toda la tesis · primeras actividades industriales en las que se utilizó la mecanización, seguida...
TRANSCRIPT

IIIIIIIINNNNNNNNSSSSSSSSTTTTTTTTIIIIIIIITTTTTTTTUUUUUUUUTTTTTTTTOOOOOOOO PPPPPPPPOOOOOOOOLLLLLLLLIIIIIIIITTTTTTTTÉÉÉÉÉÉÉÉCCCCCCCCNNNNNNNNIIIIIIIICCCCCCCCOOOOOOOO NNNNNNNNAAAAAAAACCCCCCCCIIIIIIIIOOOOOOOONNNNNNNNAAAAAAAALLLLLLLL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE
INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS
“LA SEGURIDAD INDUSTRIAL PARA LA MEDIANA
EMPRESA TEXTIL EN EL ÁREA DE LA CONFECCIÓN”
TESIS
QUE PARA OBTENER EL GRADO DE: MAESTRO EN CIENCIAS
CON ESPECIALIDAD EN: INGENIERÍA INDUSTRIAL
PRESENTA:
XOCHIQUETZALLIN GONZÁLEZ OLIVIER
DIRECTORA: M. En C. MARÍA GUADALUPE OBREGÓN
SÁNCHEZ
México DF. 2006.

Instituto Politécnico N acional
2

Instituto Politécnico N acional
3

Instituto Politécnico N acional
4
D E D I C A T O R I A S
“Porque tú formaste mis entrañas;
Tú me hiciste en el vientre de mi madre,
Y conoces mi corazón…..”
….. Qué más puedo pedirte Señor,
Si aún por medio de tu Hijo sigues perdonando,
Mi imperfección.
A mis Padres
Por ser mis papitos
Del alma mis amigos y cómplices
En toda esta aventura,
…..Ustedes saben como
Los Amo!!
A mis Hermanos
Netza, y Sac-Nicté.
Por apoyarme en todo
A mis Sobrinos:
Hahil, Yuntzil, Sebastián y
Mi sobrina Esthela
Por sus sonrisas .
A la Familia Montes
….. Por querer siempre
A “esta mula descarriada”.
A mis Amigos del Alma:
Aidé G. Molina, Patio Lizárraga, Martha Ávila, Rosalba Contreras,
Claudia Alejandra Hernández, Mario “Pibe” Fernández, Félix Calvetti,
Iván López, Luis Chávez…Porque con ustedes de nuevo creo en la Amistad.

Instituto Politécnico N acional
5
A G R A D E C I M I E N T O S
...Y abrazarme a la vida
y entender que el secreto no es sólo
Saber caminar.
Saber amar mis sueños y de su altura
Aprenderme a colgar
Sin miedo a intentar
Hoy emprendo el vuelo,
Gracias por ayudarme a limpiar mis alas.
Con Mucho Cariño
Xochiquetzallin González Olivier.
A mi Directora de Tesis:
Profesora Lupita Obregón Sánchez.
Muchas Gracias a sus consejos,
A su sabiduría y a su sincera amistad.
A la comisión revisora
Dr. Nicolás Rodríguez.
M. En C. Juan José Hurtado,
M. en C. Ángel E. Rivera y
M. en C. Guillermo Pérez
Gracias por sus aportaciones, consejos
y amistad a lo largo de esta investigación

Instituto Politécnico N acional
6
Í N D I C E
Página
Índice de Gráficas, Figuras ,Mapas y Tablas 8
Resumen 9
Abstract 10
Introducción 11
CAPÍTULO I. GENERALIDADES DE LA SEGURIDAD INDUSTRIAL.
1.1 Breve historia de la seguridad industrial 17
1.2 Importancia de la seguridad industrial 19
1.3 Los accidentes de trabajo 20
1.3.1 Causas de los accidentes 21
1.3.2 Consecuencias de los accidentes 22
1.4 Costos de los accidentes. 9
1.4.1 El costo de la inseguridad (sanciones) 12
1.5 Objetivos específicos de la seguridad industrial. 13
1.6 Definiciones de seguridad industrial 14
1.7 La seguridad social y la seguridad industrial. 15
1.8 Historia de la seguridad industrial en México. 18
CAPÍTULO II. LA MEDIANA EMPRESA TEXTIL EN EL ÁREA DE LA CONFECCIÓN (MAQUILADORAS)
2.1 Generalidades de la mediana empresa mexicana 42
2.2 Situación actual de la mediana empresa en México. 45
2.3 La Mediana empresa del complejo textil (CT) 47
2.3.1 Estructuración del complejo textil (CT) 47
2.4 La Mediana empresa textil en el área de la confección en México 50
2.4.1 La industria maquiladora de la confección en México 51
2.5 Ubicación geográfica de la industria maquiladora en el área de la confección en México
54
2.6 La seguridad industrial en las maquiladoras en el área de la confección 57
2.6.1 Problemática actual de la mediana empresa textil en el área de la confección (maquiladoras) con respecto a la seguridad industrial.
57
2.7 Maquiladoras: accidentes y enfermedades de trabajo 61
2.7.1 Afecciones respiratorias y de otro tipo observadas en la industria textil 63
2.7.2 Repercusión de los riegos de trabajo a terceras personas 64
2.7.3 Estudios realizados sobre accidentes, lesiones y características principales en las maquiladoras.
65
CAPÍTULO III. NORMATIVIDAD Y HERRAMIENTAS PARA ELABORAR UN PROGRAMA DE SEGURIDAD INDUSTRIAL

Instituto Politécnico N acional
7
3.1 La normatividad en México. 72
3.1.1 Clasificación de las normas. 75
3.1.2 Las normas de seguridad. 76
3.2 Lineamientos para la elaboración de un programa de seguridad en el trabajo. 77
3.2.1 Premisas. 77
3.3 Elementos básicos para un programa de seguridad industrial 78
3.3.1 Elementos administrativos 79
3.3.2 Elementos técnicos 90
3.3.3 Elementos vitales para desarrollar un programa de seguridad industrial 102
3.4 El éxito de un programa de seguridad industrial 107
3.5 Beneficios de la seguridad industrial en el sector textil en el área de la confección. 109
CAPÍTULO IV. PROPUESTA DEL PROGRAMA DE SEGURIDAD INDUSTRIAL PARA LA MEDIANA EMPRESA DEL SECTOR TEXTIL EN EL ÁREA DE LA CONFECIÓN.
4.1 Alcance 113
4.2 Propósito 113
4.3 Políticas 114
4.4 Responsabilidades de seguridad y liderazgo 115
4.5 Desarrollo 118
4.5.1 Selección 118
4.5.2 Adiestramiento 119
4.5.3 Motivación 120
4.5.4 Consulta y comunicación 121
4.5.5 Ingeniería 122
4.5.6 Inspecciones 124
4.5.7 Reglas, normas y procedimientos 127
4.5.8 Evaluación 132
4.5.9 Implementación 133
4.5.10 Cronograma para un programa de seguridad 133
4.6 Documentos relacionados 133
Conclusiones 135
Anexo1: Ejemplos de Equipos de Seguridad Recomendados 138
Anexo 2: Ejemplo de un cronograma de actividades para la Seguridad Industrial en la industria maquiladora en el área de la confección.
146
Anexo 3: Ejemplo de un formato para talleres 153
Bibliografía. 154

Instituto Politécnico N acional
8
ÍNDICE DE GRÁFICAS, FIGURAS , MAPAS y TABLAS. Gráficas Página
2.1 (a) Participación económica del sector productivo de las medianas empresas en México
44
2.4.1 (b) Producto interno bruto nominal anual por división de la industria manufacturera.
53
2.5 (c) Concentración en el centro de México de la industria textil y confección
54
3.3.1(d) Principales elementos administrativos de la seguridad y salud en el trabajo
79
Figuras
1.3.2 (a) Cadena de accidente 22
3.3.1 (b) Proceso de planificación 80
3.3.1 (c) Proceso de organización 82
3.3.1 (d) Proceso de dirección 83
3.3.1 (e) El control de un programa de seguridad 85
3.5 (f) Los beneficios de la seguridad industrial 87
Mapas
2.5 (1) Ubicación geográfica de mayor incidencia de la industria textil en el área de la confección
56
2.6.1(2) Ciudades fronterizas del norte de México 57
2.7.3 (3) Zona de Caso 1: Estado de Tamaulipas 67
2.7.3(4) Zona de Caso 2: Estado de Chihuahua. 68
2.7.3 (5) Zona de Caso 3: Estado de Hidalgo 69
Tablas
2.2 (1) Fuerzas y debilidades de la mediana empresa 46
2.3.1 (2) Etapas productivas 49
2.7.1 (3) Grado de bisinosis 64
2.7.3 (4) Panorama porcentual de los riesgos laborales en el estado de Tamaulipas.
66
3.1.1 (5) Clasificación de las normas 75
3.1.2 (6) Clasificación de las normas de seguridad 76
3.3.2. (7) Normas mexicanas oficiales de seguridad industrial 90
3.3.2. (8) Normas oficiales mexicanas emergentes (ecológicas) 100

Instituto Politécnico N acional
9
RESUMEN
La Seguridad en el Trabajo como factor social es importante, y como factor de
rentabilidad es sin duda un aspecto sumamente relevante a tener en cuenta por parte del
accionista o empresario. Sin embargo, se le minimiza pensando tal vez que los riesgos de
accidentes son muy pocos y que otros aspectos son prioritarios, tales como los ingresos,
las ventas, las finanzas, la productividad, la calidad, entre otras. Sin embargo para que el
empresario haga conciencia de los riesgos referentes a la Seguridad Industrial, es
necesario proporcionarle un conocimiento integral y simplificado de la problemática de
la seguridad en el trabajo.
Por otro lado, la Seguridad Industrial en este sector es una problemática actual, ya que
no existe en México programas que mejoren las condiciones de trabajo de este sector.
Bajo el anterior contexto, este trabajo de investigación tiene como fin, proponer un
Programa de Seguridad Industrial para la mediana empresa textil en el área de la
confección con la finalidad de que sea adaptable en su aplicación y permita una
disminución en los accidente de trabajo, creando así un eficiente rendimiento en el área
de trabajo y fomentando la cultura de seguridad en este sector manufacturero.

Instituto Politécnico N acional
10
ABSTRACT
Safety in work places is a very important point as a social factor as well as a key for
profitability. This is an outstanding aspect to keep in mind for shareholders or managers.
Therefore Safety is minimized by thinking perhaps the risk of accident is of accident is
low and profitability has a higher-priority, together with revenue, sales, finances,
productivity, and quality, among other things.
However, so that managers are conscious of relevant Safety risks, it is necessary to
provide them an integral and simplified knowledge of the problem of the problem of the
Safety at work. Currently, Industrial Safety in the Textile Industry in the area of
manufacturing is a problem as there doesn’t exist in Mexico rules to improve working
conditions in this specific area.
This investigation bases its main objective on the proposal of an Industrial Safety
Program for the medium sized Textile company in the manufacturing area with the
simple proposal that this program is adaptive in its application and allows for a decrease
in accidents at work; thus creating in this way an efficient yield in the workspace and
encouraging a Safety culture in this manufacturing sector.

Instituto Politécnico N acional
11
INTRODUCCIÓN
En años anteriores, el sector textil en el área de la confección fue uno de los sectores
manufactureros más beneficiados en nuestro país ya que, a partir de la entrada en vigor
del Tratado de libre comercio con América del Norte (TLCAN), representaba la tercera
fuente generadora de divisas del sector manufacturero y la cuarta a nivel nacional; y no
sólo eso, llevó a México a ser el principal proveedor de la demanda externa de Estados
Unidos de productos textiles, posición que mantuvo hasta el año 2001, según datos de la
Comisión Nacional de la Industria Textil.
A pesar de su reciente caída en la participación de las importaciones de Estados Unidos,
se prevé que los bienes mexicanos dominarán las importaciones textiles y de la
confección, seguidos no muy lejos por Honk Kong y China. Lo anterior se sustenta en la
firme creencia de que el crecimiento de la exportaciones en textiles y prendas de ropa
confeccionadas hacia los Estados Unidos se verá atenuado relativamente para muchos de
nuestros competidores al compararse con el periodo 1993-2001, mientras que México
ampliará sus exportaciones textiles y de prendas confeccionadas hacia los Estados
Unidos en un 6.8% anual, no muy atrás estarán Honk Kong (4.5%) y China (6.0%),
ambos proyectados a ser el segundo y tercer exportador más grande a los Estados Unidos
en el 2012 .
Es importante señalar que esta proyección podrá hacerse realidad si en México se
realiza una labor conjunta entre gobierno y empresas para revisar y seleccionar los
factores y los productos donde se puedan fortalecer las ventajas competitivas, y así poder
especializarse en aquéllos productos y segmentos de mercado con las mayores
posibilidades de éxito.
Bajo el anterior escenario, se puede connotar que La Industria Textil en México, ha
estado estrechamente ligada a nuestra historia económica y social. Fue una de las
primeras actividades industriales en las que se utilizó la mecanización, seguida por la
automatización y la producción masiva. Ahora bien, el término textil en la actualidad
abarca una amplia gama de procesos que incluye: el hilado, acabado, tinción de tejidos y
de la confección de prendas. Es por esto, la necesidad de realizar reformas estructurales
que permitan la reducción de los costos, y desde luego la disminución de los peligros a

Instituto Politécnico N acional
12
que se enfrentan los diversos segmentos del sector que subrayan la importancia de la
atención y el mantenimiento adecuado de máquinas y equipos, la instalación de
protecciones efectivas y rejillas para evitar el contacto con las piezas móviles, la
ventilación general, el control de la temperatura y el uso de equipos de protección
personal adecuados siempre que un peligro no se pueda evitar o controlar totalmente con
medidas de diseño y modificación o sustitución por materiales menos peligrosos.
Cuando se habla de reformas estructurales en una empresa de este giro, se puede
concentrar en actividades como: producción, calidad, mantenimiento, finanzas, etc.; pero
nunca relacionamos de los beneficios que podemos obtener de la Seguridad Industrial y
es que realmente se le minimiza pensando en que los riesgos de accidentes son pocos y
es muy lamentable que se desconozca la rentabilidad que esta disciplina genera.
La industria textil mexicana en términos de seguridad industrial es uno de los sectores
manufactureros más desprotegidos y es aquí donde nace la problemática en cuanto a la
seguridad industrial se refiere, pues aunque en varios países se han establecido límites y
normas no existe, en México programas que puntualicen las características de cada uno
de los sectores que componen la rama textil; por este motivo nace la inquietud de
proponer un Programa de Seguridad Industrial para la mediana empresa textil en el área
de la confección, que ocupa el 27º lugar de las actividades económicas de alto riesgo en
nuestro país, de acuerdo a la estadística nacional de accidentes y enfermedades de
trabajo relativas a las actividades económicas de alto riesgo proporcionadas por el
Instituto Mexicano del Seguro Social en el año 2002. Con el propósito, también, de
integrar e impulsar todos los aspectos que intervienen en esta disciplina; pues más que
una propuesta la finalidad es educar, formar, instruir y concientizar a los trabajadores
para evitar riesgos, muertes y disminución de la productividad de este sector de tal
manera que pueda contar con un programa de seguridad industrial que contemple las
medidas básicas de seguridad e higiene.
La estructura general de esta investigación es la siguiente: En el capítulo I se presentan
los Conceptos Generales de la Seguridad Industrial, su importancia; sus objetivos; así
como también la evolución que ha tenido en la Industria Mexicana. Dentro del capítulo
II se describe los Conceptos teóricos sobre la Mediana Empresa Textil en el área de la
confección, abordando el tema central de esta investigación, detallando lo referente al

Instituto Politécnico N acional
13
Complejo Textil, su estructuración, su ubicación geográfica en México y la problemática
que tiene ésta referente a la Seguridad Industrial.
En el capítulo III se describe la Normatividad y Herramientas para elaborar un Plan de
Seguridad Industrial en la Industria Textil en el área de la confección, en el cual se
describe el Fundamento Normativo referente a la seguridad en nuestro país; así como
también se detalla los Lineamientos Básicos para elaborar un Programa de Seguridad en
el Trabajo, también se detalla los elementos vitales para desarrollar un Programa de
Seguridad; todo esto con el fin de justificar en base a la normatividad vigente cada uno
de los puntos normativos a considerar para la propuesta del programa de seguridad.
El capítulo IV propone un programa para administrar las actividades que debe de
contener el Programa de Seguridad Industrial para la Industria Textil en el área de la
confección.
Por último, se presentan las conclusiones que se lograron con la investigación, los
anexos así como la bibliografía en la cual se fundamentó.
Instituto Politécnico N acional
14
CAPÍTULO ICAPÍTULO ICAPÍTULO ICAPÍTULO I.

Instituto Politécnico N acional
15
CAPÍTULO I. GENERALIDADES DE LA SEGURIDAD INDUSTRIAL
La gran preocupación por la Seguridad en el lugar de trabajo es una de las características
más sobresalientes de nuestra civilización. La seguridad industrial en el concepto
moderno significa más que una simple situación de seguridad física, es una situación de
bienestar personal, un ambiente de trabajo idóneo, una economía de costos importantes y
una imagen de modernización y filosofía de vida humana en el marco de la actividad
laboral contemporánea.
La sociedad industrial hasta hace poco dio preferencia a la máquina, el tiempo y el
movimiento buscando maximización de beneficios, sin tomar en cuenta al hombre,
elemento básico de todo engranaje productivo. Con este criterio consigue un aumento
aparente de la producción y que el hombre se sienta menos realizado, puesto que el ritmo
de trabajo está determinado por la máquina de la que el individuo es su esclavo. La
seguridad de empleo es incierta, los continuos reemplazos por ausentismo y rotación de
puestos aumentan en forma indirecta la predisposición a los accidentes y sus causas, lo
que crea una falta de Seguridad en el Trabajo.
Sin embargo, hoy en día se le minimiza pensando tal vez que los riesgos de accidentes
son muy pocos y que otros aspectos son prioritarios, tales como los ingresos, las ventas,
la compra de materia prima, etc.
La seguridad como factor de rentabilidad, aumenta la calidad de producto, mejora las
condiciones de trabajo, evita riesgos innecesarios, previene accidentes y disminuye las
cuotas al Seguro Social por tener un bajo índice de siniestralidad, por mencionar algunos
beneficios de esta disciplina.
Sin embargo, para que el empresario haga conciencia de los riesgos referentes a
seguridad industrial, es necesario proporcionarle un conocimiento integral y simplificado
de la problemática, que tiene esta, con el fin de que aplique el reconocimiento, la
evaluación y control de riesgos en la empresa, para mejorar la salud de la organización.
Ahora bien, se ha mencionado de la Seguridad Industrial y lo que genera en las
industrias manufactureras, pero precisamente una de las industrias que más ha sido
golpeada en esta disciplina es la Industria Textil del área de la Confección, industria que

Instituto Politécnico N acional
16
ha sido ligada a la historia económica y social de nuestro país, que en los últimos años y
gracias a la gran apertura que se tiene con el Tratado de Libre Comercio con América
del Norte (TLCAN), este sector se ha visto afectado por dos factores principales: la
desaceleración económica de Estados Unidos en el año 2002-2003 y el desplazamiento
de proveedores mexicanos, particularmente de prendas confeccionadas, por proveedores
de productos fabricados en China. Y más aún, datos recientes nos dicen que “peligran
más de 30 millones de empleos en la industria textil de la confección, frente al poderío
Chino” (1), esto sin lugar a dudas; nos pone en una encrucijada, la batalla con el poderío
Chino debe ponernos en caminos más competitivos en este sector, no solamente nos
habla de una mejoría de productividad, ventas, calidad, etc., sino de un bienestar laboral
en el trabajo ya que si no hay Seguridad en el Trabajo (condiciones buenas de trabajo,
prestaciones, capacitación, buenos salarios, etc.), no puede haber ni buena calidad en la
producción, ni una administración eficiente en la empresa.
La Seguridad en el trabajo es una disciplina muy importante en este sector
manufacturero, ya que en la actualidad la poca utilización del equipo de protección
personal y sobre todo la falta de interés en crear una cultura en esta disciplina ha
ocasionado severas enfermedades y accidentes de trabajo; en esta primera parte de la
investigación se abrirá un panorama sobre lo que es la Seguridad Industrial tanto en el
ámbito general como el surgimiento de este movimiento en el área Textil y desde luego
en el área de la Confección para dar así un escenario global de esta disciplina, la cual
conllevará a tener una herramienta más ante la competitividad que se vive actualmente
ante el poderío de los asiáticos. Sin Duda la historia no está detenida, y hoy más que
nunca nos pide ser actores y no pasivos espectadores en este mercado globalizado.
(1) Gómez Mena, Carolina, Artículo: “Peligran 30 millones de Empleos en la Industria Textil ante el poderío Chino”, Periódico La Jornada, Año de publicación 21 de Agosto de 2005.p.30.

Instituto Politécnico N acional
17
1.1 BREVE HISTORIA DE LA SEGURIDAD INDUSTRIAL.
El desarrollo industrial trajo el incremento de accidentes laborales, lo que obligó a
aumentar las medidas de seguridad, las cuales se cristalizaron con el advenimiento de las
conquistas laborales. Pero todo esto no basta; es la toma de conciencia del empresario y
trabajador la que perfecciona la seguridad en el trabajo; y esto sólo es posible mediante
la capacitación permanente y una inversión asidua en el aspecto formación.
Desde los albores de la historia, el hombre ha hecho de su instinto de conservación una
plataforma de defensa ante la lesión corporal; tal esfuerzo probablemente fue en un
principio de carácter personal, instintivo – defensivo. Así nació la seguridad industrial,
reflejada en un simple esfuerzo individual más que en un sistema organizado.
Ya en el 400 AC., Hipócrates recomendaba a los mineros el uso de baños higiénicos a
fin de evitar la saturación de plomo(2). También Platón y Aristóteles estudiaron ciertas
deformaciones físicas producidas por ciertas actividades ocupacionales, planteando la
necesidad de su prevención (3). Con la Revolución Francesa se establecen corporaciones
de seguridad destinadas a resguardar a los artesanos, base económica de la época.
La Revolución industrial marca el inicio de la seguridad industrial como consecuencia
de la aparición de la fuerza del vapor y la mecanización de la industria, lo que produjo el
incremento de accidentes y enfermedades laborales. No obstante, el nacimiento de la
fuerza industrial y el de la seguridad industrial no fueron simultáneos, debido a la
degradación y a las condiciones de trabajo y de vida detestables. Es decir, en 1871 el
50% de los trabajadores moría antes de los veinte años, debido a los accidentes y las
pésimas condiciones de trabajo (4).
En 1833 se realizaron las primeras inspecciones gubernamentales, las cuales consistían
en inspecciones que determinaban las causas físicas y mecánicas de los accidentes
(peligros que constituían las partes específicas de la maquinaria y las condiciones
inseguras de construcción y funcionamiento), pero fue hasta 1850 donde se verificaron
ciertas mejoras como resultado de las recomendaciones hechas hasta entonces.
(2) Ramírez Cavassa, César. Seguridad Industrial, 2ª .Edición. Editorial Limusa México, DF., 1991. p. 23 (3) Ídem. (4) Ídem.
Instituto Politécnico N acional
18
La legislación acortó la jornada, estableció un mínimo de edad para los niños
trabajadores e hizo algunas mejoras en las condiciones de seguridad. No obstante, los
legisladores tardaron demasiado en legislar sobre el bien común del trabajador, pues los
conceptos sobre el valor humano y la capitalización del esfuerzo laboral no tenía sentido
frente al lucro indiscriminado de los empresarios. Sin embargo, suma a su haber el
desconocimiento de las pérdidas económicas que esto les suponía; y por otro lado el
desconocimiento de ciertas técnicas y adelantos que estaban en desarrollo, con los cuales
se habían evitado muchos accidentes y enfermedades laborales.
Lowell, Massachussets., una de las primeras ciudades industriales de los Estados Unidos
de Norteamérica, elaboró tela de algodón desde 1822. Los trabajadores, principalmente
mujeres y niños menores de 10 años, procedentes de las granjas cercanas, trabajaban
hasta 14 horas. Nadie sabrá jamás cuantos dedos y manos perdieron a causa de
maquinaria sin protección. Los telares de algodón de Massachussets, en aumento,
usaron la fuerza de trabajo irlandesa asentada en Boston y alrededores, proveniente de
las migraciones causadas por el hambre (5). El material humano volvió a abundar en los
talleres, así como los accidentes. En respuesta, la legislatura de Massachussets promulgó
en 1867 una ley prescribiendo el nombramiento de inspectores de fábricas (6). Dos años
después se estableció la primera oficina de estadística de trabajo en los EE.UU.
Mientras, en Alemania se buscó que los patrones suministrasen los medios necesarios
que protegieran la vida y salud de los trabajadores. Poco a poco los industriales tomaban
conciencia de la necesidad de conservar al elemento humano(7). Años mas tarde, en
Massachussets, habiéndose descubierto que las jornadas largas son fatigosas, y que la
fatiga causa accidentes, se promulgó la primera ley obligatoria de 10 horas de trabajo al
día para la mujer. En 1874 Francia aprobó una ley estableciendo un servicio especial de
inspección para los talleres y, en 1877, Massachussets ordenó el uso de resguardos en
maquinaria peligrosa (8). En 1883 se pone la primera piedra de la Seguridad Industrial
moderna cuando en París se establece una empresa que asesora a los industriales.
(5) Ídem. (6) Ídem p24. (7) Ídem (8) Ídem.

Instituto Politécnico N acional
19
Pero es hasta el siglo XX que el tema de la seguridad en el trabajo alcanza su máxima
expresión al crearse la Asociación Internacional de Protección de los Trabajadores. En
la actualidad la Oficina Internacional del Trabajo (OIT), constituye el organismo rector y
guardián de los principios e inquietudes referentes a la seguridad del trabajador en todos
los aspectos y niveles(9).
1.2 IMPORTANCIA DE LA SEGURIDAD INDUSTRIAL.
Cada año mueren a consecuencia de los accidentes de trabajo alrededor de 50,000 a
70,000 personas en nuestro país. Los casos en que solamente se presentaron lesiones y
no muerte, ascienden aún más el número citado. De éstos se estima que de un 3 a un 4 %
ocasionaron incapacidad permanente (10).
Estas cifras son impresionantes, si tomamos en cuenta el sufrimiento y dolor que
conlleva tan tremendo fluir de lesionados y muertos. La gran preocupación por la
seguridad en el lugar de trabajo es una de las características más sobresalientes de
nuestra civilización. La principal dificultad en este tema, no parece ser la falta de
conocimiento. Cada día que tiene lugar un accidente en carreteras, particularmente los
fines de semana, días festivos, se convierten en materia de conocimiento general y
suscita el interés y la participación activa de muchas personas que buscan reducir su
frecuencia. Ahora bien, la seguridad en el trabajo presenta un panorama diferente.
Aunque existen métodos y técnicas para prevenir accidentes en la industria y han sido
bien preparados aún nos falta mucho para concientizar a nuestra población obrera. Sin
embargo, para que el empresario haga conciencia de los riesgos referentes a la seguridad
industrial, es necesario proporcionarle un conocimiento integral y simplificado de la
problemática de la seguridad en el trabajo, con el fin de que aplique el reconocimiento,
la evaluación y control de riesgos en la empresa, para mejorar la salud de la
organización.
(9) Ídem. (10) Ramírez Malpica, Roberto. Seguridad Industrial. 2ª reimpresión. Editorial Limusa. México, DF. 1992 p11

Instituto Politécnico N acional
20
Los accidentes industriales o las condiciones de trabajo poco seguras provocan
enfermedades y lesiones temporales o permanentes e, incluso, causar la muerte. También
ocasionan una reducción en la eficiencia y pérdida en la productividad de cada
trabajador. Por ello, la importancia de la seguridad industrial en las empresas para que
cuenten con un sistema integrado de seguridad industrial, y así llevar a cabo la
disminución y regularización de los riesgos de accidentes y enfermedades profesionales
a las que están expuestos los trabajadores hoy en día.
1.3 LOS ACCIDENTES DE TRABAJO.
En este apartado se analiza los conceptos teóricos sobre las causas y repercusiones de los
accidentes de trabajo en general, esto con el firme propósito de llevar a cabo dentro de
cualquier organización la regularización y disminución de los accidentes de trabajo.
Para introducirnos a este punto es necesario conocer algunas definiciones que serán de
utilidad para ampliar el conocimiento y dar consistencia a la información presentada, por
consiguiente se define lo siguiente:
Accidente: Es el suceso eventual, inesperado, no deseado y generalmente desagradable
que interrumpe el ciclo normal de un proceso de producción (12). La situación de peligro
potencial engendra actualmente la posibilidad de un accidente, el cual puede
desencadenar otras o producir uno. El accidente puede producir lesiones y daños.
Daño: Es el perjuicio ocasionado a los recursos físicos del proceso de fabricación
(materiales, maquinaria, herramientas, etc.)(13).
Lesión: Es el perjuicio ocasionado a los recursos humanos (integridad física de los
trabajadores) (14).
(12) Definición Propia. (13) Definición Propia. (14) Definición Propia.

Instituto Politécnico N acional
21
1.3.1 CAUSAS DE LOS ACCIDENTES.
Bajo el punto anterior, los accidentes de trabajo en cualquier industria son importantes
de analizar y conocer la causa que lo propiciaron, pero sólo se pueden eliminar si
conocemos esas causas que lo originaron. Es fundamental buscar los hechos y no las
consecuencias. Es decir, hay que analizar cuidadosamente todos los accidentes y no
únicamente tener en cuenta los resultados de los mismos, éstos se dividen en:
1. Causas directas o próximas: (15) Depende del ambiente de trabajo o donde se
realizó el accidente y de las condiciones biológicas intrínsecas del propio
accidentado y son:
a) Condiciones inseguras: Se refieren al mal estado o inadecuada
situación del material, del equipo, de las instalaciones o edificios.
� Mal estado de las máquinas.
� Máquinas sin guardas.
� Equipo en malas condiciones.
� Falta de Orden y Limpieza.
� Condiciones de almacenamiento y distribución.
� Herramientas.
b) Actos inseguros: Llamados también prácticas peligrosas o inseguras y
son las diversas formas de actuar de las personas que pueden ocasionar
un accidente o incendio.
� Falta de concientización respecto a la peligrosidad del trabajo.
� Incumplimiento de las disposiciones de seguridad: por dar
demasiada importancia al respeto humano, o por negligencia.
� Factores de tipo temperamental y psicológico como: Falso
orgullo, amor propio, o dinamismo excesivo.
� Costumbres y malos hábitos adquiridos en el entorno y que son
difíciles de cambiar.
� Defectos físicos y fatiga.
(15) López Narváez, Lillian. Et.Al. Salud de los Trabajadores. Página Web de la Red de Salud de los Trabajadores de Nicaragua: http://www.digilander.libero.it/Salud Ocupacional/ index.html, obtenida el 18 de Febrero del año 2006.

Instituto Politécnico N acional
22
2. Causas remotas o indirectas(16). Son imposibles de predecir o determinar. Para
que se produzca un accidente es necesario que actúe una serie de factores
conocidos como cadena del accidente, la cual se representa de acuerdo a la
siguiente figura:
Figura 1. Cadena de Accidente
Fuente: Elaboración Propia.
1.3.2 CONSECUENCIAS DE LOS ACCIDENTES
Todo accidente o incidente en la industria trae como consecuencia una serie de
repercusiones que se agrupan en 3 aspectos:
1. Aspecto Humano: Se considera la lesión que sufre el operario, su incapacidad
para trabajar y, si es muy grave el accidente, la muerte, cuyo costo es del
reemplazo, tiempo perdido en preparar, la desmoralización propiciada en el
grupo, etc.
2. Aspectos Económicos: Se menciona los gastos del trabajador y la disminución
de su poder adquisitivo, costos para la empresa, cubiertos por la paga del
trabajador, la prima del Seguro Social, más costos indirectos.
3. Aspectos Social: Es la consecuencia de los aspectos humanos como
económicos; es decir que son aquellos factores que repercuten el entorno social
de la entidad como el humano.(17)
(16) Ídem. (17) Carrillo, Jorge. Reestructuración Industrial, Maquiladoras en la Frontera México-Estados Unidos.1990.Consejo Nacional Para la Cultura y las Artes. México, DF, pp.299-331.
CAUSAS REMOTAS
CAUSAS PRÓXIMAS
ACCIDENTE LESIÓN

Instituto Politécnico N acional
23
Es importante considerar las consecuencias que pueden repercutir a causa de los
accidentes, ya que por un lado en el ámbito familiar ocasiona perjuicios económicos y
morales, a nivel empresa, pérdida económica, de personal y de imagen y en el ámbito
sociedad, costo adicional para hacer frente al apoyo de las víctimas a través de
asistencias, hospitales, etc. Sea cualquiera de los rubros anteriores la importancia
esencial es crear una conciencia tanto en el trabajador como en el patrón, de lo
imprescindible que es contar con ambientes seguros de trabajo.
1.4 COSTOS DE LOS ACCIDENTES.
La principal fuerza impulsora del movimiento de la seguridad industrial es el hecho de
que los accidentes cuestan mucho, y se pueden lograr ahorros considerables evitándolos
Todo accidente industrial tiene un costo para el trabajador, el patrón y la sociedad que
paga los costos indirectos por medio de organismos administrativos, judiciales, médicos
y sociales. Los accidentes laborales están distribuidos en:
� Costo del tiempo perdido por otros trabajadores.
� Costo perdido por los supervisores y otros jefes.
� Costo del tiempo empleado en proporcionar los primeros auxilios al
trabajador.
� Costos del daño que el accidente haya producido en la máquina, materias
primas, herramientas, etc.
� Costos por la paralización de la producción.
� Costo por la disminución del rito normal de trabajo producido en otros
trabajadores que presenciaron en accidente. (18)
Los accidentes pueden reducir la producción anual o simplemente aumentar el costo de
producción de una salida determinada, un efecto común en los accidentes consiste en
reducir la producción total a largo plazo, reduciendo así las ventas; además las
interrupciones en la producción debidas a los accidentes son compensadas de alguna
(18) Acevedo Jáuregui, José. Método de Evaluación de Seguridad Industrial en el Sector Textil. Tesis de Licenciatura de Ingeniería Mecánica Eléctrica. 2003. UNAM. México, DF., pp. 11-14.

Instituto Politécnico N acional
24
manera, de tal forma que la producción total durante un largo periodo no sé verá
reducida por debajo de la que planeo la gerencia con vistas a las ventas, pero los costos
si aumentan. Los costos que son el resultado de las lesiones y accidentes se clasifican
en: el costo directo y el costo indirecto
� Los costos directos en la prevención de accidentes en el trabajo son los
correspondientes al salario del trabajador incapacitado por el accidente, a su
atención médica y hospitalaria, a la indemnización en el caso de fallecimiento, a
la rehabilitación cuando ésta sea necesaria. Estos gastos son cubiertos por el
seguro social a cambio de la prima que paga la empresa.(19)
� Los costos indirectos se han incluido solamente los que resultan de lesiones
ocupacionales y accidentes, que a continuación se mencionan:
1. Costos de los Salarios pagados por el tiempo perdido por trabajadores que
no resultaron lesionados, algunas veces los trabajadores cerca de la
escena de una lesión detienen su trabajo para observar u ofrecer ayuda, o
para hablar acerca de lo que acaba de suceder.
2. Costo de salarios pagados por el tiempo perdido por los trabajadores
lesionados distintos de los pagos por compensación a los trabajadores. El
trabajo que el empleo lesionado hubiera realizado durante el tiempo
perdido por la lesión hubiera realizado durante el tiempo perdido por la
lesión debe ser cubierto por otro trabajador sin las habilidades para
hacerlo por no ser su labor.
3. Costo causado por el trabajo extra necesario debido a un accidente. Si la
pérdida de producción ocasionada por un accidente es compensada
mediante trabajo extra, deberá cargarse al accidente es compensada,
mediante trabajo extra, deberá cargarse al accidente, además de los costos
extra por supervisión, calefacción, luz, limpieza, etc. Que también son el
resultado del tiempo extra.
4. Costo de los salarios pagados a los supervisores, en el tiempo perdido en
actividades a consecuencia de la lesión, la compañía pierde el valor del
(19) Ídem.

Instituto Politécnico N acional
25
trabajo del supervisor que este hubiera realizado durante aquel tiempo
que destina a resolver la situación en la investigación de accidentes.
5. Costo en salarios debidos a la producción disminuida por parte del
trabajador lesionado después de su retorno a la tarea. No es poco
frecuente que un empleado que ha sufrido una lesión vuelva a su trabajo
cuando todavía tiene vendado un dedo, un brazo, un pie, lo que impide
producir con su rapidez normal.
6. Costos médicos no asegurados absorbidos por la compañía. Este costo
corresponde por lo general a los servicios médicos facilitados en el
consultorio de la planta.
7. Costo del tiempo de supervisión y por los trabajadores administrativos
investigando o procesando las formas de aplicación correspondiente a las
compensaciones.
8. Otros costos poco usuales se puede citar, posibles reclamaciones del
público, el costo de alquiler de un equipo para el futuro reemplazo del
averiado, la pérdida de beneficios por contratos cancelatorios u ordenes
pérdidas, el costo del desperdicio excesivo por parte de los nuevos
empleados. (20)
En conclusión los costos indirectos corresponden a daños a edificios, instalaciones,
maquinaria, equipo, producto o materiales, o bien gastos adicionales como lo es el
salario del trabajador que ocupe el lugar del lesionado, o pérdidas por el paro de
producción. El resultado final de un accidente se traduce en pérdidas como son: de
persona temporal o permanente, tiempo, equipos, dinero, etc.
(20) Ídem.

Instituto Politécnico N acional
26
1.4.1 EL COSTO DE LA INSEGURIDAD (SANCIONES).
La Seguridad no es tan clara como muchos empresarios piensan, ya que diferentes
empresas desarrollan la seguridad no sólo para evitar ser multadas, sino principalmente
por que saben que al no contar con un ambiente de trabajo seguro para sus empleados
estos no serán productivos y como consecuencia la empresa no será competitiva.
Además de los costos vistos anteriormente, podemos mencionar las sanciones a que está
sujeta la empresa por incumplimiento de normas de seguridad, las cuáles manifiestan
como es un lugar de trabajo seguro y que se debe hacer para conseguirlo. De especial
interés para las empresas textiles de la confección es conocer las obligaciones ante la
Secretaria del Trabajo y Previsión Social (STPS) particularmente en lo que se refiere a
riesgos de trabajo, en razón de los altos índices en materia de accidentes laborales y las
multas que de ello derivan. La finalidad del estudio no es dar un informe de lo que
resulta un accidente en el lugar de trabajo, sino dar pauta de todos los aspectos
económicos que conlleva el tener un accidente dentro de las instalaciones de la
organización y si lo plasmamos en forma monetaria se deduce grandes costos
ocasionados por la poca importancia que se hacia los objetivos que busca la Seguridad
Industrial, las cuales se puntualizaran más adelante en esta investigación.(21)
(21) Ídem.

Instituto Politécnico N acional
27
1.5 OBJETIVOS ESPECÍFICOS DE LA SEGURIDAD INDUSTRIAL.
Para cristalizar el punto referente a los costos ocasionados por los accidentes de trabajo,
es necesario establecer que el campo de la Seguridad Industrial es muy amplio, aunado a
que su influencia en nuestros lugares de trabajo puede ser benéfica sobre el personal y el
entorno, dando como consecuencia resultados benéficos para el ser humano y muy
rentable si se produce su aplicación. Entre los objetivos específicos de la seguridad
industrial se pueden enumerar los siguientes:
� Reducción de los costos operativos de producción. De esta manera se incide en la
minimización de costos y la maximización de beneficios.
� Mejora definitivamente la imagen de la empresa y, por ende, la seguridad del
trabajador para un mayor rendimiento en el trabajo.
� Evitar lesión y muerte por accidente. Cuando ocurren accidentes hay una pérdida
de potencial humano y con ello una disminución de la productividad.
� Contar con un sistema estadístico que permita detectar el avance o disminución
de los accidentes y sus causas.
� Contar con los medios necesarios para desarrollar un programa y un plan de
seguridad industrial que permita a la empresa desarrollar las medidas básicas de
seguridad e higiene, contar con sus propios índices de frecuencia y de gravedad,
determinar los costos e inversiones que se deriven de lo anterior (22).
Sin lugar a dudas las implementaciones de sistemas de seguridad en nuestras empresas
mexicanas añadirían una disminución en costos y expectativas rentables para nuevos
inversionistas. En definitiva esta primera visión que se tiene de la Seguridad Industrial,
nos lleva hacia un primer paso de un cambio organizacional que debería ser general en
nuestras industrias mexicanas que día con día se encuentran enfrente de una
competitividad cada vez mayor y que sugiere definitivamente un cambio en los
programas de Seguridad Industrial.
(22) Ramírez Cavaza, César. Op.Cit. pp.22-25.

Instituto Politécnico N acional
28
1.6 DEFINICIONES DE SEGURIDAD INDUSTRIAL
• La seguridad industrial es una disciplina de la Ingeniería Industrial que busca
evitar la lesión y muerte por accidente del trabajador y reducir los costos
operativos de la producción (23).
• Es la que se encarga de reducir y evitar accidentes de los trabajadores en su lugar
de trabajo (24).
• La seguridad Industrial es la ciencia y arte que controla el trabajo humano, el
trabajo de las máquinas y del medio ambiente. La palabra control se usa porque
connota prevención, así como corrección de las condiciones y circunstancias
inseguras (25).
• Se encarga de proteger la vida, salud y bienestar de los trabajadores mediante la
observancia y cumplimiento de las medidas de seguridad (26).
Tomando como referencia las diferentes definiciones se puede establecer lo siguiente:
“La Seguridad Industrial es una disciplina encargada de estudiar y normalizar la
prevención de actos y condiciones inseguras causantes de los accidentes de trabajo, con
la finalidad de reducir, controlar y disminuir los accidentes de trabajo, con el previo
estudio de sus causas”(27).
(23) Ramírez Cavassa, César. Op. Cit. p. 23 (24) Meza Sánchez, Sergio. Higiene y Seguridad Industrial. Segunda impresión 2002. Dirección de Publicaciones del Instituto Politécnico Nacional México DF. p.10 (25) Maynard, Harold. Manual de Ingeniería de la Producción Industrial. Tomo II. Editorial Reverté. Barcelona. España. 1982. pp. 8-204. (26) Janamia Abrahan, Camilo. Manual de Seguridad e Higiene Industrial. Segunda edición. Editorial Limusa. México DF. 1993. p. 17. (27) Definición Propia.

Instituto Politécnico N acional
29
1.7 LA SEGURIDAD SOCIAL Y LA SEGURIDAD INDUSTRIAL.
El sistema de Seguridad Social constituye un elemento imprescindible y un objetivo
esencial de la sociedad moderna como sistema de protección pública de cualquier
situación de necesidad y para todos los ciudadanos. La historia de nuestro país esta
escrita con la sangre y con el dolor de los hombres y mujeres que han sentido el yugo de
la explotación y el desprecio. Es por ello que la Seguridad Social trata de proteger su
existencia, su salario y su capacidad productiva y la tranquilidad de la familia. La
finalidad de la seguridad social es garantizar el derecho humano a la salud, la asistencia
médica, la protección de los medios de subsistencia y los servicios sociales necesarios
para el bienestar individual y colectivo. Por otro lado la Seguridad Industrial constituye
una de las principales bases para la preservación de la fuerza de trabajo, adecuada y
orientada a garantizar condiciones de salud y bienestar de los empleados dentro de las
organizaciones para minimizar los aspectos de insalubridad, peligrosidad y condiciones
ambientales. El tema de la seguridad y la prevención de accidentes son muy importantes
para las empresas por tres razones fundamentales:
� Moral: Las empresas adoptan la preservación de accidentes sobre bases
puramente humanas.
� Legal: Existen razones legales para adoptar un programa de seguridad ya que en
la actualidad hay leyes que cubren la salud y la seguridad en el trabajo y sus
penalizaciones son bastante severas.
� Económicas: Existen razones económicas para proteger la seguridad, ya que el
costo de accidentes en el trabajo puede ser muy alto inclusive en los más
pequeños, así como las defensas contra las demandas, pagos para arreglos por
reclamación de lesiones y muertes, costos para capacitación de reemplazos,
etc.(28)
(28) Noyola Vázquez, Adalberto. Seguridad Social y Derecho Laboral, Dos Instituciones de México. Universidad Autónoma de San Luis Potosí., 2002, pp 18-22.

Instituto Politécnico N acional
30
Por lo anterior, es inteligente el conocer como acontecimiento histórico, la importancia
de la Seguridad Social en la realización de la promulgación de la ley del Seguro Social y
la importancia que tiene este dentro de la industria como protector social del trabajador.
La Ley del Seguro Social fue publicada en el Diario Oficial de la Federación de fecha 19
de Enero de 1943, la cual se promulgó en una época en la que la educación de nuestro
pueblo aún no lograba ningún avance de consideración y la industrialización del país aún
regía por métodos sumamente atrasados, con el consiguiente perjuicio para la clase
laborante y también con el consiguiente beneficio de las empresas privadas que veían
aumentar considerablemente su capital sin preocuparles en lo más mínimo la situación
de quienes proporcionaban la energía humana para la prosperidad económica de esas
empresas. En efecto, el país había logrado una de sus más grandes conquistas con la
expropiación del petróleo y había dado clara muestras de su preocupación por el
cumplimiento de los artículos 27 y 123 de la Constitución Política de México, creando
un ambiente propicio para que nacieran vigorosamente organizaciones de campesinos y
organizaciones de obreros que ya estaban en condiciones de exigir, al amparo de la Ley,
el respeto a sus derechos y la justa retribución a su trabajo. (29)
La Ley del Seguro Social supo interpretar las necesidades de los obreros en el momento
necesario y ha sabido comprender el medio en que se desenvuelven para proteger el
patrimonio de la clase trabajadora mexicana. La Seguridad Social en México considera
el salario del trabajador no como el hecho simple de la percepción obligada a la
prestación de un servicio que le otorga la importancia amplia y determinante de un
hecho social por cuanto a que del ingreso obtenido por el trabajador como precio de su
actividad dependen el bienestar y la manutención de su familia. Esta protección se ha
logrado mediante cotizaciones obligadas de los patronos y de los trabajadores con la
cooperación del Estado, sistema que ha permitido contar con reservas económicas para
coadyuvar en la solución de los problemas de vivienda, de salubridad y en general de las
condiciones ambientales. Los asegurados y sus familiares tienen derecho con el pago de
sus cuotas a recibir, según el caso, la pensión, la indemnización, el subsidio, la
atención médica, etc., en todo lo relacionado con accidentes de trabajo, enfermedades
(29) Ídem.

Instituto Politécnico N acional
31
profesionales, enfermedades generales, maternidad, invalidez, vejez, cesantía en edad
avanzada, muerte y otras prestaciones (30).
En suma, este derecho se ha convertido en un eficaz instrumento de equilibrio social,
respondiendo a un sinnúmero de necesidades que ha permitido a los trabajadores de la
ciudad una notable mejoría en sus condiciones de vida.
(30) Íbidem.

Instituto Politécnico N acional
32
1.8 HISTORIA DE LA SEGURIDAD INDUSTRIAL EN MÉXICO.
México posee un pasado industrial interesante por su complejidad, variedad y
peculiaridades. Aunque no es uno de los países de mayor desarrollo industrial, ni haya
logrado resultados de alta eficiencia o gran capacidad innovadora en este sector de la
economía (con excepción de la minería de plata colonial, del artesanado, y recientemente
de algunas empresas en el ramo cementero y siderúrgico), es innegable que a lo largo de
su historia las actividades industriales se han difundido en una pluralidad de ramos, en
un período de tiempo continuo y en diferentes unidades de producción con soluciones a
menudo muy originales.
La seguridad industrial en países desarrollados, se ha destacado no sólo por el ámbito
de bienestar y seguridad en el trabajador; sino, se ha caracterizado por sus objetivos y
fines que tiene esta disciplina en la industria. En México al hablar de seguridad
industrial se debe tomar en consideración la historia de la industrialización mexicana;
con la finalidad de ver los acontecimientos que marcaron un capítulo muy importante en
nuestra historia económica, política, social y lo más importante; la seguridad industrial
en nuestro país y su evolución en cada etapa.
Ahora bien el concepto de industria el diccionario la define como: “El conjunto de
operaciones que concurren a la transformación de las materias primas y la producción
de la riqueza” (31). Si bien esta definición utiliza el término “transformación”, esta se
refiere en realidad al proceso tecnológico por medio del cual se convierten materias
primas en productos finales. Ahora bien, el concepto de transformación, aunque lleve
implícito el de tecnología, de ninguna manera busca situar en el tiempo el concepto de
industria, entonces si la industria es el conjunto de operaciones que transforman materia
prima en productos finales independientes de la tecnología entonces el término
“industria” sería sinónimo de “manufactura” y el concepto de “manufactura” en su
definición es un subconjunto de industria(32). En este sentido, en el México antiguo se
puede hablar de una industria manufacturera como la textil, cerámica, etc.
(31) Larousse, 1974, p.392 (voz: Industria). (32) Jáugueri, Luis, Et Al. La Industria Mexicana y su Historia. 1ª. Edición. 1997. DGAPA. Facultad de Economía de la UNAM. México, DF. 1997, p18.

Instituto Politécnico N acional
33
Posteriormente con la llegada de los españoles, se dio una especie de revolución, que
apunta hacia una forma más moderna de industria. Por lo tanto, aparecen diversas
unidades de producción. Por una parte, continuaron los tejedores individuales, que
satisfacían sus propias necesidades de textiles. En segundo lugar, aparecen aquéllos
artesanos que trabajan para satisfacer al mercado con una serie de productos necesarios:
herreros, joyeros, carniceros, pulqueros, etc. A pesar de que las fuentes hablan poco
sobre estas producciones de trabajo no dividido y continuo es difícil pensar que ésta
funcionara sin las personas encargadas de satisfacer un mercado cada vez más
industrializado. En tercer lugar, la conquista marcó el inicio de un sistema
fundamentalmente textil, geográficamente diseminado, conectado entre sí y coordinado
por un “director” que adelantaba la materia prima y supervisaba que se procesara.
El desarrollo de las manufacturas se dio desde un inicio con la llegada de los
conquistadores, que pronto se percataron de las posibilidades de hacer uso de ciertos
privilegios para la acumulación de capital. Uno de éstos fue el sistema de encomienda,
que daba a sus titulares el derecho de recibir tributo y trabajo de los indígenas que les
eran delegados. Durante la etapa de la conquista la situación indígena en las industrias
era precaria, pues se trataba al trabajador de una forma muy cercana al esclavismo(33).
Por otro lado, durante la segunda mitad del siglo XVI y los primeros años del siglo
XVII, la Corona Española emitió una serie de leyes orientadas a limitar la utilización de
indígenas en actividades manufactureras. A lo largo de los 3 siglos de dominación
española la producción textil fue favorable para la economía novo hispana, y por tanto,
para la imperial. Fue por ese motivo que, a pesar de los malos tratos que recibían los
indios en los obrajes(34). Durante esos años la legislación buscó coartar ésta actividad a
la vez que cuidaba las condiciones de trabajo.
(33) Jáugueri, Luis, Et Al. Op. Cit., p.58 (34) Los obrajes eran pequeñas empresas donde se realizaban diferentes labores por ejemplo: el lavado de lana, cardado, tejido, teñido y prensa), de los implementos se utilizaban (telares, mesas, calderas) y de los productos que salían de éstos (paños, frazadas, etc.), los obrajes se caracterizaban por la manera de cómo estaban divididas las labores.

Instituto Politécnico N acional
34
Durante el siguiente siglo hasta la decadencia del obraje a finales del siglo XVIII, el
trabajo manufacturero sobrevivía en forma de una “industria” y las condiciones del
trabajador como se imaginará, eran imperfectas que era una de las características que en
la Nueva España de los años setecientos y ochocientos mostró las características de la
corte capitalista(35). Las primeras décadas de la independencia mexicana se muestran
como una fase de desarrollo extremadamente compleja y heterogénea. La independencia
significó la desconexión de España como órgano intermediario oficial de flujo
comercial. En la historia mexicana no existe fase más turbulenta que la de los años que
van del fin de guerra de independencia (1821) a la intervención europea (1861-1862). En
esa década el país no disponía de fuerza defensiva interna, no tenía poder central
consistente y carecía de una dirección que estuviese en condiciones de superar las
consecuencias económicas con banqueros nacionales y extranjeros de establecer un
presupuesto equilibrado del estado, introduciendo un sistema de impuestos practicable, y
de unificar las aisladas economías regionales en un ámbito económico nacionalmente
integrado, mejorando los caminos de comunicación(36) .
Durante el Porfiriato (1877-1910), El general Porfirio Díaz; logró centralizar el gobierno
y generar las condiciones de alianza a nivel nacional, entre el estado y los hacendados, la
burguesía naciente y el capital extranjero. La estrategia económica durante el Porfiriato
consistió en atraer la inversión extranjera y ampliar e integrar el mercado nacional; se
incrementó el comercio exterior, otorgaron subsidios y abrogaron leyes contrarias a la
inversión foránea(37).
(35) Salvucci, Richard J. Textils and Capitalism in Mexico. An Econome History of the Obrajes in 1539-1840. Princenton University. 1987. p.124. (36) Jáugueri, Luis, Et Al. Op. Cit., p.124. (37) Íbid.pp173-182.

Instituto Politécnico N acional
35
Esto generó una alta demanda de fuerza de trabajo. Durante este periodo el empleo
industrial no era solamente más peligroso que el preindustrial, sino también más
insalubre. Los trabajadores no recibían otra cosa que su salario, sin que las empresas se
responsabilizaran por los accidentes o la vejes del trabajador(38).
La atención médica era provista a veces por la fábrica pero pagada por el empleado. Para
el año 1900 un examen de un distrito donde habitaba preponderadamente la clase
trabajadora en la Ciudad de México, enlistaba 2550 cuartos con 18523 habitantes, un
promedio de 7 por cuarto. En ese mismo año otra investigación reveló que el 16% de la
población de la ciudad no tenía vivienda; muchos pagaban pocos centavos por noche
para permanecer en las casas de hospedaje públicas conocidas como mesones(39).
Éstos eran viejos y en mal estado, no tenían servicio para el aseo, ni agua para beber, lo
cual ocasionaba numerosas y frecuentes enfermedades infecciosas entre la población. El
periódico El País, llamó a los barrios de la clase trabajadora de la ciudad “Centros de
Enfermedad y Muerte” y las estadísticas de mortalidad por mil habitantes era para el
Distrito Federal en total alcanzaban 43.17 para el año de 1895 y se elevaron a 49.51 en
el año 1900(40). Durante la Revolución Mexicana, probablemente la fase más atractiva y
en cierta medida espectacular de la historia del proceso revolucionario mexicano, sea la
que abarca desde el inicio de la lucha armada en contra del Porfiriato. En síntesis, las
primeras interpretaciones de la Revolución Mexicana, constituyó la oportunidad de
fundar nuevamente al país y sentar los cimientos de una estructura económica soberana
con respecto al capital extranjero, centrada en la industria, emblema de una nación que
acompañaba el ritmo del desarrollo mundial y garante de los intereses populares
encargados en los gobiernos y los gobernantes(41). Ahora bien, el concepto de
Revolución no se agota en uno de sus ingredientes, la violencia. Las revoluciones
constituyen también situaciones inéditas en que, por un lado, grupos políticamente
“invisibles” adquieren visibilidad y su actividad se vuelve pública y, por otro lado, los
(38) Ibíd.p.191 (39) Anderson, Rodney D. Outcasts in their own land. Mexican Industrial Workers, 1906-1911. Norther Illinois University Press.1976, p.38. (40) Ibíd. pp.43 - 44 (41) Jáugueri, Luis, Et Al. Op. Cit. , pp. 253-257

Instituto Politécnico N acional
36
mismos grupos u otros ocupan las posiciones del poder político, que se reproduce a
través de las nuevas formas y relaciones institucionales y extrainstitucionales y mediante
nuevas formas de relación con las clases sociales la diversidad económica-regional de
México, cuya génesis se remota más allá del siglo XIX, se manifiesta en las condiciones
que vivirán los establecimientos industriales durante el decenio 1910-1920. Sin embargo
durante este periodo 3 son los problemas fundamentales que azotan al país: el
abastecimiento de combustible y materias primas; el aprovisionamiento de mano de obra
y por último el desorden monetario (42).
La revolución mexicana movilizó a gran número de trabajadores, el envío de varones
adultos al frente de batalla tienen como contraparte su sustitución por mujeres en los
empleos industriales. Durante éste periodo la negociación y la adaptación al nuevo
escenario político y al nuevo contexto institucional concierne por una parte; la
emergencia de una nueva clase política, por otro lado nos referimos a la convención
Textil de 1912 y al Primer Congreso Nacional de Industriales; la primera es convocada a
raíz de la rebeldía obrera que exige sustancialmente un aumento salarial y un trato
menos “despótico” en el interior de las fábricas(43).
La segunda motiva la promulgación de la nueva constitución y los artículos de ésta que
los industriales consideran más gravosos: El Art. 27 y el Art. 123. Las quejas frecuentes
de los industriales y de los administradores respecto a la baja productividad de la fuerza
de trabajo y una justificación de los niveles salariales. Por otra parte las protestas obreras
son concomitantes a las durezas de los tratos de administradores y capitales: No hay
resignación pasiva ante las condiciones del trabajo fabril. La reglamentación del trabajo
se inicia en 1914 que son recogidas por los constituyentes liberales que redactan el
artículo 123(44). Pasado los años terribles de la Revolución, la producción industrial
alcanza los niveles, y en ciertas ramas los rebasa. La economía predominante es agraria,
este rasgo básico permea de manera evidente los proyectos de desarrollo que, durante la
presidencia de Álvaro Obregón, y la de Plutarco Elías Calles tienen, entre otros objetivos
la modernización de la agricultura.
(42) Ibíd.pp.268-267 (43) Jáugueri, Luis, Et Al. .Op. Cit., p.271. (44) Ídem.

Instituto Politécnico N acional
37
Esto trajo consigo la crisis de confianza que se suscita entre los industriales, a los que
conduce a ser más cautelosos en sus cambios(45). A partir de 1920 la planta industrial
conoce cambios, referentes a la política arancelaria, distante de la doxa liberal de la
primera década del siglo XIX, la exención de impuestos a las industrias nuevas e incluso
la participación del Estado en los conflictos obrero-patronales(46). A mediados de los
años veinte, además de la inversión extranjera en la industria manufacturera, se aplican
capitales más modestos de origen nacional, algunas fábricas son modernizadas, unas se
crean y otras se expanden. De 1920 a 1940 este crecimiento se fue diversificando con la
aparición de nuevas industrias, y la ampliación de la burguesía y el proletariado
industrial(47).A partir de la década de los cuarenta en el país existía una serie de aspectos
sobre los que se apoyaba el avance industrial, como eran la expansión demográfica y
urbana, que, aun siendo lenta, era constante y favorecía la ampliación del mercado
interno; la posibilidad de aumentar la producción de alimentos y materias primas en el
sector agropecuario después de la reforma agraria cardenista, y las políticas estatales
proteccionistas y de fomento a la industria, entre otros factores (48).
La coyuntura específica de los años cuarentas-La Segunda Guerra Mundial y los
Inicios de la Reconstrucción en la Inmediata Posguerra- favoreció la aparición de
elementos que influyeron en el procesos industrial mexicano, ya fuese apoyándolo o
retardándolo. A mediados de la década los industriales mexicanos se interrogaban sobre
la capacidad real de industrialización en México. ¿Podía un país fundamentalmente
agrícola alcanzar el desarrollo industrial? Si la respuesta era afirmativa, ¿debía la
industria llegar a la proporción que tenía en Estados Unidos y Gran Bretaña? ¿Debía
relegarse la minería a segundo plano? ¿Entraría el país en conflicto con otras naciones
industrialmente avanzadas si buscaba ampliarse para la satisfacción de sus necesidades y
(45) Ibíd. pp286-287 (46) En este ámbito la intervención no se restringe a la represión, aún si esta respuesta estuvo siempre presente como amenaza o como cumplimiento de la amenaza. Por ello, es preciso matizar la noción de ruptura aplicada a la distinción entre la política laboral del régimen de Díaz y la de Madero. Véase Ramos Escandón, 1991. (47) Jáugueri, Luis, Et Al. Op. Cit. , p.298. (48) Fujigaki Cruz, Esperanza. La Revolución Industrial y los procesos de industrialización en los países subdesarrollados. Ensayos, México, DEPFE, Universidad Nacional Autónoma de México. 1992, Vol.VII,núm.

Instituto Politécnico N acional
38
desarrollar su industria? Respondían señalando que un objetivo de industrialización era
diversificar la economía para ponerlas a salvo de eventualidades exteriores; otro era
elevar el nivel de vida de los habitantes, ya que en la industria se pagaban mayores
salarios que en el campo, creando mercados más seguros para los productores agrícolas,
y por lo tanto mejorando las condiciones de los campesinos; al elevarse el nivel de
existencia que favorecía el aumento de la población y de las ciudades(49).
A fines de los cuarenta y principios de los cincuenta la economía volvió entrar en auge
por el impacto provocado por la guerra de Corea; nuevamente aumentaron las
exportaciones de bienes y servicios y las entradas de capital a corto plazo; crecieron las
reservas del Banco de México y la base monetaria, provocando una importante inflación;
al mismo tiempo, las importaciones se incrementaron y se generó un déficit en la
balanza comercial.
Al terminar la guerra el proceso se revirtió: disminuyeron las exportaciones y las
entradas de capital, bajaron las reservas monetarias y continuó el déficit comercial y en
la cuenta corriente; ante esta situación el 18 de Abril de 1954 volvió a devaluarse el peso
30.8 por ciento en relación con el dólar (50). Esta devaluación afectó a la industria
porque significó un encarecimiento de la maquinaria, refacciones y materias primas con
las que se laboraba, y el peligro de que la elevación de precios de las manufacturas
provocara una disminución de la demanda doméstica(51). El nuevo nivel de la moneda se
fijó en 12.50 pesos por dólar, paridad que se mantuvo hasta 1976. Durante estos
acontecimientos económicos-políticos en este periodo, el aumento en la producción a
mediados de los cuarenta logró alargar la jornada de trabajo, surgieron algunas fábricas
nuevas y en las existentes se instaló maquinaria adicional, utilizando en forma más
intensiva la capacidad laboral instalada(52).
Así mismo en este periodo se encontró trabas en el abastecimiento de materias primas en
algunas industrias, como la textil, ya que las nacionales eran de menor calidad. También
se tuvo dificultades para obtener equipo y sobre todo refacciones, y la escasez de
(49) Jáugueri, Luis, Et Al. Op. Cit. , pp369-370 (50) Cárdenas, Enrique. La Hacienda Pública y la Política Económica, 1929-1958, México, Fondo de Cultura Económica-El Colegio de México. 1994.pp.144-149 (51) Informe del Sr. Guillermo Barrosos, a la Asamblea General Ordinaria, respecto de las labores del ejercicio 1954-1955,28 de Marzo de 1955, Concamin, 1970. Op. Cit. Tomo II (52) Jáugueri, Luis, Et Al. .Op. Cit. 1997, p38

Instituto Politécnico N acional
39
operarios y técnicos experimentados era permanente; por tal motivo surge una nueva
problemática, la contratación de personal extranjero para las nuevas maquinarias hace un
choque con los obreros mexicanos; esta decisión culminó con la inclusión en la Ley
Federal del Trabajo que obliga a que no menos del 90% de los obreros de cualquier
empresa, tanto técnicos como no especializados, sean mexicanos excepto cuando la junta
de Conciliación y Arbitraje conceda un permiso especial(53). En años posteriores es muy
importante destacar que a lo largo de la industrialización en nuestro país, la Seguridad
Industrial fue tomando fuerza conforme las nuevas tendencias sistemáticas productivas
que acaecían en los albores productivos en nuestro país Hoy en día, en México existen
leyes que hacen referencia sobre la Seguridad Laboral y que debemos saber como
personas de nuestros derechos que tenemos como trabajadores, así como de nuestras
obligaciones, con la finalidad de estar siempre a la vanguardia en cuanto a las
legislaciones que nos protegen y poderlas trasmitir a las personas que se encuentren
laborando en nuestras empresas teniendo así un clima organizacional de bienestar y
crecimiento de las mismas.
Como se ha mencionado a lo largo de este capítulo, la Seguridad Industrial en el
concepto teórico podría ser rentable para el inversionista pues el factor humano es
invaluable en muchos sentidos; La Seguridad Industrial como disciplina en nuestro país
poco a poco va tomando una perspectiva diferente en la industria, indiscutiblemente no
habrá productividad ni calidad en nuestros productos sino existe dentro de nuestras
empresas mexicanas condiciones seguras de confort y de un ambiente de lugar seguro.
Las causas de los accidentes de trabajo y los costos generados por los mismos, crea al
empresario muchísimas perdidas, por lo que es conveniente que esta disciplina y los
objetivos particulares que persigue ésta queden bien establecidos en los altos mandos de
la organización, pues se verá a largo plazo una renumeración económica si se llega
aplicar a los lineamientos que especifican las reglas de Seguridad estipuladas por las
reglamentaciones mexicanas.
(53) Ibíd. p 413

Instituto Politécnico N acional
40
Bajo este escenario, el siguiente capítulo presentará a detalle sobre la problemática que
existe en esta disciplina en un sector de la industria de nuestro país, esto con el firme
propósito de presentar las ventajas competitivas que se pueden desprender de la
Seguridad Industrial y sobre todo el poder desarrollar una investigación a detalle sobre
este sector manufacturero tan lastimado en muchos aspectos y sobre todo en esta
disciplina.

Instituto Politécnico N acional
41
CAPÍTULO IICAPÍTULO IICAPÍTULO IICAPÍTULO II

Instituto Politécnico N acional
42
CAPÍTULO II. LA MEDIANA EMPRESA TEXTIL EN EL ÁREA DE LA
CONFECCIÓN (MAQUILADORAS).
En el capítulo anterior, se explicó las ventajas específicas que resaltan de la Seguridad
Industrial y de la importancia que tiene esta dentro de cualquier organización industrial.
Es por ello que en este capítulo, se detallará los conceptos sobre la mediana empresa
textil en el área de la confección, específicamente sobre la problemática que existe en las
maquiladoras mexicanas dentro del contexto anterior. Así mismo, se presentará casos
sobre algunos estudios referentes a las maquiladoras y de la ubicación que tiene esta
actividad en nuestro país; todo esto con la finalidad de discernir más la problemática
actual que se vive en términos de Seguridad Industrial lo que conllevará enfrentar en un
futuro no muy lejano una manera diferente de percibir los beneficios que se pueden
obtener al desempeñar cualquier actividad industrial en un lugar de trabajo seguro.
2.1 GENERALIDADES DE LA MEDIANA EMPRESA MEXICANA.
Las micros, pequeñas y medianas empresas son los establecimientos principales dentro
de la estructura industrial de México(54). La importancia de este segmento del sector
industrial se puede apreciar en la afirmación siguiente:
(54) Huerta Moreno, Guadalupe & Kato Maldonado, Luis. Perspectivas de la Empresa y la Economía Mexicana. Universidad Autónoma Metropolitana. 1995. Facultad de Economía. p199. (55) NAFINSA. Encuesta de la industria mediana y pequeña. Programa de apoyo integral a la industria mediana y pequeña. NAFINSA-SSP-INEGI, México, 1988, p 1.
“(….) este subsector ha contribuido significativamente al proceso de
industrialización del país gracias a sus características y ventajas entre los que
destacan tener amplia flexibilidad operativa y adaptabilidad a condiciones
regionales, prevalecer en ramas agroindustriales productoras de bienes de
consumo básico y en la industria metalmecánica; requerir de menor tiempo
para la maduración de sus proyectos; generar empleos con menor inversión
por unidad de capital, ocupar en forma intensiva mano de obra, contribuyendo
eficazmente a su adiestramiento: utilizar en menor grado recursos nacionales,
y aprovechar el ahorro familiar”. (55)

Instituto Politécnico N acional
43
En general las empresas desempeñan diversas funciones en nuestra sociedad como:
� Responder a las demandas concretas de los consumidores.
� Crear los productos y servicios.
� Generar empleos.
� Contribuir al crecimiento económico.
En cuanto a la mediana empresa en México, esta tiene diversas características; de las
cuales destacan los siguientes puntos:
� Su organización interna facilita la participación, estimula la creatividad y
simplifica los procesos de toma de decisiones, que trae consigo un ambiente
propicio para la innovación.
� Estimulan el surgimiento de las nuevas firmas y mantienen una población
cambiante de pequeñas empresas, sobre todo en los períodos de expansión de la
demanda.
� Se caracterizan por sus cualidades de flexibilidad, versatilidad, capacidad de
ajuste y especialización.
� Las Pequeñas y Medianas Empresas (PYMES) en general, forman parte de la
estructura de mercado y no en todos los países es un símbolo de
estancamiento(56).
Es muy importante destacar que las Medianas Empresas en México tienen una
participación económica en el sector productivo de gran importancia y es de vital
importancia el apoyo que debe darse a estas instituciones de cualquier giro dentro del
contexto globalizador económico que actualmente se vive en nuestro país.
(Ver gráfico 1)
(56) Domínguez Villalobos, Lilia & Brown Grossman, Flor. Estructuras de Mercado de la Industria Mexicana (Un enfoque Teórico y Empírico). 1ª. Edición. Miguel Ángel Porrúa Editores. Facultad de Economía. 2003 p112.

Instituto Politécnico N acional
44
Gráfico 1.
PARTICIPACIÓN ECONÓMICA DEL SECTOR PRODUCTIVO DE LAS MEDIANAS
EMPRESAS EN MÉXICO
PEQUEÑA Y MEDIANA
EMPRESA 98.2 %
GRANDE EMPRESA 1.2%
FUENTE: CÁLCULO EN
BASE A DUSSEL PETERS, 2006.
Dussel Peters (57), señala que las Pymes son un estrato del aparato productivo que, a
pesar de no tener acceso al financiamiento de la banca, representa 6 por ciento de las
exportaciones totales del país; sin embargo, el académico ponderó que los retos y las
condiciones del sector deben ir encaminados a buscar su ingreso en los mercados
internacionales.
Dussel Peters hace un análisis de lo que representan estas empresas para México y su
participación económica, al mismo tiempo plantea una propuesta para la creación del
Imexpyme, un instituto descentralizado de la Secretaría de Economía (SE), encargado de
desarrollar e impulsar a los micro, pequeños y medianos negocios. (58)
(57) Dussel Peters, Enrique. Economista de la Universidad Autónoma de México. Artículo “ Necesario, institucionalizar a pequeñas y medianas empresas” .Periódico La Jornada, 30 de abril 2006 p.23. (58) Ídem.

Instituto Politécnico N acional
45
2.2 SITUACIÓN ACTUAL DE LA MEDIANA EMPRESA EN MÉXICO.
Antes de la Revolución Industrial, todos los negocios eran pequeños, sin embargo, desde
la invención de la máquina de vapor, los grandes negocios han llegado a dominar
muchas áreas de la industria y el comercio. En México la pequeña y mediana empresa
constituye, hoy en día, el centro del sistema económico del país, pues se trata de un
98.8% del sector productivo, lo que equivale al 50% por ciento del producto interno
bruto (PIB) (59). Las pequeñas y medianas empresas proporcionan más de la mitad de
todos los empleos de la nación, incluyendo actividades que no son comerciales, ofrecen
el campo experimental en donde se generan con frecuencia nuevos productos, nuevas
ideas, nuevas técnicas y nuevas formas de hacer las cosas.
México firmó el diecisiete de diciembre de 1992 un Tratado de Libre Comercio (TLC)
con Canadá y Estados Unidos de Norte América que entró en vigor el primero de enero
de 1994. El Tratado de Libre Comercio significa un reto para la empresa mexicana y
más para la micro, pequeña y mediana empresa mexicana, con el TLC las empresas se
ven presionadas en producir artículos de calidad y por lo mismo buscan ser competitivas
y aprovechan mejor sus recursos técnicos, humanos y financieros.
Hace unos años el mediano conocimiento del mercado permitía a cualquier empresa
nacional sobrevivir, actualmente las condiciones han cambiado y los pequeños errores
pueden generar fatales resultados, esto obliga a utilizar nuevas técnicas y elevar el nivel
de gestión empresarial.
Aplicar nuevas técnicas con la mira de dirigir el cambio en la organización implica
capacitarse y elegir a gente competente y motivada para formar parte del grupo; para
algunas empresas será más difícil adaptarse al cambio ya sea por su estructura o por sus
miembros, pero lo más importante es que el dueño o líder este convencido y antes de
iniciar cualquier cambio deben planear estratégicamente su rumbo; para no arriesgarse a
un cambio impredecible. Antes de iniciar cualquier cambio la pequeña y mediana
empresa debe conocerse así misma, analizar su situación y evaluar sus puntos fuertes y
débiles.
(59) Ídem.

Instituto Politécnico N acional
46
Tabla. 1 Fuerzas y Debilidades de la Mediana Empresa.
Fuerzas Debilidades
� Alta generación de empleo.
� Facilitan la distribución del ingreso.
� Elaboran productos especializados.
� Fácil adaptación a los cambios del mercado.
� Flexibilidad y capacidad para satisfacer la
demanda de consumo de los grupos medios.
� Son proveedores importantes de la gran y
mediana empresa.
� Flexibilidad de manejo de costos ante
cambios en escalas de producción.
� Formación deficiente de cuadros directivos.
� Rezago tecnológico.
� Difícil acceso al financiamiento.
� Débil poder de negociación ante
proveedores de materias primas, capital,
crédito.
� Falta de información de procesos técnicos,
de mercado y competencia.
� Baja productividad y calidad de producto y
servicio.
� Bajo nivel de agrupación.
Fuente: Elaboración Propia.
El Tratado de Libre Comercio de América del Norte (NAFTA), por sus siglas en inglés,
no ha sido tan benéfico para México como se vislumbraba, se puede observar en el país
una invasión de franquicias por lo regular estadounidenses. México se esta volviendo al
estilo americano pero eso no es todo, lamentablemente muchas empresas ya han cerrado;
el también conocido TLC ha propiciado que las pequeñas y medianas empresas
perdieran mercado y que a su vez enfrenten a un mercado de exportación con grandes
limitantes. Algunos industriales opinan que esto, se debe a que la empresa mexicana no
estaba preparada para el TLC y ahora se ve obligada a prepararse para sobrevivir; hacen
hincapié que uno de los principales desaciertos del TLC fue negociar de acuerdo a los
intereses de las grandes empresas y no de las pequeñas.

Instituto Politécnico N acional
47
2.3 LA MEDIANA EMPRESA DEL COMPLEJO TEXTIL (CT).
Bajo el contexto anterior, la investigación se hace sobre las medianas empresas
mexicanas y el giro sobre el cual se llevará a cabo la investigación es sobre la industria
textil que lleva al conocimiento de las características del complejo textil que es de
particular importancia cuando se considera que es de lo más relevante en la actividad
productiva del país; y dentro de las actividades que lo conforman existen diferencias
muy claras en términos productivos, técnicos, de mercado, de actividades, que harían
incorrecto el buscar potencializar esta característica o alguna otra sin tomar en cuenta
dicha diferenciación, de ahí su importancia para poder aterrizar de manera específica al
área en donde se desarrollará este trabajo.
2.3.1 ESTRUCTURACIÓN DEL COMPLEJO TEXTIL (CT).
A Principios del siglo pasado, la industria textil se realizaba en grandes talleres, pero con
el transcurso del tiempo el proceso cambió y se estableció un sistema en el que el
propietario de materias primas, repartía la tela cortada para ser cosida en casas
particulares o en pequeños talleres; así se establecieron dos principios fundamentales:
� La producción a gran escala.
� La distribución del trabajo en fases.
Esta manera de organizar el trabajo tuvo sus orígenes tanto en la distribución de la
población agrícola, y el consiguiente aumento de la disponibilidad de mano de obra
barata, como en la invención de las hiladoras, los telares mecánicos y la aparición, en el
año de 1945, de la máquina de coser con el sistema de 2 hilos.
Los procesos mecánicos aceleraron la preparación del material y, en general, mejoraron
la calidad del acabado.
Instituto Politécnico N acional
48
Por su parte, al organizar el trabajo mediante líneas de ensamble, e generó la
especialización en labores específicas, y se obtuvo al final un producto de mayor
calidad(60).
Con el paso del tiempo, y como resultado del aprovechamiento de experiencias, las
industrias textiles, y la de confección racionalizaron sus procesos productivos,
aparecieron otras empresas dedicadas a la elaboración de sábanas, cortinas, corsetería y
se consolidó el sector.
Por otro lado la industria del vestido ha sido una de las más importantes dentro de la
economía del país, ya que su contribución a la resolución del problema del desempleo es
altamente significativa. Esto se atribuye fundamentalmente a que la industria es
intensiva en el empleo del factor humano, que requiere de una menor inversión para
generar un puesto de trabajo (61).
Por ello, bajo el anterior escenario el complejo textil (CT) se constituye por el conjunto
de actividades que tienen estrecha relación con la industria de la confección. De acuerdo
con su inserción en el proceso productivo pueden ser clasificadas en tres etapas
productivas(62).
(60) Ropa Exterior para Dama y Caballero. Guías Empresariales. Editorial Porrúa. 1ª Edición 2000. México, DF. pp13-14. (61) Ibidem. (62) María Flor Chávez, Et Al. 1ª Edición. Estudios Estructurales de las Manufacturas Mexicanas. Universidad Autónoma Metropolitana-Azcapotzalco. Editorial Eón para la UAM-Azxapozalco. 2000 p303.

Instituto Politécnico N acional
49
Tabla 2. Etapas Productivas
Etapa I. (Fabricación de Fibras
Blandas):((((66663333))))
Etapa II. (Hilado y Tejido de
Fibras Blandas):
Etapa III. (Confección):
Compuesta por las actividades
agroindustriales y la fabricación
de fibras químicas. Éstas venden
a una gran cantidad de clases del
bloque; es decir son las
abastecedoras de materias primas
del Complejo Textil (CT).
Conformada por actividades
dedicadas al hilado, tejido y
acabado de lana, algodón, fibras
químicas y sus mezclas. Estas
industrias compran básicamente
a las de la etapa I y venden a las
clases encargadas de la
producción de bienes de
consumo final, son proveedoras
de insumos intermedios.
Productores de bienes de
consumo final. Se generan tres
tipos de productos: los destinados
a la industria de la confección de
ropa (prendas de vestir), los que
emplea la industria de textiles de
uso doméstico (textiles para el
hogar) y los tapices y
recubrimientos utilizados por la
industria automotriz y mueblera,
principalmente (textiles para uso
industrial). La mayor parte de los
insumos necesarios para ésta
producción proviene de las dos
etapas anteriores
Fuente: En Base a María Flor Chávez, Op. Cit. p.303
Como se señala, dentro de las tres etapas o áreas en la industria textil que anteriormente
se ha detallado; la problemática de estudio reside dentro de la Etapa III y más
particularmente en la confección (en las maquiladoras concretamente). Cuando
hablamos sobre prendas de vestir nos referimos a los productos que competen a los que
son bienes de consumo final como prendas de vestir, cobijas, medias, calcetines,
blancos, sombreros, etc. Con algunas excepciones, particularmente en la industria textil
en el área de la confección, la mayoría de las empresas son 100% mexicanas. La
Confección es un proceso relativamente sencillo e intensivo en mano de obra; dentro de
(63) Las fibras blandas son fibras naturales que emanan básicamente de la corteza de frutos o plantas, como lino, algodón, coco, damagua, entre otros. Por otro lado, las fibras químicas o sintéticas son del fruto de la investigación del ser humano, y provienen básicamente del petróleo y gas natural, como el polipropileno, polietileno, rayón, nylon entre otros.

Instituto Politécnico N acional
50
éste, la costura es el elemento de costo más importante y puesto que los salarios
pagados a los trabajadores de la confección están muy deprimidos, presentan una ventaja
de costo de importancia frente a países industrializados y aún con respecto a importantes
exportadores de confección. Aquí se debe de señalar la coexistencia de la confección
hecha en serie y a mano. En el primer caso los procesos productivos son continuos y
utilizan, en mayor o en menor medida, tecnología moderna, básicamente requieren de
cortadoras, máquinas de coser industriales, planchadoras, calderas y en algunos casos
(los más modernizados) utilizan equipo de cómputo para la elaboración de patrones. Sin
embargo, el uso intensivo de mano de obra sigue siendo distintivo en la industria. La
confección hecha a mano, prácticamente es realizada por empresas constituidas por una
o dos personas (costureras o sastres) que ofrecen su servicio personalizado. Estos
establecimientos son importantes por su cantidad, y en consecuencia por su capacidad de
generar empleo, pero no son unidades interesadas en modernizarse. Esta actividad esta
vinculada con la maquiladora tradicional, es decir, con la existencia de pequeños talleres
informales con carácter familiar que maquilan productos suministrados por
confeccionistas.
2.4 LA MEDIANA EMPRESA TEXTIL EN EL ÁREA DE LA CONFECCIÓN
EN MÉXICO.
Las maquiladoras, desde el contexto de empresa, son una modalidad de negocio que
pueden definirse como una unidad económica que desarrolla una actividad productiva
con base en importaciones temporales, de insumos extranjeros y que los exporta al
terminar su ensamble o transformación. El objetivo principal de esta modalidad de
negocio es poder producir a bajo costo para mantener la competitividad (64).
(64) Garza Treviño, Juan Gerardo. Administración Contemporánea, Reto para la Empresa Mexicana. Editorial Alambra Mexicana. 1ª Edición. 1995. México, DF p.744.

Instituto Politécnico N acional
51
2.4.1 LA INDUSTRIA MAQUILADORA DE LA CONFECCIÓN EN MÉXICO.
La industria maquiladora de la confección surgió en México a partir de una serie de
acontecimientos internos y externos, pero principalmente a consecuencia de las
relaciones económicas, políticas y sociales de este país con los Estados Unidos.
La Segunda Guerra Mundial generó un considerable aumento de la demanda de trabajo
en Estados Unidos, por lo que entre 1942 y 1947 se firmaron acuerdos entre los
gobiernos mexicano y estadounidense para permitir la migración temporal. Aún sí,
después de 1947 el Gobierno de los Estados Unidos continuó autorizando la
contratación de trabajadores mexicanos. El 2 de Agosto de 1951, ante el nuevo
incremento en la demanda de trabajadores que provocó la guerra con Corea, se firmó el
Convenio Bilateral sobre trabajadores huéspedes, conocido como Programa de Braceros,
cuyo objetivo era proteger las garantías económicas y sociales de los trabajadores
mexicanos en los Estados Unidos.
Este programa comprendía la “creación de centros de recepción, servicios médicos,
alimentación, alojamiento, pago de gastos de viaje y salarios basados en el mínimo
local” (65).
Los flujos migratorios provocaron un crecimiento considerable de la población en la
frontera norte de México, con los consiguientes problemas económicos y sociales de la
zona. Como respuesta, el gobierno creó el Programa Fronterizo para tratar de mejorar el
nivel de vida de los habitantes y consolidar la zona norte como consumidora de bienes
agrícolas y manufacturas de origen nacional. Sin embargo, en 1964 venció el plazo de
vigencia del Programa de Braceros y no se consiguió su renovación. En consecuencia, se
estima que alrededor de 200,000 braceros quedaron desempleados, cifra que
representaba alrededor del 50% de la población fronteriza (66).
(65) García Rodríguez, María Beatriz. El Tratado de Libre Comercio, Una Visión de la Industria Maquiladora de Exportación en el Sector de Autopartes de 1990 a 1995, Tesis de Licenciatura en Relaciones Industriales, México, DF.(1996). Universidad Autónoma de México. (UNAM). p24 (66) Íbid.

Instituto Politécnico N acional
52
Ante estos problemas, en 1965 se promulgó el programa para el aprovechamiento de la
mano de obra sobrante a lo largo de la frontera norte, conocido como el Programa de
Industrialización Fronteriza (PIF). Cabe resaltar que esta iniciativa suponía una
modificación sustancial del modelo de industrialización hacia adentro o de
industrialización sustitutiva de importancia, debido a que se imprimió a la zona
fronteriza una orientación hacia el mercado interno. Por consiguiente, el PIF buscaba
atraer inversión estadounidense para operaciones de ensamble en la frontera norte de
México, con los siguientes objetivos:
� Crear empleos.
� Mejorar el nivel de vida de la población fronteriza.
� Elevar el nivel de calificación de la Mano de Obra.
� Fomentar la Industrialización mediante la demanda de origen nacional, y,
� Reducir el déficit comercial.
Con posterioridad, en marzo de 1971, la legislación autorizó el establecimiento de
maquiladoras a lo largo del territorio nacional mexicano. En 1977 se trató de impulsar la
industria nacional al permitir que algunas plantas, cuya labor principal consistía en
abastecer el mercado mexicano, realizaran operaciones de maquila para utilizar su
capacidad ociosa(67).
Además, en 1989 se llegó a considerar a la industria maquiladora como factor positivo
para elevar la competitividad de la industria nacional y como sector trasmisor y
generador de tecnología(68). En la actualidad, los cambios más recientes de la industria
maquiladora en México están relacionados con la entrada del Tratado del Libre
Comercio de América del Norte y con el reciente mercado de los productos Orientales
en nuestro país. Muchas dudas se plantean sobre la vigencia y la viabilidad del programa
de maquila ante este acontecimiento. En cuanto a la vigencia, el programa se rige
mediante una serie de decretos presidenciales de duración indefinida, y debe atenerse a
la ley aduanera. Mientras no hayan concluido las etapas de desgravación del TLCAN y
la apertura del mercado Chino, el programa maquilador textil seguirá atrayendo la
(67) Comisión Económica para América Latina (CEPAL), Centroamérica, México y República Dominicana: Maquila y Transformación Productiva. 1ª. Edición Naciones Unidas. Santiago de Chile 1999.p.112 (68) Diario Oficial de la Federación, 22 de Diciembre de 1989.

Instituto Politécnico N acional
53
inversión de Canadá y Estados Unidos, en consecuencia no se debe omitir que el 77%
de maquiladoras textiles se encuentra en los estados fronterizos de Baja California
Norte, Sonora, Chihuahua, Coahuila, Tamaulipas y Nuevo León (69).
Sin duda la región norte se ha convertido en un gran polo de atracción para los
mexicanos que buscan un mejor empleo con condiciones laborales y personales seguras.
Otro punto muy importante es la participación que tiene la Industria Maquiladora Textil
del vestido en el Producto Interno Bruto del país (Ver gráfico 2.), es por ello la gran
importancia que tiene este giro dentro de las actividades económicas del país.
Gráfico. 2
PRODUCTO INTERNO BRUTO NOMINAL ANUAL POR DIVISIÓN
DE LA INDUSTRIA MANUFACTURERA.
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
2001 2002 2003 2004
AÑO
PARTICIPACIÓ
N EN PORCENTAJE
Alimentos, Bebidas y tabacos
Textil del vestido
Madera y sus productos
Papel, imprentas y editoriales
Químicos derivados del petróleo, caucho yplástico
Minerales no metálicos, excepto derivadosdel petróleo
Industrias Metálicas Básicas
Productos metálicos,maquinaria y equipo
Otras industrias manufactureras
Fuente: Elaboración propia basado en datos del Instituto Nacional de Estadística, Geografía e Informática.
2005.
(69) De la página Web www.bancomundial.org . Junio 30 de 2002.

Instituto Politécnico N acional
54
2.5 UBICACIÓN GEOGRÁFICA DE LA INDUSTRIA MAQUILADORA EN EL
ÁREA DE LA CONFECCIÓN EN MÉXICO.
En el creciente proceso globalizador económico y la firma del Tratado de Libre
Comercio en 1994, el interés por la industria maquiladora textil en el área de la
confección se reavivó, sobre todo en lo que se refiere a su futuro, debido a la rápida
expansión de las maquilas a lo largo del país en los últimos años. Actualmente el
fenómeno maquilador es en extremo complejo debido a la diversidad productiva, laboral
y espacial que ha logrado a más de 30 años de haberse instalado la primera planta en la
frontera norte. En el siguiente mapa se señala las zonas más representativas del destino
maquilador textil en México. Con base de la Secretaría de Economía y el Instituto
Nacional de Estadística, Geografía e Informática el 80% de la industria textil se
encuentra establecido en el centro del país y el 61% de la industria de la confección se
concentra concentrada en la región norte-centro de México. En la gráfica siguiente (No.
3) se destacan los 7 principales estados del centro donde están establecidas el mayor
número de empresas.
Gráfica. 3
Concentración en el centro de México de la Industria Textil y Confección
Fuente: Instituto Nacional de Estadística, Geografía e Informática. Hasta el primer semestre de 2005.

Instituto Politécnico N acional
55
Aunque cabe destacar que el otro 39 % se encuentran concentradas en el Norte de
nuestro país, este rezago es debido a la entrada de los productos confeccionados en Asia.
Por otro lado, si bien las maquiladoras en México tuvieron origen común, derivado, en
gran medida, de las políticas de crecimiento y fomento a la inversión extranjera en la
frontera Norte en los años sesentas, su crecimiento, su distribución geográfica,
especialización productiva y tipo de relaciones laborales variaron con el tiempo.
Actualmente, ha más de 30 años de haberse establecido la primera maquiladora en
México, es posible destacar otros destinos en la industria. Solo queda enfatizar en este
punto sobre los futuros escenarios que se trazan y la problemática que se generará sobre
la Luz del Plan Puebla- Panamá, ya que todo parece anunciar que se tratará de insertar al
modelo maquilador en tal ruta, es decir, entidades con añejos y reconocidos problemas
de pobreza y marginación están contempladas en la ruta de dicho plan de maquila. Se
trata de regiones como Chiapas, Veracruz, Oaxaca, Guerrero y Puebla, que se
enfrentarán no sólo a la misma problemática que se ha acarreado las maquiladoras, como
un panorama de bajo salarios, escasa seguridad industrial en sus instalaciones, escasa
integración productiva, vulnerabilidad económica, conflictos laborales, problemas de
vivienda y contaminación industrial, además, de esta problemática enfrentarán un
cambio sustancial en su panorama cultural y étnico, al cambiar la lógica de los usos y
costumbres frente a un inminente proceso de industrialización (Ver Mapa 1).

Instituto Politécnico N acional
56
MAPA 1.
UBICACIÓN GEOGRÁFICA DE MAYOR INCIDENCIA DE LA INDUSTRIA TEXTIL EN
EL ÁREA DE LA CONFECCIÓN
FUENTE: ELABORACIÓN PROPIA BASADOS EN DATOS DEL INSTITUTO NACIONAL DE
ESTADÍSTICA, GEOGRAFÍA E INFORMÁTICA 2005

Instituto Politécnico N acional
57
2.6 LA SEGURIDAD INDUSTRIAL EN LAS MAQUILADORAS EN EL ÁREA
DE LA CONFECCIÓN.
En México se entiende por maquiladora a la empresa establecida que realiza una parte
del proceso de producción final de un artículo, por lo general el ensamblado, que se
realiza en territorio nacional, para lo cual le ha sido autorizado un programa de Maquila
de Exportación por parte de la Secretaría de Economía en término al decreto para el
fomento y operación de la industria maquiladora de exportación (IME). Actualmente la
industria maquiladora opera al amparo por el decreto para el fomento y operación de la
industria maquiladora de exportación publicado en el Diario Oficial de la Federación el
1 de Junio de 1998; reformado el 13 de Noviembre de 1998, 30 de Octubre de 2000 y 12
de Diciembre del mismo año (70).
2.6.1 Antecedente de la Problemática Actual.
México, como un buen número de países, inició su proceso de industrialización a partir
de la industria textil, su historia nos muestra los esfuerzos llevados a cabo (durante los
siglos XIX y XX). La confección, hasta antes de los años cincuenta de este siglo, se
consideró una actividad privada las mujeres eran las encargadas de elaborar algunas
prendas de vestir de la familia, salvo el pantalón y la camisa del hombre. Se entiende
entonces, que la industria de la confección creció incorporando diversas prendas
femeninas y ampliando las masculinas, las condiciones de trabajo, dada la informalidad,
eran tranquilas pues el trabajo se realizaba en los hogares; pero, cuando se abrió el
Decreto para la producción en ropa de confección a partir de los años sesentas para el
mercado interno fue hasta entonces cuando se empezó incrementar más la labor de la
mujer en este campo manufacturero. Las maquiladoras, como se ha estado refiriendo al
inicio del capítulo, crecieron al amparo de un acuerdo fronterizo para que Estados
Unidos invirtiera y aprovechara la ventaja comparativa de la mano de obra barata, la
mayoría de las maquiladoras de la confección eran ensambladoras y prevalecía en ellas
(70) Rueda Peiro, Isabel. Et Al. La Industria de la Confección en México y China ante la Globalización. 1ª Edición, Miquel Ángel Porrúa Editorial. Colección Jesús Silva Herzog. 2004. México, DF. pp70-71.

Instituto Politécnico N acional
58
la mano de obra femenina(71). Sin lugar a dudas este fenómeno trajo consigo trabajo en
las zonas fronterizas, y a la vez incrementó una descomunal opresión en las operarias,
las labores aunque rutinarias; son fatigadoras después de laborar 12 horas de trabajo
continuo en malas condiciones ergonómicas y de seguridad industrial de las que se
menciona lo siguiente:
a) Los instrumentos de trabajo: Uso directo de la máquina de coser sin medida de
protección; herramientas como tijeras, agujas de diferente calibre, periqueras (especie de
tijeras que son muy utilizadas para quitar hebras de la prenda que se confecciona) etc.,
sin tomar medidas de precaución adecuadas;
b) Las condiciones físicas: Ventilación inadecuada; contaminación de la atmósfera de
trabajo por la pelusa que despide la prenda al ser confeccionada, falta de señalización
para evitar accidentes, etc.,
c) Las condiciones psicosociales: movimientos monótonos conjugados con elevados
estándares de producción (destajos); posturas de trabajo inadecuadas, y la constante
supervisión de la producción.(72)
Estos puntos son las columnas a considerar sobre la problemática existente en el
contexto general con respecto a la Seguridad Industrial que actualmente se vive en este
campo de la industria textil en el área de la confección, pues si se considera que dada la
infraestructura actual globalizadora y competitiva en este gremio, es necesario cubrir
muchos aspectos seguros en donde la mayor parte del tiempo nuestras trabajadoras
mexicanas se encuentran a pie de lucha; pues si partimos de los objetivos de la seguridad
industrial no habrá calidad ni productividad si no tenemos un ambiente de trabajo con
las condiciones necesarias para efectuar una productividad competitiva y una
rentabilidad en este sector textil de la confección a largo plazo.
(71) Rueda Peiro, Isabel. Et. Al. Op. Cit. p.92 (72) Carrillo, Jorge., Reestructuración Industrial “Maquiladoras en la Frontera México-Estados Unidos”, 1990, Consejo Nacional Para la Cultura y las Artes, México, DF., p322.

Instituto Politécnico N acional
59
2.6.2. PROBLEMÁTICA ACTUAL DE LA MEDIANA EMPRESA TEXTIL EN
EL ÁREA DE LA CONFECCIÓN (MAQUILADORAS) CON RESPECTO
A LA SEGURIDAD INDUSTRIAL.
Información del Instituto Nacional de Estadística, Geografía e Informática (INEGI),
establece que la Industria Maquiladora en el área de la confección existen hasta la fecha
del primer semestre del año 2005 un total de 3430 maquiladoras informales y 3750
formales, de las cuales la mayor parte de estas últimas se encuentran en los estados
fronterizos y centro del país (73). (Ver mapa 2)
Mapa 2.
Ciudades Fronterizas del Norte de México
(73) Fuente: Instituto Nacional de Estadística, Geografía e Informática. 2005.

Instituto Politécnico N acional
60
Esta “informalidad” conduce que al contratar a las personas sin las prestaciones de ley,
la mano de obra se vuelve más barata y esto redunda en la disminución de los costos de
las maquiladoras. Ante el deterioro salarial, la competencia de las maquiladoras
asiáticas, y la necesidad que tienen las maquiladoras de aumentar su productividad, los
trabajadores han tenido que aceptar el aumento de la duración de sus jornadas laborales
para incrementar sus ingresos. En algunos casos llegan a duplicar la jornada de trabajo,
con todas las consecuencias laborales e inhumanas inimaginables. También regresamos
al pago por destajo, este sistema prohibido por la legislación laboral, después del triunfo
de la revolución mexicana ha reaparecido en las maquiladoras sobre todo en aquéllas
donde predomina el trabajo manual, al respecto cabe afirmar que las autoridades
mexicanas soslayan estas prácticas por captar inversión extranjera. En general la
política del gobierno es dejar trabajar a las maquiladoras a puertas cerradas aún cuando
se realicen en ellas operaciones peligrosas sin el equipo adecuado que ponen en riesgo la
salud de los trabajadores como por ejemplo:
a) En los instrumentos de trabajo: El uso directo de la máquina de coser sin la previa
protección; herramientas como tijeras, agujas de diferente calibre, periqueras (especie de
tijeras que son muy utilizadas para quitar hebras de la prenda que se confecciona) etc.,
sin tomar medidas de precaución adecuadas;
b) En las condiciones físicas: Ventilación inadecuada; contaminación de la atmósfera
de trabajo por la pelusa que despide la prenda al ser confeccionado, falta de señalización
correctamente en las áreas de trabajo para evitar accidentes, vibraciones emitidas por la
maquinaria en mal estado de mantenimiento, etc.,
c) Las condiciones psicosociales: movimientos monótonos conjugados con elevados
estándares de producción (destajos); posturas de trabajo inadecuadas, y la constante
supervisión de la producción; estos puntos son las columnas a considerar sobre la
problemática existente en materia de Seguridad Industrial.(74)
(74) Carrillo, Jorge., Op. Cit., p322.

Instituto Politécnico N acional
61
Es por ello que en este sector para sobrevivir, los trabajadores mexicanos no sólo han
empleado en la economía informal o han aumentado sus niveles de emigración a Estados
Unidos, se han tenido que emplear en este sector manufacturero y han tenido que
cambiar incluso sus hábitos alimenticios, trabajar horas extras o varias jornadas, regresar
al pago por destajo, en fin; se han visto obligados a realizar trabajos a domicilio; han
tenido que contratarse sin ninguna prestación de ley a la que tienen derecho; han tenido
que emplearse mediante la contratación temporal y verbal; y cada vez más mujeres,
jóvenes y niños trabajan por aumentar el ingreso familiar. Retomando aspectos de la
Seguridad Industrial, en Inglaterra en el año de 1845 y la mexicana en el año 2002, un
poco más de un siglo, es evidente la gran similitud que se vive hoy en día en este sector
manufacturero.
Evidentemente, aunque las maquiladoras han ayudado parcialmente a resolver el
problema del desempleo en México, no ha elevado el nivel de vida de los trabajadores y
es importante trabajar en muchos aspectos laborales, para que este sector tan lastimado
vuelva a retomar el cauce y vuelva a surgir como un sector tan importante dentro de la
productividad económica del país.
2.7 MAQUILADORAS: ACCIDENTES Y ENFERMEDADES DE TRABAJO.
Recientemente, se ha puesto énfasis en México sobre la salud en el trabajo y en el sector
industrial. Las estadísticas sobre los riesgos de trabajo en México se empezaron a
elaborar por el Instituto Mexicano del Seguro Social un poco antes de la década de los
años cincuenta. Sin embargo, no fue sino hasta 1976, en que se crea la Jefatura de
Seguridad en el Trabajo dentro de este mismo organismo que se pone en énfasis en la
investigación sobre los factores de riesgo en las diferentes industrias. A no más de veinte
años, por decreto presidencial, se planteó como objetivo problemático el establecimiento
de un Sistema Nacional de Vigilancia Epidemiológico, basado en la previsión y control
de accidentes y enfermedades (75).
(75) Diario Oficial de la Federación con fecha del 7 de Febrero de 1984.

Instituto Politécnico N acional
62
Esta importancia radica en dos hechos fundamentales: por una parte, los avances en la
investigación científica han mostrado la relación existente entre enfermedades tales
como el cáncer, asma y el uso de ciertas sustancias y materiales tóxicos en los procesos
productivos dentro de las maquiladoras; también se han encontrado, enfermedades de
trabajo desconocidas como la sensibilización de sustancias químicas (sensitization) o la
neurosis ocupacional. Algunas molestias durante la jornada de trabajo encontradas en las
maquiladoras, caso de Baja California, son presiones económicas, ruido y voces,
vibraciones así mismo se encontraron factores de riesgo, tales como el uso de
maquinaria inadecuada, falta de ventilación e instrumentos de ventilación, y los ritmos
de trabajos a los que están expuestos las trabajadoras, reflejan claramente un estado
nocivo para la salud durante la jornada de trabajo (76).
En síntesis, las conclusiones sobre las enfermedades laborales en las maquiladoras
durante la jornada laboral es que: 1) existe una diversidad de factores de riesgo dentro de
la fábrica( en las condiciones físicas de la misma, en el proceso de producción y en las
condiciones de trabajo); 2) existen problemas entre los trabajadores y en la empresa en la
atención de accidentes y enfermedades, los cuales van desde la indiferencia por parte de
los supervisores, la falta de médicos en la planta y la dificultad para conseguir permisos
para ir al Seguro Social, hasta la incapacidad de los médicos para tratar estos problemas
Estos hallazgos no concuerdan con las estadísticas oficiales del Instituto Mexicano del
Seguro Social sobre las enfermedades y accidentes de trabajo que sacuden en la industria
textil en el área de la confección, y que es importante conocer sobre las repercusiones
que puede generar a los miles de trabajadores que día a día viven de este sector
manufacturero.
(76) Investigación directa, proyecto de investigación La Mujer Obrera y la Salud en el trabajo en las maquiladoras, Tijuana, BC., CEFNOMEX, noviembre de 1983.
Instituto Politécnico N acional
63
2.7.1 AFECCIONES RESPIRATORIAS Y DE OTRO TIPO OBSERVADAS EN
LA INDUSTRIA TEXTIL.
Durante Casi 300 años, el trabajo en la industria textil se ha considerado peligroso.
Ramazzini (77), a principios del siglo XVIII, describió una forma peculiar de asma entre
los cardadores de lino y cáñamo. El “polvo sucio y venenoso” que observó “hace que los
trabajadores tosan constantemente y desarrollen progresivamente síntomas asmáticos”.
Qué estos síntomas aparecieron realmente en los inicios de la industria textil lo han
demostrado Bouhuys y colaboradores(78) en sus estudios psicopatológicos llevados a
cabo en Philipsburg Manor (un proyecto de recreación de la vida en las primeras
colonias holandesas de North Tarrytown, New York, en los Estados Unidos). Mientras
en Europa muchos autores del siglo XIX y principios del XX describían cada vez con
más frecuencia los síntomas respiratorios de enfermedades relacionadas con el trabajo en
las fábricas textiles, estas siguieron sin ser reconocidas en Estados Unidos hasta que
estudios preliminares dirigidos a mediados del siglo XX por Richard Shilling(79),
indicaron que a pesar de las afirmaciones en contra del sector y del gobierno, la Bisinosis
era una realidad (American Textile Report 1969; Britten, Bloomfield y Goddard 1983;
DOL 1945). Muchas investigaciones posteriores han demostrado que trabajadores
textiles de todo el mundo se ven afectadas por su entorno de trabajo.
La enfermedad profesional de Bisinosis es producida por la inhalación de polvo
generado en los procesos de conversión de la fibra vegetal en hilo la cual afecta los
pulmones de los trabajadores expuestos. Normalmente hacen falta entre 10 y 15 años de
exposición a niveles elevados de polvo, más de 0.5 a 1 mg/m3 para que el trabajador
presente los síntomas. En la actualidad no hay ninguna prueba sencilla para establecer el
diagnóstico de bisinosis. Este se basa en los síntomas del trabajador y el conocimiento y
la familiaridad del médico con las condiciones clínicas e industriales que favorecen en la
enfermedad. (77) Ramazzini. B.1954.Diseases of Workers, traducido al inglés por. WC Wright, New Cork. Hafner Publising Co. p1713 (78) Bouhuys, A. Et al.1979.Epidemiology of enviroment luna disease. Yale J. Biol Med pp191-210. (79) Shilling, Richard. Byssinosis in cotton and other textile workers. 1981. Worldwild problems of byssinosis Supply. pp3s-5s.
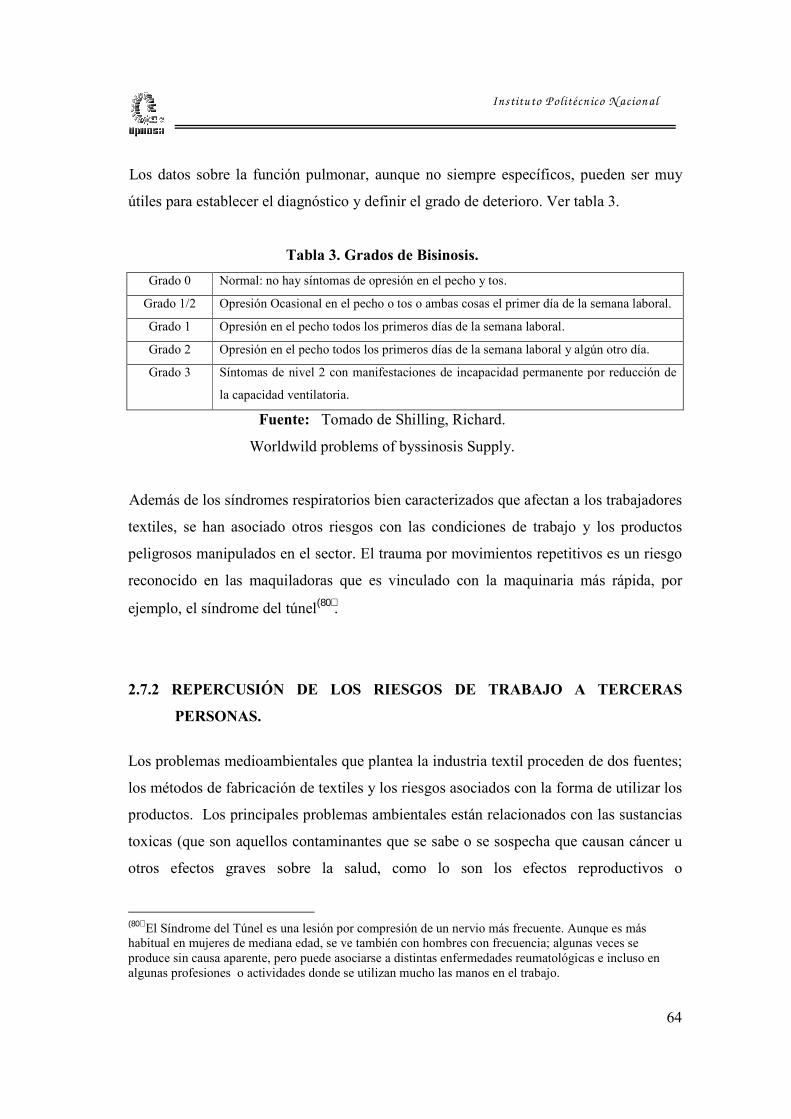
Instituto Politécnico N acional
64
Los datos sobre la función pulmonar, aunque no siempre específicos, pueden ser muy
útiles para establecer el diagnóstico y definir el grado de deterioro. Ver tabla 3.
Tabla 3. Grados de Bisinosis.
Grado 0 Normal: no hay síntomas de opresión en el pecho y tos.
Grado 1/2 Opresión Ocasional en el pecho o tos o ambas cosas el primer día de la semana laboral.
Grado 1 Opresión en el pecho todos los primeros días de la semana laboral.
Grado 2 Opresión en el pecho todos los primeros días de la semana laboral y algún otro día.
Grado 3 Síntomas de nivel 2 con manifestaciones de incapacidad permanente por reducción de
la capacidad ventilatoria.
Fuente: Tomado de Shilling, Richard.
Worldwild problems of byssinosis Supply.
Además de los síndromes respiratorios bien caracterizados que afectan a los trabajadores
textiles, se han asociado otros riesgos con las condiciones de trabajo y los productos
peligrosos manipulados en el sector. El trauma por movimientos repetitivos es un riesgo
reconocido en las maquiladoras que es vinculado con la maquinaria más rápida, por
ejemplo, el síndrome del túnel(80).
2.7.2 REPERCUSIÓN DE LOS RIESGOS DE TRABAJO A TERCERAS
PERSONAS.
Los problemas medioambientales que plantea la industria textil proceden de dos fuentes;
los métodos de fabricación de textiles y los riesgos asociados con la forma de utilizar los
productos. Los principales problemas ambientales están relacionados con las sustancias
toxicas (que son aquellos contaminantes que se sabe o se sospecha que causan cáncer u
otros efectos graves sobre la salud, como lo son los efectos reproductivos o
(80) El Síndrome del Túnel es una lesión por compresión de un nervio más frecuente. Aunque es más habitual en mujeres de mediana edad, se ve también con hombres con frecuencia; algunas veces se produce sin causa aparente, pero puede asociarse a distintas enfermedades reumatológicas e incluso en algunas profesiones o actividades donde se utilizan mucho las manos en el trabajo.

Instituto Politécnico N acional
65
malformaciones congénitas o efectos ambientales adversos algunos ejemplos de
contaminantes tóxicos del aire incluyen el benceno, presente en la gasolina,
percloroetileno, emanado de algunas lavanderías en seco, y cloruro de metileno, el cual
se utiliza en varios tipos de industria como un disolvente y quita pinturas líquido) que
liberan a la atmósfera y las aguas residuales. Además de los agentes potencialmente
tóxicos, también los malos olores suelen ser motivo de preocupación, sobre todo cuando
las plantas de tintura están cerca de zonas residenciales. Las salidas de ventilación
pueden contener vapores disolventes, hidrocarburos, ácido sulfhídrico y compuestos
metálicos. La contaminación de las aguas residuales es un problema ambiental grave, no
solo debido al problema potencial que representa para la salud humana y animal, sino
también por el cambio de color muy notorio que sufren por los tintes utilizados en el
proceso de tintura. Los residuos de metales pesados pueden ser suficientes para irritar la
piel y generar cáncer en la comunidad (81).
2.7.3 ESTUDIOS REALIZADOS SOBRE ACCIDENTES, LESIONES Y
CARACTERÍSTICAS PRIMORDIALES EN LAS MAQUILADORAS.
La finalidad de este punto básicamente es dar el sustento de la problemática que se tiene
en la industria maquiladora de la confección con respecto a la Seguridad Industrial, los
estudios que a continuación se detallan fueron hechos por el Instituto Mexicano del
Seguro Social, el cual detallan en términos generales, las características de los
trabajadores y de los accidentes de mayor frecuencia en este sector manufacturero; así
mismo de las partes anatómicas con mayor incidencia que tienen los trabajadores (as)
dentro de la industria maquiladora de nuestro país. A continuación se detalla los casos de
estudios realizados en tres diversos lugares de la República Mexicana bajo el contexto
anterior.
(81) C. Ray, Asfhal, Seguridad Industrial y Salud, 4ª. Edición. Pearson Educación, p76.
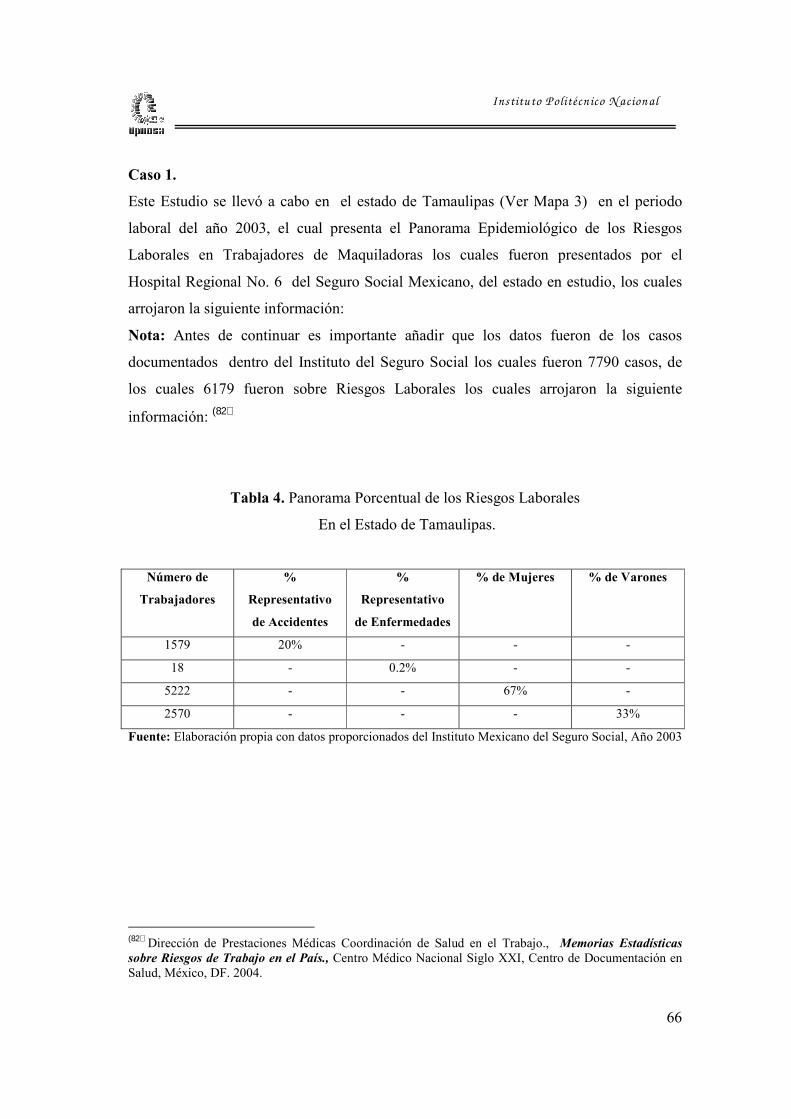
Instituto Politécnico N acional
66
Caso 1.
Este Estudio se llevó a cabo en el estado de Tamaulipas (Ver Mapa 3) en el periodo
laboral del año 2003, el cual presenta el Panorama Epidemiológico de los Riesgos
Laborales en Trabajadores de Maquiladoras los cuales fueron presentados por el
Hospital Regional No. 6 del Seguro Social Mexicano, del estado en estudio, los cuales
arrojaron la siguiente información:
Nota: Antes de continuar es importante añadir que los datos fueron de los casos
documentados dentro del Instituto del Seguro Social los cuales fueron 7790 casos, de
los cuales 6179 fueron sobre Riesgos Laborales los cuales arrojaron la siguiente
información: (82)
Tabla 4. Panorama Porcentual de los Riesgos Laborales
En el Estado de Tamaulipas.
Número de
Trabajadores
%
Representativo
de Accidentes
%
Representativo
de Enfermedades
% de Mujeres
% de Varones
1579 20% - - -
18 - 0.2% - -
5222 - - 67% -
2570 - - - 33%
Fuente: Elaboración propia con datos proporcionados del Instituto Mexicano del Seguro Social, Año 2003
(82) Dirección de Prestaciones Médicas Coordinación de Salud en el Trabajo., Memorias Estadísticas sobre Riesgos de Trabajo en el País., Centro Médico Nacional Siglo XXI, Centro de Documentación en Salud, México, DF. 2004.

Instituto Politécnico N acional
67
Resaltando que la zona anatómica más frecuente en lesiones para este tipo de trabajo es
la Mano presentando un total del 25% de los casos con contusiones y magulladuras en el
30% de los casos.
Mapa 3.
Zona de caso 1: Estado de Tamaulipas
Instituto Politécnico N acional
68
Caso 2. Este estudio se llevó a cabo en el Estado de Chihuahua sobre los accidentes de
trabajo en el periodo de enero de 2003 el cual reportó las regiones corporales más
frecuentes de accidentes las cuales son: Extremidades Superior (Lesiones en Mano,
dedos y codo) 34.61% Extremidad Inferior (lesiones de menisco, rótula, pierna) 23.07%
y la columna vertebral (Traumatismos de la columna cervical causados por la
aceleración, Luxación del hombro y articulación inestable del hombro) 26.23% (83) .
Mapa 4.
Zona de caso 2: Estado de Chihuahua.
(83) Ídem.

Instituto Politécnico N acional
69
Caso 3. Este estudio fue realizado en el Estado de Hidalgo en el periodo de junio de
2003, este informe proporcionado por la Coordinación Delegacional de Salud en el
Trabajo; señala que el personal predominante en la maquiladora de confección es
femenino, con una personalidad sui generis, con problemas psicosociales que afectan el
núcleo familiar, y que repercuten es su actuar laboral. Al que se suma entre otras
características el desempeñar un tipo de trabajo monótono, repetitivo, simple con la
experiencia y con una jornada de trabajo mayor de 8 horas; y un salario promedio de
$240 pesos semanal. De una muestra de 190 trabajadores estudiados, 183 (96.32%) son
mujeres y solo 7 (3.68%) son varones. El 84% (146 trabajadores) son menores de 29
años; 144 que representa el 76% son solteros y/o madres solteras. 127 (67%) cuenta con
estudios de secundaria completa. Por otro lado, 98 (51.58%) de los entrevistados tiene
una vida activa con diferente pareja sexual y solo 51 trabajadoras llevan a cabo algún
tipo de programa de planificación familiar. El 53.17% (101 Trabajadoras) tiene una
alimentación regular, a pesar de que en algunas plantas cuenta con comedor y dónde
solo se realiza 1 comida y solo 30 trabajadores que representa el (15.78%) se encuentran
totalmente sanos (84).Ver Mapa de la Zona de Estudio.
Mapa 5. Zona de caso 3: Estado de Hidalgo.
(84) Ídem.

Instituto Politécnico N acional
70
Estos casos presentados, señalan la gran necesidad de contar con Seguridad Industrial en
nuestras maquiladoras, pues en su gran mayoría los empresarios hacen caso omiso sobre
la importancia de esta disciplina y por otro lado, la poca información y participación que
se tiene por parte de los trabajadores en la utilización de su equipo de protección, se
arriesga la vida en un trabajo que por más sencillo que este aparenta es de gran
importancia tener las condiciones de seguridad en el trabajo. No olvidar lo que
recientemente en este año 2006 acaba de ocurrir en la industria minera al norte de
nuestro país, se perdieron más de 61 vidas, precisamente por hacer caso omiso sobre la
Seguridad Industrial en nuestro lugar de trabajo.
Como se ha desarrollado a lo largo de este capítulo, las condiciones de seguridad
industrial que se vive en éste sector son escasas y en algunas nulas; aunado con las
características socioeconómicas del personal obrero hace de esto una mancuerna perfecta
para el total desconocimiento que se tiene sobre esta disciplina y los grandes beneficios
que se pueden obtener de ella.
Este capítulo hace un profundo conocimiento de esta industria y de la problemática que
se tiene con respecto a la Seguridad Industrial. Todo esto con la finalidad de tomar en
cuenta todos los aspectos ha considerar para la elaboración de un Programa de Seguridad
Industrial. Partiendo del escenario anterior, el siguiente capítulo habrá de detallar todos
los aspectos normativos para lograr un programa que se adapte a la Industria Textil de la
Confección (maquiladoras) en nuestro país.

Instituto Politécnico N acional
71
CAPÍTULO IIICAPÍTULO IIICAPÍTULO IIICAPÍTULO III

Instituto Politécnico N acional
72
CAPÍTULO III. NORMATIVIDAD Y HERRAMIENTAS PARA ELABORAR
UN PLAN DE SEGURIDAD INDUSTRIAL.
Como se ha mencionado en el capítulo anterior el costo de los accidentes en cualquier
industria manufacturera es elevado, por lo cual este capítulo se centrará en los aspectos
más relevantes de las Normas de Seguridad el cual comenzará por centrándonos a la
normatividad mexicana, con la finalidad de conocer los componentes normativos y las
herramientas necesarias para realizar un Programa de Seguridad Industrial en la
Industria Textil en el Área de la Confección y más específicamente en las maquiladoras.
El programa de Seguridad Industrial surge de la necesidad que hay en este sector
manufacturero como la solución a largo plazo para reducir el número de lesiones que
ocurren en los lugares de trabajo; así mismo poder inducir tanto al trabajador como al
patrón la gran necesidad de tener un ambiente de trabajo seguro para incrementar la
productividad y por ende estar dentro de la competitividad global que se vive hoy en día
en este campo.
3.1 LA NORMATIVIDAD EN MÉXICO.
En nuestro país la política laboral del gobierno federal, tiene como objetivo primordial el
mejoramiento de las condiciones de trabajo y de vida de la clase trabajadora, a través del
cabal cumplimiento de las normas y de acciones que operen dentro de un marco de
equidad. Esto permite y asegura el desarrollo integral del individuo y al mismo tiempo
garantiza su preservación física y mental. La Constitución Política de los Estados Unidos
Mexicanos, en su artículo 123, fracción XV, establece "El patrón estará obligado a
observar, de acuerdo con la naturaleza de su negociación, los preceptos legales sobre
higiene y seguridad en las instalaciones de su establecimiento, y a adoptar las medidas
adecuadas para prevenir accidentes en el uso de las máquinas, instrumentos y
materiales de trabajo, así como a organizar de tal manera éste, que resulte la mayor

Instituto Politécnico N acional
73
garantía para la salud y la vida de los trabajadores" (85) El artículo 132 fracción XVI,
de la Ley Federal del Trabajo, establece que el patrón esta obligado a "Instalar, de
acuerdo con los principios de seguridad e higiene, las fábricas, talleres, oficinas y
demás lugares en que deban ejecutarse las labores, para prevenir riesgos de trabajo y
perjuicios al trabajador, así como adoptar las medidas necesarias para evitar que los
contaminantes excedan los máximos permitidos en los reglamentos e instructivos que
expidan las autoridades competentes. Para estos efectos, deberán modificar, en su caso,
las instalaciones en los términos que señalen las propias autoridades” (86).
Las estadísticas de riesgos de trabajo en nuestro país, reflejan que aún falta mucho por
hacer en el campo de la seguridad industrial, ya que la ausencia de medidas preventivas
motiva la generación de un gran número de accidentes y enfermedades de trabajo. Estos
factores propician una serie de consecuencias, en primera instancia para el trabajador y
su familia, en segundo costos para la empresa, que provocan que los gastos de operación
sean mayores, afectando directamente la productividad y la calidad de los productos, y
por ende repercuten en el costo de la vida social.
La seguridad e higiene en el trabajo, se ha convertido en un elemento básico de las
relaciones comerciales, por considerarse la garantía para asegurar la salud e integridad
física de los trabajadores y promover niveles de calidad de vida, que permitan que el
desarrollo económico repercuta en bienestar para la población; además constituye un
factor indispensable para mejorar la productividad, que es necesaria para la
competitividad de las empresas, al obtenerse las condiciones físicas y ambientales
necesarias para desarrollar un trabajo de calidad, requisito de las nuevas relaciones de
comercio. Para lograr estos objetivos, se requiere de disposiciones reglamentarias en la
materia, acordes al desarrollo industrial del país; además es necesario conjugar una serie
de decisiones que involucren al sector gubernamental, al empresarial y a los
trabajadores.
(85) Vid. Constitución Política de los Estados Unidos Mexicanos. Art. 132 (86) Vid. Ley Federal del Trabajo. Art.132

Instituto Politécnico N acional
74
Por otra parte, la prevención debe realizarse en primer lugar, vigilando el cumplimiento
de la normatividad, pero esto es insuficiente, si no se acompaña de una acción
programática debidamente estructurada que permita definir la participación y
responsabilidad de todos y cada uno de los niveles que conforma la estructura
organizacional de la empresa. Este proceso de involucramiento, sólo puede darse si
todos y cada uno de estos elementos cuentan con conocimientos técnicos de la
normatividad en la materia, pero sobre todo, de una cultura prevencionista que les
permita ubicar la seguridad en el trabajo como parte fundamental del proceso
administrativo del centro de trabajo.
La legislación Nacional tiene por objeto establecer las medidas necesarias de prevención
de los accidentes y enfermedades de trabajo, tendientes a lograr que la prestación del
trabajo se desarrolle en condiciones de seguridad, higiene y medio ambiente adecuados
para los trabajadores.
Los reglamentos y normas deberán ser cumplidos en cada centro de trabajo por los
patrones o sus representantes y los trabajadores, de acuerdo a la naturaleza de las
actividades económicas, los procesos de trabajo y el grado de riesgo de cada empresa o
establecimiento. Como se ha mencionado los centros de trabajo están obligados a
cumplir las medidas de seguridad e higiene de conformidad con lo dispuesto en los
reglamentos y Normas aplicables, a fin de prevenir por una parte, accidentes en el uso de
maquinaria, equipo, instrumentos y materiales, y por otra, enfermedades por la
exposición a los agentes químicos, físicos biológicos, ergonómicos y psicosociales, así
como contar con las instalaciones adecuadas para el desarrollo del trabajo, además de no
exceder los niveles máximos permisibles de contaminantes por las Normas
Correspondientes.

Instituto Politécnico N acional
75
3.1.1 CLASIFICACIÓN DE LAS NORMAS. La clasificación de las Normas se
puede realizar ateniendo a los siguientes criterios: contenido, ámbito de aplicación y
obligatoriedad, como indica la siguiente tabla 5 (87).
Tabla 5. Clasificación de las Normas
CLASIFICACIÓN DE LAS NORMAS
POR SU CONTENIDO A) Absolutas, Generales * Redacción de Normas
ó Científicas * Unidades
* Simbología
* Terminología
B) Industriales De calidad (especificaciones, métodos de ensayo, etc.)
Dimensionales (forma, dimensiones, tolerancias, etc.
De Fabricación (métodos, herramientas, medidas de seguridad, etc.)
POR SU ÁMBITO DE APLICACIÓN 1.Normas de Empresa (Generales: publicaciones, catálogos, etc.
A) Nacionales Industriales: métodos, seguridad e higiene, condiciones de trabajo,etc)
2.NOM, STP
3. INE
B) Internacionales (ISO, CEI, EN, ETC.)
POR SU OBLIGATORIEDAD NOM, Otras.
Normas Obligatorias (Normas de Empresa)
Fuente: Cortés Díaz, José María. Seguridad e Higiene del Trabajo. 3ª Edición. Editorial Alfa omega
2001. México, DF. p162
(87) Ibíd., p161

Instituto Politécnico N acional
76
3.1.2 LAS NORMAS DE SEGURIDAD. Como se ha visto, la normalización
constituye una de las técnicas de seguridad operativa de mayor efectividad, para lograr la
protección del trabajador en las distintas etapas del proceso productivo, bien de forma
directa o indirectamente a través de la normalización de los productos o medios que
utiliza. En general, las normas de seguridad cumplen con la función de advertir y obligar
a los trabajadores que han de realizar un determinado trabajo, de los riesgos a que
pueden estar expuestos y las medidas que deberán adoptar para evitarlos, a la vez que
sirven de información y refuerzo de otras técnicas de seguridad operativas como
resguardos, dispositivos de seguridad, protección individual, etc., Por otro lado, las
normas de seguridad se clasifican en forma similar a la anteriormente expuesta, con
carácter general para cualquier tipo de norma, con las matizaciones lógicas que esta
actividad conlleva. De acuerdo con esto las normas de seguridad se clasifican en:
Tabla 6. Clasificación de las Normas de Seguridad.
CRITERIOS DE CLASIFICACIÓN
TIPOS DE NORMAS
POR SU PROMULGACIÓN OFICIALES Ordenanza General de Seguridad e Higiene del Trabajo
(NOM-STPS) LPRL y Reglamentos que la desarrollan
Reglamentos de : AT, BT, aparatos elevadores, recipientes a presión, etc.
Reglamento de actividades molestas, insalubres, nocivas y peligrosas,etc
Internas o de Empresas
Personal (Equipos de Protección individual)
POR SU ACTUACIÓN Colectiva (Orden y limpieza, protección contra incendios, carga y descarga, etc.)
POR EL TIPO DE INSTALACIONES
Instalaciones eléctricas, soldadura, aire comprimido, elementos de maniobra, contra incendios, etc.
POR SU ALCANCE Nacionales (NOM)
Internacionales (ISO, CEI,EN, ETC.)
POR SU OBLIGATORIEDAD
Normas Obligatorias
Normas Voluntarias
Normas de Emergencia
Fuente: Cortés Díaz, José María. Seguridad e Higiene del Trabajo. 3ª Edición. Editorial Alfa omega
2001. México, DF. p164

Instituto Politécnico N acional
77
3.2 LINEAMIENTOS PARA LA ELABORACION DE UN PROGRAMA DE
SEGURIDAD EN EL TRABAJO.
Este punto se hace con la finalidad de entrever los puntos estratégicos claves para la
elaboración de un Programa de Seguridad Industrial, es importante destacar los puntos a
priori de todo un trabajo a realizar, ya que darán la pauta a seguir del correcto orden al
programa a proponer.
3.2.1 PREMISAS.
Las premisas significan literalmente lo que va antes, lo que se establece con
anterioridad, o lo que se declara como introductoria, postulado o implicado(88). Bajo este
escenario, es importante destacar que puntos medulares debe de tener el programa o plan
de seguridad para que pueda ser llevado a cabo en toda industria textil de la confección.
A continuación se nombran aquéllos que son los esenciales:
� Congruencia: El programa debe comprender el cumplimiento de la
normatividad vigente, ya que está dirigido a proteger la salud de los trabajadores
como el elemento fundamental de la productividad de las empresas.
� Factibilidad y viabilidad: Debe ajustarse a la capacidad operativa del personal
de la empresa y a los recursos disponibles.
� Integración: Debe considerar que cada directivo y trabajador tienen la
responsabilidad de la seguridad e higiene de su puesto y área de influencia. De
aquí que las acciones preventivas son responsabilidad de todos.
� Sustentación: El programa deberá estar por escrito; sus actividades estarán
sustentadas y basadas en un diagnóstico situacional; y las responsabilidades serán
definidas en todos los niveles de la empresa. (88) Steiner, George, A. Planeación Estratégica. 31ª reimpresión. Editorial CECSA, México, 2004, p.23.

Instituto Politécnico N acional
78
� Enfoque prevencionista: Las acciones deben dirigirse hacia la prevención de los
riesgos de trabajo, considerando fundamentalmente la eliminación de las causas
que los generan.
� Reforzamiento: Las evaluaciones periódicas deben señalar resultados que
permitan la toma de decisiones, para lograr mejorar las condiciones de seguridad
e higiene en un proceso ascendente.
3.3 ELEMENTOS BÁSICOS PARA UN PROGRAMA DE SEGURIDAD
INDUSTRIAL.
La Seguridad y la Salud en el trabajo, incluyendo el cumplimiento de los requisitos de
la Seguridad y Salud en el Trabajo (SST) conforme a las leyes y reglamentaciones
nacionales, son la responsabilidad y deber del empleador. El empleador debería mostrar
liderazgo y compromiso firme con respecto a las actividades de la SST en la
Organización, y debería adoptar las disposiciones necesarias para crear un sistema de
gestión de la SST que incluya los principales elementos administrativos como:
organización, planificación , aplicación, evaluación y acción en pro de mejoras, tal
como se muestra en el gráfico 1 así mismo, de los Aspectos Técnicos que en su
conjunto formen los puntos estratégicos o medulares para la elaboración de un Plan de
Seguridad (89).(Ver Gráfico 4). Del gráfico se puede desprender los aspectos
administrativos y que a continuación se explica:
(89) Directrices Relativas a los Sistemas de Gestión de la Seguridad y la Salud en el Trabajo. Organización Internacional del Trabajo (OIT). 2002., pp. 7-15.
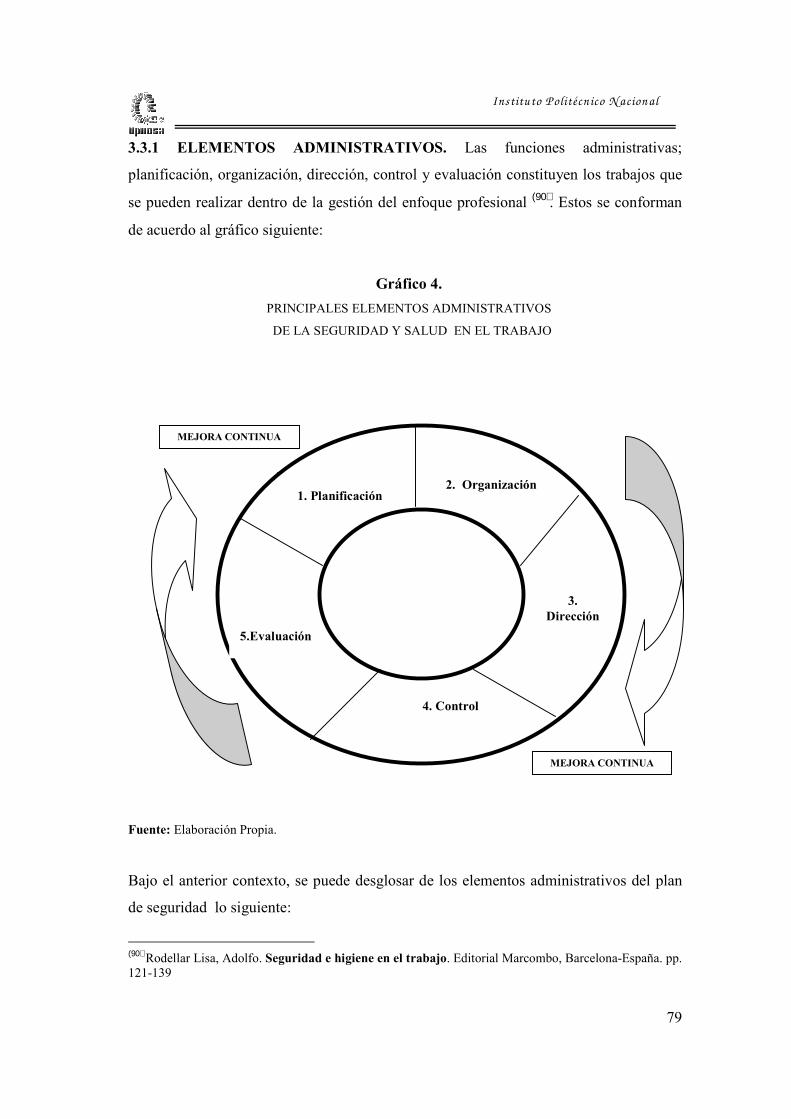
Instituto Politécnico N acional
79
3.3.1 ELEMENTOS ADMINISTRATIVOS. Las funciones administrativas;
planificación, organización, dirección, control y evaluación constituyen los trabajos que
se pueden realizar dentro de la gestión del enfoque profesional (90). Estos se conforman
de acuerdo al gráfico siguiente:
Gráfico 4.
PRINCIPALES ELEMENTOS ADMINISTRATIVOS
DE LA SEGURIDAD Y SALUD EN EL TRABAJO
Fuente: Elaboración Propia.
Bajo el anterior contexto, se puede desglosar de los elementos administrativos del plan
de seguridad lo siguiente:
(90) Rodellar Lisa, Adolfo. Seguridad e higiene en el trabajo. Editorial Marcombo, Barcelona-España. pp. 121-139
2. Organización 1. Planificación
4. Control
MEJORA CONTINUA
MEJORA CONTINUA
3. Dirección
5.Evaluación

Instituto Politécnico N acional
80
a) La Planificación de la Seguridad: Se entiende como un trabajo directivo que
consiste en formular con anterioridad lo que será el futuro inmediato respecto a las
estrategias, actuaciones y técnicas de la seguridad en la empresa. La planificación
lleva implícitas una serie de aspectos que son los que permiten su completo
desarrollo (91).En la siguiente figura No. 2 se explica el proceso.
Figura 2. Proceso de Planificación
Fuente: Elaboración Propia.
(91) Ídem
6. Procedimientos
Presupuestos
Mantenimiento y perfeccionamiento
PLANIFICACIÓN DE UN PROGRAMA DE SEGURIDAD INDUSTRIAL
2. Actividades de seguridad - Notificación de accidentes - Investigación de accidentes - Inspección de seguridad
3. Previsiones
4. Objetivos
Políticas
5. Programas
Plazos
1. Creación de nuevas actividades de seguridad, tareas y sistemas de objetivos y políticas

Instituto Politécnico N acional
81
En la gráfica anterior se pueden apreciar; las actividades de seguridad que deben tener
identificadas en las técnicas de seguridad que serán objeto de la planificación, para el
caso de un programa de seguridad industrial, las investigaciones de los accidentes y sus
inspecciones. La que nos especifica cada una de las actividades de planificación:
previsiones, objetivos, políticas, plazos, procedimientos y presupuestas. Y las
actividades de mantenimiento y perfeccionamiento y la creación de nuevas actividades
de seguridad.
Dentro de las previsiones debemos definir para un programa de Seguridad Industrial
como ha evolucionado la accidentabilidad, las variaciones en el potencial de causas de
accidentes y Enfermedades Profesionales, las repercusiones económicas que estos tienen
y las fuentes que los podrían provocar, etc.
Dentro de los objetivos podríamos definir el porcentaje de accidentes que deseamos
obtener en un periodo o las inspecciones formales que deberían realizar los supervisores
en un periodo concreto. Dentro del establecimiento de políticas debemos establecer
como alcanzar los objetivos.
Con los programas y plazos debemos contemplar estos aspectos:
� El trabajo debe ser realizado por personas concretas con niveles de
responsabilidad.
� Existen tareas que son principales y otras que son prioritarias.
� Todas las tareas deben tener un plazo para su realización.
Y con los procedimientos y presupuestos se pretende definir la manera más eficaz para
llevar a cabo cada tarea y el dinero asignado para cumplir estas tareas. Los aspectos
administrativos que podemos generalizar de esta etapa y que hacen parte de un programa
de seguridad industrial los podemos condensar de la siguiente manera: Fijar los
objetivos, políticas, presupuestos y plazos a corto, medio y largo plazo; concretar por
escrito los programas de trabajo para la realización de actividades; determinar las
funciones y responsabilidades correspondientes en cada nivel de la estructura de
seguridad de la empresa y aportar los medios para el desarrollo de las acciones
formativas y de protección (92).
(92) Íbidem.

Instituto Politécnico N acional
82
b) La Organización de la Seguridad. No existe una receta común en la prevención del
Accidente de trabajo (AT) y de las enfermedades profesionales (EP) eso depende de la
estructura de cada empresa; integrándola dentro de la propia organización y logrando
que, tanto directivos como técnicos, mandos medios y los propios trabajadores, asuman
responsabilidades en esta materia(93). Bajo lo anterior, la organización de la Seguridad
puede hacerse de diversas maneras, según el tamaño de la fábrica y sus necesidades.
Algunas fábricas prefieren un grupo de representativos compuestos de capataces que se
reúnen con el ingeniero o el directivo de seguridad semanalmente, bisemanalmente o a
largos intervalos. En estas reuniones, debe seguirse un plan bien definido y llevarse un
registro bien minucioso de las actas, todo esto con la finalidad de llevar a cabo un
trabajo organizado para hacer más eficaz el programa de seguridad (94). El aspecto
básico que se debe contemplar en esta función administrativa es: La Planificación de la
Prevención; esta empieza desde el momento mismo del diseño de un producto,
herramienta e inclusive distribución de planta; evaluación inicial de los riesgos
inherentes al trabajo; actualización periódica de la evaluación a medida que se alteren las
circunstancias, ordenación de un conjunto de medidas de prevención adecuadas al
riesgo; control de efectividad de dichas medidas, conformación de comités de trabajo de
seguridad y capacitación a los trabajadores.
Figura 3. Proceso de Organización
Fuente: Elaboración Propia
(93) Santos Durán, José Luis. Seguridad en……,.Editorial Donostiarra, San Sebastián-España.p 16 (94) L.P Alford; R. Bangs, John; E. Hagemann, George. Manual de la Producción. Editorial UTEHA. 1981. México, DF, .p1779.
Planear la Prevención
1. Evaluar los Riesgos de Trabajo
2. Ordenar las Medidas Preventivas
3. Controlar por medio de comités de Seguridad
4. Capacitar al Trabajador

Instituto Politécnico N acional
83
c) La Dirección de la Seguridad. Es el trabajo directivo consistente en inducir a los
demás a realizar un trabajo eficaz y estimular en los involucrados de un programa de
seguridad industrial el deseo de actuar correctamente (95). Los aspectos a considerar en
esta parte con los establecidos en el siguiente gráfico:
Figura 4.
Proceso de Dirección
Fuente: Elaboración Propia.
(95) Santos Duran, José Luis. Op.Cit.p 16
Mantenimiento y perfeccionamiento
DIRECCIÓN DE UN PROGRAMA DE SEGURIDAD INDUSTRIAL
1. Actividades de seguridad - Notificación de accidentes - Investigación de accidentes - Inspección de seguridad
2. Motivación
3. Selección
4. Adiestramiento
5. Comunicación
Inicio: Creación de nuevas actividades de seguridad, tareas y sistemas de objetivos y políticas

Instituto Politécnico N acional
84
El anterior esquema gráfico nos detalla los puntos importantes dentro de la Dirección de
un Programa de Seguridad Industrial que a continuación se explica:
� Dentro de las actividades de Seguridad. Aquí debe hacerse una inspección
minuciosa de cada departamento de la fábrica para: a) ayudar al jefe de cada
departamento a preparar su informe, según hayan acordado en las reuniones de
seguridad; b) Averiguar el estado del material de la fábrica y comprobar todos
los peligros para los que se necesiten defensas; c) Preparar los programas de
protección; y d) Mejorar la limpieza y orden general, la sanidad, etc. Al hacerse
estas inspecciones es con la finalidad de ayudar, sugerir ideas al jefe de cada
departamento e involucrar al trabajador asegurándose de que no se han olvidado
las cosas más importantes y estimulando al personal en general para corregir
muchas de las actividades que estuvieron fuera de control y que estas pueden ser
útiles para conocer y saber dónde ocurrieron accidentes en el pasado (96).
� Motivación y Selección. Una vez que se hayan dado los pasos esbozados en los
pasos del párrafo que antecede, el problema se convierte en el de mantener el
interés y aumentar los conocimientos de la dirección. Son tantos métodos que se
han imaginado para alcanzar esos objetivos que la persona encargada de la
seguridad dentro de la empresa, tiene que ser discreto al seleccionar los que
puedan adaptarse mejor a los individuos con los cuales trabaja .Este paso exige
una gran imaginación, cualidades directivas, ingenio y persistencia. Es
sumamente importante que la persona encargada de la seguridad industrial en la
planta prepare un número suficiente de informes breves y concisos a intervalos
adecuados, con el fin de mantener a la dirección enterada del progreso realizado.
Otra manera de motivar y mantener el interés es llamar su atención sobre todos
los detalles de unos cuantos casos importante de accidentes, describiendo la
situación familiar y hogareña de los trabajadores lesionados, despertando así su
simpatía y haciendo ver que el bien que puede realizarse por medio de una labor
eficaz para prevenir los accidentes (97) .
(96) L.P Alford; R. Bangs, John; E. Hagemann, George. Op Cit.p1778 (97) Ídem.

Instituto Politécnico N acional
85
Es de gran importancia de la compañía la índole de su negocio que suelen ser los
factores determinantes en la selección del personal de los comités de seguridad, los
cuales deben estar representados por trabajadores, inspectores y jefes de seguridad.
� Adiestramiento. El trabajador, después de haber sido contratado y de haber
pasado el reconocimiento médico necesario (que revela a menudo información
adicional de índole vital que debe recogerse y anotar el departamento de
seguridad industrial), debe darse cuenta , de que la seguridad es un parte
integrante de su trabajo, a partir desde el mismo día en que comience a trabajar.
Muchas compañías utilizan folletos sobre seguridad, o una publicación estándar
de fábrica, que explican los diferentes procedimientos que deberá seguir el nuevo
empleado y en los cuales deberá incluirse una buena cantidad de consejos sobre
la seguridad. Además las salas de espera contienen a menudo estantes con
publicaciones sobre seguridad, y los carteles expuestos sobre la importancia de
esta. Esos y otros medios dan al trabajador nuevo y al que tiene años en el lugar
de trabajo, la impresión sobre la compañía, que deberá ser de confianza y
seguridad, al mismo tiempo que una invitación a producir buen trabajo a cambio
de buena paga en un ambiente agradable(98).
� Comunicación. Después que la compañía haya decidido tomar su plan para
corregir los peligros, sólo entonces, y no antes, debe hacerse un esfuerzo por
conseguir la cooperación de los trabajadores. El primer paso en este sentido es
comunicarles el hecho de que la compañía está empezando a llevar a la práctica
un esfuerzo por prevenir los accidentes, que la mayoría de estos son la
consecuencia de las condiciones de inseguridad en el trabajo o de prácticas
peligrosas, se confía en que ellos harán todo lo posible por realizar su trabajo en
condiciones de seguridad y que se esforzarán por impedir los accidentes no sólo
en lo que toca a ellos mismos sino también a sus compañeros de trabajo. Estos
hechos pueden comunicarse a los trabajadores por medio de cartas personales de
la dirección, de avisos expuestos en los tableros de anuncios y en las revistas de
la fábrica, y aprovechando las reuniones departamentales o en aquéllas de
(98) Ibíd. p1780

Instituto Politécnico N acional
86
carácter general. Este paso es necesario para dar publicidad al plan y despertar
entusiasmo en los trabajadores para llevarlo a la práctica (99).
� Mantenimiento y Perfeccionando la Seguridad. Hay muchos procedimientos
para mantener en actividad ante los empleados el movimiento a favor de la
seguridad. Los carteles, los tableros de anuncios, las banderas, etc., son útiles,
pero carecen de novedad(100). Los carteles describiendo sucesos corrientes,
unidos a un mensaje sobre seguridad en el mismo lugar en que se exhiben, hacen
que los lectores se interesen vivamente por ambos, pero hay que cambiarlos a
menudo o de lo contrario pasarán desapercibidos. Los mensajes de
congratulación, procedentes de la dirección cuando se haya conseguido reducir
mucho los accidentes no pasarán nunca desapercibidos por los trabajadores. Las
cartas personales enviadas por correo a los nuevos empleaos insistiendo en el
valor de la seguridad son a menudo una ayuda importante a su educación sobre la
seguridad. Esas cartas deben originarse con preferencia en la oficina ejecutiva, de
modo que el trabajador vea que el patrón se interesa vivamente por la seguridad
y el bienestar de sus trabajadores. Los premios, exposiciones e incentivos son
otra manera de mantener la educación en la seguridad. Otra manera de conseguir
interés y la cooperación de los empleados es hacer una exposición bien preparada
de herramientas, anteojeras, zapatos de seguridad, etc., que se hayan realmente
estropeado en su servicio como dispositivos de seguridad, un par de anteojos
destrozados, orejeras rotas, etc., son siempre útiles cuando haya que convencer a
alguien en utilizar su equipo de protección personal (101).
Es de mucha importancia la Dirección en un Plan de Seguridad Industrial dentro de
la organización, pues con ello se verá reflejado el éxito o fracaso de la Seguridad en
la empresa.
(99) Ibíd. p1777 (100) Ibíd. p1781 (101) Ibíd. p1782

Instituto Politécnico N acional
87
d) El Control de la Seguridad: Esta parte administrativa nos permite apreciar y
regular el trabajo, perfeccionar la seguridad en la empresa. Los aspectos que debe
involucrar son: La fijación de estándares, es decir, los niveles, criterios y normas
de comportamiento de los trabajadores que se desean conseguir. Utilizar medidas de
rendimiento para hacer mediciones de la seguridad. Evaluar los resultados de la
medición y los estándares y definir medidas correctivas para mejorar los niveles de
seguridad en el trabajo o alcanzar los objetivos de seguridad. A continuación se
muestra la figura de las actividades que se realizan en este proceso administrativo
referente a la Seguridad (102).
Figura 5. El Control de Un Programa de Seguridad.
Fuente: Elaboración Propia.
(102) Santos Durán, José Luis. Op.Cit.p 17
EL CONTROL DE UN PROGRAMA DE SEGURIDAD
1. Fijación de Estándares
Inicio: .Reglas De
Seguridad
2. Evaluación de Estándares
3. Medidas Correctivas

Instituto Politécnico N acional
88
e) Evaluación de la Seguridad Industrial: Esta etapa administrativa permite
revisar periódicamente los procedimientos para medir, y recopilar con regularidad
datos relativos a los resultados de la Seguridad y Salud en el Trabajo (SST). En esta
etapa se debe contar, en los diferentes niveles de la gestión la responsabilidad, la
obligación de rendir cuentas y la autoridad en materia de supervisión. En esta Etapa
se analiza lo siguiente: (103)
� Las investigaciones de las Lesiones, Enfermedades, Dolencias e Incidentes
relacionados con el Trabajo y su Efecto en la Seguridad y la Salud.
Deben realizarse investigaciones del origen y causas subyacentes de los incidentes,
lesiones, dolencias y enfermedades las cuales deberían permitir la identificación de
cualquier deficiencia en el sistema de la SST y estar documentada. Estas
investigaciones deben ser llevadas a cabo por personas competentes, y con la
participación apropiada de los trabajadores y sus representantes. Los resultados
obtenidos deben comunicarse al comité de seguridad y salud; además de
comunicarlas a las personas competentes dentro de la organización, con la finalidad
de que tomen medidas correctivas para evitar que se repitan los casos de las lesiones,
dolencias, enfermedades e incidentes relacionados con el trabajo (104).
� Auditoría. Es importante que se realicen auditorias periódicas para comprobar
que el sistema de gestión de la SST y sus elementos se han puesto en práctica y que
son adecuados y eficaces para la protección de ka seguridad y la salud de los
trabajadores y la prevención de los incidentes. Las auditorias comprenden una
evaluación del Sistema de la SST en la organización, entre los cuales debe abarcar
algunos de estos puntos: Política de la SST, Participación de los Trabajadores,
Responsabilidad y Obligación de rendir cuentas, Competencia y Capacitación,
Documentación de la SST, Comunicación, Medición de Resultados, Acción
Preventiva y correctiva, Mejora Continua y cualesquiera otros criterios de auditoría o
elementos que se consideren oportunos. Los resultados obtenidos de las auditorias
(103) Directrices Relativas a los Sistemas de Gestión de la Seguridad y la Salud en el Trabajo (ILO-OSH-2001), Organización Internacional en el Trabajo 2002, Ginebra, pp16-20. (104) Ídem.

Instituto Politécnico N acional
89
tendrán que comunicarse a las personas competentes para adoptar medidas
correctivas (105).
La importancia de la Evaluación de la Seguridad y Salud en el trabajo es de vital
connotación ya que en este proceso administrativo; cuantifica, establece puntos de
partida para las mediciones y retroalimenta las aportaciones que se obtienen de los
trabajadores con la finalidad de medir el avance de la seguridad y la salud de manera
exacta y apropiada para establecer los ajustes necesarios para mejorar la Seguridad y
Salud en la organización.
(105) Ídem.

Instituto Politécnico N acional
90
3.3.2 ELEMENTOS TÉCNICOS
Dentro de los aspectos técnicos de un programa de seguridad industrial se contemplan
instalaciones de protección para el trabajador, equipos de protección personal,
dispositivos de protección en las máquinas, un ambiente de trabajo con iluminación,
niveles de ruido, ventilación, temperatura y presión adecuados, un comité técnico de
seguridad, brigadas contra siniestros y un grupo de trabajo interdisciplinario que permita
desarrollar con éxito el plan de trabajo(106).
NOTA: El programa a desarrollar esta fundamentado normativamente en el Reglamento
Federal de Seguridad, Higiene y Medio Ambiente de Trabajo, El programa Interno de
Protección Civil y en la Normatividad aplicable por parte de la Secretaría del Trabajo y
Previsión Social. En la siguiente tabla se sintetiza las normas mexicanas de seguridad a
emplear.
Tabla 7. Normas Oficiales Mexicanas de Seguridad Industrial.
NOM-001-STPS-1999 Locales y Edificios.
NOM-002-STPS-2000. Condiciones de seguridad-Prevención, protección y
combate de incendios en los centros de trabajo
NOM-004-STPS-1999 Protectores y dispositivos de seguridad en la
maquinaria.
NOM-006-STPS-2000 Almacenamiento y manejo de materiales
NOM-011-STPS-2001 Ruido
NOM-016-STPS-1993 Ventilación
NOM-017-STPS-2001 Uso y manejo de equipo de protección personal
NOM-019-STPS-1993 Comisión de Seguridad e Higiene
NOM-021-STPS-1998 Accidentes de Trabajo
NOM-025-STPS-1999 Condiciones de iluminación en los centros de
trabajo.
NOM-026-STPS-1998 Colores y señales de seguridad e higiene
NOM-081-ECOL-1994 Contaminación por Ruido y su Medición.
NOM-085-ECOL-1994 Contaminación Atmosférica
Fuente: Elaboración Propia.
(106) Rodellar Lisa, Adolfo. Seguridad e higiene en el trabajo.Editorial Marcombo, Barcelona-España. pp121-139

Instituto Politécnico N acional
91
Para dar sustento de la normatividad que proporciona la Secretaria del Trabajo y
Previsión Social (STPS) y dar continuidad a lo anteriormente estipulado a continuación
se desarrollan y justifican las normas oficiales mexicanas referentes a la Seguridad
industrial para el sector textil en el área de la confección.
a. Norma Oficial Mexicana referente a locales y edificios (NOM-001-STPS-1993).
Como se establece en la Norma Oficial Mexicana referente a establecer las condiciones
de seguridad e higiene que deben tener las áreas en los centros de trabajo para evitar
riesgos a los trabajadores, en general se debe cumplir que los pisos dentro de los talleres
de la confección deben mantenerse limpios en condiciones que eviten que el trabajador
al usarlas resbale y contar con un sistema que evite estancamiento de líquidos además de
las obligaciones que tiene el trabajador y el patrón emitidas en la tabla siguiente.
b. Norma Oficial Mexicana referente a las Condiciones de Seguridad, prevención y
combate de incendios en los centros de trabajo (NOM-002-STPS-2000) . Referente a
las condiciones de seguridad que deben existir en los centros de trabajo para la
prevención, protección y combate de incendios, se deben cumplir las siguientes
disposiciones: Es muy importante que en los talleres de confección los extintores deban
revisarse al momento de su instalación y, posteriormente, a intervalos no mayores de un
mes. El incendio en el interior de los talleres de confección son muy latentes debido al
material que se utiliza (tela de algodón, hilos, etc.). Así mismo, las salidas de
emergencia deben estar libres de obstáculos, candados, picaportes o de cerraduras con
seguros puestos, durante las horas laborales; estar identificadas conforme a lo
establecido en la NOM-026-STPS-1998.
Por último como se establece en la ley de Protección Civil las empresas están obligadas
a la elaboración y cumplimiento del Programa Interno de Protección Civil, cuya función
es establecer medidas para evitar o mitigar el impacto de una emergencia, en el que
establece que la compañía debe de contar con el diseño de las rutas de evacuación,
capacitar al personal en la cultura de Protección Civil, realizar tres simulaciones anuales

Instituto Politécnico N acional
92
para indicar el como actuar y con quién debe uno de recurrir en caso de presentarse un
siniestro (incendio, sismo), amenaza (robo) o desastre.
c. Norma Oficial Mexicana referente a Protectores y dispositivos de seguridad en la
maquinaria (NOM-004-STPS-2001). Como se establece en esta norma referente a los
sistemas de protección y dispositivos de seguridad en la maquinaria y equipo que se
utilice en los centros de trabajo se puede mencionar que la finalidad de garantizar
condiciones seguras durante el mantenimiento preventivo y/o correctivo se debe cumplir
con el bloqueo de energía, el que se realizara antes y durante el mantenimiento de la
maquinaria y equipo, cumpliendo además con los siguientes puntos:
� Se debe realizar por personal calificado.
� Se avisa previamente a los trabajadores involucrados.
� Se debe identificar los interruptores, válvulas y puntos que requieren
inmovilización.
� Se debe bloquear la energía de tableros, controles o equipos para impedir
la operación de la maquinaria.
� Colocar tarjetas de aviso.
� Asegurar que se realizo el bloqueo.
� Avisar a los trabajadores involucrados cuando haya sido retirado el
bloqueo.
Las máquinas utilizadas en la industria textil en el área de la confección se caracterizan
por ser en su mayoría de tipo eléctrico, tienen cintas móviles y motores; existen otras
más sofisticadas que utilizan sistemas electrónicos, es por eso; que se debe estar
debidamente protegido y disponer de sistemas de bloqueo para evitar lesiones durante
las operaciones de mantenimiento o limpieza; la buena limpieza es vital para evitar
percances. Además de una buena limpieza que supone mantener los suelos y pasillos
limpios y secos para reducir al mínimo los resbalones y las caídas; las máquinas, las
poleas y los ejes deben estar debidamente protegidos. Todas las máquinas de
manipulación pueden provocar accidentes, la protección eficaz del gran número de
piezas móviles es delicada y requiere atención constante. La formación en materia de
seguridad es esencial, en particular para impedir que se hagan reparaciones mientras la
máquina esta en marcha. Todas las máquinas reciben alguna clase de energía que hay

Instituto Politécnico N acional
93
que controlar antes de cada reparación u operación de mantenimiento. Es preciso
identificar las fuentes de energía, proporcionar el quipo necesario y formar al personal
para asegurarse que se desconectan todas las fuentes de alimentación mientras se
manipula la maquina. Hay que realizar inspecciones regulares para garantizar la
aplicación correcta de todas las rutinas de bloqueo y señalización. La finalidad de esta
norma es advertir que la maquinaria y equipo que se encuentran desactivados, prohíben
la activación y evita que cualquier trabajador active la maquinaria y equipo para evitar
accidentes graves y fatales.
d. Norma Oficial Mexicana referente al almacenamiento y manejo de materiales
(NOM-006-STPS-1999). Referente a las condiciones de seguridad para el manejo y
almacenamiento de materiales, se deben establecer las condiciones y procedimientos de
seguridad para evitar riesgos de trabajo, ocasionados por el manejo de materiales en
forma manual, además de informar a los trabajadores de los riesgos potenciales a que se
enfrentan por el manejo de materiales. Uno de las mayores causas de los accidentes que
se presenta en este sector manufacturero son las lesiones en la espalda a nivel lumbar
(parte baja de la espalda) debido principalmente a la falta de educación que se tiene para
mover y/o levantar objetos (ligeros o pesados) en este caso la prenda que se maneja de
una estación a otra es de vital importancia que el operario tenga la educación debida para
evitar lesiones. En los talleres de Confección, es muy clásico observar la gran movilidad
de prendas que existe de una estación (máquina de coser) a otra, es por ello que se debe
de tomar en cuenta la importancia de esta norma ya que establece las condiciones sobre
el desplazamiento del material que existe al interior de estos talleres de confección.

Instituto Politécnico N acional
94
e. Norma Oficial Mexicana referente al Ruido (NOM-0011-STPS-1993). Como se
establece en esta norma referente a las condiciones de seguridad e higiene que deben
existir en los centros de trabajo donde se genere ruido y este sea capaz de alterar la salud
de los trabajadores. Dentro de las obligaciones de los centros de trabajo de la industria
textil en el área de la confección y para dar el cumplimiento de esta norma se hace
mención de lo siguiente:
� El ruido es un problema en general en las operaciones de confección,
por tal motivo es necesario mantenerlo a los niveles mínimos
permisibles.
� Contar con el reconocimiento y evaluación de todas las áreas de trabajo
donde haya trabajadores con niveles superiores a los 80 decibeles.
� El proporcionar el equipo de protección auditiva a los trabajadores
expuestos a niveles superiores de 85 decibeles.
� Colocar a la entrada de áreas con niveles superiores de 85 decibeles,
señalamiento de uso obligatorio de equipo de protección personal
auditivo.
� Realizar exámenes médicos anuales o pruebas audiométricas a cada
trabajador expuesto a niveles de ruido de 85 decibeles cuando la presión
acústica no se pueda reducir.
La finalidad de esta norma es manejar correctamente la protección para los oídos puesto
que puede ser dañino el no utilizar ninguna clase de protección.

Instituto Politécnico N acional
95
f. Norma Oficial Mexicana referente a las condiciones de seguridad e higiene en los
centros de trabajo referentes a la ventilación (NOM-016-STPS-1993). Como se
establece en esta norma referente a las condiciones de seguridad e higiene en los centros
de trabajo relacionados con la ventilación y para dar cumplimiento de esta norma se
puede mencionar lo siguiente:
1. Mantener las labores de ventilación necesarias por medio de sistemas
naturales o artificiales que contribuyan a impedir el daño en la salud de los
trabajadores.
2. Informar a los trabajadores sobre las áreas en las que existe riesgo de
exposición a deficiencia de oxígeno y de los sistemas de control para
proteger su salud y vida.
3. Adoptar las medidas necesarias para prevenir por naturaleza del proceso
laboral donde se generen polvos, humos, gases, vapores o neblinas de
sustancias químicas; se dispondrá de un sistema para extraerlo de ser posible
en la fuente a fin de mantener en todo momento las concentraciones
permisibles para la exposición de los trabajadores, establecidos en la NOM-
010-STPS.
4. En los centros de trabajo donde se produzcan, manejen o almacenes
sustancias irritantes, corrosivas y toxicas se deberá disponer de sistemas de
ventilación para evitar riegos de incendio, intoxicación o explosión; además
de lo dispuesto en el inciso anterior y en la NOM-009 y 010-STPS.
Esta norma tiene la finalidad de informar a los trabajadores de los riesgos y de la
ventilación necesaria para estos. Es importante destacar que la ventilación en los
talleres de confección son muy importantes, debido a la gran cantidad de pelusa
generada al confeccionar la prenda en el interior de estos lugares, ya que al tomar
las medidas necesarias referentes a una buena ventilación estas contribuyan a
prevenir los daños en la salud de los trabajadores.

Instituto Politécnico N acional
96
g. Norma Oficial Mexicana referente al uso y manejo de equipo de protección
personal (NOM-017-STPS-1993). La utilización de un equipo de protección o en
combinación contra uno o varios riesgos puede conllevar una serie de molestias. Por
consiguiente, a la hora de elegir un Equipo de Protección Individual (EPI) apropiado, no
sólo hay que tener en cuenta el nivel de seguridad necesario, sino también la comodidad.
Su elección deberá basarse en el estudio y la evaluación de los riesgos complejos
presentes en el lugar de trabajo. Esto comprende la duración de la exposición a los
riesgos, su frecuencia y la gravedad, las condiciones existentes en el trabajo y su
entorno, el tipo de daños posibles para el trabajador y su constitución física. Sólo son
aptos para el uso los equipos de protección individual que se hallan en perfectas
condiciones y pueden asegurar plenamente la función protectora prevista.
Como se establece en la norma referente a la selección, uso y manejo del equipo de
protección personal para proteger a los trabajadores de los agentes del medio ambiente
de trabajo que puedan dañar su salud y combatir los riesgos de accidente y de perjuicios
para la salud, resulta prioritaria la aplicación de medidas técnicas y organizativas
destinadas a eliminar los riesgos en su origen o a proteger a los trabajadores mediante
disposiciones de protección colectiva. Cuando estas medidas se revelan insuficientes, o
se tema que se esta pasando el límite de exposición establecido para los polvos,
convendría adoptar medidas para reducir la concentración. En caso que no sea posible
aplicar esas medidas o resulten insuficientes, habrá que proveer un equipo de protección
respiratoria adecuado o imponer la utilización de equipos de protección individual a fin
de prevenir los riesgos residuales ineludibles. Para la industria textil y en especial dentro
del área de confección se recomienda usar equipo como: dedales, para evitar algún
percance con la máquina de coser, máscaras faciales adecuadas cada vez que manipulen
los materiales que producen polvos o pelusa, la irritación de la piel puede reducirse a un
mínimo llevando guantes al estar estibando materiales de una estación a otra , evitar
llevar ropa holgada para evitar algún contacto con la maquinaria encendida, cubre boca
para evitar la respiración continua de la pelusa, etc.
Por otro lado, se les debe proporcionar ropas de trabajo, o en su defecto alguna bata, que
deberán lavarse periódicamente y por separado, a fin de prevenir toda transmisión de

Instituto Politécnico N acional
97
agentes contaminantes y de evitar que otros trabajadores puedan sufrir la irritación
cutánea. Dentro de las obligaciones de los centros textiles de trabajo para el
cumplimiento de esta norma se puede relacionar lo siguiente:
� Determinar el equipo de protección personal requerido en cada puesto de trabajo,
de acuerdo al análisis de riesgos a los que están expuestos los trabajadores, en las
actividades que tengan asignadas.
� Dotar a los trabajadores del equipo de protección personal y verificar su uso.
� Proporcionar a los trabajadores la capacitación y adiestramiento necesarios para
su uso.
� Identificar y señalar las áreas en donde se requiere el uso obligatorio del equipo
de protección personal.
La finalidad del equipo de protección personal es proporcionar al trabajador un
aditamento extra necesario y de uso obligatorio que se debe de proporcionar para
realizar las funciones de una manera más segura, este equipo debe tener las siguientes
características para que sea apropiado y sirva realmente como un auxiliar en las
actividades.
1. Debe ser de uso personal.
2. Debe ser adecuado a las características y dimensiones físicas del usuario.
3. Debe realmente proteger al trabajador del riesgo al que esta expuesto.
4. Debe establecerse su método de mantenimiento, si lo requiere y tiempo de
uso y vida útil del mismo.
Los objetivos de esta norma son establecer un medio de información a todo el personal
sobre la selección adecuada del equipo de protección personal que deberán de utilizar en
cada operación de acuerdo a su riesgo y enseñar el cuidado y uso adecuado que se le
deberá dar al equipo de protección personal. Especialmente reseñable es la exigencia de
suministrar un folleto informativo junto con el equipo, elemento de gran utilidad en el
proceso de selección y uso.

Instituto Politécnico N acional
98
h. Norma Oficial Mexicana referente a la Comisión de Seguridad e Higiene (NOM-
019-STPS-1993). Referente a las comisiones de seguridad e higiene en los centros de
trabajo. Estos comités, además del involucramiento del personal, deben de generar la
corrección de las condiciones y actos inseguros capaces de provocar accidentes; es por
ello que es necesaria en la industria textil en el área de confección la creación de comités
internos de seguridad para la atención oportuna de estas necesidades. El involucramiento
de las personas que conformen el comité es de vital importancia puesto que de esta
manera se puede conseguir una cristalización de la cultura de seguridad en el interior de
estos talleres de confección. La siguiente tabla proporciona las obligaciones por parte del
Patrón y Trabajador a las que se refiere esta norma.
i. Norma Oficial Mexicana referente a los accidentes de Trabajo (NOM-021-STPS-
1994). Referente a los informes de los riesgos de trabajo que ocurran en los centros de
trabajo, en esta norma se establecen que se debe llevar una estadística de los accidentes
que ocurren en el lugar de trabajo, así como investigar las causas que lo originaron, al
conocer las causas se deben corregir para que no ocurran accidentes similares por las
causas detectadas. El objetivo de esta normatividad es determinar cuales fueron las
causas que lo provocaron y proponer medidas preventivas para evitar que se repitan.
Recordando buscar causas y no culpables, estas deben ser realizadas por el supervisor
del área, un representante de la comisión de seguridad, servicio médico y el
departamento de seguridad industrial. Las finalidades de esta norma son dar capacitación
al personal en el proceso de investigación de accidentes y realizar las investigaciones de
accidentes pertinentes después de ocurrido éste, establecer medidas correctivas para que
no vuelvan a ocurrir y dar conclusión a éstas en la fecha propuesta.
Instituto Politécnico N acional
99
j. Norma Oficial Mexicana referente a las condiciones de iluminación (NOM-025-
STPS-1999). Referente para el establecimiento de las características de iluminación en
los centros de trabajo, de tal forma que no sea un factor de riesgo para la salud de los
trabajadores al realizar sus actividades. En la industria textil en el área de la confección
es de vital importancia el contar con una buena iluminación puesto que el 100% del
trabajo se utiliza las manos y con ello la máquina de coser. Sin lugar a dudas, una mala
iluminación puede ocasionar severos accidentes con esta parte física del cuerpo que es
dónde se encuentra el porcentaje de mayor incidencia de las lesiones. La pinchadura con
la aguja, alguna cortadura en los dedos son algunas de las consecuencias que provoca la
falta de iluminación en los talleres de confección. La norma establece respecto a los
derechos y obligaciones lo siguiente.
k. Norma Oficial Mexicana referente a colores y señalización de seguridad e higiene
(NOM-026-STPS-1993). Referentes a los requerimientos en cuanto a los colores y
señales de seguridad e higiene y la identificación de riesgos por fluidos conducidos en
tuberías. Es de vital importancia los señalamientos oportunos así mismo como las
señales de precaución; en los talleres confección es de gran ayuda el contar con
herramientas visuales en el zonas de trabajo, ya que para tener una cultura de Seguridad
es de vital importancia educar en forma visual al operario de los riesgos que puede
causar al no tener cuidado con las máquinas de coser; así mismo, el evitar algún
percance por jugar, correr alrededor de una máquina encendida, etc., y de las
consecuencias que esto puede ocasionar. Los pasillos limitando las áreas de trabajo, los
lugares de mayor peligrosidad, y las señales que en general ayudan a prevenir algún
accidente son de importancia en la industria de la confección, además de contribuir a
tener una buena distribución en planta, estas ayudan a generar una conciencia de
seguridad industrial y provocan al operario un sentimiento de confort al estar trabajando
en un lugar seguro.

Instituto Politécnico N acional
100
l. Apoyo Al Medio Ambiente. En estas normas el objetivo principal es proteger y
mejorar las condiciones del medio ambiente actuales sin dañar las condiciones en el
fututo (suelo, aire y agua) y cumplir con apego a la Normatividad y Reglamentación en
materia ambiental de las cuales se desprenden las siguientes normas en la tabla 18.
Tabla 8.
NORMAS OFICIALES MEXICANAS EMERGENTES (ECOLÓGICAS)
NOM-081-ECOL-1994 Emisión de ruido de fuentes fijas y su método de medición.
NOM-085-ECOL-1994 Emisiones a la atmósfera para equipo de calentamiento indirecto y directo por combustión.
Fuente: Tomado de las Normas Oficiales Mexicanas Ecológicas.
m. DENTRO DE LOS REGLAMENTOS DE PROTECCIÓN CIVIL DE LAS
MEDIDAS DE SEGURIDAD TENEMOS:
Artículo 38.- En caso de riesgo inminente, sin perjuicio de la emisión de la declaratoria
de Emergencia y de lo que establezcan otras disposiciones, las dependencias y entidades
de la Administración Pública Federal, Estatal y Municipal ejecutarán las medidas de
seguridad que les competan, a fin de proteger la vida de la población y sus bienes, la
planta productiva y el medio ambiente, para garantizar el funcionamiento de los
servicios esenciales de la comunidad. Las fuerzas armadas participarán en la atención de
situaciones extraordinarias que requieran acciones inmediatas de protección civil dentro
de cualquiera de los niveles de la estructura institucional, Municipal o estatal,
coordinándose con las mismas para tal efecto, realizando las tareas que les competen aun
cuando no se haya declarado un estado de desastre.

Instituto Politécnico N acional
101
Artículo 39.- Las Unidades Estatales o Municipales de Protección Civil, así como las
del Distrito Federal, podrán aplicar las siguientes medidas de seguridad:
I. Identificación y delimitación de lugares o zonas de riesgo;
II. Acciones preventivas para la movilización precautoria de la población y su
instalación y atención en Refugios temporales, y
III. Las demás que en materia de protección civil determinen las disposiciones
reglamentarias y la legislación local correspondiente, tendientes a evitar que se generen
o sigan causando riesgos. Asimismo, las Unidades a que se refiere este artículo y la
Secretaría de Gobernación podrán promover ante las autoridades competentes, la
ejecución de alguna o algunas de las medidas de Seguridad que se establezcan en otros
ordenamientos.
Artículo 40.- Cuando se apliquen alguna o algunas de las medidas de seguridad
previstas en el Artículo anterior, se indicará su temporalidad y, en su caso, las acciones
que se deben llevar a cabo para ordenar el retiro de las mismas.
TRANSITORIOS
PRIMERO.- La presente Ley entrará en vigor al día siguiente de su publicación en el
Diario Oficial de La Federación.
SEGUNDO.- El Ejecutivo Federal, por conducto de la Secretaría de Gobernación,
realizará las gestiones conducentes ante las Entidades Federativas, con el propósito de
que se promuevan las adecuaciones correspondientes en las leyes y demás disposiciones
locales en la materia, ajustándose en todo momento a los principios y directrices de esta
Ley (107)
Como se ha visto el trabajo de cualquier persona es algo necesario para poder sobrevivir
y asegurar las condiciones materiales, es decir, tiene por objetivo prioritario satisfacer
las necesidades vitales para poder tener una vida digna. Si a consecuencia del trabajo
perdemos nuestra salud, la calidad de vida se ve resentida en nuestro hogar y vida
personal; es por ello que existen normas oficiales de seguridad industrial en nuestro país,
como lo hemos apreciado en los párrafos anteriores, cuya finalidad es proporcional tanto
(107) Ley General de Protección Civil, publicado en el Diario Oficial de la Federación el 12 de Mayo del 2000.

Instituto Politécnico N acional
102
al trabajador como al patrón de las reglamentaciones oficiales gubernamentales que
proporcionan llevar un bienestar en nuestros lugares de trabajo.
3.3.3 ELEMENTOS VITALES PARA DESARROLLAR UN PROGRAMA DE
SEGURIDAD INDUSTRIAL
Los elementos vitales que debe contener un programa de seguridad industrial son:
a) Conocimiento del Trabajo que se Desempeña y Del riesgo Potencial derivado del
Ambiente y de los Factores Humanos.
b) Formalización de los servicios de seguridad.
a) Registros estadísticos.
b) Sistemas a seguir en caso de accidentes.
c) Participación de Todos los Sectores de la Empresa en la Prevención
a.) Plan de reuniones de seguridad en los diversos eslabones de empresa.
b.) Conformar un equipo de trabajo de seguridad que involucre a varias áreas
de trabajo de la empresa
c.) Definir las responsabilidades del equipo de trabajo de seguridad.
d.) Premios e incentivos a la seguridad.
e.) Establecer la propaganda y señalización de seguridad.
d) Aculturación(108) en referencia al equipo de protección personal y los dispositivos
de seguridad para las herramientas y equipos.
e) Investigar la repercusión que el accidente o riesgo provocó a terceras personas
dentro o fuera del centro de Trabajo.
Los elementos considerados para la estructuración de un Programa de Seguridad bajo el
anterior contexto y derivados de los 5 puntos anteriores se pueden agrupar en los
siguientes rubros:
1. Políticas de la empresa: Son criterios para orientar la conducta del personal en
la operación del programa. Señalan el grado de participación de los niveles
(108) Aculturación es el proceso que impone a un determinado grupo humano la asimilación de las normas de una cultura dominante con lo que ha encontrado contacto.

Instituto Politécnico N acional
103
directivos y operativos, así como la importancia del ser humano y la
productividad de la empresa. Dentro de las políticas de la empresa se requieren
los siguientes instrumentos:
� Productividad, seguridad e higiene en el trabajo. Esta precisa las políticas de
actualización de la tecnología y la utilización de materias primas acordes a la
misma, como un elemento de procuración de la seguridad y mejoramiento de la
productividad. Permite establecer políticas sobre los servicios de bienestar y de
seguridad e higiene para los trabajadores, como un factor de promoción para el
incremento de la productividad.
� Objetivos y metas definidas. Permiten estimar el costo-beneficio de las
acciones y definir la dirección del programa.
� Matriz de responsabilidades. Precisa la participación de todos los niveles de
trabajadores de las empresas en el cumplimiento de las actividades.
� Comunicación. Descendente: para que los trabajadores ejecuten las actividades
preventivas que les competen, conociendo la fundamentación de las decisiones.
Ascendente para que los niveles directivos conozcan la realidad directamente de
quienes están inmersos en las condiciones de seguridad e higiene y fundamenten
en ésta sus decisiones (109).
2. Diagnóstico del Sistema de Verificación de Riesgos. Es el estudio analítico de las
condiciones de seguridad e higiene en que se encuentra la empresa, el cual sirve de base
para la toma de decisiones en la elaboración del programa. Para elaborar este
documento, se requiere contar con los siguientes instrumentos:
� Sistema de información de riesgos de trabajo. Permite analizar la causa de
accidentes y enfermedades de trabajo. Precisa la información de casos por
departamentos, turno, puesto de trabajo y tipo de riesgo. Permite analizar el
mecanismo del riesgo y el tipo de tratamiento que se le dio a la persona que lo
(109) Basados en un Manual del Proceso Básico de Seguridad de Air Products e INFRA, S.A. de CV. (BSP). México, DF. Febrero 2002

Instituto Politécnico N acional
104
sufrió. Permite analizar por departamento los índices de frecuencia, gravedad,
siniestralidad y los costos que se generaron por este concepto.
� Mapa de riesgos. Es la representación gráfica de los problemas de inseguridad
que se tienen en el centro de trabajo: ambiente laboral, procesos de trabajo,
condiciones de trabajo y riesgos de trabajo; así como los trabajadores que se
encuentran expuestos en cada caso. Precisa las áreas, procesos o equipos de alto
riesgo, exposición de agentes nocivos a la salud y las áreas o secciones más
desprotegidas de medidas de seguridad e higiene, que deberán tomarse en cuenta
para su inclusión en el programa preventivo.
� Capacitación. Permite analizar el nivel de escolaridad que tienen los
trabajadores y la capacitación que se les ha proporcionado para el trabajo, en el
trabajo y en seguridad e higiene.
� Antecedentes personales de riesgo de los trabajadores Permite determinar
factores de riesgo del trabajador, considerando antecedentes laborales de
antigüedad y ergonómicos(110).
3. Sistema de Control y Corrección de Riesgos. Permite conocer la magnitud y el
impacto de cada uno de los problemas que en materia de seguridad e higiene tiene la
empresa. Para ello, se hace necesario contar con los siguientes instrumentos:
� Verificación. Debe contar con un procedimiento de inspecciones periódicas por
personal responsable, que reflejen las condiciones de seguridad e higiene.
� Recorridos de la Comisión de Seguridad. Debe apegarse a la Norma Oficial
Mexicana NOM-019-STPS-1993.
� Investigación de incidentes y riesgos de trabajo. Se deben investigar el 100%
de los incidentes, accidentes y enfermedades de trabajo que ocurran en el centro
laboral (111).
(110) Ídem. (111) Ídem.

Instituto Politécnico N acional
105
4. Seguimiento de Riesgos. Son acciones tomadas por los responsables de la empresa
para corregir la situación de riesgo con señalamiento de lapsos para su cumplimiento, a
fin de evitar o limitar los daños a la salud de los trabajadores, minimizar los costos de
producción, elevar la calidad de los productos e incrementar la productividad de la
empresa. Los instrumentos que se requieren son:
� Recursos Administrativos. Debe contar con los procedimientos para atender
las situaciones de riesgo, que comprenda los recursos financieros y el
procedimiento a seguir.
1. Debe establecer medidas correctivas para quienes no cumplan con las reglas
establecidas para la prevención de riesgos de trabajo.
2. Debe contemplar mecanismos de difusión para que los trabajadores conozcan el
programa, los procedimientos de trabajo seguro, la normatividad en materia de
seguridad e higiene y las medidas de prevención de riesgos de trabajo.
3. Debe contar con un sistema de registros de acuerdo a la normatividad, que
contenga información de los exámenes médicos periódicos de los trabajadores
que incluya su capacidad físico-funcional, de los accidentes, incidentes,
emergencias y simulacros que se generen en la empresa (112)
5. Sistema de Capacitación. Estas son las acciones de capacitación a realizar, así como
los responsables de su ejecución y los objetivos esperados. En esta etapa se deberá
considerar lo siguiente:
� Capacitación a responsables. Debe definir el tipo de capacitación requerida
por los responsables, para que éstos conozcan y promuevan en sus áreas de
influencia, las acciones prevencionistas para el control de riesgos.
� Capacitación en el trabajo. Debe establecer la capacitación que se
proporcionará a los trabajadores para promover un trabajo seguro, eficiente y de
calidad.
(112) Ídem.

Instituto Politécnico N acional
106
� Manejo de emergencias. Debe establecer los lineamientos, la metodología, los
responsables, los integrantes de las brigadas y los recursos necesarios para hacer
frente a una emergencia.
� Capacitación en emergencias. Debe establecer la capacitación que será
proporcionada a los responsables y a los trabajadores, en el uso y manejo de
equipo y herramienta para los casos de emergencia.
� Reforzamiento. Debe establecer los mecanismos de reforzamiento para dar
seguimiento al programa de capacitación, así como de los instrumentos
necesarios para su control y evaluación(113).
6. Seguimiento. Todo programa deberá tener una continuidad, por lo que se hace
necesario establecer sistemas de control del propio programa, a fin de que se pueda
considerar su impacto en la prevención de riesgos.
1. Se deberá tomar en cuenta el diagnóstico, la verificación, los recorridos de la
Comisión de Seguridad e Higiene, la participación de los trabajadores, el
involucramiento de los diferentes niveles de responsabilidad, aspectos técnicos y
administrativos y la capacitación.
2. El programa preventivo deberá ser evaluado en las juntas de administración
mensual, bimestral o trimestral según se determine en el mismo, considerándose
la seguridad e higiene en el trabajo el elemento fundamental de la junta de
administración.
3. El programa debe actualizarse anualmente(114).
Como se puede observar el Programa de Seguridad Industrial es una tarea ardua, en el
sentido de los lineamientos ha seguir de acuerdo a un Plan General de Seguridad para
determinar las características que se han venido arrastrando a lo largo de la investigación
sobre este sector manufacturero sobre el cual se hará la propuesta en el capítulo
siguiente.
(113) Ídem (114) Ídem.

Instituto Politécnico N acional
107
3.4 EL ÉXITO DE UN PROGRAMA DE SEGURIDAD INDUSTRIAL.
El imperativo ético de una empresa de esforzarse por prevenir daños, sufrimientos y
siniestros en el lugar de trabajo se ve reflejado por la capacidad de la organización para
realizar ese esfuerzo. La mayoría de las actividades humanas entrañan algún riesgos, y
los peligros en el lugar de trabajo varían sustancialmente, desde los que son mucho
menores que los inherentes a la actividad ordinaria no profesional, hasta los que son
mucho mayores. Aspecto esencial de la vida de una organización es su disposición a
aceptar los riesgos derivados de las actividades que pueden producir pérdidas financieras
y descansan sobre el dolor y el sufrimiento de los empleados que son victimas de
accidentes. Un buen programa de seguridad debe orientarse al control parcial de éstas
pérdidas mediante la reducción de riesgos, específicamente de los generados por actos o
situaciones inseguras. Por consiguiente un programa de seguridad industrial no es más
que un subsistema de gestión. Al igual que otros programas de gestión, el programa de
seguridad está integrado por unos procedimientos, normas y estrategias
complementarios, y al igual que otros programas de gestión, un programa de seguridad
se mide por su rendimiento, esto es, por su eficacia en la reducción de accidentes y de
las pérdidas resultantes(115). La seguridad en el lugar de trabajo está en función del
control de los peligros y los comportamientos inseguros, y este control es la función
primordial de la dirección. El programa de seguridad debe producir unos beneficios
complementarios consistentes en la reducción de los daños y de los padecimientos en el
lugar de trabajo (resultante de las lesiones y enfermedades crónicas y agudas) y en la
consiguiente reducción de las cargas financieras que los accidentes erogan a la
organización. Para conseguir estos resultados, en un buen programa de seguridad se
sigue la orientación general de todas las técnicas de gestión constante en la fijación de
objetivos, la supervisión del comportamiento y la corrección de desviaciones.
(115) B.Leamon, Tom. Artículo tomado de la página www.accidentes y gestión de accidentes/enciclopedia de la salud/html. Con fecha del 14 de Febrero de 2005

Instituto Politécnico N acional
108
Este criterio aplica a una gama extensa de actividades sociales, incluidos el organigrama,
los procesos productivos y el comportamiento de los trabajadores (116). Dentro del Marco
contextual anterior, se puede concluir que el éxito de un buen programa de Seguridad no
es un Manual, ni un archivador lleno de instrucciones, sino un plan lógico de prevención
del riesgo de lesiones, medido en función del número de siniestros y de su gravedad.
Como todos los demás procesos que se desarrollan en la empresa, la gestión de la
seguridad es una responsabilidad de la Dirección.
En efecto, la dirección fija los objetivos, asigna los recursos, implanta el método de
cuantificación de los progresos hacia el logro de esos objetivos y corrige el rumbo
cuando esos progresos no son satisfactorios. La información constituye un factor clave
del éxito de esta política, seguido en importancia por la comunicación de los objetivos a
todos los niveles de la empresa. En todos los niveles, desde la alta dirección a los
trabajadores, pasando por los supervisores, se puede contribuir a mejorar las condiciones
de seguridad en el trabajo. No obstante, la presencia de disfunciones organizativas,
procedimentales y de comportamiento puede frustrar esta contribución. El éxito de un
programa de seguridad depende del conocimiento y la utilización de esos factores en la
elaboración de un método integral de reducción de los sufrimientos que lesiones y
accidentes causa a los trabajadores.
(116) Íbidem.

Instituto Politécnico N acional
109
3.5 BENEFICIOS DE LA SEGURIDAD INDUSTRIAL EN EL SECTOR
TEXTIL EN EL ÁREA DE LA CONFECCIÓN.
Indiscutiblemente los beneficios que se obtendrían de la Seguridad Industrial en este
sector manufacturero se concreta en la siguiente figura:
Figura 5. Los Beneficios de la Seguridad Industrial
Fuente: Elaboración Propia.
De estos puntos se desprende lo siguiente:
BENEFICIOS DE LA
SEGURIDAD INDUSTRIAL
1. Beneficios Económicos en la Media Empresa Textil en el área de la confección.
2. Evitar Altos Costos por los accidentes de trabajo dentro de la Industria.
3. Disminución de productividad debido a los accidentes de trabajo.
4. Impacto en la Industria Maquiladora de la Confección en materia de Seguridad Industrial
Instituto Politécnico N acional
110
� Beneficios Económicos en la Mediana Empresa Textil en el área de la
Confección: Esto se refiere a la capacitación constante sobre los equipos
apropiados, la indumentaria apropiada y desde luego las instalaciones adecuadas
del lugar de trabajo, esto reflejaría un beneficio mutuo entre trabajador y la
empresa.
� Disminución de los Costos por Accidentes de Trabajo. Los accidentes de
trabajo en este sector es precisamente sobre la gran ignorancia sobre que se tiene
sobre los procedimientos o manuales sobre la tarea a realizar y sobre todo la
maquinaria a utilizar, pues regularmente los accidentes ocurren cuando no se
tiene precaución sobre lo que esta al entorno de nuestro trabajo.
� Disminución de la productividad ocasionada por los accidentes de trabajo.
La baja productividad es ocasionada muchas veces por los factores físicos
generados dentro del lugar de trabajo como: el ruido, la contaminación
atmosférica ocasionada por la pelusa desprendida al confeccionar una prenda,
por la poca ventilación, etc., esto provoca fatiga en el trabajador y por
consiguiente accidentes.
� Impacto en la Industria Maquiladora de la Confección en Materia de la
Seguridad Industrial. Indiscutiblemente el gran beneficio que aportaría este
estudio es con la de contar con un programa básico y eficaz relativa a la
Seguridad Industrial en este sector; cuyo punto estratégico es poder estar dentro
de la gran competitividad que en la actualidad existe en este sector.

Instituto Politécnico N acional
111
CAPÍTULO IVCAPÍTULO IVCAPÍTULO IVCAPÍTULO IV

Instituto Politécnico N acional
112
CAPÍTULO IV. PROPUESTA DEL PROGRAMA DE SEGURIDAD
INDUSTRIAL PARA LA MEDIANA EMPRESA TEXTIL EN EL ÁREA DE LA
CONFECCIÓN.
A lo largo de esta investigación se ha reiterado que en la Industria Textil en el área de la
confección, y más específicamente en referencia a las maquiladoras, como una industria
latente en términos de seguridad industrial en nuestro país. Es muy importante destacar
que las maquiladoras textiles a lo largo de nuestro país carecen del conocimiento
referente a la cultura de la Seguridad Industrial y por ende de los beneficios que pueden
obtenerse de esta tanto para el trabajador como para el empresario. Es por ello que en
este capítulo se hace una propuesta de un programa de seguridad industrial para esta
industria.
El programa de Seguridad Industrial esta sustentado en el sistema de administración y
salud en el trabajo (NMX-SAST-001-IMNC-2000), así como también de los
lineamientos que la compañía Multimaquiladora S.A. de CV en el estado de
Aguascalientes basa sus datos en referencia a la seguridad y salud en el trabajo, además
de la experiencia propia que se tiene en este ramo textil.
El programa de seguridad industrial esta estructurado de manera sencilla la cual se
diferencia por ser objetivo y cuidando siempre del aspecto humano que es la parte
primordial de cualquier organización. Este programa reúne los elementos tanto
administrativos como técnicos que hace de este programa algo importante a considerar
para que de esta manera de pauta a establecer programas de seguridad industrial en el
ramo maquilador textil; además de que sea un impacto para esta industria tan carente de
esta disciplina.

Instituto Politécnico N acional
113
PROGRAMA DE SEGURIDAD INDUSTRIAL
El programa de seguridad industrial a desarrollar esta estructurado en 7 fases
importantes: Alcance, Propósito, Políticas, Responsabilidades de Seguridad y liderazgo,
Desarrollo, Documentos Relacionados y Anexos (117) esta manera de estructuración ha
sido elaborado por las características en la cual esta basado el programa; estas
características son el tipo de personal, el cual se caracteriza por tener algún
conocimiento de los aspectos relevantes en materia de seguridad industrial; se contempla
a su vez que cuente con una área o departamento de seguridad en el trabajo; así como
también debe de contar con equipo de maquinaria tanto eléctricas como máquinas de
coser automatizadas para algunas partes del proceso de producción; así mismo la
productividad con estas características es para una capacidad de producción de 60000
prendas semanales (preferentemente que confeccionen prendas de mezclilla) y con una
capacidad de personal obrero de 140 en línea; lo que hace de ella una mediana empresa
maquilera de la confección.
4.1 ALCANCE
Este programa es idóneo para las industrias maquiladoras en el área de la confección con
las características antes mencionadas existentes a lo largo del territorio nacional.
4.2 PROPÓSITO. El propósito de esté documento es establecer los lineamientos del Proceso Básico de
Seguridad para la Industria Textil Mexicana en el área de la Confección.
Los elementos y sub.-elementos están organizados para la meta principal – Prevenir
incidentes a través de una Administración Continua de la Gestión de Seguridad. El Plan
Básico de Seguridad Industrial esta diseñado para enfocar la seguridad de los empleados
y provee un método consistente de implementar un sistema de administración. Este
(117) Álvarez Torres, Martín G., Manual para elaborar Manuales de Políticas y Procedimientos, Editorial Panorama, 1ª Edición, 1996, p.24.

Instituto Politécnico N acional
114
puede proveer seguridad en las áreas de proceso seguro, salud ocupacional, operaciones,
y cumplimiento de regulaciones.
4.3 POLÍTICAS.
Las políticas ayudan a evitar lentitud, defectos y sobre todo, pérdida de tiempo en las
principales actividades y procesos de la organización(118). Es por ello, que en este
programa para la industria maquiladora de la confección en la república mexicana debe
de contemplar lo siguiente:
� El Programa de Seguridad debe estar compuesto de todos los elementos y sub.
Elementos aplicables descritos en este documento.
� Deberá asignar responsabilidades específicas de seguridad.
� Deberá dar la formación continua del personal clave para alcanzar los objetivos y
metas del órgano de seguridad laboral y por lo tanto de la empresa, creando así una
cultura prevencionista que permita llevar a la organización a los mas altos estándares
de calidad.
� Debe medir el cumplimiento y ayudar a la gente a cumplir con los requerimientos de
sus responsabilidades referentes a la Seguridad Industrial.
� Deberá medir y evaluar el proceso para identificar la fortaleza y mejora de
oportunidades.
� Deberá dar el reconocimiento del desempeño de esfuerzos y seguridad.
� Debe contar con la implementación de planes de mejoramiento para enderezar el
debilitamiento.
� La búsqueda continua de la calidad del servicio prestado por la empresa constituye
un objetivo irrenunciable de la labor diaria y para conseguirlos se cuenta con la
mayor disposición de todos los trabajadores, respetando todo las medidas de
seguridad emitidas por el órgano correspondiente y reconociendo que no es posible
la calidad sin seguridad.
(118) Ídem, p.28.

Instituto Politécnico N acional
115
4.4 RESPONSABILIDADES DE SEGURIDAD Y LIDERAZGO.
El Liderazgo es la llave para los sucesos de cualquier esfuerzo. El liderazgo establece las
normas de seguridad, los valores, y por ultimo la cultura de seguridad de la
organización. El liderazgo debe ser evidente en todas las posiciones de administración
dentro del grupo. En adición, todos y cada uno de los trabajadores están a la espera de
demostrar su liderazgo de seguridad dentro del alcance de su autoridad. El liderazgo de
seguridad debe ser demostrado no solo en su área directa de responsabilidad, sino
también en su interacción con otros grupos de trabajo. El liderazgo es claro demostrando
su compromiso para cumplir el intento de las actividades de seguridad, frecuentemente
va mas allá de los requerimientos. Este liderazgo, debe estar en la cúspide de la
organización para que se pueda llevar a cabo una responsabilidad en el ámbito de la
seguridad, el liderazgo debe estar presente en los siguientes puestos:
� Ejecutivos. La administración ejecutiva acepta las responsabilidades y los
requerimientos del proceso de seguridad que corresponden con su nivel de autoridad.
Este es el objetivo para mover el proceso de seguridad hacia delante para establecer
las condiciones necesarias que muevan a todos los empleados en una dirección
común. Para cumplir este objetivo, la administración debe proveer las políticas
necesarias, los recursos, y los procedimientos que abarque el proceso de seguridad.
Como una parte integral del rol de liderazgo, ellos deben vigilar y medir la
efectividad del proceso de seguridad en su área de responsabilidad.
� Líderes del Equipo de Trabajo. Los líderes del equipo de trabajo implementan
todos los elementos del Programa de Seguridad dentro de su área de responsabilidad.
Ellos demuestran el liderazgo por la adopción del proceso, la asignación de
responsabilidades, la medición del cumplimiento, y el entrenamiento de los
miembros de su equipo. Los líderes efectivos influencian los estándares y normas
para el equipo de trabajo. Su estándar personal y liderazgo debe casi siempre ser
reflejado en acciones y conciencia de seguridad de los trabajadores de línea.
� Equipo de Trabajo (Incluye a los Líderes del Equipo que no son gerentes ó
supervisores). Todos los empleados deben participar en el manejo continuo del
proceso básico de seguridad. Cada empleado debe demostrar su compromiso y su
Instituto Politécnico N acional
116
liderazgo por la participación para alcanzar el éxito en la implementación de
estándares, inspecciones, sugerencias, corrección de riesgos y otras actividades del
plan de seguridad. Ellos están autorizados para y a la expectativa de manifestar su
iniciativa en el reconocimiento y corrección de riesgos. Ellos deben individualmente
cumplir con los estándares de seguridad y deben también asegurar que estos
estándares son adheridos a sus compañeros.
� Juntas de Seguridad Secuenciales. La estructura del Programa de Seguridad
corresponde al sistema de administración de la organización. Cada sitio y los planes
del grupo de trabajo y el manejo de sus actividades de trabajo se alinean con las
metas y objetivos de la organización. Las Juntas de Seguridad Secuenciales son
estructuradas para coordinar los elementos del proceso y mantener la continuidad del
Programa de Seguridad a través de la organización.
Los objetivos de las juntas son:
• Establecer el compromiso y el manejo del Programa de Seguridad a cada
nivel de la organización.
• Provee una avenida en dos sentidos de comunicación a través de la
organización de acuerdo al estatus del Programa de Seguridad Establecidos.
• Revisión del Desempeño en Seguridad para el cumplimiento de las
responsabilidades asignadas y la culminación de las metas establecidas.
• Lograr el involucramiento total en el Programa de Seguridad.
� Documentación y Medición del Proceso Básico de Seguridad. El Plan de
Seguridad delinea el proceso específico y la medición del cumplimiento que indica la
efectividad de los esfuerzos de la organización. Estas mediciones son usadas para
determinar el cumplimiento a los requerimientos y la aceptación de las
responsabilidades asignadas.
• Todos los individuos en una posición de liderazgo deben mantener un libro
o bitácora de Seguridad Industrial. El libro o bitácora es una herramienta
para manejar y documentar las actividades de su proceso, la información, y
los sistemas.

Instituto Politécnico N acional
117
• El Equipo de Trabajo debe mantener un Libro o bitácora de Seguridad
Industrial. Este libro es una herramienta para manejar y documentar las
actividades de proceso del equipo, la información, y los sistemas.
• El Libro o bitácora de Seguridad Industrial debe documentar actividades de
Seguridad por un periodo de doce meses. Cada libro debe tener separaciones
mensuales y un puntaje de resultados mensual. El puntaje de resultados debe
listar los requerimientos de las actividades (contenido y frecuencia) y la
información de los requerimientos.
Excepto como se lista en esta sección, las actividades requeridas del Plan de
Seguridad Industrial debe ser documentada y medidas en libros individuales y de
grupo. Lo siguiente puede ser documentado en otro sistema de administración de
información.
• Reporte de Investigación de Incidentes
• Ejercicios de Emergencia del Sitio (Ejercicios de Simulación de
Emergencias y Ejercicios de Escala Funcional Total)
• Registros de Entrenamiento en Seguridad
• Seguimiento de los Pasos de Acción ó Tareas
• Solicitudes de Trabajo Seguro.
• Sugerencias de seguridad (Cada área de trabajo debe tener una lista abierta
de sugerencias como un vinculo a sus minutes de sus juntas de seguridad)
• Reporte de Evaluaciones Propias.
� Proyectos de Mejora Continua del Proceso Básico de Seguridad. Cada Equipo de
Trabajo debe tener al menos un, proyecto de mejora de una área especifica de
seguridad en progreso. El proyecto debe ser algo que el equipo pueda cumplir por sí
mismos. Ellos deben identificar los puntos de cumplimiento de seguridad en un área
especifica, entonces establecer e implementar un plan escrito
El plan debe incluir:
• Una descripción de los puntos.
• La observación / Medición que identifique los puntos

Instituto Politécnico N acional
118
• El cumplimiento de objetivos, y
• Los elementos y actividades del Plan de Seguridad que ayuden a llevar a
cabo el nivel deseado de cumplimiento.
Ellos deben implementar el plan y medir los resultados hasta que la meta se cumpla
totalmente.
4.5 DESARROLLO.
El programa de seguridad industrial debe establecer y mantener un procedimiento para
identificar y permitir que los elementos administrativos así como los elementos técnicos
que se describieron en el capítulo anterior sean aplicables para cada función y nivel de
la organización, según le corresponda; del cual se desprende lo siguiente:
4.5.1 Selección.
La Industria Maquiladora de la confección deberá seleccionar su propio personal
respetando siempre los principios de equidad, igualdad, transparencia, meritos y
capacidad La empresa fijara los procedimientos adecuados para la selección del
aspirante, cuidando la relación entre el tipo de prueba a realizar y el cargo o tarea que ha
de ejercer. Pudiendo la empresa crear las pruebas practicas u otras que considere
pertinentes.
Toda las personas que habiendo cumplido con los requisitos exigidos para pasar a la
etapa de prueba, deberá realizársele un examen Pre-Ocupacional cual será realizado por
el órgano de salud y Seguridad del Instituto, donde quedan registrado las condiciones de
salud en las que se encuentra el trabajador que aspira formar parte del personal ordinario
de la institución. Habiendo superado el periodo de prueba y recibida la notificación
como personal fijo , El médico del Órgano de Salud y Seguridad Laboral del instituto,
procederá a abrirle un expediente donde quedaran asentadas las condiciones de salud en
las que se encuentra el nuevo trabajador.

Instituto Politécnico N acional
119
4.5.2. Adiestramiento
Inducción. La inducción e información por escritos de los riesgos presentes en el área
de trabajo donde se desempeñara el nuevo trabajador, se le deberá informar y se le hará
saber las medidas de protección y/o prevención que deberá utilizar para minimizar el
riesgo. El medio idóneo para presentar dicha información es el Análisis Seguro de
Trabajo (AST), pudiendo el órgano de Salud y Seguridad laboral anexar cualquier otro
medio cuando lo considere conveniente. Todo esto con la finalidad de hacer cumplir lo
establecido en la Ley Orgánica De Prevención Condiciones y medio Ambiente de
Trabajo.
Adiestramiento. La unidad de personal planificara anualmente un proceso de
adiestramiento que permita instruir ya sea formativa o informativamente al personal de
todo lo concerniente a su labor desempeñada dentro de la institución al igual que dará a
conocer las normas generalizadas, todo esto en aras de aumentar la productividad del
personal mediante el desarrollo de sus habilidades y destrezas, creando así un Valor
agregado al personal de la institución
� Adiestramiento ocupacional: Todo trabajador deberá recibir un adiestramiento
operacional para desarrollar habilidad y conocimiento en la ejecución segura de la labor
asignada. Los jefes o de cada área, deberán mostrar el medio ambiente laboral al nuevo
trabajador, de igual forma deberán darle un mínimo de adiestramiento de la labor
asignada, tendiente siempre a crear en el trabajador una conciencia prevencionista en pro
de buscar el mas alto rendimiento del trabajador.
La unidad de personal creara los cursos de adiestramiento que consideren necesarios,
para desarrollar lo conocimientos, habilidades y destrezas del trabajador. Los jefes de
áreas pueden realizar por escrito la petición de adiestramiento de un grupo de
trabajadores, cuando previamente evaluada las necesidades del personal los resultados
revelen la falta de adiestramiento en algún área relacionada con la labor que ejecutan. La

Instituto Politécnico N acional
120
unidad de personal esta en el deber de agilizar lo concerniente al adiestramiento
requerido para ese grupo de trabajadores.
� Adiestramiento en Higiene y Seguridad Industrial: Todo trabajador deberá
recibir un adiestramiento en higiene y seguridad industrial, tendente a desarrollar
conciencia sobre la identificación de riesgos, prevención de accidentes y enfermedades
profesionales en cada área respectiva de trabajo.
Se debe exponer a todos los trabajadores las leyes, reglamentos y normativas que
regulan la higiene y seguridad laboral tendentes siempre a optimizar los procedimientos
y formas seguras de trabajo. El órgano de Salud y Seguridad Laboral fijara los cursos o
Adiestramiento básicos que considere necesario para todos los trabajadores, al igual que
considerar previa evaluación del área de trabajo los cursos o adiestramiento para conocer
y minimizar los riesgos específicos por áreas similares o labores parecidas. El órgano de
Salud y Seguridad Laboral creará un "plan de formación anual" para la prevención de
riesgos y la cultura de seguridad
4.5.3. Motivación.
La puesta en marcha de la cultura de seguridad y prevención necesita de una constante
motivación, para estimularla y crear acciones tendentes a mejorar las condiciones de
trabajo y aumentar así el interés de los trabajadores hacia la prevención de accidentes. Es
por ello que el Comité Mixto de Seguridad Industrial, deberá valerse de todas las medios
que le sean concedidos para crear y divulgar información dentro del ámbito laboral que
conlleve a ir fomentando y creando el interés constante de todos los trabajadores con
relación de la cultura y la prevención. Las siguientes actividades se realizaran con la
finalidad de incentivar a los trabajadores y fomentar la participación de los mismos con
la seguridad laboral dentro de la empresa El Comité Mixto de Seguridad Industrial
deberá promover la participación activa de todos los trabajadores para aumentar el
interés en materia de higiene y seguridad laboral.
� Creación de buzón de sugerencias.
� Colocación de vallas alusivas a la seguridad.

Instituto Politécnico N acional
121
� Organización de eventos relacionados con la salud y la seguridad
� Proporcionar conocimientos sobre las leyes, los riesgos y su clasificación.
� Creación de la semana de la seguridad
� Colocación de carteles, afiches e información en las distintas áreas de trabajo
relacionadas con los riesgos inherentes a la actividad que ejercen y sus medidas
preventivas.
� Distribución de afiches, boletines, revistas, folletos, dípticos, trípticos o cualquier
otro tipo de material con el área de higiene y seguridad laboral.
� Realización de eventos y campañas especiales con el objeto de promover la higiene,
la salud y la seguridad laboral.
� Incentivo a los trabajadores destacados en la promoción y ejecución de la seguridad
laboral.
� Creación de concursos y competencias para desarrollar el interés y la participación
individual o grupal por lo menos una (1) ves al año.
4.5.4 Consulta y Comunicación.
Debe contar con procedimientos para asegurar que la información sea comunicada (una
bitácora de Seguridad Industrial) y documentada para administrar las actividades del
equipo de proceso seguro. El personal debe:
� Estar involucrado en el desarrollo y revisión de políticas y procedimientos para el
manejo de riesgos;
� Ser consultado con respecto a cualquier cambio que afecte la seguridad y salud en su
lugar de trabajo;
� Estar representado en problemas de seguridad y salud; y(119)
� Estar informado de quién y quiénes son sus representantes de la Comisión Mixta de
Seguridad (como lo establece la norma mexicana de seguridad en el trabajo NOM-
019-STPS-1993, mencionado en el capítulo 3 en referencia a los elementos
técnicos).
(119) Norma Mexicana sobre los Sistemas de Administración de Seguridad y Salud en el trabajo, 2000. p.13

Instituto Politécnico N acional
122
4.5.5. Ingeniería.
� Nuevos proyectos o modificación de instalaciones
Para la correcta gestión de la seguridad y la cultura de la prevención hay que tomar en
cuenta que los riesgos deben combatirse desde el origen, es por ello que en aras del
mayor aprovechamiento económico y presupuestario, la empresa considera conveniente
adecuar las instalaciones para una eficaz acción preventiva de los riesgos y planificar
cualquier proyecto que tenga que ver con las instalaciones de la empresa para dotarlo da
las medidas de seguridad, todo con el fin de hacer de las instalaciones, equipos y formas
de trabajo lo mas seguro posible, teniendo siempre en cuenta que las mismas redundaran
en la mayor productividad de los trabajadores, en su salud y en la mayor confiabilidad en
las instalaciones de la empresa.
Considerando lo antes expuesto se crea una línea de trabajo entre el órgano de salud y
seguridad y el órgano ejecutante de cualquier nuevo proyecto, que permita desde el
inicio de la obra verificar la concepción de medidas de seguridad necesaria para que la
nueva instalación, funcione según lo establecido en las normas y reglamentos de higiene
y seguridad.
� Adquisición de maquinarias, equipos o productos.
Para la adquisición de cualquier maquinaria o equipo, ya sea de forma compraventa,
contrato o arrendamiento la unidad responsable de la adquisición del mismo deberá
exigir al distribuidor el Manual de Instrucción de la maquina o equipo, que permita al
trabajador o usuario del mismo la fácil comprensión, el manual debe estar redactado en
español preferiblemente, de no ser posible deberá realizarse la traducción del mismo a la
mayor brevedad posible. De igual forma la unidad encargada de realizar el trámite,
exigirá al fabricante la acreditación y los requisitos establecidos para poder realizar la
transacción. De la misma, quedará constancia en los expedientes administrativos. El
órgano de salud y seguridad laboral planificará planes formativos, que permitan a todas
las personas o unidades responsables de la adquisición o compras de equipos o
maquinarias reconocer cuales son los aspectos que deben considerarse para saber que tan

Instituto Politécnico N acional
123
segura es la futura adquisición, al igual que la calidad del mismo, y los documentos que
deben exigírsele al proveedor, todo esto tendente siempre a maximizar los estándares de
calidad de la organización. Realizada la adquisición de la nueva maquinaria o equipo, es
responsabilidad del jefe del área administrativa, velar por la correcta instalación de la
misma y la puesta en marcha. El jefe del área administrativa podrá solicitar la ayuda de
cualquier trabajador de la empresa con conocimientos en el área o equipo en cuestión
que permita la mayor eficacia en la instalación y puesta en marcha de la nueva
adquisición, velando siempre por el cuidado de los intereses y patrimonio de la empresa.
De igual formas, deberá recabarse de los fabricantes, importadores y distribuidores toda
la información necesaria para que la utilización de la nueva maquinaria se produzca sin
riesgo para la salud y seguridad de los trabadores o usuarios del mismo.
Para la compra de sustancias o productos químico el jefe de la unidad administrativa que
realice la compra debela exigir del fabricante, importador o suministrador las fichas de
seguridad química que obligatoriamente deberán indicar lo expuesto por la norma que
establece la STPS que regula lo pertinente; es decir forma de utilización, medidas
preventivas, daños ala salud, y todo lo concerniente a la manipulación. Las fichas de
seguridad deberán esta en un lugar de fácil acceso a los trabajadores, el órgano de salud
y seguridad laboral estará presto a suministrar la información a los trabajadores que
utilicen el químico. Bajo ninguna circunstancia se permitirá que existan dentro de las
instalaciones de la empresa, alguna sustancia o producto químico desconocido o que no
cumplan con lo antes expuesto, de existir algún producto o sustancia desconocida se
aislara y no se permitirá el contacto de ningún trabajador con el mismo al igual que se
participara a las autoridades correspondientes para su desecho, según la ley .de desechos
y sustancias químicas peligrosas.

Instituto Politécnico N acional
124
4.5.6. Inspecciones.
Para verificar constantemente que las áreas de la Empresa donde laboran los
trabajadores, se cumplen un mínimo de normas de higiene y seguridad laboral, al igual
que el verificar el medio ambiente de trabajo es necesaria la realización de inspecciones,
que permitan detectar cualquier falla que pueda acarrear a algún tipo de accidente.
Las siguientes inspecciones ha considerar son:
I. Inspecciones continuas: Los Jefes de áreas deberán asegurarse continuamente de que
las herramientas, maquinarias, y equipos se encuentren en buenas condiciones y que el
uso de los mismos no implique ningún peligro; según el instructivo del equipo a
inspeccionar. De igual manera los empleados u obreros inspeccionaran las herramientas
manuales para comprobar sus condiciones de seguridad. Ningún elemento entrara en
servicio regular sin verificarlos antes para comprobar sus posibles riesgos, estudiar su
funcionamiento instalar protecciones adicionales necesarias y procedimientos de
seguridad pertinente.
II. Inspecciones Especiales: Estas son necesarias a veces como resultado de la
instalación de nuevos elementos, la construcción o remodelación de nuevos edificios y
de la aparición de nuevos riesgos.
III. Inspección de las Practicas de Trabajo: El Comité Mixto de Seguridad laboral
colaborara con los Jefes de áreas en la instrucción del procedimiento mas seguro para
desempeñar cada trabajo, en consecuencia es necesario una observación continua que
permita, comprobar que la tarea que se realiza esta siendo ejecutada de la manera mas
segura y que los trabajadores cumplen con los procedimientos establecidos.
El Comité debe facilitar la mayor asistencia a los Jefes de áreas para que estos a su vez
procedan a observar los trabajos y a los trabajadores y poder así corregir los
procedimientos inseguros.

Instituto Politécnico N acional
125
IV. Inspecciones a Sitios de Trabajo, Equipos, Maquinarias y Herramientas
Mediante una adecuada inspecciona se puede determinar el conocimiento que posee el
trabajador acerca de las actividades que ejecuta, la observación de las normas de
seguridad, la necesidad de nuevos métodos en el proceso de trabajo, la calidad de los
equipos y herramientas utilizadas. Estas inspecciones las realizaran los Jefes de áreas,
por lo menos una vez al mes con el fin de evaluar el pleno cumplimiento de las normas y
reglamentos de seguridad También se deben realizar inspecciones a los sistemas y
equipos de extinción de incendio, con el objeto de garantizar su efectividad al momento
de producirse un conato de incendio.
1) Inspecciones de Seguridad Laboral. Las inspecciones de seguridad en conjunto de
análisis de riesgo, sirven para la identificación de aquellas condiciones y practicas
inseguras en los lugares de trabajo que puedan producir accidentes y/o enfermedades
profesionales
Consideraciones en las inspecciones
� Verificar que los trabajadores estén enterados de la importancia del uso de los
equipos de protección personal
� Verificar la existencia de métodos divulgativos
� Comprobar que la ropa de trabajo sea la mas adecuada
� Observar practicas inseguras
� Verificar que los equipos de protección personal sean los adecuados
2) Inspecciones en Puestos de Trabajo
� Verificar el orden y la limpieza
� Verificar el sistema de detección y combate de incendios
� Verificar la iluminación de acuerdo a los parámetros establecidos según la
Norma Oficial Mexicana sobre la ventilación en los lugares de trabajo
mencionada en el capítulo anterior (NOM-016-STPS-1993).

Instituto Politécnico N acional
126
3) Inspecciones de los Medios de Trabajo
Regularmente los supervisores, los asesores seguridad, así como los miembros de comité
de higiene y seguridad laboral efectuaran inspecciones aleatorias a los trabajos que son
efectuados por los trabajadores de la empresa y de las contratistas. Estas inspecciones
generaran reportes de los actos inseguros o condiciones inseguras que son enviadas a las
respectivas áreas siendo estas determinantes para:
� La correcta operabilidad de las maquinas, equipos y herramientas.
� La correcta funcionalidad y mantenimiento de los equipos
� La ejecución de inspecciones rutinarias con el fin de detectar y corregir actos o
condiciones inseguras.
4) Inspecciones a Vehículos.
De acuerdo a un programa previamente definido, las unidades automotores deberán ser
inspeccionadas, reportándose las condiciones inseguras observadas al área responsable.
Estas inspecciones estarán a cargo de los Jefes de cada área quienes coordinaran las
correcciones pertinentes. El objeto de estas inspecciones es verificar que las unidades
pertenecientes a la empresa circulen en condiciones óptimas a fin de no involucrarse en
accidentes viales que puedan desencadenar en lesiones a propios o terceros al igual que
en responsabilidades legales.
5) Inspecciones a Equipos de Protección personal
Se debe dotar a los trabajadores de los implemento y equipos de protección personal que
sean necesario para la segura ejecución del trabajo, además se le capacitara en el uso de
los mismos, los supervisores de área en conjunto con el Comité Mixto de Seguridad
Laboral, revisaran constantemente el buen funcionamiento y el buen estado de los
equipos de protección. De la entrega del equipo quedara constancia en el Comité Mixto
de Seguridad Laboral, que deberá ser archivada, de igual forma se crearan cronograma
que permita la revisión de los equipos de protección personal.

Instituto Politécnico N acional
127
No se permitirá la entrada en uso de ningún equipo de protección personal, sin la antes
aprobación del Comité Mixto de Seguridad Laboral acorde con lo establecido en la
Norma Oficial Mexicana. De igual manera, se recomienda usar un equipo de protección
personal idóneo, el cual se sugiere en el ANEXO No.1
6) Inspecciones a instalaciones.
Se debe realizar por lo menos trimestralmente una revisión exhaustiva a toda la
instalación independientemente del riesgo que este presente a fin de detectar condiciones
inseguras que pudiesen generar accidentes a cualquier trabajador o visitante de esta
organización (120).
De igual forma el Comité de Seguridad tiene la atribución de realizar cualquier
inspección que crea conveniente, quedando siempre constancia de la misma, todo
siempre enmarcado en velar por la seguridad de los trabajadores y el cuido de las
instalaciones y del patrimonio de la Organización.
4.5.7. Reglas, normas y procedimientos.
Las reglas, normas y procedimientos que a continuación se presentan, se han concebidos
con la intención de elevar la calidad del trabajo antes, durante y después de su ejecución,
siendo las mismas susceptibles a ser discutidas, cuando algún trabajador la considere
inoportuna o fuera de lugar.
Las normas son concebidas mediante un basamento técnico, las mismas podrán ser
modificadas o excluidas en algunos de sus puntos o en su totalidad, cuando se considere
obsoleta dados los cambios tecnológicos en el tiempo. Solo el Órgano de Salud y
Seguridad Laboral podrá decidir que norma, regla o procedimiento debe salir del
manual.
(120) Tomado del programa interno de seguridad industrial de Multimaquiladora de Jesús María, Aguascalientes. Año 1999. p.28.

Instituto Politécnico N acional
128
Las mismas son de cumplimiento obligatorio, la falta a cualquiera de ellas serán
reportadas al Órgano de Salud y Seguridad Laboral, quien llevara registro de las mismas
y lo hará saber a los órganos disciplinarios correspondientes.
Reglas Generales
� Queda terminantemente prohibido el acceso a la empresa con cualquier tipo de
arma.
� Queda terminantemente prohibido el ingreso de bebidas alcohólicas en los
lugares de trabajo, así como la presencia de trabajadores en estado de ebriedad.
� No se debe bajar o subir de vehículos en marcha.
� No se asignarán ni se debe intentar hacer un trabajo con el cual no esta
familiarizado.
� No se debe pasar por debajo de sitios en los cuales se estén realizando trabajos.
� Ningún trabajador puede sacar productos o materiales pertenecientes a la
empresa sin previa autorización.
� Se debe prestar atención al trabajo y estar alerta de lo que ocurre alrededor, ya
que la falta de atención es unas de las principales causas de accidentes.
� Los trabajos que constituyan un alto riesgo, deben ser autorizado por el Órgano
de Salud Y seguridad Laboral.
� En caso de que un trabajador no asista a su jornada laboral por motivo de salud,
debe participarlo a la empresa y asistir a una consulta médica para justificar su
ausencia en el trabajo, ya que sin esto no hay justificación.
� Es deber de todo trabajador cumplir y hacer cumplir, las normas y reglamentos,
al igual que reportar cualquier acto o condición insegura.
Orden y limpieza de los lugares de trabajo.
Con el fin de mantener los lugares de trabajo limpios y ordenados y así conseguir un
mejor aprovechamiento del espacio, una mejora en la eficacia y seguridad del trabajo y,
en general, un entorno más seguro, se involucrarán en el procedimiento de orden y
limpieza a todas las áreas de la empresa tanto con su personal como con el personal
contratado. Teniendo en cuenta uno de los principios de la prevención, como es evitar

Instituto Politécnico N acional
129
los riesgos desde su origen, deben descubrirse las causas que originan desorden,
suciedad y vertidos incontrolados con el fin de adoptar las medidas necesarias para su
eliminación.
La unidad de personal es la responsable de transmitir a los trabajadores las normas de
orden y limpieza que deben cumplir con la normativa aplicable a cada caso y fomentarán
los hábitos en este sentido de las tareas laborales. Del mismo modo, serán los
responsables de realizar las operaciones de revisión del estado de orden y limpieza en
sus áreas correspondientes. Igualmente, gestionarán y realizarán todos aquellos trámites
procedentes a subsanar las anomalías. Los trabajadores deberán mantener su puesto de
trabajo ordenado y limpio en lo que le competa y posibilitarán las labores de limpieza
del personal de servicios al efecto, igualmente mantendrán las herramientas ordenadas y
en perfecto estado de conservación, notificando la necesaria reposición de la misma
cuando sea necesario.
En los lugares de trabajo se observarán en todo momento las recomendaciones de orden
y limpieza que por la normativa se regula; en este caso se tendrá en cuenta el orden de
productos peligrosos, equipos, herramientas y utensilios que contribuyan a mantener los
puestos de trabajo de forma organizada con el fin de hacerlos más seguros para los
trabajadores. Los lugares de trabajo dispondrán de zonas de almacenamiento seguras
adecuadas a los productos y materias allí contenidas, de manera que eviten los riesgos a
los que pueda dar lugar. Se tendrá en cuenta en estas zonas las medidas de seguridad
para evitar los desplomes de lo almacenado, así como la distribución de materias. Los
desechos que se vayan produciendo deben ser eliminados constantemente a fin de
mantener las inmediaciones de la empresa limpia y en total orden.
Las zonas de paso deberán contar con las medidas y distancias normalizadas y deberán
estar despejadas de obstáculos. Los recipientes destinados a depósito de basuras deberán
ser vaciados antes de que se colmen. Los recipientes para el contenido de desperdicios y
útiles con riesgo biológico deberán encontrarse señalizados y se procederá a la gestión
de los residuos de la forma más segura.

Instituto Politécnico N acional
130
Señalización de seguridad
Se entenderá por señalización de seguridad y salud aquella referida «a un objeto,
actividad o situación determinadas, que proporcione una obligación o indicación relativa
a la seguridad y la salud en el trabajo mediante señal en forma de panel, un color, una
señal de luminosa o acústica, una comunicación verbal, o una señal gestual. En los
lugares de trabajo se dispondrá de señalización de seguridad para avisar, prohibir y
recomendar las formas y procedimientos a utilizar para hacer de las dependencias y
edificios lugares más seguros para los trabajadores. El Órgano de Salud y Seguridad
Laboral será el ente especializado para establecer los criterios para que la señalización
de seguridad se realice conforme a los riesgos no evitados e identificados en los puestos
de trabajo. En especial se tendrá en cuenta la señalización de emergencia y evacuación
en caso de siniestro de manera que haga eficaz las normas que contribuyan a asegurar la
integridad de las personas, los bienes y las instalaciones.
Los riesgos previstos en la normativa vigente tendrán su correspondencia en
señalización allí donde se encuentren, con el fin de evitar las consecuencias nocivas de
los riesgos. Dado los riesgos de la empresa, se colocarán de forma visible y de la manera
prevista en la normativa las señalizaciones pertinentes, las cuales se revisarán
periódicamente para verificar el estado de mantenimiento y vigencia de ellas. La
empresa con el dinero necesario para señalización de seguridad y salud que requieran los
puestos de trabajo, con el fin de señalizar todas aquellas zonas de riesgo, maquinarias o
productos que lo requieran. La gerencia será la responsable de llevar a cabo las
instrucciones dad por órgano de seguridad en cuanto a la disposición de señalización
Ningún miembro de la empresa retirará ninguna señal de seguridad sin advertirlo
al Órgano de Seguridad, el cual resolverá la conveniencia de retirarla, suprimirla o
reponerla por otra más idónea. ((((111122221111))))
(121) Íbidem, p.42

Instituto Politécnico N acional
131
De los equipos eléctricos.
1. El trabajador debe estar siempre alerta contra la posibilidad de ponerse en
contacto con equipos eléctricos bajo tensión
2. Debe tener especial cuidado con todos los conductores eléctricos sea cual
fuera la tensión que conduzcan.
3. Si no esta autorizado para ello no debe intentarse efectuar tareas
relacionadas con electricidad.
4. Si se detecta algún defecto en los equipos eléctricos, se debe informar
rápidamente al supervisor del área o algún miembro del comité de higiene
y seguridad industrial.
5. Antes de conectar un cable de pensión eléctrica, debe cerciorarse si hay
desperfecto visible.
6. Deben inspeccionarse las herramientas eléctricas portátiles antes de
usarse. Así mismo debe revisarse el estado de sus enchufes y
conductores.
7. Debe Aislar todos los cables descubiertos.
De la prevención y protección contra incendio
1. Los aparatos contra incendios son para usarlos en caso de incendio
únicamente.
2. No deben bloquearse los sitios donde están colocados los extintores de
incendios ni las salidas de emergencias.
3. Debe solicitarse permiso especial al departamento de seguridad industrial
para poder realizar trabajos en caliente, cerca de sustancias inflamables,
material explosivo, tuberías e instalaciones a gas.
4. Los trabajadores deben conocer el funcionamiento y uso especifico de los
diferentes tipos de extintores de incendios.
5. Debe notificar al encargado de seguridad industrial cuando se use
cualquier extintor, así sea poca la cantidad de sustancia química que se
haya usado.

Instituto Politécnico N acional
132
6. Debe reportarse al supervisor o al encargado de seguridad industrial todos
los peligros que se observen.
7. Debe mantener limpio y en buen estado de funcionamiento el equipo de
unión y conexión a tierra (122)
4.5.8. Evaluación.
El órgano de seguridad laboral de la empresa, mediante una lista de verificación,
revisará el cumplimiento o no de las fases del programa de seguridad industrial el cual
debe de contar con formas especialmente diseñadas para auditar zonas de riesgos,
capacitación de personal, bodegas, almacenes y áreas de producción. Estos documentos
requeridos por el sistema de gestión de seguridad industrial deben controlarse así como
deben de permanecer legibles, fácilmente identificables y recuperables. Además deben
de:
a) aprobar los documentos en cuanto a su adecuación antes de su emisión;
b) auditar primero las áreas de trabajo de los miembros del Comité Mixto de seguridad
industrial y después las de los jefes de los departamentos;
c) revisar y actualizar los documentos cuando sea necesario y aprobarlos nuevamente;
d) asegurarse de que los documentos permanecen legibles y fácilmente identificables;
e) que el personal conozca el formato de auditoria;
f) que el personal que participó en el área, se encuentre presente durante la auditoria;
g) dar al personal al momento de auditar el área una copia del formato con objeto de
que ellos puedan seguir punto por punto el proceso de evaluación (123).
La evaluación interna del programa de seguridad industrial es de gran importancia pues
se da el seguimiento para determinar zonas de riesgos, zonas de peligro, entre otros; con
la finalidad de que se lleve a cabo un programa eficaz y efectivo. En el Anexo 3 se
presenta un ejemplo sobre la evaluación de un formato para talleres así como el llenado
del mismo.
(122) Íbid. (123) Tomado de la Norma Oficial Mexicana ISO 9000:2000, referente a los sistemas de gestión de la calidad, p. 7-8.

Instituto Politécnico N acional
133
4.5.9 Implementación.
El Programa de Seguridad Industrial debe ser implementado como un programa en
proyecto de implementación. Cada organización debe publicar un plan de
implementación y la medición del progreso. Una guía de implementación se da con las
herramientas de implementación.
4.5.10 Cronograma para un programa de seguridad.
El cronograma es una herramienta que ayuda a establecer las actividades orientadas a la
seguridad y salud en el trabajo dentro de la organización. El objetivo de proponer un
cronograma dentro de la industria maquiladora textil es la de conjuntar las etapas
administrativas que toda gestión de seguridad debe de contener en el calendario de
actividades a realizar. Un ejemplo sobre lo que debe de contener un cronograma es el
que puede ser observado en el ANEXO 2, el cual esta basado en el criterio y
características que al inicio del programa se hizo referencia.
4.6 DOCUMENTOS RELACIONADOS.
Son aquéllos documentos donde se enlista todo lo relacionado a procedimientos,
instrucciones de trabajo, formas u otros documentos de referencia (124). Para el programa
de seguridad industrial que se propone tiene referencia en documentos como la norma
oficial mexicana sobre los sistemas de administración de seguridad y salud en el trabajo,
otorgada por el Instituto Mexicano de Normalización y Certificación A.C. (NMX-
SAST-001-IMNC-2000), así como también por las normas oficiales mexicanas que
emana la Secretaria del Trabajo y Previsión Social (STPS) las cuales fueron explicadas
en el capítulo 3 de esta investigación; así como también de la norma mexicana de
calidad (ISO 9001-2000) para retomar algunos aspectos sobre auditorias internas; con la
finalidad de dar sustento al programa de seguridad industrial.
(124) Apuntes sobre Gestión de la Calidad. Año 2004.

Instituto Politécnico N acional
134
CONCLUSIONESCONCLUSIONESCONCLUSIONESCONCLUSIONES

Instituto Politécnico N acional
135
En este trabajo, se ha destacado la importancia que tiene la Seguridad Industrial como
disciplina en la industria manufacturera y principalmente se ha tocado más
específicamente al sector maquilador textil en el área de la confección, y como se ha
mencionado a lo largo de esta investigación la finalidad de esta disciplina es la de
proteger a los miles de trabajadores que se encuentran en nuestras industrias mexicanas
laborando.
La Seguridad Industrial en el sector Textil en el área de la confección, es un sector que
no ha sido favorecido en esta disciplina pues en la actualidad en nuestro país no existen
Programas que detallen sobre las prioridades o necesidades, en cuanto a seguridad
industrial se refiere, y que como lo estipulan las leyes y normativas nacionales se deban
establecer y tener en cuenta en nuestras empresas manufactureras mexicanas.
De este modo, surge la necesidad de investigación sobre las medidas de seguridad
industrial dentro de este sector manufacturero pues posiblemente se tenga la instalación,
y la infraestructura básica de seguridad; pero no existen programas que detallen,
propicien y evalúen los sistemas internos de seguridad y salud del trabajador.
Por otro lado, se llega a cristalizar el objetivo de este proyecto de investigación., que de
manera sencilla, propone los lineamientos que debe contener un Programa Interno de
Seguridad Industrial Para la Mediana Empresa del Sector Textil en el área de la
Confección.
Del cual se desprende y concluye lo siguiente:
� Es importante destacar que el desarrollo tecnológico sigue perfeccionando a
la industria maquiladora de la confección y cada día aumenta su
productividad, lo que conlleva a la iniciativa de proponer un programa para
este sector manufacturero poco favorecido en el ámbito de seguridad
industrial.
� El impacto de este programa se puede resumir en lo siguiente:

Instituto Politécnico N acional
136
� Evitar lesiones por accidentes que traen como consecuencia una
disminución de la productividad.
� Reducir los costos operativos de producción y maximizando
beneficios.
� Permitir con este programa desarrollar las medidas básicas de
seguridad para que la empresa cuente con sus propios índices de
frecuencia y gravedad para determinar los costos e inversiones
que se deriven de lo anterior.
� El buen éxito de una implementación de un programa de seguridad
industrial depende en gran parte del grado de compromiso de la dirección y
del eficiente flujo de información entre éste y los diferentes niveles de la
organización. Por tal motivo es necesario e indispensable involucrar al
personal más expuesto a los accidentes de trabajo y las enfermedades
profesionales y establecer una buena comunicación entre ellos.

Instituto Politécnico N acional
137
ANEXOSANEXOSANEXOSANEXOS

Instituto Politécnico N acional
138
ANEXO 1
Ejemplos de equipos de seguridad industrial recomendados
Con la finalidad de complementar el programa de seguridad propuesto, en este apartado
se pretende dar a conocer los equipos de seguridad recomendados para el Programa de
Seguridad Industrial para la Mediana Empresa en el Sector Textil en el área de la
Confección,
Equipos de Protección Personal.
Para combatir los riesgos de accidente y de perjuicios para la salud, resulta prioritaria la
aplicación de medidas técnicas y organizativas destinadas a eliminar los riesgos en su
origen o a proteger a los trabajadores mediante disposiciones de protección colectiva.
Cuando estas medidas se revelan insuficientes, se impone la utilización de equipos de
protección individual a fin de prevenir los riesgos residuales ineludibles. Bajo el anterior
escenario se desglosa el equipo de protección personal para la Industria Textil en el área
de la confección.
1. Mascarilla
a) Tamaño y material del equipo
Las mascarillas que conforman este equipo, y de las cuales se hablará adelante, pueden
cubrir diferentes partes de la cara:
� Cuarto de cara: cubre nariz y boca.
� Media cara: cubre la boca, nariz y mentón.
� Cara completa: cubre desde la frente hasta el mentón.
� Capuchas: cubren la cabeza completamente y forman parte de trajes que cubren
completamente el cuerpo.

Instituto Politécnico N acional
139
Respecto a los materiales, los más empleados en este tipo de equipo de protección
personal son: neopreno, silicón, hule y PVC (el más económicos, pero pierden
flexibilidad con el tiempo). Las mascarillas de cara completa y capucha tienen una pieza
ocular o ventana generalmente hecha de policarbonato o acrílico.
b) Tipos de equipo de protección respiratoria
Los diferentes equipos de protección respiratoria actúan bajo los principios de presión
negativa y positiva dentro de la mascarilla. La presión positiva implica que existe aire u
oxígeno siempre en el interior de la mascarilla, haciendo que la presión sea mayor dentro
de ella que la que se tiene en la atmósfera del medio ambiente. La presión negativa
significa que la presión dentro de la mascarilla es menor que la del medio ambiente, ya
que al inhalar es como se fuerza al aire a pasar dentro de ella. Generalmente los equipos
de presión positiva ofrecen una mejor protección respecto a los de presión negativa, ya
que éstos pueden permitir la entrada de la atmósfera contaminada a la mascarilla si no se
tiene un buen sello. Aunque los equipos de protección respiratoria tienen varias
subdivisiones nos avocaremos solo a aquellas que nos den protección respiratoria para
nuestro caso de estudio y de los cuáles mencionaremos la primera subdivisión por
encontrar en esta las mascarillas para partículas:
Purificadores de aire: Como su nombre lo indica, sirven para limpiar el aire
contaminado por medio de filtración mecánica o química de partículas, vapores y gases.
Dentro de este tipo de equipo existen la clase:
� Mascarilla para polvos: Destinada solo a las partículas sólidas suspendidas, la
mascara de polvo no esta aprobada para la mayor parte de los riesgos e pintura
y soldadura, aunque a menudo se utiliza inadecuadamente en estas situaciones.
Algunas máscaras para polvo están aprobadas para venenos sistémicos leves,
pero por lo general están limitadas a polvos irritantes, aquellos que producen la
pneumocosis o fibrosis. Una de las limitaciones principales de la mascara de
polvo es su ajuste. Incluso los modelos de mejor ajuste tienen fugas de aprox.

Instituto Politécnico N acional
140
20 por ciento. Una regla empírica es que la aprobación es válida para partículas
no más toxicas que el plomo.
A pesar de sus desventajas, la mascara de polvo es popular porque es barata, higiénica y
puede desecharse después de usarla(116).Para nuestro caso de estudio la siguiente tabla
muestra las opciones a utilizar (117).
Figura 1. Equipo de Protección Respiratoria.
MASCARILLA
DESCRIPCIÓN
Mascarilla higiénica, para uso no profesional.
Protege frente a polvos no nocivos y con
concentraciones inferiores.
Protección frente a partículas sólidas y líquidas no
volátiles. Menor resistencia a la inhalación gracias a su
diseño exclusivo con una mayor superficie de filtración
Mejor ajuste facilitado por el anillo de sellado facial y
las bandas ajustables. Ajuste eficaz incluso en tamaños
de cara excepcionalmente pequeños.
(116) C. Ray Asfahl, Seguridad industrial y salud. 4ª Edición, Editorial Pearson Educación, 2000, p. 225 (117) www.naisa.es Equipos de protección personal_archivos\articulos_respiratoria_mascarillas. Fecha de Consulta 10 de Mayo 2006.

Instituto Politécnico N acional
141
2. Protección de Oído.
Cuando no es posible reducir el ruido a un valor aceptable, deben llevarse protectores de
oído. Los protectores del oído, de uso general, se clasifican en dos grupos: los de tipo de
tapón o insertos, y los de tipo de copa u orejera. El protector de tipo tapón se inserta en
el conducto del oído y varía considerablemente tanto en su forma como en su material.
Los materiales usados son: goma, plástico blando o duro, cera y algodón. Los de goma y
de plástico son los que gozan de más popularidad, debido a que son fáciles de mantener
limpios, de poco costo y dan buenos resultados. Es importante que los tapones para el
oído no contengan partes o piezas que puedan desprenderse y penetrar en el conducto del
oído debido a un golpe recibido, siendo así causa de daños al tímpano o al oído
medio(118). Las orejeras es un protector que consta de dos piezas que ajustan
convenientemente a cada lado de la cabeza por medio de elementos almohadillados,
quedando el pabellón externo de los oídos en el interior de los mismos.
Figura 2. Equipo de Protección de Oídos
PROTECTORES DE OÍDO
DESCRIPCIÓN
Tapones cónicos desechables de espuma de poliuretano.
Máximo confort y protección. Este tapón delgado y esponjoso hace desaparecer los temores de algunas personas a utilizar protección.
Tapones desechables de espuma de poliuretano con cordón
Mismas propiedades que el tapón. Además dispone de cordón para los usuarios que entran y salen de entornos ruidosos y para empresas de alimentación.
(118) Manual del adiestramiento No 79. Guía para el instructor. Seguridad Industrial. E.U. BUREAVOF Labor Standard 1ª Edición, 1970 Editorial Centro Regional de Ayuda Técnica, pp. 97- 98.

Instituto Politécnico N acional
142
3. Ropa de Trabajo
Las condiciones en que se requiere usar equipo de seguridad que cubra todo el cuerpo
son tantas, igual existen numerosos diseños de vestidos que se han puesto en práctica
para asegurar la protección del cuerpo contra los riesgos industriales. Estos se
seleccionan según la protección que darán contra las inclemencias del tiempo, el polvo,
aceites y grasas, sustancias químicas, calor y contactos con objetos en general, que
pueden producir daño físico. También el trabajador debería protegerse contra las
condiciones atmosféricas y tener especial cuidado en la ventilación y condiciones
humanas(119). La ropa de trabajo que no este bien diseñado puede ser origen de múltiples
accidentes, de ahí que los requisitos que debe cumplir son:
• De tipo elástico y flexible que permita una fácil limpieza y desinfección
• Impermeable al polvo y a los líquidos
• Ajustada bien al cuerpo del trabajador, permitiendo la facilidad de movimientos
• Las mangas serán cortas, siempre que las circunstancias lo permitan y cuando
sean largas terminarán en tejido elástico que ajuste al cuerpo. Las mangas largas
que deban ser enrolladas, lo serán siempre hacia dentro, quedando lisas por fuera.
• Se eliminarán los elementos adicionales (bolsillos, botones, cordones, etc.) para
evitar el peligro de enganches (120).
(119) Janania Abraham Camilo, Manual de seguridad e Higiene Industrial., 2a Reimpresión; 1993. Editorial. LIMUSA, pp. 109-110. (120) Santos Durán, José Luís; Seguridad en…, Editorial Donostiarra, pp. 115-123
Instituto Politécnico N acional
143
Figura 3. Equipo de Protección: Ropa de Trabajo.
ROPA DE TRABAJO
ROPA DE TRABAJO

Instituto Politécnico N acional
144
4. Protección de Manos.
La mayoría de los daños profesionales en la industria afectan las manos, piernas y pies.
Las manos y los dedos casi siempre están en contacto o muy cerca del objeto o material
que se está manejando o trabajando. En nuestro particular caso, la protección de las
manos y de los brazos se pueden considerar los siguientes:
• Mangas. Son cubiertas que abarcan desde la muñeca hasta arriba del codo. Se
construyen con los mismos materiales detallados para los guantes y manguitos.
• Dedales: Son cubiertas para dedos, indispensables para evitar cortadura,
pinchazos, etc.
• Manguitos de piel. Un manguito confeccionado con piel que se emplea para
impedir que la suciedad, el polvo o el material caliente penetre en el guante del
trabajador, se coloca sobre el puño del guante y al mismo tiempo protege la parte
inferior del antebrazo contra cortes, arañazos y golpes ligeros. Este manguito lo
utilizan los hombres que manejan materiales pesados, fundidores y trabajadores
expuestos a operaciones que pueden producir cortes, golpes o chorros de metal
peligrosos para el antebrazo.
Existen varios factores que deben considerarse para elegir la protección más adecuada, y
son los siguientes:
1. Riesgos contra los que hay que protegerse (contacto con objetos filosos o
sustancias abrasivas, corrosivas, calientes, irritantes, etc.).
2. Grado de resistencia a las sustancias con las que se está en contacto.
3. Sensibilidad requerida.
4. Área que debe protegerse (dedos, mano, la muñeca y el brazo) (121).
(121) Janania Abraham Camilo., Op. Cit., pp. 108-109.

Instituto Politécnico N acional
145
Figura 4. Equipo de Protección para Manos y Pies
GUANTES
ZAPATO

Instituto Politécnico N acional
146
ANEXO 2
Ejemplo de un cronograma de actividades para la Seguridad Industrial
En la industria maquiladora en el área de la confección.
Actividad
Propósito
Quien
Instalación Instalación con
Personal de 5 ó Menos
Trabajadores de
Operaciones Solos
Liderazgo
Juntas de Seguridad Secuenciales –Nivel de Sitio
• Maneja el Sitio, Área, Equipo de Seguridad
Gerente del Sitio Gerente de Departamento Equipos de Trabajo
1/ mes 1/ mes 1/ mes
Juntas de Seguridad Secuenciales – Nivel Administración de Línea
• Maneja el Grupo de Seguridad del Proceso
Gerente de Línea
1/ Trimestral
1/ Trimestral
1/ Trimestral
Juntas de Seguridad Secuenciales – Nivel Administración Ejecutiva y de Grupo
Maneja el Grupo de Seguridad del Proceso
Ejecutivos Vice Presidente
1/ Trimestral
1/ Trimestral
1/ Trimestral
Evaluación y Retroalimentación de las Juntas de Seguridad
• Visibilidad • Juntas de
Entrenamiento de Destreza
Líder del Sitio Líderes del Equipo de Trabajo
1/ seis meses/ Equipo
1/ seis meses
N/A
Proyectos de Mejora Continua *Iniciativas grandes ó complicadas pueden ser lapsos de periodos de tres meses.
• Fomenta las pertenencias de la línea de trabajo
• Proyectos de Prevención Proactiva
Cada Equipo de Trabajo de la Línea
1 Proyecto Activo por 4 meses (Trimestral)*
1 Proyecto Activo por 4 meses (Trimestral)*
1 Proyecto Activo por 4 meses (Trimestral)*
Responsabilidades de Seguridad
Mantener Condiciones de Trabajo Seguro

Instituto Politécnico N acional
147
Actividad
Propósito
Quien
Instalación Instalación con
Personal de 5 ó Menos
Trabajadores de
Operaciones Solos
Inspección de Vigilancia Rutinaria
• Mantener Condiciones Seguras
• Línea de responsabilidad
• Entrenamiento – Contacto
Todos
Por acontecimiento
Rutinaria, Por acontecimiento
Rutinaria, Por acontecimiento
Inspecciones Planeadas de Seguridad y Propias
• Mantener Condiciones Seguras
• Inspecciones Regulatorias
• Asegurar la Disponibilidad del equipo de Emergencia
• Mantener el orden
Equipos de Trabajo
1/mensual ó más frecuente si se requiere por estándar
Mensualmente ó más frecuente si se requiere por estándar
1/mensual ó más frecuente si se requiere por estándar
Inspecciones del Líder
• Identificar las fortalezas y debilidades en el departamento inspeccionado
• Identificar fallas en el proceso de seguridad que permita encontrarlas
• Establecer expectativas
Líder del Sitio Cubre el sitio Entero cada tres meses
Cubre el sitio Entero cada tres meses
Cada Área – 1/ tres meses
Solicitudes de Trabajo Seguro
• Cumplimiento Individual
• Reconocimiento del Riesgo y Corrección
Todos Por ocurrencia
Por ocurrencia
Por ocurrencia

Instituto Politécnico N acional
148
Actividad
Propósito
Quien
Instalación Instalación con
Personal de 5 ó Menos
Trabajadores de
Operaciones Solos
Observación de Seguridad de la Tarea
• Visibilidad • Reforzar la s
tareas planeadas
• Evaluar las tareas
• Discutir la emisión de tareas
Líder del Equipo Líder del Equipo de Trabajo
Cada área 1/ dos meses
1/ dos meses
Cada Líder 1/ mes
Muestreo de Seguridad
• Reforzar Practicas de Trabajo Seguro
• Identificar tendencia de “riesgo”
• Visibilidad del Líder
• Juego de estándares
Recomendado el Líder y seleccionar trabajadores de línea
10 / semana / muestreo
10 / semana / muestreo
10 / semana / muestreo
Contactos de Seguridad de Grupo
• Enfocar la atención
• Liderazgo • Discusión de
Resultados Relevantes de Seguridad
Equipo de Trabajo
1/día de trabajo
1/día de trabajo
N/A

Instituto Politécnico N acional
149
Actividad
Propósito
Quien
Instalación Instalación con
Personal de 5 ó Menos
Trabajadores de
Operaciones Solos
Contacto de Seguridad Individual
• Discusión especifica del área de tópicos de seguridad uno a uno ó en pequeños grupos de trabajo
• Promover la vigilancia de seguridad
• Desarrollo de las habilidades de entrenamiento de seguridad de la gente en posición de liderazgo
• Desarrollo del habito regular de contacto con los trabajadores
Lideres del Equipo de Trabajo
2/ reportan directo/ mes
2/ reportan directo/ mes
2/ reportan directo/ mes
Instrucción Previa al Trabajo
• Enfocar la atención de los grupos sobre los aspectos de seguridad del trabajo ó tarea a ser cumplida
• Alcanzar acuerdos sobre los planes de acción de seguridad
Todos Cuando se necesite
Cuando se necesite
Cuando se necesite

Instituto Politécnico N acional
150
Actividad
Propósito
Quien
Instalación Instalación con
Personal de 5 ó Menos
Trabajadores de
Operaciones Solos
Auditar un Sistema Critico • Permisos • Entrada a
Espacios Confinados
• Inspecciones • Otros
dependiendo de la operación
• Auditar un Sistema Critico
Líder del Departamento Líderes del Equipo de Trabajo
1/ mes / área de trabajo
1/ mes 1/ mes
SISTEMA DE RESPUESTA A EMERGENCIAS
Ejercicio para Situaciones Hipotéticas
• Preparación de Emergencia
• Reacción a Incidentes Bajo Estrés
• Conocimientos y destreza en la construcción de respuesta a emergencia
Equipo de Trabajo de Producción
1 / trimestre
1 / trimestre
1 / trimestre
Practica de Emergencia en Campo
• Probar las Habilidades de la Tarea de Emergencia
Cada Equipo de Trabajo de Producción
1 / trimestre
1 / trimestre
1 / trimestre
Ejercicios en la Mesa de Trabajo Requerimientos de Planeación de Emergencia por Sitio
• Preparación de la Emergencia
• Practica del Comando de Decisiones de Incidentes
• Mejorar los Planes de Respuesta
Gerente del Sitio

Instituto Politécnico N acional
151
Actividad
Propósito
Quien
Instalación Instalación con
Personal de 5 ó Menos
Trabajadores de
Operaciones Solos
Practica de Escala Funcional Total Requerimientos de Planeación de Emergencia por Sitio
• Preparación de Emergencia
• Practica de Respuesta a Emergencia y Coordinación con los recursos de Respuesta
Gerente del Sitio
ANALISIS E INVESTIGACIÓN DE INCIDENTES
Reportando. • Conomiento proactivo
•Comunicación
Todos Por Ocurrencia
Por Ocurrencia
Por Ocurrencia
MIDIENDO EL CUMPLIMIENTO
Evaluación • Mantener el Sistema de Seguridad
• Identificar las Oportunidades de Mejora
• Incrementar el conocimiento del sistema de seguridad
Como se Asigne por Sitio
Por Listado o Catalogo del Sitio
Por Listado o Catalogo del Sitio
Por Listado o Catalogo del Sitio
Evaluación de la Administración
• Fomentar las mejoras en el proceso de seguridad en cada área
• Responsable de Línea– Maneja el Proceso de Seguridad en su área de responsabilidad
Gerente del Sitio y el Líder del Departamento
Cada libro propio es evaluado al menos una vez cada 4 meses
Cada libro propio es evaluado al menos una vez cada 4 meses
Cada libro propio es evaluado al menos una vez cada 4 meses
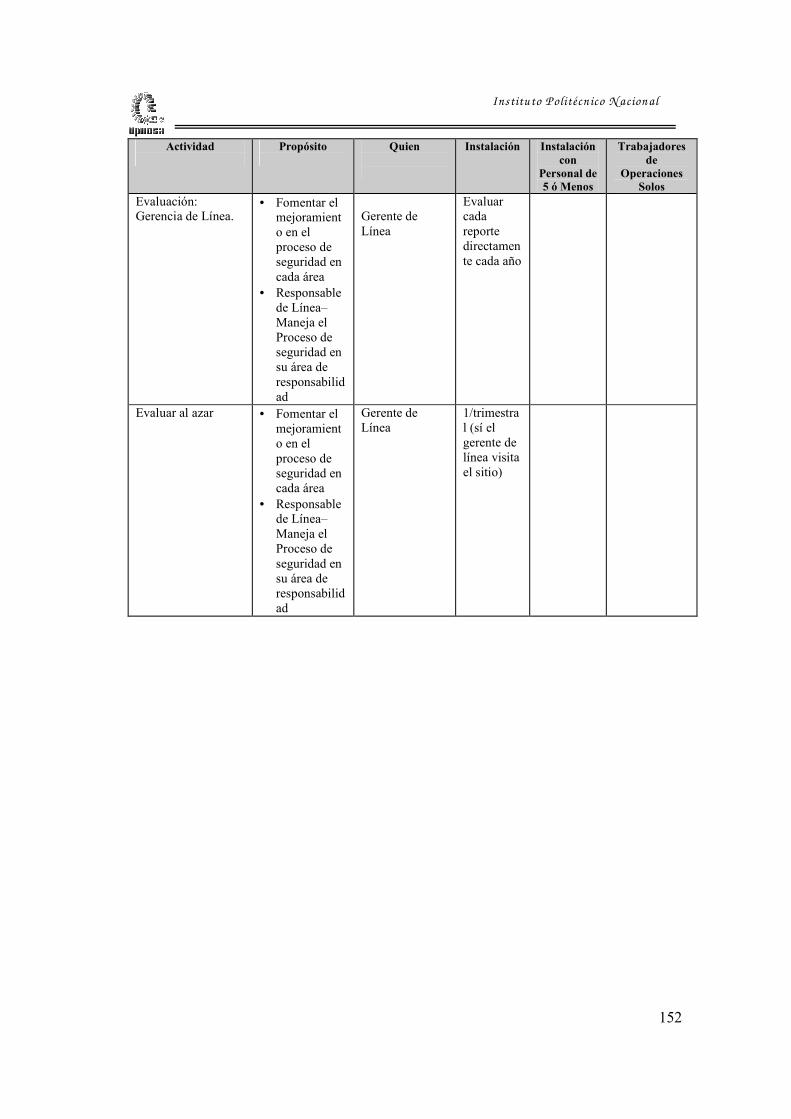
Instituto Politécnico N acional
152
Actividad
Propósito
Quien
Instalación Instalación con
Personal de 5 ó Menos
Trabajadores de
Operaciones Solos
Evaluación: Gerencia de Línea.
• Fomentar el mejoramiento en el proceso de seguridad en cada área
• Responsable de Línea– Maneja el Proceso de seguridad en su área de responsabilidad
Gerente de Línea
Evaluar cada reporte directamente cada año
Evaluar al azar • Fomentar el mejoramiento en el proceso de seguridad en cada área
• Responsable de Línea– Maneja el Proceso de seguridad en su área de responsabilidad
Gerente de Línea
1/trimestral (sí el gerente de línea visita el sitio)

Instituto Politécnico N acional
153
ANEXO 3
Ejemplo de un Formato para Talleres
Fecha: 24 de Junio de 2005 Responsable de área: Ing. Iván López.
Taller: Mantenimiento de maquinaria. Auditor: De la Comisión de Seguridad
Ing. Yuntzil Acab Alegre.
Selección Aspectos: Qué verificar
(sugerencias)
C N I
1 Objetos presentes y
sin uso en el área
Materiales o
herramientas
innecesarias
X
2 Objetos que no sirven Materiales o
herramientas
obsoletas, sin
función, rotas,
deterioradas.
X
3 Objetos personales Hallazgo frecuente
de los mismos
X
4 Clasificación de lo
que sirve y necesita
Ubicación de
objetos por
frecuencia de uso.
X
5 Pasillos y áreas de
trabajo identificadas
Existen líneas de
identificación
X
C: Cumple
N: No cumple
I: Implementando
El formato permitirá evaluar mediante un método cuantitativo (por medio de las X) cada
uno del formato de seguridad y cada uno de sus aspectos para así saber que porcentaje
del Programa se esta cumpliendo y poder tomar las correcciones del caso.

Instituto Politécnico N acional
154
BIBLIOGRAFÍA
1. Acevedo Jáuregui, José. Método de Evaluación de Seguridad Industrial en el Sector Textil.
Tesis de Licenciatura de Ingeniería Mecánica Eléctrica. 2003. UNAM. México.DF.
2. Alford, LP, R. Bangs, John ; E. Hagemann,George. Manual de la Producción. Editorial
UTEHA. 1981. México, DF.
3. Álvarez Torres, Martín G., Manual para elaborar Manuales de Políticas y Procedimientos,
Editorial Panorama, 1ª Edición, 1996.
4. Anderson, Rodney D. Outcasts in their own land. Mexican Industrial Workers, 1906-1911.
Norther Illinois University Press.1976.
5. Asfahl, Ray S., Seguridad Industrial y Salud.4ª. Edición. Editorial Prentice Hall, México, DF.
2000.
6. Bouhuys, A. ET AL.1979.Epidemiology of environment luna disease. Yale J. Biol Medical.
7. Carrillo, Jorge. Reestructuración Industrial, Maquiladoras en la Frontera México-Estados
Unidos.1990.Consejo Nacional Para la Cultura y las Artes. México, DF
8. Cárdenas, Enrique. La Hacienda Pública y la Política Económica, 1929-1958, México, Fondo
de Cultura Económica-El Colegio de México. 1994
9. CONCAMIN. La Confederación de Cámaras Industriales de los Estados Unidos Mexicanos a
través de los informes anuales rendidos por sus presidentes a las Asambleas Generales Ordinarias
1919-1969, 50 Aniversario de su Fundación, México, 2 tomos.
10. Constitución Política de los Estados Unidos Mexicanos. Editorial Sista. Agosto 2005. México,
DF
11. Comisión Económica Para América Latina (CEPAL), Centroamérica, México y República
Dominicana: Maquila y Transformación Productiva. 1ª Edición. Santiago de Chile, 1999.
Naciones Unidas.
12. Cortés Díaz, José María. Seguridad e Higiene del Trabajo. 3ª Edición. Editorial Alfa omega
2001. México, DF.
13. Chávez, María Flor, Et. Al, Estudios Estructurales de las Manufacturas Mexicanas.
Universidad Autónoma Metropolitana- Azcapotzalco. 1ª Edición. Editorial Eón. 2000.
14. Datos Estadísticos del Instituto Nacional de Estadística, Geografía e Informática años 2002 y
2005.
15. Department of Labor (DOL) 1945. Special Bolletin n° 18, Washington, DC: DOL, Labor
Standards Division.
16. Diario Oficial de la Federación años: 19 de Enero de 1943; 7 de Febrero de 1984; 22 de
Diciembre de 1989; 12 de Diciembre de 1993; 24 de Diciembre de 1993.
17. Dirección de Prestaciones Médicas de Salud en el Trabajo. Memorias Estadísticas sobre riesgos
de trabajo en el País. Centro Médico Nacional Siglo XXI. 2004.

Instituto Politécnico N acional
155
18. Directrices Relativas a los Sistemas de Gestión de la Seguridad y la Salud en el Trabajo. OIT.
Ginebra, 2002
19. Dominguez Villalobos, Lilia & Brown Grossman, Flor. Estructuras de Mercado de la
Industria Mexicana (Un enfoque Teórico y Empírico). 1ª. Edición. Miguel Ángel Porrúa
Editores. Facultad de Economía. 2003.
20. Dussel Peters, Enrique. Economista de la Universidad Autónoma de México. Artículo “
Necesario, institucionalizar a pequeñas y medianas empresas” .Periódico La Jornada, 30 de
abril 2006
21. García Rodríguez, María Beatriz. El Tratado de Libre Comercio, Una Visión de la Industria
Maquiladora de Exportación en el Sector de Autopartes de 1990 a 1995, Tesis de
Licenciatura en Relaciones Industriales, México, DF. (1996). Universidad Autónoma de
México.(UNAM).
22. Garza Treviño, Juan Gerardo. Administración Contemporánea, Reto para la Empresa
Mexicana.
23. Fujigaki Cruz, Esperanza. La Revolución Industrial y los procesos de industrialización en los
países subdesarrollados. Editorial Alambra Mexicana. 1ª Edición. 1995. México, DF.
24. Huerta Moreno, Guadalupe & Kato Maldonado, Luis. Perspectivas de la Empresa y la
Economía Mexicana. Universidad Autónoma Metropolitana. 1995. Facultad de Economía.
Ensayos, México, DEPFE, Universidad Nacional Autónoma de México. 1992, Vol.VII, núm.16.
25. Informe del Sr. Guillermo Barroso a la Asamblea General Ordinaria, CONCAMIN, 1970. Tomo
II.
26. Instituto Nacional de Estadísticas Geografía e Informática. INEGI. Año 2005.
27. Janamia Abrahan, Camilo. Manual de Seguridad e Higiene Industrial, 2ª.edición. Editorial
Limusa, México, DF.1993.
28. Jáugueri, Luis. Et. Al. La Industria Mexicana y su Historia. 1ª. Edición. 1997. DGAPA.
Facultad de Economía de la UNAM. México, DF.
29. Larousse, Diccionario. 1974.
30. Ley Federal del Trabajo. Editorial Sista. Julio 2005. México, DF.
31. Ley General de Protección Civil, publicada en el Diario Oficial de la Federación el 12 de Mayo
del 2000.
32. López Narváez, Lylliam. Et.Al. Salud de los Trabajadores. Página Web de la Red de Salud de
los Trabajadores de Nicaragua: http://www.digilander.libero.it/Salud Ocupacional/ index.html,
obtenida el 18 de Febrero del año 2006.
33. Manual del adiestramiento No 79. Guía para el instructor. Seguridad Industrial. E.U.
BUREAVOF Labor Standard 1ª Edición, 1970 Editorial Centro Regional de Ayuda Técnica,
34. Manual del Proceso Básico de Seguridad de Air Products e INFRA, S.A. de CV. (BSP).
México, DF. Febrero 2002.

Instituto Politécnico N acional
156
35. Maynard, Harold. Manual de Ingeniería de la Producción Industrial. Tomo II. Editorial
Reverté, Barcelona, España. 1982.
36. Meza Sánchez, Sergio. Higiene y Seguridad Industrial. Segunda impresión 2002. Dirección de
Publicaciones del Instituto Politécnico Nacional México DF.
37. NAFINSA. Encuesta de la Industria mediana y pequeña. 1985. Programa de Apoyo integral a la
Industria Mediana y Pequeña. NAFINSA-SPP-INEGI, México, 1988.
38. Noyola Vázquez, Adalberto. Seguridad Social y Derecho Laboral, Dos Instituciones de
México. Universidad Autónoma de San Luis Potosí. 1964.
39. Normas Oficiales Mexicanas de Seguridad de la Secretaría del Trabajo y Previsión Social.
40. Normas Oficiales Mexicanas Emergentes Ecológicas.
41. Norma Mexicana sobre Sistemas de administración de seguridad y salud en el trabajo. NOM-
SAST-001-IMNC-2000.
42. Periódico “La Jornada”. “Peligran 30 millones de empleos en la Industria Textil, ante el poderío
Chino”, artículo de Gómez Mena, Carolina; p.30, fecha de publicación 21 de Agosto de 2005.
43. Portos, Irma. Pasado y Presente de la Industria Textil en México.1ª Edición. Nuestro Tiempo
Editorial S.A. 1992. Coedición con el Instituto de Investigación de Económica, UNAM. México,
DF.
44. Ramazzi, B. Diseases of Workers. Traducido al ingles por WC Wright. Nueva York: Hafner
Publishing Co. 1964
45. Ramírez Cavaza, César. Seguridad Industrial. 2ª Edición. Editorial Limusa, México,DF 1991.
46. Ramírez Malpica, Roberto. Seguridad Industrial. 2ª reimpresión. Editorial Limusa. Méxic,
DF.1992.
47. Rodellar Lisa, Adolfo. Seguridad e higiene en el trabajo.Editorial Marcombo, Barcelona-
España.
48. Ropa Exterior para Dama y Caballero. Guías Empresariales. Editorial Porrúa. 1ª Edición 2000.
México, DF
49. Rueda Peiro, Isabel. Et. Al. La Industria de la Confección en México y China ante la
Globalización. 1ª.Edición. Miquel Ángel Porrúa Editores.2004. México, DF. Colección Jesús
Silva Herzog.
50. Salvucci, Richard J. Textils and Capitalism in Mexico. An Econome History of the Obrajes in
1539-1840. Princenton University. 1987.
51. Santos Durán, José Luis. Seguridad en……,.Editorial Donostiarra, San Sebastián-España
52. Silling, RFS. 1956. Byssinosis in Cotton and other textiles workers. Lancet 1: 261-267, 319-
324.
53. Steiner, George, A. Planeación Estratégica. 31ª reimpresión. Editorial CECSA, México, 2004.

Instituto Politécnico N acional
157
De la Web:
• De la página Web www.bancomundial.org con fecha de publicación del 24 de Agosto
de 2002.
• Leamon, Tom. Artículo tomado de la página www.accidentes y gestión de
accidentes/enciclopedia de la salud/html. Con fecha del 14 de Febrero de 2005.
• De la página web www.naisa.es Equipos de protección
personal_archivos\articulos_respiratoria_mascarillas. Fecha de Consulta 10 de Mayo
2006.