titulo: en el municipio de148.206.53.84/tesiuami/uam3905.pdf · mycom. mayekawa de mÉxico, s.a. de...
TRANSCRIPT
UNIVERSIDAD AUTóNOMA METROPOLITANA
UNIDAD: IZTAPALAPA.
DIVISIóN: C.B.I.
C A R R E R A ~ N G E N I E ~ A EN ENERGÍA.
MATERIA: SEMINARIO DE PROYECTOS I Y 11.
TITULO:
DISEÑO DE UNA CÁMARA FRIGORÍFICA PARA CONSERVAR NARANJA EN EL MUNICIPIO DE
ÁLAMO VER., UNA DE LAS REGIONES CON
A NIVEL NACIONAL, A FIN DE COMERCIALIZARLA EN EL D.F.
MÁS ALTA PRODUCCI~N DE NARANJA
ALUMNOS:
/GONZÁLEZ MACEDA ROGELIO. MATRICULA: 90323450.
Y
ARGÜELLES DOMINGUEZ CELESTINO MATRICULA: 89229961.
ASESOR: M. EN I. Q. ENRIQUE LEMUS FUENTES.
PROYECTO
Diseño de una cámara fhgorífica para conservar naranja en el municipio de Álam0 Ver., una de las regiones con más alta producción de naranja a nivel nacional, a fin de comercializarla en el D.F.
Proyecto desarrollado por:
Rogelio González Maceda. Celestino Argiielles Domínguez.
1
Agradecemos a las siguientes instituciones y personas el gran apoyo concedido para la realización de el presente proyecto:
A. BLASQUEZ E. Refrigeración industrial S.A. de C.V. Muy especialmente al Ingeniero Aristides Marino Uribe encargado de la dirección de proyectos y logística y al Ingeniero Gustavo López Aguilar encargado del departamento Técnico.
MYCOM. MAYEKAWA DE MÉXICO, S.A. de C.V. Quien facilitó bibliografia y catálogos de sus equipos y métodos de selección de tecnología.
Universidad Autónoma de Chapingo (UACh). Las facilidades y disposición para el préstamo de bibliografia y boletines recientes.
Instituto Nacional de Estadística Geografia e Informática. El acceso a la base de datos que registra las variaciones de los diversos parámetros del Banco de México y de la central de abasto del D.F.
Al profesor Enrique Lemus Fuentes asesor del presente proyecto, que siempre mostró su mejor disposición para resolver todas nuestras dudas e inquietudes a este respecto.
2
A Isabel, Lilia y Modesto. Fuerza motriz de mi espíritu Rogelio G. Maceda
A Dios, a la UAM, a mis padres y hermanos. Celestino Argiielles.
3
1 ..
2.-
ÍNDICE
Justificación ........................................................................................ 2 2 5 9 4 2 9 .
1.1.-
1.2.-
1.3.-
Conservación de alimentos ................................................... 11 .
Conservación mediante la refrigeración ............................... 12 .
Problemática nacional ........................................................... 14 .
Objetivos ............................................................................................ 36 .
3 .. Introducción ....................................................................................... 37 .
3.1 .. Importancia de la naranja a nivel nacional ........................... 37 .
4.- Estudio de mercado ........................................................................... 39 . 4.1 . Marco teórico ........................................................................ 39 .
4.2.- Definición del producto ........................................................ 42 .
4.3.- Análisis del mes óptimo de compra ...................................... 44 .
4.3.1 .. Análisis
4.3.2.- Análisis
4.3.3.- Análisis
del mes de Mayo ........................................ 45 .
del mes de Marzo ....................................... 5 1 .
del mes en que en promedio tenemos los precios al productor más bajos .......................... 55 .
4

4.3.4.- Resultados del mes óptimo de compra ..................... 59 .
4.3.5.- Proyección del mes óptimo de compra .................... 60 .
4.4.- Análisis del mes óptimo de venta ......................................... 62 .
4.4.1 .- Análisis del mes de Julio ......................................... 63 .
4.4.2.- Análisis del mes de Agosto ..................................... 67 .
4.4.3.- Resultados del mes óptimo de venta ........................ 71 .
4.4.4.- Proyección del mes óptimo de venta ....................... 72 .
4.5 .- Análisis de la demanda ......................................................... 74 .
4.5. 1 . Proyección de la demanda ........................................ 80 .
4.6.- Análisis de la oferta .............................................................. 8 1 .
4.6.1.- Proyección de la oferta ........................................... 84 .
4.7.- Análisis del precio de venta ................................................. 86 .
4.8.- Análisis de la comercialización ........................................... 87 .
4.8.1 .- Canales de distribución .......................................... 88 .
4.9.- Conclusiones del estudio de mercado ................................. 90 .
5 .. Estudio técnico ................................................................................. 91 .
5.1 .. Tamaño de la planta ............................................................ 92 . 5 . 1 . 1 .. Factores que determinan el tamaño de la planta ... 93 .
5 . 1 . 1 . 1 .. Tamaño del mercado ................................ 93 .
5
5 . 1 . 1.2.- Disponibilidad de materia prima ............... 95 .
5.1.1.3.- Programa de producción ........................... 96 .
5.1.2.- Conclusiones sobre el tamaño de la planta ............ 99 .
5.2.- Localización del proyecto ................................................... 1 . O0
5.2.1 .- Macrolocalización .................................................. 101.
5.2.2.- Microlocalización .................................................. 102.
5.3 .. Ingenieria del proyecto ....................................................... 106.
5.3.1.- Proceso de producción .......................................... 107.
5.3.2.- Sistemas de refrigeración ..................................... 120 .
5.3.2.1 .- El sistema de absorción .......................... 122.
5.3.2.2.- El sistema de compresión de vapor ........ 125 .
5.3.3 .- Conclusión sobre el sistema de refrigeración ...... 136 .
5.3.4.- Selección de tecnología ....................................... 137.
5.3.4.1 .- Carga térmica ......................................... 138.
5.3.4.2.- Selección del refrigerante ...................... 172.
5.3.4.3 .- Selección del compresor ........................ 175.
5.3.4.4.- Selección del condensador .................... 188.
5.3.4.5 .- Selección del evaporador ...................... 193.
5.3.4.6.- Sistema de descarche ............................ 200.
6

I .I . " 4 -
5.3.4.7.- Recibidor de líquido .............................. 202.
5.3.4.8.- Separador de aceite ................................ 203.
5.3.4.9.- Separador de líquido ............................. 204.
5.3.5.-Distribución de planta .......................................... 206 .
6.- Estudio económico ....................................................................... 209.
6.1 .. Costos de producción ...................................................... 210.
6.2.- Costos de administración ................................................ 211.
6.3.- Costos de . venta ............................................................... 212.
6.4.- Inversión total fija y diferida ........................................... 213.
6.5 .. Depreciaciones y amortizaciones ................................... 214 .
6.6.- Capital de trabajo ........................................................... 215.
6.7.- Ingresos por ventas ........................................................ 216.
6.8.- Determinación de los costos totales .............................. 217.
7.- Evaluación económica ............................................................... 230.
7 . I .. Selección de una mínima tasa de rendimiento ............. 231 .
7.2.- Evaluación económica del proyecto ............................. 232.
8.- Comentarios finales ................................................................... 235.
7
I . .
9.- Apéndice A ............................................................................... 236.
10.- Apéndice B ............................................................................ 246.
1 1 .. Apéndice C ............................................................................. 253.
12.- Bibliografia ............................................................................. 258.
8

I. JUSTIFICACI~N
Cuando consideramos que actualmente, de cada tres niños, uno nace sin perspectiva alguna de vida normal, nos vemos precisados a concluir que nuestra civilización está mutilando sus recursos humanos y por ende reduciendo sus oportunidades de progreso. La situación empeora porque la población está creciendo rápidamente y la producción alimenticia no marcha al mismo ritmo.
La OMS y la FA0 estiman que la mitad de la población mundial padece hambre o desnutrición; esta desnutrición se concentra en países subdesarrollados de África , Asia y América Latina.
En ellas, grandes sectores de su población sufren de privación de alimentos debido al contexto económico y social en que se encuentran inmersos. Esta desnutrición o hambre ocasiona sufrimiento, enfermedad fisica, moral y mental. El hambre es una condición de miseria y un estado de degradación humana, hasta el punto de afectar una de las capacidades más nobles del hombre, como es el intelecto. El hambre se materializa en muchas enfermedades; un niño desnutrido, será un adulto con serios impedimentos para desarrollar a plenitud sus facultades, con bajo rendimiento laboral y alta probabilidad de enfermedad y muerte precoz.
La mala nutrición en los niños, especialmente hasta los dos años de edad, daña severamente el desarrollo y su función cerebral, que en los casos más graves resulta en un verdadero retraso mental, limitando seriamente las posibilidades futuras de estos niños
Las enfermedades más comunes son ocasionadas principalmente por carencias de proteínas y vitaminas.
La falta de proteínas, tanto en cantidad como en calidad es una de las causas de las enfermedades de los lactantes y niños pequeños conocida corno Kwashiorkor; padecimiento que consume y reduce a los niños a piel y huesos, la anemia, ataca a mujeres embarazadas y en la lactancia, y a niños durante su desarrollo.
9

La ausencia de vitamina A, puede ocasionar eventualmente la ceguera , la falta de vitamina C produce escorbuto y gripe y la carencia de vitamina D, produce raquitismo, es decir, deformidades óseas en los niños, incorregibles en la vida adulta.
El problema de la escasez de alimentos a producido terribles desastres en el mundo, como el de Irlanda entre 1846 y 1849 donde murieron más de un millón de personas por la enfermedad de la patata, en la india una serie de hambrunas en la primera mitad del siglo XIX mató a 15 millones y en Rusia murieron tres millones durante la hambruna de 1932 a 1933.
Los grandes avances en el siglo XX en tecnología agrícola a dado fin a estos males en las naciones adelantadas gracias al amplio uso de fertilizantes, la irrigación, el control de plagas y la aplicación de tecnología para conservar los alimentos de unaxosecha a otra; no obstante esta escasez persiste en los países subdesarrollados.
10

1.1. CONSERVACIóN DE ALIMENTOS
Desde el principio de la existencia del hombre sobre la tierra fue necesario buscar la manera de conservar los alimentos durante las estaciones en se tienen en abundancia, a fin de sobrevivir durante las estaciones de escasez.
Actualmente la producción mundial de alimentos asciende a unos 5000 millones de toneladas anuales, la mitad de esta cantidad corresponde a productos perecederos que requieren ser objeto de un proceso de conservación.
Hoy en día, la conservación de alimentos tiene más importancia que la que antes tuvo en la historia del hombre. Actualmente las grandes poblaciones urbanas necesitan enormes cantidades de alimentos, de los cuales una gran parte son producidos y procesados en lugares muy apartados. Por lógica, estos deben de conservarse en condiciones adecuadas durante su traslado y el subsecuente almacenamiento hasta ser consumidos. Esto podría ocurrir en horas, días, semanas, meses y en algunos casos hasta años. Además, muchos productos, sobre todo fiutas y verduras son de temporada, y se les debe de almacenar para tenerlos a disposición durante todo el año.
Los principales métodos modernos de conservación, son el envasado (conservas) y la conservación frigorífica, aunque en el método de envasado los alimentos presentan un sabor distinto que difiere mucho del sabor que tiene el producto fresco. La única forma de conservar los alimentos en su estado fresco original es mediante la refhgeración.
11
1.2. CONSERVACI~N MEDIANTE LA REFRIGERACI~N
La conservación de alimentos frescos por refiigeración, se efectúa a temperaturas bajas con el fin de eliminar o retardar la actividad de los agentes destructores. El almacenamiento de estos alimentos a bajas temperaturas reduce en gran medida la actividad tanto de las enzimas como la de los microorganismos, proporcionando por lo tanto un medio eficaz de conservar alimentos en su estado fresco original por periodos variables de tiempo. El grado necesario de temperatura baja para conservar adecuadamente los alimentos, varía dependiendo del tipo de productos a almacenar y la duración del periodo de almacenamiento.
Entre los procedimientos de la conservación alimenticia, desempefia un papel importante el método basado en la refkigeración, esta técnica, mejora la comercialización de alimentos cuando es aplicada correctamente, ya que por medio de ella se puede lograr un mejor abastecimiento del mercado, una mejor calidad de alimentos en comparación con los existente en ciertas temporadas y una disminución en las pérdidas.
En el nivel actual de tecnificación, solo del 25 al 30% de los alimentos perecederos son eficazmente procesados según estimaciones internacionales, en las etapas respectivas de almacenamiento y venta por medio de instalaciones figoríficas, mientras que las pérdidas siguen siendo muy elevadas, del orden del 30% de la producción total de alimentos perecederos.
Hoy en día nadie duda que la tecnología del fi-ío es imprescindible en el fbturo desarrollo de la industria agroalimentaria, en los países desarrollados el consumo de alimentos depende fbndamentalmente de la refkigeración, que incluso les produce excedentes que por supuesto exportan. Por otro lado, la biotecnología y la ingeniería genética, permitirán la producción masiva de ciertos alimentos y podrán a disposición del agricultor especies más resistentes a las heladas, zonas áridas, etc., que permitirán aliviar las necesidades de alimentos en países en desarrollo, lo que trae como consecuencia la intensificación de sistemas de conservación. Se puede afirmar que de momento vamos a tener alimentos de sobra, el problema está en como
12
se Po&á asegurar que estén disponibles para todos en cantidad, calidad y en el momento oportuno. Tal vez una manera ideal de solucionar esta situación es mediante la aplicación del frio para la conservación de los productos alimenticios excedentes, para su posterior distribución. Simultáneamente el desarrollo de la conservación frigorífica en los países en desarrollo, les permitirá el almacenamiento y posterior venta del producto cuando el precio del mercado sea conveniente. Dicho de otra forma, la utilización del frio puede ser también una vía para el desarrollo económico.
13

1.3. PROBLEMÁTICA NACIONAL
México también tiene problemas con la escasez de alimentos y la población tampoco disfruta de una alimentación satisfactoria, presentando manifestaciones de desnutrición en diversos grados.
En los últimos años, ante los elevados indices de crecimiento poblacional este problema se ha agudizado en forma alarmante y el hambre ha vuelto a hacerce visible en las grandes ciudades por lo cual la búsqueda de soluciones es urgente.
En el caso de México tanto la inversión pública como privada se canaliza al sector industrial mientras que el sector agropecuario se encuentra abandonado y con serios retrasos tecnológicos que ocasiona baja productividad y altos costos de producción. Por otro lado, el TLC, a puesto en desventaja a los productores nacionales, ya que sus homólogos extranjeros poseen tecnología moderna que minimiza sus costos de producción y les permite precios de venta muy inferiores a los del país. Esto les facilita invadir el mercado nacional y a su vez ponen en serios problemas a los agricultores del país.
Esto obliga a modernizar la agricultura del país, no solo para utilizar eficientemente los recursos alimenticios que posee, sino para impulsar el desarrollo que México requiere.
La modernización del sector agropecuario debe de sustentarse en el desarrollo de su propia tecnología con base a sus condiciones económicas, disponibilidad de recursos e infi-aestructura.
Si tomamos en cuenta la gran disponibilidad de recursos alimentarios potenciales con que contamos, concluimos que es necesario establecer nuevas políticas racionales que estimulen la utilización óptima de estos recursos, con la participación del gobierno, las universidades y las instituciones de investigación, mediante la formación de equipos humanos multidiciplinarios e interinstitucionales para evitar esfberzos dobles y gastos innecesarios
14

Tan so10 en el área de los cítricos, según datos recabados en 1994 en México solo existen 3 investigadores, mientras que en EUA, hay 130 investigadores, para una superficie similar cultivada
Toda esta problemática nos motivó a participar en la búsqueda de soluciones del sector agropecuario y en particular en el área de la citricultura, que también padece rezagos tecnológicos de extrema importancia y sobre todo en el área de conservación de la naranja, pues según datos estadísticos la cantidad de naranja que se hecha a perder es considerable, además de que existe una fuerte demanda en el mercado nacional en periodos postcosecha.
La ciudad de México, que concentra la mayor densidad de población de la república, y por tanto al mayor número de consumidores potenciales, será el punto de comercialización, ya que ofiece además, buenas vías de comunicación para la transportación del producto, un amplio mercado, y una relativa cercanía con la ciudad de Álamo, Ver.
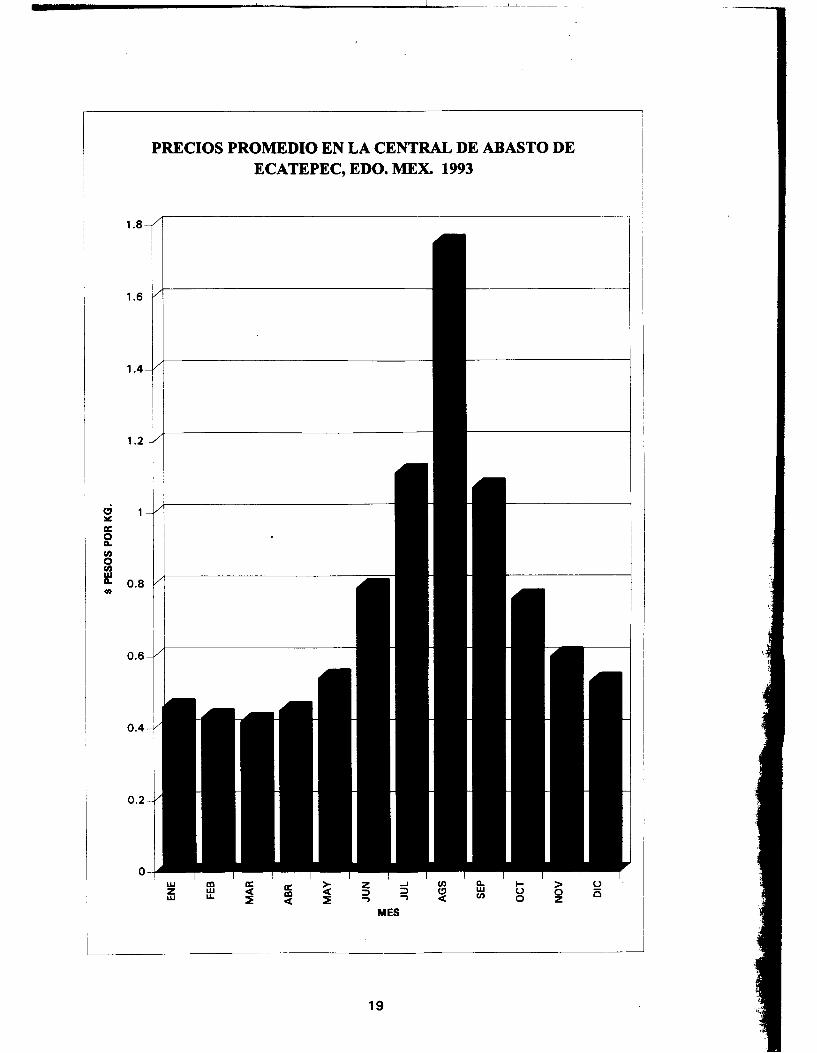
Debido al amplio mercado que representa la ciudad de México, se obtienen mejores precios de compra, tal como lo indican las siguientes gráficas, que muestran el comportamiento de los precios en los últimos años en las principales centrales de abasto aledañas a Álamo.
15
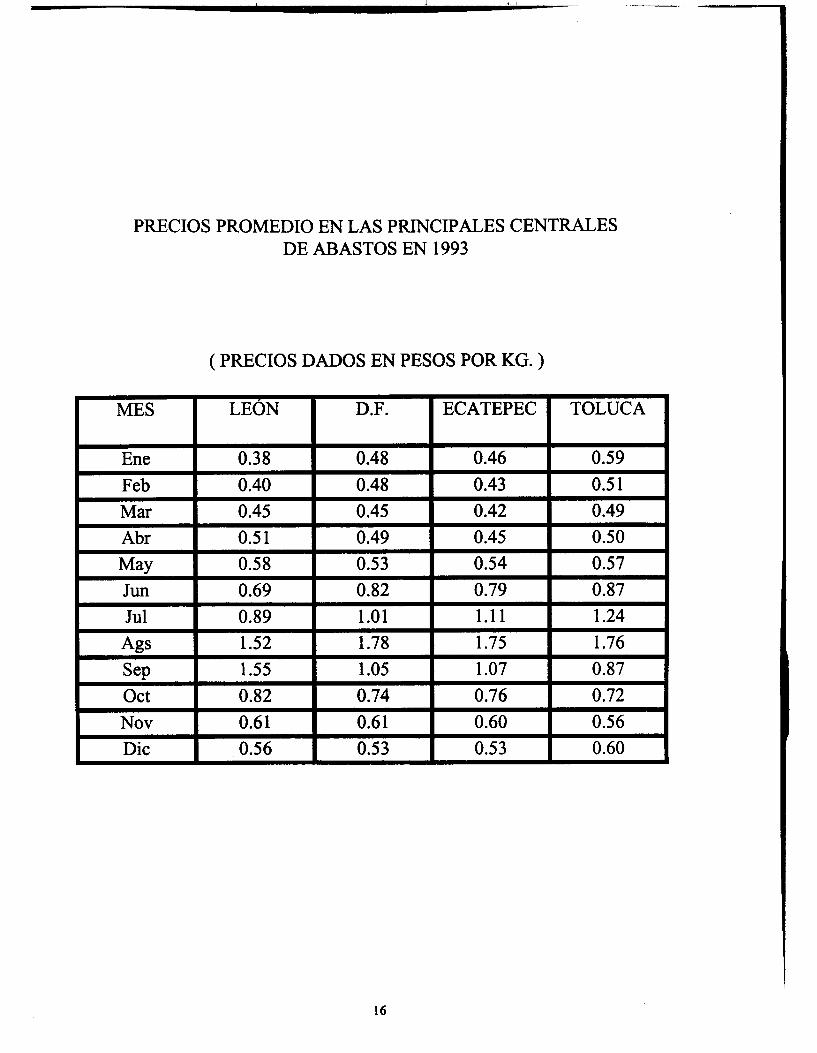
PRECIOS PROMEDIO EN LAS PRINCIPALES CENTRALES DE ABASTOS EN 1993
( PRECIOS DADOS EN PESOS POR KG. )
16
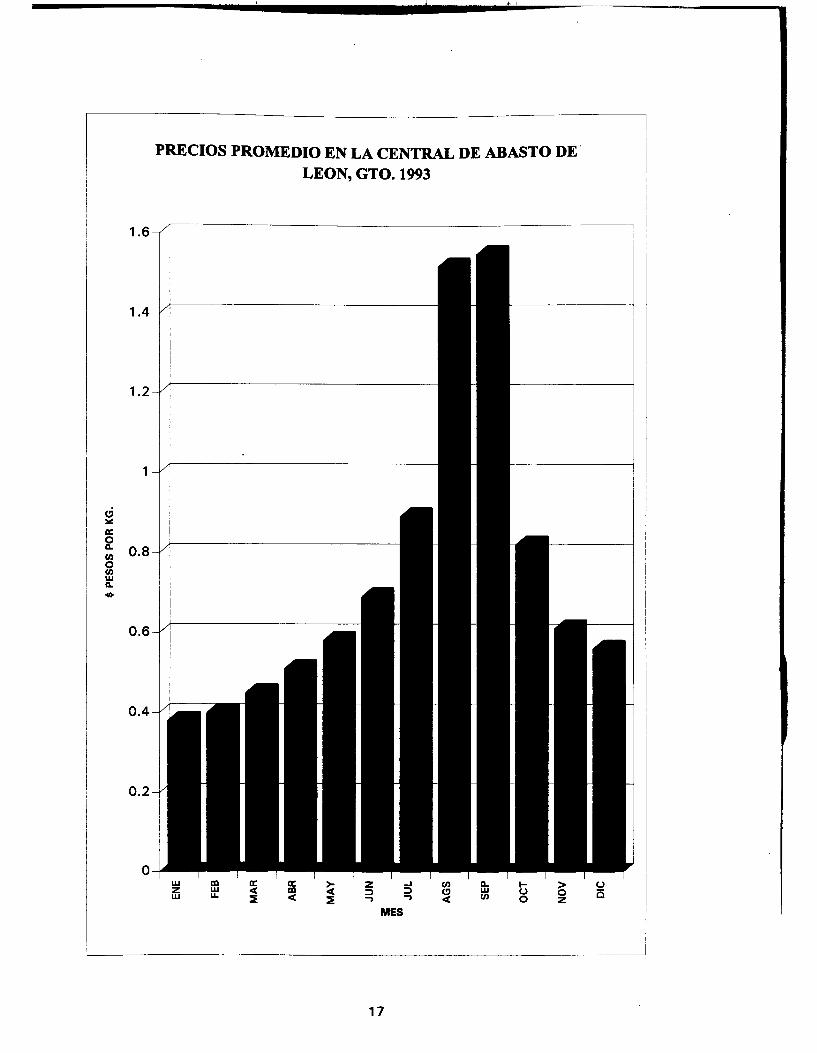
LEON, GTO. 1993
4 1.6
1.4
1.2
1
0.8
0.6
0.4
0.2
O
MES
17

I I , , '1 I
-
1.8-
1.6-
1.4-
1.2-
1 -
0.8
0.6
0.4
0.2
O
PRECIOS PROMEDIO EN LA CENTRAL DE ABASTO DEL D.F. 1993
MES
18
1 .a
1.6
1.4
1.2
1
0.8
0.6
0.4
0.2
C
PRECIOS PROMEDIO EN LA CENTRAL DE ABASTO DE ECATEPEC, EDO. MEX. 1993
I I
l l
MES
19

1.8
1.6
1.4
1.2
1
0.8
PRECIOS PROMEDIO EN LA CENTRAL DE ABASTO DE
1 / /
TOLUCA EDO. MEX. 1993
. "
0.6
0.4
0.2
O
MES
20
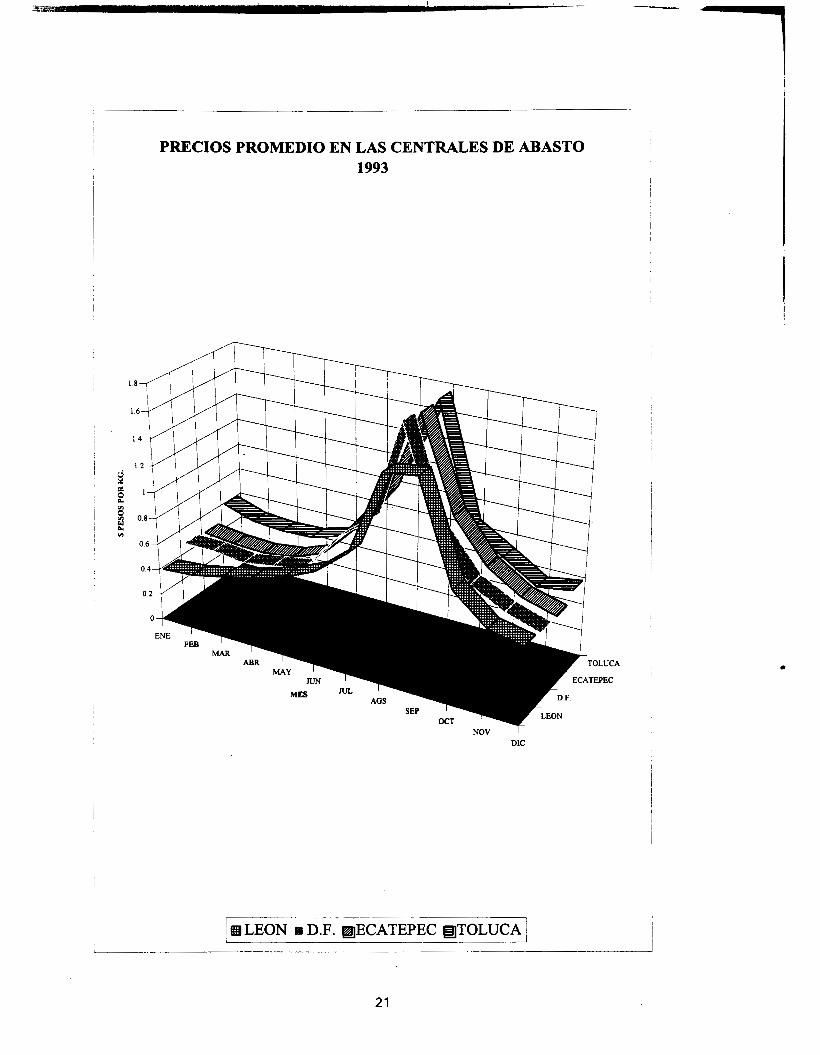
PRECIOS PROMEDIO EN LAS CENTRALES DE ABASTO 1993
NOV ' DIC
I HI LEON m D.F. ECATEPEC TOLUCA ~
21

PRECIOS PROMEDIO EN LAS PRINCIPALES CENTRALES DE ABASTOS EN 1994
( PRECIOS DADOS EN PESOS POR KG. )
I Ene I Feb
I Abr
I Jun I-
l- I Nov I Dic
LEON TOLUCA ECATEPEC D.F.
0.56 0.52 0.50 0.48 0.5 1
0.78 0.80 0.78 0.72 0.72 0.75 0.73 0.65 0.50 0.54 0.52 0.50 0.54 0.52 0.49
I
I
0.9 1 I 1.19 I 0.97 I 0.90 I m m m
1.20 I 1.35 I 1.37 I 1.40 1 1.50 I 1.75 I 1.72 I 1.33 I 1.19
0.67 0.82 0.76 I 1.18 1.33 1.32 1.26
I m m m
0.94 I 0.55 I 0.68 I 0.56 I I 1.02 I 0.56 I 0.58 I 0.52 I
22

~
€'RECIOS PROMEDIO EN LA CENTRAL DE ABASTO DE LEON, GTO. 1994
1.6
1.4
1.2
1
0.8
0.6
0.4
0.2
O
MES
23

PRECIOS PROMEDIO EN LA CENTRAL DE ABASTO DEL D.F. 1994
v) O
n 2 UI
1.6
1.4
1.2
1
0.8
0.6
0.4
0.2
O
1 I
24
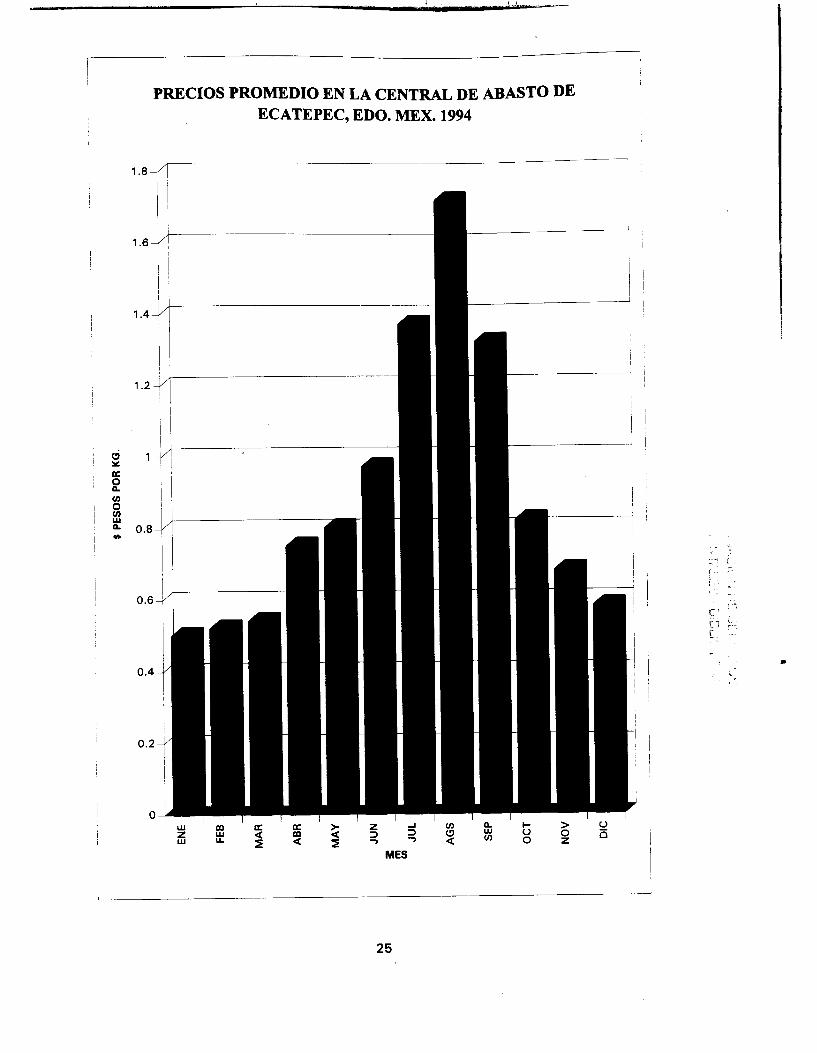
PRECIOS PROMEDIO EN LA CENTRAL DE ABASTO DE ECATEPEC, EDO. MEX. 1994
.6
.4
.2
1
0.8-
0.6-
0.4-
0.2 -
0-
1
25
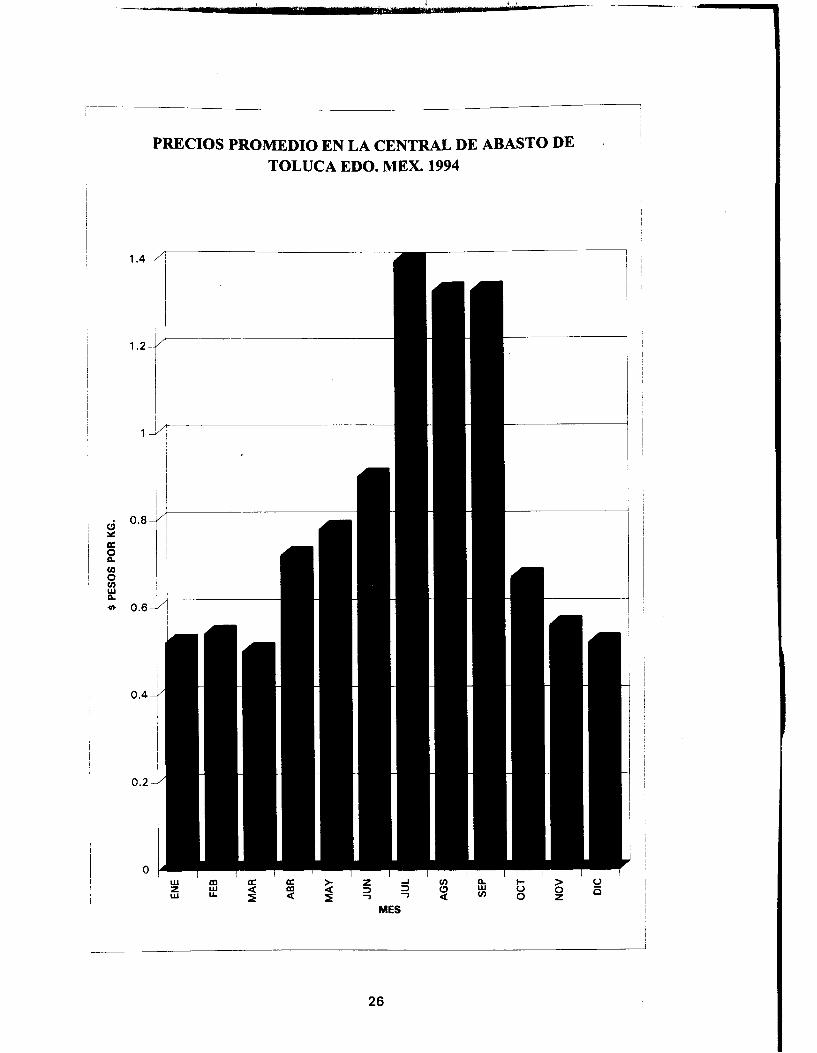
PRECIOS PROMEDIO EN LA CENTRAL DE ABASTO DE TOLUCA EDO. MEX. 1994
1.4
1.2
1
0.8-
0.6
0.4
0.2
O
i
I
I 2
I
MES
26

PRECIOS PROMEDIO EN LAS CENTRALES DE ABASTO 1994
.UCA
P I X
NOV ' DIC
m LEON D.F. ECATEPEC RI TOLUCA
27

PRECIOS PROMEDIO EN LAS PRINCIPALES CENTRALES DE ABASTOS EN 1995
( PRECIOS DADOS EN PESOS POR KG. )
28
." "" 1 I / -_I. 1
1
1.6-
1.4-
1.2
1 i. s a ' 0.8 v) O
n 3
i.
v)
0.6 i
0.4
0.2 !i.
C
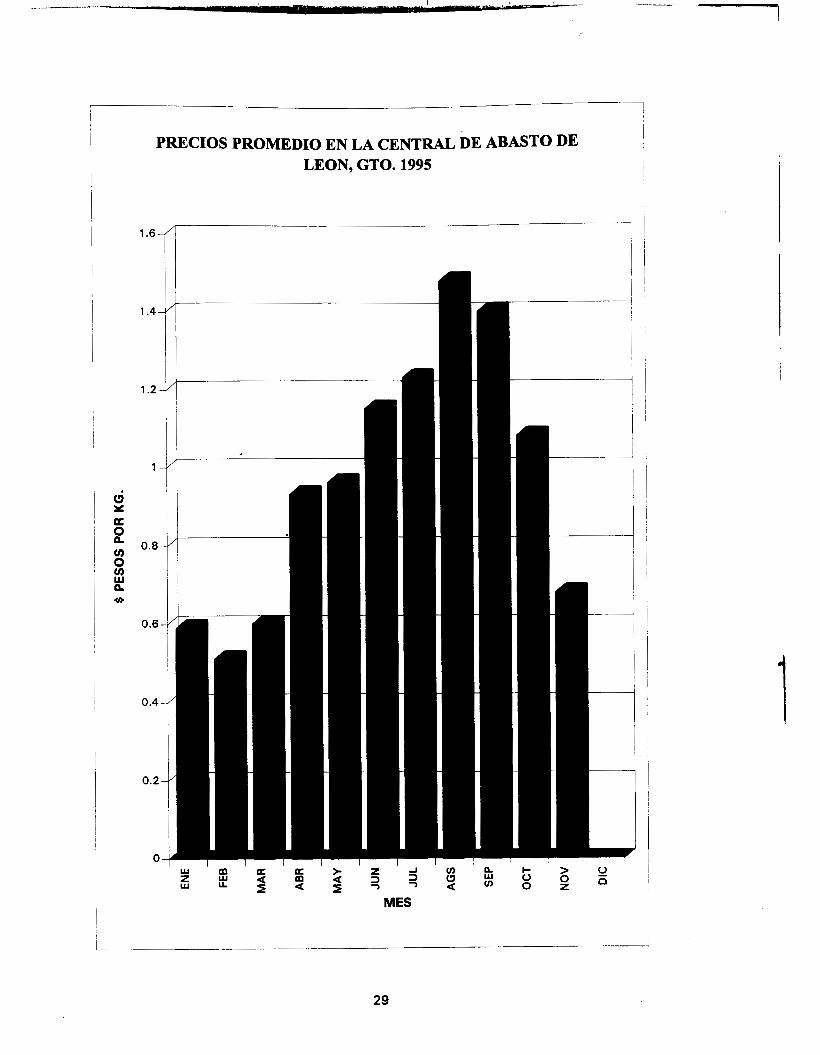
LEON, GTO. 1995 ~
1 1 1
MES
I
29
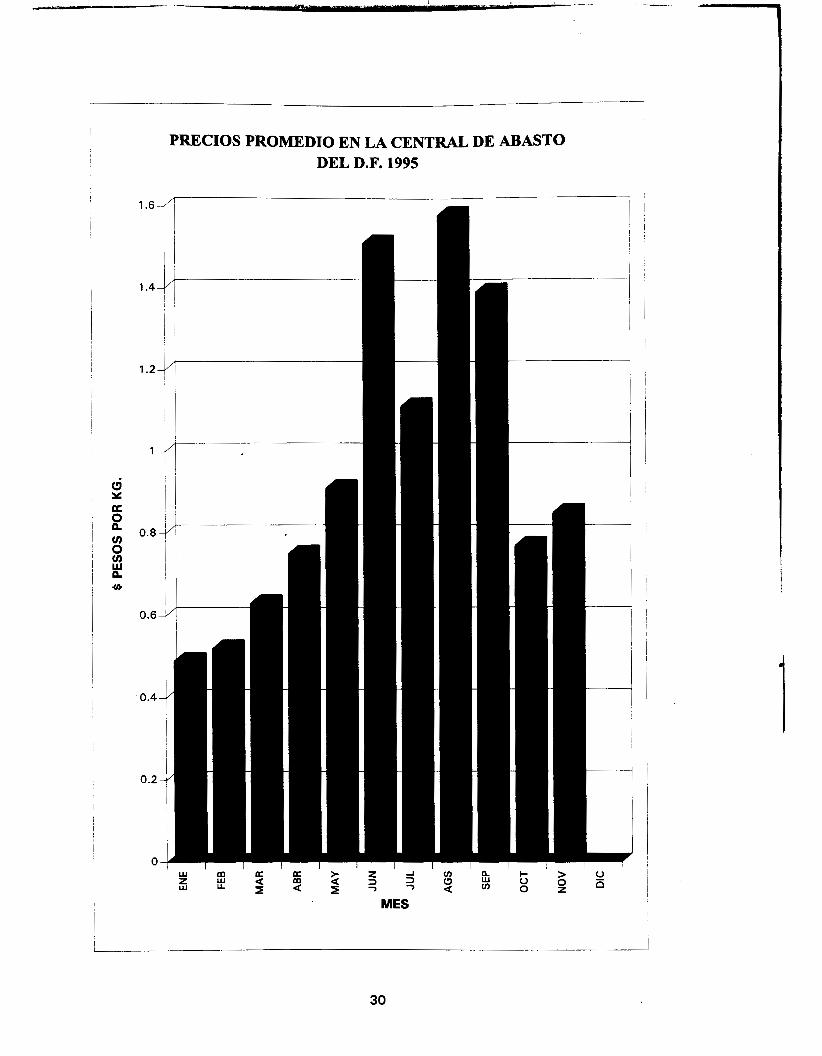
PRECIOS PROMEDIO EN LA CENTRAL DE ABASTO DEL D.F. 1995
I 1.6
1.4
1.2
1
0.8
0.6
0.4
0.;
(
i. i/
I
MES
30

PRECIOS PROMEDIO EN LA CENTRAL DE ABASTO DE ECATEPEC EDO. MEX. 1995
2 2 5 9 4 2 1 . S 4
1 .4
I I i ”!
I
1 -
0.8 -
0.6-
0.4-
0.2 -
0 -
MES
31

PRETIOS PROMEDIO EN LA CENTRAL DE ABASTO DE TOLUCA 1995
1 . S 4
1.6-
1.4-
0.6
0.4
0.2
O
MES
32

PRECIOS PROMEDIO EN LAS CENTRALES DE ABASTO . 1995
NOV DIC
.UCA
?EC
1 LEON D.F. gg ECATEPEC TOLUCA 1
33

RESULTADOS
1993
$ Pesos por Kg. Ciudad Mes
1.78 Toluca Agosto 1.76
D.F. Agosto
1.75 Ecatepec Agosto 1 .55 León Septiembre
1994
$ Pesos por Kg. Ciudad Mes
1.72
Toluca Agosto 1.33
D.F. Agosto 1.70 Ecatepec Agosto
1 .so León Agosto
1995
$ Pesos por Kg. Ciudad Mes
1.75 Agosto
Ecatepec Agosto 1 .53 D.F. Agosto 1.58
Toluca
1.48 León Agosto
34
En 1995 se obtuvo mejor precio en Toluca, pero tomando en cuenta que el D.F. se encuentra a una menor distancia de Veracruz, se eligió al D.F. como p u t o adecuado de comercializacih por ocupar el segundo lugar en la lista de precios.
En 1994 el precio del D.F. file superado sólo por $0.02 pesos en Ecatepec; y en 1993 el precio más alto se cotizó en el D.F.
Del análisis anterior concluimos que el mejor lugar para la comercialización de la naranja, es la central de abasto del D.F.
35

2. OBJETIVOS
- Participar en la solución de la crisis de los alimentos en nuestro país
- Proponer una alternativa tecnológica de conservación frigorífica a la agroindustria de los cítricos.
- Escalonar la comercialización con el objeto de disponer del producto en forma suficiente durante todo el aiio
- Explotar el nicho de mercado que ofrece en el D.F. el consumo de naranja.
36
3. INTRODUCCI~N
3.1 IMPORTANCIA DE LA NARANJA A NIVEL NACIONAL
La naranja juega un papel importante en el sector agropecuario de México tanto por la superficie dedicada a su cultivo como por el monto producido y por el consumo de la población. La exportación de naranja en su forma transformada, el jugo concentrado de naranja, son factores importantes dentro de la balanza comercial agroalimentaria.
Dentro del bloque de las 15 principales frutas, la naranja ocupa desde 1965 el primer lugar. En 1992 se cultivaron 2 18 mil hectáreas de naranja, que representa el 25% de ia superficie de frutales de nuestro país y el 25.6 % de la producción frutícola nacional. La producción en el mismo aií0 se estimó en 2.5 millones de toneladas, con un rendimiento promedio de 1 1.5 tha.
Los principales estados productores son Veracruz, San Luis Potosí y Tamaulipas, y en menor importancia otros estados, como Nuevo León, Yucatán, Hidalgo, Sonora, Oaxaca y Puebla.
Veracruz es el principal estado productor, aportando el 63% de la producción nacional. Le siguen en importancia, Tamaulipas con el 1 1.6 % y San Luis Potosí con el 9.6%.
La naranja es la fruta que más se consume en el país, como lo podemos ver en las estadísticas de consumo percápita de las principales frutas, que se muestra en la siguiente tabla.
37

I 81 I
P "l ' l .
Consumo percápita de las principales frutas e$ México
I Frutas Consumo percápita ( kg.kab)
25.74 I INarania I Plátano 20.59 I
12.3 1 I I a G t e
~
8.92 I 6.97
~~
I I Limón Mex. I Manzana ,6.59 I
' 6.46 I 4 3 2 - I 1 Melón
I Sandía 14.29 I lTuna 13.72 I I Piña 13.18 I INuez 11.80 I (Mandarina 11.11 I
10.26 I I Limón Dersa I I O Agostat 1993 y CNA, Estadísticas Referencia: Cálculo con base en Ft
básicas del sector agropecuario.
SITUACI~N MUNDIAL
El principal productor de naranja a nivel mundial es Brasil que aporta 25.9% del total. Los Estados Unidos le siguen en importancia con el 13.4%, China con 1 1 %, España con 5.4%, y en el quinto lugar, México, produciendo el 4.6% del total mundial.
38

, 1 l l
T -1
4. ESTUDIO DE MERCADO
4.1 MARCO TEÓRICO
La experiencia histórica en el país de la industria de los cítricos, ha mostrado insuficiencias para responder adecuadamente a las necesidades alimenticias de una población cada vez más grande.
En periodos postcosecha es incapaz de satisfacer el mercado debido a la falta de tecnología de conservación.
Por esta razón se pretende instalar una planta fkigoconservadora, en el municipio de Álamo, Veracruz, con el objeto de escalonar la comercialización y así poder satisfacer este mercado potencial en periodos postcosecha.
En México podemos contar en todo el año con naranjas, a pesar de que se trata de una fruta perenne, esto debido a que dentro de cada estado podemos diferenciar varias zonas que por sus características agroecológicas, tecnológicas, económicas y socio-culturales propias producen en periodos diferentes del año, según se muestra en la siguiente tabla:
39

lona productora Superficie (ha) Veracruz
Álamo 46,7 14 Martinez de la Torre 34,700 Otras 20,365
Huasteca 34,400 Zona Media (Río Verde) 3,000
ramaulipas 20,77 1 Abasolo 4,902 Victoria 10,506 Cd. Mante 4,664 González 699
Sonora 9,788
S a n Luis Potosí
I
Yucatán I 17,174
Tal distribución de la producción a nivel nacional, permite una oferta de la fixta durante todo el año, aunque en cantidades menores durante los meses de
F. (I,
julio y agosto; es en este periodo cuando en Álamo la producción es casi nula, 2 ?-,
? $ fn
E % o(- y el mercado nacional es abastecido por otros estados productores, en esta época la naranja llaga a la ciudad de México generalmente del estado de Tamaulipas.
En Álamo, la naranja se cosecha principalmente en dos periodos al &o, el primero conocido como tardío, que va de diciembre a mayo, y el segundo conocido como temprano o "agostero", que va de finales de agosto a noviembre. Durante el periodo tardío, la naranja se cosecha en gran abundancia, ocasionando que su cotización baje considerablemente; durante el periodo temprano, la producción no es tan alta en comparación al periodo tardío, y los precios se elevan.
A finales del mes de junio y durante todo julio y agosto, cuando la producción es prácticamente nula, los precios se elevan considerablemente, es por ello
40

que se pretende comercializar naranja en este periodo al conservarla en la cámara frigorífica, adquiriéndola a precios bajos durante el periodo tardío.
Así se analiza la evolución de los precios en el periodo tardío, a fin de identificar el mes más óptimo de compra para su almacenamiento y enfhamiento.
Posteriormente, se analiza por separado la oferta, la demanda y los precios de los meses de Julio y Agosto, a fin de identificar el mes óptimo para su comercialización.
41

4.2 DEFINICIóN DEL PRODUCTO
La naranja se da principalmente en zonas de clima templado o cálido y en determinadas épocas del año.
Las variedades más comerciales cultivadas en México son: Valenciana, Washington Navel, San Miguel, Pearson Brown, Criollo, Media sangre, Hamlin, Morros, Jaffa, Mediterráneo y Pine-Apple. La variedad principal que se cultiva en el país es la valenciana, también identificada como naranja de jugo y constituye el 80% de la producción total.
La naranja que se estudia en este trabajo es la valenciana, ya que es la que produce la mayor cantidad de jugo y por tanto la más comercial, esta es una de las frutas más importantes en el consumo humano, esta contiene un alto porcentajes de vitaminas, carbohidratos y sales, aunque estas últimas en menor proporción.
La composición aproximada en vitaminas de la pulpa y zumo de naranja por cada lOOg es como se resume en la siguiente tabla:
Elementos Vitamina A
Zumo de la naranja Pulpa de la naranja
0.1 mg. 1 mg. Vitamina D 57 mg. 60 mg. Vitamina C
O. 150 mg. 0.9 mg. Vitamina B 0.16 mg. 1 mg.
usos
La naranja Valencia es cultivada principalmente para consumo en fkesco, pero también cierto porcentaje se destina a la producción industrial de jugos, que son generalmente exportados a los Estados Unidos, hasta la fecha el mejor año para México a sido 1990 en que se llegó al 6.3% en exportaciones
42

a nivel mundial, pero en promedio se tiene una participación del 3.7% ocupando el cuarto lugar a nivel mundial.
.
43
4.3. ANÁLISIS DEL MES ÓPTIMO DE COMPRA
, " I #I ,
El mes óptimo de compra está determinado por los precios a que se cotiza la tonelada de naranja en las huertas de Álamo, durante el periodo tardío; dado que entre menor sea el tiempo de almacenamiento de la naranja I en la cámara frigorífica, los costos de operación se reducen, se presentan tres opciones:
1) Comprar en el último mes de la cosecha tardía (mayo).
2) Comprar a mediados de la cosecha (marzo), ya que según la experiencia de los citricultores es en.este periodo cuando el precio permanece más estable.
3) Comprar en el mes cuando las estadísticas indiquen el menor costo, ya que la mayoría de los pequeños productores no dispone de los recursos económicos para esperar cosechar hasta abril, mayo o junio y así obtener un mejor ingreso.
Para realizar las estadísticas usamos datos, a partir de 1990. (Fuente: INEGI)
44

4.3.1. ANÁLISIS DEL MES DE MAYO
Usamos datos existentes a partir de 1990, tomando información directa de los productores de Álamo, más específicamente de la familia Argiielles.
A continuación se ajusta una recta tomando en cuenta tres variables, los años, el precio y el índice nacional de precios al consumidor. Posteriormente se hace otro ajuste tomando como tercera variable a la tasa de inflación.
El ajuste. que presente un factor de correlación r más cercano a uno se toma como el representativo de este mes, y se muestra su gráfica.
45

exi= 15 x? = 17.5 cxi2 = 55
cZi = 546.85 z? = 3558.306 CYi zi = -553 1.75 CYi = 1205 y? = 6720.83 CXi Yi = 2715
C X ~ yi = -297.5 Xprom= 2.5 cyi zi = -553 1.75 Yprom = 200.83 C Z ~ xi= 237.605 ZProm= 91.14
Cálculo de las pendientes:
Y = a + pxi + ‘yzi donde: a=Ypr,
Sustituyendo:
46

I , - I
(1) -297.5 = 17.5 p + 237.605 y (2) -553 1.75 = 237.605 p + 3558.3 y
Resolviendo el sistema anterior encontramos:
p = 43.99 y = -4.49
Por lo tanto l a ecuación queda:
Y ~200.83 + 43.99xi - 4.49zi Y= 200.83 + 43.99(X - Xprom ) 4.49(2 - Zprom ) Y= 200.83 + 43.99X - 109.975 - 4.492 + 409.2186
Cálculo del coeficiente de correlación:
-297.5 ,,/(17.5)(672Q83)
= -0.8675
-3664.458 ,/(6720.83)(3558.306)
= -0.7493
47

237.605 ,/(17.5)(3558.306) r xz= = 0.95217
-0.154039 0.202357 rpZ= = -0.76122
48

Tendencia histórica de 10s precios al productor mediante el anáhis de regresión lineal múltiple, de acuerdo con la tasa de inflación.
Procediendo como en caso anterior, tenemos:
Con base a los datos anteriores obtenemos:
Con un coeficiente de correlación de:

a
'NO1 LlOd SOS3d $
v) O rz U
J 1

4.3.2. ANÁLISIS DEL MES DE MARZO
Al igual que para el mes de junio, usamos datos existentes a partir de 1990, que se muestran en la siguiente tabla.
I 1996 I 150.00 I 170.0 1 I 48.00 I
A continuación se hace el ajuste con el método de regresión lineal múltiple como en el mes anterior.
51

” ””
Tendencia histórica de 10s precios al productor mediante el análisis de regresión h e a l múltiple, de acuerdo con el INPC.
Con los datos anteriores obtenemos:
- - + 0.3757u
Con un coeficiente de correlación de:
r,-r YZ r = -0.86357
52

Tendencia histórica de 10s precios al productor mediante al análisis de regresión lineal múltiple, de acuerdo con la tasa de inflación.
Con los datos anteriores obtenemos la siguiente ecuación:
2956 - 1.0339X + 0.39482 Con un coeficiente de correlación de:
El factor de correlación más alto es el que involucra al INPC. Su gráfica se muestra a continuación.
53

t t
I
t
'NO1 tlOd SOS3d 6

4.3.3. ANÁLISIS DEL MES, EN QUE EN PROMEDIO TENEMOS LOS PRECIOS AL PRODUCTOR MÁS BAJOS
De los datos recabados, el mes en que en promedio se cosecha la mayor cantidad de naranja, lo cual trae como consecuencia la caída en su cotización, es el mes de ENERO.
ANÁLISIS DEL MES DE ENERO.
Haciendo el ajuste con el método de regresión lineal múltiple, obtenemos:
55

Tendencia hlstól-ica de 10s precios al productor mediante el análisis de regresión lineal múltiple, de acuerdo con el INPC.
4 1994 135.00 97.20 1 1.714 2.597 5 1995 130.00 107.14 2 -3.286 12.54 6 1996 140.00 162.56 3 6.7 14 67.96
~~
1
Con los datos anteriores obtenemos la siguiente ecuación:
- 1.5546 - 4.02035X + 0.25157, -
Con un coeficiente de correlación de:
56

Tendencia histórica de los precios al productor mediante el análisis de regresión lineal múltiple, de acuerdo con la tasa de inflación.
1994 135.00 7.50 1 1.174 -13.6871 5 1995 130.00 10.23 2 -3.286 - 10.957 1 6 1996 140.00 5 1.72 3 6.714 30.5328
Con los datos anteriores obtenemos la siguiente ecuación:
- 687X + 0.2464892 -
Con un coeficiente de correlación de:
r,-r r Yz= = -0.22605
El coeficiente de correlación más cercano a uno, lo presentó el ajuste que toma en cuenta al INPC. A continuación se presenta su gráfica.
57

(D m
1 ' i
t
O m m
'NO1 UOd SOS3d
I

4.3.4. RESULTADOS DEL MES ÓPTIMO DE COMPRA.
Según los resultados anteriores, consideramos que el mes óptimo de compra es el mes de MAYO, debido a que la diferencia de precios no es muy grande en los últimos d o s en comparación con los meses de enero y marzo, como se puede apreciar en la siguiente tabla:
PRECIOS POR TONELADA (PESOS)
AÑO DIFERENCIA DIFERENCIA MAYO MARZO ENERO
1994 129.92
- - n.d. 149.95 138.32 1996 39.96 48.59 176.99 137.03 128.40 1995 28.70 34.78 164.70 136.00
ENE-MAY MAY-MAR I
I
Para esta decisión se tomó también en cuenta, el periodo óptimo de refrigeración de la naranja, que va de 3 a 4 meses en condiciones controladas. Al tener el producto un menor tiempo dentro de la cámara, se reducen los costos de operación y se obtiene una mejor calidad de la fi-uta.
59
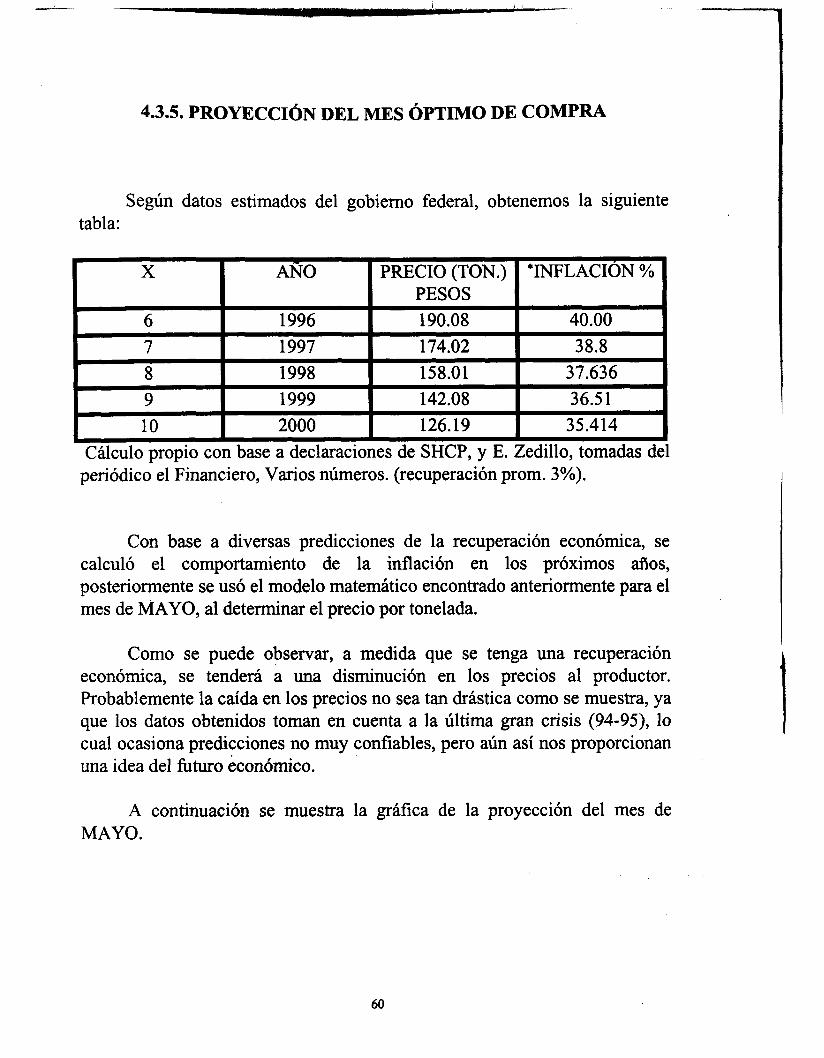
4.3.5. PROYECCI~N DEL MES ÓPTIMO DE COMPRA
Según datos estimados del gobierno federal, obtenemos la siguiente tabla:
Cálculo propio con base a declaraciones de SHCP, y E. Zedillo, tomadas del periódico el Financiero, Varios números. (recuperación prom. 3%).
Con base a diversas predicciones de la recuperación económica, se calculó el comportamiento de la inflación en los próximos años, posteriormente se usó el modelo matemático encontrado anteriormente para el mes de MAYO, al determinar el precio por tonelada.
Como se puede observar, a medida que se tenga una recuperación económica, se tenderá a una disminución en los precios al productor. Probablemente la caída en los precios no sea tan drástica como se muestra, ya que los datos obtenidos toman en cuenta a la última gran crisis (94-95), lo cual ocasiona predicciones no muy confiables, pero aún así nos proporcionan una idea del futuro económico.
A continuación se muestra la gráfica de la proyección del mes de MAYO.
60

w n a a a
cn c J
2 O o U O
cn O J W n
'NO1 tlOd SOS3d 8

4.4. A N ~ I S I S DEL MES ÓPTIMO DE VENTA
El mes óptimo de venta o comercialización, está determinad lor el ~
precio más alto que se alcanza en la central de abasto del D.F., esto ocurre entre los meses de julio y agosto, que se analizan a continuación.
El análisis se realiza usando nuevamente el método de regresión lineal múltiple, para ello se cuenta con datos a partir de 1990 (INEGI); como en el caso del mes óptimo de compra se usa como tercera variable al índice nacional de precios al consumidor (INPC) y a la tasa de inflación.
El mes con una cotización promedio mayor de naranja, será el mes @timo de comercialización.
62
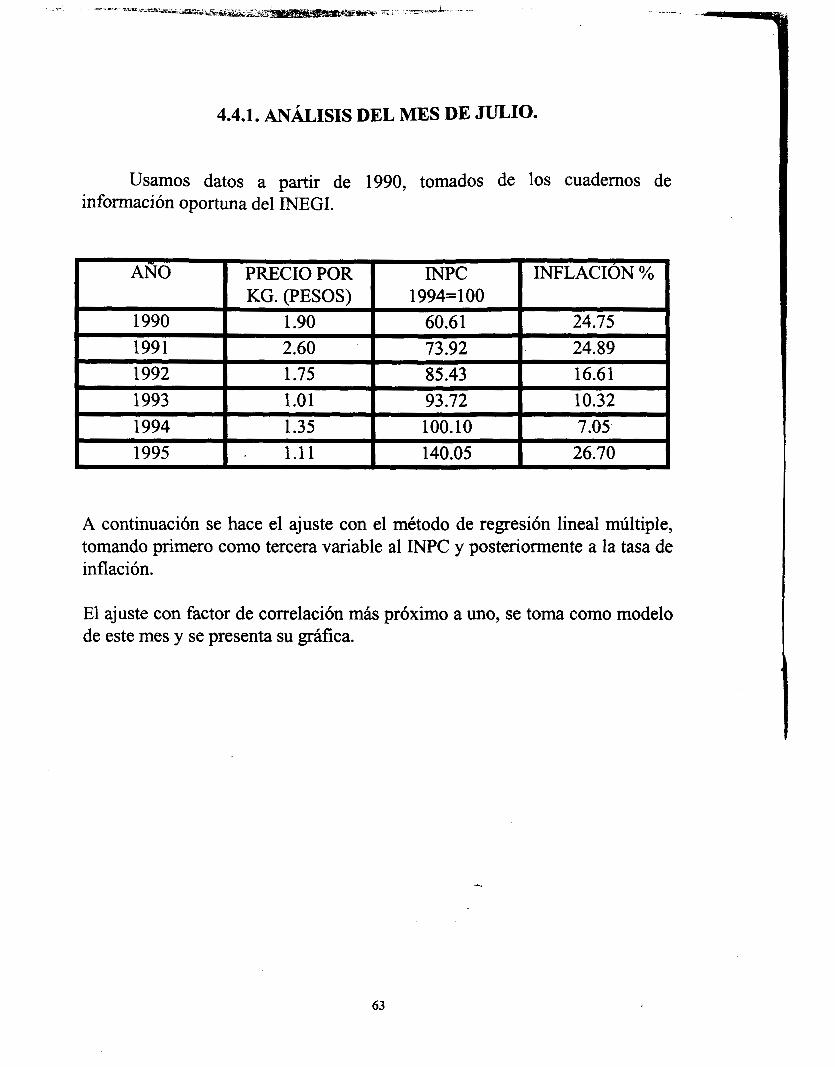
4.4.1. GNÁLISIS DEL MES DE JULIO.
Usamos datos a partir de 1990, tomados de 10s ~ ~ ~ d e r n o s de información oportuna del INEGI.
A continuación se hace el ajuste con el método de regresión lineal múltiple, tomando primero como tercera variable al INPC y posteriormente a la tasa de inflación.
El ajuste con factor de correlación más próximo a uno, se toma como modelo de este mes y se presenta su gráfica.
63

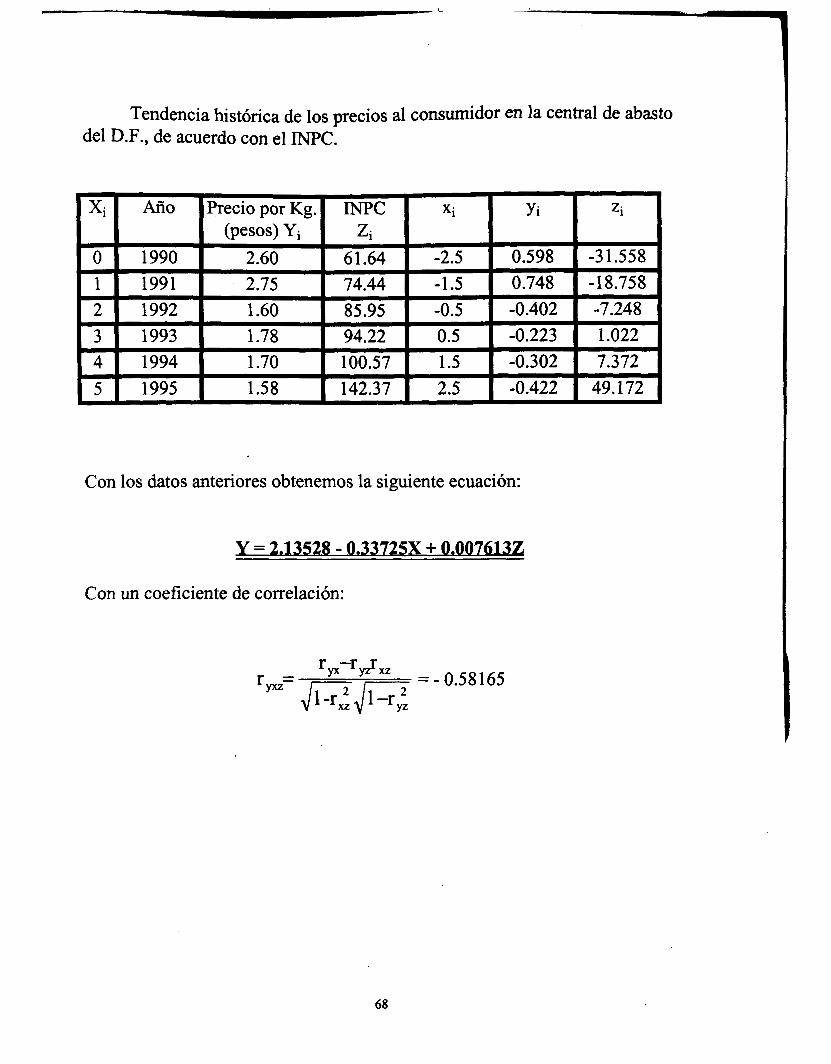
Tendencia histórica de 10s precios al consumidor en la central de abasto del D.F., de acuerdo con e1 INPC.
4 1994 1.35) 100.10 1.5 -0.27 0.974 5 1995 1.1 I 140.05 2.5 -0.5 1 40.924
De la tabla anterior obtenemos la siguiente ecuación:
- - ” . 686 + 0.04336X - 0.023562
Con un coeficiente de conelación:
= - 0.6343
64

Con los datos anteriores obtenemos la siguiente ecuación:
- - - 154X + 0.0565z
Con un coeficiente de correlación:
El factor de correlación más cercano a uno, lo presentó el ajuste que considera a la tasa de inflación. A continuación se presenta su gráfica.
65

c
I- U O n E O o
-1
i
O m m 1
m u? (u u? ' u? O ' (u r O
'OM tlOd SOS3d $

..
4.4.2. ANÁLISIS DEL MES DE AGOSTO.
Usamos datos desde 1990, tomados de los cuadernos de información oportuna publicados por el INEGI.
Como en el caso anterior se hace el ajuste con el método de regresión lineal múltiple, tomando primero como tercera variable al INPC y posteriormente a la inflación. Se toma como modelo matemático el ajuste con factor de correlación más cercano a uno, y se muestra su gráfica.
67
Con los datos anteriores obtenemos la siguiente ecuación:
Con un coeficiente
- - - 3725X + 0.0076137,
de correlación:
68

4 1994 1.70 7.0 1 1 .S -0.302 - 1 1.625 5 1995 1 .S8 28.59 2.5 -0.422 9.955
L
Con estos datos obtenemos la siguiente ecuación:
Con un coeficiente de correlación de:
El coeficiente de correlación más cercano a uno, lo presentó el ajuste que toma en cuenta a la tasa de inflación. A continuación se presenta su gráfica.
69

1
J
I

Tomando en cuenta los resultados anteriores, se puede concluir fácilmente, que el mes óptimo de venta es el mes de AGOSTO, en este mes se cuenta con un precio promedio de $ 1.62 pesos por Kg.
Además, como el tiempo óptimo de almacenamiento de la naranja dentro de la cámara fi-igorífica va de 3 a 4 meses, se tendrh un intervalo adecuado entre la compra y la venta del producto.
'1
71

4.4.4. PROYECCI~N DEL ó m 0 DE VENTA.
Según las declaraciones del gobierno federal, obtenemos la siguiente tabla:
X *INFLACIóN % PRECIO (KG.) ANO PESOS.
6
35.414 0.66 2000 10 36.5 1 0.89 1999 9
37.636 1.12 1998 8 38.80 1.35 1997 7 40.00 1 S 8 1996
* Cálculo propio con base a declaraciones de SHCP y E. Zedillo, tomadas del periódico El Financiero, varios números (recup. prom. 3%).
Al igual que en la proyección del mes óptimo de compra, aquí se observa una caída de los precios de venta conforme se recupera la economía al bajar la inflación.
A continuación se muestra grhficamente este comportamiento.
72

W n a a v)
I- a A
/ I
/ / I
/ / i
I I
'9Y tlOd SOS3d 8

4.5. ANÁLISIS DE LA DEMANDA-
La naranja es una fruta muy importante dentro del bloque de las 15 principales frutas (En orden alfabético: aguacate, duramo, fresa, limón mexicano, mango, mandarina, manzana, naranja, sandía, melón, nuez encarcelada, perón, piña, plátano Y uva), la naranja ocupa desde 1965 el primer lugar, cuando desplazó al plátano, que había sido la fruta más importante desde 1927. La participación de la naranja, tanto en la producción como en la superficie fiuticola oscila cada aiio, llegando a su mitximo a fines de los &os 60, para después descender.
La superficie dedicada a la naranja alcanzó su mayor extensión dentro del conjunto de las mencionadas frutas entre 1967 y 1969 con un promedio de 40.8%, en el periodo de 1992 a 1994 contribuía con el 27%, actualmente no existe una competencia por parte de otra hta que pudiera ganarle su espacio.
Debido a que la naranja es una hta estacional, la cantidad de toneladas que llegan a la central de abasto del D.F. varía a lo largo del &o.
Se@ las estadísticas básicas del sector agropecuario, el consumo per cápita se ha mantenido más o menos constante en México, presentando sólo ligeras variaciones como se puede ver en la siguiente tabla.
- ANO CONSUMO PER CAPITA
1990 23.15 1991
25 SO 1995 24.24 1994 25.74 1993 26.50 1992 27.13
(Kg./Hab.)
~~
Estas ligeras variaciones, se pueden atribuir a diversos factores que influyen en México como son:
74
I ” / I
1.- La situación económica del pais y el poder adquisitivo de la población, que estimula o desestimula la demanda.
2.- La rentabilidad, en relación con otros cultivos (costo de oportunidad), que regula la asignación de 10s recursos, presiona sobre el USO de la tierra y regula el nivel tecnológico.
3.- Las condiciones climatológicas que impactan sobre los rendimientos.
4.- Las políticas de fomento (financiamiento, crédito, asesoría técnica, investigación).
5.- El crecimiento demográfico y
6.- La competencia con productos sustitutos y/o complementarios (refrescos, otras h t a s , aguas), y.la promoción para su consumo.
Los factores mencionados se encuentran estrechamente interrelacionados ocasionando una multicausalidad, además de su carácter multidimensional, que los hace prácticamente imposibles de separar para medir su impacto en forma aislada.
La demanda en la central de abasto del D.F., es regulada por el mercado consumidor. En la época en que la producción es muy alta, se logra comercializar sólo la que el mercado requiere, es durante los meses de enero febrero y marzo, esto ocasiona altibajos en la cantidad de naranja que entra durante estos meses, esto debido a una caída en los precios al mayoreo, es decir debido a una baja en la demanda.
Si en la época de mayor producción se tiene una baja demanda, los productores tratan de encontrar soluciones, las más comunes son:
1 .- Reducción de los costos de producción a través del menor uso de insumos, de utilización de fberza de trabajo y de atención general de las huertas.
2.- Aumento de los rendimientos con el mismo costo de producción.
3.- Desplazamiento de la cosecha a fechas de mayor precio, a través del riego y la incorporación de zonas productoras con menor latitud.
75

._.,"--
4.- Regularización del mercado interno, a través de la norma Y calidad, Y
5.- Cambio de patrón de cultivo O abandono de actividad, reduciendo el cuidado al mínimo en las huertas ya establecidas. Una de las virtudes del naranjo es tolerar un manejo deficiente e incluso el abandono en tiempos de crisis para después recuperarse rápidamente en mejores tiempos. Además para los productores no es fácil tomar la decisión de arrancar un árbol que consumió seis años de cuidado, de gastos y de trabajo para dar un ingreso. Por todas estas razones se prefiere esperar en vez de cambiar definitivamente a otro cultivo.
Cuando la producción va disminuyendo debido a las caractensticas propias de la fruta, la demanda aumenta y esto se ve reflejado en el alza de los precios. Como hemos visto es en promedio en el mes de AGOSTO cuando se tienen los precios más altos y por lo tanto ello implica una demanda insatisfecha, y esta no se puede satisfacer porque no existe más producto.
Como la demanda es la cantidad de producto que el mercado requiere o solicita para buscar la satisfacción de una necesidad específica a un precio determinado, tomaremos como demanda a la mayor cantidad de naranja que el mercado consumidor permitió entrar a la central de abasto al fijar el precio, durante los meses de mayor producción.
En la siguiente tabla, se muestra el mayor volumen registrado año con año en la central de abasto del D.F.
*Fuente: CEDA. Dirección de apoyo a productores. El madrugador. Boletín informativo. **INEGI. Cuadernos de información oportuna. Varios números.
76
Aplicando el método de regresión lineal múltiple, primero usado como tercera variable al INpc y postefiormente a la tasa de inflación, con el fin de encontrar un modelo matemático del comportamiento de la demanda, tenemos:
77

Tendencia histórica de la demanda en la central de abasto del D.F., de acuerdo con el INPC.
Con los datos anteriores encontramos la siguiente ecuación:
- 4 210.4467X + 462.1497d
Con un coeficiente de correlación de:
rVX-rYZr XZ
= - O. 17239
78

Con los datos anteriores obtenemos la siguiente ecuación:
- - 107.239 + 2 824.7433X + 578.90082
Con un coeficiente de cokelación de:
El coeficiente de correlación más cercano a uno, lo presentó el ajuste que toma en cuenta .a la tasa de inflación.
79

4.5.1. PROYECCIóN DE LA DEMANDA.
Para darnos una idea de la evolución fbtura de la demanda, tomamos el modelo matemático obtenido anteriormente y así generamos la siguiente tabla:
*Cálculo propio con base a declaraciones de SHCP y E. Zedillo, tomadas del periódico El Financiero, varios números (recup. prom. 3%).
Como se observa, se aprecia m aumento en la demanda a medida que se va dando la recuperación económica. Muy probablemente este aumento no se dé de manera tan rápida como lo describe el modelo matemático, ya que la última crisis, influye mucho en este descripción, pero sí nos da una idea aproximada del futuro comportamiento de la demanda.
80

4.6. ANÁLISIS DE LA OFERTA.
La oferta es la cantidad de bienes que un cierto número de productores están dispuestos a poner a disposición del mercado, en el caso de la naranja esta cantidad en gran parte del año se ve limitada por la naturaleza del producto, ya que a pesar de contar con demanda insatisfecha, esta no se puede satisfacer debido a la baja productividad de las huertas durante ciertos periodos del año (Julio-Septiembre).
La oferta de la naranja en el mes de AGOSTO, que llega a la central de abasto del D.F., se muestra en la siguiente tabla:
*Fuente: CEDA. Dirección de apoyo a productores. El Madrugador. Boletín informativo. **INEGI. Cuadernos de información oportuna. Varios números.
Aplicando el método de regresión lineal múltiple, para encontrar un modelo matemático. que describa el comportamiento de la demanda, tenemos:
81

4 1994 25 500 100.57 1.5 3750 7.373 5 1995 23 O00 152.37 2.5 1250 49.172
Con los datos anteriores obtenemos la siguiente ecuación:
623.7519 + 2 774.6122x - 105.26287,
Con un coeficiente de correlación de:
82

l . 1 , "
. .. .
4 9.955 1250 2.5 28.59 23 O00 1995 5
- 1 1.625 3750 1.5 7.0 1 25 500 1994
Con los datos anteriores obtenemos la siguiente ecuación:
- -8 - + 1 14- - 131.28782
Con un coeficiente de correlación de:
El coeficiente de correlación más cercano a uno, fue el del modelo que toma en cuenta a la tasa de inflación.
83
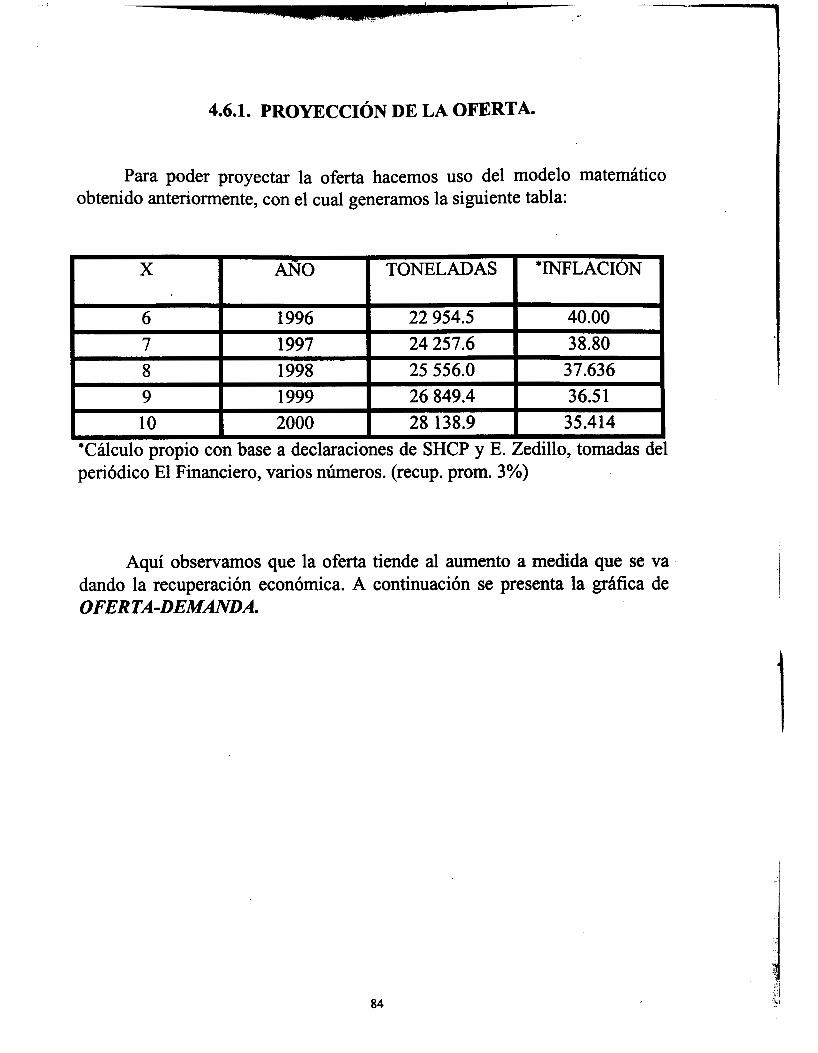
4.6.1. PROYECCIóN DE LA OFERTA-
Para poder proyectar la oferta hacemos uso del modelo matemático obtenido anteriormente, con el cual generamos la siguiente tabla:
X -
ANO *INFLACIóN TONELADAS
6
35.414 28 138.9 2000 10 36.5 1 26 849.4 1999 9
37.636 25 556.0 1998 8 38.80 24 257.6 1997 7 40.00 22 954.5 1996
*Cálculo propio con base a declaraciones de SHCP y E. Zedillo, tomadas del periódico El Financiero, varios números. (recup. prom. 3%)
Aquí observamos que la oferta tiende al aumento a medida que se va dando la recuperación económica. A continuación se presenta la gráfica de OFERTA-DEMANDA.
84

O 03 O ( o r- O % *
O
I
4 1
I~
.
I
O N O O O '
m 7

4.7. ANÁLISIS DEL PRECIO DE VENTA
La determinación del precio de venta de la naranja está sujeto a las fuerzas de la oferta y la demanda, y no existe control gubernamental en el precio de venta.
El precio es el que prevalece en la central de abasto del D.F. al mayoreo, durante el mes óptimo de venta, es decir el mes de AGOSTO, el comportamiento histórico, así como la proyección del precio, se analizó ya anteriormente, en la sección que comprende el mes óptimo de venta.
86
4.8. ANÁLISIS DE LA COMERCIALIZACI~N.
La comercialización es la operación por la que ha de pasar una mercancía desde el productor hasta el consumidor. Una cuidadosa administración de la comercialización podría corregir los desequilibrios existentes en el tiempo de producción y consumo, y de esta forma se podría satisfacer la demanda durante el aiio.
Esta política implicaría la aplicación de un conjunto de estrategias comerciales, que entre las importantes podrían ser:
- Que el comercializador este en contacto directo tanto con el productor como con el consumidor .
- Almacenamiento adecuado sin menoscabo de calidad.
- Entregar grandes volúmenes para que su distribución minimice los costos de transportación.
- Diseñar una 12d óptima de distribución fisica.
87

La distribución se llevará de la siguiente manera:
- Comprar al productor las toneladas requeridas por la cámara de refigeración. 1 - Embalaje del producto según se vaya seleccionando y cortando.
- Transportación a la cámara, tratando de que la distancia de la huerta a la cámara sea lo mínima posible, esto al elegir huertas cercanas al lugar seleccionado para establecer la cámara frigorífica.
- Almacenamiento.
- Salida del producto, después de haber cumplido su periodo de conservación.
- Transporte en camiones de 10 toneladas a la central de abasto del D.F.
-Venta a los bodegueros mayoristas de la central de abasto.
A continuación se muestra un diagrama de flujo de la trayectoria de comercialización seleccionada.
88

DIAGRAMA DE FLUJO PARA LA COMERCIALIZACI~N.
I Venta a los
mayoristas. bodegueros
Cámara.
Salida de la Cámara.
Transporte a la
Central de abasto del D.F. I
89

4.9. CONCLUSIONES DEL ESTUDIO DE MERCADO.
De todos los puntos analizados anteriormente, podemos concluir que este proyecto es viable por las siguientes razones:
a) En promedio, en el mes de AGOSTO tenemos una enorme alza en los precios de naranja, y esto se repite año con año, sin que se vislumbre hasta la fecha una solución a este problema.
b) En el mes de compra (MAYO), se tiene un precio promedio de $200 por tonelada, y en el mes de AGOSTO se tienen precios promedio de venta de $2000 pesos por tonelada, es decir que tenemos una ganancia bruta de $1 800 pesos por tonelada, lo cual implica ganancias brutas del 900%.
c) A pesar de las tendencias a la baja de los precios de compra y venta según los pronósticos realizados, se tiene un déficit que va en aumento y se pronostica que este, en los próximos afíos será mayor.
d) Es importante también considerar que la ciudad de México es la más poblada del mundo, y que esta población va en aumento, lo que garantiza que se tendrá un enorme mercado consumidor, que demandará cada vez más alimentos.
90

5. ESTUDIO TÉCNICO
En esta parte, se realiza un análisis técnico-operativo del proyecto, se verifica la posibilidad técnica de la construcción de la cámara frigorífica, se analiza y determina el tamaño, la localización y la organización que se requiere para el buen funcionamiento del proyecto.
Uno de los aspectos fundamentales, en la realización del presente proyecto, es tener en cuenta la posibilidad de su realización a futuro, y no solo la de convertirse en un trabajo más de ingeniería.
Para ello en esta parte, se toma en cuenta la situación económica del país, no sólo la actual, sino más bien su tendencia histórica en cuanto a la inversión en proyectos nuevos se refiere.
Hemos observado que históricamente son deseables proyectos con periodos de recuperación muy cortos (cinco aiio), con inversiones iniciales relativamente bajas y sobretodo que estén sustentados sobre bases sólidas (bajo factor de riesgo); se aprecia pues que el dinero destinado a proyectos por parte de los inversionistas se encuentra muy escaso. Por ello pretendemos que este proyecto resulte con un periodo de recuperación alrededor de cinco años, con lo cual garantizamos que se trata de una inversión muy rentable.
c
91

5.1. TAMAÑO DE LA PLANTA.
El tamaño de la planta, o su capacidad instalada (todaño), queda definido por diversos factores como son: la demanda existente, la disponibilidad de materias primas (cosecha de naranja), la tecnología, los equipos y el financiamiento. Todos estos factores ayudan a encontrar el tamaño adecuado, ya que este se obtiene a medida que se examinan uno a uno los factores condicionantes mencionados, los cuales se analizan a continuación.
92

5.1.1. FACTORES QUE DETERMINAN EL T m O DE LA PLANTA.
5.1.1.1. TAMAÑO DEL MERCADO.
Como hemos visto ya en la primera parte, concerniente al estudio de mercado, uno de los centros consumidores más grandes de naranja a nivel nacional, lo representa la central de abasto del D.F., tomado en cuenta el crecimiento demográfico, el D.F. representa también un gran mercado a filtllI-0.
El estudio histórico realizado, reveló un déficit promedio de 21 1 160.7 toneladas sólo para el mes de Agosto, y las proyecciones indican que este déficit irá en aumento, alcanzando en el ;310 2000 un déficit de 46 71 7 toneladas.
Esto implica como *ya hemos visto una demanda insatisfecha, lo cual ocasiona un aumento en los precios; en este caso notamos claramente que la demanda es muy superior a la oferta. A continuacih se muestra una tabla que indica el comportamiento histórico de la oferta y la demanda durante el mes de agosto en la central de abasto del D.F.
LJ J W T J uw I I JVV
1995 23 O00 45 o00 22 O00 25,7 *Con respecto al aiio anterior.
Déficit anual histórico = 21 1 16.7 toneladas.
93
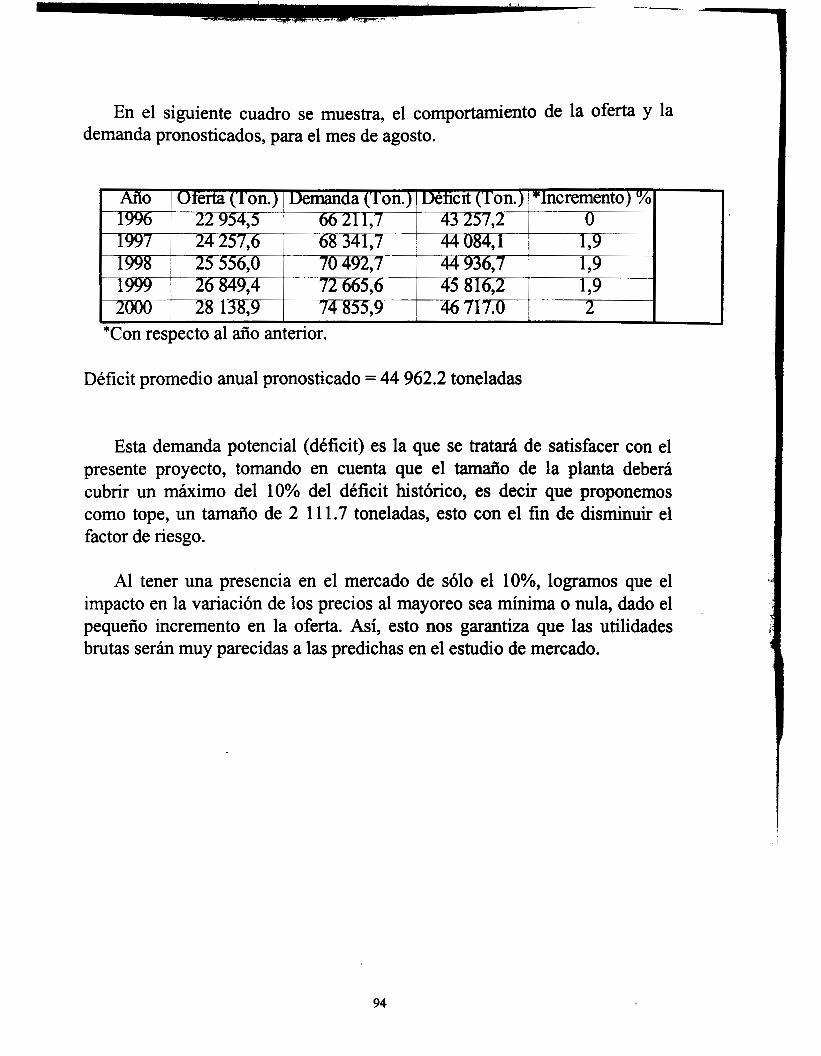
En el siguiente cuadro se muestra, el comportamiento de la oferta Y la demanda pronosticados, para el mes de agosto.
An0 Oferta ('l'on.) Uemanda (Ton.) Mticd (Ton.) *Incremento) % 1996 22 954,5 66 21 1,'i 43 257,2 O
m
1 -
-
74 8%,9 717.0 I 2 *Con respecto al año anterior.
Déficit promedio anual pronosticado = 44 962.2 toneladas
Esta demanda potencial (déficit) es la que se tratará de satisfacer con el presente proyecto, tomando en cuenta que el tamdo de la planta deberá cubrir un máximo del 10% del déficit histórico, es decir que proponemos como tope, un tamaño de 2 1 1 1.7 toneladas, esto con el fin de disminuir el factor de riesgo.
Al tener una presencia en el mercado de sólo el lo%, logramos que el impacto en la variación de los precios al mayoreo sea mínima o nula, dado el pequeño incremento en la oferta. Así, esto nos garantiza que las utilidades brutas serán muy parecidas a las predichas en el estudio de mercado.
94

5.1-1-2. DISPONIBILIDAD DE MATERIA PRIMA*
En la región existe una amplia disponibilidad de materia prima durante el mes de mayo (mes de compra), prueba de ello es que la región norte de Veracruz contribuye con el 60% de la producción nacional, y es en este mes cuando aún tenemos una cantidad considerable de naranja ofertada en la central de abasto del D.F., alcanzando en promedio 28 O00 toneladas en el periodo comprendido de 1990 a 1995, para dicho mes.
A pesar de que la ubicación de la planta se localiza en Álam0 Veracruz, en caso de algún contratiempo inesperado que impida la compra en este municipio, se cuentan con muchos más, destacando principalmente el municipio de el Naranjal, Martinez de la Torre y Tihuatlán, todos ellos dentro de la región norte de .Veracruz.
95

5.1.1.3. PROGRAMA DE PRODUCCIóN.
Asumimos que una vez concluido el periodo de construcción de la planta, así como transcurridas las pruebas de equipos, esta comenzará a operar al 100% de su capacidad.
Consideramos que en base a las limitaciones planteadas anteriormente, un tamaiío de la planta de 1 200 toneladas sería adecuado, este monto representa sólo el 2.7% del déficit anual promedio pronosticado (muy por debajo del 10% usado como estándar), el cual prácticamente no tendrá un impacto sobre la oferta y la demanda, lo cual garantiza una estabilidad en el comportamiento pronosticado para nuestro producto. Para fines de mayor seguridad así como prácticos se construirán dos cámaras, cada una con una capacidad de 600 toneladas.
Para un tamaño de planta de 1200 toneladas de naranja, las consideraciones a tomar sobre un programa de labores están basadas en los diferentes procesos que se inician desde el corte hasta la comercialización, se trabaja durante todo el mes de mayo en el proceso de carga de la cámara, de lunes a sábado; dos meses durante el periodo de conservación, y un mes más, en agosto, en la comercialización; las diferentes labores se detallan a continuación.
PRIMEROS 4 AÑOS DE PRODUCCIóN (1997-2000)
ETAPA INICIAL: CORTE Y ALMACENAMIENTO EN LA CÁMARA FRIGORÍFICA.
1 .- Corte de naranja, seleccionando la de mejor calidad.
2.- Traslado a la planta (se realizan cinco viajes diarios, usando camiones con capacidad de 1 O toneladas).
96

3.- Descarga en la pileta de lavado.
4.- Lavado.
5.- Vaciado en la secadora.
6.- Empacado y Almacenamiento.
7.- Cantidad de empleados en la etapa inicial:
a) Cortadores: 25 b) Lavadores: 15 c) Empacadores-Almacenadores: 15 d) Supervisor: 1
Total: 56
ETAPA INTERMEDIA: PERIODO DE CONSERVACI6N DEL PRODUCTO DENTRO DE LA CÁMARA
1.- Supervisión diaria dentro de la cámara (verificación del estado del producto temperatura, humedad, ventilación).
2.- Supervisión diaria de los equipos de enfriamiento.
3 .- Vigilancia.
4.- Cantidad de empleados en la etapa intermedia:
a) Supervisores de la cámara: 2. b) Supervisores de equipo de enfriamiento: 2. c) Vigilancia: 1.
Total: 5.
97

ETAPA FINAL: COMERCIALIZACI~N
1.- Descarga de la cámara en lotes de 60 toneladas diarias (durante todo el mes de agosto, trabajando de lunes a viernes).
2.- Traslado a la central de abasto del D.F., en trailers de 30 toneladas.
3.- Limpieza y mantenimiento de los equipos.
4.- Cantidad de empleados en la etapa final:
a) Cargadores: 15. b) Transportistas: 40. c) Limpieza y mantenimiento: 30.
Total: 85.
Los diferentes empleados de la planta no laboran todos a la misma hora y en el mismo tiempo, su utilización depende de la etapa que se este realizando así como del turno que estén cubriendo.
98

5.1.2. CONCLUSI~N SOBRE EL TAMAÑO DE LA PLANTA.
La planta fhgorífica tendrá una capacidad de 1 200 toneladas, este tamaño presenta tres principales ventajas:
a) La capacidad total de la planta de 1 200 toneladas, será repartida en dos cámaras, cada una con una capacidad de 600 toneladas, lo que aumenta el factor de seguridad, ya que en un caso de emergencia si llegase a fallar una de ellas, se cuenta con la otra, rescatando así una parte del producto. Además que se obtiene un mejor manejo de la naranja tanto para su acomodo como para su traslado a venta.
b) Con una capacidad de 1 200 toneladas, obtendríamos ganancias brutas del 900% ( $ 2 160 O00 pesos), esto según el estudio de mercado, con lo cual se puede intuir que estamos por arriba de la producción mínima.
c) La tecnología de conservación fiigorífica se considera escalable, lo cual nos brinda expectativas de crecimiento a corto plazo.
99

5.2. LOCALIZACIdN DEL PROYECTO.
5.2.1. MACROLOCALIZACI~N.
Debido a que nuestra materia prima es un producto perecedero, la distancia de transportación de la huerta a la cámara debe ser lo menor posible, por ello la planta se ubicará hacia la zona donde exista la materia prima.
Se ha elegido el estado de Veracruz, por ser este el que alcanza la mayor producción de naranja a nivel nacional, además, en casi todos sus municipios se cuenta con buenos servicios de comunicaciones, transportes, agua , mano de obra y una gran disponibilidad de materia prima, a s í como de terrenos aptos para la instalación de la planta.
A continuación se presenta un mapa del estado de Veracruz, donde se puede notar fácilmente, la enorme cantidad de municipios existentes, así como sus límites con diferentes estados de la república.
Una ubicación de la planta en un municipio que colindara con el estado de Puebla, sería apropiado, ya que se estaría a una menor distancia de la ciudad de México. El municipio de Álamo, marcado en el mapa con el número 160 cumple con la condición anterior, además de contribuir con el 46% de la producción estatal total de naranja.
100

VERACRUZ-LLAVE DIVISION MUNICIPAL, 1990
S I M B f l L O G I A
- LIMITE ESTATAL
- LIMITE MUNICIPAL
z LITORAL
000 CLAVE DEL MUNICIPIO
1 o1
5.2.2. MICROLOCALIZACI~N.
Como vimos anteriormente, se ha elegido al municipio de Álam0 Veracruz, el cual se encuentra localizado geográficamente entre las coordenadas 20 56' 09" de latitud norte y los O1 26' 49" de longitud este de México. Su altitud promedio sobre el nivel del mar es de 88 metros, limita al norte con los municipios de Cerro Azul, Tamiahua y Tepetzintla; al sur con Castillo de Teayo, Tihuatlan y el estado de Puebla; al este con Tuxpan y al oeste con Chicontepec.
Tiene una extensión de 1 , 137 kilómetros cuadrados que representan el 1.56 por ciento del total del estado y el 0.0581 por ciento del total del país.
El municipio .de Álamo se divide en 231 localidades, entre las que destacan Álamo, Agua Nacida, La Alajuela, El Alazán, General Álvaro Obregón, Aquiles Serdán, La Barranca, Artículo 127 Constitucional, La Camelia, Chapote Nuñez y Potrero.
Al municipio lo riegan varios arroyos como el Hondo y el Buenavista, que son tributarios de río Tuxpan.
CLIMA.
Su clima es cálido-extremoso, con una temperatura media anual de 25.2C; con lluvias de junio a septiembre y con menor intensidad en el resto del aiio. Su precipitación media anual es de 1.391 milímetros.
OROGRAF~A.
Se encuentra situado en la zona norte del estado.
102

CLASIFICACI~N Y uso DEL SUELO.
El suelo es de tipo feozem y regosol. El primero se caracteriza por tener una capa superficial oscura, suave y rica en materia orgánica y nutrientes, y el segundo por no presentar capas distintas y ser claros y parecidos a la roca que les dio origen.
COMUNICACIONES Y TRANSPORTES.
El municipio dispone de 2 19.2 kilómetros de carreteras, de las cuales el 73.4% son pavimentadas y el 26.49% de terracería. Esta infiaestnrctura le permite tener comunicación con los municipios que colinda y con las localidades que lo componen.
SERVICIOS P~BLICOS.
El municipio ofrece a sus habitantes los servicios de alumbrado público, energía eléctrica, limpieza, seguridad pública, tránsito, agua potable y alcantarillado, parques y jardines, centros culturales, recreativos y deportivos, mercado público, equipamiento y vialidad, transporte, rastros y panteones.
ACTIVIDADES ECONóMICAS.
Agricultura. Se cultiva naranja, tabaco, toronja, mandarina, mango, maíz y fiijol.
Ganadería. Se cría ganado bovino, para la producción de came y leche, ovino, porcino y diversas aves.
Explotación Forestal. Se explotan, principalmente las especies de ceiba y cedro rojo.
103

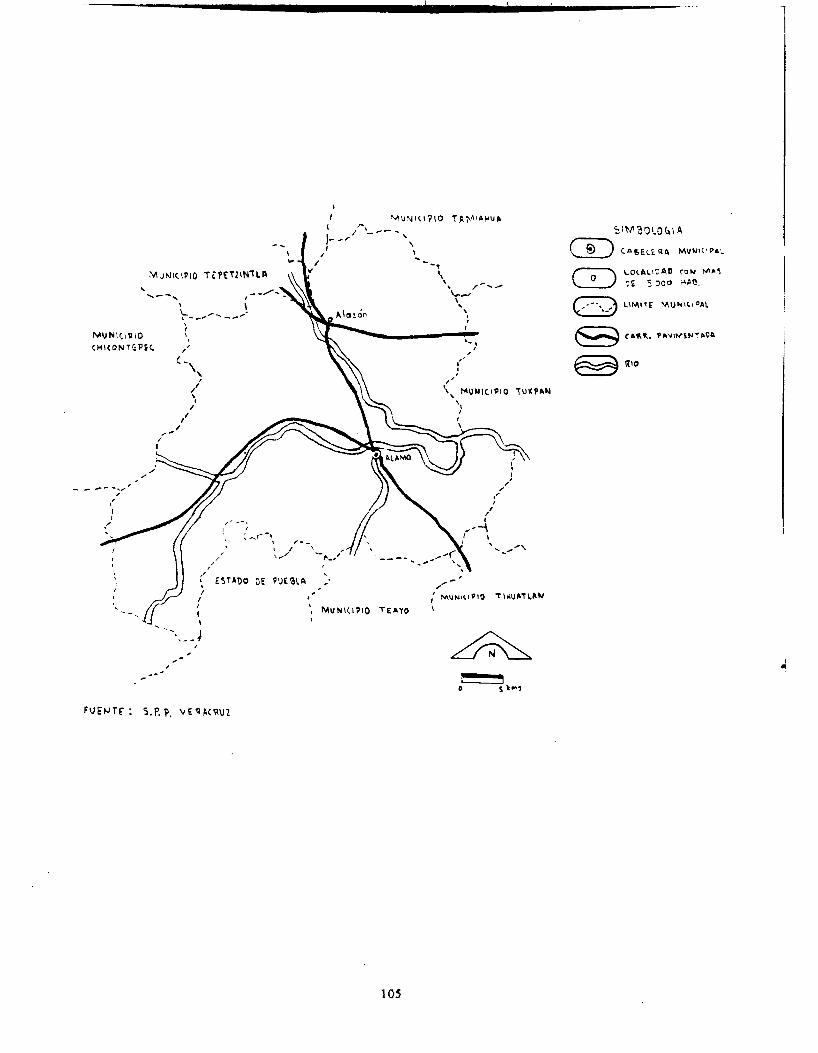
De todas las localidades que conforman el municipio, elegimos la cabecera municipal para la ubicación de la planta, debido a que es en ella en donde se concentra la mayor cantidad de servicios públicos, así como de mano de obra.
El terreno elegido para la construcción de la planta se encuentra en la colonia Ojital Santa María, esta se encuentra a bordo de la carretera Álamo- Tihuatlan, lo que facilita la comercialización del producto.
La distancia de este punto a la ciudad de Mbxico es de aproximadamente 390 kilómetros, esto siguiendo la vía mas corta, que es la usada por los actuales comercializadores de naranja, y que pasa por los siguientes puntos:
1.- Álamo - Tihuatlan. Carretera libre 2 carriles, distancia aproximada: 50 Km.
2.- Tihuatlan - Poza Rica. Carretera libre 2 carriles, distancia aproximada: 40 Km.
3.- Poza Rica - Tulancingo. Carretera federal libre, distancia aproximada: 150 Km.
4.- Tulancingo - D.F. Carretera federal libre 2 carriles, distancia aproximada: 1 10 Km más 40 Km en autopista de cuota.
A continuación se muestra un mapa del municipio de Álamo, donde se aprecia la ubicación de la cabecera municipal, lugar donde se ubicará la planta.
104
"
. . A I
" e
105

5.3. INGENIERÍA DEL PROYECTO.
El objetivo general del estudio de ingeniería del proyecto es resolver todo lo c0ncerniente.a la instalacih y el funcionamiento de la planta. Desde la descripción del proceso, adquisición de equipo y maquinaria, se determina la distribución óptima de la planta, hasta definir la estructura de organización y jurídica que habrá de tener la planta productiva.
106

5.3.1. PROCESO DE PRODUCCI~N.
El proceso de refrigeración de la naranja para SU posterior comercialización, cuenta con las siguientes etapas.
a) Recolección. b) Traslado a la planta. c) Lavado. d) Secado. e) Empacado. f) Almacenamiento. g) Refiigaración. h) Traslado a la central de abastos.
a) RECOLECCI6N. La recolección o corte de naranja se efectúa durante todo el mes de mayo, la cantidad recolectada es de 50 toneladas diarias trabajando de lunes a sábado. Se corta sólo la naranja que tenga un diámetro superior a 8 centímetros, es decir que sea de primera calidad, la cual es fácilmente reconocida por los cortadores. El color óptimo de su corteza es verde claro, lo cual es un indicativo de que la h t a ha alcanzado su mayor volumen y peso, y empieza apenas a madurar.
b) TRASLADO A LA PLANTA. Conforme la naranja se va recolectando, esta se va depositando en camiones con capacidad de 10 toneladas, una vez llenos, se llevan a la planta. Se realizan cinco viajes diarios.
Cuando se llega a la planta, los cargadores proceden a vaciar la naranja en la pileta de lavado.
c) LAVADO. Se cuenta con 15 personas que lavan manualmente las naranjas en la pileta, colocandolas posteriormente en la rampa de la secadora.
d) SECADO. Se secan continua y mecánicamente las naranjas en una banda transportadora que se encuentra dentro de un tunel de viento, una vez secas se depositan en un contenedor.
107

e) EMPACADO. Del contenedor son colocadas en cajas de madera de pino "tres rejas" tipo D-200m, cada una con un peso promedio de 1Kg y con una capacidad de 15 Kg de producto.
Posteriormente se estiban en tarimas para ser acomodadas en el interior de la cámara con un montacargas.
A continuación se muestra un esquema de la caja tipo D-200m y uno de la forma de estibación.
108

i
CAJA D-%OOm. ENVASE RECOMENDADO PARA NARANJA
EN ESTADO FRESCO.
Est.e envase se eligtó en base a la tarima de l. 1X1.5 metros, con el fm de poder manejar las unidades de carga con montacargas, y ag-hzar los procesos de carga y descargq facllit.ando su manejo y almacenamiento. Las dunemiones del envase, son recomendados a nivel internacional.
i Nombre común del envase hnensiones exteriores Dimensiones interiores
j Caja de madera tres rejas "A" Ancho: 29.2 cm. Ancho: 30 cm. I Largo: 30 cm. Largo: 4l.8 cm. 1
I [ i Alto: 20 cm. Alto: 19.2cm.
1 o9

Los puntos obscuros indican clavos de metal, este tip0 de Cajas Son ideales para usarse en el campo, en centrales de abastos y en centros de acopio; son de uso múltiple, es decir reutilizables, tiene un volumen aproximado de 26 decímetros cúbicos, y tiene una capacidad en peso recomendable de 15 Kg.
110

ACOMODO DE LAS CAJAS EN LA TARIMA.
Material de la tarima: Madera de pino. Dimensiones (tarima):
Ancho: 1.1 m. Largo: 1.5 m. Alto : 0.1 m.
VISTA S WERIOR DEL ARREGLO.
1.1 m K
1.5 m
L
Y . .
0.1 r d It"-------J( 0.5 m
111

VISTA FRONTAL DEL ARREGLO.
L r
....
112

113

VISTA INTERIOR *, DEL FRIGORÍFICO.
.
114

Con este arreglo se cuenta con 3 12 estibas, es decir 624 tarimas, lo que da un total de 39 936 cajas y un peso total de 599 040 Kg aproximadamente, ya que el peso neto del producto puede variar de una caja a otra.
115

Para este tipo de arreglo las dimensiones de la cámara son:
24 metros de ancho. 32 metros de largo. 6.5 metros de alto.
La altura de la cámara se usa de la siguiente forma:
Altura total de la estiba: 3.5 metros. Espacio para ventilación: 3 metros.
Como se observa en el diagrama anterior la cámara cuenta con una puerta, &a tiene las siguientes dimensiones:
Ancho: 5 metros. Alto: 3 metros.
Se eligieron estas dimensiones para permitir el acceso sin dificultad del montacargas.
116

g) REFRIGERACIbJ. El periodo de refiigeración dura 4 meses, comenzando a partir del día en que se inicia el llenado de la cámara y concluye hasta el día del vaciado del último lote para su comercialización (primera semana de mayo hasta la última del mes de agosto).
Es decir, tenemos un periodo neto de conservación para cada lote de tres meses. Durante este tiempo el producto permanece a una temperatura de O'C, con una humedad relativa del 90%, pudiendo permanecer así bajo estas condiciones hasta cuatro meses.
A continuación se describe el macanismo de almacenamiento y embarque del producto.
MAYO: Semana #1: Almacenamiento de lote #l. Semana #2: Almacenamiento de lote #2. Semana #3: Almacenamiento de lote #3. Semana #4: Almacenamiento de lote #M.
JUNIO: Refrigeración de todos los lotes.
JULIO: Refrigeración de todos los lotes.
AGOSTO: Semana #1: Embarque de lote #l. Semana #2: Embarque de lote #2. Semana #3: Embarque de lote #3. Semana #4: Embarque de lote #4.
h) TRASLADO A LA CENTRAL DE ABASTOS. La naranja se extrae de la cámara durante el mes de agosto (periodo igual al de llenado). Se llenan dos trailers con capacidad de treinta toneladas cada uno al día, lo que da un total de 60 toneladas diarias que trasladan el producto a la central de abasto del D.F.
todas las naranjas tengan el mismo periodo de conservaci6n y no haya variaciones de un lote a otro.
Primero se extraen los lotes que se almacenaron primero, esto para que
117
DIA-GRAMA DE FLUJO DEL PROCESO DE PRODUCCI~N.
118

INICIO Secado del producto en túnel de viento.
Traslado al interior
Almacenamiento y
central de abasto.
119

5.3.2. SISTEMAS DE REFRIGERACIóN.
En general se define la refrigeración como cualquier proceso de eliminación de calor. Más específicamente, se define a la refrigeración como la rama de la ciencia que trata con los procesos de reducción y mantenimiento de la temperatura de un espacio o material a temperatura inferior con respecto de los alrededores correspondientes.
Para lograr lo anterior, debe sustraerse calor del cuerpo que va a ser refiigerado y ser transferido a otro cuya temperatura es inferior a la del cuerpo refrigerado. Debido a que el calor eliminado del cuerpo refrigerado es transferido a otro cuerpo, es evidente que refi-igeración y calefacción son en realidad los extremos opuestos del mismo proceso. A menudo sólo el resultado deseado distingue a uno del otro.
Como el calor siempre fluye de una región de temperatura alta a una región de temperatura baja, siempre se tendrá un flujo de calor hacia la región refrigerada desde los alrededores calientes. Para limitar el flujo de calor hacia la región refrigerada de manera que sea un mínimo, resulta necesario aislar la región refrigerada de sus alrededores con un buen material aislante de calor.
La refrigeración se basa principalmente en dos principios básicos conocidos como la primera y segunda leyes de la termodinámica. La primera de ellas establece que la energía no se crea ni se destruye, si desaparece energía de una forma, debe reaparecer en otra, es decir, no puede aparecer energía en una manifestación sin que registre una reducción correspondiente en otra de sus formas. La segunda ley indica que ningún sistema puede recibir calor a una temperatura dada y rechazarlo o emitirlo a una temperatura superior, sin que el medio que lo rodea efectúe un trabajo en el mismo. El calor fluye siempre del cuerpo más caliente al más fiío. Si se toman en cuenta las consideraciones de esta ley, el ciclo de refigeración ideal será el inverso del llamado ciclo de Carnot. El coeficiente de eficiencia o rendimiento COP de un ciclo de Carnot depende de las temperaturas a las que se agrega o rechaza calor. Por lo tanto.
3
120
donde.
TI = Temperatura absoluta del evaporador. T2 = Temperatura absoluta del condensador.
Existen principalmente dos sistemas de refrigeración, el sistema de absorción y el sistema de compresión de vapor; estos se detallan a continuación.
121

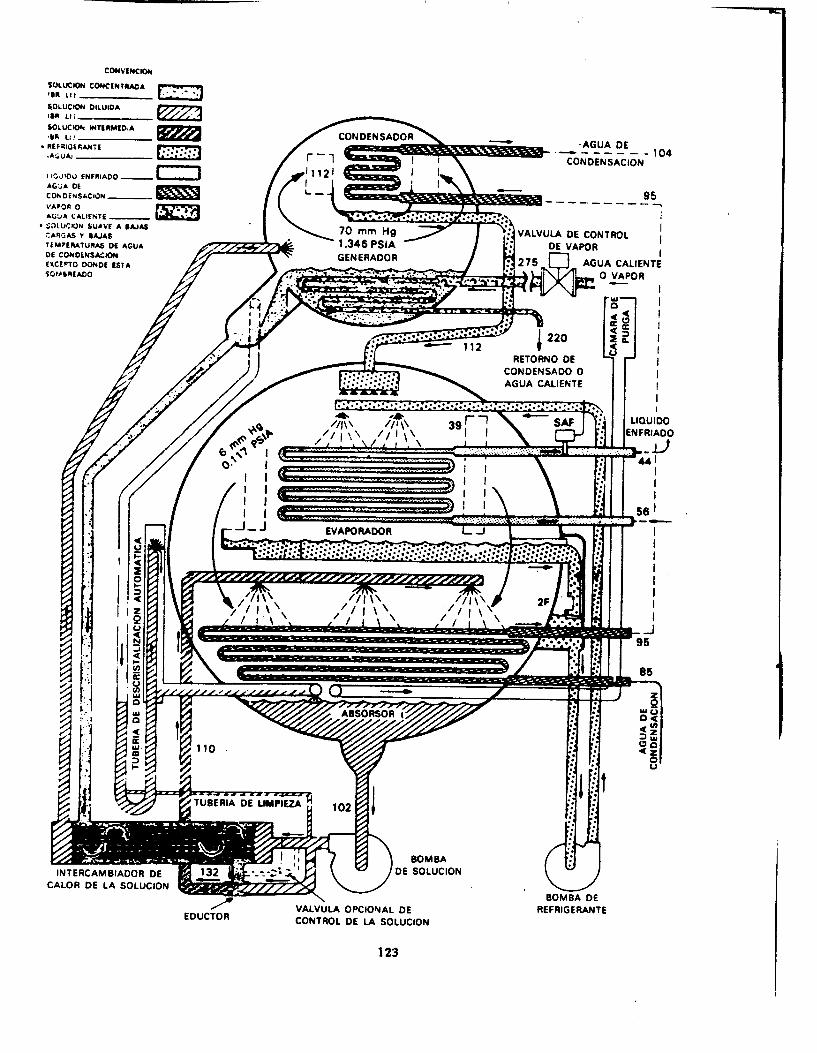
5.3.2.1. EL SISTEMA DE ABSORCI6N.
Los sistemas modernos de refrigeración por absorción emplean primordialmente agua como refrigerante y bromuro de litio como absorbente. Hoy en día rara vez se usan grandes sistemas de absorción de agua-amoniaco, debido a su alto costo inicial, su complejidad general, las necesidades excesivas de espacio y las grandes cantidades de agua de condensación requeridas. Existen pequeñas máquinas de absorción de tipo compacto que funcionan con agua y amoníaco, con tamaños que van de 3 a 10 toneladas de refrigeración y que se usan en aplicaciones comerciales de agua enfriada.
Las unidades de absorción de agua y bromuro de litio utilizan dos factores básicos para producir el efecto de refrigeración: 1) El agua hierve y se enfria a sí misma por vaporización a temperaturas bajas cuando se conserva al alto vacío, y 2) Ciertas sustancias, por ejemplo, una sal, absorben vapor de agua. La solución de bromuro de litio es una solución salina higroscópica que ha demostrado tener la mejor relación solubilidad-presión de vapor para permitir una gran eficiencia de ciclo. En la unidad de absorción, el agua se vaporiza desprendiendo una porción de vapor y la temperatura del agua restante disminuye. La afinidad del agua con la sal se mide por la reducción en la presión agua-vapor, que se hace más pronunciada al aumentar la concentración salina.
A continuación se muestra un ciclo completo.
122
EDUCTOR / VALVULA OPCIONAL DE
CONTROL DE LA SOLUCION
123
REFRIGERANTE

La máquina de absorción consta de cinco componentes principales:
1.- EVAPORADOR. Es la sección del tubo en donde el agua enfriada de retorno se enfria indirectamente por medio de agua rociada sobre los tubos, puesto que esta capa se mantiene a una presión absoluta reducida, el agua se vaporiza y enfiía la restante hasta alcanzar una temperatura que corresponde de un modo muy cercano a la presión de la cubierta.
2.- ABSORBEDOR. En esta parte del sistema se usa una solución salina fuerte para absorber el vapor de agua desprendido en el evaporador. Se tiene una bomba de solución que rocía bromuro de litio sobre la sección del tubo absorbente por el que fluye agua relativamente fresca, la carga calorifica de trabajo o total del absorbente (que consiste en la carga de refrigeración, el calor de disolución, el enfkiamiento del agua condensada y el enfkiamiento sensible de la solución), se transfiere de este modo al agua de enfriamiento que circula normalmente desde una torre de enfriamiento.
3.- SOLUCIóN INTERCAMBIADORA DE CALOR. Este componente sirve para mejorar la eficiencia del ciclo intercambiando calor entre la solución débil que sale del absorbedor, y la fuerte y caliente que retorna del generador, el vapor y el agua condensada se reduce empleando este intercambiador.
4.- GENERADOR. Una sección de tubo calentado a vapor sirve para restaurar la concentración de la solución, hirviendo el vapor de agua absorbido.
5.- CONDENSADOR. El vapor de agua que se desprende por ebullición en el generador se condensa en esta sección del tubo y se devuelve al enfriador.
124
5.3.2.2. EL SISTEMA DE COMPRESIóN DE VAPOR
Un sistema típico de compresión de vapor esta conformado principalmente por las siguientes partes:
1 ) UN EVAPORADOR. Cuya función es proporcionar una superficie de transferencia de calor a través del cual puede pasar calor del espacio o producto refrigerado hacia el refiigerante vaporizante.
2) UN TUBO DE SUCCIóN. En el cual se transporta el vapor de baja presión desde el evaporador hasta la entrada en la succión del compresor.
3) UN COMPRESOR DE VAPOR. Cuya función es eliminar el vapor del evaporador, elevar la temperatura y presión del vapor hasta un punto tal que el vapor pueda se condensado a través de un medio condensante normalmente disponible.
4) UN GAS CALIENTE. O tubo de descarga el cual entrega el vapor de presión alta y temperatura alta desde la descarga del compresor hasta el condensador.
5) UN CONDENSADOR. Cuyo propósito es proporcionar una superficie de transferencia de calor a través de la cual pasará el calor del vapor refiigerante caliente hacia el medio condensante.
6) UN TANQUE RECEPTOR. El cual proporciona almacenamiento al líquido condensado de tal modo que el suministro constante de líquido este disponible a las necesidades del evaporador.
7) UNA TUBERÍA DEL LÍQUIDO. La cual conduce el refrigerante líquido desde el depósito hasta el control de flujo del refiigerante.
8) UN CONTROL DE FLUJO REFRIGERANTE. Cuya función es medir la cantidad apropiada de refiigerante usada en el evaporador y reducir la presión del líquido que llega al evaporador de tal modo que la vaporización del líquido en el evaporador se efectúa a la temperatura deseada.
125
Un sistema refiigerante est6 dividido en dos partes de acuerdo a la presión ejercida por el refrigerante en las dos partes. La parte de presión baja del sistema consiste del control de flujo refiigerante, el evaporador y el tubo de succión. La presión ejercida por el refiigerante en esas partes es la presión baja a la cual el refrigerante es vaporizado en el evaporador. Esta presión se le conoce por varios nombres la "presión en el lado bajo", la "presión del evaporador", la "presión de succión" o "contrapresión".
El lado de alta presión o "lado de alta" del sistema, consiste del compresor, el tubo de descarga o "gas caliente", el condensador, el tanque receptor y el tubo del líquido. La presión ejercida por el refiigerante en esta parte del sistema es la presión alta, bajo la cual el refiigerante es condensado en el condensador. A esta presión se le llama la "presión condensante", la presión de la descarga" o la "presión superior".
Los puntos comprendidos entre los lados de alta y baja presión del sistema son el control de flujo del refiigerante, donde la presión del refrigerante es reducida desde la presión condensante hasta la presión vaporizante y, la válvula de descarga en el compresor, a través de la cual sale el vapor de alta presión después de la compresión.
A medida que el refrigerante circula a través del sistema, éste pasa por un número de cambios en su estado o condición, cada uno de los cuales es llamado un proceso. El refi-igerante empieza en algún estado o condición inicial, pasa a través de una serie de procesos en una secuencia definida y regresa a su condición inicial. El ciclo de refiigeración simple vapor- compresión consta de cuatro procesos fhdamentales:
1) Expansión.
2) Vaporización.
3) Compresión.
4) Condensación.
126
EL CICLO DE REFRIGERACI~N SATURADO SIMPLE.
Un ciclo de refrigeración saturado simple es un ciclo teórico en el que se supone que el vapor refrigerante que sale del evaporador y entra al compresor es vapor saturado a la temperatura y presión vaporizante y el líquido refrigerante que sale del condensador y llega al control del refrigerante es un líquido saturado a la temperatura y presión del condensante. Aún cuando el ciclo de refrigeración de una máquina de refrigeración real se desviará algo del ciclo saturado simple, no se piense que es inútil el análisis de un ciclo saturado simple. En tal ciclo, los procesos fimdamentales son la base para entender e identificar con facilidad el ciclo de refrigeración real de compresión de vapor. Además, utilizando como esthdar el ciclo saturado simple puede comparársele con el ciclo real y podrá obtenerse fácilmente la eficiencia relativa del ciclo de refiigeración real para varias condiciones de operación.
A continuación se muestra un diagrama ph, en el que se tiene un trazo de un ciclo saturado simple.
127

C 'O
U
J
\ \
128

"" ." __
LOS puntos A, B, C, D y E sobre el diagrama ph corresponden a 10s puntos del sistema de refrigeración mostrado a continuación.
El punto estado A puede describirse como algún punto próximo a la parte inferior del condensador donde termina el proceso de condensación teniéndose en dicho punto refrigerante como líquido saturado a la temperatura y presión del condensante. Para el punto A, pueden leerse en forma directa del diagramaph los valores de p, T y h. Debido a que el refi-igerante para el punto A siempre está en la condición de líquido saturado, el punto A estará situado en alguna parte a lo largo de la línea de líquido saturado y puede ser localizado en el diagrama ph si p, T o h es conocido. En la práctica p y T pueden ser medidos con facilidad.
EL PROCESO DE EXPANSI~N.
En el ciclo saturado simple se ha supuesto que no hay ningún cambio en las propiedades (o condición) del líquido refi-igerante a medida que este .,
fluye a través de la tubería de líquido desde el condensador hasta el control del refrigerante y la condición del líquido a la entrada del control del refrigerante es la misma condición que se tiene en el punto A. El proceso descrito por los estados inicial y final A-B suceden en el control del refrigerante cuando la presión del líquido es reducida desde la presión condensante hasta la presión evaporante a medida que el líquido pasa a través de la válvula de control.
El proceso A-B es una expansión adiabática irreversible durante el cual el refrigerante pasa a través de una serie de puntos estado en tal forma que no se tiene una distribución uniforme de cualquiera de sus propiedades. Entonces no puede dibujarse una trayectoria verdadera del proceso y la línea A-B representa simplemente un proceso que principia en el punto de estado A y termina en el punto estado B.
Cuando el líquido es expandido en el evaporador a través del orificio de la válvula de control, se disminuye la temperatura del líquido, desde la temperatura condensante hasta la temperatura evaporante y de inmediato una parte del líquido pasa a ser vapor.
129

DIAGRAMA DE FLUJO DE UN CICLO SATURADO SIMPLE.
1
D E
I c
1 1 A
CONDENSADOR COMPRESOR
DE
TANQUE RECEPTOR
130

El proceso A-B es un estrangulamiento tipo expansión adiabática con frecuencia llamado "estirado de alambre", en el cual la entalpía del fluido no cambia durante el proceso. Este tipo de expansión ocurre siempre que un fluido es expandido a través de un orificio desde una presión alta hasta una presión baja, se supone que esto ocurre sin ganancia ni pérdida de calor a través de las válvulas o tuberías y sin la realización de trabajo.
Debido a que la entalpía del refrigerante no cambia durante el proceso A-By la localización del punto B en el diagramaph se encuentra siguiendo la línea de entalpía constante partiendo del punto A hasta el punto donde la línea de entalpía intersecta a la línea de presión constante, que corresponde a la presión evaporante. Para localizar el punto B sobre el diagrama ph, debe conocerse la temperatura o la presión evaporante.
Como resultado de la vaporización parcial del refiigerante líquido durante el proceso A-By el refrigerante en el punto B es una mezcla de líquido-vapor.
EL PROCESO VAPORIZANTE.
El proceso B-C es la vaporizaci6n del refiigerante en el evaporador. Debido a que la vaporización se efectúa a temperatura y presión constante, el proceso B-C es tanto isotérmico como isobhico. Por lo mismo, se localiza el punto C en el diagrama ph siguiendo las líneas de presión constante y temperatura constante desde el punto B hasta el punto donde estas intersectan la línea de vapor saturado. En el punto C el refiigerante está en su totalidad vaporizado y es un vapor saturado a la temperatura y presión vaporizante.
A medida que el refrigerante fluye a través del evaporador y absorbe calor del espacio refiigerado, se incrementará la entalpía del refiigerante durante el proceso B-C. La'cantidad de calor absorbida por el refiigerante en el evaporador (efecto refrigerante) es la diferencia de valor entre la entalpía del refrigerante en los puntos B y C. Por lo tanto, si ha, hb, hc, hd, he y hx representan las entalpías del refkigerante en los puntos A, By Cy D, E y X, respectivamente, entonces
131

donde qe = efecto refiigerante en Btu/lb.
Pero debido a que hb es igual a ha, entonces
qe = hc - ha
La distancia entre los puntos X y C en el diagrama ph representa el calor latente total de vaporización, entonces ya que la distancia B-C es el efecto refrigerante útil, la diferencia entre X-C y B-Cy que es la distancia X-B es la pérdida de efecto refiigerante.
EL PROCESO DE COMPRESI~N.
En el ciclo saturado simple, se supone que el refiigerante no cambia de condición mientras está fluyendo por la tubería de succión desde el evaporador hasta el compresor. El proceso C-D se efectúa en el compresor a medida que se incrementa la presión del vapor debido a la compresión desde la presión vaporizante hasta la compresión condensante. Se supone que en el ciclo saturado simple, el proceso de compresión C-D es isoentrópico.
Una compresión isoentrópica es un tipo especial de proceso adiabático que ocurre sin fiicción, a este proceso también se le llama compresión "adiabática-no fricción" o compresión "entropía constante".
Debido a que no se tiene un cambio de entropía del vapor durante el proceso C-D, la entropía del refiigerante en el punto D es la misma que en el punto Cy por lo tanto, el punto D puede localizarse en el diagrama ph siguiendo la línea de entropía constante que empieza en el punto C hasta el punto donde la línea de entropía constante intersecte a la línea de presión constante correspondiente a la presión condensante.
Del diagrama ph pueden obtenerse todas las propiedades del refhgerante correspondientes al punto D. Los valores de T, h y v se obtienen mediante la interpolación, por lo mismo son valores aproximados.
132
Durante el proceso de compresión C-D se efectúa un trabajo sobre el vapor refrigerante- y se incrementa la energía (entalpía) del vapor en una cantidad que es exactamente igual al trabajo mecánico efectuado sobre el vapor. La energía equivalente al trabajo efectuado durante el proceso de compresión es a menudo llamada calor de compresión y es igual a la diferencia de valores de entalpía del refr-igerante entre los puntos D y C.
Donde qw es el trabajo (calor) de compresión por libra de refrigerante circulado.
El trabajo mecánico efectuado sobre el vapor por el pistón durante la compresión puede calcularse a partir del calor de compresión. Si w es el trabajo efectuado en pies-libras por libra de refiigerante circulado y J es el equivalente mecánico del calor, entonces
W = J(hd - hc)
Como resultado de la absorción de calor en la compresión, el vapor descargado por el compresor está en la condición de sobrecalentado o sea, su temperatura es mayor que la temperatura de saturación correspondiente a su presión. Antes que el vapor sea condensado debe eliminarse el sobrecalentamiento del vapor bajando la temperatura del vapor descargado hasta la temperatura de saturación correspondiente a su presión.
EL PROCESO DE CONDENSACI~N.
Por lo general, tanto los procesos D-E como E-A se verifican en el condensador a medida que el gas caliente descargado del compresor es enfhado hasta la temperatura condensante y después condensada. El proceso D-E toma lugar en la parte superior del condensador y en una parte de la longitud de la tubería del gas caliente. Esto representa el enfriamiento del vapor desde la temperatura de descarga hasta la temperatura condensante a medida que el vapor le deja su calor al medio condensante.
133

Durante el proceso D-E, la presión del vapor permanece constante y se localiza al punto E en el diagrama ph siguiendo la línea de presión constante desde el punto D hasta el punto donde la línea de presión constante intersecta a la curva de vapor saturado.
El punto E, el refrigerante es un vapor saturado a la temperatura y presión condensante. La cantidad de calor sensible (sobrecalentamiento) eliminado por libra de vapor en el condensador al enfriarse el vapor desde la temperatura de descarga hasta la temperatura condensante, es la diferencia de entalpías del refrigerante entre los puntos D y E (hd - he).
El proceso E-A es la condensación del vapor en el condensador, debido a que la condensación se realiza a temperatura y presión constante, el proceso E-A se verifica a lo largo de las líneas de presión y temperatura constante desde el punto E hasta el punto A. El calor cedido al medio condensante durante el proceso E-A es la diferencia de entalpías del refrigerante entre los puntos E y A (he - ha).
Al regresar al punto A, el refrigerante ha completado un ciclo y sus propiedades son las mismas que han quedado descritas en el punto A.
Debido a que ambos procesos D-E y E-A se verifican en el condensador, la cantidad total de calor cedido por el refrigerante al medio condensante en el condensador es la suma de las cantidades de calor eliminadas durante los procesos D-E y E-A. El calor total cedido por el refhgerante en el condensador es la diferencia entre las entalpías del vapor sobrecalentado en el punto D y el líquido saturado en el punto A. Entonces
donde qc = calor eliminado en el condensador por libra de refrigerante circulado.
Si el refrigerante al llegar al punto A al final del ciclo, está a la misma condición que cuando dejó el punto A al principio del ciclo, el calor eliminado por el refrigerante al medio condensante en el condensador debe ser exactamente igual al calor absorbido por el refrigerante en todos los demás puntos del ciclo. En un ciclo saturado simple, la energía del
134
refrigerante se incrementa en sólo dos puntos en el ciclo: (1) el calor absorbido del espacio refiigerado a medida que se vaporiza el refrigerante en el evaporador (qe) y (2) la energía equivalente debida al trabajo mecánico en el compresor (qw). Por lo tanto
Donde m es la masa de la razón de flujo del refrigerante circulado para producir la capacidad de refiigeración requerida, Qe , de 1 tonelada.
Donde QC es la cantidad total de calor eliminado en el condensador por minuto y por tonelada.
QC = (m)(hd - ha)
Donde Qw es la energía térmica equivalente al trabajo de compresión por minuto y por tonelada de capacidad de refrigeración
QW = (m)(hd - hc)
Entonces es trabajo de compresión por minuto por tonelada en pies- libras es
w = (J)(m)(hd - hc)
Donde J = equivalente de energía mecánica.
135

5.3.3. CONCLUSIóN SOBRE EL SISTEMA DE REFRIGERACIóN.
El sistema de refkigeración que emplearemos, será el sistema de compresión de vapor, debido a que el sistema de absorción presenta diversas desventajas, entre las cuales están:
- A pesar de que las unidades de absorción tienen muchas aplicaciones de enfkiamiento de agua, en nuestro caso no se dispone de vapor, y aún cuando este se pudiera producir repercutiría en una elevación de costos, así como en una mayor complejidad del equipo.
- Presentan dificultad para mantener un sistema aislado con el bromuro de litio que es muy corrosivo y teniendo presente el vacío de la operación tanto en el evaporador como en el absorbedor.
- Para unidades que emplean bromuro de litio como absorbente, generalmente enfrian agua en una gama comprendida entre 45 y 50°F ( 7 - 10°C ), temperatura insuficiente para nuestros propósitos.
136
5.3.4. SELECCI6N DE TECNOLOGÍA.
En este punto se decide la tecnología a emplear par el funcionamiento de la cámara, en vista que hemos decidido emplear un ciclo de compresión de vapor, se presentan las variantes existentes en los diversos equipos que componen el ciclo de refiigeración
Una vez que se decide que tipo de equipo es el adecuado, recurrimos a una empresa dedicada a la venta de equipos en refiigeración industrial a fin de conocer los modelos más económicos y eficientes que nos permitan operar sin problemas.
137

5.3.4.1. CARGA TÉRMICA.
GENERALIDADES PARA CÁLCULO DE LA CARGA TÉRMICA.
Nuestro proyecto se ubica en el proceso de refiigeración y en consecuencia el producto no sufke un cambio de estado fisico por lo que sólo se le retirará calor sensible.
Con esta idea empezamos a calcular la carga térmica total, que consiste en sumar todas las contribuciones de ganancia de calor de las diversas fuentes cuyo calor incide al espacio a refi-igerar. Por consiguiente, esta carga térmica total la definimos como:
Qt = Qpr + Qcr + Qem + Qtr + Qu + Qe + Qin + Qoc + Qrs .................. (1)
Donde:
Q, = Carga térmica total Qpr = Carga térmica del producto Qcr = Calor de respiración del producto Qem= Calor debido al embalaje Q, = Transmisión de calor en paredes no afectadas por la radiación solar Qu = Carga térmica debido al sistema de iluminación Q, = Carga térmica debida a la maquinaria y equipo Q, = Carga por infiltración de aire ambiental a través del acceso a la cámara Qoc= Calor liberado por los trabajadores Qrs = Transmisión de calor en paredes afectadas por la radiación solar
Una vez, que hemos identificado dichas cargas térmicas procedemos a analizar la naturaleza de cada uno de ellas:
138
CARGA TÉRMICA DEL PRODUCTO
Para calcular esta carga utilizaremos la temperatura de conservación del producto y la temperatura a la que entra el producto a la cámara frigorífica, así, como también, el calor especifico del producto con base a la ecuación:
Qpr = mCep(Tpe - T,d . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (2) .
donde:
Qpr = Carga térmica del producto. m = Masa del producto. Cep = Calor específico del producto. Tpe= Temperatura del producto a la entrada al almacén fkigorífico. T,,= Temperatura de conservación del producto.
Temperatura del producto a la entrada del almacén fkigorifico: Es la temperatura que posee el producto después de que se ha lavado y secado, y es ligeramente inferior a la temperatura ambiental.
Temperatura de conservación: Es la temperatura en que el producto conserva sus características fisicoquímicas por un periodo determinado.
Factor de rapidez de enfriamiento: Durante la primera parte del periodo de enfriamiento, la caga del equipo en Btu por hora es considerablemente mayor que la carga promedio horaria del producto calculada. Debido a la gran diferencia de temperatura que se tiene entre el producto y el aire del espacio refrigerado a principio del periodo de enfriamiento, la rapidez de enfriamiento es mayor y la carga del producto tiende a concentrarse en la primera parte del periodo de enfriamiento. Por lo tanto, cuando la selección del equipo se basa en la suposición de que la carga del producto está eventualmente distribuida sobre el periodo completo de enfriamiento, el equipo así seleccionado tendrá capacidad insuficiente para llevar la carga durante los pasos iniciales de enfriamiento que es cuando se tiene el pico más alto de la carga del producto.
139

Para compensar la desigual distribución de la carga de enfiiamiento, se introduce a veces un factor de rapidez de enfriamiento en al cálculo de la carga de enfriamiento. El efecto del factor de rapidez de enfriamiento incrementa el valor de la carga del producto de modo que la carga de enfriamiento promedio horaria sea aproximadamente igual a la que corresponda a la condición de pico máximo. Este resultado conduce a la selección de un equipo miis grande, con suficiente capacidad para mantener la carga durante los periodos iniciales de enfkiamiento.
140

CALOR DE RESPIRACI~N DEL PRODUCTO
Debido a que las frutas desprenden constantemente calor y aún en condiciones de almacenamiento como consecuencia de los procesos fisiológicos que se dan en el producto es prescindible evacuar este calor.
La carga por este concepto se obtiene multiplicando la masa del producto a conservar por el calor de respiración del producto referido a la temperatura de conservación dada. Esto es:
Qcr = m@) . . . , . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (3)
donde:
Qcr = Calor de respiración del producto. m = Masa del producto. Cr = Calor de respiración.
141

CARGA TÉRMICA DEBIDO AL EMBALAJE
El embalaje utilizado para contener el producto también incrementara la carga térmica por tanto también debe de calcularse. Se calcula de una manera similar al de carga térmica del producto y con las mismas condiciones de temperatura. Por tanto, definimos esta ecuación como:
Qem = mCem(Tee - Tco) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . (4)
donde:
Qem = Carga térmica por embalaje. m = Masa del embalaje. Cem = Calor especifico del embalaje. Tee = Temperatura de entrada del embalaje. Tco = Temperatura de conservación de la naranja.
142

TRANSMISI~N DE CALOR EN LAS PAREDES NO AFECTADAS POR LA RADIACI~N SOLAR
Ya que la temperatura del aire exterior será mayor que el aire interior, esto ocasiona un flujo de calor hacia el interior. Para disminuir este flujo de calor se construyen barreras adecuadas con materiales de construcción y aislantes de tal forma lograr ahorrar energía y por consiguiente minimizar los costos de operación.
Normalmente, el calor transmitido se considera como un flujo de calor por conducción y es importante mencionar que además de paredes existe una capa de aire que impide también el flujo de calor y por lo tanto se debe de considerar.
En general y para superficies planas la ecuación que define la transferencia de calor por conducción es:
Qcond = (KA(Te - Ti))/E ............................................................................ (5a)
y la transferencia de calor por convección esta dada por:
QconY = hA(AT) ..................................................................................... (5b)
donde:
Qcond = Transmisión de calor en paredes no afectadas por la radiación solar. QconY = Transmisión de calor por convección. K = Factor de conductividad térmica. h = Coeficiente de transferencia de calor convectivo. A = Área de transferencia. Te = Temperatura exterior. Ti = Temperatura interior. E = Espesor del material.
Por lo tanto la cantidad de calor transmitida en la unidad de tiempo a través de las paredes de un espacio refi-igerado, es función de tres factores de tres factores cuya relación se expresa a través de la siguiente ecuación:
143

Qh= AU(AT) ...... . . .. . . . . . .. . . . . . . . .. . . .. .. . . .. .. .. .. .. . . .... .. .. . .. . . .. . .. . . . . .. (5c) Donde:
e,. = Cantidad de calor transferido en Btu por hora. A = Área de la superficie de la pared externa. (pies cuadrados). U = Coeficiente total de transmisión de calor en Btu por hora por pie cuadrado por grado Fahrenheit. AT= Diferencia de temperatura a través de la pared en grados Fahrenheit.
El coeficiente U se obtiene aplicando las ecuaciones Sa y 5b.
AISLANTES.
Definimos a los aislantes como los materiales que presentan gran resistencia al flujo de calor bajo ciertas condiciones de temperatura. Se puede decir que un buen aislante es el que cumple con las siguientes especificaciones:
a).- Alta eficiencia térmica: Es decir, que tenga un bajo volumen de conductividad térmica, entendiéndose por conductividad térmica, a la cantidad de calor que un material permite fluir, bajo ciertas condiciones especiales de espesor, área y temperatura.
A esta resistencia térmica le conoce como el factor K, y se expresa en unidades del sistema inglés:
K (=BTU/ft2hoF) Se puede considerar que un material como aislante adecuado, cuando el valor de K en el sistema inglés tenga un valor por debajo de 0.30.
b).- No inflamable c).- No debe de favorecer la corrosión o producir moho. d).- Debe de tener baja capacidad de absorción de agua y no debe de retenerla cuando se moja. e).- Debe tener poco peso 0.- Debe de tener resistencia mecánica apropiada g).- Debe de tener una superficie tal que permita colocar algún acabado exterior h).- Debe de ser económico.
144

CARGA TÉRMICA POR ILUMINACIóN
ALUMBRADO
En los sistemas de refrigeración existen equipos eléctricos de iluminación que ceden energía al recinto a refrigerar en el momento de operar.
La cantidad de calor que liberan se obtienen directamente de la equivalencia de potencia eléctrica con la potencia térmica esto es:
1 Watt = 3.413 BTUh
Todos los sistemas de iluminación ya sean incandescentes o fluorescentes básicamente transforman la energía eléctrica que reciben para su operación en calor, el cual se desprende en su totalidad en el interior del local, por lo tanto la siguiente ecuación nos permite calcular la ganancia de calor por alumbrado:
Qa = 3.413NI(Nw) ............................................................................ (6)
donde:
Qa = Carga por iluminación. 3.145 = Factor de conversión de Watts a BTUh. NI = Número de lamparas. Nw = Número de Watts.
145

CARGA TÉRMICA DEBIDA AL EQUIPO ,J
Todas las maquinas que son accionadas por motores eléctricos, emplean parte de la energía consumida en vencer rozamientos que a su vez se transforman en energía calorifica.
Para obtener el calor cedido por los motores eléctricos, se usa la siguiente correlación:
Carga por motores eléctricos = Factor de equivalencia X Potencia en caballos ................................. (7).
De la tabla que aparece en apéndice A l , se obtiene el calor cedido por
El calor liberado por motores y sus máquinas conducidas afectan al motores eléctricos .
medio enfriado de tres formas:
1 .- Si el motor y la maquina accionada por el están dentro del local enfkiado. Para ello se usan los factores de la primera columna (carga conectada en espacio refrigerante), estos implican que tanto la salida útil y pérdidas del motor son disipadas dentro del espacio refrigerado, como por ejemplo, motores impulsando ventiladores para unidades de enfkiadores con circulación forzada.
2.- Si el motor esta fuera del local y la máquina accionada esta dentro del local. Para ello se utiliza la segunda columna (pérdidas exteriores por motor), lo cual implica que las pérdidas del motor son disipadas fuera del espacio refrigerado y el trabajo útil del motor es aprovechado dentro del espacio refrigerado, por ejemplo un motor instalado fuera del espacio refrigerado impulsando un ventilador para la circulación del aire dentro del espacio refrigerado.
3.- Si el motor esta dentro del local y la máquina accionada esta fuera del local. Para ello se utiliza la tercera columna (carga conectada al exterior), esto significa que las pérdidas de calor son disipadas dentro del espacio refrigerado y el trabajo útil se tiene fuera del espacio refrigerado, por ejemplo un motor dentro del espacio refigerado impulsando una bomba instalada fuera del espacio refrigerado.
146

CARGA TÉRMICA POR INFILTRACI~N
CARGA TÉRMICA POR CAMBIOS DE AIRE.
La ganancia de calor en el espacio refkigerado como resultado de los cambios de aire es dificil de calcular con exactitud, excepto erí algunos pocos casos en que se conoce la cantidad de aire introducido al espacio para fines de ventilación. Cuando se conoce la masa de aire exterior que entra al espacio en un periodo de 24 horas, el calor ganado dentro del espacio como resultado de los cambios de aire depende de la diferencia de entalpías del aire a las condiciones interiores y exteriores, y puede calcularse aplicando la siguiente ecuación:
Carga por cambio de aire = m( - hi ) ....... ....... .... .... ... ....... (8).
Donde: m = Masa de aire que entra en 24 horas al espacio refigerado (lb/24). h, = Entalpía del aire exterior (Btu/lb). hi = Entalpía del aire interior (Btu/lb).
Sin embargo, ya que las cantidades de aire por lo general se dan en pies cúbicos en vez de libras, para facilidad de los c6lculos, se cuenta con tablas que dan una lista de la ganancia de calor por pie cúbico de aire que entra al espacio para varias condiciones interiores y exteriores en el apéndice A2.
Para calcular la carga por cambio de aire en Btu por hora, se multiplica la cantidad de aire en pies cúbicos por hora por el factor apropiado obtenido en las tablas del apéndice A2.
I
147

CARGA TÉRMICA POR INFILTRACI~N A TRAVÉS DE PUERTAS.
La infiltración representa un intercambio de calor originado por la entrada del aire del exterior al interior de la cámara frigorífica. Esta carga es ocasionada en el momento de abrir las puertas, o en su caso ventanas 0
cualquier otro medio que comunique con el exterior.
La cantidad de aire exterior que entra al espacio en un periodo de 24 horas debido a puertas que son abiertas, depende del número, tamaño y localización de la puerta o puertas y sobretodo a la frecuencia y el tiempo que las puertas quedan abiertas. Debido a que el efecto combinado de estos factores varía con cada instalación en particular y a que es dificil predecir con exactitud razonable, es practica general estimar la cantidad de cambios de aire en base a la experiencia tenida en aplicaciones similares. La experiencia ha demostrado que, como regla general la fiecuencia y duración de la apertura de puertas y, por lo tanto, la cantidad de cambios de aire, depende del volumen interior del enfriador y el tipo de uso, para ello se cuenta con tablas que dan una lista del número de cambios de aire por 24 horas para enfriadores de diferentes tamaños, estas se muestran en el apéndice A3.
La ASRE Data Book define el uso promedio y pesado como sigue:
Uso promedio: Incluye instalaciones no sujetas a temperaturas extremas y donde la cantidad de alimentos manejados en el refrigerador no es irregular.
Uso pesado: Incluye instalaciones tales como las que se tienen en mercados muy concurridos, cocinas de restaurantes y hoteles donde las temperaturas del cuarto son probablemente altas, donde se colocan en forma precipitada cargas pesadas en el refrigerador y donde con frecuencia se colocan grandes cantidades de alimentos calientes.
148

CARGA TIhMICA DEBIDA AL PERSONAL QUE LABORA EN EL INTERIOR DEL RECINTO.
El cuerpo humano al desarrollar cualquier actividad está desprendiendo calor, aún cuando no se realice actividad alguna, el simple hecho de que su organismo trabaje para mantenerlo es suficiente para que libere calor. La energía cedida por los ocupantes está en función de la actividad que desarrolla dentro de la cámara.
En el apéndice A4 se muestran valores en una tabla, para condiciones de trabajo equivalente a un trabajo rudo, desarrollado dentro de la cámara.
Para calcular la carga térmica cedida por los ocupantes basta con identificar el equivalente de calor por persona en la tabla correspondiente de acuerdo con la temperatura interna de la cámara y a este valor multiplicarlo por el número de ocupantes. Esto es:
Qoc = Np(Cd) ..................................................................... (9)
donde:
Qoc = Carga térmica producida por los ocupantes Np = Numero de personas Cd = Calor disipado por persona
149

CARGA TÉRMICA DEBIDA A LA RADIACI~N SOLAR
Cuando, las paredes de un enfkiador están situadas de tal manera que reciben una cantidad excesiva de calor por radiación solar, por lo general la temperatura en la superficie exterior de la pared es considerablemente mayor a la temperatura del aire ambiental. Un ejemplo muy común de este fenómeno es el aumento excesivo de la temperatura en un automóvil cuando está estacionado y expuesto a los rayos solares. La temperatura en la superficie metálica es mucho mayor que la del aire que la rodea.
La diferencia de temperatura entre la superficie y el aire que la rodea dependen de la cantidad de energía que choca contra la superficie y de la reflectividad de la superficie. Las superficies lisas y de colores claros reflejan más y absorben menos energía radiante que las superficies obscuras y de textura rugosa, bajo las m i s m a s condiciones de radiación solar.
Debido a que cualquier incremento 'que se tenga en la temperatura de la superficie exterior hará que se incremente el diferencial de temperatura a través de la pared, el diferencial de temperatura a través de paredes soleadas deberá ser corregido para compensar el efecto solar.
150
CÁLCULOS
DISEÑO DE LA CÁMARA FRIGORÍFICA
Con base al análisis de la producción, demanda y así como de comercialización, conviene construir dos cámaras frigoríficas, con una capacidad de 600 toneladas cada una, para tener una adecuada participación en el mercado y con perspectivas de multiplicar las instalaciones, conforme a la evolución económica de la empresa y de esta manera cubrir esta demanda insatisfecha en el mes de Agosto.
Según el estudio de recolección, almacenamiento y estiba de la naranja, cada cámara frigorífica se dimensiona de 24 metros de ancho, 32 metros de largo y 6.5 mekos de altura; alojando cada una 600 toneladas aproximadamente, es decir que tendremos en total 1 200 toneladas de producto.
Las cámaras se encontrarh bajo de un techado, esto para evitar los estragos ocasionados por la radiación solar.
La geometría de una de las cámaras se muestra en la figura siguiente (no se muestra el techo protector):
151

ESQUEMA DE LA CÁMARA FRIGOI~FICA
I NORTE
6.5m
\ /
24m
En este esquema no se muestra el techo protector.
152

Con esto en mente, iniciamos calculando cada una de las cargas térmicas en forma individual, para finalmente sumarlas. Esta suma constituye la carga térmica total cuyo valor nos va a permitir dimensionar la maquinaria.
Además consideramos que laborara en el interior de la cámara un montacargas, se utilizarán 2 lámparas fluorescentes de 40 Watts por cada 5 metros cuadrados de superficie, lo que da un total de 307 lámparas, el montacargas cuenta con las siguientes características:
Marca: Cartepillar. Desplazamiento: 2.5 litros. Tipo: 4 cilindros. Combustible: Gasolina. Capacidad de carga: 1.5 toneladas. Potencia: 20 HP.
Las áreas de paredes, puerta , piso y techo son como se muestran en la figura anterior. Los valores se calculan a continuación:
Al = Muro puerta = 15m2 = 161.5 ft2 A2 = Muro sur = 156m2 = 1 679.33 ft2 A3 = Muro poniente = 208m2 = 2 239.1 1 ft2 A4 =Muro Norte = 141m2 = 1 517.86 ft2
AS = Muro Oriente = 208m2 = 2 239.1 1 ft2 A6 = Muro Piso = 768m2 = 8 267.49 ft2 A7 = Muro Techo = 768m2 = 8 267.49 ft2
Las secciones transversales de las paredes techo y piso son como se muestran en la figura:
153
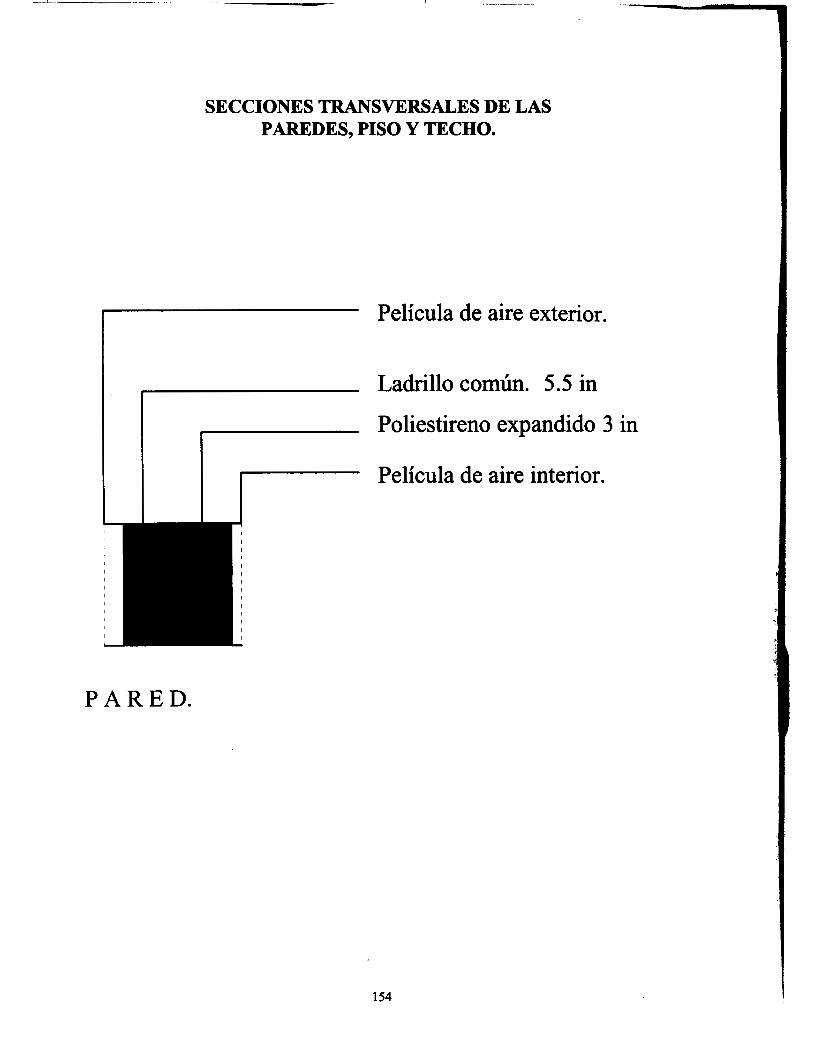
".
SECCIONES TRANSVERSALES DE LAS PAREDES, PISO Y TECHO.
Película de aire exterior.
I Ladrillo común. 5.5 in
I Poliestireno expandido 3 in
Película de aire interior.
P A R E D .
154

P I S O .
“
Película de aire.
Concreto. 2 in
Corcho 4 in
Losa 2 in
155
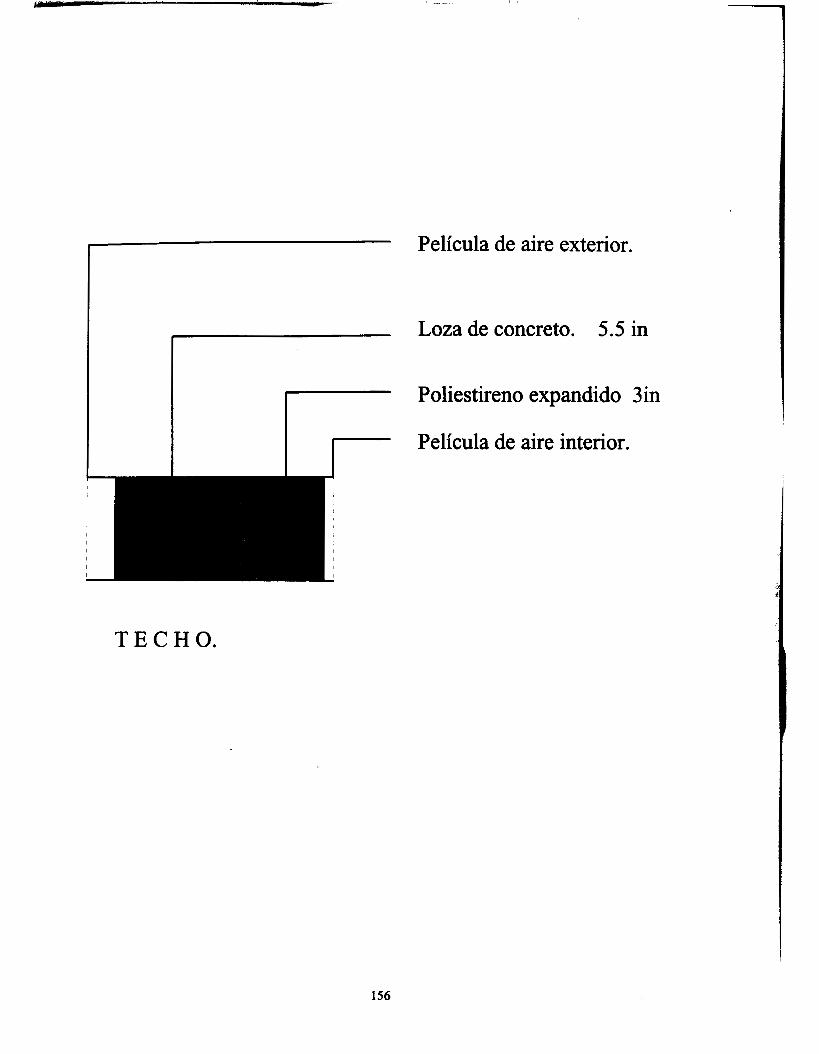
T E C H O .
Película de aire exterior.
Loza de concreto. 5.5 in
Poliestireno expandido 3in
Película de aire interior.
156

Película de aire interior.
Placa de Colled Rolled 0.04 in.
Poliestireno expandido 3 in.
Placa de Colled Rolled 0.04 in.
Película de aire exterior.
P U E R T A .
157

Hasta aquí ya tenemos la información suficiente para calcular nuestras cargas térmicas y por tanto procedemos a obtenerlas:
Cálculo de la carga térmica del producto.
Las propiedades fisicas de la naranja se encuentran en las tablas del apéndice A5. Estas son las siguientes.
Producto: Naranja Temperatura de conservación = 32°F Calor Especifico = 0.90 BTU/lb OF Temperatura estimada después del lavado y secado = 75°F Factor de rapidez de enfkiamiento = 0.7
Ahora, con la ecuación (2) :
Qpr = mCen(Tpe - Tco)
donde:
m = O.6X1O6 Kg de naranja = 1.323 x lo6 lb. Cen = 0.90 BTUAb "F. Tpe = 75°F. Tco = 32OF.
Evaluando estos datos en la expresión anterior obtenemos que :
Qpr = 51.2001 x lo6 BTU
Si estimamos que el trabajo primario se llevara a cabo en 24 horas, entonces la carga térmica del producto, tomando en cuenta el factor de rapidez de enfriamiento será:
Qpr = 5 1.2001 x lo6 BTU / ((0.7)(24h)) = 3 047.63 x lo3 BTUh
QP. = 3 047.63 x lo3 BTU/h.
158

Cálculo de la carga tbrmica de respiracih del producto
Esta carga sólo depende del calor de respiración del producto y de la masa. De acuerdo con la ecuación (3):
donde:
m = 1.323 x lo6 lb Cr = 0.0 17 BTU/lb-h
Sustituyendo estos datos en la expresión anterior, tenemos una carga térmica por respiración del producto igual a :
Qcr = 22.491 x lo3 BTUh
159

C~lculo de la carga tCrmica por embalaje
De la teoría antes explicada y partiendo de la ecuación antes mencionada procedemos a calcular la carga con (4):
Qem = mCem (Tee - Tco)
donde:
1 caja = 1 Kg. Total de cajas = 39 936 m = 39 936 Kg = 88 058.88 lb Cem = 0.62088 B"U/lb OF Tee = 99°F Tco = 32 OF
Evaluando esta información en la ecuación, obtenemos una carga térmica por embalaje de:
Qem= (88 058.88 lb X 0:62088 BTU/lb OF X (99 - 32)"F)/24h
Qem = 152.632 X lo3 BTUh
160

Cálculo de la carga tkrmica por transmisibn de calor en las paredes no afectadas por la radiacih solar.
En estas paredes podemos considerar la temperatura ambiental, como la temperatura de pared externa (es una aproximación que no implica error apreciable) y junto con la temperatura de disefio interna, calculamos este flujo de calor al interior con la ecuación (5):
Qtr = UA(Te - Ti)
en las áreas, Al, A2, A3, A4, A5, A6 y A7 son áreas no afectadas por la radiación solar, ya que la cámara se encuentra bajo un techado, tomando esto en cuenta procederemos a calcular sus respectivas cargas tbrmicas:
PARA EL ÁREA Al (PUERTA) TENEMOS:
Donde:
1 : Placa de colled rolled. 2 : Poliestireno expandido. 3 : Placa de colled rolled.
Del apéndice A6, obtenemos:
Kl = 350 BTU-in/ft2 h OF K2 = 0.22 BTU-idfP h OF K3 = 350 BTU-in/fV h OF h, = 1.65 BTU/ftZ h OF
El = E3 = 0.04 in. E2 = 3 in.
hi = 4.00 BTU/fi2 h OF
Entonces:
161

U1 = 0.06900 BTU/ft2 h OF
Q 1 = (0.06900 BTU/ft2 h OF)( 16 1.5 ft2)(99 - 32)OF
Q1= 0.747 X lo3 BTU/h
PARA EL ÁREA A2 (MURO SUR) TENEMOS:
l/U2= 1 1 , + EIKI + E2K2 + l/hi
Donde:
1 : Ladrillo Común. 2 : Poliestireno expandido.
Sustituyendo los valores respectivos del apéndice A6, tenemos:
U2 = 0.0641 BTU/ft2 h O F
4 2 = (0.0641 BTU/ft2 h OF)( 1 679.33 fI2)(99-32)"F
Q2 = 7.212 X lo3 BTUh
1 : Ladrillo Común. 2 : Poliestireno expandido.
Sustituyendo los valores del apéndice A6, tenemos:
162

U3 = 0.0641 BTU/ftZ h OF
Q3 = (0.0641 BTU/fi h OF)(2 239.11 ft2)(99-32)"F
Q3 = 9.616 X lo3 BTU/h
PARA EL.ÁREA A4 (MURO NORTE), TENEMOS:
Donde:
1 : Ladrillo común. 2 : Poliestireno expandido.
Sustituyendo los valores del apéndice A6, tenemos:
U4 = 0.0641 BTU/fi2 h OF
4 4 = (0.0641 BTU/fi2 h OF)( 1 5 17.86 fi2)(99-32)"F
Q4 = 6.519 X lo3 BTUh
Donde:
1 : Ladrillo Común. 2 : Poliestireno expandido.
Sustituyendo los valores del apéndice A6, tenemos:
Us = 0.0641 BTU/fi2 h OF
163

Qs = (0.0641 BTU/ft2 h OF)@ 239.1 1 ft2)(99-32)”F
Q s = 9.616 X lo3 BTUh
PARA EL ÁREA A6 (PISO), TENEMOS:
4 pulgadas de corcho sobre losa de 2 pulgadas, con acabado de 2 pulgadas de concreto.
Del apéndice A6, vemos que para un piso de estas características tenemos:
U6 = 0.067 BTU/A2 h OF
Del apéndice A7, vemos que tenemos una temperatura del suelo de:
Tsuelo = 77 O F
Con lo cual obtenemos:
Q6 = (0.067 BTU/ft2 h “F)(8 267.49 ft2)(77-32)”F
PARA EL ÁREA A7 (TECHO), TENEMOS:
1/U7= l/h, + EIKI + E2K2 + l/hi
Donde:
1 : Loza de concreto. 2 : Poliestireno expandido.
Del apéndice A6, obtenemos:
164
K1 = 12 BTU-in/ft2 h O F
K2 = 0.22 BTU-idftZ h O F
h, = 1.65 BTU/ft2 h OF
El = 5.5 in. E2 = 3 in.
hi = 4.00 BTU/ft2 h OF
Substituyendo, obtenemos:
U7 = 0.0669 BTU/ft2 h OF
4 7 = (0.0669 BTU/ft2 h "F)(8 267.49 ft2)(99-32)"F
Por consiguiente, la carga thnica es:
Sustituyendo, tenemos:
Qh = 95.693 X 103 BTUh
165
cálculo de la carga tiirmica correspondiente a la iluminacibn.
Como se mencion6 anteriormente, utilizaremos 307 I h p a r a fluorescentes de 40 W cada una, y con la ecuación (6):
Q, = 3.413(NI)(Nw)
Donde:
N1 = 307 Nw = 40
Con lo cual obtenemos una carga de:
Q4 = 41.912 X 103 BTUh
166
Cálculo de la carga tCrmica de la maquinaria y equipo
Utilizaremos 5 difusores, y estos estarán en el interior del local, por ello utilizamos la ecuación (7).
Q, = (Factor de equivalencia) X (potencia en caballos)
Con:
Número de difusores = 10 Factor de equivalencia = 3 700 BTU/hp-h Potencia = 2 hp
y evaluando nos queda que:
Qe = (10)(3 700 BTU/hp-h)(2 hp)
Q e = 74.00 X io3 BTU/h
Sumando la carga térmica debida al montacargas, tenemos finalmente:
Qe = 74.00 X lo3 BTU/h + 50.9 X lo3 BTUh
Qe = 124.9 X lo3 BTUh
167

Chlculo de la carga tbrmica por infiltracihn
DESARROLLO
Para efecto de ventilación se hace un cambio de aire al día, equivalente al volumen de aire dentro de la cámara.
Volumen total de la cámara = 176 316.60 Et3
- Volumen ocupado por los evaporadores = - 7 15.44 f t 3
- Volumen ocupado por el producto = - 63 610.56 f t 3
Volumen de aire dentro de la cámara = 11 1 990.63 f t 3
Para evitar que el producto suba demasiado su temperatura, se planea evacuar esta cantidad de aire en un máximo de 2 horas, es decir a un ritmo de:
933.255 A3/min = 55 995.32 f t3 /h
Si contamos con una temperatura interior de 32 O F y una temperatura exterior de 99 OF, con una humedad relativa del aire exterior del 47% (apéndice A7). Del apéndice A 2 , obtenemos:
Factor por cambios de aire = 2.79 BTU/ft3
Entonces:
Carga por ventilación:
(55 995.32 ft3k)(2.79 BTU/ft3) = 156.227 X lo3 BTUh
Qin = 156.227 X lo3 BTUh
No consideramos la carga térmica por infiltración a través de puertas, porque la mayor parte del tiempo, las puertas se encuentran cerradas, a excepción de la etapa inicial y final (llenado y vaciado de la cámara); la cantidad de aire que entra es relativamente poca, comparada con el cambio diario que se hace del aire interior total.
168
=__- I ” -
Obtenci6n de la carga tbrmica de los ocupantes
Para llevar a cabo este cálculo consultamos el apéndice A4, y por medio de la temperatura interior, obtenemos el calor que disipa una persona a esa temperatura. Usando la ecuación (9), tenemos:
Qoc = Np(Cd)
Donde:
Np= 1 Cd = 928 BTUh
Y evaluando estas cantidades en la ecuación finalmente obtenemos:
Qoc 0.928 X lo3 BTUh
169

Cálculo de la carga tCrmica debida a la radiaci6n solar
En este caso no tenemos paredes afectadas por la radiación solar, ya que la cámara se encuentra protegida por un techo, por lo tanto:
Qrs = UA(Text - Tco)
170

CARGA TÉRMICA TOTAL.
La carga térmica total, la obtenemos de la ecuación (1):
Qr = Qpr + Qcr + Qem + Qtr + Qu + Qe + Q i n + Qoc + Qrs
Sustituyendo los valores de las cargas particulares en esta ecuación, obtenemos:
Qr= 3 642.413 X lo3 BTUk
Agregando un factor de seguridad del lo%, tenemos:
Capacidad del equipo requerido = 4 006.654 X l W BTU/h - 4 007 X 103 BTU/h.
i Este valor es el necesario para cada una de las dos cámaras que se emplearán ;;; : en la planta.
I" ':
m 5: " I
2 -A -4 (- 2 ' .
171

5.3.4.2. SELECCI~NDEL REFRIGERANTE.
En general, un refrigerante es cualquier cuerpo o substancia que actúa como agente de enfriamiento absorbiendo color de otro cuerpo o substancia. Con respecto al ciclo de compresión de vapor, el refrigerante es el fluido de trabajo del ciclo, el cual alternativamente se vaporiza y se condensa absorbiendo y cediendo calor, respectivamente.
Para que un refrigerante sea apropiado y se le pueda usar en el ciclo de compresión de vapor, debe poseer ciertas propiedades químicas, fisicas y termodinámicas que lo hagan seguro y económico durante su uso.
Para obtener una buena refrigeración, desde un punto de vista comercial, todo refrigerante debe reunir en el mayor grado posible las siguientes cualidades:
a) Calor latente de evaporación. El número de BTU a obtener en su ebullición ha de ser muy elevado, a fin de emplear la menor cantidad posible de refrigerante en el proceso de evaporación, para obtener una temperatura determinada.
b) Punto de ebullición. Deberá ser lo suficientemente bajo para que sea siempre inferior a la temperatura de los alimentos que se depositen en la cámara de refrigeración para su enfriamiento o su conservación.
c) Temperatura y presiones de condensación. Habrán de ser bajas para condensar rápidamente a las presiones de trabajo normales y a las temperaturas usuales del medio enfriador que se emplee en el condensador (aire o agua).
d) Volumen específico del refrigerante evaporado. Es el espacio que ocupa el refhgerante en estado de vapor, el cual ha de procurarse sea lo más reducido posible.
e) Temperatura y presión crítica. Todos los refiigerantes tienen un punto en que no condensan, por grande que sea la presión que se les aplique. Esta temperatura se llama punto crítico, y la presión correspondiente a dicha temperatura se llama presión crítica
172

Por consiguiente, resulta necesario que dicho punto crítico sea bien alto. En los refiigerantes usados comúnmente, el punto crítico se halla por encima de las temperaturas normales en refrigeración, por lo que se llaman permanentes.
f) Efecto sobre el aceite lubricante. Todos los compresores requieren lubrificación, por lo que la naturaleza del refiigerante no ha de afectar seriamente la del aceite empleado, descomponiéndolo.
g) Propiedad de inflamación o explosión. Es muy conveniente que no sean inflamables ni explosivos.
h) Acción sobre los metales. No deben atacar los metales empleados en las diversas piezas de la instalación.
i) Propiedades tóxicas. No deben ser muy tóxicos.
j) Facilidad de localización de fugas. Es muy interesante que por SU composición resulten de fácil localización en las fügas que se produzcan en el sistema, ya sea por su olor característico o por su descomposición al entrar en contacto con el aire.
- I
Tomando como base las consideraciones anteriores, hemos decidido usar AMONÍACO como agente refiigerante, ya que presenta las siguientes características:
Es el Único refiigerante füera del grupo de los fluorocarbonos que se usa bastante en la actualidad. Aunque el amoníaco es tóxico, algo inflamable y explosivo bajo ciertas condiciones, sus excelentes propiedades térmicas lo hacen ser un refiigerante ideal para fábricas de hielo, plantas empacadoras, patinaderos, para grandes almacenes de enfriamiento, etc., donde se cuenta con los servicios de personal experimentado y donde su naturaleza tóxica es de poca consecuencia.
El amoniaco es el refiigerante que tiene más alto efecto refr-igerante por libra, el cual, a pesar de SU volumen específico alto en la condición de vapor,
173

tiene una gran capacidad refiigerante con relativamente un desplazamiento pequeño del pistón.
~1 punto de ebullición del amoníaco a la presión atmosférica estándar es de 28 OF (-22.2 "C). Las presiones en el evaporador y el condensador a las condiciones de tonelada estándar de 5 OF (-15 "C) y 86 OF (30 "C) son 34.27 Win2 abs., (2.37 bar) y 169.2 lb/in2 abs., ( 1 1.67 bar) respectivamente, las cuales son moderadas, de tal manera que pueden usarse materiales de peso ligero en la construcción del equipo refiigerante. Sin embargo, la temperatura adiabática en la descarga es relativamente alta, siendo de 210 O F (98.89 O C )
para las condiciones de tonelada estándar, por lo cual es adecuado tener enfriamiento con agua tanto en el cabezal como en los cilindros del compresor. Debe también evitarse tener sobrecalentamiento alto en la succión para los sistemas de amoníaco.
El amoníaco no es miscible con el aceite y por lo mismo no se diluye en el aceite del cárter del cigtiefial del compresor. Sin embargo, deben hacerse los arreglos necesarios para eliminar el aceite del evaporador y deberá usarse un separador de aceite en el tubo de descarga de los sistemas de amoníaco.
En los sistemas de amoníaco pueden usarse velas de azufie para detectar fugas, con lo cual se produce un humo blanco denso en la presencia del vapor de amoníaco, o también se puede aplicar una solución de jabón poniéndola alrededor de las juntas en la tubería, en cuyo caso la fuga se manifestará mediante la aparición de burbujas en la solución.
El amoníaco es fácil de conseguirse y es el más barato de los refiigerantes comúnmente empleados. Estos dos hechos, junto con su estabilidad química, afinidad por el agua y no miscibilidad con el aceite, hacen al amoníaco. ser un refiigerante ideal para ser usado en sistemas muy grandes, donde la toxicidad no es un factor importante. Debido a su coeficiente de transferencia de calor relativamente alto y al consecuente mejoramiento de la razón de transferencia de calor, es el amoníaco particularmente adecuado para grandes instalaciones de enfriamiento. Al amoniaco se le usa con compresores reciprocantes tipo abierto, rotatorios y centrífugos.
En el apéndice B 1 , se presentan algunas propiedades del amoníaco.
174

~.~.~.~.SELECCI~NDEL COMPRESOR
TIPOS DE COMPRESORES.
Tres son los tipos de compresores más comúnmente usados en trabajos de refrigeración: (I) reciprocantes, (2) rotatorios y (3) centrífugos. Los tipos reciprocante y rotatorio son compresores de desplazamiento positivo, efectuándose la compresión del vapor por medio de un miembro compresor. En el compresor reciprocante, el miembro compresor es un pistón reciprocante, mientras que en el compresor rotatorio el miembro que comprime tiene la forma de rodillo, aleta o lóbulo. Por otra parte, el compresor centrífugo no tiene miembro compresor, la compresión del vapor se obtiene principalmente por la acción de la fuerza centrífuga la cual es desarrollada a medida que el vapor es girado por un impulsor de alta velocidad.
Los tres tipos de compresores tienen ciertas ventajas en su propio campo de aplicación. Para casi todos los casos, el tipo de compresor empleado en cada aplicación específica depende del tamafio, naturaleza de la instalación y del refiigefante usado.
COMPRESORES RECIPROCANTES.
El compresor reciprocante es el tipo más usado, siendo utilizado en todos los campos de la refiigeración. Se adapta muy en especial para usarse con refiigerantes que requieran desplazamientos relativamente pequeños y para presiones condensantes relativamente altas. Entre los refiigerantes más usados con los compresores reciprocantes están el refiigerante 12, 22, 500, 502 y 717 (amoníaco).
Como regla general por lo limitado del área de las válvulas, los compresores reciprocantes no pueden usarse en forma económica con refiigerantes de presión baja los cuales requieren de desplazamiento volumétrico gande por capacidad unitaria. No obstante que la mejor aplicación es para sistemas que tengan presiones en el evaporador superiores a una atmósfera, los compresores reciprocantes han sido usados con mucho éxito en instalaciones de temperatura baja y ultrabaja.
175
Se tienen compresores reciprocantes en tamailos que varían desde 1/8 hp (aproximadamente 9OW en la entrada) en unidades domésticas, hasta unidades de 250 hp o más en instalaciones industriales grandes. El hecho de que los compresores reciprocantes puedan fabricarse económicamente en un gran rango de tamaños y disefios, considerando además su durabilidad y eficiencia para una gran variedad de condiciones de operación, les ha dado extensa popularidad en el campo de la refkigeración.
Los compresores reciprocantes pueden ser de acción simple o de acción doble. En los compresores de acción simple, la compresión se efectúa en un solo lado del pistón y solo una vez en cada vuelta del cigiiefial, mientras que en los compresores de acción doble la compresión del vapor ocurre alternativamente en ambos lados del pistón, de modo que la compresión se efectúa dos veces por cada vuelta del cigüefial.
Por lo general los compresores de simple acción son de tipo encerrado donde el pistón es directamente impulsado por una biela conectada al cigüeñal, ambos, biela y cigiiefial están encerrados en la caja del cigiiefial la cual está herméticamente cerrada al exterior, pero abierta al hacer contacto con el rehgerante del sistema, por otra parte, los compresores de acción doble generalmente usan caja de cigiiefial que está abierta (ventiladas) al exterior, pero aisladas del sistema refrigerante, en cuyo caso el pistón es impulsado por un vástago conectado a una cruzeta, la cual a su vez es impulsada por una biela conectada al cigiiefial.
Por su disefio, el compresor de acción doble no es práctico para tamaño pequeño y por lo mismo su uso está limitado para aplicaciones industriales grandes. Aunque el compresor de acción doble es más costoso que el de acción simple resulta ser más fácil su mantenimiento debido a que la caja del cigüeñal no está expuesta al refrigerante del sistema. La principal desventaja del compresor de acción doble es el empacamiento o sellado alrededor del vástago el cual está sujeto a ambas presiones de succión y descarga, mientras que en el compresor de simple acción, el empacamiento o sellado alrededor del cigüeñal está sujeto sólo a la presión de succión. Esta desventaja es muy seria, porque generalmente es más dificil mantener una presión hermética en el sello alrededor del vástago reciprocante del compresor de acción doble que alrededor del eje rotatorio de un compresor de acción simple.
176

1 . , ,
Mientras que unos pocos compresores de acción doble e s h actualmente en servicio en algunas de las aplicaciones de refrigeración antiguas, actualmente no son muy utilizados en los sistemas de refrigeración.
Los compresores reciprocantes de simple acción difieren considerablemente en su diseño de acuerdo al tipo de servicio que desarrollan. Como se estableció con anterioridad éstos pueden clasificarse de acuerdo al tipo, como abiertos, herméticos o semiherméticos. Mientras que todos los compresores reciprocantes que utilizan amoníaco son de tipo abierto, los que usan refkigerantes halocarburos con fkecuencia son del tipo hermético o semihermético, sobre todo en los de tamaílo pequefio y mediano.
Se han hecho numerosas combinaciones de los siguientes rasgos de diseiio a fin de obtener la flexibilidad deseada: (1) el número y disposición de los cilindros, (2) tipos de pistones, (3) tipo y disposición de válvulas, (4) velocidades de pistón y manivela, (5) agujero y carrera, (6) tipo de cigüeñal, (7) método de lubricación, etc.
COMPRESORES ROTATORIOS.
Los compresores rotatorio de uso común son de tres tipos de disefio general: ( 1 ) pistón rodante, (2) aleta rotatoria, (3)lóbulo helicoidal (tomillo). El tipo de pistón rodante emplea un rodillo de acero cilíndrico el cual gira sobre un eje excéntrico, estando este último montado concéntricamente en un cilindro. Por la excentricidad del eje, el rodillo cilíndrico est4 excéntrico con respecto al cilindro y hace contacto con la pared del cilindro en el punto de mínimo claro. A medida que gira la flecha, el rodillo gira alrededor de la pared del cilindro en la dirección del giro del eje, manteniendo siempre contacto con la pared del cilindro.
Con respecto al eje de la leva, la superficie interior del cilindro gira en dirección opuesta..al giro del eje como si fuese la chumacera del perno de la manivela. Se tiene una aleta colocada en una ranura en la pared del cilindro, la cual está accionada por un resorte que le permite estar todo el tiempo en contacto con el rodillo. La aleta se desliza hacia adentro y hacia afuera de la ranura siguiendo al rodillo a medida que este último gira alrededor de la pared del cilindro.
177

Para cerrar el cilindro, se usan placas en cada uno de sus extremos que a la vez sirven de soporte al eje de la leva. Tanto el rodillo como la aleta se extienden a todo 10 largo del cilindro, teniéndose solamente el claro de trabajo permitido entre estas partes y las placas de 10s extremos. Las lumbreras de la succión Y la descarga están localizadas en la pared del cilindro cerca de la ranma de la aleta pero en direcciones opuestas. El flujo de vapor a través de ambas ranuras es continuo, excepto cuando el rodillo cubre a una o a la otra lumbrera. La separación de los vapores de la succión y de la descarga están separados en el punto de contacto que se tiene entre la aleta y el rodillo sobre uno de los lados y entre el rodillo y el cilindro en el otro de los lados.
El punto sobre la pared del cilindro que está en contacto con el rodillo cambia continuamente a medida que el rodillo viaja alrededor del cilindro. En un punto determinado durante cada ciclo de compresión el rodillo cubrirá la lumbrera de descarga, tiempo durante el cual sólo se tendrá vapor de baja presión en el cilindro.
Los compresores rotatorios tipo paleta emplean una serie de paletas o álabes las cuales están equidistantes a través de la periferia de un rotor ranurado. El eje del rotor está montado excéntricamente en un cilindro de acero de tal manera que el rotor casi roza con la pared del cilindro en uno de los lados, estando en dicho punto separados sólo por una película de aceite. Exactamente en dirección opuesta se tiene el claro máximo entre el rotor y la pared del cilindro. Las tapas o placas extremas están colocadas en los extremos del cilindro para sellarlo y para soportar al eje del rotor: Las paletas se mueven hacia atrás y hacia adelante radialmente sobre las ranuras del rotor a medida que éstas siguen el contorno de la pared del cilindro cuando el rotor está girando. Las paletas permanecen firmes contra la pared del cilindro por la acción de la fuerza centrífbga desarrollada por el rotor al estar éste girando. En algunos casos, las paletas están presionadas por un resorte a fin de lograr un sello más positivo contra la pared del cilindro.
El vapor de la succión es pasado hacia el cilindro a través de las lumbreras de la succión en la pared del cilindro y es atrapado entre las paletas rotatorias. El vapor es comprimido por la reducción de volumen que se tiene como resultado de la rotación de las paletas desde el punto de claro máximo con el rotor hasta el punto de claro mínimo con el rotor. El vapor comprimido es descargado del cilindro a través de las lumbreras localizadas en la pared
178
del cilindro cerca del punto de claro mínimo con el rotor. Las lumbreras de descarga están localizadas de tal manera que permiten la descarga del vapor comprimido en el punto deseado durante el proceso de la compresión, siendo ese punto, punto de partida para el diseño del compresor. La operación del compresor a relaciones de compresión por arriba o por abajo del punto de diseño resulta en pérdidas de compresión y aumento en las necesidades de potencia. La práctica limita la relación de compresión a un máximo de 1 a 7.
Al igual que los pistones de rodamiento, los tipos de paleta rotatorio o compresor rotatorio necesitan también usar una válvula de retención en la tubería de succión o de descarga para evitar el regreso del gas hacia el evaporador pasando por el compresor y la tubería de succión cuando termina el ciclo del compresor.
COMPRESORES ROTATORIOS HELICOIDALES O DE TORNILLO.
El compresor rotatorio helicoidal o de tornillo es un compresor de desplazamiento positivo en el cual la compresión se obtiene por el engranamiento de dos rotores ranurados helicoidalmente y colocados dentro de una cubierta cilíndrica equipada con lumbreras adecuadas de entrada y de descarga. El rotor principal que es el motriz consiste en una serie de lóbulos (por lo regular cuatro) a lo largo de la longitud del rotor, el cual se engrana con el rotor impulsado similarmente formado por estrías helicoidales (por lo general seis). A medida que giran los rotores, el gas es lanzado hacia la abertura de entrada llenándose el espacio entre el lóbulo del rotor motríz y la estría en el rotor impulsado. A medida que los rotores continúan girando, el gas es movido pasando por la lumbrera de succión y sellando el espacio entre los lóbulos. El gas así atrapado entre los lóbulos es movido axial y radialmente, y es comprimido por la reducción directa del volumen a medida que el engranamiento de los lóbulos del compresor reducen progresivamente el espacio ocupado por el gas. Continúa la compresión del gas hasta que el espacio entre los lóbulos se comunica con las lumbreras de descarga en el cilindro y el gas comprimido sale del cilindro a través de dichas lumbreras.
De lo anterior, es evidente que el compresor de tornillo es un compresor de relación de volumen fijo, siendo la relación de volumen fbnción del diseño interno del compresor. Como anteriormente se indicó, las
179
máquinas de valor de relación fija operan con más eficiencia (sin sobrecompresión O baja compresión) cuando la relación de compresión del sistema es igual a la relación de compresión interna. Debido a que no es posible fabricar compresores de tornillo con una relación interna perfecta para cada sistema, han sido estandarizadas para varias relaciones internas. Los fabricantes especifican datos, los cuales reflejan las desviaciones de las relaciones de compresión óptimas y permiten la selección de una relación de volumen interno para una entrada de potencia mínima.
El control de la capacidad del compresor se logra a través de una válvula corrediza única la cual se localiza en el interior de la carcaza del compresor, debajo de los rotores y está impulsada por el pistón de un cilindro hidráulico montado en el compresor. El pistón es impulsado por aceite lubricante, el cual es alimentado por una bomba de aceite por cualquier lado del pistón, moviéndose así la válvula corrediza y alternando el punto en el viaje del rotor a lo cual empieza la compresión. Esto permite una recirculación interna del gas y proporciona una regulación suave de la capacidad en menos pasos para combinar los requerimientos del sistema reduciéndoles hasta el 10% de la capacidad de diseño con una reducción aproximadamente proporcional a los requerimientos de potencia. La válvula corrediza también proporciona condición de descarga al empezar, su selección inicial determina la relación de volumen interno, proporcionando así un medio para la optimización de las necesidades de potencia para una aplicación específica.
COMPRESORES CENTRÍFUGOS.
El compresor centrífugo consiste esencialmente de una serie de ruedas impulsoras montadas en un eje de acero contenidas dentro de una carcaza de hierro vaciado. El número de ruedas impulsoras depende bastante de la magnitud de la carga termodinámica que el compresor deba desarrollar durante el proceso de la compresión. Es común tener compresores de dos, tres y cuatro ruedas (pasos de compresión). Se podrán usar más ruedas si la carga requerida así lo demanda. En algunos casos se han empleado hasta doce ruedas.
La rueda impulsora de un compresor centrífugo consiste de dos discos, un disco con maza y otro disco colocado encima del primero, el cual tiene un
180
cierto número de álabes o paletas las que están montadas radialmente. Para resistir los efectos de la corrosión y la erosión, los álabes de los impulsores se construyen de acero inoxidable o de acero de alto carbono con una cubierta de plomo.
Los principios de operación de un compresor centrífugo son similares a los de los ventiladores o bombas centrífugas. El vapor de baja presión y baja velocidad proveniente de la tubería de succión es pasado hacia la cavidad interna u "ojo11 de la rueda impulsora a lo largo de la dirección del eje del rotor. Entrando a la rueda del impulsor el vapor es forzado radialmente hacia afuera y entre las álabes del impulsor por la acci6n de la fberza centrífuga desarrollada por la rotación de la rueda y es descargada en la salida de los álabes hacia la carcaza del compresor a velocidad alta habiendo adquirido el vapor un aumento de temperatura y presión. El vapor de alta presión y alta temperatura es descargado en la periferia de la rueda y es colectado en conductos o pasadizos especialmente diseñados en el cuerpo mismo del compresor, en los cuales se reduce la velocidad del vapor y dirigen a éste hacia la entrada del siguiente impulsor, o en el caso del último paso, lo descargan a una cámara, desde donde el vapor pasa desde la tubería de la descarga, hacia el condensador.
Esencialmente los compresores centrífbgos son máquinas de velocidad alta. Las velocidades angulares comúnmente fluctúan entre 3 O00 y 18 O00 r.p.m., en algunos casos específicos se tienen velocidades más elevadas. Por sus altas velocidades angulares, los compresores centrífugos son capaces de manejar volúmenes muy grandes de vapor en unidades relativamente pequeñas. Aunque son especialmente apropiados para usarse con refrigerante de baja presión que requieren un gran desplazamiento del compresor con relaciones de compresión moderadas, han sido usados con mucho éxito en todos los rangos de temperatura con refi-igerantes de alta y baja presión.
181

En base a la descripción anterior, elegimos un compresor tipo reciprocante, ya que la experiencia indica que han sido usados con mucho éxito en sistemas con presiones en el evaporador superiores a una atmósfera y en instalaciones de temperatura baja.
Además su fabricación es económica y existe en un amplio rango de tamaños y diseños, son durables y eficientes para una gran variedad de condiciones de operación.
CALCULOS PARA LA SELECCI~N DEL COMPRESOR
En el siguiente diagrama se muestra el comportamiento teórico que tendrá el ciclo de refrigeración, y en el apéndice B2 se muestran las propiedades para el amoníaco en sus diferentes estados fisicos.
182


La cantidad necesaria de amoníaco que se tiene que evaporar para obtener una capacidad de refiigeración de:
4 007X103BTU/h
Efecto refrigerante = 618.9 BTU/lb - 155.2 BTU/lb = 463.7 BTU/lb.
Cantidad de amoníaco a ser evaporado :
(4 007 X 1 O3 BTU/h) / (463.7 BTU/b) = 8 641.36 lb/h.
Ya que una libra de amoníaco tiene una capacidad de refrigeración de 463.7 BTUAb, para nuestro caso, el volumen de refrigerante evaporado que debe ser comprimido durante una hora es aproximadamente de:
(8 641.36 lb/h)(5.443ft3/lb) = 47 034.92jPh
Donde:
5.443 es el volumen específico del vapor de succión (apéndice B2).
Así este valor permite determinar la dimensión del compresor. Para ello recurrimos a una empresa de prestigio a fin de conocer los equipos más económicos y eficientes, y así nos decidimos por el compresor marca:
VILTER 44OVMC.
Este tipo de comprésor viene en varias presentaciones, desde 20 hp hasta 250 hp, con 2,4,6,8,12 y 16 cilindros, y con un rango de operación de 1 150 hasta 1 750 r.p.m.
De todas estas variantes el compresor que logra satisfacer nuestras necesidades presenta las siguientes características:
184

Número de cilindros: 16. Velocidad de operación: 1 200 r.p.m.
Diámetro interno del cilindro: 4.5 pulgadas. Longitud de la carrera: 3.5 pulgadas.
Eficiencia volumétrica: 90% Eficiencia de compresión: 85%
Eficiencia mecánica: 85% Potencia: 250 hp.
Este compresor se eligió al determinar su capacidad de compresión de la siguiente manera:
Desplazamiento del pistón:
Vp = ((O. 7854) (0') (L)(N)(n)) / 1 728
Donde:
D = Diámetro interno del cilindro en pulgadas = 4.5 in. L = Longitud de la carrera en pulgadas = 3.5 in. N = Revoluciones por minuto del cigiiefial= 1 200 r.p.m. n = Número de cilindros = 16.
Lo que resulta:
Vp = 618.5ft3/min.
Como tenemos una eficiencia volumétrica del 90% el desplazamiento real será de:
Vpr = Vp X 0.9 = 556. 7ft3/min = 33 399jWh
Lo que satisface muy bien las necesidades de nuestro sistema.
Tenemos un flujo de masa de:
m = Vpr/v
185

Donde:
Vpr = Desplazamiento real del pistón = 556.7 ft3/min. v = volumen específico del vapor de succión = 5.443 ft3/lb.
Por lo tanto:
m = ‘1 02.3 lb/min = 6 136.7 lbh.
Con lo cual tenemos una capacidad refrigerante del compresor de:
(102.3 lb/min)(463.7 BTUAb) = 47 436.5 BTU’min = 2 846.2 X103 BTUh = 237.2 ton.
Donde:
463.7 BTU/lb, es el efecto refrigerante.
Esta capacidad refrigerante del compresor es adecuada para nuestros propósitos, por tanto la fúerza motriz requerida por el compresor es:
Donde
m = flujo de masa. eq = equivalente calorífico necesario para comprimir una libra de amoniaco
líquido. - - hdescarga hsucci6n
Del apéndice B2, tenemos:
eq = 705.1 BTUAb - 618.9 BTU/lb = 86.2 BTU/lb.
Por tanto:
Fuerza motriz = (6 136.7 lbh)(86.2 BTU/lb) = 528 983.5 BTU/h = 207.8 hp.
186
Tomando en cuenta que para este compresor tenemos una eficiencia aproximada de compresión de 85%, y para el motor una eficiencia mecánica aproximada del 85%, tenemos:
Fuerza motriz requerida para operar el compresor:
207.8 hp / (0.85 X 0.85) = 287.6 hp - 288 hp.
Por lo tanto, es así como decidimos disponer de dos motores, para alimentar dos compresores, uno de 250 hp y otro de 40 hp.
Y
187

5.3.4.4. SELECCI~N DEL CONDENSADOR
El condensador es una superficie de transferencia de calor. 'El calor del vapor refrigerante caliente pasa a través de las paredes del condensador para su condensación. Como resultado de su pérdida de calor hacia el medio condensante, el vapor refrigerante es primero enfriado hasta su saturación y después condensado hasta su fase de estado líquido. Para la gran mayoría de los casos, el medio condensante empleado es aire o agua o una combinación de ambos.
Los condensadores son de tres tipos generales: (1 ) enfriados con aire, (2) enfriados con agua y (3) evaporativos. Los condensadores enfriados con aire, emplean al aire como medio condensante, mientras que los condensadores enfriados con agua, emplean agua para condensar el rehgerante. Para ambos condensadores enfriados con aire y enfriados con agua, el calor cedido por el refrigerante condensante aumenta la temperatura del aire o agua usados como medio condensante.
Los condensadores evaporativos emplean tanto aire como agua. A h cuando se tiene algún aumento en la temperatura del aire que está pasando a través del condensador, la condensación del refrigerante en el condensador se efectúa principalmente por la evaporación del agua rociada o atomizada sobre el condensador. La función del aire, es aumentar la razón de evaporación sacando el vapor de agua que resulta del proceso de evaporación.
CARGA DEL CONDENSADOR.
El calor total rechazado en el condensador incluye tanto el calor absorbido en el evaporador, como la energía equivalente del trabajo de compresión. Cualquier sobrecalentamiento absorbido por el vapor de succión del aire de los alrededores, también forma parte de la carga del condensador.
Algunos fabricantes de compresores publican datos referentes al rechazo total de calor como una parte de las especificaciones del compresor, cuando no se dispone de estos datos la carga del condensador puede estimarse multiplicando la capacidad del compresor por el factor apropiado obtenido del apéndice C 1 , o sea:
188

Carga del condensador = (Capacidad del compresor) X (Factor de rechazo de calor)
Para nuestro caso tenemos:
Compresor abierto. Temperatura condensante: 1 O0 O F
Temperatura de evaporación: 24 O F
Capacidad de enfriamiento: 2 846.2 X lo3 BTUh
Por lo tanto tenemos:
Carga del condensador = (2 846.2 X 1 O3 BTUh)( l. 188)
Carga del condensador = 3 381.3 X lo3 BTUh
CONDENSADOR EVAPORATIVO.
Ha ganado, el lugar principal como el condensador para refrigeración por amoníaco debido a la cada vez más dificil tarea que se tiene de obtener el agua de pozos o ríos. Recientemente se aplica este condensador de vapor de agua en el freón.
El condensador evaporativo h c i o n a de la siguiente manera, se extrae agua de un estanque por medio de una bomba y se rocía en los tubos condensadores por los que fluye aire a una velocidad aproximada de 3 a 4 &s. El enfriamiento se realiza por la evaporación del agua. El agua rociada en los tubos de enfriamiento cae en el estanque y es rebombeada por la bomba a las tuberías. En los condensadores evaporativos se tiene una economía de más del 95% de agua comparada comparados con los condensadores de agua fria. Hay condensadores evaporativos con una capacidad de condensación de 100 toneladas de refrigeración. La evaporación del agua de enfriamiento aumenta conforme a la humedad y velocidad del aire de enfriamiento. Cuando la temperatura del bulbo húmedo es baja o cuando hay poca humedad y sopla viento, la ropa lavada se seca rápido. El concepto que se maneja en este caso es lo mismo. Sin embargo, si la velocidad del aire es demasiado alta, aumenta la cantidad de agua rociada perdiéndose un gran volumen de agua de
189
”
enfriamiento. Si la presión de rocío del agua es demasiado alta, el agua de enhamiento se pulveriza y se hga con el aire, a este fen6meno se le llama transporte (carry over). El eliminador sirve para evitar la fuga del agua pero no logra hacerlo al 100%.
El condensador utiliza el calor latente del vapor que está en función de la humedad del aire; cuando ésta es poca, el agua se evapora bien y al suceder lo contrario, se dificulta la eliminación de calor en el condensador y, como consecuencia, se incrementan la temperatura y la presión de condensación. Es importante que fluya una buena cantidad del aire seco por la superficie de enhamiento por medio del ventilador para activar la evaporación del agua. Cuando se disminuye la cantidad de aire ventilado, se estanca el aire húmedo alrededor del tubo enfriador y se incrementa la temperatura de condensación. Cuando la temperatura del bulbo húmedo del aire es baja, también se reduce la del agua de enfriamiento y la de condensación.
En el condensador evaporativo el 80% de la cantidad de calor de condensación se transfiere por radiación que al condensarse se convierte en calor latente de evaporación y el 20% del mismo se transfiere al aire de ventilación.
Cuando la válvula de control de flujo del agua de enfiamiento está regulada, el flujo de refiigerante aumenta en paralelo a la diferewia de la presión de entrada y la de salida.
A continuación se muestra un esquema típico de un condensador evaporativo.
190
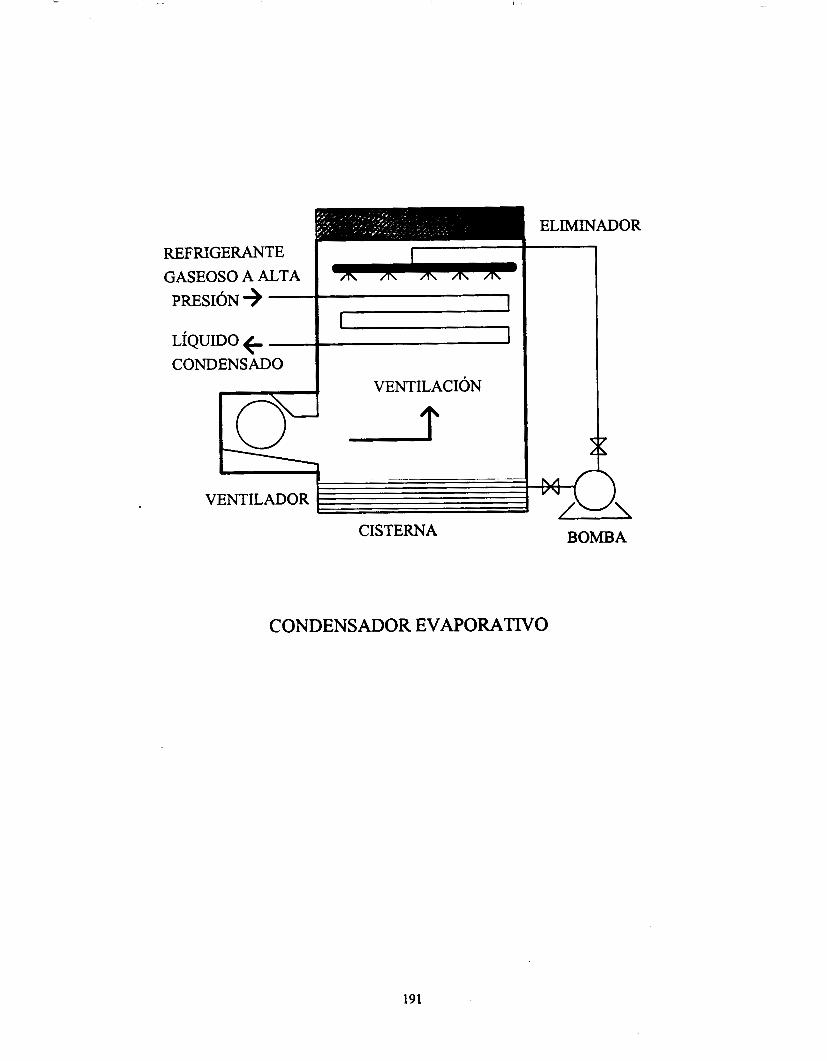
ELIMINADOR
REFRIGERANTE GASEOSO A ALTA PRESI~N + LÍQUIDO + CONDENSADO
VENTILADOR r r CISTERNA
4 k BOMBA
CONDENSADOR EVAPORATIVO
191

Para nuestras condiciones:
Carga del condensador : 3 38 1.3 X 1 O3 BTUh = 28 1.8 toneladas. Temperatura condensante : 100 "F. Temperatura en el evaporador : 24 "F. Temperatura del bulbo húmedo del aire a la entrada : 8 1 "F.
El condensador evaporativo recomendado por los distribuidores de equipos de refiigeración industrial, es el siguiente:
CONDENSADOR EVAPORATIVO MARCA RECOLD. MODELO QMS PARA REFRIGERANTE 7 17 (AMONÍACO).
I92

5.3.4.5. SELECCI~NDELEVAPORADOR
TIPOS DE EVAPORADORES.
Un evaporador es cualquier superficie de transferencia de calor en el cual se vaporiza un líquido volátil para eliminar calor de un espacio o producto refrrgerado. Debido a las muchas y diversas aplicaciones de la refrigeración mecánica, los evaporadores se fabrican en una gran variedad de tipos, formas, tamaños y diseños, y se pueden clasificar de diferentes maneras, tales como tipo de construcción, método de alimentación del líquido, condiciones de operación, método de circulación de aire, tipo de control del refrigerante y por sus aplicaciones.
TIPOS DE CONSTRUCCI~N.
Los tres tipos principales de construcción de evaporadores son (I) de tubo descubierto, (2) de superficie de placa y (3) aletados. Los evaporadores de tubo descubierto y superficie de placa algunas veces se les clasifica como evaporadores de superficie primordial, debido a que para ambos tipos la superficie completa queda más o menos en contacto con el refrigerante vaporizado interior. Con el evaporador aletado, los tubos que conducen el refrigerante constituyen la superficie principal, las aletas en sí no tienen refrigerante en su interior y por lo mismo, son superficies secundarias en la transferencia del calor cuya función es recoger calor del aire de los alrededores y conducirlo hacia los tubos que llevan el refiigerante.
Aún cuando los evaporadores de superficie primordial tanto los de tubo descubierto como los de superficie de placa dan servicio satisfactorio para una gran variedad de aplicaciones trabajando en cualquier rango de temperatura, &os son más fi'ecuentemente utilizados en aplicaciones de enfriamiento con líquido y en aplicaciones de enfriamiento con aire donde la temperatura del espacio es mantenida abajo de 34 O F y la acumulación de escarcha sobre la superficie del evaporador no puede con facilidad evitarse. La acumulación de escarcha en los evaporadores de superficie primordial no afecta la capacidad del evaporador ,en la magnitud que afecta a los evaporadores aletados. Además, para casi todos los evaporadores de
193
superficie primordial, en particular los de tipo de superficie de placa, pueden en forma manual deshielarse fácilmente ya sea por la acción de un cepillo o por raspadura. Esto puede efectuarse sin interrumpir el proceso de refrigeración y sin poner en peligro la calidad del producto refrigerado.
MÉTODOS DE ALIMENTACIdN DEL REFRIGERANTE.
Los evaporadores pueden ser clasificados de acuerdo al método de alimentación del líquido como de expansión seca, inundados, o líquido sobrealimentado. Con el método de expansión seca la cantidad de líquido refrigerante alimentado al evaporador esta limitado a la cantidad que pueda ser completamente vaporizado durante el tiempo de llegada hasta el extremo final del evaporador, de tal manera que sólo llegue vapor a la línea de succión. La válvula generalmente empleada con este método para el control del flujo de refiigerante es de expansión termostática o tubo capilar.
Los evaporadores completamente inundados trabajan con refrigerante líquido con lo cual se llenan por completo a fin de tener humedecida toda la superficie interior del tubo y en consecuencia la mayor razón posible de transferencia de calor. El evaporador inundado esth equipado con un acumulador o colector de vapor que sirve como receptor de líquido, desde el cual el refrigerante líquido es circulado por gravedad a través de los circuitos del evaporador. El nivel de líquido en el evaporador se mantiene más bajo o más alto mediante un control de flotador y, el vapor generado por la acción de la ebullición del refrigerante en los tubos se separa del líquido en la parte superior del acumulador de donde es sacado directamente a través de la línea de succión con el gas que se forma como consecuencia de la reducción de presión del refiigerante desde la presión en el condensador hasta la presión que se tiene en el evaporador.
Un evaporador sobrealimentado es aquel en el cual al cantidad de refrigerante líquido en circulación a través del evaporador ocurre con considerable exceso y que además puede ser vaporizado. El exceso del líquido es separado del vapor en un receptor de baja presión o acumulador y es recirculado hacia el evaporador, mientras que el vapor es extraído por la succión del compresor.
194

EFECTO DE LA DIFERENCIA DE TEMPERATURAS EN EL SERPENTÍN CON RESPECTO A LA HUMEDAD DEL ESPACIO.
La conservación de alimentos y otros productos en condiciones óptimas de refrigeración, depende no únicamente de la temperatura del espacio refrigerado sino también de la humedad del espacio. Cuando es muy baja la humedad del espacio, se tiene una deshidratación excesiva en productos tales como carnes cortadas, vegetales, productos lácteos, flores, frutas, etc. Por otra parte, cuando la humedad del espacio refrigerado es muy alta, se fortalece el crecimiento de mohos, hongos y bacterias y se propicia la formación de una capa de lama, sobre todo en carnes y en especial en tiempo de invierno. Desde luego que la humedad del espacio no tiene importancia alguna si el producto refrigerado está en botellas, latas, o algunos otros depósitos a prueba de vapor.
El factor más importante que regula la humedad en el espacio refkigerado es la diferencia de temperatura del evaporador. Mientras menor sea la diferencia de temperatura entre el evaporador y el espacio, mayor será la humedad relativa en el espacio. Así mismo, a mayor diferencia de temperaturas del evaporador, se tendrá menor humedad relativa en el espacio. Algunos otros factores que influyen en la humedad relativa del espacio, son el movimiento de aire, el sistema de administración de tiempos, el tipo de sistema de control, la cantidad de superficie de producto expuesto, la razón de infiltración y las condiciones del aire exterior.
Cuando el producto que va a ser refrigerado sea tal que le afecte la humedad del espacio, debe en este caso seleccionarse una diferencia de temperaturas del evaporador que proporcione las condiciones óptimas de humedad al producto. Para estos casos el factor más importante para la selección del evaporador es la diferencia de temperaturas del evaporador. En el apéndice C2 se dan valores de diseño de la diferencia de temperatura del evaporador para varias humedades del espacio, tanto para evaporadores de convección natural como para convección forzada.
195

EFECTO DE LA CIRCULACIóN DEL AIRE EN LA CONDICIóN DEL PRODUCTO.
La circulación del aire en el espacio refiigerado es esencial para la transferencia de calor del producto hacia el evaporador. Cuando es inadecuada la circulación de aire, se ve disminuida la capacidad del evaporador, el producto no es enfhado con suficiente rapidez, se fortalece el crecimiento de mohos y bacterias, y se forman capas de lama sobre el producto. Por otra parte, una excesiva circulación de aire puede ser detrimente como lo es cuando falta aire. Cuando la circulación del aire es muy grande, se aumenta la rapidez de evaporación de la humedad en la superficie del producto con lo que resulta una excesiva deshidratación del producto. La deshidratación excesiva puede resultar muy costosa tomando en cuenta el deterioro de la apariencia, calidad y disminución del tiempo de vida del producto. Además la pérdida de peso debida al encogimiento es un factor importante que afecta al comerciante y al precio de los productos comestibles.
La razón deseada de circulación de aire varía con las diferentes aplicaciones y depende sobre todo de la humedad del espacio, del tipo de producto y del periodo de tiempo del almacenaje.
Con respecto a la condición del producto, es muy importante la acción combinada de la circulación del aire y la humedad del espacio. Una circulación pobre de aire tiene el mismo efecto en el producto que una humedad alta, mientras que una circulación de aire en exceso, produce el mismo efecto que una baja humedad. En muchos casos es dificil determinar si el deterioro de un producto en particular es causado por la falta de circulación de aire o por condiciones pobres de la humedad. Para casi todos los casos, la condición del producto depende de los efectos combinados de humedad y circulación de aire, más que por el efecto de uno cualquiera de éstos, y se podrh variar cualquiera de estos dos factores, suponiendo que el otro variará en forma separada. Por ejemplo, se pueden usar velocidades más altas que las normales sin perjudicar al producto cuando la humedad del espacio es mantenida también a nivel alto.
196

EVAPORADORES DE CONVECCIÓN NATURAL.
LOS evaporadores de convección natural se usan fkecuentemente en aplicaciones donde se desea aire de baja velocidad y deshidratación mínima del producto. Son instalaciones típicas las que se tienen en refrigeradores caseros, unidades de exhibición, enfiiadores con pasillo interior y en cuartos grandes de almacenaje.
La circulación de aire sobre el serpentín de enfriamiento por convección natural es función del diferencial de temperatura entre el evaporador y el espacio. A mayor diferencia de temperatura, mayor será la razón de circulación de aire.
La circulación de aire por convección natural es influida en grande por la forma, tamaiio y localización del evaporador, por el uso de desviadores y por la colocación del producto almacenado en el espacio refrigerado. Generalmente los mejores serpentines son de poco espesor, extendiéndose a lo largo del enfriador y cubriendo la mayor parte del área del cielo.
EVAPORADORES DE CONVECCI~N FORZADA.
Los evaporadores de convección forzada, por lo común llamados en refrigeración comercial por el nombre de "unidad enfiiadora", "unidades serpentin ventilador" o "serpentines sopladores", son esencialmente serpentines de tubo descubierto o de tubo aletado colocados en una carcaza metálica y equipados con uno o más ventiladores para proporcionar la circulación del aire. Las unidades grandes se instalan sobre el piso pueden ser trabajadas ya sea como "húmedas" o "secas". Los serpentines "húmedos" son serpentines que están continuamente siendo rociados con salmuera o alguna solucih anticongelante.
197

En nuestro caso, debido a la cantidad de producto a manejar, se usará un evaporador de convección forzada, el cual se requiere para una capacidad total de 4 007 X lo3 BTU/h. Tomando en cuenta que el producto se acomodará en cajas y estas a su vez en tarimas, es importante considerar que la ventilación del producto con aire refi-igerado debe tratar de llegar a todas los rincones de la cámara. Del apéndice A5, vemos que la velocidad de aire ideal que debe llegar a cada una de las naranjas es de 2 km/h, pero si tomamos en cuenta las que se encuentran en el interior de las cajas, con esta velocidad sería insuficiente hacer una circulación del aire adecuada. La empresa a la que recummos cuenta con experiencia en este punto, y es así como finalmente decidimos en conjunto que una velocidad de 12 kmk sería la adecuada para proporcionar una buena circulación del aire.
Del apéndice C2, vemos que para una humedad relativa en el rango de 95 a 9 1%, usando convección forzada; con una diferencia de temperatura de 8°F basta para nuestro caso, ya que la naranja requiere de una humedad relativa del 90%. Es así como obtenemos la temperatura del evaporador, ya que como la temperatura de conservación es de 32 OF, entonces la temperatura del evaporador es de 24 OF (32 OF - 8 OF).
USO DE DATOS DE CAPACIDAD DADOS POR LOS FABRICANTES.
Debido a que la evaluación matemática de todas l a s variables que intervienen en el rendimiento del evaporador no resulta ser práctico, el rendimiento de un evaporador generalmente se obtiene en base a pruebas reales verificadas en el evaporador. Debido a las muchas variables que se tienen en los usos de la refi-igeración, no hay estándares industriales muy amplios para capacidades de evaporadores. Por lo tanto el método para determinar capacidades varía algo según el tipo de evaporador y de acuerdo al fabricante en particular involucrado. Sin embargo, los métodos de clasificación no difieren grandemente, junto con los datos de capacidad del evaporador, se tiene instrucciones de cómo usar los datos. La selección de evaporadores a partir de los datos dados por el fabricante, es relativamente simple, una vez que ya han sido definidas las condiciones a las cuales va a trabajar el evaporador.
198
Para nuestro caso requerimos de un evaporador con las siguientes condiciones:
Evaporador de convección forzada. Velocidad del aire : 12 km/h. Temperatura del serpentín : 24 OF. Capacidad total de refrigeración : 4 007 X lo3 BTU/h.
Con base en estos datos se eligió un evaporador:
Marca : RECOLD Modelo : SC- 1500. La capacidad total requerida se obtiene con 10 evaporadores. Cada evaporador cuenta con 4 difusores, de 1/2 HP cada uno. Se cuenta con sistema de descarche por paro de ciclo con equipo eléctrico (por calefacción eléctrica). Los evaporadores se colocan en la parte superior del interior de cámara.
El sistema de descarche se explica a continuación.
199

5.3.4.6. SISTEMA DE DESCARCHE.
Es muy común que un refrigerador tenga el serpentín cubierto de escarcha, y que al ver está, algunas personas consideren, que está enfriando correctamente. Sin embargo los refrigeradores no se enfrian por la escarcha del serpentín enfriador, ni su capacidad de refrigeración aumenta con dicha escarcha, sino que esto impide la operación correcta del serpentín de enfriamiento. El efecto de que se escarche el tubo de refrigeración tiene el mismo origen que, el que en un día sofocante de verano aparezcan gotas en la superficie de un vaso que contiene agua fría.
Dentro de la humedad del aire existe una presión igual a la del vapor del refrigerante, pero en un estado normal del aire la presión del vapor de agua es más baja que la de saturación correspondiente a la temperatura atmosférica. Así no aparece escarcha, sin embargo la temperatura de la superficie del vaso que contiene el agua fría es más baja que la temperatura atmosférica, y así la presión de la humedad llega a su nivel de saturación. Por lo tanto, la humedad del aire se condensa en la superficie del vaso y aparecen las gotas, al igual que el vapor del refngerante que se condensa en la superficie del tubo de enfriamiento del condensador convirtiéndose en refrigerante líquido. Generalmente, la temperatura de la superficie del tubo de enfriamiento de un rehgerador es menor a O "C, así la humedad del aire que se condensa en la superficie del tubo de enfriamiento se enfria quedando como escarcha. Sin embargo, si aparecen gotas en la superficie del tubo de enfiiamiento significa que la temperatura en la superficie de éste es menor a O "C, prueba que la rehgeración se está realizando. No constituye una amenaza real el que la escarcha esté pegada a la superficie del tubo de enfnamiento como si fuera nieve acumulada en la primavera, pero la escarcha helada en contacto con la superficie de este tubo impide la función de refrigeración como tal.
La escarcha no es un buen conductor térmico ya que, cuando se forma ésta en capas gruesas sobre el tubo de enfriamiento se requiere más trabajo para que el calor se transfiera desde el aire del interior del refhgerador al refrigerante que se evapora dentro del serpentín de enfiiamiento.
Hay casos en que l a escarcha se queda entre los tubos de enfiiamiento del serpentín conformando un terrón de escarcha. En este caso se perjudica
200

notablemente el efecto de enfriamiento. De suceder esto, no pasa entre los tubos de enfriamiento el aire caliente del refrigerador, disminuyendo drásticamente el efecto de enfriamiento debido a que el calor tiene que traspasar una pared gruesa de escarcha para poder alcanzar el tubo de enfiiamiento. En el caso del serpentín con aletas se impide bastante la transferencia térmica por la mala ventilación cuando está muy escarchado.
Por eso, para enfriar el interior del refrigerador eficientemente, se necesita mantener la condición de que no haya capas gruesas de escarcha sobre la superficie del tubo de enfriamiento, ni en la superficie de las aletas, por eso para su eliminación se hace uso de un equipo desescarchador.
Mientras la escarcha está formada en capas delgadas puede quitarse con una escoba, lo cual no se puede aplicar a las capas gruesas de la misma que se ponen duras resultando más dificil eliminarla.
El equipo desescarchador se puede clasificar en 10s tres grupos siguientes:
1 .- Por gas caliente. 2.- Por esparcimiento de agua. 3.- Por calefacción eléctrica.
El equipo desescarchador por calefacción eléctrica se usa en el difusor, consiste en un calentador eléctrico montado entre los tubos de enfiiamiento. El agua obtenida del descarchamiento se va hacia en drenaje, el ventilador se debe parar mientras se esth descongelando y se debe dar tiempo suficiente para que escurra el agua después del deshielo.
20 1
5.3.4.7. RECIBIDOR DE LÍQUIDO.
En el recibidor de líquido se almacena provisionalmente el rehgerante líquido recién condensado. Este permite que las variaciones en el volumen de refrigerante en el evaporador no afecten la operación correcta del refrigerador. Su capacidad no se puede definir teóricamente, el recibidor necesita tener las dimensiones suficientes para almacenar la totalidad del refrigerante contenido en el evaporador y para cubrir la necesidad de almacenamiento que se presente en las reparaciones. En el apéndice C3, se muestra un catálogo de diferentes capacidades de recibidores en función de la capacidad total de rehgeración de la cámara.
Para nuestro caso tenemos:
Capacidad total de refrigeración : 4 007 X 1 O3 BTUh = 334 ton. Equivalentes a: 304.05 Toneladas Japonesas de Refrigeración (TJR).
Con lo cual vemos que se requerirán tres recibidores de líquido que tendrán las siguientes características:
Marca : Mycom. Refrigerante : Amoníaco. Diámetro exterior : 750 m. Longitud : 3 600 m.
A la salida del recibidor se inserta un tubo por el cual se extrae el líquido por la parte inferior. El recibidor dispone además de un "indicador de nivel de líquido" que nos permite saber la cantidad de líquido almacenado en su interior. El indicador que se emplea para tal fin es del tipo flexión. En ambos extremos de la vertical está colocada una válvula de cierre automático, que actúa en caso de que se rompa el tubo indicador.
202

5.3.4.8.SEPARADORDEACEITE.
En el caso del compresor reciprocante es necesario lubricar el cilindro cuando el gas de descarga con partículas de aceite lubricante se introduce al condensador, sobre todo en el caso de uno para amoníaco, la superficie de enfiiarniento se cubre con una película de aceite que reduce el efecto de transferencia térmica. Por ello se requiere la instalación del separador de aceite, con el cual se elimina el aceite contenido en el gas de descarga.
El separador de aceite hace disminuir la velocidad del gas, a la vez que cambia repentinamente de dirección al flujo del mismo, el hecho de que las gotas de aceite no pueden cambiar de dirección tan fácilmente como el gas, es lo que ocasiona esta separación, esto debido al diferencial de peso específico entre estos dos componentes.
El separador de aceite cuenta con una válvula de descarga de aceite en el fondo, por la cual se extrae el aceite acumulado. En el apéndice C4, se muestra una tabla para elegir un separador de aceite para amoniaco, en base a la capacidad total de refrigeración.
Para nuestro caso tenemos:
Separador de aceite. Marca : Mycom. Diámetro interior : 1 350 m. Longitud : 4 050 m.
203
5.3.4.9. SEPARADORDE LÍQUIDO.
El vapor del refi-igerante se succiona del evaporador al compresor, éste no necesariamente es del tipo saturado seco o sobrecalentado sino hay ocasiones en que se mezcla con gotas de líquido, cuando se succionan dichas gotas éstas absorben el calor de su alrededor y se evaporan en el interior del cilindro, detectándose, ya que en el interior del mismo se adhiere el aire húmedo que se convierte en escarcha al enfriarse, llegándose a una situación tal que se comprime líquido por la abundancia de gotas. La compresión del líquido no viene acompañada por una disminución en su volumen, hay la posibilidad de que ocurra un accidente, como el de que se rompa el cilindro si se continúa operando el compresor sin tomar ninguna medida correctiva. Para evitar este problema, se instala un separador de líquido en el tubo de succión que conecta la salida del evaporador y la succión del compresor para que luego de separar las gotas del líquido del vapor en este lugar, sólo el vapor sea succionado por el compresor. En el equipo de refrigeración por amoniaco se debe contar con este sistema sin excepción, en equipos de refrigeración por freón se emplea, generalmente, un intercambiador térmico para cubrir la separación de gotas.
A continuación se presenta un modelo estándar muy usado de separador de líquido para amoniaco, cuya estructura es igual a la del separador de aceite con la diferencia de que el separador de aceite para amoniaco cuenta con una lumbrera de retorno de líquido en el fondo, por lo cual el líquido separado se conduce al sistema de retorno de líquido para regresar al recibidor de líquido a alta presión o directamente al evaporador.
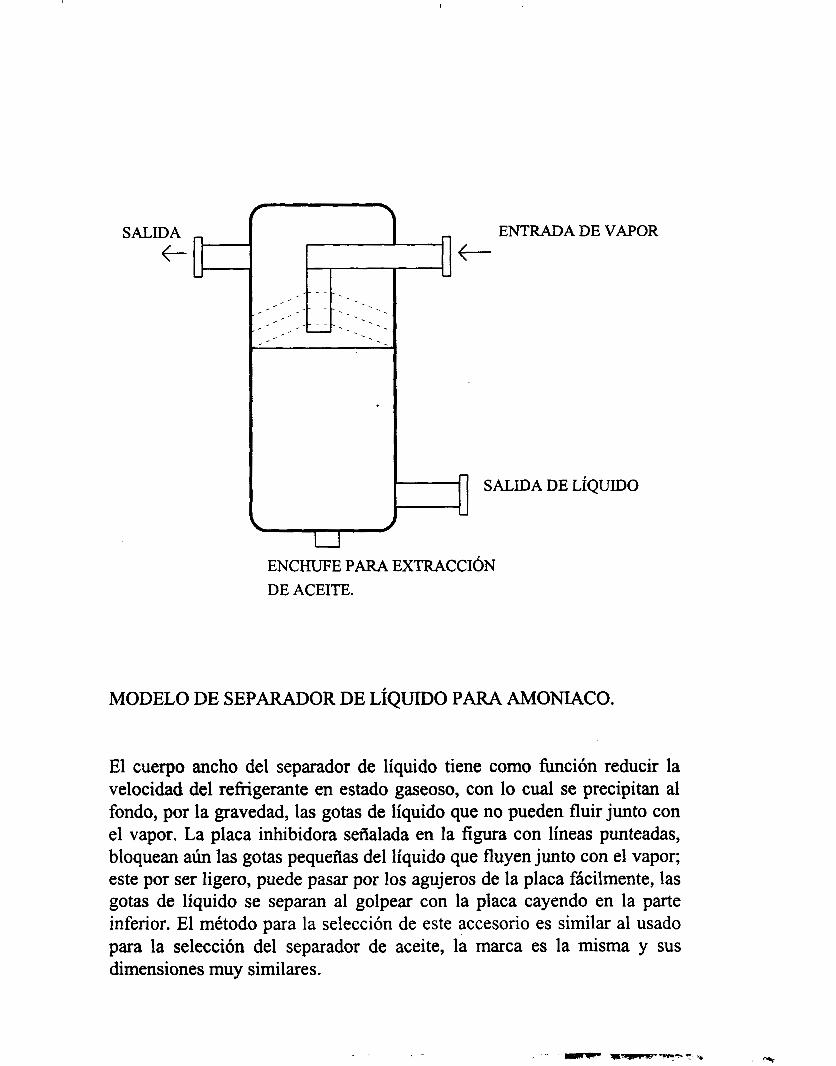
SALIDA t-
U ENCHUFE PARA EXTRACCI~N DE ACEITE.
MODELO DE SEPARADOR DE LÍQUIDO PARA AMONIACO.
El cuerpo ancho del separador de líquido tiene como función reducir la velocidad del refrigerante en estado gaseoso, con lo cual se precipitan al fondo, por la gravedad, las gotas de líquido que no pueden fluir junto con el vapor. La placa inhibidora sefíalada en la figura con líneas punteadas, bloquean aún las gotas pequeñas del líquido que fluyen junto con el vapor; este por ser ligero, puede pasar por los agujeros de la placa fácilmente, las gotas de líquido se separan al golpear con la placa cayendo en la parte inferior. El método para la selección de este accesorio es similar al usado para la selección del separador de aceite, la marca es la misma y sus dimensiones muy similares,
5.3.5. DISTRIBUCIQN DE LA PLANTA
Definido ya el proceso de producción, y una vez seleccionada la tecnología, asignamos el espacio adecuado para los equipos y diferentes departamentos de la planta. Se tomó en cuenta, que la distribución debe proporcionar condiciones de trabajo aceptables, una operación econbmica, y a la vez mantener condiciones óptimas de seguridad y bienestar para los trabajadores.
Tomando en cuenta que los procesos diarios que se realizan en la planta son continuos, se realiza una distribución por producto, en la cual se alinean las actividades de trabajo en forma secuencial, para obtener la máxima utilización de mano de obra y equipo (evitar tiempos muertos).
A continuación se muestra el plano final de la distribución de la planta.
Los puntos que ahí se marcan corresponden a lo siguiente:
A.- Cuarto de mantenimiento.
B .- Oficinas (departamento de administración y ventas).
C.- Baños.
D.- Rampa desde donde se deslizan las naranjas lavadas hacia la secadora.
E.- Pileta de lavado.
F.- Zona de descarga.
G.- Camiones de descarga. Aquí se ilustra la manera en que se deberán colocar los camiones para descargar el producto.
H.- Secadora.
I.- Contenedor de naranjas lavadas y secas. Aquí se almacenan temporalmente mientras son empacadas.
J.- Trailer de embarque. Se ilustra la manera en que colocan los trailers en el embarcadero.
K.- Zona de embarque. Región destinada para embarcar el producto y para maniobras del montacargas, tanto en el llenado como en el vaciado de la cámara.
L.- Cuarto de máquinas. Lugar destinado para colocar el condensador evaporativo, así como el tanque recibidor de líquido y los diferentes accesorios que componen el sistema.
M.- Cámara frigorífica.
N.- Evaporador. Estos se encuentran montados en la parte superior del espacio refrigerado.
0.- Carretera Álamo-Tihuatlan.

.. -
Las dimensiones de cada uno de los componentes de la planta se indican en el plano, para dar lugar a posibles crecimientos fbturos, consideramos que con terreno de 10 O00 m2, será suficiente para asentar la planta.

I I.
c c i:
c " - t
4,5
rl I
4 5 6E 3
M
I 4
4.5
6.- ESTUDIO ECONóMICO.
Introducción.
Sabiendo de antemano el mercado potencial existente y la tecnología a utilizar, el siguiente paso es hacer el análisis económico para determinar cual es el monto total de la inversión que se requiere para llevar a cabo el proyecto.
La inversión total inicial estará expresada en términos de los siguientes rubros:
- Costos de producción. - Costos de administración. - Costos de comercialización. - Inversión total inicial fija y diferida. - Depreciaciones y amortizaciones. - Capital de trabajo.
209

" .
6.1. COSTOS DE PRODUCCI~N.
Los costos de producción estin formados por los siguientes elementos:
Materias primas: Son aquellos materiales que de hecho entran y forman parte del producto terminado. Estos costos incluyen fletes de compra, de almacenamiento y de manejo.
Fletes de compra: Son los servicios de transportación de la materia prima a la zona de procesamiento.
Mano de obra: Es la que se utiliza para transformar la materia prima en producto terminado. Se puede indicar que su monto varia casi proporcionalmente con el número de unidades producidas.
Materiales indirectos: Estos forman parte auxiliar en la presentación del producto terminado, aquí se incluyen envases primarios y secundarios, así como etiquetas.
Costo de los insumos: Excluyendo por supuesto los rubros mencionados anteriormente, todo proceso productivo requiere una serie de insumos para su funcionamiento, estos pueden ser: agua, energía eléctrica, combustibles, etc.
Costo de mantenimiento: Este es un servicio que se contabiliza por separado, en virtud de las características que puede presentar. Se puede dar mantenimiento preventivo y correctivo al equipo y a la planta en general. El costo de los materiales y la mano de obra que se requieran, se cargan directamente a mantenimiento, pues éste puede variar mucho. Para fines de evaluación económica, se considera una cuota fija determinada por la empresa distribuidora.
210

6.2. COSTOS DE ADMINISTRACI~N.
Como SU nombre lo indica, son los costos provenientes de realizar la función de administración de la empresa. Estos costos corresponden a los sueldos del director general, de los contadores, auxiliares y secretarias, así como a los gastos de oficina en general.
Existen empresas de cierta envergadura que pueden contar con direcciones o gerencias de planeación, investigación y desarrollo, selección de personal, relaciones públicas, finanzas o de ingeniería; los cuales incrementan los costos administrativos.
21 1
6.3. COSTOS DE VENTAS.
En ocasiones el departamento o gerencia de ventas también es llamado de mercadotecnia, en este sentido, ventas o vender no significa sólo hacer llegar el producto al intermediario o consumidor, sino que implica una actividad mucho más amplia.
La mercadotecnia puede abarcar entre otras muchas actividades, la investigación y desarrollo de nuevos mercados o de nuevos productos, adaptados a los gustos y necesidades de los consumidores; el estudio de la estratificación del mercado, las cuotas y el porcentaje de participación de la competencia en el mercado, la adecuación de la publicidad que realiza la empresa, la tendencia de las ventas, etc.
Como se observa, un departamento de mercadotecnia puede constar no sólo del gerente, una secretaria, vendedores y choferes; sino también de personal altamente capacitado y especializado, cuya función no es precisamente vender. La magnitud del costo de ventas dependerá tanto del tamaño de la empresa como del tipo de actividades que los promotores del proyecto requieran que se desarrolle este departamento.
212
6.4. INVERSI~N TOTAL FIJA Y DIFERIDA.
La inversión inicial comprende la adquisición de todos los activos fijos y diferidos para inicial las operaciones de la empresa, con excepción del capital de trabajo.
Se entiende por activo fijo, los bienes propiedad de la empresa, tales como terrenos, edificios, maquinaria y equipo, mobiliario, vehículo de transporte, herramientas y otros. Se llama fijo porque la empresa no puede desprenderse fácilmente de é1, sin que con ello ocasione problemas a sus actividades productivas.
Se entiende por activo diferido, a todos los bienes propiedad de la empresa necesarios para su funcionamiento y que incluyen patentes de invención, marcas, diseños comerciales o industriales, asistencia técnica o transferencia de tecnología, gastos de instalación y puesta en marcha, contratos de servicios (teléfonos, agua, corriente eléctrica y servicios notariales), estudios de capacitación del personal, etc.
213

6.5. DEPRECIACIONES Y AMORTIZACIONES.
El término depreciación tiene exactamente la misma connotación que amortización, pero el primero sólo se aplica al activo fijo, ya que con el uso en el tiempo estos valen menos, es decir, se deprecian. En cambio la amortización sólo se aplica a los activos diferidos, ya que por ejemplo, si se ha comprado una marca comercial, ésta con el uso del tiempo no baja de precio, es decir no se deprecia; por lo que el término amortización significa, que el cargo anual que se hace es para recuperar la inversión.
Cualquier empresa que este en funcionamiento para hacer los cargos de depreciación y amortización correspondientes, deberá basarse en la ley del impuesto sobre la renta (I.S.R.).
214

6.6. CAPITAL DE TRABAJO.
Desde el punto de vista contable, este capital se define como la diferencia aritmética entre el activo circulante y el pasivo circulante. Está representado por el capital adicional ( distinto en la inversión de activo fijo y diferido ) con que hay que contar para que empiece a fbncionar la empresa, esto es, hay que financiar la primera producción antes de recibir ingresos. Entonces debe comprarse materia prima, pagar la mano de obra directa que la transforme, otorgar crédito en las primeras ventas y contar con cierta cantidad de efectivo para sufragar los gastos diarios de la empresa.
Todo esto constituye al activo circulante, aunque el capital de trabajo es también una inversión inicial, tiene una diferencia fbndamental con respecto a la inversión en activo fijo y diferido, y tal diferencia radica en su naturaleza circulante.
215
6.7. INGRESOS POR VENTAS.
Los ingresos por ventas constituyen las percepciones que se obtienen al vender el producto a los clientes, los cuales normalmente se rigen por la ley de la oferta y la demanda.
216

6.8. DETERMINACIóN DE LOS COSTOS TOTALES INHERENTES A LA PUESTA EN MARCHA DEL PROYECTO.
Para determinar el monto de los costos, así como de los ingresos por ventas a precios reales, efectuamos un estudio de campo en la central de abasto del D.F., y encontramos que los precios de la naranja continuaban con su tendencia alcista , ya que el precio actual real oscila entre 2 O00 y 2 500 pesos la tonelada.
Por otro lado, los precios al productor en Veracruz, se mantenían en 200 pesos la tonelada para el mes de mayo (mes de compra de la materia prima). Esto se debe a que las repercusiones de la crisis económica aún no dejan de causar estragos en las personas más desprotegidas. No obstante, el Banco de México pronostica que la crisis se abatirá paulatinamente, lo cual lo reflejamos en las proyecciones realizadas en el estudio económico.
DETERMINACI~N DE LOS COSTOS DE PRODUCCI~N.
Los costos de producción están constituidos por los siguientes rubros:
1 .- Materias primas. 2.- Fletes de compra. 3.- Mano de obra directa. 4.- Costos de los insumos. 5.- Costos de mantenimiento.
1.- El costo de la materia prima.
El costo de la materia prima para el proyecto, lo calcularemos basándonos en la información recabada en la zona de producción, como habíamos visto en el análisis del estudio de mercado. Consideramos una adquisición de 1 200 toneladas de naranja a razón de $200 pesos la tonelada, por lo tanto:
Costo de la materia prima = (1 200 toneladas) (200 $/tonelada) = = $240 000.00
Costo de la materia prima = $240 000.00
217

2.- Fletes de compra
Los costos asociados a los fletes, corresponden a la transportación de la materia prima de la huerta a la planta de almacenamiento y su determinación es como sigue:
Costos por fletes de compra = (No. de fletes) (CostoRlete). = (1 20 fletes) ($200.00/Flete) = $24 000.00
Costo por fletes de compra = $24 000.00
218

1 W
3.- La mano de obra est6 conformada por el siguiente personal:
Personal Salario semanal Total anual (pesos)
25 cortadores 200 pesos/cortador 20 000.00 15 lavadores 150 pesos/lavador 9 000.00 15 empacadores 150 pesos/empacador 9 000.00 1 supervisor 300 pesos 1 200.00
Costo total de los salarios del personal: 39 200.00
El monto por cada rubro corresponde a cuatro semanas (periodo en el cual se almacena la naranja).
219
4.- Costos por materiales directos (embalajes)
Los costos por embalajes alcanzan los $ 5 000.00 pesos, que es propiamente la cantidad total pagada por las cajas y tarimas de la planta.
Costos por embalajes: $ 5 000.00 pesos.
220

5.- L a determinación de los costos de producción vía insumos es como sigue:
El costo de la electricidad para la planta se calculó con base en la carga total requerida y de acuerdo a las tarifas eléctricas vigentes. Para nuestra planta se contrató la tarifa O.M. ( ordinaria media tensión ).
Su determinación está dada con base a las diferentes cargas:
Condiciones de suministro: Concepto
Motor del commesor Luminarias interiores
~~~~ ~
Sistema de descarche Motor del
condensador Motor del evaporador
' Iluminación ~ nocturna
Ventilador de secadora Motor de la banda de secado
No. de unidade
S
2 2
614
20
2
80
10
1
1
Potencia o I Total I Horas de I KWH. I capacidad I (KW). I uso al día. I I
(KW). . 186.425 387.764 24 9 306.336 7.457 I I I I
M M I
O. 040 I 24.56 I 1 I 24.56 I 0.500 10 1 10.0
3.7285 7.457 24 178.968
0.7457 0.7457 0.7457
0.7457 0.7457 0.7457
Total: 464.10 KW 10 273.2 KWI
Al consumo le agregamos un factor de seguridad del lo%, que representaría el uso de electricidad en el taller, oficina y equipo auxiliar del sistema de refrigeración, con lo cual tenemos un consumo final de:
11 300.55 KWH
22 1
Hacemos lo mismo para la demanda máxima:
510.51 KW
Como la demanda máxima es menor a 1 O00 KW, contratamos la tarifa O.M. Damos nuevamente un factor de seguridad del lo%, el cual. será por imprevistos, como lo pueden ser crecimientos en maquinaria y equipo a corto plazo, con lo cual obtenemos la demanda contratada, que será de:
561.561 KW, que asumimos como 565 KW.
Demanda contratada: 561 KW.
Los meses a facturar serán mayo, junio, julio y agosto, el consumo se considerará constante suponiéndolo máximo (todos los equipos encendidos). La tarifa eléctrica que se aplicará será la vigente, aparecida en el diario oficial de la federación el 18 de diciembre de 1995, la cual hace incrementos mensuales del 1.2% a excepción del mes de abril de 1996, en que se tuvo un incremento del 6%. Suponemos que no tenemos cargo por bajo factor de potencia, ni cargo por medición en baja tensión. Para mantenimiento y ajustes por variación al precio de combustibles, asignamos el valor constante de $ 100.00.
Año: 1997.
MAYO: Consumo: ( 1 1 300.55 KWH / 3 1)(0.19144 $/KWH) = $ 69.79 Demanda: (5 10.5 1 KW)(32.579 $KW) = $ 16 631.91 otros: = $ 100.00 I.V.A. (1 3.7%) = $ 2 301.83 Total = $ 19 103.53
JUNIO: Consumo: ( 1 1 300.55 KWH / 30)(0.19374 $/KWH)= $ 72.98 Demanda: (5 10.5 1 KW)(32.970 $/KW) = $ 16 831.51 otros: = $ 100.00 I.V.A. = $ 2 329.62 Total = $ 1 9 334.12
222
I -
JULIO: Consumo: 1 3 OO. 55 KWI 3 / 31)(0.19606 $/KWH) = $ 71.47 Demanda: (5 10.5 1 KW)(33.366 $KW) = $ 17 033.68 otros: = $ 100.00 I.V.A. = $ 2 357.1 1 Total = $19 562.26
AGOSTO: Consumo: (1 1 300.55 KWH / 30)(0.19841 $/KWH) = $ 72.33 Demanda: (5 10.5 1 KW)(33.766 $/KW) = $ 17 237.88 otros: = $ 100.00 I.V.A. = $ 2 385.20 Total = $ 19 795.41
Por lo tanto el costo en energía eléctrica durante 1997, será la suma de los cuatro meses anteriores, en que se utilizó la planta, de lo cual resulta:
$77 795.32
223
6.- Para proporcionar mantenimiento tanto a las instalaciones, como al equipo, determinamos el siguiente cargo:
El mantenimiento preventivo que se planea llevar a cabo en los equipos se hace con base en los manuales de mantenimiento del fabricante.
El mantenimiento lo proporcionará la distribuidora del equipo a un costo total estimado de $ 5 000.00 por año, que representa aproximadamente el 2% del costo del equipo. En el caso del mantenimiento correctivo su costo se determinará de acuerdo con el servicio efectuado por la distribuidora. Para fines prácticos, consideramos sólo el mantenimiento preventivo.
Costo por mantenimiento: $ 5 000.00
224

RECOPILACIóN DE LOS COSTOS TOTALES DE PRODUCCIóN
Concepto Costo anual (en pesos)
Materia prima Fletes de compra Mano de obra Materiales directos (envase) Insumos Mantenimiento
240 000.00 24 000.00 39 200.00 5 000.00 77 795.32
5 000.00
Costos totales de producción: $390 995.32
COSTOS DE VENTAS
Son los costos representados por los fletes que se contratarán para transportar la mercancía de la planta a la central de abasto del D.F., así como el pago al asistente de ventas.
GASTOS DE VENTAS
Concepto
40 fletes Asistente de ventas
costo (en pesos)
1 500.00 $/flete 150.00 $/viaje
Costo total anual (en pesos)
60 000.00 6 000.00
Costo total de ventas: $66 000.00
225

INVERSI~N TOTAL FIJA Y DIFERIDA.
Concepto Costo (en pesos)
Terreno 10 000.00 Obra civil incluyendo materiales 3 O00 000.00 Maquinaria y equipo incluye flete e instalación 4 148 000.00 Mobiliario y equipo auxiliar de oficina 100 000.00
Inversión total fija y diferida: 7 258 000.00
DETERMINACI~N DE LA DEPRECIACI~N.
Los cargos anuales por depreciación y amortización son los siguientes:
Concepto Depreciación anual Tasa Inversión inicial anual
1
1 2 3 4 Maquinariay
1 2 3 4 10% 100 000.00 Mobiliario y
165 920 165 920 165 929 165 929 5% 4 148 000.00 equipo
equipo 10000 10000 10000 10000 auxiliar Total 1 2 3 4
175920 175920 175920 175920
226

DETERMINACIóN DE LOS COSTOS DE ADMINISTRACIÓN
Se refiere específicamente a los sueldos del personal que tendrá a su cargo la administración de la planta, gastos de oficina, papelería y tramites legales. La presente tabla desglosa dichos gastos:
GASTOS DE ADMINISTRACIóN.
Concepto
1 Gerente general 1 Contador 1 Secretaria Gastos diversos
Sueldo base mensual Costo total anual (en pesos) (en pesos)
4 000.00 20 000.00 2 000.00 8 000.00 1 000.00 4 000.00
500.00 2 000.00
Costos totales de administración: $34 000.00
CAPITAL DE TRABAJO
Es el capital de trabajo con que debemos contar para que empiece a funcionar la empresa, esto es, contar con cierta cantidad de dinero para afrontar los gastos diarios de la empresa así como también poder responder en caso de ciertos imprevistos de desembolso de efectivo inherente a la empresa. Así que nuestro fondo monetario estará disefiado como se muestra en el siguiente bosquejo:
CONSTITUCI~N DEL CAPITAL DE TRABAJO.
Caja Bancos
5 000.00 500 000.00
Capital total de trabajo: $505 000.00
227

INVERSI~N GLOBAL ESTIMADA PARA LA CONSTRUCCI~N Y PUESTA EN MARCHA DE LA CÁMARA FRIGORÍFICA.
Costos de producción $ 390 995.32 Costos de administración $ 34 000.00 Costos de comercialización $ 66 000.00 Inversión total fija y diferida $ 7 758 000.00
Inversion total . I S 7 748 995.32
INGRESOS POR VENTAS
Los ingresos por ventas los determinamos con base a un estudio de campo realizado con los bodegueros de la central de abasto del D.F., combinando también los resultados obtenidos en el estudio de mercado, esto con el fin de ajustarnos en los más posible a la realidad.
VENTAS PARA EL PRIMER AÑO DE TRABAJO (1 997).
Pronóstico de ventas: 1 200 toneladas. Precio de venta : $ 2 500.00 pesos/tonelada Ingresos por ventas: $ 3 O00 000.00 pesos
Asumimos que utilizaremos la planta a su capacidad máxima.

POSICIÓN FINANCIERA DE LA EMPRESA AL FINAL DEL PRIMER AÑO.
ESTADO DE RESULTADOS PARA EL AÑO DE 1997. (Cifras expresadas en pesos)
Ventas netas: 3 O00 000.00 Costos excepto depreciación 490 995.32 Depreciación 175 920.00 Utilidades antes de impuestos 2 333 084.68
Impuestos (35%) Ingreso neto (I.N.) Más depreciación
816 579.64 1 516 505.04
175 920.00
Flujo neto de efectivo (I.N. + Dep.) 1 692 425.04
Se observa que el flujo neto de efectivo después de impuestos es de $ 1 692 425.04, lo cual es altamente atractivo.

7.- EVALUACI~N ECON~MICA.
El estudio de la evaluación económica es la parte final del análisis de factibilidad del proyecto, una vez aprobado el estudio de mercado, kl estudio técnico así como el análisis económico, se demostrará que la inversión propuesta será económicamente rentable.
Esta última etapa es en esencial la más crucial ya que además de recopilar toda la información relativa a costos durante la puesta en marcha de la planta es importante tomar un horizonte de tiempo, ya que el comportamiento de los precios, disponibilidad de insumos, evolución de la demanda y los cambios en la política económica del gobierno federal, cambian con respecto al tiempo y esto afecta directamente el comportamiento de la empresa.
230
7.1. SELECCIóN DE UNA MÍNIMA TASA ATRACTIVA DE RENDIMIENTO.
La mínima tasa atractiva de rendimiento ( i ), que se va a usar al juzgar lo atractivo de las inversiones que se proponen, por lo general es asunto de un procedimiento minucioso, que debe ser determinado por la alta gerencia de una organización, y las bases para fijarlas son muy variadas.
Esta tasa debe de fijarse después de una cuidadosa consideración de todos los factores que influyen en el proyecto. La decisión de la i que deba usarse en el proceso de toma de decisiones en todos los niveles ayuda a asegurar que todas las iniciativas estén basadas en el mismo criterio primario y se haga el mejor uso de los recursos disponibles.
Las principales técnicas de evaluación de proyectos de inversión que nos permitirán aceptar o rechazar el proyecto son las siguientes:
1 .- La tasa interna de rendimiento evalúa las propuestas de inversión mediante la aplicación de la tasa de rendimiento sobre un activo, la cual se calcula encontrando la tasa de descuento que iguala el valor presente de los flujos futuros de entrada de efectivo al costo de la inversión.
2.- El periodo de recuperación se define como el número esperado de años que se requieren para que se recupere la inversión original. Fue el primer método formal utilizado para evaluar los proyectos de capital.
El proceso consiste en sumar los flujos fbturos de efectivo de cada año, hasta que el costo inicial del proyecto quede enteramente cubierto. La cantidad total de tiempo que se requiere para recuperar el monto original invertido, incluyendo la fracción de un año en caso de que exista, constituye el periodo de recuperación de la inversión.
23 1

7.2. EVALUACIóN ECONóMICA DEL PROYECTO.
Para efectuar la evaluación económica del proyecto, proyectamos a futuro tanto nuestros costos operativos, como nuestros ingresos por ventas a una inflación equivalente a l a dictaminada por el Banco de México.
Con este argumento y con las cifras del estado de resultados de la sección anterior, bosquejamos el siguiente flujo de efectivo para el periodo 1997- 2001.
FLUJO DE EFECTIVO DEL PROYECTO. (Cifras expresadas en pesos). 1
4
Ingresos 1 Egresos + (Ventas) (Costos)
3 O00 O00
- 474 057 2 896 513 - 479 456 2 929 499 - 485 103 2 964 O00 - 490 995
- 468 861 2 864 767
Depreciación
- 175 920 - 175 920 - 175 920 - 175 920 - 175 920
I.S.R. (35%)
- 816 579 - 806 041 - 795 943 - 786 287 - 776 995
. A ñ O Flujo Neto de Efectivo
(Ingreso Neto + Depreciación) O 1
- 7 748 995
3 1 672 855 2 1 692 425
1 618 910 5 1 636 168 4 1 654 099
Ingreso Neto.
1 516 505 1 496 935 1 478 179 1 460 248 1 442 990
232

Cálculo de la rentabilidad económica (TIR).
Con base en el flujo de efectivo y con la fórmula de la TIR, procedemos a calcular la rentabilidad económica del proyecto:
Ecuación general para la obtención de la Tasa Interna de Rendimiento (TIR):
P = A ( ( (l+i) -1 ) / i(l+i) ) + VS / (l+i)
Donde:
P = Inversión. A = Flujo neto de efectivo anual. i = TIR. VS = Valor de salvamento.
Para nuestro caso esta ecuación se reduce a:
P = FNE1 / (l+i) + FNE2 / (l+i) + FNE3 / (l+i) + FNE4/ (l+i) + FNES / (l+i)
Donde:
FNE = Flujo neto de efectivo.
Sustituyendo valores por prueba y enor, en esta ecuacibn encontramos que la y que satisface la ecuación es de O. 14
Por lo tanto, la TIR es de 14 YO
233

ANÁLISIS PARA EL PERIODO DE RECUPERACIóN DE LA INVERSI~N DEL PROYECTO.
Flujo Neto de F.fectivo Flujo Neto de Ubtivo acumulah O - 7 748 995 - 7 748 995 1 1 692 425 - 6 056 570 2 1 672 855 - 4 383 715 3 1 654 099 - 2 729 616 4 1 636 168 - 1 093 448 5 1 618 910 + 525 462
Con esta información vemos que el periodo de recuperación de la inversión (P.R.I.) es:
P.R.I. = 4 años + (525 462 / 1 618 910) años = 4.3 años.
Por lo tanto, el periodo de recuperación de la inversión es cuatro años y medio aproximadamente.
234
. - . .

8.- COMENTARIOS FINALES.
Como lo demuestran los indices financieros obtenidos, el proyecto es definitivamente rentable. Además es importante observar que el periodo de utilización de la planta es de tan sólo cuatro meses al año. Esto nos permite utilizar la planta para otros productos alternos, como lo pueden ser el plátano, mango, jitomate, etc., la variedad seleccionada para su almacenamiento deberá primero que nada estar respaldada por un estudio de mercado y económico que demuestre su rentabilidad. En un país de grandes carencias alimenticias como el nuestro, intuimos que la diversidad de productos alimenticios que se pueden almacenar es muy vasta.
El estudio de mercado realizado, revela grandes expectativas de comercialización a corto plazo, lo cual invita a crecimientos futuros a corto plazo de la planta. Actualmente el país esta dejando atrás las etapas dificiles de la reciente crisis econ6mica y se encamina por una vía de recuperación; al inicio de este trabajo considerábamos como descabelladas las propuestas gubernamentales de recuperación, pero con todo y eso se está logrando, en los ,'" T, últimos meses se ha observado un adecuado control de la inflación, se ha renegociado la deuda y las finanzas públicas comienzan a sanearse, como lo 2 E
demuestran los principales indicadores económicos.
t, ,
h.. s.,
3 i 2 g, ;,
Alertamos que no es bueno caer en una gran confianza económica, pero I Tn '.frj
en nuestro caso, manejamos productos perecederos, por ello aseguramos que ; el presente proyecto es viable y por lo tanto financiable. 3 " m.
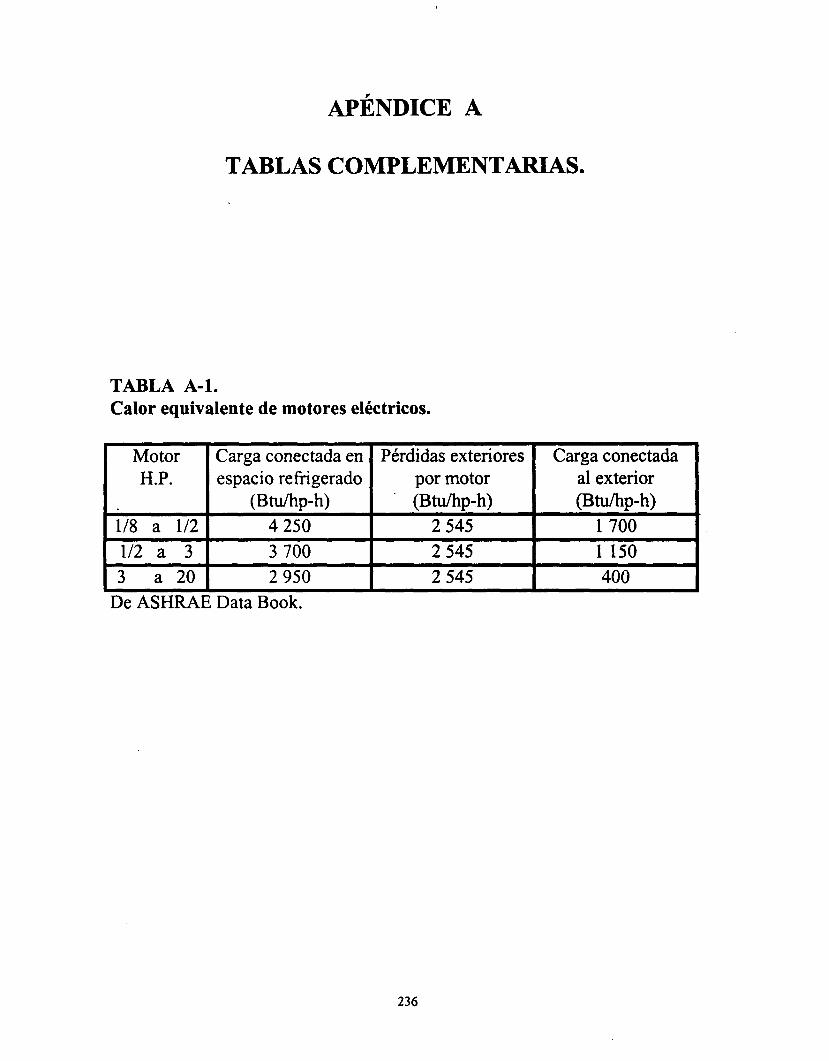
APÉNDICE a
TABLAS COMPLEMENTARIAS.
TABLA A-l. Calor equivalente de motores eléctricos.
Motor Carga conectada PCrdidas exteriores Carga conectada en H.P. al exterior por motor espacio refrigerado
( B r n P - h ) (Btu/hp-h) . (Btu/hp-h) 1/8 a 1/2
400 2 545 2 950 3 a 20 1 150 2 545 3 700 1/2 a 3 1 700 2 545 4 250
De ASHRAE Data Book.
236
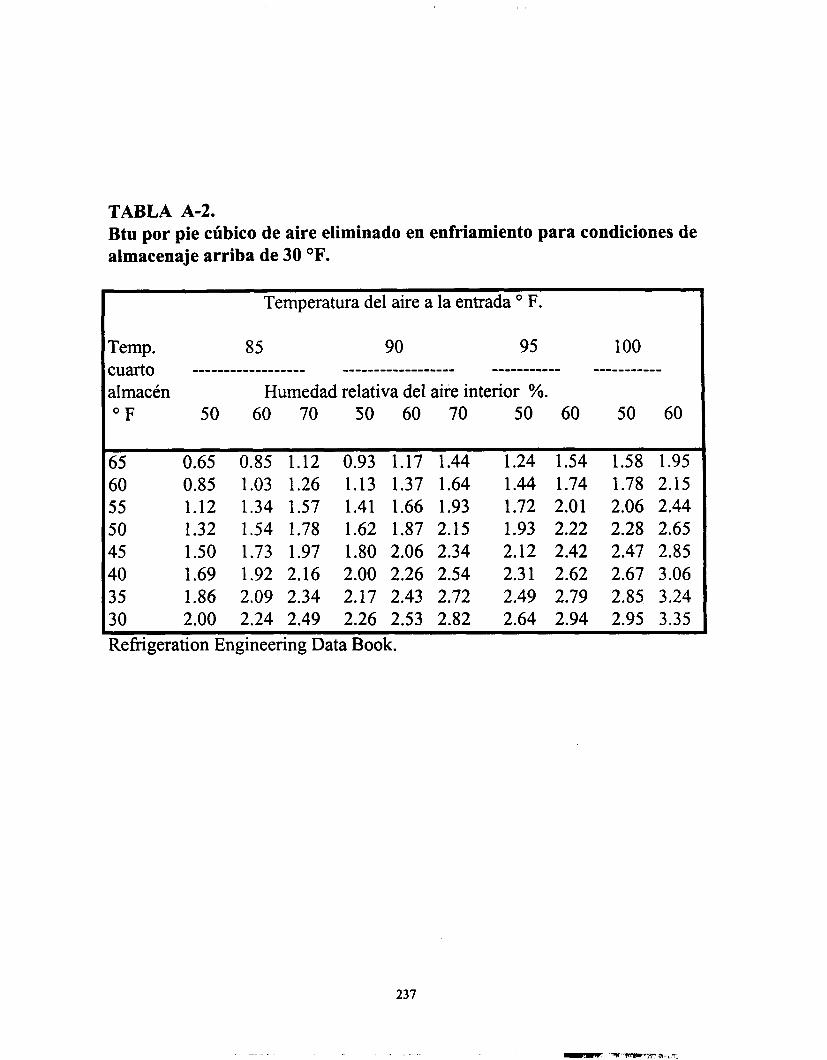
TABLA A-2. Btu por pie cúbico de aire eliminado en enfriamiento para condiciones de almacenaje arriba de 30 OF.
Temperatura del aire a la entrada O F.
Temp. 85 90 95 1 O0 cuarto almacén Humedad relativa del aire interior %. OF 50 60 70 50 60 70 50 60 50 60
""""""""" """"""""" """""_ """""_
65 0.65 0.85 1.12 0.93 1.17 1.44 1.24 1.54 1.58 1.95 60 0.85 1.03 1.26 1.13 1.37 1.64 1.44 1.74 1.78 2.15 55 1.12 1.34 1.57 1.41 1.66 1.93 1.72 2.01 2.06 2.44 50 1.32 1.54 1.78 1.62 1.87 2.15 1.93 2.22 2.28 2.65 45 1.50 1.73 1.97 1.80 2.06 2.34 2.12 2.42 2.47 2.85 40 1.69 1.92 2.16 2.00 2.26 2.54 2.31 2.62 2.67 3.06 35 1.86 2.09 2.34 2.17 2.43 2.72 2.49 2.79 2.85 3.24 30 2.00 2.24 2.49 2.26 2.53 2.82 2.64 2.94 2.95 3.35 Refi-igeration Engineering Data Book.
237
. ~ ..
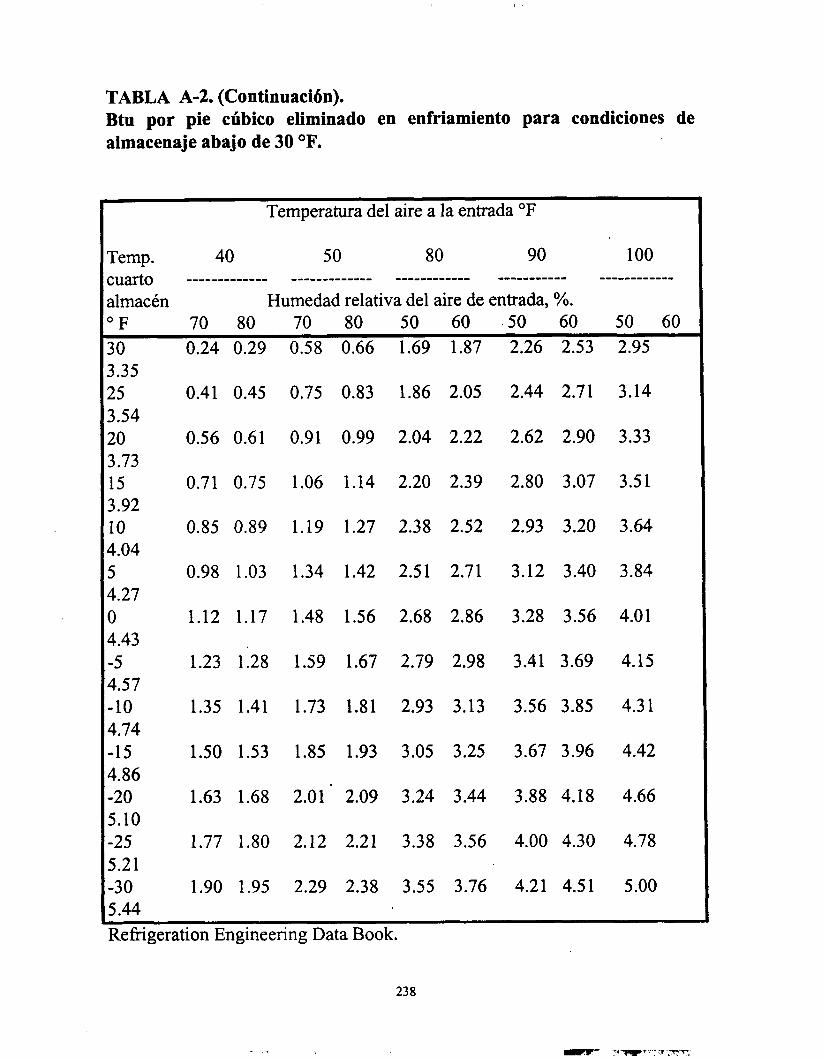
TABLA A-2. (Continuación). Btu por pie cúbico eliminado en enfriamiento para condiciones de almacenaje abajo de 30 OF.
Temperatura del aire a la entrada O F
30 3.35 25 3.54 20 3.73 15 3.92 10 4.04 5 4.27 O 4.43 -5 4.57 -10 4.74 -15 4.86 -20 5.10 -25 5.2 1 -3 O 5.44
Temp. 40 50 80 90 1 O0 cuarto """"""_ """"-"" """""" """""- """"""
almacén Humedad relativa del aire de entrada, %. O F 70 80 70 80 50 60 50 60 50 60
0.24 0.29 0.58 0.66 1.69 1.87 2.26 2.53 2.95
0.41 0.45 0.75 0.83 1.86 2.05 2.44 2.71 3.14
0.56 0.61 0.91 0.99 2.04 2.22 2.62 2.90 3.33
0.71 0.75 1.06 1.14 2.20 2.39 2.80 3.07 3.51
0.85 0.89 1.19 1.27 2.38 2.52 2.93 3.20 3.64
0.98 1.03 1.34 1.42 2.51 2.71 3.12 3.40 3.84
1.12 1.17 1.48 1.56 2.68 2.86 3.28 3.56 4.01
1.23 1.28 1.59 1.67 2.79 2.98 3.41 3.69 4.15
1.35 1.41 1.73 1.81 2.93 3.13 3.56 3.85 4.31
1.50 1.53 1.85 1.93 3.05 3.25 3.67 3.96 4.42
1.63 1.68 2.01 2.09 3.24 3.44 3.88 4.18 4.66
1.77 1.80 2.12 2.21 3.38 3.56 4.00 4.30 4.78
1.90 1.95 2.29 2.38 3.55 3.76 4.21 4.51 5.00
Refhgeration Engineering Data Book.
238

TABLA A-3. Cambios de aire promedio por 24 horas para cuartos de almacenaje arriba de 32 O F , debido a apertura de puertas. (No se aplica a cuartos que tienen ductos de ventilación o rejillas)
Volumen Cambios de Volumen Cambios de pies cúbicos. aire por pies cúbicos. aire por
24 hr. 24 hr. 250 38.0
5 O00 7.2 800 20.0 4 O00 8.2 600 23.0 3 O00 9.5 500 26.0 2 O00 12.0 400 29.5 1 500 14.0 300 34.5 1 O00 17.5
Volumen Cambios de Volumen Cambios de pies cúbicos. aire por pies cúbicos. aire por
24 hr. 24 hr. 6 O00 6.5
25 O00 3 .O 100 O00 1.4 20 O00 3.5 75 O00 1.6 15 O00 3.9 50 O00 2.0 10 O00 4.9 40 O00 2.3 8 O00 5.5 30 O00 2.7
Nota: Para cuartos de almacén con antesala, se reducen los cambios de aire a 50% de los valores dados en la tabla. Para uso de servicio pesado, agregar 50% a los valores dados en la tabla.
De ASHRAE Data Book.
239
". - - . -.

TABLA A-3 (Continuación). Cambios de aire promedio por 24 horas para cuartos de almacenaje abajo de 32 O F , debido a apertura de puertas. (No se aplica a cuartos que tienen ductos de ventilación o rejillas)
Volumen Cambios de pies cúbicos. aire por
24 hr. 250 29.0 300 26.2 400 22.5 500 20.0 600 18.0 800 15.3
Volumen Cambios de pies cúbicos. aire por
24 hr. 1 O00 1 500 2 O00 2 500 3 O00 4 O00
13.5 11.0 9.3 8.1 7.4 6.3
Volumen Cambios de pies cúbicos. aire por
5 O00 5.6 6 O00 5 .O 8 O00 4.3
10 O00 3.8 15 O00 3 .O 20 O00 2.6
24 hr.
Volumen Cambios de pies cúbicos. aire por
25 O00 2.3 30 O00 2.1 40 O00 1.8 50 O00 1.6 75 O00 1.3
100 O00 1.1
24 hr.
Nota: Para cuartos de almacén con antesala, se reducen los cambios de aire a 50% de los valores dados en la tabla. Para uso de servicio pesado, agregar 50% a los valores dados en la tabla. Para cuartos en plantas que tienen gavetas, doblar los valores dados en la tabla.
De ASHRAE Data Book.

TABLA A-4. Equivalentes de calor por personas dentro del espacio refrigerado.
Temperatura enfriador "F.
Calor equivalente / Persona Btu/hr.
50 40
720
1050 20 950 30 840
1400 - 10 1300 O 1200 10
De ASHRAE Data Book.
24 1

TABLA A-5. Propiedades de la naranja.
CONDICIONES DE DISEÑO DE LA CÁMARA:
Temperatura recomendada: 32 "F. Rango de temperatura permitido: 32 - 34 "F. Humedad relativa recomendada: 85 Yo. Rango de humedad relativa permitido: 85 - 90 %. Factor de rapidez de enhamiento: 0.7 Velocidad del aire promedio sobre la h t a : 2 Km/h. Velocidad del aire a la salida de los evaporadores: 12 m.
CARACTERÍSTICAS.
Calor específico: 0.90 Btu/lb "F. Temperatura estimada después de lavado y secado: 75 "F. Calor de respiración: 0.0 17 Btu/lb-h. Punto de congelación: 28 "F.

TABLA A-6. Propiedades de los materiales de construcción de la chmara.
Placa de Colled Rolled: Poliestireno expandido: Ladrillo Común: Loza de concreto:
k = 350 Btu-idA2 h "F. k = 0.22 Btu-in/A2 h "F. k = 5.0 Btu-idA2 h "F. k = 12 Btu-idftz h "F.
Piso con 4 pulgadas de corcho, sobre losa de 2 pulgadas con acabado de 2 pulgadas de concreto: U = 0.067 Btu-in/ft2 h "F.
Aire a 12 Kmk Aire tranquilo '
h = 4.00 Btu/A2 h "F. h = 1.65 Btu/ft2 h "F.
243

TABLA A-7. Condiciones de Álamo Veracruz.
Temperatura del Bulbo seco: 37 "C = 9 9 ° F .
Temperatura del Bulbo Húmedo: 27 "C = 81 "F.
Altitud: 14 metros.
Humedad relativa del aire: 47%.
Temperatura promedio del suelo a la sombra: 25 "C = 77 "F.
244
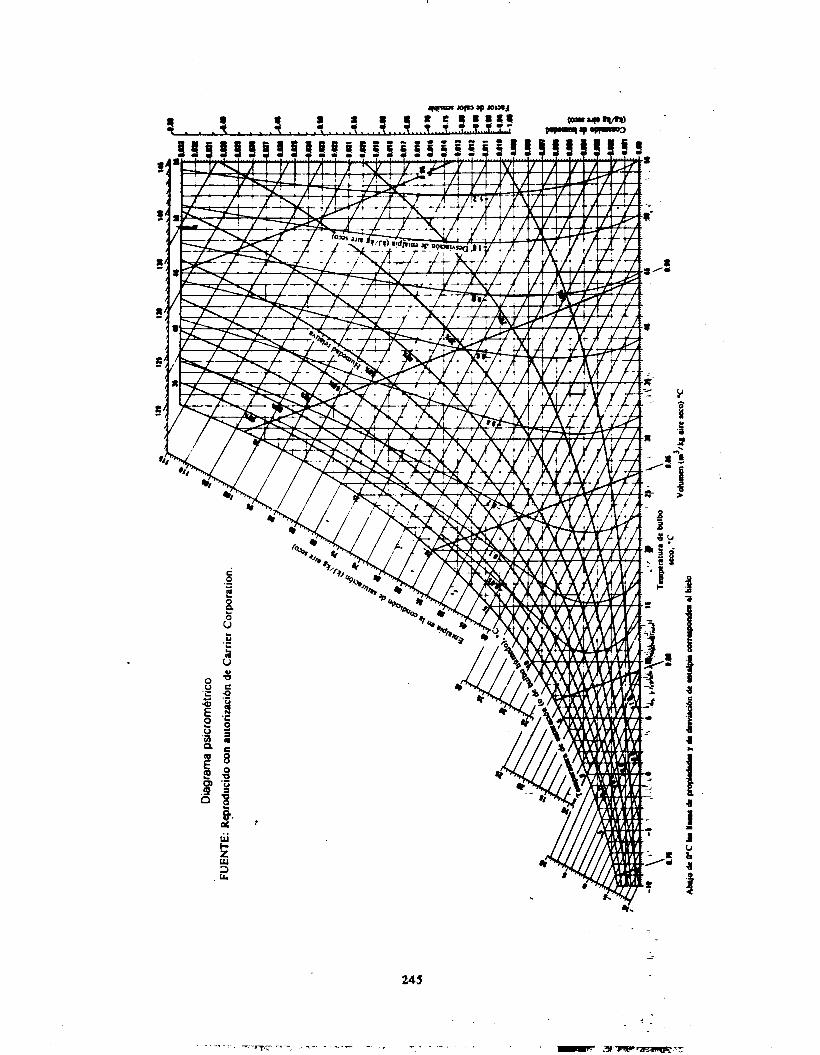
245
.. . . , . -,-, “. - ..”. ” , “ . . -
f . f

APÉNDICE B
CARACTERÍSTICAS DEL AMONIACO.
TABLA B-l. PROPIEDADES DEL AMONIACO.
Designación estándar del reíñgerante ASHRAE: 717. Nombre químico: Amoniaco. Fórmula química: NH, . Peso molecular: 17. Punto de ebullición: - 28.0 OF. Clasificación de seguridad ASAB9: Ligeramente inflamable.
TOXICIDAD LETAL O DAÑOS SERIOS:
Refrigerante en el aire.
Duración de la exposición: % por volumen de aire:
Inflamable o explosivo, límites de concentración en el aire:
'/z h. 0.5 - 0.6.
16.0 - 25.0 YO.
246
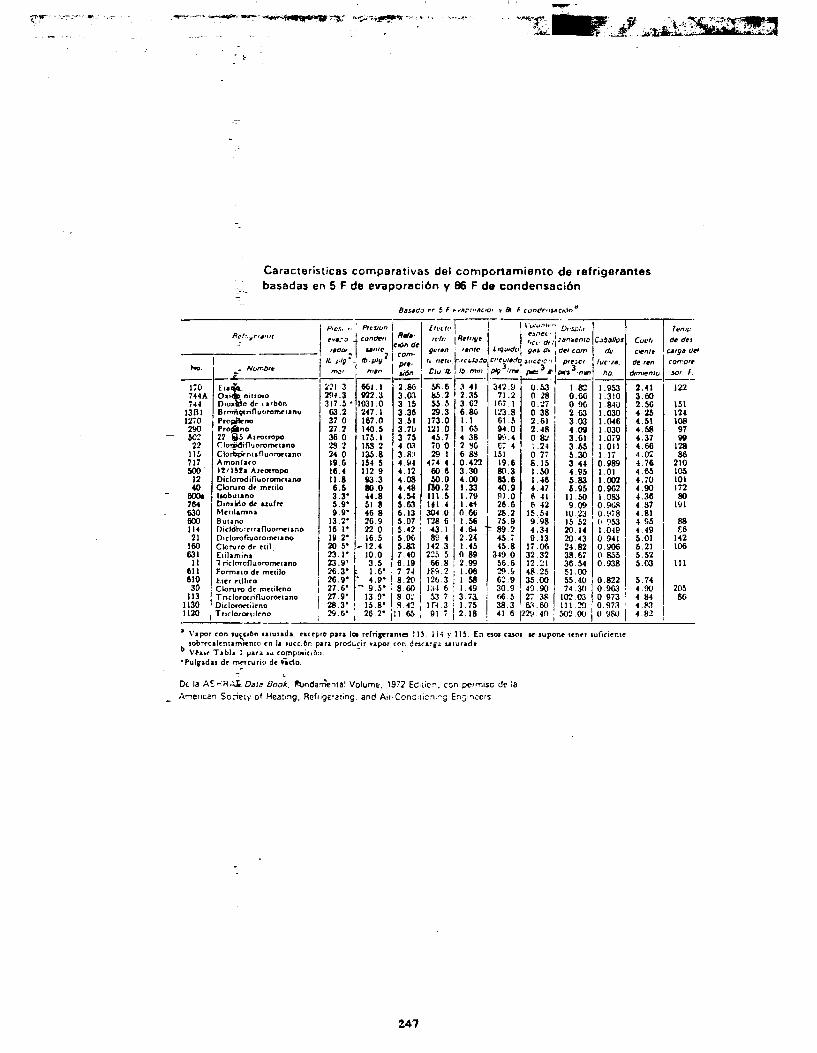
Caracteristicas comparativas del comportamiento de refrigerantes .... basadas en 5 F de evaparscith y F de condensaci6n -
- Rda- :dn 1 corn. ve. u&
2.w
3 .15 3 .36 3.51 3.7b 3 75 4 m
- 3 . m
3.8+* 4 . 9 4 4 . 1 2 4 .0s 4 .48 4.54 5.63 6.13
5.42 5 07
5.96 5.83
6 .19 7 .40
7.74 8.20 8 6 0 8. O" A 4? I 6 5
" "
I IC1 r< rrfrr
guan r. w r t
cru n
5 K 6 M 2 55 S
173.0 29.3
I21 o 45.7 i o .o 2 9 1
4 i4 4 6 0 6
m . 2 50.0
151 4 I l l . S
3M .O Pa 6 4 3 . 1 85.4
2-5 D
JF5 .? 66.8
126.3 lb4 6
5 3 . 7
91 .i
-
I!?.!
ir4 3
... " -
II -I-
I I I
o,.w:.,
IeI corn snkenrt
p m n r -3.". -
1 .E 0 . a O DG 2G3 3 0 3 4 .09
3 . 6 5 3.GI
3 .44 5.30
4.95 5.03
11.50 1.95
9 0 9 10.23
?o. 14 15 52
20.43 ?4.82
36.54 38.6;
51 .o0
74 .XI 55.10
l o ? 03 I l l ?o io2 .w
I -r
1 I
I -
ma nrm
6 6 1 . I 912 3 031 .o u 7 1 167.0 140.5 1;s. I 1.5s 2 135.8 154 5 112 9 9 3 . 3
44.8
46 8 51 . 8
26.9 220
- 12.4 16.5
10.0
-
80.0
- 744A 170
13RI 744
I Z O rx) 502
115 22
717 500
12
-800. 40
- 630 764
600 114 21
-
"
' I
P?I 3 294.3 317.5
37 o t3.2
27.2 360 29.2 24 O
16.4 I9.C
I I .8 6 . 5 3.3' 5 .9.
3.41
3.G? 2.3s
6 . W 1 . 1 1 6 5 4 . 3 8 2 YG
0.42l 6dJ
3 . 3 0 4.00 1.33 1.7'3
0.w 1 .*
4 . 6 4 I . 5 6
2.24 I .45 o 89 2.99 1 . o 6 1 5 8
3 . 7 3 I .49
2.18 I .75
-
542.9
167 I 71.2
1 9 .S G I .S 94 . O w . 4
151 c., 4
80 .3 19.6
(u .6 40.9 nl .o 26 6 26.2
89 .2 75 .9
4 5 . i
349 o 45.8
56.6
62 .9 3 . 5
30 .3 lX.5 38.3 41 6
1.953 2.41
1 . 8 U 2.5G 1.310 3 . W
1.030 4 25 l.M6 4.61 1.030 4 . S I.0iO 4.37 1.011 4 . 6 6 1.1; 4 . E 0.989 4 .76
Pr&m
;rg?*,almpo Clor@ifl~~oromrtano Clorhpintallunmtann Amonlaro IZtl52a A r c a m p o Diclomdafiuoromrtano Cbruro dr mrttlo Iwbutano
Mctllarnna
D!cloh:rrrafluornrtan Dtclorofluoromrtano Cloruro dr et11 Etilarnma 1 riclorofluoromtano Formato dc mrtilo ttrr rtlllro Clorum dc rnctilcno Tnclornnlluoractano 31clomcilrno rr>cloroctllcno
D ~ O . ~ O dr uurm
Bulapo
¡.O¡ 4.65 1 . 0 0 2 4.70 0.9G-2 4 . 9 0 1 . 3 s 4.36 0 . 9 G 4 S7 0.B;S 4.81 1) 153 4 95 1.049 4.49 o 041 5.01 0.906 1 5.21 O 655 5.52 0 .938 I 5.03
o
6 3 1
61 1 I 1
610
113 30
1 I30
1 6 0
1 I z o
0.8?2 I 5.74
o WJJ 1 4 .82
09G3. 4 w 0.973 ! 4 84 0.973 4 R?
247

-. "
. . . .
- "
I I
" .
Temp P 1
Prslbn Bn
Llqqdo h,
-68.5 "b7.5
-65 4 -b4.3
-63.3 -b.7.2 - 6 1 . 2
- 59. I - 60. I
- -e3 4
- 5 a . o -57 .O -55.9 -54.9 -53.8
- 5 2 . 8 -51 7 -5c 7 -4;.e -4e.e
- 46 =x -47.5
-4s,4 - 44 ;$ -43.3
.-42.2
- 4 0 . 1 -41 .-2
- 3 6 O -39.1
-37.0 - 3 5 . 0 -34.9 - 7 1 e - i2.s -? ! 1 - 3 0 7 - 2 9 6 -?8 6 -27.5
"2.3 5 -2s 4 - 2 4 4 -23 3
2 2 . 2
- 2 1 2
- 19 - 2 9 I 1
-13 o -17.0
a lb
\'lpa
4 570.5 570 7
571 .0 571.2
572.1
572. S 37:.9 573.4 S73 8 374 3
574.7 575.1
S76.0 575.6
570.5
570 9 577 3 377.8
S78. O S78.2
5?9.1 5i9, S 57V.Q 580.4 563 8
581 . 2 581 . o
S@?. 5 582.9
5 8 3 . 3 5 8 3 . H 5fU 2 SE; 6 5 6 5 . 0
5 8 5 . 5 :SS. F S86 3
557.1 53s 7
557 5 563 O
596. 6 565.4
580.2
SFC n 590 o 500 < S31 2 53c' F
S31 .I! s c ; . 1 591 4 S92 9 sv3 . 2
sn? . I
lb man
027.9 27.8 27.7 27 .7 21.3
*27.4 27.3 27.2 27.0 10.9
9 3 . 8 26.7 26.3
20.2
*26.1 26.0 25.8 25.6 25.3
'2s.) 25.1 24.9 24.7 24.5
-24.3 24.1 23.9 23.6 23 .4
w . 2 22.9 22.7 1: 4 22.2
021.9 21.6 21.3 21 .o 20.7
*2%4 20. I
10.3 18.9
ze.4
19.6
*1a.e 1 7 . e 1 8 . 2
17.4 l i . o
4 5 3 1 e. o1 46.03
:gc 4cSl zri 4 0
43.32 45.28 45.24 4s. 20 4S.16
43.12
t3:E 45.00 44.96
44.92
44.84 u. 88
44.76 44 .M)
44;n 44 XI8 44.64 44.00 44.56
44.S2
4 4 3 4 U:40
44+6 4 4 4
44.32 44.ZE 44 2 4 44.13 44.15
44.11 44 .O7 44.03 '43.99 43.95
123.14
20.5 90 214.23
197.70 lpo .os 18i.VO
le1 PB
175.42 168.48
1S5.92
150.30
139.27 134. O6 129.06
124.28 119.75
111.31 llS.37
107.39
103.63 99.87
92.86
144. 438
m.28
19.65
6 6 . 5 4 u .so 80.61 77.W 75.30
72.80
68.01 70.35
6 5 . i 5 b3.70
61.65 5v . M J
57.64 55.78 n . o 1 12.34
49.20 50.79
47.74 46.23
44.73 43.37
-0.1772 - . I744 - . C I 4
- . I055 - . I ~ M
- o . w e .- ,1507 - ,1568 - .is30
- I05 - l o 4
- 102 - I03
- 101
- 1 0 0 - 99 - 98 - 97 - 96 - Q5 - 94 - 93 - 92 - 91 -90 - 80 - 88 - 87 - ne - 85 - 84 - 63 - 82 - 81
- 80 - 1 9
- 77 - 78 - 76
- 74 - 75
- 72 - 73 - 71 - 70 - 09 - 65 - ti - 66 - 65 - 64
- e2 - a3
- GI
- 53 - 5 3
- 5: - 50
- 5 6
- 5:. I
1 .m 1 .O8 1.14 1.19
1.24 1 .2Q 1 . 3 5
1.47 1.41
1 .S9 1.52
1 .M 1.73 1.79
1.86
2.02 1 .94
1.18 1.11
2.27 2.30 2..+6 2.5s 2.6s
2.74 2.65 2.96 3.07 3 . 19
3.43 3.30
3.5b 3 60 3 . 6 2
3 . M
4.24 4.09
4.30 4.s
4.69
S 20 5.Cl
5 . 3 8
5 . 5 s
5.V) 5.74
b 33
4 . m
e
I .elf7
I .bo92
1 .COS5 I.CGl8 l. sos2 I ,594.2 I .591'1
I .S74 I . 5858 1.5603
1 .S314 I .575b
I . s e w I . so05
I . 5557 I 5 fdI
I ,5534
1.5531 1. .54un 1 .'S;bS
1.5460 I .S432
1.5335 I. 5363
l . 530.1 l . 5273 I 524:
I elzo
-0.W2O - .@90? - .o805
1 : % Z -0.07e4 - ,0757 - .0?30 - .m03 - .Qb76
- 0 . on..<: - .m:3 - .o503 - .M7G - .os43
- 0 O517 - ,14w - .o io; - . O i J b - .Qt12
T.
1 1
43.91 ! 45.83 4 3 . 8 7 ' 4 3 . 7 s 40.79 43 .7 - 4 39.30
I 42.05
4 . l . f O 36 3S . "
o 9: ' 43.511 , 3 5 . 0 5 -1.7 ?
3c.15 ~ -13 6
7.43 i I4 8 1 43,s 34.oe -11.7
4 ) A b ~ 3 7 . 2 4 -1: 7.20 I l S . 3
15.7 43 .b2
- o . a m - [Ut0 - 0314
,0307 .OZbl !
248
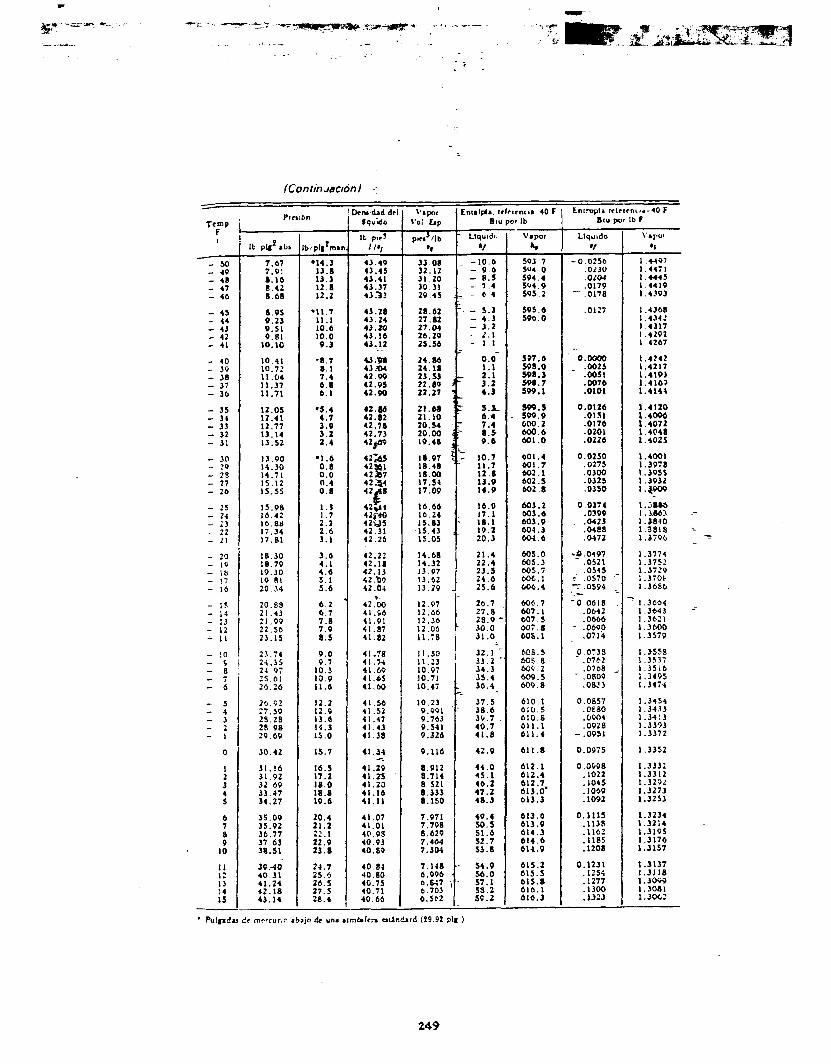
, / /
U
IConrtnJacronl --
Temp F 1
- so - 49 - 4 8 - 47 - 4 3
- 45 - 44 - 43 - 42 - 41
- 4 0 - 30 - 38 - 37 - 34
- 35 - 34 - 33 - 32 - 31
- 10
- 2 3 - ?O
- 26 - 27
- ? S - 24 - i3 - 22 - 2 1
- 20 - 10 - 18 - ! 7 - l b
- 1s - 14
- 12 - i 3
- 1 1
- !O - 0 - 8 - 7 - 6
- 5 - 4 - 3 - 2 - 1
O
1
3 2
4 5
e 7 8 9
I O
I1 1: I 3 :: I
lb p l g ' r h
7 - 0 7
8.1e 7.91
8 . 4 2 8.38
8.95
9 . 5 1 9.23
IO. IO 9.81
10.41 10.72 1 1 .O4 11.17 11.71
12 .05 12.41 12.77 13.14 13.52
13.00 14.10 14.71 15 .12 1 5 . 5 5
15.98 16.42 1 3 . 8 0 17.14 17.81
18.30 18.79 19.30
2 0 . 3 4 I9 81
20.89
21.99 21.43
22 .53 23.15
2 3 . 7 4 2-1.35 2 4 . 9 7
2 6 . 2 6 25.31
25.92 2:. 50 2 9 . 2 8
29.39 2R 9 8
30 .42
31 .16 3 1 . 9 2
33 .47 32 69
34.27
3S .09 35.92 36.77 37.63 38.S1
3 9 . 4 0 40 .31 41.24 42 .18 43 .14
'14.3 13.8 13.3 12.8 12.2
*11 .7 1 1 . 1
10.0 9.3
-0 .7 8.1 7 .4
o. I
'5.4 4.7 3.9 3.2 2.4
10.6
6.8
= I .e 0 . 8 0.0
0 . 8 0 . 4
1 . 3
2 .2 I .'I 2 . 6 3 .1
3.e
4 . e
5.6
4.1
s . 1
6.2 6 . 7 7 . 8 7 .9 8.5
9.0 9 .7
10.3 10.9 11.0
12.2 12.9
1 5 . 0 14.3
15.7
l3.e
1a.s 17.2 18.0 18.8 19.6
20 .4 21 .2 22.1 22.9 2 3 . 8
2 5 . 4 24.7
27.5 23. 5
28.4
I te, P l 4
43.49
45.41 43.45
43.37 43 . a ?
43.24 43 .28
4 3 . m
U , 1 2
U ;PI 43 M 42 .o9 42.95 42.W
42.W 42.12 42.78
4 3 . l e ..
v 4 2-& ::%: 42 3 4
4 z P 4 2 g I 12-40 42&5 42 .31 42 .26
42.22
42.13 42.18
42 .b9 42.64
42 .00 41 .O6
41.07 41 .91
4 1 . 8 1
4 I -76
4l.bV 41.-X
4 1 . 4 s 41.*
41 .53 4 1 .5Z 41.47 4 1 . 4 3 4 1 . 3 8
41 . i 4
41.23 4 l . n 41 .20
41.11
41.07 41.01
4 0 . 9 3 4@. 9s
40 . S9
40 04 40 .80 40.75 40.71 40 .33
v
H.
41 . l e
5'01 t p \ ' 8 p f
plrs'/lb 'r
33.08
31.20 32 .12
30.31 29.45
2 8 . e ~
26.29 25. se 27.04 27.82
2 4 . M 24.18 23.53 22.80 22.27
21 .M 21.10 20.54 20.00 19.48
18.97 18 .48 18.00 17.S4 17 .O9
1e.ee 16.24 1S.83 15.43 15.05
14.38 14.32 1 3 . 9 7
13.29 13.32
12.97 12.66 12.36 12 .06 1 1 .:S
I I .so 11.23 10.97 10.71 10.47
10 .23 9.001 9.763
9.326 9.541
8.912 8.714 8 521 8.333 8.150
7.971 7 .798 8.629 7.464 7.304
7.148 6 .906 0 . C 7 0.703 e.sc2
- Llquldc,
L__
hJ
. -1o.e - 9.e - 8 . 5
. - 7 . 4 - - 6 4
- - 5.3
- 3 . 2 - 4 . 3
. 1.1 - 1 . 1
0.0
r 2.1 1 . 1
3 . 2 4.3
: s.1 . 7 . 4 - 8.5
- ~
e.4
9.6
- 10.7 1 1 .7 12.8 13.9 14 .9
16.0 17.1 18.1 19.2 20 .3
21 .4 22.4 23.S 24 . 6 2 5 . 6
2b.7 2 i . 8 28.9. 30.0 31 .O-
32.1
3 4 . 3 3 3 . 2
3 6 . 4 3 5 . 4
3 8 . 6 3 7 . 5
30.7 40.7 4 1 . 8
42 .9
44 . O 4 5 . 1
47 .2 48.3
4 e . z
4v.4 S0.5 S 1 .6 5 2 . 7 S3.8
$6.0 54 .9
57 . 1 53.2 5C.Z
S04 .O SOJ . 7
5 9 4 . 4 504 .9 S95. 2
595. b 590. o
597.6 598.0 S 8 . 3
599.1
$99.5 5 9 9 . 9 600 .2 000.6 6 0 1 .o 0 0 1 . 4 601.7 0 0 2 . 1 6 0 2 . 5 002.8
603 .I 003.6 eo3 .9 604.3
s a . 7
oo1.e 60s.o eoS.3 605. i 30G.l Go0.4
eo$. 7 b o l . 1 307 . 5 607.8 60s. 1
60s. 5 f f i S . 8 M)< . 2 604.5 609.8
610.1 6 : O . S 3 1 0 , s
011.4 611 .1
611.8
6 1 2 . 1
612.7
013.3
6 1 3 . 6 613 . 9 314.3
0 1 4 . 9
0 1 s . 2 015 .5 0 1 5 . 8 316.1
612.4
~13.0'
6 1 4 . 6
o l e . 3
O.Do00 . .o025
.o051
.DO76
.o101
0.0126 .o151
.o201
. o 1 7 6
.o226
O . 0250 . O275 . o300 .o325 .COSO
O 0371 .O399 .o423
. M 7 2
. o m
- 3 . 0 4 9 7 .O52 1 , 0 5 4 s -
.: .O570 ..- ,0594 ..
- 0 . 0 6 1 8 .O642
- .ObQC¡ .O663
.O714
'. c
I O 0739 .07C2 ,0768
- ,0809 .O823
O. 0857 . OS80 .o904
- .09s1 .O928
O . 0 9 7 s
O , 0 0 9 8 ,1022
. IO69
. l o 4 5
. l o 9 2
0.1115 .1138 . l I32 .118S . n o 8
0.1231 .lZSC .1277 .1300 . lJ2J
1.4308 I .434? I 4317 1 .4292 1 42b7
1.4242 L.4217 1.419) 1 , 4 1 3 9 1.4144
1 . 4 W 1 . 4 1 2 0
1 .4072 1 . 4 @ 4 8 1 .4025
1 . S i 7 4 1.3752 1 .3729 I .370& 1 .3656
I .3304 -
1.3643 =. 1.3621 1.3600 1 .3570
1 .3559 1 .3537 1 . 3 5 i b 1 .3495 l . 3474
1.3454 1.34.33 1 .34!3 1.33'73 I . I 3 7 2
1 .3352
1 .3332 1.3312
1.3234 1 . 3 2 1 4 1.3195
1.3157 1 .3173
1.3137
1 .3W9 1 . 3 1 1 8
l . I081 1.3062
" I.
249
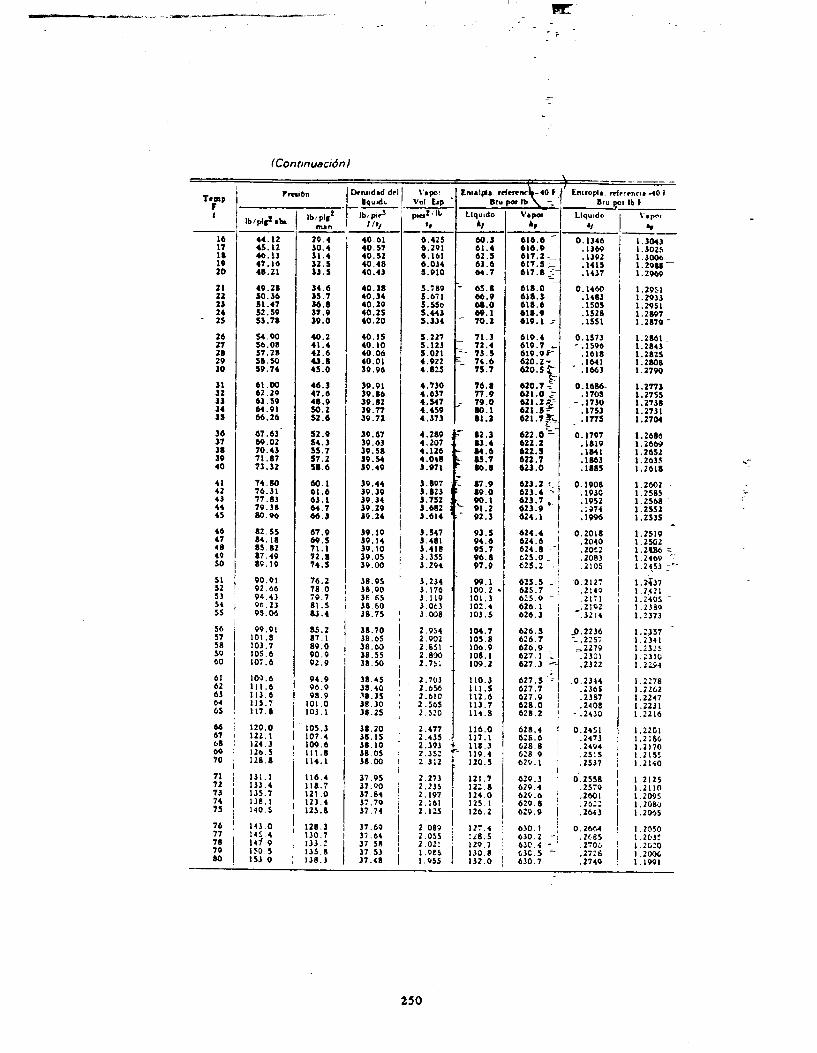
(Conttnuecionl
krutdad de Iqudr .
IbipS I /#,
"
40.61 40. S7
40.48 40.S2
40.43
40.38 40.34 40.29 40.25 40.20
40. IS 40.10 40. O6 40.01 39.96
39.91
39.82 39.86
39.72
39.67 39.63 39.58 39.54 3v. 49
39.44 39.39 39.34
39.24 39.29
39.19 39.14 39.10 39.05 39.00
38.95 18.90 36 RS 38.60 38.75
38.10 38. b5 38.60 3 8 . S S 3b.SO
38.45 38.40 W.3)
38.25 3 8 . 3 0
38.20 38.1s
38 os 38.10
38.00
39.77
Ttmp F 1
l b 17 18
20 19
21 22 23 24 - 2s 26 27 28 29 30
31 32 33 34 IS
36 37 38 39 40
41 42 43 44 4s
47 46
4 8 49 so
S1
S 3 S2
l- -I-
- I -,-
lb, PI#* m8 n
2 Q . 4 50.4 31.4 32.5 13.5
34.6 3s .'I M.8 37.9 19.0
1 0 . 2 41.4 42.6 43.8 45.0
46.3 47.6 48.9 SO.2 52.6
52.9
51.7 s I . 3
57.2 58.6
60.1 01.6 63.1 64 .'I 66.3
67.9 69.S 71.1
14.S 72.8
76.2
t 9 . 7 81 . S 83.4
85.2 87.1 89 .0 9 0 . 9 92.9
94 .o 96.9
101 .o 9 8 . 9
103.1
10S.3 107.4 109.6 111.8 114.1
116.4 118.7 121 .o 123.4 12S.8
p . 0
V I p " 4
1 .)DI3 l . 302s 1 . 3 m I .29M 1.2wQ
" -I- -I 44.12 4 5 , l I 46. 13 47.16 48.21
49.28 50.36 51.47 St, S9 S3.78
51.90 56.08 S7.28
S9,74 58 .M
61 .O0 62.20 63. S9 64.01 66.26
b7.63.
70.43 w.02
71.87 73.32
14 .80 76.11 77.83 70.38 8 0 . 9 6
82. S S 84.18 85.82 87.49 89.19
90.91 92.66 94.43 90.13 9s.w
99.91 101.8 101.7
107.6 105.6
1W.6 111.6 113.6 111.7 117.8
120.0 121.1 124.3
128.8 120,s
131.1 131.4 13S.7 138.1 1 4 0 , s
6.42s 60.1 6.2V1 61.4 6.1bl 62.S 6.034 63.6 5.910 04.7
5.789
69.1 s.443 5. SS0
66.9 5.671 - es.8
68.0
I.334 " 70.2
S . 227 71.3 5.123 72.4
4.922 =- 76.6 1.021 3- 73.5 4.825 75.7
4.730 4. 637 77.9
76.8
4.547 = 79.0 4.459 4.373
80. I 81.2
O. 1346
617.5 .141S .1392
617.8 g- .1437 - - 618.0 618.S 618.6
O. 1460 .I483 .15os .1528 .IS51
1.2951 1 .ZO33 1 .m51 l. 2897 1.287Q -
l . 2843 1.2861.
l . 282s 1.2808 1 . 2 7 w
1.2773 l. 2755 1.2738 1.2731 1 .27w
618.9 61P.l 7
619.4 1 0.1S73 619.7 - --. 1596 b l 9 . 9 f .lb18 620.2-- , .lb41 620.3 B .lb63
_ I
82.3 u . 4
- 84.6 - 8S.7
Bb.8
- 87.9 IV.0 90.1 91.2 - 92.3
93.5 94 .6 9s.7 Pb. 8 97.v
99.1 100.2 101.3 102.4 101.5
104.7 105.8 106.9 108. I 109.2
110.3 l l l . s 112.6 113.7 114.9
116.0 117.1 118.3 119.4 120 .5
121 .7 122.8 124.0 125.1 126.2
622.O"l 0.1797 4.289
4.126 4.207
4.048 3.971
3 . 897 3.823 3 .7S2 3.682 3.614
3. S47 3.481 3.418 3 , SS5 3.294
3.234 3.176 3.119 3 . 063 1 . w a
2.954 2.902 2.651 2.890 2.75;
2.703
2.610 2.6%
2 .565 2 .520
2.477
2.393 2.43s
2.1s: 2.3:2
2.273 2.235 2. I97 2.1bl 1.12s
2 O89
2 .021 2 . 0 5 5
I .95s 1 .Oeb
1.2606
1.2652 l . 26W
1.263s 1.2618
1.2602
1 .ZSb8 1.2585
1 .2ss2 1 .2S3S
1.2519 -
l . 2SG2 1 . 2 m =- 1.240V ;: 1.2?53 1
1 . ZzJ7 1.2421
622.2 1 .¡819 1 .1W3 622 .I 623 .O .I885
. l m l
.1952 . ; 374 624.1
624.4 1 0.2018 624.6 .2040 624.8 - 1 .20e2
625.2 e2s .o .2OR3
- ! .2105
i
I
I i !
S4 55 '
i
j
I ! 1
I i I I I
626.j
626.S 626.7 626.9 . 627. I 1 627.3 c
627.) 627.7 6 2 i .9 628. O 628.2
628.4 628.6 628. 8 628.9 62V. 1
S6
58 S7
60 S9
61 62 63 64 6S
66
O 8 67
bo 70
72 71
73 74 7 s
76 77
9.2236 --.2:57
l . 2357
,2179 1.2341 1.2325
-2322 .33Cl
l . 2 3 4 1 .:310
-0.2344 I 1.2276 .¡36S I 1.2262 .2387 I 1.2247 .2408
- .2430 I 1.2216 1.2231 I
0.2451 1 1.ZtOl .2473 1.2666 ,2494 ' 1.2170 .2s : s 1 1.2155 .2s37 i 1.1150
I
629.3 ' 0.2S58 ' 1.2125 629.4 .2579 1 . 2 1 1 0 62Q.6 ' .2601 1.2095 629.8 ' 629.9 I .2G3
.202: 1 1.1065 1.2m5
I I 37.9s 37.00 37.84 ! 37.79 i
3 7 . 6 4
17.S3 ' 37 50 ! 37.48 I
I 127.4 ! 030.1 j 0.2064 1 1.2n50
129.7 , 632.4 - l . 2031 .270& 1 ,2620
130.8 Q1C.S .27:6 132.0 j 630.7
1.2006 ,2740 1 1 . l W I
: i 8 . s : 630.2 '-! .2tas
-
145 4 I 128.3
14f 9 130.7 1 3 3 . 2
I50 5 ! 135.1
143 O
IS3 o I 1 3 8 . 3
250

" - T r m v P 1
81 82 83 84 IS
87 88 8V 90
91
93 92
04 95
96 97 98 99 - 100
101 101
104 I o3
10s
106 1 o: 1 O8 1 09 110
112 I l l
113 114 115
86
110 11. I le I I O 120
15S.6 158.3 161 .o 1u.6 lbb.4
160.2 172.0 174 8 177.7 1 6 0 b
18J.b
IW b 18b.b
195.0
102.1 198.9
205.3 208 6 2 l I . P
113 1 118.6
1 2 4 4 2:a .9
l J ? . 5 IJb o 2JV.7 14) 3 247.0
2 5 - e 2's 4 J I 4 . 5
Zr2.z t (d ?
272 1 2:4 I 1 7 9 1
.be 4
101.7
zaa o
t u 3
!
.- I a d .u P. - 140.0 145 6 14b 3 I49 o 1S1.7
154.5 lS7.3 lb0 1 lb3 O lb>.P
168.9 171.9 174.9 178.0 181.1
184.2 187.4 190 6 lV3 .9 197.1
loo. 5 20J.9
210.7 207.3
214.1
217.8 221.1 215.0
2 3 2 . 3 22.3.6
'
i- I "
"
Drwdmd dt
3- lquadn
1 /VI
37.43 37.37
37.26 37.21
37.16 37.11 37.05 37 .o0 36.9s
36.89 16.64 34.78 36.73 36.67
36.62 36. S6 36.11 36.45 36.20
36.34
36.23 36.29
36.12
36.06 36.01 3s.95 35.90
37.32
3a.18
35'84
3S.78
35-67 3s .?Z
35.01 35.55
35.40 35.43
3S.32 35.38
35.26
1 o/ L , I
Vapor
pm'llb '* I .P23 I .E92 1 .E41 I .a31 1.601
1 .772 I .7+4 1.716 1.688 1 .MI 1.635 1 .m 1 .SM I .SS9 I .S34 1.510 I .487 1.464 1.441 1.419
1 .S97 1.375 1.3W 1.334 1.313
1.293 l. 274 1.254 1 . i 3 5 1.217
- l. 180 1.198
1.143 - l . 145 17328
1.112 1.095 1 .O79 1 .O63 1 .M7 I 1.032 ' 180.2
- 1.017 181.4 1.002 182.6 O.VB7 , 183.9 0.V73 , 185.1
BII "
Uqutdo Al
113.1 134.3 lJ5.4 136.6 137.8
138.9
141.2 140.1
142.4 143 .S 144.7 14S.8 147.0 148.2 149.4
1so.s 151 .7 lS2.V 1S4.0 15s.z
193.4 157.6 138.7 1so.v 161.1
162.3
164.6 161.8 167 .O
168.2
170.6 171.8 173.0
171.2 17S.4
177.8 179.0
-
163 .S
1ev.4
176.6
QI lb
V I O1
f, 630.8 631 .o 631.1 631 .S 631.4
631.1 631 .7 631 .I 631.9 632 .O
632.1
632.3 632.3
632.5 632.6
632 .6 632.8 632 .9 632.P 013.0
633.1
633.3 633.2
633.4 633.4
633.S 633.6 633. 6 633.7 633.7
633.8 633 .8 633.9 633.9 633.9
634 .O 634.0 634 .O 634 .O 634.0
634.0 634.0 b34.0 634 .O 634.0
Uquldo or
0.2769 J7V1 .tal2 .2833 .285(
0.2875 .m95 .2917 .2937 .2958
O. 2979 .sow .302 1 .)O41 .m62
0.3083 .31M .312S Jl4S .llb6
0.3187 .3207 .3228 .3248 .12b9
O. 3289 .33 10 . U 3 0 .SS1 .3372
o .J392 .S413 .3433 .3453 .M14
o. 3495 .3S15 .SS15
.1576
0.3S97 .)big
.36S9
.3679
. 3ssa
.3eu
V.por 'e
1.1976 = I. 1962 1.1947 l. IO33 1.1918 f
I.l#wb KZ E 1.1- -- 1.1846 = P l.1832+L 1.1818: - 1.Irn'" l. I789 l. 177s l. 1761
1.1733, I. 1747 1.1719 l. 170s ,. 1.1691 I. 1677 1.1663 I .I649 1.1011 - 1.1621-_ l. lb07 l. 1S93 1.lJdo - 1.1% - l.lSS2 1.1S38 l. 1524 1.1510 l. 1497 1 1 4 6 - 1:1* 1.1455.f 1.1441 1.1427
1.1414 1.1404 1.1386
1.13% 1.13~1
23 1

TABLA B-2. (CONTINUACIóN) AMONIACO SOBRECALENTADO.
200 (Tsat = 96.3 OF)
1 O0 125 150 175 200 225 250 275 300
225 (T = 103.9 OF)
125 150 175 200 225 250 275 300
1.5191 1.6338 1.7400 l . 8404 1.9369 2.0302 2.1213 2.2 106 2.2987
1.4257 1 S243 1.6166 1.7049 1.7898 1.8723 1.953 1 2.0324
579.87 594.5 1 607.94 620.62 632.82 644.73 656.48 668.16 679.83
591.19 605.26 618.38 630.90 643 .O5 654.99 666.82 678.62
636.09 654.97 672.34 688.73 704.50 7 19.86 734.98 749.97 764.9 1
650.55 668.73 685.69 70 1.89 7 17.57 732.95 748.14 763.24
1.1822 1.2153 1.2443 1.2707 1.295 1 1.3 179 1.3396 1.3 604 1.3804
l . 1956 1.226 1 1.2533 1.2784 1.3017 1.3238 1.3448 1.3650
252
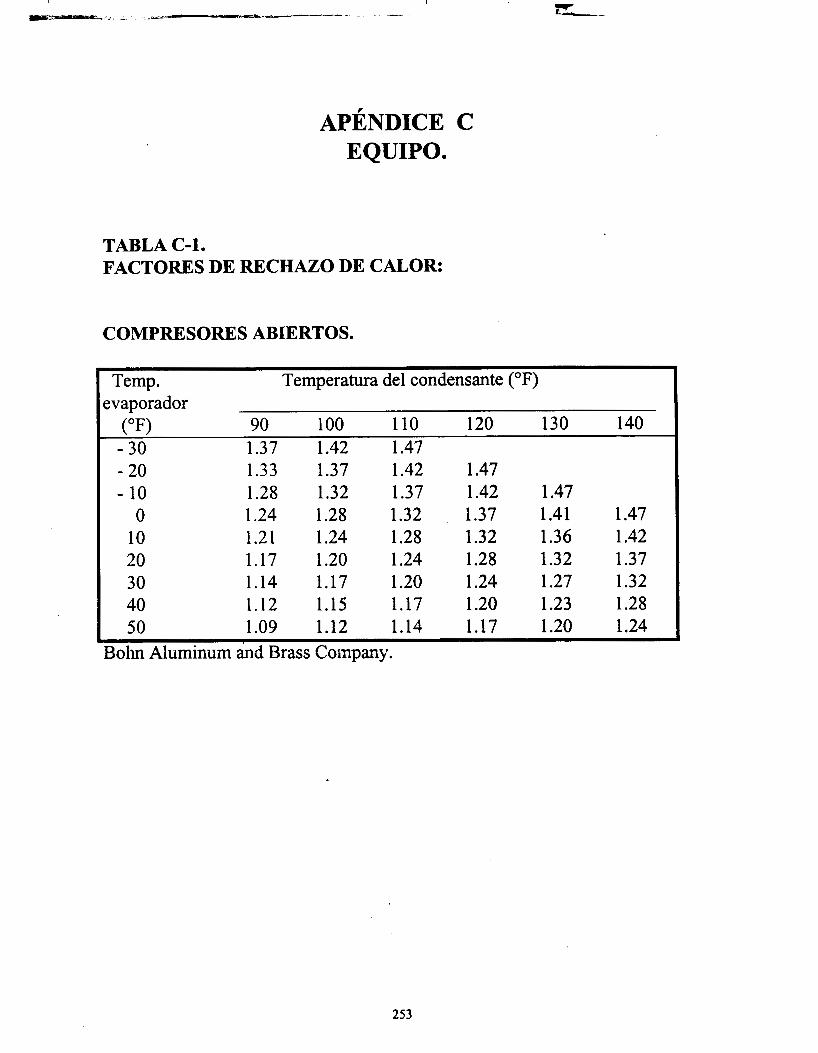
APÉNDICE c EQUIPO.
TABLA C-l. FACTORES DE RECHAZO DE CALOR:
COMPRESORES ABIERTOS.
I Temp. Temperatura del condensante (OF) evaporador
( O F ) 90 1 O0 110 120 130 140 - 30 1.37 1.42 1.47 - 20 1.33 1.37 1.42 1.47 - 10 1.28 1.32 1.37 1.42 1.47
O 1.24 1.28 1.32 1.37 1.41 1.47 10 1.21 1.24 1.28 1.32 1.36 1.42 20 1.17 1.20 1.24 1.28 1.32 1.37 30 1.14 1.17 1.20 1.24 1.27 1.32 40 1.12 1.15 1.17 1.20 1.23 1.28 50 1 .O9 1.12 1.14 1.17 1.20 1.24
~~ ~~~ ~
Bolm Aluminum ind Brass Company.
253

TABLA c-I. (CONTINUACI~N).
COMPRESORES HERMÉTICOS DE ENFRIAMIENTO EN LA SUCCI~N.
Temp. Temperatura del condensante ("F) :vaporador
(OF) 90 1 O0 110 120 130 140 - 40 1.66 1.73 1.80 2.00 - 30 1.57 1.62 1.68 1.80 - 20 1.49 1.53 1 S 8 1.65 - 10 1.42 1.46 1 s o 1.57 1.64
O 1.36 1.40 1.44 1 s o 1.56 1.62 5 1.33 1.37 1.41 1.46 1.52 1 .59
10 1.31 1.34 1.38 1.43 1.49 1.55 15 1.28 1.32 1.35 1.40 1.46 1.52 20 1.26 1.29 1.33 1.37 1.43 1.49 25 1.24 1.27 1.31 1.35 1.40 1.45 30 1.22 1.25 1.28 1.32 1.37 1.42 40 1.18 1.21 1.24 1.27 1.31 1.35 50 1.14 1.17 1.20 1.23 1.26 1.29
Bohn Aluminum and Brass.
254

TABLA C-2.
DISEÑO DE EVAPORADOR CON DIFERENCIA DE TEMPERATURA @T).
Humedad Diseño DT OF Relativa, Convección Convección
95 - 91 12 - 14 8 - 10 % Natural Forzada
90 - 86 85 - 81 80 - 76 75 - 70
14 - 16 16 - 18 18 - 20 20 - 22
10 - 12 12 - 14 14- 16 16 - 18
255
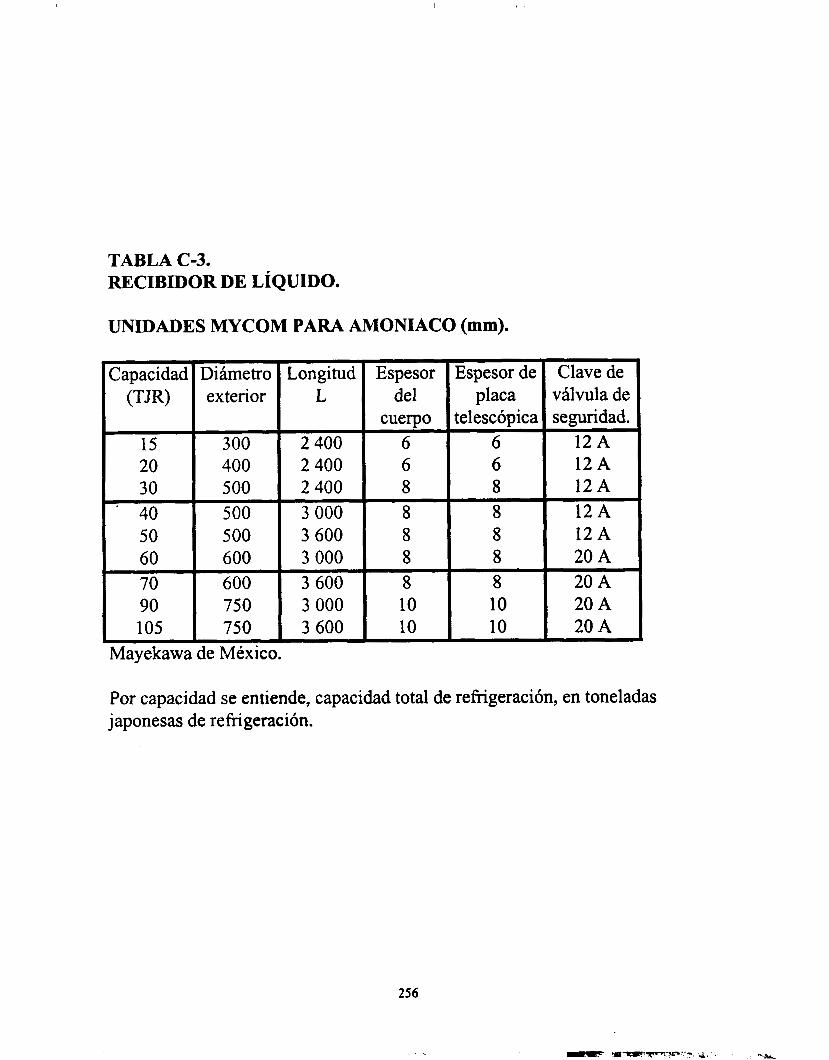
TABLA C-3. RECIBIDOR DE LÍQUIDO.
UNIDADES MYCOM PARA AMONIACO (mm).
Capacidad placa del L exterior (TJR)
Espesor de Espesor Longitud Diámetro
cuerpo telescópica 15 300
8 8 2 400 500 30 6 6 2 400 400 20 6 6 2 400
. 40 500 3 O00 8 8 50 500 3 600
10 10 3 600 750 105 10 10 3 O00 750 90 8 8 3 600 600 70 8 8 3 O00 600 60 8 8
7
Mayekawa de México.
Clave de válvula de seguridad.
12 A 12 A 12 A 12 A 12 A 20 A 20 A 20 A 20 A
Por capacidad se entiende, capacidad total de refrigeración, en toneladas japonesas de refngeración.
256
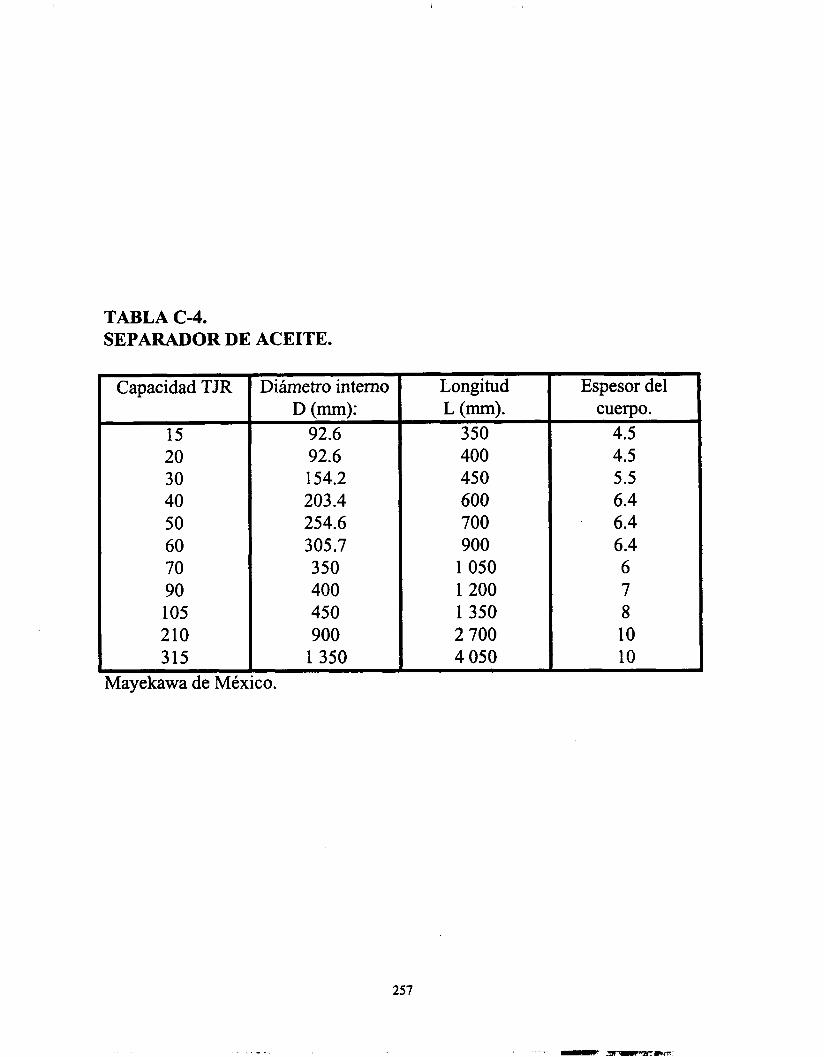
TABLA C-4. SEPARADOR DE ACEITE.
~ _ _ _ _
Capacidad TJR
15 20 30 40 50 60 70 90 105 210 315
Mayekawa de Mér
Diámetro interno D (m):
92.6 92.6 154.2 203.4 254.6 305.7 350 400 450 900 1 350
:O.
Longitud L (m).
350 400 450 600 700 900
1 O50 1 200 1 350 2 700 4 O50
Espesor del cuerpo.
4.5 4.5 5.5 6.4 6.4 6.4 6 7 8 10 10
257

I
BIBLIOGRAF~.
- A. Madrid Vicente. W R V O CURSO DE INGRNIEKíA DEL F& Colegio oficial de ingenieros agrónomos de Murcia. 1970.
I , - Alarcon Cretus J. TRATADO PRACTICO DE REFRIGERACION AUTOdTICA. Editorial Marcombo, Barcelona. 1984.
I - Baca Urbina Gabriel. F,VAT,UACION DE PROYFCTOS, Editorial Mc Graw Hill. 1993.
I I - Burghardt David. JNGF- TEBb.IODINAMEA Editorial Harla. 1984.
, - Carbajal Moreno R. W , N T A C J O N DEI, FUTURO. UNAM 1985.
- CIESTAAM. NARANJATRISTE. Centro de investigaciones económicas, sociales, tecnológicas de la agroindustria y de la agricultura mundial. 1994.
- Dossat J. Roy. PRINCIPIosDEREFRTGERACI&& Cía. Editoriai Continental.
I - Edward G. Pita. EBINCIPIOS Y SISTEMAS DE R,EFRICJF.RACION. Editorial Limusa. 1988.
I , - Eugene L. Grant. ERINCIPIOS DE INGF&lJE€UA ECQNOMICA, Cía. Editorial continental, México 1995.
- Fisher Patty. VAT.OR NI JTRTTIVO DE J.OS ALIMENTOS, Editorial Limusa 1987.
- J. Fred Weston. Eugene F. Brigham. F U N D A " I
ADMnVrsTRACION FINANCIEU Editorial Mc Graw Hill. 1990.
- Kenneth Wark JR. TF.RMODINÁMLCA. Editorial Mc Graw Hill. 1990.
25 8
, - Lemus Fuentes Enrique. EJ, PAPEL DE J,A REFRIGERACION EN JJA CADENA DEL F& Curso. Enero de 1996. ASEBI.
- Martinez Feber José. CULTIVO DF.Tz NARANJO, J JMONF.RO Y OTROS AGRIOS. Editorial Síntesis S.A. Barcelona. 1990.
, I - Nassir Sapag Chain. PREPARACIDN Y EVALUACION DE PROYECTOS. Editorial Mc. Graw Hill. 1987.
- O. B. Goldmann. F , N m G , Editorial Wiley & Sons Inc. 1970.
I - p. J. Ropin. -ONES FRIGORIFIC& Morcombo editores. 1988.
- Welty R. James. Flrr\glrqMENTOS DE TRANSFW,NCIA DE MOMENTO. CALOR Y MASA. Editorial Limusa. 1993.
# I - Zbigniew Grudo. ECNOLOGTA DE J8A CONGFLACION DE JAOS ALIMENTOS. Editorial. Acribia S.A. 1975.