“soldadura por arco con electrodo no · pdf filecuaderno f.i. nº 2-2001 soldadura...
TRANSCRIPT
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
“SOLDADURA PORARCO CON
ELECTRODO NOCONSUMIBLE –
GAS TUNGSTEN ARCWELDING”
Elaborado por :Mónica ZalazarLaboratorio demetalografía y soldaduraDepto de MecánicaaplicadaUNIVERSIDADNACIONAL DELCOMAHUEBuenos Aires 1400 -(8300)NEUQUEN0299-4490300 - Interno [email protected]
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
1. RESUMENEn este trabajo se presenta una descripción del proceso de soldadura por arco con electrodode tungsteno no consumible y protección gaseosa.Este proceso que se conoce desde el año 1941 fue primeramente desarrollado para lasoldadura del magnesio y el aluminio y se ha vuelto una herramienta indispensable enmuchas industrias en virtud de la alta calidad de las soldaduras producidas y el bajo costo delequipo utilizado.
En este trabajo se presentan el fundamento del proceso GTAW, el equipo y los consumiblesempleados, los procedimientos y variables del proceso, sus aplicaciones y consideracionesde seguridad.
2. INTRODUCCION:
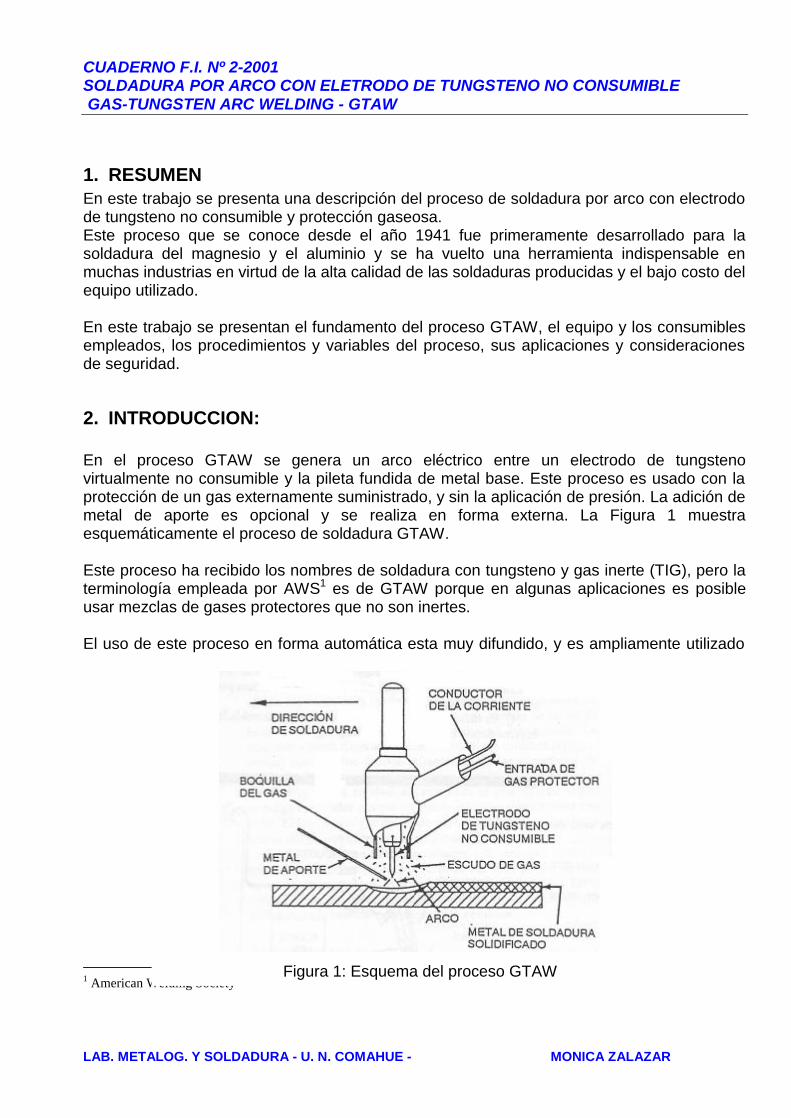
En el proceso GTAW se genera un arco eléctrico entre un electrodo de tungstenovirtualmente no consumible y la pileta fundida de metal base. Este proceso es usado con laprotección de un gas externamente suministrado, y sin la aplicación de presión. La adición demetal de aporte es opcional y se realiza en forma externa. La Figura 1 muestraesquemáticamente el proceso de soldadura GTAW.
Este proceso ha recibido los nombres de soldadura con tungsteno y gas inerte (TIG), pero laterminología empleada por AWS1 es de GTAW porque en algunas aplicaciones es posibleusar mezclas de gases protectores que no son inertes.
El uso de este proceso en forma automática esta muy difundido, y es ampliamente utilizado
1 American Welding Society
Figura 1: Esquema del proceso GTAW

CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
en soldaduras de cañerías de pequeños diámetros.
3. VENTAJAS Y LIMITACIONES:Los beneficios más importantes de este proceso son:
1. Produce soldaduras de buena calidad, generalmente libres de defectos2. Esta libre de salpicaduras que ocurren con otros procesos de arco.3. Puede utilizarse con metal de aporte o sin él, según requiera la aplicación específica.4. Ofrece un control excelente de la penetración en la pasada de raíz.5. Puede producir soldaduras económicas a altas velocidades.6. Las fuentes de potencia son de costos relativamente bajos7. Permite controlar de manera precisa las variables de soldadura.8. Sirve para soldar casi todos los metales incluso aleaciones disímiles9. Permite controlar en forma independiente la fuente de calor y la adición de metal de
aporte.
Algunas de las limitaciones del proceso son:
1. Las tasas de deposición son mas bajas que con GMAW.2. El soldador requiere un poco más de destreza y coordinación que con los otros procesos
de soldadura.3. Para espesores mayores de 10mm(3/8”) resulta más costoso que los procesos con
electrodo consumible4. Es difícil proteger la zona de soldadura en lugares donde hay corrientes de aire
Entre los problemas potenciales del proceso están:
1. Puede haber inclusiones de tungsteno si se permite que el electrodo haga contactocon al pileta líquida.
2. Una inadecuada posición del metal de aporte podrá producir contaminación dl mismo.3. Requiere buena calidad en el metal base y en el aporte.4. Puede haber contaminación o porosidad causada por fuga del refrigerante en el caso
de torchas refrigeradas por agua.5. Puede haber golpe, o desviación del arco, al igual que en los otros procesos por arco
4. FUNDAMENTOS DEL PROCESO
El proceso GTAW se basa en el uso de un electrodo de tungsteno (o una aleación detungsteno) no consumible sostenido en una torcha (o soplete). Se alimenta un gas deprotección para proteger el electrodo, la pileta líquida y el metal de soldadura durante lasolidificación de la contaminación atmosférica. El arco eléctrico se produce por el paso de lacorriente a través del gas de protección ionizado, que conduce la electricidad. El arco seestablece entre la punta del electrodo y la superficie de trabajo. El calor generado funde el

CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
metal base. Una vez establecido el arco y el charco de soldadura, el soplete se mueve a lolargo de la unión y el arco funde progresivamente las superficies de empalme. Si se usaalambre de aporte, se alimenta por el borde delantero del charco de soldadura para llenar launión.Todos los sistemas de soldadura GTAW tienen en común cuatro componentes básicos, loscuales se muestran en la Figura 1 y 2.
1. Soplete o torcha2. -Electrodo3. Fuente de poder4. Sistema de alimentación del gas de protección.
5. EQUIPAMIENTO
5.1 SOPLETE O TORCHAS
Los sopletes de GTAW sostienen el electrodo de tungsteno que transporta la corriente desoldadura y conducen el gas de protector a la zona de soldadura.La elección de un soplete se basa en al corriente máxima de soldadura que puedentransportar sin recalentarse. La mayoría de los sopletes permiten manejar electrodos dedistintos tamaños para un intervalo dado de boquillas. En función de la corriente máxima detrabajo los sopletes podrán ser refrigerados con agua o con gas, estos últimos eliminan elcalor por medio del gas de protección. Los sopletes refrigerados por gas están limitados a
FIGURA 2: Equipamiento necesario
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
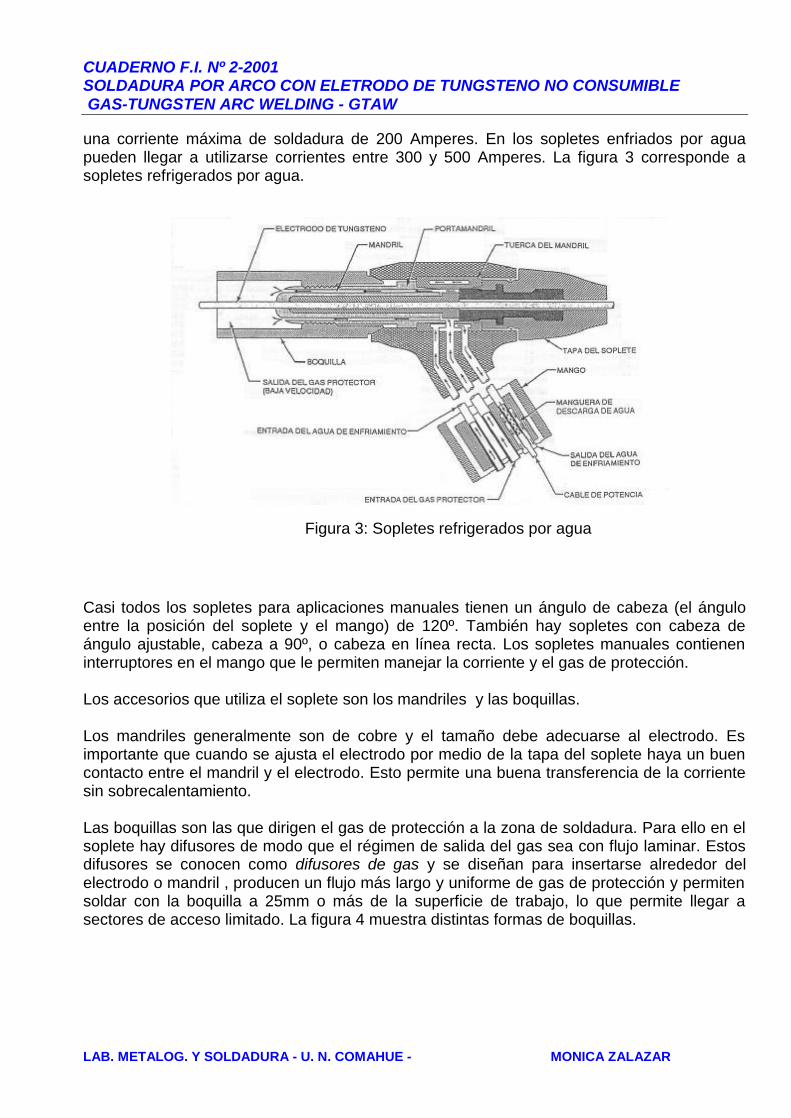
una corriente máxima de soldadura de 200 Amperes. En los sopletes enfriados por aguapueden llegar a utilizarse corrientes entre 300 y 500 Amperes. La figura 3 corresponde asopletes refrigerados por agua.
Casi todos los sopletes para aplicaciones manuales tienen un ángulo de cabeza (el ánguloentre la posición del soplete y el mango) de 120º. También hay sopletes con cabeza deángulo ajustable, cabeza a 90º, o cabeza en línea recta. Los sopletes manuales contieneninterruptores en el mango que le permiten manejar la corriente y el gas de protección.
Los accesorios que utiliza el soplete son los mandriles y las boquillas.
Los mandriles generalmente son de cobre y el tamaño debe adecuarse al electrodo. Esimportante que cuando se ajusta el electrodo por medio de la tapa del soplete haya un buencontacto entre el mandril y el electrodo. Esto permite una buena transferencia de la corrientesin sobrecalentamiento.
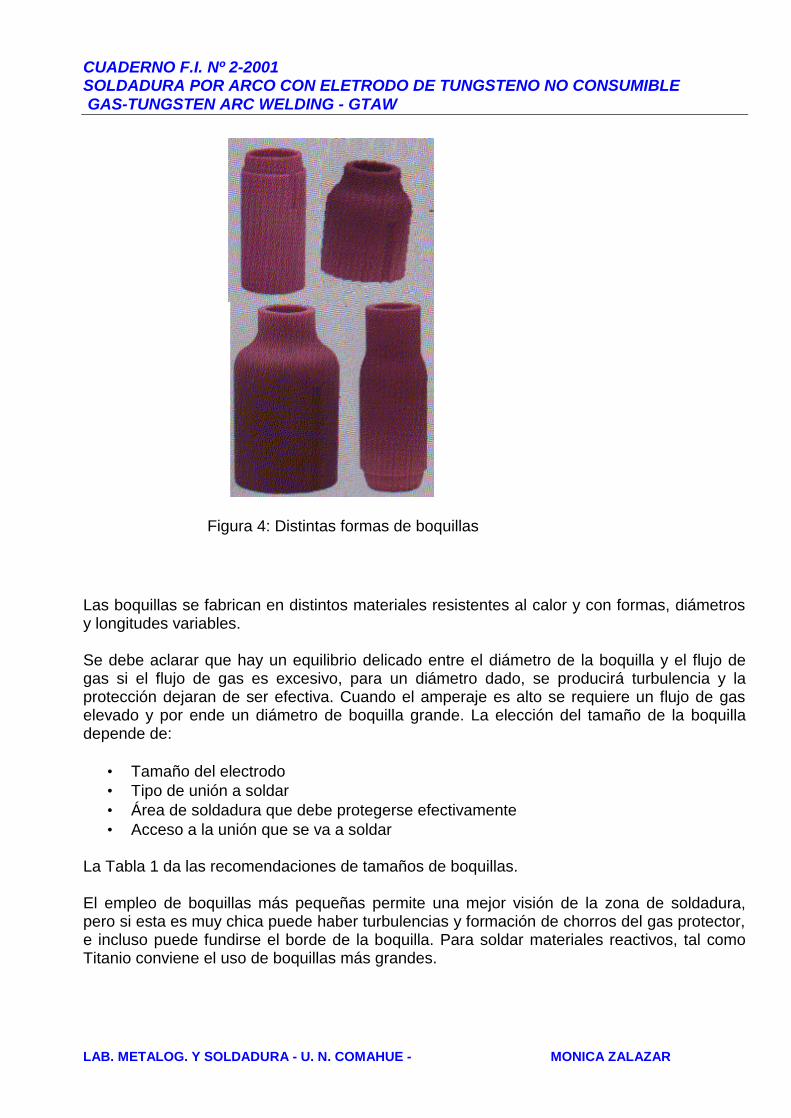
Las boquillas son las que dirigen el gas de protección a la zona de soldadura. Para ello en elsoplete hay difusores de modo que el régimen de salida del gas sea con flujo laminar. Estosdifusores se conocen como difusores de gas y se diseñan para insertarse alrededor delelectrodo o mandril , producen un flujo más largo y uniforme de gas de protección y permitensoldar con la boquilla a 25mm o más de la superficie de trabajo, lo que permite llegar asectores de acceso limitado. La figura 4 muestra distintas formas de boquillas.
Figura 3: Sopletes refrigerados por agua
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
Las boquillas se fabrican en distintos materiales resistentes al calor y con formas, diámetrosy longitudes variables.
Se debe aclarar que hay un equilibrio delicado entre el diámetro de la boquilla y el flujo degas si el flujo de gas es excesivo, para un diámetro dado, se producirá turbulencia y laprotección dejaran de ser efectiva. Cuando el amperaje es alto se requiere un flujo de gaselevado y por ende un diámetro de boquilla grande. La elección del tamaño de la boquilladepende de:
• Tamaño del electrodo• Tipo de unión a soldar• Área de soldadura que debe protegerse efectivamente• Acceso a la unión que se va a soldar
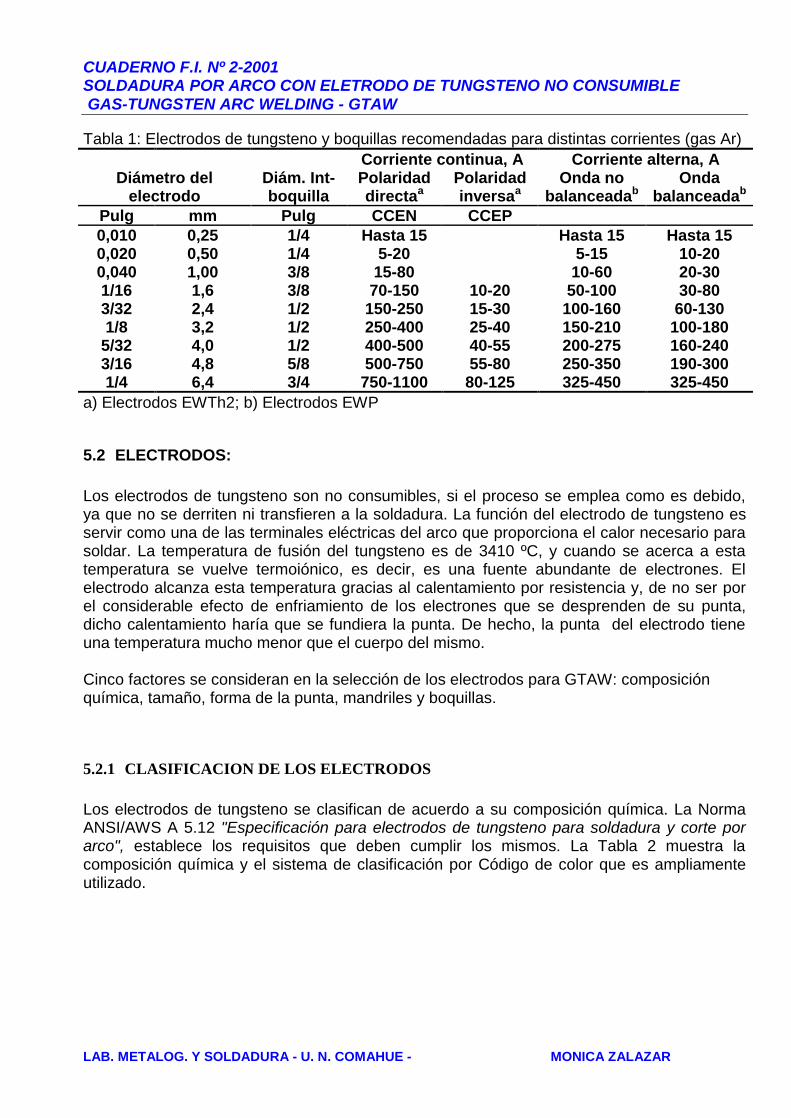
La Tabla 1 da las recomendaciones de tamaños de boquillas.
El empleo de boquillas más pequeñas permite una mejor visión de la zona de soldadura,pero si esta es muy chica puede haber turbulencias y formación de chorros del gas protector,e incluso puede fundirse el borde de la boquilla. Para soldar materiales reactivos, tal comoTitanio conviene el uso de boquillas más grandes.
Figura 4: Distintas formas de boquillas
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
Tabla 1: Electrodos de tungsteno y boquillas recomendadas para distintas corrientes (gas Ar)Corriente continua, A Corriente alterna, A
Diámetro delelectrodo
Diám. Int-boquilla
Polaridaddirectaa
Polaridadinversaa
Onda nobalanceadab
Ondabalanceadab
Pulg mm Pulg CCEN CCEP0,010 0,25 1/4 Hasta 15 Hasta 15 Hasta 150,020 0,50 1/4 5-20 5-15 10-200,040 1,00 3/8 15-80 10-60 20-301/16 1,6 3/8 70-150 10-20 50-100 30-803/32 2,4 1/2 150-250 15-30 100-160 60-1301/8 3,2 1/2 250-400 25-40 150-210 100-180
5/32 4,0 1/2 400-500 40-55 200-275 160-2403/16 4,8 5/8 500-750 55-80 250-350 190-3001/4 6,4 3/4 750-1100 80-125 325-450 325-450
a) Electrodos EWTh2; b) Electrodos EWP
5.2 ELECTRODOS:
Los electrodos de tungsteno son no consumibles, si el proceso se emplea como es debido,ya que no se derriten ni transfieren a la soldadura. La función del electrodo de tungsteno esservir como una de las terminales eléctricas del arco que proporciona el calor necesario parasoldar. La temperatura de fusión del tungsteno es de 3410 ºC, y cuando se acerca a estatemperatura se vuelve termoiónico, es decir, es una fuente abundante de electrones. Elelectrodo alcanza esta temperatura gracias al calentamiento por resistencia y, de no ser porel considerable efecto de enfriamiento de los electrones que se desprenden de su punta,dicho calentamiento haría que se fundiera la punta. De hecho, la punta del electrodo tieneuna temperatura mucho menor que el cuerpo del mismo.
Cinco factores se consideran en la selección de los electrodos para GTAW: composiciónquímica, tamaño, forma de la punta, mandriles y boquillas.
5.2.1 CLASIFICACION DE LOS ELECTRODOS
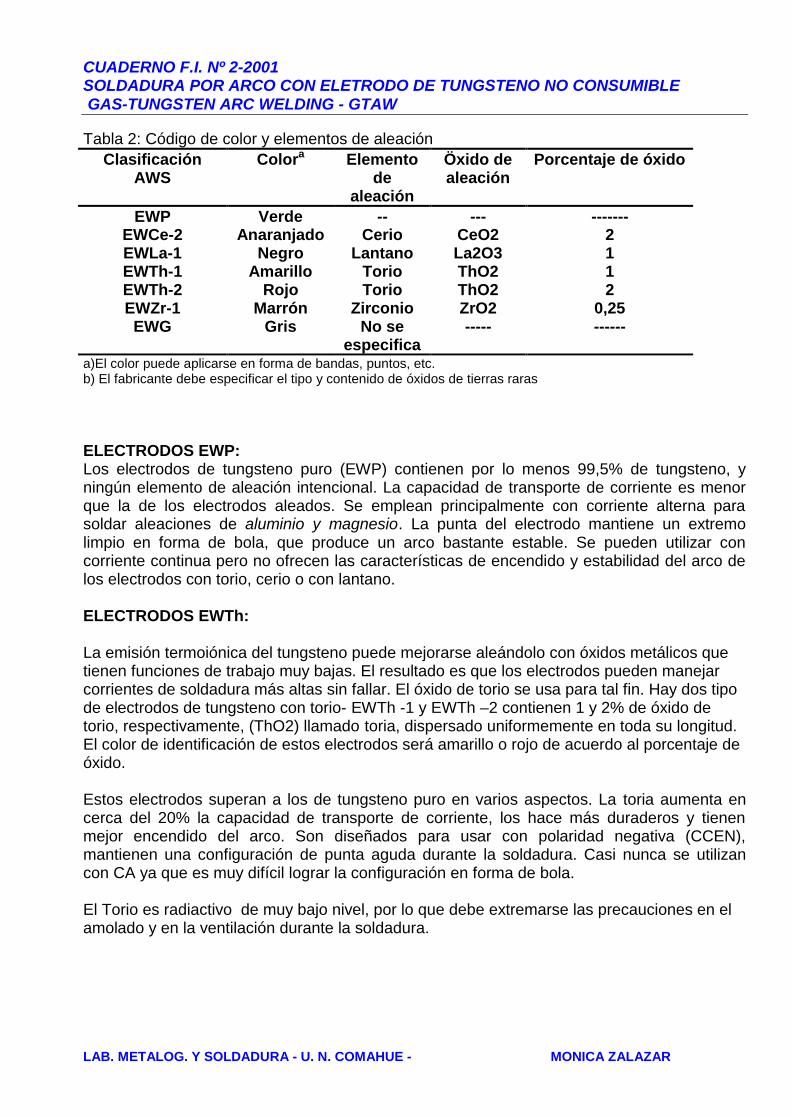
Los electrodos de tungsteno se clasifican de acuerdo a su composición química. La NormaANSI/AWS A 5.12 "Especificación para electrodos de tungsteno para soldadura y corte porarco", establece los requisitos que deben cumplir los mismos. La Tabla 2 muestra lacomposición química y el sistema de clasificación por Código de color que es ampliamenteutilizado.
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
Tabla 2: Código de color y elementos de aleaciónClasificación
AWSColora Elemento
dealeación
Öxido dealeación
Porcentaje de óxido
EWP Verde -- --- -------EWCe-2 Anaranjado Cerio CeO2 2EWLa-1 Negro Lantano La2O3 1EWTh-1 Amarillo Torio ThO2 1EWTh-2 Rojo Torio ThO2 2EWZr-1 Marrón Zirconio ZrO2 0,25EWG Gris No se
especifica----- ------
a)El color puede aplicarse en forma de bandas, puntos, etc.b) El fabricante debe especificar el tipo y contenido de óxidos de tierras raras
ELECTRODOS EWP:Los electrodos de tungsteno puro (EWP) contienen por lo menos 99,5% de tungsteno, yningún elemento de aleación intencional. La capacidad de transporte de corriente es menorque la de los electrodos aleados. Se emplean principalmente con corriente alterna parasoldar aleaciones de aluminio y magnesio. La punta del electrodo mantiene un extremolimpio en forma de bola, que produce un arco bastante estable. Se pueden utilizar concorriente continua pero no ofrecen las características de encendido y estabilidad del arco delos electrodos con torio, cerio o con lantano.
ELECTRODOS EWTh:
La emisión termoiónica del tungsteno puede mejorarse aleándolo con óxidos metálicos quetienen funciones de trabajo muy bajas. El resultado es que los electrodos pueden manejarcorrientes de soldadura más altas sin fallar. El óxido de torio se usa para tal fin. Hay dos tipode electrodos de tungsteno con torio- EWTh -1 y EWTh –2 contienen 1 y 2% de óxido detorio, respectivamente, (ThO2) llamado toria, dispersado uniformemente en toda su longitud.El color de identificación de estos electrodos será amarillo o rojo de acuerdo al porcentaje deóxido.
Estos electrodos superan a los de tungsteno puro en varios aspectos. La toria aumenta encerca del 20% la capacidad de transporte de corriente, los hace más duraderos y tienenmejor encendido del arco. Son diseñados para usar con polaridad negativa (CCEN),mantienen una configuración de punta aguda durante la soldadura. Casi nunca se utilizancon CA ya que es muy difícil lograr la configuración en forma de bola.
El Torio es radiactivo de muy bajo nivel, por lo que debe extremarse las precauciones en elamolado y en la ventilación durante la soldadura.

CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
ELECTRODOS EWCe, EWLa:
Los electrodos de tungsteno con cerio contienen 2% de óxido de Cerio (CeO2), llamado ceria.Se identifican con el color Anaranjado.
Los electrodos de tungsteno con Lantano, contienen un 1% de óxido de lantano (La2O3) seidentifican con el color negro.
Estos electrodos tienen iguales característica operativa que los electrodos con torio pero suuso se prefiere ya que no son radiactivos.
ELECTRODOS EWZr:
Los electrodos de tungsteno con zirconio. Tienen características operativas intermedias entrelos de tungsteno puro y las de tungsteno con torio. Son los preferidos para soldar con CA.Tienen buena resistencia a la contaminación.
5.2.2 CONFIGURACIÓN DE LA PUNTA DE LOS ELECTRODOS
La forma de la punta y el tamaño del electrodo es una variable importante del procesoGTAW, esta depende de la aplicación de la soldadura; espesor a ser soldado; tipo de junta ycantidad. La figura 5 muestra diversas geometría de la punta. La Tabla 3 darecomendaciones sobre las geometrías de los electrodos
Electrodo para CCEN Electrodo para CA o CCEP
Figura 5. Formas de los electrodos de Tungsteno
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
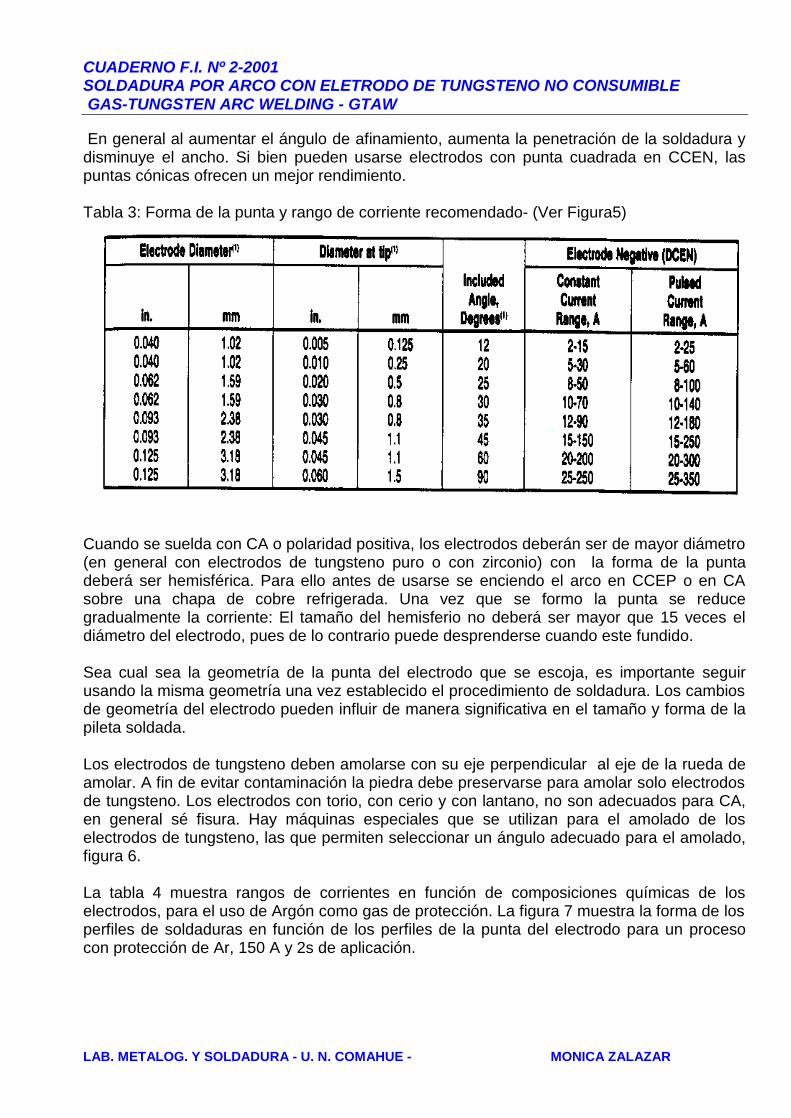
En general al aumentar el ángulo de afinamiento, aumenta la penetración de la soldadura ydisminuye el ancho. Si bien pueden usarse electrodos con punta cuadrada en CCEN, laspuntas cónicas ofrecen un mejor rendimiento.
Tabla 3: Forma de la punta y rango de corriente recomendado- (Ver Figura5)
Cuando se suelda con CA o polaridad positiva, los electrodos deberán ser de mayor diámetro(en general con electrodos de tungsteno puro o con zirconio) con la forma de la puntadeberá ser hemisférica. Para ello antes de usarse se enciendo el arco en CCEP o en CAsobre una chapa de cobre refrigerada. Una vez que se formo la punta se reducegradualmente la corriente: El tamaño del hemisferio no deberá ser mayor que 15 veces eldiámetro del electrodo, pues de lo contrario puede desprenderse cuando este fundido.
Sea cual sea la geometría de la punta del electrodo que se escoja, es importante seguirusando la misma geometría una vez establecido el procedimiento de soldadura. Los cambiosde geometría del electrodo pueden influir de manera significativa en el tamaño y forma de lapileta soldada.
Los electrodos de tungsteno deben amolarse con su eje perpendicular al eje de la rueda deamolar. A fin de evitar contaminación la piedra debe preservarse para amolar solo electrodosde tungsteno. Los electrodos con torio, con cerio y con lantano, no son adecuados para CA,en general sé fisura. Hay máquinas especiales que se utilizan para el amolado de loselectrodos de tungsteno, las que permiten seleccionar un ángulo adecuado para el amolado,figura 6.
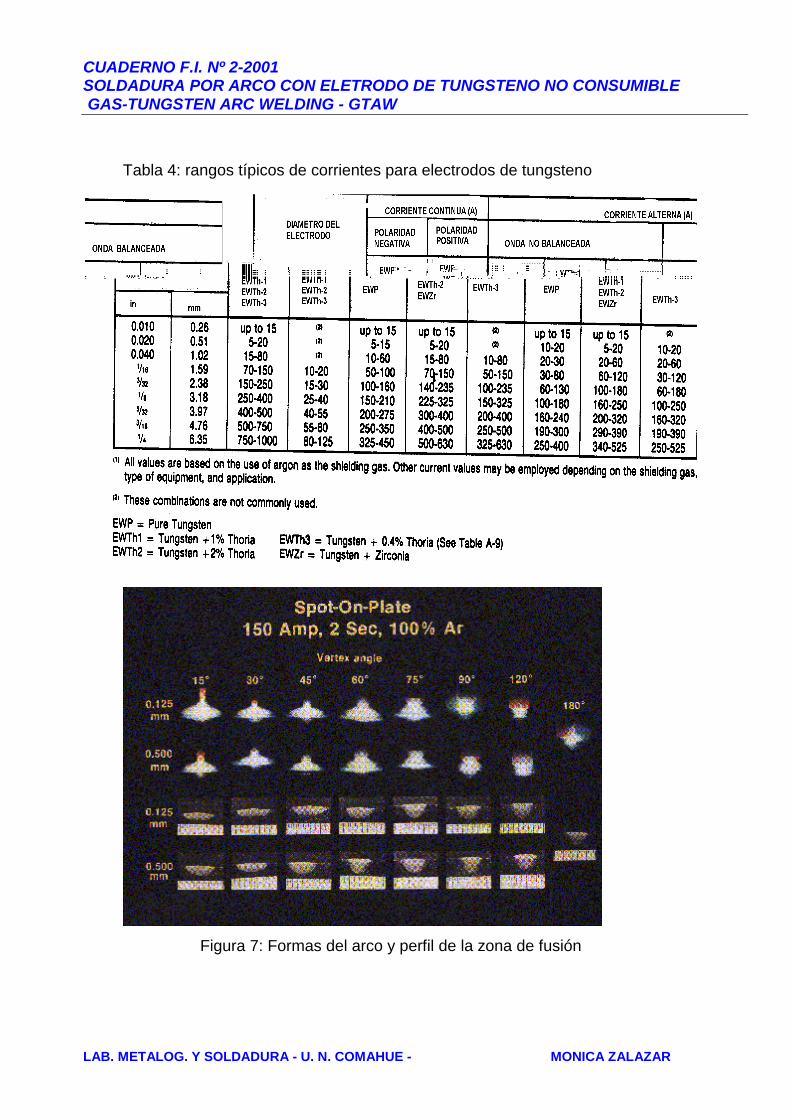
La tabla 4 muestra rangos de corrientes en función de composiciones químicas de loselectrodos, para el uso de Argón como gas de protección. La figura 7 muestra la forma de losperfiles de soldaduras en función de los perfiles de la punta del electrodo para un procesocon protección de Ar, 150 A y 2s de aplicación.
Tabla 3: Formas de las puntas de los electrodos y rangos de corrientes
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
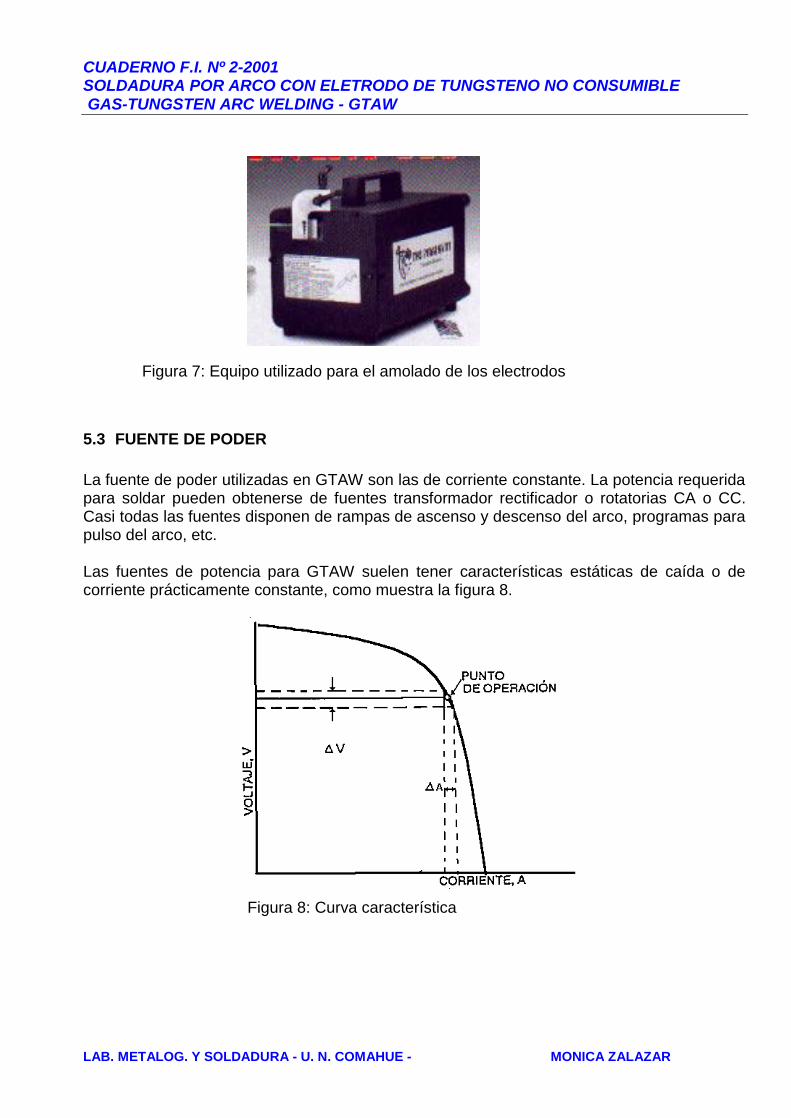
5.3 FUENTE DE PODER
La fuente de poder utilizadas en GTAW son las de corriente constante. La potencia requeridapara soldar pueden obtenerse de fuentes transformador rectificador o rotatorias CA o CC.Casi todas las fuentes disponen de rampas de ascenso y descenso del arco, programas parapulso del arco, etc.
Las fuentes de potencia para GTAW suelen tener características estáticas de caída o decorriente prácticamente constante, como muestra la figura 8.
Figura 7: Equipo utilizado para el amolado de los electrodos
Figura 8: Curva característica
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
Tabla 4: rangos típicos de corrientes para electrodos de tungsteno
Figura 7: Formas del arco y perfil de la zona de fusión
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
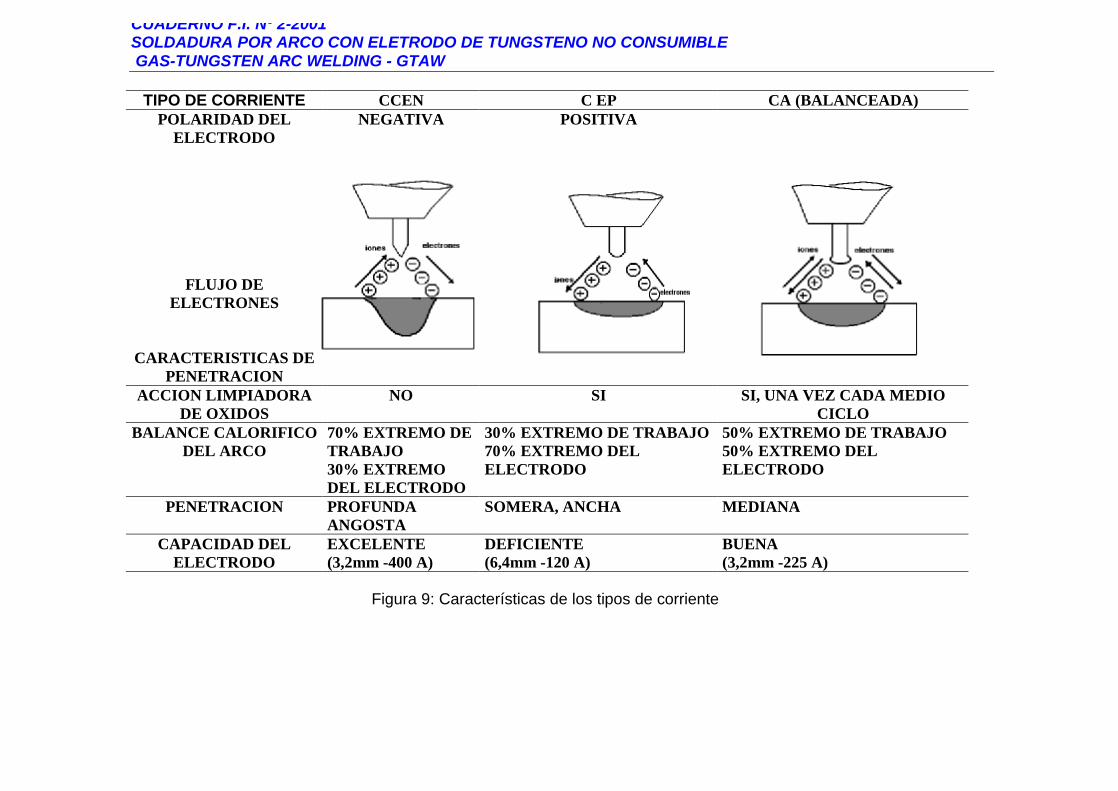
5.3.1 CORRIENTE CONTINUA
Si se usa CC el electrodo puede conectarse al terminal positivo o al negativo. En casi todoslos casos se elige que el electrodo sea negativo (cátodo). Con esta polaridad loselectrones fluyen del electrodo al trabajo y los iones positivos se transfieren del trabajo alelectrodo, como muestra la figura 8. Cuando el electrodo es polo positivo (ánodo), lasdirecciones de flujo de electrones e iones se invierte, como se muestra para CCEP(polaridad inversa) en la figura 8.
Con CCEN y un electrodo termoiónico como el de tungsteno, aproximadamente el 70% decalor se genera en el ánodo y el 30% en el cátodo. Esta polaridad produce una mayorpenetración, y es la configuración más común empleada en GTAW, y se usa con argón, helioo una mezcla de los dos para soldar la mayor parte de los metales.
Cuando el electrodo de tungsteno se conecta a la terminal positiva (CCEP), se crea unaacción de limpieza catódica en la superficie de trabajo. Esta acción ocurre en todos losmetales pero es más importante cuando se suelda aluminio o magnesio porque se elimina lacapa de óxido refractario que inhibe la soldadura. Esta polaridad calienta además la puntadel electrodo lo que requiere del uso de electrodos de mayor diámetro. La capacidad detransporte de corriente de un electrodo conectado a la terminal positiva es deaproximadamente la décima parte de la de un electrodo conectado a la terminal negativa. Engeneral el uso de la polaridad CCEP esta limitado a la soldadura de piezas en láminas.
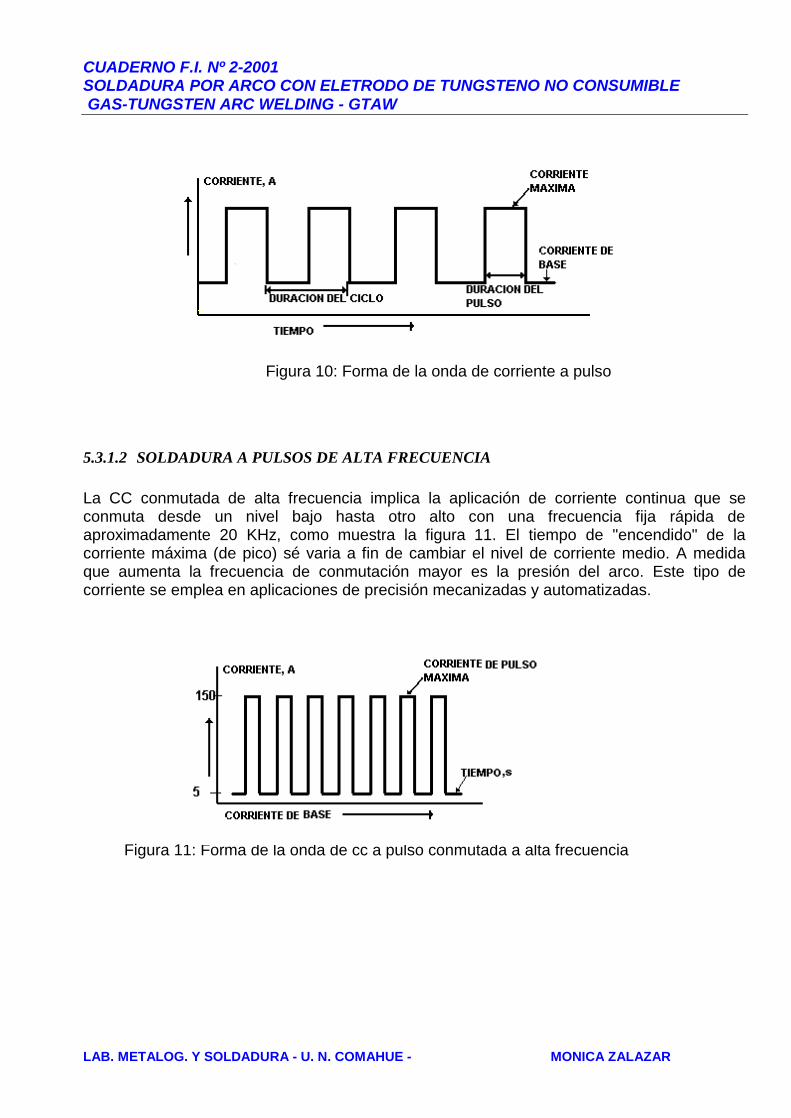
5.3.1.1 SOLDADURA DE CC A PULSOS
En la CC a pulsos la corriente de arco varía en forma repetitiva desde un valor de fondo(bajo) hasta un valor pico (alto). Las fuentes de potencia de CC a pulsos por lo generalpermiten ajustar la duración del pulso de corriente, el tiempo de la corriente de fondo, el nivelde la corriente pico y el nivel de la corriente de fondo, a fin de producir una salida con formade onda adaptada a una aplicación en particular. En la figura 10 se muestra una forma típica.En general los tiempos de duración del pulso y del fondo se ajustan de modo que la corrientecambie de nivel a intervalos que van desde una vez cada 2 segundos hasta 20 pulsos porsegundos. Generalmente se aplica corriente CCEN.
El nivel de la corriente del pulso suele ajustarse entre 2 y 20 veces el nivel de corriente defondo. Esto combina las características de arco vigoroso de la corriente elevada con el aportede calor bajo de la corriente reducida. La corriente de los pulsos logra buena fusión ypenetración, en tanto que la corriente de fondo mantiene el arco y permite que se enfrié elárea de soldadura.
La CC a pulsos se utiliza principalmente en soldadura automática y entre las numerososvirtudes permite con los mismos parámetros realizar soldaduras circunferenciales de tubos.
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
TIPO DE CORRIENTE CCEN C EP CA (BALANCEADA)POLARIDAD DEL
ELECTRODONEGATIVA POSITIVA
FLUJO DEELECTRONES
CARACTERISTICAS DEPENETRACION
ACCION LIMPIADORADE OXIDOS
NO SI SI, UNA VEZ CADA MEDIOCICLO
BALANCE CALORIFICODEL ARCO
70% EXTREMO DETRABAJO30% EXTREMODEL ELECTRODO
30% EXTREMO DE TRABAJO70% EXTREMO DELELECTRODO
50% EXTREMO DE TRABAJO50% EXTREMO DELELECTRODO
PENETRACION PROFUNDAANGOSTA
SOMERA, ANCHA MEDIANA
CAPACIDAD DELELECTRODO
EXCELENTE(3,2mm -400 A)
DEFICIENTE(6,4mm -120 A)
BUENA(3,2mm -225 A)
Figura 9: Características de los tipos de corriente
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
5.3.1.2 SOLDADURA A PULSOS DE ALTA FRECUENCIA
La CC conmutada de alta frecuencia implica la aplicación de corriente continua que seconmuta desde un nivel bajo hasta otro alto con una frecuencia fija rápida deaproximadamente 20 KHz, como muestra la figura 11. El tiempo de "encendido" de lacorriente máxima (de pico) sé varia a fin de cambiar el nivel de corriente medio. A medidaque aumenta la frecuencia de conmutación mayor es la presión del arco. Este tipo decorriente se emplea en aplicaciones de precisión mecanizadas y automatizadas.
Figura 10: Forma de la onda de corriente a pulso
Figura 11: Forma de la onda de cc a pulso conmutada a alta frecuencia
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
5.3.2 CORRIENTE ALTERNA
La corriente alterna experimenta una inversión periódica de su polaridad, de electrodopositivo a electrodo negativo. Por tanto puede combinar la acción limpiadora del trabajo de lapolaridad inversa (electrodo positivo) con la penetración profunda característica de lapolaridad directa (electrodo negativo).
Las fuentes de potencia de CA tradicionales producen una salida de voltaje de circuitoabierto senoidal que está desfasada cerca de 90º con al corriente. La frecuencia del defasajesuele estar fija a la frecuencia estándar de 60Hz de la potencia primaria El voltaje de arcoreal está en fase con la corriente de soldadura. El voltaje que se mide es la suma de lascaídas de voltaje en el electrodo y el plasma y en el ánodo y cátodo, todas estas resultantesdel flujo de corriente.
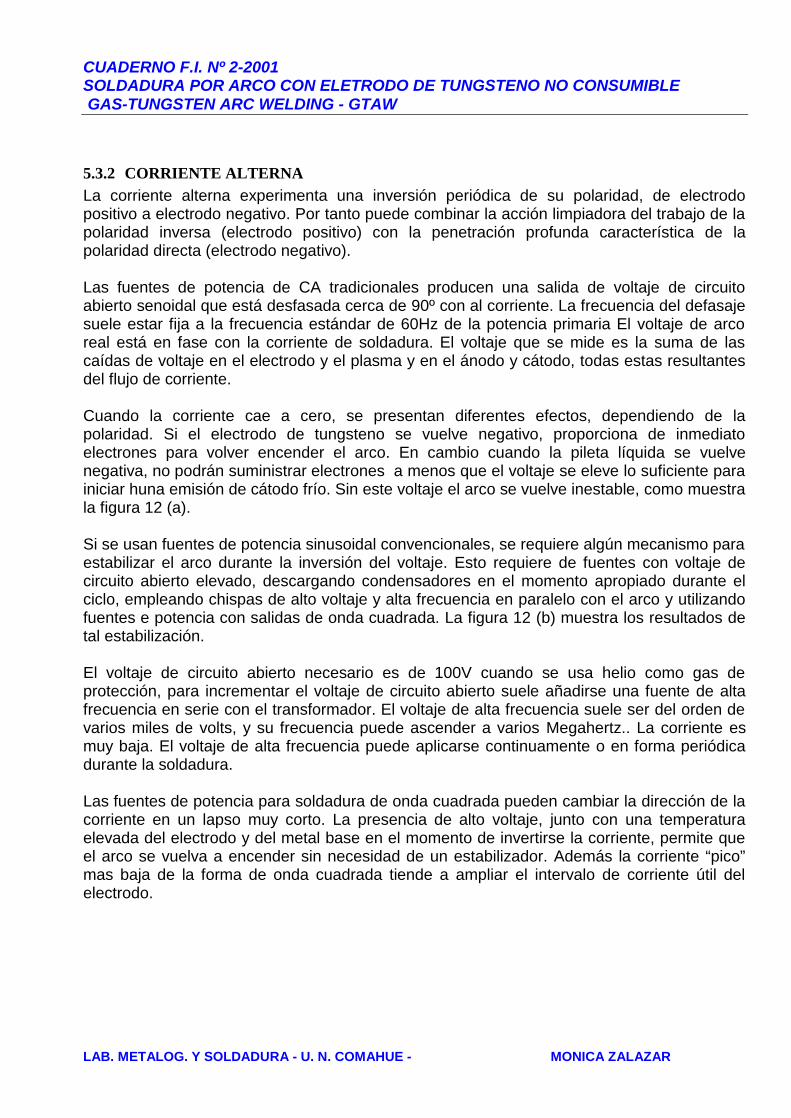
Cuando la corriente cae a cero, se presentan diferentes efectos, dependiendo de lapolaridad. Si el electrodo de tungsteno se vuelve negativo, proporciona de inmediatoelectrones para volver encender el arco. En cambio cuando la pileta líquida se vuelvenegativa, no podrán suministrar electrones a menos que el voltaje se eleve lo suficiente parainiciar huna emisión de cátodo frío. Sin este voltaje el arco se vuelve inestable, como muestrala figura 12 (a).
Si se usan fuentes de potencia sinusoidal convencionales, se requiere algún mecanismo paraestabilizar el arco durante la inversión del voltaje. Esto requiere de fuentes con voltaje decircuito abierto elevado, descargando condensadores en el momento apropiado durante elciclo, empleando chispas de alto voltaje y alta frecuencia en paralelo con el arco y utilizandofuentes e potencia con salidas de onda cuadrada. La figura 12 (b) muestra los resultados detal estabilización.
El voltaje de circuito abierto necesario es de 100V cuando se usa helio como gas deprotección, para incrementar el voltaje de circuito abierto suele añadirse una fuente de altafrecuencia en serie con el transformador. El voltaje de alta frecuencia suele ser del orden devarios miles de volts, y su frecuencia puede ascender a varios Megahertz.. La corriente esmuy baja. El voltaje de alta frecuencia puede aplicarse continuamente o en forma periódicadurante la soldadura.
Las fuentes de potencia para soldadura de onda cuadrada pueden cambiar la dirección de lacorriente en un lapso muy corto. La presencia de alto voltaje, junto con una temperaturaelevada del electrodo y del metal base en el momento de invertirse la corriente, permite queel arco se vuelva a encender sin necesidad de un estabilizador. Además la corriente “pico”mas baja de la forma de onda cuadrada tiende a ampliar el intervalo de corriente útil delelectrodo.
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
5.4 GASES DE PROTECCION
El soplete dirige el gas hacia el arco y la pileta líquida con el fin de proteger el electrodo y elmetal fundido de la contaminación atmosférica. También suele utilizarse gas purgante derespaldo para proteger el lado de debajo de la soldadura y las superficies del metal baseadyacente contra la oxidación durante al soldadura.
El argón y el helio o la mezcla de ambos, son los gases inertes más utilizados en soldadura.
El caudal de gas depende del tamaño de la boquilla, en general se recomienda 7 a 16l/minpara el argon y 14-24l/min para el helio.
5.4.1 ARGON
El Ar es un gas monoatómico inerte con peso molecular 40. se obtienen de la atmósfera porseparación del aire licuado.
Figura 12: Forma de ondas para tensión y corriente en soldadura con corriente alterna.

CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
Para soldadura se refina hasta 99,95%, esto es aceptable para la mayor parte de los metalesexcepto los reactivos y refractarios para los cuales se requiere una pureza mínima de99,997%.El Ar se utiliza más que el He por las siguientes ventajas:
1. Acción de arco mas uniforme y silenciosa2. menor penetración3. acción de limpieza al soldar materiales como Aluminio y el magnesio4. menor costo y mayor disponibilidad5. Buena protección con menores caudales6. Mayor resistencia a ráfagas transversales7. Más fácil iniciación del arco.
La menor penetración del Ar resulta especialmente útil para soldar materiales delgados, ypara la soldadura vertical y sobre cabeza.
5.4.2 HELIO
El He es un gas monoatómico inerte muy ligero con peso molecular cuatro. Se obtiene porseparación a partir del gas natural. Para su uso en soldadura se refina hasta 99,99%.
Con valores fijos de corriente de soldadura y longitud de arco, el He transfiere más calor altrabajo que el Ar, lo que lo hace ventajoso para soldar metales de elevada conductividadtérmica y aplicaciones mecanizadas a alta velocidad. También se prefiere para soldar placasgruesas. Las mezclas de He y Ar son útiles cuando se desea un término medio entre lascaracterísticas e ambos gases.
5.4.3 CARACTERÍSTICAS DEL ARGON Y EL HELIO
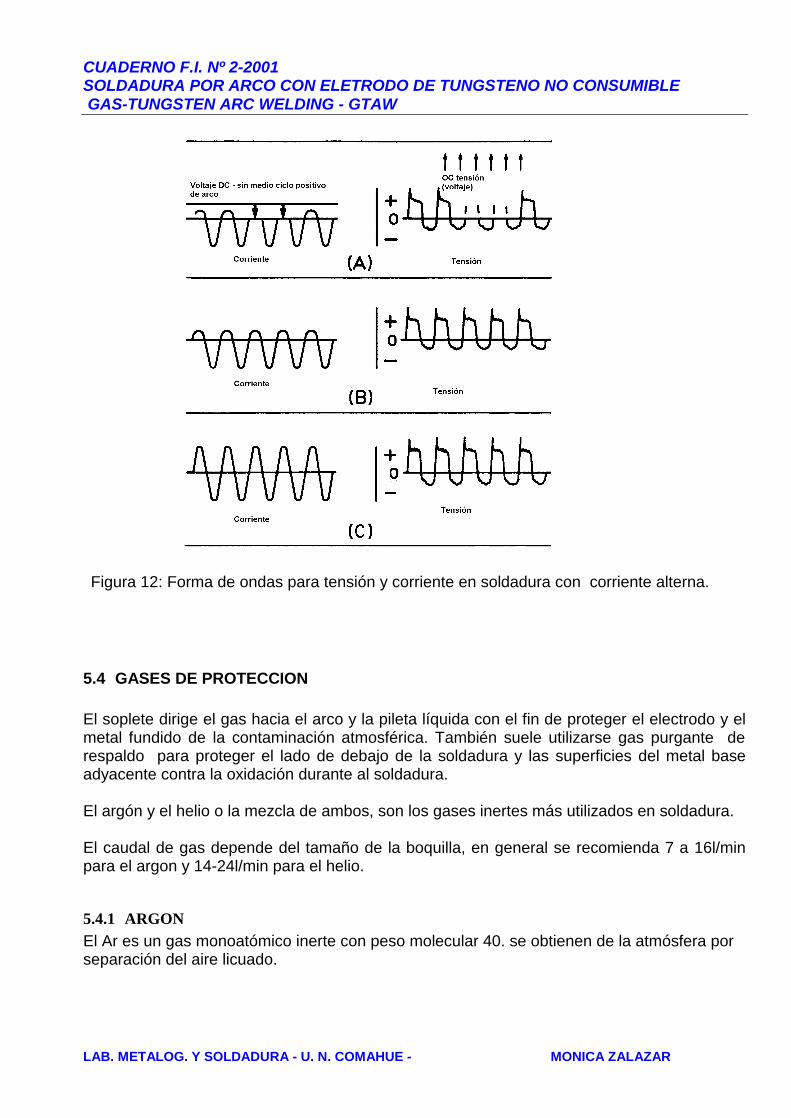
El factor principal que influye en la efectividad de la protección es la densidad del gas. Elargón es aproximadamente una 1,3 veces más denso que el aire y diez veces más densoque el helio. El argón después de salir de la boquilla del soplete, forma un manto sobre elárea de soldadura. El helio, como es más ligero tiende a elevarse alrededor de la boquilla, loque requiere 2 o 3 veces más caudal de helio para igual protección comparada con el argón.La Figura 13 muestra las características voltaje - corriente de arco de estos gases. Vemosque para todos los niveles de corriente el voltaje que se obtienen con helio es mayor que conargón, lo que muestra que el helio ofrece mayor calor disponible. Vemos en la figura quepara el rango de amperajes bajos (50 –150 A) hay un aumento del voltaje al disminuir lacorriente para obtener una misma potencia de arco se requiere mayor amperaje con argon.
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
Por otro lado la estabilidad del arco en corriente continua es muy buena para ambos gases,mientras que con corriente alterna, el argon produce una arco mucho mas estable y buenaacción de limpieza.
5.4.4 MEZCLAS DE ARGON E HIDROGENO
Esta mezcla suele utilizarse en soldaduras automatizadas de aceros inoxidables de pareddelgada donde el hidrógeno no causa ni porosidad ni fisuración en frío. Es posible aumentarla velocidad de soldadura máxima en proporción casi directa a la cantidad de hidrógenoañadida en el argon, en virtud del aumento del voltaje de arco. La cantidad de hidrógeno quepuede agregarse varía con el espesor del metal base y el tipo de unión. Un exceso dehidrógeno causará porosidad.
Las mezclas de argón hidrógeno más comunes contienen 15% de hidrógeno y se usan parasoldar mecánicamente uniones a tope estrechas de acero inoxidables de hasta 1,6mm deespesor a velocidades comparables con las que se obtienen con helio (50% más rápido quecon argon). En soldaduras manuales se prefiere un 5% de hidrógeno.
Figura 13: Relación tensión - corriente para distintos gases de protección
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
5.4.5 GAS DE RESPALDO.
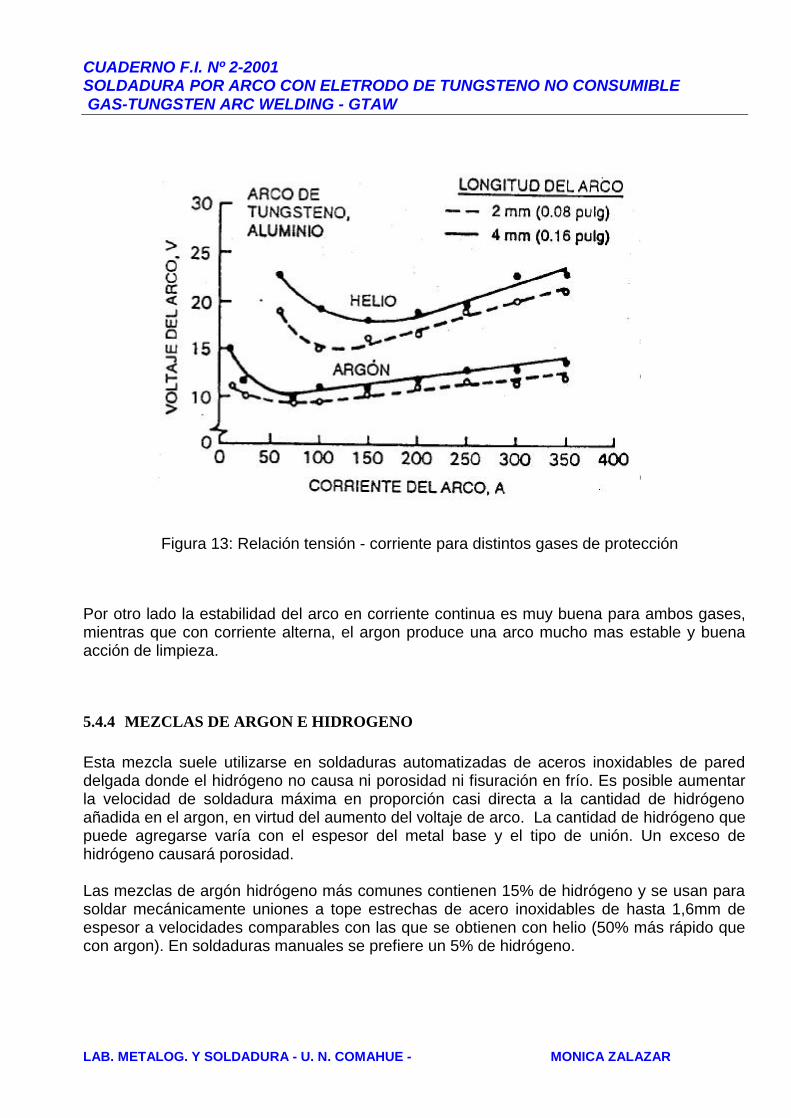
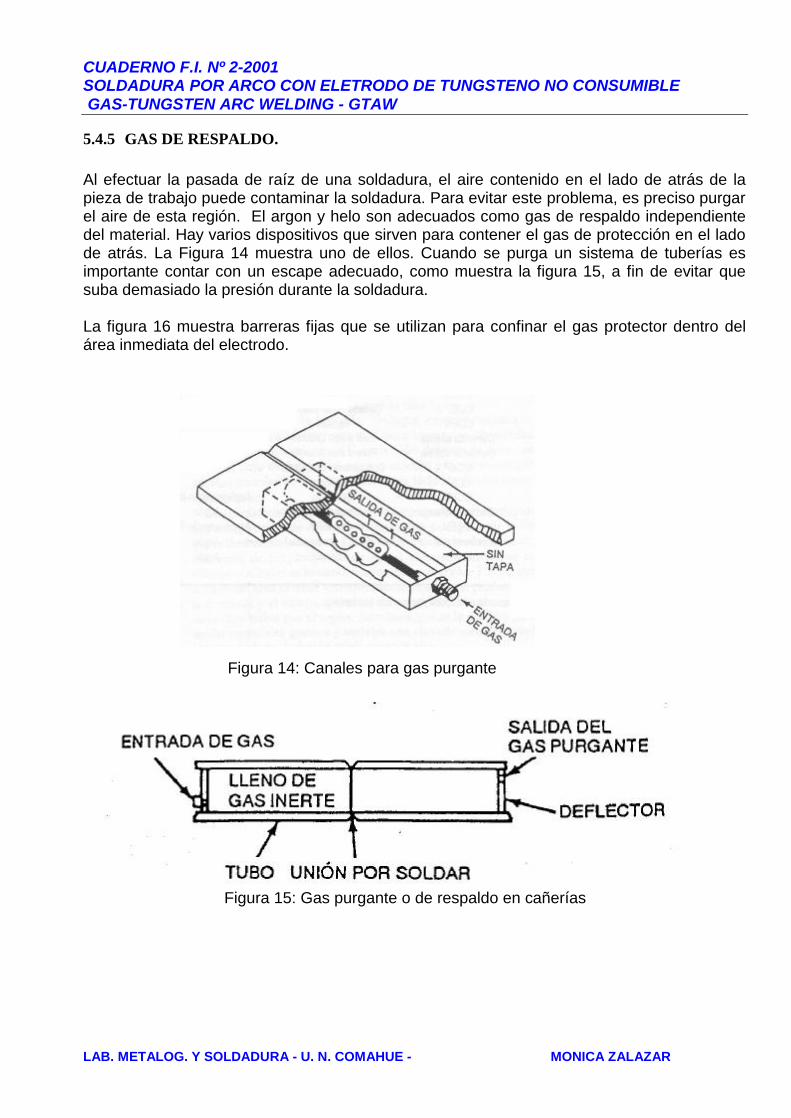
Al efectuar la pasada de raíz de una soldadura, el aire contenido en el lado de atrás de lapieza de trabajo puede contaminar la soldadura. Para evitar este problema, es preciso purgarel aire de esta región. El argon y helo son adecuados como gas de respaldo independientedel material. Hay varios dispositivos que sirven para contener el gas de protección en el ladode atrás. La Figura 14 muestra uno de ellos. Cuando se purga un sistema de tuberías esimportante contar con un escape adecuado, como muestra la figura 15, a fin de evitar quesuba demasiado la presión durante la soldadura.
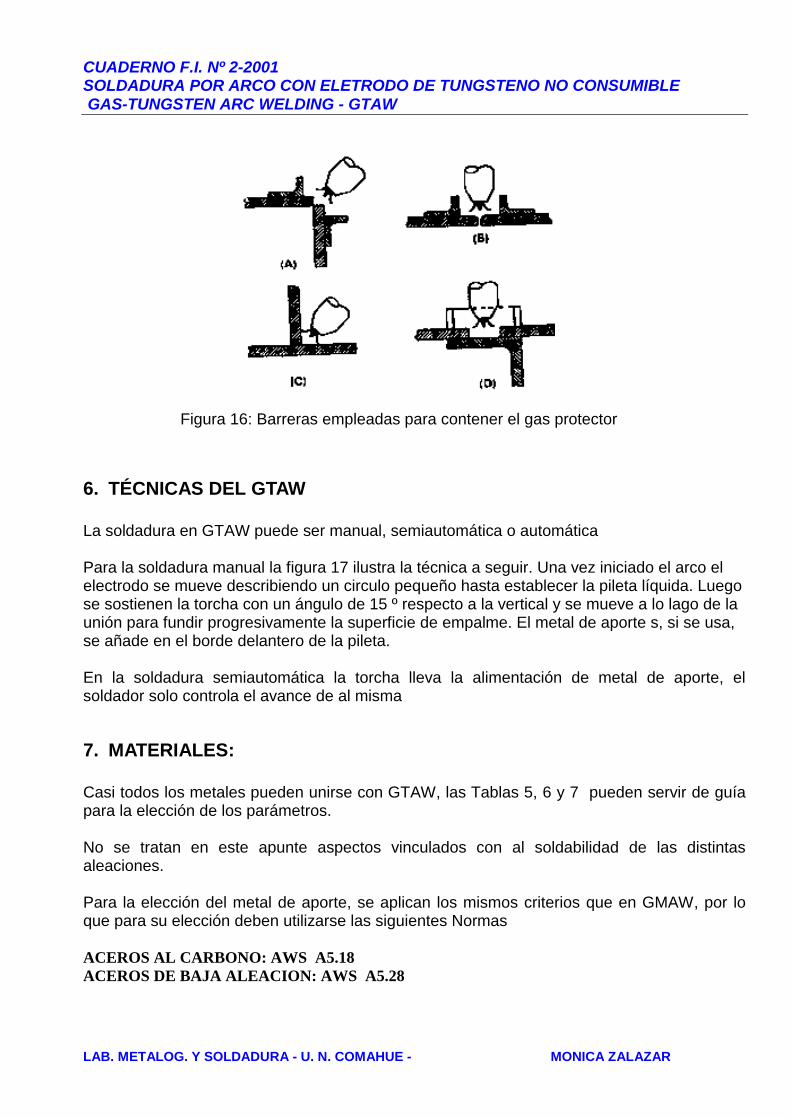
La figura 16 muestra barreras fijas que se utilizan para confinar el gas protector dentro delárea inmediata del electrodo.
Figura 14: Canales para gas purgante
Figura 15: Gas purgante o de respaldo en cañerías
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
6. TÉCNICAS DEL GTAW
La soldadura en GTAW puede ser manual, semiautomática o automática
Para la soldadura manual la figura 17 ilustra la técnica a seguir. Una vez iniciado el arco elelectrodo se mueve describiendo un circulo pequeño hasta establecer la pileta líquida. Luegose sostienen la torcha con un ángulo de 15 º respecto a la vertical y se mueve a lo lago de launión para fundir progresivamente la superficie de empalme. El metal de aporte s, si se usa,se añade en el borde delantero de la pileta.
En la soldadura semiautomática la torcha lleva la alimentación de metal de aporte, elsoldador solo controla el avance de al misma
7. MATERIALES:
Casi todos los metales pueden unirse con GTAW, las Tablas 5, 6 y 7 pueden servir de guíapara la elección de los parámetros.
No se tratan en este apunte aspectos vinculados con al soldabilidad de las distintasaleaciones.
Para la elección del metal de aporte, se aplican los mismos criterios que en GMAW, por loque para su elección deben utilizarse las siguientes Normas
ACEROS AL CARBONO: AWS A5.18ACEROS DE BAJA ALEACION: AWS A5.28
Figura 16: Barreras empleadas para contener el gas protector

CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
ACEROS INOXIDABLES: AWS A5.9ALUMINIO Y SUS ALEACIONES: AWS A5.10
8. DISEÑO DE JUNTAS:
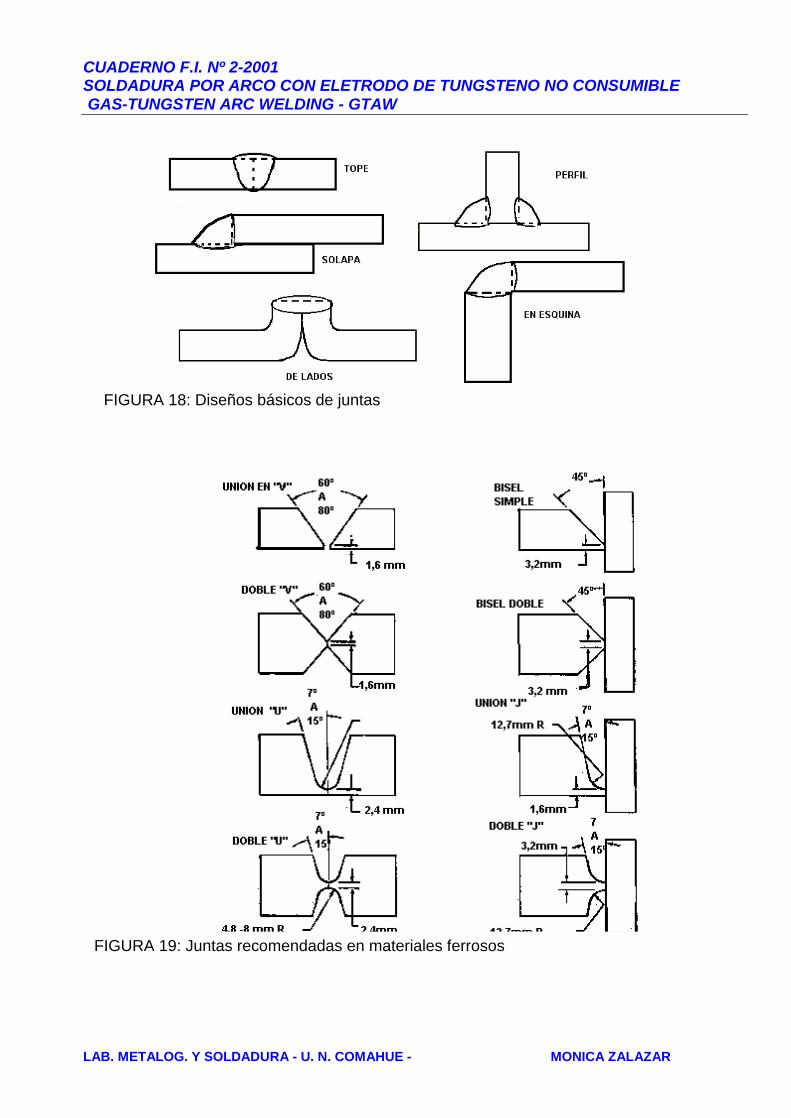
Las cinco uniones básicas que se muestran en la figura 18 se utilizan en soldadura GTAW.De las cuales se realizan variaciones en virtud de las propiedades físicas y metalúrgicas delos distintos materiales. La figura 19 muestra las juntas típicas en soldaduras de aceros.
FIGURA 17: Técnica de soldadura.
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
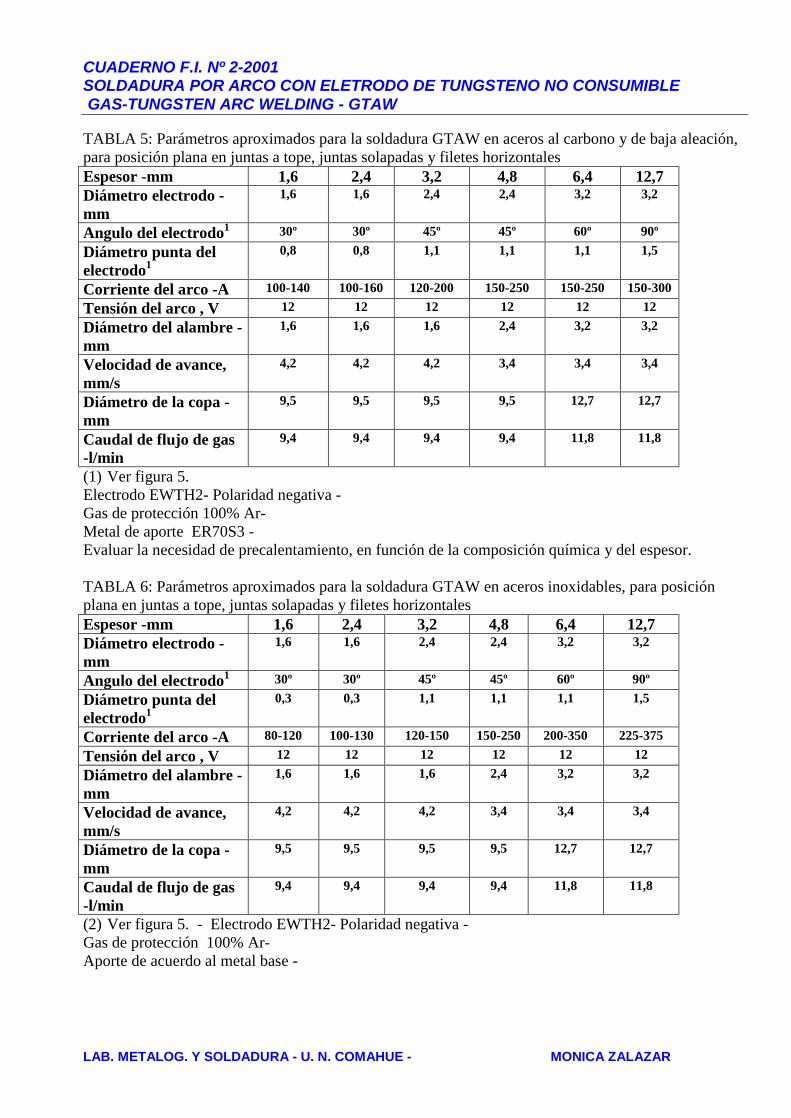
TABLA 5: Parámetros aproximados para la soldadura GTAW en aceros al carbono y de baja aleación,para posición plana en juntas a tope, juntas solapadas y filetes horizontalesEspesor -mm 1,6 2,4 3,2 4,8 6,4 12,7Diámetro electrodo -mm
1,6 1,6 2,4 2,4 3,2 3,2
Angulo del electrodo1 30º 30º 45º 45º 60º 90º
Diámetro punta delelectrodo1
0,8 0,8 1,1 1,1 1,1 1,5
Corriente del arco -A 100-140 100-160 120-200 150-250 150-250 150-300
Tensión del arco , V 12 12 12 12 12 12
Diámetro del alambre -mm
1,6 1,6 1,6 2,4 3,2 3,2
Velocidad de avance,mm/s
4,2 4,2 4,2 3,4 3,4 3,4
Diámetro de la copa -mm
9,5 9,5 9,5 9,5 12,7 12,7
Caudal de flujo de gas-l/min
9,4 9,4 9,4 9,4 11,8 11,8
(1) Ver figura 5.Electrodo EWTH2- Polaridad negativa -Gas de protección 100% Ar-Metal de aporte ER70S3 -Evaluar la necesidad de precalentamiento, en función de la composición química y del espesor.
TABLA 6: Parámetros aproximados para la soldadura GTAW en aceros inoxidables, para posiciónplana en juntas a tope, juntas solapadas y filetes horizontalesEspesor -mm 1,6 2,4 3,2 4,8 6,4 12,7Diámetro electrodo -mm
1,6 1,6 2,4 2,4 3,2 3,2
Angulo del electrodo1 30º 30º 45º 45º 60º 90º
Diámetro punta delelectrodo1
0,3 0,3 1,1 1,1 1,1 1,5
Corriente del arco -A 80-120 100-130 120-150 150-250 200-350 225-375
Tensión del arco , V 12 12 12 12 12 12
Diámetro del alambre -mm
1,6 1,6 1,6 2,4 3,2 3,2
Velocidad de avance,mm/s
4,2 4,2 4,2 3,4 3,4 3,4
Diámetro de la copa -mm
9,5 9,5 9,5 9,5 12,7 12,7
Caudal de flujo de gas-l/min
9,4 9,4 9,4 9,4 11,8 11,8
(2) Ver figura 5. - Electrodo EWTH2- Polaridad negativa -Gas de protección 100% Ar-Aporte de acuerdo al metal base -

CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
Aceros inoxidables austeníticos y ferríticos generalmente no requieren precalentamiento - Acerosinoxidables martensíticos pueden requerir dependiendo del % de carbono.
TABLA 7: Parámetros aproximados para la soldadura GTAW de aleaciones de aluminio, para posiciónplana en juntas a tope, juntas solapadas y filetes horizontales
Espesor -mm 1,6 3,2 4,8 6,4 9,5 12,7Diámetro electrodo -mm
1,6 2,4 3,2 4,0 4,8 6,4
Angulo del electrodo1 Hemiesf. Hemiesf. Hemiesf. Hemiesf. Hemiesf. Hemiesf.
Diámetro punta delelectrodo1
1,6 2,4 3,2 4,0 4,8 6,4
Corriente del arco -A 60-80 125-160 190-220 200-300 330-380 400-450
Tensión del arco , V 15 15 15 15 15 25
Diámetro del alambre-mm
1,6 2,4 3,2 3,2 4,8 6,4
Velocidad de avance,mm/s
4,2 4,2 4,2 4,2 3,4 3,4
Diámetro de la copa -mm
9,5 9,5 11,1 12,7 15,9 15,9
Caudal de flujo de gas-l/min
9,4 9,4 9,4 11,8 11,8 11,8
(3) Ver figura 5.Electrodo EWZr o EWP - Corriente Alterna -Gas de protección 100% Ar- Para 12,7 mm de espesor helio - argón puede incrementar la penetración.Metal de aporte deberá evaluarse en función del metal base -
9. DEFECTOS Y FALLAS:
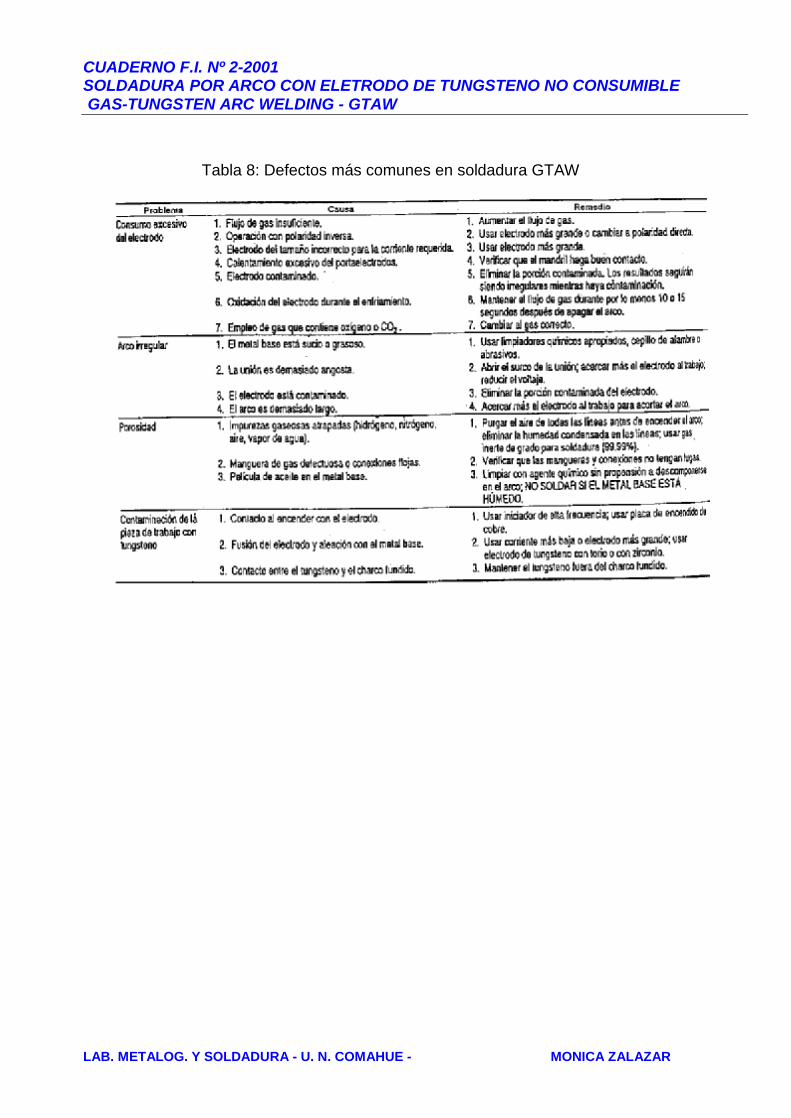
En la Tabla 8 se enumeran brevemente las distintas discontinuidades que puedenpresentarse en este tipo de soldaduras y el modo de corregirlas.
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
FIGURA 18: Diseños básicos de juntas
FIGURA 19: Juntas recomendadas en materiales ferrosos
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
Tabla 8: Defectos más comunes en soldadura GTAW
CUADERNO F.I. Nº 2-2001SOLDADURA POR ARCO CON ELETRODO DE TUNGSTENO NO CONSUMIBLE GAS-TUNGSTEN ARC WELDING - GTAW
LAB. METALOG. Y SOLDADURA - U. N. COMAHUE - MONICA ZALAZAR
10. REFERENCIAS:♦ Welding Handbook- Vm 2 - VIII Ed AWS.♦ Metals Handbook- Vm 6 - X Ed.♦ GTAW - J. F. Lincoln Foundation.
11. INDICE:
1. RESUMEN ___________________________________________________________________ 1
2. INTRODUCCION:_____________________________________________________________ 2
3. VENTAJAS Y LIMITACIONES: _________________________________________________ 3
4. FUNDAMENTOS DEL PROCESO _______________________________________________ 3
5. EQUIPAMIENTO _____________________________________________________________ 4
5.1 SOPLETE O TORCHAS____________________________________________________________ 4
5.2 ELECTRODOS: ___________________________________________________________________ 75.2.1 CLASIFICACION DE LOS ELECTRODOS ________________________________ _________________ 75.2.2 CONFIGURACIÓN DE LA PUNTA DE LOS ELECTRODOS________________________________ ___ 9
5.3 FUENTE DE PODER______________________________________________________________ 115.3.1 CORRIENTE CONTINUA ________________________________ ______________________________ 135.3.2 CORRIENTE ALTERNA ________________________________ _______________________________ 16
5.4 GASES DE PROTECCION_________________________________________________________ 175.4.1 ARGON ________________________________ ________________________________ _____________ 175.4.2 HELIO ________________________________ ________________________________ ______________ 185.4.3 CARACTERÍSTICAS DEL ARGON Y EL HELIO ________________________________ ___________ 185.4.4 MEZCLAS DE ARGON E HIDROGENO ________________________________ __________________ 195.4.5 GAS DE RESPALDO. ________________________________ ________________________________ __ 20
6. TÉCNICAS DEL GTAW _______________________________________________________ 21
7. MATERIALES: ______________________________________________________________ 21
8. DISEÑO DE JUNTAS: ________________________________________________________ 22
9. DEFECTOS Y FALLAS:_______________________________________________________ 24
10. REFERENCIAS: _____________________________________________________________ 27
11. INDICE: ____________________________________________________________________ 27