tecnología wsa para tratar corrientes azufradas en ... · electricidad kwh/helectricidad kwh/h...
TRANSCRIPT
Tecnología WSA para tratar corrientes azufradas en refinerías
Complemento o sustituto al Proceso Claus
XVII FORO IMP/PEMEX: AVANCES DE LA INDUSTRIA DE REFINACIÓNXVII FORO IMP/PEMEX: AVANCES DE LA INDUSTRIA DE REFINACIÓNJUNIO 2011
Frederik Soeby (Haldor Topsoe America Latina)Thor Martin Gallardo (Haldor Topsoe America Latina) [email protected], [email protected]

Presentación - contenidoPresentación contenido Introducción a la Tecnología Topsøe WSA
El concepto básico del proceso WSA
El proceso detallado WSA
Evaluación de 2 casos reales
Referencias de Plantas WSA
Conclusiónes y Recomendaciones

Tecnología WSA - “el concepto”Tecnología WSA el concepto Convierte el azufre de gases y líquidos (H2S, CS2, COS,
SO ácido gastado gas de cola Claus con impurezasSO2, ácido gastado, gas de cola Claus con impurezas de hidrocarburos y NH3) a ácido sulfúrico de calidad comercial
No se requiere pretratamiento de los gases a tratar
No se consume químicos ni otros aditivos
No se producen corrientes de desecho
Proceso de tratamiento de desechos azufrados simple, p ,eficiente, confiable y competitivo

Principios del proceso WSA,gases ácidos y/o quema de azufre
Aire caliente de combustión Agua
Gases limpios a chimenea
gases ácidos y/o quema de azufre
Product
enfriamiento
H2S gas/Azufre
Enfriam.Àcido
acidSO2conversion
Gascooling
Acidconden-sation
Incineration
Vapor sobrecalentado de Alta PresiónAire atmosferico Retorno agua
enfriamiento
H2SO4 (gas) = H2SO4 (liquid) + 90 kJ/moleH2S + 1.5 O2 = H2O + SO2 + 518 kJ/moleCombustionSO2 + ½O2 = SO3 + 99 kJ/mole
OxidationHydrationSO3 + H2O = H2SO4 (gas) + 101 kJ/mole
Condensation Gran produccion de vapor de alta presión, 2-3 ton/ton ácido producido Bajo consumo de agua, 8-9 m3/ton ácido producido

Diagrama de Bloques Planta WSADiagrama de Bloques Planta WSA
Aire de CombustiónSoplador
Chimenea
H2S / azufre Convertidor SO2 SopladorAireGas de SWS Lecho catalítico 1
CondensadorWSA
Enfriadorentre lecho
IncineradorGas de S SÁcido gastadoGas de cola Claus
Enfriadorentre lechoL h lí i
Lecho catalítico 2
SistemaV
Enfriador de Gas
Lecho catalítico
Vapor
VaporSobrecalentado
Bomba ácido
Enfriador ácidoSobrecalentado Enfriador ácido
Ácido Producto

Capa catalítica
Detalles del convertidor SO2Detalles del convertidor SO2
ConvertidorConvertidorde SO2
400-420°CGas SO2
400 420°C
400-420°C
400-420°C
Sistemarecuperador
de calor
265-290°C
Off-gas conH2SO4(gas)
Enfriador InterlechoVapor sobrecalentado
Reacciones Químicas Claus / WSAReacciones Químicas Claus / WSA Proceso Claus:
H2S + 1½O2 SO2 + H2O2H2S + SO2 H2O + 3S
Proceso WSA:
H2S + 1½O2 SO2 + H2OSO2 + ½O2 SO3SO + H OH SOSO3 + H2OH2SO4

Condiciones del Quemador Claus / WSACondiciones del Quemador Claus / WSA Proceso Claus:
Temperatura de 1600°C para asegurar combustión completa de hidrocarburos y ammoniaco. Oxígeno controlado por análisis de salida y se mantiene subcontrolado por análisis de salida y se mantiene sub estequiometrico
Proceso WSA:
Temperatura de 1000 – 1100°C Exceso de oxígeno Temperatura de 1000 – 1100 C. Exceso de oxígeno para la combustión. Menor temperatura menor estres térmico al refractario y recuperador de calor
Reacciones de Ammonio Claus / WSAReacciones de Ammonio Claus / WSA Proceso Claus:
2NH3 + 2½O2 2NO + 3H2O2NH3 + SO2 Sales de amonio
El balance de oxígeno es afectado por la combustión del NH3 Las sales de amonio tapan el catalizador deNH3. Las sales de amonio tapan el catalizador de alumina
Proceso WSA:Proceso WSA:
2NH3 + 2½O2 2NO + 3H2O
Reacciones de Hidrocarburos Claus / WSAReacciones de Hidrocarburos Claus / WSA Proceso Claus:
CH4 + 2O2 CO2 + 2H2OCH4 + SO2 COS + H2O + H2CO2 + H2S COS + H2O CH4 + 2S2 CS2 + 2H2S
- Arrastre de hidrocarburos perturban el balance de O2Arrastre de hidrocarburos perturban el balance de O2- COS y CS2 : de difícil conversión en el catalizador Claus
Proceso WSA:Proceso WSA:
CH4 + 2O2 CO2 + 2H2O
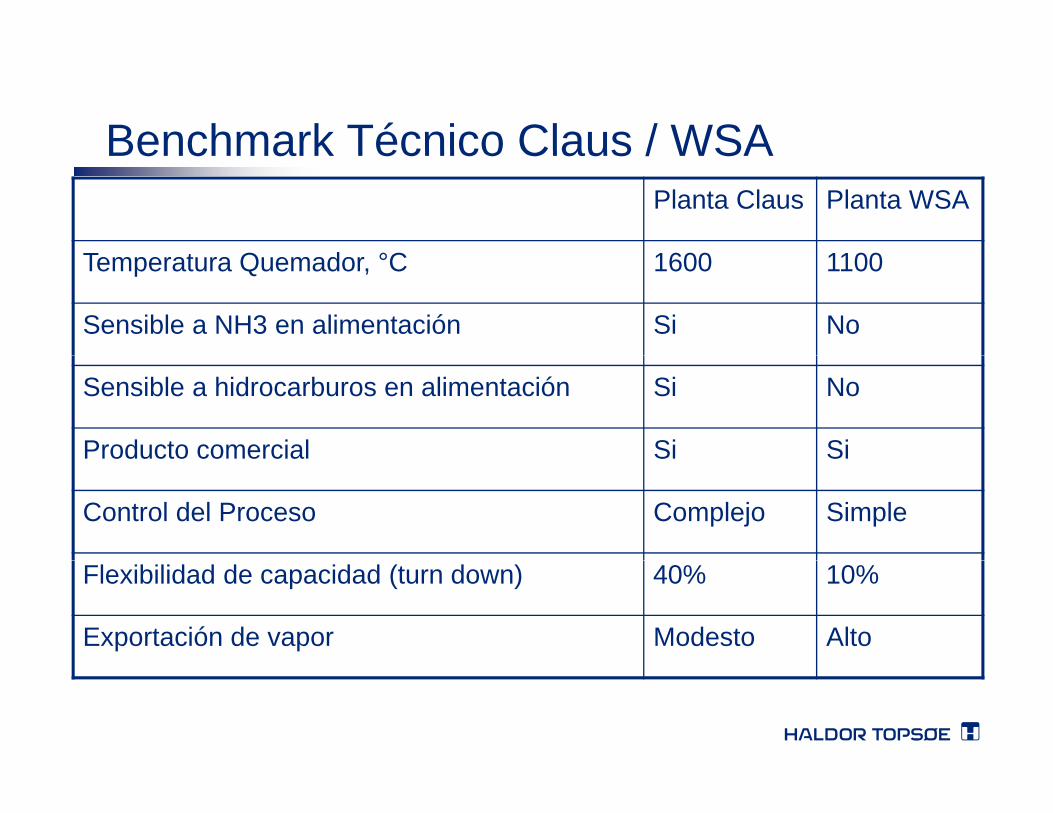
Benchmark Técnico Claus / WSABenchmark Técnico Claus / WSA Planta Claus Planta WSA
T t Q d °C 1600 1100Temperatura Quemador, °C 1600 1100
Sensible a NH3 en alimentación Si No
Sensible a hidrocarburos en alimentación Si No
Producto comercial Si SiProducto comercial Si Si
Control del Proceso Complejo Simple
Flexibilidad de capacidad (turn down) 40% 10%
Exportación de vapor Modesto Alto
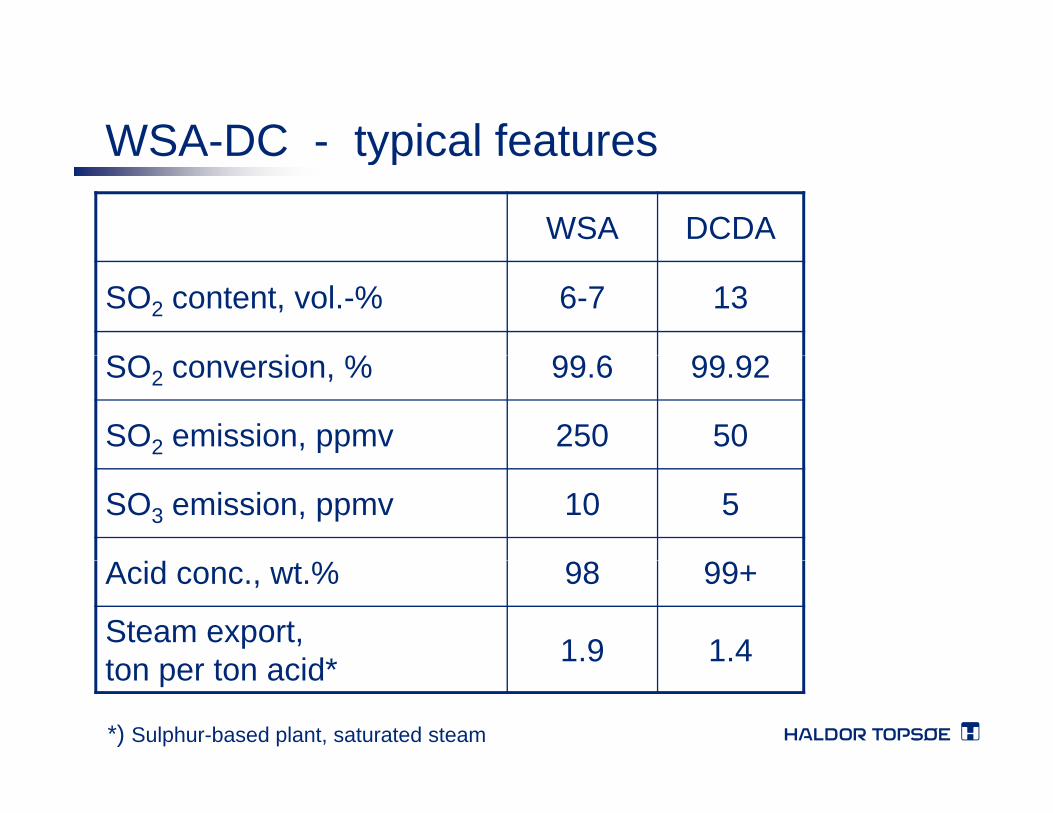
WSA-DC - typical featuresWSA DC typical features
WSA DCDA
SO2 content, vol.-% 6-7 13
SO i % 99 6 99 92SO2 conversion, % 99.6 99.92
SO2 emission, ppmv 250 50
SO3 emission, ppmv 10 5
%Acid conc., wt.% 98 99+
Steam export, t t id* 1.9 1.4ton per ton acid*
*) Sulphur-based plant, saturated steam
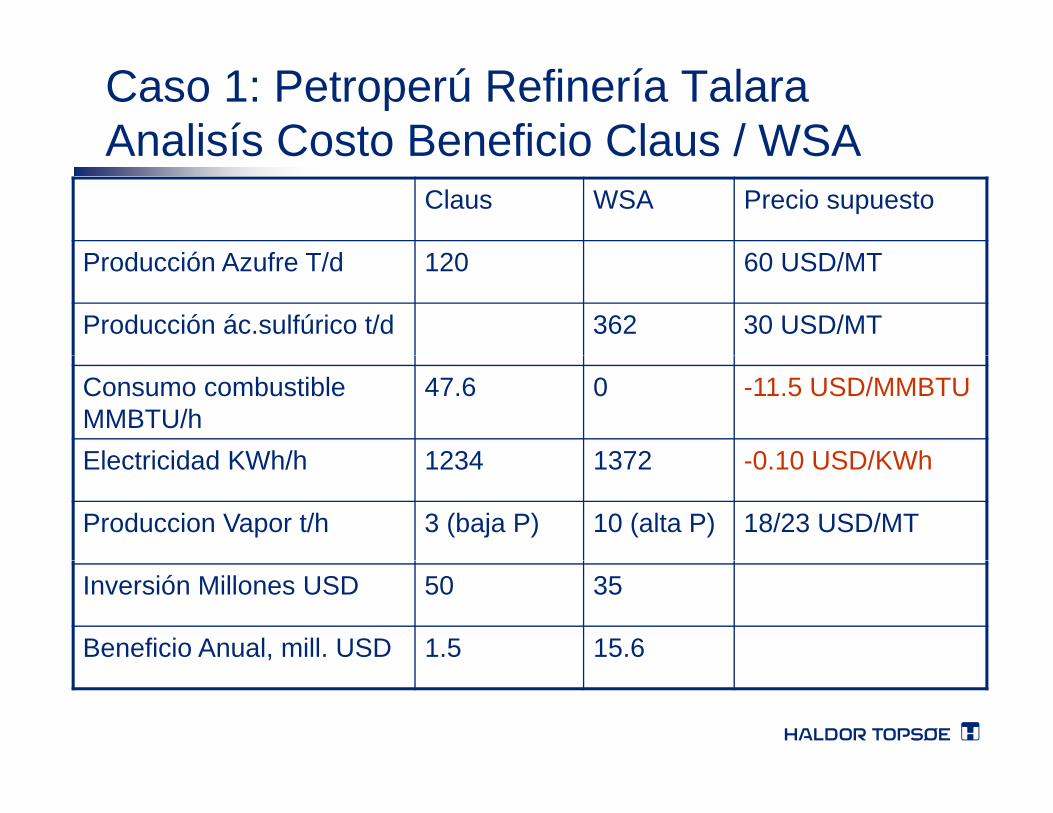
Caso 1: Petroperú Refinería TalaraAnalisís Costo Beneficio Claus / WSAAnalisís Costo Beneficio Claus / WSA
Claus WSA Precio supuesto
P d ió A f T/d 120 60 USD/MTProducción Azufre T/d 120 60 USD/MT
Producción ác.sulfúrico t/d 362 30 USD/MT
Consumo combustible MMBTU/h
47.6 0 -11.5 USD/MMBTU
Electricidad KWh/h 1234 1372 0 10 USD/KWhElectricidad KWh/h 1234 1372 -0.10 USD/KWh
Produccion Vapor t/h 3 (baja P) 10 (alta P) 18/23 USD/MT
Inversión Millones USD 50 35
Beneficio Anual, mill. USD 1.5 15.6
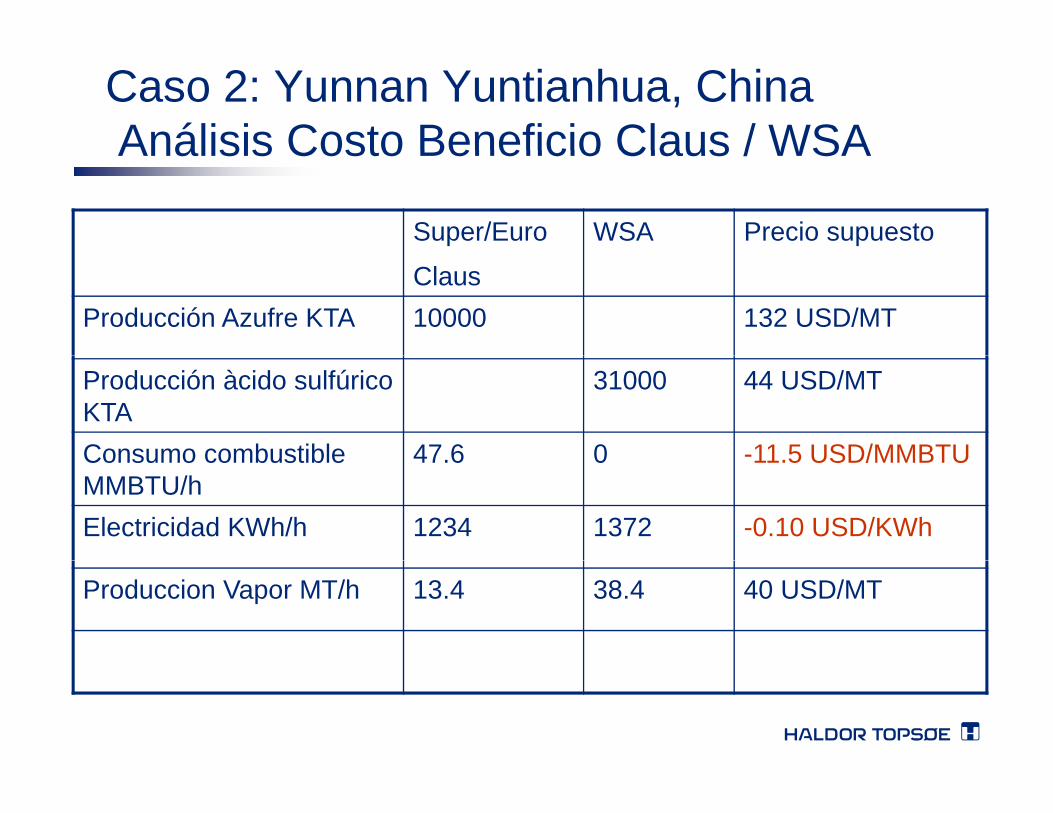
Caso 2: Yunnan Yuntianhua, ChinaAnálisis Costo Beneficio Claus / WSAAnálisis Costo Beneficio Claus / WSA
Super/Euro WSA Precio supuesto
Claus Producción Azufre KTA 10000 132 USD/MT
Producción àcido sulfúrico KTA
31000 44 USD/MT
Consumo combustible 47 6 0 -11 5 USD/MMBTUConsumo combustible MMBTU/h
47.6 0 11.5 USD/MMBTU
Electricidad KWh/h 1234 1372 -0.10 USD/KWh
Produccion Vapor MT/h 13.4 38.4 40 USD/MT
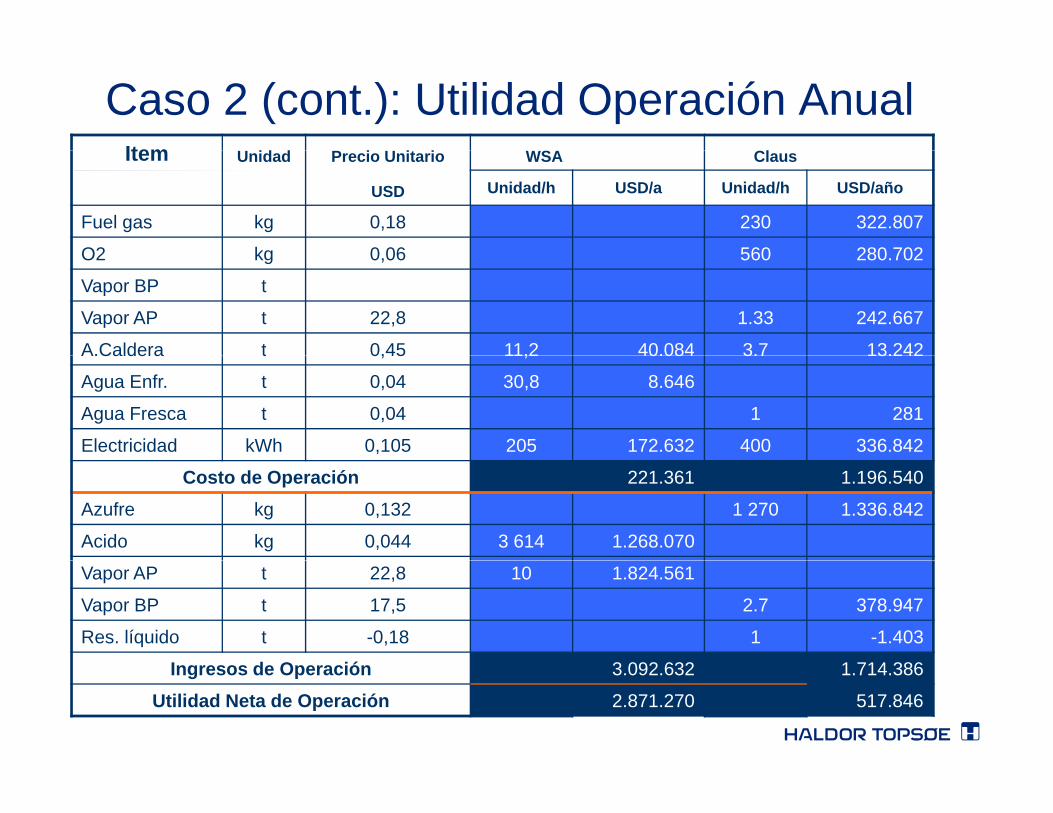
Caso 2 (cont.): Utilidad Operación AnualItem U id d P i U i i WSA ClItem Unidad Precio Unitario WSA Claus
USD Unidad/h USD/a Unidad/h USD/año
Fuel gas kg 0,18 230 322.807
O2 kg 0 06 560 280 702O2 kg 0,06 560 280.702
Vapor BP t
Vapor AP t 22,8 1.33 242.667
A.Caldera t 0,45 11,2 40.084 3.7 13.242A.Caldera t 0,45 11,2 40.084 3.7 13.242
Agua Enfr. t 0,04 30,8 8.646
Agua Fresca t 0,04 1 281
Electricidad kWh 0,105 205 172.632 400 336.842
Costo de Operación 221.361 1.196.540
Azufre kg 0,132 1 270 1.336.842
Acido kg 0,044 3 614 1.268.070
Vapor AP t 22,8 10 1.824.561
Vapor BP t 17,5 2.7 378.947
Res. líquido t -0,18 1 -1.403
I d O ió 3 092 632 1 714 386Ingresos de Operación 3.092.632 1.714.386
Utilidad Neta de Operación 2.871.270 517.846
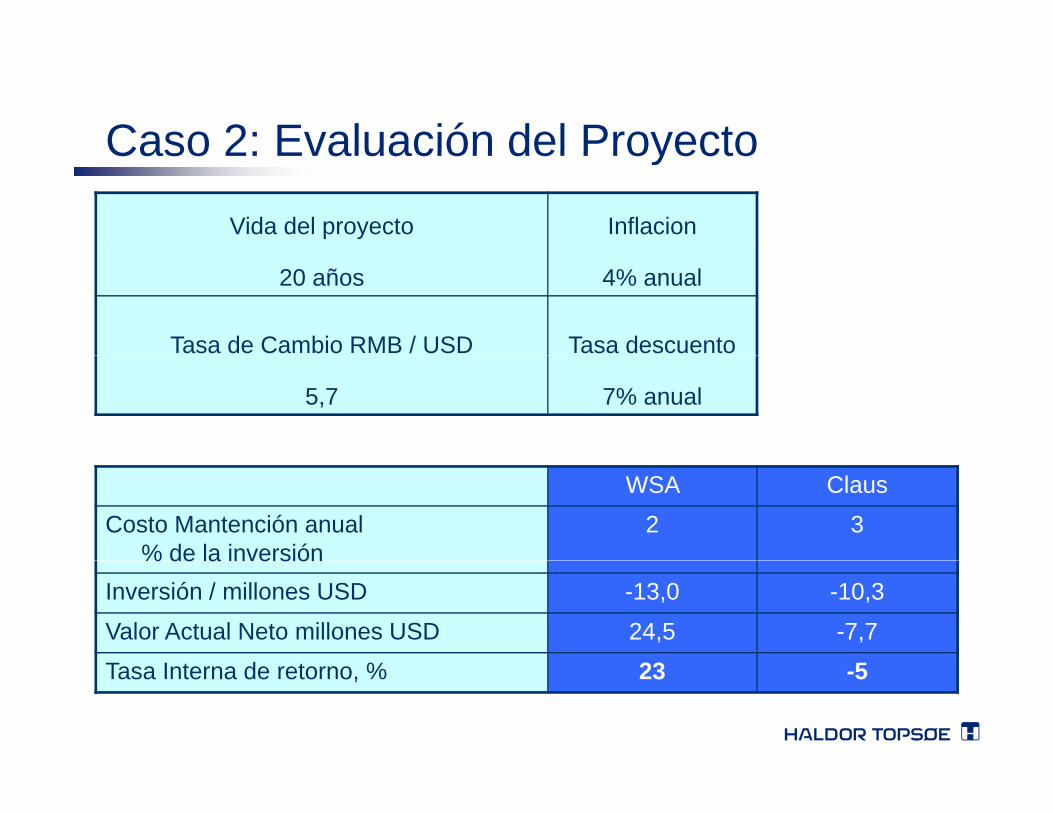
Caso 2: Evaluación del ProyectoCaso 2: Evaluación del Proyecto
Vida del proyecto Inflacion
20 años 4% anual
Tasa de Cambio RMB / USD Tasa descuento
5,7 7% anual
WSA Claus Costo Mantención anual
% de la inversión2 3
% de la inversiónInversión / millones USD -13,0 -10,3
Valor Actual Neto millones USD 24,5 -7,7T I t d t % 23 5Tasa Interna de retorno, % 23 -5

Vista 3-D quema de gas H2S de aminasVista 3 D, quema de gas H2S de aminas
SO2
Combustion air BlowerStack gas
H2S gas2
converter Blower
WSAcondenser
Interbedcooler
InterbedcoolerGas
l
IncineratorAir
Steamsystem
Superheatedsteam
Acid pump
Acid cooler
P d t id
cooler
Product acid

WSA plant for spent acid regenerationp p g
OSC SlavneftOSC Slavneft (YaNOS)
Yaroslavl, Russia
260 t/d sulphuric acid

WSA plant for Claus plant tail gasp p g
Irving Oil Limited, Canada
40 t/d sulphuric acid
Layout planta WSA H2S gasLayout planta WSA, H2S gas

onvertidor SO2onvertidor SO2

onvertidor de SO2 y enfriador interlechoonvertidor de SO2 y enfriador interlecho

stema de Transferencia de Calorstema de Transferencia de Calor

ondensador WSA – principio del diseñoondensador WSA principio del diseño
Clean Gas Outlet
Cooling AirCooling Air Inlet
Hot Air OutletAcid Gas
Product Acid Outlet
Acid Gas Inlet

etalles del condensador WSA
Salida gas limpio
etalles del condensador WSA
ió á id (%)
Entradaaire enfriamiento
centración ácido (%)
aire enfriamiento
Salida Aire Caliente
98%70%

ntaje condensador WSAntaje condensador WSA
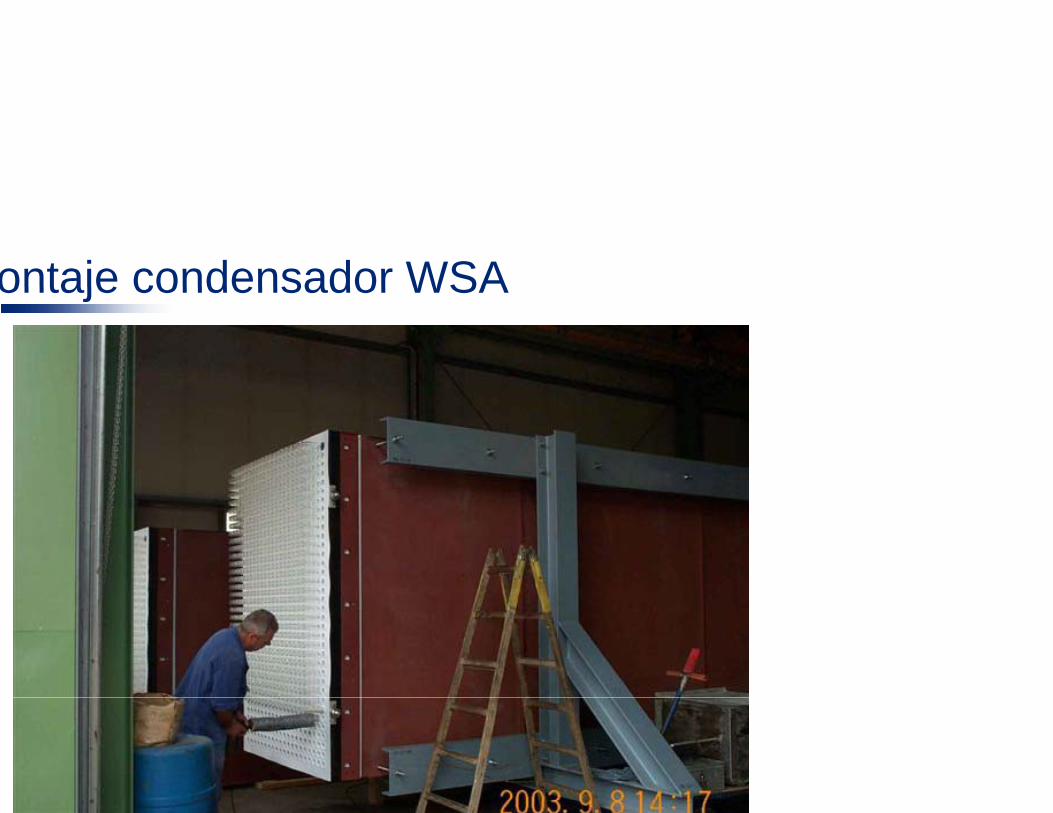
ontaje condensador WSAontaje condensador WSA

ontaje condensador WSAontaje condensador WSA
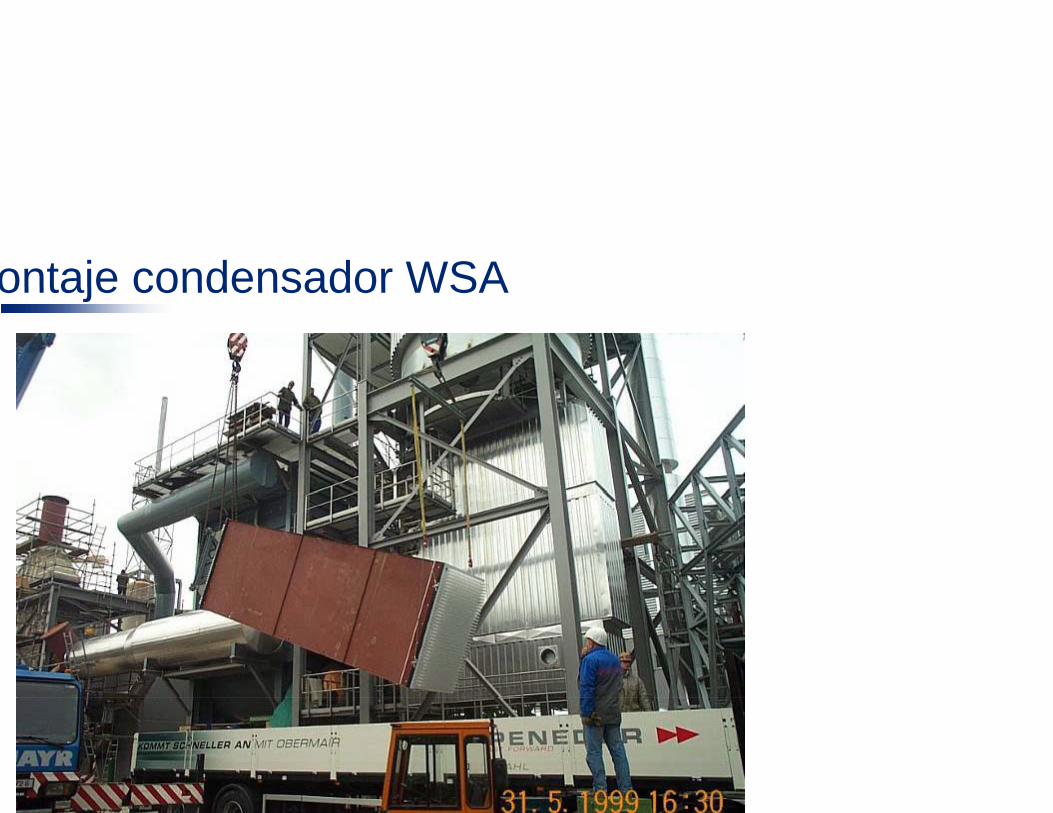
ontaje condensador WSAontaje condensador WSA

stalación modulo de condensador WSAstalación modulo de condensador WSA

terior de condensador WSAterior de condensador WSA
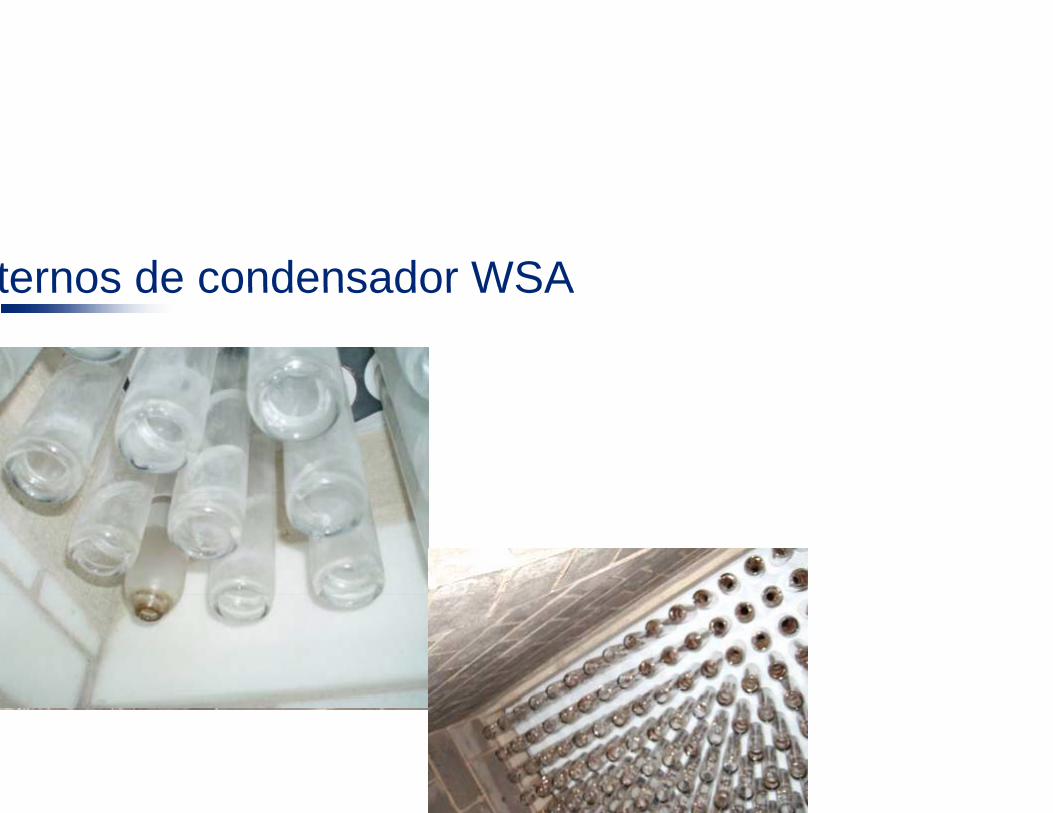
ternos de condensador WSAternos de condensador WSA

stema de enfriamiento de ácidostema de enfriamiento de ácido
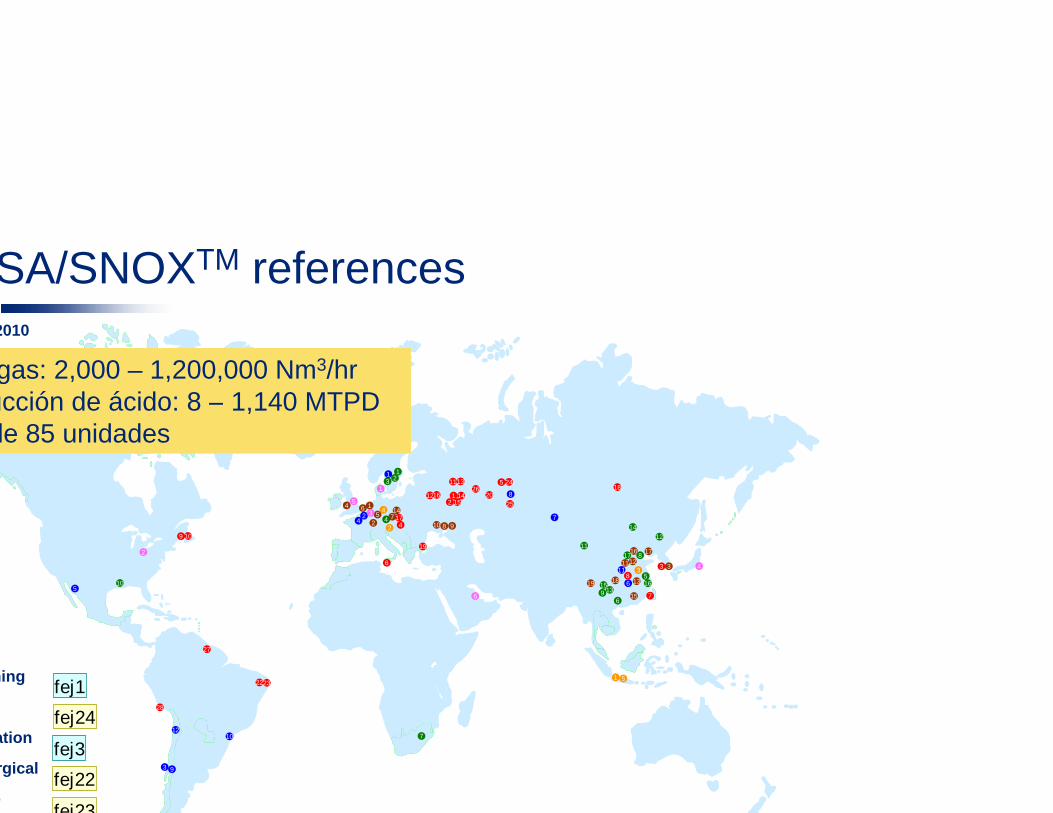
SA/SNOXTM references2010
gas: 2,000 – 1,200,000 Nm3/hrgas: 2,000 – 1,200,000 Nm3/hr
21
31
1311 5
8181
2426
ucción de ácido: 8 – 1,140 MTPDde 85 unidadesucción de ácido: 8 – 1,140 MTPDde 85 unidades
4
2
6
1 1415
4
9 10
56
7
8
1
2
45
6
8 9
5
2
3
5
2
3
7
8
12
4
3
74
2
19
10
4
3
17
16
118
9
20
10
11
13
1211
17
15
12
1425
16
15 1619 18
6
14
13
17
6
1
7
ning
9
5
15
2322
27
6
3 9
ation
rgical
e
71012
28
efej22
fej23
fej24
fej1
fej3
Diapositiva 34
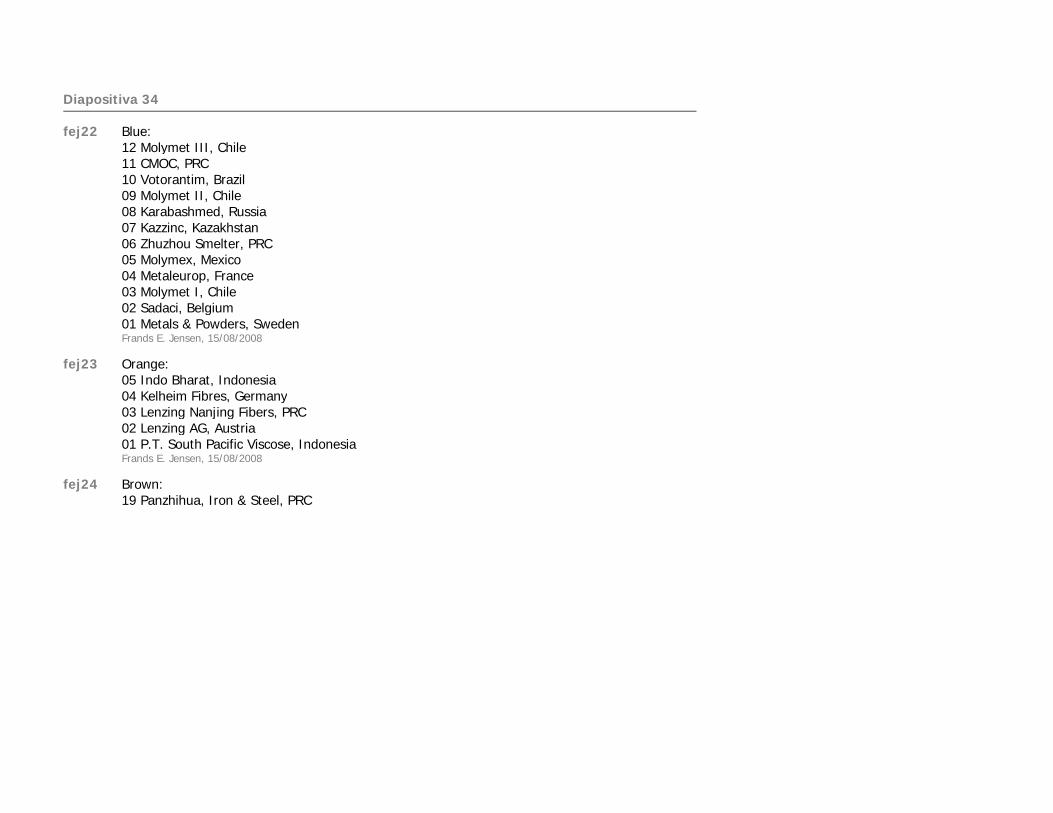
fej22 Blue:12 Molymet III, Chile11 CMOC, PRC10 Votorantim, Brazil09 Molymet II, Chile08 Karabashmed, Russia07 Kazzinc, Kazakhstan06 Zhuzhou Smelter, PRC05 Molymex, Mexico04 Metaleurop, France03 Molymet I, Chile02 Sadaci, Belgium01 Metals & Powders, SwedenFrands E. Jensen, 15/08/2008
fej23 Orange:05 Indo Bharat, Indonesia04 Kelheim Fibres, Germany03 Lenzing Nanjing Fibers, PRC02 Lenzing AG, Austria01 P.T. South Pacific Viscose, IndonesiaFrands E. Jensen, 15/08/2008
fej24 Brown:19 Panzhihua, Iron & Steel, PRC
Diapositiva 34 (continuación)
18 Chongqing Iron & Steel, PRC17 Tangshan Yiehua, PRC16 Tianjin Iron, PRC15 ACRE-Shaoguan I, PRC14 Petrochemia Blachownia, Poland13 Baoshan, PRC12 Handan, PRC11 TISCO, PRC10 Krivorozhstal, Ukraine09 Avdeevka II, Ukraine08 Avdeevka I, Ukraine07 Trinecké zelezárny a.s. (KK), Czech Rep.06 VFT, Belgium05 ARAL Aromatics (KK), Gelsenkirchen, Germany04 Lambson Group, UK03 POSCO Chemical Co., Korea02 Saarbergwerke (KK), Fürstenhausen, Germany01 A.C. Zélandaise de Carbonisation (KK), Sluiskil, NetherlandsFrands E. Jensen, 03/03/2009
fej1 Red:28 PetroPerú, Peru27 Statsolie, Suriname26 Lukoil Nizhny Novgorod, Russia25 Novoil, Ufa, Russia24 Lukoil Perm, SAR, Russia23 PetroBras RNEST II, Brazil (SNOX)
Diapositiva 34 (continuación)
22 PetroBras RNEST I, Brazil (SNOX)20 Nizhnekamsk, Russia19 Lukoil Neftochim Bourgas, Bulgaria18 Rosneft, Angarsk, Russia17 OMV, Austria (SNOX)16 Naftan II, Belarus15 TNK, Ryazan, IV, Russia14 TNK, Ryazan, III, Russia13 YaNOS - Slavneft, Russia12 Naftan I, Belarus11 YaNOS - Slavneft (Kodiak), Russia10 Irving Oil (Claus plant), Canada09 Irving Oil (Spent acid), Canada08 Changling Oil Ref, PRC07 Formosa Petrochemical Corp., Taiwan06 Raffineria di Gela, Italy (SNOX)05 Lukoil Perm, Russia04 Slovnaft Oil Ref, Slovakia03 GS Caltex, Korea02 TNK, Ryazan, II, Russia01 TNK, Ryazan, I, Russiafej, 08/01/2010
fej2 Pink:
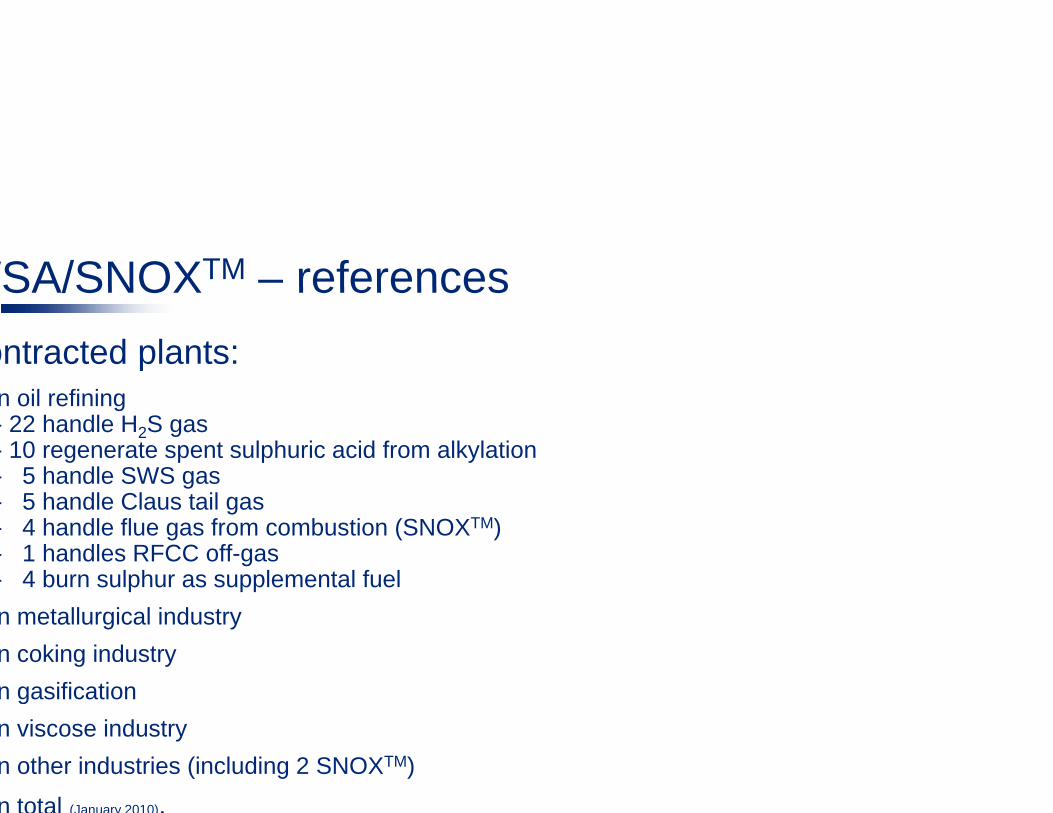
WSA/SNOXTM – referencesWSA/SNOX referencesontracted plants:
il fi in oil refining- 22 handle H2S gas- 10 regenerate spent sulphuric acid from alkylation- 5 handle SWS gas
C- 5 handle Claus tail gas- 4 handle flue gas from combustion (SNOXTM)- 1 handles RFCC off-gas- 4 burn sulphur as supplemental fueln metallurgical industryn coking industryn gasificationn gasificationn viscose industryn other industries (including 2 SNOXTM)
t t ln total (January 2010).
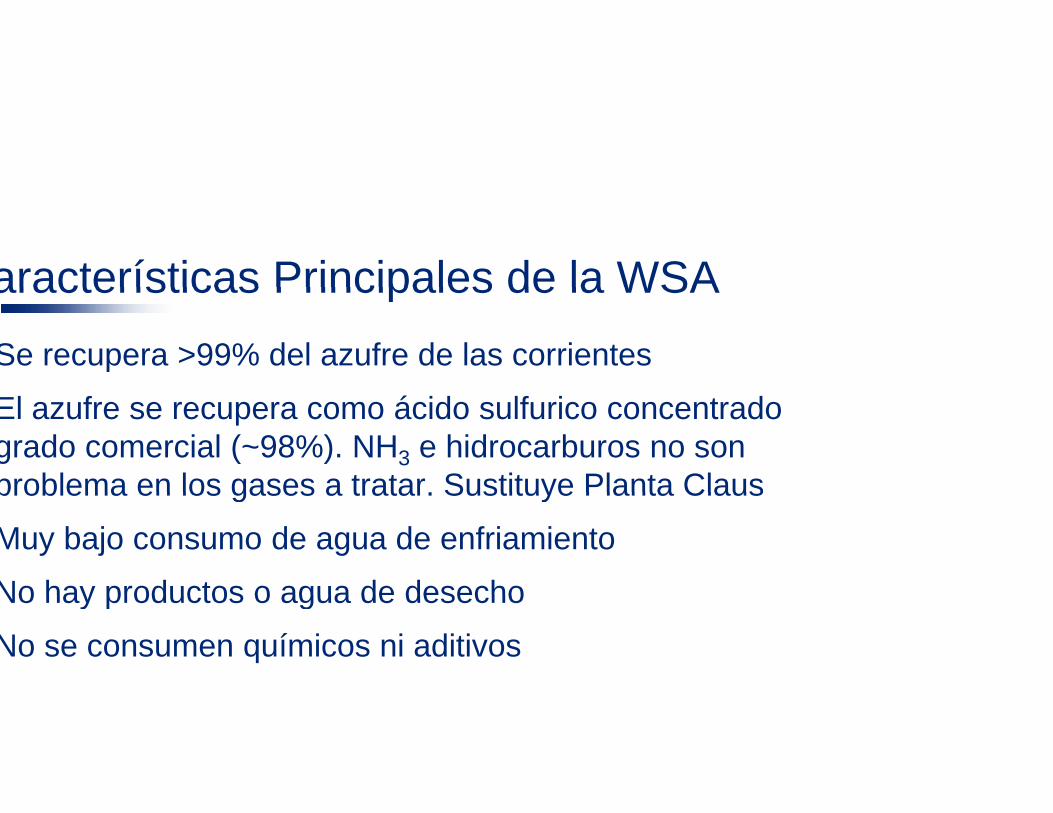
aracterísticas Principales de la WSAaracterísticas Principales de la WSASe recupera >99% del azufre de las corrientes
El azufre se recupera como ácido sulfurico concentrado grado comercial (~98%). NH3 e hidrocarburos no son problema en los gases a tratar Sustituye Planta Clausproblema en los gases a tratar. Sustituye Planta Claus
Muy bajo consumo de agua de enfriamiento
No hay productos o agua de desechoNo hay productos o agua de desecho
No se consumen químicos ni aditivos
racterísticas Principales de la WSA(cont )racterísticas Principales de la WSA(cont.)Recuperación de azufre >99% , hasta 99,6%
Altísima recuperación calórica– Vapor de alta sobrecalentado. 45-60 Barg
Amplio rango de carga (3:10)
Distribución simple, pocos equipos, poco espaciop , p q p , p p
Baja inversión y bajo costo operacional
onclusiones en relacion a Clausonclusiones en relacion a ClausImportante que exista demanda del ácido
El proceso WSA puede complementar Claus al recibir os gases del despojador de aguas agrias mejorando la disponibilidad del conjuntodisponibilidad del conjunto
En Talara Peru y en Petrobras RNEST solo hay WSA
cance de Suministro Típicocance de Suministro TípicoPaquete de Licencia (alcance mínimo)
Ing. Básica de la planta WSA (alcance mínimo)
Suministro equipos propietarios (alcance mínimo)
Catalizador (alcance mínimo)
Ing. Detalle de planta WSA
Suministro de equipos dentro límites de batería de WSA
Supervisión durante montaje y comisionado (alcance mínimo)
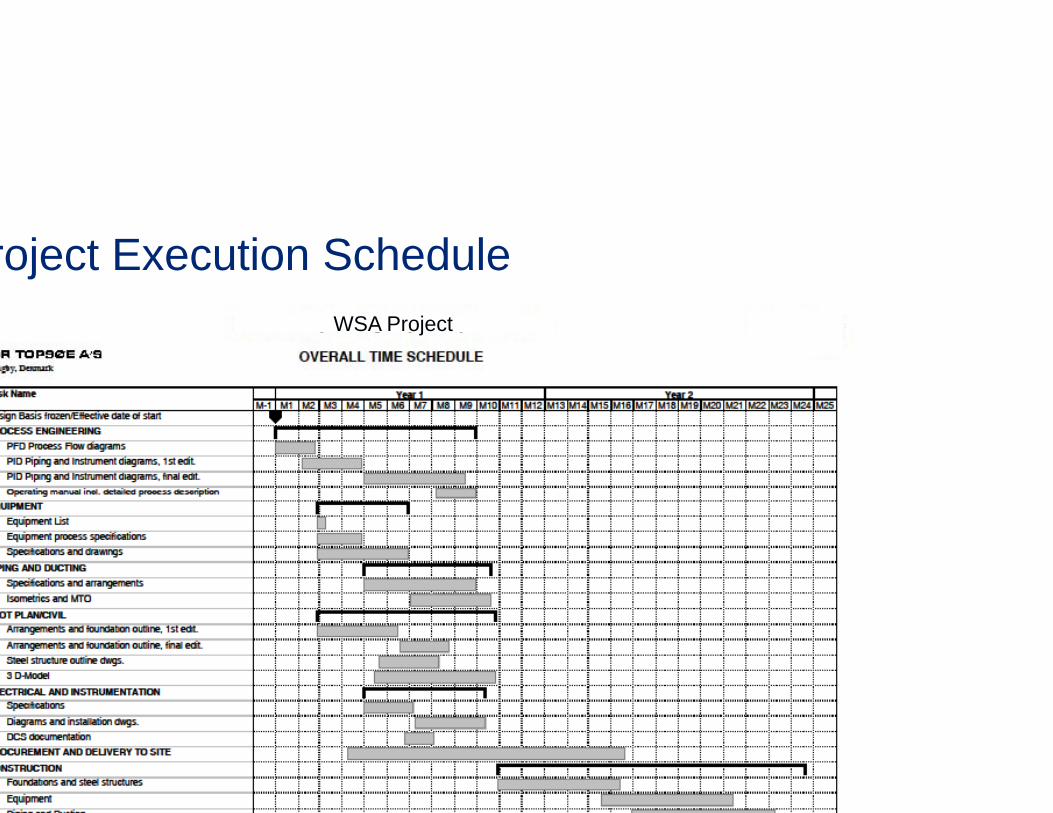
roject Execution ScheduleWSA Project

refining WSA references
122
Canada1
Russia2Belarus
1China
1Slovakia
1
1Korea1
Austria
2
1Suriname 1
Bulgaria1
Italy
1Taiwan
Brazil1Peru

ué es SNOXTM?ué es SNOX ?
OXTM – proceso de purificación de gases debustión de combustibles altos en azufre
combinación de WSA y remoción SCR NOx
mueve SOx, NOx y material particulado dees de combustión

Why SNOXTM? ClWhy SNOX ?
Clean
Clean flue gas
Other sulphurouswaste streams
ore Sulphur n crude oil
the flue gasin a SNOXTM
plantSulphuric
What to do withthe sulphurous
SulphuricacidHigh SO2
flue gas Energyrefinery
residues?
Burn them Steam
recovery
ess Sulphurn refined products
Burn themto producesteam and
power
Steam
Po erPower
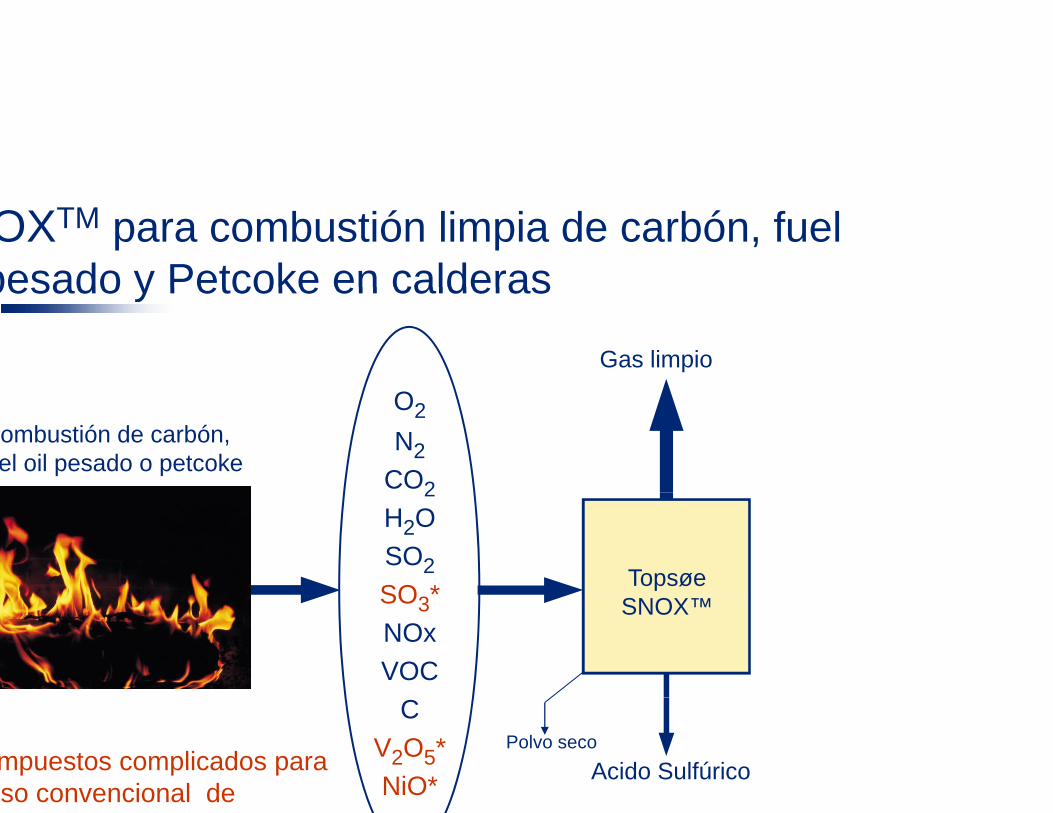
OXTM para combustión limpia de carbón, fuel pesado y Petcoke en calderaspesado y Petcoke en calderas
Gas limpio
O2N2
CO2
ombustión de carbón, el oil pesado o petcoke
2H2OSO2SO * TopsøeSO3NOxVOC
SNOX™
mpuestos complicados para so convencional de
CV2O5*NiO* Acido Sulfúrico
Polvo seco
so convencional de
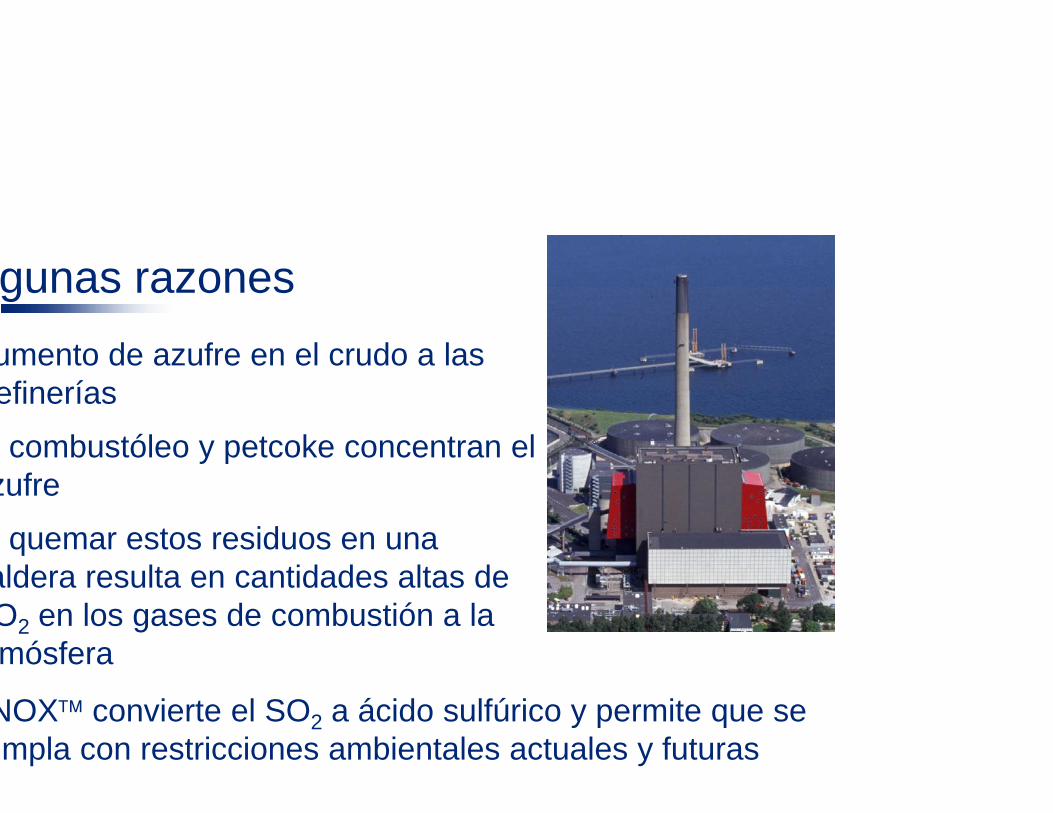
gunas razonesgunas razones umento de azufre en el crudo a las efineríasefinerías
combustóleo y petcoke concentran el zufrezufre
quemar estos residuos en una aldera resulta en cantidades altas de O2 en los gases de combustión a la mósfera
NOX convierte el SO2 a ácido sulfúrico y permite que se mpla con restricciones ambientales actuales y futuras
utas Tecnológicasutas TecnológicasAbsorción con Caliza / Cal (CaCO3/CaO) – Scrubber o Caldera Lecho Fluidizado CFB (para Petcoke)– Scrubber o Caldera Lecho Fluidizado CFB (para Petcoke)– Inversión en muelle manejo caliza, almacenamiento, calcinación y
emisión de gases invernadero, espesadores– Deposición costosa de cenizasDeposición costosa de cenizas– Alto costo operacional
Absorción con Na2CO3 o Soda (NaOH)– Ventaja: Efluentes solubles, sin cenizas– Desventaja: Alto costo operacional
SNOx– Inversíon intermedia. Se ahorra inversión en Claus– Producto de calidad comercial no hay deshechos– Se cumple limites ambientales actuales y futurosSe cumple limites ambientales actuales y futuros
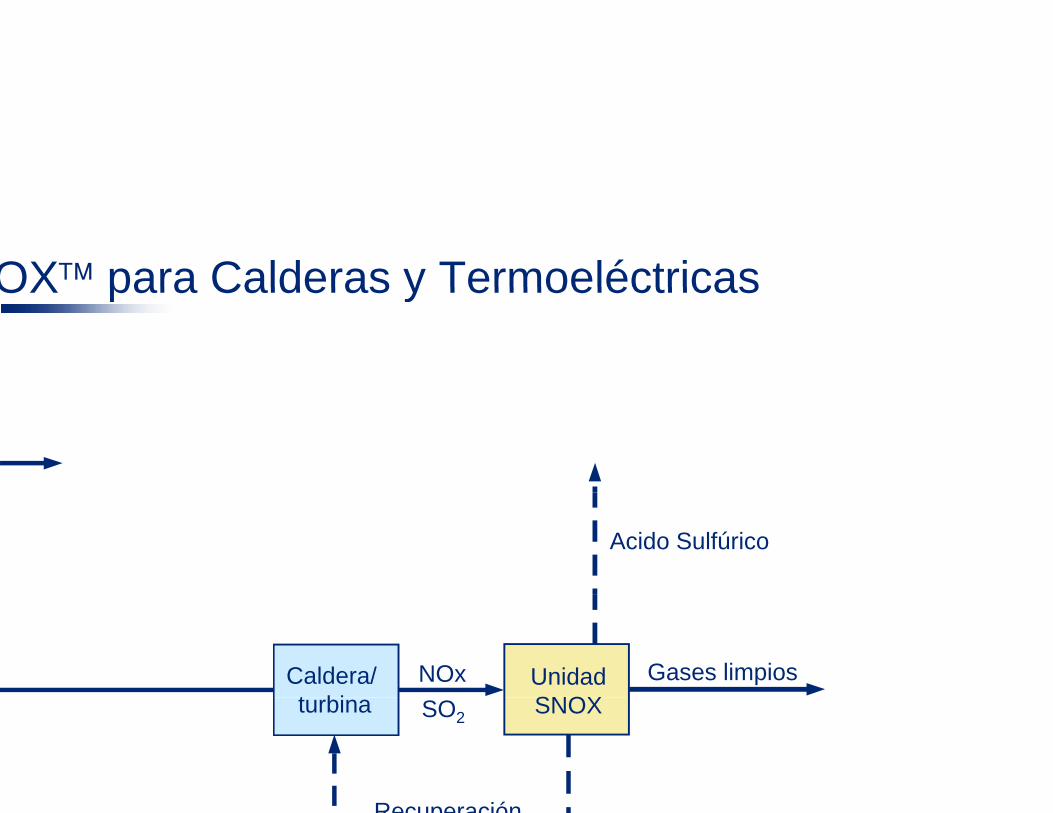
OX para Calderas y TermoeléctricasOX para Calderas y Termoeléctricas
Acido Sulfúrico
NOxCaldera/ t bi
Gases limpiosUnidadSNOXturbina SO2 SNOX
Recuperación

OX para calderas integradas a refineriasOX para calderas integradas a refinerias
H2S, SO2, H2SO4, NH3, COS, CS2Refinery
units
e oil Refined products
High sulphurresidues
Sulphuric acid
NOxPowerl t
Clean flue gasSNOXitplant SO2 unit
Heat recovery
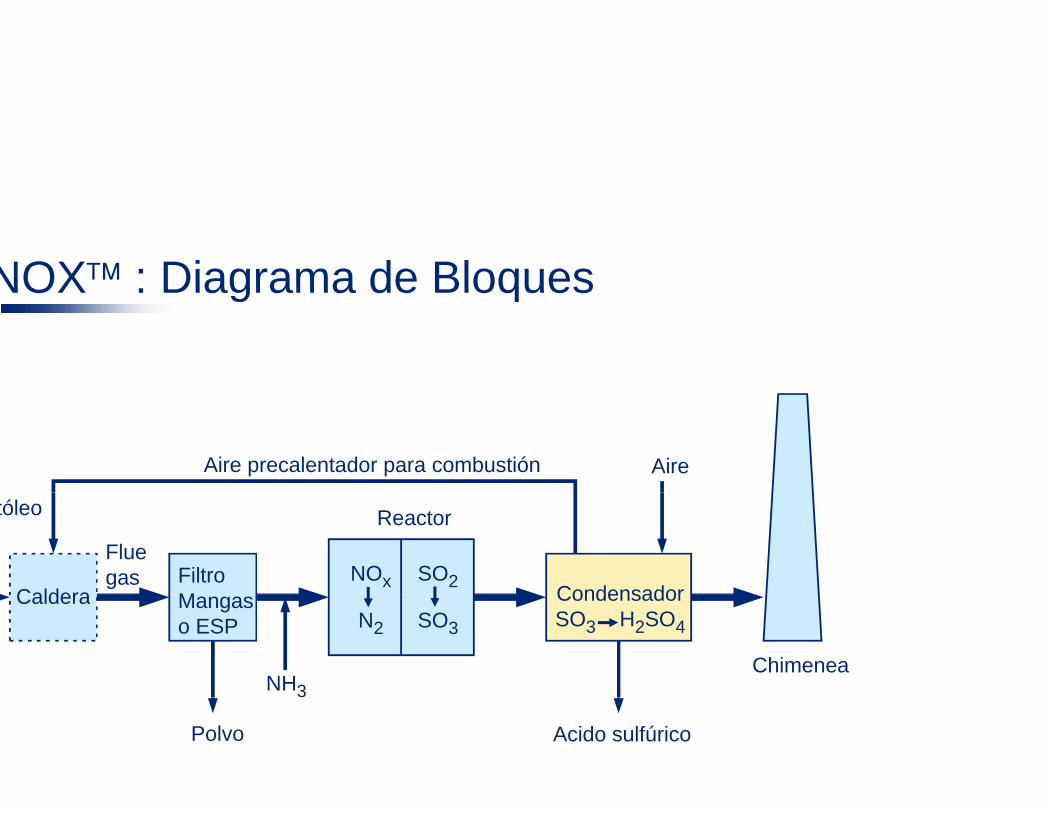
NOX : Diagrama de BloquesNOX : Diagrama de Bloques
Aire precalentador para combustión Aire
tóleo
Fluegas Filtro
M
Reactor
SO2 CondensadorCalderaNOx
Mangaso ESP SO3
Chimenea
CondensadorSO3 H2SO4
NH3
CalderaN2
Polvo Acido sulfúrico
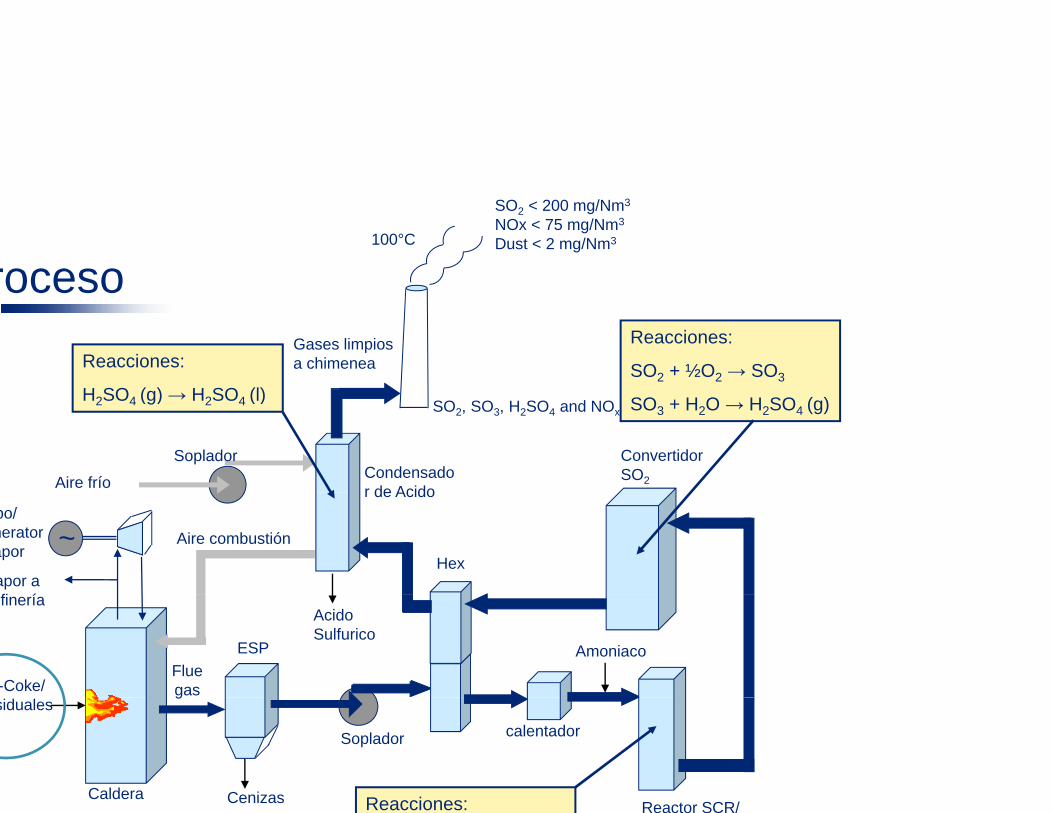
roceso
SO2 < 200 mg/Nm3
NOx < 75 mg/Nm3
Dust < 2 mg/Nm3100°C
rocesoGases limpiosa chimenea
Reacciones:
SO2 + ½O2 → SO3Reacciones:
H SO ( ) H SO (l)
ConvertidorSO2Condensado
r de Acido
Soplador
Aire frío
SO2, SO3, H2SO4 and NOx SO3 + H2O → H2SO4 (g)H2SO4 (g) → H2SO4 (l)
~bo/neratorapor
r de Acido
Aire combustiónHex
apor a fi í
Fluegas
ESP
-Coke/
Amoniaco
AcidoSulfurico
finería
g
Caldera
Soplador
Cenizas
sidualescalentador
R iCenizas Reactor SCR/Reacciones:

CR DeNOx catalyst series DNXCR DeNOx catalyst series DNX

ficiencia Energéticaficiencia EnergéticaMientras mayor es el contenido de azufre en los combustibles mayor el calor generadocombustibles, mayor el calor generado
Si se adicionan las gases azufrados de una refínería aumenta aun más el calor generadoaumenta aun más el calor generado
El calor generado se traduce en una mayor temperatura del aire de combustion a la caldera y generación de vapor
Reduce el consumo de combustible en 3-15%Se reduce el costo variable de electricidad y vapor en 3-15%
Se reduce las emisiones de CO2 en 3 15%
entajas del uso de gases azufrados de la finería en la Planta SNOXfinería en la Planta SNOXe evita o reduce inversión de unidad Claus en la refinería, n el terminal de manejo de calizan el terminal de manejo de caliza
d ió Di t d d t i lroducción Directa de un producto comercial
ayor confiabilidad que una Planta Claus (insensible a drocarburos y NH3)
eneración directa de vapor de alta calidad para turbina o ocesosocesos

NOXTM vs limestoneSTEAM and PREHEATED
COMBUSTION AIR CLEANED GAS
NOX vs. limestone
SULPHURIC ACID
COMBUSTION AIR
+ $FLUE GAS
CLEANED GAS
SNOXTMSULPHURIC ACID
+ $
FLUE GAS
– $LIMESTONE CLEANED GAS
Limestone– $LIQUID andSOLID WASTE
$FLUE GAS
Limestonescrubber
– $

ost of flue gas desulphurisationost of flue gas desulphurisation
N
Nm3
OF RIS
ATIO
N
Normal coal Heavy Residue Petcoke
L C
OST
OSU
LPH
UR
Limestonescrubber
TOTA
LE
GA
S D
E
Topsøe SNOXTM
SULPHUR IN FUEL
FLU
E
%SULPHUR IN FUEL %
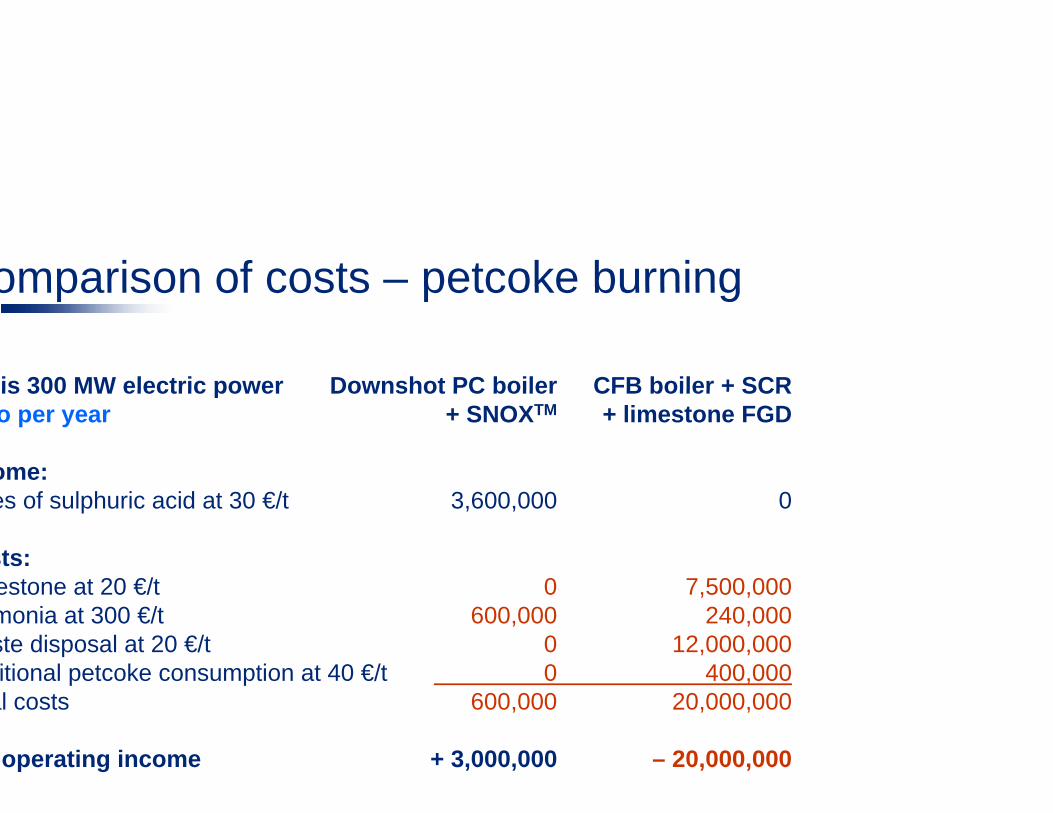
omparison of costs – petcoke burning
is 300 MW electric power Downshot PC boiler CFB boiler + SCR
omparison of costs petcoke burning
is 300 MW electric power Downshot PC boiler CFB boiler + SCRo per year + SNOXTM + limestone FGD
ome:f l h i id t 30 €/t 3 600 000 0es of sulphuric acid at 30 €/t 3,600,000 0
sts:estone at 20 €/t 0 7,500,000es o e a 0 €/ 0 ,500,000monia at 300 €/t 600,000 240,000ste disposal at 20 €/t 0 12,000,000itional petcoke consumption at 40 €/t 0 400,000
al costs 600 000 20 000 000al costs 600,000 20,000,000
operating income + 3,000,000 – 20,000,000
NOX references NOX referencesNEFO, Aalborg, Denmark (1991)Coal-fired 300 MW power plantCoal fired 300 MW power plantOhio Edison, Niles, Ohio, USA (1991)Coal-fired 35 MW demonstration projectRaffineria di Gela Sicily Italy (1999)Raffineria di Gela, Sicily, Italy (1999)Petcoke-fired 300 MW steam and power plantOMV Refinery, Schwechat, Austria (2007)Residual oil fired steam and power plantResidual oil-fired steam and power plantSNOXTM also treats Claus tail gasPetrobras RNEST Refinery, Brazil (2011)Resid al oil/petcoke fired steam and po er plantResidual oil/petcoke fired steam and power plant. 2 SNOXTM plants also treat Claus tail gas, H2S gas, SWS gas and other sulphur-containing waste streams.

NOXTM – Raffineria di Gela ItalyNOX Raffineria di Gela, Italy
fineria di Gela, Sicily, Italy
ers: approx. 250 MWe+ steam and heat
l: 90% Petroleum coke
ditional fuel: 10% Oil and gas
al flue gas flow: 1,200,000 Nm3/hr
SO4 (95%): 225 t/dSO4 (95%) 5 t/d
2 removal: 96.5%
mmissioned: 1999mmissioned: 1999

NOXTM – OMV AustriaNOX OMV, Austria
V Refinery, Schwechat, AustriaV Refinery, Schwechat, Austria
ers: 180 MWe+ 1,000 t/h steam
l: Visbreaker residue
ditional feed: Claus tail gasg
al flue gas flow: 820,000 Nm3/hr
SO (94%): 225 t/dSO4 (94%): 225 t/d
2 removal: 98%
mmissioned: 2007
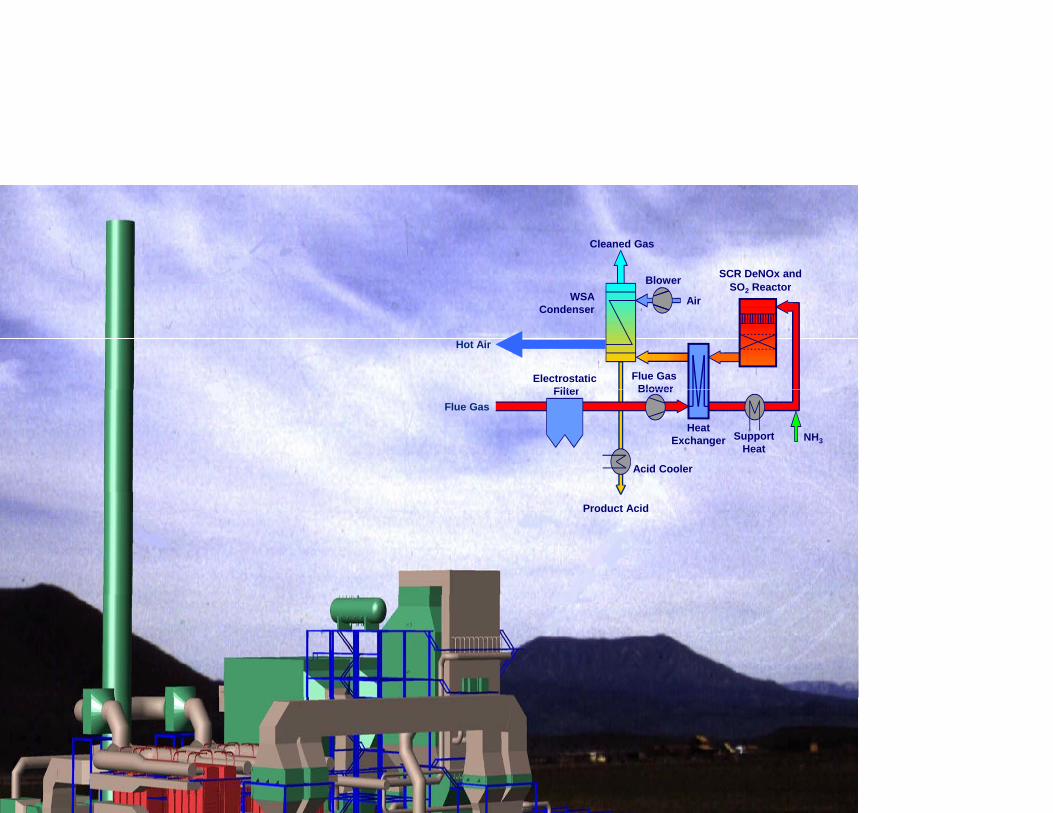
OXTM Flow Diagram Blower
Cleaned Gas
SCR DeNOx andSO ReactorOX Flow Diagram
Electrostatic Filter
WSACondenser
Air
Flue Gas Blower
SO2 Reactor
Hot Air
HeatExchanger
Filter
Acid Cooler
Blower
NH3SupportHeat
Flue Gas
Product Acid
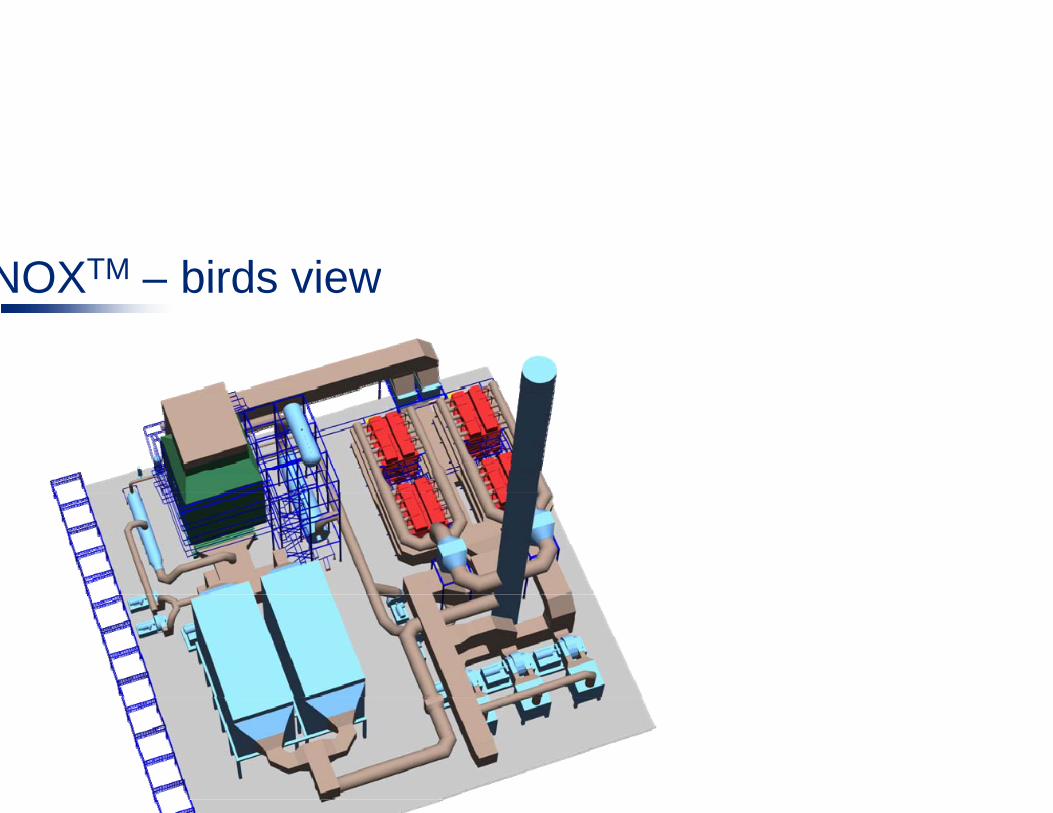
NOXTM – birds viewNOX birds view

aracterísticas principales adicionales de SNOXaracterísticas principales adicionales de SNOX
ata a la vez SOx y NOx de gases de calderas
ombina el tratamiento de gases de caldera, gases de finería en una “Planta multivalente de tratamiento
esechos azufrados”esechos azufrados
umenta eficiencia térmica de la caldera al precalentar el as de combustión
oduce cantidades considerables de vapor de alta presión
atisface todos los requerimientos ambientales del gas q gmpio
eneficios para el País del SNOXeneficios para el País del SNOX
Permite el aprovechamiento completo de los fondos del barril (combustoleo o petcoke) en forma limpiabarril (combustoleo o petcoke) en forma limpiaSe elimina la necesidad de exportar combustóleo o petcoke a precios castigados por alto costo fleteLa quema del petcoke elimina la necesidad de importar el equivalente de gas natural (con altas inversiones en terminales)terminales)A nivel macro: Mayor eficiencia energética y menores emisiones de CO2Se produce acido sulfúrico comercial La alternativa es usar caliza o soda con alto costo
i loperacional