tuberia de cobre
TRANSCRIPT
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 1/35

5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 2/35
5.0> INTRODUCCIÓN
Maletines de herramienta específica
El instalador o mantenedor de instalaciones de refrigeración o climatización necesita para elmejor desempeño de su trabajo una serie de herramientas y equipos específicos que facilitanen gran medida su trabajo. Aquí vamos a ver los elementos más utilizados y otros que, sin ser imprescindibles para la realización de los trabajos mas habituales, es conveniente quecualquier persona interesada en este tema tenga conocimiento de su existencia así como de suutilidad y funcionamiento.
Cuando una persona que quiere comenzar a hacer sus primeras instalaciones se plantea lacompra de material, la primera duda que le surge es qué material es imprescindible y cuálpuedo comprar más adelante. Alo largo de este capítulo iremos viendo su finalidad para quecualquiera pueda decidir qué material comprar en función de sus aspiraciones con respecto alas instalaciones a las que quiere acceder o los trabajos que pretende realizar.
5.1> ABOCARDADORES Y ENSANCHADORES
5.1.0 > INTRODUCCIÓN
Debido a que trabajamos con gases a presión, nos encontramos en los sistemas derefrigeración con un enemigo principal en las instalaciones que son las fugas de refrigerante,que por mínimas que sean llegan a inutilizar nuestro sistema frigorífico. Como en cualquier otrotipo de circuito necesitamos la realización de uniones para podernos adaptar a las necesidadesde cualquier instalación. Estas uniones tienen que ser especialmente seguras, pero por muyseguras que puedan llegar a ser la mayor seguridad para no volver a tener fugas en ellas esrealizar el menor número posible de uniones. Ésta debe ser una premisa de la que debemospartir a la hora de hacer una correcta instalación. Los tipos de uniones que podemos emplear son uniones por soldadura o uniones roscadas,eligiendo una u otra en función de las necesidades de las instalación que estemos realizando.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 3/35
5.1.1 > UNIONES SOLDADAS
La soldadura es un método que nos garantiza la estanqueidad de por vida, si se realizacorrectamente y no suele afectarle en lo más mínimo las vibraciones que el compresor transmite a todo el circuito. Por economía y para evitar hacer dos soldaduras en los puntos que
queremos realizar una unión, se utilizan habitualmente las prensas ensanchadoras, quepermiten hacer las uniones de tubos sin necesidad de usar manguitos de empalme, consiste enintroducir una pieza ensanchadora de diámetros mayor que el tubo, ensanchando éste paraque permita el alojamiento en la zona ensanchada de un tubo de la sección primitiva del tubo,el ensanche tiene que ser muy preciso pues si tenemos una holgura demasiado grande nosería posible rellenarla con el material fundente de la soldadura pues éste tiene que quedar atrapado por capilaridad entre las dos paredes.
La zona de tubo que se introduce un tubo en otro es el encargado de soportar los esfuerzos,que se producen por dilataciones y contracciones en el circuito frigorífico, si la zona depenetración es muy pequeña podría ceder con el uso.
Existen diversos sistemas que permiten el ensanchado de los tubos, siendo todos igualmenteválidos, a continuación veremos los distintos sistemas utilizados hasta la actualidad:
De martillo, el ensanchado se produce al golpear firmemente la pieza ensanchadora conun martillo, mientras con la mano se sujeta el tubo que queremos ensanchar, este sistema haquedado prácticamente sin uso por ser incómodo y poco preciso.
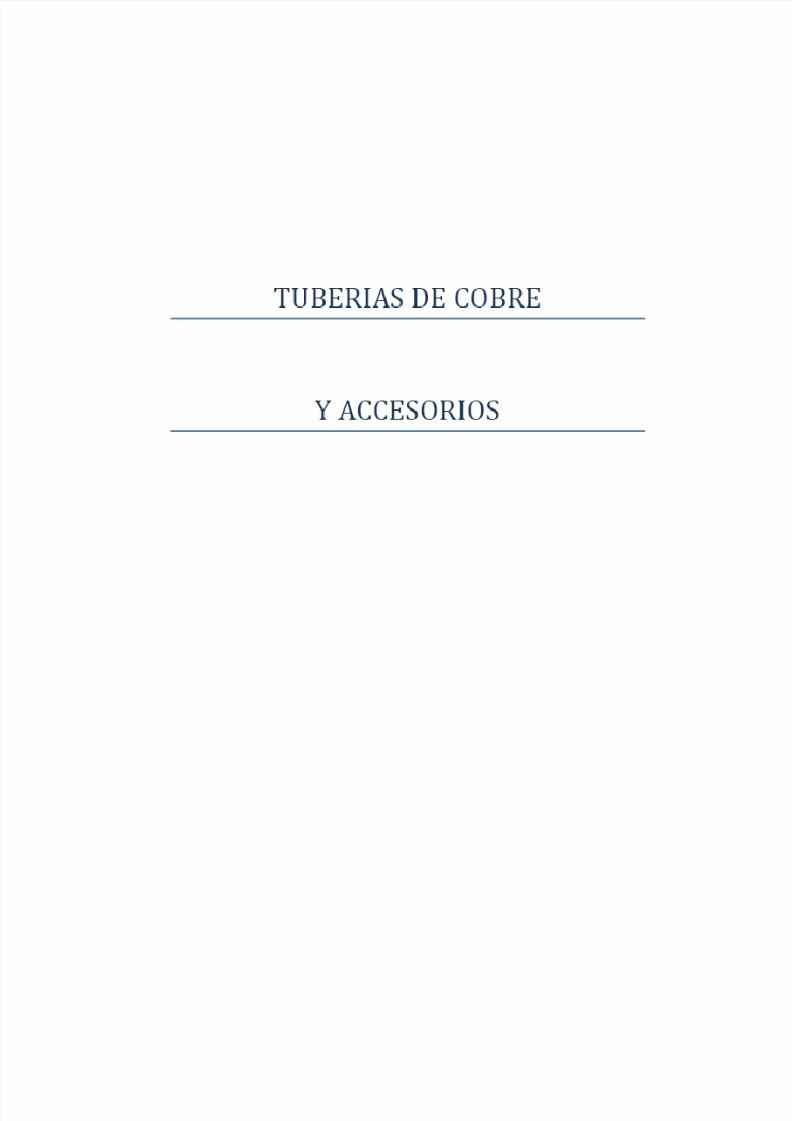
De prensa ensanchadora, el ensanchado se produce al introducir la pieza ensanchadoramediante una prensa que simultáneamente sujeta el tubo firmemente, este sistema es cómodoy muy preciso. Para llevar a cabo el ensanchado de la forma más fácil posible es convenienteque el tubo esté o sea reconocido.
Pasos del ensanchado

5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 4/35
De tenaza ensanchadora. El ensanchado se produce al accionar la tenaza. Éstaconsta de una pieza cónica que al accionar la tenaza se introduce en la boca deensanchado. La boca de ensanchado es un molde del diámetro interior del tubo quequeremos ensanchar, que es expandido por la pieza cónica. La boca ensanchadora estádividida en 6 porciones para repartir el esfuerzo del ensanchado. Este sistema es muycómodo y rápido, aunque la tenaza resulta algo cara. No debemos utilizarla nunca con tuborígido pues la boca ensanchadora se podría deteriorar, para cada diámetro es necesariauna boca de ensanchado.
5.1.2 > UNIONES ROSCADAS
Unión entronque - tuerca. Para facilitar el montaje a los instaladores los fabricantesutilizan las uniones roscadas en los equipos nuevos, evitando así la necesidad por parte de losinstaladores de disponer de un equipo de soldadura. Los fabricantes montan en sus equiposun entronque (pieza soldada en un lado y roscada al otro) que les permite pasar de tuberíasoldada a roscada teniendo el instalador solamente que realizar forma de bocina al tubo quese quiere unir. El abocinado tiene que ser unido al entronque mediante una tuerca especialcon forma cónica en su base. Si el abocinado y el posterior apriete de la tuerca es correctoeste tipo de unión es muy duradera, además de completamente estanca.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 5/35
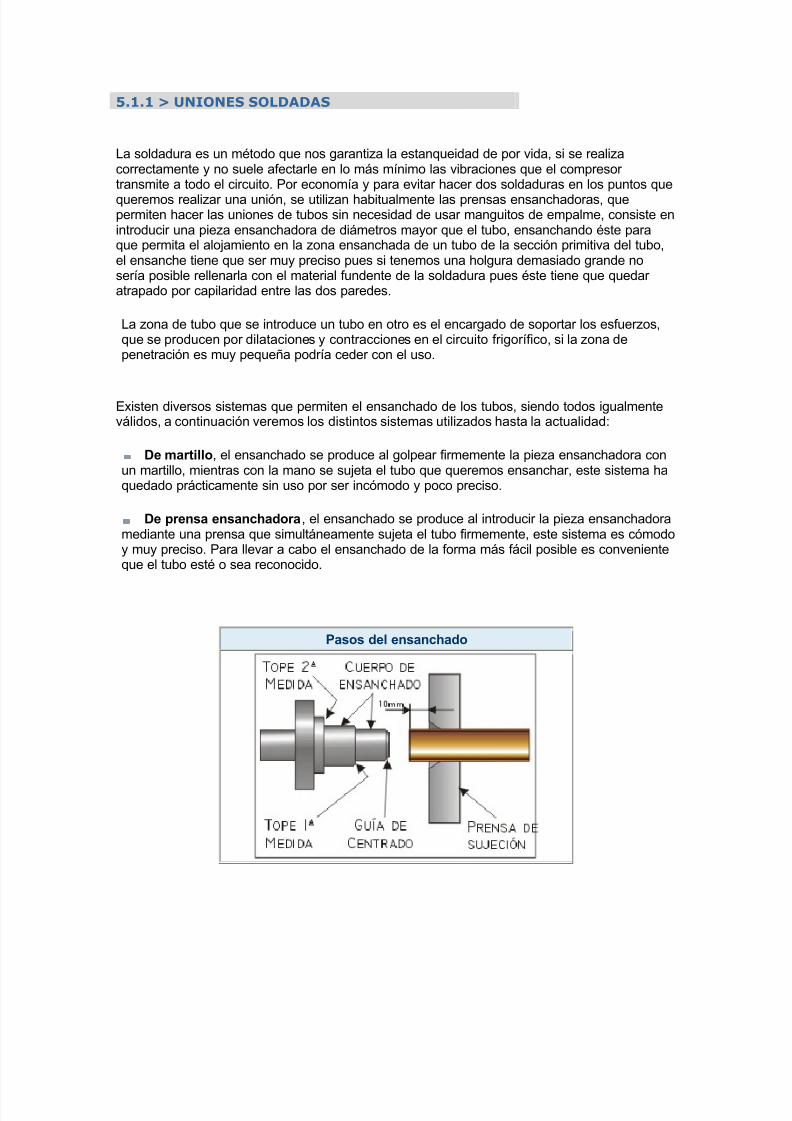
Unión roscada en equipos nuevos
A la izquierda vemos el entronque que viene montado de
más en las tuberías de los evaporadores de los equiposnuevos. A la derecha vemos el acoplamiento medianteabocinado que debe realizar el instalador.
Unión mediante machón. El machón consiste en una pieza roscada a ambos lados. Estetipo de pieza posibilita la unión de dos tubos sin necesidad de efectuar soldaduras. Se utilizacuando por la dificultad añadida que supone los lugares donde se colocan los equipos no esposible acceder a ellos con equipos de soldadura y en otras ocasiones por conveniencia delos instaladores que prefieren hacer uniones roscadas a uniones soldadas. Una de lasaplicaciones más extendidas es el empalme de tubos mediante un machón doble, querequiere realizar doble abocinado. Este caso se produce cuando tenemos distancias a los 20 a
25 metros de longitud que tienen los rollos de tubería recocida utilizada normalmente enrefrigeración.
Empalme mediante doble unión roscada
En el centro del gráfico vemos el machón que sirve denexo de unión entre los dos tubos abocinados quedeseamos unir.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 6/35
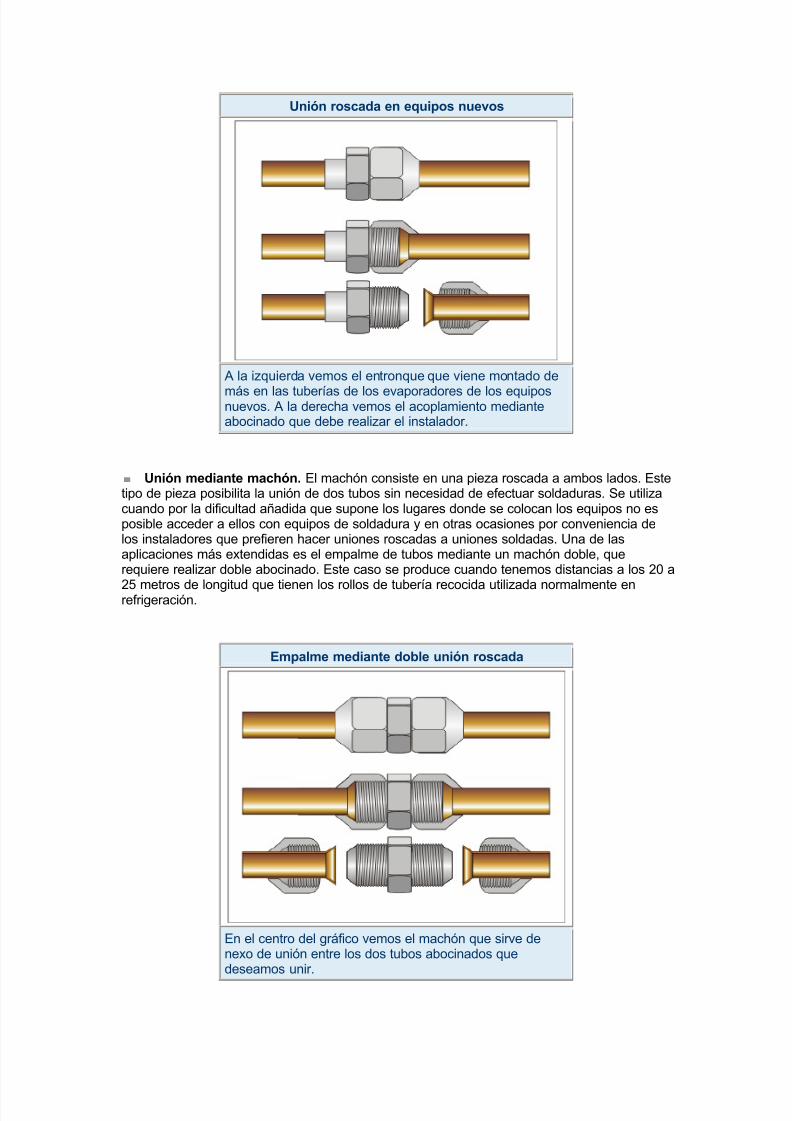
Aunque es difícil, puede llegar a ocurrir que el sistema de unión roscada que utilizamos en aireacondicionado se vea afectado por las vibraciones del compresor aflojándose si no se aprietanconvenientemente. Deben por tanto apretarse firmemente para evitar que se produzcan fugas. Las uniones roscadas utilizadas en aire acondicionado son algo especiales. El tipo de uniónroscada no requiere ningún tipo de junta, pues utiliza el cono del propio metal de la tubería
como junta. Para que esto sea posible el material de la tubería tiene que ser lo suficientementeblando, condición ésta que se cumple porque el tubo utilizado en aire acondicionado casisiempre es tubo recocido ( tubo sometido a un proceso contrario al templado que hace que elcobre sea más blando). Si el tubo no es recocido es conveniente que lo recozamos nosotrosantes de poder someterlo al abocinado.
Pasos del abocinado
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 7/35
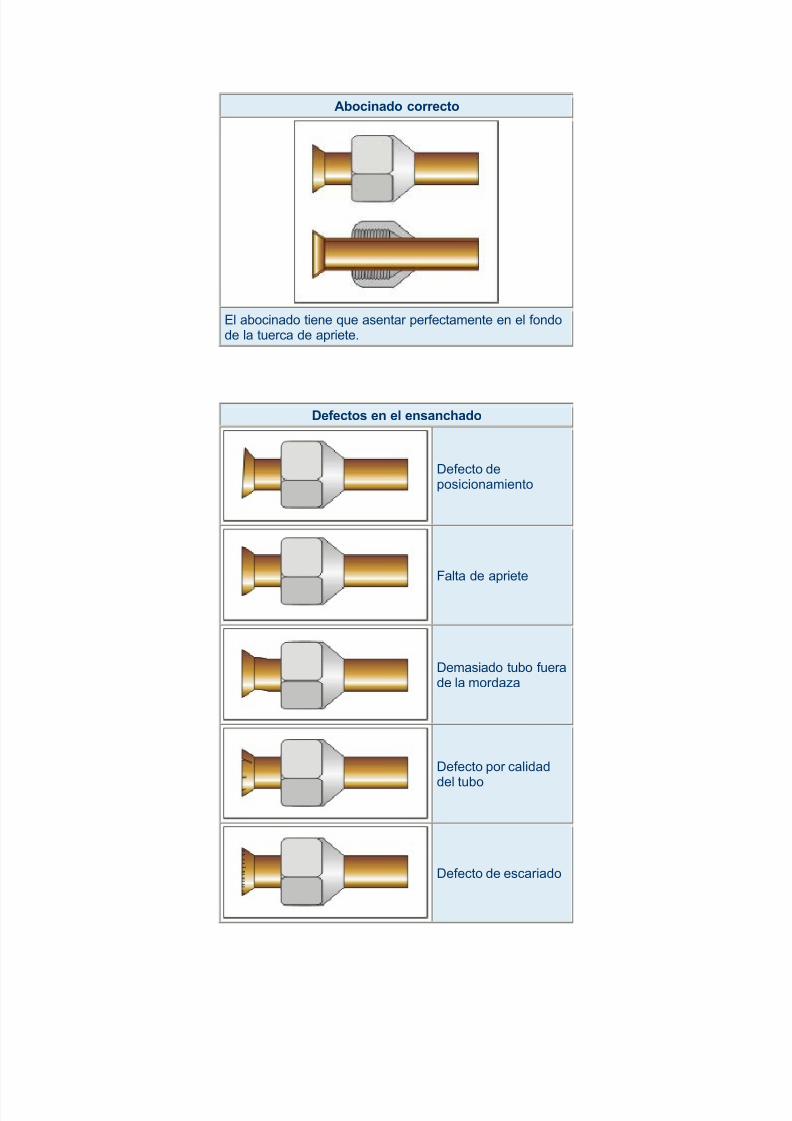
Abocinado correcto
El abocinado tiene que asentar perfectamente en el fondode la tuerca de apriete.
Defectos en el ensanchado
Defecto deposicionamiento
Falta de apriete
Demasiado tubo fuerade la mordaza
Defecto por calidad
del tubo
Defecto de escariado
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 8/35
5.1.3 > TIPO DE PRENSAS
Para poder realizar los ensanches y los abocinados necesitamos una prensa ensanchadora -abocinadora. Existen diversos modelos en el mercado, cuya calidad depende más delfabricante que del modelo elegido, pues todos son igualmente válidos. Los más utilizados sonéstos:
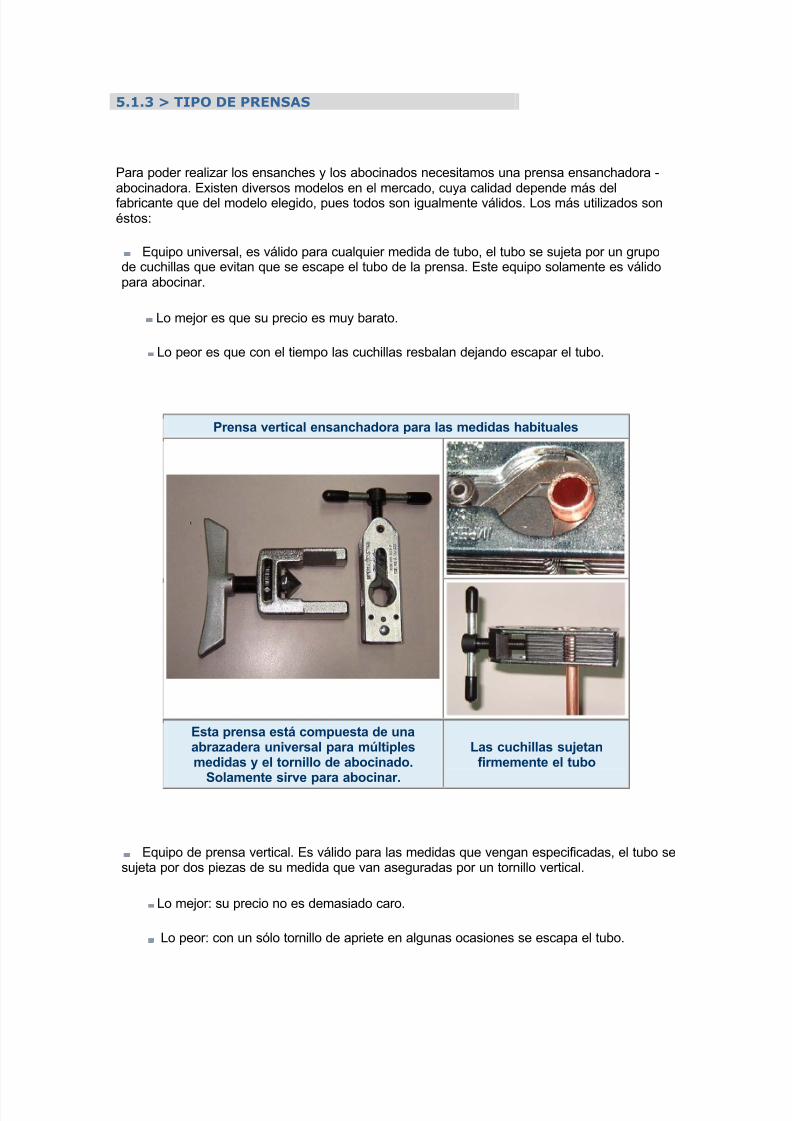
Equipo universal, es válido para cualquier medida de tubo, el tubo se sujeta por un grupode cuchillas que evitan que se escape el tubo de la prensa. Este equipo solamente es válidopara abocinar.
Lo mejor es que su precio es muy barato. Lo peor es que con el tiempo las cuchillas resbalan dejando escapar el tubo.
Prensa vertical ensanchadora para las medidas habituales
Esta prensa está compuesta de unaabrazadera universal para múltiplesmedidas y el tornillo de abocinado.
Solamente sirve para abocinar.
Las cuchillas sujetanfirmemente el tubo
Equipo de prensa vertical. Es válido para las medidas que vengan especificadas, el tubo sesujeta por dos piezas de su medida que van aseguradas por un tornillo vertical.
Lo mejor: su precio no es demasiado caro. Lo peor: con un sólo tornillo de apriete en algunas ocasiones se escapa el tubo.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 9/35
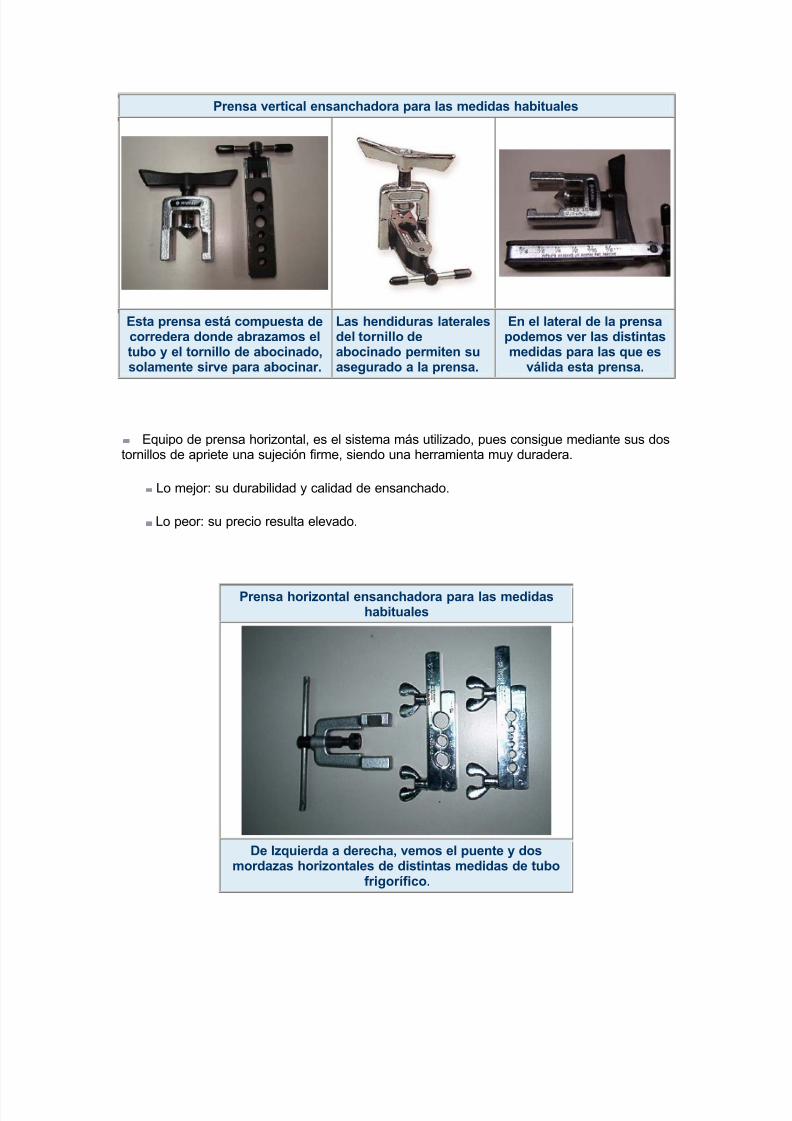
Prensa vertical ensanchadora para las medidas habituales
Esta prensa está compuesta decorredera donde abrazamos eltubo y el tornillo de abocinado,solamente sirve para abocinar.
Las hendiduras lateralesdel tornillo deabocinado permiten suasegurado a la prensa.
En el lateral de la prensapodemos ver las distintasmedidas para las que es
válida esta prensa.
Equipo de prensa horizontal, es el sistema más utilizado, pues consigue mediante sus dostornillos de apriete una sujeción firme, siendo una herramienta muy duradera.
Lo mejor: su durabilidad y calidad de ensanchado. Lo peor: su precio resulta elevado.
Prensa horizontal ensanchadora para las medidashabituales
De Izquierda a derecha, vemos el puente y dosmordazas horizontales de distintas medidas de tubo
frigorífico.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 10/35
5.1.4 > EQUIPOS COMPLETOS
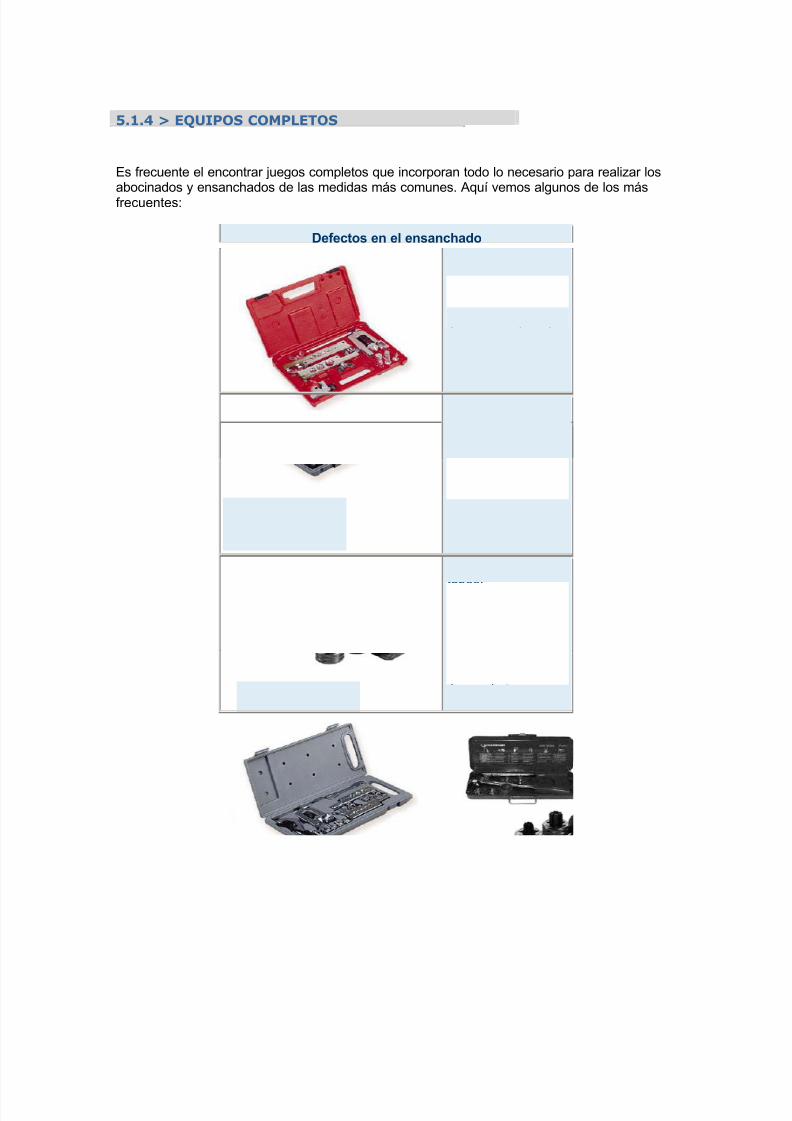
Es frecuente el encontrar juegos completos que incorporan todo lo necesario para realizar losabocinados y ensanchados de las medidas más comunes. Aquí vemos algunos de los másfrecuentes:
Defectos en el ensanchado
Juego completo deabocinado,ensanchado y cortatubos.
Juego completo deabocinado,ensanchado y cortatubos.
Juego de tenazaensanchadora conlas bocasensanchadoras máscomunes. Este juego no permite el
abocinado de lastuberías

5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 11/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 12/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 13/35
Las uniones no se realizarán en tramos curvos o en aquellos puntos que la sección del
tubo se haya visto modificada por pequeñas abolladuras. Debido a que el circuito frigorífico está sometido a altas presiones y vibraciones
constantes, el material será de la mejor calidad posible, siendo recomendable utilizar
aleaciones de plata cuanto más altas mejor. A causa del aumento de precio en las aleacionesde plata también se puede utilizar varillas de aportación de aleaciones de cobre - fósforo queconsiguen unas uniones fuertes a bajo coste. Además son más sencillas de utilizar pues norequieren que se emplee decapante o limpiador alguno durante la soldadura.
Para evitar la formación de escamas de óxido en el interior de los tubos de cobre quevamos a soldar producidas por la brusca oxidación del tubo de cobre al entrar en contacto conla llama de los equipos de soldadura, se debe realizar la soldadura con ausencia de oxígenoen el interior de la tubería. Para ello se hace pasar una corriente de nitrógeno seco por elinterior del tubo. El nitrógeno desplaza de la tubería el oxígeno evitando que se produzcanescamas de óxido de cobre que podrían obstruir los pasos estrechos del circuito frigorífico.Esto aunque es lo recomendable cabe decir que casi ningún técnico lo hace por imposibilidad
técnica en los puntos de trabajo, quedando esta recomendación para los trabajos estables enfábricas de montaje. Siempre que sea posible utilizaremos para la unión el ensanchado de una de las dos
partes que unimos evitando así una soldadura. Si no disponemos de un equipo de ensanchado existen piezas de unión en el mercado
para satisfacer todas las necesidades, aunque su precio normalmente es bastante elevado,excepto en las figuras más utilizadas ( codos, uniones ) y en las medidas más extendidas (1/4",3/8",1/2").
5.5.2 > TIPOS DE SOLDADURAS
La soldadura utilizada en refrigeración se denomina soldadura por capilaridad. Consiste enintroducir un tubo dentro de otro y que la holgura existente se rellene automáticamente por elmaterial fundente cuando se encuentra en estado líquido. Si dejamos enfriar el materialfundente conseguiremos que la zona así rellenada quede completamente rígida. La capilaridadse da en los líquidos y consiste en que éstos cuando encuentran una superficie limpia tienden aocupar la mayor parte posible de ella. Si ponemos dos superficies limpias muy cercanas una aotra el líquido tiende a ocupar por completo el espacio existente entre las dos superficies. Paraque el principio de capilaridad se cumpla las superficies tienen que estar perfectamente limpias,para ello se procede a su limpieza tanto química como mecánica.
La limpieza mecánica se realiza mediante algún sistema abrasivo como lija, estropajo olana de acero. Sirve para eliminar restos de suciedad que pueden quedar adheridos al tubo.Es especialmente importante cuando utilizamos tubos que llevan tiempo expuestos a losagentes atmosféricos, pues se forma óxido en ellos y éste dificulta la soldadura.
La limpieza química elimina restos de grasa, etc. Se hace mediante algún productoquímico al que llamamos decapante y que es específico para cada tipo de material. Sevuelven más activos por efecto del calor aplicándose siempre antes de comenzar larealización de la soldadura.
La soldadura puede ser de plata o de fósforo dependiendo del material de aportación que
utilicemos en la soldadura. Para producir la fusión del material de aporte en la soldadura sesuelen emplear mecheros de propano, de butano o acetileno. Los materiales empleados parala soldadura dependerán de la resistencia que pretendamos que tenga la soldadura realizada.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 14/35
Se utiliza fósforo para uniones "cobre – cobre" y en zonas con pocas vibraciones. Se utiliza plata para uniones de "cobre con otros metales" o en lugares con vibraciones
continuas.
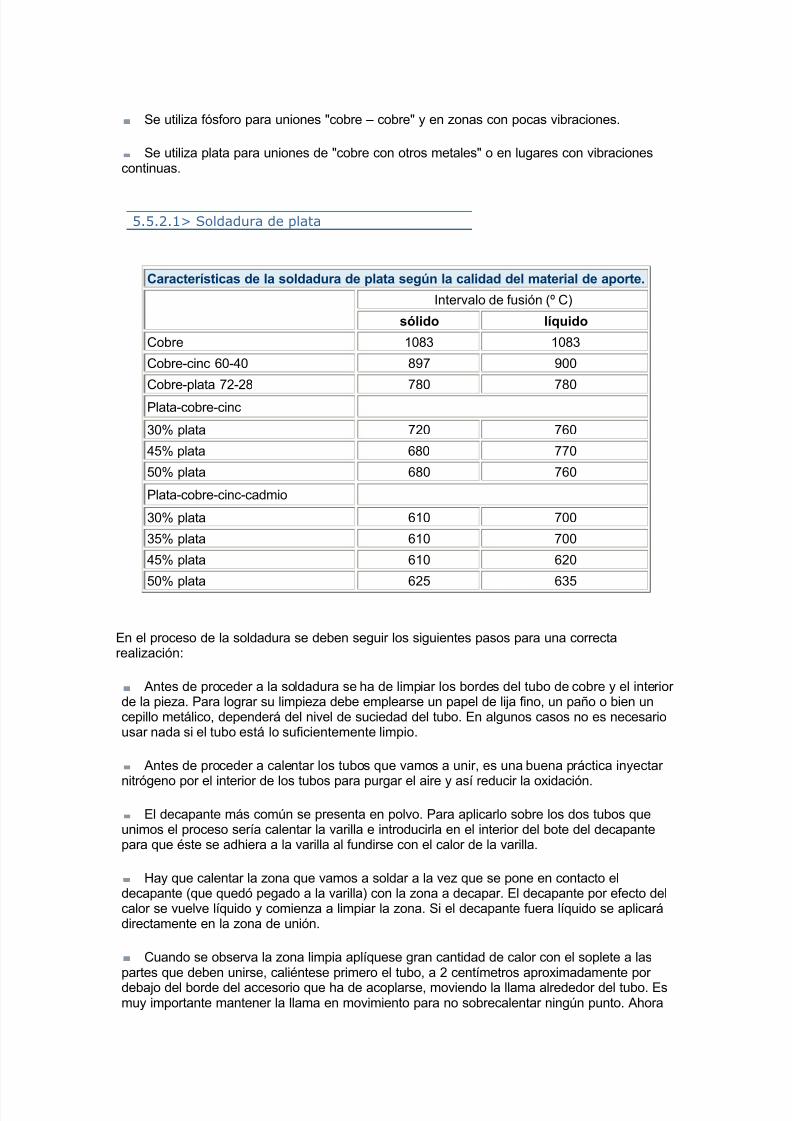
5.5.2.1> Soldadura de plata
Características de la soldadura de plata según la calidad del material de aporte. Intervalo de fusión (º C)
sólido líquido Cobre 1083 1083 Cobre-cinc 60-40 897 900 Cobre-plata 72-28
780
780
Plata-cobre-cinc 30% plata 720 760 45% plata 680 770 50% plata 680 760 Plata-cobre-cinc-cadmio 30% plata 610 700 35% plata 610 700 45% plata 610 620 50% plata
625
635
En el proceso de la soldadura se deben seguir los siguientes pasos para una correctarealización:
Antes de proceder a la soldadura se ha de limpiar los bordes del tubo de cobre y el interior de la pieza. Para lograr su limpieza debe emplearse un papel de lija fino, un paño o bien uncepillo metálico, dependerá del nivel de suciedad del tubo. En algunos casos no es necesariousar nada si el tubo está lo suficientemente limpio.
Antes de proceder a calentar los tubos que vamos a unir, es una buena práctica inyectar
nitrógeno por el interior de los tubos para purgar el aire y así reducir la oxidación. El decapante más común se presenta en polvo. Para aplicarlo sobre los dos tubos que
unimos el proceso sería calentar la varilla e introducirla en el interior del bote del decapantepara que éste se adhiera a la varilla al fundirse con el calor de la varilla.
Hay que calentar la zona que vamos a soldar a la vez que se pone en contacto eldecapante (que quedó pegado a la varilla) con la zona a decapar. El decapante por efecto delcalor se vuelve líquido y comienza a limpiar la zona. Si el decapante fuera líquido se aplicarádirectamente en la zona de unión.
Cuando se observa la zona limpia aplíquese gran cantidad de calor con el soplete a las
partes que deben unirse, caliéntese primero el tubo, a 2 centímetros aproximadamente por debajo del borde del accesorio que ha de acoplarse, moviendo la llama alrededor del tubo. Esmuy importante mantener la llama en movimiento para no sobrecalentar ningún punto. Ahora
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 15/35
se debe dirigir la llama a la base del casquillo del accesorio para que éste alcancé temperaturasuficiente como para fundir el material de aportación
Aplíquese el material de aportación en el punto donde el tubo se inserta en el accesorio.Cuando se ha alcanzado la temperatura adecuada, el metal de aportación fluirá con facilidad.
El material de aportación no debe calentarse directamente pues produciríamos unasoldadura superficial. La temperatura en el punto donde se efectúa la soldadura debe ser suficiente para fundir el metal de aportación sin que exista contacto directo entre la llama y elmaterial de aportación Cuando el lugar de la junta se halla a la temperatura correcta para laaportación se notará por su coloración cereza.
Resumen del proceso de soldadura En las soldaduras en posición horizontal cuando su diámetro es grande es preferible aplicar lasoldadura primero en la parte inferior, después a los lados y, finalmente, en la parte superior,teniendo cuidado de que la zona de unión. quede bien recubierta. En las soldaduras verticalesno tiene importancia la aplicación de la soldadura, pues la realización es mucho más sencillo.
Cuando la soldadura esté terminada debe limpiarse, pues algunos decapantes producenabundante oxidación sobre los tubos si no se retiran los restos de la soldadura. El momento delimpiar, en especial si vamos a limpiar con agua y jabón, es cuando el circuito está ya cargado,pues si lo hiciéramos cuando el circuito está en vacío y existiera alguna fuga en la soldadurarealizada podría producirse la entrada de agua hacia el interior del circuito.
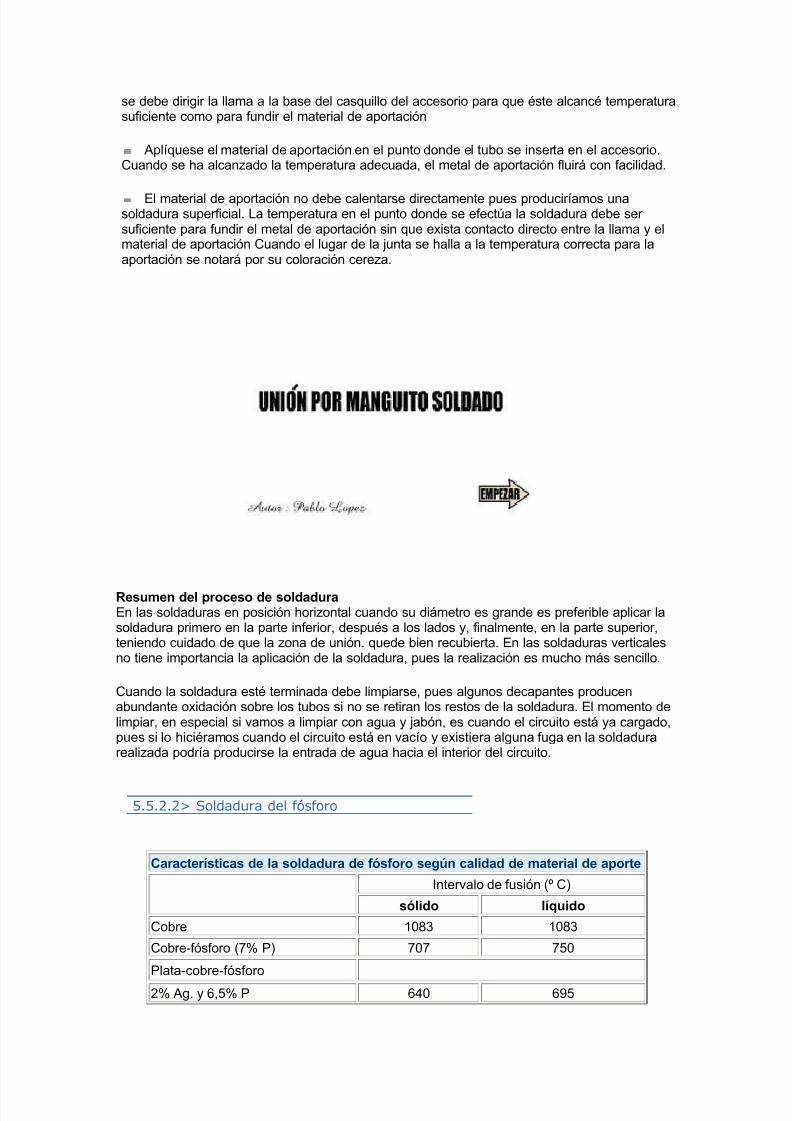
5.5.2.2> Soldadura del fósforo
Características de la soldadura de fósforo según calidad de material de aporte Intervalo de fusión (º C)
sólido líquido Cobre 1083 1083 Cobre-fósforo (7% P) 707 750 Plata-cobre-fósforo 2% Ag. y 6,5% P 640 695
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 16/35
5% Ag. y 6,5% P 640 705 15% Ag. y 5% P 625 780
El proceso para este tipo de soldadura es similar al indicado anteriormente sólamente tendría
algunas características especificas que son: El fósforo actúa como elemento decapante no siendo necesaria la aportación de ningún
otro elemento limpiador. Cuando tenemos que desoldar alguna pieza que fue unida con este material tenemos que
tener la precaución de no aportar demasiado calor a la misma pues el fósforo se descomponepor efecto del calor y cuando esto ocurre el material de aportación que cubría la holguraexistente entre los dos tubos pierde la capacidad de fundirse haciendo imposible el desoldar las dos piezas..
Cuando tenemos que desoldar alguna pieza que fue unida con este material tenemos que
tener la precaución de no aportar demasiado calor a la misma pues el fósforo se descomponepor efecto del calor y cuando esto ocurre el material de aportación que cubría la holguraexistente entre los dos tubos pierde la capacidad de fundirse haciendo imposible el desoldar las dos piezas.
5.5.3 > TIPOS DE EQUIPOS DE SOLDADURAS
Existen diversos equipos capaces de soldar con estos materiales de bajo punto de fusión.Básicamente cualquier equipo de soldadura necesita tener dos elementos para producir unacorrecta combustión: un combustible y un comburente. Los combustibles suelen ser GLP
(gases licuados del petróleo), como el butano o propano, y el comburente siempre es eloxígeno, pudiendo utilizar aire que posee un contenido importante de oxígeno. Dependiendo dela mezcla que hagamos y del equipo utilizado conseguiremos alcanzar temperaturas mayores omenores. Los equipos de normal comercialización son los siguientes:
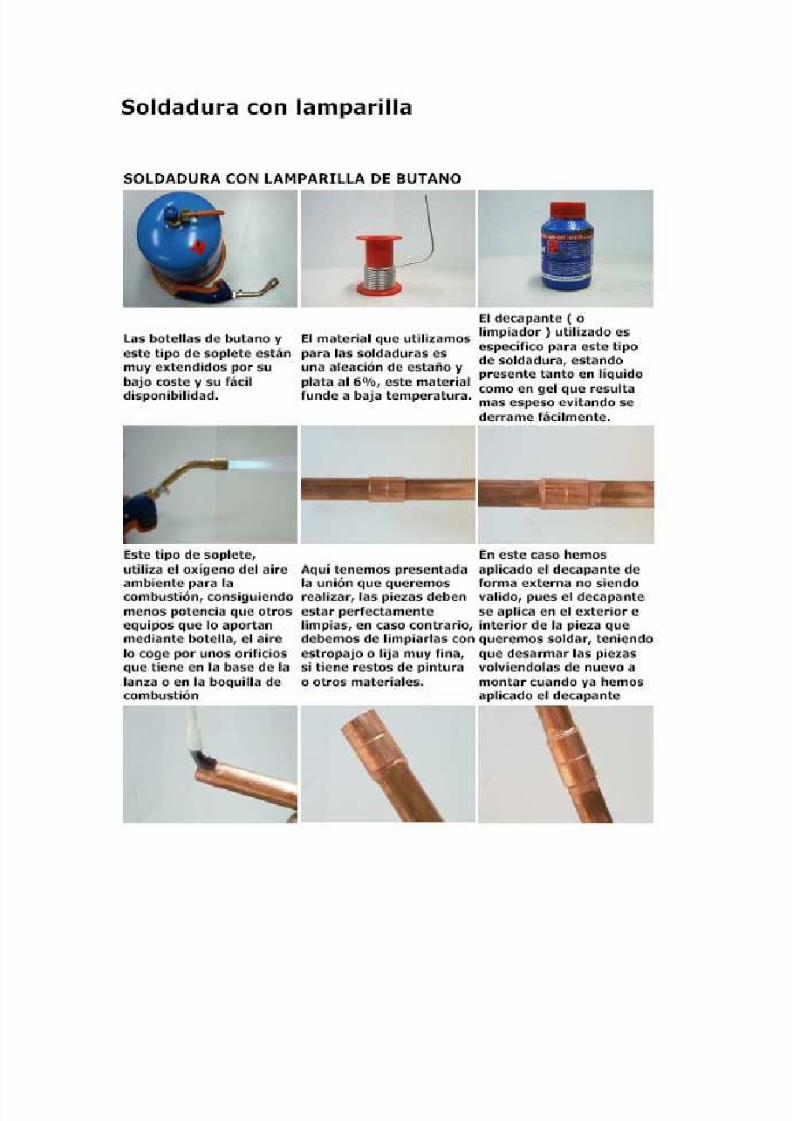
Lamparilla de butano: Es el elemento más extendido. Conseguimos bajas temperaturasdebido a que la combustión no es especialmente buena, pues utiliza el oxígeno presente en elaire ambiente. Actualmente en el mercado existen sopletes de butano llamados ciclónicos queconsiguen mucho arrastre de oxígeno simulando en cierta forma el funcionamiento de equiposde potencia superior, pudiendo llegar a utilizarse para soldar secciones de tubo pequeñas conmateriales de aportación de punto de fusión superior a los 500 ºC, que es el límite quetendríamos con una lamparilla común.
Soplete de acetileno estabilizado: Este tipo de soplete utiliza una mezcla de un derivado delacetileno que produce una combustión violenta con el oxigeno del aire. Consigue temperaturasde fusión altas, teniendo además una característica importantísima que es su pequeño tamañoy poco peso. Es uno de los más utilizados ahora mismo. Las botellas que almacenan el gaspara la combustión no pueden ser reutilizadas, por tanto son desechables.
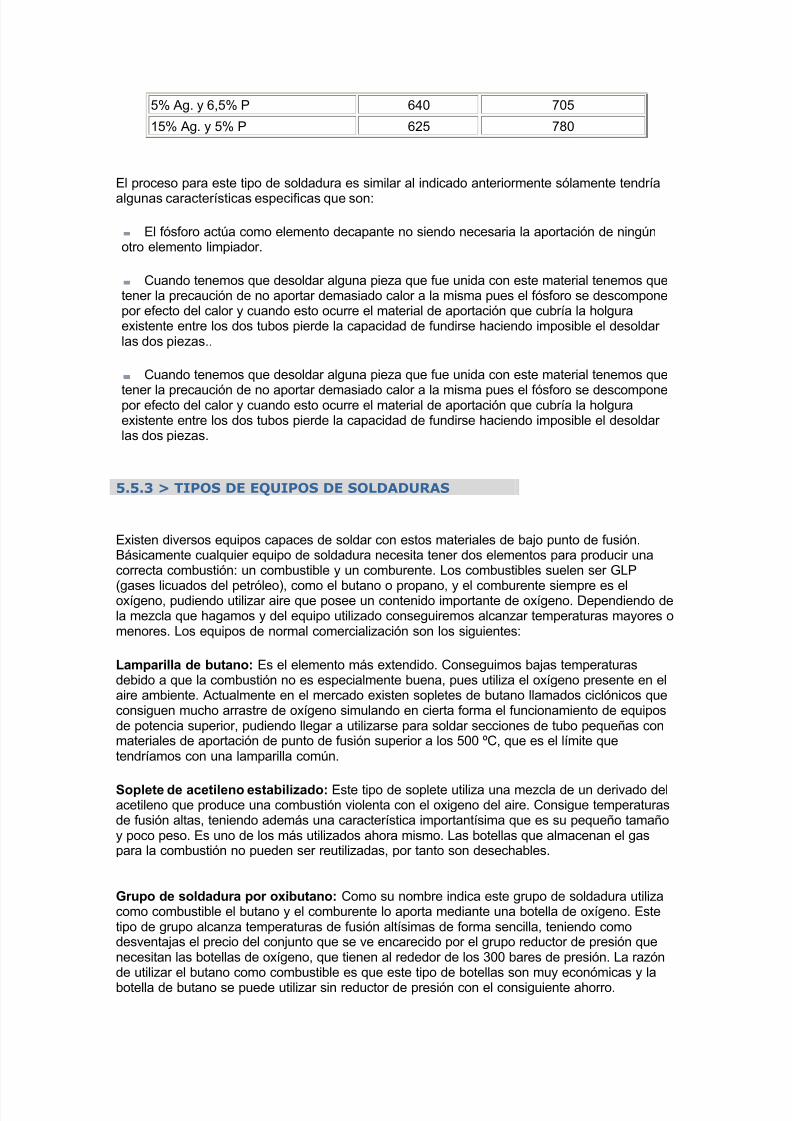
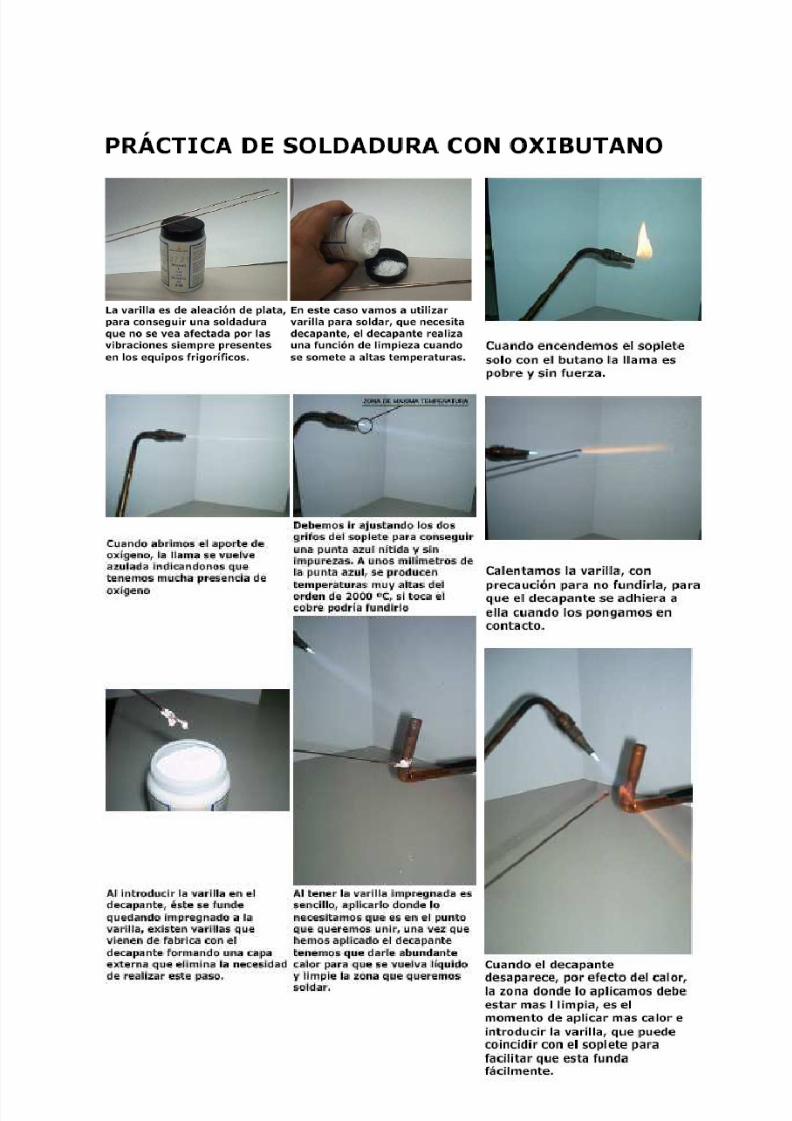
Grupo de soldadura por oxibutano: Como su nombre indica este grupo de soldadura utilizacomo combustible el butano y el comburente lo aporta mediante una botella de oxígeno. Estetipo de grupo alcanza temperaturas de fusión altísimas de forma sencilla, teniendo comodesventajas el precio del conjunto que se ve encarecido por el grupo reductor de presión quenecesitan las botellas de oxígeno, que tienen al rededor de los 300 bares de presión. La razón
de utilizar el butano como combustible es que este tipo de botellas son muy económicas y labotella de butano se puede utilizar sin reductor de presión con el consiguiente ahorro.

5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 17/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 18/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 19/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 20/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 21/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 22/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 23/35

5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 24/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 25/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 26/35
El cortatubos permite realizar cortes muy exactos en las tuberías dejando una superficie decorte lisa sin deformaciones y perfectamente apta para poder ser unida con soldadura decapilaridad o abocinada.
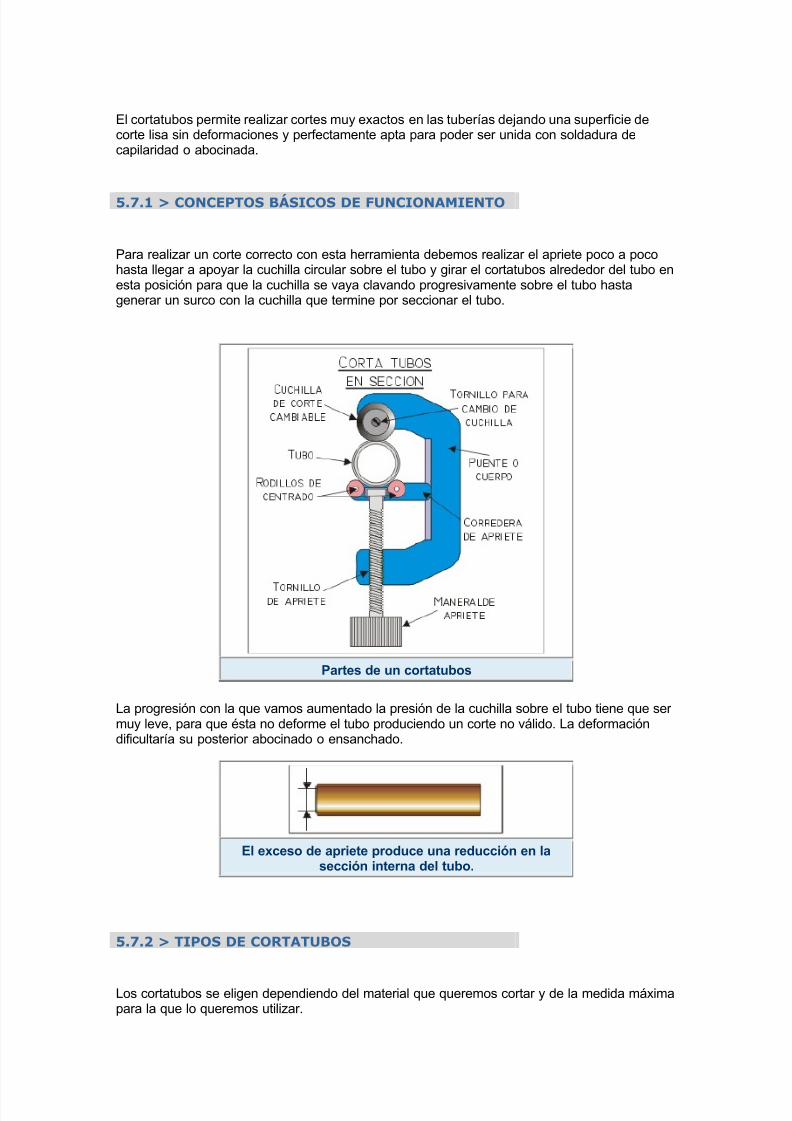
5.7.1 > CONCEPTOS BÁSICOS DE FUNCIONAMIENTO
Para realizar un corte correcto con esta herramienta debemos realizar el apriete poco a pocohasta llegar a apoyar la cuchilla circular sobre el tubo y girar el cortatubos alrededor del tubo enesta posición para que la cuchilla se vaya clavando progresivamente sobre el tubo hastagenerar un surco con la cuchilla que termine por seccionar el tubo.
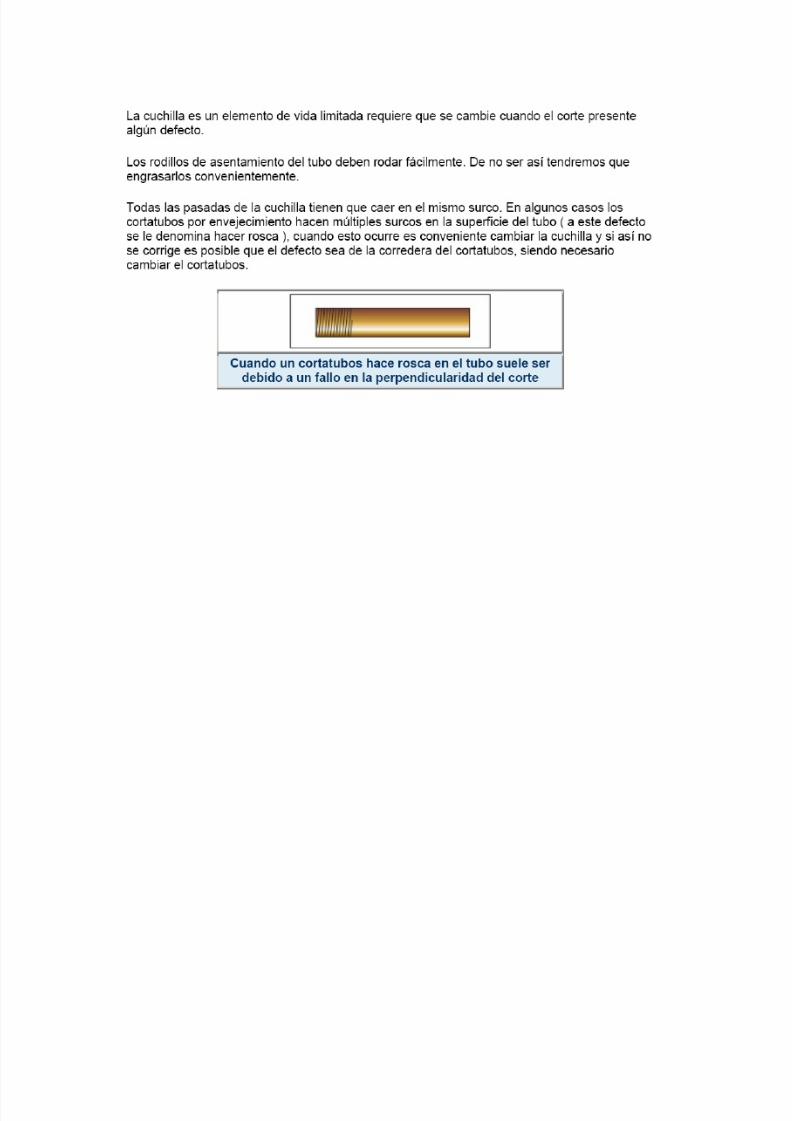
Partes de un cortatubos La progresión con la que vamos aumentado la presión de la cuchilla sobre el tubo tiene que ser muy leve, para que ésta no deforme el tubo produciendo un corte no válido. La deformacióndificultaría su posterior abocinado o ensanchado.
El exceso de apriete produce una reducción en lasección interna del tubo.
5.7.2 > TIPOS DE CORTATUBOS
Los cortatubos se eligen dependiendo del material que queremos cortar y de la medida máximapara la que lo queremos utilizar.

5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 27/35
En nuestro caso los cortatubos aquí propuestos son para cobre, que es el material queutilizamos actualmente en todas las instalaciones de climatización.
Cortatubos estándar Este es el cortatubos de uso más extendido por
ser muy resistente y duradero. Es más usado enfontanería que en climatización. Tiene unescariador en su parte trasera para eliminar restosde rebabas en la zona de corte. No es muyrecomendable el uso del escariador eninstalaciones frigoríficas que puedan verseafectadas por cualquier pequeña rebaba. Las cuchillas se cambian fácilmente y vienen conuna de repuesto atornillada en la empuñadura.
Requiere mucho espacio para girar alrededor del tubo
Cortatubos tipo mini. Éste está indicado para cortar tubos muy finos delos utilizados en instalaciones frigoríficas. No esrecomendable para cortar capilares, requiriendopara cortar los mismos una tijera o alicate especial. Además este cortatubos permite realizar cortes enespacios muy reducidos. Su único defecto es quepara realizar un corte de tubo tardamos mucho,pues apenas la rueda de apriete transmite fuerza ala cuchilla requiriendo dar muchas vueltas al tubopara cortarlo.
Permite cortes en espacios muy reducidos
Cortatubos telescópico Su apriete es muy sencillo. Este cortatubos es el másutilizado en climatización. Tiene un escariador en suparte trasera que, dependiendo del fabricante, suelenser de buena calidad, siendo perfectamente aptos paraclimatización. Son más fiables que los cortatubosconvencionales
Permite cortes de secciones grandes sin requerir mucho sitio para girar
5.7.3 > PRECAUCIONES PARA UN BUEN CORTE
A la hora de utilizar esta sencilla herramienta hay que tener presente que ganaremos mucho tiempo si realizamos un corte correcto, pues facilita el resto del montaje que queramos hacer.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 28/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 29/35
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 30/35
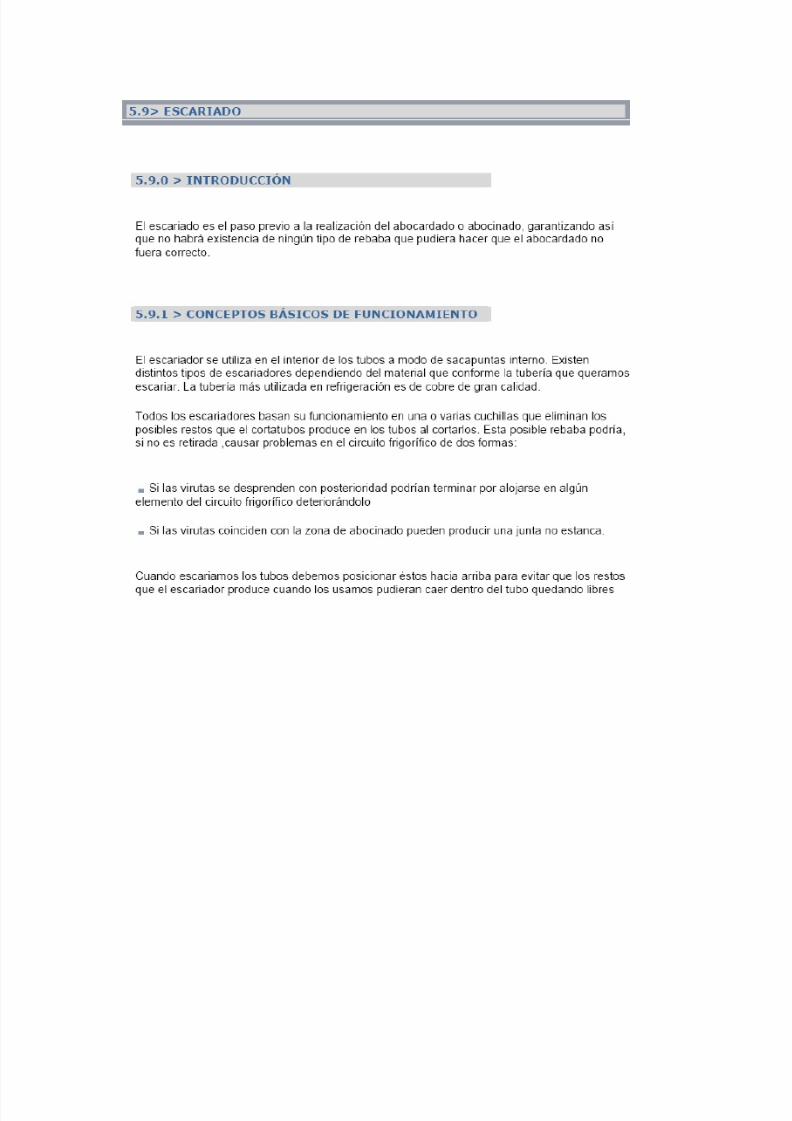
para poder circular por el interior del circuito frigorífico, causando la obstrucción de los orificiosde expansión o los pasos de válvulas.
Dibujo de correcta posición del tubo para el escariado
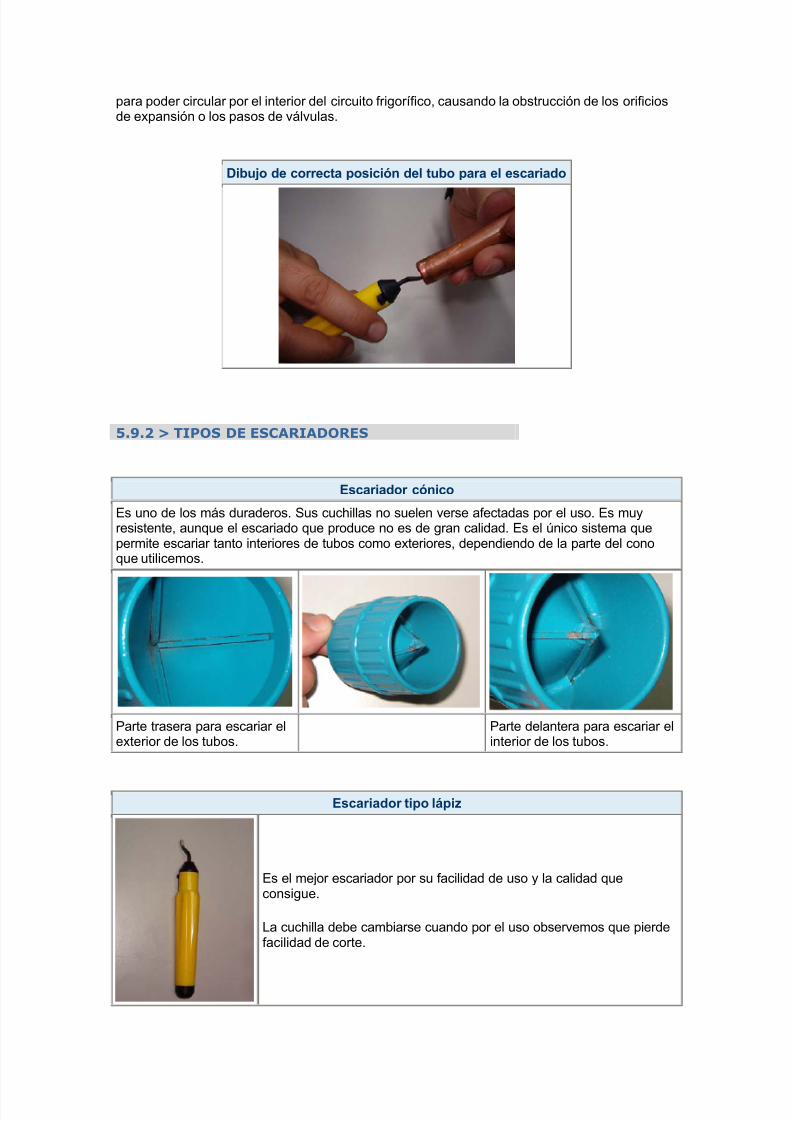
5.9.2 > TIPOS DE ESCARIADORES
Escariador cónico Es uno de los más duraderos. Sus cuchillas no suelen verse afectadas por el uso. Es muyresistente, aunque el escariado que produce no es de gran calidad. Es el único sistema quepermite escariar tanto interiores de tubos como exteriores, dependiendo de la parte del conoque utilicemos.
Parte trasera para escariar elexterior de los tubos. Parte delantera para escariar el
interior de los tubos.
Escariador tipo lápiz
Es el mejor escariador por su facilidad de uso y la calidad queconsigue.
La cuchilla debe cambiarse cuando por el uso observemos que pierdefacilidad de corte.

5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 31/35
Escariadores en los cortatubos.
Los cortatubos suelen venir provistos de un rudimentario escariador que puede sernos útil parasalir del paso en alguna ocasión, aunque no son recomendables para un uso continuado pues
la calidad del escariado que producen en algunos casos es muy deficiente.
En los cortatubos convencionales el escariador
que traen es de tan mala calidad que puede ser peor si escariamos que dejarlo sin escariar. Estápensado para trabajos de fontanería más quepara frío.
En los cortatubos telescópicos, como seutilizan más para climatización, elescariador suele mejorar un poco sucalidad.
5.9.3 > PRECAUCIONES PARA UN ESCARIADO
El escariado se realizará de forma uniforme en todo el perímetro interior de la tubería sincentrarnos en una zona concreta, pues ésta quedaría debilitada en exceso.
El movimiento de escariado se debe repetir hasta que consigamos en el interior de la tuberíauna forma levemente cónica. Un escariado excesivo puede producir que el tubo se agriete cuando intentemos abocinarlo. En la siguiente imagen vemos un tubo sin escariar (en el lado izquierdo) y el mismo tubodespués de escariarlo (en el lado derecho). Aunque aparentemente podríamos pensar que eltubo de la izquierda tiene una sección de pared mayor no es cierto, pues se trata en realidad dela rebaba que el cortatubos deja en el tubo tras cortarlo. Esta rebaba, además de dificultar lacirculación del refrigerante, puede crear zonas donde se acumule suciedad. En el tubo de laderecha hemos retirado la rebaba correctamente para dejar el tubo listo para ser abocinado sin
debilitar en lo mas mínimo la pared del tubo.
Tubo de 1/4" antes y después de escariar.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 32/35
5.10> CURVADO DE TUBERÍA
5.10.0 > INTRODUCCIÓN
La tubería es una parte importante del circuito frigorífico. Es cometido del instalador su montajee instalación. El material que se utiliza para las instalaciones es siempre cobre. Éste es unmaterial duradero que no se ve afectado por los compuestos químicos que forman losrefrigerantes. Además es un material fácil de trabajar. En este módulo veremos algunos de lostrabajos más frecuentes, como son el recocido y el curvado.
5.10.1 > RECOCIDO
El tubo de cobre vimos que lo podemos encontrar en dos formatos:
Tubo recocido presentándose en rollos de 20 a 25 metros. Tubo rígido presentándose en barras de 4 a 5 metros.
Las características de los dos tipos de tubería son semejantes, diferenciándose únicamente enel tratamiento que han recibido para ser más o menos maleable. Así, mientras el tubo recocidoes blando y se puede moldear fácilmente sobre todo en medidas finas, el tubo rígido esextremadamente duro, no permitiendo su curvado en frío. Como la única diferencia es eltratamiento, si en algún momento tenemos necesidad de curvar el tubo rígido es solamentenecesario darle el tratamiento de recocido que consiste en calentar el cobre hasta llegar al rojovivo y luego dejar enfriar con lo que conseguimos que se vuelva igual de dúctil que el cobrerecocido.
El tubo rígido se usa casi exclusivamente para instalaciones vistas pues el tubo recocido nuncaqueda perfectamente recto quedando las instalaciones con una pésima apariencia estética. Aunque es sencillo el realizar el recocido del tubo es conveniente que sólo lo realicemoscuando sea estrictamente necesario, pues al calentar el tubo para que se le pueda dar formaen su interior se forman escamas de óxido de cobre que contaminan de suciedad el circuitodonde montemos las líneas. Como estas escamas se forman únicamente cuando el cobre seoxida (cuando está en contacto con el oxígeno de la atmósfera ), el método recomendado paraque esto no ocurra es que mientras estamos calentando el tubo hagamos circular por el interior
de la tubería un caudal constante de nitrógeno seco, que se encargue de desplazar el oxígenoevitando así que se produzca la oxidación.
5.10.2> CURVADO
El curvado es una de las labores que más frecuentemente se realizan con la tubería de cobre.En numerosas ocasiones tenemos que adaptar el recorrido de la tubería a un trazado en el queexisten numerosas curvas. Para estos casos disponemos de varias herramientas que puedenayudarnos a realizar las curvas lo más correctamente posible. Tenemos que tener siempre encuenta que cuanto mayor sea el número de curvas que tenemos en una línea, mayor pérdida
de carga se genera, llegando incluso a tener una pérdida de carga mayor de la que elcompresor puede llegar a vencer. Por lo tanto procuremos siempre que el trazado elegido paraefectuar la conexión de las líneas sea lo más recto posible y con el menor número de curvas. Si
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 33/35
incluso con las consideraciones anteriores nos vemos en la necesidad de realizar cambios dedirección procuraremos que sean del mayor radio que podamos trazar y evitaremos que alcurvar cambiemos la sección de paso de la tubería con pinzamientos en la misma. Cuandotenemos que hacer curvas con radios pequeños siempre debemos utilizar alguno de lossiguientes elementos para evitar pinzamientos.
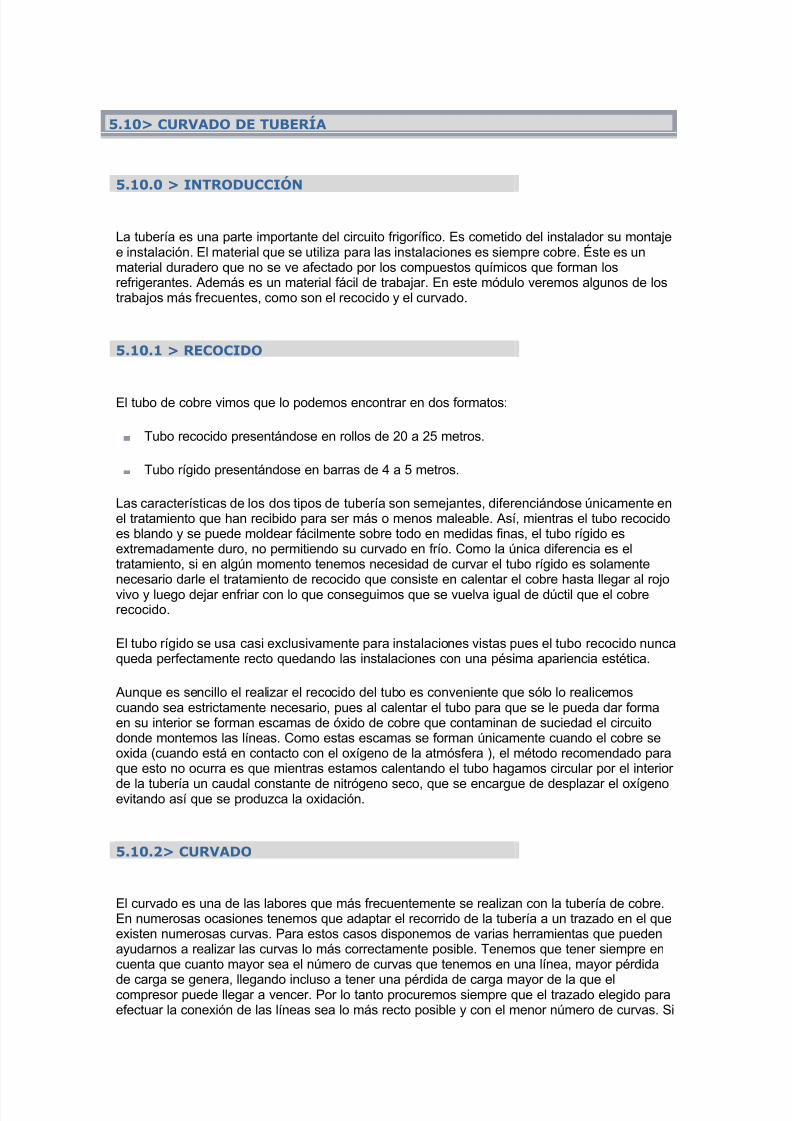
Curvadora manual: Consiste en una tenaza que lleva en bajo relieve el trazado de lacurva que queremos realizar impidiendo que la curva se pueda llegar a deformar en cualquier parte del trazado al realizar su curvado. Estas curvadoras nos permiten realizar curvas conángulos que pueden ir desde los 90º a los 180º dependiendo del tipo de curvadora. Existencurvadoras para una sola medida de tubo o para varias medidas. Éste es el mejor método,pero estas curvadoras resultan algo caras. Dependiendo de nuestras necesidades tenemosvarios tipos que podemos utilizar:
Curvadora de medidas múltiples: Son curvadoras de pequeño tamaño que nos permiterealizar curvas en tubos recocidos de diámetros finos. Tienen la posibilidad de realizar curvasde ángulos inferiores a los 90º gracias a la escala que tiene en el trazado de la curvadora. Sonlas más utilizadas para refrigeración doméstica, pues el tubo siempre es recocido y las
medidas utilizadas son siempre finas. En una misma tenaza se engloban varias medidas.
Bajo relieve del trazado de la curva Curvadoras manuales
En estas dos vistas nos hacemos una idea de la forma de la curvadora manual
Curvadora de rodilla: Son curvadoras de tamaño mediano que permiten realizar curvasen tubos sin recocer ( aunque no es recomendable ) y en diámetros mayores a los de lascurvadoras de mano. Estas curvadoras requieren que tengamos una curvadora por cadamedida que queramos curvar, resultando más caras. Nos permiten realizar curvas de hasta180º. Gracias a la escala graduada que llevan durante el recorrido nos permiten tener
buena precisión en el ángulo de la curva realizada. Para realizar la curva se apoyan en larotula de la rodilla mientras se tira de los manerales con ambos brazos. Requieren algo depráctica para su manejo.
Es importantísimo antes de realizar cada curva apretar los tornillos que la forman, pues seaflojan cada vez que trazamos una curva.
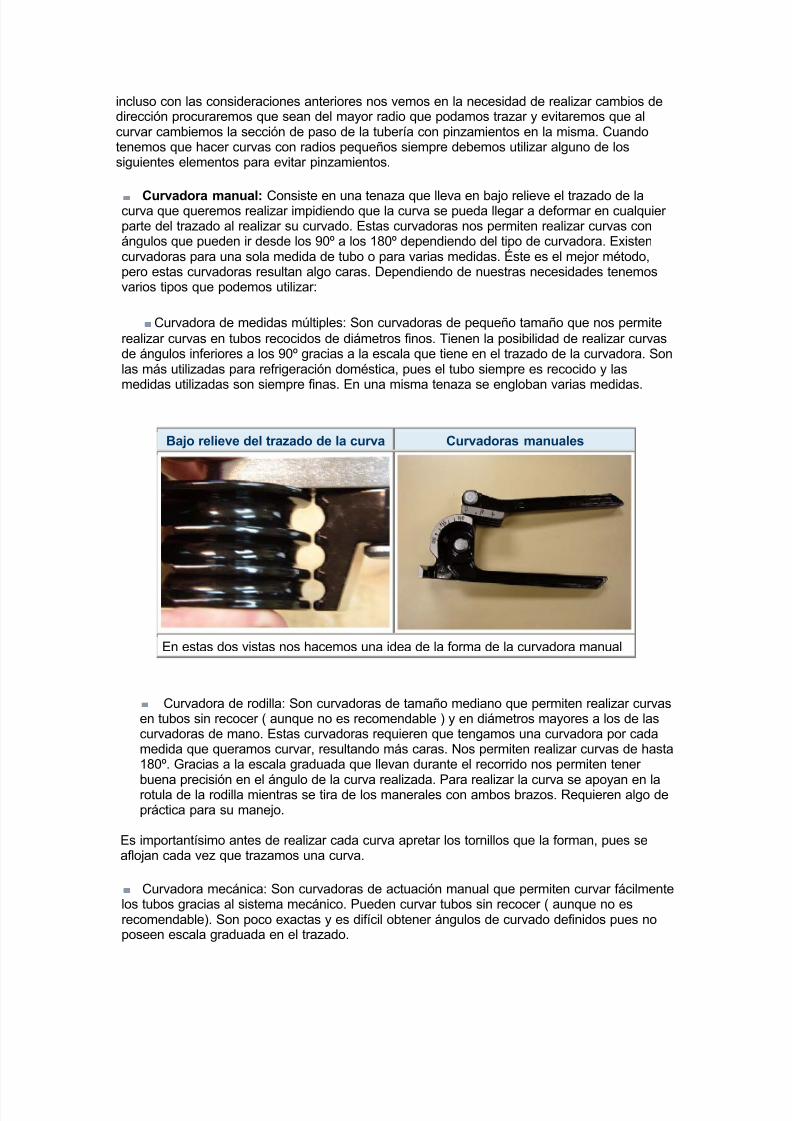
Curvadora mecánica: Son curvadoras de actuación manual que permiten curvar fácilmentelos tubos gracias al sistema mecánico. Pueden curvar tubos sin recocer ( aunque no esrecomendable). Son poco exactas y es difícil obtener ángulos de curvado definidos pues noposeen escala graduada en el trazado.
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 34/35
Bajo relieve del trazado de la curva
De forma similar a un gato hidráulico, cada vez queapretamos el gatillo el eje de la curvadora vasaliendo hasta dar forma a la curva.
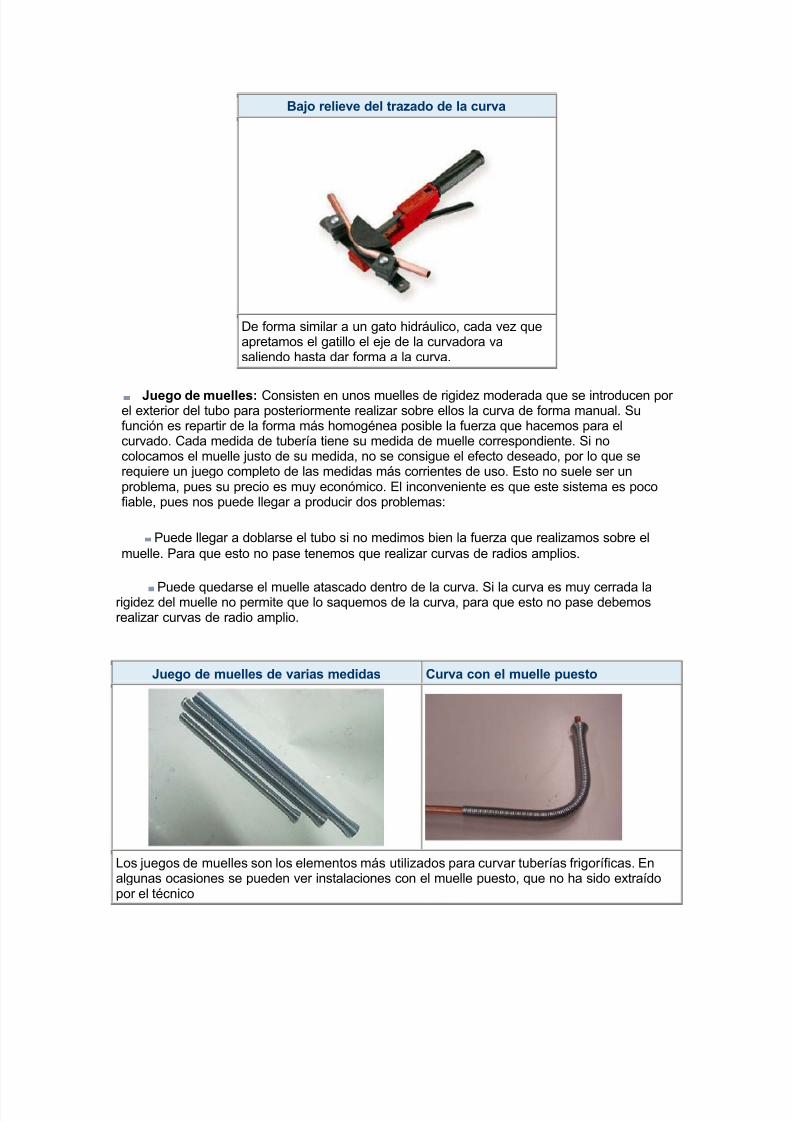
Juego de muelles: Consisten en unos muelles de rigidez moderada que se introducen por el exterior del tubo para posteriormente realizar sobre ellos la curva de forma manual. Sufunción es repartir de la forma más homogénea posible la fuerza que hacemos para elcurvado. Cada medida de tubería tiene su medida de muelle correspondiente. Si nocolocamos el muelle justo de su medida, no se consigue el efecto deseado, por lo que serequiere un juego completo de las medidas más corrientes de uso. Esto no suele ser unproblema, pues su precio es muy económico. El inconveniente es que este sistema es pocofiable, pues nos puede llegar a producir dos problemas:
Puede llegar a doblarse el tubo si no medimos bien la fuerza que realizamos sobre el
muelle. Para que esto no pase tenemos que realizar curvas de radios amplios. Puede quedarse el muelle atascado dentro de la curva. Si la curva es muy cerrada la
rigidez del muelle no permite que lo saquemos de la curva, para que esto no pase debemosrealizar curvas de radio amplio.
Juego de muelles de varias medidas Curva con el muelle puesto
Los juegos de muelles son los elementos más utilizados para curvar tuberías frigoríficas. Enalgunas ocasiones se pueden ver instalaciones con el muelle puesto, que no ha sido extraídopor el técnico
5/14/2018 Tuberia de Cobre - slidepdf.com
http://slidepdf.com/reader/full/tuberia-de-cobre 35/35