sistema automatizado de mantenimiento … · resumen la presente investigación tuvo como objetivo...
TRANSCRIPT

REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE ESTUDIOS PARA GRADUADOS
PROGRAMA DE POSTGRADO EN GERENCIA DE MANTENIMIENTO
SISTEMA AUTOMATIZADO DE MANTENIMIENTO PARA LABORATORIOS DE INVESTIGACIÓN Y SERVICIOS DEL SECTOR PÚBLICO
Trabajo de Grado presentado ante la
Ilustre Universidad del Zulia para optar al Grado Académico de
MAGÍSTER SCIENTIARUM EN GERENCIA DE MANTENIMIENTO
Autor: Ricardo José Báez Galué Tutora: Ana Irene Rivas
Maracaibo, noviembre de 2013

DEDICATORIA A DIOS Y LA VIRGEN MARIA, por darme vida y salud para lograr este nuevo triunfo
con la gran satisfacción de culminar esta nueva etapa de mi carrera y de mi vida.
A MIS ABUELOS, PAPA RAMON, PAPA BRAULIO, MAMA EFIGENIA y MAMA MENA,
quienes estarán muy orgullosos de mí, y que siempre cuento con su apoyo para
abrirme todos los caminos, y lograr todas mis metas.
A MIS PADRES, Ramón, Chabela y La Negra, por darme siempre su apoyo, ejemplo,
confianza y toda la fuerza necesaria para lograr esta nueva meta, gracias por ser tan
especiales.
A MI ESPOSA, Maricel, pilar fundamental para el logro de esta nueva meta, quien
siempre me ha dado todo su apoyo, confianza y fuerza necesaria para lograr cumplir
con todos los objetivos. Gracias por ser tan maravillosa.
A MIS HIJOS, José y Mari, por ser mi más grande inspiración para lograr todas mis
metas, y por permitirme darles mi mejor ejemplo. Los amo.
A MIS HERMANOS, Eduardo, Carolina y José Ramón, por su gran apoyo y toda su
ayuda durante toda mi carrera.
A MIS AMIGOS y a todas aquellas personas que siempre me apoyaron.
AGRADECIMIENTO A LA UNIVERSIDAD DEL ZULIA, División de postgrado y todos sus profesores, por
permitirnos aprovechar hasta el máximo los conocimientos impartidos en los salones de
clases y volcarlos hacia la ejecución de esta investigación.
A LA PROFESORA, Ana Irene Rivas, quien me brindo su asesoría y todo su apoyo para
la culminación de este Trabajo de Grado. Más que una excelente profesora, un ser
humano especial.
A LAS EMPRESAS, que me permitieron el acceso a información clave en la
investigación sobre los procesos de innovación.
AL PERSONAL, de las organizaciones seleccionadas para el estudio quienes
gentilmente nos respondieron a todas las preguntas del cuestionario.
A TODAS AQUELLAS PERSONAS, que con sus aportes académicos hicieron posible
el desarrollo de este trabajo y su feliz culminación.

Báez Galué, Ricardo José. Sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público (2013). Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo. Venezuela. 151 pp. Tutora: Ana I. Rivas.
RESUMEN La presente investigación tuvo como objetivo diseñar de un sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público. Se realizó mediante un estudio descriptivo, transeccional, de campo y no experimental, sustentada en los aportes teóricos de Newbrough (1994), De la Cruz (2010), Duffuaa (2004) y Gómez (1998). Los informantes fueron cincuenta (50) empleados distribuidos en los distintos departamentos de la empresa utilizada para el estudio. La recopilación de la información se realizó por observación mediante encuesta, a través de un cuestionario de treinta y dos (32) ítems tipo escala de Likert, validado por tres (3) expertos. La investigación demostró la importancia del eficiente funcionamiento de equipos en las diferentes áreas de los laboratorios de investigación y servicio, los cuales van a determinar la adecuada respuesta en las operaciones y actividades planificadas que tengan la organización. La paralización total del equipo y del proceso productivo no son sucesos que ocurran con frecuencia, por cuanto los equipos no se encuentran en estado de tal gravedad como para que ocurra una falla total. Se propone adiestrar y capacitar al personal involucrado acerca de sistema de mantenimiento que se propone, de manera que pueda aprovecharse al máximo los beneficios que ofrece dicho programa. Asimismo, sugerir la implantación del sistema automatizado de mantenimiento propuesto, por cuanto permite medir la efectividad y la adecuada gestión en la utilización de recursos materiales, económicos, humanos y de tiempo, con el propósito de lograr el mejor aprovechamiento de los equipos. Palabras Clave: Laboratorios de investigación, diseño, sistema, automatización, mantenimiento. E-mail del autor: [email protected]

Báez Galué, Ricardo José. Automated maintenance for research laboratories and public quadrant services (2013). Trabajo de Grado. Universidad del Zulia. Facultad de Ingeniería. División de Postgrado. Maracaibo. Venezuela. 151 pp. Tutora: Ana I. Rivas.
ABSTRACT The present study objective was an automated maintenance and research laboratories public sector services. We performed a descriptive, transactional, and non-experimental field, based on the theoretical contributions of Newbrough (1994), De la Cruz (2010) , Duffuaa (2004 ) and Gomez (1998). The informants were fifty (50) employees in the various departments of the company used for the study. The data collection was performed by observation through a survey through a questionnaire of thirty-two (32) Likert-type items, valid for three (3) experts. The research showed the importance of the efficient operation of equipment in different areas of research and service laboratories, which will determine the appropriate response operations and planned activities with the organization. The stoppages of equipment and production process are not events that occur frequently, because the teams are not in a state of such gravity as to total failure. It is proposed to train and train personnel involved concerning maintenance system is proposed, so you can take full advantage of the benefits offered such a program. Also suggest the implementation of the system proposed maintenance, since it allows measuring the effectiveness and proper management in the use of material resources, financial, human and time, in order to achieve the best use of the equipment. Key words: Laboratories for research, design, system automation, maintenance. E-mail: [email protected]

ÍNDICE DE CONTENIDO
PáginaAPROBACIÓN ……………………………………………………………………. 3 DEDICATORIA……………………………………………………………………. 4 AGRADECIMIENTO ..……………………………………………………………. 5 RESUMEN…………………………………………………………………………. 6 ABSTRACT………………………………………………………………………… 7 ÍNDICE DE CONTENIDO………………………………………………………… 8 ÍNDICE DE TABLAS ………………………………………………………….. 11 ÍNDICE DE FIGURAS……..……………………………………………………… 12 INTRODUCCIÓN………………………………………………………………….. 13 CAPÍTULO I. EL PROBLEMA
1.1. Planteamiento del problema…….………………………………………... 16 1.2. Objetivos de la investigación …………………………………………….. 18
1.2.1. Objetivo general …………………………………….……………… 18 1.2.2. Objetivos específicos ……………………………………………. 19
1.3. Justificación ………..……………………………………………………… 19 1.4. Delimitación …..…………………………………………………………… 20 1.5. Descripción de herramientas, normas y software utilizados..……… 20
CAPÍTULO II. MARCO TEÓRICO
2.1. Antecedentes de la investigación ..……………………………………. 22 2.2. Fundamentos teóricos ………………………………………………….. 33
2.2.1. Mantenimiento ……………………………………………………. 33 2.2.2. Objetivos del mantenimiento ……………..…………………….. 34 2.2.3. Sistemas de informacion de mantenimiento .………………… 36
2.2.3.1. Inventario de los objetos ..…………………………….. 37 2.2.3.2. Codificación de los objetos de mantenimiento ………. 37 2.2.3.3. Registros de objetos de mantenimiento ………………. 38 2.2.3.4. Instrucciones técnicas …………………………………… 38 2.2.3.5. Procedimiento de ejecución ……………….………….. 38 2.2.3.6. Programación de mantenimiento …………….…….…. 39 2.2.3.7. Actividades de planeación …….………….……….…… 39 2.2.3.8. Actividades de organización ……………………….….. 41 2.2.3.9. Actividades de control …………………………….….… 42 2.2.3.10. Administración orientada a la calidad y capacitación.. 43 2.2.3.11. Comportamiento humano ………………………….... 43
2.2.4. Fallas …………………………………………………….………… 44 2.2.4.1. Tipos de fallas ……………………………………….….. 44

2.2.5. Análisis de criticidad de los equipos …………………………… 46 2.2.5.1. Clasificación de los equipos de acuerdo a su criticidad 47
2.2.5.1.1. Equipo crítico ………………………………… 47 2.2.5.1.2. Equipo semi crítico ………………………….. 48 2.2.5.1.3. Equipo no crítico ..……………..…………… 48
2.2.6. Tipos de mantenimiento ………………………………………… 49 2.2.7. Mantenimiento productivo total ………………………………… 56
2.2.7.1. Caracteristicas del mantenimiento productivo total … 56 2.2.7.2. Estrategias del mantenimiento productivo total …….. 57
2.2.7.2.1. Tipos de perdidas debido sobretodo al uso del equipo …………………………………………………. 57 2.2.7.2.2. Tipos de perdidas relativas a recursos humanos ………………………………………………….. 58 2.2.7.2.3. Tipos de perdidas relativas a los materiales y fuentes de energía …………………………………….. 58
2.3. Sistemas de variables …………………………………………………… 58 2.3.1. Definición nominal ………………………………………………… 58 2.3.2. Definición conceptual ……………………………………………. 58 2.3.3. Definición operacional ……………………………………………. 59 2.3.4. Tabla operacional de variables ………………………………….. 59
CAPÍTULO III. MARCO METODOLÓGICO
3.1. Tipo de investigación ………….…………………………………………. 61 3.2. Diseño de la investigación ………………………………………………. 62 3.3. Población …………………………………………………………………... 63 3.4. Técnicas de recolección de datos ………….…………………………… 64 3.5. Análisis de datos …………………………………………………………. 67 3.6. Procedimiento de la investigación …………………..………………… 68
CAPÍTULO IV. RESULTADOS Y DISCUSIÓN 4.1. Presentación y análisis de los resultados ………………………………… 70 4.2. Análisis y discusión de los resultados …………………………………… 71 CAPÍTULO V. DISEÑO DE UN SISTEMA AUTOMATIZADO DE MANTENIMIENTO PARA LABORATORIOS DE INVESTIGACIÓN Y SERVICIOS 5.1. Introducción…………………………………………………………………... 92 5.2. Objetivos ……………………………………………………………………... 93 5.3. Justificación ………………………………………………………………….. 93 5.4. Alcance ……………………………………………………………………….. 94 5.5. Marco teorico ………………………………………………………………… 94 5.6. Sistema productivo ………………………………………………………….. 95

5.7. Inventarios……………………………………………………………………. 96 5.8. Sistemas de codificación……………………………………………………. 97 5.9. Presentación del Sistema automatizado de mantenimiento……………. 101 CONCLUSIONES…………………………………………………………………. 126 RECOMENDACIONES…………………………………………………………… 128 REFERENCIAS BIBLIOGRÁFICAS…………………………………………….. 129 ANEXOS …………………………………………………………………………... 132

ÍNDICE DE TABLAS
Tabla Página
1 Tipos de objetivos de mantenimiento ……………………………….. 34
2 Operacionalización de la variable …………………………………… 60
3 Experto encargados de la validación del instrumento ……………. 66
4 Baremo para interpretación de la desviación estándar ………….. 68
5 Equipos pertenecientes al laboratorio de ambiente ……………… 71
6 Equipos pertenecientes al laboratorio de carbón …………………... 73
7 Equipos pertenecientes al laboratorio de cromatografía …………. 76
8 Equipos pertenecientes al laboratorio de petróleo ………………… 77
9 Equipos pertenecientes al laboratorio de metalurgia ……………… 79
10 Inventario de equipos presentes en los laboratorios de investigación y servicio ………………………………………………...
80
11 Sistemas de Codificación…………………………………………….. 82
12 Especificaciones técnicas……………………………………………... 83
13 Fallas totales……………………………………………………………. 85
14 Fallas parciales…………………………………………………………. 86
15 Fallas intermitentes…………………………………………………… 87
16 Equipos Críticos………………………………………………………… 88
17 Equipos semicríticos…………………………………………………… 89
18 Equipos no críticos…………………………………………………….. 90
19 Registro de inventario………………………………………………… 97
20 Modelo de Código Integral: Área de equipos y mobiliarios……… 98

ÍNDICE DE FIGURAS
Figura Página
1 Clasificación del mantenimiento planeado …………………………… 54
2 Inventario de equipos presentes en los laboratorios de investigación y servicio………………………………………………….
81
3 Sistemas de codificación………………………………………………. 82
4 Especificaciones técnicas………………………………………………. 83
5 Fallas totales…………………………………………………………….. 85
6 Fallas parciales………………………………………………………….. 86
7 Fallas intermitentes…………………………………………………….. 87
8 Equipos Críticos………………………………………………………….. 89
9 Equipos semicríticos…………………………………………………….. 90
10 Equipos no críticos………………………………………………………. 91

INTRODUCCIÓN El mantenimiento se ha convertido en una necesidad evidente de los sistemas de
producción y servicios a nivel mundial. Por ello, existen motivos que justifican la
existencia de planes de mantenimiento preventivo en áreas específicas, por cuanto
estos, la mayoría de las veces resultan en beneficio directo e indirecto del sistema.
De ahí que el mantenimiento es considerado hoy en día un factor estratégico cuando
se busca incrementar los niveles de productividad, calidad y seguridad en las empresas
lógicas a producir servicios, debido a la gran cantidad de información que se necesita
tener organizada y actualizada para llevar a cabo una buena gestión de mantenimiento,
resulta necesario auxiliarse de un sistema computarizado que permita documentar y
mantener accesible toda esa información. Es por ello, que se hace uso en la mayoría de
los casos de un software de mantenimiento, para contribuir a planificar y programar la
mejor utilización de los recursos tecnológicos, humanos y financieros, asignados al
servicio de mantenimiento para el cumplimiento de sus funciones y la solución de
problemas técnicos.
Así, en materia de mantenimiento industrial, es la función que se encarga de la
planificación y ejecución de ciertas acciones, que tienen como propósito principal
preservar o restablecer un sistema productivo o un equipo a un estado de operación
específica, para que así pueda cumplir con las metas propuestas. Sin embargo, uno de
los problemas a los que se enfrentan las empresas hoy es el manejo del mantenimiento
como una acción correctiva, generando retrasos en la planificación de actividades a
ejecutar así como en su sistema productivo.
Por tal razón, en toda organización debe existir una adecuada gestión de
mantenimiento en donde exista un programa que se planifique y ejecute con acciones
de prevención, por cuanto permiten lograr una mejor y mayor coordinación en la
ejecución de las actividades planificadas.
El diseño de un plan de mantenimiento, tomando en cuenta los requerimientos y
características de cada empresa o institución, necesita de inventario de todos los

14
equipos de manera que permita identificar y seleccionar a cada uno de acuerdo a su
complejidad y criticidad de manera rápida y efectiva a través de un sistema de
codificación por medio del cual el personal que labora allí reconocerá los equipos.
En el caso particular de los laboratorios de investigación y servicio (I&S), se diseñará
un plan computarizado de gestión de mantenimiento para sus equipos y maquinarias
contemplando toda la información necesaria que permita cumplir de forma adecuada y
segura las labores de mantenimiento y de esta manera maximizar la eficacia de los
mismos garantizando la disponibilidad y calidad del servicio que ofrecen estas
instituciones.
Sobre la base de las ideas expuestas, se realizará una investigación sobre el Diseño
de un sistema automatizado de mantenimiento para laboratorios de investigación y
servicios del sector público (I&S) en el Estado Zulia. Por tanto, la estructura de la
investigación está configurada de la siguiente manera:
Capítulo I, El problema: se plantea la necesidad de realizar la investigación, desde el
ámbito global hasta el impacto local, se describe profundamente la problemática a partir
de la cual surgió la investigación. A continuación, se presentan las interrogantes
generadas del análisis del problema, de las cuales se plantean el objetivo general y los
objetivos específicos de la investigación. Se establece la delimitación temporal y teórica
y la justificación de la misma, enfocándose esta última en su aporte científico y práctico.
Capítulo II, Marco teórico: se presentan los antecedentes y se construye el marco
conceptual y las bases teóricas para brindar un soporte documental a la presente
investigación. Se establecen los lineamientos teóricos en los cuales se basará la
investigación y se esquematizan en el cuadro de variables.
Capítulo III, Marco metodológico: se explican los lineamientos científicos y
metodológicos seguidos para realizar la presente investigación. Se establece el tipo y
diseño de la investigación, la población y muestra, la técnica e instrumento para la
recolección de datos, el análisis de los mismos, así como las fases de la investigación.
Capítulo IV, Resultados de la investigación: se exponen los resultados generados
por medio de la encuesta realizada al personal de las empresas seleccionadas. Se
15
muestra la discusión de resultados por objetivos específicos, dimensiones e
indicadores.
Finalmente, en el Capítulo V, Diseño arquitectónico y de interfaz de un sistema de
mantenimiento, en lo cual se pretende presentar las acciones que impulsen a mejorar la
identificación y análisis de las actividades y acciones a seguir en la gestión adecuada
de mantenimiento en laboratorios de investigación y servicio, para mejorar sus planes
de gestión, así como mostrar un abanico de posibilidades para mitigar fallas y
paralización del proceso productivo.

CAPÍTULO I
EL PROBLEMA Toda investigación inicia con el interés del investigador por un tema en
correspondencia con el campo de estudio y con las competencias que posea, haciendo
uso de diferentes fuentes generadoras de ideas o que puedan darle una forma concreta
a una idea muy incipiente.
Por ello, Bernal (2000) y Hurtado (2008) reconocen que el problema de investigación
es un objeto de reflexión, sobre el cual se percibe la necesidad de conocer y estudiar,
por cuanto se encuentra relacionado con aquello que no conocemos y que necesitamos
saber para satisfacer necesidades sociales y humanas.
Por tanto, en esta sección se presentan aspectos importantes sobre las condiciones
que enmarcan el desarrollo de la investigación, como una breve descripción de la
necesidad observada, su visión a nivel nacional y especifico, para posteriormente
plantear el aspectos que describan del problema, objetivos, justificación, delimitación
del estudio, entre otros talantes que ofrecen una visión integral del mismo.
1.1. Planteamiento del Problema Dada la situación socio económica en el país, se ha conllevado a que pequeñas y
medianas empresas de diversos sectores, incluyendo aquellas que pertenecen a la
rama de servicio e investigación y desarrollo, carezcan en gran medida de los
mecanismos mínimos de mantenimiento necesarios para el correcto desarrollo de sus
operaciones.
De allí, que la gran mayoría de las organizaciones de investigación y servicio tiene
como función principal la continuidad operacional de la batería de equipos tanto
materiales como profesionales con el propósito de satisfacer las necesidades de los
clientes, la cual solo se puede garantizar si se evitan posibles interrupciones en los
17 procesos realizados por las mismas, siendo indispensable conocer las causas que
originan las fallas en los equipos.
Por ello, se observa cada día la creación y el fortalecimiento de organizaciones
destinadas a diseñar y ejecutar planes de mantenimiento, así como la sofisticación de
instrumentos de protección-medición, por cuanto la ingeniería de mantenimiento pasa a
desarrollar criterios de predicción o previsión de fallas, visando la optimización de la
actuación de los equipos de ejecución de mantenimiento.
El mantenimiento de equipos y maquinaria en una organización es considerado uno
de los aspectos más importantes dentro de las funciones a contemplarse dentro de su
desarrollo, por cuanto de a partir de ellos depende la óptima operatividad y el eficiente
funcionamiento durante su periodo de vida útil.
Por ende, los laboratorios de investigación y servicio, tienen establecido políticas en
el área de mantenimiento, las cuales permiten garantizar e incrementar la disponibilidad
de los equipos, prolongando su vida útil y/o su capacidad nominal o estándar. Sin
embargo, a pesar que las políticas en la actualidad se ejecutan, no se realizan de
manera eficiente, lo que determina la falta de control efectivo en lo que respecta a la
planificación y programación del mantenimiento. Esto afecta el desempeño global de las
organizaciones de investigación y desarrollo, reflejándose el incremento en los costos,
en la confiabilidad de los resultados de análisis y en la insatisfacción de los usuarios al
momento de solicitar un servicio.
Así, los sistemas de mantenimiento que permiten asegurar todas las operaciones de
vigilancia, conservar de manera sistemática y de reparación los equipos, y mantener la
confiabilidad y disponibilidad de los equipos e instalaciones de las empresas dedicadas
al servicio de procesamiento de muestras y de investigación de la región. Actualmente
presentan problemas de eficiencia que impiden garantizar el buen funcionamiento de
los mismos; ya que las organizaciones en la mayoría de los casos, solo aplican el
mantenimiento correctivo en el momento de presentarse fallas en los equipos
destinados a la producción o fabricación de bienes y/o servicios para el cliente, lo que
impide satisfacer eficientemente sus necesidades, y generan mayores gastos para la
empresa.
Por esta razón, una adecuada gestión de logística en lo referente a las actividades
de mantenimiento en los equipos de investigación y servicio, es una de las funciones a

18 desarrollar por las organizaciones hoy en día, tratando en lo posible la menor afección
en cuanto a las actividades de planificación y desarrollo de los procesos que se
involucran para obtenerlos.
Además, la falta de generación de órdenes de trabajo por parte del departamento de
mantenimiento causa retrasos en la recuperación de los equipos, sin dejar de lado el
mantenimiento inadecuado de los mismos, el cual no obedece a recomendaciones del
fabricante, pero tampoco a las mejores prácticas seguidas por empresas que brindan
este servicio de control.
Asimismo, se presenta la carencia de patrones de prioridad o criticidad que regule la
dirección del mantenimiento hacia los equipos de mayor relevancia, ya que de manera
descontrolada se realizan las acciones correctivas pertinentes, sin que estas se
encuentren debidamente planificadas ni programadas, ocasionando las reparaciones
sin jerarquizar la importancia de los equipos.
En tal sentido, lo expuesto anteriormente conlleva al diseño de un programa de
mantenimiento que permita realizar actividades destinadas a mejorar los objetivos
técnicos para incrementar la productividad de los laboratorios de investigación,
utilizando menos cantidad de recursos en la producción de los servicios. Así mismo, se
pretende que el trabajo se realice con seguridad, logrando con esto reducir el tiempo y
los costos de mantenimiento.
Basándose en los aspectos anteriormente expuestos, existe la necesidad de mejorar
la gestión de mantenimiento, por tanto, a partir de ello, surge la siguiente interrogante:
¿Se podrá diseñar un sistema automatizado de mantenimiento para laboratorios de
investigación y servicio del sector público?
1.2. Objetivos de la investigación 1.2.1. Objetivo General
Diseñar de un sistema automatizado de mantenimiento para laboratorios de
investigación y servicios del sector público.

19 1.2.2. Objetivos Específicos
Describir los equipos e instalaciones de los laboratorios de investigación y
servicio sujetos a esta investigación.
Describir las fallas funcionales de los equipos e instalaciones en los laboratorios
de investigación y servicio.
Evaluar la criticidad de los equipos e instalaciones investigadas en relaciones al
impacto en la prestación de servicios y ambiente.
Establecer el diseño arquitectónico, procedimental y de interfaz que permita el
desarrollo del software.
1.3. Justificación La elaboración de esta investigación pretende el desarrollo de un sistema
automatizado para la programación y el seguimiento efectivo de todas las actividades
de mantenimiento que se desarrollen en los laboratorios de investigación y servicio del
sector público.
El uso de un programa computarizado de planeación de actividades para el control
de operación de equipos permite la generación automática de la programación anual de
mantenimiento, así como el seguimiento de las órdenes de trabajo, la automatización de
los procedimientos manuales existentes, ahorrando así tiempo efectivo y operativo,
permitiendo una mayor confiabilidad en la gestión de mantenimiento. Además, el logro
de una actualización más eficaz de la información manejada, llevando a cabo un mejor
control de la programación y planificación de actividades.
El presente estudio evidencia desde el punto de vista teórico, un aporte importante
de nuevos conocimientos y la reunión de los conceptos existentes de los aspectos
utilizados en el mantenimiento de equipos en laboratorios de investigación y servicio,
necesarios para el diseño y planificación de actividades para el control y toma de
decisiones oportunas frente a hechos indeseados con dichos equipos, lo cual es
fundamental para perpetuar la efectividad del proceso productivo.

20 De igual manera, este estudio un aporte sobre esta materia en el Estado Zulia,
debido a que sus resultados pueden servir de referencia en otras áreas, así como
también genera nuevos aspectos para la recolección y análisis de datos, por cuanto con
el desarrollo de un programa computarizado, será posible realizar estudios de
historiales que influyan notablemente en la acertada toma de decisiones en lo que a
acciones de mantenimiento se refiera.
1.4. Delimitación El análisis de la variable de investigación será realizada en los laboratorios de
investigación y servicio de la región zuliana, en el área de Mantenimiento Mayor,
siguiendo la línea de investigación Gestión de Mantenimiento, la temática central se
enmarca en el ámbito de la Automatización de Procesos para la Gestión de
Mantenimiento. En lo que respecta al espacio temporal, el estudio se llevó a cabo desde
mayo de 2011 y julio de 2013.
Fueron objeto de estudio los laboratorios de investigación y servicios del sector
público ubicados en el Estado Zulia.
1.5. Descripción de herramientas, normas y software utilizados
En la presente investigación se utilizaran estudios metodológicos devenidos de las
referencias bibliográficas consultadas, como instrumento de investigación la encuesta y
la aplicación de la normativa vigente de la República Bolivariana de Venezuela, en
especial circunstancia la Gaceta Oficial Numero 39.633 de fecha 14 de Marzo de 2011,
Resolución Numero 025, la cual dispone la implementación del Software Libre en toda
la Administración Pública Nacional desarrollados con estándares abiertos, en sus
sistemas, proyectos y servicios informáticos, siendo ratificado en su Artículo Primero el
cual reza:
Artículo 1. “Establecer el uso de Canaima GNU/Linux como sistema
operativo de Software Libre en las estaciones de trabajo de los
Órganos y Entes de la Administración Publica Nacional de la República
Bolivariana de Venezuela, con el propósito de homogeneizar y

21
fortalecer la plataforma tecnológica del Estado Venezolano, así como
dar cumplimiento al marco legal vigente”.
El Software a utilizarse será el PHP, que es un acrónimo recursivo que significa PHP
Hypertext Pre-processor (inicialmente PHP Tools, o, Personal Home Page Tools). Su
lenguaje de programación va orientado al desarrollo de aplicaciones web dinámicas con
acceso a información almacenada en una base de datos. Dicho Software es libre, lo que
se presenta como una alternativa de fácil acceso para todos y posee una gran
capacidad de conexión con la mayoría de los motores de base de datos que se utilizan
en la actualidad, se destaca su conectividad con MySQL.
MySQL es un sistema de gestión y administración de bases de datos relacional. Una
base de datos es una colección estructurada de tablas que contienen datos. Esta puede
ser desde una simple lista de compras a una galería de pinturas o el vasto volumen de
información en una red corporativa, mientras que, una base de datos relacional archiva
datos en tablas separadas en vez de colocar todos los datos en un gran archivo. Esto
permite velocidad y flexibilidad. Las tablas están conectadas por relaciones definidas
que hacen posible combinar datos de diferentes tablas sobre pedido.
MySQL es software de fuente abierta. Fuente abierta significa que es posible para
cualquier persona usarlo y modificarlo. Cualquier persona puede bajar el código fuente
de MySQL y usarlo sin pagar. Cualquier interesado puede estudiar el código fuente y
ajustarlo a sus necesidades.

CAPÍTULO II
MARCO TEÓRICO En esta sección supone más que la exposición de teorías, enfoques o tendencias
propuestas por diversos autores, por lo que se le considera como la disertación
argumentada de quien investiga en relación con las variables, dimensiones e
indicadores. Es por ello, que en este capítulo se exponen los fundamentos teóricos que
se requieren para la comprensión del estudio, así como, antecedentes de
investigaciones relacionados con el tema objeto estudio de manera que se puedan
entender los aspectos básicos del mismo.
2.1. Antecedentes de la investigación FINOL (2002), realizó una investigación titulada “Diseño de un sistema de
mantenimiento preventivo para los equipos para Empresas de Servicio de Alimentos”,
dirigida a proponer un sistema de mantenimiento preventivo que garantice el eficiente
funcionamiento y control de los equipos e instalaciones de las empresas de servicio de
alimentos, reduciendo los tiempos de funcionamiento inadecuados y los gastos de
mantenimiento.
Sus objetivos específicos plantearon la revisión de las actividades de la planta, de
los equipos y de la producción de las empresas de servicio de alimentos, la evaluación
del comportamiento de los equipos que forman parte del proceso productivo de las
empresas de servicio de alimentos, la determinación de la criticidad de los equipos
involucrados directamente con el proceso de las empresas de servicio de alimentos, el
establecimiento de actividades y formatos para el control de trabajos, equipos,
inventario y costos relacionados con el servicio de alimentos, para finalmente planificar
y programar adecuadamente los recursos humanos, materiales y administrativos
requeridos para la ejecución de los trabajos de mantenimiento preventivo.
23 Este estudio que posee diseño de investigación de campo, utilizando en primer lugar
la observación directa que conecta al investigador con la realidad y la aplicación de las
técnicas de entrevistas y cuestionarios a los empleados que intervienen en el proceso
del servicio de alimentos. Por ello, este estudio realizó un análisis sistemático que
permitió describir y explicar las causas y efectos del mal funcionamiento de dichos
equipos, para lograr así, reducir los tiempos de funcionamiento inadecuados y los
gastos de mantenimiento.
Con la investigación se concluyó que cualquier empresa que opere
mecanizadamente, requiere un programa de mantenimiento preventivo que permita
garantizar un control seguro en el mantenimiento de los equipos, previniendo el listado
de actividades y la secuencia de las mismas que han de ser ejecutados en el periodo
establecido para así garantizar el buen funcionamiento de los equipos y de las
actividades del proceso productivo que son sumamente importantes para el logro de las
metas empresariales. Este estudio permitió detectar importantes hallazgos que fueron
considerados dentro de las definiciones conceptuales en el sistema de variables de esta
investigación.
WILDMAN (2003), desarrolló una investigación sobre un “Sistema computacional
para el control de equipos y trabajos en Empresas Productoras de Vino”, el cual
contempla como objetivo principal desarrollar un sistema de información automatizado
para el control de equipos y trabajos para empresas productoras de vino que permita
mejorar su proceso productivo.
Sus objetivos específicos destacan la identificación de cada uno de los equipos que
intervienen en el proceso, registrar los equipos con su código funcional y técnico para
su incorporación en el sistema, para clasificar los equipos según su criticidad, tratando
de lograr establecer el control de trabajo para garantizar la generación de actividades
basados en la planificación, estimación de costos y programación de los recursos
necesarios, elaborando así una base de datos con la información obtenida de los
objetivos anteriores y, posteriormente, desarrollar el sistema de información
automatizado para su posterior aplicación.
El tipo de investigación utilizada en este proyecto de acuerdo con los objetivos es
aplicada, porque persigue fines más directos e inmediatos y del tipo exploratoria-
descriptiva debido a que propone alcanzar una visión general del tema en estudio, así
24 como también propone describir hechos a partir de un criterio o modelo teórico definido
previamente. Su diseño, se puede decir que es una investigación de campo, porque se
desarrolla un caso real cuya información se recolecta directamente en la instalación
seleccionada.
Por ello, se creó un sistema de información automatizado para dichos subsistemas
en empresas productoras de vino. El escenario computacional es creado siguiendo la
metodología enfocada por el autor James Seen, el cual menciona seis etapas que
conforma el ciclo de vida de un sistema completamente desarrollado: (1) investigación
preliminar, (2) determinación de los requerimientos, (3) diseño del sistema, (4)
desarrollo del software, (5) prueba del sistema y (6) implantación del sistema.
Las cifras y datos arrojados destacan como este software registra la información
concerniente a los equipos y actividades para el programa de mantenimiento preventivo
del Centro Vitícola del Edo. Zulia, consignando la entrada y salida de datos, los cuales
son desplegados por pantallas e impresas por reportes originados automáticamente.
Con este sistema se mejora considerablemente la velocidad de procesamiento y
consulta de la información; aumentando la confiabilidad de las transcripciones,
eliminando de esta manera la realización de actividades manuales, minimizando la
pérdida de tiempo y dinero; sirviendo de herramienta para la estructuración y
organización general del mantenimiento.
Las conclusiones de esta investigación, afirman que el desarrollo de un sistema de
información automatizado para el control de equipos y trabajos en empresas
productoras de vino constituye una herramienta para la estructuración y organización
general del mantenimiento preventivo, solventando los problemas planteados. Así
mismo, el sistema integra sus funciones en una misma plataforma (Windows) de
manera tal que además de garantizar la integridad y seguridad de la información, se
logra una mejor organización de los datos y por ende una mayor velocidad en la
ejecución de los procesos, ofreciendo un fácil y eficaz manejo a los usuarios.
Este estudio presenta aspectos relevantes para el desarrollo de la presente
investigación, por cuanto destaca la importancia del uso de un programa para controlar
las actividades de mantenimiento a través de subsistemas de control de equipos y
trabajos de manera fácil, rápida y precisa a tono con la política empresarial, el ambiente

25 y la situación socio-económica del país. Por eso aporta grandes hallazgos para las
conclusiones del mismo.
PADRÓN Y GUEVARA (2004), desarrolló una investigación titulada “Diseño de un
sistema de gestión de mantenimiento preventivo para los equipos e instalaciones de
Policlínica Amado C.A.”, direccionada a diseñar de gestión de mantenimiento preventivo
que permita mantener los equipos e instalaciones en condiciones óptimas, con el fin de
mejorar la calidad de servicio prestado en la Policlínica Amado.
Los objetivos específicos propuestos por los autores, plantean la evaluación de la
situación actual de mantenimiento en la organización estudiada, la elaboración de un
inventario de los equipos actuales sujetos a este estudio, la evaluación de las prácticas
de mantenimiento ideales para preservar la vida útil de los equipos y sus mejores
condiciones de operación, el registro de las actividades a ser realizadas dentro del plan
mantenimiento preventivo, para lograr proponer la organización de mantenimiento
dentro de la empresa estudiada.
Este estudio con un tipo de investigación de campo o “in situ”, fue soportado por el
diseño descriptivo no experimental transeccional, que se utiliza para la búsqueda de
aquellos aspectos que se deseen conocer y de los que se pretenden obtener respuesta
en un tiempo determinado. Se usó como muestra los equipos del área de UCI,
hospitalización, neonatología, emergencia y almacenes de mantenimiento. Las técnicas
de recopilación de datos utilizadas fueron la observación directa, revisión bibliográfica,
las entrevistas estructuradas para el posterior análisis de contenido.
Las actividades desarrolladas arrojaron que con la evaluación al sistema actual de
mantenimiento, se permitió detectar los problemas que a continuación se mencionan:
no existe organización de mantenimiento, falta de planificación, control y evaluación de
las tareas de mantenimiento, aunado a que el apoyo de la organización al
departamento de mantenimiento es escaso y el personal no es el adecuado para la
realización de las actividades.
Los autores destacan la importancia también, de la creación de un departamento de
mantenimiento que garantice el desarrollo y cumplimiento de todas las actividades a
realizar. De igual forma, se plantean la utilización de herramientas basadas en la
confiabilidad operacional, de manera de comenzar a impulsar en la empresa una
conducta de mantenimiento de clase mundial, involucrando a la confiabilidad de los

26 equipos como parámetro fundamental para la evaluación de la gestión de
mantenimiento.
La investigación resalto que con la inclusión de los nuevos puestos propuestos
dentro de la estructura organizacional de mantenimiento, se pudo contar con un
personal más calificado que se encargue de las actividades de mantenimiento, control y
evaluación de los equipos médicos. Por tanto, se considera de vital importancia este
estudio para la discusión de los resultados de la presente investigación.
LEE (2005), realizó una investigación titulada “Modelo para determinar la efectividad
del mantenimiento de una Empresa Carbonífera”, cuyo eje fundamental se encuentra
basado en el diseño de un modelo para determinar la efectividad del mantenimiento de
una empresa carbonífera de la región zuliana, con la finalidad de medir las desviaciones
con los estándares internacionales de mantenimiento en minas de carbón.
Ligado a esto, se encuentran los aspectos que pretenden demostrar la importancia
de este trabajo, entre los que destacan: (a) identificar las variables claves de la gestión
de mantenimiento y sus estándares internacionales en minas de carbón, con el
propósito de establecer un patrón que permita la evaluación de la efectividad del
mantenimiento de una empresa carbonífera, (b) definir los factores que se auditaran en
la evaluación de la efectividad del mantenimiento de una empresa carbonífera, a fin de
establecer los parámetros claves a través de los cuales se efectuará el análisis, (c)
definir una metodología que permita determinar la efectividad del mantenimiento de una
empresa carbonífera, basada en la medición de resultados y estableciendo una
comparación con los estándares internacionales de mantenimiento en minas de carbón,
(d) diagnosticar la efectividad del mantenimiento de una empresa carbonífera de la
región zuliana aplicando la metodología propuesta.
El tipo de investigación que se aplicó en el desarrollo del trabajo se definió como
descriptiva aplicada, ya que tiene el propósito de identificar las variables claves de la
gestión de mantenimiento y sus estándares internacionales en minas de carbón, para
así proponer una metodología que permita determinar la efectividad del mantenimiento
en una empresa de este sector y que posteriormente será aplicada a una mina de la
región zuliana.
Asimismo, este estudio se consideró no experimental debido a que no se
construyeron situaciones ni se manipularon variables, por lo que el trabajo se limitó a la

27 observación de los fenómenos o actividades tal y como se presentan en su contexto
natural, para después analizarlos. Las técnicas de recolección de datos empleadas la
técnica de lectura evaluativa, la observación documental, la observación directa, las
encuestas, entrevistas estructuradas, así como la estadística descriptiva básica como
método tabulador de datos.
Se analizaron aspectos para determinar los factores claves de la gestión de
mantenimiento en minas de carbón y sus estándares, estructurando una metodología
para determinar la efectividad del mantenimiento de una empresa carbonífera, la cual
se aplicó posteriormente en una empresa de este tipo en la región zuliana. Para la
determinación y definición de las variables que se auditaron en la evaluación de la
efectividad del mantenimiento se realizaron entrevistas a personas con amplio
conocimiento en el área y con experiencia en diversas minas, así como también a
asesores pertenecientes a reconocidas firmas consultoras en el área de mantenimiento.
Para diagnosticar la gestión de mantenimiento de una empresa carbonífera del área
aplicando la metodología propuesta, se recopilo toda la información necesaria a través
de visitas, observación directa y la aplicación de cuestionarios y entrevistas al personal
de las diversas áreas de la empresa relacionadas con el estudio.
Los resultados reflejaron como la formulación de un Equipo Natural de Trabajo para
la aplicación de la metodología propuesta es lo que garantiza la objetividad de los
resultados. Así, dichos métodos requieren ser analizados por el equipo antes
mencionado antes de su aplicación ya que dependiendo del contexto operacional
podría requerir ciertas modificaciones. Existen factores de la gestión de mantenimiento
que poseen una alta relación de dependencia, lo cual debe ser tomado en cuenta en su
análisis y evaluación, ya que las acciones que afecten el desempeño de uno
repercutirán directamente en el otro. Estos aspectos son de suma importancia para el
marco referencial de este estudio.
Otro aporte importante fue el realizado por BRACHO (2006), lo cual desarrolló un
estudio sobre un “Sistema automatizado para el control de mantenimiento en la
manufactura de serpentines”, en la cual su propósito principal es desarrollar un sistema
automatizado para el control de las labores de mantenimiento en el proceso de
manufactura de serpentines.

28 Este estudio también cuenta con los objetivos específicos que a continuación se
mencionan: seleccionar una empresa acreditada para la fabricación de serpentines que
sirva de modelo para el estudio, identificar la secuencia operacional, los equipos,
instalaciones y maquinarias que intervienen en la manufactura de serpentines, asignar
códigos técnicos - funcionales y de criticidad a cada equipo que permita su posterior
ubicación e información técnica y operacional, definir el programa de control de
mantenimiento y el sistema de control del trabajo, identificar las variables determinantes
de la gestión de mantenimiento, definir la estructura lógica-conceptual del sistema de
información, crear la base de datos del sistema, desarrollar el manual del usuario que
facilite el uso del sistema.
La investigación tiene como función principal desarrollar un sistema aplicable, que
brinde la optimización para la gestión en la gerencia del mantenimiento y por
consiguiente al área operacional de Sertralucchi. Desde esta perspectiva se desarrolla
una investigación de tipo descriptiva con un diseño de campo, ya que genera
información a través del análisis de datos.
Las técnicas de recolección de datos que se usó para esta investigación fueron la
observación documental, la observación directa, entrevistas estructuradas, así como la
técnica de lectura evaluativa, a ser aplicadas en la empresa seleccionada como
muestra de análisis para este estudio.
Como resultado se desarrolló un programa estructurado para la organización de los
equipos, asignando códigos y niveles de criticidad basado en el impacto que puede
causar a la disminución de la producción y pérdidas económicas para las empresas
fabricantes y el principal ente contratante. Este programa se diseñó con el objeto de ser
usado como una herramienta ágil, de control y de optimización en la gerencia de
mantenimiento en empresas fabricantes, en vías del cumplimiento en los requerimientos
de calidad, producción y garantías exigidos por el ente contratante.
El diseño se considera base impulsadora para la creación de un sistema que ayude
a gerencia de tareas en mantenimiento, la carencia de políticas de prioridad o criticidad
que regulen la dirección del mantenimiento hacia los equipos de mayor relevancia, ya
que en general se realizan acciones correctivas en mayor parte, y a gran escala no
planificadas ni programadas, a equipos que no son inmediatamente indispensables
para la fabricación incurriendo en un gasto significativo.

29 Además en este sentido, se buscó reducir los tiempos de ejecución del
mantenimiento en los equipos, asignando las actividades necesarias para evitar el
retrabajo como parte del programa de mantenimiento para tal fin. Así, el sistema
automatizado para el control de mantenimiento en la manufactura genera indicadores
de efectividad de manera automática como herramienta de control para la toma de
decisiones gerenciales, en el área mantenimiento. Por tanto, está investigación aporta
información importante para el marco referencial del presente estudio.
ARRIETA y MONTENEGRO (2007), realizaron una investigación relacionada con un
“Modelo para determinar la eficiencia del sistema de mantenimiento en la empresa
ENDEFCA a través de índices de gestión”, que recopila procedimientos para medir la
eficiencia, indicadores de gestión y estándares de mantenimiento, estableciendo una
comparación con empresas del sector metalmecánico del estado Zulia, de tal forma que
permitiera auditar los índices de administración, eficacia y costo de mantenimiento.
El estudio enmarca la identificación los índices claves del sistema de la gestión de
mantenimiento con el propósito de que se establezca un patrón que permita evaluar la
eficiencia del mantenimiento de la empresa, la definición de indicadores que se
auditaran en la evaluación de la eficiencia del sistema de mantenimiento de la empresa
ENDEFCA a fin de que se establezcan los parámetros mediante los cuales se efectuará
el análisis, la definición una metodología basada en la medición de resultados que
permita la determinación de la eficiencia de la gestión de mantenimiento de la empresa,
y también el diagnóstico de la eficiencia del mantenimiento de la empresa, aplicando la
metodología propuesta.
El tipo de investigación fue descriptiva y los datos recopilados en la presente
investigación se tomaron en forma directa, de realidad, en este sentido se trata de
investigaciones a partir de datos originales o primarios. Aunado a esto, el desarrollo del
trabajo se definió como de campo y aplicada, así como no experimental, ya que tiene el
propósito de identificar los índices claves de la gestión de mantenimiento.
Luego de la identificación de los claves del sistema de gestión de mantenimiento,
con el propósito de que se establezca un patrón que permita evaluar la eficiencia del
mantenimiento de la empresa. Seguidamente, se definieron los indicadores a auditar,
realizando entrevistas a personas con amplio conocimiento y experiencia en el
30 departamento de mantenimiento de diversas empresas con características similares a la
usada para este estudio.
Así, para el diagnóstico de la eficiencia de mantenimiento de la empresa se aplicó la
metodología diseñada y propuesta por los autores, logrando recopilar toda la
información necesaria a través de las visitas, observación directa y la aplicación de
encuestas al personal encargado del área de mantenimiento de algunas empresas del
sector metalmecánico relacionadas con el estudio.
Dicho esto, los resultados corroboran como toda empresa requiere de una
planeación estratégica que no puede quedarse solo en planes, sino que debe
ejecutarse causando impacto ante el mercado y el cliente para así lograr la integración
del direccionamiento de la organización con la acción. Por ende, los resultados
obtenidos tienen que evaluarse y medirse, ya que, la falta de seguimiento y medición
del desempeño organizacional hace que se pierda la credibilidad en las formulaciones
planteadas, por lo que se afirma con más razón que, lo que se mide, no se administra,
no se mejora, se va deteriorando con el tiempo, haciéndose más notorio las carencias.
Por tanto, se impone pues, la necesidad de establecer y diseñar un sistema de
medición de gestión, a través de indicadores que permitan monitorear el ejercicio de la
compañía y así, aplicar estrategias que aseguren que el desarrollo de esta se lleve a
cabo de una forma coherente y eficaz, alcanzado grandes resultados, que servirán de
aporte para las bases teóricas de la presente investigación.
En 2009, FARÍAS realizó un estudio dedicado al “Diseño de un sistema de gestión
de seguridad, higiene y ambiente en la empresa Transporte Acuático C.A.”, en la cual
plantea diseñar un sistema de gestión de seguridad e higiene ocupacional en la
empresa antes mencionada, con la finalidad de identificar, evaluar y controlar los
diferentes riesgos existentes en los puestos de trabajo, creando así, un ambiente
seguro y confortable para todos los empleados y a los usuarios que laboran en sus
instalaciones.
Sus objetivos específicos estuvieron enmarcados en la realización de un diagnóstico
general de la situación actual de las áreas operativas en la empresa en materia de
seguridad e higiene ocupacional, la identificación de riesgos asociados a las actividades
de la empresa a través de la técnica de identificación de riesgos por puestos de trabajo
y análisis de trabajo seguro, el establecimiento de los indicadores de gestión que

31 permiten el monitoreo estadístico de los procedimientos del departamento de seguridad
industrial, así como la elaboración de un manual de seguridad e higiene ocupacional
para garantizar la continuidad de las operaciones de la empresa.
El estudio se consideró de tipo descriptivo, así como también de tipo documental,
por cuanto se hizo necesario recurrir a documentos, consultas de materiales
bibliográficos y audiovisuales relacionados con el tema objeto de análisis. Así, se
menciona de igual forma que contó con un diseño no experimental, transeccional
descriptivo, debido a que la variable se estudió estableciendo sus propiedades
esenciales sin controlar, prevenir o manipular el contexto.
El análisis de tipo descriptivo arrojo el establecimiento de indicadores de gestión de
seguridad y de salud, así como de indicadores estadísticos destinados a verificar el
adecuado funcionamiento de los sistemas de gestión de mantenimiento de personal,
por lo que se sugiere la implantación de sistemas de seguridad basados en el
comportamiento establecido para los trabajadores.
Las técnicas de recolección de datos utilizadas fueron la observación documental,
entrevistas, cuestionarios, así como la observación directa. Sin embargo, para la
recolección de datos en este estudio, se consultaron textos referentes a seguridad
industrial, indicadores de gestión, con el fin de abordar las variables relacionadas con
estrategias de seguridad basadas en comportamiento.
Los resultados resaltan la inexistencia de la documentación de los procesos, falta de
adiestramiento, motivación, sensibilidad y reconocimiento al personal que labora. Así,
los indicadores de gestión elaborados destinados a verificar el comportamiento de la
accidentalidad de la empresa, proporcionan una información numérica para el análisis
de las actividades operacionales.
Por ello, la autora toma en cuenta el creciente interés y preocupación de la sociedad
actual en materia de higiene y seguridad ocupacional, por cuanto es ella la que está
determinada por las organizaciones, cualquiera sea su naturaleza, esta debe velar
porque sus actividades se realicen en un ambiente de trabajo apropiado, de manera
que las consecuencias que puedan representar los procesos relacionados con ellas
sean cada vez mejores. Por eso, esta investigación se tomó como base para la
descripción de los aspectos básicos utilizados en la metodología a utilizar.

32 OLIVA, ARELLANO, LÓPEZ y SOLER (2010) publicaron un análisis titulado
“Sistemas de información para la gestión de mantenimiento en la gran industria del
estado Zulia”, cuyo propósito fundamental fue determinar las características que
distinguen los sistemas de información para la gestión de mantenimiento en la gran del
estado Zulia.
La presente investigación fue realizada tomando como base una revisión
bibliográfica sobre la concepción de sistemas de información (SI), enfocando su
aplicación a la función de mantenimiento en grandes industrias, por lo que fue
considerada de tipo documental. El análisis se enfoca en la unificación de criterios
sobre la estructura y el funcionamiento de los sistemas de información, como elemento
fundamental de soporte para el desempeño de la función de mantenimiento. De esta
manera, se contrasta esta caracterización con evidencia empírica en las grandes
industrias del estado Zulia.
Este estudio estuvo basado en una entrevista estructurada aplicada a los gerentes,
jefes o encargados de mantenimiento a catorce (14) industrias de la región
seleccionadas de una población de treinta y cuatro (34) empresas, mediante la cual se
determinó la condición de los elementos constitutivos de los sistemas de información
para mantenimiento a saber, administración de los equipos, órdenes de trabajo,
especialidades de mantenimiento, abastecimiento y control de materiales, informes de
desempeño y tecnologías de información utilizadas.
En los resultados se evidencia que la gestión de mantenimiento en las industrias
encuestadas hace énfasis en la administración de los equipos y en la utilización de las
órdenes de trabajo como mecanismo de planificación y de control de las actividades de
mantenimiento. Se observa heterogeneidad en las características de los sistemas de
información que apoyan la gestión de mantenimiento, debido principalmente al empleo
disímil de las tecnologías de información. Se concluye que las industrias con mayor
nivel de automatización muestran sistemas de información más organizados y con
mejores posibilidades para el control de la gestión de mantenimiento.
Por ello, el desempeño de un sistema de mantenimiento implica un constante y
eficiente manejo de información, lo cual permite a la gerencia integrar las acciones de la
empresa durante el desarrollo de los procedimientos y actividades correspondientes a
su entorno productivo. Así, se destaca como para cualquier organización industrial el

33 mantenimiento es considerado un factor estratégico en la búsqueda de incrementar los
niveles de productividad, calidad y seguridad en una empresa. Por tal motivo, este
análisis sirve como base para la construcción de lineamientos para la adecuada gestión
de mantenimiento, así como también para la discusión de los resultados.
2.2. Fundamentos teóricos 2.2.1. Mantenimiento La Comisión Venezolana de Normas Industriales (COVENIN), publico en el 2001, la
norma COVENIN 3049-93, en la cual se define al mantenimiento como el conjunto de
acciones que permite conservar o restablecer un sistema productivo a un estado
específico para que pueda cumplir un servicio determinado.
Perozo (1998), lo define como el trabajo generado para conservar y/o restaurar los
equipos a un estándar requerido de operación, mediante la aplicación de métodos y
técnicas especializadas, con el objeto de preservar la continuidad de los procesos
productivos y sustentar la rentabilidad operacional.
Por su parte, Duffuaa y col. (2000), lo describe como la combinación de todas las
acciones técnicas y acciones asociadas mediante las cuales un equipo o un sistema se
conservan o repara para que pueda realizar sus funciones específicas.
De la Cruz (2010), plantea el mantenimiento como un conjunto de actividades
desarrolladas, organizadas y administradas con el objetivo de garantizar de forma
económicamente viable el estado operacional de un determinado sistema.
El mantenimiento es considerado como un sistema, compuesto por un conjunto de
actividades que se realizan en paralelo con los sistemas de producción para garantizar
la continuidad operacional de los equipos. Estos sistemas de mantenimiento pueden
verse como un modelo sencillo de entrada - salida. Las entradas de dicho modelo son
mano de obra, instalaciones, equipos, herramientas, entre otros., y la salida son
máquinas y equipos confiables, funcionando en condiciones normales para lograr la
operación planificada en un proceso de producción, permitiendo así optimizar los
recursos para aumentar al máximo las salidas de sistema de mantenimiento (León,
2006).
34 Delgado y Corredor (2007) expresan como el mantenimiento está orientado a la
combinación de actividades mediante las cuales un equipo o un sistema se conservan
en, o se restablece a, un resultado en el que puede realizar las funciones designadas.
Por ello, es un factor importante en la calidad de los productos y puede utilizarse como
una estrategia para una competencia exitosa Las inconsistencias en la operación del
equipo de producción dan por resultado una variabilidad excesiva en el producto y, en
consecuencia, ocasionan una producción defectuosa. Para producir con un alto nivel de
calidad, el equipo de producción debe operar dentro de las especificaciones, las cuales
pueden alcanzare mediante acciones oportunas de mantenimiento.
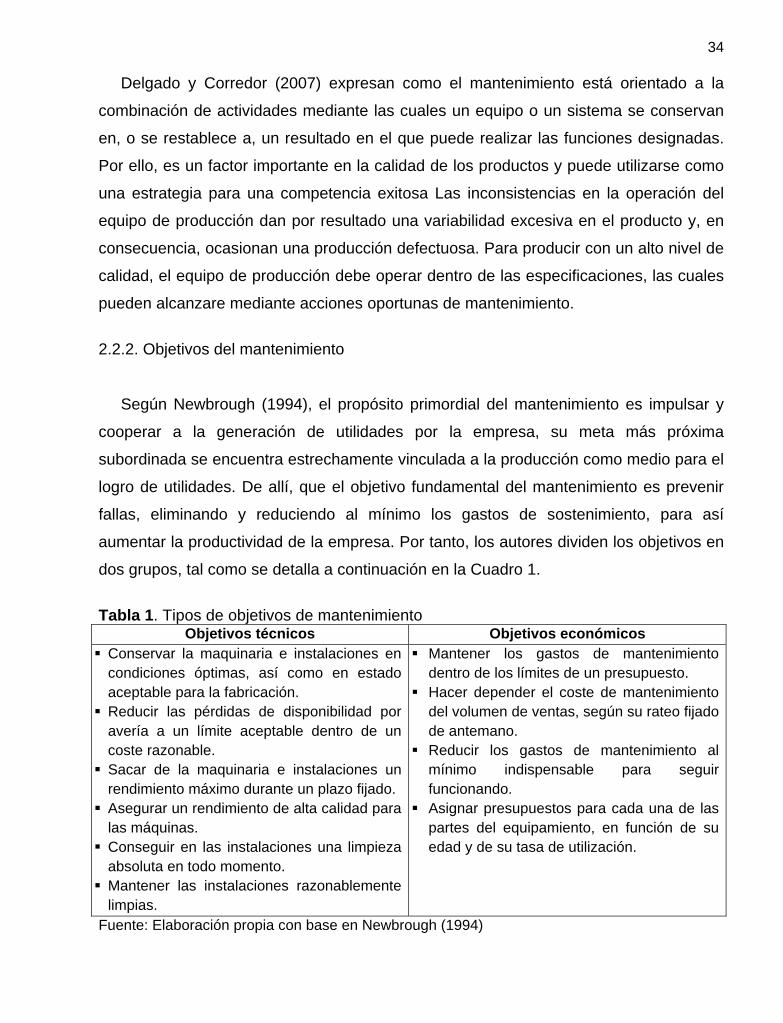
2.2.2. Objetivos del mantenimiento Según Newbrough (1994), el propósito primordial del mantenimiento es impulsar y
cooperar a la generación de utilidades por la empresa, su meta más próxima
subordinada se encuentra estrechamente vinculada a la producción como medio para el
logro de utilidades. De allí, que el objetivo fundamental del mantenimiento es prevenir
fallas, eliminando y reduciendo al mínimo los gastos de sostenimiento, para así
aumentar la productividad de la empresa. Por tanto, los autores dividen los objetivos en
dos grupos, tal como se detalla a continuación en la Cuadro 1.
Tabla 1. Tipos de objetivos de mantenimiento
Objetivos técnicos Objetivos económicos Conservar la maquinaria e instalaciones en condiciones óptimas, así como en estado aceptable para la fabricación.
Reducir las pérdidas de disponibilidad por avería a un límite aceptable dentro de un coste razonable.
Sacar de la maquinaria e instalaciones un rendimiento máximo durante un plazo fijado.
Asegurar un rendimiento de alta calidad para las máquinas.
Conseguir en las instalaciones una limpieza absoluta en todo momento.
Mantener las instalaciones razonablemente limpias.
Mantener los gastos de mantenimiento dentro de los límites de un presupuesto.
Hacer depender el coste de mantenimiento del volumen de ventas, según su rateo fijado de antemano.
Reducir los gastos de mantenimiento al mínimo indispensable para seguir funcionando.
Asignar presupuestos para cada una de las partes del equipamiento, en función de su edad y de su tasa de utilización.
Fuente: Elaboración propia con base en Newbrough (1994)
35 Bracho (2006), plantea que el mantenimiento cuenta con los objetivos que se
presentan a continuación.
a. Planear y programar en forma conveniente las labores de mantenimiento de los
equipos.
b. Establecer un seguimiento del departamento de mantenimiento de tal forma que
se logre garantizar costos totales mínimos de operación.
c. Conservar los equipos e instalaciones en óptimas condiciones para el
funcionamiento de los mismos.
d. Mantener las instalaciones y equipos operando un porcentaje óptimo de tiempo.
e. Preparar estadísticas para su incorporación a los procedimientos y normas de
mantenimiento dentro de la empresa.
Por otra parte, Fuenmayor (2007), señala que la finalidad del mantenimiento es
lograr la máxima vida económica de un equipo, sistema o producto cualquiera. Este
enfoque de vida económica implica que es necesario mediante la función de
mantenimiento, logrando que el producto tenga la mejor fiabilidad, disponibilidad,
seguridad, funcionabilidad, operabilidad y apariencia. De ahí que la clave del éxito
radica en la habilidad para hacer interactuar correctamente los conocimientos
financieros, administrativos y técnicos.
De la Cruz (2010), destaca entre los aspectos a considerar para el mantenimiento
preventivo, lo que a continuación se describe.
Reducir al mínimo los costos debido a las paradas por averías accidentales (de
la maquinaria o equipos) que conlleven a pérdidas de producción; teniendo
también en cuenta lógicamente, los costos de mantenimiento correspondientes.
Limitar la degradación de la maquinaria a fin de evitar una manufactura de
productos defectuosos ó de rechazos.
Asesorar en el desarrollo e implementación de mejoras en el diseño de
maquinarias y equipo; con el propósito de disminuir la probabilidad de averías, y
36
de idear métodos más fáciles de reparación y alargamiento del ciclo de vida de
la maquinaria y equipo en cuestión.
Planeación, desarrollo y ejecución de las políticas y los programas de
mantenimiento para los equipos de la empresa.
Asesoría en selección y compra de equipos para reposición.
Coordinación de los programas de mantenimiento, limpieza y orden de la
fábrica.
Selección del personal idóneo para las labores del mantenimiento.
Manejar el presupuesto asignado para los servicios de mantenimiento.
2.2.3. Sistema de información de mantenimiento La creciente demanda por parte de las organizaciones modernas y la creciente
competitividad entre ellas han obligado a los fabricantes y usuarios a adoptar la
automatización, lo cual ha dado lugar a inversiones muy grandes de equipos. Para
alcanzar las tasas de rendimiento de la inversión fijadas los equipos deben ser
confiables y capaces de mantenerse operando en condiciones normales bajo una
estructura de costos óptima.
En tal sentido es necesario el establecimiento de un sistema de mantenimiento que
combine las actividades mediante las cuales un equipo o un sistema se mantiene en, o
se restablece a, un estado en el que pueda realizar las funciones designadas. Esto sin
duda representa un factor importante en la calidad de los productos y puede utilizarse
como una estrategia para una competencia exitosa, ya que las inconsistencias en la
operación de un equipo de producción dan como resultado una variabilidad excesiva en
el producto y, en consecuencia ocasiona desviaciones en las metas de producción
establecidas.
COVENIN (2001), norma 3049-93, la define como un conjunto de procedimientos
formales e informales, que permiten la captura, procesamiento y flujo de la información
requerida en cada uno de los niveles de la organización para la toma posterior de
decisiones. Los procedimientos que conforman el sistema de información serán
enumerados para luego ubicarlos según su uso en los diferentes subsistemas y solo se
describirán su objetivo, ya que su contenido depende del sistema productivo en estudio.

37 En otras palabras teniendo en cuenta que un sistema es un conjunto de
componentes que trabajan de manera combinada hacia un objetivo común. El
mantenimiento puede ser considerado como un sistema con un conjunto de actividades
que se realizan en paralelo con los sistemas de producción (Lee, 2005).
Según Duffuaa y col. (2000), los sistemas de producción generalmente se ocupan de
convertir entradas o insumos como materias primas, mano de obra y procesos en
productos que satisfacen las necesidades de los clientes. La principal salida de un
sistema de producción son los productos terminados; una salida secundaria es la falla
de un equipo. Esta salida secundaria genera una demanda de mantenimiento. El
sistema de mantenimiento toma esto como una entrada y le agrega conocimiento
experto, de mano de obra y repuestos, lo cual genera un equipo en buenas condiciones
que ofrece una capacidad de producción.
Duffuaa (2004), plantea que el sistema de mantenimiento puede verse como un
modelo sencillo de entrada – salida. Las entradas de dicho modelo de mantenimiento
son: mano de obra, administración, herramientas, repuestos, equipo, etc. Esto nos
permite optimizar los recursos para aumentar al máximo las salidas de un sistema de
mantenimiento.
2.2.3.1. Inventario de los objetos Son conocidos como el punto de partida del sistema de información de
mantenimiento, por cuanto son en ellos donde se listan los componentes (equipos,
instalaciones, edificaciones u otros), objeto de mantenimiento y consiste en una
descripción básica de cada objeto sujeto a acciones de mantenimiento (Norma
COVENIN 3049 – 93, 2001).
2.2.3.2. Codificación de los objetos de mantenimiento Es la asignación de combinaciones alfanuméricas a cada objeto de mantenimiento,
para una ubicación rápida dentro del sistema productivo. Con este instrumento además
de proporcionar una ubicación rápida, secuencial y lógica, permite su autorización o

38 mecanización mediante el computador para el registro de la información referida a cada
objeto, también facilita por medio de la desagregación de los objetos de mantenimiento,
registrar la información de cada elemento sujeto a acciones de mantenimiento (NORMA
COVENIN 3049 – 93, 2001).
2.2.3.3. Registro de objetos de mantenimiento Su objetivo es registrar la información necesaria para el conocimiento de cada objeto
sujeto a acciones de mantenimiento. Dicha información generalmente está constituida
por: códigos asignados al objeto, costos, vida útil y fecha de arranque. Características y
especificaciones técnicas: manejo y cuidado, observación referida al mejor uso y
tendentes a la prevención de fallas; y a la desagregación de cada subsistema del objeto
hasta el nivel de elementos resaltando las características más importante de estos
últimos, a fin de tener un mayor conocimiento del mismo para facilitar su ubicación ante
la presencia de fallas (Norma COVENIN 3049 – 93, 2001).
2.2.3.4. Instrucciones técnicas Este procedimiento lo constituye la lista de acciones de mantenimiento a ejecutar
sobre cada objeto de mantenimiento. Este instrumento contiene la información sobre
objetos y básicamente la lista de acciones está dirigida a cada elemento de cada
componente de cada subsistema de dicho objeto. Cada instrucción debe señalar el tipo
de actividades de mantenimiento a ejecutar, la codificación o numeración secuencial
para cada tipo de actividad, la descripción generalizada de las actividades a realizar, el
tipo y cantidad de personal involucrado en la ejecución, la frecuencia con que debe
realizarse las acciones y el tiempo necesario para realizar las actividades (Norma
COVENIN 3049 – 93, 2001).
2.2.3.5. Procedimiento de ejecución Es conocido como un complemento de las instrucciones técnicas, ya que aquí se
describe los pasos a seguir en la ejecución de cada una de ellas, estableciéndose en
forma paralela una lista de los equipos, instrucciones, herramientas, materiales y

39 repuestos necesarios para la ejecución de dicha acción, así como la cantidad y el tipo
de personal involucrado, y el tiempo estimado para su realización (Norma COVENIN
3049 – 93, 2001).
2.2.3.6. Programación de mantenimiento Su objetivo es el de señalar cuando se deben realizar las diferentes instrucciones
técnicas de cada objeto de mantenimiento. Puede ser para periodos anuales,
semestrales, mensuales, semanales o diarios, dependiendo de la dinámica del proceso
y del conjunto de actividades a ser programadas (Norma COVENIN 3049 – 93, 2001).
2.2.3.7. Actividades de planeación Según Duffuaa (2004) las actividades de planeación están fundamentadas en los
aspectos que a continuación se describen.
a. Filosofía de mantenimiento: Está relacionada básicamente con el nivel mínimo de
personal de mantenimiento que sea consistente con la optimización de la
producción y la disponibilidad de la planta sin que se comprometa la seguridad.
Para lograr esta filosofía es necesario aplicar una combinación de las siguientes
estrategias en forma correcta.
1. Mantenimiento correctivo o por falla, este tipo de mantenimiento solo se
realiza cuando el equipo es incapaz de seguir operando. No hay
elementos de planeación para este tipo de mantenimiento. Generalmente
este caso se presenta cuando el costo de otro tipo de mantenimiento no
se justifica.
2. Mantenimiento preventivo, este tipo de mantenimiento puede ser en base
al tiempo de uso; el cual involucra todas las actividades de mantenimiento
planeadas para hacer frente a fallas potenciales, se lleva a cabo de
acuerdo a las horas de funcionamiento o un calendario establecido. El
otro tipo es en base a las condiciones; el cual se fundamenta en las
condiciones conocidas del equipo, lo que se determina vigilando como

40
son afectados los parámetros claves del equipo por las condiciones de
operación.
3. Mantenimiento de oportunidad, se lleva a cabo cuando surge la
oportunidad que puede presentarse durante los periodos de paros
generales programados en un sistema en particular y puede ser utilizado
para el mantenimiento de los equipos.
4. Detección de fallas, es un acto o inspección que se lleva a cabo para
evaluar el nivel de presencia inicial de la falla.
5. Modificación de diseño, se lleva a cabo para hacer que un equipo alcance
una condición aceptable en un momento determinado, por lo general
implica estrategias de mejoras y expansión de capacidad.
6. Reparación general, es un examen completo y el restablecimiento de un
equipo o sus componentes principales a una condición aceptable.
7. Reemplazo, esta estrategia implica reemplazar el equipo en lugar de
hacerle mantenimiento, puede ser planeado o un reemplazo ante la falla.
b. Pronóstico de la carga de mantenimiento: Es el proceso mediante el cual se
predice la carga de mantenimiento, esta a su vez en una planta o un proceso
productivo varia aleatoriamente y entre otros factores puede ser una función de
la edad del equipo, el nivel de uso, la calidad del mantenimiento, factores
climáticos y la destreza de los trabajadores de mantenimiento. El pronóstico de la
carga de mantenimiento es esencial para alcanzar un nivel deseado de eficacia y
utilización de los recursos, sin este proceso muchas de las funciones del
mantenimiento no se podrían ejecutar correctamente.
c. Planeación de la capacidad de mantenimiento: La planeación de la capacidad de
mantenimiento determina los recursos necesarios para satisfacer la demanda de
los trabajos de mantenimiento. Estos recursos incluyen la mano de obra, equipos
y herramientas. Entre los aspectos fundamentales de la capacidad de
mantenimiento se incluyen la cantidad de trabajadores de mantenimiento y sus
habilidades, las herramientas requeridas para el mantenimiento, etc. Por lo tanto
sin pronósticos razonables y exactos de la demanda futura de trabajos de
mantenimiento, no sería posible planear la capacidad requerida a largo plazo.

41
d. Organización del mantenimiento: Dependiendo de la carga de mantenimiento, el
tamaño de la planta, la destreza de los trabajadores, etc., el mantenimiento se
puede organizar por departamentos, por áreas o de forma centralizada. Cada
tipo de organización tiene sus pros y sus contras. En las organizaciones grandes,
la descentralización de la función de mantenimiento puede producir un tiempo de
respuesta más rápido y lograr que los trabajadores se familiaricen más con los
problemas de una sección particular de la planta. Sin embargo la creación de un
número de pequeñas unidades tiende a reducir la flexibilidad del sistema de
mantenimiento. La gama de habilidades disponibles se reduce y la utilización de
la mano de obra es generalmente menor que en una unidad de mantenimiento
centralizada. En algunos casos puede implantarse una solución de compromiso,
denominada sistema en cascada. Este sistema permite que las unidades de
mantenimiento del área de producción se enlacen con la unidad de
mantenimiento central.
e. Programación del mantenimiento: La programación de mantenimiento es el
proceso de asignación de recursos y personal para los trabajos que tiene que
realizarse en determinado momento. Es necesario asegurar que los trabajadores,
las piezas y los materiales requeridos estén disponibles antes de poder programar
una tarea de mantenimiento. En la programación de mantenimiento deben
tomarse en cuenta los equipos críticos de una planta o proceso productivo, ya que
una falla de este equipo detendrá el proceso de producción o pondrá en riesgo la
seguridad de los trabajadores. El trabajo de mantenimiento para estos equipos se
maneja bajo prioridades y es atendido antes de emprender cualquier otro trabajo.
La ocurrencia de tales trabajos no puede predecirse con certeza, de modo que los
programas para el mantenimiento planeado en estos casos deben ser revisados.
La eficacia de un programa de mantenimiento va a depender de su flexibilidad
para ajustarse a los cambios.
2.2.3.8. Actividades de organización Duffuaa (2004) expresa que la organización de un sistema de mantenimiento debe
cumplir con los aspectos a mencionar a continuación.

42
a. Diseño del trabajo: En lo que se refiere a mantenimiento comprende el contenido
de trabajo de cada tarea y determina el método que se va a utilizar, las
herramientas especiales necesarias y los trabajadores calificados requeridos.
b. Estándares de tiempos: Una vez que la tarea de mantenimiento ha pasado por la
etapa de diseño, es básico estimar el tiempo necesario para completar el trabajo.
Los estándares de tiempo realistas representan un elemento muy valioso para
vigilar e incrementar la eficacia de los trabajadores y de esta forma reducir al
mínimo el tiempo muerto en los procesos. No es esencial tener estándares de
tiempos para todos los trabajos, solo para aquellos que son críticos, consumen
mucho tiempo o representan un cuello de botella.
c. Administración de proyectos: En el caso de plantas o procesos grandes las
reparaciones generales y de gran envergadura suelen hacerse periódicamente.
Durante estos trabajos toda la planta se paraliza, en tal sentido es necesario tener
en mente minimizar el tiempo muerto, por lo que es necesario planear y graficar el
trabajo de tal manera que se garantice el mejor uso de los recursos. La
administración de proyectos implica el desarrollo de redes de actividades y luego
el empleo de técnicas como el método de la ruta crítica (CPM) o la técnica de
evaluación y revisión de programas (PERT).
2.2.3.9. Actividades de control La fase de control incluye medir el avance en forma regular, compararlo con el
programa y analizar la varianza como un porcentaje del trabajo total. Por ello, el control
es una parte esencial de la administración de cualquier sistema, por tanto, en el caso
particular del mantenimiento Duffuaa (2004) menciona los aspectos a mencionar a
continuación.
a. Control de trabajos: La administración y control de trabajo de mantenimiento son
esenciales para lograr los planes establecidos. El sistema de órdenes de trabajo
es la herramienta que se utiliza para controlar el trabajo de mantenimiento. Una
orden de trabajo de mantenimiento bien diseñada con un adecuado sistema de
informes es el corazón de un sistema de mantenimiento.
b. Control de inventario: El control de inventario es la técnica de mantener repuestos
que disminuyan el costo de tener las partes y componentes en existencia y el

43
costo que se incurre si los repuestos no están disponibles. También proporciona
la información necesaria para asegurar la disponibilidad de los repuestos
necesarios para la oportuna ejecución de los trabajos de mantenimiento. Si no
están disponibles los repuestos se deben tomar las acciones para lograr su
abastecimiento e informar al departamento de programación la fecha en la cual
estarán disponibles.
c. Control de costo: Es una función de la filosofía de mantenimiento, el patrón de
operación, el tipo de sistema, y los procedimientos y normas de la organización.
Es un componente importante en el ciclo de vida de los equipos. El control de
costos optimiza todos los costos de mantenimiento, logrando al mismo tiempo los
objetivos de la organización, como son los niveles de producción, venta,
disponibilidad, porcentaje de calidad y otras medidas de eficacia y eficiencia.
d. Control de calidad: Se ejerce midiendo los atributos del producto o servicio
comparando estos con las especificaciones preestablecidas. Una alta calidad se
asegura verificando los trabajos de mantenimiento crítico o mediante la
supervisión del mantenimiento.
2.2.3.10. Administración orientada a la calidad y capacitación Siguiendo el planteamiento realizado por Nava (1999), la administración orientada a
la calidad es una responsabilidad gerencial, la clave para este tipo de administración se
encuentra en primer lugar en seleccionar técnicas apropiadas para la mejora continua.
Esto puede lograse dando seguimiento a los trabajos repetidos de cada uno de los
trabajadores.
Así, con la realización de análisis adicionales, es posible localizar las causas de los
trabajos ejecutados por debajo de los estándares establecidos; además, se tomarían en
cuenta otros aspectos, como: las causas de la falta de disponibilidad de herramientas
especiales, la carencia de habilidades por parte de los trabajadores, la ineficiente labor
de supervisión, entre otros; con el firme propósito de erradicarlas y vigilar que todos los
trabajos de mantenimiento concluidos den los resultados esperados.
2.2.3.11. Comportamiento humano
44 La Gerencia de Mantenimiento debe tener en cuenta que el desarrollo de las
funciones de planeación, organización y control afecta el comportamiento humano. Por
ello, es necesario entender como las acciones de los subordinados pueden afectar las
funciones antes mencionadas. De allí, que el éxito de un sistema de mantenimiento va
a depender del nivel de satisfacción, motivación y compromiso que tenga todo el
personal involucrado.
2.2.4. Fallas Según Gómez (1998), que lo plantea desde el punto de vista mecánico, destaca que
falla es la falta o deficiencia de algo, de tal modo que su respuesta no es la que
esperaba, esta definición, en la práctica es lo suficientemente amplia como para
atribuirle diferentes significados, dependiendo del objeto que constituya, en cada
momento o circunstancia, el centro de interés, por lo que se encuentra directamente
relacionado con el régimen funcional, estado de conservación, capacidad productiva,
calidad del producto, condiciones de seguridad, entre otros.
2.2.4.1. Tipos de fallas Gómez (1998) establece diferentes tipos de fallas, atendiendo a diversos criterios,
los cuales se mencionan a continuación.
Según el modo de aparición y desarrollo, el fallo se clasifica en:
Progresivo. También llamado gradual o paramétrico, es un tipo de falla que es
consecuencia generalmente, del deterioro o de la pérdida progresiva de las
características propias de algún componente, o conjunto de componentes del
sistema. La consecuencia inmediata de la aparición de este tipo de fallo, es la
modificación en el estado de valor de ciertos parámetros.
Repentino. También llamado súbito, cuando la evolución hacia la falla no puede
ser detectada de ninguna forma, por lo que cuando éste se presenta, lo hace
generalmente de forma inesperada.
Según la dimensión de la falla o a su defecto en el proceso, se divide en:

45
Parcial. También llamado incompleto, es cuando la aparición del fallo no supone
la parada del equipo o del proceso afectado, aunque si afecta a las
características funcionales del proceso, condiciona su régimen funcional y
disminuye la seguridad operativa o merma su capacidad productiva.
Total. También llamada completa, cuando provoca la parada inmediata del
sistema afectado, por tanto, es sin lugar a dudas el tipo de fallo que debe
evitarse.
Según el momento en el que se produce la falla, puede ser:
Infantil. También llamada falla en periodo de prueba o falla en periodo de rodaje,
por cuanto suele ser debido a imperfecciones constructivas en algún elemento, a
un ensamblaje defectuoso de los componentes del equipo, a un montaje
incorrecto del equipo o a un uso inapropiado del mismo, generalmente por
sobrepasar las especificaciones funcionales de diseño.
Por envejecimiento. También denominado por desgaste o por final de vida útil, es
el tipo de falla que no debe producirse de forma inesperada, puesto que es
consecuencia del deterioro progresivo y natural de los distintos componentes del
sistema.
Aleatorio. Conocido como aquel tipo de falla que no es consecuencia directa del
desgaste o envejecimiento natural de los materiales, ni puede achacarse a otras
causas previsibles, sino que se produzca por azar. Su aparición por tanto, solo
puede preverse mediante modelos estadísticos.
Según la duración de la falla:
Estable. Son aquellos en los que, una vez que ha aparecido, la falla solo puede
eliminarse procediendo a la reparación del sistema afectado. Por eso, a este tipo
de falla, cuando afecta la capacidad de trabajo del equipo, se le denomina
avería.
Pasajero. También llamado temporal, por cuanto generalmente tiene un origen
de carácter aleatorio, una vez concluida la causa que originó la falla, este
desaparece por sí solo, sin necesidad de realizar ninguna reparación.
Intermitente. Son los que vienen asociados generalmente con características
repetitivas en el proceso, tales como alteraciones del sistema funcional,
regímenes transitorios, cambios de temperatura, entre otros.

46 Atendiendo al origen de la falla, puede ser:
Directo o dependiente. Cuando el origen de la falla del equipo está en la falla de
un elemento del propio equipo o en la misma circunstancia que provoco la
anomalía, llegando al caso hasta de provocar el colapso del sistema.
Indirecta o independiente. Cuando la falla del equipo se produce como efecto
derivado de la acción o la falla de otros componentes del sistema, tales son los
casos de las fallas producidas por una vibración excesiva inducida por otras
máquinas próximas, la utilización de algún componente fuera de su rango
funcional, como consecuencia de las imprudencias de circunstancias imprevistas,
la perdida de las condiciones nominales operativas de algún elemento, debido a
la falta de servicio de algún componente del sistema.
Según la información que se tenga de la falla, estos se clasifican en:
Manifiesto. Son aquellos casos en los que se tiene información acerca del origen
del mismo, ya sea por disponer de información previa (generalmente por
experiencia), ya sea por haberse detectado mediante la observación o medida de
algún parámetro. En este caso, si existen mecanismos de detección y aviso, la
falla también se le llama señalizado.
Oculto. Cuando no existen métodos de detección de la falla, o estos no se han
puesto en práctica.
2.2.5. Análisis de criticidad de equipos Según Rodríguez (2002) es una metodología que permite jerarquizar sistemas,
instalaciones y equipos, en función de su impacto global, con el fin de facilitar la toma
de decisiones. Para realizar un análisis de criticidad se debe: definir un alcance y
propósito para el análisis, establecer los criterios de evaluación y seleccionar un método
de evaluación para jerarquizar la selección de los sistemas objeto del análisis.
Así, se considera como un análisis cuantitativo de eventos y fallas que busca
ponderar y ordenar a los equipos o sistemas en un orden en base a riesgo, esta medida
determina la importancia de un equipo sea estático o rotativo, esta medida puede estar
dada por niveles cualitativos o cuantitativos como riesgo, confiabilidad, lucro cesante o
la mezcla de todas, esto depende de la técnica que prefiera cada organización
(Newbrough, 1994).
47 El objetivo de un análisis de criticidad es establecer un método que sirva de
instrumento de ayuda en la determinación de la jerarquía de procesos, sistemas y
equipos de una planta compleja, permitiendo subdividir los elementos en secciones que
puedan ser manejadas de manera controlada y auditable. Los criterios establecidos
para el análisis de criticidad son:
Frecuencia de falla: Son las veces que falla cualquier componente del sistema.
Impacto operacional en el sistema: Consecuencia inmediata de la ocurrencia de la
falla, que podría presentarse como un paro total o parcial del sistema.
Impacto operacional en el sub.- sistema: Es el porcentaje de producción que se
afecte cuando ocurre la falla.
Flexibilidad operacional: Se refiere a las opciones de respaldo que se tienen del
equipo.
Tiempo promedio para reparar: Es el tiempo para reparar la falla.
Costo de reparación: Se refiere al costo que implica la restitución del equipo en
condiciones óptimas de funcionamiento.
Impacto en seguridad: Posibilidad de ocurrencia de eventos no deseados con
daños a personas.
Impacto ambiental: Posibilidad de ocurrencia de eventos no deseados con daños
al ambiente.
Con estos criterios, se genera un modelo de criticidad definido por:
Criticidad = frecuencia x consecuencia
Frecuencia = Número de fallas en un tiempo determinado
Consecuencia = [(Impacto Operacional del sistema x Impacto Operacional del sub.-
sistema x Flexibilidad operacional x Tiempo Promedio para Reparar) + Costos de
Reparación + Impacto en Seg. + Impacto Amb.]
Consecuencia equivalente = Consecuencia/10
El análisis de criticidad puede ser aplicado en cualquier conjunto de procesos,
plantas, sistemas, equipos y/o componentes que requieran ser jerarquizados en función
de su impacto dentro del ámbito en estudio.
2.2.5.1. Clasificación de equipos de acuerdo a su criticidad

48 A continuación se presenta una clasificación de los equipos de acuerdo a su
criticidad:
2.2.5.1.1. Equipo critico (C) Según Perozo (1998) son aquellos que intervienen directamente en el proceso de
una planta, y no se pueden puntear, no tienen sustitución, por lo tanto inciden en la
producción de dicha planta y que al fallar en su operación normal causa una
paralización en las actividades de producción, generando altos costos por pérdidas de
producción. Por ello, son equipos que existen por unidad debido a: alto costo de
manufactura, complejidad operacional, así como alto costo de mantenimiento.
León (2006) lo define como aquellas maquinas o herramientas existentes en una
industria y de las cuales no se puede prescindir, es decir, son elementales para el
funcionamiento de la empresa y en el caso que presenten algún tipo de falla, el proceso
productivo se vería enormemente afectado.
Sin embargo, Molero (2002) afirma que es aquel que cuando falla, produce una
parada total o suspensión drástica de la producción. Es decir afecta substancialmente el
funcionamiento normal del sistema productivo. Solamente cuando es reparado este
equipo, se puede reiniciar la producción. El tiempo que permanezca fuera de servicio es
igual al tiempo en el cual no hay producción.
2.2.5.1.2. Equipo semi crítico (SC) Molero (2002) lo plantea como un equipo disponible que suple la función del equipo
principal en condiciones óptimas de operabilidad, es decir, que son aquellos que
pueden o no intervenir en el proceso de una planta.
Además, es aquel que cuando tiene una falla, afecta parcialmente el funcionamiento
del sistema productivo, pero no causa una parada total, es decir, la falla de un equipo
semi-crítico origina perdidas parciales de producción. Su estado fuera de servicio, solo
reduce los niveles de producción (Nava, 1999).
Por otro lado, también son catalogados como los equipos que pueden o no intervenir
en el proceso de una planta, por cuanto se pueden puntear temporalmente mientras se
repara el desperfecto en el mismo. De ahí, existen dos tipos, el equipo que se pone

49 fuera de servicio temporalmente y el equipo que al pararse pone fuera de servicio a una
sección o unidad de una planta sin intervenir en la producción (Perozo, 1998).
2.2.5.1.3. Equipo no crítico (NC) Para Perozo (1998) son aquellos equipos que no intervienen directamente en el
proceso de una planta y al ponerlos fuera de servicio no inciden en la producción de la
misma, es decir, es aquel cuya falla no afecta el sistema productivo. Puede estar fuera
de servicio, sin causar pérdidas o reducciones de producción.
Molero (2002) apunta que es un equipo secundario en la operación de la empresa y
cuya programación de servicios de mantenimiento se realiza por semanas de
operación. Tiene influencia indirecta en el proceso de una planta y al ponerlos fuera de
servicio no inciden en la producción de la misma.
2.2.6. Tipos de mantenimiento Según el Manuel de Mantenimiento PDVSA (2010) el mantenimiento industrial se
clasifica de la manera como se describe a continuación.
a. Mantenimiento correctivo, es un conjunto de actividades que se llevan a cabo
después de haber reconocido la existencia de una falla, con el fin de devolver al
activo a una condición de funcionamiento en el que pueda ejecutar una(s)
función(es) requerida(s) y de acuerdo con los estándares establecidos.
b. Mantenimiento mayor, también conocido como “mantenimiento preventivo o
correctivo”, se ejecuta a una o varias instalaciones o sistemas, para restablecer y
conservar sus condiciones operacionales que impliquen parada del equipo.
c. Mantenimiento predictivo, conjunto de acciones y tareas que tiene la finalidad de
obtener información para el diagnóstico y detección de fallas potenciales que
permitan tomar acción antes de la pérdida de la función del activo. Este tipo de
mantenimiento se basa en el monitoreo de las variables indicadoras del deterioro
de la condición del activo. También es conocido como mantenimiento preventivo
basado en condición.

50
d. Mantenimiento preventivo, conjunto de actividades predeterminadas, planificadas
y programadas, cuyo fin es evitar la ocurrencia de una falla en un activo tangible
o intangible. Cantoral (2009) clasifica el mantenimiento por tipos, entre los cuales se encuentran
de la manera descrita a continuación.
a. Mantenimiento correctivo: como su nombre lo indica, se refiere a corregir una
falla en cualquier momento que se presente, este está basado en la falla ya que
esta indica que se le debe de proporcionar el mantenimiento. Lo que se quiere
lograr es corregir el problema lo más rápido posible con el menor costo, sin
embargo, el servicio fue afectado sin previo aviso lo cual puede generarse
presión por otros departamentos. Dependiendo de la complejidad del equipo, así
como la antigüedad del mismo, el mantenimiento irá incrementándose, por la
existencia de un mayor desgaste en función del tiempo, lo que traería como
consecuencia un mayor número de paros y un mayor número de personal
encargado de este.
b. Mantenimiento preventivo: como su nombre lo indica, prevenir al máximo, las
fallas que se puedan generar detectándolas con anterioridad, básicamente son
todas aquellas actividades que conllevan a revisiones e inspecciones
programadas, que pueden tener una consecuencia correctiva o de cambio. El
mantenimiento se hace a través de un programa de actividades entre las cuales
tenemos la revisión y lubricación, previamente establecidas. Para un
mantenimiento preventivo es necesario contar con el apoyo de todo el personal
dentro de la empresa para poder planificarlo adecuadamente, es de suma
importancia mencionar, que la base del mantenimiento preventivo, está en
función del tiempo. Es necesario que se lleve un control, lo cual indica un análisis
detallado de cada una de las actividades y del estricto cumplimiento de éstas; el
control nos ayuda a comprobar que lo planeado se está llevando a cabo; en caso
de que se presente una anomalía esta se puede corregir. Una de las ventajas de
mantenimiento preventivo es que se sabe con anticipación qué es lo que se debe
de hacer, ya que se dispone de personal, documentos técnicos y repuestos. Los
trabajos pueden ser programados a futuro sin afectar las actividades de
51
producción y se dispone de tiempo para realizar todas las tareas que no se
pueden hacer cuando el equipo está en funcionamiento.
c. Mantenimiento predictivo: Para llevar a cabo este mantenimiento es necesario
realizar mediciones mediante ensayos no destructivos. Los instrumentos
utilizados para realizar este tipo de mantenimiento son de un alto costo, sin
embargo hay que destacar que la mayoría de las inspecciones se realizan con el
equipo en funcionamiento y sin causar paros en la misma. La aplicación de este
mantenimiento se presenta en los quipos que ponen en peligro la integridad del
personal o puedan causar daños mayores.
d. Mantenimiento proactivo: se anticipa de una forma proactiva a las posibles fallas
que podrá generar un equipo o máquina, esta se destaca porque trata de
eliminar la causa principal que puede generar varios problemas o efectos según
transcurra el tiempo. Un mantenimiento proactivo se basa en localizar la causa
principal del problema y tomar las medidas necesarias para que no incurra en el
mismo factor. Este tipo de mantenimiento se anticipa ante cualquier causa que
puede repercutir en el futuro. Para realizar un mantenimiento proactivo se debe
de tener políticas dentro de la empresa que respalde cualquier necesidad que se
acontezca y tener una mente abierta para poder resolver los problemas que se
acontecen.
Por otra parte, Rodríguez (2002) clasifica el mantenimiento de la manera que a
continuación se presenta.
a. Mantenimiento preventivo: acciones que se planean y programan con el objetivo
de ajustar, reparar o cambiar partes en equipos, antes de que ocurra una falla o
daños mayores, reduciendo al mínimo los gastos producto de paradas no
programadas. Entre las ventajas de la aplicación de un buen plan de
mantenimiento preventivo, se pueden citar las siguientes: (1) disminuye el tiempo
de parada de los equipos, (2) disminuye el pago de tiempo extra al personal, (3)
disminuye los costos por reparación, (4) mejora el control de la existencia de
repuestos en almacén, (5) disminuye el costo unitario de producción, y (6)
aumenta la seguridad de los trabajos.
b. Mantenimiento sistemático: es un tipo de mantenimiento preventivo, basado en
remplazos programados de componentes de equipos, sin evaluar las condiciones

52
de operabilidad de los mismos. Esta tendencia es aplicada, en gran medida en la
industria aeronáutica, debido a que los requerimientos de seguridad deben ser
elevados puesto que están involucradas vidas humanas.
c. Mantenimiento predictivo: este tipo de mantenimiento se practica para detectar
anomalías en los equipos, generalmente en funcionamiento, mediante la
interpretación de datos obtenidos con instrumentos previamente colocados en
diferentes partes de la máquina o mediante la toma de muestras. El
mantenimiento predictivo pudiera ser considerado como preventivo, la diferencia
está, en que debido a la tecnología utilizada, cada vez más sofisticada, da la
posibilidad de obtener datos de los diferentes parámetros que se presentan en la
operación normal de los equipos, los datos así obtenidos pueden ser procesados
por computadoras y dar reportes o accionar alarmas e inclusive parar el equipo
evitando daños mayores. Así pues, se cuenta con numerosas técnicas que
permiten anticiparse a la falla mediante el seguimiento de la operación de los
equipos, entre las cuales sobresalen las mediciones de vibraciones para conocer
el estado de los rodamientos, el análisis de aceite, detección infrarroja de puntos
calientes, alineación óptica/láser, mediciones de variables operacionales como:
Presión, temperatura y volumen, entre otros.
d. Mantenimiento correctivo: se ejecuta después de la aparición de una falla, para
restablecer cualquier infraestructura, sistema, dispositivo o equipo a una
condición en la cual pueda cumplir con la función para el cual está diseñado. El
mantenimiento correctivo, puede ser producto de la falla de un equipo, que lo
obliga a no estar disponible para operar, o se puede derivar de una inspección
que arroje como resultado, el daño de una o varias partes. A diferencia de otras
técnicas de mantenimiento, este debe realizarse en forma inmediata, con la
correspondiente pérdida de tiempo, que normalmente es más larga que una
parada programada, por las siguientes razones: (1) no se conoce cuales piezas
deberán ser remplazadas y si hay existencia en el almacén, (2) no se conoce la
magnitud del daño, por lo que se debe desmontar e inspeccionar la pieza dañada
y las que trabajan junto con ella, (3) el daño puede ocurrir en horas no laborales,
por lo que es frecuente incurrir en pérdidas de producción, y (4) la falla puede
causar accidentes a los operadores de los equipos.
53 Por su parte, De la Cruz (2010) menciona los siguientes puntos que expresa la
existencia de diversas clases de mantenimiento dentro de la concepción del
mantenimiento planeado (Figura 1), lo cual es definido como un planeamiento previo,
que considera la importancia del equipo y el método a ser usado.
a. Mantenimiento no planeado: Ocurre de forma no planeada, normalmente
después de una quiebra; lo cual conlleva a realizar un análisis sistemático de las
fallas u operación fuera del estándar, con el objeto de eliminar las causas
b. Mantenimiento basado en el tiempo: Es una subdivisión del mantenimiento
preventivo es cuando la actividad de mantenimiento ocurre regularmente, antes
de que ocurra la falla, siendo que cuando llega el tiempo predeterminado, la
reparación es efectuada.
c. Mantenimiento basado en la inspección: La actividad de mantenimiento ocurre
regularmente, antes de que ocurra la falla, siendo el equipo desarmado e
inspeccionado, y los repuestos deteriorados sustituidos.
d. Mantenimiento predictivo: La vida residual de las repuestos importantes del
equipo es prevista con base en técnicas de inspección y diagnóstico, permitiendo
el uso de esas repuestos hasta el final de su vida útil.
e. Mantenimiento post-avería: La reparación o sustitución es efectuada después de
la avería del equipo. Es adoptada para equipos cuyo costo de avería post falla es
menor que el costo de otras formas de mantenimiento.
f. Mantenimiento correctivo: Método utilizado para rectificar sistemáticamente
partes insatisfactorias de los equipos, objetivando reducir deterioros y averías.
Ocurre siempre y cuando existe otro tipo de mantenimiento en caso contrario es
reparación.
g. Mantenimiento de Oportunidad: El mantenimiento es realizado utilizando tiempos
de parada de acuerdo con las necesidades de planificación de producción.

54 Figura 1. Clasificación del mantenimiento planeado
Fuente: Elaboración propia con base en De la Cruz (2010).
Asimismo, Bligoo Consultores (2011) establece los siguientes aspectos para
clasificar el mantenimiento industrial.
a. Mantenimiento rutinario: comprende actividades tales como: lubricación,
limpieza, protección, ajustes, calibración u otras; su frecuencia de ejecución es
hasta periodos semanales, generalmente es ejecutado por los mismos operarios
de los sistemas productivos, teniendo como objetivo el de mantener y alargar la
vida útil de dichos sistemas productivos evitando su desgaste.
b. Mantenimiento programado: toma como basamento las instrucciones técnicas
recomendadas por los fabricantes, constructores, diseñadores, usuarios y
experiencias conocidas, para obtener ciclos de revisión y/o sustituciones para los
elementos más importantes de un sistema productivo a objeto de determinar la
carga de trabajo que es necesario programar. Su frecuencia de ejecución cubre
desde quincenal hasta generalmente periodos de un año. Es ejecutado por las
cuadrillas de la organización de mantenimiento que se dirigen al sitio para
realizar las labores incorporadas en un calendario anual.
55
c. Mantenimiento por avería o reparación: Se define como la atención a un sistema
productivo cuando aparece una falla, su objetivo está basado en mantener el
servicio adecuado a dichos sistemas, minimizando sus tiempos de parada. Por
ello, es ejecutado por el personal de la organización de mantenimiento, así, la
atención a la falla debe ser inmediata y por tanto no da tiempo a ser programada
pues implica el aumento en costos y de paradas innecesarias de personal y
equipos.
d. Mantenimiento correctivo: comprende las actividades de todo tipo encaminadas a
tratar de eliminar la necesidad de mantenimiento, corrigiendo las fallas de una
manera integral a mediano plazo. Las acciones más comunes que se realizan
son: la modificación de elementos de máquinas, modificación de alternativas de
proceso, cambios de especificaciones, ampliaciones, revisión de elementos
básicos de mantenimiento y conservación. De ahí, que este tipo de actividades
son ejecutadas por el personal de la organización de mantenimiento y/o por
entes foráneos, dependiendo de la magnitud, costos, especialización necesaria u
otros aspectos, su intervención tiene que ser planificada y programada en el
tiempo para que su ataque evite paradas injustificadas.
e. Mantenimiento circunstancial: este tipo de mantenimiento es una mezcla entre
rutinario, programado, avería y correctivo, por cuanto por su intermedio, se
ejecutan acciones de rutina pero no tienen un punto fijo en el tiempo para iniciar
su ejecución, porque los sistemas atendidos funcionan de manera alterna, se
ejecutan acciones que están programadas en un calendario anual pero que
tampoco tienen un punto fijo de inicio por la razón anterior; mientras que se
entiende por averías cuando el sistema se detiene, existiendo por supuesto otro
sistema que cumpla su función, y el estudio de la falla permite la programación
de su corrección eliminando dicha avería a mediano plazo.
f. Mantenimiento preventivo: el estudio de falla de un sistema productivo deriva dos
tipos de averías; aquellas que generan resultados que obliguen a la atención de
dichos sistemas, mediante la aplicación de acciones correctivas y las que se
presentan con cierta regularidad y que ameritan de su prevención. El
mantenimiento preventivo es el que utiliza todos los medios disponibles, incluso
los estadísticos, para determinar la frecuencia de las inspecciones, revisiones,

56
sustitución de piezas claves, probabilidad de aparición de averías, vida útil, u
otras. Su objetivo es adelantarse a la aparición o predecir la presencia de las
fallas.
g. Mantenimiento predictivo: este tipo de mantenimiento se basa en predecir las
fallas antes de que se produzcan. Se trata de conseguir adelantarse a la falla o al
momento en el cual el equipo o elemento deja de trabajar en sus condiciones
óptimas. Para conseguirlos, estos utilizan herramientas y técnicas de monitoreo
de parámetros físicos.
h. Mantenimiento productivo total: es un sistema de organización donde la
responsabilidad no recae solo en el departamento de mantenimiento sino en toda
la estructura de la empresa, así como en el ¨buen funcionamiento de las
maquinas o instalaciones, que dependen y son la responsabilidad de todos. El
objetivo del sistema está orientado a lograr: cero accidentes, cero defectos y cero
fallas.
i. Mantenimiento operacional: se define como la acción de mantenimiento aplicada
a un equipo o sistema a fin de mantener su continuidad operacional, el mismo es
ejecutado en la mayoría de los casos con el activo en servicio sin afectar su
operación natural.
j. Mantenimiento paliativo o de campo (de arreglo): este se encarga de la
reposición del funcionamiento, aunque no quede eliminada la fuente que provoco
la falla.
2.2.7. Mantenimiento productivo total El Mantenimiento Productivo Total (TPM por sus siglas en inglés) es una filosofía
japonesa de MEJORA CONTINUA compuesta por una serie de actividades sistemáticas
y metodológicas que una vez implantadas ayudan a mejorar la competitividad de una
organización industrial o de servicios. Se considera como estrategia, porque crea
capacidades competitivas a través de la eliminación rigurosa de las deficiencias de los
sistemas operativos.
El mantenimiento productivo total permite diferenciar una organización en relación a
su competencia debido al impacto en la reducción de los costos, mejora de los tiempos

57 de respuesta, fiabilidad de suministros, el conocimiento que poseen las personas y la
calidad de los productos y servicios finales.
De esta manera la innovación principal del mantenimiento productivo total, consistió
en que los operadores se hicieron cargo del mantenimiento básico tanto preventivo
como reparativo de sus equipos, y comenzaron a mantener sus propias máquinas
desarrollando la capacidad de detectar problemas potenciales antes de que ocurrieran
las fallas.
2.2.7.1. Características del mantenimiento productivo total
Acciones de mantenimiento en todas las etapas del ciclo de vida del equipo.
Participación amplia de todas las personas de la organización.
Es observado como una estrategia global de empresa, en lugar de un sistema
para mantener equipos.
Se orienta a la mejora de la Efectividad Global de las operaciones, en lugar de
prestar atención a mantener los equipos funcionando.
Intervención significativa del personal involucrado en la operación y producción
en el cuidado y conservación de los equipos y recursos físicos.
Procesos de mantenimiento fundamentados en la utilización profunda del
conocimiento que el personal posee sobre los procesos.
2.2.7.2. Estrategias del mantenimiento productivo total El TPM está orientado a lograr cero defectos, cero averías y cero accidentes; y para
llegar a este fin se debe tener el dominio de las dieciséis grandes pérdidas que son el
obstáculo para la efectividad de una planta. Estas pérdidas están clasificadas de la
manera que a continuación se explica.
2.2.7.2.1. Tipos de pérdidas debidas sobre todo al uso del equipo
1. Quiebra: Parada inesperada del equipo con o sin sustitución de piezas.

58
2. Cambio de formato: Tiempo total utilizado (incluyendo ajustes necesarios) para
pasar del último producto (en velocidad y calidad normales), hasta el primer
producto de la próxima producción.
3. Cambio de pieza: Pérdida por substitución de herramientas al final de la vida útil
(desgaste normal) o de insumos durante el proceso productivo.
4. Start Up inicio: tiempo total utilizado (incluyendo ajustes) para alcanzar la
velocidad y calidad normales (10 minutos trabajando en condiciones
operacionales de proceso). Término / final de producción: tiempo para parar la
línea y establecer condiciones apropiadas para el inicio de producción.
5. Paradas menores: Paradas muy cortas menores a 10 minutos.
6. Velocidad: Pérdida de velocidad (medida en tiempo) de una línea trabajando en
velocidad inferior a la velocidad padrón para un producto/ envase.
7. Defecto y retrabajo: Tiempo perdido en la producción de productos no-
conformes y tiempo para retrabajar productos no conformes.
8. Paradas programadas: Esta pérdida se refiere a la parada programada de la
línea causada por paradas de los equipamientos para mantenimiento /
inspección periódica y por paradas programadas para inspecciones legales
durante la producción. Esto debe constar en el plan de producción.
2.2.7.2.2. Tipos de pérdidas relativas a recursos humanos
1. Gerenciamiento: Pérdidas de tiempo generadas por problemas de gestión por
falta de material, piezas de reposición, utilidades, espera de instrucciones, etc.
2. Movimiento operacional: Incluye pérdidas generadas por diferencias de
habilidades y pérdidas atribuidas a la ineficiencia del lay-out.
3. Organización de línea: Pérdidas resultantes de la falta de operadores en la línea
y operadores que deben trabajar en más equipamientos que los inicialmente
planeados.
4. Logística: Tiempo perdido en entregas ineficientes de materia prima o material de
embalaje, productos, etc., para la línea, y remoción del producto final de la
línea.
5. Mediciones y ajustes: Esta pérdida es provocada por mediciones y ajustes
frecuentes para prevenir la repetición de problemas.
59 2.2.7.2.3. Tipos de pérdidas relativas a los materiales y fuente de energía
1. Fuente de energía: Debido a temperatura, sobrecarga o accionamiento.
2. Mantenimiento/cambios: Herramientas, troqueles, matrices y dispositivos
especiales.
3. Irrecuperables: Utilización de materiales por defecto, excesos o pérdidas en el
proceso. Para eliminar las pérdidas es necesario identificarlas y valorarlas, para
tomar decisiones que mejoren la productividad de la empresa.
2.3. Sistema de variables 2.3.1. Definición nominal: Sistema automatizado de mantenimiento 2.3.2. Definición conceptual Un sistema automatizado de mantenimiento puede definirse como un sistema
integral o total, el cual se conforma por una serie de políticas, una adecuada
organización, sistemas y procedimientos para obtener los parámetros específicos para
el mantenimiento que se requiere en las diferentes situaciones. Por tanto, también es
considerado como aquel que emplea algún tipo de dispositivo mecanizado para realizar
el procesamiento de datos. Algunos de los aspectos funcionales para el desarrollo de
un sistema automatizado de mantenimiento son: (1) control de equipos, donde
menciona el control referido a los equipos, sus fallas y consumo de esfuerzo de
mantenimiento, (2) control de trabajo, lo cual es generado para llevar el control de la
mano de obra que interviene en los equipos, (3) control de inventarios, destinado al
control de los materiales utilizados en las labores de mantenimiento, (4) control de
costos: Para determinar y totalizar el costo de los trabajos realizados, y (5) reportes
para la gerencia, por cuanto se orientan a la obtención de índices e indicadores que
midan la efectividad de las actividades (Finol, 2002).
2.3.3. Definición operacional

60 Para efectos de esta investigación, un sistema automatizado de mantenimiento
comprende el control mecanizado de indicadores orientados al eficiente uso de los
recursos materiales, económicos, de tiempo y humanos en la adecuada toma de
decisiones para el alcance de los objetivos de mantenimiento para lograr la mayor
efectividad posible de la organización.
2.3.4. Tabla operacional de variables
Tabla 2. Operacionalización de la variable OBJETIVOS VARIABLE DIMENSIÓN INDICADORES
Describir los equipos de los laboratorios de investigación y servicio sujetos a esta investigación.
Sistemas información
Inventario de equipos Sistema de codificación Especificaciones técnicas
Describir las fallas funcionales de los equipos en los laboratorios de investigación y servicio.
Tipos de fallas Totales Parciales Intermitentes
Evaluar la criticidad de los equipos investigados en relación al impacto en la prestación de servicios y ambiente.
Criticidad de los equipos
Equipos Críticos Equipos semicríticos Equipos no críticos
Establecer el diseño arquitectónico, procedimental y de interfaz que permita el desarrollo del software.
Sistema Automatizado
de Mantenimiento
No se operacionaliza por ser el resultado de esta investigación.
CAPÍTULO III
MARCO METODOLÓGICO Al iniciar un proceso de planificación, la primera pregunta planteada por el ser
humano en ¿qué hacer?, la respuesta a esta interrogante es se debe investigar, lo que
se refiere, según el Diccionario de la Real Academia Española (2008), a realizar
actividades intelectuales y experimentales de modo sistemático con el propósito de
aumentar los conocimientos sobre una determinada materia. La acción de investigar es
la investigación.
A través de la historia, el ser humano ha formulado diferentes definiciones e
investigación. Aaker y Day (1989) definieron la investigación como la unión de
diferentes fases o pasos que guían un proyecto desde la concepción hasta el análisis
final, la recomendación y la acción final. Por otro lado, Hurtado (2008), define la
investigación, en sentido amplio, como un proceso continuo y organizado, mediante el
cual se pretende conocer algún evento (característica, proceso, hecho o situación), ya
sea con el fin de encontrar leyes generales, o simplemente con el propósito de obtener
respuestas particulares a una necesidad o inquietud determinada. El autor prosigue
afirmando que investigación es la actividad hecha en pro del conocimiento y se realiza
sobre un evento, en un contexto determinado.
Así, en esta sección se describe el tipo de investigación que se aplicó durante el
desarrollo de la investigación, siguiendo a esto se presentó el diseño utilizado en el
estudio. Al mismo tiempo, se expondrán las técnicas, métodos y pasos que se
implementaron para ejecutar las actividades que dieron respuesta a los objetivos
específicos planteados en esta investigación.
3.1. Tipo de investigación En función de los objetivos propuestos y considerando el problema planteado,
expresado en la pregunta: ¿Se podrá diseñar un sistema automatizado de

62 mantenimiento para laboratorios de investigación y servicio del sector público?, se
consideró la realización de una investigación descriptiva, con el objeto de obtener un
estudio preciso de la gestión de mantenimiento en las empresas mencionadas y, de esa
manera, responder la interrogante y sugerir posibles soluciones a la misma.
Por tanto, dado que el desarrollo de esta investigación tiene como función principal
diseño de un sistema aplicable que brinde la optimización para la gestión del
mantenimiento y por consiguiente aumente la eficiencia en el área operacional de los
laboratorios de investigación y servicios del sector público, el presente estudio de tipo
descriptivo se enfoca en la generación de información a través del análisis de datos.
En tal sentido, Hernández, Fernández y Batista (2003), plantean que la investigación
descriptiva busca especificar propiedades, características y rasgos importantes de
cualquier fenómeno que se analice. Asimismo, Méndez (2001), expresa que los
estudios descriptivos acuden a técnicas específicas en la recolección de información,
como la observación, las entrevistas, los cuestionarios; y la información obtenida es
sometida a un proceso de codificación, tabulación y análisis.
3.2. Diseño de la investigación El diseño de la investigación se refiere a donde y cuando se recopila la información,
así como la amplitud de la información a recopilar, de modo de dar respuesta a la
pregunta de la investigación de la forma más idónea posible. Si el tipo de investigación
se define con base en el objetivo, el diseño de la investigación se define con base en el
procedimiento (Hurtado, 2008).
Al considerar lo anteriormente expuesto, luego de estudiar las características de los
objetivos específicos planteados, el diseño de la presente investigación se ubica de la
manera siguiente: de campo – documental, transaccional y no experimental.
La investigación es de campo debido a que la información se toma de fuentes vivas
y se recoge directamente desde su ambiente natural (Hurtado, 2008). En otras
palabras, el estudio para el diseño de un sistema automatizado de mantenimiento se
realiza en sitios donde ocurren los hechos, es decir, en los laboratorios de investigación
y servicio del sector público. Por otra parte, los estudios documentales refieren el
análisis de la información sobre un determinado tema, con el propósito de establecer
63 relaciones, diferencias, etapas, postura o estado actual del conocimiento, respecto al
tema objeto de estudio (Finol y Camacho, 2006).
La investigación es transeccional porque las unidades de análisis, las consultoras de
ingeniería, son observadas en un solo punto en el tiempo (Hurtado, 2008). Se utilizan
en investigaciones con objetivos de tipo descriptivo para el análisis de la interacción de
las variables en un tiempo específico (Ávila, 2006).
Adicionalmente, la presente investigación es no experimental, también conocida
como investigación Ex Post Facto, término que proviene del latín y significa después de
ocurridos los hechos, lo cual Finol y Camacho (2006), apuntan que en este caso es un
tipo de investigación sistemática en la que el investigador no tiene control sobre las
variables independientes porque ya ocurrieron los hechos o porque son intrínsecamente
manipulables.
3.3. Población Según Hernández y col. (2003) una población puede estar referida a cualquier
conjunto de elementos de los cuales se pretende indagar y conocer sus características,
o una de ellas, y para lo cual serán válidas las conclusiones obtenidas en la
investigación. Sin embargo, la población, desde el punto de vista estadístico, se
constituye por el conjunto de medidas de las variables en estudio en cada una de las
unidades que conforman el universo, éste último definido como un conjunto finito o
infinito de elementos (Seijas, 1993).
En esta investigación, la población estuvo constituida por los empleados del área de
mantenimiento, equipos y partes de los laboratorios de investigación y servicio del
Instituto Zuliano de Investigaciones Tecnologicas (INZIT), ubicado en el Municipio La
Cañada de Urdaneta, en el estado Zulia.
La población se clasifica según su número en finita, debido a que son menos de
100.000 personas, tal como lo reseña Sierra Bravo (1995) cuando afirma que este tipo
de universos son iguales o inferiores a cien mil unidades. También, según su función, la
población es accesible ya que al ser reducida en tamaño y al estar ubicada en un área
geográfica susceptible de ser abordada por el investigador, será posible desarrollar el
estudio sobre la totalidad de los miembros del universo.

64 Por esta razón no se seleccionó muestra y por tanto se trabajó con un censo
poblacional, el cual según Sabino (2001) se refiere a la numeración y análisis de la
totalidad del universo de estudio, prescindiéndose del uso de muestreo y de muestra
alguna.
Por otra parte, para el desarrollo de la presente investigación se consideró como
unidad de análisis a la empresa Instituto Zuliano de Investigaciones Tecnológicas
(INZIT).
3.4. Técnicas de recolección de datos Hurtado (2008), señala a las técnicas de recolección de datos como un conjunto de
procedimientos y actividades que le permiten al investigador obtener la información
necesaria para dar respuesta a las preguntas referidas en la investigación.
En virtud de lo anteriormente expuesto, para esta investigación se utilizó la técnica
de la observación mediante las modalidades directa y documental, como medios para la
recolección de la información necesarios para el análisis de los resultados.
La observación directa, según Tamayo y Tamayo (2004), la observación directa es
aquella en la cual el investigador puede observar y recoger datos mediante su propia
observación, concretamente mediante inspecciones que se realicen en el sitio. Por ello,
para esta investigación se hace necesaria la observación directa, para tomar
información desde el sitio, donde se llevaron a cabo las actividades de mantenimiento
de los laboratorios de investigación y servicios.
Por otra parte, la observación documental destaca la gran multiplicidad y diversidad
de los documentos constituye en su conjunto un arsenal inmenso de fuentes para la
investigación prácticamente inagotables, en las que se encuentran recogidas y
reflejadas, desde tiempos muy remotos, si bien de manera dispersa, desordenada y
fragmentaria, gran parte de las manifestaciones de la vida de la humanidad en su
conjunto y en cada uno de sus sectores (Ruiz, 2004).
Para esta investigación se hizo uso de esta técnica, con el objeto de conocer las
características técnicas de los equipos, tomando como guía los catálogos del fabricante
y la información existente acerca de los mismos que están involucrados en el área
operacional de los laboratorios de investigación y servicios.
65 Los instrumentos constituyen la vía mediante la cual es posible aplicar una
determinada técnica de recolección de datos; representando así un proceso dentro de
toda investigación, que ayuda a obtener la información necesaria para la realización del
análisis en relación con la variable objeto de estudio (Yépez, 2004). Por tanto, los
instrumentos de recolección de datos son herramientas utilizadas por el sujeto
investigador para recabar información acerca del hecho, evento o fenómeno que
investiga (Finol y Camacho, 2006).
De allí, se utilizan los instrumentos como un sistema de preguntas que tiene como
finalidad obtener datos específicos en una investigación, en la cual debe estar
plasmado considerando un soporte material, así como utilizar un lenguaje previamente
codificado para lograr el entendimiento de los encuestados.
En otras palabras, la aplicación de los instrumentos hace posible la generación de
resultados, por tanto, para este caso se consideró el uso de cuestionarios, con la
finalidad de recopilar la información pertinente al objeto de estudio. Las preguntas del
investigador están contenidas en una pauta que han sido previamente definidas en
función de los intereses de la investigación, es decir, con un formato de preguntas que
proporcionen datos más específicos sobre la operación de los laboratorios.
En esta investigación se aplicaron encuestas para la obtención de los resultados,
considerando los aspectos que a continuación se muestran.
a. Instrumento o encuesta de aplicación
En el caso particular de este estudio, se realizó un instrumento con base en la
técnica de la encuesta, tomando en cuenta la variable objeto de estudio, constituido por
30 ítems aproximadamente, por cuanto se consideró la formulación de 3 ítems por
indicador a analizar. Además, se tomó en cuenta la fatiga y poca colaboración de los
encuestados cuando los instrumentos son largos, por lo que se realizó de manera que
fuera entendible y conciso para los escogidos como muestra. Por otro lado, este tiene
cinco alternativas ordinales de respuesta de escala tipo Likert (Siempre, Casi Siempre,
Algunas Veces, Casi Nunca y Nunca).
b. Validez del instrumento

66 Según Hernández y col. (2003) la validez “es el grado en el que un instrumento en
verdad mide la variable que se busca medir”, mientras que la confiabilidad la definen
como el “grado en el que la aplicación repetida de un instrumento de medición al mismo
fenómeno genera resultados similares”.
En esta investigación, la validez del instrumento se realizó sometiendo la versión
preliminar de los cuestionarios al juicio de 3 expertos (ver Cuadro 3), formados en el
área, a través de un instrumento de validez de contenido (Hernández y col., 2003),
buscando corroborar la correspondencia de los cuestionarios con su contexto teórico,
además de la pertenencia de los ítems con los objetivos, la variable, las dimensiones,
los indicadores, entre otros aspectos (Ver Anexo 1).
Tabla 3. Expertos encargados de la validación del instrumento
Nombre del experto Profesión Años de experiencia
Estudios realizados de nivel superior
Mayela Yépez Profesor Universitario 22 Doctora en Ciencias Gerenciales
Alberto Sánchez Ingeniero Mecánico 19
Especialista en proyectos de
mantenimiento y mecánica del
funcionamiento industrial
Emerita Machado Jefe de Calidad 23 Magister en Química
Por ello, se logró una evaluación positiva del instrumento, debido a que el grupo de
expertos considero que los mismos reflejaban de manera eficiente, los objetivos a
cumplir con la aplicación del instrumento, además de corroborar la estrecha relación
que guarda con el objeto análisis de este estudio. Sin embargo, considerando las
sugerencias emitidas por los expertos, se realizó una lista en donde se especifica la
modificación realizada a cada según lo objetado por el evaluador (ver Anexo 2).
c. Personas a las cuales se le aplicó el instrumento
Se seleccionó toda la población de la empresa que labora directamente con equipos
y maquinarias de los laboratorios que requieran de labores de mantenimiento, por
cuanto es una cantidad manejable y significativa para obtener resultados más
confiables.
67 En este estudio la población estuvo constituida de la manera siguiente: 6 empleados
del departamento de mantenimiento y servicio técnico, 7 empleados de servicios
generales, 8 de muestreo (pasantes y aspirantes), 10 de laboratorio químico, 4 de
gestión ambiental, 3 de laboratorio de espectrofotometría y HPLC, 6 de laboratorio de
microbiología, 6 de convenio IVIC-INZIT, para un total de 50 personas encuestadas.
3.5. Análisis de datos La técnica de análisis que se utiliza en esta investigación es la estadística
descriptiva compuesta, de manera de obtener un análisis frecuente donde se observen
las variables e indicadores que den a conocer las etapas del proceso y sus diferentes
fases de operación. El resultado final de los datos analizados se manifiesta a través de
tablas y gráficos donde se muestran todos los elementos que influyen en los aspectos
concluyentes de la investigación. Los pasos llevados a cabo para realizar este análisis y
el procedimiento de datos fueron los siguientes:
a. Se aplicaron los instrumentos para el análisis de los aspectos que inciden en la
adecuada gestión del sistema actual de mantenimiento, lo cual fue aplicado a la
muestra seleccionada.
b. Se recolecta la información suministrada por los instrumentos a su vez se
procesan los datos obtenidos mediante una hoja de cálculo de Excel, de manera
que ordene las respuestas en valores de frecuencia, valores medios y puntos
críticos del proceso. Finalmente se efectúa el análisis de los resultados obtenidos
que se muestran en gráficos y tablas que permitan producir las conclusiones y
recomendaciones respectivas.
c. Para la sistematización estadística de los datos se realizó un proceso de carácter
descriptivo, la cual consiste en la interpretación de los resultados a través de la
determinación de la frecuencia absoluta (Ni), frecuencia relativa (Fi%) y el cálculo
de valores estadísticos específicos, como la desviación estándar (S). En tal
sentido, para categorizar la desviación estándar, se utilizó un Baremo de
interpretación, mostrado en el Cuadro 4, donde se establece una escala de
categorías, correspondientes a los valores cuantitativos de las respuestas
obtenidas.

68 Tabla 4. Baremo para interpretación de desviación estándar
Rango Categoría Interpretación 0.00 – 1.00 Baja Se considera 1.01 – 2.00 Media Se consideran algunos
aspectos 2.01 – 3.00 Alta No se considera relevante
3.6. Procedimiento de la investigación La presente investigación se desarrolló a través del cumplimiento de una serie de
etapas sucesivas, teniendo en cuenta como objetivo principal el diseño de un sistema
automatizado de mantenimiento para laboratorios de investigación y servicios del sector
público. Por ello, entre los procedimientos cumplidos se mencionan a continuación los
pasos iniciales y luego las fases desarrolladas para alcanzar el éxito del mismo.
FASE I. Descripción de los equipos e instalaciones de los laboratorios de investigación y servicio.
a. Se recopiló información acerca de los equipos e instalaciones sometidos a este
estudio, apoyándose en las diferentes fuentes y/o manuales de fabricantes con el
objeto de conocer el tipo específico de equipo, marca, modelo, ubicación e uso
adecuado, entre otros.
b. Visitas a los distintos espacios e instalaciones donde se encuentran ubicados los
equipos y/o maquinarias, para constatar su estado, así como su comportamiento
en la operación de los equipos.
c. Basados en el proceso de la aplicación de encuestas, se conoció la importancia
de los activos así como el mantenimiento de los mismos, destacando la
importancia de un plan adecuado de mantenimiento, que vaya según una
dinámica codificación, que permita una satisfactoria ubicación y rápida en lo que
a mantenimiento se refiere.
FASE II. Descripción de las fallas funcionales de los equipos e instalaciones en los laboratorios de investigación y servicio.
69
a. De acuerdo a la aplicación de encuestas al personal que opera los equipos, se
corroboró las fallas de los mismos, así como la generación de resultados
diferentes a los esperados, además de la interferencia del proceso productivo.
b. Se evaluaron la cantidad de fallas ocurridas en un mismo equipo, con el objeto
de conocer cuánto es el tiempo fuera de servicio y estado de criticidad previo a la
aplicación de medidas de mantenimiento.
FASE III. Evaluación de la criticidad de las fallas de los equipos e instalaciones investigadas.
a. Se realizó una revisión bibliográfica sobre técnicas sobre criticidad para el
conocimiento y entendimiento de los equipos.
b. Se aplicaron encuestas al personal involucrado en la operación y mantenimiento
de los equipos, con el objeto de determinar el índice de criticidad de cada uno de
los equipos.
c. Se creó una lista de equipos de acuerdo a su índice de criticidad, que priorice
según la misma el mantenimiento de los equipos.
FASE IV: Diseño arquitectónico, procedimental y de interfaz que permita el desarrollo del software.
a. La realización de una investigación de los lenguajes de programación existentes
de bases de datos y con entrevistas con especialistas en sistemas de
información con el fin de determinar el método de manejo de base de datos y
lograr desarrollar un programa de computadoras basado en toda la información
recopilada y los requerimientos establecidos.
b. Analizar los Resultados esperados de los análisis en conjunto.
c. Definir políticas que en materia de gestión de mantenimiento deben existir en una
organización.
d. Establecer los procedimientos secuenciales bajo la aplicación de formatos de
mantenimiento que se adapten al proceso productivo.

CAPITULO IV
RESULTADOS Y ANÁLISIS En este capítulo se presentan e interpretan los resultados obtenidos de la
información proveniente del instrumento de recolección de datos, aplicado a la muestra
escogida para el aporte de información de cada unidad de estudio, en este caso, los
encargados del departamento de mantenimiento del Instituto Zuliano de Investigaciones
Tecnológicas.
La información obtenida se presenta de manera sistematizada, de acuerdo con el
cumplimiento de los objetivos específicos establecidos, para obtener una percepción
completa acerca de la situación actual en laboratorios de investigación y servicio del
sector público, en cuanto a la automatización de los sistemas de mantenimiento, la cual
se designó como variable de estudio de la presente investigación.
Luego de la recolección y tabulación de los datos, se realizó la organización y
análisis de la información, obteniéndose respuestas a interrogantes planteadas al inicio
de la investigación, así como, los objetivos de la misma. A continuación, se presentan
las observaciones pertinentes, se vinculan de forma directa con el basamento teórico
que respalda la variable objeto de estudio y se construyen los lineamientos para el
diseño arquitectónico y procedimental del sistema automatizado para el mantenimiento
en laboratorios de investigación y servicio.
4.1. Presentación y análisis de los resultados Con el propósito de agrupar, describir y relacionar los datos obtenidos de la variable
Sistema de Automatización de Mantenimiento, se procedió a realizar las pruebas
estadísticas pertinentes según la exigencia de los objetivos, los cuales revelarán si los
datos apoyan o no a los objetivos inicialmente planteados.
Por ello, el análisis presentado a continuación, incluye los resultados
correspondientes a las opiniones emitidas por los informantes seleccionados para la

71
investigación, con el objeto de describir, en la actualidad, el comportamiento de la
variable automatización de mantenimiento en este tipo de organizaciones. Los datos
obtenidos se muestran en cuadros, diferenciando cada uno de los objetivos de este
estudio.
Dimensión: Sistemas de información Indicador: Inventario de equipos Para diagnosticar las condiciones actuales de los elementos presentes en los
laboratorios de investigación y servicio, se consideraron los indicadores de análisis
inventario de equipos, sistema de codificación así como también las especificaciones
técnicas. Sin embargo, con el objeto de describir los equipos presentes en los
laboratorios de investigación y servicio, es decir, el inventario de bienes, de acuerdo al
registro de gestión que se realiza en la coordinación de mantenimiento, se muestra en
los Cuadros 6, 7, 8 y 9.
Tabla 5. Equipos pertenecientes al laboratorio de ambiente Código Mant Descripción Marca Modelo Serial
LA-F-330 MUESTREADOR RAC RESEARCHAPPLANC
209031 10914682
LA-F-430 DESTILADOR BARNATEAD A440367 675930466647
LA-I-070 TURBIDIMETRO HACH 1680 946 LA-F-310 MUESTREADOR DE ALTO
VOLUMEN RECOLECTA PTS G METAL W NOVA A 0691
LA-F-320 MUESTREADOR DE ALTO VOLUMEN RECOLECTA PTS
G METAL W 2000 H 44-3
LA-F-370 MUESTREADOR DE ALTO VOLUMEN RECOLECTA PTS
ANDERSER GEM 2000 H
0863
LA-I-570 MEDIDOR DE OXIGENO DISUELTO
HANNA HI9143M 244175
LA-I-610 MEDIDOR DE OXIGENO DISUELTO
HANNA HI9142 S/S
LA-I-620 MEDIDOR DE OXIGENO DISUELTO
THERMOELECTRON
ORION 97-08
S/S
LA-H-640 AUTOCLAVE FELISA FE-399 0512095 LA-F-300 MEZCLADOR IKA WERK IKA WERK RW1451 20467 LA-F-650 CENTRIFUGA CLAY ADAMS CLAY ADAMS DYNAC
420101 2930044
LA-W-030 BALANZA ELECTRONICA BRAINWEIGH BI500 10387 LA-W-220 BALANZA ELECTRONICA SARTORIUS A 2005 40090003 LA-W-020 BALANZA ELECTRONICA OHAUS ADVENTUR 10387

72
ER B150 LA-A-710 DESHUMIDIFICADOR WHITEWESTINGH
OU S/M S/S
LA-I-720 CRONOMETRO PARA MEDIR TIEMPOS DE ENSAYO DE ANALISIS
CRALAB OUTLETS 171
S/S
LA-F-540 AGITADOR ROTATORIO MILLIPORE 34R4BFC1-Z3
455RX4008
LA-W-010 PESAS FISHER FISHER S/M S/S LA-H-050 BAÑO DE MARIA MEMMERT W350 850666 LA-I-060 MEDIDOR DE PH/MV CORNING 125 9214 LA-I-130 MEDIDOR DE FLUJO DE AGUA ISCO 2870 S/S LA-I-180 MEDIDOR DE CAUDAL GLOBALWATER FP101/FP20
1 S/S
LA-I-080 MEDIDOR DE PH WTW PH3301 06430906 LA-E-110 MUESTREADOR ISCO ISCO 2700 06671083 LA-E-120 MUESTREADOR ISCO ISCO 3700 07161029 LA-F-150 MUESTREADOR ISCO DCM 3700 08258010 LA-Q-190 MEDIDOR DE PH HANNA HI 8424 S/S LA-F-210 MEZCLADORA BATIDORA HAMILTON BEACH 936-2 8006C LA-F-530 CENTRIFUGA CLAY ADAMS CLAY ADAMS DINACII
20103 122086
LA-F-580 PULVERIZADORA DE ANILLOS SIEBTECHNIK T-100 40726 LA-F-280 TRITURADORA DE MANDIBULA HUMBOLTWEDAD 1976 9861888 LA-F-360 MUESTREADOR DE ALTO
VOLUMEN AIRE ANDERSER GEM 2000
H 0856
LA-F-660 MUESTREADOR DE ALTO VOLUMEN AIRE
ECOTECH HVS 3000 08-0898
LA-F-670 MUESTREADOR DE ALTO VOLUMEN AIRE
ECOTECH HVS 3000 08-0897
LA-H-040 INCUBADORA PARA USO DE MUESTRAS DE D.B.O.
PRECISION FU019AKW3 FHE 52147
LA-F-680 MUESTREADOR DE ALTO VOLUMEN AIRE
ECOTECH HVS 3000 08-0899
LA-F-690 MUESTREADOR DE ALTO VOLUMEN AIRE
G METAL W 2000 H 44-3
LA-F-700 MUESTREADOR DE ALTO VOLUMEN AIRE
TISCH TE-5005 0588
LA-W-470 BALANZA DIGITAL METTLER PM300 N10656 LA-F-340 MUESTREADOR RAC AIRE ANDERSER
SAMPLE 209031 5914679
LA-F-590 MUESTREADOR RAC AIRE ANDERSER SAMPLE
209006 4548
LA-P-350 PLANTA ELECTRICA LISTER TRIBC64A3C
S/S
LA-E-440 SISTEMA DE DIGESTION TECATOR 10003738 24950 LA-F-380 AGITADOR ROTATORIO S/M JEA 0596 LA-F-730 AGITADOR ANGULAR VARIABLE INDUSTRIA VENEZ 89 004 LA-F-400 PLANCHA CON AGITACION
MAGNETICA MAGNESTIR 214-924 S/S
LA-F-410 PLANCHA CON AGITACION MAGNETICA
MAGNESTIR 214-924 S/S
LA-F-420 PLANCHA CON AGITACION MAGNETICA
MAGNESTIR 214-924 S/S
LA-Q-550 CAMPANA DE EXTRACCION DE MOBILABCA S/M S/S

73
GASES LA-Q-560 CAMPANA EXTRACTORA DE
GASES MOBILABCA S/M S/S
LA-I-460 CONDUCTIMETRO HANNA HI 8733 378850 LA-I-740 ESPECTOFOTOMETRO THERMOFISHERS
CI GENESIS IOS
2L5L210003
LA-E-750 SISTEMA DE FILTRACION DE LIXIVIADO GRANDE
MILLIPORE S/M S/S
LA-E760 SISTEMA DE FILTRACION DE LIXIVIADO PEQUEÑO
MOBILABCA S/M S/S
LA-H-770 MANTA DE CALENTAMIENTO GLAS-COL CJ30412 240041 LA-H-780 MANTA DE CALENTAMIENTO ELECTROTHERM EHEG
1000/CE 10042689
LA-I-771 REGULADOR DE TEMPERATURA DE MANTA DE CALENTAMIENTO
GLAS-COL PL 3126 257808
LA-A-800 NEVERA PARA REFRIGERAR MUESTRAS Y REACTIVOS
TROPICOLD VS 6 PC 200903030017980
LA-A-810 NEVERA PARA REFRIGERAR MUESTRAS Y REACTIVOS
TROPICOLD VS 0 PC 200903030017980
LA-A-820 NEVERA PARA REFRIGERAR MUESTRAS Y REACTIVOS
INREFRICA VS 4 PUC 1572
LA-L-260 CUARTEADOR GRANDE GILSON S/M 062 LA-L-270 CUARTEADOR PEQUEÑO SOILTEST 3815MP 3506144
LA-H-200 ESTUFA MEMMERT UL50 880134 LA-H-830 ESTUFA MEMMERT U30 B52-162 LA-I-860 CALIBRADOR PARA
MUESTREADORES DE ALTO VOLUMEN
GENERAL METAL W
S/M S/S
LA-W-021 PESAS DE 1 A 100 GR TROMER S/M S/S LA-F-250 AGITADOR ROTATORIO EBERBACH S/M S/S LA-I-600 MEDIDOR DE PH,
CONDUCTIVIDAD, SOLIDOS TOTALES Y TEMPERATURA
HANNA HI991301 344305
S/C CALIBRADOR DE HIBOL GENERAL METAL W
3,944,153 S/S
LA - I - 870 PANTALLA PARA CHEQUEO DE FILTROS DE AIRE
S/M S/M S/S
LA-F-381 MOTOR PARA MOVER AGITADOR ROTATORIO
HTRIEB 4V1M 147873831
LA-F-290 SIERRA DE CORTE DE MUESTRAS
B & D DE WALT 3526 80120033
LA-I-880 DETECTOR H2S MSA ALTAIR PRO
09201493
LA-I-890 DETECTOR H2S MSA ALTAIR PRO
09201490
Tabla 6. Equipos pertenecientes al laboratorio de carbón
Código Mant Descripción Marca Modelo Serial LC-F-010 TAMIZADORA ROTAP ROTAP B 22740 LC-F-020 MEZCLADORA
HOMOGENIZADORA, PARA MEZCLAR CARBÓN
LINER 5122 GB815041355
LC-F-030 EQUIPO DE SAUL 572A S/S

74
MOLTURABILIDAD LC-F-040 PULVERIZADOR DE MOLINO HOLMES 500DC 871-2 LC-F-050 EQUIPO DE ENSAYO DE
RESISTENCIA VEEDAR ROOT RHP 115425020
3 LC-L-060 CUARTEADOR GRANDE PARA
DIVIDIR MUESTRAS HOLMES 70K156 C
LC-L-070 CUARTEADOR PEQUEÑO PARA DIVIDIR MUESTRAS
HOLMES 70K155 S/S
LC-L-080 CUARTEADOR PEQUEÑO, PARA DIVIDIR MUESTRAS
PORTA SPLITTER
SP-2 S/S
LC-W-090 BASCULA, PESAR MUESTRAS TOLEDO 2081 9141 LC-H-100 ESTUFA, PARA DET.
HUMEDAD FELISA FE292AD 0512061
LC-H-110 HORNO DE SECADO PREISER 91229002 150060 LP-F-000 EQUIPO DE
MICRORESISTENCIA COQUE
LC-F-120 TRITURADORA DE DISCO, PARA TRITURAR MUESTRAS
HUMBOLT WEDAG
1978 9851681043
LC-F-130 TRITURADORA DE MARTILLO, PARA TRITURAR MUESTRAS
HUMBOLT WEDAG
S/M 9851681044
LC-F-140 TAMIZADORA, PARA TAMIZAR MUESTRAS
GILSON TS-1 12866
LC-C-150 COMPRESOR DE AIRE, SUMINISTRO DE AIRE COMPRIMIDO, COLOR AMARILLO
HUBER JD2025B S/S
LC-E-230 DETERMINADOR CARBONO HIDROGENO NITROGENO
LECO TRUSPEC
3420
LC-K-261 CPU DELL OPTIPLEX S/M S/S LC-K-232 MONITOR PARA MANEJO DE
EQUIPO DELL OPTIPLEX S/M CNOY4413
728725A LC-K-233 TECLADO PARA MANEJO DE
EQUIPO DELL OPTIPLEX S/M CNOW765
83717259 LC-K-234 IMPRESORA PARA IMPRIMIR
RESULTADO HP LASERJET 1160 CNLF1022
0 LC-F-240 CALORIMETRO
ISOPERIBOLICO LECO AC-350 3769
LC-W-250 BALANZA PARA PESAR MUESTRAS
SARTORIUS CP124S 18450544
LC-K-241 IMPRESORA EPSON LX-300 ETUY285909
LC-E-260 DETERMINADOR DE AZUFRE, PARA ANALIZAR MUESTRAS
LECO S-144DR 3971
LC-W-270 BALANZA SARTORIUS CP-124S 18054773 LC-H-471 CPU DELL OPTIPLEX
745 3036
LC-H-472 MONITOR DELL A02 64180 LC-K-265 TECLADO DELL S/M 0796 LC-H-200 ESTUFA, HUMEDAD MEMMERT UNB-400 60529

75
RESIDUAL LC-W-210 BALANZA OHAUS AR2140 K03212265
30315P LC-Q-220 CAMPANA EXTRACTORA DE
GASES MOBILABCA S/M S/S
LC-K-263 MONITOR DELL OPTIPLEX S/M 1PHU LC-K-262 REGULADOR DE VOLTAJE TRIPP-LITE S/M P4804 LC-K-264 IMPRESORA HP 1160 11916 LC-W-280 JUEGO DE PESAS, PARA
VERIFICAR BALANZA TROEMNER CLASE 3 35525
LC-F-290 TERMOMETRO DIGITAL, VERIFICAR TEMPERATURA
K-TYPE DE-305 S/S
LC-H-380 MUFLA, CALENTAR MUESTRAS
BARNSTEAD THERM
48000 S/S
LC-H-390 HORNO DE CENIZAS, DETERMINAR CENIZAS
WEST 2050 S/S
LC-Q-410 CAMPANA EXTRACTORA DE POLVO
MOBILABCA S/M S/S
LC-H-430 ESTUFA, PARA CALENTAR MUESTRAS
THERMO SCIENTIF
3478-1 1489080607155
LC-H-440 HORNO VERTICAL PARA MATERIA VOLATIL
CARBOLITE S/M 20-801564
LC-F-450 DESHUMIFICADOR PARA RETIRAR HUMEDAD
SAMPLA S/M S/S
LC-H-460 DETERMINADOR DE FUSION DE CENIZAS, FUSIBILIDAD DE CENIZAS
LECO AF700 3042
LC-H-470 DETERMINADOR DE FUSION DE CENIZAS, FUSIBILIDAD DE CENIZAS
LECO AF700 3043
LC-F-300 TITULADOR AUTOMATICO SCHOTT INSTRUME
TITANIC D55122
00530625
LC-W-160 TERMO BALANZA GIBERTINI EUROTHERM
131746
LC-H-190 DESECADOR DE CABINA SAMPLA DRY KEEP
S/M S/M
LC-W-480 BALANZA ANALATICA OHAUS EXPLORE EP6102C
M1411129113945P
LC-W-490 BASCULA OHAUS DIGITAL OHAUS T51P5000SERIES
01025696KJ
LC-L-500 MOLINO MANUAL CORONA S/M S/S LC-H-510 HORNO ELECTRICO PARA
DETERMINAR INDICE DE HINCHAMIENTO LIBRE
PREISER S/M 4109032051
LC-K-231 CPU DELL OPTIPLEX GX620
CNOF8098137405B
LC-K-235 MOUSE DELL S/M HCA54141768
LC-K-236 REGULADOR DE VOLTAJE TRIPP LITE S/M 9426ATOIP480
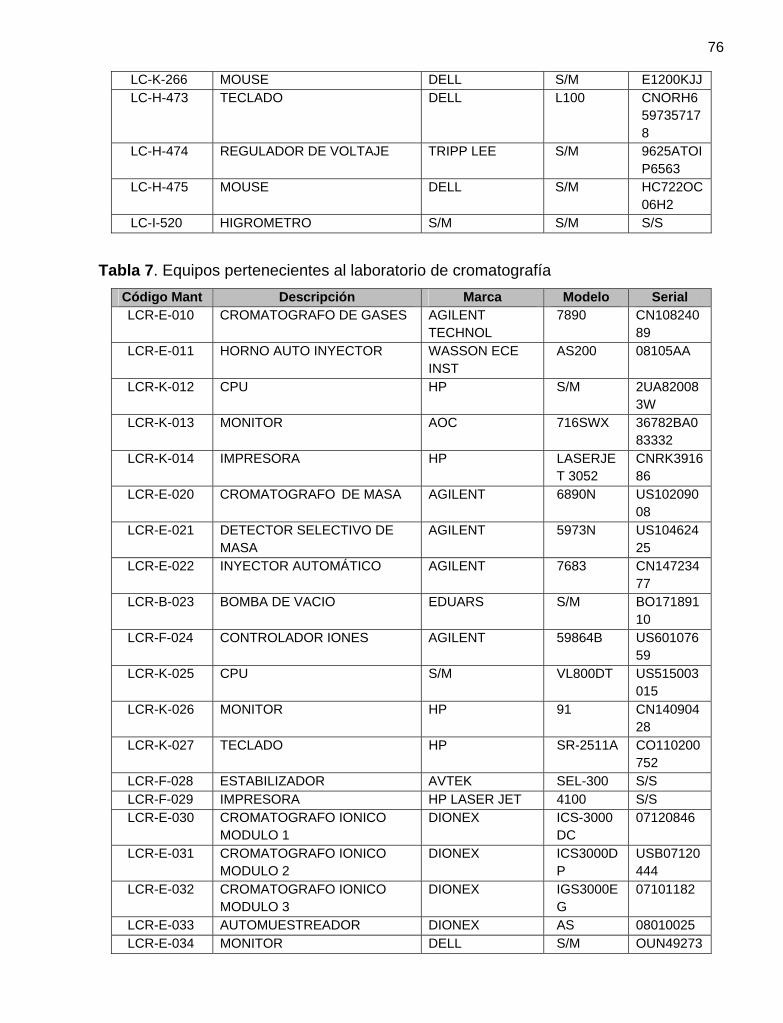
76
LC-K-266 MOUSE DELL S/M E1200KJJ LC-H-473 TECLADO DELL L100 CNORH6
597357178
LC-H-474 REGULADOR DE VOLTAJE TRIPP LEE S/M 9625ATOIP6563
LC-H-475 MOUSE DELL S/M HC722OC06H2
LC-I-520 HIGROMETRO S/M S/M S/S Tabla 7. Equipos pertenecientes al laboratorio de cromatografía
Código Mant Descripción Marca Modelo Serial LCR-E-010 CROMATOGRAFO DE GASES AGILENT
TECHNOL 7890 CN108240
89 LCR-E-011 HORNO AUTO INYECTOR WASSON ECE
INST AS200 08105AA
LCR-K-012 CPU HP S/M 2UA820083W
LCR-K-013 MONITOR AOC 716SWX 36782BA083332
LCR-K-014 IMPRESORA HP LASERJET 3052
CNRK391686
LCR-E-020 CROMATOGRAFO DE MASA AGILENT 6890N US10209008
LCR-E-021 DETECTOR SELECTIVO DE MASA
AGILENT 5973N US10462425
LCR-E-022 INYECTOR AUTOMÁTICO AGILENT 7683 CN14723477
LCR-B-023 BOMBA DE VACIO EDUARS S/M BO17189110
LCR-F-024 CONTROLADOR IONES AGILENT 59864B US60107659
LCR-K-025 CPU S/M VL800DT US515003015
LCR-K-026 MONITOR HP 91 CN14090428
LCR-K-027 TECLADO HP SR-2511A CO110200752
LCR-F-028 ESTABILIZADOR AVTEK SEL-300 S/S LCR-F-029 IMPRESORA HP LASER JET 4100 S/S LCR-E-030 CROMATOGRAFO IONICO
MODULO 1 DIONEX ICS-3000
DC 07120846
LCR-E-031 CROMATOGRAFO IONICO MODULO 2
DIONEX ICS3000DP
USB07120444
LCR-E-032 CROMATOGRAFO IONICO MODULO 3
DIONEX IGS3000EG
07101182
LCR-E-033 AUTOMUESTREADOR DIONEX AS 08010025 LCR-E-034 MONITOR DELL S/M OUN49273

77
7317AR5 LCR-E-035 CPU DELL S/M CNOCN48
1429407A LCR-E-036 TECLADO DELL S/M CN0NM45
37161679 LCR-K-038 IMPRESORA HP DESKJET D1460 VN7B9411
2D LCR-E-040 CROMATOGRAFO LIQ. DE
ALTA PRESIÓN DESGASIFICADO
AGILET TECHNOLO
G1322A DE62970677
LCR-E-041 BOMBA CUARTERTARIA AGILENT TECHNOL
G1311 DE62970677
LCR-E-042 AUTOMUESTREADOR AGILENT TECHNOL
G1329A DEG4773185
LCR-E-043 COMPARTIMIENTO TERMICO DE COLUMNA
AGILET TECHNOLO
G1316A DE90375677
LCR-E-044 MODULO DE DETECCIÓN AGILET TECHNOLO
G1321A DE90958990
LCR-E-045 MODULO DE DETECCIÓN AGILET TECHNOLO
G4218A FR92300448
Tabla 8. Equipos pertenecientes al laboratorio de petróleo Código Mant Descripción Marca Modelo Serial
LP-T-070 DETERMINADOR DE PTO. DE INFLAMACION COPA ABIERTA
PRECISION 74582 10BA-2
LP-T-080 DETERMINADOR DE PTO. DE INFLAMACION COPA CERRADA
PRECISION 74587 300-649
LP-R-090 TITULADOR COULOMETRICO FISHER SCIENTIF
ACCUMENT METTER
F0000316
LP-W-160 BALANZA, PESAR MUESTRAS METTLER PJ6000 25199 LP-W-140 BALANZA, PESAR MUESTRAS LECO 250 263225 LP-Q-220 CAMPANA EXTRACTORA DE
GASES MOBILABCA S/M S/S
LP-I-270 MEDIDOR DE PH WTW 330I 06430906 LP-H-260 MANTA DE CALENTAMIENTO LAS-COL MN2 127202 LP-E-280 VISCOSIMETRO LVDV-II+P S/M 8495528 LP-H-290 DESTILADOR D86 KOEHLER K45000 S/S LP-W-300 BALANZA OHAUS ADVENTU
RER M0368329050099
LP-R-091 CONTROLADOR DE TITULADOR COULOMETRICO
FISHER SCIENTIF
ACCUMENT MODEL
E0000154
LP-H-231 CUBA DE CALENTAMIENTO YAMATO BM100 B6700010 LP-L-241 SOPORTE AUTOMATICO FISATOM 450-5 639101 LP-H-242 CUBA DE CALENTAMIENTO FISATOM 558 639229 LC-B-243 BOMBA DE VACIO COLE PARMER L-79200-00 608102A LP-I-310 TERMOMETRO ASTM 5F (-)20
HASTA 120�F ERITCO S/M H95-206

78
LP-I-320 TERMOMETRO ASTM46F MILLER&WEBER S/M 4E9601 LP-I-330 TERMOMETRO ASTM 5C / IP
1C (4) AMA S/M 9550745
LP-I-340 TERMOMETRO ASTM 121C (2) PRINCO S/M A05565 LP-I-350 TERMOMETRO ASTM 11C AMA S/M 9731703 LP-I-360 TERMOMETRO ASTM 6F (2), (-
) 100 HASTA 60 °F PRINCO S/M B.BB03258
LP-I-370 TERMOMETRO ASTM 10C 100 HASTA 360 °C
ERICO S/M C93-396
LP-I-380 TERMOMETRO ASTM -22F (2), 204 HASTA 218 °F
PRINCO S/M 353903
LP-I-390 TERMOMETRO ASTM 12C, (-)20 HASTA 102°C
S/M S/M S/S
LP-I-400 TERMOMETRO ASTM 9F, 20 HASTA 230°F
AMA S/M 0712920
LP-I-410 TERMOMETRO ASTM 19F, 120 HASTA 134°F
PRINCO S/M 339303
LP-I-460 MEDIDOR DE PH TRANS INST. BP3001 12Y0574 LP-H-420 PLANCHA DE AGITACION Y
CALENTAMIENTO DRAGONLAB MS-H-PRU MA1E0012
23 LP-H-440 PLANCHA DE AGITACION Y
CALENTAMIENTO DRAGONLAB MS-H-PRU MA1C0012
20 LP-I-450 CONDUCTIMETRO TRANS INST. HC3010 TI-
12Y0589 LP-I-470 DETERMINADOR DE
RESIDUOS DE CARBON KOEHLER 80030 S/S
LP-T-100 DETERMINADOR. PTO DE FLUIDEZ
PETROTEST S/M S/S
LP-R-110 DETERMINADOR DE RIGIDEZ DIELECTRICA
HIPOTRONICS OC60D 031227009246
LP-F-120 CENTRIFUGADORA INTERNATION CEN
BE X2726
LP-F-250 FLUOROSCOPIO FISHER FBPDS S/S LP-F-150 CENTRIFUGA, PREPARAR
MUESTRAS FISCHER 225 21200479
LP-F-230 ROTAEVAPORADOR YAMATO RE200 B6500104 LP-F-240 ROTAEVAPORADOR FISATOM 804 639323 LP-F-190 PLANCHA DE AGITACION MAGNESTIR S/M S/S LP-H-130 PLANCHA DE AGITACION
CALENTAMIENTO CIMAREC SP131 131305078
4038 LP-Q-020 CAMPANA DE EXTRACCION
DE GASES S/M S/M S/S
LP-Q-030 CAMPANA DE EXTRACCION DE GASES
S/M S/M S/S
LP-F-180 PLANCHA DE AGITACION MAGNESTIR S/M S/S LP-F-200 PLANCHA DE AGITACION MAGNESTIR S/M S/S LP-F-101 AGITADOR ELECTRICO PETROLAB S/M 46 LP-F-170 PULVERIZADORA
MEZCLADORA SPEX 8000 S/S

79
LP-F-210 DENSIMETRO DIGITAL METTER TOLEDO
DENSITO 30PX
LWE17350
LP-H-010 CALORIMETRO ADIBIATICO, DETERMINADOR DE AZUFRE
PARR 1241 1360
LP-H-040 DETERMINADOR DE ASFALTENOS
PETROTEST Q-12279 NR232526095
LP-T-050 BANO DE VISCOSIDAD PRECISION 74944 10BA LP-R-051 SENSOR DE TIEMPO LAB. LINE 1409 06920297 LP-R-052 SENSOR DE TIEMPO LAB. LINE 1409 060292 LP-T-060 BANO DE PRESION DE
VAPOR REID PRECISION 74893 BD-010
Tabla 9. Equipos pertenecientes al laboratorio de metalurgia Código Mant Descripción Marca Modelo Serial LM-F-300 PRENSA HIDRAULICA CARVER C 29000691 LM-W-280 BALANZA PARA PESAR
MUESTRAS SARTORIUS CP124S 18450548
LM-F-010 MICRODUROMETRO PARA MEDIR DUREZA ACERO
LEITZ 060366012 895727
LM-F-011 FUENTE DE ILUMINACION REICHERT 650 11518-7 LM-F-012 FUENTE DE ILUMINACION REICHERT 655 1158 LM-F-020 MAQUINA DE FABRICACION
DE VNOCH IMPACT KUT DIVW8CY MB587168
A LM-F-030 MAQUINA DE IMPACTO TINIUSOLSEN S/M 150022 LM-I-031 MEDIDOR DE EXPANCION
LATERAL TINIUSOLSEN S/M 35MIVNOT
C LM-F-040 TORNO COLCHESTER MASTER
2500 1448
LM-F-050 MAQUINA UNIVERSAL, PARA ENSAYOS DE TRACCION
TINIUSOLSEN S/M 132560
LM-I-060 VERNIER DIGITAL MITUTOYO S/M S/S LM-F-070 DUROMETRO ROCKWELL LECO LR-100RD FRT10242 LM-F-080 MICROSCOPIO
METALOGRAFICO ZEIZZ ICM405 S/S
LM-E-090 EQUIPO DE REFRIGERACION FST SISTEMS MULTICOOL
1459
LM-H-100 MACROCAMARA POLAROID POLAROID MP4 S/S LM-E-110 SECADOR DE MUESTRAS BUEHLER 95C420016
0 402671583
LM-E-120 CORTADORA DE DISCO ABRASIVO
BUEHLER METASERV
399850258
LM-E-130 DEBASTADORA MANUAL LECO 800600 916 LM-E-140 DEBASTADORA AUTOMATICA BUEHLER 161290160 402NDMT1
140 LM-E-150 PRENSA DE MONTAJE
BAKELITA BUEHLER SIMPLEME
T II 293-NS1233
LM-E-160 MARCADOR DE METALES STRUERS LLOVAC S/S LM-E-170 PRENSA BUEHELER BUEHLER SIMPLEME 402NS365

80
T II 3 LM-E-180 MESA DE PULIDO BUEHLER POLMENT
48-1572 399GGXR-4531
LM-E-190 DEBASTADORA DUAL AUTOMATICA
LECO DG14 S/S
LM-I-200 ULTRASONIDO KRAUSTRAMER USK7S 314595298 LM-I-210 ULTRASONIDO KRAUSTRAMER USK7S 314595292 LM-Q-220 CAMPANA DE EXTRACCION
DE GASES MOBILABCA ESTANDA
R120MTS S/S
LM-E-230 ESMERIL PORTATIL BUEHLER PORTAMET
S/S
LM-E-320 MICROSCOPIO PORTATIL BUEHLER PORTAMET 70-310
632-EE-01330
LM-F-260 YOKE ELECTROMAGNETICO MAGNAFLUX 43530 S/S LM-K-051 CPU, ACCESORIO DE LA
MAQUINA UNIVERSAL OMEGA S/M S/S
LM-K-052 MONITOR, ACCESORIO DE LA MAQUINA UNIVERSAL
AOC S/M S/S
LM-K-053 IMPRESORA, ACCESORIO DE LA MAQUINA UNIVERSAL
HP 2600 S/S
LM-F-250 LIMPIADOR ULTRASONICO ELMA E60-H 025199086 LM-Q-270 CAMARA DIGITAL, PARA
TOMAR FOTOS A LAS PIEZAS CASIO EX700 S/S
LM-E-290 DETERMINADOR DE CARBONO Y AZUFRE
LECO CS-225 26339
LM-E-310 ESMERIL DE BANCO, PARA ESMERILAR PIEZAS
GALLO HG6A-1 70624709
Por otra parte, para mostrar los resultados de acuerdo a la encuesta realizada a la
muestra seleccionada, se presentaron los indicadores por separado, con el objeto de
obtener información más precisa de las unidades de muestreo. Los resultados
obtenidos se encuentran expresados en los Cuadros 10, 11 y 12.
Tabla 10. Inventario de equipos presentes en los laboratorios de investigación y servicio.
Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
1 14 28 36 72 0 0 0 0 0 0 0.64 2 0 0 0 0 38 76 12 24 0 0 0.44 3 23 46 27 54 0 0 0 0 0 0 0.53
Inventario de equipos
4 7 14 43 86 0 0 0 0 0 0 0.34

81
Figura 2. Inventario de equipos presentes en los laboratorios de investigación y servicio. Al respecto de los resultados mostrados en el Cuadro 10 y la Figura 2, para el
indicador referido a inventario de equipos, los encuestados afirman la importancia del
eficiente funcionamiento de equipos en las diferentes áreas de los laboratorios de
investigación y servicio, los cuales van a determinar la adecuada respuesta en las
operaciones y actividades planificadas que tengan la organización.
Por otra parte, se estimó la relevancia en el que al conocimiento de los equipos que
existen en las instalaciones donde labora en su totalidad, por cuanto es de esa manera
como pueden establecer prioridades en sus actividades a planificar, para así modificar
aquellos aspectos que precisen el uso de un equipo que se encuentre en proceso de
mantenimiento en cualquiera de sus fases.
A pesar de ello, dada la importancia de los procesos que se realizan en este tipo de
organizaciones, los encuestados expresaron que los equipos no son en su totalidad de
tecnología de última generación, por cuanto aquellos equipos con gama de tecnología
de punta existen para la realización de determinadas pruebas, el resto de los equipos
aunque no son de última generación, son considerados como los equipos del momento.
Según el baremo de interpretación de desviación estándar, los aspectos que fueron
considerados para el diagnóstico y descripción de los equipos presentes en los
laboratorios de investigación y servicio, apuntan una escala entre 0.00 y 1.00, que
interpreta la relevancia de conocer cada uno de los equipos y maquinarias operativas y
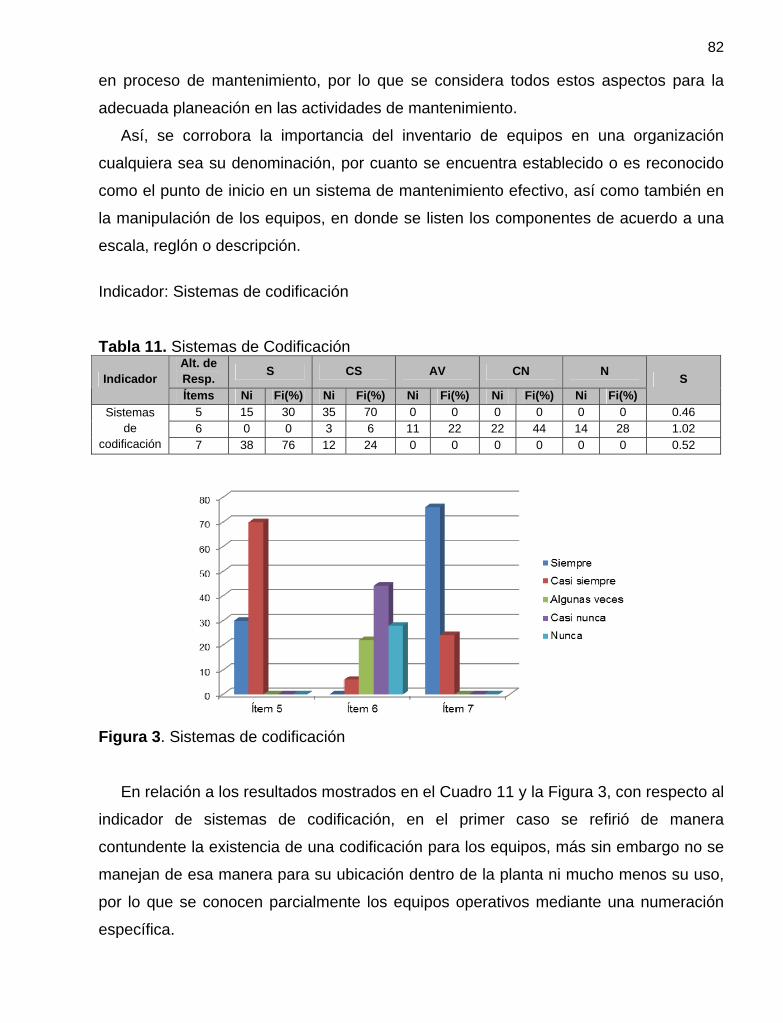
82
en proceso de mantenimiento, por lo que se considera todos estos aspectos para la
adecuada planeación en las actividades de mantenimiento.
Así, se corrobora la importancia del inventario de equipos en una organización
cualquiera sea su denominación, por cuanto se encuentra establecido o es reconocido
como el punto de inicio en un sistema de mantenimiento efectivo, así como también en
la manipulación de los equipos, en donde se listen los componentes de acuerdo a una
escala, reglón o descripción.
Indicador: Sistemas de codificación Tabla 11. Sistemas de Codificación
Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
5 15 30 35 70 0 0 0 0 0 0 0.46 6 0 0 3 6 11 22 22 44 14 28 1.02
Sistemas de
codificación 7 38 76 12 24 0 0 0 0 0 0 0.52
Figura 3. Sistemas de codificación En relación a los resultados mostrados en el Cuadro 11 y la Figura 3, con respecto al
indicador de sistemas de codificación, en el primer caso se refirió de manera
contundente la existencia de una codificación para los equipos, más sin embargo no se
manejan de esa manera para su ubicación dentro de la planta ni mucho menos su uso,
por lo que se conocen parcialmente los equipos operativos mediante una numeración
específica.
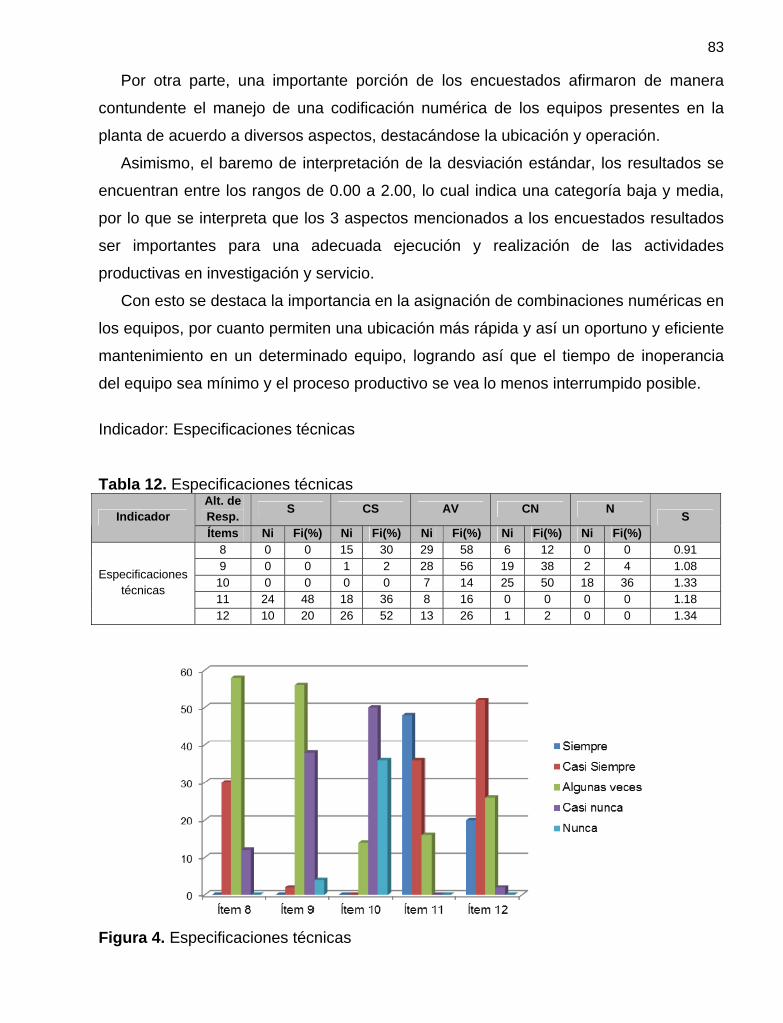
83
Por otra parte, una importante porción de los encuestados afirmaron de manera
contundente el manejo de una codificación numérica de los equipos presentes en la
planta de acuerdo a diversos aspectos, destacándose la ubicación y operación.
Asimismo, el baremo de interpretación de la desviación estándar, los resultados se
encuentran entre los rangos de 0.00 a 2.00, lo cual indica una categoría baja y media,
por lo que se interpreta que los 3 aspectos mencionados a los encuestados resultados
ser importantes para una adecuada ejecución y realización de las actividades
productivas en investigación y servicio.
Con esto se destaca la importancia en la asignación de combinaciones numéricas en
los equipos, por cuanto permiten una ubicación más rápida y así un oportuno y eficiente
mantenimiento en un determinado equipo, logrando así que el tiempo de inoperancia
del equipo sea mínimo y el proceso productivo se vea lo menos interrumpido posible.
Indicador: Especificaciones técnicas Tabla 12. Especificaciones técnicas
Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
8 0 0 15 30 29 58 6 12 0 0 0.91 9 0 0 1 2 28 56 19 38 2 4 1.08
10 0 0 0 0 7 14 25 50 18 36 1.33 11 24 48 18 36 8 16 0 0 0 0 1.18
Especificaciones técnicas
12 10 20 26 52 13 26 1 2 0 0 1.34
Figura 4. Especificaciones técnicas

84
De acuerdo a lo expresado en el Cuadro 12 y la Figura 4, una parte importante de
los encuestados afirmaron como para el manejo adecuado de un equipo, así como la
generación de resultados confiables en los procesos productivos es necesario la
preparación al personal sobre los aspectos técnicos y generales de un equipo
determinado, por lo que apuntan la relevancia de la inducción a través de talleres sobre
la adecuada operación de los equipos de acuerdo a los aspectos claves de
funcionamiento que detallan sus manuales de operación.
Además, los sujetos encuestados expresaron con los resultados la importancia de
conocer los mecanismos básicos y los aspectos generales de funcionamiento de los
equipos, por cuanto en la mayoría de los casos los encuestados afirmaron la afección
directa que esto tiene sobre la manipulación de los equipos y posteriormente la eficacia
en la generación de los resultados esperados, acotando como aun cuando no forman
parte en su totalidad del personal de mantenimiento, es necesario muchas veces
conocer las medidas básicas de funcionamiento de los equipos en caso de presentarse
una avería simple que implique la perdida de las muestras a procesar.
Por otra parte, el rango de desviación estándar ubicado entre la categoría media -
baja, destaca la relevancia de algunos aspectos que se deben considerar para el
manejo de equipos cualquiera sea su posición dentro de la organización, por cuanto
según los resultados de la encuesta, todo aquel que opere un equipo determinado debe
conocer las características generales de fabricación, manipulación y mantenimiento,
aunque no sean esta ultima su responsabilidad dentro del proceso productivo.
Los resultados obtenidos en este caso, corroboran las especificaciones o
instrucciones técnicas como un procedimiento que debe constituir la información básica
del equipo, pero también una lista breve de acciones a seguir en cuanto a
mantenimiento, que debe estar presente y ser del dominio de los operadores habituales
de los equipos, así como también de los encargados de las labores de mantenimiento
de los mismos. Este aspecto va a la par con los sistemas de codificación de equipos,
por cuanto se podría mencionar la descripción generalizada de las actividades a
realizar, así como el tiempo necesario de realización de las mismas.

85
Dimensión: Tipos de fallas Con el objeto de describir las fallas funcionales de los equipos presentes en los
laboratorios de investigación y servicio, para así conocer la capacidad de respuesta
ante cualquier situación que se presente, se consideraron por tanto, como indicadores
de análisis las fallas totales, parciales y las fallas intermitentes. Por ello, los resultados
obtenidos para cada uno de los casos, se encuentran expresados a continuación en los
Cuadros 13, 14 y 15.
Indicador: Totales Tabla 13. Fallas totales
Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
13 0 0 11 22 25 50 14 28 0 0 1.57 14 0 0 3 6 3 6 31 62 13 26 1.84 15 0 0 0 0 17 34 15 30 18 36 2.00 16 0 0 0 0 0 0 43 86 7 14 2.01
Totales
17 0 0 5 10 7 14 26 52 12 24 2.26
Figura 5. Fallas totales En relación a los resultados mostrados en el Cuadro 13 y la Figura 5, referentes a
los imprevistos presentados en la operación de un equipo, los encuestados afirmaron
que la generación de averías con gravedad tal que se produzca la paralización total del
equipo y del proceso productivo no son sucesos que ocurran con frecuencia, por cuanto
los equipos no se encuentran en estado de tal gravedad como para que ocurra una falla
total.

86
Sin embargo, los encuestados reportaron que cuando ocurren este tipo de hechos
en donde se paraliza el equipo de manera total, en determinados casos y dependiendo
del tipo de equipo y de muestra, esta se pierde cuando se paraliza el equipo, logrando
así un descontrol en el procesamiento de las muestras captadas y listas para su análisis
y comparación entre las réplicas tomadas.
En cuanto a la desviación estándar, la escala que predomina según el baremo de
interpretación, es de categoría alta (2.01 – 3.00), lo cual se traduce en que no se
considera del todo predominante en el proceso. Una falla de carácter critica o grave,
conocida también en muchos casos como completa, lo cual causa la paralización
inmediata del sistema afectado, por lo que en este caso particular, este tipo de hechos
se tomaron como poco viables.
Tabla 14. Fallas parciales
Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
18 0 0 5 10 0 0 18 36 27 54 2.46 19 0 0 0 0 0 0 45 90 5 10 2.41 Parciales 20 4 8 20 40 26 52 0 0 0 0 2.38
Figura 6. Fallas parciales Los resultados mostrados en el Cuadro 14 y la Figura 6, destacan en lo referente a
las fallas parciales, como los encuestados afirmaron el reconocimiento inmediato en la
mayoría de los casos de una falla potencial en el equipo que operan cuando está a
punto de ocurrir o también genera una desviación en los resultados esperados al inicio
del proceso. Sin embargo, dado el reconocimiento de la avería potencial, una
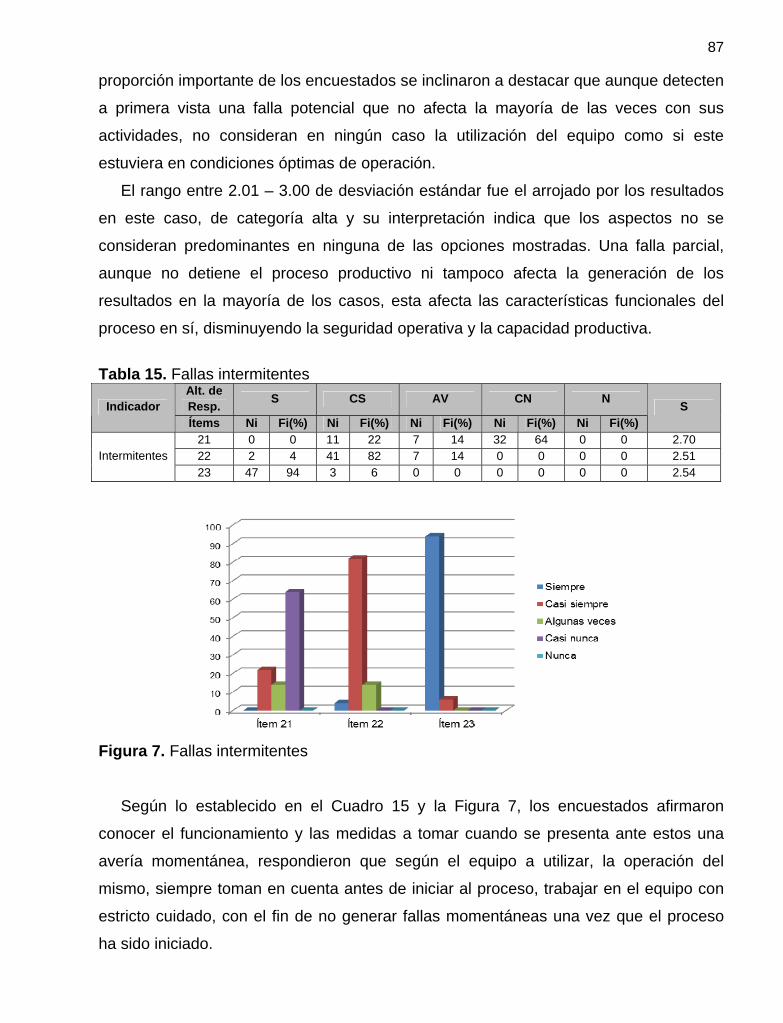
87
proporción importante de los encuestados se inclinaron a destacar que aunque detecten
a primera vista una falla potencial que no afecta la mayoría de las veces con sus
actividades, no consideran en ningún caso la utilización del equipo como si este
estuviera en condiciones óptimas de operación.
El rango entre 2.01 – 3.00 de desviación estándar fue el arrojado por los resultados
en este caso, de categoría alta y su interpretación indica que los aspectos no se
consideran predominantes en ninguna de las opciones mostradas. Una falla parcial,
aunque no detiene el proceso productivo ni tampoco afecta la generación de los
resultados en la mayoría de los casos, esta afecta las características funcionales del
proceso en sí, disminuyendo la seguridad operativa y la capacidad productiva.
Tabla 15. Fallas intermitentes
Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
21 0 0 11 22 7 14 32 64 0 0 2.70 22 2 4 41 82 7 14 0 0 0 0 2.51 Intermitentes 23 47 94 3 6 0 0 0 0 0 0 2.54
Figura 7. Fallas intermitentes Según lo establecido en el Cuadro 15 y la Figura 7, los encuestados afirmaron
conocer el funcionamiento y las medidas a tomar cuando se presenta ante estos una
avería momentánea, respondieron que según el equipo a utilizar, la operación del
mismo, siempre toman en cuenta antes de iniciar al proceso, trabajar en el equipo con
estricto cuidado, con el fin de no generar fallas momentáneas una vez que el proceso
ha sido iniciado.

88
Aun cuando los encuestados respondieron conocer el procedimiento inicial a seguir
cuando se presenta un evento momentáneo, aunque este no sea del área de
mantenimiento, otros casos apuntaron manejar medianamente el procedimiento
posterior a la ocurrencia de una falla, sin embargo, estos últimos aseguran que el
control de otros factores externos como temperatura, ayudan en las labores para evitar
la aparición de la intermitencia en el equipo.
Según el baremo de interpretación de desviación estándar, la categoría mayormente
vista en este caso fue de origen alta, con una escala entre 2.01 – 3.00, por cuanto todos
los aspectos mencionados no se consideran predominantes ni frecuentes, aunque no
dejan de ser importantes debido a su existencia y perturbación del proceso productivo
en general. Esto corrobora como este tipo de fallas se encuentran asociadas con
características repetitivas en el proceso, llegando así a generar una alteración del
sistema funcional del equipo, que aunque no detiene en su totalidad las actividades
planificadas, si causa retraso y algunas modificaciones en el procesamiento y operación
de equipos.
Dimensión: Equipos críticos Con el objeto de evaluar la criticidad de las fallas de los equipos investigados en
relación al impacto en la prestación de servicios y ambiente, con el fin de determinar las
mejores opciones para llevar a cabo una adecuada operación y acciones de
mantenimiento a seguir, se consideraron como indicadores de análisis los equipos
críticos, equipos semicríticos y los equipos no críticos. Por ello, los resultados obtenidos
para cada uno de los casos, se encuentran expresados a continuación en los Cuadros
16, 17 y 18.
Tabla 16. Equipos Críticos
Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
24 26 52 20 40 3 6 0 0 0 0 2.84 25 47 94 3 6 0 0 0 0 0 0 2.89 Críticos 26 44 88 6 12 0 0 0 0 0 0 2.09

89
Figura 8. Equipos críticos Lo expresado en el Cuadro 16 y la Figura 8, indica que los encuestados estuvieron
de acuerdo que los equipos que forman parte esencial del proceso de producción y
servicio de la empresa, reciben atención prioritaria, efectiva y de calidad. Las
actividades de mantenimiento a estos equipos responsables de la producción reciben
respuesta o toma de acciones inmediatas, por cuanto afectan directamente la ejecución
de actividades de la organización.
Cabe destacar que la mayoría de las personas encuestados expreso conocer
completamente cuales son los equipos que se encuentran liderando el proceso que se
lleva a cabo en los laboratorio de investigación y servicio, por cuanto acotaron que
estos equipos siempre están en funcionamiento óptimo recibiendo el mantenimiento
adecuado.
La escala que predomina en este se encuentra entre 2.01 – 3.00, traducida en la
categoría alta, indicando como a pesar de la importancia de conocer los equipos de los
que depende la producción de la empresa, esto no se considera predominante en el
orden en el que se detalla, por cuanto las actividades de mantenimiento se realizan
constantemente y de forma adecuada, brindando seguridad y eficiencia en todo el
desarrollo laboral sin importar que son equipos críticos.
Tabla 17. Equipos semicríticos
Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
27 7 14 26 52 17 34 0 0 0 0 2.32 28 24 48 14 28 12 24 0 0 0 0 2.26 Semicríticos 29 36 72 14 28 0 0 0 0 0 0 2.45
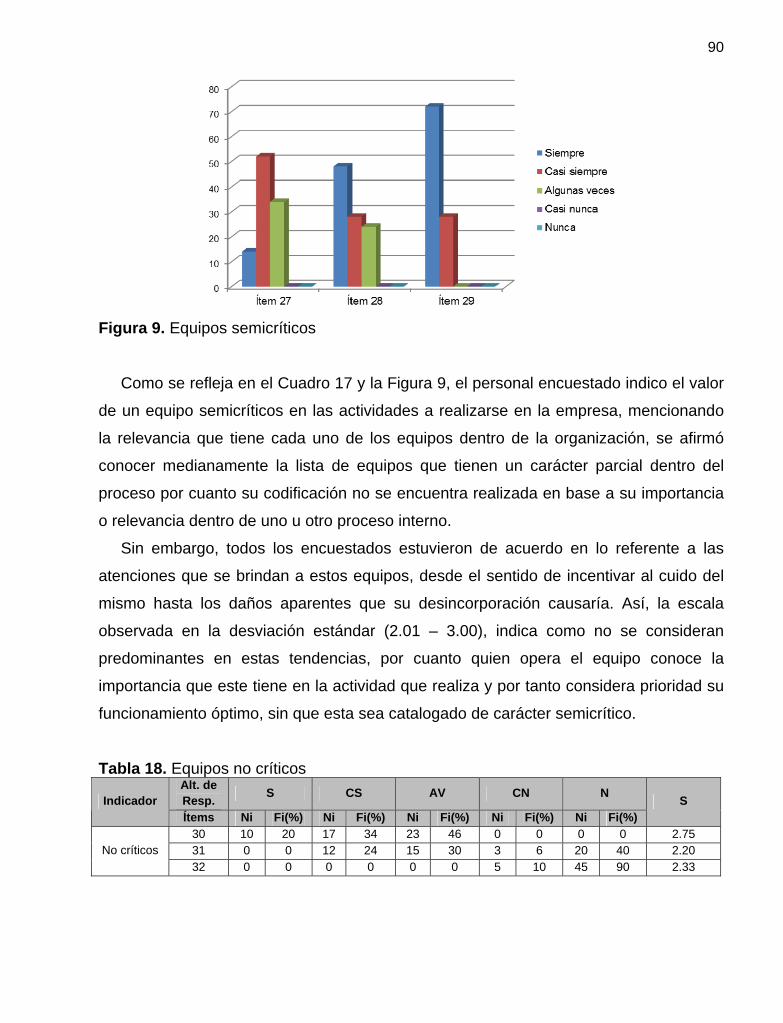
90
Figura 9. Equipos semicríticos Como se refleja en el Cuadro 17 y la Figura 9, el personal encuestado indico el valor
de un equipo semicríticos en las actividades a realizarse en la empresa, mencionando
la relevancia que tiene cada uno de los equipos dentro de la organización, se afirmó
conocer medianamente la lista de equipos que tienen un carácter parcial dentro del
proceso por cuanto su codificación no se encuentra realizada en base a su importancia
o relevancia dentro de uno u otro proceso interno.
Sin embargo, todos los encuestados estuvieron de acuerdo en lo referente a las
atenciones que se brindan a estos equipos, desde el sentido de incentivar al cuido del
mismo hasta los daños aparentes que su desincorporación causaría. Así, la escala
observada en la desviación estándar (2.01 – 3.00), indica como no se consideran
predominantes en estas tendencias, por cuanto quien opera el equipo conoce la
importancia que este tiene en la actividad que realiza y por tanto considera prioridad su
funcionamiento óptimo, sin que esta sea catalogado de carácter semicrítico.
Tabla 18. Equipos no críticos Alt. de Resp. S CS AV CN N Indicador Ítems Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%) Ni Fi(%)
S
30 10 20 17 34 23 46 0 0 0 0 2.75 31 0 0 12 24 15 30 3 6 20 40 2.20 No críticos 32 0 0 0 0 0 0 5 10 45 90 2.33

91
Figura 10. Equipos no críticos Como se refleja en los resultados mostrados en el Cuadro 18 y la Figura 10,
referente a la evaluación de los equipos no críticos, los encuestados confirmaron
conocer mecanismos de codificación de los equipos según su aparición en el proceso
de producción, ya que estos equipos tienen una actuación específica en actividades
determinadas. Sin embargo, a pesar de que por definición conceptual estos equipos no
tienen interferencia directa con el proceso, ni pueden llegar a paralizar el proceso
productivo, estos no son considerados por los encuestados como poco importantes ni
de uso secundario, debido al procesamiento de datos especifico que se realiza en ellos
para avanzar en cualquier procedimiento de investigación.
La interpretación de la desviación estándar indica mediante una categoría alta (2.01
– 3.00), como este aspecto no se considera predominante para este caso, ya que el
operador del equipo conoce la relevancia que este tiene en la actividad que realiza y en
los resultados a obtener, por tanto le concede la debida importancia, a pesar de no sea
clasificado con el carácter de equipo no crítico.

CAPÍTULO V
DISEÑO ARQUITECTÓNICO, PROCEDIMENTAL Y DE INTERFAZ DE MANTENIMIENTO
En esta sección, se desarrolla el diseño arquitectónico - procedimental para el
mejoramiento u optimización de las labores de mantenimiento en laboratorios de
investigación y servicio, con el fin de garantizar un modelo de gestión para la
implantación de la función de mantenimiento de manera óptima y efectiva en este tipo
de empresas.
5.1. Introducción La función mantenimiento a través de las décadas ha sufrido cambios, desde una
simple reparación en caso de fallas en los equipos hasta llegar a una serie de normas y
procedimientos debidamente fundamentados para lograr cero fallas, cero defectos y
cero reprocesos, todo esto enmarcado dentro de lo que es la mejora de la calidad y
productividad empresarial en las organizaciones.
Hoy en día, la función mantenimiento se ha gestionado a través de tres filosofías, las
cuales son mantenimiento centrado en confiabilidad el cual se basa en la gerencia de
equipos, el mantenimiento productivo total referida a la gerencia del personal de
mantenimiento y el mantenimiento clase mundial, filosofía que representa una
combinación de las mejores prácticas de los anteriores.
Partiendo de esta última filosofía, surge el modelo que se muestra en este proyecto
de investigación, para el desarrollo de la gestión de mantenimiento en una organización
que busca tener un enfoque de calidad, junto con el mejoramiento continuo de la misma
para lograr la efectividad máxima en el proceso productivo.
El entorno es cada vez más exigente (mayores demandas sociales, incremento de la
población, competitividad laboral, acuerdos internacionales, nuevas tecnologías,

93
escasez de recursos, entre otros), en el cual se desarrollan los laboratorios de
investigación y servicio así como también otras empresas de gama similar, los cuales
deben generar resultados y soluciones innovadoras, de mucho ingenio, efectivas en
costos, sin afecciones de tiempo, confiables y de calidad, bajo normas internacionales,
que disminuyan el índice de incertidumbre; por tanto, se debe cuidar la aparición de
riesgos, fallas que interfieran en la veracidad de los resultados obtenidos, por cuanto se
viene impulsando los planes de gestión para disminuir la actuación de las actividades
inesperadas o averías.
5.2. Objetivos Definir los indicadores de gestión necesarios en la empresa para las aplicaciones de
un programa de mantenimiento basado en una matriz de evaluación que caracterice los
tipos de programas de mantenimiento utilizados.
Organizar las actividades de mantenimiento según la gravedad de la falla, el tipo de
equipo, la ubicación del mismo en el proceso productivo, así como también la
paralización de las actividades por falla de los mismos.
Implementar el programa automatizado de gestión de mantenimiento de las fases de
planificación, dirección, evaluación y control del mantenimiento aplicado en los
laboratorios de investigación y servicio.
5.3. Justificación Este documento es creado con la finalidad de impartir una metodología y/o programa
acerca de la forma en que se debe gestionar la función mantenimiento dentro de
organizaciones de servicio. La anterior observación se hace dado que en
organizaciones que utilizan tecnología de punta y tienen sistemas de gestión en sus
procesos, ya tienen implantados mecanismos de optimización y por tanto no se justifica
la implantación de un nuevo modelo como el aquí propuesto.
Ahora bien, no significa que este modelo esté alejado de los implantados en
procesos productivos más grandes, sino que en las grandes empresas deben ver el
mantenimiento como un proceso sistémico y tratar de implantar modelos sencillos que

94
logren un gran impacto sin traumas al producirse las mejoras en los procesos. Este
proyecto surge de la necesidad detectada en sistemas productivos con los cuales se ha
tenido contacto ya sea académicamente o con trabajos de investigación y de campo
relacionados con el diseño e implantación de modelos de sistemas de mantenimiento
en sistemas productivos.
5.4. Alcance Este modelo establece los requerimientos mínimos de diseño que deberá cumplir la
organización para aplicar un programa de gestión de mantenimiento aplicada en los
laboratorios de investigación y servicio.
Es necesario resaltar que, los requerimientos establecidos por normas oficiales
vigentes, leyes y reglamentos, prevalecerán sobre lo contemplado en el presente
modelo, de igual manera se contempla las últimas técnicas y mejores prácticas de
ingeniería para la gestión de mantenimiento establecidas por organizaciones
reconocidas a nivel nacional e internacional y en la experiencia propia de personas
especialistas en el área.
Este proyecto incorpora la planificación, programación, seguimiento a la ejecución,
control y evaluación de la gestión de mantenimiento ayudando a que la implantación del
mantenimiento sea lo más orientada posible hacia la optimización del proceso como un
todo. También muestra los diferentes registros necesarios para llevar un orden cabal de
toda la información necesaria para una buena gestión de mantenimiento, así como los
procedimientos de los pasos para obtener la programación anual de mantenimiento por
medio de ejemplos prácticos y la cuantificación del personal requerido para conformar la
organización de mantenimiento.
5.5. Marco teórico El gestionar el mantenimiento se puede decir que es un proceso sistémico donde a
través de una serie de medidas organizativas se pueden planear las acciones de las
actividades de mantenimiento por medio de procedimientos que lleven un orden o
secuencia lógica de esta función, a fin de conseguir un constante y adecuado

95
desempeño de los equipos pertenecientes al sistema productivo, esto con la finalidad
de identificar los pasos a seguir y proveer las posibles desviaciones que se puedan
presentar durante el desarrollo de estas actividades de mantenimiento.
Como se mencionó anteriormente, la función mantenimiento debe ser procedimental,
es decir llevar una secuencia, esto visto desde los procesos sistémicos se podría decir
que este debe cumplir con seis fases de gestión. Basados en las fases mostradas, en la
teoría administrativa, teoría organizacional, el ciclo de calidad total (TQM) y la filosofía
del Mantenimiento Clase Mundial, los autores describen un modelo que consta de una
serie de pasos que ayudan a desarrollar e implantar en cualquier tipo de empresa la
función de mantenimiento en una forma práctica y amigable, este modelo busca que al
ser implantado con destreza y habilidad, se logre obtener una eficaz y eficiente gestión
de la organización de mantenimiento en cualquier empresa.
5.6. Sistema productivo Las funciones básicas del mantenimiento se formulan bajo la necesidad que posee
un sistema productivo u organización específica, en relación a mantener disponibles los
métodos industriales que lo componen y de los que depende literalmente la producción.
Por tanto, el entorno donde se desenvuelve este aspecto ligado a las actividades
estratégicas de mantenimiento se debe analizar previamente, por cuanto todo
departamento o coordinación dentro de una organización debe trabajar bajo un fin
común.
Por ello, se hace necesario mencionar los aspectos que se encuentran ligados a
esas funciones dentro del programa de mantenimiento en el sistema productivo, los
cuales se encuentran a continuación.
Objetivos y estrategias. Todo proceso interno de mantenimiento se debe diseñar
para planificar y ejecutar acciones que ayuden a conseguir los fines comunes
para la organización.
Organigrama empresarial. Se puede visualizar la dependencia y/o importancia de
las actividades de mantenimiento para y dentro de la empresa, es así como esta
función puede depender de la gerencia general o del departamento de
producción directamente.

96
Manuales de cargos. Describen en la mayoría de los casos cada cargo dentro de
la empresa, definiendo en ellos funciones y responsabilidades principales, para
conocer así los roles de cada miembro del sistema productivo.
Diagramas. Indican paso a paso el proceso de transformación de la materia
prima a un producto ya finalizado, el diagrama de procesos, indica también los
recorridos y traslados a cada máquina donde se procesan los cambios de la
materia prima y el diagrama de recorrido indica en plano de la planta como se
mueve este proceso de transformación dentro de ella.
Productos. Toda empresa esta creada con el objeto de generar un producto para
satisfacer una necesidad, y es competencia de mantenimiento, conocer el fin
tangible que la empresa tiene como meta.
Materia prima, insumos y proveedores. Se hace necesario conocer la naturaleza
de los elementos que se utilizan en el proceso productivo, así como los
proveedores y la capacidad de respuesta de estos ante diferentes hechos
indeseados que puedan existir ya que se pueden presentar reprocesos y esto
puede ser a causa del insumo o debido a especificaciones de máquina.
5.7. Inventarios En cualquier sistema productivo, se posee una serie de activos fijos que requieren
de acciones o actividades de mantenimiento, así como también se debe poseer ciertos
recursos que se hacen necesarios para realizar dichas acciones. Por ello, un inventario
es una lista ordenada de los elementos antes mencionados, a continuación se describe
y se muestra un registro modelo para llevar el inventario de objetos a mantener en una
empresa.
En el Cuadro 19 se muestra el formato diseñado para el registro de la información, la
cual tiene la siguiente estructura:
1. Nombre de la empresa
2. Título del formato, para este caso Inventario de bienes
3. Fecha
4. Hora

97
5. Numero de ítem, codificado de acuerdo a una numeración especifica seriada de
acuerdo a su ubicación dentro de cada laboratorio
6. Código de control
7. Código de Mantenimiento
8. Descripción: nombre de la maquina o equipo
9. Marca
10. Modelo Serial
Tabla 19. Registro de inventario 1. Nombre de la Empresa
2. Título: Inventario de Bienes 3. Fecha: Día/Mes/Año 4. Hora:
5. N° 6. Cod Control
7. Cod Mant 8. Descripción 9. Marca 10. Mod Serial
5.8. Sistemas de codificación
98
Un código es una representación mediante dígitos alfanuméricos de un objeto del
sistema productivo, con el fin de implantar un sistema de identificación de fácil
interpretación por parte de todos los usuarios del departamento de mantenimiento y de
la empresa en general; se debe diseñar un sistema con un lenguaje sencillo, que lo
permita identificar de forma clara y rápida. Este código puede ser una combinación
alfanumérica que permita abarcar toda la planta y se sugiere que este represente lo
más grande dentro de la planta hasta lo más detallado de una máquina tal como se
muestra en el siguiente ejemplo:
XX XXX XXX XXX XX XXX XXX
(1) (2) (3) (4) (5) (6) (7)
Esta combinación alfanumérica es simplemente un ejemplo general de un código. La
codificación óptima es aquella que posea tantos caracteres como la descripción del
sistema productivo lo exija, es decir, no tan reducida como para que no indique o
describa bien, ni tan extensa como para que produzca confusión al usuario, siendo la
combinación denominada término general cuyo significado se describe a continuación:
(1) - Representa los dígitos que identificarán la planta o galpón donde se encuentra
ubicado el objeto. (2) – Representa los dígitos que identificarán el proceso que realiza el
objeto. (3) - Representa los dígitos que identificarán la línea de producción donde se
ubica dentro de la planta. (4) - Representa los dígitos que identificarán el nombre del
objeto. (5) - Representa los dígitos que identificarán el consecutivo del objeto. (6) -
Representa los dígitos que identificarán el subsistema de cada equipo dentro del
sistema Productivo. (7) - Representa los dígitos que identificarán el carácter
alfanumérico que identifica el componente y los elementos que conforman las partes de
cada subsistema.
Al igual que para los inventarios, el sistema de codificación debe poseer un registro o
sistema de identificación, por lo que a continuación se explica cuál es su estructura en
el Cuadro 20.
Tabla 20. Modelo de Código Integral: Área de equipos y mobiliarios
(A) Unidades acondicionadores de aire (B) Bombas de Agua (C) Compresores de aire

99
(D) Unidad de control electrónico (E) Equipos electromecánicos para preparación o análisis de muestras (F) Equipos para ensayos destructivos. (G) Reguladores de presión. (H) Equipos de calentamiento (hornos, calentadores de agua, muflas, planchas, mantas etc.) (I) Equipos y otros instrumentos de medición (K) Equipos de computación. (L) Equipos Mecánicos. (M) Motores eléctricos. (P) Instrumentos medidores de presión (manómetros). (Q) Cualquier otro equipo electromecánico (no identificado anteriormente). (R) Registradores, Graficadoras, etc. (S) Bombas al vacío (T) Instrumentos medidores de temperatura (U) Fuentes de poder, estabilizadores, etc. (W) Equipos e instrumentos para pesar (X) Equipos y sistemas de seguridad industrial (extintores, sistemas de alarmas, etc.) (Y) Mobiliarios de Oficina y Laboratorio.
Sistemas de codificación (O P Q). En este aspecto, cada Laboratorio o sección cuenta
con un intervalo del (000-999) para asignarle un número diferente correlativo a cada
proceso o actividad específica que se realizan, creciendo en intervalos de 10 en 10.
Nota: En casos de equipos, el intervalo (000-999) se utiliza para asignarle un
número diferente a cada uno de los equipos pertenecientes a cada laboratorio, el
mencionado número debe terminar en cero (0) si codifica al equipo pero cuando
se trate de un componente del equipo, este deberá terminar en un número
diferente, esto con la finalidad de conocer a que equipo pertenece el
componente.
Ejemplo:
EQUIPO CÓDIGO DESCRIPCIÓN 1.- Máquina
Universal LM-F-080 Laboratorio Metalurgia-
Equipos para ensayos- Número Ocho
1.a.- Registrador LM-F-081 Laboratorio Metalurgia-Equipos para ensayos- Un
componente del equipo número Ocho

100
.b.- Motor Eléctrico LM-M-082 Laboratorio Metalurgia-Motor Eléctrico- Componente del
equipo número Ocho
5.9. Presentación del Sistema automatizado de mantenimiento. Ingreso al sistema La pantalla de inicio posee dos campos los cuales son obligatorios, uno de ellos es
el usuario el cual es generado automáticamente por el sistema al momento de generar
un usuario y la contraseña seleccionada por el usuario. En la parte superior izquierda se
encuentra un link en caso de olvidar una contraseña, esta opción envía un correo
electrónico del usuario con una contraseña aleatoria la cual debe ser cambiada al
ingresar.
Menú principal
En esta pantalla se encuentran las opciones del sistema, en la parte superior
izquierda se encuentran los módulos: Bienes, Personal (RRHH) y Sistema, en la parte
superior derecha se encuentra un link con el usuario actual el cual posee una lista
desplegable con las opciones para el mismo

101
Cambio de contraseña
En la parte superior derecha del menú principal existe un link con el nombre de
usuario actual el cual posee un lista desplegable con la opción de cambio de
contraseña esta posee dos campos uno para ingresar la nueva contraseña y la otra
donde se debe de ingresar de nuevo para la verificación de la misma.
Retorno menú principal
En caso de querer regresar al menú principal se debe de hacer clic en el logo del
sistema ubicado en la parte superior derecha del sistema esté limpia el contenido de la
pantalla del sistema.
Registro de la empresa
Para registrar los datos de la empresa se hace clic en el módulo del sistema se
despliega un sub-menú en la parte izquierda en esta se encuentra una opción empresa
en la cual se registra los datos como nombre, dirección, Rif, teléfonos, pagina web,

102
correo representantes: presidente, vicepresidente, presiona el botón guardar y en caso
de estar correctos el sistema mostrara un mensaje datos almacenados con éxito.
Departamento
El sistema maneja cinco niveles de departamento: nivel ejecutivo, dirección,
coordinación, área y unidad.
Registro de departamento nivel ejecutivo.
Para registrar un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
ejecutivo en la parte derecha se despliega una lista con los departamentos de este nivel
en la parte superior de esta lista se encuentra la opción de “Añadir”.
Haga clic en este botón se despliega una ventana con los campos requerido para el
registro , los campos de descripción abreviatura y representante este es seleccionado

103
presionando el botón ubicado en la parte derecha de este campo se despliega una lista
con los usuarios registrados en el sistema basta con hacer clic en uno de ellos y los
datos son enviados al campo del representante, estos campos son validados al
presionar el botón guardar en caso de faltar un dato el formulario muestra un mensaje
con el error presente en el momento, una de las validaciones es que no exista un
departamento en este nivel con el mismo nombre o la misma abreviatura, en caso
contrario muestra un mensaje datos almacenados con éxito se cierra la ventana y se
actualiza la lista con los departamentos nivel ejecutivo.
Actualización del registro de departamento nivel ejecutivo
Para registra un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
ejecutivo en la parte derecha se despliega una lista con los departamentos de este nivel
en la parte superior de esta lista se encuentra la opción de “Editar”, para hacer uso de
esta opción debe de seleccionar un ítem de la lista en caso contrario el sistema muestra
un mensaje debe de seleccionar un registro, en la parte superior derecha de esta lista
se encuentra un campo de búsqueda la cual puede filtrar los datos de cualquiera de los
campos para poder facilitar la búsqueda, al seleccionar el registro y presionar el botón
“Editar” se despliega una ventana con los campos necesarios y su valor actual al

104
presionar el botón guardar en caso de faltar un dato el formulario muestra un mensaje
con el error presente en el momento, una de las validaciones es que no exista un
departamento en este nivel con el mismo nombre o la misma abreviatura, en caso
contrario muestra un mensaje datos actualizados con éxito se cierra la ventana y se
actualiza la lista con los departamentos nivel ejecutivo.
Registro de departamento nivel dirección.
Para registrar un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
dirección en la parte derecha se despliega una lista con los departamentos de este nivel
en la parte superior de esta lista se encuentra la opción de “Añadir”, haga clic en este
botón se despliega una ventana con los campos requerido para el registro , los campos
de ejecutivo a la cual se va asociar la dirección, descripción, abreviatura y
representante este es seleccionado presionando el botón ubicado en la parte derecha
de este campo se despliega una lista con los usuarios registrados en el sistema basta
con hacer clic en uno de ellos y los datos son enviados al campo del representante,
estos campos son validados al presionar el botón guardar en caso de faltar un dato el
formulario muestra un mensaje con el error presente en el momento, una de las
validaciones es que no exista un departamento en este nivel con el mismo nombre o la
misma abreviatura, en caso contrario muestra un mensaje datos almacenados con éxito
se cierra la ventana y se actualiza la lista con los departamentos nivel dirección.

105
Actualización del registro de departamento nivel dirección.
Para registra un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
dirección en la parte derecha se despliega una lista con los departamentos de este nivel
en la parte superior de esta lista se encuentra la opción de “Editar”, para hacer uso de
esta opción debe de seleccionar un ítem de la lista en caso contrario el sistema muestra
un mensaje debe de seleccionar un registro, en la parte superior derecha de esta lista
se encuentra un campo de búsqueda la cual puede filtrar los datos de cualquiera de los
campos para poder facilitar la búsqueda, al seleccionar el registro y presionar el botón
“Editar” se despliega una ventana con los campos necesarios y su valor actual al
presionar el botón guardar en caso de faltar un dato el formulario muestra un mensaje
con el error presente en el momento, una de las validaciones es que no exista un
departamento en este nivel con el mismo nombre o la misma abreviatura, en caso
contrario muestra un mensaje datos actualizados con éxito se cierra la ventana y se
actualiza la lista con los departamentos nivel dirección.
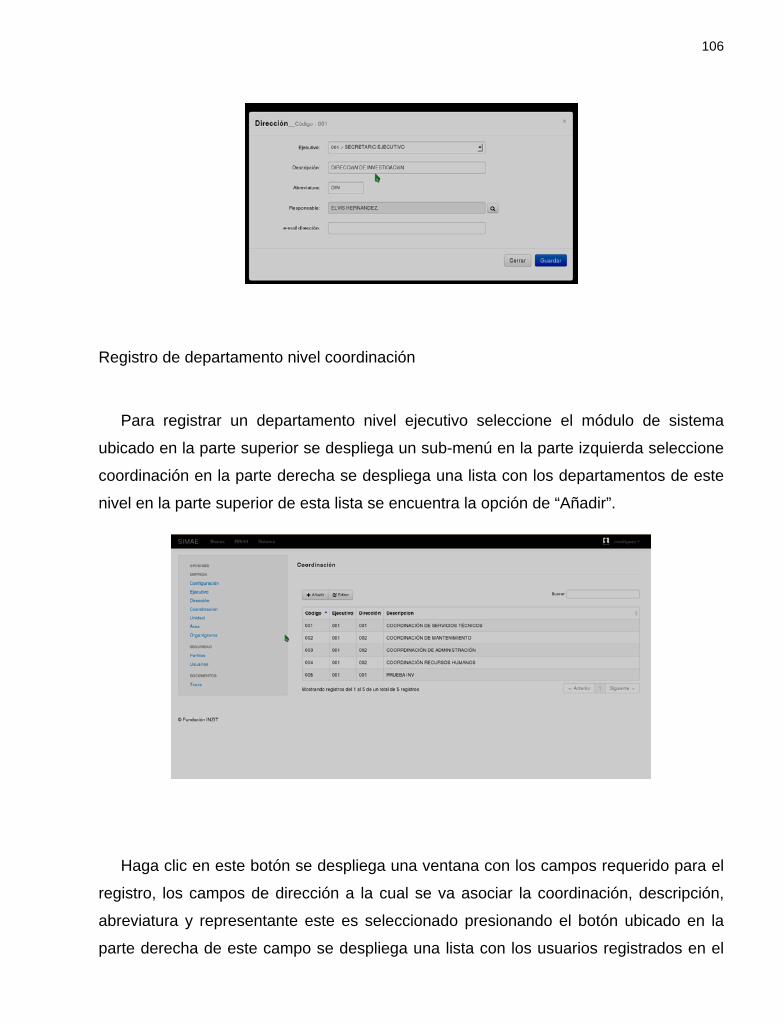
106
Registro de departamento nivel coordinación
Para registrar un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
coordinación en la parte derecha se despliega una lista con los departamentos de este
nivel en la parte superior de esta lista se encuentra la opción de “Añadir”.
Haga clic en este botón se despliega una ventana con los campos requerido para el
registro, los campos de dirección a la cual se va asociar la coordinación, descripción,
abreviatura y representante este es seleccionado presionando el botón ubicado en la
parte derecha de este campo se despliega una lista con los usuarios registrados en el
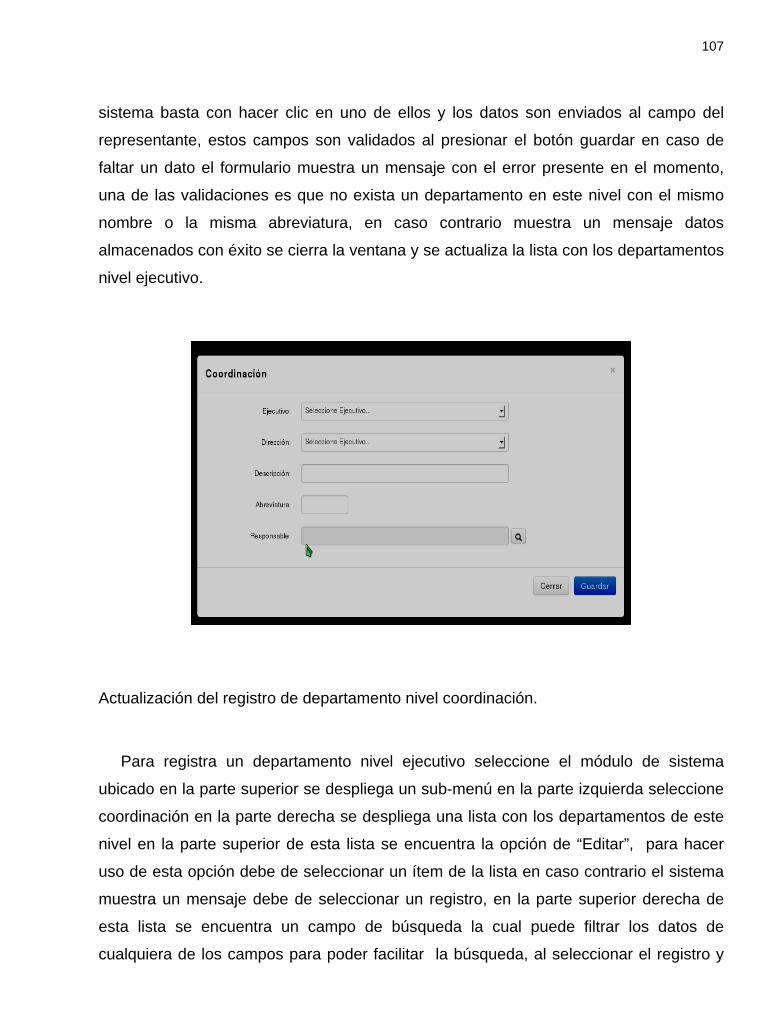
107
sistema basta con hacer clic en uno de ellos y los datos son enviados al campo del
representante, estos campos son validados al presionar el botón guardar en caso de
faltar un dato el formulario muestra un mensaje con el error presente en el momento,
una de las validaciones es que no exista un departamento en este nivel con el mismo
nombre o la misma abreviatura, en caso contrario muestra un mensaje datos
almacenados con éxito se cierra la ventana y se actualiza la lista con los departamentos
nivel ejecutivo.
Actualización del registro de departamento nivel coordinación.
Para registra un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
coordinación en la parte derecha se despliega una lista con los departamentos de este
nivel en la parte superior de esta lista se encuentra la opción de “Editar”, para hacer
uso de esta opción debe de seleccionar un ítem de la lista en caso contrario el sistema
muestra un mensaje debe de seleccionar un registro, en la parte superior derecha de
esta lista se encuentra un campo de búsqueda la cual puede filtrar los datos de
cualquiera de los campos para poder facilitar la búsqueda, al seleccionar el registro y

108
presionar el botón “Editar” se despliega una ventana con los campos necesarios y su
valor actual al presionar el botón guardar en caso de faltar un dato el formulario muestra
un mensaje con el error presente en el momento, una de las validaciones es que no
exista un departamento en este nivel con el mismo nombre o la misma abreviatura, en
caso contrario muestra un mensaje datos actualizados con éxito se cierra la ventana y
se actualiza la lista con los departamentos nivel coordinación.
Registro de departamento nivel unidad.
Para registrar un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
unidad en la parte derecha se despliega una lista con los departamentos de este nivel
en la parte superior de esta lista se encuentra la opción de “Añadir”.
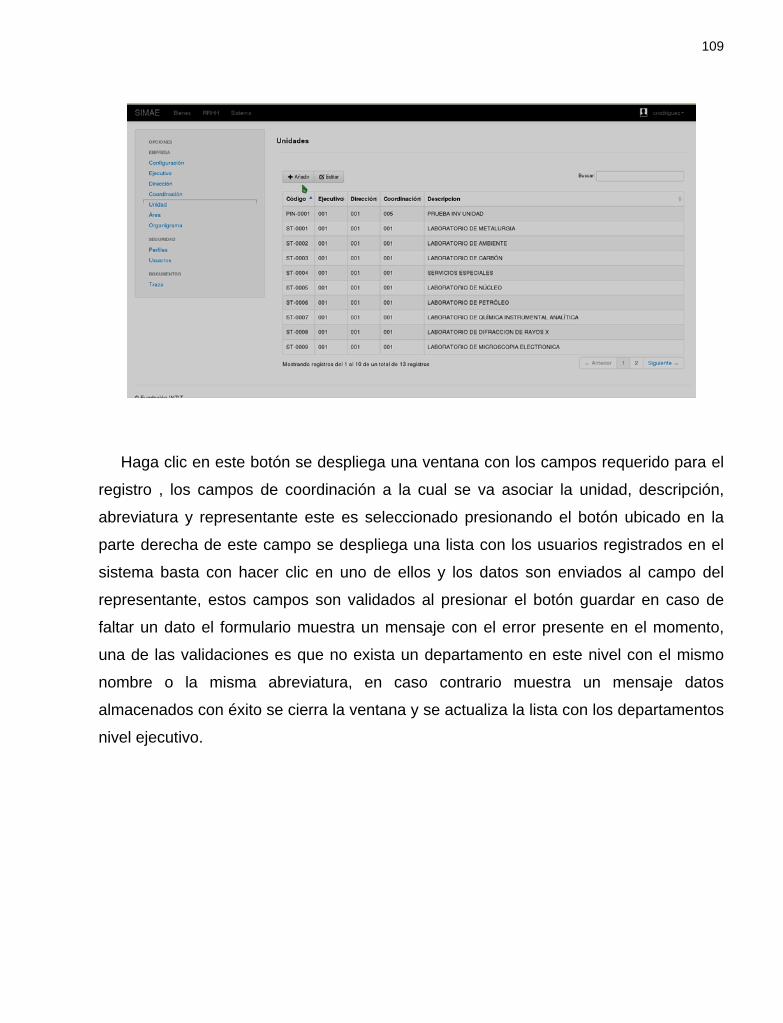
109
Haga clic en este botón se despliega una ventana con los campos requerido para el
registro , los campos de coordinación a la cual se va asociar la unidad, descripción,
abreviatura y representante este es seleccionado presionando el botón ubicado en la
parte derecha de este campo se despliega una lista con los usuarios registrados en el
sistema basta con hacer clic en uno de ellos y los datos son enviados al campo del
representante, estos campos son validados al presionar el botón guardar en caso de
faltar un dato el formulario muestra un mensaje con el error presente en el momento,
una de las validaciones es que no exista un departamento en este nivel con el mismo
nombre o la misma abreviatura, en caso contrario muestra un mensaje datos
almacenados con éxito se cierra la ventana y se actualiza la lista con los departamentos
nivel ejecutivo.
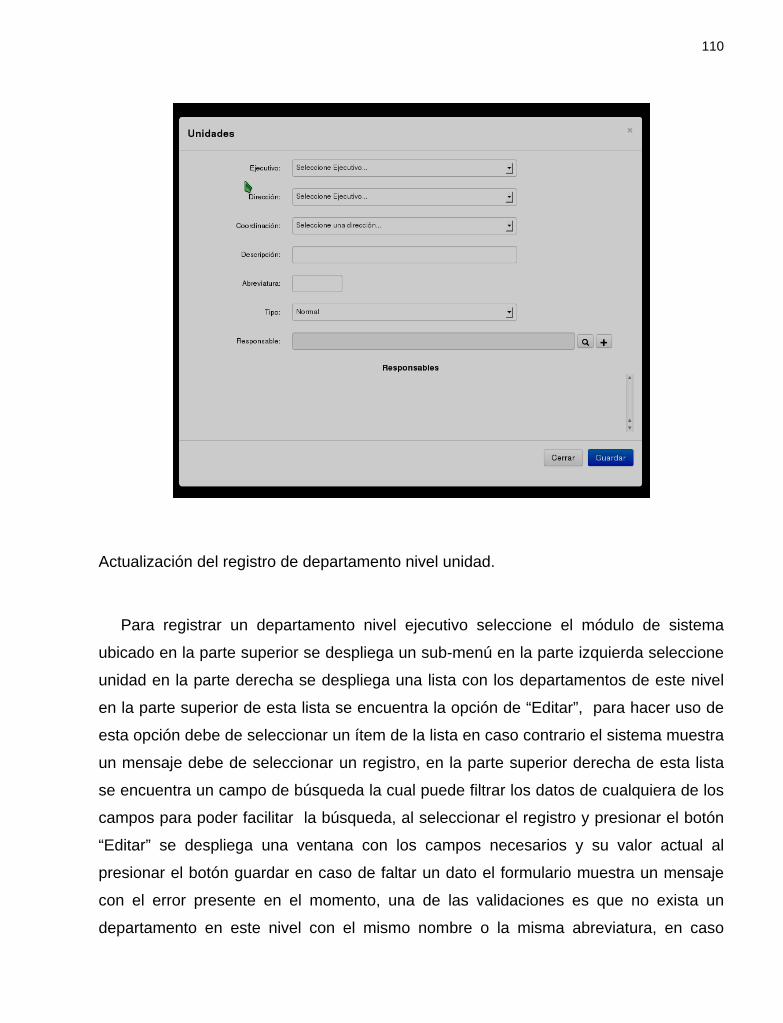
110
Actualización del registro de departamento nivel unidad.
Para registrar un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
unidad en la parte derecha se despliega una lista con los departamentos de este nivel
en la parte superior de esta lista se encuentra la opción de “Editar”, para hacer uso de
esta opción debe de seleccionar un ítem de la lista en caso contrario el sistema muestra
un mensaje debe de seleccionar un registro, en la parte superior derecha de esta lista
se encuentra un campo de búsqueda la cual puede filtrar los datos de cualquiera de los
campos para poder facilitar la búsqueda, al seleccionar el registro y presionar el botón
“Editar” se despliega una ventana con los campos necesarios y su valor actual al
presionar el botón guardar en caso de faltar un dato el formulario muestra un mensaje
con el error presente en el momento, una de las validaciones es que no exista un
departamento en este nivel con el mismo nombre o la misma abreviatura, en caso
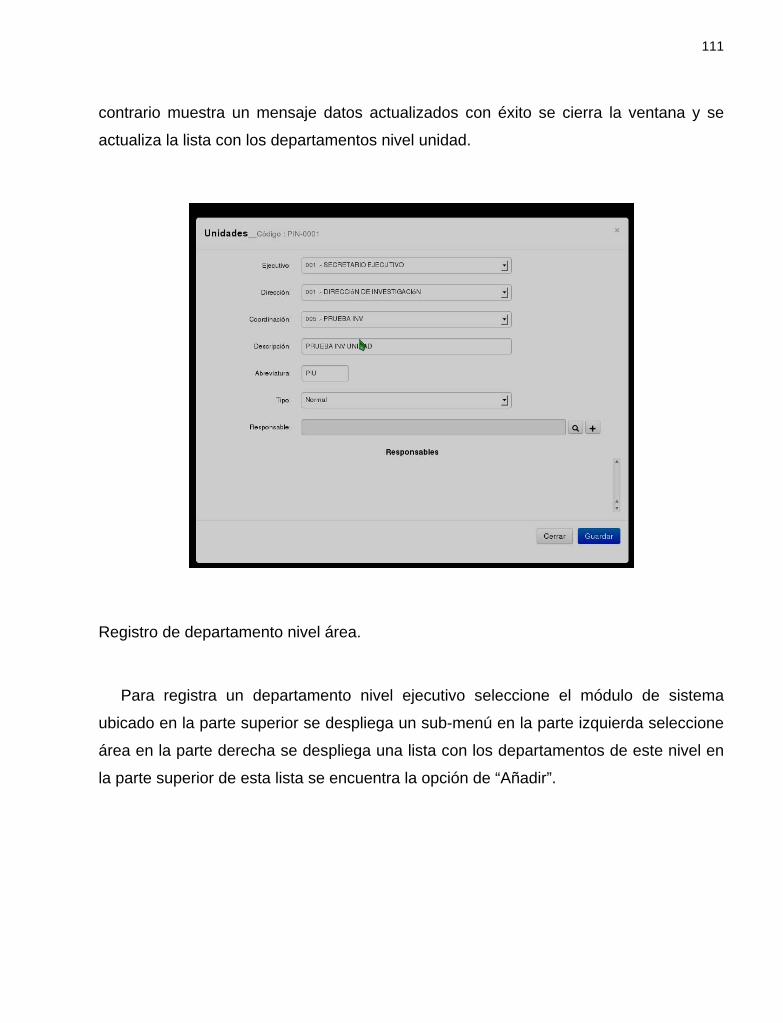
111
contrario muestra un mensaje datos actualizados con éxito se cierra la ventana y se
actualiza la lista con los departamentos nivel unidad.
Registro de departamento nivel área.
Para registra un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
área en la parte derecha se despliega una lista con los departamentos de este nivel en
la parte superior de esta lista se encuentra la opción de “Añadir”.

112
Haga clic en este botón se despliega una ventana con los campos requerido para el
registro , los campos de unidad a la cual se va asociar el área, descripción, abreviatura
y representante este es seleccionado presionando el botón ubicado en la parte derecha
de este campo se despliega una lista con los usuarios registrados en el sistema basta
con hacer clic en uno de ellos y los datos son enviados al campo del representante,
estos campos son validados al presionar el botón guardar en caso de faltar un dato el
formulario muestra un mensaje con el error presente en el momento, una de las
validaciones es que no exista un departamento en este nivel con el mismo nombre o la
misma abreviatura, en caso contrario muestra un mensaje datos almacenados con éxito
se cierra la ventana y se actualiza la lista con los departamentos nivel ejecutivo.

113
Actualización del registro de departamento nivel área.
Para registrar un departamento nivel ejecutivo seleccione el módulo de sistema
ubicado en la parte superior se despliega un sub-menú en la parte izquierda seleccione
área en la parte derecha se despliega una lista con los departamentos de este nivel en
la parte superior de esta lista se encuentra la opción de “Editar”, para hacer uso de esta
opción debe de seleccionar un ítem de la lista en caso contrario el sistema muestra un
mensaje debe de seleccionar un registro, en la parte superior derecha de esta lista se
encuentra un campo de búsqueda la cual puede filtrar los datos de cualquiera de los
campos para poder facilitar la búsqueda, al seleccionar el registro y presionar el botón
“Editar” se despliega una ventana con los campos necesarios y su valor actual al
presionar el botón guardar en caso de faltar un dato el formulario muestra un mensaje
con el error presente en el momento, una de las validaciones es que no exista un
departamento en este nivel con el mismo nombre o la misma abreviatura, en caso
contrario muestra un mensaje datos actualizados con éxito se cierra la ventana y se
actualiza la lista con los departamentos nivel área.

114
Visualizar organigrama.
Al ingresar los datos de los departamentos de acuerdo al nivel se genera una
estructura organizativa la cual puede ser visualizada seleccionando el modulo sistema
se despliega el sub-menú en la parte izquierda y presionando la opción organigrama, la
estructura es visualizada de manera gráfica para mejor entendimiento.
Crear perfiles.
Los perfiles son estructuras que poseen ciertos permisos y los cuales son asociados
a los usuarios del sistema, un usuario puede tener varios perfiles sin importar que los
perfiles puedan tener permisos similares, el sistema los interpreta en un solo grupo,
para crear un perfil se debe hacer click en el módulo sistema en la parte superior
izquierda del sistema seleccione la opción perfiles, se despliega una lista con los
perfiles actuales en la parte superior de esta lista se encuentra la opción “Añadir”
selecciónela, se despliega una ventana con los datos requeridos para el registro estos
datos son validados al presionar el botón guardar y si no cumple con las características
los datos el sistema muestra un mensaje de error guardando los datos en caso

115
contrario datos almacenados con éxito se cierra la ventana y se actualiza los datos de
la lista anterior.
Modificar perfiles
Se debe hacer clic en el módulo sistema en la parte superior izquierda del sistema
seleccione la opción perfiles, se despliega una lista con los perfiles actuales en la parte
superior de esta lista se encuentra la opción “Editar” debe de seleccionar previamente
un registro de la lista haciendo clic, si no es seleccionado el sistema muestra un
mensaje debe de seleccionar un registro en caso contrario, se despliega una ventana
con los datos requeridos y su valor actual estos datos son validados al presionar el
botón guardar y si no cumple con las características los datos el sistema muestra un

116
mensaje de error actualizando los datos en caso contrario datos actualizados con éxito
se cierra la ventana y se actualiza los datos de la lista anterior.
Añadir permisos a los perfiles.
Debe de hacer clic en el módulo sistema se despliega unas opciones en la parte
izquierda seleccione la opción perfiles en la parte derecha se despliega una lista con
unas opciones en la parte superior, seleccione un perfil de la lista haciendo clic y
presione el botón permisos se despliega una ventana con las opciones de los permisos
agrupadas por los módulos marque con los checkbox los permisos con los cuales
desea dar para este perfil y presione el botón guardar.

117
Crear personal.
Seleccione la opción Personal en el área de módulos del sistema parte superior
izquierda se desplegara unas opciones en la izquierda de la pantalla seleccione
empleados se despliega una lista con los empleados registrados con dos opciones en la
parte superior y un campo para filtrar las búsqueda, presione el botón "Añadir" se
desplegará una pantalla con los datos para el registro del empleado divido en secciones
como: Datos personales, datos contacto, dirección, perfil laboral, status y foto, estos
campos son validados y al momento de presionar el botón guardar el sistema verifica
que se encuentren los datos en los campos requeridos en caso de faltar se muestran la
información en el lado derecho de los campos requeridos en caso contrario el sistema
mostrara un mensaje “Datos almacenados con éxito” se cierra la ventana y se actualiza
la lista de los empleados anteriormente mostrada.
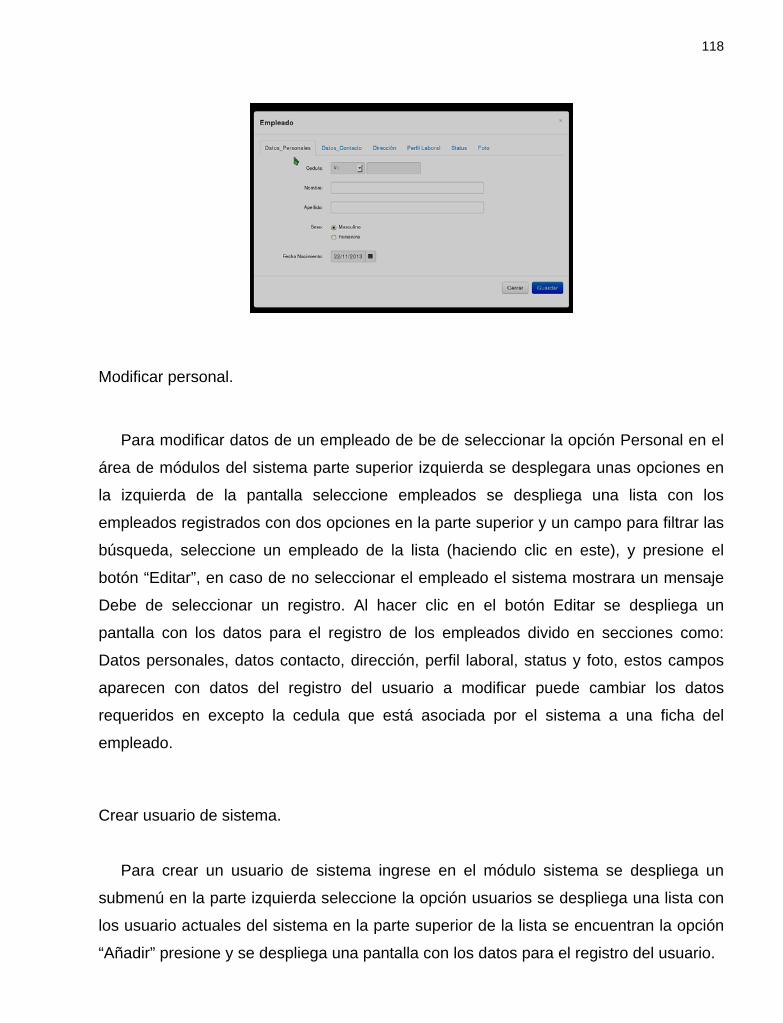
118
Modificar personal.
Para modificar datos de un empleado de be de seleccionar la opción Personal en el
área de módulos del sistema parte superior izquierda se desplegara unas opciones en
la izquierda de la pantalla seleccione empleados se despliega una lista con los
empleados registrados con dos opciones en la parte superior y un campo para filtrar las
búsqueda, seleccione un empleado de la lista (haciendo clic en este), y presione el
botón “Editar”, en caso de no seleccionar el empleado el sistema mostrara un mensaje
Debe de seleccionar un registro. Al hacer clic en el botón Editar se despliega un
pantalla con los datos para el registro de los empleados divido en secciones como:
Datos personales, datos contacto, dirección, perfil laboral, status y foto, estos campos
aparecen con datos del registro del usuario a modificar puede cambiar los datos
requeridos en excepto la cedula que está asociada por el sistema a una ficha del
empleado.
Crear usuario de sistema. Para crear un usuario de sistema ingrese en el módulo sistema se despliega un
submenú en la parte izquierda seleccione la opción usuarios se despliega una lista con
los usuario actuales del sistema en la parte superior de la lista se encuentran la opción
“Añadir” presione y se despliega una pantalla con los datos para el registro del usuario.

119
Presione el botón con el icono de una lupa la cual despliega una lista con los
empleados registrados en el sistema, el login es generado de manera automática con la
inicial del nombre y el primer apellido del empleado en caso de haber similitud de login
ingresa la segunda letra del nombre, seleccione e ingrese una clave para el usuario la
cual puede ser cambiada por el mismo al momento de ingresar al sistema.
Asignar perfil a los usuarios.
Ingrese en el módulo de sistema y presione la opción usuarios se despliega una lista
con opciones en la parte superior, seleccione un usuario haciendo clic luego presione la

120
opción perfiles se despliega una pantalla con los datos del usuario a seleccionar perfil
en la parte inferior la lista con los perfiles creados marque las opciones deseadas
presione guardar se mostrara un mensaje “Datos almacenados con éxito”.
Crear un Bien.
Para crear bien, se bebe seleccionar el modulo bienes se despliega un submenú en
la parte izquierda seleccione la opción “bienes”.

121
Se despliega una lista con opciones en la parte superior presione la opción “Añadir”,
la pantalla se actualiza con el formulario para el registro del bien, los campos son
validados en caso de ser requeridos el campo mostrara un alerta y especificara donde
se encuentra el error, esta registro permite almacenar los datos al igual que los archivos
como de imágenes y de texto como pdf, doc, Excel etc, presione el botón guardar el
sistema mostrara un mensaje “Datos almacenados con éxito”.
Para modificar un bien, se seleccionar el modulo bienes se despliega un submenú
en la parte izquierda seleccione la opción bienes.

122
Se despliega una lista con opciones en la parte superior seleccione un bien haciendo
clic presione la opción “Modificar”, en caso de no seleccionar un bien el sistema
muestra un mensaje debe de seleccionar un registro, la pantalla se actualiza con el
formulario para la modificación del bien, los campos son validados en caso de ser
requeridos el campo mostrara un alerta y especificara donde se encuentra el error, esta
registro permite almacenar los datos al igual que los archivos como de imágenes y de
texto como pdf, doc, Excel etc, presione el botón guardar el sistema mostrara un
mensaje “Datos actualizados con éxito”.
Ingresar una Parte
Una parte es un accesorio de un bien que de igual forma, es parte de los bienes de
la empresa, para ingresar presione el modulo bienes, del submenú de la parte izquierda
se despliega una lista con los bienes que son padres, es decir, no son partes o no
fueron ingresadas como tal seleccione uno de los bienes y presione la opción partes.
Llene los campos del registro de partes similar al de los padres con la diferencia que
al llenar el registro debe de seleccionar la opción Agregar para ser añadido a la lista de

123
partes del bien puede ingresar las partes del bien sin cantidad definida, al momento de
ingresar todas las partes presione el botón guardar para almacenar los registros.
Crear una actividad
Las actividades son las acciones que se realizaran a los equipos para ingresar
seleccione el modulo bienes, luego la opción actividades se despliega una lista con las
actividades registradas en la parte superior seleccione “Añadir” se abre una pantalla
con los datos para el registro presione la opción guardar se muestra un mensaje “Datos
almacenados con éxito” y se actualiza la lista de actividades.

124
Modificar una actividad
Seleccione el modulo bienes y del submenú en la parte izquierda seleccione la
opción actividades se despliega una lista de las actividades con las opciones en la parte
superior seleccione el registro a modificar haciendo clic y luego en el botón Editar, se
muestra una pantalla con los datos a modificar presione el botón guardar el sistema
muestra un mensaje “Datos almacenados con éxito”.
Crear un plan
Los planes son conjunto de actividades que se le asignan a los tipos de bienes los
cuales pueden ser editables para crear un plan ingrese en el módulo de bienes
seleccione la opción actividades luego presione el botón plan, se actualiza la pantalla
con el formulario para crear planes seleccione el tipo de bien a continuación la
actividad a ingresar a dicho plan, esta selección se realiza presionando el botón con el
icono de la lupa al lado derecho de campo actividades se despliega una lista seleccione
con un clic la que desee y según la frecuencia de la actividad se despliegan unas
opciones para el registro presione agregar y el registro se almacena automáticamente y
es añadido a una lista en la parte inferior de la pantalla, esto para cada tipo de bien, en
caso de retirar presione el botón con la X en la parte derecha del registro.

125
Asignar permiso al tipo de bien.
Para asignar los permisos para los usuario según el tipo de bien ingrese en el
módulo de bienes y a continuación presione la opción bienes se despliega una lista con
una serie de opciones en la parte superior presione el botón permisos, se actualiza una
pantalla con los tipos de bienes del sistema y los usuarios que según su perfil poseen
acceso a la opción de registro de bienes seleccione marcando la casilla a la opción que
desee asignar según usuario y presione el botón guardar.

126
Plan de mantenimiento.
El plan de mantenimiento se cumplen según el plan de actividades del tipo de bien,
para generar el plan de actividades seleccione el modulo bienes, luego la opción
mantenimiento se despliega una lista con los tipos devienes seleccione un tipo y
presione el botón planificación.
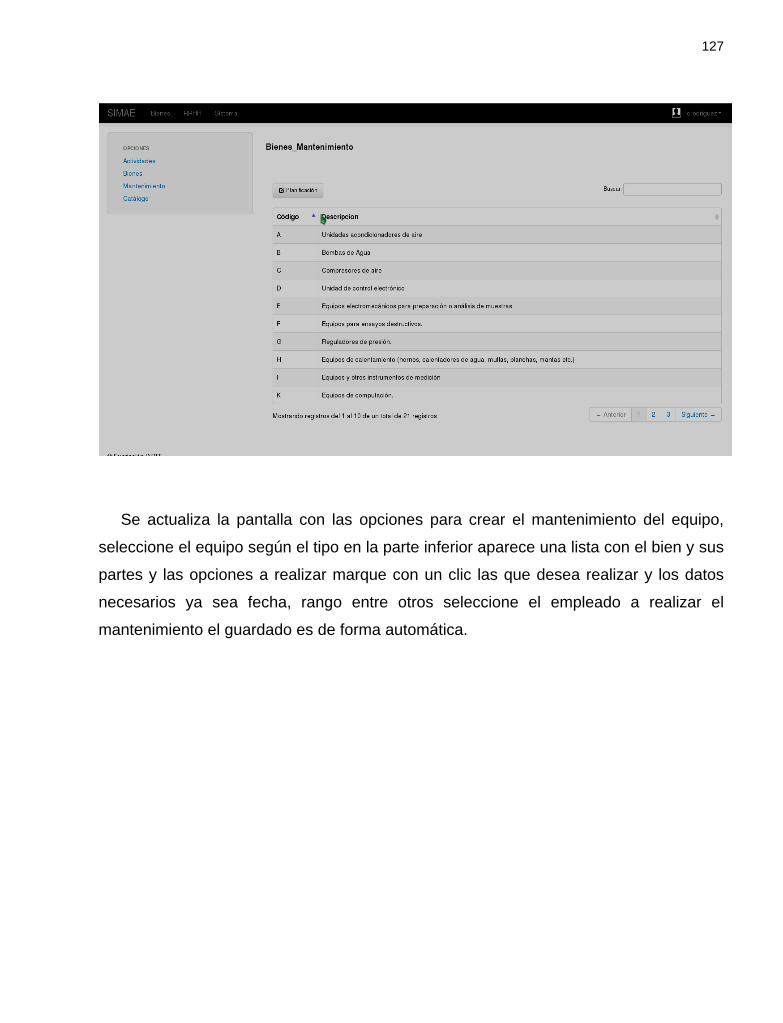
127
Se actualiza la pantalla con las opciones para crear el mantenimiento del equipo,
seleccione el equipo según el tipo en la parte inferior aparece una lista con el bien y sus
partes y las opciones a realizar marque con un clic las que desea realizar y los datos
necesarios ya sea fecha, rango entre otros seleccione el empleado a realizar el
mantenimiento el guardado es de forma automática.

128
Catalogo.
A traves del catalogo podeamos realizar diferentes actividades como: reasignar,
reubicar, consultar, historico de mantenimiento, desincorporar y desactivar. Esta opcion
se encuentra en el modulo de bienes catalogo seleccione la opcion en el desplegable
de la parte derecha.
Reubicar.
Esta opcion permite reubicar el bien o equipo en una area diferente de las
instalaciones, se puede realizar una consulta a traves de unos filtros para la busqueda
mas facil del bien.

129
Posteriormente se muestra la lista de los bienes marque el que desea reubicar,
ingrese la nueva ubicación en el campo superior y presione el boton guardar, para esta
opción puede realizar una multiple selección maracando todos los que necesite de la
lista.
Reasignar.
Esta opcion permite reasignar el bien o equipo a un responsable diferente la
empresa, se puede realizar una consulta a traves de unos filtros para la busqueda mas
facil del bien. Posteriormente se muestra la lista de los bienes marque el que desea
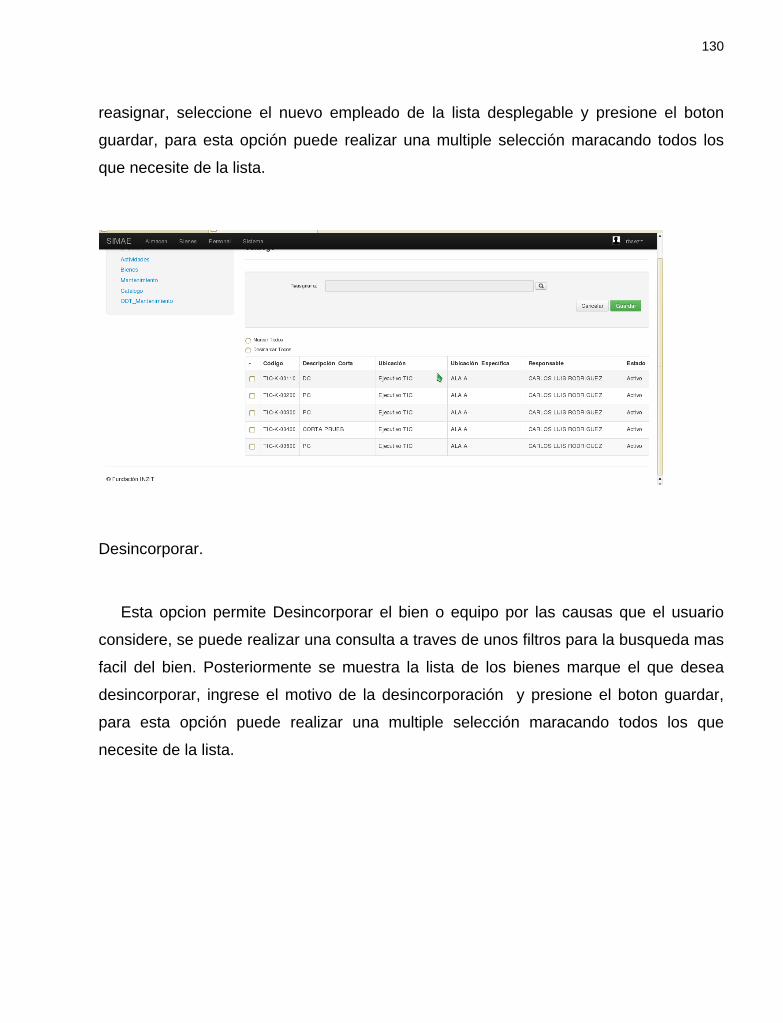
130
reasignar, seleccione el nuevo empleado de la lista desplegable y presione el boton
guardar, para esta opción puede realizar una multiple selección maracando todos los
que necesite de la lista.
Desincorporar.
Esta opcion permite Desincorporar el bien o equipo por las causas que el usuario
considere, se puede realizar una consulta a traves de unos filtros para la busqueda mas
facil del bien. Posteriormente se muestra la lista de los bienes marque el que desea
desincorporar, ingrese el motivo de la desincorporación y presione el boton guardar,
para esta opción puede realizar una multiple selección maracando todos los que
necesite de la lista.
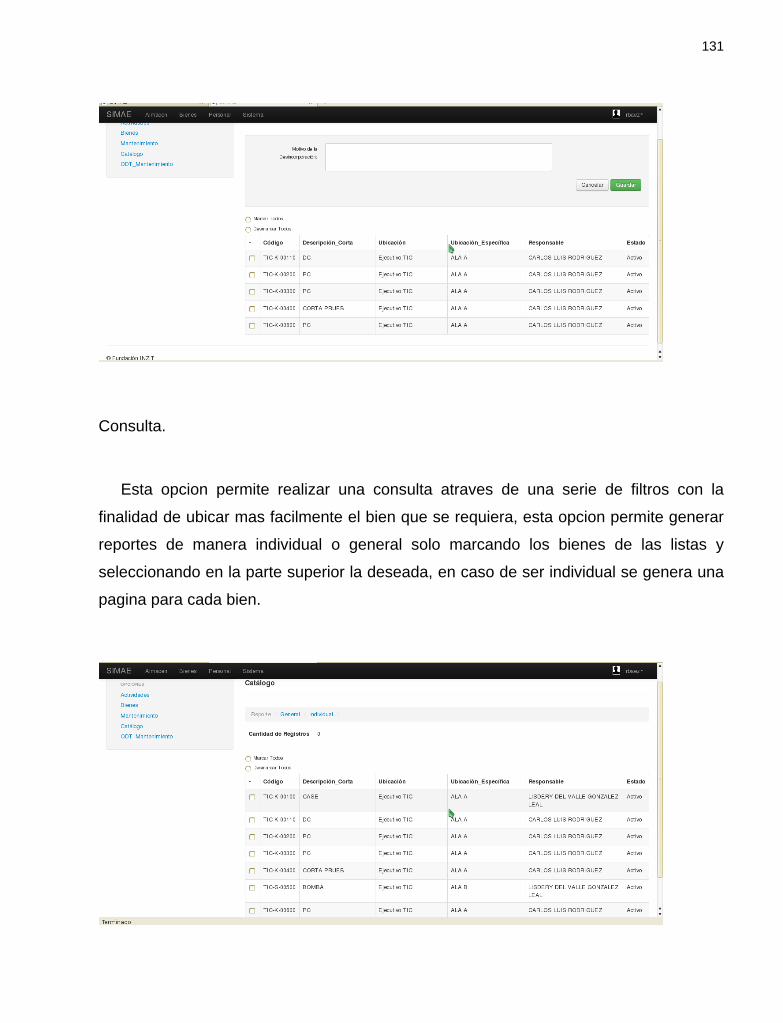
131
Consulta.
Esta opcion permite realizar una consulta atraves de una serie de filtros con la
finalidad de ubicar mas facilmente el bien que se requiera, esta opcion permite generar
reportes de manera individual o general solo marcando los bienes de las listas y
seleccionando en la parte superior la deseada, en caso de ser individual se genera una
pagina para cada bien.
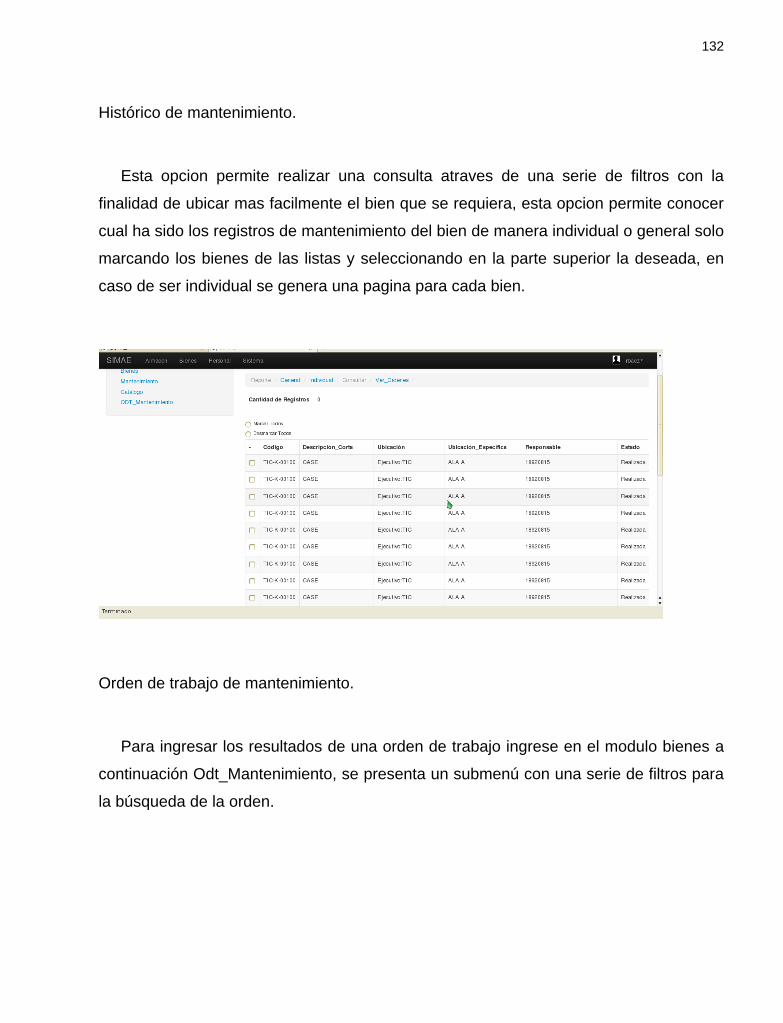
132
Histórico de mantenimiento.
Esta opcion permite realizar una consulta atraves de una serie de filtros con la
finalidad de ubicar mas facilmente el bien que se requiera, esta opcion permite conocer
cual ha sido los registros de mantenimiento del bien de manera individual o general solo
marcando los bienes de las listas y seleccionando en la parte superior la deseada, en
caso de ser individual se genera una pagina para cada bien.
Orden de trabajo de mantenimiento.
Para ingresar los resultados de una orden de trabajo ingrese en el modulo bienes a
continuación Odt_Mantenimiento, se presenta un submenú con una serie de filtros para
la búsqueda de la orden.

133
Se muestra una lista de los bienes con ordenes de trabajo según la búsqueda
realizada cada registro posee dos opciones una para reasignar la actividad y la otra
para incluir el resultado.
Reasignar actividad.
Para reasignar el empleado a ejecutar el servicio presione el icono de usuario en la
parte derecha del registro seleccione el nuevo empleado y presione el botón guardar
esto actualizara la orden la cual puede ser impresa de nuevo.
Incluir resultados.
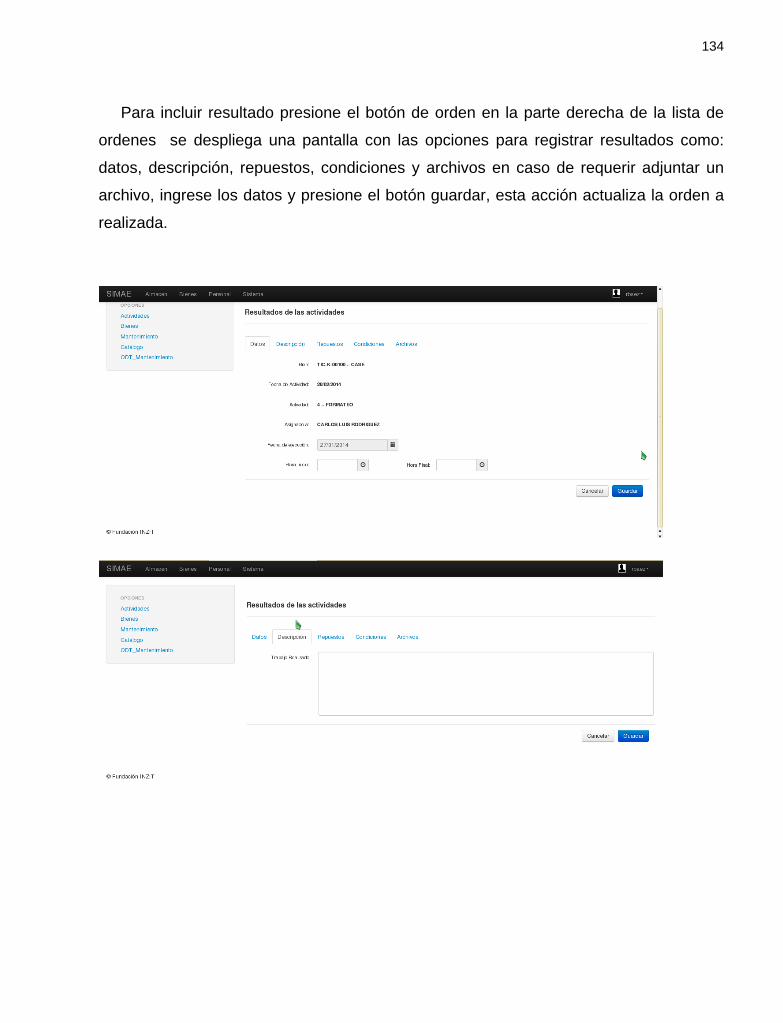
134
Para incluir resultado presione el botón de orden en la parte derecha de la lista de
ordenes se despliega una pantalla con las opciones para registrar resultados como:
datos, descripción, repuestos, condiciones y archivos en caso de requerir adjuntar un
archivo, ingrese los datos y presione el botón guardar, esta acción actualiza la orden a
realizada.
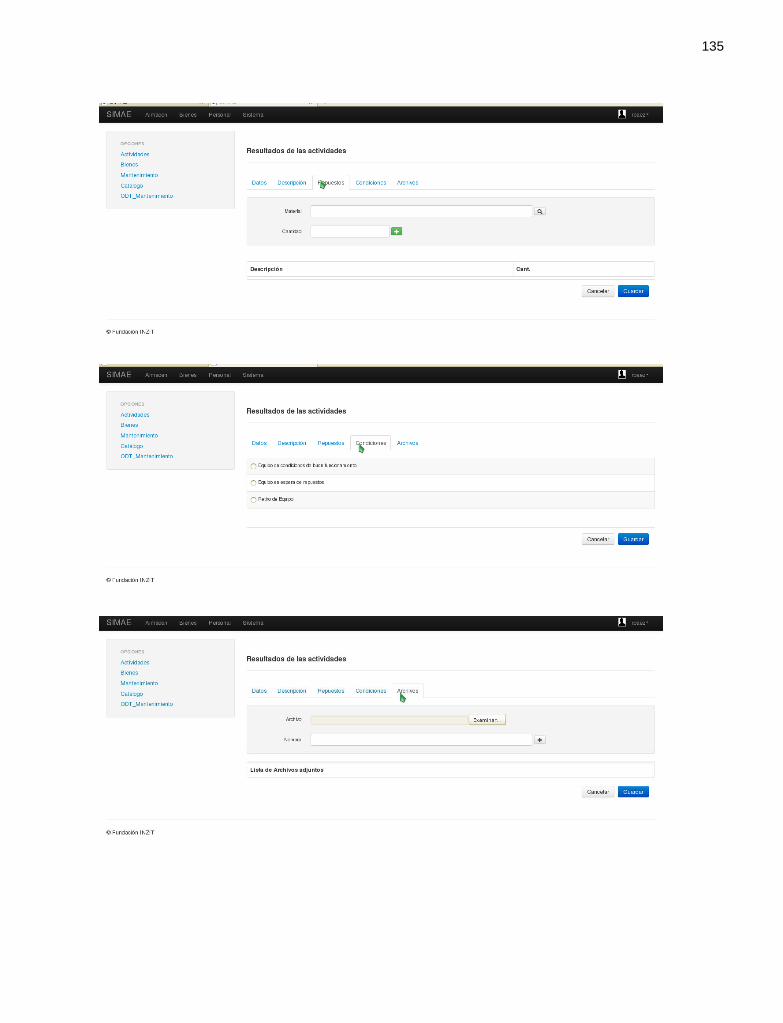
135

136
CONCLUSIONES Como se puede inferir, posterior a la realización de la investigación, titulada diseño
de un sistema automatizado de mantenimiento para laboratorios de investigación y
servicios del sector público, luego de analizar y procesar los resultados obtenidos a
partir de la recolección de datos mediante un instrumento de recolección, aplicado a los
empleados que laboran en la empresa antes mencionada, se obtuvieron las
conclusiones presentadas a continuación.
Se realizó un diseño de arquitectónico, procedimental y de interfaz que permita el
desarrollo del software de mantenimiento, que responde a las necesidades de las
empresas de investigación y servicio del sector público, que se ajusta también a
cualquier empresa privada o pública que contenga una organización o área establecida
de mantenimiento existente de diferentes dimensiones en cuanto a personal y cantidad
de equipos asociados al proceso productivo.
Los resultados obtenidos muestran la importancia del eficiente funcionamiento de
equipos en las diferentes áreas de los laboratorios de investigación y servicio, los
cuales van a determinar la adecuada respuesta en las operaciones y actividades
planificadas que tengan la organización.
Por otra parte, una importante porción de los encuestados afirmaron de manera
contundente el manejo de una codificación numérica de los equipos presentes en la
planta de acuerdo a diversos aspectos, destacándose la ubicación y operación, es
decir, la distribución de los equipos se debe al área donde estos se operen, por lo que
en los espacios están distribuidos de acuerdo el tipo de muestra que procesan en
algunos casos.
Se expresó con los resultados obtenidos, la importancia de conocer los mecanismos
básicos y los aspectos generales de funcionamiento de los equipos, por cuanto en la
mayoría de los casos, existe una afección directa sobre la manipulación del equipo y su
eficacia en la generación de los resultados.
Se corroboro que la generación de averías con gravedad tal que se produzca la
paralización total del equipo y del proceso productivo no son sucesos que ocurran con

137
frecuencia, por cuanto los equipos no se encuentran en estado tal como para que
ocurra una falla total. Sin embargo, dado el reconocimiento sobre la avería potencial,
una proporción importante se inclinó a destacar que aunque detecten a primera vista
una falla potencial que no afecta la mayoría de las veces con sus actividades, no
consideran en ningún caso la utilización del equipo como si este estuviera en
condiciones óptimas de operación.
Asimismo, al conocer el procedimiento a seguir al presentarse un evento
momentáneo cualquiera que este sea, es necesario controlar otros factores capaces de
generar el fallo, como temperatura, los cuales al estar en condiciones óptimas ayudan
en las labores para evitar la aparición de la intermitencia en el equipo.
En cuanto a la criticidad de los equipos, los resultados obtenidos indicaron la poca
predominancia en la clasificación de los equipos según estos parámetros, por cuanto
cada uno tiene la relevancia que requiere según la actividad que realiza y por tanto es
considerado importante su funcionamiento óptimo, sin que este sea catalogado de
carácter crítico, semicrítico o no crítico.
De igual manera, la empresa realiza mejora a la clasificación de los equipos y código
funcional que permite facilitar la identificación y ubicación de los mismos. Debido a la
falta de buena parte de los manuales de fabricación, uso, manipulación, mantenimiento,
fichas técnicas e historial de fallas de los equipos, es necesario realizar un
levantamiento de la información necesaria sobre el origen del equipo, tiempo de
operación, vida útil, sustitución de piezas, con el objeto de crear bases de datos
necesarios en la realización del plan de mantenimiento preventivo.

138
RECOMENDACIONES En el desarrollo de la presente investigación, se mencionaron diversos aspectos
importantes para impulsar al sistema de mantenimiento, los cuales se traducen en
recomendaciones en función de impulsar la implementación del sistema automatizado
de mantenimiento en laboratorios de investigación y servicio, para que a partir de ellos
mejoren las acciones pertinentes al tema objeto de estudio. Estas recomendaciones,
generadas a partir de los resultados de la investigación, se muestran a continuación.
Establecer convenios de cooperación con el sector empresarial, gubernamental
nacional, para que promuevan al desarrollo de políticas y estrategias dirigidas al
fortalecimiento del sistema gerencial en el área de mantenimiento, mediante la
aplicación de procedimientos sobre una gestión tecnológica proporcionada y adaptada
a las oportunidades de mejora de estas organizaciones de investigación y servicio.
Adiestrar y capacitar al personal involucrado acerca de sistema de mantenimiento
que se propone, de manera que pueda aprovecharse al máximo los beneficios que
ofrece dicho programa.
Revisar el programa de mantenimiento preventivo en forma periódica anual, para
identificar cualquier desviación surgida en la ejecución de las actividades del mismo.
Los cambios que imponga la revisión deberán realizarse de inmediato, ya que la
corrección oportuna de cualquier deficiencia servirá para evitar costosas interrupciones.
Sugerir la implantación del sistema automatizado de mantenimiento propuesto, por
cuanto permite medir la efectividad y la adecuada gestión en la utilización de recursos
materiales, económicos, humanos y de tiempo, con el propósito de lograr el mejor
aprovechamiento de los equipos.
Promover la realización de actividades de mantenimiento, para que estas se realicen
bajo un estricto margen de seguridad integral, con el fin de salvaguardar la integridad
de los empleados, los equipos que se encuentran en condiciones óptimas, así como las
estructuras de la organización.
139
Documentar el departamento de mantenimiento de informes automatizados
mensuales, generados en la automatización del proceso, lo cual permita evaluar la
eficiencia del sistema de mantenimiento, para promover al mejoramiento continuo del
programa automatizado, para asegurar que su desarrollo se lleve a cabo de una forma
coherente y eficaz. Estas acciones se traducirán en que la empresa incremente su nivel
de competitividad y rentabilidad ante el mercado industrial.
Verificar periódicamente el programa de entrenamiento o mejoramiento operacional,
en donde se promuevan herramientas y nuevas técnicas para ejecutar las actividades
de mantenimiento, fabricar las piezas en el caso que se amerite, así como la
elaboración de planes, a fin de formalizar el entrenamiento y formación profesional del
área de mantenimiento.
Elaborar un procedimiento para conocer los tiempos de ejecución de las tareas de
mantenimiento y evaluar su ejecución, con el fin de proponer su mejora.
Elaborar manuales que incluyan estos procesos y demás aspectos relacionados con
las labores antes mencionadas, instrucciones de trabajo y recursos de mantenimiento.
Impulsar a la exploración e investigación de casos similares para analizar la
implantación de un sistema automatizado de mantenimiento en organizaciones
relacionadas con otras actividades, como por ejemplo, empresas de construcción,
servicios industriales, servicios médicos, consultoría tecnológica, entre otros.
Valorar la realización de estudios semejantes en otros Laboratorios de Investigación
y Servicio de Venezuela, para proponer las líneas de avance y de cooperación para la
realización de actividades tecnológicas en lo que a mantenimiento refiere, con el fin de
generar el menor impacto posible al ambiente.
140
REFERENCIAS BIBLIOGRAFICAS
Aaker, D. y Day, G. (1989) Investigación de mercados. Tercera Edición. México: Mc Graw Hill.
Arnao, V. (2008) Diccionario de la Real Academia Española. Decima cuarta edición. Parte primera, Parmantier ediciones. Paris.
Arrieta, C. y Montenegro, M. (2007) Modelo para determinar la eficiencia del sistema de mantenimiento en el empresa ENDEFCA a través de índices de gestión. Trabajo Especial de Grado para Ingeniería Industrial. Universidad Rafael Urdaneta. Maracaibo.
Bernal, C. (2000) Metodología de la investigación: para administración y economía. Editorial Prentice Hall. Colombia.
Bracho, K. (2006) Sistema automatizado para el control de mantenimiento en la manufactura de serpertines. Trabajo de Grado de Maestría en Gerencia de Mantenimiento, Facultad de Ingeniería, División de Postgrado, LUZ, Maracaibo.
Cantoral, H. (2009) Propuesta de un plan de mantenimiento preventivo para la industria de café QUETZAL. Trabajo de Graduación de Ingeniería Mecánica, Facultad de Ingeniería, Universidad de San Carlos de Guatemala.
Corredor, T. y Delgado P. (2007) Diseño de un programa de mantenimiento preventivo para los equipos y maquinas en las instalaciones de la Empresa UPACA. Trabajo Especial de Grado para Ingeniería Industrial, Facultad de Ingeniería, Universidad Rafael Urdaneta, Maracaibo.
De la Cruz, A. (2010) Diseño de un sistema de mantenimiento preventivo para el área de envasado de polvo detergente. Trabajo Especial de Grado, Ingeniería Industrial. Escuela Superior Politécnica del Litoral. Ecuador.
Duffuaa, S. (2004) Sistemas de mantenimiento industrial. Tercera Edición. Editorial Limusa. México.
Duffuaa, S., Raouf, A. y Dixon C., J. (2000) Sistemas de mantenimiento, planeación y control. Editorial Limusa Wiley. México.
Farías, A. (2009) Diseño de un sistema de gestión de seguridad, higiene y ambiente en la empresa Transporte Acuático C.A., Trabajo Especial de Grado, Facultad de Ingeniería, Universidad Rafael Urdaneta, Maracaibo.
Finol de Franco, M. y Camacho, H. (2006) El Proceso de Investigación Científica. Colección Libro de Texto 7. Editorial de la Universidad del Zulia (EDILUZ). Maracaibo, Estado Zulia.
Finol, J. (2002) Diseño de un sistema de mantenimiento preventivo para los equipos

141
para empresas de servicio de alimentos. Trabajo de Grado para Maestría en Gerencia de Mantenimiento. Facultad de Ingeniería, División de Postgrado, LUZ, Maracaibo.
Fuenmayor, A. (2007) Sistema automatizado para la programación y seguimiento de las actividades de mantenimiento en Instituciones Policiales. Trabajo de Grado de Maestría en Gerencia de Mantenimiento, Facultad de Ingeniería, División de Postgrado, LUZ, Maracaibo.
Gómez de L., F. (1998) Tecnología del mantenimiento industrial. Servicio de publicaciones de la Universidad de Murcia. 1era. Edición. España.
Hernández Sampieri R., Fernández Collado C. y Baptista Lucio P. (2003) Metodología de la Investigación. Tercera Edición. McGraw Hill Interamericana Editores. México.
Hurtado de B., J. (2008). Metodología de la investigación holística. Sexta edición. Fundación Sypal. Caracas, Venezuela.
Lee, S. (2005) Modelo para determinar la efectividad del mantenimiento de una empresa carbonífera. Trabajo de Grado de Maestría en Gerencia de Mantenimiento, Facultad de Ingeniería, División de Postgrado, LUZ, Maracaibo.
León, J. (2006) Diseño de un sistema de gestión de mantenimiento en el Hospital de Especialidades Pediátricas. Trabajo Especial de Grado para Ingeniería Industrial, Facultad de Ingeniería, Universidad Rafael Urdaneta, Maracaibo.
Ministerio de Fomento, Norma Venezolana COVENIN 3049-93 (2001) Mantenimiento, definiciones. Comité Técnico de Normalización y Construcción. Fondonorma. Caracas.
Molero, h. (2002) Manual de mantenimiento industrial. Compañía Universa. Primera Edición, México.
Nava, J. (1999) Teoría de mantenimiento, definiciones y organización. Consejo de Publicaciones, Universidad de los Andes, Mérida.
Newbrough, E.T. (1994) Administración y mantenimiento industrial. Décima Edición. Editorial Diana, México.
Oliva, K., Arellano, M., López, M. y Soler, K. (2010) Sistemas de información para la gestión de mantenimiento en la gran industria del Estado Zulia. Revista Venezolana de Gerencia. Año 15. Número 49, 125-140.
Padrón, G. y Guevara, F. (2004) Diseño de un sistema de gestión de mantenimiento preventivo para los equipos e instalaciones de la policlínica Amado C.A. Trabajo Especial de Grado, Facultad de Ingeniería, Universidad Rafael Urdaneta.
Perozo, A. (1998) Planificación y Programación del Mantenimiento Industrial. Ediluz,
142
Facultad de Ingeniería, Universidad del Zulia, Maracaibo.
Ruiz, C. (2004). Instrumentos de Investigación Educativa. Editorial CIDEG. Barquisimeto, Venezuela.
Sabino, C. (2001) El Proceso de la Investigación. Editorial PANAPO. Caracas. Venezuela.
Seijas, F. (1993). Investigación por Muestreo. Caracas: Universidad Central de Venezuela.
Tamayo y Tamayo, M. (2004) El Proceso de la Investigación Científica. Cuarta Edición. Limusa Noriega Editores. México.
Wildman, C. (2003) Desarrollo de un sistema computacional para el control de equipos y trabajos en empresas productoras de vino. Trabajo de Grado de Maestría en Gerencia de Mantenimiento, Facultad de Ingeniería, División de Postgrado, LUZ, Maracaibo.
Yépez, M. (2004) Evaluaciones Ambientales Estratégicas y el proceso de Toma de Decisiones en el marco de Gerencia Ambiental. Tesis Doctoral en Ciencias Gerenciales. URBE. Maracaibo, Estado Zulia.
ANEXOS

144
ANEXO 1
INSTRUMENTO DE VALIDACIÓN

145
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISION DE POSTGRADO
MAESTRÍA EN GERENCIA DE MANTENIMIENTO
FORMATO DE VALIDACIÓN
DISEÑO DE UN SISTEMA AUTOMATIZADO DE MANTENIMIENTO PARA LABORATORIOS DE INVESTIGACIÓN Y SERVICIOS DEL
SECTOR PÚBLICO (I&S)
Trabajo de Grado presentado ante la Ilustre Universidad del Zulia
para optar al Grado Académico de
MAGÍSTER SCIENTIARUM EN GERENCIA DE MANTENIMIENTO
Autor: Ing. Ricardo Báez Tutor: Prof. Ana I. Rivas
Maracaibo, Abril de 2013
146
Maracaibo, Abril de 2013.
Estimado Lector
Por medio de la presente, solicito su valiosa colaboración con el fin de revisar y
emitir su juicio como experto en relación con el Cuestionario destinado a recoger
información para determinar y analizar el Diseño de un sistema automatizado de
mantenimiento para laboratorios de investigación y servicios del sector público (I&S). El
juicio en cuestión, está referido a sí el instrumento se encuentra inserto en el argumento
teórico correspondiente, y si sus elementos han sido seleccionados sobre la base del
contexto.
Es importante que para dicha validación se tomen en cuenta los siguientes
parámetros:
Pertinencia de los ítems con los objetivos.
Pertinencia de los ítems con las dimensiones.
Pertinencia de los ítems con los indicadores.
Redacción y ortografía.
Para facilitar este proceso, se ha elaborado una matriz donde podrá vaciar su
opinión sobre cada uno de los ítems redactados, así como una visión general del
mismo.
Agradeciéndole por su receptividad e inestimable colaboración.
Atentamente,
Ing. Ricardo Báez
1.- IDENTIFICACIÓN DE LA INVESTIGACIÓN
147
Título: Diseño de un sistema automatizado de mantenimiento para laboratorios de
investigación y servicios del sector público (I&S)
2.- OBJETIVOS DE LA INVESTIGACIÓN Objetivo General: Diseñar un sistema automatizado de mantenimiento para
laboratorios de investigación y servicios del sector público. Objetivos Específicos
Describir los equipos de los laboratorios de investigación y servicio sujetos a esta
investigación.
Describir las fallas funcionales de los equipos en los laboratorios de investigación
y servicio.
Evaluar la criticidad de las fallas de los equipos investigados en relación al
impacto en la prestación de servicios y ambiente.
Establecer el diseño arquitectónico, procedimental y de interfaz que permita el
desarrollo del software.
3.- TIPO Y DISEÑO DE LA INVESTIGACIÓN Dado que el desarrollo de esta investigación tiene como función principal diseño de
un sistema aplicable que brinde la optimización para la gestión del mantenimiento y por
consiguiente aumente la eficiencia en el área operacional de los laboratorios de
investigación y servicios del sector público, el presente estudio de tipo descriptivo se
enfoca en la generación de información a través del análisis de datos.
Luego de estudiar las características de los objetivos específicos planteados, el
diseño de la presente investigación se ubica de la manera siguiente: de campo –
documental, transaccional y no experimental.
4.- TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS Para esta investigación se utilizó la técnica de la observación mediante las
modalidades directa y documental, como medios para la recolección de la información
necesarios para el análisis de los resultados.

148
En el caso particular de este estudio, se realizó un instrumento con base en la
técnica de la encuesta, tomando en cuenta la variable objeto de estudio, constituido por
30 ítems aproximadamente, por cuanto se consideró la formulación de 3 ítems por
indicador a analizar. Además, se tomó en cuenta la fatiga y poca colaboración de los
encuestados cuando los instrumentos son largos, por lo que se realizó de manera que
fuera entendible y conciso para los escogidos como muestra. Por otro lado, este tiene
cinco alternativas ordinales de respuesta de escala tipo Likert (Siempre, Casi Siempre,
Algunas Veces, Casi Nunca y Nunca).
5. VARIABLE QUE SE PRETENDE MEDIR Definición nominal: Sistema automatizado de mantenimiento
Definición conceptual: Un sistema automatizado de mantenimiento puede definirse
como un sistema integral o total, el cual se conforma por una serie de políticas, una
adecuada organización, sistemas y procedimientos para obtener los parámetros
específicos para el mantenimiento que se requiere en las diferentes situaciones. Por
tanto, también es considerado como aquel que emplea algún tipo de dispositivo
mecanizado para realizar el procesamiento de datos. Algunos de los aspectos
funcionales para el desarrollo de un sistema automatizado de mantenimiento son: (1)
control de equipos, donde menciona el control referido a los equipos, sus fallas y
consumo de esfuerzo de mantenimiento, (2) control de trabajo, lo cual es generado para
llevar el control de la mano de obra que interviene en los equipos, (3) control de
inventarios, destinado al control de los materiales utilizados en las labores de
mantenimiento, (4) control de costos: Para determinar y totalizar el costo de los trabajos
realizados, y (5) reportes para la gerencia, por cuanto se orientan a la obtención de
índices e indicadores que midan la efectividad de las actividades (Finol, 2002).
Definición operacional: Para efectos de esta investigación, un sistema automatizado de
mantenimiento comprende el control mecanizado de indicadores orientados al eficiente
uso de los recursos materiales, económicos, de tiempo y humanos en la adecuada
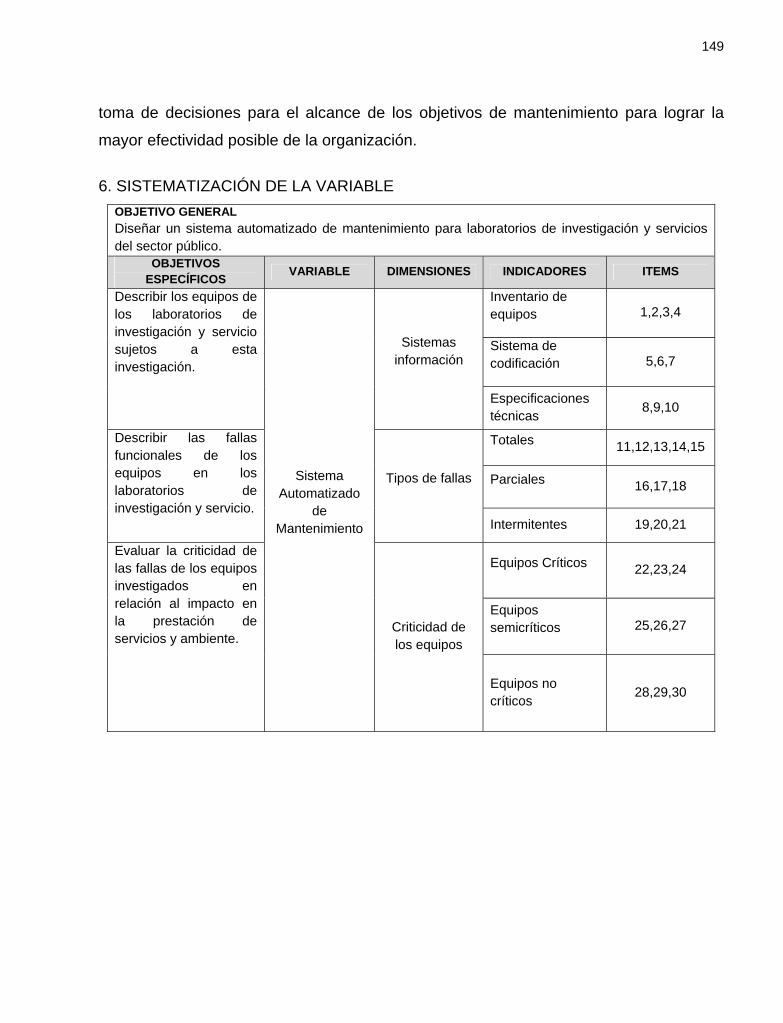
149
toma de decisiones para el alcance de los objetivos de mantenimiento para lograr la
mayor efectividad posible de la organización.
6. SISTEMATIZACIÓN DE LA VARIABLE
OBJETIVO GENERAL Diseñar un sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público.
OBJETIVOS ESPECÍFICOS VARIABLE DIMENSIONES INDICADORES ITEMS
Inventario de equipos 1,2,3,4
Sistema de codificación 5,6,7
Describir los equipos de los laboratorios de investigación y servicio sujetos a esta investigación.
Sistemas información
Especificaciones técnicas 8,9,10
Totales 11,12,13,14,15
Parciales 16,17,18
Describir las fallas funcionales de los equipos en los laboratorios de investigación y servicio.
Tipos de fallas
Intermitentes 19,20,21
Equipos Críticos 22,23,24
Equipos semicríticos 25,26,27
Evaluar la criticidad de las fallas de los equipos investigados en relación al impacto en la prestación de servicios y ambiente.
Sistema Automatizado
de Mantenimiento
Criticidad de los equipos
Equipos no críticos 28,29,30

150
Tabla de validación del cuestionario Título: Diseño de un sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público Objetivo general: Diseñar un sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público.
Pertinencia Indicador Ortografía Redacción Objetivo
Especifico Dimensión Indicador Ítems P NP P NP P NP
(1) El funcionamiento de los equipos que utiliza para cumplir con sus actividades funcionan de manera eficiente
(2) Utiliza los equipos de última generación para la realización de sus actividades
(3) Conoce mucho todos los equipos que opera
Inventario de
equipos
(4) Conoce el inventario de equipos en las instalaciones donde labora, que se encuentran operativos como los detenidos
(5) Maneja Ud. la ubicación de los equipos en las instalaciones de los laboratorios de acuerdo a una numeración o codificación
(6) Conoce la lista de los equipos operativos de acuerdo a un sistema de numeración
Sistema de cod.
(7) Maneja un instrumento numérico de los equipos según su ubicación, proporción y operación
(8) Maneja la lista de aspectos claves de funcionamiento de los equipos que opera
(9) Conoce las medidas básicas a ejecutar ante la presentación de una falla en los equipos que opera
Describir los equipos de los laboratorios de investigación y servicio sujetos
a esta investigación.
Sistemas inf.
Espec. técnicas
(10) Pierde veracidad en los resultados deseados por no conocer las acciones básicas a seguir para la operación de un equipo
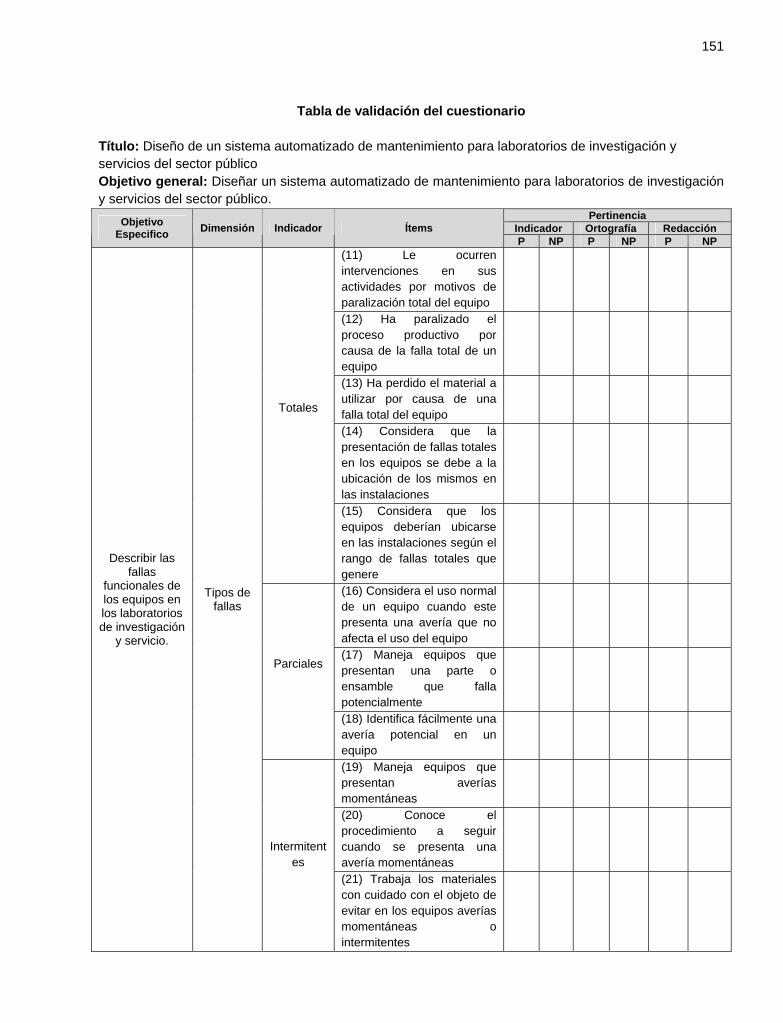
151
Tabla de validación del cuestionario Título: Diseño de un sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público Objetivo general: Diseñar un sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público.
Pertinencia Indicador Ortografía Redacción Objetivo
Especifico Dimensión Indicador Ítems P NP P NP P NP
(11) Le ocurren intervenciones en sus actividades por motivos de paralización total del equipo
(12) Ha paralizado el proceso productivo por causa de la falla total de un equipo
(13) Ha perdido el material a utilizar por causa de una falla total del equipo
(14) Considera que la presentación de fallas totales en los equipos se debe a la ubicación de los mismos en las instalaciones
Totales
(15) Considera que los equipos deberían ubicarse en las instalaciones según el rango de fallas totales que genere
(16) Considera el uso normal de un equipo cuando este presenta una avería que no afecta el uso del equipo
(17) Maneja equipos que presentan una parte o ensamble que falla potencialmente
Parciales
(18) Identifica fácilmente una avería potencial en un equipo
(19) Maneja equipos que presentan averías momentáneas
(20) Conoce el procedimiento a seguir cuando se presenta una avería momentáneas
Describir las fallas
funcionales de los equipos en los laboratorios de investigación
y servicio.
Tipos de fallas
Intermitentes
(21) Trabaja los materiales con cuidado con el objeto de evitar en los equipos averías momentáneas o intermitentes

152
Tabla de validación del cuestionario Título: Diseño de un sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público Objetivo general: Diseñar un sistema automatizado de mantenimiento para laboratorios de investigación y servicios del sector público.
Pertinencia Indicador Ortografía Redacción Objetivo
Especifico Dimensión Indicador Ítems P NP P NP P NP
(22) Considera que los equipos que intervienen en el proceso productivo se les da la debida atención
(23) Conoce los equipos que son responsables directos del proceso productivo
Críticos
(24) Recibe respuesta inmediata cuando se reporta la avería de los equipos responsables del proceso productivo
(25) Conoce los equipos que afectan parcialmente el proceso de producción de la organización
(26) Maneja los equipos parcialmente importantes para la planta con especial atención
Semicríticos
(27) Afecta los resultados de la producción cuando se paraliza un equipo clasificado como semicrítico
(28) Conoce los equipos no críticos por algún código funcional
(29) Considera que los equipos que no intervienen directamente en la producción de la planta no son importantes en cuanto a las labores de mantenimiento
Evaluar la criticidad de las fallas de los equipos investigados en relacion al impacto en la prestación de
servicios y ambiente.
Criticidad de
equipos
No críticos
(30) Considera que los equipos no críticos son de uso secundario y poco importante
153
Observaciones Generales

154
ANEXO 2
MODIFICACIONES SUGERIDAS POR LOS EXPERTOS EN CUESTIONARIO PRELIMINAR

155
MODIFICACIONES SUGERIDAS POR LOS EXPERTOS EN CUESTIONARIO PRELIMINAR
Corrección Objetivo Especifico
Dimensión Indicadores Ítems
SI NO Observaciones
El funcionamiento de los equipos que utiliza para cumplir con sus actividades funcionan de manera eficiente
x
Utiliza los equipos de última generación para la realización de sus actividades
x
Conoce mucho todos los equipos que opera x Redacción
Inventario de equipos
Conoce el inventario de equipos, que se encuentran operativos como los detenidos
x Organización del texto
Maneja Ud. la ubicación de los equipos en las instalaciones de los laboratorios de acuerdo a una numeración o codificación
x
Conoce la lista de los equipos operativos de acuerdo a un sistema de numeración
x Sist. de cod.
Maneja un instrumento numérico de los equipos según su ubicación, proporción y operación x
Maneja la lista de aspectos claves de funcionamiento de los equipos que opera
x
Conoce las medidas básicas a ejecutar ante la presentación de una falla en los equipos que opera
x
Describir los equipos e
instalaciones de los
laboratorios de
investigación y servicio
sujetos a esta investigación.
Sistemas de inf.
Esp. técnicas
Pierde veracidad en los resultados deseados por no conocer las acciones básicas a seguir para la operación de un equipo
x
Le ocurren intervenciones en sus actividades por motivos de paralización total del equipo
x
Ha paralizado el proceso productivo por causa de la falla total de un equipo
x Redacción
Ha perdido el material a utilizar por causa de una falla total del equipo x Redacción
Considera que la presentación de fallas totales en los equipos se debe a la ubicación de los mismos en las instalaciones
x
Totales
Considera que los equipos deberían ubicarse en las instalaciones según el rango de fallas totales que genere
x
Describir las fallas
funcionales de los
equipos e instalaciones
en los laboratorios
de investigación
y servicio.
Tipos de fallas
Parciales
Considera el uso normal de un equipo cuando este presenta una avería que no afecta el uso del equipo
x

156
Maneja equipos que presentan una parte o ensamble que falla potencialmente
x
Identifica fácilmente una avería potencial en un equipo x
Maneja equipos que presentan averías momentáneas x
Conoce el procedimiento a seguir cuando se presenta una avería momentáneas
x Intermitentes
Trabaja los materiales con cuidado con el objeto de evitar en los equipos averías momentáneas o intermitentes
x
Considera que los equipos que intervienen en el proceso productivo se les da la debida atención
x
Conoce los equipos que son responsables directos del proceso productivo
x Críticos
Recibe respuesta inmediata cuando se reporta la avería de los equipos responsables del proceso productivo
x
Conoce los equipos que afectan parcialmente el proceso de producción de la organización
x
Maneja los equipos parcialmente importantes para la planta con especial atención
x Semicríticos
Afecta los resultados de la producción cuando se paraliza un equipo clasificado como semicrítico
x
Conoce los equipos no críticos por algún código funcional x
Considera que los equipos que no intervienen directamente en la producción de la planta no son importantes en cuanto a las labores de mantenimiento
x
Evaluar la criticidad de las fallas de
los equipos e instalaciones investigadas en relaciones al impacto en la prestación de servicios y
ambiente.
Criticidad de los
equipos
No críticos
Considera que los equipos no críticos son de uso secundario y poco importante
x
Otras observaciones:
1. En el objetivo general corregir error en la redacción: Diseñar de un sistema.
2. En el indicador: Especificaciones técnicas, se sugiero agregar ítems que contemplen el uso y manuales de fabricación de los equipos.

157
ANEXO 3
CUESTIONARIO DEFINITIVO
158
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE ESTUDIOS PARA GRADUADOS
MAESTRÍA EN GERENCIA DE MANTENIMIENTO Estimado personal
Reciba de antemano un cordial saludo y sirva este medio para solicitarle su valiosa
contribución en responder el cuestionario anexo cuyo propósito es conocer su opinión y
apreciación acerca de los sistemas de mantenimiento empleados dentro de la
organización donde labora.
Los datos que usted suministre serán utilizados únicamente para fines académicos
y de investigación, por lo que se le recuerda que puede responder libremente, ya que
los mismos serán analizados en forma grupal, conservando el anonimato de los
participantes.
Solamente se espera de usted, respuestas sinceras e identificadas con su actual
desempeño.
Agradeciendo su valiosa colaboración.
Atentamente.
Ing. Ricardo Báez

159
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD DE INGENIERÍA DIVISIÓN DE ESTUDIOS PARA GRADUADOS
MAESTRÍA EN GERENCIA DE MANTENIMIENTO
INSTRUCCIONES
El presente instrumento tiene como propósito solicitar su valiosa colaboración para
obtener información clave sobre los sistemas de mantenimiento empleados dentro de la
organización donde labora
A usted se le entrega un ejemplar debidamente elaborado sobre la base de la
escala de selección simple con cinco (5) alternativas de respuesta identificadas como:
1. Siempre (S)
2. Casi Siempre (CS)
3. Algunas Veces (AV)
4. Casi Nunca (CN)
5. Nunca (N)
Lea detenidamente el instrumento, en este se presentan una serie de preguntas.
Responda con una equis (x) a la alternativa seleccionada y; por favor no deje ninguna
sin respuesta.
Agradeciendo su atención; atentamente,
Ing. Ricardo Báez
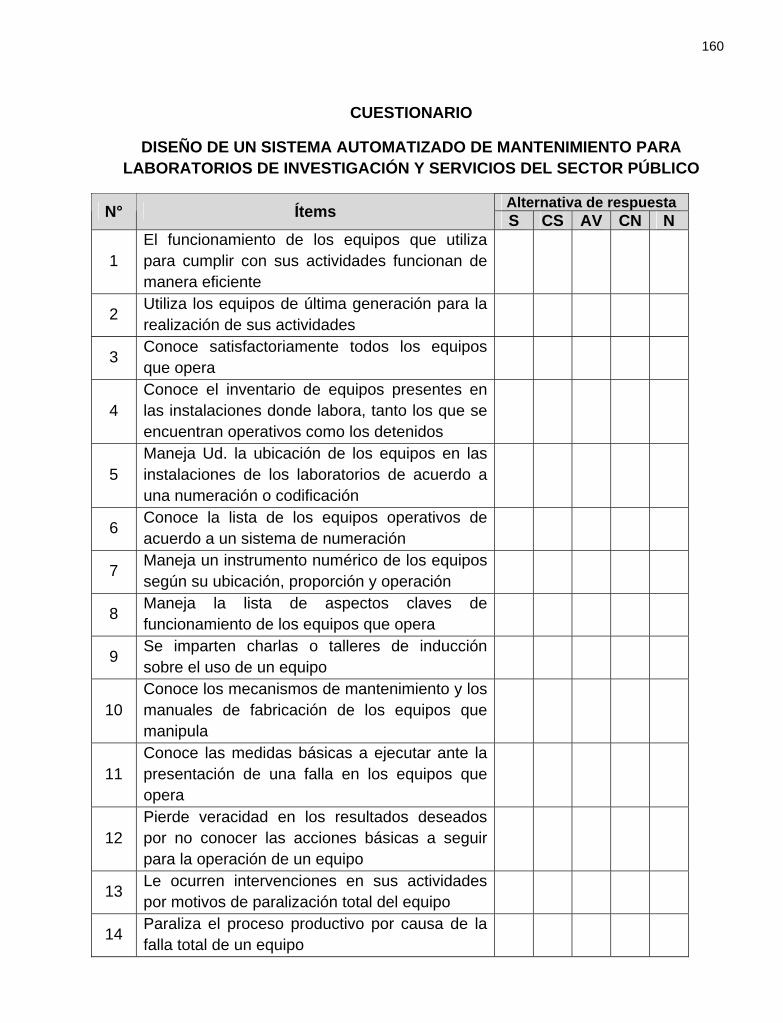
160
CUESTIONARIO
DISEÑO DE UN SISTEMA AUTOMATIZADO DE MANTENIMIENTO PARA LABORATORIOS DE INVESTIGACIÓN Y SERVICIOS DEL SECTOR PÚBLICO
Alternativa de respuesta N° Ítems S CS AV CN N
1 El funcionamiento de los equipos que utiliza para cumplir con sus actividades funcionan de manera eficiente
2 Utiliza los equipos de última generación para la realización de sus actividades
3 Conoce satisfactoriamente todos los equipos que opera
4 Conoce el inventario de equipos presentes en las instalaciones donde labora, tanto los que se encuentran operativos como los detenidos
5 Maneja Ud. la ubicación de los equipos en las instalaciones de los laboratorios de acuerdo a una numeración o codificación
6 Conoce la lista de los equipos operativos de acuerdo a un sistema de numeración
7 Maneja un instrumento numérico de los equipos según su ubicación, proporción y operación
8 Maneja la lista de aspectos claves de funcionamiento de los equipos que opera
9 Se imparten charlas o talleres de inducción sobre el uso de un equipo
10 Conoce los mecanismos de mantenimiento y los manuales de fabricación de los equipos que manipula
11 Conoce las medidas básicas a ejecutar ante la presentación de una falla en los equipos que opera
12 Pierde veracidad en los resultados deseados por no conocer las acciones básicas a seguir para la operación de un equipo
13 Le ocurren intervenciones en sus actividades por motivos de paralización total del equipo
14 Paraliza el proceso productivo por causa de la falla total de un equipo
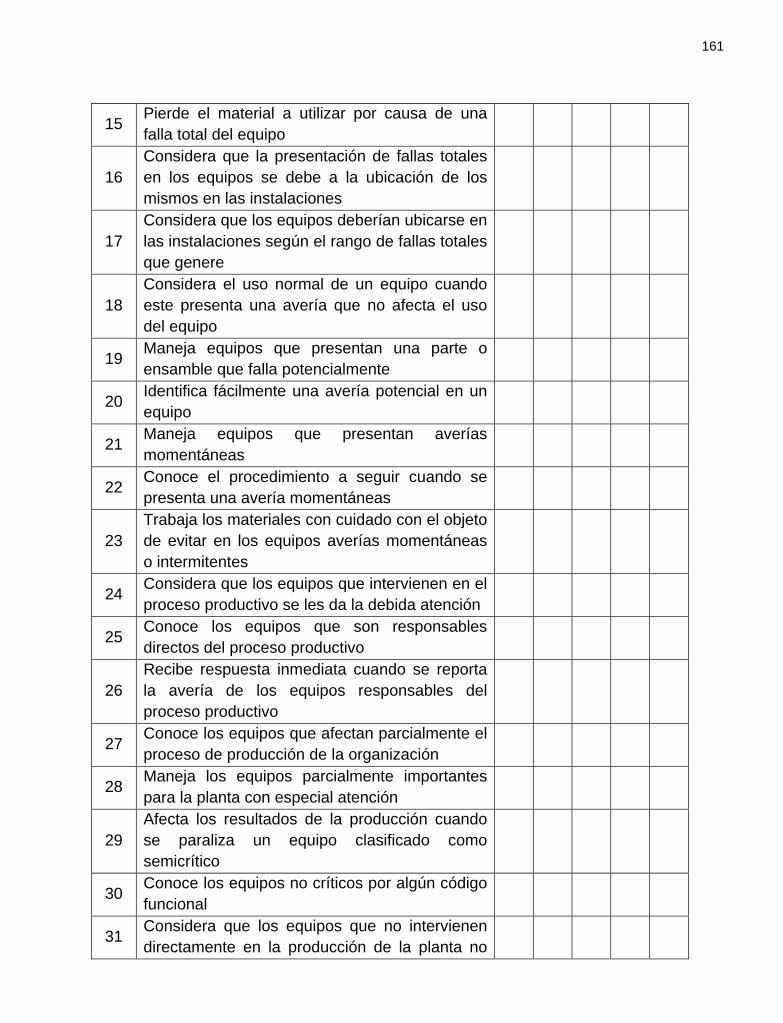
161
15 Pierde el material a utilizar por causa de una falla total del equipo
16 Considera que la presentación de fallas totales en los equipos se debe a la ubicación de los mismos en las instalaciones
17 Considera que los equipos deberían ubicarse en las instalaciones según el rango de fallas totales que genere
18 Considera el uso normal de un equipo cuando este presenta una avería que no afecta el uso del equipo
19 Maneja equipos que presentan una parte o ensamble que falla potencialmente
20 Identifica fácilmente una avería potencial en un equipo
21 Maneja equipos que presentan averías momentáneas
22 Conoce el procedimiento a seguir cuando se presenta una avería momentáneas
23 Trabaja los materiales con cuidado con el objeto de evitar en los equipos averías momentáneas o intermitentes
24 Considera que los equipos que intervienen en el proceso productivo se les da la debida atención
25 Conoce los equipos que son responsables directos del proceso productivo
26 Recibe respuesta inmediata cuando se reporta la avería de los equipos responsables del proceso productivo
27 Conoce los equipos que afectan parcialmente el proceso de producción de la organización
28 Maneja los equipos parcialmente importantes para la planta con especial atención
29 Afecta los resultados de la producción cuando se paraliza un equipo clasificado como semicrítico
30 Conoce los equipos no críticos por algún código funcional
31 Considera que los equipos que no intervienen directamente en la producción de la planta no
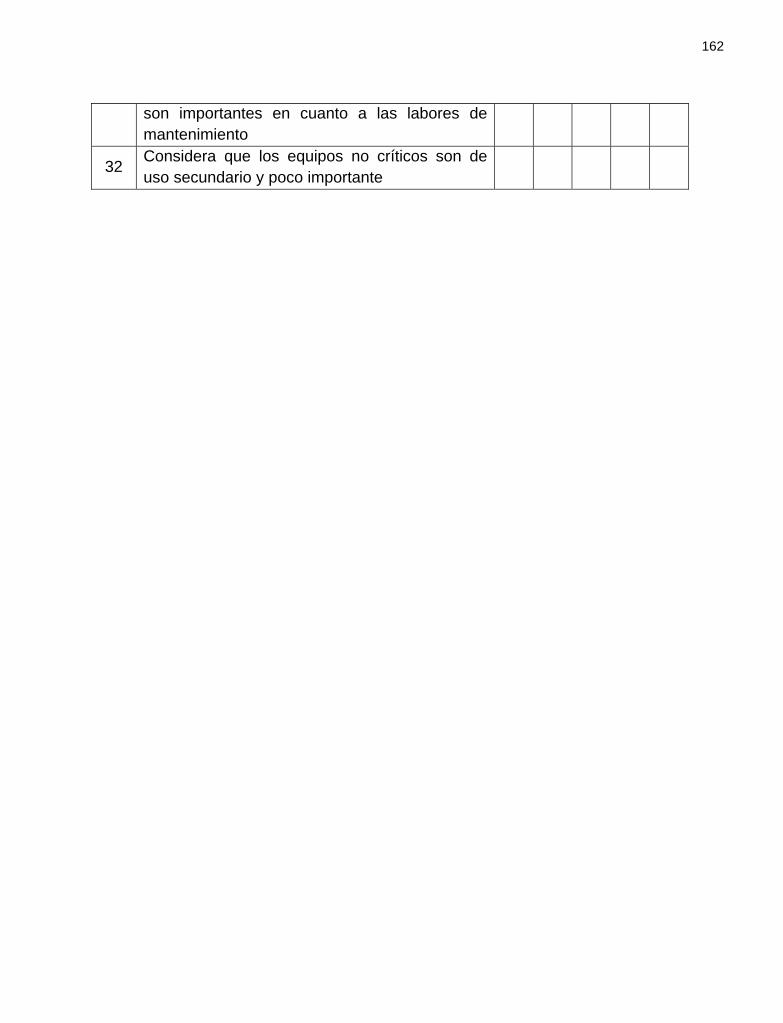
162
son importantes en cuanto a las labores de mantenimiento
32 Considera que los equipos no críticos son de uso secundario y poco importante