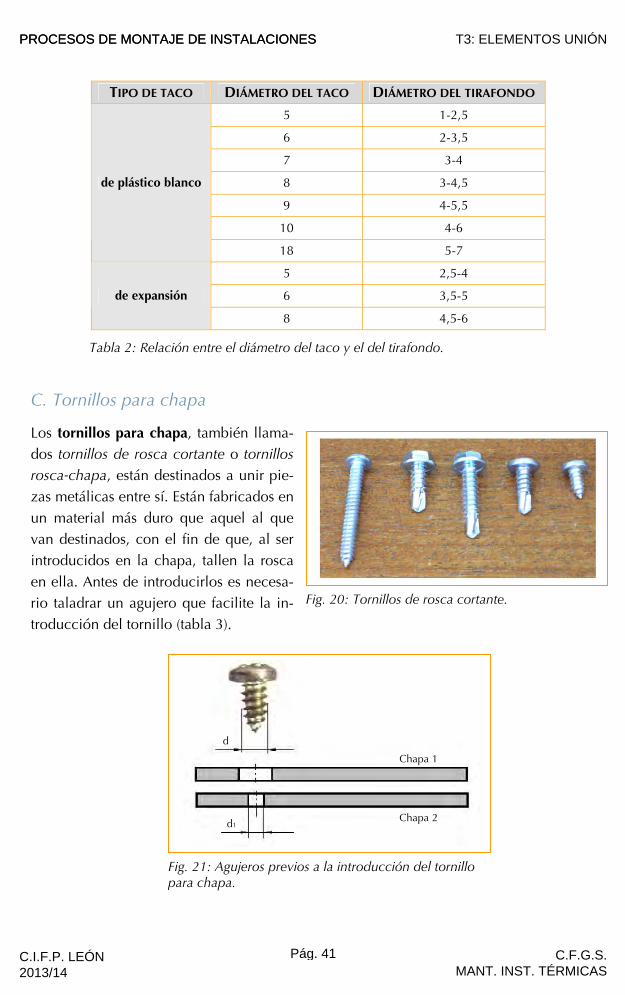
C. Tornillos para chapa
Los tornillos para chapa, también llama-dos tornillos de rosca cortante o tornillos rosca-chapa, están destinados a unir pie-zas metálicas entre sí. Están fabricados en un material más duro que aquel al que van destinados, con el fin de que, al ser introducidos en la chapa, tallen la rosca en ella. Antes de introducirlos es necesa-rio taladrar un agujero que facilite la in-troducción del tornillo (tabla 3).
TIPO DE TACO DIÁMETRO DEL TACO DIÁMETRO DEL TIRAFONDO 5 1-2,5
6 2-3,5
7 3-4
8 3-4,5
9 4-5,5
10 4-6
de plástico blanco
18 5-7
5 2,5-4
6 3,5-5 de expansión
8 4,5-6
Tabla 2: Relación entre el diámetro del taco y el del tirafondo.
Fig. 20: Tornillos de rosca cortante.
Fig. 21: Agujeros previos a la introducción del tornillo para chapa.
Chapa 1
Chapa 2 d1
d
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 41 C.F.G.S. MANT. INST. TÉRMICAS

20
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Existe una variante de estos tornillos cuya punta es similar a la de una broca, pudiendo ser introducidos directamente en la chapa mediante un destornillador eléctrico sin necesidad de agujero previo. Estos tornillos reciben el nombre de autotaladrantes.
ESPESOR DE LA CHAPA Diámetro de la rosca (d) De 0,4 a 0,6 De 0,6 a 1 De 1 a 1,5 De 1,5 a 2,5 De 2,5 a 4
2,2 1,7 1,7 — — —
2,9 2,3 2,4 2,4 2,5
3,5 2,7 2,8 2,8 2,9 3,0
3,9 3,1 3,1 3,2 3,3
4,2 3,3 3,3 3,4 3,5
4,8 3,8 3,8 3,9 4,0
5,5 4,4 4,4 4,5 4,6
6,3 5,2 5,3
Tabla 3: Diámetro del agujero previo a la introducción del tornillo de rosca cortante (d1).
Se desea unir tres chapas con los elementos de unión que apa-recen en la figura. Las chapas y los elementos están represen-tados a la misma escala para que puedas comparar sus tama-ños tomando medidas directamente sobre las figuras.
a. Analizar las posiblidades que tienes de llevar a cabo launión utilizando el tornillo, la tuerca y la arandela.
b. Indica cómo efectuarías la unión prescindiendo de la tuerca.
ctiv
idad
1
a
Tornillo
Arandela
Tuerca
Chapa 1
Chapa 2
Chapa 3
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 42 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
21
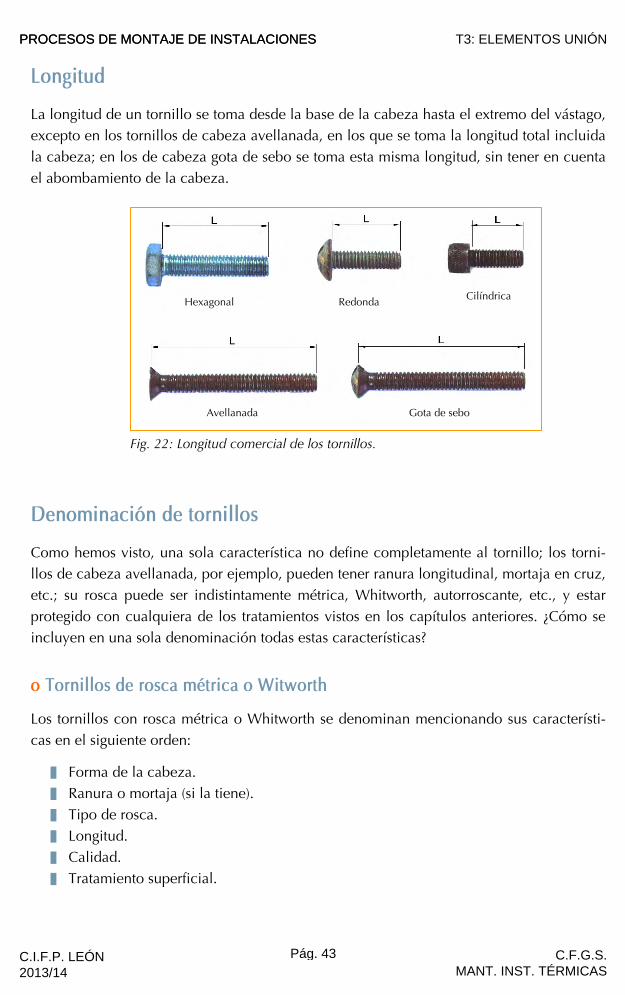
Longitud
La longitud de un tornillo se toma desde la base de la cabeza hasta el extremo del vástago, excepto en los tornillos de cabeza avellanada, en los que se toma la longitud total incluida la cabeza; en los de cabeza gota de sebo se toma esta misma longitud, sin tener en cuenta el abombamiento de la cabeza.
Denominación de tornillos
Como hemos visto, una sola característica no define completamente al tornillo; los torni-llos de cabeza avellanada, por ejemplo, pueden tener ranura longitudinal, mortaja en cruz, etc.; su rosca puede ser indistintamente métrica, Whitworth, autorroscante, etc., y estar protegido con cualquiera de los tratamientos vistos en los capítulos anteriores. ¿Cómo se incluyen en una sola denominación todas estas características?
o Tornillos de rosca métrica o Witworth
Los tornillos con rosca métrica o Whitworth se denominan mencionando sus característi-cas en el siguiente orden:
Forma de la cabeza. Ranura o mortaja (si la tiene). Tipo de rosca. Longitud. Calidad. Tratamiento superficial.
Fig. 22: Longitud comercial de los tornillos.
Hexagonal Redonda Cilíndrica
Gota de sebo Avellanada
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 43 C.F.G.S. MANT. INST. TÉRMICAS
22
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
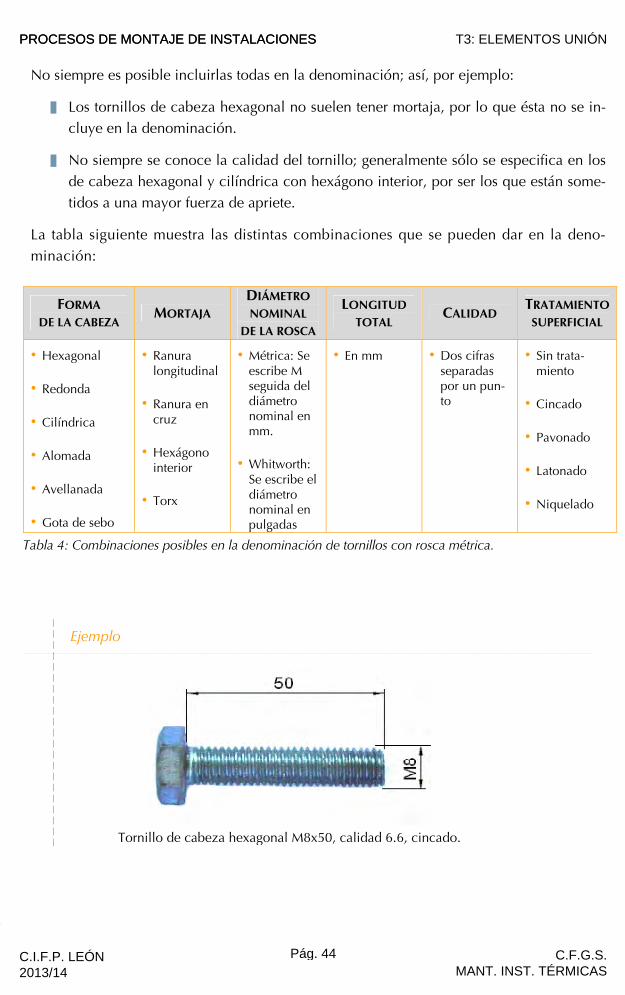
No siempre es posible incluirlas todas en la denominación; así, por ejemplo:
Los tornillos de cabeza hexagonal no suelen tener mortaja, por lo que ésta no se in-cluye en la denominación.
No siempre se conoce la calidad del tornillo; generalmente sólo se especifica en los de cabeza hexagonal y cilíndrica con hexágono interior, por ser los que están some-tidos a una mayor fuerza de apriete.
La tabla siguiente muestra las distintas combinaciones que se pueden dar en la deno-minación:
FORMA DE LA CABEZA MORTAJA
DIÁMETRO NOMINAL
DE LA ROSCA
LONGITUD TOTAL CALIDAD TRATAMIENTO
SUPERFICIAL
• Hexagonal • Redonda • Cilíndrica • Alomada • Avellanada • Gota de sebo
• Ranura longitudinal
• Ranura en
cruz • Hexágono
interior • Torx
• Métrica: Se escribe M seguida del diámetro nominal en mm.
• Whitworth:
Se escribe el diámetro nominal en pulgadas
• En mm • Dos cifras separadas por un pun-to
• Sin trata-miento
• Cincado • Pavonado • Latonado • Niquelado
Ejemplo
Tornillo de cabeza hexagonal M8x50, calidad 6.6, cincado.
Tabla 4: Combinaciones posibles en la denominación de tornillos con rosca métrica.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 44 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
23
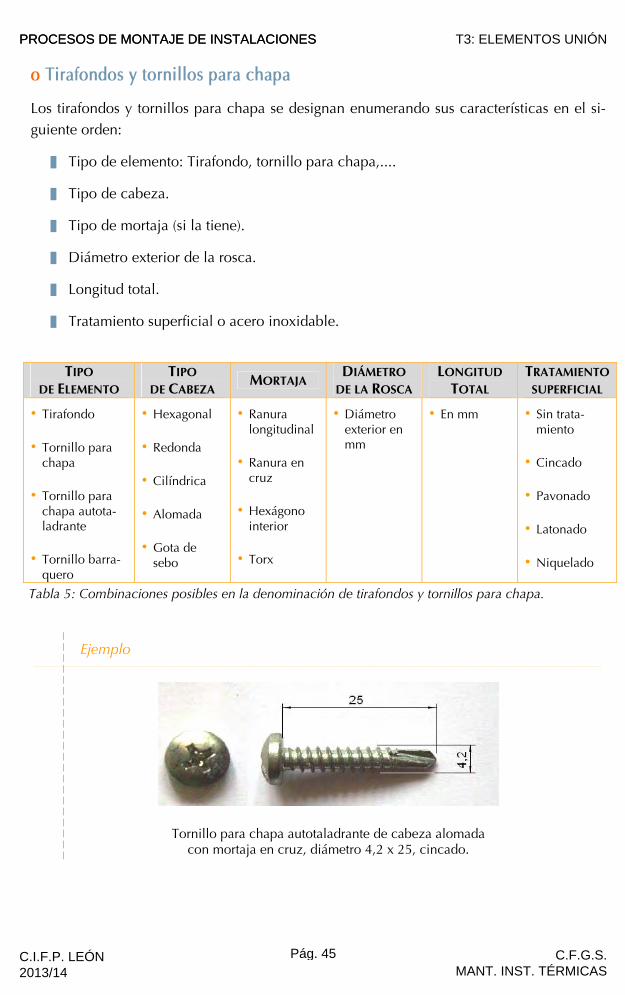
o Tirafondos y tornillos para chapa
Los tirafondos y tornillos para chapa se designan enumerando sus características en el si-guiente orden:
Tipo de elemento: Tirafondo, tornillo para chapa,....
Tipo de cabeza.
Tipo de mortaja (si la tiene).
Diámetro exterior de la rosca.
Longitud total.
Tratamiento superficial o acero inoxidable.
TIPO
DE ELEMENTO TIPO
DE CABEZA MORTAJA DIÁMETRO DE LA ROSCA
LONGITUD TOTAL
TRATAMIENTO SUPERFICIAL
• Tirafondo • Tornillo para
chapa • Tornillo para
chapa autota-ladrante
• Tornillo barra-
quero
• Hexagonal • Redonda • Cilíndrica • Alomada • Gota de
sebo
• Ranura longitudinal
• Ranura en
cruz • Hexágono
interior • Torx
• Diámetro exterior en mm
• En mm • Sin trata-miento
• Cincado • Pavonado • Latonado • Niquelado
Ejemplo
Tornillo para chapa autotaladrante de cabeza alomada con mortaja en cruz, diámetro 4,2 x 25, cincado.
Tabla 5: Combinaciones posibles en la denominación de tirafondos y tornillos para chapa.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 45 C.F.G.S. MANT. INST. TÉRMICAS
24
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
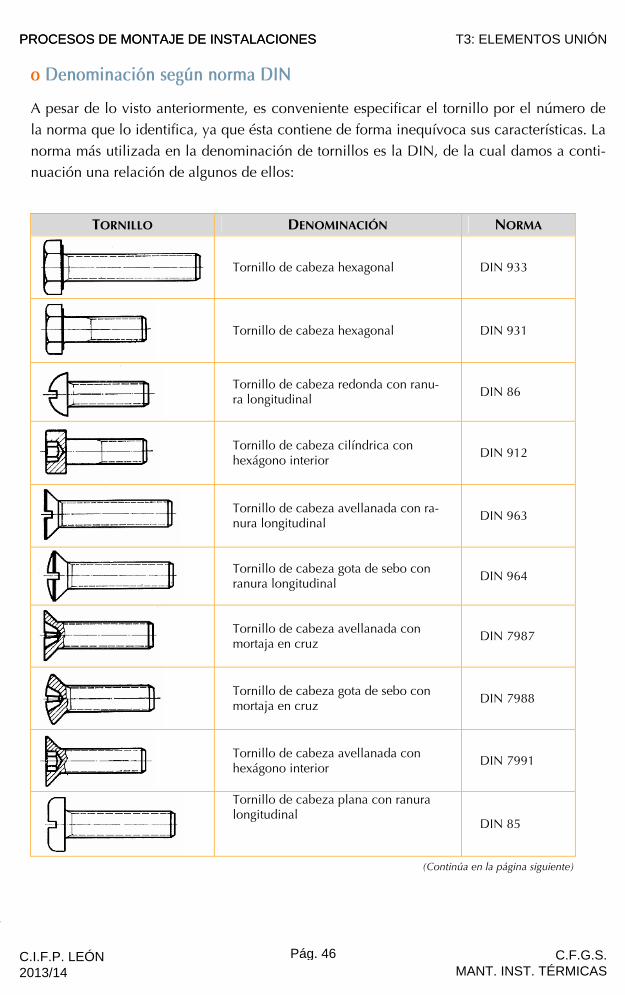
o Denominación según norma DIN
A pesar de lo visto anteriormente, es conveniente especificar el tornillo por el número de la norma que lo identifica, ya que ésta contiene de forma inequívoca sus características. La norma más utilizada en la denominación de tornillos es la DIN, de la cual damos a conti-nuación una relación de algunos de ellos:
TORNILLO DENOMINACIÓN NORMA
Tornillo de cabeza hexagonal DIN 933
Tornillo de cabeza hexagonal DIN 931
Tornillo de cabeza redonda con ranu-ra longitudinal DIN 86
Tornillo de cabeza cilíndrica con hexágono interior
DIN 912
Tornillo de cabeza avellanada con ra-nura longitudinal DIN 963
Tornillo de cabeza gota de sebo con ranura longitudinal DIN 964
Tornillo de cabeza avellanada con mortaja en cruz
DIN 7987
Tornillo de cabeza gota de sebo con mortaja en cruz DIN 7988
Tornillo de cabeza avellanada con hexágono interior
DIN 7991
Tornillo de cabeza plana con ranura longitudinal
DIN 85
(Continúa en la página siguiente)
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 46 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
25
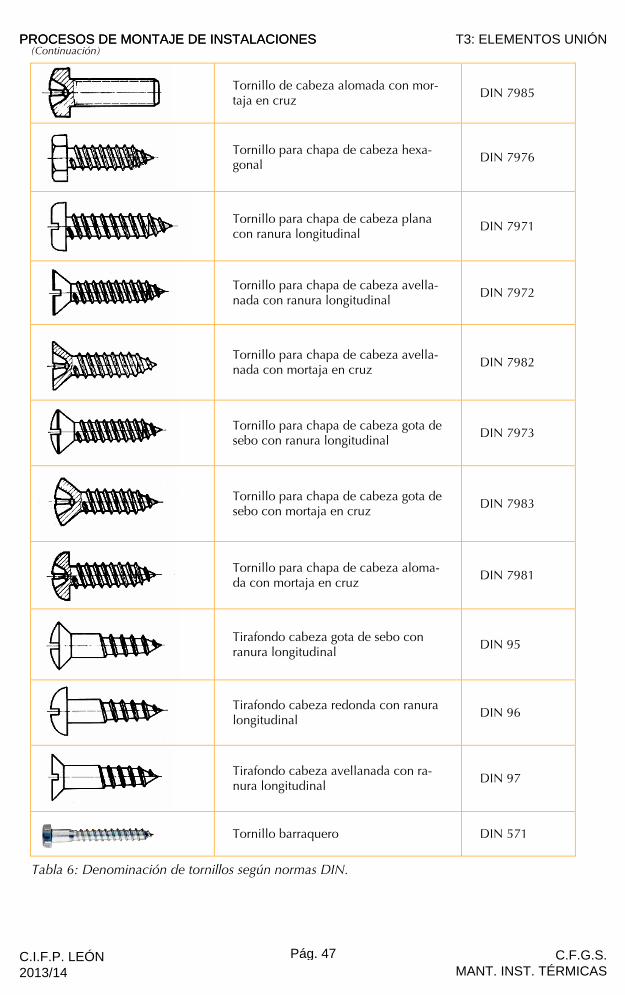
Tornillo de cabeza alomada con mor-taja en cruz
DIN 7985
Tornillo para chapa de cabeza hexa-gonal
DIN 7976
Tornillo para chapa de cabeza plana con ranura longitudinal
DIN 7971
Tornillo para chapa de cabeza avella-nada con ranura longitudinal
DIN 7972
Tornillo para chapa de cabeza avella-nada con mortaja en cruz DIN 7982
Tornillo para chapa de cabeza gota de sebo con ranura longitudinal DIN 7973
Tornillo para chapa de cabeza gota de sebo con mortaja en cruz DIN 7983
Tornillo para chapa de cabeza aloma-da con mortaja en cruz DIN 7981
Tirafondo cabeza gota de sebo con ranura longitudinal DIN 95
Tirafondo cabeza redonda con ranura longitudinal DIN 96
Tirafondo cabeza avellanada con ra-nura longitudinal DIN 97
Tornillo barraquero DIN 571
Tabla 6: Denominación de tornillos según normas DIN.
(Continuación) PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 47 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
27
Si alguna vez has tenido que desarmar un aparato, ya fuera para repararlo o por mera curiosidad, la primera dificultad con la que te habrás encontrado se-ría posiblemente la de desenroscar los tornillos de la carcasa. Como ya sabes, hay tornillos con ranura, otros con cruz, otros con agujero hexagonal… Dis-poner del destornillador o la llave adecuada es la primera dificultad a salvar antes de afrontar cualquier reparación, pero, ¿podemos disponer de llaves y destornilladores para todos los tipos de tornillos?, ¿qué ocurre si no utilizamos la herramienta adecuada?
Llaves y destornilladores
Los tornillos se aprietan utilizando destornilladores o llaves. Se llaman destornilladores a las herramientas que, provistas de una empuñadura, actúan en la misma dirección que el eje del tornillo. Las llaves efectúan la fuerza lateralmente y a una cierta distancia del eje del tornillo, con lo que efectúan un apriete mucho mayor sin necesidad de realizar grandes esfuerzos.
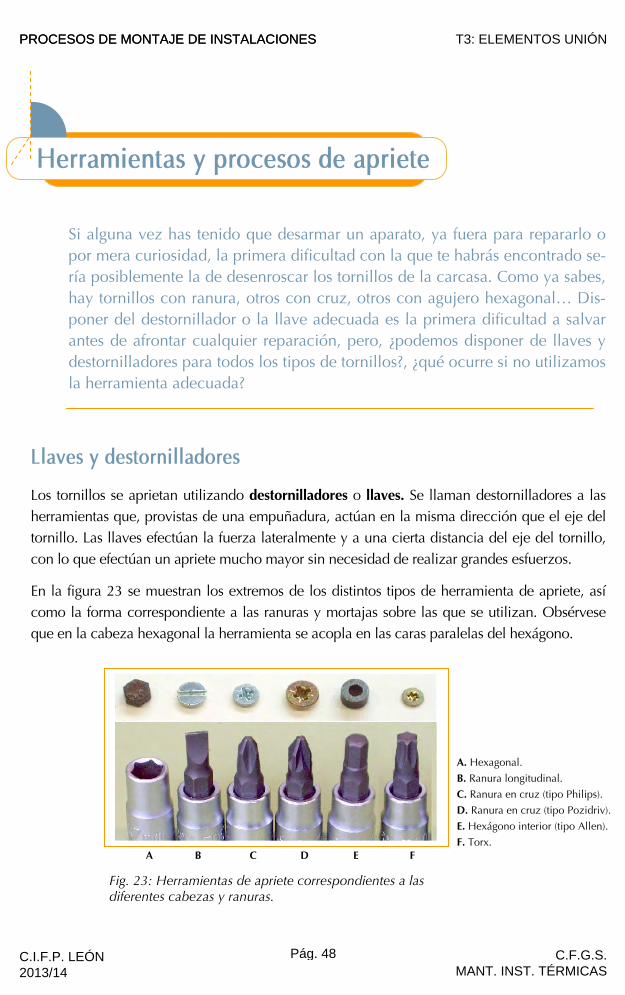
En la figura 23 se muestran los extremos de los distintos tipos de herramienta de apriete, así como la forma correspondiente a las ranuras y mortajas sobre las que se utilizan. Obsérvese que en la cabeza hexagonal la herramienta se acopla en las caras paralelas del hexágono.
Herramientas y procesos de apriete
Fig. 23: Herramientas de apriete correspondientes a las diferentes cabezas y ranuras.
A. Hexagonal.
B. Ranura longitudinal.
C. Ranura en cruz (tipo Philips).
D. Ranura en cruz (tipo Pozidriv).
E. Hexágono interior (tipo Allen).
F. Torx. A B C D E F
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 48 C.F.G.S. MANT. INST. TÉRMICAS
28
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Procesos de apriete
o Apriete de tornillos de cabeza hexagonal
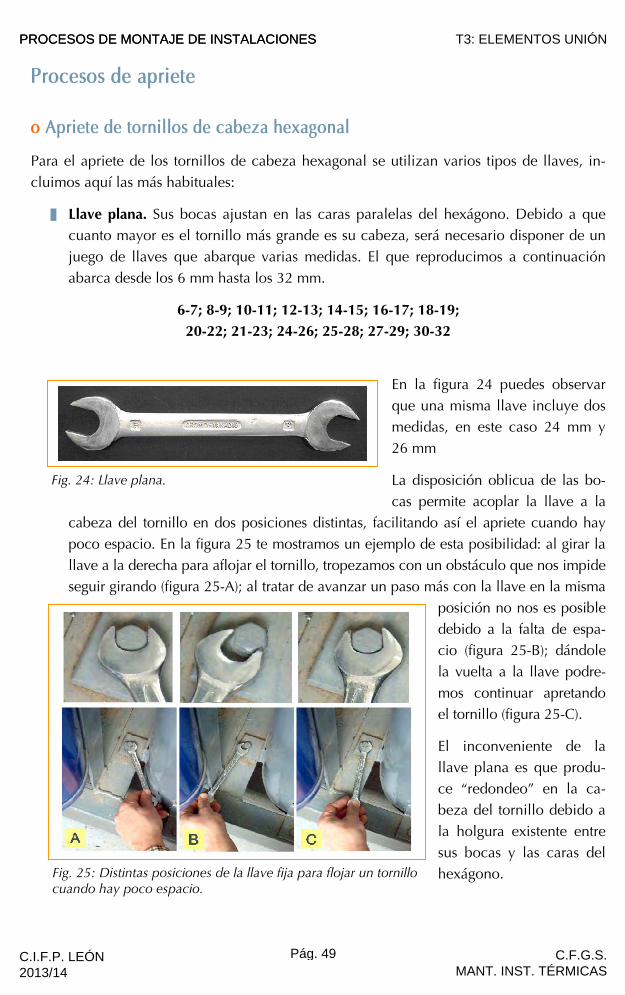
Para el apriete de los tornillos de cabeza hexagonal se utilizan varios tipos de llaves, in-cluimos aquí las más habituales:
Llave plana. Sus bocas ajustan en las caras paralelas del hexágono. Debido a que cuanto mayor es el tornillo más grande es su cabeza, será necesario disponer de un juego de llaves que abarque varias medidas. El que reproducimos a continuación abarca desde los 6 mm hasta los 32 mm.
6-7; 8-9; 10-11; 12-13; 14-15; 16-17; 18-19; 20-22; 21-23; 24-26; 25-28; 27-29; 30-32
En la figura 24 puedes observar que una misma llave incluye dos medidas, en este caso 24 mm y 26 mm
La disposición oblicua de las bo-cas permite acoplar la llave a la
cabeza del tornillo en dos posiciones distintas, facilitando así el apriete cuando hay poco espacio. En la figura 25 te mostramos un ejemplo de esta posibilidad: al girar la llave a la derecha para aflojar el tornillo, tropezamos con un obstáculo que nos impide seguir girando (figura 25-A); al tratar de avanzar un paso más con la llave en la misma
posición no nos es posible debido a la falta de espa-cio (figura 25-B); dándole la vuelta a la llave podre-mos continuar apretando el tornillo (figura 25-C).
El inconveniente de la llave plana es que produ-ce “redondeo” en la ca-beza del tornillo debido a la holgura existente entre sus bocas y las caras del hexágono.
Fig. 24: Llave plana.
Fig. 25: Distintas posiciones de la llave fija para flojar un tornillo cuando hay poco espacio.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 49 C.F.G.S. MANT. INST. TÉRMICAS
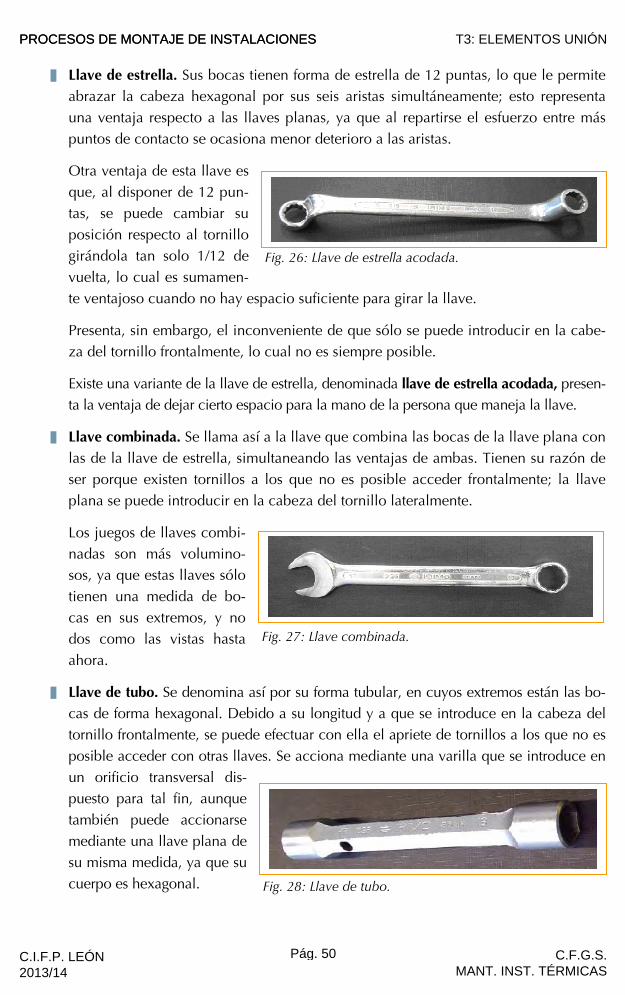
Unid
ad
Elementos de Unión 7
29
Llave de estrella. Sus bocas tienen forma de estrella de 12 puntas, lo que le permite abrazar la cabeza hexagonal por sus seis aristas simultáneamente; esto representa una ventaja respecto a las llaves planas, ya que al repartirse el esfuerzo entre más puntos de contacto se ocasiona menor deterioro a las aristas.
Otra ventaja de esta llave es que, al disponer de 12 pun-tas, se puede cambiar su posición respecto al tornillo girándola tan solo 1/12 de vuelta, lo cual es sumamen-te ventajoso cuando no hay espacio suficiente para girar la llave.
Presenta, sin embargo, el inconveniente de que sólo se puede introducir en la cabe-za del tornillo frontalmente, lo cual no es siempre posible.
Existe una variante de la llave de estrella, denominada llave de estrella acodada, presen-ta la ventaja de dejar cierto espacio para la mano de la persona que maneja la llave.
Llave combinada. Se llama así a la llave que combina las bocas de la llave plana con las de la llave de estrella, simultaneando las ventajas de ambas. Tienen su razón de ser porque existen tornillos a los que no es posible acceder frontalmente; la llave plana se puede introducir en la cabeza del tornillo lateralmente.
Los juegos de llaves combi-nadas son más volumino-sos, ya que estas llaves sólo tienen una medida de bo-cas en sus extremos, y no dos como las vistas hasta ahora.
Llave de tubo. Se denomina así por su forma tubular, en cuyos extremos están las bo-cas de forma hexagonal. Debido a su longitud y a que se introduce en la cabeza del tornillo frontalmente, se puede efectuar con ella el apriete de tornillos a los que no es posible acceder con otras llaves. Se acciona mediante una varilla que se introduce en un orificio transversal dis-puesto para tal fin, aunque también puede accionarse mediante una llave plana de su misma medida, ya que su cuerpo es hexagonal.
Fig. 26: Llave de estrella acodada.
Fig. 27: Llave combinada.
Fig. 28: Llave de tubo.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 50 C.F.G.S. MANT. INST. TÉRMICAS
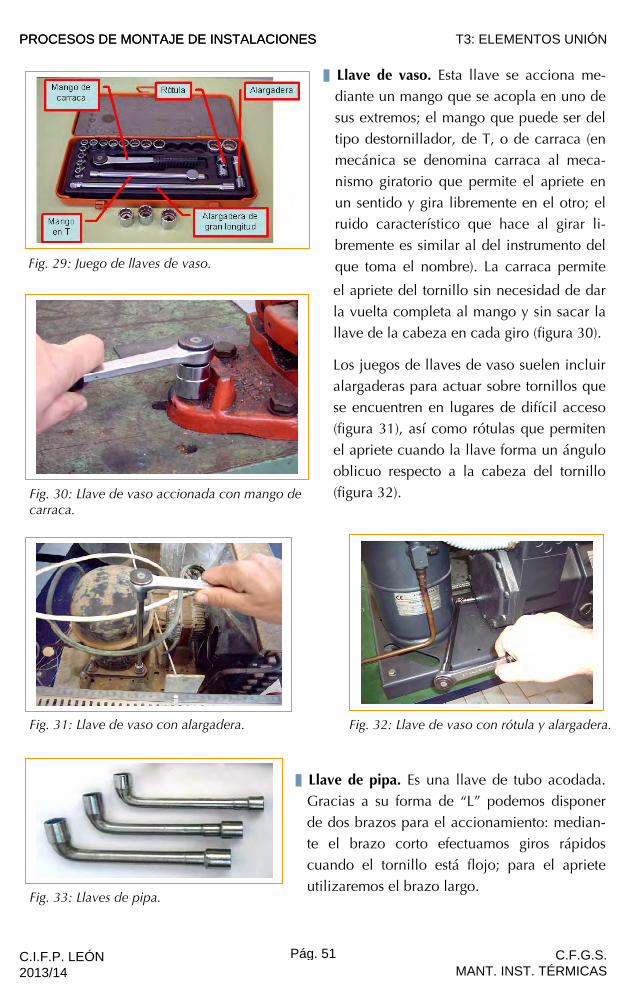
30
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Llave de vaso. Esta llave se acciona me- diante un mango que se acopla en uno de sus extremos; el mango que puede ser del tipo destornillador, de T, o de carraca (en mecánica se denomina carraca al meca- nismo giratorio que permite el apriete en un sentido y gira libremente en el otro; el ruido característico que hace al girar li- bremente es similar al del instrumento del que toma el nombre). La carraca permite
el apriete del tornillo sin necesidad de dar la vuelta completa al mango y sin sacar la llave de la cabeza en cada giro (figura 30).
Los juegos de llaves de vaso suelen incluir alargaderas para actuar sobre tornillos que se encuentren en lugares de difícil acceso (figura 31), así como rótulas que permiten el apriete cuando la llave forma un ángulo oblicuo respecto a la cabeza del tornillo (figura 32).
Llave de pipa. Es una llave de tubo acodada. Gracias a su forma de “L” podemos disponer de dos brazos para el accionamiento: median- te el brazo corto efectuamos giros rápidos cuando el tornillo está flojo; para el apriete utilizaremos el brazo largo.
Fig. 29: Juego de llaves de vaso.
Fig. 30: Llave de vaso accionada con mango de carraca.
Fig. 31: Llave de vaso con alargadera. Fig. 32: Llave de vaso con rótula y alargadera.
Fig. 33: Llaves de pipa.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 51 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Elementos de Unión 7
31
Llave ajustable. Más cono-cida como llave inglesa, pre-senta la enorme ventaja de adaptarse a cualquier tama-ño de hexágono, con lo que con una sola herramienta podemos efectuar el apriete de multitud de tornillos. Sin embargo, al presentar holgura en sus bocas no abraza bien la cabeza del tornillo, por lo que causa deformaciones en las aristas del hexá-gono, sobre todo en aquellos tornillos que exigen una gran fuerza de apriete.
o Apriete de tornillos con ranura longitudinal
Para el apriete de estos tornillos se utilizan los destornilladores planos, denominados así por tener su extremo en forma de pala. Existen distintos tamaños de destornilladores para adaptarse a los distintos tamaños de tornillos.
Un destornillador plano se caracteriza por su longitud total, así como por la longitud y anchura de su extremo plano, que habrán de coincidir en lo posible con la longitud y an-chura de la ranura del tornillo (figura 35); un extremo de menor longitud o que no penetre hasta el fondo de la ranura ocasionará desperfectos en la cabeza del tornillo.
Fig. 34: Llave ajustable.
Fig. 35: Tipos de destornilladores.
A. Longitud del destornillador.
B. Longitud del extremo.
C. Anchura del extremo.
Fig. 36: Detalle del ajuste del extremo del destornillador en la ranura del tornillo.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 52 C.F.G.S. MANT. INST. TÉRMICAS
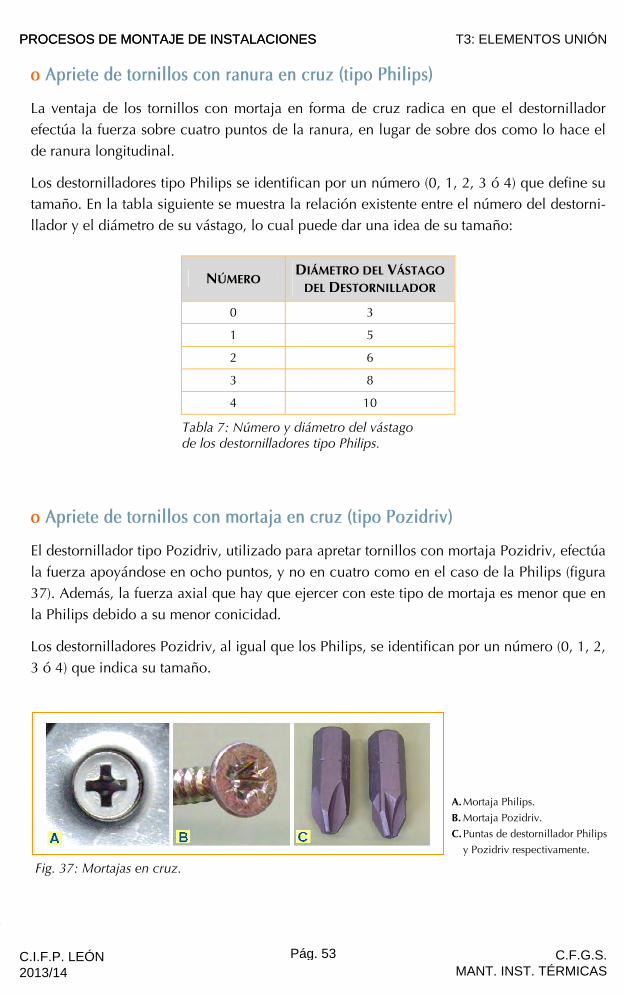
32
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
o Apriete de tornillos con ranura en cruz (tipo Philips)
La ventaja de los tornillos con mortaja en forma de cruz radica en que el destornillador efectúa la fuerza sobre cuatro puntos de la ranura, en lugar de sobre dos como lo hace el de ranura longitudinal.
Los destornilladores tipo Philips se identifican por un número (0, 1, 2, 3 ó 4) que define su tamaño. En la tabla siguiente se muestra la relación existente entre el número del destorni-llador y el diámetro de su vástago, lo cual puede dar una idea de su tamaño:
NÚMERO DIÁMETRO DEL VÁSTAGO DEL DESTORNILLADOR
0 3
1 5
2 6
3 8
4 10
o Apriete de tornillos con mortaja en cruz (tipo Pozidriv)
El destornillador tipo Pozidriv, utilizado para apretar tornillos con mortaja Pozidriv, efectúa la fuerza apoyándose en ocho puntos, y no en cuatro como en el caso de la Philips (figura 37). Además, la fuerza axial que hay que ejercer con este tipo de mortaja es menor que en la Philips debido a su menor conicidad.
Los destornilladores Pozidriv, al igual que los Philips, se identifican por un número (0, 1, 2, 3 ó 4) que indica su tamaño.
Tabla 7: Número y diámetro del vástago de los destornilladores tipo Philips.
Fig. 37: Mortajas en cruz.
A. Mortaja Philips.
B. Mortaja Pozidriv.
C. Puntas de destornillador Philips
y Pozidriv respectivamente.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 53 C.F.G.S. MANT. INST. TÉRMICAS
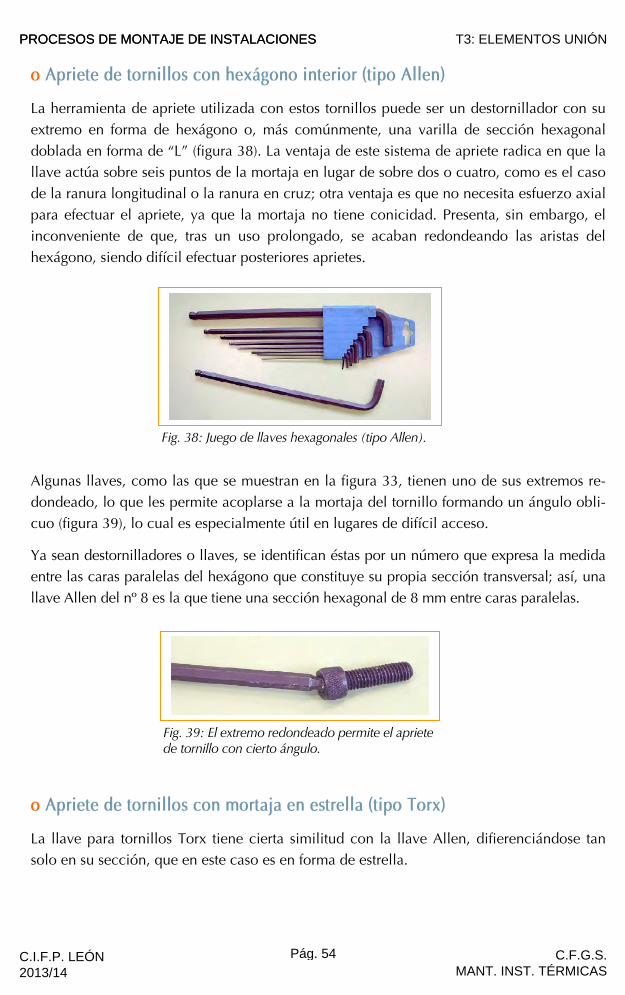
Unid
ad
Elementos de Unión 7
33
o Apriete de tornillos con hexágono interior (tipo Allen)
La herramienta de apriete utilizada con estos tornillos puede ser un destornillador con su extremo en forma de hexágono o, más comúnmente, una varilla de sección hexagonal doblada en forma de “L” (figura 38). La ventaja de este sistema de apriete radica en que la llave actúa sobre seis puntos de la mortaja en lugar de sobre dos o cuatro, como es el caso de la ranura longitudinal o la ranura en cruz; otra ventaja es que no necesita esfuerzo axial para efectuar el apriete, ya que la mortaja no tiene conicidad. Presenta, sin embargo, el inconveniente de que, tras un uso prolongado, se acaban redondeando las aristas del hexágono, siendo difícil efectuar posteriores aprietes.
Algunas llaves, como las que se muestran en la figura 33, tienen uno de sus extremos re-dondeado, lo que les permite acoplarse a la mortaja del tornillo formando un ángulo obli-cuo (figura 39), lo cual es especialmente útil en lugares de difícil acceso.
Ya sean destornilladores o llaves, se identifican éstas por un número que expresa la medida entre las caras paralelas del hexágono que constituye su propia sección transversal; así, una llave Allen del nº 8 es la que tiene una sección hexagonal de 8 mm entre caras paralelas.
o Apriete de tornillos con mortaja en estrella (tipo Torx)
La llave para tornillos Torx tiene cierta similitud con la llave Allen, difierenciándose tan solo en su sección, que en este caso es en forma de estrella.
Fig. 38: Juego de llaves hexagonales (tipo Allen).
Fig. 39: El extremo redondeado permite el apriete de tornillo con cierto ángulo.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 54 C.F.G.S. MANT. INST. TÉRMICAS
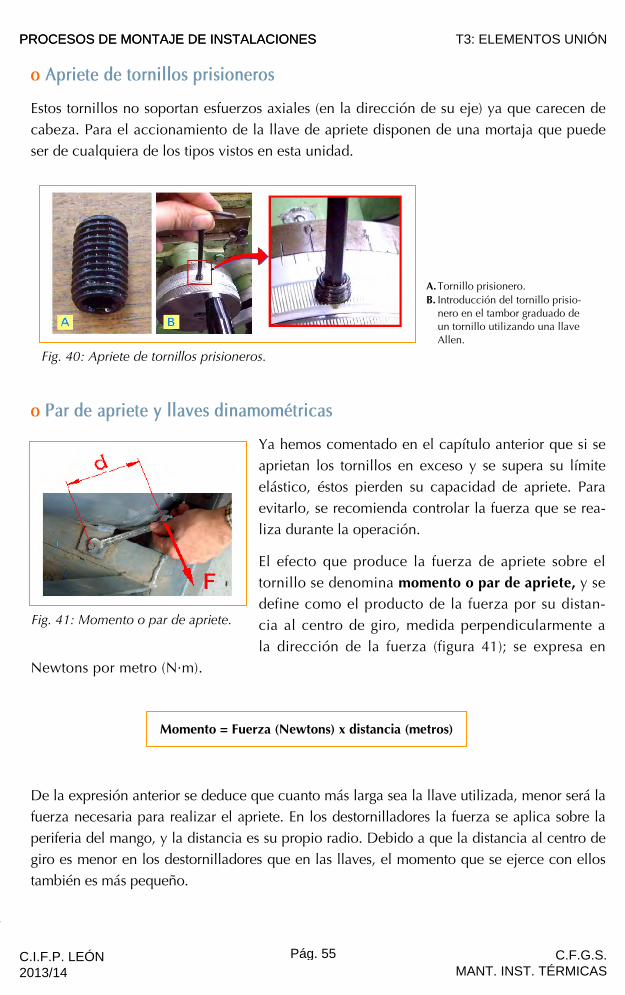
34
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
o Apriete de tornillos prisioneros
Estos tornillos no soportan esfuerzos axiales (en la dirección de su eje) ya que carecen de cabeza. Para el accionamiento de la llave de apriete disponen de una mortaja que puede ser de cualquiera de los tipos vistos en esta unidad.
o Par de apriete y llaves dinamométricas
Ya hemos comentado en el capítulo anterior que si se aprietan los tornillos en exceso y se supera su límite elástico, éstos pierden su capacidad de apriete. Para evitarlo, se recomienda controlar la fuerza que se rea-liza durante la operación.
El efecto que produce la fuerza de apriete sobre el tornillo se denomina momento o par de apriete, y se define como el producto de la fuerza por su distan-cia al centro de giro, medida perpendicularmente a la dirección de la fuerza (figura 41); se expresa en
Newtons por metro (N·m).
De la expresión anterior se deduce que cuanto más larga sea la llave utilizada, menor será la fuerza necesaria para realizar el apriete. En los destornilladores la fuerza se aplica sobre la periferia del mango, y la distancia es su propio radio. Debido a que la distancia al centro de giro es menor en los destornilladores que en las llaves, el momento que se ejerce con ellos también es más pequeño.
Fig. 40: Apriete de tornillos prisioneros.
A. Tornillo prisionero. B. Introducción del tornillo prisio-
nero en el tambor graduado de un tornillo utilizando una llave Allen.
Momento = Fuerza (Newtons) x distancia (metros)
Fig. 41: Momento o par de apriete.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 55 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Elementos de Unión 7
35
La fuerza que efectuamos con la llave o el destornillador tiene una componente que sigue la dirección del eje del tornillo y que es la que origina su estiramiento. Mediante razona-mientos geométricos y físicos, los ingenieros deducen la relación existente entre dicha fuerza y el estiramiento que produce, lo cual permite establecer un par de apriete óptimo para cada tornillo. Este dato —el par de apriete— es facilitado por los fabricantes para aquellos tornillos sobre los que recaiga una gran responsabilidad, y es función del instala-dor el respetarlo para evitar posteriores problemas debidos a aprietes defectuosos.
Las llaves dinamométricas miden o limitan el par de apriete. En el primer caso la llave dis-pone de un medidor que indica el valor del par de apriete que se está ejerciendo en cada instante (figura 42); en el segundo caso, la llave patina una vez que se supera el par de apriete previamente regulado, emitiendo un ruido característico similar al de la llave de carraca (figura 43).
Cajas de herramientas
Con el fin de hacer frente a toda esta variedad de ranuras y mortajas, se comercializan juegos de llaves que se acoplan a mangos tipo destornillador, de T, o de carraca. En la figura 44-A se muestra una de estas cajas y en la figura 44-B un destornillador con distintas cabezas intercambiables.
Fig. 42: Llave dinamométrica con medi-dor de par de apriete.
Fig. 43: Llaves dinamométricas con limi-tador de par de apriete.
Fig. 44: Juegos de llaves.
A. Caja de herramientas con distin-
tos tipos de llaves. B. Destornillador con cabezas
recambiables.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 56 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Elementos de Unión 7
37
Hemos visto en los capítulos anteriores que los tornillos pueden insertarse en agujeros previamente roscados, o bien efectuar la unión con la ayuda de una pequeña pieza roscada llamada tuerca. Cuando se menciona la palabra tuer-ca nos viene a la mente su arquetipo: una pieza de forma hexagonal con un agujero roscado en medio; pero, ¿cuántas formas puede tener una tuerca? ¿Hay alguna relación entre la cabeza del tornillo y la tuerca?
La tuerca
Una tuerca es una pequeña pieza provista de un agujero roscado que encaja en el tornillo para permitir la unión y el apriete de las piezas que son atravesadas por éste.
Las tuercas tienen roscas del tipo métrica o Whitworth y sólo roscan en tornillos cuya ros-ca sea de ese mismo tipo y de su mismo diámetro nominal. Los tirafondos y tornillos para chapa nunca se instalan con tuercas; la unión tirafondo-tuerca es inexistente.
o Tipos de tuercas
Al igual que los tornillos, también existe una amplia variedad de tuercas con diferentes formas y funciones. Enumeraremos a continuación las más utilizadas:
Tuercas y arandelas
Fig. 45: Distintos tipos de tuercas.
A. Hexagonal. B. Hexagonal autofrenante. C. Hexagonal cerrada. D. De mariposa. A B C D
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 57 C.F.G.S. MANT. INST. TÉRMICAS
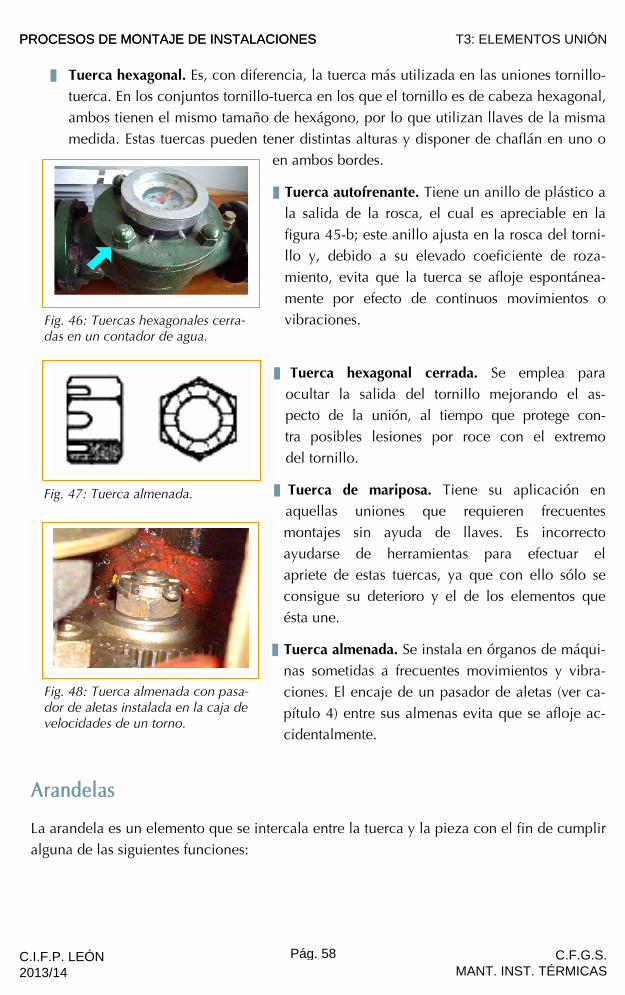
38
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Tuerca hexagonal. Es, con diferencia, la tuerca más utilizada en las uniones tornillo-tuerca. En los conjuntos tornillo-tuerca en los que el tornillo es de cabeza hexagonal, ambos tienen el mismo tamaño de hexágono, por lo que utilizan llaves de la misma medida. Estas tuercas pueden tener distintas alturas y disponer de chaflán en uno o
en ambos bordes.
Tuerca autofrenante. Tiene un anillo de plástico a la salida de la rosca, el cual es apreciable en la figura 45-b; este anillo ajusta en la rosca del torni- llo y, debido a su elevado coeficiente de roza- miento, evita que la tuerca se afloje espontánea- mente por efecto de continuos movimientos o vibraciones.
Tuerca hexagonal cerrada. Se emplea para ocultar la salida del tornillo mejorando el as- pecto de la unión, al tiempo que protege con- tra posibles lesiones por roce con el extremo del tornillo.
Tuerca de mariposa. Tiene su aplicación en aquellas uniones que requieren frecuentes montajes sin ayuda de llaves. Es incorrecto ayudarse de herramientas para efectuar el apriete de estas tuercas, ya que con ello sólo se consigue su deterioro y el de los elementos que ésta une.
Tuerca almenada. Se instala en órganos de máqui- nas sometidas a frecuentes movimientos y vibra- ciones. El encaje de un pasador de aletas (ver ca- pítulo 4) entre sus almenas evita que se afloje ac- cidentalmente.
Arandelas
La arandela es un elemento que se intercala entre la tuerca y la pieza con el fin de cumplir alguna de las siguientes funciones:
Fig. 46: Tuercas hexagonales cerra-das en un contador de agua.
Fig. 47: Tuerca almenada.
Fig. 48: Tuerca almenada con pasa-dor de aletas instalada en la caja de velocidades de un torno.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 58 C.F.G.S. MANT. INST. TÉRMICAS
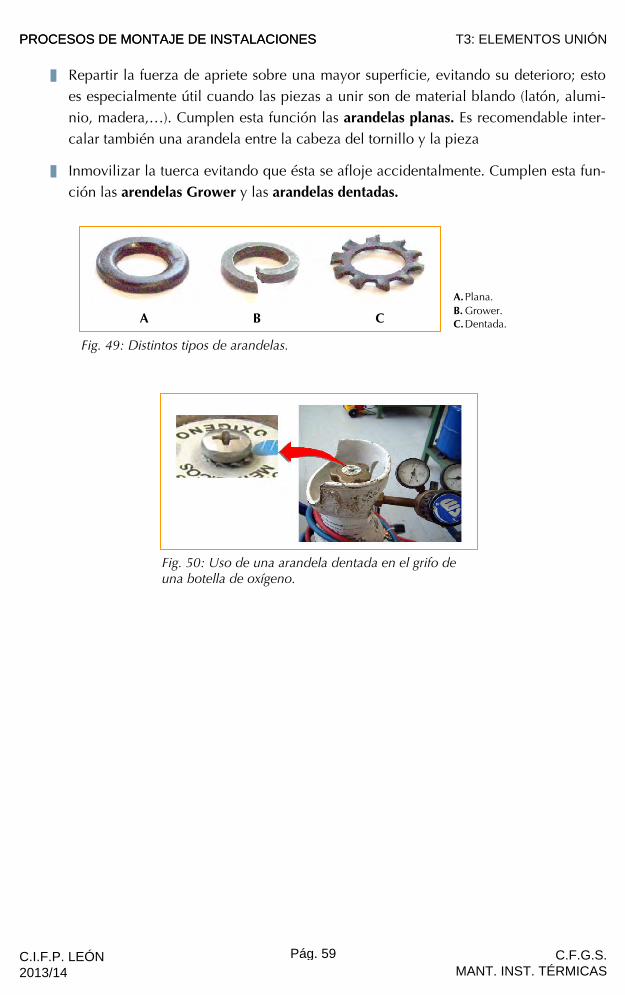
Unid
ad
Elementos de Unión 7
39
Repartir la fuerza de apriete sobre una mayor superficie, evitando su deterioro; esto es especialmente útil cuando las piezas a unir son de material blando (latón, alumi-nio, madera,…). Cumplen esta función las arandelas planas. Es recomendable inter-calar también una arandela entre la cabeza del tornillo y la pieza
Inmovilizar la tuerca evitando que ésta se afloje accidentalmente. Cumplen esta fun-ción las arendelas Grower y las arandelas dentadas.
Fig. 49: Distintos tipos de arandelas.
A. Plana. B. Grower. C. Dentada.
A B C
Fig. 50: Uso de una arandela dentada en el grifo de una botella de oxígeno.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 59 C.F.G.S. MANT. INST. TÉRMICAS
40
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
¿Cómo se fija una máquina al suelo del taller? ¿Existen tornillos de 1 metro de longitud? ¿Por qué no se cae el bulón que sujeta el pistón a la biela? ¿Cómo se une una polea a su eje? ¿Cómo se fija un grifo a la tubería?
He aquí un pequeño cajón de sastre en el que hemos reunido aquellos ele-mentos de unión que no tenían cabida en capítulos anteriores.
Espárragos
Pensemos en un elemento de máquina unido mediante tornillos a la bancada; si ha de ser desmontado frecuentemente, con el tiempo se producirá el deterioro de los agujeros ros-cados de la bancada; la restauración de estos agujeros es sumamente complicada, por lo que es preferible que este deterioro no llegue a producirse. Para evitar estas situaciones se utilizan los espárragos.
Los espárragos son varillas roscadas por ambos extremos (figura 51). Se introducen en los agujeros roscados de la bancada y se aprietan fuertemente para que no se aflojen en los sucesivos desmontajes. Los elementos de máquina se montan entonces sobre el espárrago; de esta manera, los sucesivos desmontajes ocasionarán el deterioro de la rosca del espárrago —fácilmente sustituible—, sin que ello afecte a la rosca de la ban-cada (figura 52).
Otros elementos de unión
Fig. 51: Espárragos.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 60 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Elementos de Unión 7
41
Para apretar el espárrago en el agujero de la bancada, puesto que no tiene cabeza ni mor-taja, se procederá del modo siguiente:
Primeramente se rosca el espárrago manualmente hasta hacer tope en el fondo del agujero.
A continuación se insertan dos tuercas en su extremo libre (figura 53-A), apretándo-las una contra otra por medio de sendas llaves (figura 53-B).
Se procede a apretar el espárrago actuando con una llave sobre la tuerca superior como si se tratara de la cabeza de un tornillo (figura 53-C).
Finalmente, se aflojan las tuercas y se retiran del espárrago.
Varilla roscada
Se denomina así a la varilla con rosca en toda su longitud. Se comercializan con distintas longitudes, siendo las más habituales las de 1 y 2 metros. La rosca puede ser métrica o
Fig. 52: Aplicación de los espárragos a la unión de elementos de máquinas.
A. Fijación del espárrago a la
bancada. B. Montaje y fijación del ele-
mento de máquina mediante tuerca y arandela.
C. Montaje del elemento de máquina. A B C
Fig. 53: Secuencia de apriete de un espárrago en la bancada de una máquina.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 61 C.F.G.S. MANT. INST. TÉRMICAS
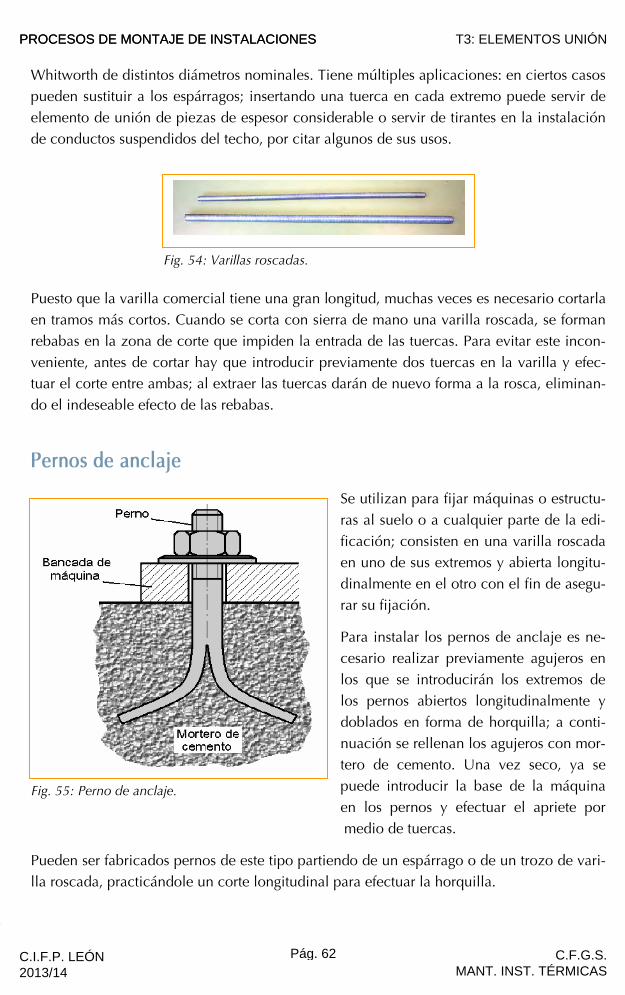
42
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Whitworth de distintos diámetros nominales. Tiene múltiples aplicaciones: en ciertos casos pueden sustituir a los espárragos; insertando una tuerca en cada extremo puede servir de elemento de unión de piezas de espesor considerable o servir de tirantes en la instalación de conductos suspendidos del techo, por citar algunos de sus usos.
Puesto que la varilla comercial tiene una gran longitud, muchas veces es necesario cortarla en tramos más cortos. Cuando se corta con sierra de mano una varilla roscada, se forman rebabas en la zona de corte que impiden la entrada de las tuercas. Para evitar este incon-veniente, antes de cortar hay que introducir previamente dos tuercas en la varilla y efec-tuar el corte entre ambas; al extraer las tuercas darán de nuevo forma a la rosca, eliminan-do el indeseable efecto de las rebabas.
Pernos de anclaje
Se utilizan para fijar máquinas o estructu-ras al suelo o a cualquier parte de la edi-ficación; consisten en una varilla roscada en uno de sus extremos y abierta longitu-dinalmente en el otro con el fin de asegu-rar su fijación.
Para instalar los pernos de anclaje es ne-cesario realizar previamente agujeros en los que se introducirán los extremos de los pernos abiertos longitudinalmente y doblados en forma de horquilla; a conti-nuación se rellenan los agujeros con mor-tero de cemento. Una vez seco, ya se puede introducir la base de la máquina en los pernos y efectuar el apriete por
medio de tuercas.
Pueden ser fabricados pernos de este tipo partiendo de un espárrago o de un trozo de vari-lla roscada, practicándole un corte longitudinal para efectuar la horquilla.
Fig. 54: Varillas roscadas.
Fig. 55: Perno de anclaje.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 62 C.F.G.S. MANT. INST. TÉRMICAS
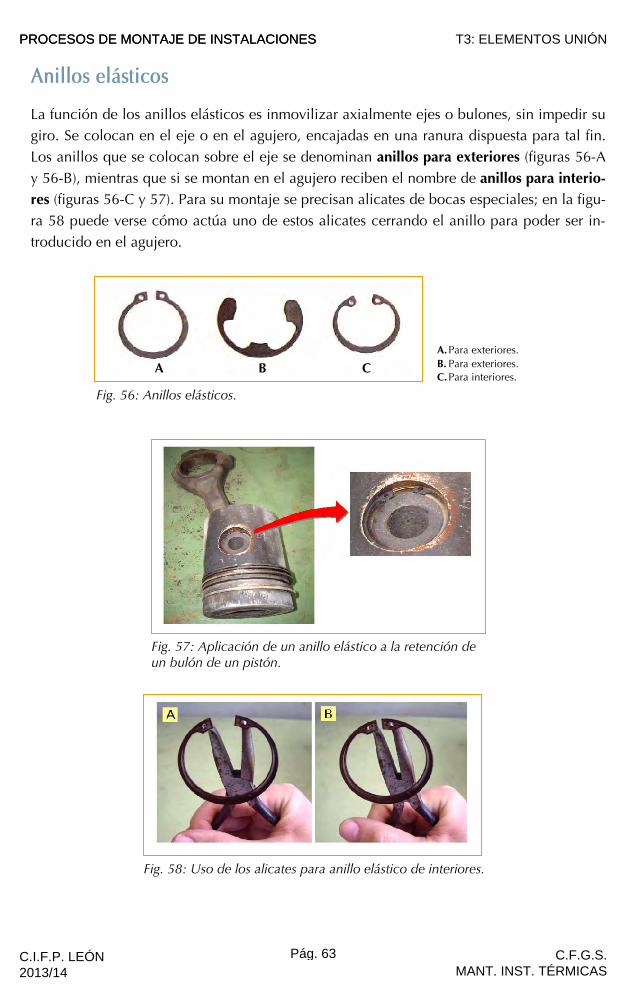
Unid
ad
Elementos de Unión 7
43
Anillos elásticos
La función de los anillos elásticos es inmovilizar axialmente ejes o bulones, sin impedir su giro. Se colocan en el eje o en el agujero, encajadas en una ranura dispuesta para tal fin. Los anillos que se colocan sobre el eje se denominan anillos para exteriores (figuras 56-A y 56-B), mientras que si se montan en el agujero reciben el nombre de anillos para interio-res (figuras 56-C y 57). Para su montaje se precisan alicates de bocas especiales; en la figu-ra 58 puede verse cómo actúa uno de estos alicates cerrando el anillo para poder ser in-troducido en el agujero.
Fig. 56: Anillos elásticos.
A. Para exteriores. B. Para exteriores. C. Para interiores.
A B C
Fig. 57: Aplicación de un anillo elástico a la retención de un bulón de un pistón.
Fig. 58: Uso de los alicates para anillo elástico de interiores.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 63 C.F.G.S. MANT. INST. TÉRMICAS
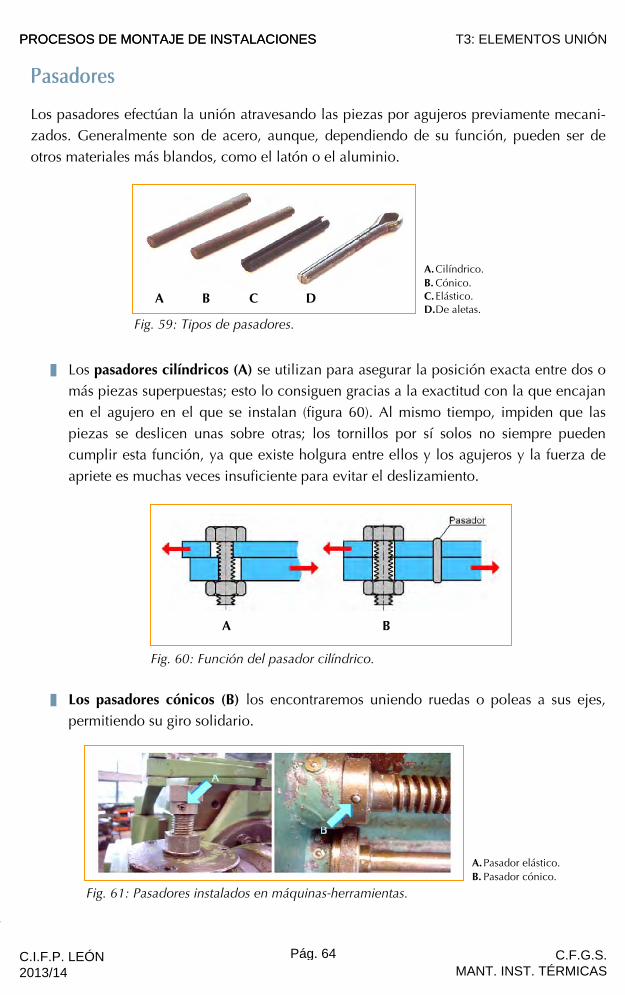
44
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Pasadores
Los pasadores efectúan la unión atravesando las piezas por agujeros previamente mecani-zados. Generalmente son de acero, aunque, dependiendo de su función, pueden ser de otros materiales más blandos, como el latón o el aluminio.
Los pasadores cilíndricos (A) se utilizan para asegurar la posición exacta entre dos o más piezas superpuestas; esto lo consiguen gracias a la exactitud con la que encajan en el agujero en el que se instalan (figura 60). Al mismo tiempo, impiden que las piezas se deslicen unas sobre otras; los tornillos por sí solos no siempre pueden cumplir esta función, ya que existe holgura entre ellos y los agujeros y la fuerza de apriete es muchas veces insuficiente para evitar el deslizamiento.
Los pasadores cónicos (B) los encontraremos uniendo ruedas o poleas a sus ejes, permitiendo su giro solidario.
Fig. 59: Tipos de pasadores.
A. Cilíndrico. B. Cónico. C. Elástico. D. De aletas.
A B C D
Fig. 60: Función del pasador cilíndrico.
A B
Fig. 61: Pasadores instalados en máquinas-herramientas.
A. Pasador elástico. B. Pasador cónico.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 64 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Elementos de Unión 7
45
Los pasadores elásticos (C) tienen forma tubular (son huecos), con una abertura lon-gitudinal que les permite flexionar para adaptarse al agujero cuando su diámetro no está mecanizado con gran exactitud (figura 61-A). Por otra parte, su elasticidad faci-lita también su introducción o extracción del agujero.
Los pasadores de aletas (D) se utilizan ge-neralmente para inmovilizar axialmente ruedas o poleas. Para su montaje se intro-ducen en un agujero mecanizado a tal efecto y se doblan sus aletas en sentidos opuestos (figuras 62 y 63).
Los pasadores cilíndricos, cónicos y elásticos se montan golpeándolos suavemente con un mazo de plástico o, en su defecto, interponiendo una pieza de material blando (latón, cobre, aluminio…) entre el martillo de acero y el pasador. Para desmontarlos se golpean cuidadosamente por uno de sus extremos con un punzón especial deno-minado botador (figura 64). Existen juegos de botadores de distintos diámetros para los distintos diámetros de pasadores.
Si tratamos de extraer un pasador golpeándolo directa-mente con una pieza de acero, sólo lograremos mellarlo y ensancharlo en sus extremos, haciendo cada vez más difi-cultosa su extracción.
Fig. 62: Fijación de una rueda mediante pasador de aletas.
Fig. 63: Secuencia del montaje del pasador en el eje de la rueda.
Fig. 64: Juego de botadores.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 65 C.F.G.S. MANT. INST. TÉRMICAS
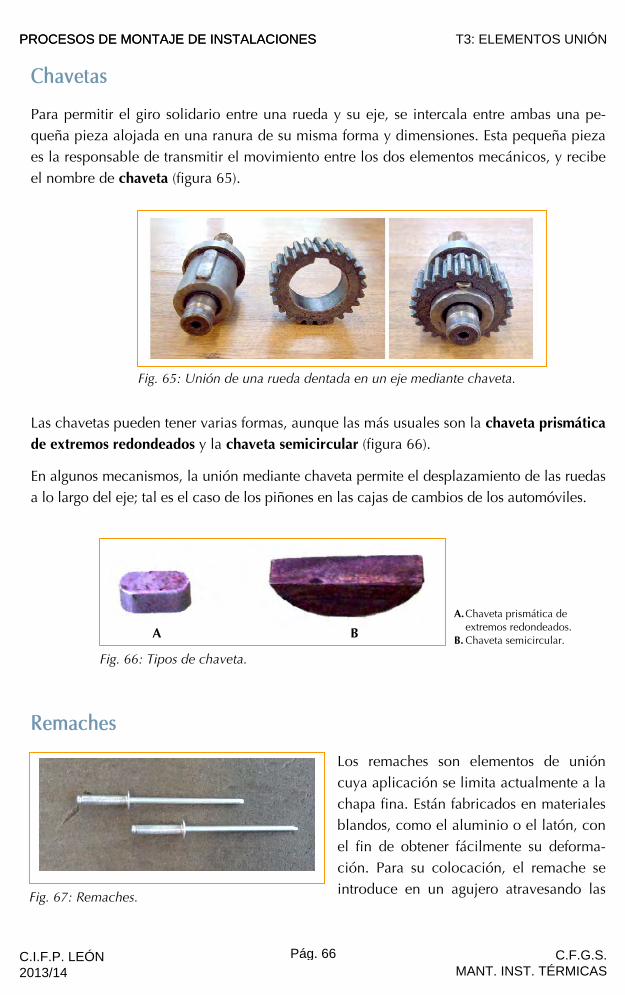
46
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Chavetas
Para permitir el giro solidario entre una rueda y su eje, se intercala entre ambas una pe-queña pieza alojada en una ranura de su misma forma y dimensiones. Esta pequeña pieza es la responsable de transmitir el movimiento entre los dos elementos mecánicos, y recibe el nombre de chaveta (figura 65).
Las chavetas pueden tener varias formas, aunque las más usuales son la chaveta prismática de extremos redondeados y la chaveta semicircular (figura 66).
En algunos mecanismos, la unión mediante chaveta permite el desplazamiento de las ruedas a lo largo del eje; tal es el caso de los piñones en las cajas de cambios de los automóviles.
Remaches
Los remaches son elementos de unión cuya aplicación se limita actualmente a la chapa fina. Están fabricados en materiales blandos, como el aluminio o el latón, con el fin de obtener fácilmente su deforma-ción. Para su colocación, el remache se introduce en un agujero atravesando las
Fig. 65: Unión de una rueda dentada en un eje mediante chaveta.
Fig. 66: Tipos de chaveta.
A B A. Chaveta prismática de
extremos redondeados. B. Chaveta semicircular.
Fig. 67: Remaches.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 66 C.F.G.S. MANT. INST. TÉRMICAS
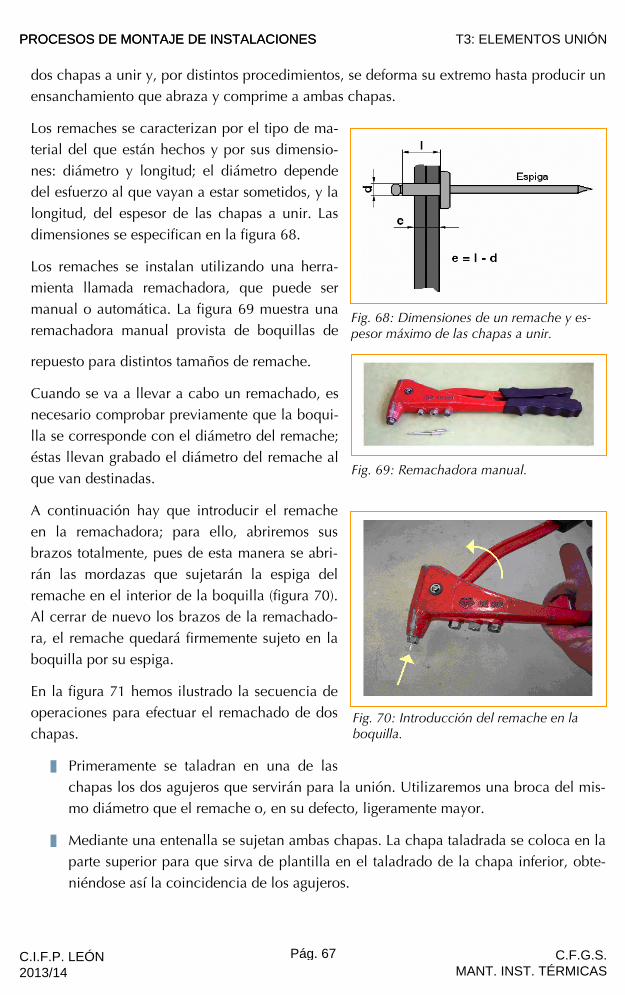
Unid
ad
Elementos de Unión 7
47
dos chapas a unir y, por distintos procedimientos, se deforma su extremo hasta producir un ensanchamiento que abraza y comprime a ambas chapas.
Los remaches se caracterizan por el tipo de ma-terial del que están hechos y por sus dimensio-nes: diámetro y longitud; el diámetro depende del esfuerzo al que vayan a estar sometidos, y la longitud, del espesor de las chapas a unir. Las dimensiones se especifican en la figura 68.
Los remaches se instalan utilizando una herra-mienta llamada remachadora, que puede ser manual o automática. La figura 69 muestra una remachadora manual provista de boquillas de
repuesto para distintos tamaños de remache.
Cuando se va a llevar a cabo un remachado, es necesario comprobar previamente que la boqui-lla se corresponde con el diámetro del remache; éstas llevan grabado el diámetro del remache al que van destinadas.
A continuación hay que introducir el remache en la remachadora; para ello, abriremos sus brazos totalmente, pues de esta manera se abri-rán las mordazas que sujetarán la espiga del remache en el interior de la boquilla (figura 70). Al cerrar de nuevo los brazos de la remachado-ra, el remache quedará firmemente sujeto en la boquilla por su espiga.
En la figura 71 hemos ilustrado la secuencia de operaciones para efectuar el remachado de dos chapas.
Primeramente se taladran en una de las chapas los dos agujeros que servirán para la unión. Utilizaremos una broca del mis-mo diámetro que el remache o, en su defecto, ligeramente mayor.
Mediante una entenalla se sujetan ambas chapas. La chapa taladrada se coloca en la parte superior para que sirva de plantilla en el taladrado de la chapa inferior, obte-niéndose así la coincidencia de los agujeros.
Fig. 68: Dimensiones de un remache y es-pesor máximo de las chapas a unir.
Fig. 69: Remachadora manual.
Fig. 70: Introducción del remache en la boquilla.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 67 C.F.G.S. MANT. INST. TÉRMICAS
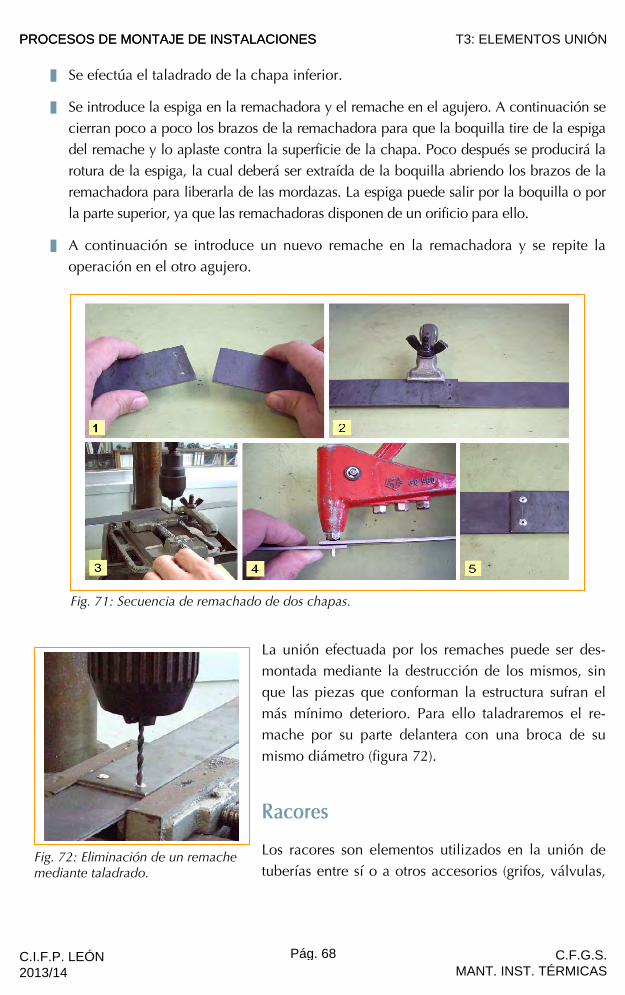
48
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Se efectúa el taladrado de la chapa inferior.
Se introduce la espiga en la remachadora y el remache en el agujero. A continuación se cierran poco a poco los brazos de la remachadora para que la boquilla tire de la espiga del remache y lo aplaste contra la superficie de la chapa. Poco después se producirá la rotura de la espiga, la cual deberá ser extraída de la boquilla abriendo los brazos de la remachadora para liberarla de las mordazas. La espiga puede salir por la boquilla o por la parte superior, ya que las remachadoras disponen de un orificio para ello.
A continuación se introduce un nuevo remache en la remachadora y se repite la operación en el otro agujero.
La unión efectuada por los remaches puede ser des-montada mediante la destrucción de los mismos, sin que las piezas que conforman la estructura sufran el más mínimo deterioro. Para ello taladraremos el re-mache por su parte delantera con una broca de su mismo diámetro (figura 72).
Racores
Los racores son elementos utilizados en la unión de tuberías entre sí o a otros accesorios (grifos, válvulas,
Fig. 71: Secuencia de remachado de dos chapas.
Fig. 72: Eliminación de un remache mediante taladrado.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 68 C.F.G.S. MANT. INST. TÉRMICAS
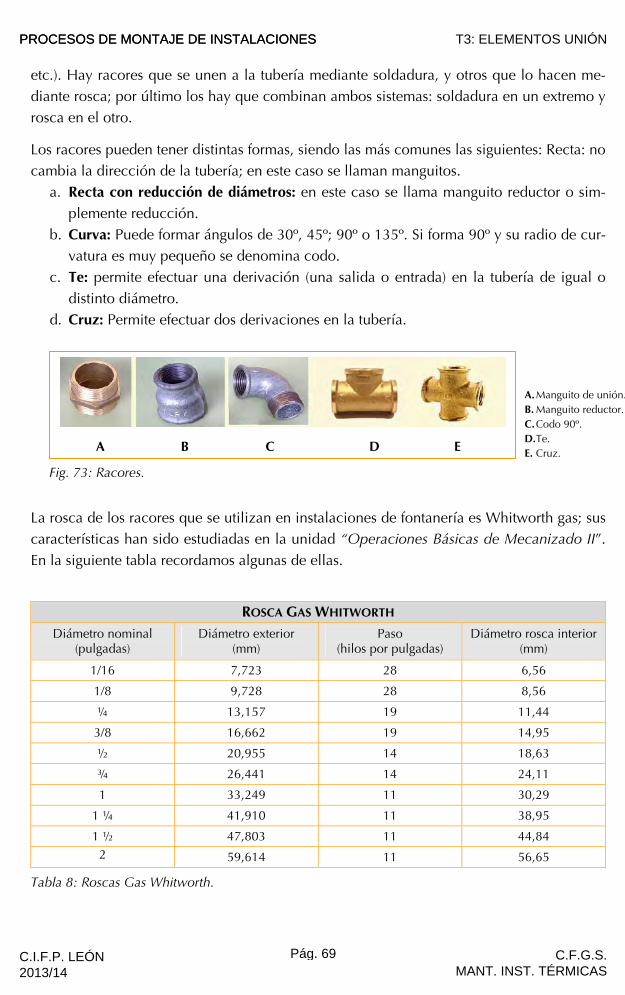
Unid
ad
Elementos de Unión 7
49
etc.). Hay racores que se unen a la tubería mediante soldadura, y otros que lo hacen me-diante rosca; por último los hay que combinan ambos sistemas: soldadura en un extremo y rosca en el otro.
Los racores pueden tener distintas formas, siendo las más comunes las siguientes: Recta: no cambia la dirección de la tubería; en este caso se llaman manguitos.
a. Recta con reducción de diámetros: en este caso se llama manguito reductor o sim-plemente reducción.
b. Curva: Puede formar ángulos de 30º, 45º; 90º o 135º. Si forma 90º y su radio de cur-vatura es muy pequeño se denomina codo.
c. Te: permite efectuar una derivación (una salida o entrada) en la tubería de igual o distinto diámetro.
d. Cruz: Permite efectuar dos derivaciones en la tubería.
La rosca de los racores que se utilizan en instalaciones de fontanería es Whitworth gas; sus características han sido estudiadas en la unidad “Operaciones Básicas de Mecanizado II”. En la siguiente tabla recordamos algunas de ellas.
ROSCA GAS WHITWORTH
Diámetro nominal (pulgadas)
Diámetro exterior (mm)
Paso (hilos por pulgadas)
Diámetro rosca interior (mm)
1/16 7,723 28 6,56
1/8 9,728 28 8,56
¼ 13,157 19 11,44
3/8 16,662 19 14,95
½ 20,955 14 18,63
¾ 26,441 14 24,11
1 33,249 11 30,29
1 ¼ 41,910 11 38,95
1 ½ 47,803 11 44,84 2 59,614 11 56,65
Fig. 73: Racores.
A B C D E
A. Manguito de unión. B. Manguito reductor. C. Codo 90º. D. Te. E. Cruz.
Tabla 8: Roscas Gas Whitworth.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 69 C.F.G.S. MANT. INST. TÉRMICAS
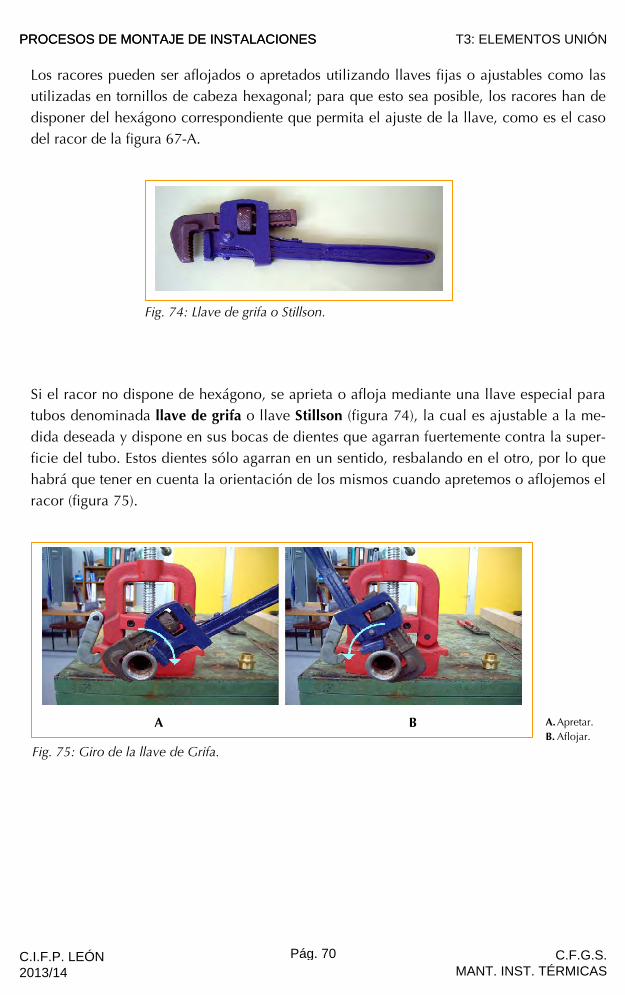
50
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Los racores pueden ser aflojados o apretados utilizando llaves fijas o ajustables como las utilizadas en tornillos de cabeza hexagonal; para que esto sea posible, los racores han de disponer del hexágono correspondiente que permita el ajuste de la llave, como es el caso del racor de la figura 67-A.
Si el racor no dispone de hexágono, se aprieta o afloja mediante una llave especial para tubos denominada llave de grifa o llave Stillson (figura 74), la cual es ajustable a la me-dida deseada y dispone en sus bocas de dientes que agarran fuertemente contra la super-ficie del tubo. Estos dientes sólo agarran en un sentido, resbalando en el otro, por lo que habrá que tener en cuenta la orientación de los mismos cuando apretemos o aflojemos el racor (figura 75).
Fig. 74: Llave de grifa o Stillson.
Fig. 75: Giro de la llave de Grifa.
A B A. Apretar.
B. Aflojar.
PROCESOS DE MONTAJE DE INSTALACIONES T3: ELEMENTOS UNIÓNPROCESOS DE MONTAJE DE INSTALACIONES
C.I.F.P. LEÓN 2013/14
Pág. 70 C.F.G.S. MANT. INST. TÉRMICAS