uap ica organización y métodos · 2010-11-26 · uap ica organización y métodos docente: ing....
TRANSCRIPT
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 1
LECCION ONCE: ESTUDIO DE MÉTODOS
PASOS PARA REALIZAR UN ESTUDIO DE MÉTODOS P A S O 1 : S E L E C C I Ó N D E L T R A B A J O P A R A E L E S T U D I OToda actividad efectuada en un entorno de trabajo puede ser objeto de análisis con la finalidad
de lograr una mejora en su secuencia. Si consideráramos este concepto en su sentido más
amplio, los especialistas del estudio de métodos tendrían un trabajo infinito e ilimitado,
considerando de la misma forma actividades de mayor y menor importancia. Para que esto no
suceda es necesario que se seleccione aquellas actividades o tareas cuya mejora sería
significativa para la organización. Consideraremos tres factores a considerar:
1) Consideraciones económicas o de eficiencia en función de los costos.- Debemos
considerar las siguientes opciones:
� Operaciones esenciales generadoras de beneficios o costosas, u operaciones
con los máximos índices de desechos.
� Estrangulamientos que están entorpeciendo las actividades de producción o
actividades que es probable que duren mucho tiempo.
� Actividades que entrañan un trabajo repetitivo con un gran empleo de mano
de obra o actividades que es probable duren mucho tiempo.
� Movimientos de materiales que recorren largas distancias entre los lugares de
trabajo o que entrañan la utilización de proporción relativamente grande de
mano de obra o requieren una manipulación repetida de material.
Una forma fácil que podemos utilizar para determinar las actividades a considerar para el
análisis es mediante la técnica de Pareto (o Análisis “ABC”), la cual consiste en ordenar de
manera creciente o decreciente las actividades, procesos, productos, servicios o tareas y
consideraríamos aquellas de mas alto valor como A, las siguientes como B, y aquellas de
menos importancia como C. Trabaja bajo la premisa de que un pequeño número de
actividades representa la mayor parte del costo o del beneficio o el mayor porcentaje de
desechos.
Para ilustrar lo que decimos consideraremos el ejemplo siguiente:
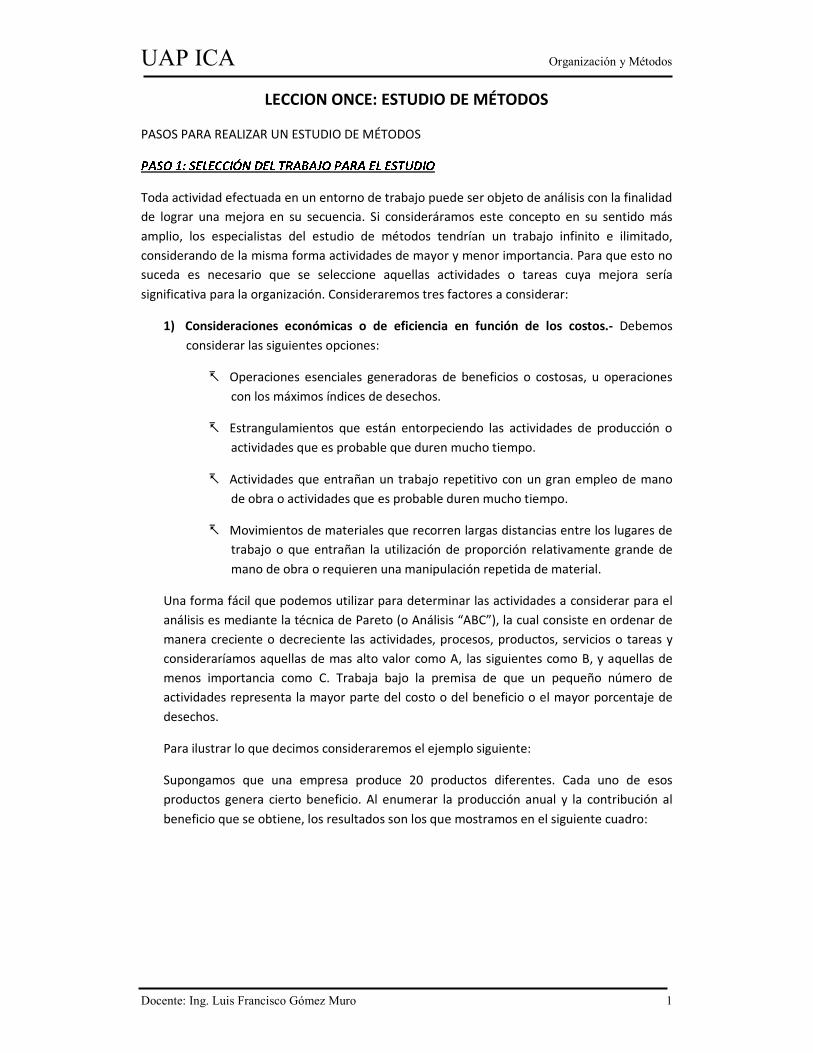
Supongamos que una empresa produce 20 productos diferentes. Cada uno de esos
productos genera cierto beneficio. Al enumerar la producción anual y la contribución al
beneficio que se obtiene, los resultados son los que mostramos en el siguiente cuadro:
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 2
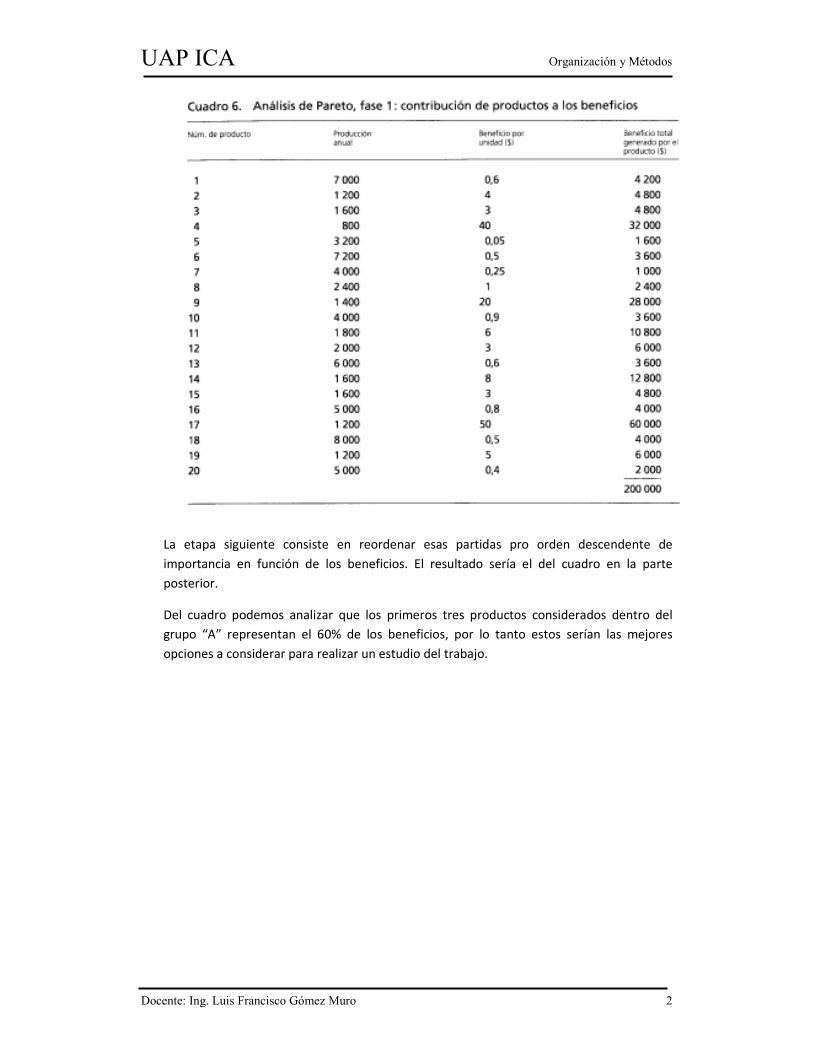
La etapa siguiente consiste en reordenar esas partidas pro orden descendente de
importancia en función de los beneficios. El resultado sería el del cuadro en la parte
posterior.
Del cuadro podemos analizar que los primeros tres productos considerados dentro del
grupo “A” representan el 60% de los beneficios, por lo tanto estos serían las mejores
opciones a considerar para realizar un estudio del trabajo.
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 3
2) Consideraciones técnicas o tecnológicas.- Una de las consideraciones importantes es
el deseo dela dirección de adquirir tecnología de punta, ya sea en equipo o
procedimientos. El análisis del trabajo puede señalar las necesidades importantes de la
empresa con respecto a este aspecto, por ejemplo: si existen procedimientos
burocráticos, innecesarios o injustificados, la adecuación de la informática no mejorará
mucho la eficiencia de la oficina. Por tal motivo el estudio de métodos sirve como una
actividad de exploración antes de la introducción de tecnología avanzada.
3) Consideraciones humanas.- Algunas actividades causan insatisfacción en los
trabajadores, principalmente por ser poco seguras o desatinadas. Por tal motivo es
necesario realizar un estudio de trabajo, puesto que no se esta dando atención a los
requerimientos necesarios para realizar el trabajo. Asimismo es preferible no elegir un
puesto particular para realizar el análisis del trabajo, porque podría provocar inquietud
o malestar. En esta situación es mejor considerar otros puestos de trabajo, los cuales
al producir mejoras en ellas y volverse exitosas, generarían confianza y tranquilidad a
los trabajadores para que decidan cooperar.
Una vez que hemos decidido el tipo de trabajo que se va a realizar debemos conocer que
límites van a tener, si analizaremos una parte o toda la actividad, de manera que obtengamos
el ámbito de estudio.

UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 4
P A S O 2 : R E G I S T R O D E L O S H E C H O SUna vez elegido el trabajo que se va a analizar, lo siguiente a realizar es el registro de todos los
hechos relativos al método existente. Este registro puede hacerse en dos etapas:
� Primero, un croquis o gráfico rudimentarios, para determinar si los datos reunidos son
útiles.
� Segundo, un diagrama o gráfico más elaborados y precisos que podrán servir para un
informe o una presentación.
Una de las formas más corrientes de registrar los hechos es anotarlos por escrito, pero
lamentablemente es muy limitado para trabajos complicados o para trabajos sencillos de
aproximadamente unos minutos. Para evitar eso se idearon los gráficos o diagramas, de los
cuales hay varios tipos uniformes, cada uno con su respectivo propósito. Estos gráficos se
dividen en dos categorías:
� Los que sirven para consignar una sucesión de hechos o acontecimientos en el orden
en que ocurren, pero sin reproducirlos a escala.
� Los que registran los sucesos, también en el orden en que ocurren, pero indicando su
escala en el tiempo, de modo que se observe mejor la acción mutua de sucesos
relacionados entre sí.
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 5
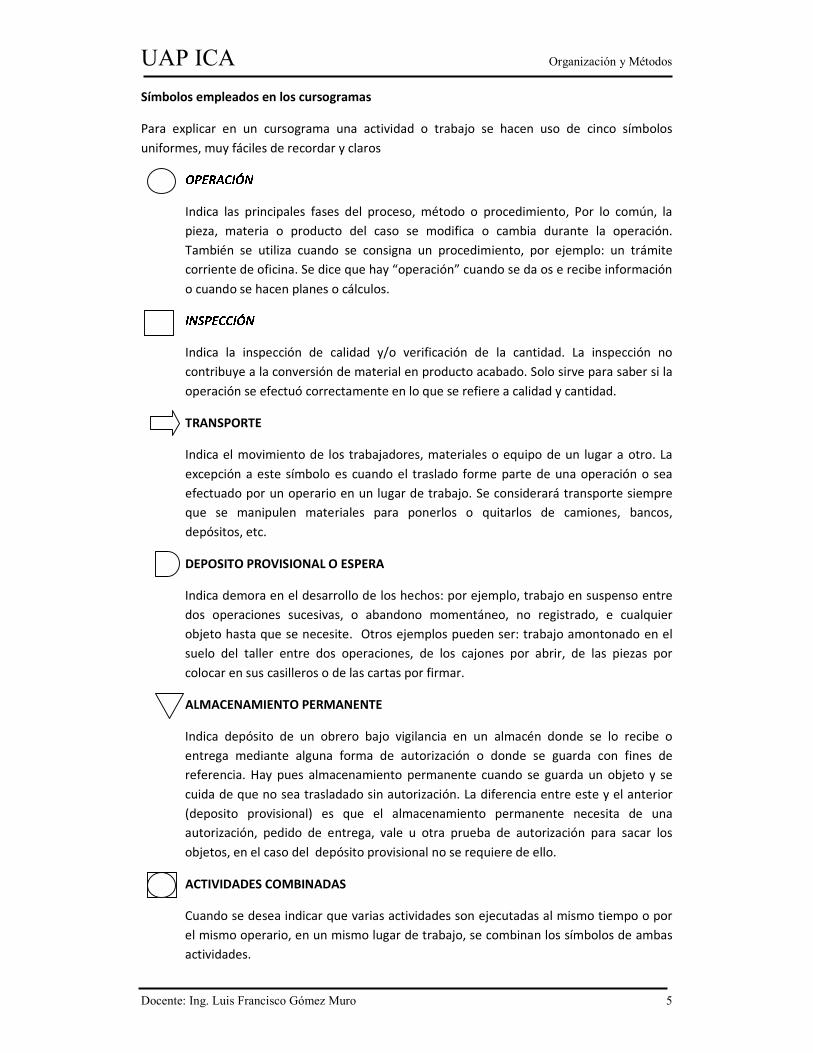
Símbolos empleados en los cursogramas
Para explicar en un cursograma una actividad o trabajo se hacen uso de cinco símbolos
uniformes, muy fáciles de recordar y claros O P E R A C I Ó NIndica las principales fases del proceso, método o procedimiento, Por lo común, la
pieza, materia o producto del caso se modifica o cambia durante la operación.
También se utiliza cuando se consigna un procedimiento, por ejemplo: un trámite
corriente de oficina. Se dice que hay “operación” cuando se da os e recibe información
o cuando se hacen planes o cálculos.
I N S P E C C I Ó N
Indica la inspección de calidad y/o verificación de la cantidad. La inspección no
contribuye a la conversión de material en producto acabado. Solo sirve para saber si la
operación se efectuó correctamente en lo que se refiere a calidad y cantidad.
TRANSPORTE
Indica el movimiento de los trabajadores, materiales o equipo de un lugar a otro. La
excepción a este símbolo es cuando el traslado forme parte de una operación o sea
efectuado por un operario en un lugar de trabajo. Se considerará transporte siempre
que se manipulen materiales para ponerlos o quitarlos de camiones, bancos,
depósitos, etc.
DEPOSITO PROVISIONAL O ESPERA
Indica demora en el desarrollo de los hechos: por ejemplo, trabajo en suspenso entre
dos operaciones sucesivas, o abandono momentáneo, no registrado, e cualquier
objeto hasta que se necesite. Otros ejemplos pueden ser: trabajo amontonado en el
suelo del taller entre dos operaciones, de los cajones por abrir, de las piezas por
colocar en sus casilleros o de las cartas por firmar.
ALMACENAMIENTO PERMANENTE
Indica depósito de un obrero bajo vigilancia en un almacén donde se lo recibe o
entrega mediante alguna forma de autorización o donde se guarda con fines de
referencia. Hay pues almacenamiento permanente cuando se guarda un objeto y se
cuida de que no sea trasladado sin autorización. La diferencia entre este y el anterior
(deposito provisional) es que el almacenamiento permanente necesita de una
autorización, pedido de entrega, vale u otra prueba de autorización para sacar los
objetos, en el caso del depósito provisional no se requiere de ello.
ACTIVIDADES COMBINADAS
Cuando se desea indicar que varias actividades son ejecutadas al mismo tiempo o por
el mismo operario, en un mismo lugar de trabajo, se combinan los símbolos de ambas
actividades.
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 6
P A S O 3 : E L A B O R A R E L C U R S O G R A M A S I N Ó P T I C O D E L P R O C E S OEl cursograma sinóptico es una diagrama que presenta un cuadro general de cómo se suceden
tan sólo las principales operaciones e inspecciones. No se considera quién las ejecuta ni donde
se llevarán a cabo. Para este cursograma solo se necesitan los símbolos de operación e
inspección, adicionando una pequeña nota de la naturaleza de casa operación o inspección y si
se conoce también el tiempo que se fija.
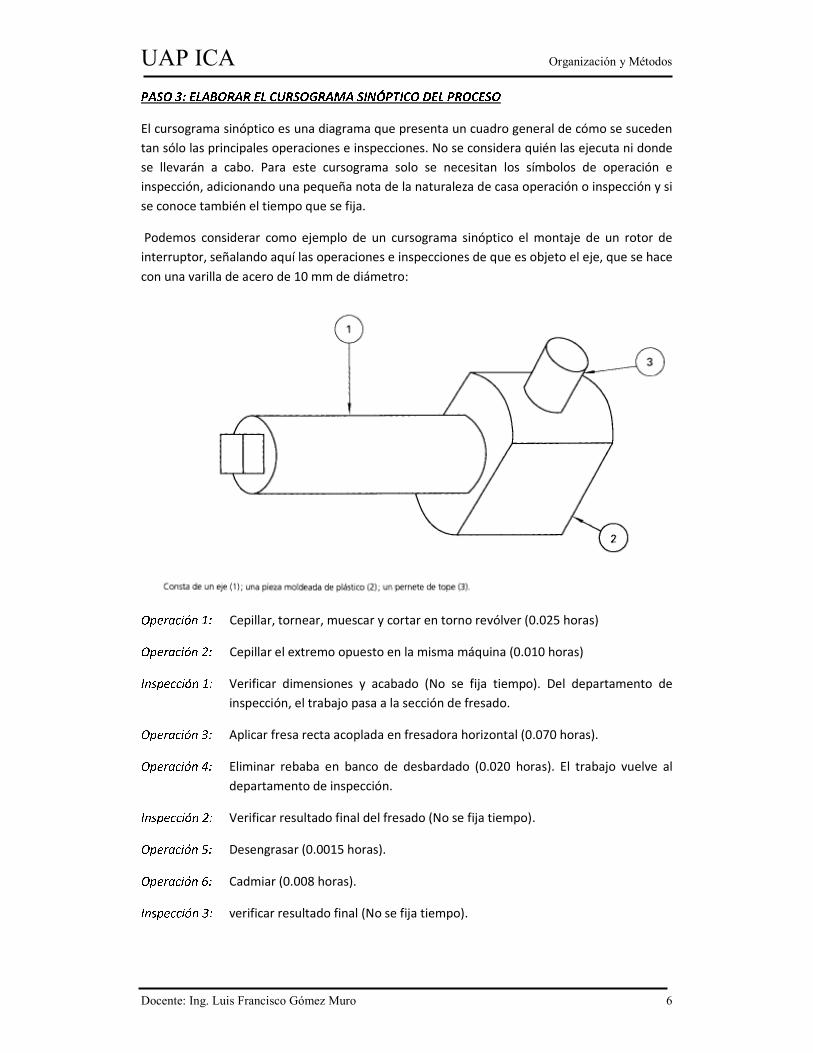
Podemos considerar como ejemplo de un cursograma sinóptico el montaje de un rotor de
interruptor, señalando aquí las operaciones e inspecciones de que es objeto el eje, que se hace
con una varilla de acero de 10 mm de diámetro:
O p e r a c i ó n 1 :Cepillar, tornear, muescar y cortar en torno revólver (0.025 horas) O p e r a c i ó n 2 :Cepillar el extremo opuesto en la misma máquina (0.010 horas) I n s p e c c i ó n 1 :Verificar dimensiones y acabado (No se fija tiempo). Del departamento de
inspección, el trabajo pasa a la sección de fresado. O p e r a c i ó n 3 : Aplicar fresa recta acoplada en fresadora horizontal (0.070 horas). O p e r a c i ó n 4 : Eliminar rebaba en banco de desbardado (0.020 horas). El trabajo vuelve al
departamento de inspección. I n s p e c c i ó n 2 : Verificar resultado final del fresado (No se fija tiempo). O p e r a c i ó n 5 : Desengrasar (0.0015 horas). O p e r a c i ó n 6 : Cadmiar (0.008 horas). I n s p e c c i ó n 3 : verificar resultado final (No se fija tiempo).
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 7
O p e r a c i ó n 7 : Cepillar por ambos lados, taladrar y ajustar el diámetro deseado en el torno
revolver. O p e r a c i ó n 8 : Hacer un orificio transversal (para el pernete de tope) y desbarbar en
taladradora de doble huso (0.022 horas). I n s p e c c i ó n 4 :Verificar definitivamente dimensiones y acabado (No se fija tiempo). Pasa al
almacén de piezas terminadas hasta que se necesite para el montaje.
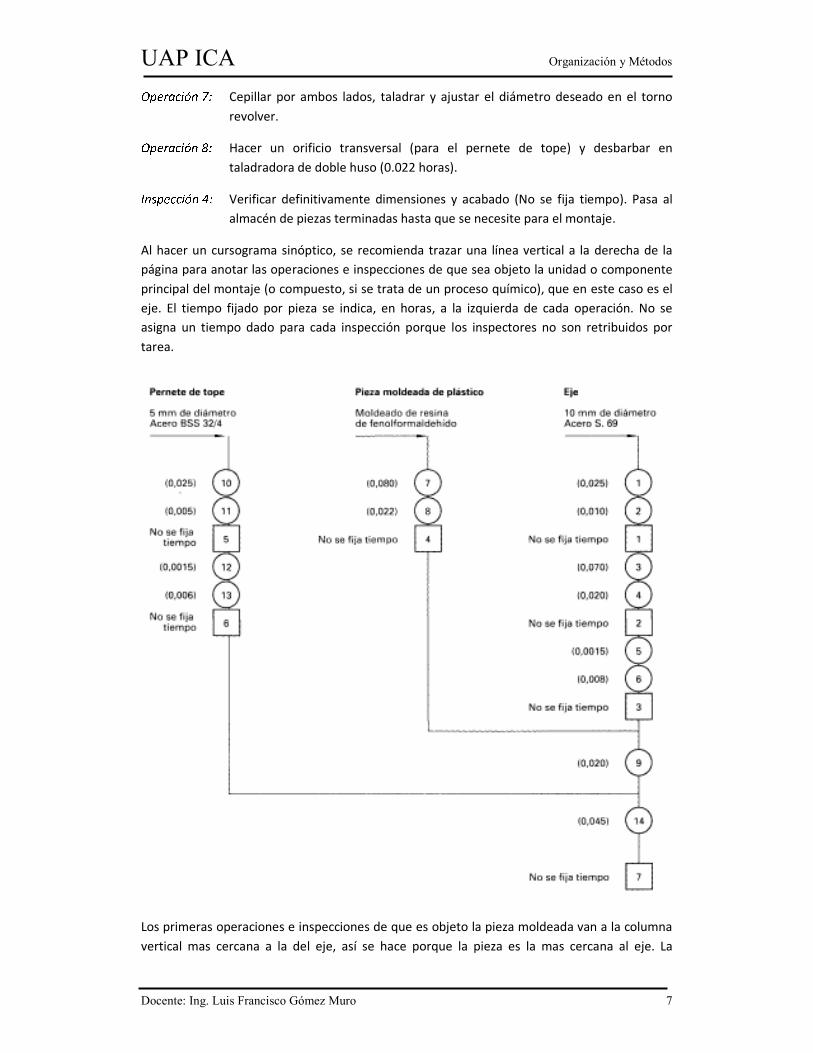
Al hacer un cursograma sinóptico, se recomienda trazar una línea vertical a la derecha de la
página para anotar las operaciones e inspecciones de que sea objeto la unidad o componente
principal del montaje (o compuesto, si se trata de un proceso químico), que en este caso es el
eje. El tiempo fijado por pieza se indica, en horas, a la izquierda de cada operación. No se
asigna un tiempo dado para cada inspección porque los inspectores no son retribuidos por
tarea.
Los primeras operaciones e inspecciones de que es objeto la pieza moldeada van a la columna
vertical mas cercana a la del eje, así se hace porque la pieza es la mas cercana al eje. La

UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 8
columna correspondiente al pernete de tope esta más a la izquierda, y si hubiera otros
componentes, se situarían de derecha a izquierda según el orden de montaje en la pieza
principal.
En el caso de la numeración comienza en uno y sigue en forma continua, la sucesión numérica
pasa entonces al componente siguiente de la izquierda y sigue por la operación en que se unen
los dos primeros componentes hasta el punto de montaje siguiente de donde salta al
componente que esta por ensamblar. El ensamblaje de cualquier elemento al componente se
señala con una línea horizontal que va de la línea vertical de ese elemento secundario al lugar
que corresponde en la sucesión de operaciones de la línea principal. O p e r a c i ó n 9 : Montar la pieza moldeada en la parte pequeña del eje y taladrar de lado a lado
del agujero para el pernete de tope (0.020 horas).
La pieza ensamblada está ahora para insertarle el pernete de tope, fabricado con una varilla de
acero de 5 mm de diámetro de la manera siguiente. O p e r a c i ó n 1 0 :Tornear una espiga de 2 mm de diámetro, biselar el extremo y cortar en un
torno revolver (0.025 horas). O p e r a c i ó n 1 1 : Quitar la rebabas con una pulidora (0.005 horas). El trabajo pasa luego al
departamento de inspección I n s p e c c i ó n 5 : Verificar dimensiones y acabado (No se fija tiempo). O p e r a c i ó n 1 2 : Desengrasar (0.0015 horas). O p e r a c i ó n 1 3 : Cadmiar (0.006 horas). El trabajo vuelve ahora al departamento de inspección. I n s p e c c i ó n 6 :
Verificar resultado final. (No se fija tiempo).
Pasa al almacén de piezas terminadas, de donde sale para: O p e r a c i ó n 1 4 :Fijar el pernete de tope al montaje, remachándolo ligeramente para afianzarlo
(0.045 horas).I n s p e c c i ó n 7 :Verificar por última vez el montaje terminado (No se fija tiempo).
Vuelve luego al almacén de piezas terminadas.
En un cursograma analítico real, se debería colocar a la derecha de cada símbolo una pequeña
descripción de la operación o inspección realizada.
En el siguiente cuadro se muestra algunas convencionalidades que se aplican al trazar
cursogramas sinópticos. Al final el cursograma sinóptico permite darle una primera ojeada a
las actividades de que se trata, con objeto de eliminar las innecesarias o combinar las que se
pueden hacer juntas.

UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 9
Representaciones convencionales P A S O 4 : E L A B O R A R E L C U R S O G R A M A S I N Ó P T I C O D E L P R O C E S OUna vez elaborado el cursograma sinóptico del proceso, se puede entrar en mayores detalles
mediante la elaboración de un cursograma analítico.
El cursograma analítico es un diagrama que muestra la trayectoria de un producto o
procedimiento señalando todos los hechos sujetos a examen mediante el símbolo que
corresponda.
El cursograma analítico se elabora con el mismo procedimiento que el sinóptico, solo que se
adiciona a la operación e inspección, el transporte, la espera y el almacenamiento.
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 10
Los cursogramas analíticos se pueden clasificar en:
� Cursograma de operario: Es un diagrama en donde se registra o que hace la persona
que trabaja.
� Cursograma de material: Es un diagrama en donde se registra como se manipula o
trata el material.
� Cursograma de equipo: Diagrama en donde se registra como se usa el equipo.
Como es mucha mas detallado el cursograma analítico no abarca, por lo general tantas
operaciones por hoja como puede hacerlo el sinóptico, de modo que se acostumbra hacer un
cursograma aparte para cada pieza importante de un ensamblado, a fin de poder estudiar por
separado las manipulaciones esperas y almacenamientos de que es objeto cada una.
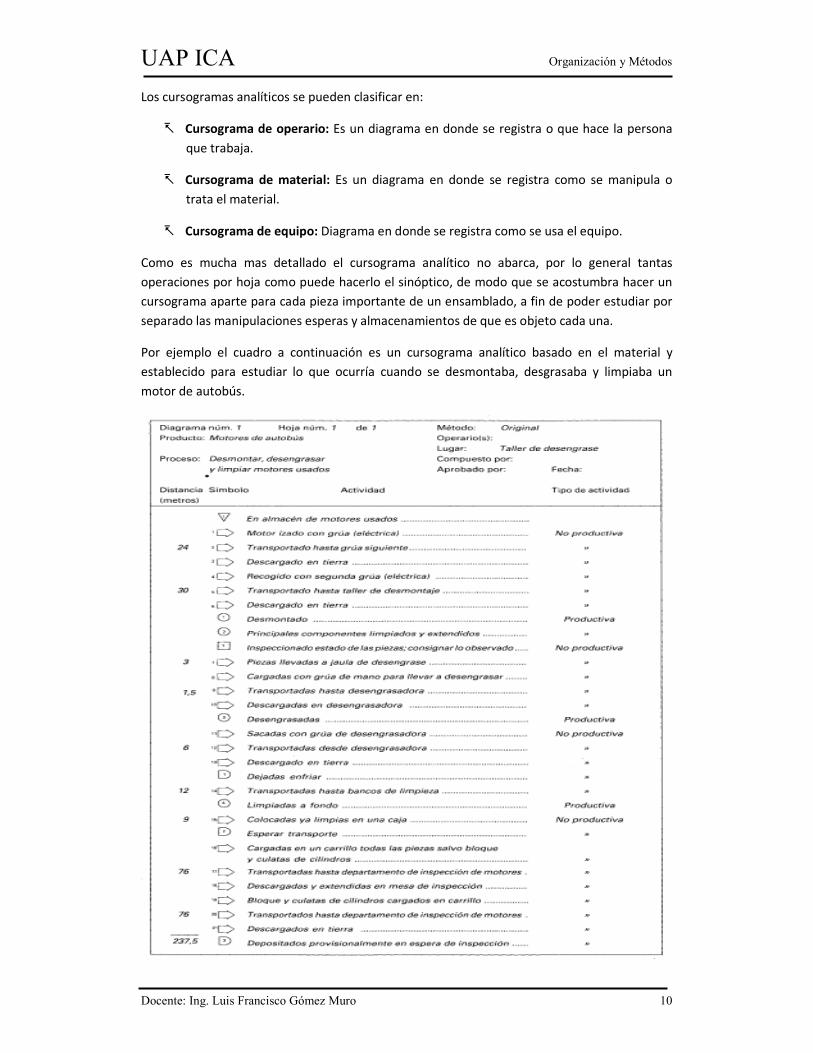
Por ejemplo el cuadro a continuación es un cursograma analítico basado en el material y
establecido para estudiar lo que ocurría cuando se desmontaba, desgrasaba y limpiaba un
motor de autobús.
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 11
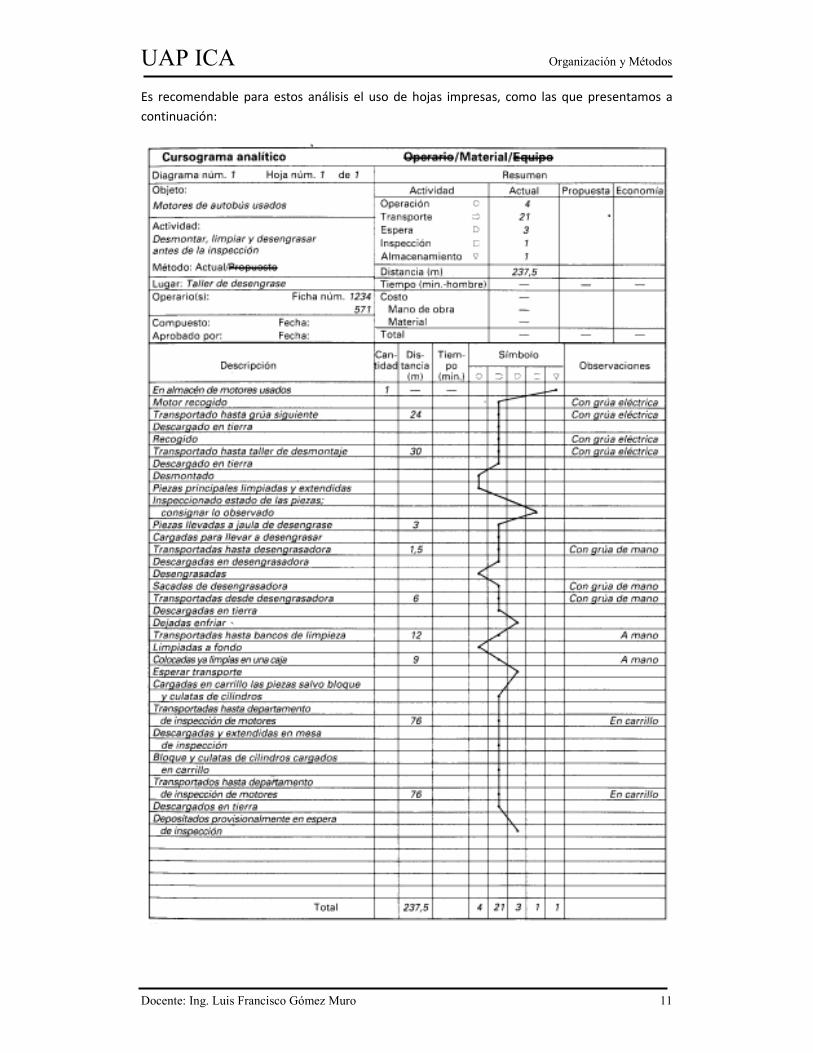
Es recomendable para estos análisis el uso de hojas impresas, como las que presentamos a
continuación:
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 12
Cuando realicemos un análisis crítico al realizar un cursograma analítico, debemos considerar
ciertos aspectos:
1) Con la representación gráfica de los hechos se obtiene una visión general de lo que
sucede y se entienden más fácilmente tanto los hechos en sí como su relación íntima.
2) Los gráficos ilustran con claridad la forma e que se efectúa un trabajo. Aún cuando los
capataces y los obreros no están al tanto de las técnicas de registro, pueden comprender
en un gráfico o diagrama con muchos símbolos de espera o transporte indica la necesidad
de introducir modificaciones en los métodos de un trabajo.
3) Los detalles que figuran en un diagrama debe recogerse con observación directa. Una vez
inscritos, puede uno despreocuparse de recordarlos, pero ahí quedan para consultarlos, o
para utilizarlos como ejemplo al dar explicaciones a terceros. Los cursogramas no deberán
hacerse de memoria sino a medida que se observa el trabajo (a menos que se analice un
proyecto a futuro).
4) Los cursograma basados en observaciones directas deberán pasarse en limpio con el
mayor cuidado y exactitud.
5) Para que siempre sigan sirviendo de referencia y den el máximo posible de información,
todos los diagramas deberán llevar como encabezamiento espacios donde apuntar:
� El nombre del producto, material o equipo representado, con el número de dibujo
o número de serie.
� El trabajo o proceso que se realice, indicando claramente el punto de partida y de
término y si el método es el utilizado o el proyectado.
� El lugar donde se efectúa la operación (departamento, fábrica, local, etc.).
� El número de referencia del diagrama y de la hoja y el número de hojas.
� El nombre del observador y. en caso oportuno, el de la persona que aprueba el
diagrama.
� La clave de los símbolos empleados, por si acaso se utilizan el diagrama
posteriormente personas habituadas a símbolos distintos. Resulta práctico
exponerlos como parte de un cuadro que resuma las actividades según los
métodos actuales y según los propuestos.
� Un resumen de la distancia, tiempo y si se juzga conveniente, costo de la mano de
obra y de los materiales, para poder comparar los métodos antiguos con los
nuevos.
� Antes de dar por terminado el diagrama, se debe verificar:
¿ Si se han registrado los hechos correctamente?
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 13
¿Si se han hecho demasiadas suposiciones y es la investigación tan incompleta
que quizá sea inexacta?
¿Se han registrado todos los hechos que contribuyen al proceso? P A S O 5 : E X A M I N A R C O N E S P Í R I T U C R Í T I C O : L A T É C N I C A D E L I N T E R R O G A T O R I OLa técnica del interrogatorio es el medio de efectuar el examen crítico sometiendo
sucesivamente cada actividad a una serie sistemática y progresiva de preguntas.
Las cinco clases de actividades registradas en el diagrama pueden clasificarse en dos grandes
categorías:
� Aquellas, en que le sucede efectivamente algo a la materia o pieza objeto del estudio,
es decir, se la trabaja traslada o examina.
� Aquellas en que no se toca y está, o bien almacenada o bien detenida en una espera.
La primera categoría puede subdividirse en tres grupos:
� Actividades de preparación: para que la pieza o materia quede lista y es posición para
se trabajada. Con respecto al ejemplo podrían considerarse dentro de este grupo la
carga y transporte del motor al taller de desengrase, su transporte a los bancos de
limpieza, etc.
� Operaciones activas: que modifican la forma, composición o condición física del
producto. En el ejemplo consideraremos dentro de este grupo las operaciones de
desmontar, limpiar y desengrasar. Algunas de estas operaciones son claves y algunas
son activas pero no claves.
� Actividades de salida: como sacar el trabajo de la maquina o del taller o lo que es
salida para un operación puede ser preparación para la siguiente, por ejemplo el
transporte entre operaciones, desde la desengrasadora hasta los bancos de limpieza,
Otros ejemplos podrían ser colocar piezas en un almacén o cartas en una bandeja de
salida o inspeccionar artículos acabados.
Como puede verse, las actividades de preparación y salida pueden corresponder los
símbolos de transporte e inspección, pero las operaciones activas, pueden
representarse únicamente con el símbolo de operación.
Lo importante en el análisis es lograr la mayor producción de operaciones activas
(operación propiamente dicha), todas las demás se consideran actividades, que
aunque son necesarias, podrían ser no productivas, principalmente las actividades de
almacenamiento y espera, que de hecho movilizan un capital cuya inversión en otra
cosa podría ser provechosa. L A S P R E G U N T A S P R E L I M I N A R E SLas preguntas se hacen en un orden bien determinado, para averiguar:
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 14
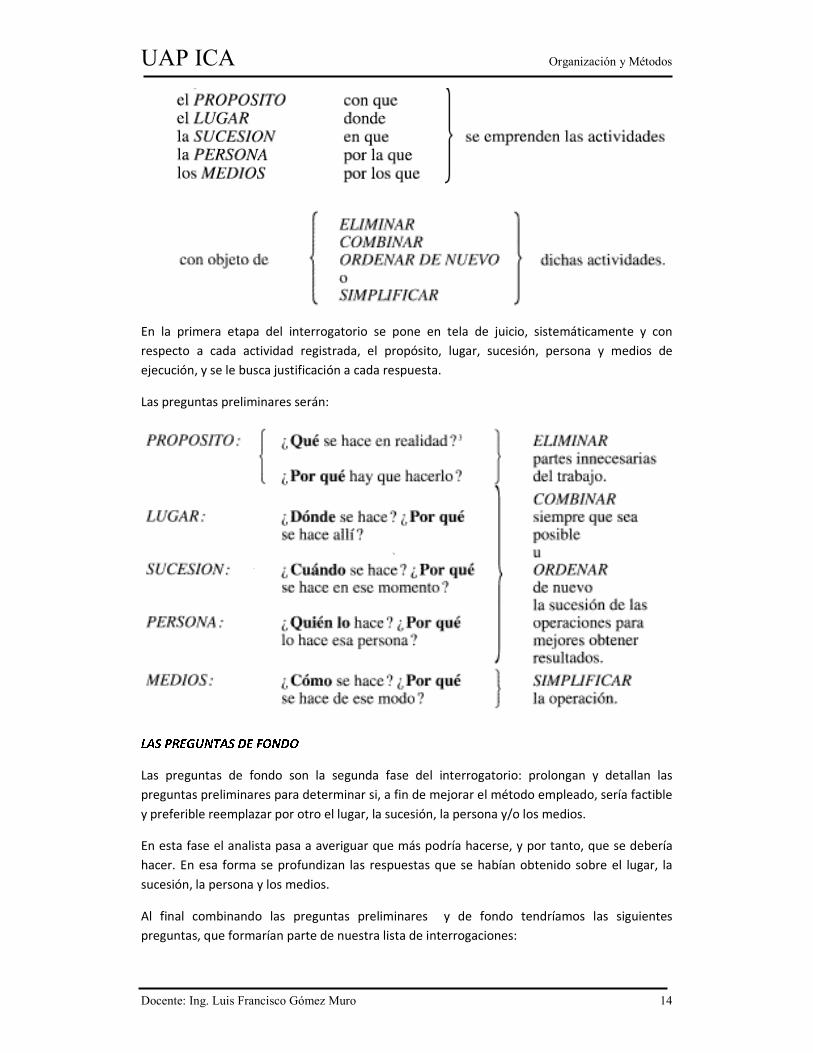
En la primera etapa del interrogatorio se pone en tela de juicio, sistemáticamente y con
respecto a cada actividad registrada, el propósito, lugar, sucesión, persona y medios de
ejecución, y se le busca justificación a cada respuesta.
Las preguntas preliminares serán:
L A S P R E G U N T A S D E F O N D OLas preguntas de fondo son la segunda fase del interrogatorio: prolongan y detallan las
preguntas preliminares para determinar si, a fin de mejorar el método empleado, sería factible
y preferible reemplazar por otro el lugar, la sucesión, la persona y/o los medios.
En esta fase el analista pasa a averiguar que más podría hacerse, y por tanto, que se debería
hacer. En esa forma se profundizan las respuestas que se habían obtenido sobre el lugar, la
sucesión, la persona y los medios.
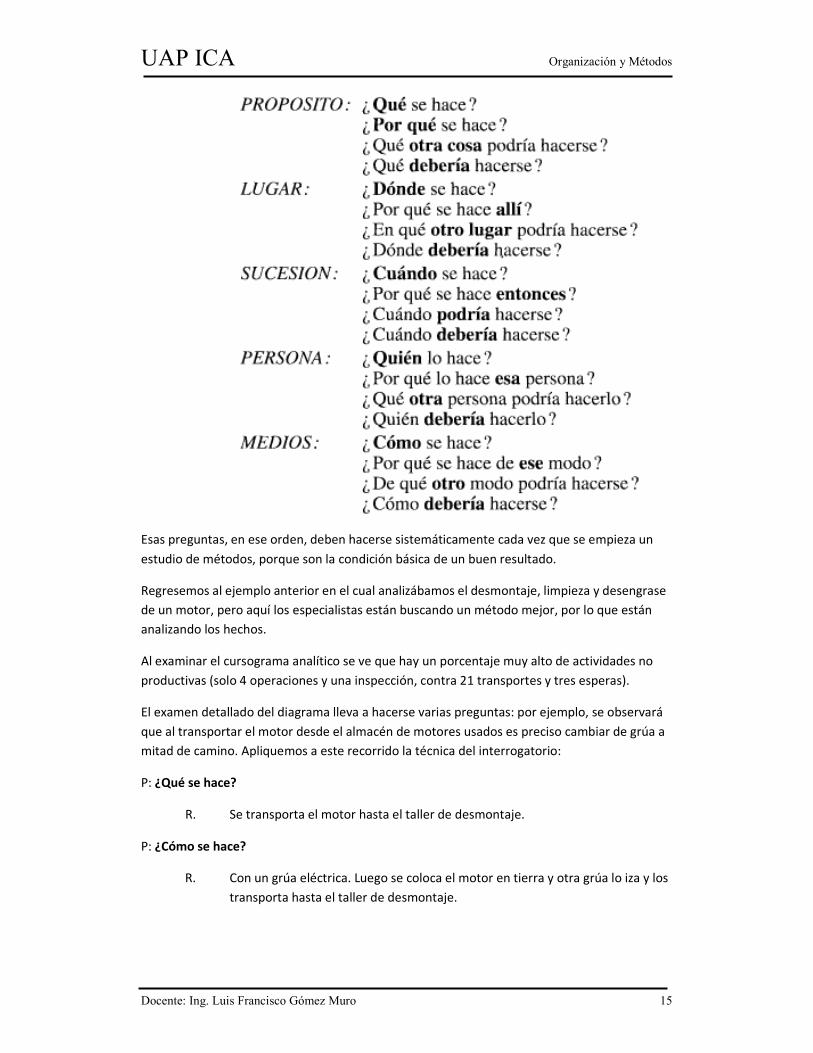
Al final combinando las preguntas preliminares y de fondo tendríamos las siguientes
preguntas, que formarían parte de nuestra lista de interrogaciones:
UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 15
Esas preguntas, en ese orden, deben hacerse sistemáticamente cada vez que se empieza un
estudio de métodos, porque son la condición básica de un buen resultado.
Regresemos al ejemplo anterior en el cual analizábamos el desmontaje, limpieza y desengrase
de un motor, pero aquí los especialistas están buscando un método mejor, por lo que están
analizando los hechos.
Al examinar el cursograma analítico se ve que hay un porcentaje muy alto de actividades no
productivas (solo 4 operaciones y una inspección, contra 21 transportes y tres esperas).
El examen detallado del diagrama lleva a hacerse varias preguntas: por ejemplo, se observará
que al transportar el motor desde el almacén de motores usados es preciso cambiar de grúa a
mitad de camino. Apliquemos a este recorrido la técnica del interrogatorio:
P: ¿Qué se hace?
R. Se transporta el motor hasta el taller de desmontaje.
P: ¿Cómo se hace?
R. Con un grúa eléctrica. Luego se coloca el motor en tierra y otra grúa lo iza y los
transporta hasta el taller de desmontaje.

UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 16
P. ¿Por qué se hace?
R. Porque los motores están almacenados de tal modo que no los puede recoger
directamente la grúa monocarril que pasa por los almacenes y el taller de
desengrase.
P. ¿Qué otra cosa podría hacerse?
R. Los motores podrían almacenarse de modo que la grúa monocarril pudiera
llegar hasta ellos, recogerlos y llevarlos entonces directamente hasta el taller
de desmontaje.
P. ¿Qué debería hacerse?
R. Debería seguirse la propuesta indicada
La propuesta en cuestión fue aceptada y de ese modo se suprimieron 3 transportes.
P. ¿Por qué limpiar las piezas del motor antes de desengrasarlas para limpiarlas otra vez
después de quitarles la grasa?
R. Nadie recuerda porqué se implanto esa limpieza previa.
P. ¿Por qué se inspeccionan en esta fase piezas grasientas, cuando debe ser difícil hacerlo
debidamente y se sabe que serán examinadas nuevamente en el departamento de
inspección de motores?
R. Nadie recuerda porque se implantó esa inspección
Es frecuente oír esas respuestas cuando se aplica la técnica de las preguntas. Muchas veces se
llevan a cabo actividades por motivos que fueron importantes en su día (como medidas
transitorias para que un taller empiece a producir sin tener que esperar las instalaciones y el
equipo adecuados) pero siguen en pie mucho tiempo después de haber desaparecido el
motivo. Cuando no se le halle justificación, las actividades innecesarias se deben suprimir sin
contemplaciones.
A continuación corresponde estudiar la colocación de las piezas en la desengrasadora.
Aparentemente había que llevarlas a una distancia de 3 metros para colocarlas en la jaula de
desengrase. ¿Por qué no poner la jaula mas cerca?, ¿No sería posible ir metiendo las piezas en
la jaula a medida que se desmonta el motor?.
Las preguntas y respuestas que anteceden bastan para comprender cómo puede aplicarse esta
técnica, quizá parezcan a veces un tanto infantiles en la forma expuesta, pero no lo son cuando
se suceden a ritmo acelerado, como ocurre con un investigador experto, y tampoco esta de
más respetar fielmente el orden en que están, para tener la seguridad de no omitir nada.
Naturalmente, al empezar por la razón de ser de la operación en si, preguntándose:
¿Qué se hace?, ¿Porqué es necesario?

UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 17
Se evita perder el tiempo en detalles, si la operación íntegra es innecesaria o su propósito se
puede conseguir de otra manera mejor.
En el gráfico a continuación podemos ver el método mejorado, se ha reducido
considerablemente el número de actividades no productivas. La cantidad de operaciones ha
disminuido de 4 a 3, por eliminación de la limpieza, que era innecesaria, y la inspección
subsiguiente se ha eliminado también. Los transporte se han reducido de 21 a 15, y las
distancias recorridas han pasado de 237.5 a 150 metros, osea una economía de 37 por ciento
en el desplazamiento de cada motor. Aunque no se han colocado los tiempos de cada
actividad (que debería hacerse), se puede observar al final que se ha ahorrado una cantidad
considerable de tiempo también.
En la práctica, es poco frecuente que se llegue directamente a una respuesta correcta. En
general, hay numerosas opciones que deberán examinarse antes de poder determinar cuál es
la mejor de ellas.

UAP ICA Organización y Métodos
Docente: Ing. Luis Francisco Gómez Muro 18