tesis completa nov_15_2000.pdf
TRANSCRIPT


Agradecimientos
Quisiera expresar mi agradecimiento a quien fue mi maestro en el tema de la Dinámica de
Sistemas, el Dr. Juan Martín García, del Departamento de Organización de Empresas,
Universitat Politécnica de Catalunya, Barcelona, España. Juan Martín siempre fue un
maestro paciente y siempre me sorprendía la rapidez con que contestaba mis preguntas e
inquietudes.
También deseo expresar mi agradecimiento a la compañía ProcessModel quienes me
proporcionaron la versión de evaluación que use para la presente tesis. Específicamente,
quiero agradecer a Dan Payton, Vicepresidente de Desarrollo de Negocios Internacionales,
y también a Scott, quien es una de las personas que ayudo a desarrollar la tecnología del
ProcessModel.
Mi agradecimiento igualmente a mi asesor, el Lic. Clodoaldo Rodríguez por sus
sugerencias, así como a quienes leyeron los borradores de la presente tesis.
También mi agradecimiento a mi siempre recordado amigo Dan McIntire, quien actuó
muchas veces como mi traductor.
Por supuesto, no puedo dejar de agradecer a mis padres, Raúl y Mevis, por su apoyo
durante el desarrollo de la tesis.
Y de manera muy especial, quiero agradecer a mi siempre amada esposa, Roxana, por
cuidar de nuestros más grandes tesoros, nuestras queridas hijas Gianela y Maryl.
CO�TE�IDO
Agradecimientos ......................................................................................................... ii
INTRODUCCION .......................................................................................................... x
Capítulo I RESEÑA DEL PROBLEMA .................................................................... 15
1.1 I�TRODUCCIÓ� .............................................................................................. 15
1.2 DEFI�ICIÓ� DEL PROBLEMA ..................................................................... 18
1.3 TÍTULO DE LA TESIS ...................................................................................... 20
1.4 OBJETIVOS DEL ESTUDIO ............................................................................ 20
1.5 OBJETIVOS ESPECÍFICOS DEL ESTUDIO ................................................ 20
1.6 METODOLOGÍA DE I�VESTIGACIÓ� ....................................................... 20
1.7 VARIABLES DE ESTUDIO .............................................................................. 22
Capítulo II MARCO TEÓRICO ................................................................................. 23
2.1 I�TRODUCCIÓ� .............................................................................................. 23
2.2 MODELOS DE SIMULACIÓ� ....................................................................... 23
2.2.1 CLASIFICACIÓN DE LOS MODELOS DE SIMULACIÓN ..................25
2.2.2 PASOS PARA LA ELABORACIÓN DE UN MODELO DE SIMULACIÓN...........................................................................................27
2.2.3 MODELAMIENTO FÍSICO .....................................................................28
2.2.4 MODELAMIENTO LÓGICO ...................................................................28
2.3 DEL PROGRAMA EMPLEADO PARA LA SIMULACIÓ�........................ 29
2.3.1 INTRODUCCIÓN .....................................................................................29
2.3.2 CARACTERÍSTICAS DEL PROCESSMODEL ......................................29
2.3.3 FILOSOFIA DEL PROCESSMODEL ......................................................30
2.3.4 OBJETOS EN PROCESSMODEL ............................................................31
2.3.5 CONEXIONES O ENLACES EN PROCESSMODEL (CO��ECTIO�S) ......................................................................................32
2.3.6 CONSTRUCCIÓN DE MODELOS CON PROCESSMODEL ................33
2.3.7 VERIFICANDO LA SIMULACIÓN EN PROCESSMODEL .................34
iv
2.3.8 EJEMPLO DE SIMULACIÓN MEDIANTE PROCESSMODEL ...........35
2.4 DI�ÁMICA DE SISTEMAS ............................................................................. 44
2.4.1 DIAGRAMA CAUSAL .............................................................................46
2.4.2 DIAGRAMA DE FLUJO ..........................................................................51
2.4.3 EJEMPLO: MODELO DE MANTENIMIENTO DE EQUIPO CON DINÁMICA DE SISTEMAS ....................................................................54
2.5 MODELO DE MADUREZ DE LOS PROCESOS .......................................... 58
2.5.1 PROCESOS DE NIVEL 1 .........................................................................61
2.5.2 PROCESOS DE NIVEL 2 .........................................................................62
2.5.3 PROCESOS DE NIVEL 3 .........................................................................64
2.5.4 PROCESOS DE NIVEL 4 .........................................................................65
2.5.5 PROCESOS DE NIVEL 5 .........................................................................68
2.6 CURVA DE APRE�DIZAJE ............................................................................ 69
2.7 DEFI�ICIÓ� DEL TIEMPO I�ICIAL U�ITARIO ...................................... 71
2.8 SOBRE LOS DIAGRAMAS DE FLUJO.......................................................... 72
2.9 VOCABULARIO ................................................................................................ 75
Capítulo III DESCRIPCIÓN DEL ROOMGAME ......................................................... 77
3.1 I�TRODUCCIÓ� .............................................................................................. 77
3.2 ILUSTRACIO�ES DEL ROOMGAME E� AUTOCAD .............................. 78
3.3 ESPECIFICACIO�ES DEL ROOMGAME .................................................... 82
Capítulo IV DESCRIPCIÓN DEL PROCESO PRODUCTIVO DEL ROOMGAME ...... 86
4.1 I�TRODUCCIÓ� .............................................................................................. 86
4.2 DIAGRAMA DE FLUJO DEL PROCESO ...................................................... 88
4.3 DEFI�ICIÓ� DE LOS TIEMPOS I�ICIALES (T1) PARA LA MA�UFACTURA DEL ROOMGAME ........................................................... 90
4.4 DETALLE DEL DIAGRAMA DE FLUJO DEL PROCESO DE MA�UFACTURA DEL ROOMGAME ........................................................... 91
Capítulo V DESCRIPCIÓN DEL SISTEMA PRODUCTIVO PARA LA FABRICACIÓN DEL ROOMGAME .......................................................... 94
5.1 DEFI�ICIÓ� DEL SISTEMA PRODUCTIVO .............................................. 94
v
5.1.2 OBJETIVO DEL ESTUDIO DEL SISTEMA PRODUCTIVO ................94
5.1.3 DESCRIPCIÓN DEL SISTEMA DE PRODUCCIÓN .............................95
Capítulo VI MODELAMIENTO MEDIANTE SIMULACIÓN DEL PROCESO DE MANUFACTURA DEL ROOMGAME ....................................................... 98
6.1 I�TRODUCCIÓ� .............................................................................................. 98
6.2 MODELAMIE�TO CO� DI�ÁMICA DE SISTEMAS ................................ 99
6.2.1 MODELAMIENTO DE LA CURVA DE APRENDIZAJE ......................99
6.2.2 MODELAMIENTO DEL CICLO DE VIDA DEL PRODUCTO ...........105
6.3 MODELO DE SIMULACIÓ� DISCRETA PARA LA MA�UFACTURA DEL ROOMGAME ......................................................... 113
6.3.1 DEFINICION DE ENTIDADES, RECURSOS Y VARIABLES PARA EL MODELO DE SIMULACIÓN DEL PROCESO DE MANUFACTURA DEL ROOMGAME .................................................113
6.3.2 DETALLE DE LAS ACTIVIDADES SIMULADAS ............................117
6.3.3 DIAGRAMA DE FLUJO DEL MODELO DE SIMULACIÓN PARA EL PROCESO PRODUCTIVO DEL ROOMGAME ..............................119
Capítulo VII ANÁLISIS ESTADÍSTICO Y DE ESCENARIOS DEL MODELO DE SIMULACIÓN PARA EL PROCESO DE MANUFACTURA DEL ROOMGAME ......................................................................................... 121
7.1 I�TRODUCCIÓ� ............................................................................................ 121
7.2 A�ÁLISIS ESTADÍSTICO DEL ESCE�ARIO �ORMAL......................... 121
7.2.1 ANÁLISIS DEL TIEMPO DE CICLO ....................................................122
7.2.2 ANÁLISIS DEL COSTO TOTAL DE FABRICACIÓN ........................126
7.2.3 ANÁLISIS DEL PORCENTAJE DE UTILIZACIÓN DE LOS RECURSOS .............................................................................................127
7.3 A�ÁLISIS ESTADÍSTICO CO� ESCE�ARIOS PARA EL MODELO ELABORADO ................................................................................................... 133
7.3.1 TIEMPO DE CICLO CON ESCENARIOS ............................................134
7.3.2 COSTO TOTAL DE FABRICACIÓN CON ESCENARIOS .................135
7.3.3 PORCENTAJE DE UTILIZACIÓN DE RECURSOS CON ESCENARIOS .........................................................................................136
Capítulo VIII DOCUMENTACIÓN DEL PROCESO DE MANUFACTURA ................. 138
CONCLUSIONES ..................................................................................................... 140

vi
RECOMENDACIONES ............................................................................................. 141
BIBLIOGRAFIA ......................................................................................................... 143
ANEXOS ............................................................................................................. 145
A�EXO 01: COTIZACIÓ� HECHA POR FIBROTEC�IA ................................ 146
A�EXO 02: ESTADÍSTICAS DEL MODELO DE SIMULACIÓ� PARA EL PROCESO DE MA�UFACTURA DEL ROOMGAME............................... 147
A�EXO 03: ESTADÍSTICAS PARA EL MODELO DE EJEMPLO ................... 159
A�EXO 04: RA�KI�G DE U�IVERSIDADES �ORTEAMERICA�AS E� LA ESPECIALIDAD DE I�GE�IERÍA I�DUSTRIAL ............................. 162
A�EXO 05 LISTADO DE CURSOS OFRECIDOS POR LA FACULTAD DE I�GE�IERÍA I�DUSTRIAL Y SISTEMAS DEL GEORTECH ............... 163
A�EXO 06: MODELO DE MA�TE�IMIE�TO DE EQUIPO: DIAGRAMA DE FORRESTER Y ECUACIO�ES .............................................................. 164
A�EXO 07: MODELO PARA EL CICLO DE VIDA DE U� PRODUCTO ....... 167
A�EXO 08: MODELO PARA LA CURVA DE APRE�DIZAJE ......................... 170

vii
I�DICE DE ILUSTRACIO�ES
Ilustración II-1: FILOSOFÍA DE LA INTERFASE DEL PROCESSMODEL ............ 31
Ilustración II-2: ESTRUCTURA BÁSICA DE LOS DIAGRAMAS CAUSALES ..... 47
Ilustración II-3: EJEMPLO ESTRUCTURA RETROALIMENTACIÓN .................... 48
Ilustración II-4: COMPORTAMIENTO DE BUCLES POSITIVOS Y
NEGATIVOS EN LOS SISTEMAS ................................................. 48
Ilustración II-5: CICLO DE VIDA DEL PRODUCTO ............................................... 50
Ilustración II-6: REPRESENTACIÓN DE UN NIVEL .............................................. 51
Ilustración II-7: REPRESENTACIÓN DE UN FLUJO .............................................. 52
Ilustración II-8: REPRESENTACIÓN DE UNA VARIABLE AUXILIAR ................ 53
Ilustración II-9: REPRESENTACIÓN DE CANALES .............................................. 53
Ilustración II-10: REPRESENTACIÓN DE RETARDOS .......................................... 54
Ilustración II-11: DIAGRAMA DE FLUJO PARA EL MODELO DE
MANTENIMIENTO DE EQUIPOS ................................................. 56
Ilustración II-12: COMPORTAMIENTO HISTÓRICO DE LAS HORAS
EFECTIVAS DE TRABAJO EN EL MODELO ............................... 57
Ilustración II-13: MODELO DE MADUREZ DE PROCESOS DEL
SOFTWARE ENGINEERING INSTITUTE (SEI) ........................... 59
Ilustración II-14: GRÁFICA DE LA CURVA DE APRENDIZAJE ........................... 71
Ilustración III-1: ESTRUCTURA TUBULAR DEL ROOMGAME ........................... 80
Ilustración III-2: ROOMGAME: ESTRUCTURA, ACCESORIOS Y
ACABADO ...................................................................................... 81
Ilustración III-3: DETALLE DEL TOBOGÁN .......................................................... 85
Ilustración IV-1: ESTRUCTURA DEL ROOMGAME MOSTRANDO LA
DIVISIÓN EN BASTIDORES ......................................................... 87
Ilustración IV-2: DIAGRAMA DE FLUJO TENTATIVO PARA EL PROCESO
DE FABRICACIÓN DEL ROOMGAME ......................................... 89
Ilustración IV-3: MUESTREO DEL TIEMPO DE CORTE ....................................... 93
Ilustración V-1: DIAGRAMA PICTÓRICO DEL SISTEMA A ESTUDIAR ............. 95
Ilustración V-2: SUBSISTEMA EMPRESA .............................................................. 96
Ilustración VI-1 DIAGRAMA CAUSAL: CURVA DE APRENDIZAJE .................. 99
Ilustración VI-2 DIAGRAMA DE FORRESTER: CURVA DE APRENDIZAJE ... 100

viii
Ilustración VI-3 COMPORTAMIENTO DEL TIEMPO POR UNIDAD vs
PRODUCCIÓN ACUMULADA EN EL MODELO ....................... 101
Ilustración VI-4 VARIACIÓN HISTÓRICA DEL TIEMPO DE CICLO ................ 102
Ilustración VI-5: MODELO ESTOCÁSTICO DE LA CURVA DE
APRENDIZAJE ............................................................................. 104
Ilustración VI-6 RETROALIMENTACIÓN ENTRE LA DINÁMICA DE
SISTEMAS Y LA SIMULACIÓN DISCRETA .............................. 104
Ilustración VI-7 DIAGRAMA CAUSAL PARA EL COMPORTAMIENTO
DEL CICLO DE VIDA DEL PRODUCTO .................................... 105
Ilustración VI-8 CICLOS DE VIDA MAS PENDIENTES Y CORTOS .................. 106
Ilustración VI-9 DIAGRAMA DE FORRESTER PARA EL CICLO DE VIDA
DEL PRODUCTO .......................................................................... 107
Ilustración VI-10 GRAFICO DEL CICLO DE VIDA DEL PRODUCTO
OBTENIDO MEDIANTE SIMULACIÓN ..................................... 108
Ilustración VI-11: COMPARACIÓN DEL CICLO DE VIDA CON
DIFERENTE NUMERO DE CLIENTES INICIALES .................... 109
Ilustración VI-12: CONDUCTA DEL SISTEMA ANTE UN INCREMENTO
SÚBITO EN EL INTERÉS/ RECONOCIMIENTO DEL
PRODUCTO .................................................................................. 111
Ilustración VI-13: DEFINICIÓN DEL DIAGRAMA DE FLUJO .............................. 37
Ilustración VI-14: PANTALLA DEL PROCESSMODEL PARA EL MODELO
DEL EJEMPLO* .............................................................................. 39
Ilustración VI-15: MODULO DE SIMULACIÓN DEL PROCESSMODEL
PARA EL EJEMPLO ....................................................................... 40
Ilustración VI-16 : TIEMPO DE CICLO Y NUMERO DE PERSONAS EN EL
SISTEMA PARA EL EJEMPLO DE LA PELUQUERÍA ................. 42
Ilustración VI-17: MODELO DE SIMULACIÓN CON PROCESSMODEL............ 120
Ilustración VII-1: VARIACIÓN DEL TIEMPO DE CICLO EN EL
ESCENARIO NORMAL ................................................................ 123
Ilustración VII-2: CURVA DE TENDENCIA PARA EL TIEMPO DE CICLO ....... 125
Ilustración VII-3: COMPORTAMIENTO HISTÓRICO DEL COSTO TOTAL
DE FABRICACIÓN DEL ROOMGAME ....................................... 126
Ilustración VII-4: PORCENTAJE DE UTILIZACIÓN DE LOS RECURSOS ......... 128

ix
Ilustración VII-5: REPRESENTACIÓN ICONOGRAFICA DEL
TRABAJADOR PARA EL CALCULO DEL PORCENTAJE
DE UTILIZACIÓN ........................................................................ 131
Ilustración VII-6: COMPORTAMIENTO HISTÓRICO DEL TIEMPO DE
CICLO AL VARIAR LA TASA DE APRENDIZAJE .................... 135
Ilustración VII-7: UTILIZACIÓN DE LOS RECURSOS BAJO DIFERENTES
TASAS DE APRENDIZAJE .......................................................... 137

INTRODUCCION
Hoy en día las universidades de mayor ranking en los Estados Unidos enseñan al menos
un curso sobre análisis y diseño de sistemas mediante simulación y uno o más cursos de
algún tema relacionado, tal como modelamiento en ingeniería industrial 1 . En nuestro
medio, aún no hemos tomado conciencia de la importancia de la simulación.
Es interesante ver la evolución de la simulación por que nos muestra el futuro de la
misma. Probablemente los primeros modelos de simulación sean los modelos mentales.
La mente humana tiene un gran capacidad para la simulación y de seguro que la
complejidad de nuestros modelos mentales nos diferencie de otras criaturas.
Evidentemente, cuanto más se aproximen nuestros modelos mentales a la realidad,
mejor debería ser nuestro comportamiento y nuestras decisiones.
Un siguiente paso en el desarrollo evolutivo de los modelos de simulación, de seguro
fueron los modelos físicos o representaciones físico/manuales de los mismos. Un
ejemplo de esto, es una práctica simulada de combate cuerpo a cuerpo, o la prueba de un
prototipo en un túnel de viento.
Con la aparición de la computadora, este desarrollo evolutivo se aceleró grandemente.
Así, con la aparición de los lenguajes de programación, empezarían a desarrollarse
modelos de simulación basados en Fortran, Pascal, etc.. Una característica del empleo
de los lenguajes de programación como herramientas para la simulación es su gran
flexibilidad, lo cual los hace potentes. Un inconveniente, es la complejidad de los
mismos y la dificultad en la verificación de las salidas del modelo. Sin embargo,
considero importante el iniciarse en la creación de modelos de simulación, creando
1 Ver los Anexos 4 y 5, donde se muestra dicho ranking y la lista de cursos ofrecidos por el Georgia Tech, la
universidad considerada como número uno, en el ramo.

xi
éstos mediante lenguajes de programación, sobre todo lenguajes de tecnología OOP
como el C++ (no recomendaría el uso de programación estructurada).
Luego aparecerían los lenguajes de simulación, que disminuirían el trabajo de
simulación y acortarían grandemente los tiempos de ciclo en la elaboración de dichos
modelos. Un ejemplo de estos es el GPSS y el SIMSCRIPT. Un lenguaje a nuestro
alcance en esta categoría, es el SIMNET, que viene incluido con el libro “Investigación
de Operaciones” del Dr. Hamdy Taha.
Por último, aparecerían las aplicaciones de simulación con interfase visual, en donde
tanto el modelo como la simulación pueden apreciarse de manera pictórica en la
pantalla del computador. La ventaja de estos últimos, es su facilidad para aprenderlos y
la rapidez con que pueden crearse modelos de simulación. Sin embargo, en algunos
casos, la dificultad ha sido la perdida de flexibilidad, por lo que tuvieron que recurrir a
artificios ingeniosos para salvar estos obstáculos. Algunos de estos softwares han
solucionado tales impedimentos, permitiendo interfases con lenguajes de programación
tales como el Basic.
Dificultades
La siguiente lista proporcionada por el Dr. Arsham, de la Universidad de Baltimore, nos
brinda una idea de la cantidad de software comerciales de simulación existentes2:
ACSL, APROS, ARTIFEX, Arena, AutoMod, C++SIM, CSIM, Call$im, FluidFlow,
GPSS, Gepasi, JavSim, MJX, MedModel, Mesquite, Multiverse, NETWORK, OPNET
Modeler, POSES++, Simulat8, Powersim, QUEST, REAL, SHIFT, SIMPLE++,
SIMSCRIPT, SLAM, SMPL, SimBank, SimPlusPlus, TIERRA, Witness, y Javasim.
2 La cantidad de softwares me llevó a recomendar la elaboración de manuales (ver Recomendaciones)

xii
Esta lista nos muestra el creciente interés de programadores y usuarios por la
simulación. Sin embargo sólo es referencial y por lo tanto incompleta dado que no
menciona el ProcessModel, el ProModel, el Vensim, el Extend, ni el EcosimPro. Esto
por supuesto nos enfrenta a la delicada decisión de elegir un software al momento de
efectuar un determinado trabajo.3 Precisamente, ésa fue una de las dificultades que
encontré al desarrollar la presente tesis, ya que anteriormente intenté modelar con otro
software y hasta llegó un momento que pensé en emplear un lenguaje OOP como el
C++. Finalmente, opté por el ProcessModel del cual obtuve referencias mediante la
Lista IOPER de la Red Científica Peruana.
En cuanto al software empleado por el suscrito, podemos decir que el ProcessModel,
tiene la particular característica de combinar el poder y flexibilidad de los lenguajes de
programación, con la facilidad de los programas visual, en una filosofía típicamente
orientada a los objetos. Eso lo hace un software fácil de usar y a la vez poderoso.
Instituciones importantes a nivel mundial usan este software, tales como: Microsoft,
NASA, Motorola, Intel Corp., Federal Express, General Electric, IBM, Boeing, entre
muchos otros.
La Dinámica de Sistemas se presentó como una dificultad más, ya que en la universidad
no era parte de la enseñanza académica cuando egresé. No hace mucho, se ha empezado
a enseñar DS en la facultad. Para aprender sobre Dinámica de Sistemas me inscribí a un
curso de “Creación de Modelos en Gestión de Empresas”. Este curso es dictado por el
Dr. Juan Martín García. A pesar de ser un curso vía Internet, quede fascinado con todo
lo que aprendí ya que mi profesor es un especialista en DS, incluso se doctoró en
Ingeniería Industrial elaborando un modelo intitulado: “Modelo de la Empresa
Innovadora”.
3 En el libro Automatización del Dr. Hansen se pueden encontrar algunas pautas valiosas al respecto. Ver las
referencias bibliográficas al final de la tesis.

xiii
Otra dificultad, fue la necesidad de aprender AutoCAD. Felizmente un amigo me prestó
un libro y el resto es historia. Es sorprendente lo maravilloso que es este paquete
informático.
El idioma, fue mi cuarta dificultad. Las comunicaciones solicitando el software
ProcessModel a la casa matriz, tenían que ser en inglés. Una vez recibido el paquete, la
labor de interpretar el manual electrónico que acompaña el paquete, me llevó meses de
esfuerzo, que bien valieron la pena.
Sobre el contenido de la tesis
En los capítulos de la presente tesis iremos desarrollando de manera secuencial los
pasos para el desarrollo -en tiempo de diseño- del proceso de manufactura de un
RoomGame (estructura tubular recreativa, muy de moda en nuestros días en locales
como burgers, y otros). Ésto, nos llevará a definir una metodología para la
sistematización de los pasos a seguir, para el diseño de un proceso de manufactura.
A lo largo de la tesis, se combinarán herramientas tales como la Dinámica de Sistemas y
la simulación con ProcessModel a fin de cumplir con el objetivo propuesto.
El estudio de la Dinámica de Sistemas nos permitirá llegar a la conclusión de emplear
un modelo determinístico cuando tengamos que emplear la simulación por eventos
discretos, donde el tiempo de procesamiento estará basado en la llamada curva de
aprendizaje. Probablemente esto sea un punto controversial de la tesis, sobre todo por la
costumbre de emplear funciones de distribución en lugar de tiempos determinísticos.
Será interesante ver cómo mediante un modelo continuo, es posible aproximar el tiempo
de ciclo para la fabricación del RoomGame e incluso estimar una tasa de aprendizaje.
Por otra parte, el modelamiento mediante el ProcessModel, nos permitirá estimar el
tiempo de ciclo en la manufactura del producto escogido y lo que es más importante, los
ahorros en el costo como fruto de la disminución del tiempo de ciclo. El tiempo de ciclo

xiv
es un dato importante para la determinación de las fechas de entrega del producto y para
el estudio de la productividad del sistema.
Como una aplicación de la simulación por eventos mediante ProcessModel veremos la
forma de evaluar el costo de un recurso basado en el porcentaje de utilización, variable
que se obtiene de las estadísticas del modelo.
Finalmente, debemos percatarnos acerca de la importancia de diseñar los procesos de
manufactura basados en el modelo de madurez de procesos como un medio eficaz para:
• El mejoramiento de la calidad.
• La disminución de los costos.
• El incremento de la flexibilidad.
• El aprendizaje organizacional.
• La administración de los costos.

Capítulo I RESEÑA DEL
PROBLEMA
1.1 I�TRODUCCIÓ�
Es indudable que vivimos en un mundo altamente competitivo y cambiante. La
apertura de mercados nos ha llevado a competir no sólo a nivel nacional, sino a
nivel internacional. Hoy en día nuestros competidores se encuentran en países
como Estados Unidos, Japón, etc., países que se caracterizan por su tecnología,
productividad, por la inversión en investigación y desarrollo, etc. Esto nos ha
llevado a ser conocidos como un país subdesarrollado y a tener pocas esperanzas
de alcanzar el desarrollo (al menos de la forma en que avanzamos).
Así, nuestra preocupación es alcanzar altos niveles de productividad y calidad
con bajos costos. Sin embargo, no podemos obviar el factor experiencia. Países
desarrollados como Japón nos llevan décadas de ventaja y parecemos
encontrarnos ante una sola posibilidad: O desarrollamos tecnología competitiva
bajo nuestras actuales condiciones o..., simplemente sucumbimos; pero, la peor
alternativa, es conformarnos con nuestra actual situación y esperar sentados
nuestro final.
Es interesante observar a través de la historia la evolución de los países
desarrollados. Nos encontramos ante un mundo cambiante y tenemos que
aprender de las experiencias de aquellos que sí tuvieron éxito.
Por ejemplo, por los años 80s la preocupación del Japón era lo que Archier y
Seryex denominaron la teoría de los cinco ceros: cero defectos, cero averías,
cero stocks, cero plazos, cero papel. Mientras que en los Estados Unidos se
habían conformado con el nivel de calidad alcanzado hasta ese momento, el
16
Japón trabajaba en la meta de obtener 3 defectos por millón de productos (lo que
se llama sigma seis o cero defectos). Gran parte de los ahorros en costos del
Japón provenían de la ausencia de piezas defectuosas. Para cuando reaccionaron
los norteamericanos, compañías japonesas eran lideres en el mercado
norteamericano.
¿Qué permitió que un país con tan pocos recursos naturales tuviera tanto éxito?
Son muchos los causantes del éxito japonés, entre los que podemos citar: su
cultura o forma particular de ver las cosas, su gente y el valor que le dan a la
educación, su enfoque, etc. Claro que hay otras razones del éxito japonés, pero el
que deseo resaltar es el enfoque. Mientras que los norteamericanos estaban
preocupados en el marketing del producto, los japoneses se preocupaban en el
producto, pues decían que un buen producto se vende así mismo. Para cuando se
dieron cuenta de su error, los norteamericanos empezaron a preocuparse por la
calidad del producto y por el precio. Pero ya en ese momento, los japoneses
habían alcanzado niveles aceptables de calidad y su preocupación se traslado a la
satisfacción del cliente, para lo cual se preocuparon en disminuir los tiempos de
desarrollo de sus productos, así colocarían en el mercado productos novedosos
en tiempo record. La flexibilidad consiste en desarrollar productos nuevos en
tiempos record, pero no sólo eso, sino también incrementar o disminuir la
producción de acuerdo al mercado. Así, los sistemas de manufactura flexible,
han reemplazado los sistemas de manufactura masiva. Hoy en día la
preocupación es producir pequeños lotes a bajos costos (algo contradictorio).
Es claro que vivimos en un mundo cambiante y que quien tenga el enfoque
correcto, obtendrá ventajas con el tiempo. Los países desarrollados han obtenido
sus actuales ventajas competitivas de manera evolutiva, el mismo que les ha
17
dado tanto experiencia como conocimiento. Alcanzar el nivel de éstos países,
requiere que derribemos la barrera de la experiencia y adquiramos el
conocimiento existente. Esto sólo será posible bajo un enfoque correcto.
Comparativamente hablando, el Perú posee ventajas importantes. Poseemos
variados recursos y mano de obra barata, pero no hemos sabido obtener ventajas
competitivas a partir de nuestras ventajas comparativas. Los años perdidos hacen
difícil competir con las grandes potencias y nos llevan a pensar en retirarnos de
la guerra de los mercados abiertos conocido como globalización.
Pero, ¿será cierto que debemos basar nuestro desarrollo en productos
considerados tradicionales los cuales tienen muy poco valor agregado?
¿Debemos conformarnos con ser abastecedores de materia prima? Pienso que
no, sino que debemos imitar el éxito de otros países adaptándolo a nuestra
realidad.
Por los motivos expuestos, es que la intención de la presente tesis es desarrollar
una metodología que nos permita recuperar el tiempo perdido, venciendo la
barrera impuesta por la experiencia alcanzada por los países desarrollados. Para
esto, debemos DESARROLLAR PROCESOS EFICIENTES DESDE EL
INICIO EN LUGAR DE PERMITIR EL TRADICIONAL DESARROLLO
EVOLUTIVO DE LOS MISMOS. A fin de que los procesos productivos sean
eficientes, se ha escogido diseñar éstos, como medio para vencer la barrera del
aprendizaje y la experiencia, y que a su vez, el conocimiento sobre el proceso
(obtenido gracias al diseño del mismo), nos permita el rápido desarrollo del
mismo. Esto devengará en beneficios tales como:
• Calidad homogénea del producto.
• Incremento en la flexibilidad.

18
• Incremento en la productividad.
• Disminución de costos.
• Mejora en el planeamiento de los recursos, y otros.
• Menor tasa de aprendizaje.
Es claro que apostamos por la mejora en el sistema de operaciones de la
empresa,1 pero no debe interpretarse que debemos descuidar las otras funciones
dentro de la empresa.
1.2 DEFI�ICIÓ� DEL PROBLEMA
Hemos comentado a cerca de la importancia de alcanzar niveles competitivos a
través del diseño de los procesos en la manufactura de productos. Pues bien, una
característica de nuestro departamento es la falta de industrias de
transformación; las pocas que existen no son competitivas y esto podemos
notarlo porque las empresas huanuqueñas no son líderes en el mercado nacional
en sus respectivos ramos.
Una de las explicaciones de esta situación es que los procesos en nuestro medio
y más particularmente en nuestra ciudad son procesos de nivel 1.2 Esto se
evidencia por el hecho de que:
• No se presentan procesos documentados,
• La calidad de los productos es incierta,
• Poca o baja comunicación con respecto a los procesos.
1 Mencionamos el término operaciones para incluir los servicios. 2 A fin de ver una explicación sobre la clasificación de los procesos en niveles véase el marco teórico en el
siguiente capítulo.
19
Obviamente, las deficiencias en la parte operativa de las empresas traerán como
consecuencia la baja competitividad y rentabilidad de las empresas locales.
A esto se agrega la falta de industrias de transformación en nuestro medio. La
mayoría de negocios nuevos están clasificados dentro del ramo de los servicios,
lo cual ha llevado a la saturación del mercado, saturación que nos llevará a un
proceso de selección natural entre empresas3.
Una alternativa de solución a nuestra problemática es la generación de nuevas
empresas, industrias y servicios, cuya característica sea la eficiencia, la
productividad, la satisfacción del cliente y los precios competitivos –por citar
algunos– .
Pero, ¿cómo lograr que empresas nuevas alcancen altos niveles de
productividad? Cómo ya se dijo en el apartado anterior, la falta de experiencia y
la falta de las habilidades y del conocimiento obtenidos con el tiempo, serán una
barrera en lo relacionado con el producto.
De manera que el problema consiste en desarrollar procesos productivos
eficientes mediante el diseño y la planificación de los mismos, a fin de vencer
las barreras impuestas por la falta de experiencia y conocimiento de los
mencionados procesos, obteniendo así, procesos eficientes desde sus etapas
iniciales.
A fin de viabilizar el presente estudio, que abarcará la etapa de diseño de los
procesos, el suscrito a escogido un producto representativo, el cual
denominaremos “Roomgame” y nos valdremos de la Simulación Discreta y la
Dinámica de Sistemas como herramientas para el diseño del proceso de
fabricación.
3 Como ejemplo podemos mencionar el caso del transporte urbano en nuestra ciudad.

20
1.3 TÍTULO DE LA TESIS
"DISEÑO DEL PROCESO DE MA'UFACTURA DE U' “ROOMGAME”
MEDIA'TE DI'ÁMICA DE SISTEMAS Y SIMULACIÓ' DISCRETA"
1.4 OBJETIVOS DEL ESTUDIO
Diseñar el proceso de fabricación de un “Roomgame” mediante la adaptación
del modelo de madurez de procesos y la construcción de modelos con dinámica
de sistemas y simulación discreta.
1.5 OBJETIVOS ESPECÍFICOS DEL ESTUDIO
1. Describir las especificaciones de producto para el RoomGame mediante
gráficos y planos en AutoCAD .
2. Adaptar el modelo de madurez de procesos para aplicarlo al diseño del
procesos de manufactura del RoomGame.
3. Bosquejar el proceso productivo para el RoomGame como un primer
modelo mental del proceso de manufactura del mismo.
4. Elaborar los modelos de simulación correspondientes al modelo o
modelos mentales obtenidos para la manufactura del RoomGame.
5. Efectuar análisis estadístico y de sensibilidad para los modelos de
simulación mediante la comparación de escenarios.
6. Documentar el proceso obtenido para la manufactura del RoomGame.
1.6 METODOLOGÍA DE I�VESTIGACIÓ�
La metodología de investigación está basada en las fases de un estudio de
investigación de operaciones. Estas fases son comunes en muchos libros de
21
investigación de operaciones. Así, el Dr. Hamdy Taha4 nos menciona que dichas
fases son:
1. Definición del problema.
2. Construcción del modelo.
3. Solución del modelo.
4. Validación del modelo.
5. Implantación de resultados finales.
El Dr. Taha continua diciendo que excepto para la fase de solución del modelo,
la cual está basada por lo común en técnicas bien desarrolladas, las fases
restantes no parecen seguir reglas fijas.
Al respecto, es interesante apreciar que estos pasos deberán modificarse cuando
se trata del diseño de un proceso, dado que se trata de un sistema que no existe.
La intención al elaborar un modelo matemático para diseñar un sistema de
manufactura es:
1. Organizar ideas y discutirlas.
2. Comunicar de manera objetiva lo que al principio es tan sólo un modelo
mental del proceso.
3. Buscar la mejor(es) alternativa(s) para el proceso.
Por otra parte, el Dr. Taha define la validación del modelo en los siguientes
términos:
“Un modelo es válido si, independientemente de sus inexactitudes al representar
el sistema, puede dar una predicción confiable del funcionamiento del sistema.”
4 Hamdy Taha, “Investigación de Operaciones”, Pág. 10.

22
En el caso del diseño del proceso de manufactura del RoomGame, validaremos
el modelo basados en supuestos axiomáticos, a partir de los cuales deduciremos
por inducción que el modelo es válido. Esto quiere decir que si ejecutar una tarea
nos toma 10 minutos en promedio, ejecutar 6 nos tomará 60 minutos -lo cual es
fácil de aceptar-. Es un principio sencillo, pero será la base de la simulación del
proceso, ya que la manufactura de una estructura soldada como la del
RoomGame cumple con tal principio. Por otro lado, el modelo puede ser
ajustado de acuerdo al análisis e interpretación de las variables de salida, con lo
que compararemos las estadísticas entre el modelo original y sus consiguientes
mejoras.
Por último, y en conformidad con lo planteado por el modelo de madurez de
procesos, se registrará el proceso de manufactura, lo cual nos servirá para
hacerlo repetible (proceso de nivel 2) y para realizar mejoras posteriores a la
puesta en marcha del proyecto.
1.7 VARIABLES DE ESTUDIO
En la siguiente tabla apreciamos las variables empleadas en el estudio, aunque
algunas no son propiamente variables sino metodologías, se les ha incluido para
facilitar una visión global de cómo se obtienen los outputs.
Tabla I-1: CLASIFICACIÓ' DE LAS VARIABLES DE ESTUDIO
Inputs Planificación y diseño del proceso Outputs
Recursos disponibles. Asignación de recursos. Tiempos unitarios. Diagramas del producto (CAD). Costo de materiales. Costo de los recursos.
Selección del sistema y sus límites. Selección de equipos. Selección de herramientas. Requerimiento de personal. Requerimiento de materiales. Secuencia de fabricación propuesto. Diagrama de flujo del proceso. Modelos de simulación.
Indicadores del proceso:
• Tiempo de Ciclo.
• Porcentaje de Utilización de Recursos.
• Costo Total. Estandarización y documentación del proceso.
Capítulo II MARCO TEÓRICO
2.1 I�TRODUCCIÓ�
En los siguientes apartados trataremos de manera breve las herramientas
utilizadas para el diseño del proceso de manufactura del RoomGame. Estas
herramientas incluyen la Dinámica de Sistemas y la Simulación. También
definiremos el concepto de la curva de aprendizaje y el modelo de madurez de
procesos del Software Engineering Institute, los mismos que se emplearán en la
tesis.
2.2 MODELOS DE SIMULACIÓ� 1
Los modelos de simulación, son modelos matemáticos cuya finalidad es
imitar el comportamiento de un sistema en estudio. Una característica de
éstos modelos es su gran flexibilidad y grado de ajuste a la realidad, el
cual puede incrementarse si los objetivos del estudio lo justifican.
La solución de problemas mediante modelos de simulación es tanto una
ciencia como un arte. Es una ciencia, por la cantidad de algoritmos y
metodologías existentes, los cuales nos dan una descripción del sistema
"real supuesto". Es un arte, puesto que requiere de un grado de
abstracción que nos permitirá 1) definir los límites del sistema "real
supuesto" y 2) la selección y definición de las variables que me
representen la conducta del sistema.
Los modelos de simulación son los más usados (algunos autores piensan
también que son los más mal empleados) de los modelos de Investigación
de Operaciones junto con los modelos de Programación Lineal y los
1 Gran parte de lo expuesto sobre Simulación está basado en el WEB del Dr. Hossein Arsham (ver bibliografía).

24
modelo de Colas de Espera. Algunos ejemplos de modelos que reciben el
nombre de “simulación” son:
• Modelos de aviones y automóviles que se prueban en los túneles de viento
para determinar sus propiedades aerodinámicas;
• Juegos de simulación en los que uno juega en la computadora. En estos uno
finge las decisiones de una empresa (una ciudad u otro), dentro de un
ambiente competitivo. A estos juegos se les denomina Simulation Game o
Business Game;
• Tácticas de guerra que se fingen sobre campos de batalla virtuales. Estos
campos de batalla pueden ser dentro de una computadora o “play-acted”.
• La realidad virtual es otro ejemplo de simulación, en el cual la persona
recibe la impresión de algo real;
y muchos, muchos, otros.
Lo común en los modelos de simulación es que:
La simulación intenta construir un dispositivo
experimental que actuará como un sistema
verdadero en aspectos importantes.
Es importante anotar, que estos modelos de simulación son descriptivos,
no prescriptivos. Ellos describen cómo un sistema trabaja bajo
condiciones determinadas; no cómo arreglar las condiciones para hacer
que el sistema funcione mejor. La simulación no perfecciona,
meramente describe.

25
En muchos casos una descripción es todo lo que se requiere. En otros, el
número de elecciones es suficientemente pequeño para que cada elección
posible pueda simularse.
En la actualidad no es posible optimizar un sistema mediante simulación
(aunque existen algoritmos heurísticos2 de optimización y que los
softwares ofrecen tales características en sus versiones profesionales)
pero sí podemos evaluar diversos escenarios variando sólo el valor de
dichos parámetros.
2.2.1 CLASIFICACIÓN DE LOS MODELOS DE
SIMULACIÓN
Hay muchas formas de clasificar los modelos de simulación. El
primero es si el modelo tiene o no un aspecto estocástico (o aleatorio).
El modelo es deterministico si las simulaciones son definidas
completamente en el modelo (en la práctica significa que si
realizamos un rerunning,3 ésta no cambiará los resultados de la
simulación). Las simulaciones estocásticas incluyen aleatoriedad. Las
corridas múltiples del mismo modelo pueden generar valores
diferentes. Este elemento aleatorio nos fuerza a generar muchas
corridas del modelo y existe toda una técnica estadística al respecto.
La pregunta de si generar 10 o 1000 o 100,000 resultados es
primariamente una pregunta estadística. Las simulaciones con
elementos aleatorios requieren análisis estadístico sofisticado.
2 En el caso de modelos discretos, el Dr Arsham cita técnicas de optimización heurística como la enumeración
completa, selección aleatoria, búsqueda tabú, técnicas genéticas y el recocido simulado. 3 Nueva iteración con inicialización de variables
26
Otro aspecto interesante es la diferencia entre un modelo estático y un
modelo dinámico. En un modelo estático, el tiempo no juega ningún
papel esencial. La mayoría de estos modelos se llaman modelos de
Monte Carlo. Muchos modelos de selección de cartera en las finanzas
son modelos Monte Carlo 4. Dada una cartera, con diferente
probabilidad (y correlacionadas layouts), es posible generar un
rendimiento probable. Tal modelo podría llegar a ser un modelo
dinámico si incorpora cambios en la cartera a través del tiempo, o si el
modelo final debe simularse a través del tiempo. Un modelo dinámico
es aquel que considera al tiempo como variable. Un ejemplo de un
modelo dinámico es el análisis de una cola bancaria y como
evoluciona a través del tiempo.
Un tercero aspecto importante es el de modelos discretos versus
modelos continuos. Imaginémonos analizando el flujo o corriente de
tránsito a lo largo de una carretera. Nosotros podríamos escoger
modelar cada automóvil individual, en cuyo caso tenemos un modelo
discreto. Alternativamente, nosotros podríamos escoger tratar el
tránsito como un flujo, definiendo una tasa de cambio o flujo
vehicular, y describir los estados del sistema por medio de ecuaciones
diferenciales; en ese caso, tendremos un modelo continuo.
También existe otra diferencia que es importante mencionar cuando se
trata del modelamiento mediante simulación: El modelamiento físico
y el modelamiento lógico. En realidad, lo interesante y motivador al
4 También son estáticos los modelos tradicionales de evaluación financiera de la inversión, los de planeamiento
estratégico y muchos otros. Modelos dinámicos de Evaluación Financiera y de Riesgo pueden desarrollarse con el Vensim. Estos modelos dinámicos pueden incluir análisis de escenarios y simulación Monte Carlo con Dinámica de Sistemas o también llamado Sensibilidad Multivariado en Simulación.
27
momento de elaborar modelos de simulación, es el grado de
abstracción que requiere por parte del analista de sistemas. El secreto
al respecto, consiste en trabajar de manera sistemática y gradual. Por
lo general esto requiere una serie de pasos a seguir, los cuales nos
darán mayor probabilidad de éxito al momento de elaborar nuestro
modelo.
2.2.2 PASOS PARA LA ELABORACIÓN DE UN MODELO
DE SIMULACIÓN
Aún cuando no podemos definir una secuencia universal a seguir para
la elaboración de un modelo de simulación (debido a la abstracción de
los mismos), podemos mencionar algunas pautas al respecto. Debe
entenderse que son sólo pautas, pero que es mejor a trabajar sin
rumbo.
1. Definir el problema.
2. Establecer los objetivos del estudio, en términos de qué
conclusiones se pretende obtener del modelo.
3. Establecer los límites del sistema.
4. Cualificar los parámetros del sistema.
5. Levantar la data.
6. Modelar el sistema y simular la conducta del mismo.
7. Validar los output del modelo y compulsar con la data.
8. Corregir y revalidar hasta estar conforme con el modelo
(medido en base a los objetivos trazados).

28
Jamás se debe ignorar estas pautas, las cuales son válidas no sólo para
modelos de simulación sino para infinidad de otros campos. Muchas
veces el error que cometemos es empezar con el paso 6 sin pasar por
la fase de análisis.
2.2.3 MODELAMIENTO FÍSICO
Es el más fácil de los modelamientos, se trata de representar en el
modelo entidades físicas. En muchos software con características
visual, el proceso es sencillo gracias a la existencia de módulos
genéricos que representan tales entidades. En el caso de un banco o
financiera, las entidades son las personas que llegan al servicio; los
cajeros, son los recursos del sistema; representar ambos, es
relativamente sencillo ya que el software cuenta con bloques que
representan tales objetos.
2.2.4 MODELAMIENTO LÓGICO
A diferencia del modelamiento físico, el modelamiento lógico
pretende representar las acciones que se deben ejecutar en el sistema.
La dificultad se presenta cuando se necesitan representar decisiones
del tipo condicional. En el ejemplo del banco, una acción es un tipo de
transacción la cual a su vez puede requerir ciertas decisiones. Por
ejemplo, se puede decidir mantener ocupado el recurso cajero (y al
cliente en espera) hasta que se confirme la autenticidad de un cheque
de gerencia si este excede los $10,000, caso contrario, el cajero sigue
el procedimiento normal.

29
El modelo creado para diseñar el proceso de manufactura del
RoomGame nos permitirá combinar ambos tipos de modelamiento. El
software empleado para tal fin, nos permite crear las entidades (en este
caso por ejemplo, los tubos) y los recursos –modelamiento físico– y
modelar las decisiones a través de funciones y estamentos –
modelamiento lógico–.
2.3 DEL PROGRAMA EMPLEADO PARA LA
SIMULACIÓ�5
2.3.1 INTRODUCCIÓN
El programa usado para la labor de modelado y simulación se
denomina ProcessModel, y es parte de los productos que ofrece
la compañía Promodel, cuya sede se encuentra en la ciudad de
Provo, estado de Utah, en los Estados Unidos de Norteamerica.
Provo es una ciudad universitaria, donde la mayor parte de
habitantes son estudiantes de la Brigham Young University.
En el presente capítulo haremos una introducción a la
simulación mediante ProcessModel y la filosofía de éste.
2.3.2 CARACTERÍSTICAS DEL PROCESSMODEL
Las siguientes son las características más saltantes del ProcessModel:
• Modelamiento de procesos de propósito general.
• Interfase basada en Flowcharts (Diagrama de Flujo).
• Estructura de modelamiento basado en Actividades.
5 Basado en el manual en línea que proporciona la compañía ProcessModel.
30
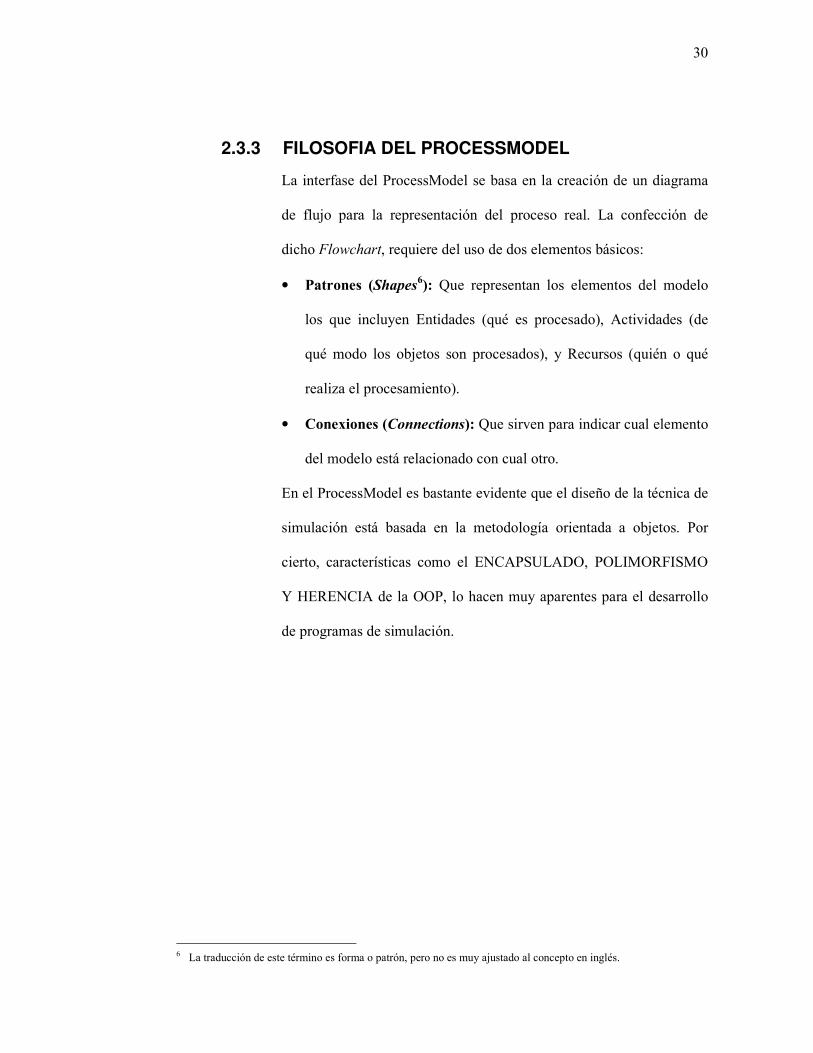
2.3.3 FILOSOFIA DEL PROCESSMODEL
La interfase del ProcessModel se basa en la creación de un diagrama
de flujo para la representación del proceso real. La confección de
dicho Flowchart, requiere del uso de dos elementos básicos:
• Patrones (Shapes6): Que representan los elementos del modelo
los que incluyen Entidades (qué es procesado), Actividades (de
qué modo los objetos son procesados), y Recursos (quién o qué
realiza el procesamiento).
• Conexiones (Connections): Que sirven para indicar cual elemento
del modelo está relacionado con cual otro.
En el ProcessModel es bastante evidente que el diseño de la técnica de
simulación está basada en la metodología orientada a objetos. Por
cierto, características como el ENCAPSULADO, POLIMORFISMO
Y HERENCIA de la OOP, lo hacen muy aparentes para el desarrollo
de programas de simulación.
6 La traducción de este término es forma o patrón, pero no es muy ajustado al concepto en inglés.

31
Ilustración II-1: FILOSOFÍA DE LA I'TERFASE DEL
PROCESSMODEL
2.3.4 OBJETOS EN PROCESSMODEL
Los objetos en ProcessModel los podemos definir como cualquier
forma de gráfico (graphic shape) sobre el Flowchart.
Existen 5 tipos básicos de objetos en ProcessModel:
• Entidades (Entity),
• Actividades (Activity),
• Lugares de almacenamiento o depósitos (Storage) y
• Recursos (Resources).
Entity: Cualquier cosa que es procesada dentro del sistema, tales
como, clientes, llamadas telefónicas, datos, etc.
Decisión
Shapes
Connections
32
Activity: Un paso en un proceso donde alguna acción es tomada sobre
la entidad. Por lo general, esta acción es una simple demora, pero
también puede constar de complejas acciones lógicas.
Resources: Por lo general, una persona o equipo que debe estar
disponible antes de que la actividad tenga lugar.
Storage: Lugar de depósito para las entidades. Tiene además opciones
para el orden en que las entidades abandonan el almacén: FIFO, LIFO,
etc.
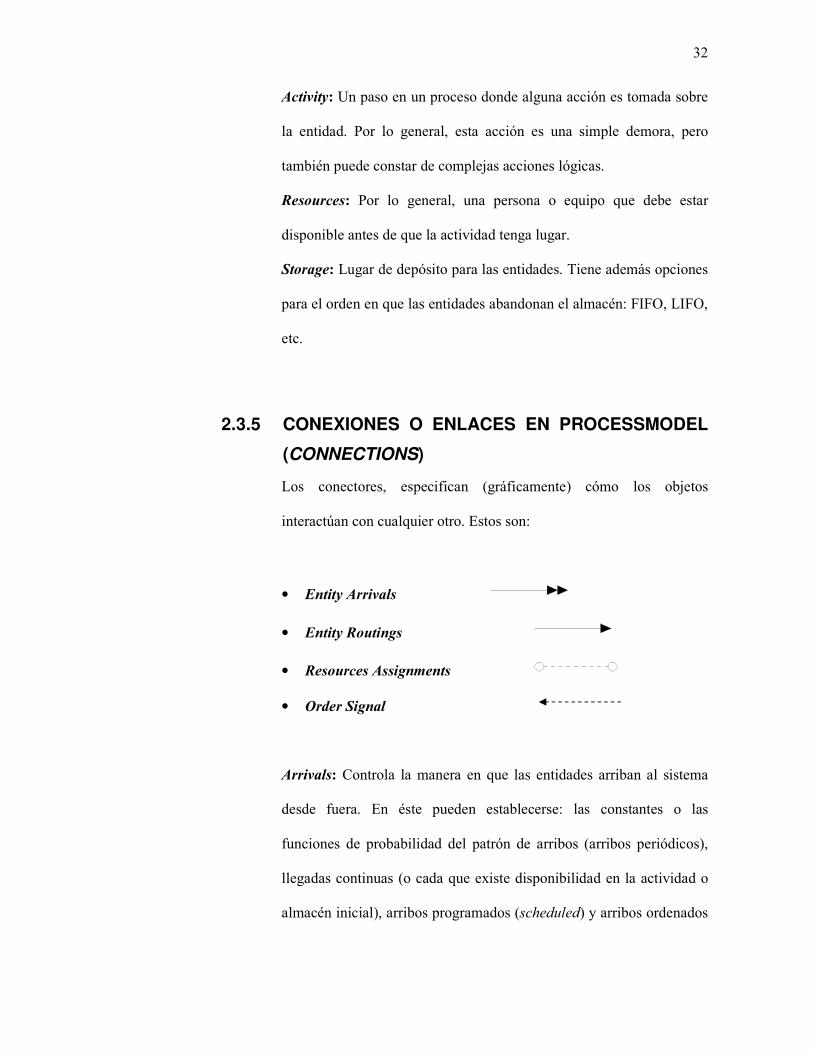
2.3.5 CONEXIONES O ENLACES EN PROCESSMODEL
(CONNECTIONS)
Los conectores, especifican (gráficamente) cómo los objetos
interactúan con cualquier otro. Estos son:
• Entity Arrivals
• Entity Routings
• Resources Assignments
• Order Signal
Arrivals: Controla la manera en que las entidades arriban al sistema
desde fuera. En éste pueden establecerse: las constantes o las
funciones de probabilidad del patrón de arribos (arribos periódicos),
llegadas continuas (o cada que existe disponibilidad en la actividad o
almacén inicial), arribos programados (scheduled) y arribos ordenados

33
(arribos prescritos por una señal que indica que debe producirse un
arribo).
Routings: Controla la manera en que las entidades fluyen a través del
Diagrama de Flujo, desde una actividad o un depósito a otro.
Assignments: Este conector entre un Recurso y una Actividad,
muestra gráficamente cuando un recurso es requerido para efectuar
una actividad o movimiento. Estos recursos pueden también ser
capturados y liberados mediante estamentos propios del
ProcessModel.
Order: Especifica cuando una entidad debería ser remitida desde fuera
del sistema o desde una actividad o depósito (storage) a cualquier
otra(o).
2.3.6 CONSTRUCCIÓN DE MODELOS CON
PROCESSMODEL
Elegir el mejor camino para construir un modelo no resulta
fácil. Lo más importante en todo caso es elegir el camino con el
cual uno se sienta más a gusto. En todo caso ProcessModel Inc.
recomienda los siguientes pasos para la creación de un modelo
de simulación de procesos:
1. Definir las Entidades.
2. Definir las Actividades.
3. Definir los Recursos.
4. Establecer el comportamiento lógico.

34
1. Defina sus entidades: ProcessModel recomienda que si uno
conoce que necesitará 5 entidades, pues debe colocar en la
pantalla las 5 entidades al mismo tiempo.
2. Grafique su flowchart : La recomendación consiste en
establecer las actividades del proceso y su relación entre ellos,
como ya se explicó, mediante shapes y conectores.
3. Ubique sus recursos: Donde sea apropiado coloque los recursos
necesarios y conéctelos a las actividades apropiadas.
4. Adicione cualquier acción lógica que sea necesario: Para
cada Actividad, Arribo o Ruteo, establezca las acciones lógicas
necesarias a fin de que las entidades fluyan a través del modelo
de la manera deseada.
2.3.7 VERIFICANDO LA SIMULACIÓN EN
PROCESSMODEL
Cuando uno corre una simulación, uno de los aspectos deseables de la
misma, es que uno pueda observar el comportamiento de las entidades
en la simulación. ProcessModel, cumple con este requisito, mediante
la animación de las mismas. La animación permite: 1) comunicar los
conceptos o ideas comprendidos en el modelo, y 2) verificar si nuestro
modelo se está comportando de la manera en que se planeo.
Otras ayudas para la verificación de la simulación en ProcessModel
son:
Las luces de estado de los recursos o Resources Status Lights, que
cambian desde azul (desocupado o idle) a verde (cuando está en
35
operación) y azul (cuando el recurso no está disponible o fuera del
tiempo programado para trabajar).
Las colas de entrada y salida, que nos indican si las actividades
están acumulando entidades debido a una variación en el tiempo de
procesamiento, no disponibilidad de recursos, cambio en la
programación (shift schedules), etc.
El panel de estadísticas o scoreboard statistics, el cual cambia
cuando las entidades salen del sistema, mostrando las unidades
procesadas, el tiempo de ciclo, el tiempo adicional y el costo unitario
para cada tipo de entidad.
Por último ProcessModel permite también rastrear el modelo paso a
paso (es decir evento a evento). Esta característica nos permite
verificar el orden en que se desarrolla la simulación.
2.3.8 EJEMPLO DE SIMULACIÓN MEDIANTE
PROCESSMODEL
El siguiente ejemplo está basado en un listado de problemas
propuestos en simulación, los cuales obtuve vía Internet. Se eligió el
problema por ser fácil de identificar dentro de nuestra realidad. El
enunciado original es como sigue:
Una peluquería posee dos peluqueros, cada uno de los cuales tiene un
tiempo de servicio diferente. Las llegadas de los clientes se producen con
tiempo entre llegadas sucesivas distribuido exponencialmente, con una
media de 4.5 minutos. Cuando un cliente llega a la peluquería se podrá
quedar esperando servicio si no hay más de 5 clientes en el sistema; esto
es, puede haber 2 clientes siendo atendidos y 3 más esperando. Si un
cliente llega y encuentra la peluquería completa, se marchará, pudiendo

36
regresar o no. Los clientes cuando llegan y encuentran a los dos peluqueros
libres, optan siempre por uno de ellos en primer lugar (porque saben que es
el más rápido).
Construir un modelo que permita obtener los valores que describen el
funcionamiento de este sistema.
Analizando el enunciado, nos damos cuenta de que no se nos da el
tiempo de servicio, pero vamos a suponer que el peluquero “rápido”
corta el cabello en 12 minutos, y el “lento” en 15 minutos. Otro dato
que no se nos da, es con respecto a las personas que encuentra lleno la
peluquería y que deciden retirarse, pudiendo o no regresar. En este
último aspecto nos hacemos las dos siguientes preguntas: primero,
¿luego de cuánto tiempo el cliente retorna a la peluquería para
verificar si existe un lugar? Y segundo, ¿cuánto es el porcentaje de
personas que deciden regresar al establecimiento?
Se ha supuesto, que el tiempo de retorno para la persona que
encontró lleno la peluquería esta distribuido normalmente con
una media de 6 minutos y una desviación estándar de 2
minutos, y en el caso de la probabilidad de retorno, se ha
supuesto que el 75% de los que se marcharon regresan al
establecimiento.
Una vez completada la información, procedemos a definir los shapes
para el modelo.
Entidad
37
Cliente
Recursos
Pel_Rapido Pel_Lento
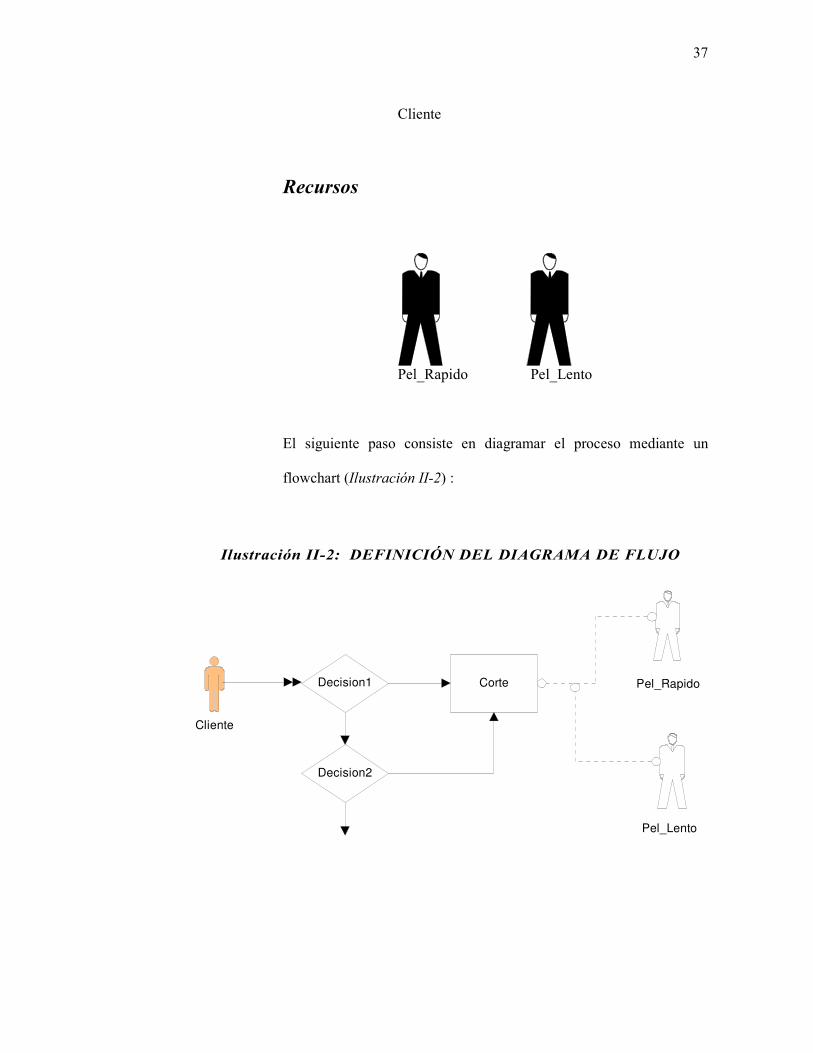
El siguiente paso consiste en diagramar el proceso mediante un
flowchart (Ilustración II-2) :
Ilustración II-2: DEFI'ICIÓ' DEL DIAGRAMA DE FLUJO
Cliente
Pel_Rapido
Pel_Lento
Decision1
Decision2
Corte

38
Y por último, sólo nos queda establecer la conducta del modelo (que
en ProcessModel se hace mediante Estamentos y Funciones). El
símbolo de decisión (un rombo) marcado como “Decisión1” establece
la pregunta, ¿cuántas personas se encuentran dentro del sistema? Si la
pregunta es que existen menos de 5 personas, entonces el cliente
prosigue con la actividad denominada “Corte”. Si la respuesta es 5,
prosigue con la Decisión2, la cual establece la pregunta, ¿si pasado un
tiempo prudencial, se encuentran menos de 5 personas en el sistema?.
Este tiempo prudencial, es variable y está representado como ya se
dijo por una distribución normal con media 6 minutos y desviación
estándar de 2 minutos. Si la respuesta a la pregunta en la Decision2 es
que existen menos de 5 clientes en el sistema, y si el cliente que
previamente había abandonado la peluquería, pertenece al 75% de los
que regresan para verificar si existe un cupo, entonces este prosigue
con la actividad corte y a este cliente se le cambia el nombre por
“Retornado”. Si la respuesta a la pregunta en Decision2, es negativa
(es decir no es de los que vuelven o existen mas de 5 clientes en la
peluquería), entonces abandonará finalmente el sistema, y en adelante
se le denominará “Abandono”.
Una vez especificadas estas características en el modelo con
ProcessModel (ver Ilustración II-3), entonces estamos listos para
correr la simulación por 8 horas y obtener los valores que describen el
funcionamiento del sistema. En realidad, nos interesa saber lo
siguiente:

39
1) ¿Cuál es el porcentaje de utilización de los peluqueros, o cuántas
horas en total permanecen ocupados?
2) ¿Cuántas personas abandonan el sistema, cuántas retornan y a
cuantas se les corta el cabello durante un día?
Ilustración II-3: PA'TALLA DEL PROCESSMODEL PARA EL
MODELO DEL EJEMPLO*
* Se muestra el detalle de las acciones para el corte
La siguiente pantalla del módulo llamado Output Module
del ProcessModel, muestra una corrida por un espacio de 8
horas de tiempo simulado (ver Ilustración VI-15 ).

40
Ilustración II-4: MODULO DE SIMULACIÓ' DEL PROCESSMODEL PARA EL EJEMPLO
Luego de correr la simulación tenemos 7:
- Se cortó el cabello a un total de 85 personas. Al finalizar la
simulación una persona estaba siendo atendida.
- El peluquero rápido está ocupado el 97.92% del tiempo y cortó
el cabello a un total de 47 personas. Al finalizar la simulación
estaba libre.
- El peluquero lento está ocupado el 95.86% del tiempo y cortó el
cabello a un total de 38 personas. Al finalizar el periodo de 8
horas estaba ocupado.
7 El Anexo 03 muestra la estadística completa del modelo. Debido a que es un modelo estocástico los resultados
variarán al cambiarse la “semilla” del generador de números aleatorios.

41
- 73 clientes son atendidos habiendo encontrado menos de 5
personas en el sistema.
- 12 personas retornan a la peluquería y encuentran espacio en la
peluquería.
- 15 personas nunca regresaron ya sea por no encontrar lugar al
retornar o por no tener la costumbre de regresar.
Un dato interesante que también proporciona la simulación es el
tiempo promedio que un cliente permanece en el sistema desde que
llegó. Esto se denomina el tiempo de ciclo o cycle time en inglés. Este
es igual en el ejemplo a 19.77 minutos. Lo que significa que en
promedio un cliente permaneció en la peluquería 19.77 minutos con
un valor máximo de 31.17 minutos. Debemos observar que la
disciplina de la cola es estrictamente FIFO.
El tiempo de ciclo y el total de personas que permanecieron en el
sistema se muestran en el siguiente gráfico para un total de 8 horas
(ver Ilustración II-5):

42
Ilustración II-5 : TIEMPO DE CICLO Y 'UMERO DE PERSO'AS
E' EL SISTEMA PARA EL EJEMPLO DE LA PELUQUERÍA
Debo aclarar que el modelo para la peluquería es una primera
aproximación a la realidad. Esto significa que puede buscarse
incrementar la complejidad del modelo al agregarle más y más
detalles de manera gradual y paulatina. En el modelo de la peluquería
se obtuvo que al final de un día de trabajo se perdieron
definitivamente 15 clientes, y que multiplicado por x soles por corte,
representa una perdida en los ingresos de 15x. Evidentemente la
simulación es una herramienta eficaz para calcular el costo de
oportunidad. La simulación, por ende se convierte en un aleado para la
toma de decisiones. Luego de simulado el sistema, es fácil analizar si
debemos o no contratar un peluquero más. Así, un modelo de

43
simulación se convierte en un arquetipo8 en el cual podemos verificar
nuevas variables para el sistema bajo otras condiciones. De manera
que podemos emplearlo para demostrar al propietario la necesidad de
realizar cambios y los beneficios económicos que dichos cambios
traerán.
Sin embargo, no debemos entusiasmarnos antes de tiempo. Debemos
estar seguros que el arquetipo elaborado, se ajusta a la realidad. Por
ejemplo, que tal si el patrón de arribo de clientes al sistema no es
E(4.5) – léase exponencial con media 4.5 minutos entre arribos-. Sino
que sigue un patrón variable, tal como:
- Las primeras dos horas del día, los arribos se ajustan a una
E(12.0).
- Las siguientes 4 horas el patrón se ajusta a E(6.0).
- Y las dos últimas horas E(4.5).
Es decir, que las muestras del patrón de arribo se efectuaron las dos
últimas horas del día únicamente. Lógicamente que este error puede
llevar a equivocarnos al tomar decisiones.
Por otro lado, que ocurriría si ambos peluqueros cortaran el cabello en
el mismo tiempo. Es decir si el peluquero lento fuera adiestrado de
manera que cortara también en exactamente 10 minutos?
Y qué sucedería si encontramos la manera de distraer a las personas,
de manera que ya no 5 sino 6 personas como máximo estén a la vez en
el sistema?
8 Un arquetipo es un modelo en el cual se basan todas las demás aplicaciones del modelo y se utiliza para investigar
las variaciones de procesos similares.

44
De manera que es como diría Dantzing, el padre de la Programación
Lineal: “Lo más probable es que no se hayan estudiado todas las
posibilidades”.
Ahora creo que tenemos mucho más claro la importancia de los
modelos de simulación en el estudio de los procesos, ya sea en la
industria, en los servicios o el comercio.
2.4 DI�ÁMICA DE SISTEMAS 9
La Dinámica de Sistemas es una metodología de simulación continua
desarrollada por Jay Forrester en el MIT. El principio de esta metodología es la
representación de los sistema por medio de ecuaciones diferenciales y variables
propias de esta técnica, los cuales se describen por medio de un diagrama de
flujo o diagrama de Forrester.
Puede indicarse como objetivo básico de la Dinámica de Sistemas el llegar a
comprender las causas que provocan la evolución del sistema objeto de
estudio. Esto implica aumentar el conocimiento sobre la sensibilidad del
sistema, es decir, cómo diferentes acciones, efectuadas sobre el sistema,
acentúan o atenúan las tendencias de comportamiento implícitas en el mismo.
En la actualidad, existe toda una teoría sobre ciencias de sistemas y en la
presente tesis se empleará la Dinámica de Sistemas con la finalidad de auxiliar la
metodología de simulación por eventos discretos. Debe aclararse que la
Dinámica de Sistemas es sólo una de las técnicas –y quizá la más conocida– para
el estudio formal de los sistemas.
9 Basado en las anotaciones del Dr. Juan Martín G para el curso: Creación de Modelos en Gestión de Empresas”.

45
Como característica diferenciadora de otras metodologías puede citarse en
primer lugar que la DS no pretende predecir detalladamente el comportamiento
futuro del sistema, las previsiones obtenidas tienen por ello un carácter
fundamentalmente cualitativo. El estudio del sistema y el ensayo de diferentes
políticas sobre el modelo realizado enriquecerán el conocimiento del mundo
real, comprobándose la consistencia de nuestras hipótesis y la efectividad de
las distintas políticas.
Otra característica importante es su enfoque a largo plazo, entendiendo por tal,
un período de tiempo lo suficientemente amplio como para poder observar todos
los aspectos significativos de la evolución del sistema10. Sólo en una escala de
tiempos suficientemente amplia podrán verse las tendencias de comportamiento
fundamentales. No hay que olvidar que, a veces, los resultados de determinadas
políticas no son óptimos porque el horizonte temporal de la toma de decisiones
fue demasiado corto o porque faltó una perspectiva de sistemas en el
planteamiento del problema. En estos casos es útil conocer las consecuencias
globales que a largo plazo, tendrían las decisiones tomadas en el momento
actual, lo cual puede conseguirse de manera más tangible a través de un modelo
adecuado. La evolución a largo plazo podrá ser comprendida únicamente si se
identifican las principales causas de los posibles cambios, lo cual es facilitado
por una correcta selección de las variables. En los modelos creados para el
presente estudio, veremos el comportamiento de las variables en el tiempo, sobre
todo en lo que respecta al costo y tiempo de ciclo.
10 Este aspecto puede modelarse con las llamadas funciones de retardo. Un ejemplo es la inversión en educación.
Para ver los beneficios de tal inversión, debemos esperar años, y no podemos juzgar en el corto plazo que tal inversión no valió la pena.
46
Idealmente, los límites del sistema deberán incluir todo el conjunto de
mecanismos capaces de explicar las alteraciones importantes de las principales
variables del sistema a través del amplio horizonte temporal utilizado.
En resumen, podemos decir que la Dinámica de Sistemas permite la
construcción de modelos tras un análisis cuidadoso y detenido de los
distintos elementos que intervienen en el sistema observado. Este análisis
permite extraer la lógica interna del modelo, y a partir de la estructura así
construida intentar un conocimiento de la evolución a largo plazo del sistema.
Debe notarse que en este caso el ajuste del modelo a los datos históricos
ocupa un lugar secundario, siendo el análisis de la lógica interna y de las
relaciones estructurales en el modelo los puntos fundamentales de la
construcción del mismo.
En los siguiente apartados veremos las herramientas y variables de las que se
vale la DS para la creación de modelos.
2.4.1 DIAGRAMA CAUSAL
El primer paso para comprender el comportamiento de un sistema será
lógicamente definir los elementos que intervienen en el mismo y las
posibles interrelaciones que existen entre ellos. El dicho aristotélico de
que el todo es más que sus partes cobra aquí un especial significado.
Dichos elementos, junto con las relaciones entre ellos, en muchos
casos de retroalimentación (feedback), forman el Sistema.
La estructura básica de una relación causal se encuentra en la
Ilustración II-6.

47
Ilustración II-6: ESTRUCTURA BÁSICA DE LOS DIAGRAMAS CAUSALES
El signo + indica que un cambio en A implica un cambio en el mismo
sentido en B. Esta primera relación se lee “un cambio en A implica un
cambio igual en B” o también “un incremento en A produce un
incremento en B”. El signo - indica que el cambio en A produce un
cambio en B en sentido opuesto. Esta segunda relación, se lee “un
incremento en A produce un cambio opuesto en B” o “un incremento
en A produce una disminución en B”.
El objetivo del Diagrama Causal es recoger los elementos claves del
sistema definido y las relaciones entre ellos.
La gama mínima de elementos y relaciones que permita reproducir el
Modo de Referencia, será la que forme la estructura básica del
sistema.
En este punto hay que empezar a definir las variables internas del
sistema y aquellas otras denominadas exógenas, sobre las que no
tenemos control.
En la construcción de un modelo aparecen bucles de retroalimentación
o “feed-backs”. En la Ilustración II-7, podemos observar tales bucles.
A
A
B
B
(igual) +
(opuesto) -

48
Ilustración II-7: EJEMPLO ESTRUCTURA
RETROALIME'TACIÓ'
Estos bucles se definen como “positivos” cuando el número de
relaciones “negativas” es par, y “negativos” si es impar. Los bucles
negativos llevan al modelo hacia una situación estable y los positivos
lo hacen inestable, con independencia de la situación de partida.
La Ilustración II-8, muestra la conducta de tales bucles.
Ilustración II-8: COMPORTAMIE'TO DE BUCLES
POSITIVOS Y 'EGATIVOS E' LOS SISTEMAS
A
B
C
D
E
F
+
-
+-
+
-
+
(+) (-)

49
En la realidad los sistemas contienen ambos tipos de bucles y el
comportamiento final dependerá de cual es el dominante en un
momento determinado.
Un ejemplo interesante, lo proporciona la denominada curva del ciclo
de vida de los productos, el cual se aprecia en la Ilustración II-9.

50
Ilustración II-9: CICLO DE VIDA DEL PRODUCTO
Se puede observar en el ciclo de vida del producto, que la etapa de
introducción, está dominada por un bucle positivo, lo cual lleva a un
crecimiento exponencial, seguida por una etapa de equilibrio entre
bucles positivos y negativos y por ultimo la etapa de declive, la cual es
dominada por un bucle positivo, que lleva el modelo al colapso por la
aparición de productos substitutos o la obsolescencia de los mismos.
Lógicamente, estas etapas son más cortas en ciertos tipos de
productos; y de manera especial en la informática, donde estos ciclos
de vida suelen ser menores a un año inclusive.
Por último, señalar que la construcción del diagrama causal suele ser
de gran importancia para la explicación final al usuario, ya que resulta
fácil de entender.
Introducción Crecimiento Madurez Declive Ventas

51
2.4.2 DIAGRAMA DE FLUJO11
El objetivo del Diagrama de Flujo, o Diagrama de Forrester (en honor
a su autor) es hacer más fácil el transcribir las relaciones del sistema a
ecuaciones. En los diagramas de Forrester, se consideran las
siguientes variables propias de la metodología:
• �iveles
• Flujos
• Variables Auxiliares
• Retardos
• Canales
A continuación describiremos cada una de las variables empleadas por
la Dinámica de Sistemas.
2.4.2.1 NIVELES
Son variables de estado, y representan el estado del
sistema en cada intervalo de tiempo. Se les representa por
un rectángulo (ver Ilustración II-10).
Ilustración II-10: REPRESE'TACIÓ' DE U' 'IVEL
Matemáticamente se le determina por:
11 También llamado Diagrama de Forrester
�IVEL
52
Nivel(t + dt) = Nivel(t) + (FENT-FSAL)dt
Donde:
- Nivel(t + dt) = Es el nivel en el tiempo t más un
diferencial de t.
- FENT = El flujo de entrada.
- FSAL = El flujo de salida.
Las nubes, en los diagramas de flujo representan niveles
de capacidad infinita.
2.4.2.2 FLUJOS
Los flujos son funciones del tiempo, y son los que hacen
variar los niveles. También se puede decir que son los que
recogen la información del sistema, y pueden servir como
retroalimentadores del mismo.
La Ilustración II-11 muestra la forma de simbolizarlo.
Ilustración II-11: REPRESE'TACIÓ' DE U' FLUJO
2.4.2.3 VARIABLES AUXILIARES
Son parámetros o constantes que condicionan el
comportamiento de los flujos.
Flujo

53
La Ilustración II-12, muestra uno de ellos.
Ilustración II-12: REPRESE'TACIÓ' DE U'A
VARIABLE AUXILIAR
También es práctica común el representarlos sin el circulo
y en lugar de ello sólo emplear el texto - salvo que sean
presentaciones demasiado académicas 12 -.
2.4.2.4 CANALES
Las magnitudes físicas entre los flujos y niveles, se
trasladan por medio de canales. Existen canales físicos, y
canales de información. Ver Ilustración II-13.
Ilustración II-13: REPRESE'TACIÓ' DE CA'ALES
12 En la presente tesis se les representará sin los círculos.
VAR
Materiales
Información

54
2.4.2.5 RETARDOS
Los retardos son funciones cuyo propósito es simular el
retraso en la transmisión de los materiales o la
información. En realidad, responden como filtros de
alisamiento de las respuestas del sistema13. Ver
Ilustración II-14 .
Ilustración II-14: REPRESE'TACIÓ' DE RETARDOS
Ahora bien, una vez que se ha elaborado el Diagrama Causal, debería
ser un proceso automático la obtención del Diagrama de Flujos, pero
tal tarea no es sencilla y necesita de algo de práctica y experiencia
para clasificar correctamente las variables. A continuación, y a manera
de ejemplo se presenta un modelo de dinámica de sistemas
correspondiente al mantenimiento de equipos pesados.14
2.4.3 EJEMPLO: MODELO DE MANTENIMIENTO DE
EQUIPO CON DINÁMICA DE SISTEMAS 15
Un tema de interés en la administración de equipos es sin duda el
mantenimiento de los mismos. Este tema es importante porque:
13 En Vensim, que es el software que emplearemos, se les representa internamente por intermedio de las funciones
DELAY y SMOOTH. 14 Las ecuaciones del mismo se muestran en el Anexo 6º. 15 El modelo que se ha creado sirve de base para la evaluación minuciosa de políticas de mantenimiento, pero no
pretende ser un modelo completo.
RETARDOS
55
• El costo que genera el mantenimiento de equipos y la
posibilidad de optimizarlos mediante la planeación y
programación del mismo.
• La confiabilidad del sistema y sus consecuencias directas en
otras áreas del sistema, depende en sumo grado del
mantenimiento de equipos.
En este apartado veremos un ejemplo de aplicación de la DS en el
mantenimiento de equipos. En éste, se considerará el estado del
equipo y su relación con el promedio de horas efectivas de trabajo por
día (HrEfecTrabPorDia). El estado del equipo se ha subdividido para
fines del modelo en: “Estado Crítico”, para representar una falla que
ocasiona la paralización del equipo, y “Estado Equipo”, empleado
para representar pérdidas en el rendimiento ocasionado por el desgaste
normal del equipo.

56
Ilustración II-15: DIAGRAMA DE FLUJO PARA EL MODELO DE MA'TE'IMIE'TO DE EQUIPOS
Como se ve en la Ilustración II-11, se ha clasificado dos tipos de
mantenimiento: preventivo y correctivo. Estos a su vez se han
establecido como función del gasto en mantenimiento. El gasto en
mantenimiento preventivo se considera constante y el gasto en
mantenimiento correctivo es condicional a si se ha producido una falla
fatal, por lo que su comportamiento es típicamente aleatorio. Por otra
parte, hemos establecido las horas de trabajo efectivas como una
dependencia del estado del equipo. Nuestro interés es precisamente las
horas efectivas trabajadas (ver Ilustración II-16).
EstadoEquipo
MantenPreventivo FallasPrevisibles
fAleatoria
fContinua
GastoCorrectivo
HrTrabAcumuladoHrEfecTrabPorDia
HrTrabDeseado
GastoPreventivo
EstadoCritico
MantenCorrectivo FallasFatales
fGastoVsPreven
fGastoVsCorrec
MODELO DE MA�TE�IMIE�TO DE EQUIPO
por Camilo Sánchez A.

57
Ilustración II-16: COMPORTAMIE'TO HISTÓRICO DE LAS HORAS
EFECTIVAS DE TRABAJO E' EL MODELO
8
6
4
2
0
0 40 80 120 160 200Time (Day)
HrEfecTrabPorDia : Current horas
La simulación se ha corrido para un periodo de 200 días o un año
laboral. Dado que se supuso que la probabilidad de que se produzca
una falla fatal es de 5%, vemos de que se han producido 6 fallas a lo
largo del año. Cómo es normal, las reparaciones no son instantáneas,
por lo que hemos supuesto un periodo de 3 días para efectuar la
reparación y se le ha agregado una función de retardo16 para
representar una recuperación gradual del equipo.
Una vez elaborado el modelo, sólo nos queda validarlo y determinar si
realmente el rendimiento del equipo sigue la tendencia mostrada en la
Ilustración II-16 o si de otra manera debemos ajustar el modelo.
Con la finalidad de completar el modelo se recomienda determinar el
beneficio obtenido por hora efectiva de trabajo y luego establecer los
gastos de mantenimiento como una función de los beneficios
obtenidos por periodo, cerrando así el ciclo (todo lo cual se puede
16 Función SMOOTH en la definición de la variable MantenCorrectivo. Ver Apéndice 6.
Recuperación paulatina
58
hacer en el modelo adicionando variables). Lógicamente no podemos
determinar en el modelo el gasto en mantenimiento que me
proporcione el mayor beneficio, pero sí, me sirve cómo sustento ante
la gerencia de la empresa para explicar la importancia del
mantenimiento y su relación con los beneficios de la empresa.
También podemos agregar variables cualitativas como por ejemplo
“satisfacción de los clientes” como dependencia del estado de los
equipos, y así ir desarrollando un modelo más complejo. Sin embargo,
como ejemplo, es suficiente en esta sección.
2.5 MODELO DE MADUREZ DE LOS PROCESOS17
Un concepto que adaptaremos para el diseño del proceso de manufactura del
RoomGame, es el Modelo de Madurez de Procesos, el cual será el tema del
presente apartado.
El modelo de madurez de procesos del Software Engineering Institute (SEI)
describe “el grado en el que una compañía de software adopta e institucionaliza
un enfoque en el mejoramiento continuo” y se ilustra en la Ilustración II-13.
17 El contenido de esta sección está basado en el libro “Automatización” de Gregory Hansen.
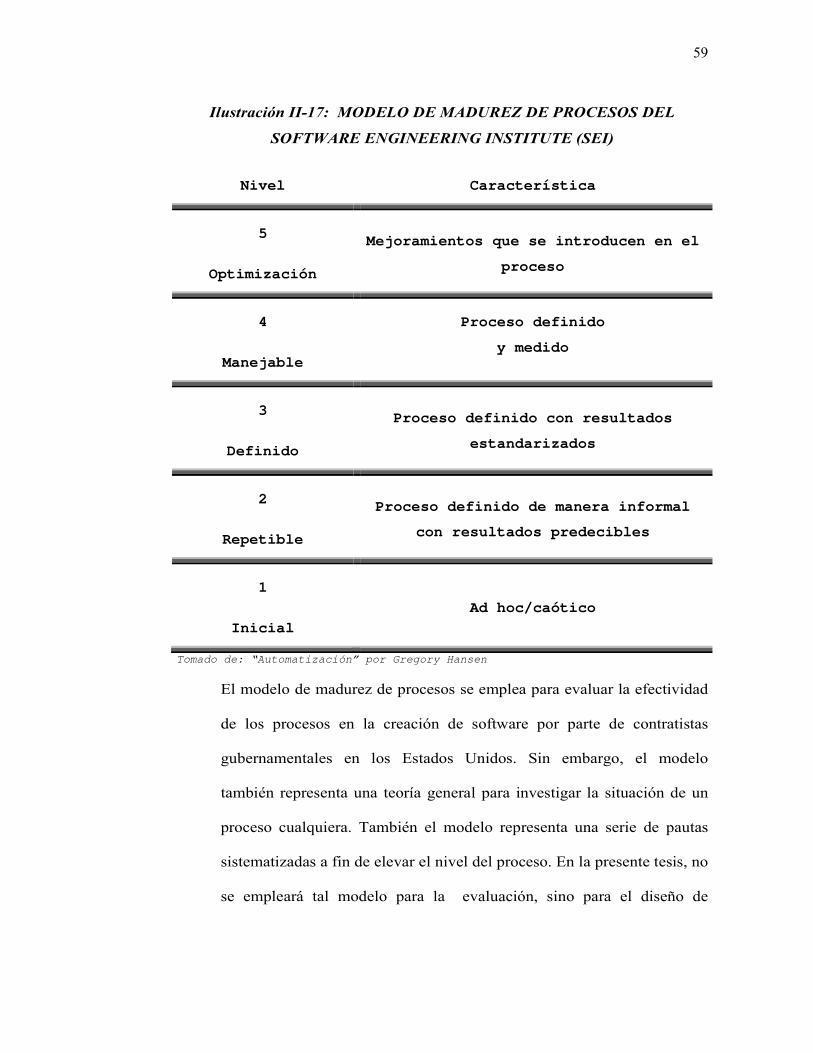
59
Ilustración II-17: MODELO DE MADUREZ DE PROCESOS DEL
SOFTWARE E'GI'EERI'G I'STITUTE (SEI)
Nivel Característica
5
Optimización
Mejoramientos que se introducen en el
proceso
4
Manejable
Proceso definido
y medido
3
Definido
Proceso definido con resultados
estandarizados
2
Repetible
Proceso definido de manera informal
con resultados predecibles
1
Inicial
Ad hoc/caótico
Tomado de: “Automatización” por Gregory Hansen
El modelo de madurez de procesos se emplea para evaluar la efectividad
de los procesos en la creación de software por parte de contratistas
gubernamentales en los Estados Unidos. Sin embargo, el modelo
también representa una teoría general para investigar la situación de un
proceso cualquiera. También el modelo representa una serie de pautas
sistematizadas a fin de elevar el nivel del proceso. En la presente tesis, no
se empleará tal modelo para la evaluación, sino para el diseño de

60
procesos, de manera que no se aplicará un proceso de reingeniería, sino
uno de ingeniería.
Una teoría relacionada con el modelo de madurez es que la productividad
y la calidad de los productos finales aumenta conforme el nivel de
madurez de un proceso, y el riesgo de errores que se presentan en el
proceso se reduce conforme aumenta el nivel.
Sin embargo, conforme avanza el nivel, la probabilidad de introducir
cambios "antiproductivos" disminuye, pero el riesgo (influencia potencial
negativa sobre los costos, la productividad o la calidad) de esos cambios
aumenta. Es decir, un cambio en un nivel alto puede traer resultados
imprevistos e indeducibles y que incluso puedan ser contraproducentes
para el sistema.
Es muy importante para la aplicación del modelo de madurez, tener
presente los famosos 14 puntos del doctor Deming18 , los cuales resumen
su filosofía administrativa. Estos son:
1. Crear constancia de propósitos para el mejoramiento de producto y servicio.
2. Adoptar la filosofía nueva de rechazar el desempeño inadecuado.
3. Interrumpir la dependencia de la inspección masiva (sobre este punto,
recordemos que el doctor Deming participó en la implantación del control
estadístico de calidad en Japón luego de la segunda guerra mundial).
4. Poner fin a la práctica de recompensar a la empresa sólo con base en los
precios.
5. Mejorar en forma constante el sistema de producción y servicio.
18 El Dr. Deming tuvo la importante función de asesorar al Japón luego de la Segunda Guerra Mundial en donde
presento lo que él llamó el Ciclo Shewhart hoy conocido como el ciclo Deming (planeación, ejecución, control, acción). Walter Shewhart fue uno de los pioneros del Control Estadístico de la Calidad.
61
6. Instituir la capacitación.
7. Instituir el liderazgo.
8. Eliminar el temor
9. Eliminar las barreras de las áreas de trabajo.
10. Eliminar eslóganes, exhortaciones y frase hechas dirigidas a la fuerza
laboral.
11. Eliminar las cuotas numéricas.
12. Eliminar las barreras para el orgullo del desempeño.
13. Instituir un programa que impulse la educación y la capacitación.
14. Tomar medidas para lograr la transformación.
Además, el doctor Deming, afirma que:
• Planear requiere predicción del desempeño. Las pruebas y experimentos del
desempeño pasado son útiles, pero no definitivas.
• Los empleados trabajan en un sistema que está fuera de su control. Es el
sistema y no las capacidades individuales lo que determina su desempeño.
Estas dos afirmaciones del doctor Deming hablan a favor de la necesidad de la
simulación como una herramienta para el mejoramiento continuo de procesos.
A continuación describiremos las características de cada uno de los niveles de
procesos.
2.5.1 PROCESOS DE NIVEL 1
Estos procesos tiene las características siguientes:

62
1. Un proceso evoluciona y los participantes lo conocen, pero no está
documentado.
2. Los participantes en el proceso conocen sus tareas específicas y
cómo realizarlas, pero no entienden el proceso completo.
3. Por lo general, hay una o más inspecciones del producto, pero la
inspección ocurre al final del producto.
4. Aunque es probable que los empleados tengan un desempeño
adecuado y cumplan con las cuotas, la calidad del producto es
impredecible.
5. Por lo regular, existe gerencia con poder.
6. Puesto que los participantes carecen de una comprensión del
proceso completo, existe poca comunicación entre los empleados
acerca de posibles mejoras.
De manera que un proceso que no está documentado, donde la
comunicación sobre el proceso es baja o nula, donde existe división
del trabajo y donde el producto sea de calidad incierta entonces es más
probable que se trate de un proceso de nivel 1. Este tipo de procesos
es típico de las empresas que empiezan, y representa una barrera para
ingresar al mercado. Este tipo de procesos, es muy probable que
mejoren con la aplicación de los 14 puntos de Deming. Así, la primera
regla a seguir es el fomentar la comunicación con respecto al proceso.
2.5.2 PROCESOS DE NIVEL 2
Los procesos de nivel 2, son aquellos en que se trabaja con más
efectividad gracias a que se han documentado o registrado los
procedimientos, de manera que cualquiera de los trabajadores puede

63
realizarlos. Además, tales procesos se mejoran continuamente y se
actualiza la información.
Estas características pueden resumirse en lo siguiente:
1. Los resultados de un proceso de nivel 2 son predecibles (aunque
no necesariamente de alta calidad).
2. Existe comunicación entre los participantes en el proceso.
3. Se definen y documentan las tareas individuales del proceso.
4. Existe una conciencia de un proceso general por parte de los
participantes en cada tarea, sin embargo, el proceso general no está
definido o registrado.
Para pasar de un proceso de nivel 1 a uno de nivel 2, una empresa
debe:
1. Instituir alguna filosofía de administración de la calidad total o
mejoramiento continuo que fomente la comunicación entre
empleados y la gerencia.
2. Hacer el compromiso de escuchar a los empleados.
3. Crear un depósito para la información que proporcionen los
empleados.
Aún cuando estos pasos fueron ideados para la reingeniería (y aquí
procuramos hacer ingeniería) es razonable que esto mismos se aplique
al diseño de un proceso no existente. Entonces, la segunda regla de la
ingeniería de procesos es documentar cada tarea describiendo lo que
debe hacerse, las especificaciones de los insumos requeridos y los
productos obtenidos.

64
2.5.3 PROCESOS DE NIVEL 3
Estos procesos son aquellos en que las tareas están definidas y
documentadas, y para el que se crea un panorama completo del
proceso. Un proceso de nivel 3 agrega el concepto de CÓMO fluye
el proceso y de CUÁ'DO se toman ciertas acciones del proceso.
La perspectiva general del proceso se define con efectividad en forma
gráfica, empleando uno de los diversos tipos de técnicas de
diagramación. Una de las técnicas más difundidas de diagramación es
el diagrama de flujo, que consiste de símbolos que representan pasos
del proceso, funciones de almacenamiento y puntos de decisión. Sin
embargo, aunque estos diagramas muestran la perspectiva general del
proceso no tienen la capacidad para ofrecer una perspectiva real del
proceso. Algunas de sus deficiencias son:
1. No representan con precisión el paralelismo de un proceso.
2. No ofrecen ninguna idea del tiempo ni el flujo de producción. En
ocasiones el proceso no sigue la secuencia de tareas establecidas
con exactitud.
3. No ofrecen mecanismos para medir los parámetros del proceso,
como:
• Cantidad de personal asignado a una tarea.
• Número de productos que se elaboran después de un período.
• Productividad del personal que participa del proceso.
• Tiempo de ciclo y cadencia del proceso.
• Colas formadas en el proceso, etcétera.

65
2.5.4 PROCESOS DE NIVEL 4
Un proceso de nivel cuatro, es lógicamente aquel que a pasado por
procesos de nivel 1, 2 y 3, pero para el cual adicionalmente se han
definido los parámetros del proceso y se han medido.
Un parámetro en este contexto, es cualquier aspecto de interés en el
proceso que sea posible medir y para el cual existe un valor. Estos
incluyen, pero no se limitan a:
• Tiempo de realización para elaborar el producto terminado.
• Tiempo que demora realizar cada proceso.
• Tiempo para los traslados.
• Niveles de inventario en cada etapa del proceso.
• Calidad del producto que se crea en cada etapa.
• Calidad del producto terminado.
• Productividad de los empleados.
• Disponibilidad de los recursos
• Etcétera.
Por lo general sólo se contabilizan la cantidad de artículos terminados
(productividad) y/o el porcentaje de artículos defectuosos (calidad).
Estas medidas sólo ofrecen una perspectiva limitada del proceso en
general, y poco indican de las causas de problemas en el proceso. Hay
muchos factores que afectan la calidad y la productividad, y éstos
deben medirse. Entre estos factores pueden incluir la dificultad de la
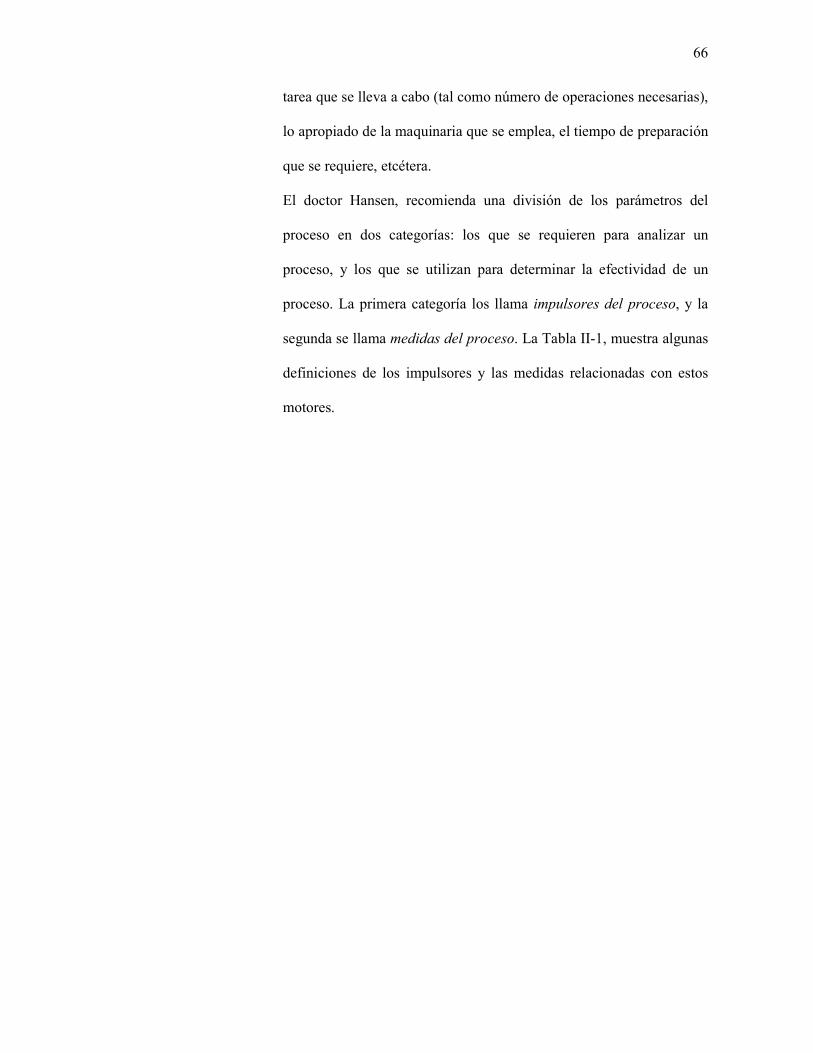
66
tarea que se lleva a cabo (tal como número de operaciones necesarias),
lo apropiado de la maquinaria que se emplea, el tiempo de preparación
que se requiere, etcétera.
El doctor Hansen, recomienda una división de los parámetros del
proceso en dos categorías: los que se requieren para analizar un
proceso, y los que se utilizan para determinar la efectividad de un
proceso. La primera categoría los llama impulsores del proceso, y la
segunda se llama medidas del proceso. La Tabla II-1, muestra algunas
definiciones de los impulsores y las medidas relacionadas con estos
motores.
67
Tabla II-1: DEFI'ICIO'ES DE LOS IMPULSORES Y LAS MEDIDAS
DEL PROCESO
IMPULSORES DEL PROCESO MEDIDAS DE LOS IMPULSORES DEL PROCESO
Insumos de la tarea
� Tasa de insumos para la tarea a) Por período b) Por hora del día
� Tipos de insumos para la tarea
Personal que se requiere
� Personal específico para la tarea � Personal disponible de medio tiempo para la tarea
� Niveles de personal por hora del día
Tiempo que se requiere para realizar la tarea
� Cantidad promedio de tiempo que se requiere para la tarea
� Tiempo requerido con base en una distribución � Tiempo requerido con base en el tipo de artículo con el que opera
Procesamiento condicional
� Tipos de condiciones que es probable que se presenten
� Alternativas para cada condición que se presente
Motivadores de la tarea � Frecuencia con las que ocurren las condiciones Consumadores de la tarea � Condiciones que finalizan la tarea
Trabajo repetido � Porcentaje de artículos que se devuelven para repetir el trabajo
� Secuencia o “ruteo” para el reprocesamiento
Costos
� Costos de mano de obra � Costos de materia prima � Costos de amortización de herramientas y equipo
Adaptado de: “Automatización”, por Gregory Hansen
Estos parámetros no son los únicos, pero son una buena base para
empezar a medir el proceso. Debe recordarse, que la intención es
medir el proceso de la manera más realista posible, por lo que se
emplearán las herramientas del análisis estadístico, tales como
gráficas de barras, distribuciones de probabilidad y otras tantas
técnicas que pueden emplearse en un estudio formal.
En este punto, se presenta un problema al diseñar un proceso, dado
que no disponemos del proceso para medirlo. Sin embargo, no debe

68
representar dificultad dado que trabajaremos en base a operaciones
unitarias, tal como comentamos en la página 20.
2.5.5 PROCESOS DE NIVEL 5
A fin de alcanzar un proceso de nivel 5, debemos haber aplicado las
cuatro primeras reglas para los anteriores niveles. Así, un proceso de
nivel 5, es aquel para el cual:
• El proceso se ha analizado y comunicado.
• La tareas del proceso se han registrado verbalmente.
• Se ha creado una perspectiva general del proceso mediante la
diagramación del mismo.
• Se han definido y medido los parámetros del proceso.
El siguiente paso es crear un modelo del proceso. Para este fin se han
obtenido la información anterior. También debemos variar diversos
escenarios mediante alguna herramienta de modelado y simulación.
La razón, explica el doctor Hansen, es que no podemos probar en la
realidad múltiples escenarios debido al tiempo y los costos (esto sin
agregar la molestias que causaríamos entre el personal).
Al respecto George B. Dantzig , el creador de la programación lineal,
en una entrevista publicada en The College Mathematical Journal,
marzo de 1986, diría:
“Los que mandan generalmente mueven las manos y dicen ‘He
considerado todas las alternativas’. Pero es casi siempre basura. Lo
más probable es que no pudiesen estudiar todas la combinaciones.”
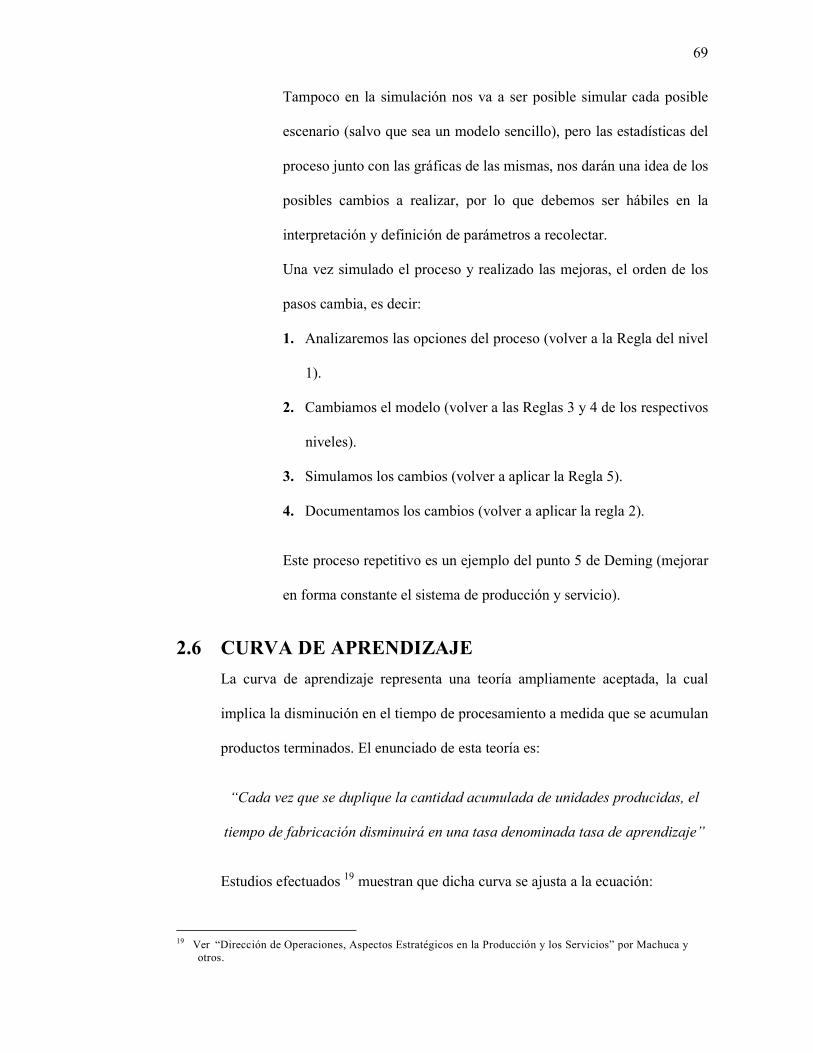
69
Tampoco en la simulación nos va a ser posible simular cada posible
escenario (salvo que sea un modelo sencillo), pero las estadísticas del
proceso junto con las gráficas de las mismas, nos darán una idea de los
posibles cambios a realizar, por lo que debemos ser hábiles en la
interpretación y definición de parámetros a recolectar.
Una vez simulado el proceso y realizado las mejoras, el orden de los
pasos cambia, es decir:
1. Analizaremos las opciones del proceso (volver a la Regla del nivel
1).
2. Cambiamos el modelo (volver a las Reglas 3 y 4 de los respectivos
niveles).
3. Simulamos los cambios (volver a aplicar la Regla 5).
4. Documentamos los cambios (volver a aplicar la regla 2).
Este proceso repetitivo es un ejemplo del punto 5 de Deming (mejorar
en forma constante el sistema de producción y servicio).
2.6 CURVA DE APRE�DIZAJE
La curva de aprendizaje representa una teoría ampliamente aceptada, la cual
implica la disminución en el tiempo de procesamiento a medida que se acumulan
productos terminados. El enunciado de esta teoría es:
“Cada vez que se duplique la cantidad acumulada de unidades producidas, el
tiempo de fabricación disminuirá en una tasa denominada tasa de aprendizaje”
Estudios efectuados 19 muestran que dicha curva se ajusta a la ecuación:
19 Ver “Dirección de Operaciones, Aspectos Estratégicos en la Producción y los Servicios” por Machuca y
otros.

70
Tn = T1 * n (ln αααα / ln 2) ...... Ecuación 1
Donde:
Tn = Tiempo de la enésima operación
T1 = Tiempo de la primera operación
n = número de veces que se ha realizado la operación
α = tasa de aprendizaje
En el modelado del proceso de manufactura del RoomGame emplearemos la
Ecuación 1 para la determinación del tiempo de procesamiento de la enésima
operación. La forma característica de la curva de aprendizaje se muestra
en la Ilustración II-14.
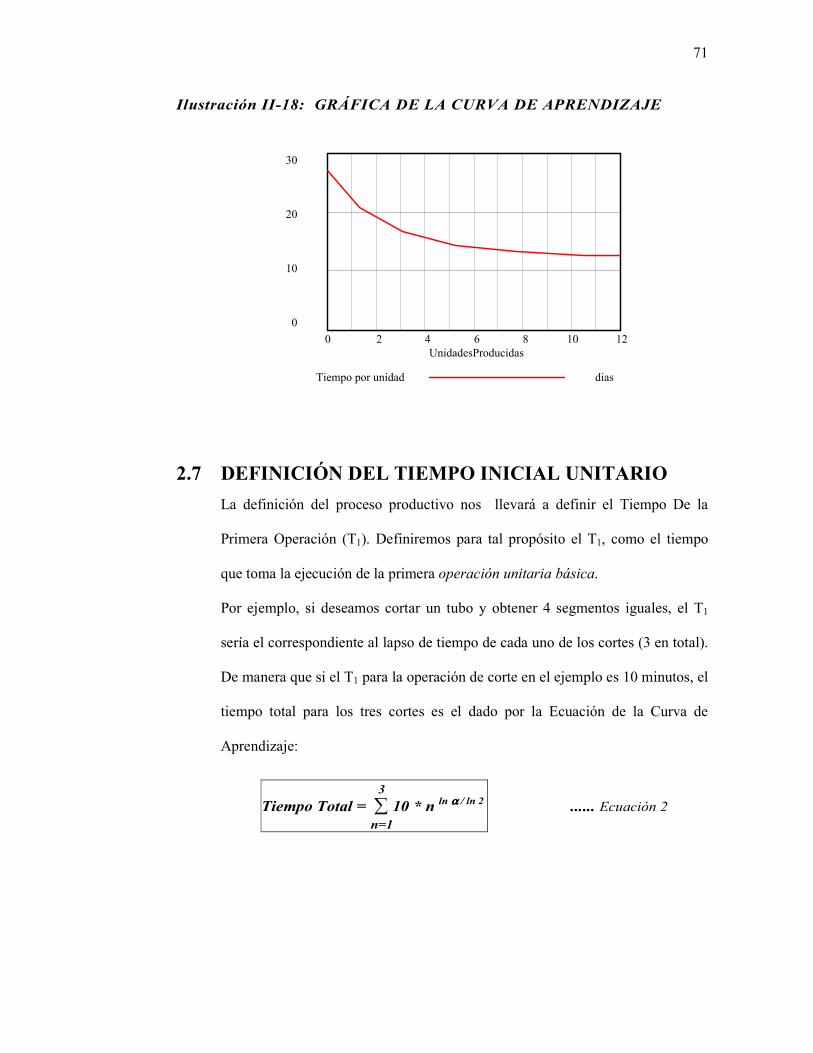
71
Ilustración II-18: GRÁFICA DE LA CURVA DE APRE'DIZAJE
30
20
10
0
0 2 4 6 8 10 12UnidadesProducidas
Tiempo por unidad dias
2.7 DEFI�ICIÓ� DEL TIEMPO I�ICIAL U�ITARIO
La definición del proceso productivo nos llevará a definir el Tiempo De la
Primera Operación (T1). Definiremos para tal propósito el T1, como el tiempo
que toma la ejecución de la primera operación unitaria básica.
Por ejemplo, si deseamos cortar un tubo y obtener 4 segmentos iguales, el T1
sería el correspondiente al lapso de tiempo de cada uno de los cortes (3 en total).
De manera que si el T1 para la operación de corte en el ejemplo es 10 minutos, el
tiempo total para los tres cortes es el dado por la Ecuación de la Curva de
Aprendizaje:
Tiempo Total = ∑n=1
3
10 * n ln α α α α / ln 2 ...... Ecuación 2
72
En la Ecuación 2, nos percatamos que el único parámetro que podemos alterar es
la tasa de aprendizaje (α), por lo que el modelo de simulación se convierte en un
modelo determinístico.20
De manera general, el modelo de simulación acumulará el tiempo de los
procesos en conformidad con la fórmula:
Tiempo Total = ∑n=1
x T1 * n
ln α α α α / ln 2 ...... Ecuación 3
Donde x será el número de veces que se repite la operación o tarea (las demás
variables ya se explicaron).
2.8 SOBRE LOS DIAGRAMAS DE FLUJO
La Sociedad Latinoamericana para la Calidad define un Diagrama de Flujo
como:
“Una representación pictórica de los pasos en un proceso, útil para determinar
cómo funciona realmente el proceso para producir un resultado”
“El resultado –continua diciendo– puede ser un producto, un servicio,
información o una combinación de los tres”.
“Un diagrama de flujo final deberá actuar como un registro de cómo el proceso
actual realmente opera y debe indicarse la fecha”.
De las definición proporcionada por la Sociedad Latinoamericana para la
Calidad, vemos que el objetivo del diagrama de flujo es describir el proceso “tal
como es”.
20 Cuando modelemos la curva de aprendizaje con la Dinámica de Sistemas, veremos la razón de usar un modelo
determinístico en reemplazo de uno estocástico. Claro que otra opción es elegir α como una variable estocástica, en cuyo caso tendríamos un modelo aleatorio y dado que “n” se incrementa, tendríamos un modelo estocástico que a largo plazo muestra una tendencia exponencial.

73
Aún cuando existen literalmente docenas de símbolos especializados, se utiliza
con frecuencia los siguientes:
SÍMBOLO DESCRIPCIÓ�
Un paso o una tarea del proceso. Una descripción breve del paso se presenta dentro del símbolo.
Punto de verificación o de decisión. Este Diamante indica un punto de ramificación en el proceso. La descripción esta escrita generalmente dentro del símbolo, generalmente en la forma de una pregunta. Cada respuesta está identificada para que corresponda a una respuesta.
Cola o punto de espera.
Punto de almacenamiento interno.21
El “símbolo documento” representa la información escrita pertinente al proceso.
El “símbolo de la base de datos” representa información almacenada electrónicamente con respecto al proceso.
Representa un retraso o demora en el proceso
Representa preparación antes de ejecutar una tarea
Aún cuando un Diagrama de Flujo es una herramienta útil para obtener una
perspectiva del proceso, podemos notar las deficiencias del mismo. En primer
lugar, no es posible mediante un Diagrama de Flujo representar la naturaleza de
los procesos, ya que éstos fuesen paralelos o seriales. Otra desventaja de los DF,
es que no establecen quién hace qué y en que momento, y tampoco nos permite
calcular los tiempos de ciclo de los procesos, porcentaje de utilización de los
recursos y de las actividades. La ventaja de los DF es que permiten comunicar el
21 En el modelamiento con ProcessModel emplearemos el tradicional triángulo invertido para representar
almacenamientos.

74
proceso de manera fácil y sencilla y que permiten establecer puntos de
verificación o decisión del tipo IF ... THEN ... ELSE.
En la ingeniería industrial, existen además los típicos DOP y los diagramas
Hombre-Máquina. Si bien es cierto, en éstos podemos identificar los tiempos de
procesamiento, éstos diagramas gozan de la desventaja de ser determinísticos y
de no reflejar puntos de decisión ni reprocesamientos. Precisamente estas dos
desventajas de los DOP nos han llevado a cometer el error de obtener
conclusiones para los sistemas basados en DOPs. Una de éstas conclusiones
erróneas proviene de los cálculos denominados Balance de Línea22, en donde se
emplean variables determinísticas, sin tener en cuenta que por lo general éstas
son aleatorias (ya sea por acción de la mano del hombre, por la confiabilidad del
sistema, por reprocesamientos, etc.).
Por último, ni DOP, ni DF, ni Diagrama H-M, son medios con los cuales uno
pueda interactuar, es decir, no podemos “preguntarle a los diagramas”, ¿y qué
si....? o ¿qué sucedería si...? . Así, los modelos de simulación vienen a ser
representaciones de los procesos con los que podemos interactuar. Claro está que
los modelos de simulación –y en especial los obtenidos mediante ProcessModel–
pueden emplearse como representaciones pictóricas de los procesos, en lugar del
Diagrama de Flujo.
22 Una característica diferenciadora de los sistemas JIT con respecto a los sistemas tradicionales es precisamente la
manera de balancear las líneas de producción. Otra teoría interesante con respecto al Balance de Líneas es la Teoría de las Limitaciones o TOC por sus siglas en inglés. Al respecto puede verse Machuca y otros, 1994, en la bibliografía.
75
2.9 VOCABULARIO
Estado: Es una variable caracterizando un atributo en el sistema tal como un
nivel en el stock de inventario o el número de trabajos esperando
para su procesamiento.
Evento: Una ocurrencia en un momento de tiempo dado que puede cambiar el
estado del sistema, tal como el arribo de un cliente o el inicio de
un trabajo en una estación.
Entidad: Un objeto que atraviesa el sistema, tal como carros en una intersección
u ordenes en una fábrica. Frecuentemente un evento (e.g. un
arribo) es asociado con una entidad (e.g. un cliente).
Experimento: Un experimento es cualquier proceso o estudio que resulta en la
recolección de datos, el resultado del cual es desconocido.
Parámetro: Un parámetro es un valor, usualmente desconocido (y que por eso
debe ser estimado), usado para representar una característica de la
población. Por ejemplo, la media es un parámetro frecuentemente
usado para representar el valor promedio de una población.
RoomGame: Estructura tubular empleada por niños con fines recreativos en
lugares de esparcimiento.
Proceso: Conjunto de tareas o actividades desarrolladas con un objetivo
específico.
Tareas: Cada uno de los elementos conformantes de un proceso.

76
Simulación por Eventos Discretos: Simulación en el cual los eventos ocurren
en puntos distintos de tiempo. Nada acontece entre dos eventos.
Simulación Continua: La simulación es continua cuando los estados del
sistema cambian todo el tiempo, no justo en el momento que
ocurre algún evento discreto.
Validación: Es el proceso de comparar la salida del modelo con el
comportamiento del fenómeno.
Dinámica de Sistemas: En unas pocas palabras, es el estudio riguroso de
problemas sobre el comportamiento de sistemas, usando los
principios de retroalimentación, dinámica y simulación.

Capítulo III DESCRIPCIÓN DEL
ROOMGAME
3.1 I�TRODUCCIÓ�
Al producto a fabricar, se le ha denominado RoomGame. Los fabricantes de
estas estructuras los denominan “Juegos Recreativos de Tierra”.1 En mi parecer
ese nombre no describe bien el producto y es muy largo como para emplearlo en
una campaña publicitaria, es por eso que se han usado dos palabras en inglés
para describirlo como un cuarto o sala de juego.
Un RoomGame es una estructura elaborada en base a tubos soldados con
diversos accesorios tales como trampolines, toboganes, y otros. La forma de
éstas estructuras son diversas, dependiendo de los gustos del cliente, el tamaño y
forma del local, y también lógicamente del presupuesto.
A fin de describir más eficientemente el producto, he elaborado un plano en
AutoCAD, lo cual es recomendable por las facilidades que softwares CAD
brindan para el diseño de productos.
El dibujo es tridimensional, por lo que en la computadora puede apreciarse desde
cualquier vista y/o ángulo de elevación. Hoy en día la ventaja del AutoCAD y
otros softwares similares, es evidente. Entre ellas tenemos:
• Es mucho más fácil comunicar ideas en tiempo de diseño si se tiene un
gráfico.
• Podemos visualizar el modo de fabricarlo.
• Podemos encontrar fallas en el diseño y modificarlas.
• Nos servirá para las especificaciones de fabricación.
1 Ver Anexo 1.

78
• La capacidad de modelización fotorrealística (renderizado) del AutoCAD,
nos permite mostrar a nuestros clientes cómo se verá el producto una vez
elaborado.
La representación de la estructura es completa, no así el acabado. Esto para no
complicar el gráfico con detalles que pueden ser obvios.
En la ciudad de Lima, existen varios fabricantes de este tipo de estructuras, entre
los que tenemos:
• FIBROTECNIA Telf. 446-3186
• LUBECA PERUANA Telf. 423-6413
• INDUSTRIAS AGGO Telf. 351-5849
FIBROTECNIA, tuvo la amabilidad de cotizarme vía fax una de estas
estructuras, copia de la misma se muestra en el Anexo 01. En dicha cotización,
puede apreciarse que ponen a disposición del cliente, una variedad de modelos.
La cotización que se le pidió, corresponde a los modelos más económicos y
podemos apreciar que los precios fluctúan entre los US$3,480.00 y los
US$5,650 sin IGV. Los precios no incluyen la instalación.
Las siguientes secciones muestran el producto mediante gráficos y también
especificaciones de materiales y precios de los mismos, los cuales se emplearon
en la elaboración del modelo de simulación.
3.2 ILUSTRACIO�ES DEL ROOMGAME E� AUTOCAD
Las siguientes dos ilustraciones nos muestran la estructura a fabricar hecha de
tubos comerciales y una presentación del producto una vez instalado el tobogán.

79
Se ha diferenciado los tipos de materiales con diferentes colores para facilitar su
identificación.
La escala empleada es 1:50, pudiéndose imprimir o plotear a la escala deseada
ya que en AutoCAD se trabaja en unidades de dibujo y en el momento de plotear
se selecciona la escala.

80
Ilustración III-1: ESTRUCTURA TUBULAR DEL ROOMGAME
81
Ilustración III-2: ROOMGAME: ESTRUCTURA, ACCESORIOS Y
ACABADO

82
3.3 ESPECIFICACIO�ES DEL ROOMGAME
Los componentes básicos de la estructura del RoomGame son los tubos. A fin de
estandarizar y facilitar el proceso de fabricación del RoomGame, se han elegido
tamaños estándar para los tubos. Estos se muestran a continuación:
1. Tubos de 50 mm x 1.50 m. Se identifican en la Ilustración III-1, por los
colores rojo o verde. En el modelo se les denominará simplemente “Corto”.
2. Tubos de 60 mm x 2.40 m. Se distinguen por representarse de color azul. En
el modelo se les denominará simplemete “Medio”.
3. Tubos de 60 mm x 5.0 m. Son las columnas de las torre para el tobogán. Se
muestran de color azul. En el modelo se les denominará simplemete “Largo”.

83
La fabricación de la estructura tubular para el Roomgame, esta basada
únicamente en estos tres tipos de tubos.
La cantidad de tubos necesarios para la fabricación de la estrutura, se detalla en
la Tabla III-1.
Tabla III-1: CA'TIDAD Y TIPO DE TUBOS A EMPLEAR E' LA
FABRICACIÓ' DEL ROOMGAME
TIPO DE TUBO CA�TIDAD
Corto 64
Medio 12
Largo 4
La cantidad y tipo de tubos, determina el requerimiento de tubos (tipo
comercial), el cual, junto con el costo unitario en dólares, se muestra a
continuación (ver Tabla III-2).
Tabla III-2: REQUERIMIE'TO DE TUBOS COMERCIALES
TUBO CA�TIDAD COSTO* (unitario)
COSTO US$
De 60mm x 6.4m esp.=2.5mm 10 16.29 162.90
De 50mm x 6.0m esp.=2 mm 16 14.57 233.12
COSTO TOTAL 396.02
* Fuente: Ferretería THALES - Septiembre del 2000.
Dado que se planea elaborar un modelo justo a tiempo, los datos de la Tabla
III-2, permiten establecer los lotes de pedido de tubos, e ir acumulando los
costos a través del modelo.

84
Debo mencionar que para fabricar el RoomGame, se comprará el Tobogán2, de
acuerdo a las especificaciones que se suministren al fabricante.
Dicho Tobogán es representado como una entidad en la simulación y se le asigna
el atributo costo, el cual se adiciona al costo total.
Igualmente, se mandarán preparar y coser los forros de marroquín para los tubos.
La malla o red que cubre el RoomGame, también se comprará a terceros. Estos
en su conjunto se representan por la entidad Package.
Los costos calculados para el Tobogán y los recubrimientos, se muestran en la
Tabla III-3.
Tabla III-3: REQUERIMIE'TOS DE I'SUMOS Y PARTES PARA EL ACABADO
DESCRIPCIO� U�ID. CA�T. COSTO U�IT. ($)
COSTO $
TOBOGAN Global 01 1000 1000
PINTURA Gal. 04 15 60
VARIOS ACABADO
Global 01 900 900
La Ilustración III-3 nos muestra los detalles del tobogán, el cual es de fibra de
vidrio. Una vez más vemos la ventaja de emplear sistemas CAD para establecer
las especificaciones de ingeniería de un producto o parte de este, esto sin contar
con el hecho de que un archivo CAD pueda ser leído por un equipo con control
numérico computarizado (tal como un torno o una fresadora).
2 Tubo de fibra de vidrio en forma de espiral por el cual se deslizan los niños.
85
Ilustración III-3: DETALLE DEL TOBOGÁ'

Capítulo IV DESCRIPCIÓN DEL
PROCESO PRODUCTIVO
DEL ROOMGAME
4.1 I�TRODUCCIÓ�
Una vez adquirido una visión panorámica del producto a fabricar, podemos definir
una estructura tentativa del proceso productivo y su secuencia, lo cual lo haremos
mediante un diagrama de flujo del proceso.
Pero antes, debemos definir lo que se ha denominado bastidores. Los bastidores,
son subconjuntos de la estructura general del RoomGame. El propósito de la
división de la estructura en bastidores es facilitar la confección del mismo. La
siguiente ilustración presenta la estructura del RoomGame dividida en bastidores y
los tubos requeridos para unir los bastidores.

87
Ilustración IV-1: ESTRUCTURA DEL ROOMGAME MOSTRA'DO LA DIVISIÓ' E' BASTIDORES
88
4.2 DIAGRAMA DE FLUJO DEL PROCESO
Ya hemos mencionado1 a cerca de los inconvenientes que presentan los clásicos
diagramas empleados en la Ingeniería Industrial para la representación de los
procesos y la conclusión al respecto, es que no podemos definir un proceso de
manufactura sustentándonos en técnicas tradicionales sino que debemos valernos de
técnicas de simulación. No obstante, se hace necesario el tener un modelo que nos
sirva de fundamento para la simulación, por lo que nos vemos obligados a elaborar
un Diagrama de Flujo para el proceso de manufactura del RoomGame. Este modelo
básico expresa lo que “creo” será el proceso.
La Ilustración IV-2 nos muestra tal diagrama. .
.
.
.
1 Ver 2.8 SOBRE LOS DIAGRAMAS DE FLUJO.

89
Ilustración IV-2: DIAGRAMA DE FLUJO TE'TATIVO PARA EL PROCESO DE FABRICACIÓ' DEL ROOMGAME
Almacen tubos
Corte
Confección Bastidor 1
Confección Bastidor 2
Confección Bastidor 3
Ensamble Bastidores
Tubos ensamble
Colocación Tobogán
Pintado
Acabado
tubos

90
4.3 DEFI�ICIÓ� DE LOS TIEMPOS I�ICIALES (T1)
PARA LA MA�UFACTURA DEL ROOMGAME
La Tabla IV-1 muestra las definiciones de los T1 para las diferentes operaciones en
el Diagrama de Flujos.
Tabla IV-1: DEFI'ICIÓ' DE LOS T1 PARA LAS DIFERE'TES
OPERACIO'ES E' EL PROCESO DE MA'UFACTURA DEL
ROOMGAME
UBICACIÓN T1 (en el diagrama) DEFINICION
Corte tubos Lapso de tiempo que toma al operador ejecutar el primer corte
Confeccion Bastidor[i] Lapso de tiempo que toma al operador ejecutar el cordón de soldadura que unirá dos tubos en el primer bastidor que fabrique
Ensamble bastidores
Lapso de tiempo que toma al operador ejecutar el cordón de soldadura que unirá un bastidor y un tubo usado para ensamble, en la primera estructura fabricada
Colocacion Tobogan Lapso de tiempo que toma el instalar el tobogán la primera vez que se sitúa éste
Pintado Lapso de tiempo empleado para efectuar la operación de pintado en la primera estructura fabricada
Acabado Lapso total de tiempo empleado la primera vez que se instala accesorios y otros en la operación denominada ‘acabado’.
La definición de los T1 nos permite estimar tiempos de procesamiento total
mediante simulación de operaciones unitarias.
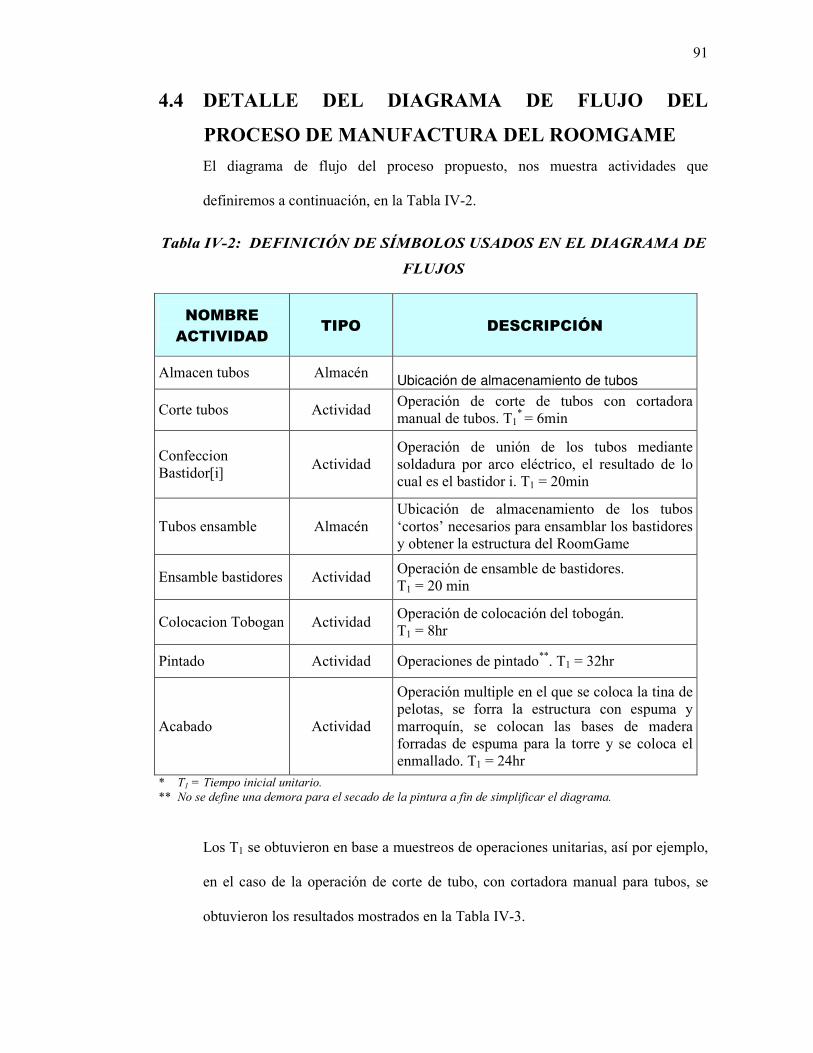
91
4.4 DETALLE DEL DIAGRAMA DE FLUJO DEL
PROCESO DE MA�UFACTURA DEL ROOMGAME
El diagrama de flujo del proceso propuesto, nos muestra actividades que
definiremos a continuación, en la Tabla IV-2.
Tabla IV-2: DEFI'ICIÓ' DE SÍMBOLOS USADOS E' EL DIAGRAMA DE
FLUJOS
NOMBRE
ACTIVIDAD TIPO DESCRIPCIÓN
Almacen tubos Almacén Ubicación de almacenamiento de tubos
Corte tubos Actividad Operación de corte de tubos con cortadora manual de tubos. T1
* = 6min
Confeccion Bastidor[i]
Actividad Operación de unión de los tubos mediante soldadura por arco eléctrico, el resultado de lo cual es el bastidor i. T1 = 20min
Tubos ensamble Almacén Ubicación de almacenamiento de los tubos ‘cortos’ necesarios para ensamblar los bastidores y obtener la estructura del RoomGame
Ensamble bastidores Actividad Operación de ensamble de bastidores. T1 = 20 min
Colocacion Tobogan Actividad Operación de colocación del tobogán. T1 = 8hr
Pintado Actividad Operaciones de pintado**. T1 = 32hr
Acabado Actividad
Operación multiple en el que se coloca la tina de pelotas, se forra la estructura con espuma y marroquín, se colocan las bases de madera forradas de espuma para la torre y se coloca el enmallado. T1 = 24hr
* T1 = Tiempo inicial unitario.
** �o se define una demora para el secado de la pintura a fin de simplificar el diagrama.
Los T1 se obtuvieron en base a muestreos de operaciones unitarias, así por ejemplo,
en el caso de la operación de corte de tubo, con cortadora manual para tubos, se
obtuvieron los resultados mostrados en la Tabla IV-3.
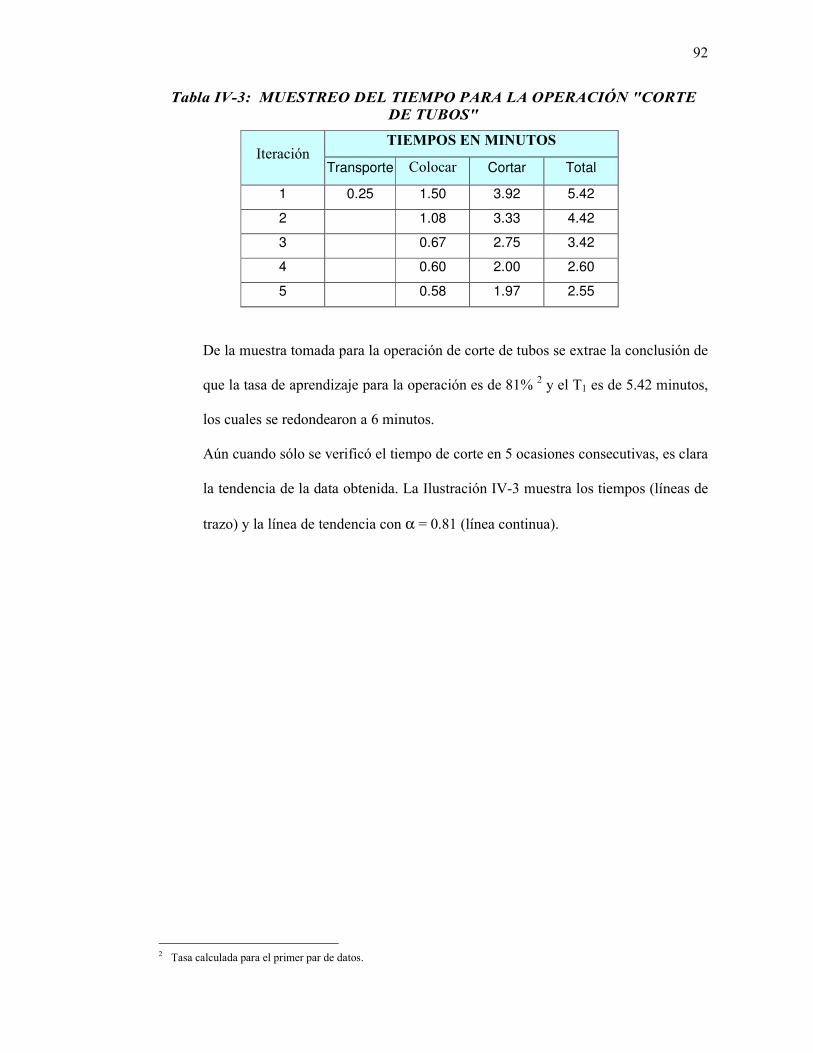
92
Tabla IV-3: MUESTREO DEL TIEMPO PARA LA OPERACIÓ' "CORTE DE TUBOS"
Iteración TIEMPOS E� MI�UTOS
Transporte Colocar Cortar Total
1 0.25 1.50 3.92 5.42
2 1.08 3.33 4.42
3 0.67 2.75 3.42
4 0.60 2.00 2.60
5 0.58 1.97 2.55
De la muestra tomada para la operación de corte de tubos se extrae la conclusión de
que la tasa de aprendizaje para la operación es de 81% 2 y el T1 es de 5.42 minutos,
los cuales se redondearon a 6 minutos.
Aún cuando sólo se verificó el tiempo de corte en 5 ocasiones consecutivas, es clara
la tendencia de la data obtenida. La Ilustración IV-3 muestra los tiempos (líneas de
trazo) y la línea de tendencia con α = 0.81 (línea continua).
2 Tasa calculada para el primer par de datos.

93
Ilustración IV-3: MUESTREO DEL TIEMPO DE CORTE
2.00
2.50
3.00
3.50
4.00
4.50
5.00
5.50
6.00
0 1 2 3 4 5 6
número cortes
min
uto
s
Cortes efectuados el 23 de septiembre del 2000.
Debe apreciarse que podemos obtener diferentes tasas de aprendizaje si calculamos
esta entre dos pares distintos de datos. En el presente caso, la tasa de 81%
corresponde a la calculada entre el primer y segundo tiempos de procesamiento y es
la que emplearemos en la simulación del tiempo de corte del escenario normal.

Capítulo V DESCRIPCIÓN DEL
SISTEMA PRODUCTIVO
PARA LA FABRICACIÓN
DEL ROOMGAME
Un sistema es una abstracción de la realidad, elaborada por la mente humana y que nos
permite estudiar la misma, dividiéndola en elementos y estableciendo las interrelaciones
entre dichos elementos.
5.1 DEFI�ICIÓ� DEL SISTEMA PRODUCTIVO
Definamos nuestro sistema productivo cómo aquel que está compuesto por el área
productiva de la empresa –con el personal, los equipos y materiales como
elementos del mismo– y también las interrelaciones del área productiva con
elementos externos a la empresa, tales como los clientes y los competidores.
5.1.2 OBJETIVO DEL ESTUDIO DEL SISTEMA
PRODUCTIVO
El objetivo del estudio del sistema productivo es estudiar el
comportamiento del sistema productivo en la etapa inicial de ejecución
de un proyecto.
Las características que nos interesan estudiar son:
1. La curva de aprendizaje.
2. El ciclo de vida del producto.
Así, nuestro interés es modelar la influencia de éstos dos en el diseño del
proceso de producción.
95
5.1.3 DESCRIPCIÓN DEL SISTEMA DE PRODUCCIÓN
Podríamos pensar que el sistema productivo esta compuesto por todos los
elementos propios de un departamento de producción, pero, éstos
elementos no me ayudan a entender el patrón de conducta del ciclo de
vida del producto, por lo que debemos extender los límites del sistema.
Así, la Ilustración V-1, nos revela el sistema que explicaría el
comportamiento de las unidades vendidas por periodo de tiempo.
Ilustración V-1: DIAGRAMA PICTÓRICO DEL SISTEMA A
ESTUDIAR

96
De manera que la forma característica del ciclo de vida, debe estar
relacionado con los clientes, aún cuando la empresa y los competidores
puedan influir en ella.
Por otra parte, la curva de aprendizaje no tiene gran relación con el
sistema mostrado en la Ilustración V-1, por lo que debemos profundizar
en el subsistema empresa, para estudiar tal conducta. La Ilustración V-2
nos muestra tal sub sistema.
Ilustración V-2: SUBSISTEMA EMPRESA
EMPRESA
COMPETIDORESCOMPETIDORES
Transacciones
Transacciones
CLIENTES

97
Observemos que las empresas no representan sistemas cerrados, dado
que continuamente interactúan con su entorno.
Es claro que el personal de la empresa y la experiencia del mismo, juegan
un papel importante en el proceso de aprendizaje, y es en el factor
humano que nos basaremos para el modelamiento con Dinámica de
Sistemas para estudiar la curva de aprendizaje.
EMPRESA
Recursos Económicos
Herramientas y Equipos
Productos
Personal
y Materiales
Capítulo VI MODELAMIENTO
MEDIANTE SIMULACIÓN
DEL PROCESO DE
MANUFACTURA DEL
ROOMGAME
6.1 I�TRODUCCIÓ�
En el presente capítulo se elaborarán dos modelos con DS. El primero es un modelo
de curva de aprendizaje que nos permitirá estimar la tasa de producción
(unid./tiempo). La estimación de la tasa de producción y su conducta en el tiempo
(modelo dinámico) nos permitirá a su vez obtener el tiempo de ciclo ya que:
Tiempo de Ciclo = 1
Tasa de Producción ......Ecuación 4
Nótese que la Dinámica de Sistemas no trabaja con datos discretos, por lo que es
necesario evaluar la tasa de producción en lugar del tiempo de producción.
El segundo modelo, tendrá como propósito estudiar el ciclo de vida del producto.
De este estudio, obtendremos las unidades vendidas por periodo lo cual no es otra
cosa que la demanda. Ya que se ha evaluado el tiempo de ciclo en el primer
modelo, estamos en la posibilidad de responder a la pregunta: ¿Podremos abastecer
la demanda calculada para los siguientes meses, dado un tiempo de ciclo también
calculado?
Por supuesto que el tiempo de ciclo calculado mediante DS es sólo una
aproximación1, y por lo tanto debemos incrementar la precisión del modelo
mediante un experimento de simulación por procesos discretos. Es por tal razón
1 Menciono aproximación porque el proceso de manufactura está basado en tiempos discretos.
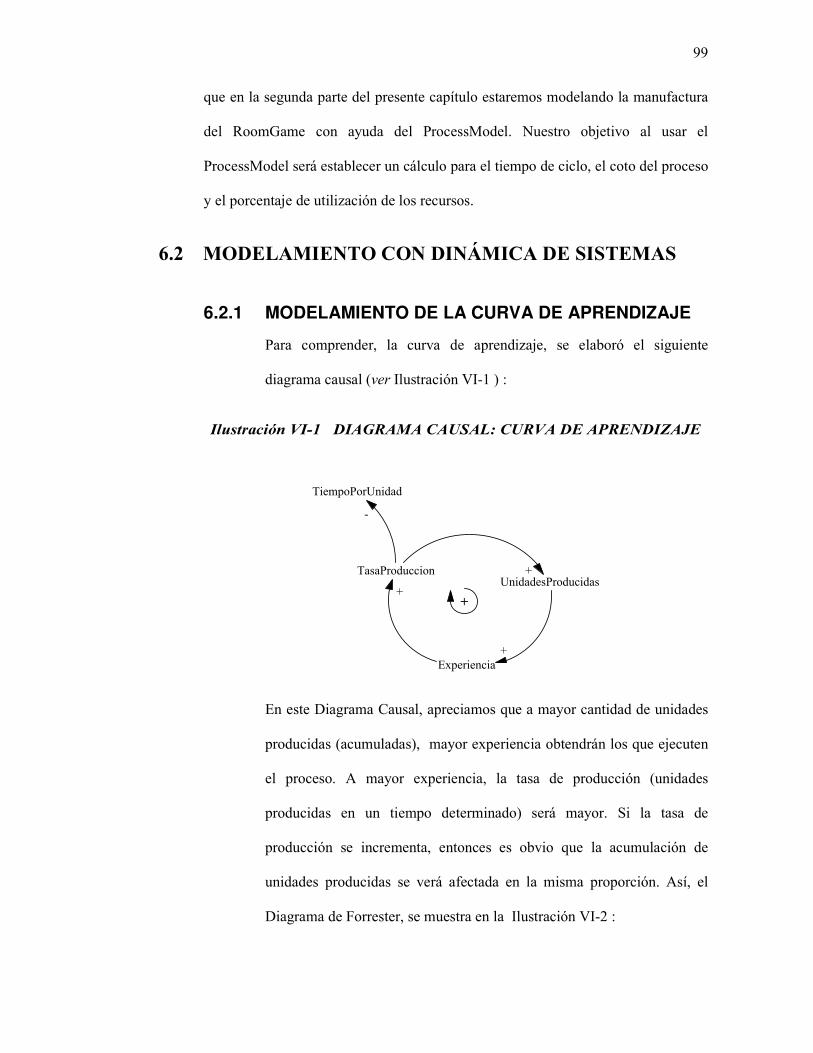
99
que en la segunda parte del presente capítulo estaremos modelando la manufactura
del RoomGame con ayuda del ProcessModel. Nuestro objetivo al usar el
ProcessModel será establecer un cálculo para el tiempo de ciclo, el coto del proceso
y el porcentaje de utilización de los recursos.
6.2 MODELAMIE�TO CO� DI�ÁMICA DE SISTEMAS
6.2.1 MODELAMIENTO DE LA CURVA DE APRENDIZAJE
Para comprender, la curva de aprendizaje, se elaboró el siguiente
diagrama causal (ver Ilustración VI-1 ) :
Ilustración VI-1 DIAGRAMA CAUSAL: CURVA DE APRE'DIZAJE
En este Diagrama Causal, apreciamos que a mayor cantidad de unidades
producidas (acumuladas), mayor experiencia obtendrán los que ejecuten
el proceso. A mayor experiencia, la tasa de producción (unidades
producidas en un tiempo determinado) será mayor. Si la tasa de
producción se incrementa, entonces es obvio que la acumulación de
unidades producidas se verá afectada en la misma proporción. Así, el
Diagrama de Forrester, se muestra en la Ilustración VI-2 :
UnidadesProducidas
Experiencia+
TiempoPorUnidad
TasaProduccion
+
+
-
+

100
Ilustración VI-2 DIAGRAMA DE FORRESTER: CURVA DE
APRE'DIZAJE
UnidadesProducidasTasaDeProduccion
Experiencia
Experiencia f
TasaDeProduccion f
TiempoPorUnidad
La simulación de éste Diagrama de Forrester por un periodo de 48 meses,
se muestra en la siguiente gráfica:

101
Ilustración VI-3 COMPORTAMIE'TO DEL TIEMPO POR U'IDAD
vs PRODUCCIÓ' ACUMULADA E' EL MODELO
30
20
10
0
0 5 10 15 20 25 30UnidadesProducidas
TiempoPorUnidad : Current dias
Podemos apreciar que la producción de la primera unidad, puede
tomarnos cerca de 27 días, mientras que después de la 15ª a 20ª unidad
producida, el tiempo que tomará producir una unidad, se habrá reducido a
12 días, manteniéndose aproximadamente constante en lo sucesivo. Es
posible también, calcular la tasa de aprendizaje de la curva de
aprendizaje en el modelo. Esta se muestra en la Tabla VI-1.
Tabla VI-1 TASA DE APRE'DIZAJE PARA LOS SEIS PRIMEROS
PERIODOS DE SIMULACIÓ'
Periodo Tasa de
aprendizaje
1 80.5%
2 78.6%
3 78.6%
4 79.5%
5 80.6%
6 81.4%
Promedio 79.9% Fuente: Modelo de simulación Ilustración VI-2

102
Podemos ver que la tasa de aprendizaje promedio, es de 80%, y que es
precisamente éste, el valor que utilizaremos en el escenario normal o
conservador cuando desarrollemos el modelo de simulación por eventos
discretos.
El tiempo requerido para elaborar una unidad en su relación con el
tiempo, se muestra en la Ilustración VI-4.
Ilustración VI-4 VARIACIÓ' HISTÓRICA DEL TIEMPO DE CICLO
En la Ilustración VI-4 podemos ver que luego del 12ª mes la variación
en el tiempo de ciclo es despreciable, pero que ya incluso desde el 6º
mes, la variación es mínima.
En este punto, se presenta un punto de controversia, referente a la
costumbre de emplear funciones de distribución de probabilidades, para
representar el carácter aleatorio de los modelos de simulación. En un
estudio típico de simulación, se selecciona y valida la función de
distribución de probabilidad mediante pruebas de bondad de ajuste. En la
30
20
10
0
0 12 24 36 48Time (Month)
TiempoPorUnidad : Current dias

103
presente tesis, no se van a emplear funciones de distribución para los
fines de simulación por eventos discretos. Las razones son sencillas:
1. El patrón de conducta del sistema en estudio es conocido, y es el
que se muestra en la Ilustración VI-3.
2. El estudio es en “tiempo de diseño” no en “tiempo de ejecución”,
por lo que nos es imposible recolectar datos a partir de los cuales
podamos estimar los parámetros de la f.d.p.
Esto de ninguna manera significa que no necesitamos las probabilidades
y la estadística, sino que el papel de los mismos será necesario para
cotejar a posteriori el modelo propuesto con la realidad (verificación en
las etapas iniciales de puesta a punto del proyecto). Yo diría, que las
estadísticas tomarán su parte de la manera clásica, luego que el sistema se
estabilice (6º mes en el modelo). Con esto no pretendo decir que en los
primeros 6 meses el comportamiento del sistema vaya a ser totalmente
determinístico, sino que las variaciones con respecto a la curva de
aprendizaje serán parecidas a las mostrada en la Ilustración VI-5, que es
el mismo modelo para la curva de aprendizaje sólo que se le ha agregado
una factor de variación aleatoria para la tasa de producción con el
propósito de indicar que ésta no sólo depende de la experiencia del
personal. Esta variación en la tasa de producción se puede también
simular haciendo α igual a una f.d.p. uniforme con parámetros αmin y
αmax.2
2 Lo que no sé, es si valdría la pena complicar un modelo que está en etapa de diseño. Mi opinión particular, es que no
es necesario.

104
Ilustración VI-5: MODELO ESTOCÁSTICO DE LA CURVA DE
APRE'DIZAJE
40
30
20
10
0
0 2 4 6 8 10 12UnidadesProducidas
Aleatorio diasDeterministico dias
Obviamente, estas deducciones se apoyan en el Modelo de Dinámica de
Sistemas (MDS), y que luego cuando elaboremos el Modelo de
Simulación por Eventos Discretos (MSED) en el siguiente apartado del
presente capítulo, veremos que las conclusiones del MDS, pueden ser
muy cercanas al comportamiento predicho por el MSED. De allí, la
importancia de retroalimentar ambos modelos, de manera que se forma
un bucle (ver Ilustración VI-6 ).
Ilustración VI-6 RETROALIME'TACIÓ' E'TRE LA DI'ÁMICA DE
SISTEMAS Y LA SIMULACIÓ' DISCRETA
Modelo conDinamica deSistemas
Modelo conSimulaciónDiscreta

105
6.2.2 MODELAMIENTO DEL CICLO DE VIDA DEL
PRODUCTO
Nuestro interés en la curva denominada Ciclo de Vida del Producto, es
que a partir de ésta podemos estimar de manera dinámica la demanda del
RoomGame. Esto a su vez, nos permitirá determinar la capacidad de
producción y los recursos necesarios para el mismo. Veamos el diagrama
causal de la misma (ver Ilustración VI-7 ).
Ilustración VI-7 DIAGRAMA CAUSAL PARA EL
COMPORTAMIE'TO DEL CICLO DE VIDA DEL PRODUCTO
MercadoPotencial
ReconocimientoDelProducto
PersonasInteresadas
ClientesAtendidos
ProductosVendidos
SaturaciónMercado
+
+
+
-
+
-+
+
-
-
+
En el Diagrama Causal para el ciclo de vida del producto, podemos
apreciar la existencia de dos ciclos estabilizadores y uno desestabilizador.
El comportamiento del Ciclo de Vida del Producto, ha sido ampliamente
estudiado y el modelamiento del mismo nos servirá de arquetipo, en el
cual estudiar diversos escenarios que nos permita entender el por qué de
las diversas formas observadas. Como ejemplo, se muestra algunos ciclos
de vida históricos. Dicha ilustración fue tomada del libro “Implacable,

106
Ahora sí, por fin, la manera japonesa de hacer marketing”, en el cual los
autores mencionan que “el rápido tiempo de desarrollo y la estrategia de
imitar productos dan por resultado una rápida difusión de los nuevos
productos. En consecuencia, la pendiente del ciclo de vida del producto
se está volviendo más empinada”.3
Cómo veremos posteriormente, la causa última del empinamiento del
ciclo de vida del producto, es la difusión de los mismos. Esta
observación, coincide con el modelo elaborado más abajo.
Ilustración VI-8 CICLOS DE VIDA MAS PE'DIE'TES Y CORTOS
Adaptado de: “Implacable, Ahora sí, por fin, la manera japonesa de hacer marketing” por
Jonhy K. Johansson e Ikujiro �onaka, pág. 160
A continuación presentaré el Diagrama de Forrester correspondiente al
Diagrama Causal de la Ilustración VI-7 . Posteriormente veremos que el
comportamiento para la variable clientes atendidos por período –que es
igual a las unidades vendidas- es similar al observado en la realidad.
3 Pág. 160 del mencionado libro.
Discos CD 1980-1990
TV en colores 1960-1970
Radio de Transistores 1950-1960
Unidades vendidas por período
Tiempo (desde la introducción)
0
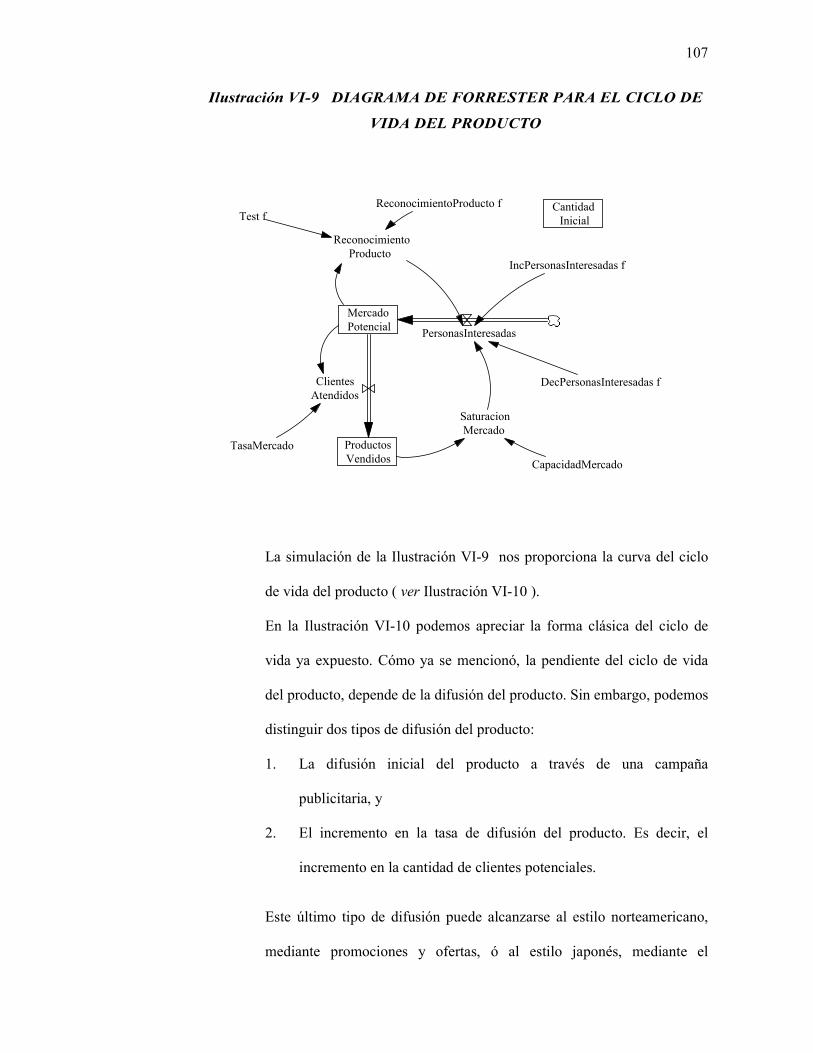
107
Ilustración VI-9 DIAGRAMA DE FORRESTER PARA EL CICLO DE
VIDA DEL PRODUCTO
La simulación de la Ilustración VI-9 nos proporciona la curva del ciclo
de vida del producto ( ver Ilustración VI-10 ).
En la Ilustración VI-10 podemos apreciar la forma clásica del ciclo de
vida ya expuesto. Cómo ya se mencionó, la pendiente del ciclo de vida
del producto, depende de la difusión del producto. Sin embargo, podemos
distinguir dos tipos de difusión del producto:
1. La difusión inicial del producto a través de una campaña
publicitaria, y
2. El incremento en la tasa de difusión del producto. Es decir, el
incremento en la cantidad de clientes potenciales.
Este último tipo de difusión puede alcanzarse al estilo norteamericano,
mediante promociones y ofertas, ó al estilo japonés, mediante el
MercadoPotencial
PersonasInteresadas
ReconocimientoProducto
ReconocimientoProducto f
IncPersonasInteresadas f
SaturacionMercado
DecPersonasInteresadas f
ProductosVendidos
ClientesAtendidos
CapacidadMercado
TasaMercado
CantidadInicialTest f

108
incremento de competidores4 en el mercado – o una combinación de
ambas estrategias – .
Ilustración VI-10 GRAFICO DEL CICLO DE VIDA DEL PRODUCTO
OBTE'IDO MEDIA'TE SIMULACIÓ'
4
3
2
1
0
0 12 24 36 48Time (Month)
Ventas por periodo unid.
Esta última gráfica, corresponde a un nivel inicial de difusión de 10
clientes, es decir, que la campaña de lanzamiento de nuestro producto nos
permitió alcanzar un mercado potencial de 10 clientes. Observamos que
la cima de la curva se alcanza en el 33ª mes. Pero que hubiera pasado si
el nivel inicial hubiera sido de 20 por decir algo?
Los resultados de tales cambios, se muestran en la Ilustración VI-11, en
el que compararemos ciclos de vida con diferentes niveles iniciales de
clientes.
4 La idea al respecto es que al existir más competidores, la gente observa que el producto tiene reconocimiento general.
El aumento de difusión proviene también del hecho que existe más “bulla” en el mercado al existir más compañías realizando publicidad.

109
La difusión del producto, no sólo es función de lo eficiente de las
campañas publicitarias, sin embargo, el propósito de éstas, será dar a
conocer el producto y sus bondades a la mayor cantidad posible de
personas.
Ilustración VI-11: COMPARACIÓ' DEL CICLO DE VIDA CO'
DIFERE'TE 'UMERO DE CLIE'TES I'ICIALES
Graph for ClientesAtendidos
4
3
2
1
0
0 9 18 27 36 45Time (Month)
ClientesAtendidos : Inicial = 20ClientesAtendidos : Inicial = 10ClientesAtendidos : Inicial = 0
La comparación de la Ilustración VI-8 con la Ilustración VI-11, es directa
y obvia. El ciclo de vida de menor pendiente representa aquel en el que
los esfuerzos de marketing en la etapa del lanzamiento del producto,
fueron escasos o nulos. Vemos que las diferencias son bastante
significativas hablando a favor de las campañas publicitarias para
promover el lanzamiento de un producto o servicio5 . Por otro lado, la
5 Un ejemplo en nuestro medio, del lanzamiento empresas es el de CURAZAO y EFE, ambos dedicados a la venta de
electrodomésticos. Ambos abrieron sus tiendas prácticamente al mismo tiempo, pero fueron las campañas de lanzamiento lo que los diferenció. Como consecuencia, la preferencia de CURAZAO fue mayor (y sus ventas también). Hoy, después de cuatro o cinco meses las ventas de CURAZAO han descendido y han empezado a despedir trabajadores, pero tienen en mente relanzar su posición en el mercado. Pero, ¿Es el relanzamiento una opción para CURAZAO?. El modelo de simulación nos muestra que a menos que incrementemos el tamaño de

110
diferencia en las alturas en la Ilustración VI-8 es debido a que se trata de
diferentes productos.
El segundo punto que se mencionó como causante de variantes en el
ciclo de vida, es la rapidez con que la gente se entera de los beneficios
del producto una vez que éste ya se encuentra en el mercado. Este interés
por el producto, puede representar factores tangibles como la
disminución en los precios o algunos tan intangibles como la moda. Las
campañas de promoción, el tipo de artículo o producto pueden
considerarse también factores que influyen en la pendiente del ciclo de
vida del producto.
nuestro mercado potencial, la opción de relanzamiento no tendrá sino efectos temporales en el incremento de las ventas.

111
Ilustración VI-12: CO'DUCTA DEL SISTEMA A'TE U'
I'CREME'TO SÚBITO E' EL I'TERÉS/ RECO'OCIMIE'TO DEL
PRODUCTO
Comparation
4
3
2
1
0
0 9 18 27 36 45Time (Month)
ClientesAtendidos : Step 3YClientesAtendidos : Step +125%ClientesAtendidos : Normal CV
En la Ilustración VI-12:
- Step 3y indica el escenario en el cual se incrementa la variable
PersonasInteresadas en un 125% entre los periodos 36 y 39.
- Step +125% indica un incremento de 125% en la variables
Personas interesadas entre los periodos 3 y 6.
- Normal CV, es el ciclo de vida sin modificación.
El interés al analizar mediante escenarios, es comparar lo que sucedería
con el ciclo de vida del producto, si incrementamos la cantidad de
personas interesadas antes y después de que éste alcance la etapa de
madurez.
Lo que llama la atención en el modelo, es que no se aprecia un
significativo crecimiento del mercado, sólo un desplazamiento del
mismo. En el caso del esfuerzo por relanzar el producto cuando éste se
encuentra en su etapa de declive, vemos que el esfuerzo nada hace por
112
evitarlo, sino que simplemente prolonga “la muerte” del producto. La
pregunta de si conviene o no relanzar el producto es puramente de
análisis beneficio/costo. En parte, esto se explica por el hecho de que el
mercado tiene cierta capacidad (representada en el modelo por
SaturaciónMercado) y aún cuando la gente se apresure por adquirir el
producto, ésta capacidad se mantiene constante – o casi constante en
realidad-. De hecho el modelo predice una muy ligera variación en la
capacidad del mercado. Este hecho puede explicarse con la siguiente
analogía: Imagínese que dos personas reciben uno un balde y otro una
taza, y se les da a cada uno la asignación de vaciar un deposito de agua
de la misma capacidad. Al culminar cada quien con su labor, ¿cuál de los
dos retiró más agua? Evidentemente, ambos retiraron iguales volúmenes,
aunque en tiempos diferentes. El caso del ciclo de vida es similar y
cualquier incremento en la capacidad del mercado es parte de la sinergia
del sistema. Por supuesto que esta sinergia, dependerá mucho de la
satisfacción de los clientes y del tipo de producto. Una campaña que no
cumpla con lo ofrecido tendrá sinergia negativa, mientras que una que
logre la satisfacción del cliente tendrá sinergia positiva.
Como conclusión, podemos decir que la altura que alcance la curva del
ciclo de vida, dependerá mucho del tamaño del mercado potencial, y
también en menor medida, de los esfuerzos que se hagan para
incrementar el interés por el producto. Lo que si es crucial, es todo
esfuerzo que se haga por lanzar el producto al mercado.

113
6.3 MODELO DE SIMULACIÓ� DISCRETA PARA LA
MA�UFACTURA DEL ROOMGAME
6.3.1 DEFINICION DE ENTIDADES, RECURSOS Y
VARIABLES PARA EL MODELO DE SIMULACIÓN
DEL PROCESO DE MANUFACTURA DEL
ROOMGAME
Ya se dijo en la introducción que una característica especialmente
útil del ProcessModel es que combina el poder de un lenguaje de
programación con la facilidad en el uso de un entorno visual. De
esto se deduce el empleo de variables en el Processmodel, las
cuales se definen igual que para un lenguaje típico como C o
Pascal.
En el presente trabajo la nomenclatura empleada para la
descripción de variables implica el uso de corchetes. Así, Cost[i]
puede representar CostM, CostC o CostL, y donde a su vez M, C
y L representará tubos medios, cortos y largos respectivamente.
A continuación se detallan y describen las entidades, recursos y
variables empleados en la construcción del modelo de simulación
con ProcessModel (ver Tabla VI-2).
Tabla VI-2: DEFI'ICIÓ' DE E'TIDADES
E�TIDAD DESCRIPCIÓ� COSTO
($)
Truck Representa un lote de tubos No espec.
Tubo Medio Representan tubos de D=60mm x 6.4m de largo y 2.5 mm de espesor. Este se cortará posteriormente a 2.4m de largo (tubos medianos)
16.29
Tubo Corto Representan tubos de D=50mm x 6.0m de largo y 2.0 mm de espesor. Este se cortará posteriormente a 1.5m de largo (tubos cortos)
14.57

114
Tubo Largo Representan tubos de D=60mm x 6.4m de largo y 2.5 mm de espesor. Este se cortará posteriormente a 5.0m de largo (tubos largos)
16.29
Item Entidad imaginaria que marca el fin del procesamiento s/costo
Corto Indica el segmento de tubo de 1.5m que se obtuvo luego de cortar un tubo tipo B
a evaluar
Medio Indica el segmento de tubo de 2.4m que se obtuvo luego de cortar un tubo tipo A
a evaluar
Largo Indica el segmento de tubo de 5.0m que se obtuvo luego de cortar un tubo tipo C
a evaluar
Tobogán Entidad empleada para representar el tubo de fibra de vidrio en forma de espiral
1,000
Package Representa entidades tales como red, marroquín y espuma para el forrado, piso base y pelotas
900
RoomGame Entidad que representa el Roomgame en los procesos de acabado del RoomGame
a evaluar
La definición de recursos se muestra en la Tabla VI-3.

115
Tabla VI-3: DEFI'ICIÓ' DE RECURSOS
RECURSO DESCRIPCIO�
COSTO POR
HORA DE USO
Person Personifica a la persona que se encarga de agrupar el material, transportarlo, y cortar el mismo de acuerdo a los requerimientos establecidos. También participa en el acabado del RoomGame
2.07
Assistant Simula al asistente del soldador y ayuda a armar los bastidores , ensamblar la estructura y el acabado del RoomGame
1.94
Solderer Simula al soldador. Este arma los bastidores, ensambla la estructura y efectúa el acabado del RoomGame
3.11
Compressor Compresor de aire. 2.00
Maq_Soldar Máquina de soldar por arco eléctrico. 2.00
* Representa el costo fijo por el uso, en lugar del costo horario.
Antes de definir las variables empleadas para la simulación del sistema
productivo, debo mencionar que muchas de ellas tienen carácter auxiliar
y cómo tales son temporales. Es decir, la existencia de muchas de estas
variables, es sólo para servir ya sea como acumuladores de costo, o
variables que sirvan para tomar decisiones. Así por ejemplo, Ruta_M está
definido de la siguiente manera:
Es justamente por el carácter auxiliar de muchas de estas variables, que
no debemos esperar encontrar significado en el resumen de estadísticas
de los mismo.
• 1 si deben remitirse tubos medianos (M) para la confección de bastidores tipo 1
• 2 si deben destinarse tubos medianos (M) para la confección de bastidores tipo 2
Ruta_M
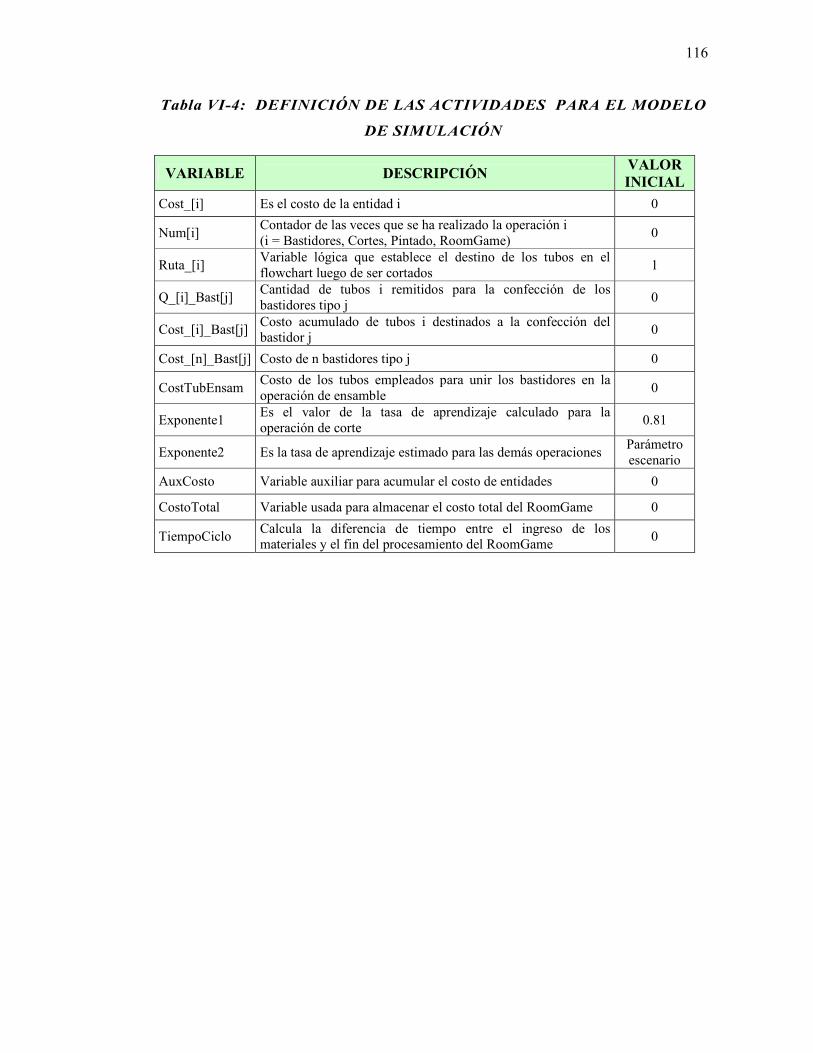
116
Tabla VI-4: DEFI'ICIÓ' DE LAS ACTIVIDADES PARA EL MODELO
DE SIMULACIÓ'
VARIABLE DESCRIPCIÓ� VALOR I�ICIAL
Cost_[i] Es el costo de la entidad i 0
Num[i] Contador de las veces que se ha realizado la operación i (i = Bastidores, Cortes, Pintado, RoomGame)
0
Ruta_[i] Variable lógica que establece el destino de los tubos en el flowchart luego de ser cortados
1
Q_[i]_Bast[j] Cantidad de tubos i remitidos para la confección de los bastidores tipo j
0
Cost_[i]_Bast[j] Costo acumulado de tubos i destinados a la confección del bastidor j
0
Cost_[n]_Bast[j] Costo de n bastidores tipo j 0
CostTubEnsam Costo de los tubos empleados para unir los bastidores en la operación de ensamble
0
Exponente1 Es el valor de la tasa de aprendizaje calculado para la operación de corte
0.81
Exponente2 Es la tasa de aprendizaje estimado para las demás operaciones Parámetro escenario
AuxCosto Variable auxiliar para acumular el costo de entidades 0
CostoTotal Variable usada para almacenar el costo total del RoomGame 0
TiempoCiclo Calcula la diferencia de tiempo entre el ingreso de los materiales y el fin del procesamiento del RoomGame
0

117
6.3.2 DETALLE DE LAS ACTIVIDADES SIMULADAS
Un aspecto que es necesario mencionar antes de detallar las actividades
empleadas en el modelo de simulación, es la necesidad que se presentó
de crear actividades auxiliares para representar eventos propios de la
manufactura del RoomGame. Una de esas dificultades está en la creación
de entidades (tubos cortados) producto de que la entidad original (tubo
entero) fue seccionada.
Así por ejemplo, Aux_[i] es una actividad ficticia de tiempo 0.0, que
sirve como depósito temporal de los tubos cortados. A la salida de esta
actividad, se encuentran los sobrantes de tubos originales o los tubos ya
cortados. Los sobrantes mantienen su nombre original, mientras que los
tubos cortados cambian de nombre a Corto, Medio, y Largo. Así, Medio
indica que es un tubo Medio, proveniente del tubo original denominado
Tubo_Medio, y así respectivamente.
Todas las actividades ficticias (las llamo así, por que su existencia sólo se
ajusta a los fines de modelación mediante ProceesModel), son fáciles de
distinguir ya que de las actividades reales se representan en el Diagrama
de Flujo mediante un sombreado de color entero.
Una tabla describiendo todas las actividades se proporciona a
continuación.
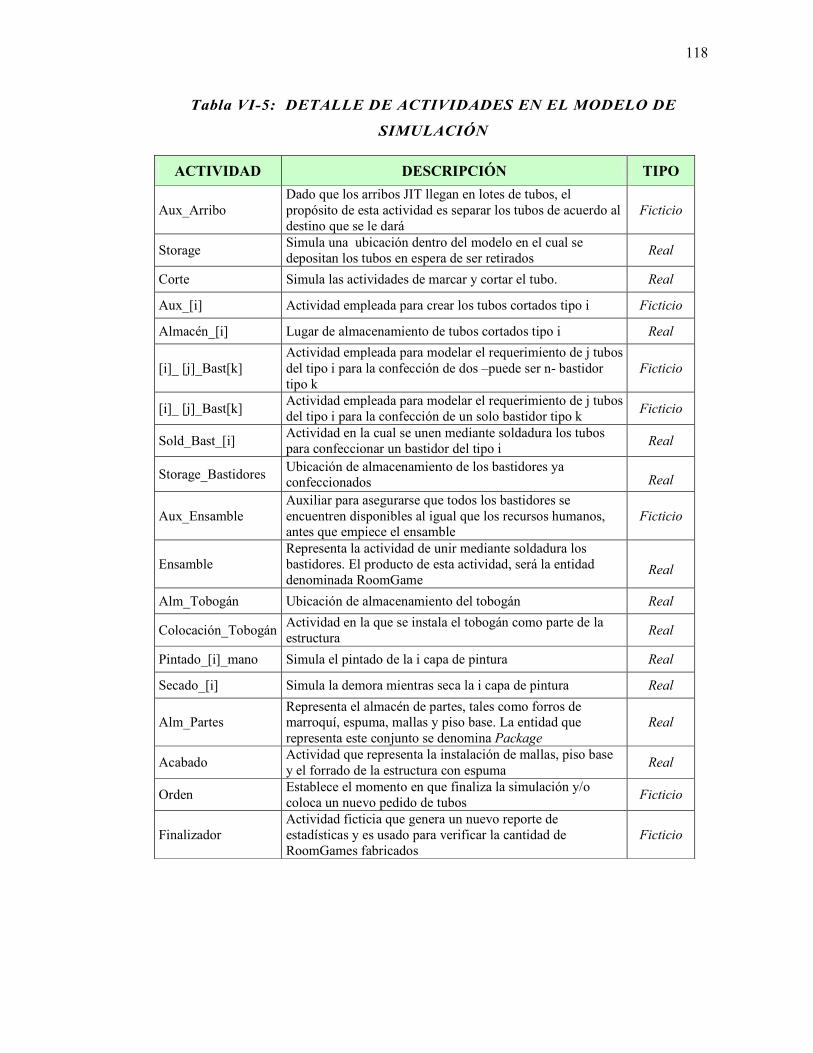
118
Tabla VI-5: DETALLE DE ACTIVIDADES E' EL MODELO DE
SIMULACIÓ'
ACTIVIDAD DESCRIPCIÓ� TIPO
Aux_Arribo Dado que los arribos JIT llegan en lotes de tubos, el propósito de esta actividad es separar los tubos de acuerdo al destino que se le dará
Ficticio
Storage Simula una ubicación dentro del modelo en el cual se depositan los tubos en espera de ser retirados
Real
Corte Simula las actividades de marcar y cortar el tubo. Real
Aux_[i] Actividad empleada para crear los tubos cortados tipo i Ficticio
Almacén_[i] Lugar de almacenamiento de tubos cortados tipo i Real
[i]_ [j]_Bast[k] Actividad empleada para modelar el requerimiento de j tubos del tipo i para la confección de dos –puede ser n- bastidor tipo k
Ficticio
[i]_ [j]_Bast[k] Actividad empleada para modelar el requerimiento de j tubos del tipo i para la confección de un solo bastidor tipo k
Ficticio
Sold_Bast_[i] Actividad en la cual se unen mediante soldadura los tubos para confeccionar un bastidor del tipo i
Real
Storage_Bastidores Ubicación de almacenamiento de los bastidores ya confeccionados Real
Aux_Ensamble Auxiliar para asegurarse que todos los bastidores se encuentren disponibles al igual que los recursos humanos, antes que empiece el ensamble
Ficticio
Ensamble Representa la actividad de unir mediante soldadura los bastidores. El producto de esta actividad, será la entidad denominada RoomGame
Real
Alm_Tobogán Ubicación de almacenamiento del tobogán Real
Colocación_Tobogán Actividad en la que se instala el tobogán como parte de la estructura
Real
Pintado_[i]_mano Simula el pintado de la i capa de pintura Real
Secado_[i] Simula la demora mientras seca la i capa de pintura Real
Alm_Partes Representa el almacén de partes, tales como forros de marroquí, espuma, mallas y piso base. La entidad que representa este conjunto se denomina Package
Real
Acabado Actividad que representa la instalación de mallas, piso base y el forrado de la estructura con espuma
Real
Orden Establece el momento en que finaliza la simulación y/o coloca un nuevo pedido de tubos
Ficticio
Finalizador Actividad ficticia que genera un nuevo reporte de estadísticas y es usado para verificar la cantidad de RoomGames fabricados
Ficticio

119
6.3.3 DIAGRAMA DE FLUJO DEL MODELO DE
SIMULACIÓN PARA EL PROCESO PRODUCTIVO
DEL ROOMGAME
Debido al tamaño y complejidad de la simulación del proceso productivo
para el RoomGame, el correspondiente Flowchart, ha sido elaborado de
manera paulatina, verificando y depurando el modelo hasta llegar a
obtener el modelo integral.
A continuación, mostramos el modelo o Arquetipo elaborado, la
comprensión del cual se facilita gracias a la interfase del ProcessModel
(ver Ilustración VI-13).
.
.
.

120
Ilustración VI-13: MODELO DE SIMULACIÓ' CO' PROCESSMODEL
Capítulo VII ANÁLISIS ESTADÍSTICO Y DE ESCENARIOS DEL
MODELO DE
SIMULACIÓN PARA EL
PROCESO DE
MANUFACTURA DEL
ROOMGAME
7.1 I�TRODUCCIÓ�
En el capítulo anterior presenté el modelo de simulación creado con
ayuda del ProcessModel. En este capítulo, analizaremos las estadísticas
del modelo, sobre todo, de las variables que nos interesan, a saber:
1. Tiempo de Ciclo
2. Costo Total
3. Porcentaje de Utilización de los Recursos
El periodo de simulación, varía de acuerdo al escenario y finaliza cuando
se han completado 10 unidades fabricadas.
Observaremos además, la manera de emplear el porcentaje de utilización de los
recursos, como un dato necesario para el cálculo de costos mediante simulación.
7.2 A�ÁLISIS ESTADÍSTICO DEL ESCE�ARIO �ORMAL
El Output Module muestra la salida estadística en el ProcessModel y podemos ver
el resumen en el ANEXO 02: ESTADÍSTICAS DEL MODELO DE

122
SIMULACIÓN PARA EL PROCESO DE MANUFACTURA DEL ROOMGAME.
No observaremos réplicas de la simulación por cuanto el modelo es determinístico1.
No determinístico, en el sentido de que el resultado será siempre el mismo, sino en
el sentido de que el valor de las variables, está perfectamente determinado por la
fórmula de la curva de aprendizaje.
7.2.1 ANÁLISIS DEL TIEMPO DE CICLO
El Tiempo de Ciclo es una variable que se emplea comúnmente en los
esfuerzos de reingeniería de procesos, para comparar variaciones en la
productividad de un sistema. La Ilustración VI-1 nos muestra la variación
histórica del tiempo de ciclo en el lapso de tiempo en que se fabricaron
10 unidades.
1 Característica explicada cuando elaboramos el modelo de la “Curva de Aprendizaje”

123
Ilustración VII-1: VARIACIÓ' DEL TIEMPO DE CICLO E' EL
ESCE'ARIO 'ORMAL
Podemos apreciar que el tiempo total de procesamiento de las 10
unidades es de 857.22 horas o 134 días hábiles. La primera unidad se
fabricó en 139.6 horas. Se tiene como dato, que la empresa
FIBROTECNIA para los modelos cotizados en el Anexo 01, establece un
periodo de entrega del producto de 20 días. De manera que nuestro
interés es calcular cual sería un tiempo de entrega prudencial para nuestro
primer modelo. Este se calcula de la siguiente manera:
Si suponemos que trabajamos 45 horas a la semana (5 días de jornada
completa y uno de 5 horas), entonces 139.6 horas representa:
Plazo de entrega = 139.6 horas
45 horassemana
* 7diassemana = 21.7 días

124
El plazo calculado de entrega es entonces de 22 días.
La Tabla VII-1 muestra los plazos de entrega conforme se acumula
mayor experiencia.
Tabla VII-1: PLAZOS DE E'TREGA CALCULADOS
Unidad procesada
Plazo de entrega (días)
1 21.7
2 16.9
3 14.8
4 17.4
5 12.5
6 11.8
7 11.2
8 10.7
9 10.3
10 10.0
Vemos que de un plazo de entrega de 22 días, éste se vio reducido a sólo
10 días hábiles. Esto representa una tasa de aprendizaje de 79.1%. En
realidad, la tasa de aprendizaje varía de periodo en periodo, y el
promedio de los 10 periodos es de 78.7%.
Si el periodo de entrega luego de tener la experiencia de fabricar 10
unidades es de 10 días hábiles, significa que podemos fabricar 3 unidades
por mes –a partir del 5º mes aproximadamente– con lo que tenemos
garantizado –teóricamente– la capacidad de producción para los 2
primeros años.

125
En la Ilustración VII-1 es claro el comportamiento exponencial del
tiempo de ciclo, similar al que se obtuvo con la Dinámica de Sistemas.
La Ilustración VII-2 muestra la curva de tendencia exponencial del
tiempo de ciclo. El tiempo total de simulación es de 2732 horas o 425
días hábiles y es el tiempo necesario para acumular 50 unidades
producidas.
Ilustración VII-2: CURVA DE TE'DE'CIA PARA EL TIEMPO DE
CICLO
Debido a la diferencia de escala entre los ejes x e y de la Ilustración
VII-2 tenemos la impresión de que el tiempo de ciclo continúa
disminuyendo aún después de fabricadas 50 unidades. En realidad, la

126
diferencia de tiempo entre la 49ª unidad y la 50ª unidad es de apenas 18
minutos.
7.2.2 ANÁLISIS DEL COSTO TOTAL DE FABRICACIÓN
Todos los costos se han evaluado en dólares por ser ésta una moneda más
estable. Como es de esperarse, estos deben tener también un
comportamiento exponencial.
La Ilustración VII-3 muestra el comportamiento en el tiempo de los
costos totales.
Ilustración VII-3: COMPORTAMIE'TO HISTÓRICO DEL COSTO
TOTAL DE FABRICACIÓ' DEL ROOMGAME
Pese a que el comportamiento simulado del costo coincide con el patrón
esperado, sin embargo, la disminución en los costos no tiene igual
127
pendiente que el tiempo de ciclo. A esta curva podemos denominarla la
Curva de Disminución de los Costos, y al igual que en el caso del tiempo
de ciclo, podemos calcular la tasa de disminución de costos. Esta tasa en
promedio es igual a 95.4% y es la tasa que nos representa la curva
mostrada.
Debemos recalcar que la máxima variación en el costo se observa al
fabricar la segunda unidad (2893.30 - 2735.30 = US$ 158). Comparando
el costo de fabricación de la décima unidad (US$ 2513.30) vemos que el
costo disminuyó en US$ 380.00.
Comentaremos que las sucecivas disminuciones en los costos, provienen
del ahorro en los recursos empleados (mano de obra y equipos) gracias a
la disminución en el tiempo de ciclo. Es por tal razón, que la tasa de
disminución de costos dependerá no sólo de la variación del tiempo de
ciclo sino también del costo de los factores productivos. Así, se espera
una mayor tasa de disminución de costos, si los recursos empleados son
más costosos. De manera, que en lugares donde la mano de obra sea
más cara, o la inversión en equipos sea mayor, la tasa de disminución
de costos será menor, y por lo tanto la pendiente de las curva será
mayor.
7.2.3 ANÁLISIS DEL PORCENTAJE DE UTILIZACIÓN DE
LOS RECURSOS
El porcentaje de utilización de recursos es una variable importante en el
estudio de la productividad de los sistemas, pero sin embargo este no
debe ir separado del análisis del tiempo de ciclo y del costo del proceso.
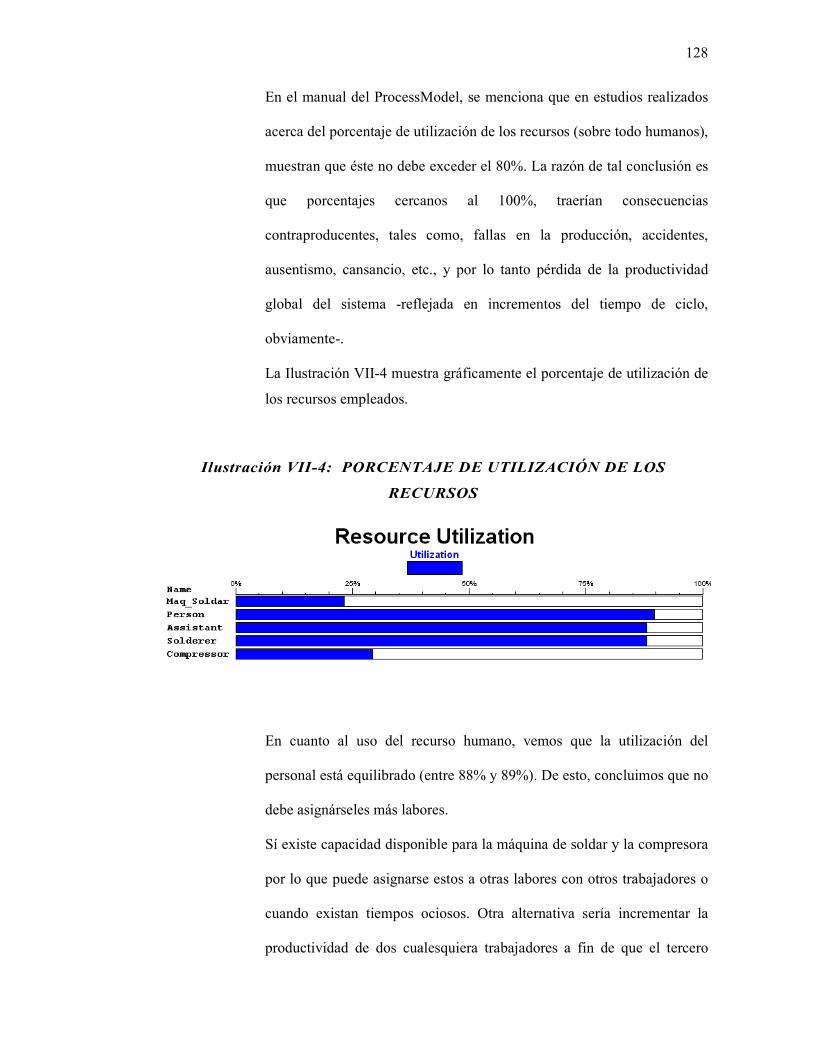
128
En el manual del ProcessModel, se menciona que en estudios realizados
acerca del porcentaje de utilización de los recursos (sobre todo humanos),
muestran que éste no debe exceder el 80%. La razón de tal conclusión es
que porcentajes cercanos al 100%, traerían consecuencias
contraproducentes, tales como, fallas en la producción, accidentes,
ausentismo, cansancio, etc., y por lo tanto pérdida de la productividad
global del sistema -reflejada en incrementos del tiempo de ciclo,
obviamente-.
La Ilustración VII-4 muestra gráficamente el porcentaje de utilización de
los recursos empleados.
Ilustración VII-4: PORCE'TAJE DE UTILIZACIÓ' DE LOS
RECURSOS
En cuanto al uso del recurso humano, vemos que la utilización del
personal está equilibrado (entre 88% y 89%). De esto, concluimos que no
debe asignárseles más labores.
Sí existe capacidad disponible para la máquina de soldar y la compresora
por lo que puede asignarse estos a otras labores con otros trabajadores o
cuando existan tiempos ociosos. Otra alternativa sería incrementar la
productividad de dos cualesquiera trabajadores a fin de que el tercero

129
desarrolle las labores extras. Esto último es factible debido al hecho de
que las labores de ensamblado, pintado y acabado lo realizan los tres
trabajadores en conjunto.
Al iniciar una iteración en la simulación, se observa que sólo el recurso
denominado Person está ocupado, mientras que los otros dos (Solderer y
Assistant) se encuentran ociosos. Es posible evitar esto ordenando la
secuencia en que se ejecutan los cortes de tubo. Sin embargo, no se hace
esto, con el propósito de conceder a los trabajadores un tiempo necesario
para preparación, además que como se dijo, el porcentaje de utilización
no debe estar muy por encima del 80%. Sin embargo no significa que
estos recursos estarán ociosos, ya que puede destinarse este tiempo a
trabajos productivos tales como el de evaluar y comparar los resultados
obtenidos en la realidad con los parámetros obtenidos mediante la
simulación.
La Tabla VII-2 muestra la estadística obtenida de la simulación para los
recursos.
Tabla VII-2: RESUME' DEL ESTADO DE LOS RECURSOS
Nombre recursos
Unidades Horas
programadas
Número de ocasiones usado
Promedio de minutos por
uso % Utiliz.
Maq_Soldar 1 857.22 70 171.81 23.38
Person 1 857.22 370 124.89 89.84
Assistant 1 857.22 110 412.47 88.22
Solderer 1 857.22 110 412.47 88.22
Compressor 1 857.22 20 757.84 29.47
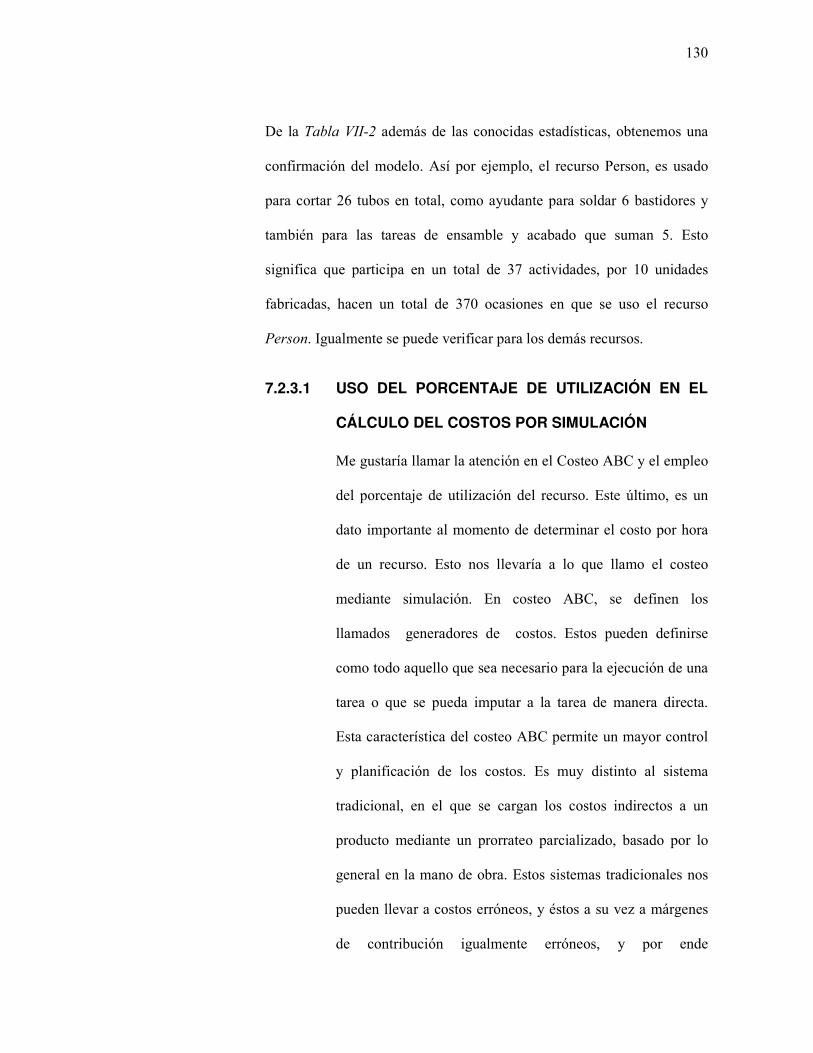
130
De la Tabla VII-2 además de las conocidas estadísticas, obtenemos una
confirmación del modelo. Así por ejemplo, el recurso Person, es usado
para cortar 26 tubos en total, como ayudante para soldar 6 bastidores y
también para las tareas de ensamble y acabado que suman 5. Esto
significa que participa en un total de 37 actividades, por 10 unidades
fabricadas, hacen un total de 370 ocasiones en que se uso el recurso
Person. Igualmente se puede verificar para los demás recursos.
7.2.3.1 USO DEL PORCENTAJE DE UTILIZACIÓN EN EL
CÁLCULO DEL COSTOS POR SIMULACIÓN
Me gustaría llamar la atención en el Costeo ABC y el empleo
del porcentaje de utilización del recurso. Este último, es un
dato importante al momento de determinar el costo por hora
de un recurso. Esto nos llevaría a lo que llamo el costeo
mediante simulación. En costeo ABC, se definen los
llamados generadores de costos. Estos pueden definirse
como todo aquello que sea necesario para la ejecución de una
tarea o que se pueda imputar a la tarea de manera directa.
Esta característica del costeo ABC permite un mayor control
y planificación de los costos. Es muy distinto al sistema
tradicional, en el que se cargan los costos indirectos a un
producto mediante un prorrateo parcializado, basado por lo
general en la mano de obra. Estos sistemas tradicionales nos
pueden llevar a costos erróneos, y éstos a su vez a márgenes
de contribución igualmente erróneos, y por ende

131
rentabilidades por producto igualmente erróneos. Es claro
que un gerente con un sistema de información de costos mal
elaborado, tomará malas decisiones.
Por otro lado, una remuneración de US$10.00 por hora, no
necesariamente implica que éste debe ser el monto a cargar al
recurso en mención dentro del modelo de simulación.
Veamos con un ejemplo: Imaginemos que la remuneración a
pagar al personal de apoyo es de 10 UM por hora por realizar
cierta actividad. Esto significa que en 8 horas de labor se
acumula un jornal de 80 UM y esa es la cantidad a pagar por
día. La representación de la actividad se muestra a
continuación.
Ilustración VII-5: REPRESE'TACIÓ' ICO'OGRAFICA DEL
TRABAJADOR PARA EL CALCULO DEL PORCE'TAJE DE
UTILIZACIÓ'
Document
Process
Staff
En ProcessModel necesitamos el costo unitario del recurso
Staff, ya sea el costo por uso –puede ser un alquiler fijo por

132
uso, un cargo por mantenimiento, o el gasto de un material o
insumo– o de otra manera, el costo horario. ProcessModel,
define el objeto Document de tipo Entidad, y define para éste
el atributo Costo, de manera que incrementa el atributo Costo
de la siguiente manera:
Costoi+1 = Costoi + uso recurso (horas) * remun. horariaUMhora
El problema radica en que sólo se incrementa el costo cuando
el recurso está ocupado. Pero que pasa si el recurso Staff, o la
persona de apoyo, sólo se mantiene ocupada el 50% del
tiempo? –cómo el caso de alguien que responde llamadas
telefónicas por ejemplo–. Al finalizar la simulación
ProcessModel sólo acumuló 40 UM pero sin embargo se
canceló 80 UM. Es por esta razón que debemos valernos del
porcentaje de utilización del recurso. Así, el cálculo de la
remuneración horaria corregida, está dada por:
Remuneración Corregida = Remuneración horaria
Porcentaje de Utilización Promedio
Siguiendo el ejemplo, tenemos que la remuneración con la
que debemos simular el costo unitario de la entidad es 20
UM, en lugar de sólo 10 UM. Lógico que el porcentaje de
utilización del recurso puede variar de un día a otro o mostrar
un comportamiento cíclico, pero al final tiende a una media o
esperanza matemática, y teóricamente podemos emplear el
promedio para el cálculo de la remuneración corregida. Por
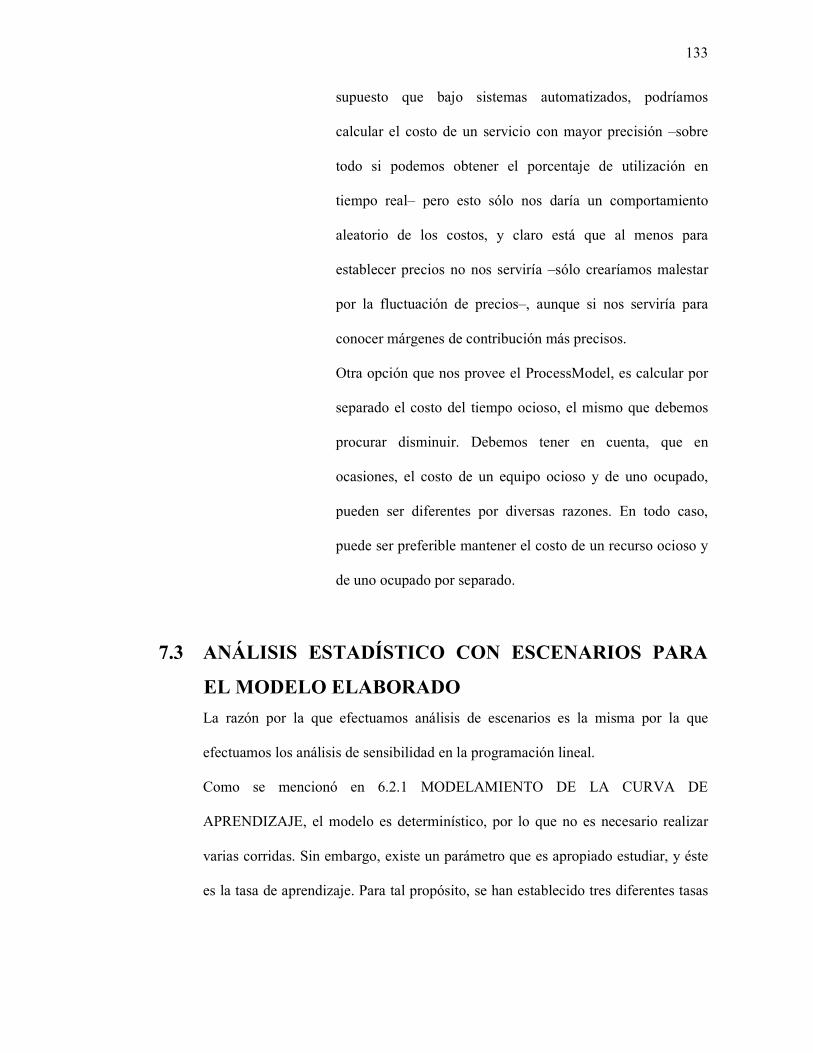
133
supuesto que bajo sistemas automatizados, podríamos
calcular el costo de un servicio con mayor precisión –sobre
todo si podemos obtener el porcentaje de utilización en
tiempo real– pero esto sólo nos daría un comportamiento
aleatorio de los costos, y claro está que al menos para
establecer precios no nos serviría –sólo crearíamos malestar
por la fluctuación de precios–, aunque si nos serviría para
conocer márgenes de contribución más precisos.
Otra opción que nos provee el ProcessModel, es calcular por
separado el costo del tiempo ocioso, el mismo que debemos
procurar disminuir. Debemos tener en cuenta, que en
ocasiones, el costo de un equipo ocioso y de uno ocupado,
pueden ser diferentes por diversas razones. En todo caso,
puede ser preferible mantener el costo de un recurso ocioso y
de uno ocupado por separado.
7.3 A�ÁLISIS ESTADÍSTICO CO� ESCE�ARIOS PARA
EL MODELO ELABORADO
La razón por la que efectuamos análisis de escenarios es la misma por la que
efectuamos los análisis de sensibilidad en la programación lineal.
Como se mencionó en 6.2.1 MODELAMIENTO DE LA CURVA DE
APRENDIZAJE, el modelo es determinístico, por lo que no es necesario realizar
varias corridas. Sin embargo, existe un parámetro que es apropiado estudiar, y éste
es la tasa de aprendizaje. Para tal propósito, se han establecido tres diferentes tasas

134
de aprendizaje, en lo que se han denominado escenarios optimista, conservador y
pesimista.
Tabla VII-3: VALORES ASUMIDOS POR LA TASA DE
APRE'DIZAJE E' LA SIMULACIÓ' CO' ESCE'ARIOS
ESCE�ARIO TASA DE
APRE�DIZAJE Optimista 75%
Conservador 80%
Pesimista 85%
7.3.1 TIEMPO DE CICLO CON ESCENARIOS
Una de las bondades del Output Module es que te permite mostrar en la
misma gráfica la variación de determinadas variables ocasionado por el
cambio de escenario. A continuación mostraremos tales gráficos
comparativos.
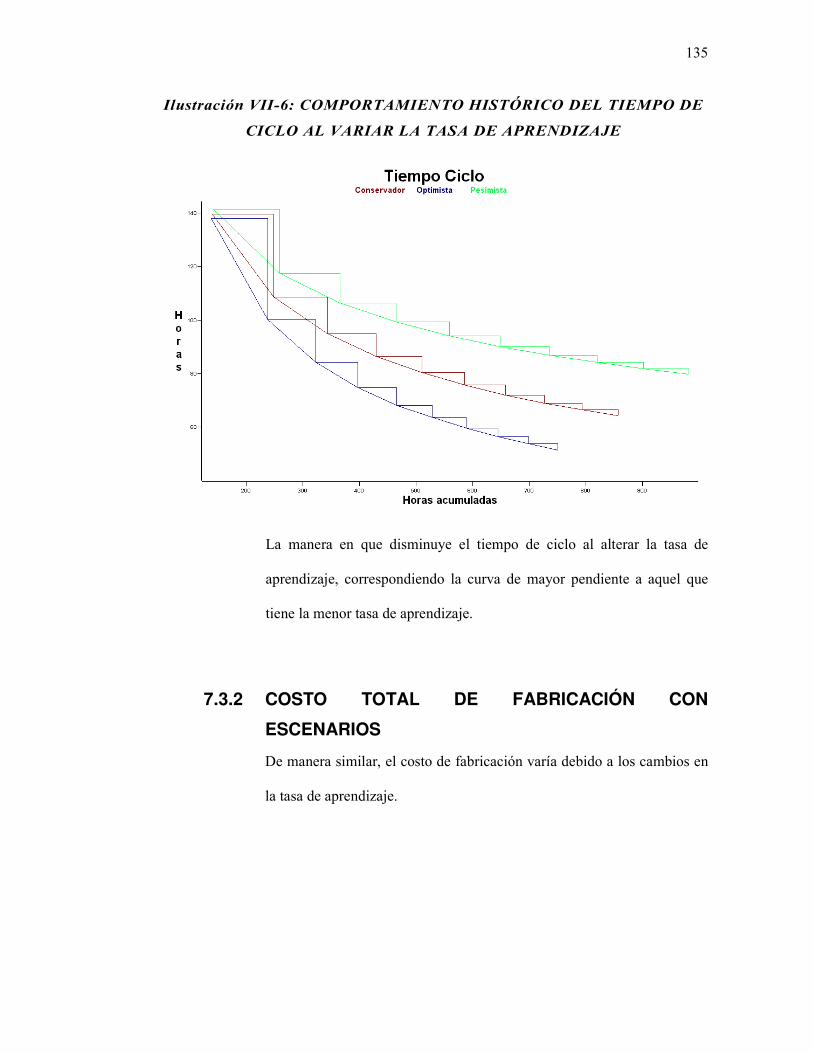
135
Ilustración VII-6: COMPORTAMIE'TO HISTÓRICO DEL TIEMPO DE
CICLO AL VARIAR LA TASA DE APRE'DIZAJE
La manera en que disminuye el tiempo de ciclo al alterar la tasa de
aprendizaje, correspondiendo la curva de mayor pendiente a aquel que
tiene la menor tasa de aprendizaje.
7.3.2 COSTO TOTAL DE FABRICACIÓN CON
ESCENARIOS
De manera similar, el costo de fabricación varía debido a los cambios en
la tasa de aprendizaje.

136
Tabla VII-4: VARIACIÓ' DEL COSTO DE FABRICACIÓ' AL VARIAR
LA TASA DE APRE'DIZAJE
7.3.3 PORCENTAJE DE UTILIZACIÓN DE RECURSOS CON
ESCENARIOS
Es probable que intuitivamente razonemos que al incrementar la
pendiente de la curva de aprendizaje, el porcentaje de utilización de los
recursos varíe en la misma proporción. Es decir, a mayor pendiente (o
menor tasa) la utilización de los recursos será mayor.
En realidad, la Ilustración VII-7 no parece aprobar dicha hipótesis y
muestra que la utilización de recursos no varía con el incremento (o
disminución) de la pendiente de la curva de aprendizaje.
US$
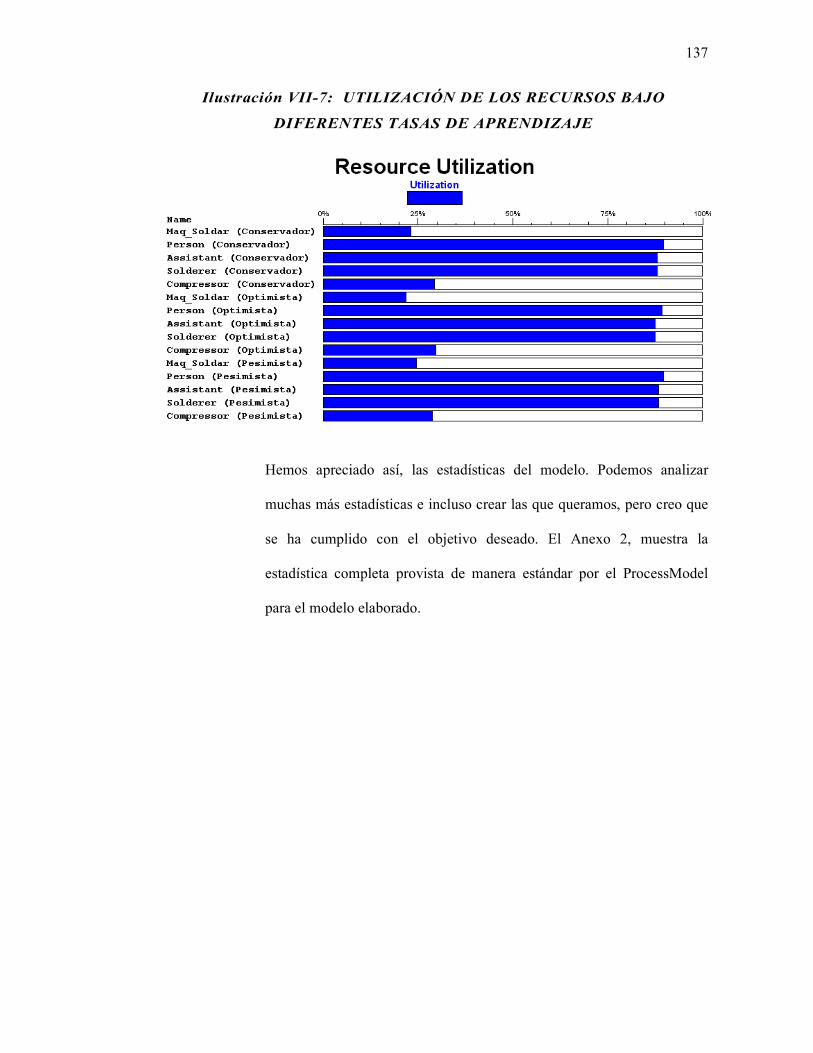
137
Ilustración VII-7: UTILIZACIÓ' DE LOS RECURSOS BAJO
DIFERE'TES TASAS DE APRE'DIZAJE
Hemos apreciado así, las estadísticas del modelo. Podemos analizar
muchas más estadísticas e incluso crear las que queramos, pero creo que
se ha cumplido con el objetivo deseado. El Anexo 2, muestra la
estadística completa provista de manera estándar por el ProcessModel
para el modelo elaborado.

Capítulo VIII DOCUMENTACIÓN DEL PROCESO DE
MANUFACTURA
El último paso que debemos de tomar, luego de simulado el proceso, es el de documentar o
registrar las tareas. No es necesario la elaboración del diagrama de flujo ya que el modelo
de simulación con ProcessModel hace la vez de éste.
El registro de las tareas se realiza dando respuesta a las preguntas del formulario mostrado
en la Tabla VIII-1. Se muestra como ejemplo el registro de la tarea denominada “Corte de
tubos”.
Cada tarea y de manera similar, deberá ser registrada en colaboración con el grupo que
efectuará la respectiva tarea. La idea de hacerlo grupalmente es el de aprovechar la sinergia
de los grupos de trabajo, ya que ésta es una importante regla de los procesos de reingeniría
y de los círculos de calidad.
Con el registro de las tareas, damos fin a los procedimientos sugeridos por el modelo de
madurez para convertir un proceso de nivel 1 a uno de nivel 5.
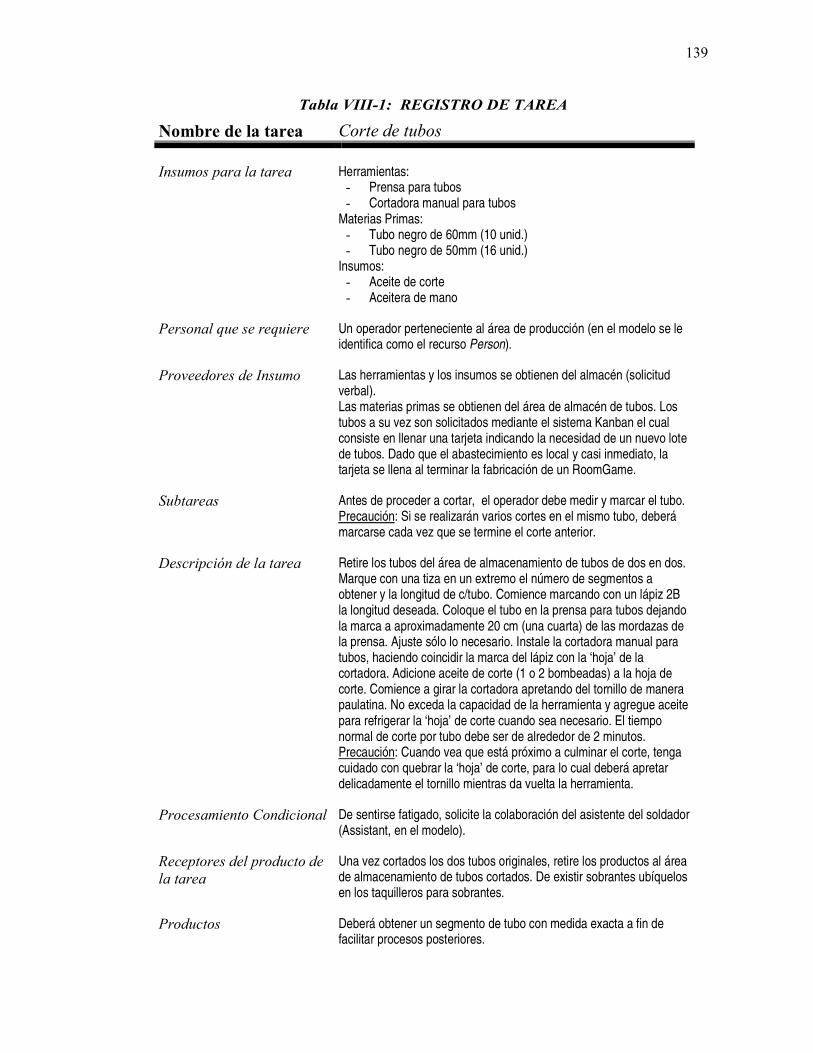
139
Tabla VIII-1: REGISTRO DE TAREA
�ombre de la tarea Corte de tubos
Insumos para la tarea Herramientas: - Prensa para tubos - Cortadora manual para tubos
Materias Primas: - Tubo negro de 60mm (10 unid.) - Tubo negro de 50mm (16 unid.)
Insumos: - Aceite de corte - Aceitera de mano
Personal que se requiere Un operador perteneciente al área de producción (en el modelo se le identifica como el recurso Person).
Proveedores de Insumo Las herramientas y los insumos se obtienen del almacén (solicitud verbal). Las materias primas se obtienen del área de almacén de tubos. Los tubos a su vez son solicitados mediante el sistema Kanban el cual consiste en llenar una tarjeta indicando la necesidad de un nuevo lote de tubos. Dado que el abastecimiento es local y casi inmediato, la tarjeta se llena al terminar la fabricación de un RoomGame.
Subtareas Antes de proceder a cortar, el operador debe medir y marcar el tubo. Precaución: Si se realizarán varios cortes en el mismo tubo, deberá marcarse cada vez que se termine el corte anterior.
Descripción de la tarea Retire los tubos del área de almacenamiento de tubos de dos en dos. Marque con una tiza en un extremo el número de segmentos a obtener y la longitud de c/tubo. Comience marcando con un lápiz 2B la longitud deseada. Coloque el tubo en la prensa para tubos dejando la marca a aproximadamente 20 cm (una cuarta) de las mordazas de la prensa. Ajuste sólo lo necesario. Instale la cortadora manual para tubos, haciendo coincidir la marca del lápiz con la ‘hoja’ de la cortadora. Adicione aceite de corte (1 o 2 bombeadas) a la hoja de corte. Comience a girar la cortadora apretando del tornillo de manera paulatina. No exceda la capacidad de la herramienta y agregue aceite para refrigerar la ‘hoja’ de corte cuando sea necesario. El tiempo normal de corte por tubo debe ser de alrededor de 2 minutos. Precaución: Cuando vea que está próximo a culminar el corte, tenga cuidado con quebrar la ‘hoja’ de corte, para lo cual deberá apretar delicadamente el tornillo mientras da vuelta la herramienta.
Procesamiento Condicional De sentirse fatigado, solicite la colaboración del asistente del soldador (Assistant, en el modelo).
Receptores del producto de
la tarea
Una vez cortados los dos tubos originales, retire los productos al área de almacenamiento de tubos cortados. De existir sobrantes ubíquelos en los taquilleros para sobrantes.
Productos Deberá obtener un segmento de tubo con medida exacta a fin de facilitar procesos posteriores.
CONCLUSIONES
1. Se han estimado mediante simulación, parámetros del proceso tales como:
• Tiempo de ciclo del proceso de manufactura del RoomGame.
• Costo de manufactura del RoomGame.
• Porcentaje de utilización de los recursos.
2. Mediante el uso programas como el AutoCAD, Vensim y ProcessModel, se ha
conseguido mostrar los pasos para el diseño del proceso de manufactura de un
RoomGame, el cual fue el objetivo del estudio. Estos pasos son:
1. Describir el producto ayudado por diagramas, planos y otros.
2. Describir el proceso de fabricación ayudado por diagramas de flujo y
estimar los parámetros del sistema.
3. Determinar los límites del sistema en estudio y elaborar un modelo del
sistema basado en la Dinámica de Sistemas para analizar el mismo.
4. Perfeccionar el modelo del paso 3 mediante la Elaboración/Modificación de
un modelo de Simulación por Eventos Discretos a fin de estudiar variables,
tales como: tiempos de ciclo, costo de producción, etc.
5. Analizar el sistema modelado en el paso anterior (análisis estadístico y de
escenarios).
6. Registrar las tareas del proceso.
3. Se observó durante el estudio el patrón típico de comportamiento del sistema. Estos
patrones nos llevaron a la conclusión de elegir un modelo determinístico para el
diseño del proceso de manufactura.
RECOMENDACIONES
1. De fabricarse el RoomGame, deberá aplicarse un esfuerzo constante de
ingeniería, con la finalidad de alcanzar a la brevedad procesos de nivel 5. Para
este fin, deberá:
a. Comparar los parámetros obtenidos mediante simulación con los
obtenidos en la realidad.
b. Repetir los pasos 3 al 6 empleados para el diseño del proceso de
manufactura del RoomGame.1
c. Modificar, de ser necesario, las especificaciones del producto y
comunicar dichos cambios.
2. Podemos fácilmente generalizar los pasos mostrados para el diseño del proceso
de manufactura de un RoomGame a fin de que puedan aplicarse a cualquier otro
proceso de manufactura o incluso el diseño de un servicio, por lo que se
recomienda su adaptación para darle otros usos.
3. Se recomienda la elaboración de Manuales de Usuario de softwares útiles para la
E.A.P. de Ingeniería Industrial. Muchos de éstos programas son complejos, por
lo que mi recomendación es que se den facilidades para su elaboración a nivel de
tesis, incluyéndose en tales manuales ejemplos de aplicaciones a nuestra
realidad. Tales manuales podrán posteriormente emplearse con fines
pedagógicos.
4. A fin de estar a la vanguardia a nivel de facultades de Ingeniería Industrial, se
recomienda el dictado del curso de simulación en nuestra escuela. Dicho curso
1 Ver las conclusiones.

142
deberá ser independiente del curso de Investigación de Operaciones y no un
capítulo del mismo.

143
BIBLIOGRAFIA1
ARSHAM, Hossein; Systems Simulation: The Shortest Distance from Learning to
Applications. UNIVERSITY OF BALTIMORE , USA.
URL: http://ubmail.ubalt.edu/~harsham/simulation/sim.htm
CANAVOS, George; Probabilidad y Estadistica, Aplicaciones y Métodos Edit.
McGRAW-HILL/INTERAMERICANA DE MEXICO, S.A. México . © 1988
Escola Técnica Superior d’Enginyers Industrials de Barcelona, UNIVERSITAT
POLITÉCNICA DE CATALUNYA; Sistemas con Esperas: Teoría de Colas y
Simulación. Introducción y Problemas. Edit PUBLICACIONES D’ABAST, S.L.L.
España. © 1996
HANSEN, Gregory; Automatización, Reingeniería en los Procesos de Negocios a través
de la Simulación. Edit. PRENTICE-HALL HISPANOAMERICANA, S.A. © México.
1998.
JOHANSON, Jhony y NONAKA, Ikujiro; Implacable, Ahora sí, por fin, la Manera
Japonesa de Hacer Marketing. Edit. GRUPO EDITORIAL NORMA S.A. © 1997
MACHUCA, José Antonio Domínguez y otros; Dirección de Operaciones, Aspectos
Tácticos y Operativos en la Producción y los Servicios. Edit. McGRAW-HILL. España.
© 1995
MACHUCA, José Antonio Domínguez y otros; Dirección de Operaciones, Aspectos
Estratégicos en la Producción y los Servicios. Edit. McGRAW-HILL. España. ©1994
1 Sólo se citan las usadas por el tesista.

144
MARTÍN GARCÍA, Juan, Curso de Creación de Modelos en Gestión de Empresas;
UNIVERSITAT POLITÉCNICA DE CATALUNYA, Barcelona, España.
Email: [email protected]
TAHA, Hamdy, Investigación de Operaciones, Edit. ALFAOMEGA GRUPO EDITOR
S.A. 5ta. Edición. © 1995.

ANEXOS

146
A�EXO 01: COTIZACIÓ� HECHA POR FIBROTEC�IA
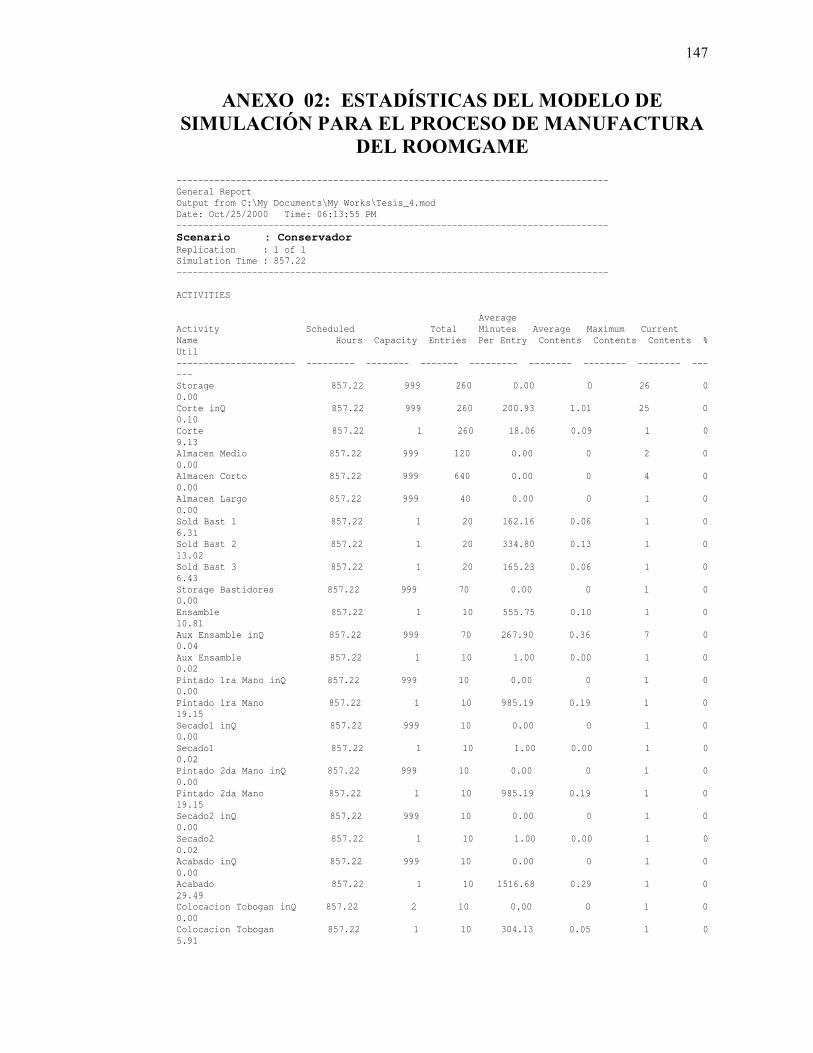
147
A�EXO 02: ESTADÍSTICAS DEL MODELO DE SIMULACIÓ� PARA EL PROCESO DE MA�UFACTURA
DEL ROOMGAME --------------------------------------------------------------------------------
General Report
Output from C:\My Documents\My Works\Tesis_4.mod
Date: Oct/25/2000 Time: 06:13:55 PM
--------------------------------------------------------------------------------
Scenario : Conservador Replication : 1 of 1
Simulation Time : 857.22
--------------------------------------------------------------------------------
ACTIVITIES
Average
Activity Scheduled Total Minutes Average Maximum Current
Name Hours Capacity Entries Per Entry Contents Contents Contents %
Util
---------------------- --------- -------- ------- --------- -------- -------- -------- ---
---
Storage 857.22 999 260 0.00 0 26 0
0.00
Corte inQ 857.22 999 260 200.93 1.01 25 0
0.10
Corte 857.22 1 260 18.06 0.09 1 0
9.13
Almacen Medio 857.22 999 120 0.00 0 2 0
0.00
Almacen Corto 857.22 999 640 0.00 0 4 0
0.00
Almacen Largo 857.22 999 40 0.00 0 1 0
0.00
Sold Bast 1 857.22 1 20 162.16 0.06 1 0
6.31
Sold Bast 2 857.22 1 20 334.80 0.13 1 0
13.02
Sold Bast 3 857.22 1 20 165.23 0.06 1 0
6.43
Storage Bastidores 857.22 999 70 0.00 0 1 0
0.00
Ensamble 857.22 1 10 555.75 0.10 1 0
10.81
Aux Ensamble inQ 857.22 999 70 267.90 0.36 7 0
0.04
Aux Ensamble 857.22 1 10 1.00 0.00 1 0
0.02
Pintado 1ra Mano inQ 857.22 999 10 0.00 0 1 0
0.00
Pintado 1ra Mano 857.22 1 10 985.19 0.19 1 0
19.15
Secado1 inQ 857.22 999 10 0.00 0 1 0
0.00
Secado1 857.22 1 10 1.00 0.00 1 0
0.02
Pintado 2da Mano inQ 857.22 999 10 0.00 0 1 0
0.00
Pintado 2da Mano 857.22 1 10 985.19 0.19 1 0
19.15
Secado2 inQ 857.22 999 10 0.00 0 1 0
0.00
Secado2 857.22 1 10 1.00 0.00 1 0
0.02
Acabado inQ 857.22 999 10 0.00 0 1 0
0.00
Acabado 857.22 1 10 1516.68 0.29 1 0
29.49
Colocacion Tobogan inQ 857.22 2 10 0.00 0 1 0
0.00
Colocacion Tobogan 857.22 1 10 304.13 0.05 1 0
5.91
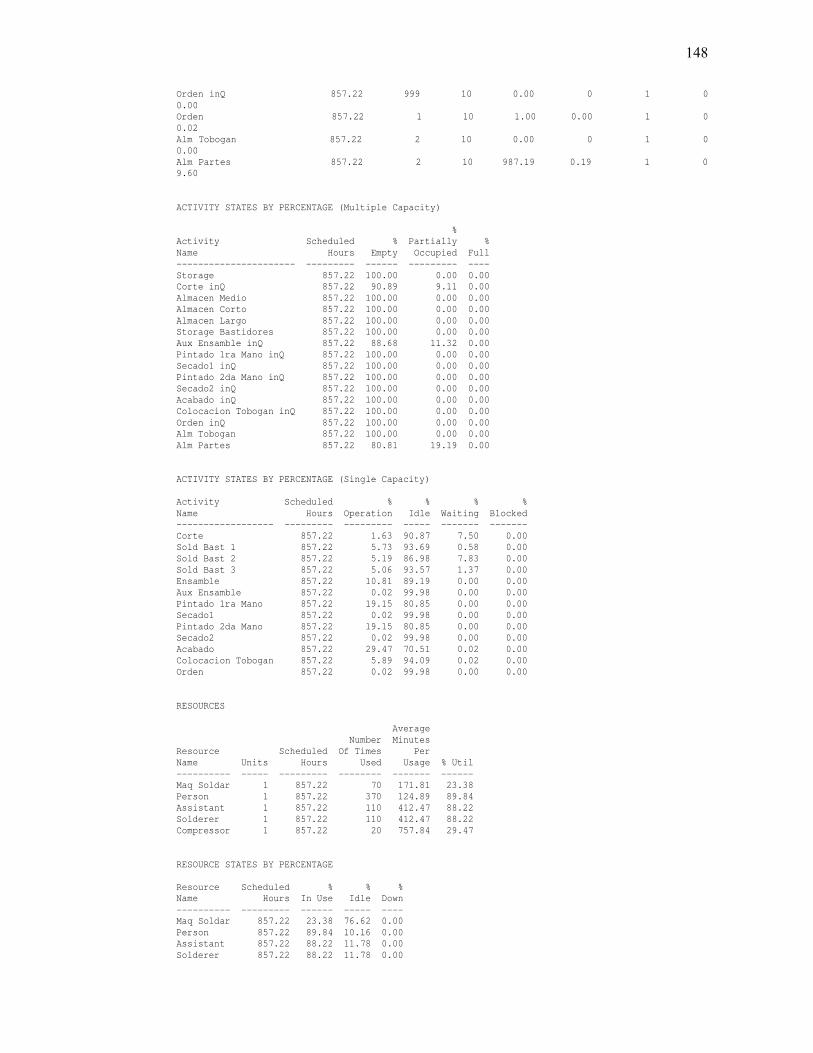
148
Orden inQ 857.22 999 10 0.00 0 1 0
0.00
Orden 857.22 1 10 1.00 0.00 1 0
0.02
Alm Tobogan 857.22 2 10 0.00 0 1 0
0.00
Alm Partes 857.22 2 10 987.19 0.19 1 0
9.60
ACTIVITY STATES BY PERCENTAGE (Multiple Capacity)
%
Activity Scheduled % Partially %
Name Hours Empty Occupied Full
---------------------- --------- ------ --------- ----
Storage 857.22 100.00 0.00 0.00
Corte inQ 857.22 90.89 9.11 0.00
Almacen Medio 857.22 100.00 0.00 0.00
Almacen Corto 857.22 100.00 0.00 0.00
Almacen Largo 857.22 100.00 0.00 0.00
Storage Bastidores 857.22 100.00 0.00 0.00
Aux Ensamble inQ 857.22 88.68 11.32 0.00
Pintado 1ra Mano inQ 857.22 100.00 0.00 0.00
Secado1 inQ 857.22 100.00 0.00 0.00
Pintado 2da Mano inQ 857.22 100.00 0.00 0.00
Secado2 inQ 857.22 100.00 0.00 0.00
Acabado inQ 857.22 100.00 0.00 0.00
Colocacion Tobogan inQ 857.22 100.00 0.00 0.00
Orden inQ 857.22 100.00 0.00 0.00
Alm Tobogan 857.22 100.00 0.00 0.00
Alm Partes 857.22 80.81 19.19 0.00
ACTIVITY STATES BY PERCENTAGE (Single Capacity)
Activity Scheduled % % % %
Name Hours Operation Idle Waiting Blocked
------------------ --------- --------- ----- ------- -------
Corte 857.22 1.63 90.87 7.50 0.00
Sold Bast 1 857.22 5.73 93.69 0.58 0.00
Sold Bast 2 857.22 5.19 86.98 7.83 0.00
Sold Bast 3 857.22 5.06 93.57 1.37 0.00
Ensamble 857.22 10.81 89.19 0.00 0.00
Aux Ensamble 857.22 0.02 99.98 0.00 0.00
Pintado 1ra Mano 857.22 19.15 80.85 0.00 0.00
Secado1 857.22 0.02 99.98 0.00 0.00
Pintado 2da Mano 857.22 19.15 80.85 0.00 0.00
Secado2 857.22 0.02 99.98 0.00 0.00
Acabado 857.22 29.47 70.51 0.02 0.00
Colocacion Tobogan 857.22 5.89 94.09 0.02 0.00
Orden 857.22 0.02 99.98 0.00 0.00
RESOURCES
Average
Number Minutes
Resource Scheduled Of Times Per
Name Units Hours Used Usage % Util
---------- ----- --------- -------- ------- ------
Maq Soldar 1 857.22 70 171.81 23.38
Person 1 857.22 370 124.89 89.84
Assistant 1 857.22 110 412.47 88.22
Solderer 1 857.22 110 412.47 88.22
Compressor 1 857.22 20 757.84 29.47
RESOURCE STATES BY PERCENTAGE
Resource Scheduled % % %
Name Hours In Use Idle Down
---------- --------- ------ ----- ----
Maq Soldar 857.22 23.38 76.62 0.00
Person 857.22 89.84 10.16 0.00
Assistant 857.22 88.22 11.78 0.00
Solderer 857.22 88.22 11.78 0.00

149
Compressor 857.22 29.47 70.53 0.00
ENTITY SUMMARY (Times in Scoreboard time units)
Average Average
Cycle VA
Entity Qty Time Time Average
Name Processed (Minutes) (Minutes) Cost
---------- --------- --------- --------- -------
Truck 10 1 1.00 0.00
Tubo Medio 60 13.45 2.91 10.05
Tubo Corto 160 237.98 3.83 10.07
Tubo Largo 40 470.89 1.20 10.02
Item 10 3 3.00 0.00
Tobogan 0 0 0.00 0.00
Package 0 0 0.00 0.00
Medio 0 0 0.00 0.00
Corto 0 0 0.00 0.00
Largo 0 0 0.00 0.00
RoomGame 10 4697.44 4348.97 2621.11

150
VARIABLES
Average
Variable Total Minutes Minimum Maximum Current Average
Name Changes Per Change Value Value Value Value
------------ ------- ---------- ------- ------- ------- -------
Cost M 60 793.24 0 10.2 10.03 10.05
Cost C 160 299.38 0 10.16 10.05 10.06
Cost L 40 1197.64 0 10.03 10.01 9.83
Ruta M 20 2379.82 1 2 1 1.00
Ruta C 40 1197.60 1 4 1 1.12
Cost M B1 91 565.18 0 30.47 0 30.13
Cost M B2 51 1008.47 0 15.17 0 15.02
Cost C B1 191 269.27 0 45.70 0 45.09
Cost C B2 191 269.27 0 45.61 0 44.13
Cost C B3 131 392.61 0 30.38 0 27.89
Cost L B3 51 1008.47 0 31.31 0 28.40
Q M Bast1 90 528.84 0 8 0 0.01
Q M Bast2 50 951.98 0 4 0 0.00
Q C Bast1 190 250.59 0 18 0 0.04
Q C Bast2 190 251.17 0 18 0 0.56
Q C Bast3 130 368.43 0 12 0 0.11
Q C Ensam 170 281.80 0 16 0 0.02
Cost 2 Bast1 41 1254.44 0 145.29 0 11.07
Cost 2 Bast2 41 1254.44 0 94.01 0 3.00
Cost 2 Bast3 41 1254.44 0 92.46 0 1.40
CostTubEnsam 181 284.15 0 40.47 0 2.52
CostEstruc 0 0.00 0 0 0 0
TiempoCiclo 10 5143.12 0 139.65 64.18 76.93
Exponente1 0 0.00 -0.30 -0.30 -0.30 -0.30
NumCortes 260 184.25 1 261 261 125.41
Exponente2 0 0.00 -0.32 -0.32 -0.32 -0.32
NumBast 60 800.20 0 60 60 28.55
NumPintadas 10 4879.38 0 10 10 4.50
NumRoomGames 10 4814.28 0 10 10 4.67
CostoTotal 10 5143.12 0 2893.32 2513.39 2220.14
AuxCosto 90 558.73 0 1000 900 736.56
�

151
--------------------------------------------------------------------------------
General Report
Output from C:\My Documents\My Works\Tesis_4.mod
Date: Oct/25/2000 Time: 06:13:56 PM
--------------------------------------------------------------------------------
Scenario : Optimista Replication : 1 of 1
Simulation Time : 749.99
--------------------------------------------------------------------------------
ACTIVITIES
Average
Activity Scheduled Total Minutes Average Maximum Current
Name Hours Capacity Entries Per Entry Contents Contents Contents %
Util
---------------------- --------- -------- ------- --------- -------- -------- -------- ---
---
Storage 749.99 999 260 0.00 0 26 0
0.00
Corte inQ 749.99 999 260 168.83 0.97 25 0
0.10
Corte 749.99 1 260 14.95 0.08 1 0
8.64
Almacen Medio 749.99 999 120 0.00 0 2 0
0.00
Almacen Corto 749.99 999 640 0.00 0 4 0
0.00
Almacen Largo 749.99 999 40 0.00 0 1 0
0.00
Sold Bast 1 749.99 1 20 132.21 0.05 1 0
5.88
Sold Bast 2 749.99 1 20 255.02 0.11 1 0
11.33
Sold Bast 3 749.99 1 20 132.95 0.05 1 0
5.91
Storage Bastidores 749.99 999 70 0.00 0 1 0
0.00
Ensamble 749.99 1 10 491.79 0.10 1 0
10.93
Aux Ensamble inQ 749.99 999 70 217.97 0.33 7 0
0.03
Aux Ensamble 749.99 1 10 1.00 0.00 1 0
0.02
Pintado 1ra Mano inQ 749.99 999 10 0.00 0 1 0
0.00
Pintado 1ra Mano 749.99 1 10 871.81 0.19 1 0
19.37
Secado1 inQ 749.99 999 10 0.00 0 1 0
0.00
Secado1 749.99 1 10 1.00 0.00 1 0
0.02
Pintado 2da Mano inQ 749.99 999 10 0.00 0 1 0
0.00
Pintado 2da Mano 749.99 1 10 871.81 0.19 1 0
19.37
Secado2 inQ 749.99 999 10 0.00 0 1 0
0.00
Secado2 749.99 1 10 1.00 0.00 1 0
0.02
Acabado inQ 749.99 999 10 0.00 0 1 0
0.00
Acabado 749.99 1 10 1342.25 0.29 1 0
29.83
Colocacion Tobogan inQ 749.99 2 10 0.00 0 1 0
0.00
Colocacion Tobogan 749.99 1 10 269.25 0.05 1 0
5.98
Orden inQ 749.99 999 10 0.00 0 1 0
0.00
Orden 749.99 1 10 1.00 0.00 1 0
0.02
Alm Tobogan 749.99 2 10 0.00 0 1 0
0.00
Alm Partes 749.99 2 10 873.81 0.19 1 0
9.71

152
ACTIVITY STATES BY PERCENTAGE (Multiple Capacity)
%
Activity Scheduled % Partially %
Name Hours Empty Occupied Full
---------------------- --------- ------ --------- ----
Storage 749.99 100.00 0.00 0.00
Corte inQ 749.99 91.39 8.61 0.00
Almacen Medio 749.99 100.00 0.00 0.00
Almacen Corto 749.99 100.00 0.00 0.00
Almacen Largo 749.99 100.00 0.00 0.00
Storage Bastidores 749.99 100.00 0.00 0.00
Aux Ensamble inQ 749.99 89.60 10.40 0.00
Pintado 1ra Mano inQ 749.99 100.00 0.00 0.00
Secado1 inQ 749.99 100.00 0.00 0.00
Pintado 2da Mano inQ 749.99 100.00 0.00 0.00
Secado2 inQ 749.99 100.00 0.00 0.00
Acabado inQ 749.99 100.00 0.00 0.00
Colocacion Tobogan inQ 749.99 100.00 0.00 0.00
Orden inQ 749.99 100.00 0.00 0.00
Alm Tobogan 749.99 100.00 0.00 0.00
Alm Partes 749.99 80.58 19.42 0.00

153
ACTIVITY STATES BY PERCENTAGE (Single Capacity)
Activity Scheduled % % % %
Name Hours Operation Idle Waiting Blocked
------------------ --------- --------- ----- ------- -------
Corte 749.99 1.86 91.36 6.78 0.00
Sold Bast 1 749.99 5.21 94.12 0.66 0.00
Sold Bast 2 749.99 4.52 88.67 6.81 0.00
Sold Bast 3 749.99 4.35 94.09 1.55 0.00
Ensamble 749.99 10.93 89.07 0.00 0.00
Aux Ensamble 749.99 0.02 99.98 0.00 0.00
Pintado 1ra Mano 749.99 19.37 80.63 0.00 0.00
Secado1 749.99 0.02 99.98 0.00 0.00
Pintado 2da Mano 749.99 19.37 80.63 0.00 0.00
Secado2 749.99 0.02 99.98 0.00 0.00
Acabado 749.99 29.81 70.17 0.02 0.00
Colocacion Tobogan 749.99 5.96 94.02 0.02 0.00
Orden 749.99 0.02 99.98 0.00 0.00
RESOURCES
Average
Number Minutes
Resource Scheduled Of Times Per
Name Units Hours Used Usage % Util
---------- ----- --------- -------- ------- ------
Maq Soldar 1 749.99 70 141.99 22.09
Person 1 749.99 370 108.87 89.52
Assistant 1 749.99 110 358.61 87.66
Solderer 1 749.99 110 358.61 87.66
Compressor 1 749.99 20 670.62 29.81
RESOURCE STATES BY PERCENTAGE
Resource Scheduled % % %
Name Hours In Use Idle Down
---------- --------- ------ ----- ----
Maq Soldar 749.99 22.09 77.91 0.00
Person 749.99 89.52 10.48 0.00
Assistant 749.99 87.66 12.34 0.00
Solderer 749.99 87.66 12.34 0.00
Compressor 749.99 29.81 70.19 0.00
ENTITY SUMMARY (Times in Scoreboard time units)
Average Average
Cycle VA
Entity Qty Time Time Average
Name Processed (Minutes) (Minutes) Cost
---------- --------- --------- --------- -------
Truck 10 1 1.00 0.00
Tubo Medio 60 13.45 2.91 10.05
Tubo Corto 160 200.99 3.83 10.07
Tubo Largo 40 389.98 1.20 10.02
Item 10 3 3.00 0.00
Tobogan 0 0 0.00 0.00
Package 0 0 0.00 0.00
Medio 0 0 0.00 0.00
Corto 0 0 0.00 0.00
Largo 0 0 0.00 0.00
RoomGame 10 4132.84 3848.92 2564.88
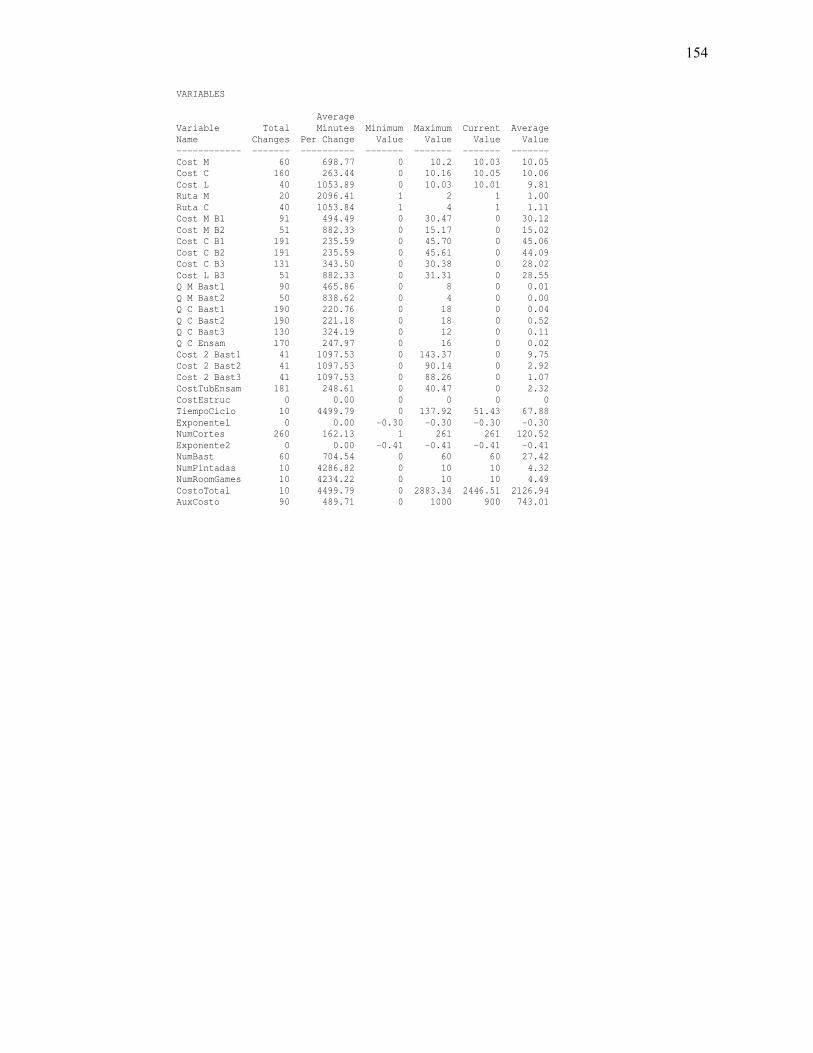
154
VARIABLES
Average
Variable Total Minutes Minimum Maximum Current Average
Name Changes Per Change Value Value Value Value
------------ ------- ---------- ------- ------- ------- -------
Cost M 60 698.77 0 10.2 10.03 10.05
Cost C 160 263.44 0 10.16 10.05 10.06
Cost L 40 1053.89 0 10.03 10.01 9.81
Ruta M 20 2096.41 1 2 1 1.00
Ruta C 40 1053.84 1 4 1 1.11
Cost M B1 91 494.49 0 30.47 0 30.12
Cost M B2 51 882.33 0 15.17 0 15.02
Cost C B1 191 235.59 0 45.70 0 45.06
Cost C B2 191 235.59 0 45.61 0 44.09
Cost C B3 131 343.50 0 30.38 0 28.02
Cost L B3 51 882.33 0 31.31 0 28.55
Q M Bast1 90 465.86 0 8 0 0.01
Q M Bast2 50 838.62 0 4 0 0.00
Q C Bast1 190 220.76 0 18 0 0.04
Q C Bast2 190 221.18 0 18 0 0.52
Q C Bast3 130 324.19 0 12 0 0.11
Q C Ensam 170 247.97 0 16 0 0.02
Cost 2 Bast1 41 1097.53 0 143.37 0 9.75
Cost 2 Bast2 41 1097.53 0 90.14 0 2.92
Cost 2 Bast3 41 1097.53 0 88.26 0 1.07
CostTubEnsam 181 248.61 0 40.47 0 2.32
CostEstruc 0 0.00 0 0 0 0
TiempoCiclo 10 4499.79 0 137.92 51.43 67.88
Exponente1 0 0.00 -0.30 -0.30 -0.30 -0.30
NumCortes 260 162.13 1 261 261 120.52
Exponente2 0 0.00 -0.41 -0.41 -0.41 -0.41
NumBast 60 704.54 0 60 60 27.42
NumPintadas 10 4286.82 0 10 10 4.32
NumRoomGames 10 4234.22 0 10 10 4.49
CostoTotal 10 4499.79 0 2883.34 2446.51 2126.94
AuxCosto 90 489.71 0 1000 900 743.01

155
--------------------------------------------------------------------------------
General Report
Output from C:\My Documents\My Works\Tesis_4.mod
Date: Oct/25/2000 Time: 06:13:57 PM
--------------------------------------------------------------------------------
Scenario : Pesimista Replication : 1 of 1
Simulation Time : 981.65
--------------------------------------------------------------------------------
ACTIVITIES
Average
Activity Scheduled Total Minutes Average Maximum Current
Name Hours Capacity Entries Per Entry Contents Contents Contents %
Util
---------------------- --------- -------- ------- --------- -------- -------- -------- ---
---
Storage 981.65 999 260 0.00 0 26 0
0.00
Corte inQ 981.65 999 260 241.17 1.06 25 0
0.11
Corte 981.65 1 260 21.97 0.09 1 0
9.70
Almacen Medio 981.65 999 120 0.00 0 2 0
0.00
Almacen Corto 981.65 999 640 0.00 0 4 0
0.00
Almacen Largo 981.65 999 40 0.00 0 1 0
0.00
Sold Bast 1 981.65 1 20 199.79 0.06 1 0
6.78
Sold Bast 2 981.65 1 20 419.14 0.14 1 0
14.23
Sold Bast 3 981.65 1 20 213.70 0.07 1 0
7.26
Storage Bastidores 981.65 999 70 0.00 0 1 0
0.00
Ensamble 981.65 1 10 626.21 0.10 1 0
10.63
Aux Ensamble inQ 981.65 999 70 344.45 0.40 7 0
0.04
Aux Ensamble 981.65 1 10 1.00 0.00 1 0
0.02
Pintado 1ra Mano inQ 981.65 999 10 0.00 0 1 0
0.00
Pintado 1ra Mano 981.65 1 10 1110.10 0.18 1 0
18.85
Secado1 inQ 981.65 999 10 0.00 0 1 0
0.00
Secado1 981.65 1 10 1.00 0.00 1 0
0.02
Pintado 2da Mano inQ 981.65 999 10 0.00 0 1 0
0.00
Pintado 2da Mano 981.65 1 10 1110.10 0.18 1 0
18.85
Secado2 inQ 981.65 999 10 0.00 0 1 0
0.00
Secado2 981.65 1 10 1.00 0.00 1 0
0.02
Acabado inQ 981.65 999 10 0.00 0 1 0
0.00
Acabado 981.65 1 10 1708.85 0.29 1 0
29.01
Colocacion Tobogan inQ 981.65 2 10 0.00 0 1 0
0.00
Colocacion Tobogan 981.65 1 10 342.57 0.05 1 0
5.82
Orden inQ 981.65 999 10 0.00 0 1 0
0.00
Orden 981.65 1 10 1.00 0.00 1 0
0.02
Alm Tobogan 981.65 2 10 0.00 0 1 0
0.00
Alm Partes 981.65 2 10 1112.10 0.18 1 0
9.44
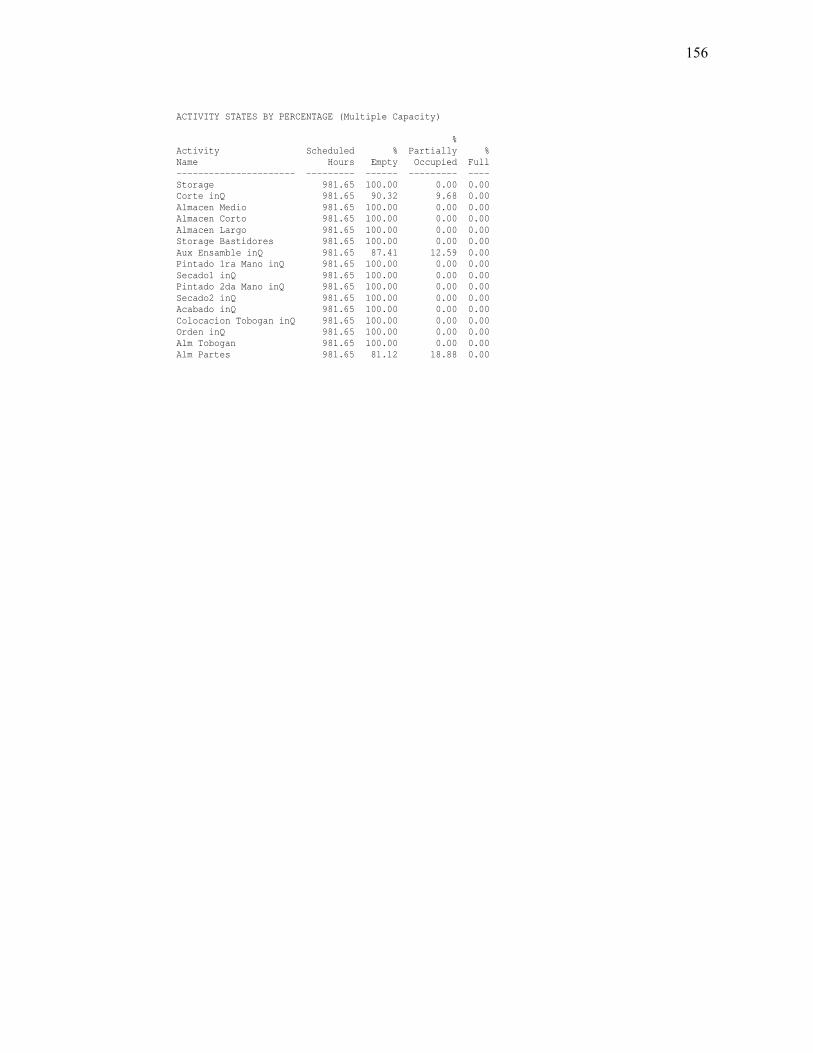
156
ACTIVITY STATES BY PERCENTAGE (Multiple Capacity)
%
Activity Scheduled % Partially %
Name Hours Empty Occupied Full
---------------------- --------- ------ --------- ----
Storage 981.65 100.00 0.00 0.00
Corte inQ 981.65 90.32 9.68 0.00
Almacen Medio 981.65 100.00 0.00 0.00
Almacen Corto 981.65 100.00 0.00 0.00
Almacen Largo 981.65 100.00 0.00 0.00
Storage Bastidores 981.65 100.00 0.00 0.00
Aux Ensamble inQ 981.65 87.41 12.59 0.00
Pintado 1ra Mano inQ 981.65 100.00 0.00 0.00
Secado1 inQ 981.65 100.00 0.00 0.00
Pintado 2da Mano inQ 981.65 100.00 0.00 0.00
Secado2 inQ 981.65 100.00 0.00 0.00
Acabado inQ 981.65 100.00 0.00 0.00
Colocacion Tobogan inQ 981.65 100.00 0.00 0.00
Orden inQ 981.65 100.00 0.00 0.00
Alm Tobogan 981.65 100.00 0.00 0.00
Alm Partes 981.65 81.12 18.88 0.00
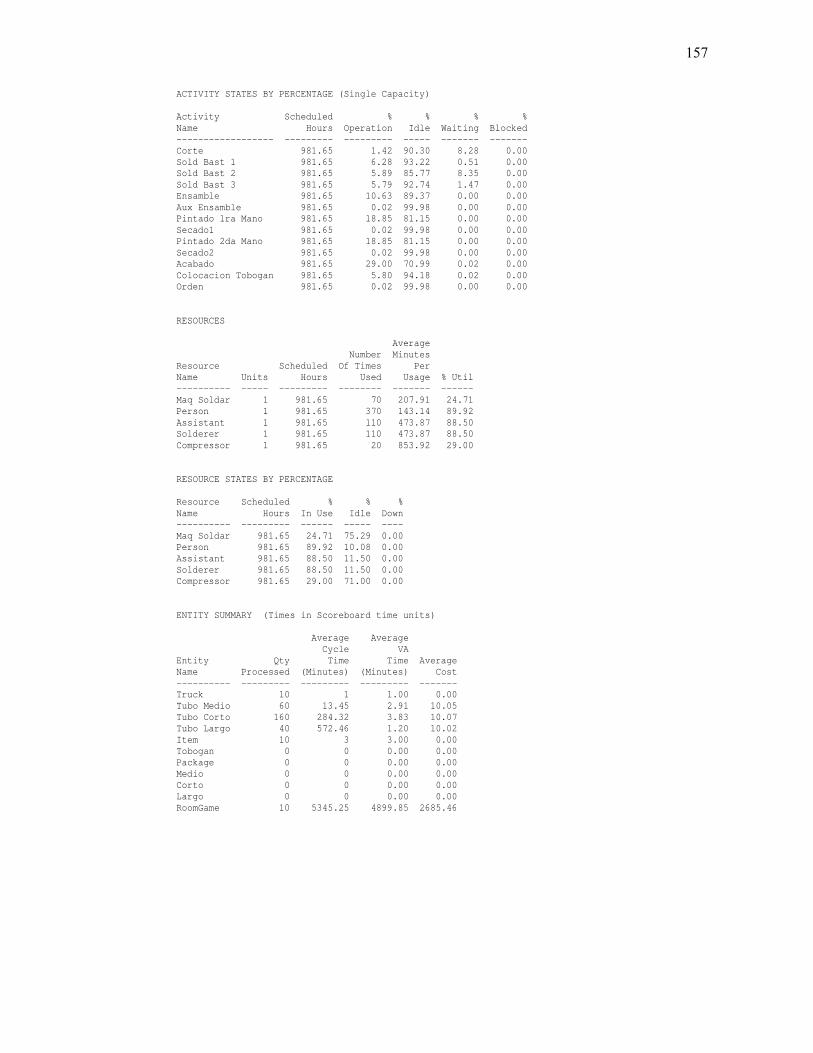
157
ACTIVITY STATES BY PERCENTAGE (Single Capacity)
Activity Scheduled % % % %
Name Hours Operation Idle Waiting Blocked
------------------ --------- --------- ----- ------- -------
Corte 981.65 1.42 90.30 8.28 0.00
Sold Bast 1 981.65 6.28 93.22 0.51 0.00
Sold Bast 2 981.65 5.89 85.77 8.35 0.00
Sold Bast 3 981.65 5.79 92.74 1.47 0.00
Ensamble 981.65 10.63 89.37 0.00 0.00
Aux Ensamble 981.65 0.02 99.98 0.00 0.00
Pintado 1ra Mano 981.65 18.85 81.15 0.00 0.00
Secado1 981.65 0.02 99.98 0.00 0.00
Pintado 2da Mano 981.65 18.85 81.15 0.00 0.00
Secado2 981.65 0.02 99.98 0.00 0.00
Acabado 981.65 29.00 70.99 0.02 0.00
Colocacion Tobogan 981.65 5.80 94.18 0.02 0.00
Orden 981.65 0.02 99.98 0.00 0.00
RESOURCES
Average
Number Minutes
Resource Scheduled Of Times Per
Name Units Hours Used Usage % Util
---------- ----- --------- -------- ------- ------
Maq Soldar 1 981.65 70 207.91 24.71
Person 1 981.65 370 143.14 89.92
Assistant 1 981.65 110 473.87 88.50
Solderer 1 981.65 110 473.87 88.50
Compressor 1 981.65 20 853.92 29.00
RESOURCE STATES BY PERCENTAGE
Resource Scheduled % % %
Name Hours In Use Idle Down
---------- --------- ------ ----- ----
Maq Soldar 981.65 24.71 75.29 0.00
Person 981.65 89.92 10.08 0.00
Assistant 981.65 88.50 11.50 0.00
Solderer 981.65 88.50 11.50 0.00
Compressor 981.65 29.00 71.00 0.00
ENTITY SUMMARY (Times in Scoreboard time units)
Average Average
Cycle VA
Entity Qty Time Time Average
Name Processed (Minutes) (Minutes) Cost
---------- --------- --------- --------- -------
Truck 10 1 1.00 0.00
Tubo Medio 60 13.45 2.91 10.05
Tubo Corto 160 284.32 3.83 10.07
Tubo Largo 40 572.46 1.20 10.02
Item 10 3 3.00 0.00
Tobogan 0 0 0.00 0.00
Package 0 0 0.00 0.00
Medio 0 0 0.00 0.00
Corto 0 0 0.00 0.00
Largo 0 0 0.00 0.00
RoomGame 10 5345.25 4899.85 2685.46

158
VARIABLES
Average
Variable Total Minutes Minimum Maximum Current Average
Name Changes Per Change Value Value Value Value
------------ ------- ---------- ------- ------- ------- -------
Cost M 60 902.02 0 10.2 10.03 10.05
Cost C 160 340.87 0 10.16 10.05 10.06
Cost L 40 1363.59 0 10.03 10.01 9.85
Ruta M 20 2706.16 1 2 1 1.00
Ruta C 40 1363.55 1 4 1 1.13
Cost M B1 91 647.23 0 30.47 0 30.13
Cost M B2 51 1154.86 0 15.17 0 15.03
Cost C B1 191 308.36 0 45.70 0 45.12
Cost C B2 191 308.36 0 45.61 0 44.15
Cost C B3 131 449.60 0 30.38 0 27.73
Cost L B3 51 1154.86 0 31.31 0 28.22
Q M Bast1 90 601.36 0 8 0 0.00
Q M Bast2 50 1082.52 0 4 0 0.00
Q C Bast1 190 284.95 0 18 0 0.03
Q C Bast2 190 285.74 0 18 0 0.60
Q C Bast3 130 419.49 0 12 0 0.12
Q C Ensam 170 320.84 0 16 0 0.02
Cost 2 Bast1 41 1436.54 0 147.21 0 13.02
Cost 2 Bast2 41 1436.54 0 98.13 0 3.58
Cost 2 Bast3 41 1436.54 0 97.01 0 1.70
CostTubEnsam 181 325.40 0 40.47 0 2.84
CostEstruc 0 0.00 0 0 0 0
TiempoCiclo 10 5889.72 0 141.50 79.83 87.67
Exponente1 0 0.00 -0.30 -0.30 -0.30 -0.30
NumCortes 260 209.78 1 261 261 130.16
Exponente2 0 0.00 -0.23 -0.23 -0.23 -0.23
NumBast 60 911.52 0 60 60 29.63
NumPintadas 10 5567.31 0 10 10 4.68
NumRoomGames 10 5487.74 0 10 10 4.84
CostoTotal 10 5889.72 0 2903.91 2593.72 2316.8
AuxCosto 90 638.86 0 1000 900 727.09
�
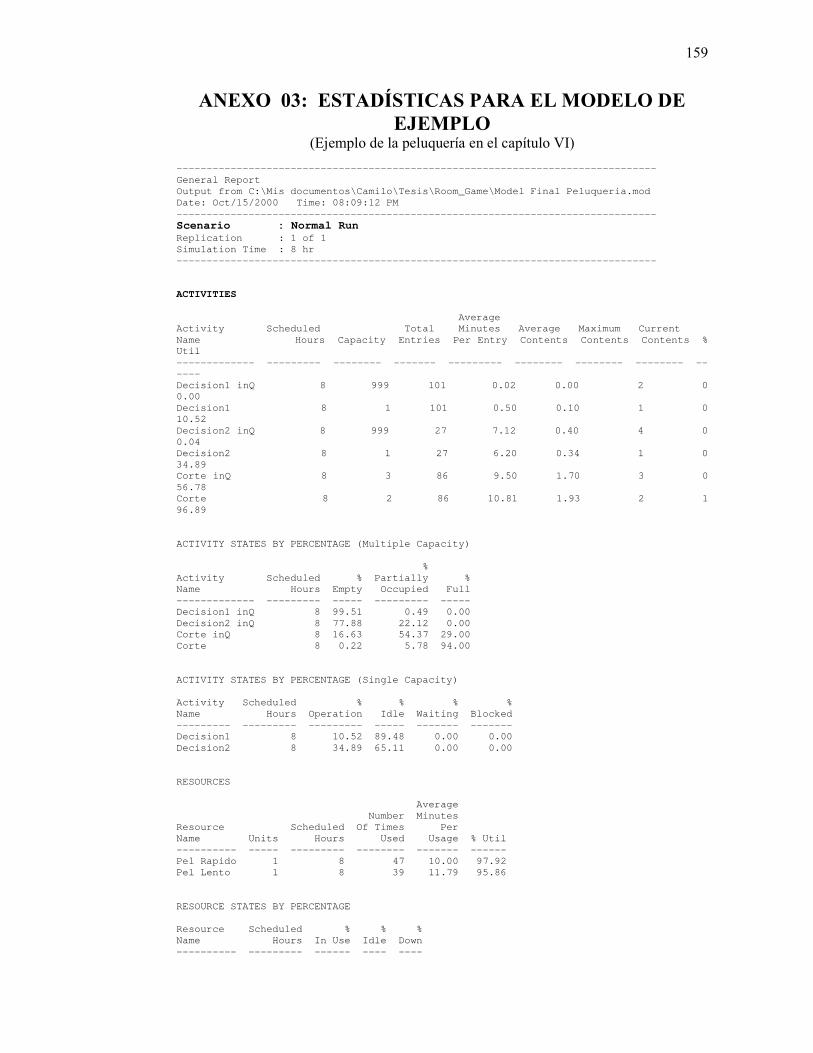
159
A�EXO 03: ESTADÍSTICAS PARA EL MODELO DE EJEMPLO
(Ejemplo de la peluquería en el capítulo VI)
--------------------------------------------------------------------------------
General Report
Output from C:\Mis documentos\Camilo\Tesis\Room_Game\Model Final Peluqueria.mod
Date: Oct/15/2000 Time: 08:09:12 PM
--------------------------------------------------------------------------------
Scenario : Normal Run Replication : 1 of 1
Simulation Time : 8 hr
--------------------------------------------------------------------------------
ACTIVITIES
Average
Activity Scheduled Total Minutes Average Maximum Current
Name Hours Capacity Entries Per Entry Contents Contents Contents %
Util
------------- --------- -------- ------- --------- -------- -------- -------- --
----
Decision1 inQ 8 999 101 0.02 0.00 2 0
0.00
Decision1 8 1 101 0.50 0.10 1 0
10.52
Decision2 inQ 8 999 27 7.12 0.40 4 0
0.04
Decision2 8 1 27 6.20 0.34 1 0
34.89
Corte inQ 8 3 86 9.50 1.70 3 0
56.78
Corte 8 2 86 10.81 1.93 2 1
96.89
ACTIVITY STATES BY PERCENTAGE (Multiple Capacity)
%
Activity Scheduled % Partially %
Name Hours Empty Occupied Full
------------- --------- ----- --------- -----
Decision1 inQ 8 99.51 0.49 0.00
Decision2 inQ 8 77.88 22.12 0.00
Corte inQ 8 16.63 54.37 29.00
Corte 8 0.22 5.78 94.00
ACTIVITY STATES BY PERCENTAGE (Single Capacity)
Activity Scheduled % % % %
Name Hours Operation Idle Waiting Blocked
--------- --------- --------- ----- ------- -------
Decision1 8 10.52 89.48 0.00 0.00
Decision2 8 34.89 65.11 0.00 0.00
RESOURCES
Average
Number Minutes
Resource Scheduled Of Times Per
Name Units Hours Used Usage % Util
---------- ----- --------- -------- ------- ------
Pel Rapido 1 8 47 10.00 97.92
Pel Lento 1 8 39 11.79 95.86
RESOURCE STATES BY PERCENTAGE
Resource Scheduled % % %
Name Hours In Use Idle Down
---------- --------- ------ ---- ----

160
Pel Rapido 8 97.92 2.08 0.00
Pel Lento 8 95.86 4.14 0.00

161
ENTITY SUMMARY (Times in Scoreboard time units)
Average Average
Cycle VA
Entity Qty Time Time Average
Name Processed (Minutes) (Minutes) Cost
--------- --------- --------- --------- -------
Cliente 73 20.25 11.40 0.00
Abandono 15 14.78 6.75 0.00
Retornado 12 38.25 17.46 0.00
VARIABLES
Average
Variable Total Minutes Minimum Maximum Current Average
Name Changes Per Change Value Value Value Value
--------- ------- ---------- ------- ------- ------- -------
In System 171 2.80 0 5 1 3.64
Binario 27 17.20 0 1 0 0.81
CycleTime 85 5.63 0 31.17 23.07 19.77
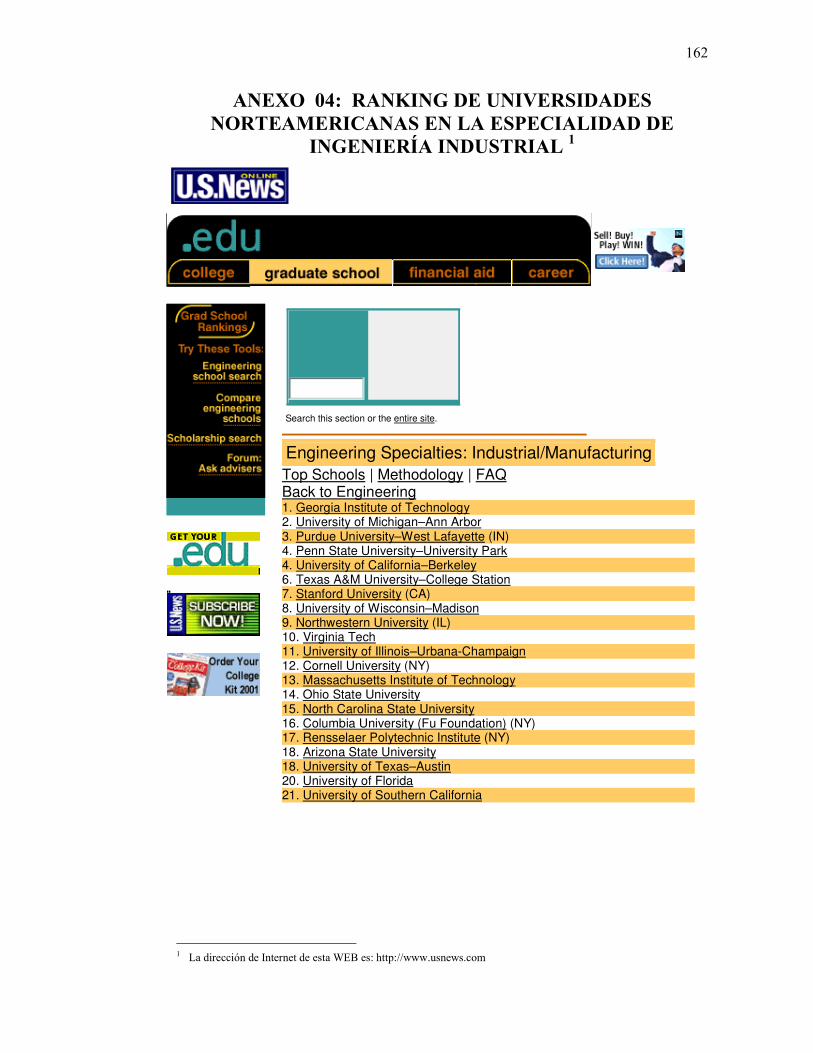
162
A�EXO 04: RA�KI�G DE U�IVERSIDADES �ORTEAMERICA�AS E� LA ESPECIALIDAD DE
I�GE�IERÍA I�DUSTRIAL 1
Search this section or the entire site.
Engineering Specialties: Industrial/Manufacturing Top Schools | Methodology | FAQ Back to Engineering 1. Georgia Institute of Technology 2. University of Michigan–Ann Arbor 3. Purdue University–West Lafayette (IN) 4. Penn State University–University Park 4. University of California–Berkeley 6. Texas A&M University–College Station 7. Stanford University (CA) 8. University of Wisconsin–Madison 9. Northwestern University (IL) 10. Virginia Tech 11. University of Illinois–Urbana-Champaign 12. Cornell University (NY) 13. Massachusetts Institute of Technology 14. Ohio State University 15. North Carolina State University 16. Columbia University (Fu Foundation) (NY) 17. Rensselaer Polytechnic Institute (NY) 18. Arizona State University 18. University of Texas–Austin 20. University of Florida 21. University of Southern California
1 La dirección de Internet de esta WEB es: http://www.usnews.com
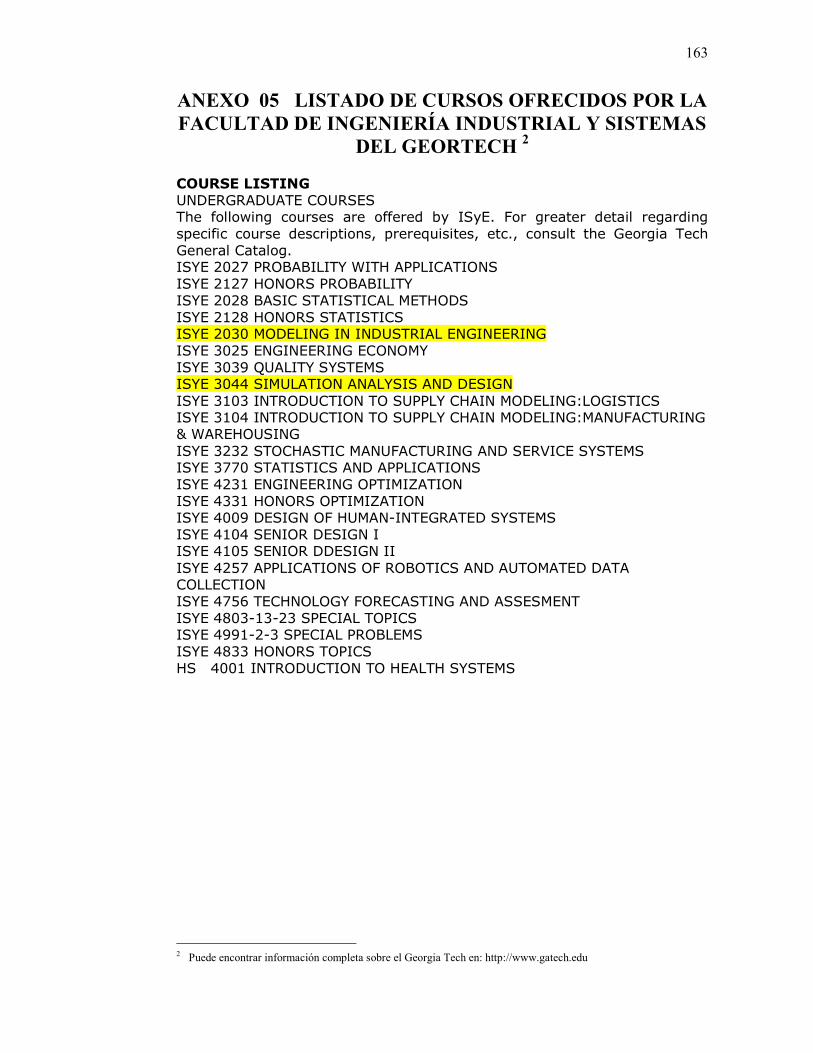
163
A�EXO 05 LISTADO DE CURSOS OFRECIDOS POR LA FACULTAD DE I�GE�IERÍA I�DUSTRIAL Y SISTEMAS
DEL GEORTECH 2 COURSE LISTING
UNDERGRADUATE COURSES The following courses are offered by ISyE. For greater detail regarding
specific course descriptions, prerequisites, etc., consult the Georgia Tech
General Catalog. ISYE 2027 PROBABILITY WITH APPLICATIONS
ISYE 2127 HONORS PROBABILITY
ISYE 2028 BASIC STATISTICAL METHODS
ISYE 2128 HONORS STATISTICS ISYE 2030 MODELING IN INDUSTRIAL ENGINEERING
ISYE 3025 ENGINEERING ECONOMY
ISYE 3039 QUALITY SYSTEMS ISYE 3044 SIMULATION ANALYSIS AND DESIGN
ISYE 3103 INTRODUCTION TO SUPPLY CHAIN MODELING:LOGISTICS ISYE 3104 INTRODUCTION TO SUPPLY CHAIN MODELING:MANUFACTURING & WAREHOUSING
ISYE 3232 STOCHASTIC MANUFACTURING AND SERVICE SYSTEMS ISYE 3770 STATISTICS AND APPLICATIONS
ISYE 4231 ENGINEERING OPTIMIZATION
ISYE 4331 HONORS OPTIMIZATION ISYE 4009 DESIGN OF HUMAN-INTEGRATED SYSTEMS
ISYE 4104 SENIOR DESIGN I ISYE 4105 SENIOR DDESIGN II
ISYE 4257 APPLICATIONS OF ROBOTICS AND AUTOMATED DATA COLLECTION
ISYE 4756 TECHNOLOGY FORECASTING AND ASSESMENT
ISYE 4803-13-23 SPECIAL TOPICS ISYE 4991-2-3 SPECIAL PROBLEMS
ISYE 4833 HONORS TOPICS
HS 4001 INTRODUCTION TO HEALTH SYSTEMS
2 Puede encontrar información completa sobre el Georgia Tech en: http://www.gatech.edu

164
A�EXO 06: MODELO DE MA�TE�IMIE�TO DE EQUIPO: DIAGRAMA DE FORRESTER Y ECUACIO�ES
EstadoEquipo
MantenPreventivo FallasPrevisibles
fAleatoria
fContinua
GastoCorrectivo
HrTrabAcumuladoHrTrabPorDia
HrTrabDeseado
GastoPreventivo
EstadoCritico
MantenCorrectivo FallasFatales
fGastoVsPreven
fGastoVsCorrec
MODELO DE MA�TE�IMIE�TO DE EQUIPO
por Camilo Sánchez A.

165
Las Ecuaciones en Vensim para el modelo son: (01) Estado Critico= INTEG ( MantenCorrectivo-FallasFatales,1) Units: **undefined** (02) EstadoEquipo= INTEG ( MantenPreventivo-FallasPrevisibles,1) Units: **undefined** (03) fAleatoria= IF THEN ELSE(Estado Critico>0.75, IF THEN ELSE(RANDOM UNIFORM(0, 99, 0 ) < 95, 0 , Estado Critico ),0) Units: **undefined** 0 implica que no hay falla y y un numero mayor que 0 indica que se ha producido una falla fatal que ha llevado el Estado Critico a 0 (es decir que provoca la paralizacion del equipo) (04) FallasFatales= fAleatoria Units: **undefined** (05) FallasPrevisibles= fContinua Units: **undefined** Fallas detectables por el desgaste de la unidad (06) fContinua= 0.1 Units: **undefined** (07) fGastoVsCorrec( [(0,0)-(3000,1)],(0,0),(1000,0.4),(2000,0.8), (2500,0.9),(3000,1)) Units: **undefined** (08) fGastoVsPreven( [(0,0)-(20,1)],(0,0),(5,0.06),(10,0.092),(15,0.097),(20,0.099)) Units: **undefined** (09) FINAL TIME = 200 Units: Day The final time for the simulation. (10) GastoCorrectivo= 2500*fAleatoria Units: **undefined** (11) GastoPreventivo=20 Units: **undefined** (12) HrTrabAcumulado= INTEG (HrTrabPorDia,0) Units: **undefined** (13) HrTrabDeseado=8

166
Units: **undefined** (14) HrTrabPorDia=ABS(HrTrabDeseado*IF THEN
ELSE(EstadoEquipo>0.6,EstadoEquipo,0)* IF THEN ELSE(Estado Critico>0.75,Estado Critico,0)) Units: **undefined** (15) INITIAL TIME = 0 Units: Day The initial time for the simulation. (16) MantenCorrectivo=SMOOTH(fGastoVsCorrec(GastoCorrectivo),3) Units: **undefined** (17) MantenPreventivo=fGastoVsPreven(GastoPreventivo) Units: **undefined** (18) SAVEPER = TIME STEP Units: Day The frequency with which output is stored. (19) TIME STEP = 1 Units: Day The time step for the simulation.

A�EXO 07: MODELO PARA EL CICLO DE VIDA DE U� PRODUCTO
MercadoPotencial
PersonasInteresadas
ReconocimientoProducto
ReconocimientoProducto f
IncPersonasInteresadas f
SaturacionMercado
DecPersonasInteresadas f
ProductosVendidos
ClientesAtendidos
CapacidadMercado
TasaMercado
CantidadInicial
Test f
DIAGRAMA DE FORRESTER: CICLO DE VIDA DEL PRODUCTOpor Camilo Sánchez
(01) CantidadInicial= 10 Units: **undefined** (02) CapacidadMercado= 100 Units: **undefined** (03) ClientesAtendidos= IF THEN ELSE(MercadoPotencial>0 , MercadoPotencial*TasaMercado, 0) Units: **undefined** (04) DecPersonasInteresadas f( [(0,0)-(1,10)],(0,0),(0.229607,2.10526),(0.432024,4.12281),(0.622356,6.27193 ),(0.839879,8.59649),(1,10)) Units: **undefined** (05) FINAL TIME = 48 Units: Month The final time for the simulation. (06) IncPersonasInteresadas f( [(0,0)-(1,10)],(0,0),(0.217523,1.88596),(0.438066,3.85965),(0.619335,5.70175 ),(0.81571,7.85088),(1,10)) Units: **undefined** (07) INITIAL TIME = 0 Units: Month The initial time for the simulation. (08) MercadoPotencial= INTEG ( PersonasInteresadas-ClientesAtendidos, CantidadInicial) Units: **undefined** (09) PersonasInteresadas= IF THEN ELSE(SaturacionMercado<1, IncPersonasInteresadas f(ReconocimientoProducto)- DecPersonasInteresadas f(SaturacionMercado) , 0)*Test f Units: **undefined** (10) ProductosVendidos= INTEG ( ClientesAtendidos, 0) Units: **undefined**

(11) ReconocimientoProducto= (ReconocimientoProducto f(MercadoPotencial)) Units: **undefined** (12) ReconocimientoProducto f( [(0,0)-(40,1)],(0,0.0307018),(9.90937,0.162281),(18.6103,0.346491),(26.1027 ,0.54386),(32.6284,0.732456),(38,1)) Units: **undefined** (13) SaturacionMercado= ProductosVendidos/CapacidadMercado Units: **undefined** (14) SAVEPER = TIME STEP Units: Month The frequency with which output is stored. (15) TasaMercado= 0.025 Units: **undefined** (16) Test f= 1 Units: **undefined** 1+STEP(1.25 , 36 )- STEP(1.25 ,39) INCREMENTO EN EL TERCER AÑO (17) TIME STEP = 1 Units: Month The time step for the simulation.

A�EXO 08: MODELO PARA LA CURVA DE APRE�DIZAJE
UnidadesProducidasTasaDeProduccion
Experiencia
Experiencia f
TasaDeProduccion f
TiempoPorUnidad
DF CURVA DE APRENDIZAJEpor Camilo Sánchez
VariableAleatoria

(01) Experiencia= Experiencia f(UnidadesProducidas) Units: **undefined** (02) Experiencia f( [(0,0)-(60,1)],(0,0.08),(3.98792,0.298246),(9.42598,0.565789),(15.4079,0.741228 ),(21.9335,0.846491),(32.6284,0.925439),(47.3112,0.97807),(60,1)) Units: **undefined** (03) FINAL TIME = 12 Units: Month The final time for the simulation. (04) INITIAL TIME = 0 Units: Month The initial time for the simulation. (05) SAVEPER = TIME STEP Units: Month The frequency with which output is stored. (06) TasaDeProduccion= TasaDeProduccion f(Experiencia)*VariableAleatoria Units: unid/mes (07) TasaDeProduccion f( [(0,0)-(1,3)],(0,0.2),(0.0694864,1.27632),(0.202417,2.01316),(0.398792,2.64474 ),(0.676737,2.93421),(1,3)) Units: **undefined** (08) TiempoPorUnidad= 1/TasaDeProduccion*30*(30/25) Units: dias *30 para expresar en dias ya que por defecto se expresa en meses. *30/25 para agregar un factor que me permita considerar dias no trabajados (09) TIME STEP = 0.5 Units: Month The time step for the simulation. (10) UnidadesProducidas= INTEG ( TasaDeProduccion, 0) Units: unid

(11) VariableAleatoria= 1 Units: adimensional RANDOM UNIFORM(0.85, 1.15,1 )
