turbidez en cristalización de api - mt.com · news 17 mayor rendimiento, más pureza turbidez en...
TRANSCRIPT

News17
Mayor rendimiento, más purezaTurbidez en cristalización de APILa determinación visual de la cristalización depende de las habilidades
del operador y, por lo tanto, conlleva riesgos de variaciones de pureza
y rendimiento. Para un fabricante de antibióticos en China, la medición
de la turbidez en línea garantiza una producción de API máxima para
cada lote.
Producción de cefalosporinaLukang Pharmaceutical Group Co. Ltd., una gran empresa estatal y uno de los fabricantes más importantes de antibióti-cos en China, lleva produciendo medica-mentos en la provincia de Shandong desde 1966.
Lukang Pharma fabrica antibióticos y biofármacos para uso veterinario y en hu-manos, así como intermediarios y ami-noácidos. Sus productos se exportan a más de 40 países de todo el mundo y la empresa tiene unos ingresos de más de 3000 millones de RMB.
Durante la fabricación de uno de sus an-tibióticos de cefalosporina, el API impuro se diluye en alcohol anhídrido en un reci-piente de cristalización hasta que se al-
canza la saturación. A continuación, se aplica un vacío gradualmente para evapo-rar el alcohol, haciendo que el API se cris-talice. Una combinación de control de la extracción del aire y del índice de revolu-ción de la pala agitadora en la base del recipiente, maximiza el proceso de cristalización.
Determinación visualEn Lukang Pharma, la cristalización ha sido un proceso manual durante mucho tiempo. Los operadores tenían que evaluar visualmente el punto de cristalización y, a continuación, controlar y completar el procedimiento. Por lo tanto, el rendimien-to del producto y la calidad dependían en gran medida de las habilidades del opera-dor. Los índices de cristalización inesta-bles y las variaciones en la pureza del
INGOLD Leading Process Analytics
THORNTON Leading Pure Water Analytics
Farmacéutica Perspectivas para la analítica de
líquidos de proceso

2 METTLER TOLEDO Farmacéutica News 17
Editor / Producción Mettler-Toledo AG
Analítica de Procesos
Im Hackacker 15
CH-8902 Urdorf
Suiza
IllustrationsMettler-Toledo AG
Lukang Pharma
Comi Condor
Christ Pharma & Life Science
Photosoup, Sivanagk | Dreamstime.com
Sujeto a modificaciones técnicas.
© Mettler-Toledo AG 12/10
Impreso en Suiza.
producto afectaban negativamente al pro-cesamiento posterior. De esta forma, el rechazo de algunos lotes era el costoso resultado de la falta de experiencia de al-gunos operadores. La empresa necesitaba encontrar un método para reducir los fac-tores humanos y estabilizar el proceso de cristalización.
Para este procedimiento, la medición de la turbidez es una excelente herramienta de análisis: en primer lugar para verificar la disolución de API, en segundo lugar para controlar el índice de cristalización y en tercer lugar para determinar en qué momento se ha completado el proceso (p. ej. cuando la turbidez deja de aumentar).
Medición de la turbidez en líneaLukang Pharma adquirió un sistema de turbidez METTLER TOLEDO compuesto por un sensor de turbidez InPro 8200 y un transmisor Trb 8300. El dispositivo InPro 8200 mide la cantidad de luz retro-dispersada para determinar la turbidez en
bajas a medianas concentraciones de muestras, donde se requiere alta resolu-ción. El transmisor Trb 8300 cuenta con un rango de unidades de medición selec-cionables, entre las que se encuentran FTU y NTU, así como tres grupos de pará-metros independientes para medir en di-ferentes medios.
El sensor está montado en un recipiente de cristalización y, a través de la supervi-sión de los datos del sistema en tiempo real a lo largo de todo el proceso en lugar del aspecto visual del medio, los operado-res pueden mejorar más fácilmente el nivel de vacío y la velocidad del agitador. Hou Xianxue, ingeniero de instrumentos de Lukang Pharma está encantado con las mejoras, «Gracias a la utilización del sis-tema METTLER TOLEDO, la calidad del producto ha cambiado enormemente: la calidad inestable derivada de la falta de experiencia del operador se ha eliminado, al igual que necesidad de recristalización y los casos de rechazo de lotes».
Alto rendimiento y gran purezaDesde la instalación, los operadores han adquirido una experiencia considerable en el uso del sistema durante la fabrica-ción de una serie de API. Ahora se consi-guen índices de cristalización superiores
al 83 % y de pureza superiores al 98,5 % de forma uniforme.
Si desea beneficiarse de la medición de la turbidez en sus procesos, visite:
www.mt.com/turb
tiempo
turbidez
dissolución cristalización
Gráfico ilustrativo del nivel de turbidez durante la cristalización al vacío.
Sensor de turbidez InPro 8200
Transmisor de turbidez Trb 8300
Sensor de turbidez InPro 8200 instalado en un recipiente de cristalización en Lukang Pharma.

METTLER TOLEDO Farmacéutica News 17 3
Softw
are
de g
estió
n de
l sen
sor
amortiguadores, soluciones / gases de calibración y equipos de lim-pieza, en el punto de medición.
jLos diagnósticos del sensor per-miten planificar el mantenimien-to de forma precisa y garantizan que la calibración se lleve a cabo justo cuando se necesita.
De esta forma, se ahorra tiempo y se mejora la fiabilidad de los instrumentos analíticos.
Visualización del rendimiento del sensoriSense Asset Suite le permite evaluar en un instante el estado de los sensores ISM. Proporciona información sobre: las expo-siciones a ciclos CIP / SIP, la fecha de últi-ma calibración, la pendiente, el punto cero, el tiempo de respuesta, la fecha de fabricación, el tiempo operativo y la tem-peratura máxima de exposición.
El indicador de tiempo de vida dinámico responde la cuestión más importante «¿el sensor es seguro para el siguiente lote?» y, si es necesario, el software le informa de la acción necesaria para recuperar el sen-sor para su próxima instalación.
Documentación electrónica com-pletaTodas las actividades relacionadas con el sensor, como la calibración o el manteni-miento, se almacenan en iSense y pueden documentarse electrónicamente o bien imprimirse en formato PDF. El libro de registro electrónico le permite controlar y hacer un seguimiento de todas las activi-dades. Le proporciona una documenta-ción completa del sensor durante todo el ciclo de vida útil.
Gestión de usuarios La función de gestión de usuarios le per-mite controlar las acciones posibles que puede llevar a cabo un operador. La posi-bilidad de restringir un usuario a ciertas funciones de iSense como, por ejemplo, calibración del sensor, mejora la seguri-dad de funcionamiento a través de la per-sonalización del software iSense según las habilidades de los técnicos.
Descubra cómo ISM e iSense pueden me-jorar su trabajo en:
www.mt.com/ISM
Gestión de los valores del sensorFácil con iSenseLa adopción de las regulaciones PAT cada vez más estrictas y la maximi-
zación del tiempo productivo hacen que la gestión de los valores analíti-
cos cobre gran relevancia. Durante toda la vida útil de un sensor, ISM e
iSense Asset Suite hacen que el dispositivo resulte más sencillo y eficaz.
Gestión del punto de mediciónLa gestión de los valores analíticos de pro-ceso cada vez adquiere más importancia en la industria farmacéutica. El cumpli-miento de las regulaciones y las exigencias del cliente, al tiempo que se maximiza la producción, son aspectos clave que ejercen presión en los técnicos y responsables de planta.
La tecnología de gestión de sensor inteli-gente (ISM) y el software iSense Asset Sui-te de METTLER TOLEDO ofrecen nuevas posibilidades para la gestión de valores y el mantenimiento simplificado de los equipos.Con ISM e iSense:j Los sensores se calibran de forma
precisa y el resultado de calibración se documenta automáticamente.
j La calibración se lleva a cabo en el taller y no se necesitan instru-mentos de calibración, tales como

4 METTLER TOLEDO Farmacéutica News 17
Centrífugas líderes en su claseLa empresa Comi Condor, con sede en Ita-lia, ha suministrado centrífugas de filtra-do, líderes en su clase, para la producción de API durante más de un siglo. Esta em-presa cuenta con décadas de innovación y mejora continua que han permitido desa-rrollar las mejores técnicas de separación posibles que cumplen los requisitos más exigentes del sector para lograr una cali-dad del producto y un rendimiento insu-perables. Sus productos también cumplen algunas de las regulaciones sobre seguri-dad más rigurosas del mundo.
Fundada en 1885, la empresa desarrolla, fabrica y vende sus centrífugas desde dos fábricas ubicadas en Milán y Pavia. Es líder indiscutible en centrífugas fiables y resistentes con particular énfasis en el cumplimiento y la satisfacción de las normas GMP.
Requisitos de inertización insuperablesComi Condor ha desarrollado un sistema de control y supervisión basado en la me-dición permanente de la sobrepresión cen-trífuga y el nivel de oxígeno para permitir todas las operaciones de purgado, llenado, procesamiento y vaciado de la centrífuga de forma segura.
Los requisitos de seguridad para las centrífugas en marcha (junto con los re-quisitos necesarios para la certificación de zona peligrosa) pueden variar en función del país. Italia aplica uno de los controles más rigurosos del mundo: el control de la sobrepresión y del oxígeno es obligatorio en todos los sistemas de control centrífugo. Este requisito se considera el método más seguro de funcionamiento, en compara-ción con controlar únicamente la sobre-presión, ya que controlar únicamente el oxígeno solo puede garantizar que este elemento específico del triángulo de ex-plosión se mantiene de forma permanente por debajo de un límite de seguridad du-rante todas las etapas del proceso de centrifugado.
Aplicación originalComi Condor ha fabricado centrífugas seguras utilizando control de sobrepre-sión y oxígeno para el sector industrial químico-farmacéutico durante décadas. No obstante, las arduas e impredecibles operaciones de mantenimiento en los sis-temas de oxígeno de tipo extractivo em-
pleados a menudo suponían un impedi-mento para los clientes de Comi Condor. El resultado eran planificaciones de fabricación por lotes interrumpidas y pér-dida de rendimiento, que afectaban nega-tivamente al rendimiento global de la centrífuga.
La solución de METTLER TOLEDO
Sensor de gas de oxígeno InPro 6800 GRentable:j el diseño amperométrico elimina la
necesidad de un costoso sistema de acondicionamiento y extracción de gas.
Fiable:j no se ve afectado por la exposición
al agua, al vapor de agua ni a la mayoría de los disolventes orgáni-cos.
Mantenimiento mínimo:j el cambio del cuerpo de membrana
se realiza en apenas cinco minutos, y el usuario puede realizarlo in situ.
Med
ició
n de
oxí
geno Protección contra la explosión de gas
Inertización durante el centrifugadoComi Condor, uno de los proveedores líderes de centrífugas horizontales y verticales continuas
para la industria química farmacéutica, ha escogido a METTLER TOLEDO para la medición de
oxígeno en el sistema de control de inertización de sus productos. El resultado: mayor producti-
vidad centrífuga y mejor rendimiento gracias a la medición in situ y a un menor mantenimiento.

METTLER TOLEDO Farmacéutica News 17 5
Carcasa del InTrac 777 e Funcionamiento seguro:j las características de seguridad Tri-
Lock impiden la liberación involun-taria de fluidos o gases del proceso.
Mantenimiento del sensor adecuado:j el diseño permite retraer el sensor
sin interrumpir el proceso.
Transmisor M700Diseño modular:j el uso flexible de los módulos en-
chufables permite una medición combinada de O2, pH o conductivi-dad.
Funcionamiento sencillo:j los ajustes y la configuración son
sencillos gracias a la navegación in-tuitiva por los menús.
Costes reducidos:j el diseño modular permite utilizar
dos parámetros de medición en un transmisor.
Medición de oxígeno in situ Comi Condor se puso en contacto con METTLER TOLEDO para encontrar una solución más fiable y de mantenimiento más sencillo. Escogieron uno de nuestros sistemas amperométricos basados en el sensor InPro 6800 G para sustituir la ins-talación extractiva en el sistema de con-trol de las centrífugas. Además, el sensor InPro 6800 G puede montarse directa-mente en la centrífuga, por lo que podía eliminarse el delicado sistema de mues-treo de gas que se había utilizado hasta el momento y generar más ahorro y una mayor fiabilidad. Gracias a su diseño higiénico y las aprobaciones del sector farmacéutico, no hubo problemas en la integración del sensor en los elementos semihúmedos de la centrífuga.
Precisión y rapidezDespués de un exitoso periodo de prueba, se adquirió experiencia práctica en las funciones del nuevo sistema. Una compa-ración del equipo amperométrico y el ex-tractivo demostró que la solución más sencilla de METTLER TOLEDO proporcio-
naba una precisión de la medición excelente y resultados más rápidos que la solución de tipo extractivo.
Ventaja competitivaComi Condor ha ganado en ventaja competitiva al ofrecer a sus clientes cen-trífugas más fiables que requieren un mantenimiento mínimo y reducen los tiempos de inactividad. Para las nuevas centrífugas que requieren control de oxí-geno y sobrepresión, Comi Condor prefiere actualmente los sistemas amperométricos de METTLER TOLEDO.
Todos los elementos del sistema han sido aprobados para su utilización en zonas peligrosas.
Obtenga más info rmación en: www.mt.com/o2-gas

6 METTLER TOLEDO Farmacéutica News 17
Tran
smis
or M
800
métrico y óptico), ozono, conductividad y control del flujo, todo ello es posible junto con nuestros sensores de gestión inteli-gente (ISM).
Al M800 pueden conectarse hasta cuatro sensores analíticos, además de dos entra-das de flujo. Con esta capacidad de varios parámetros y canales, la mayoría de las aplicaciones de las industrias quími-cofarmacéutica y biofarmacéutica que, actualmente, admiten distintos transmi-sores se pueden equipar con la misma plataforma y otros parámetros que esta-mos desarrollando.
Trazabilidad excelente El transmisor M800 y sus nuevas y ex-traordinarias características ofrecen una trazabilidad mejorada in situ. El libro de registros incorporado guarda todas las operaciones y alarmas de los sensores y, gracias a la gran pantalla, es muy fácil de leer. La funcionalidad de gestión de usua-rios proporciona una seguridad operativa para hasta 10 usuarios.
iMonitorLos datos en tiempo real del estado y la calidad del sensor son claves para contro-lar los procesos sin errores. ISM es el con-cepto exclusivo de METTLER TOLEDO para la gestión de sensores. El diagnóstico de los sensores aporta un nuevo concepto de mantenimiento a través de la visuali-zación en pantalla, en la que se informa de la vida útil restante de los sensores,
Trazabilidad sencillaConozca el estado de los sensoresNecesita registrar el rendimiento de los sensores analíticos, debe garan-
tizar la seguridad de funcionamiento y desea supervisar las mediciones
de procesos desde un mismo lugar. Presentación del transmisor M800.
Un instrumentoEscuchamos a nuestros clientes cuando hablan. Hemos invertido dos años de tra-bajo en el desarrollo de nuestro último transmisor: no se trata únicamente del más sofisticado de nuestra cartera de pro-ductos, sino posiblemente del analizador más sencillo de manejar del mercado. El libro de registro y las funciones de gestión de usuarios facilitan la trazabilidad y la seguridad operativa. La tecnología de pantalla táctil y la interfaz de usuario intuitiva proporcionan una sencillez sin igual. Por primera vez, podrá usar los sen-sores Ingold y Thornton en la misma plataforma.
Todos los parámetros relevantesMETTLER TOLEDO presenta una gama de sensores muy versátiles para aplicaciones en análisis de procesos y el tratamiento del agua. La nueva plataforma del trans-misor M800 cuenta con todos los paráme-tros de medición necearios en un solo instrumento: pH / ORP, oxígeno (ampero-
además del tiempo que queda para el si-guiente mantenimiento y la calibración. Este diagnóstico mejorado reduce los pe-ríodos de inactividad imprevistos y mejora la seguridad de los procesos. La gestión de alarmas con colores optimiza significati-vamente el acceso rápido a la información importante del sensor. iMonitor, la panta-lla de diagnóstico de METTLER TOLEDO, ofrece toda esta información en una pan-talla fácil de leer.
Control total con un solo toqueLa pantalla táctil grande, de alta resolu-ción y de color del M800 simplifica todas las operaciones de transmisión. La panta-lla programable con hasta ocho magnitu-des de medida o datos de diagnóstico proporciona toda la información necesa-ria en una pantalla, o en hasta ocho pan-tallas, si lo desea.
El asistente a medida le permite acceder a cualquier función de menú con solo tres toques. Dicho concepto reduce el tiempo de formación y los fallos de configuración al mínimo.
Resulta muy valioso para los integradores del sistema que las configuraciones del transmisor se puedan descargar a un PC y cargarse a otros M800. Esto simplifica el manejo y disminuye considerablemente los errores en la puesta en marcha.
Descubra más acerca del M800 en: www.mt.com/M800

METTLER TOLEDO Farmacéutica News 17 7
iRO con sensor
Fácil instalación y usoLa impresora iRO es la herramienta ideal, combinada con los sistemas de me-dición de METTLER TOLEDO, para la medición analítica temporal en línea. iRO (en inglés, «intelligent remote ope-
ration») registra las mediciones en línea en tiempo real sin necesi-dad de instalar nada, y el tiempo que ello con-lleva, pues no se precisa ningún cablea-do para la alimenta-ción de corriente ni la adquisición de datos. La función de «conec-tar y medir», una ca-racterística de nuestra tecnología de gestión de sensor inteligente (ISM), garantiza una puesta en marcha sin errores. La comunica-ción mediante Blue-
tooth para la lectura de datos y la confi-guración del sistema establece un nuevo estándar en facilidad de uso.
Detallamos a continuación tres usos de iRO que le ayudarán a ahorrar tiempo y dinero.
Optimización del procesoDurante el desarrollo del proceso y la op-timización de los procesos de producción, la medición en línea de parámetros ana-líticos, como el pH, la concentración de oxígeno o la conductividad, suele ser cru-
cial. Encontrar los puntos de instalación más adecuados pa-ra los instrumentos analíticos es una tarea compleja que pue-de requerir tiempo si deben instalarse temporalmente sis-temas de medición completos.
La impresora iRO es fácil de instalar, no necesita cables y simplifica la adquisición de da-tos a corto plazo. Puede regis-trar la medición de uno o dos sensores durante varios meses y leer los datos con un ordenador vía Bluetooth en un minuto. Los datos se pueden almacenar en un formato fácil de importar en Excel, para procesarlos y analizarlos. Cada conjunto de datos de medición contiene el valor de medición, la fecha y la hora, e información importan-
Func
iona
mie
nto
rem
oto
inte
ligen
te (
iRO) Medición sencilla, práctica y fiable
con impresora temporalEn muchas aplicaciones, la impresión temporal resulta necesaria para optimi-
zar el proceso, garantizar la calidad y solucionar problemas. La nueva impre-
sora temporal, iRO, de METTLER TOLEDO, ofrece una solución única que brinda
una instalación y una puesta en marcha fáciles gracias a la tecnología ISM.
te del sensor, como el número de serie y la información de diagnóstico.
Control de la calidadLos gestores de la calidad necesitan infor-mación. La trazabilidad de los parámetros del proceso en diferentes posiciones de medición es necesaria para garantizar la reproducibilidad de un proceso de produc-ción y el cumplimiento de los requisitos de validación. La impresora temporal iRO puede proporcionar información adicio-nal a los puntos de medición existentes sin la necesidad de una instalación complicada.
Resolución de problemasEn procesos como la filtración, la separa-ción o el llenado de productos sensibles al oxígeno, la contaminación por oxígeno puede reducir significativamente el rendi-miento o la calidad del producto final. Para encontrar la fuente de contamina-ción, es necesario medir el oxígeno en varios puntos. La instalación de un siste-ma de medición completo precisa cablea-do y conexión al sistema de control. iRo es la herramienta perfecta para estos casos. No se necesitan cables y se pueden leer los datos en cualquier momento. La adquisi-ción de datos durante semanas y meses se realiza de forma sencilla.
Descubra más motivos para utilizar iRO en:
www.mt.com/iRO

8 METTLER TOLEDO Farmacéutica News 17
Agua PurificadaM
edic
ión
fiabl
e de
ozo
no
se producen los sistemas de distribución y almacenamiento de agua purificada LOOPO, que mantienen la calidad del agua purificada, agua altamente purifi-cada y agua para inyección hasta el punto de uso. El sistema ha superado la prueba GMP de China y las pruebas de producción de medicamentos europeas pertinentes.
Importancia del rendimiento analítico En el sistema LOOPO, el agua purificada farmacéutica se desinfecta con ozono ge-nerado a partir de la misma agua, de esta
forma se reduce el riesgo de contamina-ción externa derivada de la producción de ozono a partir del aire ambiental. Como el ozono es un fuerte oxidante que podría dañar los productos finales, el agua se irradia con luz ultravioleta antes del pri-mer punto de uso para garantizar la des-trucción de todo el ozono. Por lo tanto, la medición precisa del ozono en el sistema LOOPO es muy importante, y los operado-res del sistema deben notificar valores de ozono anormales para poder aplicar me-didas correctivas.
Cuando los puntos de uso se cierran para una desinfección completa de la unidad, la lámpara ultravioleta se apaga y se hace circular agua con un alto contenido de ozono a través del sistema completo. El nivel de desinfección se refleja de forma directa por medio de la medición del ozono.
El ozono se determina en tres posiciones en el sistema de distribución LOOPO: an-tes de la lámpara ultravioleta, después de la lámpara ultravioleta y en el retorno del bucle después del último punto de uso.
Función importante de los instrumentos ThorntonPara la detección del ozono, Christ suele emplear el sensor de ozono disuelto Thornton de Mettler Toledo y el transmi-sor compatible. Nuestros instrumentos de análisis de primera calidad desempeñan un papel muy importante en los sistemas
Medición crítica de ozonoen sistemas de agua purificada El ozono es un desinfectante potente pero también un oxidante muy
fuerte que puede dañar los productos farmacéuticos. En sistemas de
agua purificada, la determinación del ozono es vital para poder garan-
tizar su pureza. Christ Pharma & Life Science, en Shanghái (China), ha
escogido los sensores de ozono Thornton por su precisión y durabilidad.
Desinfección de ozono para control de calidadChrist Pharma & Life Science GmbH y Christ Pharma & Life Science (Shanghai) Ltd. (pertenecientes al Grupo BWT), con centros operativos en Europa y Asia, ofre-cen una amplia gama de tecnologías para producir todas las calidades de agua ne-cesarias en entornos de producción e I + D en los sectores farmacéutico y de ciencias de la vida.
En Shanghái, Christ Pharma & Life Scien-ce tiene una planta de fabricación donde
Sistema LOOPO de distribución y almacenamiento de agua purificada.

METTLER TOLEDO Farmacéutica News 17 9
de agua purificada de Christ, permitiendo a sus clientes conseguir una calidad exce-lente en sus productos farmacéuticos.
Según Gu Lingna, gestor de proyectos en Christ Pharma & Life Science (Shanghai) Ltd, «El rendimiento del sistema de sensor de ozono afecta directamente a la fiabili-dad del proceso de desinfección, por lo que su grado de importancia es muy alto». Los instrumentos Thornton funcionan de for-ma eficaz y estable.
La sonda de ozono ofrece mantenimiento mínimo y durabilidadEl cuerpo principal de la sonda es de ace-ro inoxidable resistente a la corrosión. La membrana de silicona reforzada ofrece rendimiento de alto nivel y la durabilidad necesaria en el entorno de la aplicación. Gu Lingna explica que «En la actualidad la membrana de ozono puede tener un
ciclo de vida útil de hasta dos años con un mantenimiento periódico». El electrolito de la sonda debe cambiarse regularmente, pero su mantenimiento es muy sencillo y puede completarse en pocos minutos. Des-pués de cambiar el electrolito o la mem-brana, es necesario polarizar la sonda en una muestra ozonizada durante un perio-do prolongado.
Si es necesario, una sonda individual pue-de medir el contenido de ozono de más de una muestra. Para cada muestra, antes de realizar la lectura real del ozono, se nece-sita un tiempo de lavado suficiente para conseguir un valor de ozono estable.
Medición y supervisión flexible de hasta cuatro canalesJunto con el sensor de ozono, Thornton de Mettler-Toledo ofrece una amplia gama de analizadores compatibles. El transmisor Thornton M300 proporciona mediciones de canal dual con la posibilidad de super-visar una combinación de sensores de ozono y conductividad. El modelo 770MAX puede aceptar hasta cuatro canales de ozono, carbono orgánico total (TOC) y sensores de conductividad en cualquier combinación. Gracias a la configuración flexible y cómoda de los transmisores, así como la interfaz clara y sencilla, Christ Pharma & Life Science GmbH y Christ Pharma & Life Science (Shanghai) Ltd. han empleado ambos en sus diversos sis-temas para visualizar el contenido de ozono.
Rendimiento fiableDesde 1995, Christ ha empleado un gene-rador de ozono en más de 300 dispositivos de sus sistemas farmacéuticos de agua purificada. Algunos de estos sistemas in-cluyen sensores de ozono Thornton. «La experiencia ha demostrado que esta sonda tiene valores de durabilidad y calidad muy elevados», afirma Gu Lingna.
Si la detección precisa del ozono es funda-mental en sus instalaciones, visite:
www.mt.com/o3 www.mt.com/770MAX
LOOPO es una marca registrada de Christ Pharma & Life Science GmbH.Transmisor M300 Sensor de ozono disuelto
10 METTLER TOLEDO Farmacéutica News 17
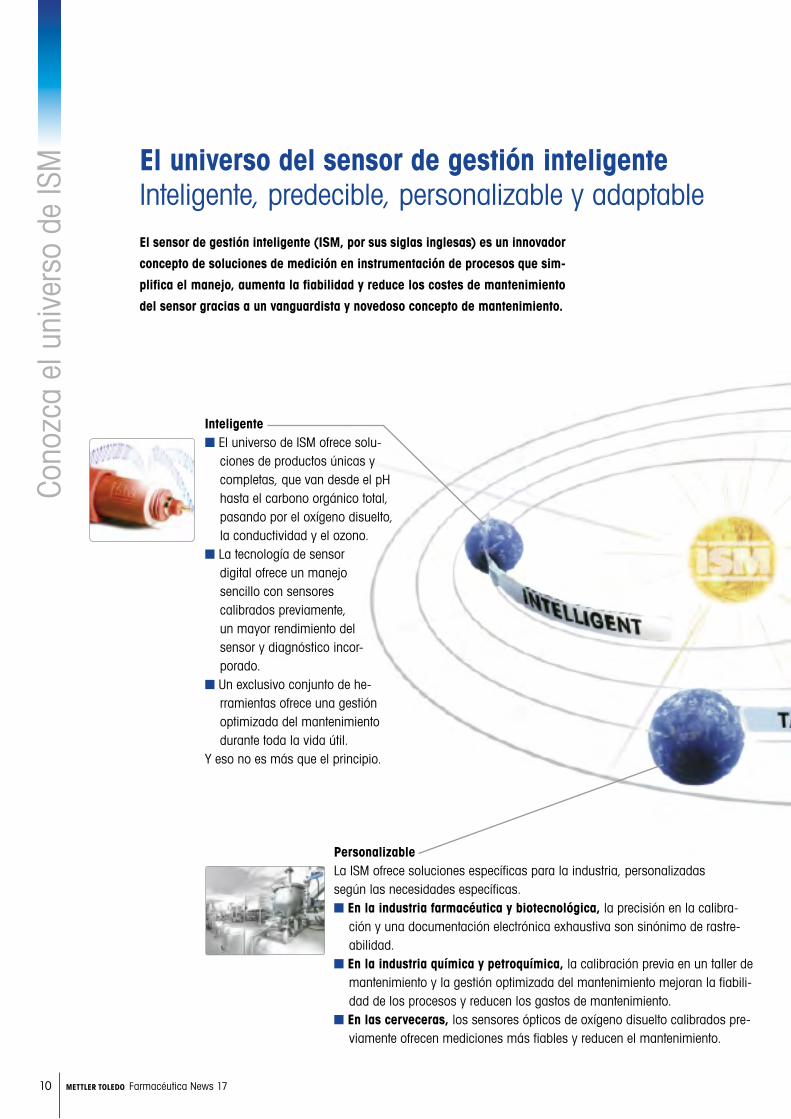
PersonalizableLa ISM ofrece soluciones específicas para la industria, personalizadas según las necesidades específicas.n En la industria farmacéutica y biotecnológica, la precisión en la calibra-
ción y una documentación electrónica exhaustiva son sinónimo de rastre- abilidad. n En la industria química y petroquímica, la calibración previa en un taller de
mantenimiento y la gestión optimizada del mantenimiento mejoran la fiabili-dad de los procesos y reducen los gastos de mantenimiento.
n En las cerveceras, los sensores ópticos de oxígeno disuelto calibrados pre-viamente ofrecen mediciones más fiables y reducen el mantenimiento.
Cono
zca
el u
nive
rso
de IS
M El universo del sensor de gestión inteligenteInteligente, predecible, personalizable y adaptableEl sensor de gestión inteligente (ISM, por sus siglas inglesas) es un innovador
concepto de soluciones de medición en instrumentación de procesos que sim-
plifica el manejo, aumenta la fiabilidad y reduce los costes de mantenimiento
del sensor gracias a un vanguardista y novedoso concepto de mantenimiento.
Inteligente n El universo de ISM ofrece solu-
ciones de productos únicas y completas, que van desde el pH hasta el carbono orgánico total, pasando por el oxígeno disuelto, la conductividad y el ozono.
n La tecnología de sensor digital ofrece un manejo sencillo con sensores calibrados previamente, un mayor rendimiento del sensor y diagnóstico incor-porado.
n Un exclusivo conjunto de he-rramientas ofrece una gestión optimizada del mantenimiento durante toda la vida útil.
Y eso no es más que el principio.

METTLER TOLEDO Farmacéutica News 17 11
Adaptablen ISM permite integrar sin fisuras la información de diagnóstico en línea
en los sistemas de control de procesos a través de un Profibus PA y de transmisores Foundation Fieldbus o Ethernet.
n Un concepto exclusivo de bajo consumo que ofrece, además, la instalación inalámbrica y registradores de datos temporales basados en Bluetooth.
n La integración directa en los controladores analógicos a través de cables de convertidor de 4 a 20 mA ofrece lo mejor de ambos campos: el mante-nimiento basado en la gestión de sensor inteligente con iSense y el diagnóstico local con la robusta integración de señales analógicas.
Predeciblen Evite el mantenimiento no previsto gracias al indicador
dinámico de vida útil, una exclusiva función de diagnóstico anticipado en tiempo real.
n Controle la vida útil de sus sensores con iSense Asset Suite, un software de gestión de sensores a través de su PC.
n Optimice los programas de mantenimiento para reducir costes y evitar paradas imprevistas.
www.mt.com/pro
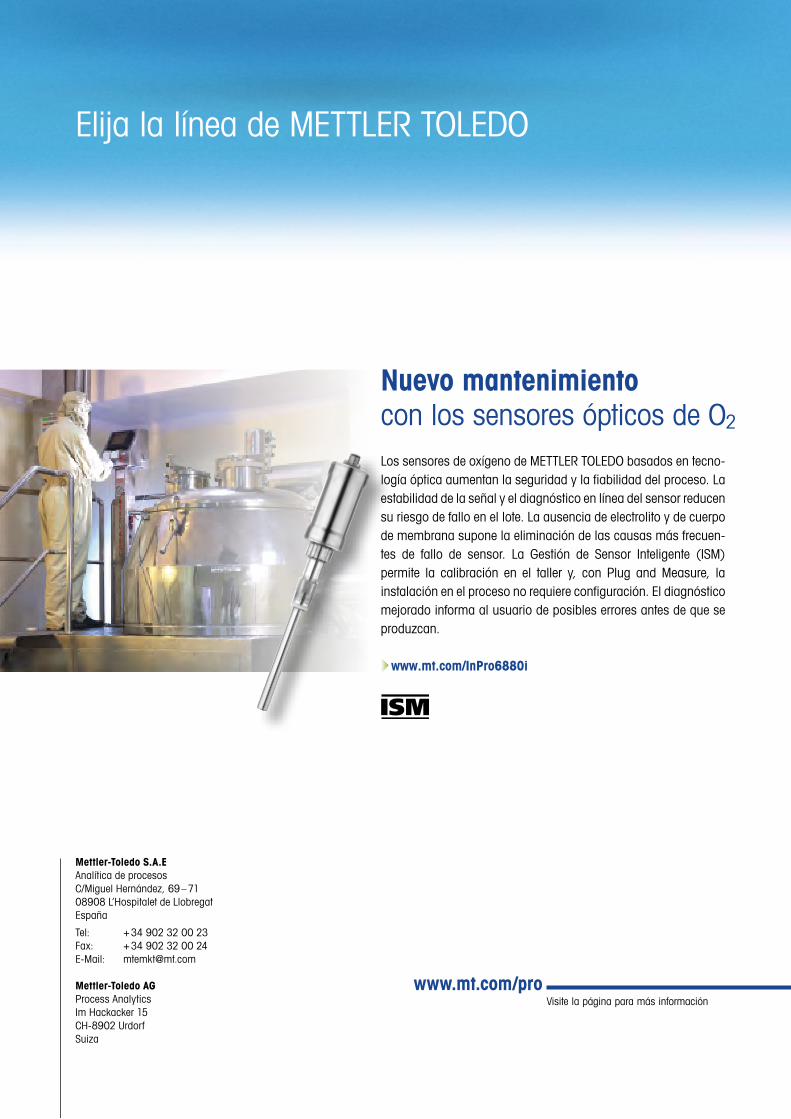
Nuevo mantenimiento con los sensores ópticos de O2
Los sensores de oxígeno de METTLER TOLEDO basados en tecno-logía óptica aumentan la seguridad y la fiabilidad del proceso. La estabilidad de la señal y el diagnóstico en línea del sensor reducen su riesgo de fallo en el lote. La ausencia de electrolito y de cuerpo de membrana supone la eliminación de las causas más frecuen-tes de fallo de sensor. La Gestión de Sensor Inteligente (ISM) permite la calibración en el taller y, con Plug and Measure, la instalación en el proceso no requiere configuración. El diagnóstico mejorado informa al usuario de posibles errores antes de que se produzcan.
www.mt.com/InPro6880i
Elija la línea de METTLER TOLEDO
Visite la página para más información
Mettler-Toledo S.A.EAnalítica de procesosC/Miguel Hernández, 69 – 7108908 L’Hospitalet de LlobregatEspaña
Tel: + 34 902 32 00 23Fax: + 34 902 32 00 24E-Mail: [email protected]
Mettler-Toledo AGProcess AnalyticsIm Hackacker 15CH-8902 UrdorfSuiza