simulacion con promodel 88 diaposit
TRANSCRIPT

SimulaciónIntroducción a la Simulación con Promodel
Definiciones para un modelo de simulación• Locaciones (Locations): Lugares donde ocurrirán los eventos del proceso• Entidades (Entities): Objetos o personas que se mueven en el modelo (elementos, máquinas,
materiales y clientes)• Recursos (Resources): Elementos limitados que utilizamos en el sistema. Por lo general
implican costos.• Redes (Path Networks): Posibles recorridos de una entidad ó recurso• Procesos (Processing): Iteraciones de los recursos y las entidades en las locaciones• Llegadas (Arrivals): Entradas al sistema• Turnos y horarios (Shifts)• Atributos (Atributes): Variables asociadas a una entidad o locación
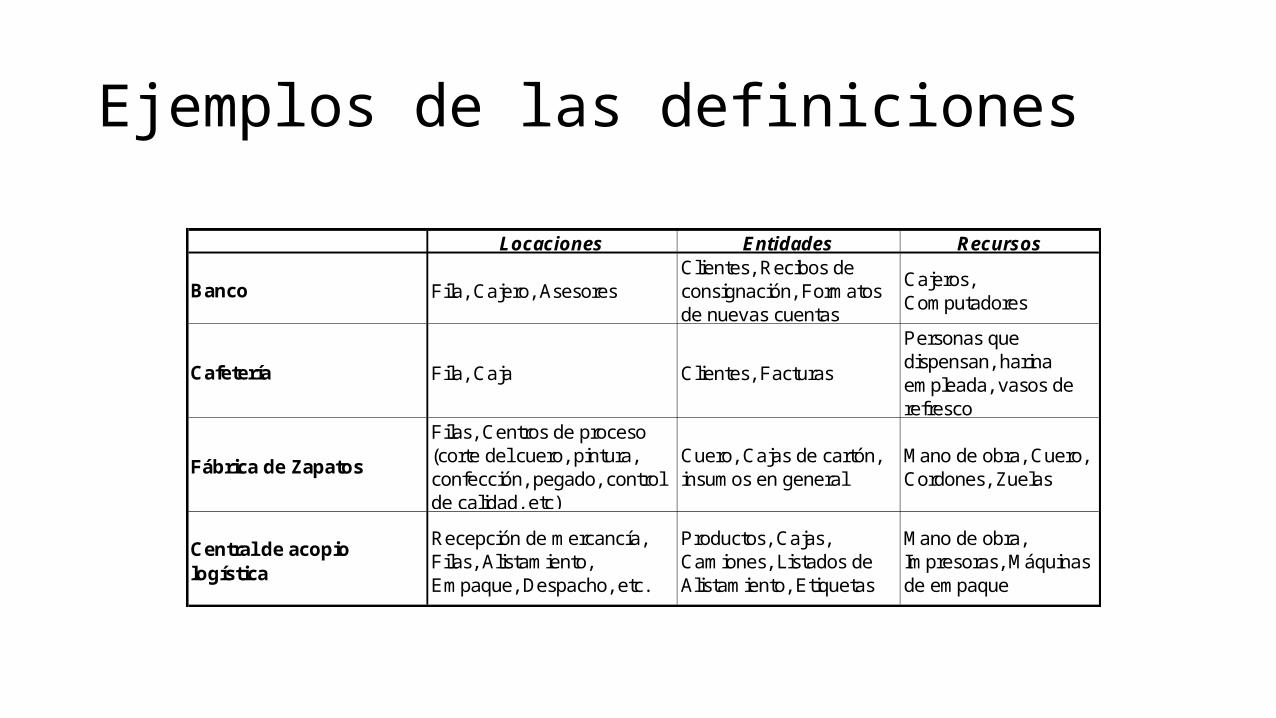
Ejemplos de las definicionesLocaciones Entidades Recursos
Banco Fila, Cajero, AsesoresClientes, Recibos de consignación, Formatos de nuevas cuentas
Cajeros, Computadores
Cafetería Fila, Caja Clientes, Facturas
Personas que dispensan, harina empleada, vasos de refresco
Fábrica de Zapatos
Filas, Centros de proceso (corte del cuero, pintura, confección, pegado, control de calidad, etc)
Cuero, Cajas de cartón, insumos en general
Mano de obra, Cuero, Cordones, Zuelas
Central de acopio logística
Recepción de mercancía, Filas, Alistamiento, Empaque, Despacho, etc.
Productos, Cajas, Camiones, Listados de Alistamiento, Etiquetas
Mano de obra, Impresoras, Máquinas de empaque
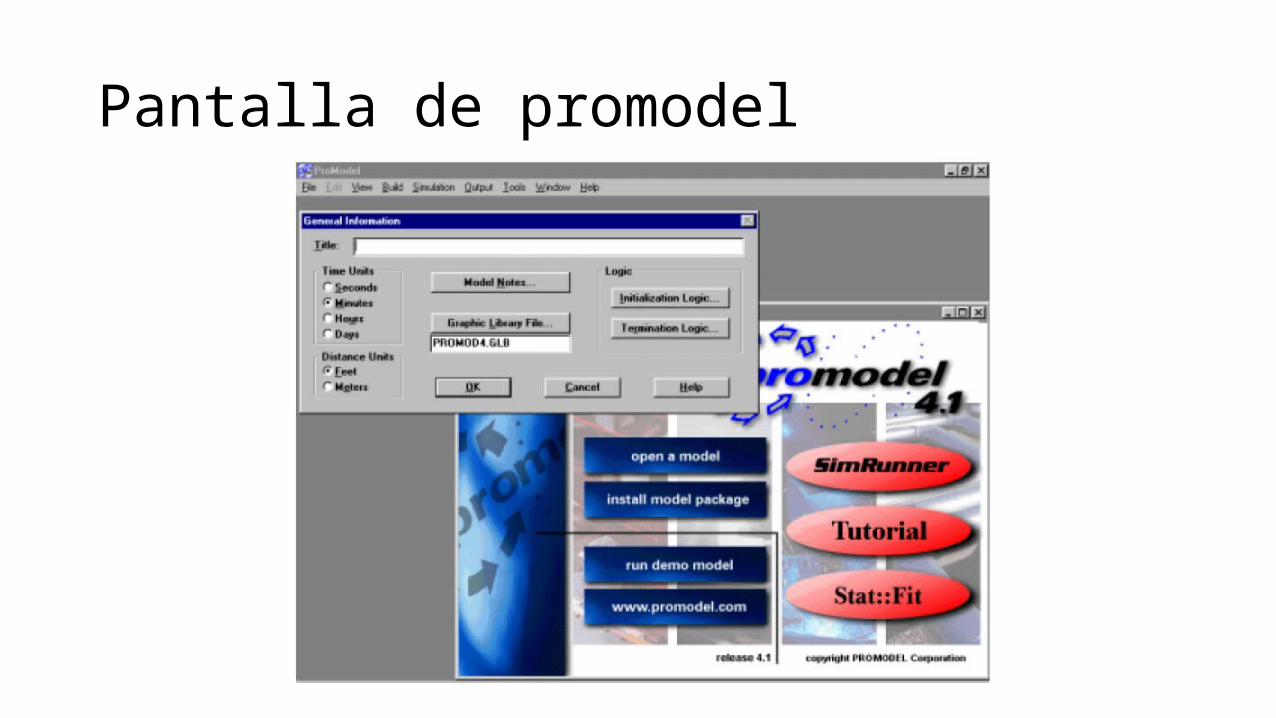
Pantalla de promodel
Conceptos básicos• Identificar distribuciones de entrada a través de StatFit• DTS• Creación de variables globales• Recursos y rutas• Turnos
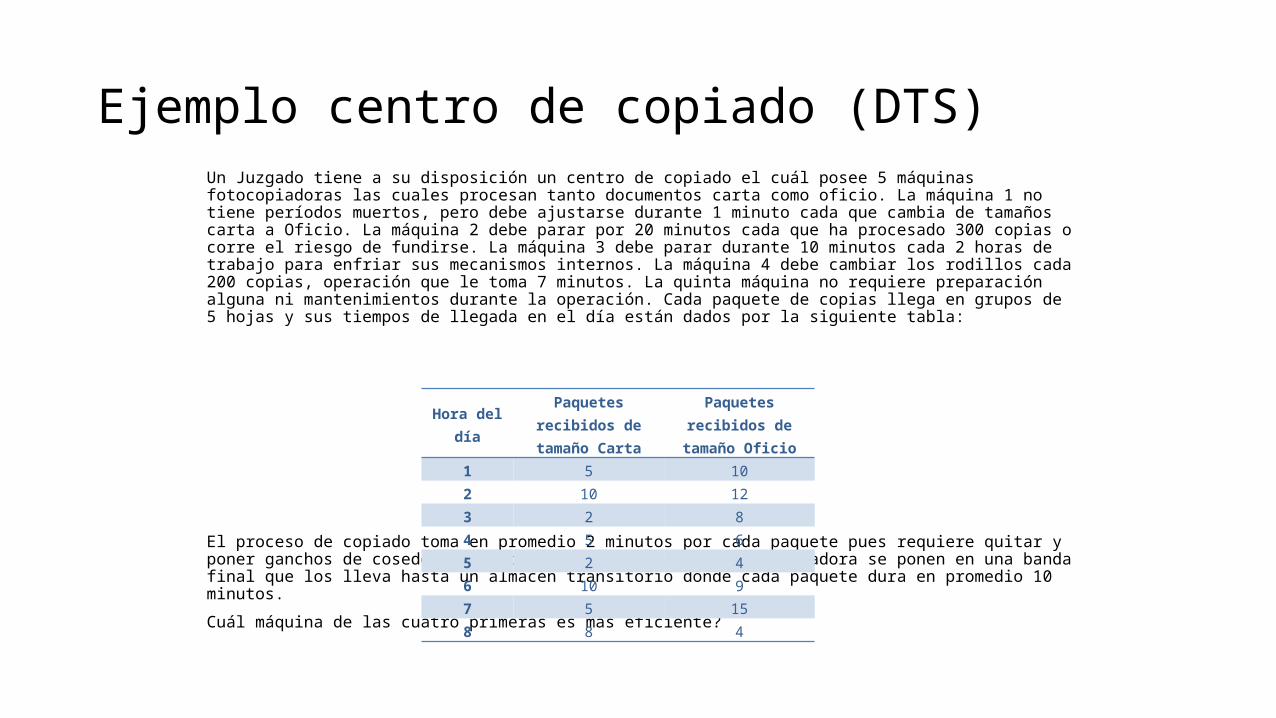
Ejemplo centro de copiado (DTS)Un Juzgado tiene a su disposición un centro de copiado el cuál posee 5 máquinas fotocopiadoras las cuales procesan tanto documentos carta como oficio. La máquina 1 no tiene períodos muertos, pero debe ajustarse durante 1 minuto cada que cambia de tamaños carta a Oficio. La máquina 2 debe parar por 20 minutos cada que ha procesado 300 copias o corre el riesgo de fundirse. La máquina 3 debe parar durante 10 minutos cada 2 horas de trabajo para enfriar sus mecanismos internos. La máquina 4 debe cambiar los rodillos cada 200 copias, operación que le toma 7 minutos. La quinta máquina no requiere preparación alguna ni mantenimientos durante la operación. Cada paquete de copias llega en grupos de 5 hojas y sus tiempos de llegada en el día están dados por la siguiente tabla:
El proceso de copiado toma en promedio 2 minutos por cada paquete pues requiere quitar y poner ganchos de cosedora en cada paquete. Al salir de la copiadora se ponen en una banda final que los lleva hasta un almacén transitorio donde cada paquete dura en promedio 10 minutos.
Cuál máquina de las cuatro primeras es más eficiente?
Hora del día Paquetes recibidos de tamaño Carta
Paquetes recibidos de tamaño Oficio
1 5 102 10 123 2 84 5 65 2 46 10 97 5 158 8 4
Ejercicio DTS y Recursos• Centro de diagnostico automotriz: Un taller especializado recibe
automóviles y camiones para revisiones y mantenimiento general. Este taller cuenta solamente con tres estaciones de trabajo, una de lavado, a continuaicón una alineación y balanceo, una de cambio de aceite y una de
Ejemplo carpintería El RobleLa carpintería El Roble, procesa madera de la siguiente manera:
Recibe troncos de madera a razón de 30 T/hora y los ingresa a un control de calidad inicial. En este se determina si el tronco es válido o no para su procesamiento. La probabilidad de encontrar un tronco en buen estado es de un 80% y el tiempo de la inspección es de 1 min por tronco. En caso de no ser apto, pasa a un proceso de aserrado (conformación de aserrín) en una máquina especial cuyo tiempo de operación es uniforme con parámetro de 5 minutos. Los troncos aptos pasan a un proceso de corte donde se cuenta con dos máquinas cortadoras con tiempos de operación que se distribuyen exponencialmente con parámetro de 8 minutos por máquina. Al salir de este proceso deben pasar por un proceso de lijado y pulido en una máquina lijadora que tiene un tiempo de procesamiento distribuido normalmente con media 6 y desviación estándar 3. Finalmente estas piezas pasan a un proceso de pintura con barniz, realizado por dos operarios de forma artesanal. Estos operarios tienen un tiempo de procesamiento distribuido Triangularmente con media 4.2, mínimo 1.4 y máximo 12.6. Al finalizar el proceso las piezas pasan a una bodega de almacenamiento de producto terminado.
El dueño de la carpintería está preocupado por que encuentra que cerca del 50% de la mercancía ingresada al día no alcanza a ser procesada en un turno normal de 8 horas y desea saber qué estrategias debería seguir para corregir este problema, minimizando costos.
Ejemplo red abierta de Jackson y aplicación en Promodel (Empresa de juguetes Muñequita)
La empresa de juguetes muñequita tiene 4 secciones (A, B, C, D). Los juguetes que fabrican se pueden clasificar en 5 categorías, con demandas anuales variables:
• Tipo 1: demanda anual de 500 unidades y por sus especificaciones los deben circular por la sección A, luego la sección B y por último la sección C
• Tipo 2: demanda anual de 3000 unidades y deben circular por ABD• Tipo 3: demanda anual de 2000 unidades y deben circular por BD• Tipo 4: demanda anual de 2000 unidades y deben circular por AC• Tipo 5: demanda anual de 1000 unidades y deben circular por BC
Sabiendo que el ritmo de producción por hora en una máquina de tipo A es de 2 unidades, el de B de 2 unidades, el de C de 4 unidades y el de D de 2 unidades por hora, con un año de 220 días y 8 horas diarias de trabajo, y asumiendo tiempos exponenciales:
a) Modele el problema definiendo los parámetros básicos para cada secciónb) Defina el número de máquinas indispensables en cada secciónc) Asumiendo que los niveles de inventario se mantendrán en los mínimos indispensables,
Cuál es el tiempo medio esperado de producción de un producto en el sistema?d) Si el tiempo medio de entrega de un producto es de 10 días, cuál es el nivel medio de
inventarios en el sistema?
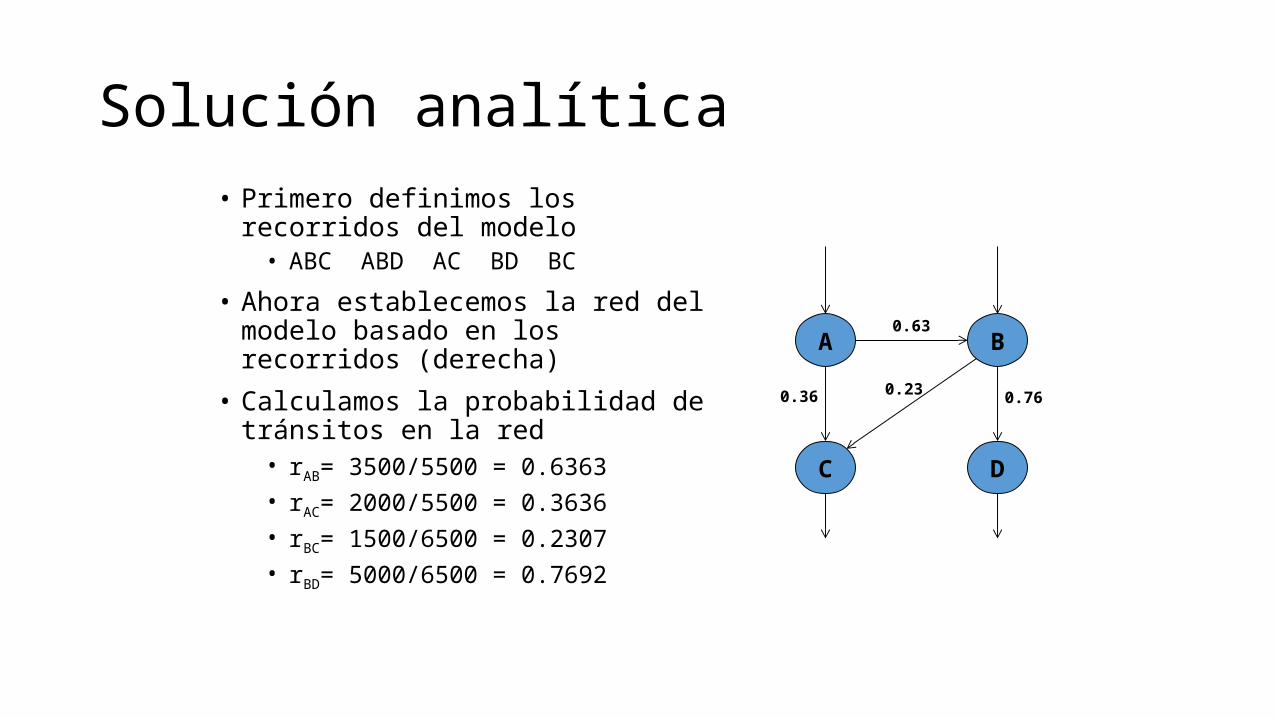
Solución analítica• Primero definimos los recorridos del
modelo• ABC ABD AC BD BC
• Ahora establecemos la red del modelo basado en los recorridos (derecha)
• Calculamos la probabilidad de tránsitos en la red
• rAB= 3500/5500 = 0.6363• rAC= 2000/5500 = 0.3636• rBC= 1500/6500 = 0.2307• rBD= 5000/6500 = 0.7692
A B
C D
0.63
0.23 0.760.36
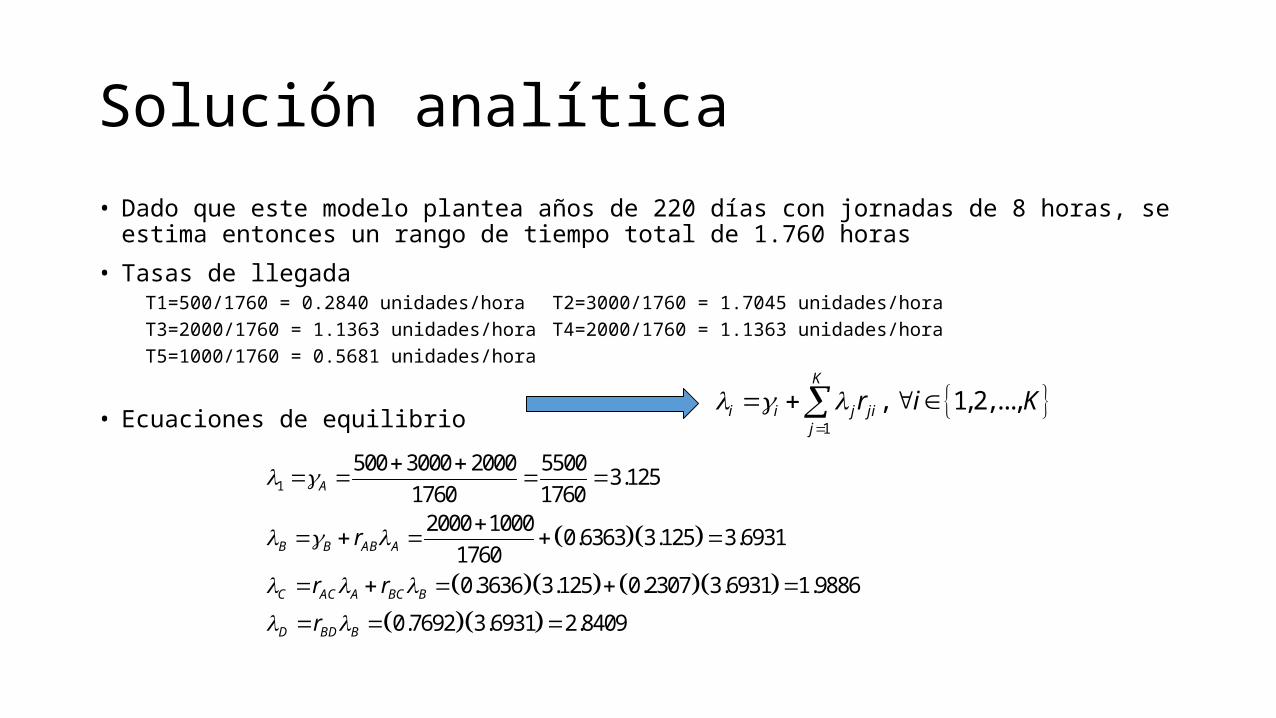
Solución analítica• Dado que este modelo plantea años de 220 días con jornadas de 8 horas, se estima entonces un rango de
tiempo total de 1.760 horas
• Tasas de llegadaT1=500/1760 = 0.2840 unidades/hora T2=3000/1760 = 1.7045 unidades/horaT3=2000/1760 = 1.1363 unidades/hora T4=2000/1760 = 1.1363 unidades/horaT5=1000/1760 = 0.5681 unidades/hora
• Ecuaciones de equilibrio
1500 3000 2000 5500 3.125
1760 17602000 1000 0.6363 3.125 3.6931
17600.3636 3.125 0.2307 3.6931 1.9886
0.7692 3.6931 2.8409
A
B B AB A
C AC A BC B
D BD B
r
r r
r
1
, 1, 2,...,K
i i j jij
r i K
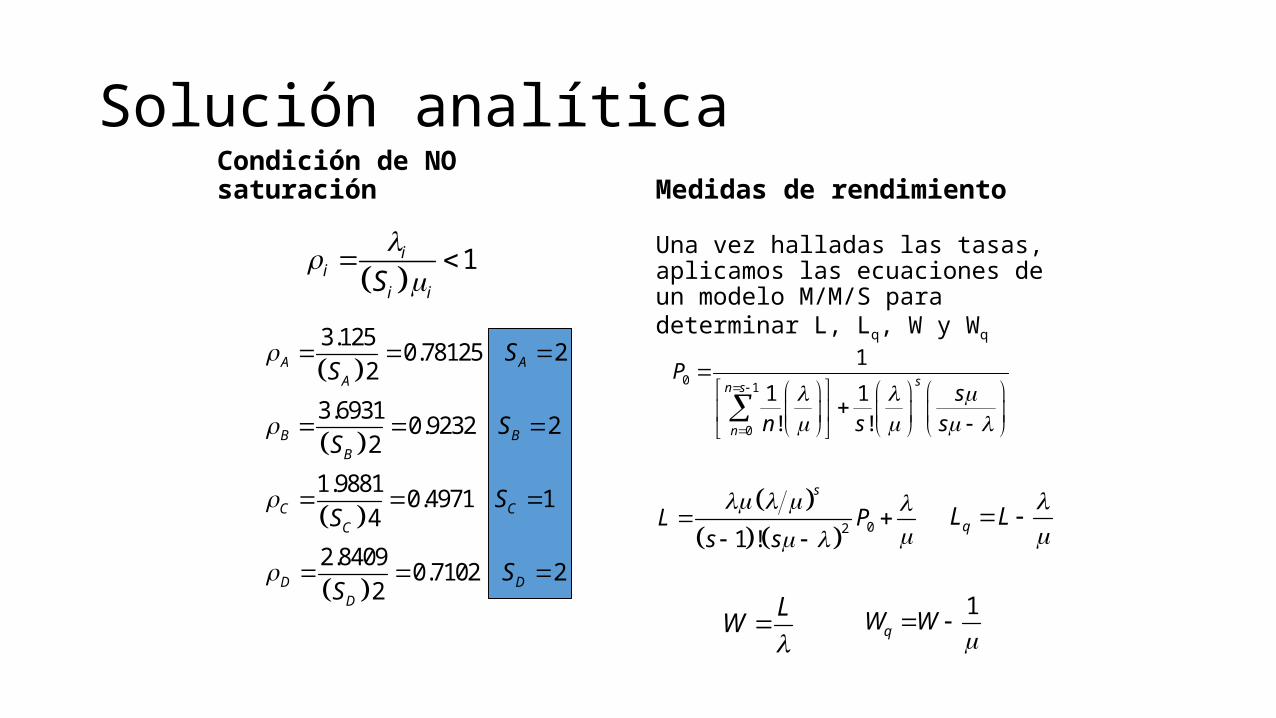
Solución analíticaCondición de NO saturación Medidas de rendimiento
Una vez halladas las tasas, aplicamos las ecuaciones de un modelo M/M/S para determinar L, Lq, W y Wq
0 1
0
1
1 1! !
sn s
n
Ps
n s s
021 !
s
L Ps s
LW
qL L
1qW W
1i
ii iS
3.125 0.78125 22
3.6931 0.9232 22
1.9881 0.4971 14
2.8409 0.7102 22
A AA
B BB
C CC
D DD
SS
SS
SS
SS
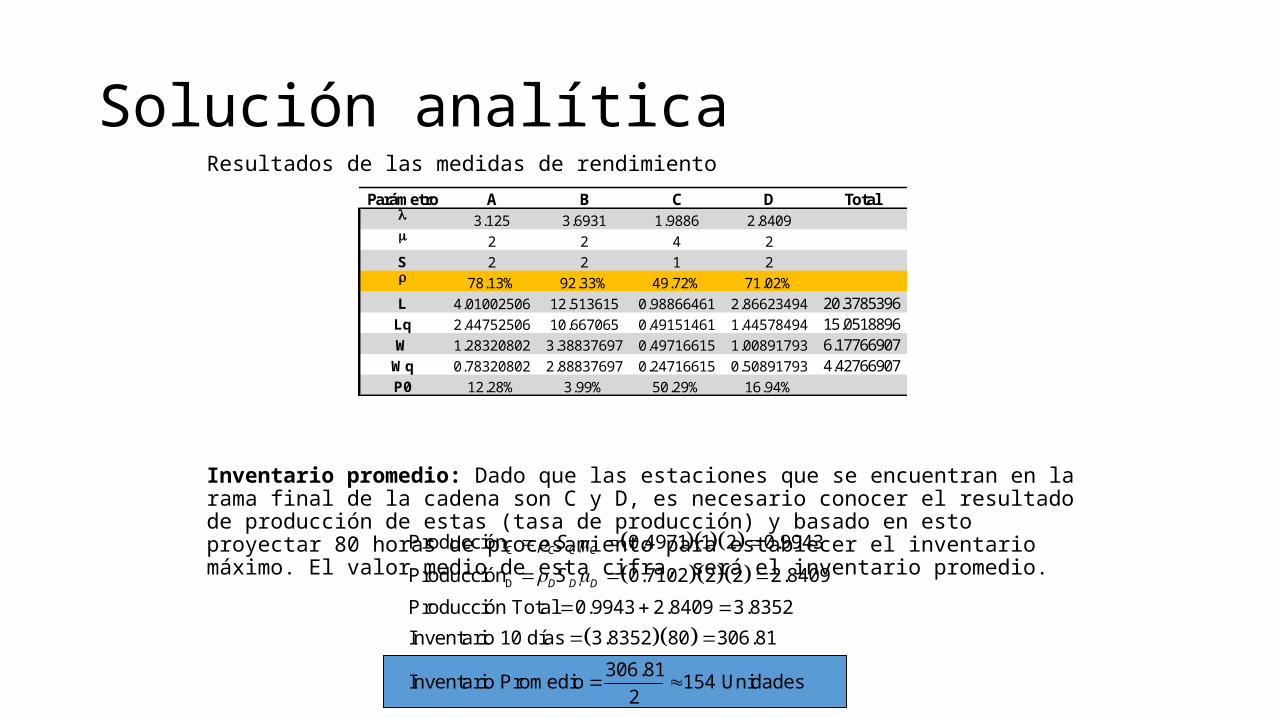
Solución analíticaResultados de las medidas de rendimiento
Inventario promedio: Dado que las estaciones que se encuentran en la rama final de la cadena son C y D, es necesario conocer el resultado de producción de estas (tasa de producción) y basado en esto proyectar 80 horas de procesamiento para establecer el inventario máximo. El valor medio de esta cifra, será el inventario promedio.
Parámetro A B C D Total 3.125 3.6931 1.9886 2.8409 2 2 4 2S 2 2 1 2 78.13% 92.33% 49.72% 71.02%L 4.01002506 12.513615 0.98866461 2.86623494 20.3785396
Lq 2.44752506 10.667065 0.49151461 1.44578494 15.0518896W 1.28320802 3.38837697 0.49716615 1.00891793 6.17766907
Wq 0.78320802 2.88837697 0.24716615 0.50891793 4.42766907P0 12.28% 3.99% 50.29% 16.94%
C
D
Producción 0.4971 1 2 0.9943
Producción 0.7102 2 2 2.8409
Producción Total 0.9943 2.8409 3.8352Inventario 10 días 3.8352 80 306.81
306.81Inventario Promedio 154 Unidades2
C C C
D D D
S
S
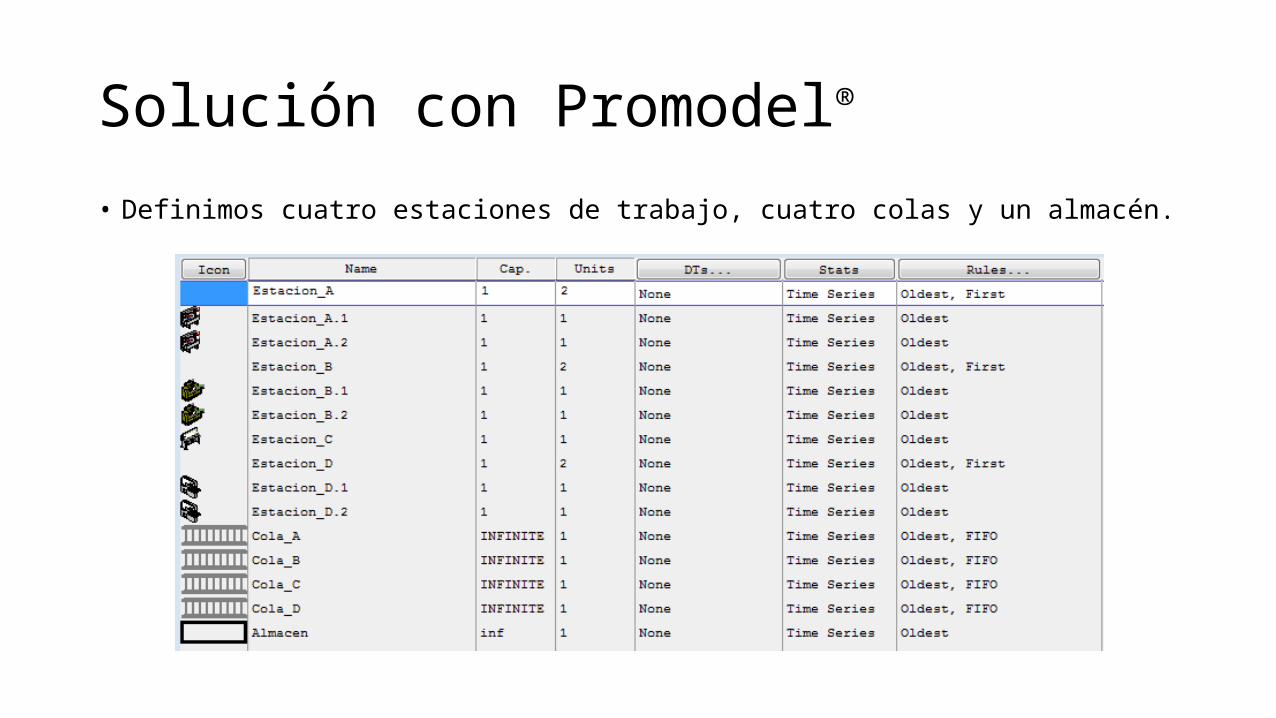
Solución con Promodel®• Definimos cuatro estaciones de trabajo, cuatro colas y un almacén.
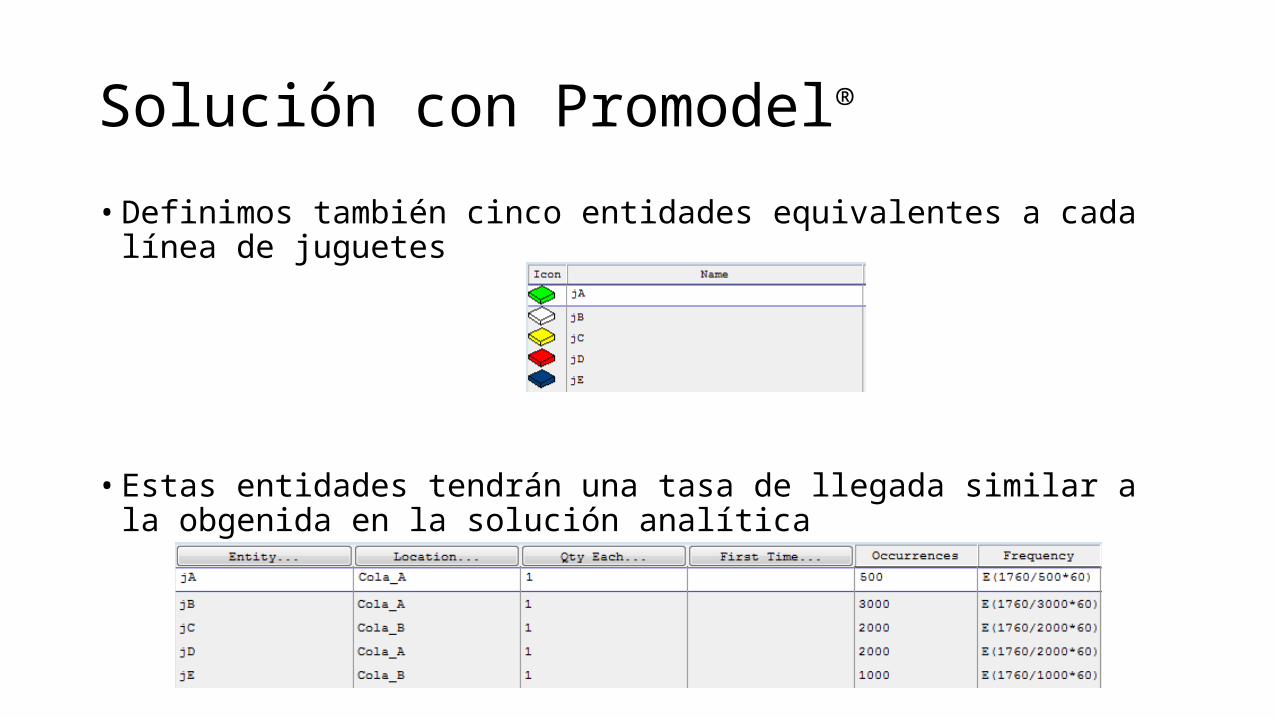
Solución con Promodel®• Definimos también cinco entidades equivalentes a cada línea de juguetes
• Estas entidades tendrán una tasa de llegada similar a la obgenida en la solución analítica
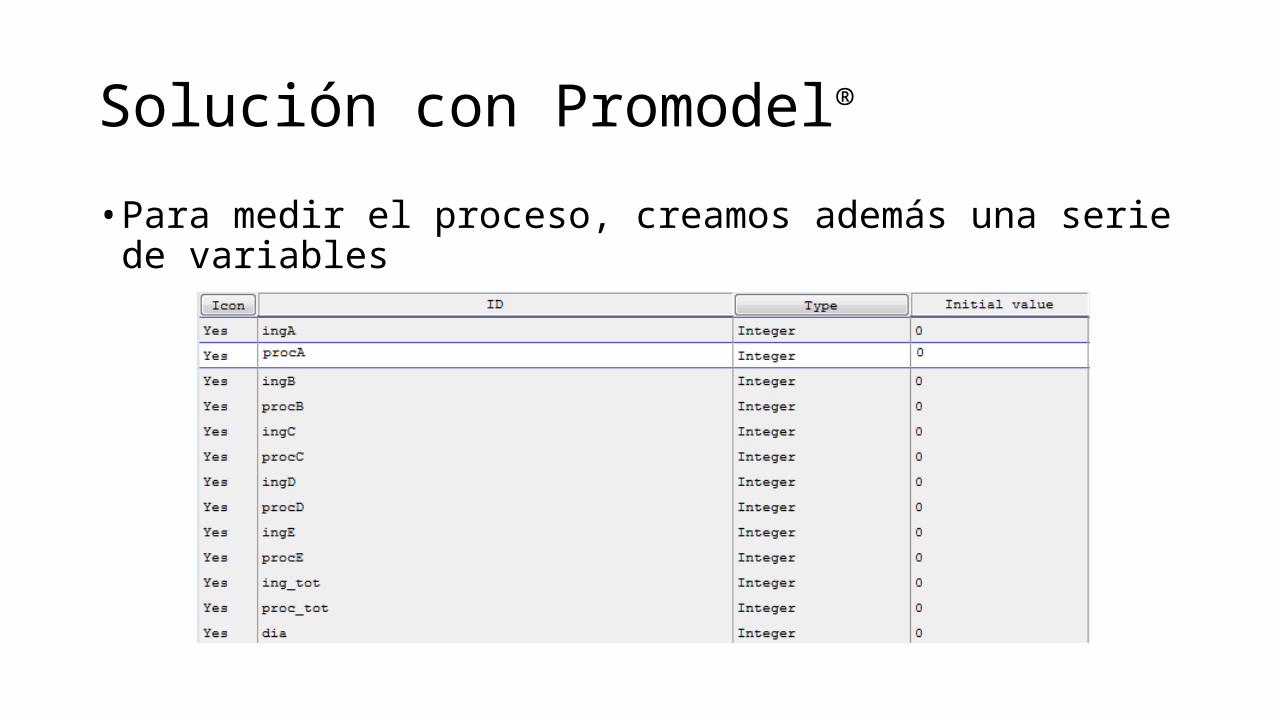
Solución con Promodel®• Para medir el proceso, creamos además una serie de variables
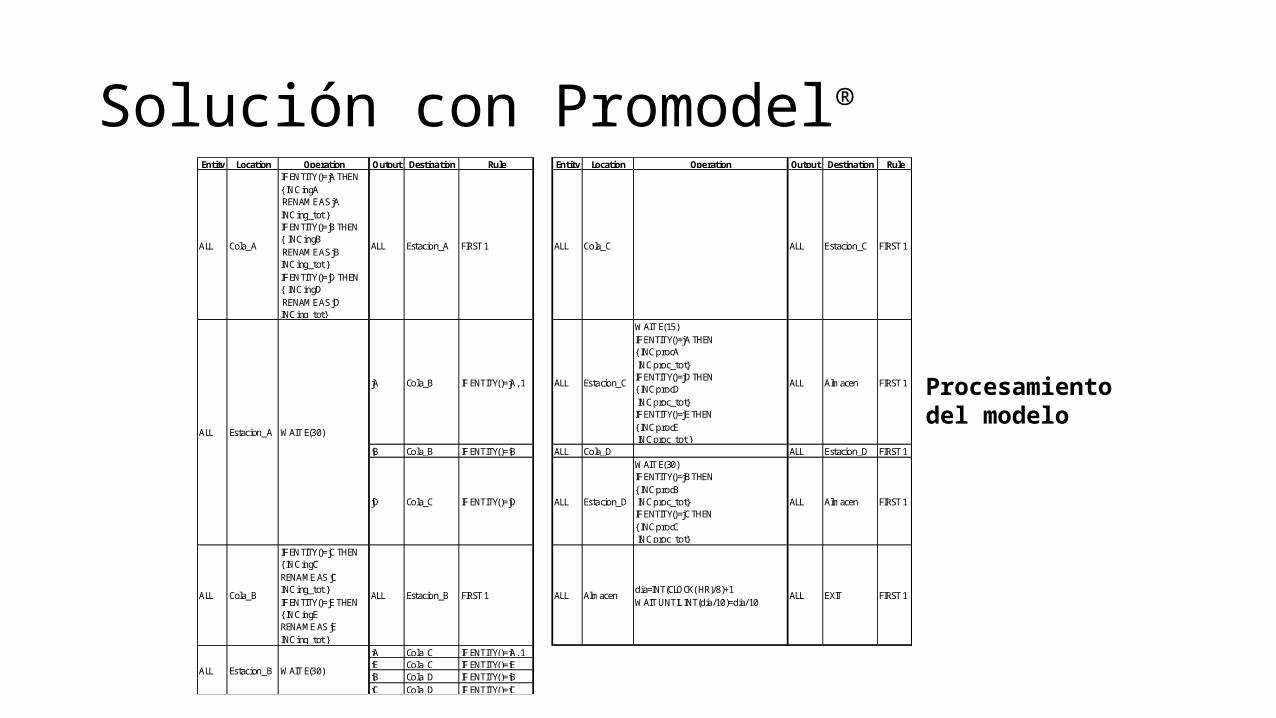
Solución con Promodel®Entity Location Operation Output Destination Rule Entity Location Operation Output Destination Rule
ALL Cola_A
IF ENTITY()=jA THEN { INC ingA RENAME AS jAINC ing_tot }IF ENTITY()=jB THEN { INC ingB RENAME AS jBINC ing_tot }IF ENTITY()=jD THEN { INC ingD RENAME AS jDINC ing_tot}
ALL Estacion_A FIRST 1 ALL Cola_C ALL Estacion_C FIRST 1
jA Cola_B IF ENTITY()=jA, 1 ALL Estacion_C
WAIT E(15)IF ENTITY()=jA THEN { INC procA INC proc_tot}IF ENTITY()=jD THEN { INC procD INC proc_tot}IF ENTITY()=jE THEN { INC procE INC proc_tot }
ALL Almacen FIRST 1
jB Cola_B IF ENTITY()=jB ALL Cola_D ALL Estacion_D FIRST 1
jD Cola_C IF ENTITY()=jD ALL Estacion_D
WAIT E(30)IF ENTITY()=jB THEN { INC procB INC proc_tot}IF ENTITY()=jC THEN { INC procC INC proc_tot}
ALL Almacen FIRST 1
ALL Cola_B
IF ENTITY()=jC THEN { INC ingCRENAME AS jCINC ing_tot }IF ENTITY()=jE THEN { INC ingERENAME AS jEINC ing_tot }
ALL Estacion_B FIRST 1 ALL Almacendia=INT(CLOCK( HR)/8)+1WAIT UNTIL INT(dia/10)=dia/10
ALL EXIT FIRST 1
jA Cola_C IF ENTITY()=jA, 1jE Cola_C IF ENTITY()=jEjB Cola_D IF ENTITY()=jBjC Cola_D IF ENTITY()=jC
ALL Estacion_A WAIT E(30)
ALL Estacion_B WAIT E(30)
Procesamientodel modelo
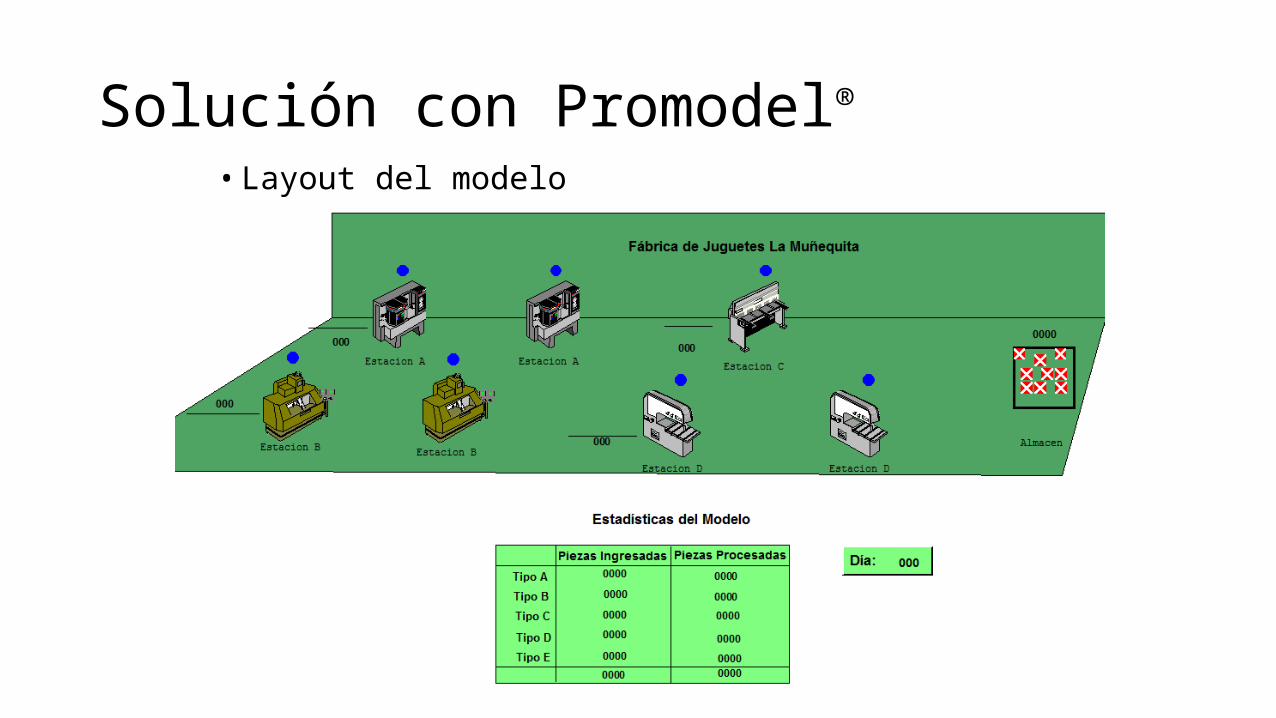
Solución con Promodel®• Layout del modelo
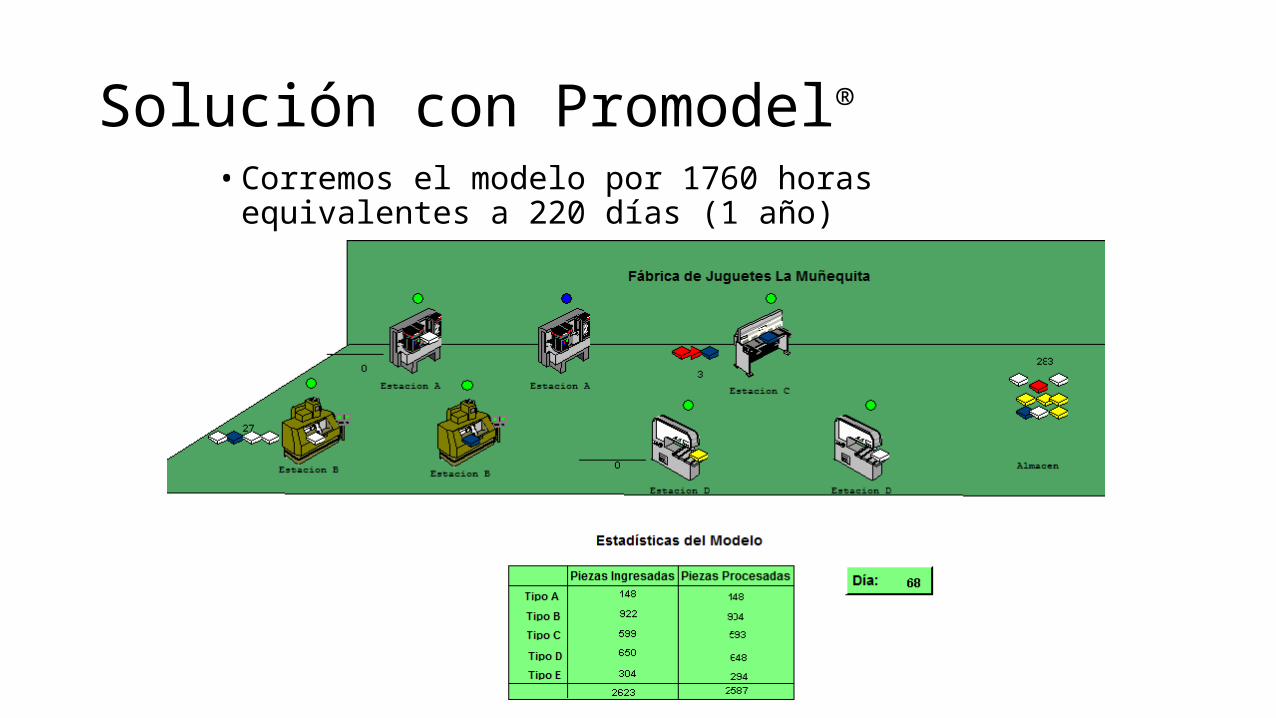
Solución con Promodel®• Corremos el modelo por 1760 horas equivalentes a 220 días (1
año)
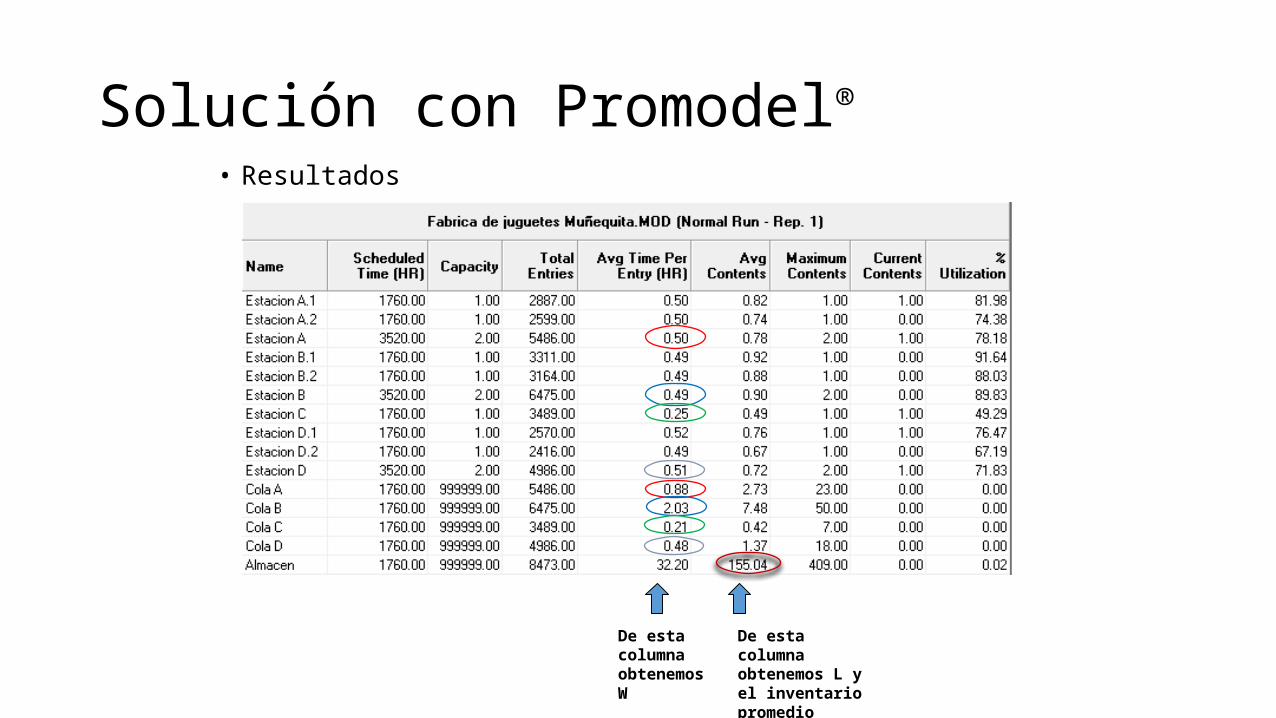
Solución con Promodel®• Resultados
De esta columna obtenemos L y el inventario promedio
De esta columna obtenemos W
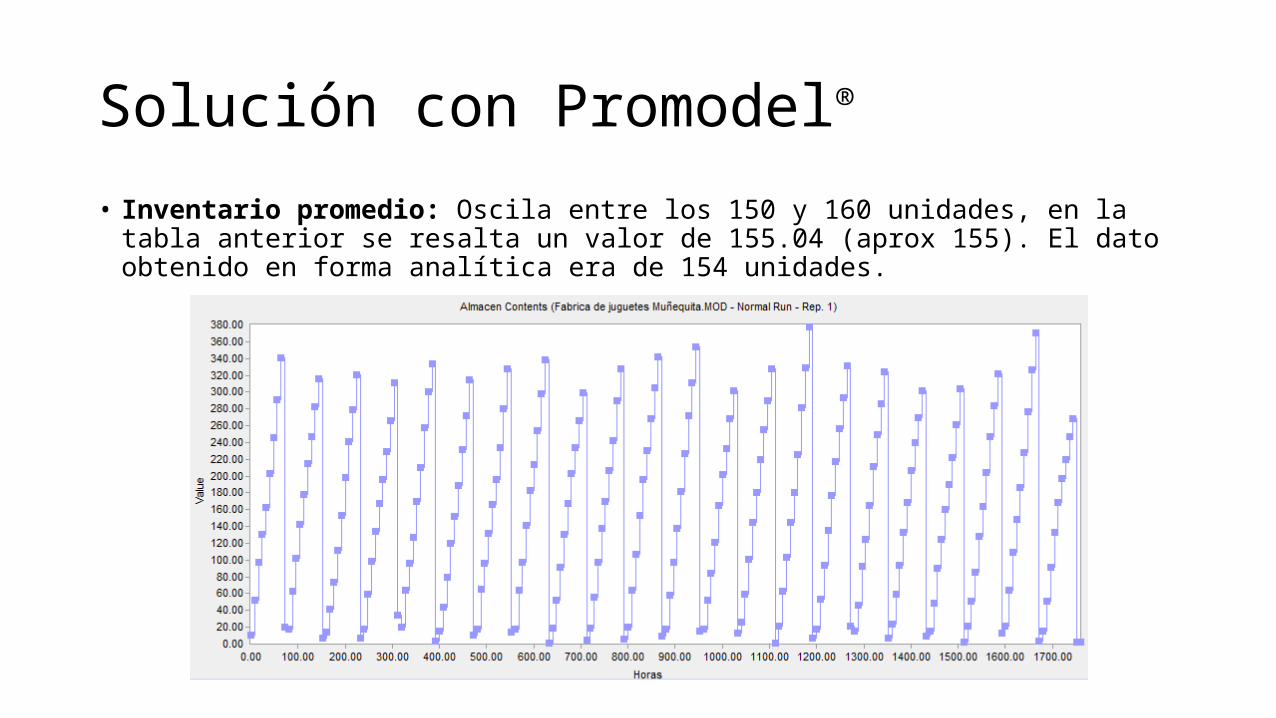
Solución con Promodel®• Inventario promedio: Oscila entre los 150 y 160 unidades, en la tabla anterior se resalta un valor
de 155.04 (aprox 155). El dato obtenido en forma analítica era de 154 unidades.
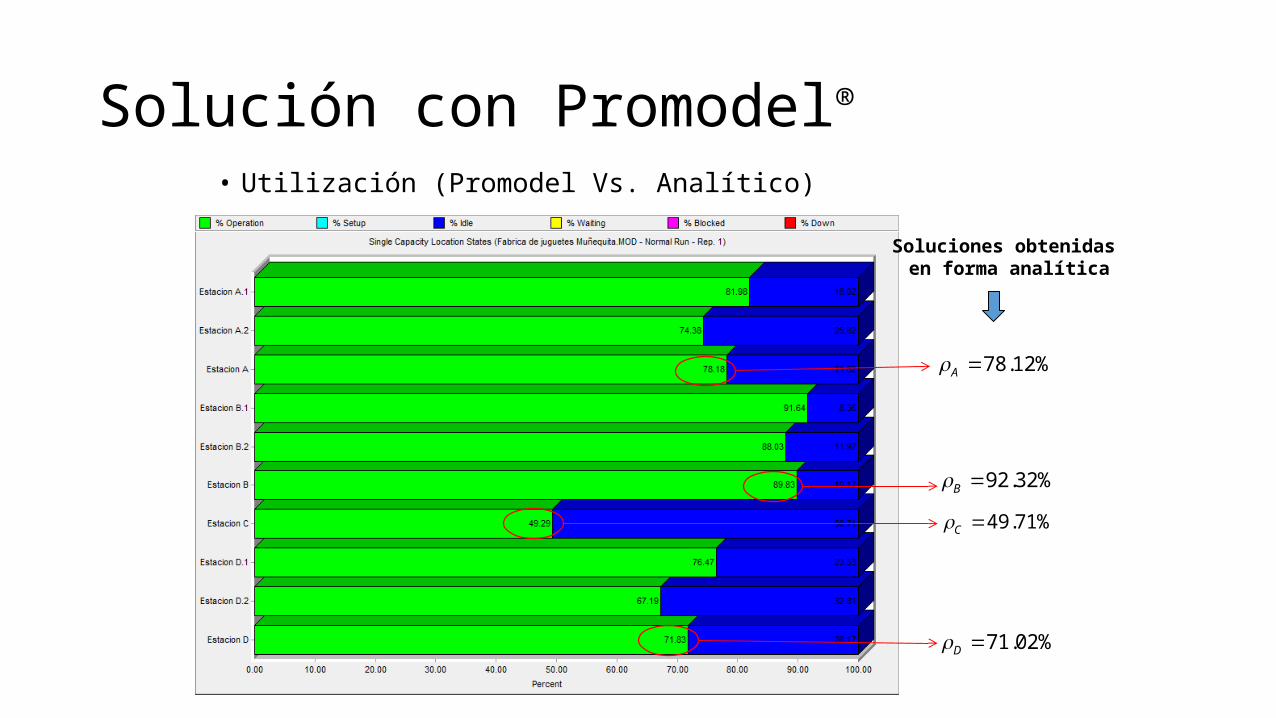
Solución con Promodel®• Utilización (Promodel Vs. Analítico)
78.12%A
92.32%B
49.71%C
71.02%D
Soluciones obtenidas en forma analítica
Solución con Promodel®• Se observa la gran precisión y similitud entre los resultados obtenidos con
Promodel y los obtenidos en forma analítica• Este ejercicio es una clara muestra de la utilidad de la simulación por
ordenadores para plasmar casos reales contrastados además por soluciones matemáticas.
Recursos• Un recurso es aquello que se utiliza para realizar una operación o transporte
dentro del modelo. • Pueden ser personas, equipos, máquinas, etc., siempre que estos sean limitados. • Esto quiere decir además que los recursos pueden tener un costo asociado• A diferencia de las locaciones, un recurso se mueve, toma otros objetos,
descansa, tiene turnos de trabajo, etc.• Para mover un recurso es necesario asignar una red en el layout del modelo.
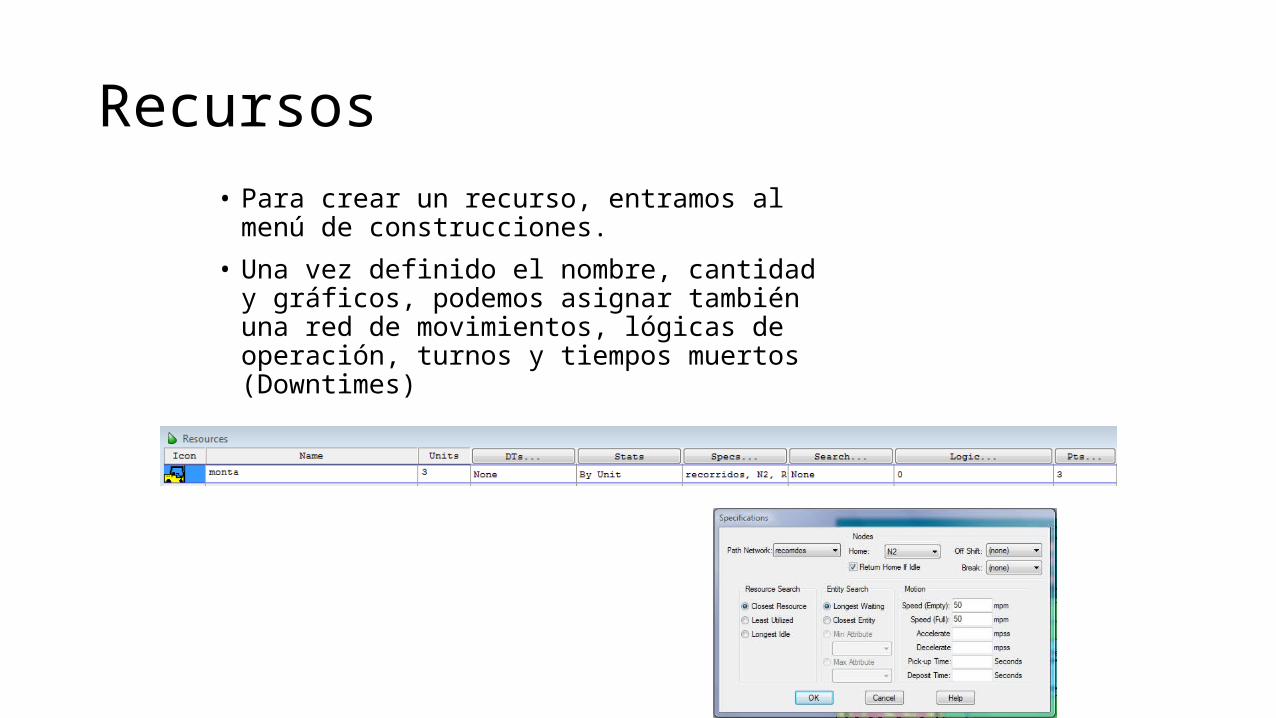
Recursos• Para crear un recurso, entramos al menú de
construcciones.• Una vez definido el nombre, cantidad y gráficos,
podemos asignar también una red de movimientos, lógicas de operación, turnos y tiempos muertos (Downtimes)
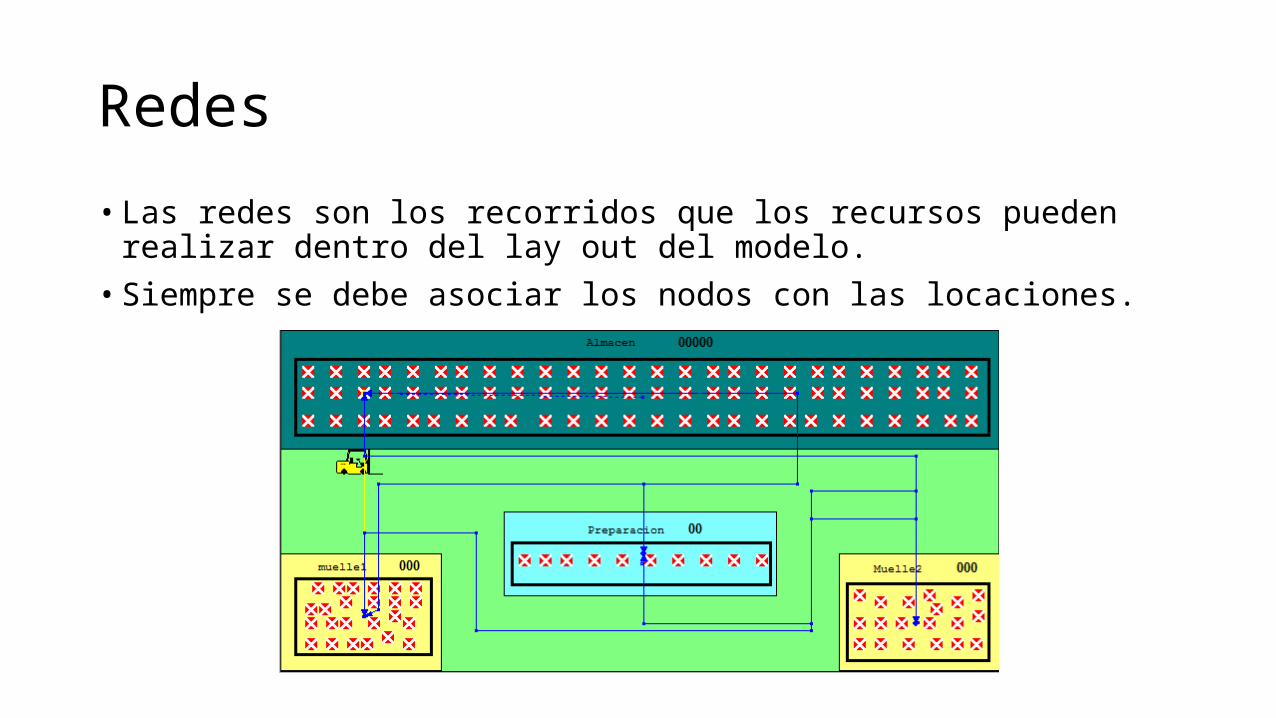
Redes• Las redes son los recorridos que los recursos pueden realizar dentro del lay out
del modelo. • Siempre se debe asociar los nodos con las locaciones.
Ejemplo Bodega TelevisoresSuponga una bodega en la zona franca donde se almacenan televisores para ser distribuidos a almacenes de grandes superficies. Diariamente se reciben camiones con cargas de 20 televisores, el tiempo de llegada entre cada camión es de 60 minutos distribuidos exponencialmente. Una vez ingresan pasan por un control de calidad que tarda 1 minuto con distribución exponencial. El flujo de salida es constante por lo que no existe una demanda como tal, por ende el único proceso que determina la salida es el de preparación, donde unos operarios (10) reciben los televisores, verifican el estado y les agregan en la caja unas instrucciones en español y un folleto de garantía, lo empacan nuevamente en una caja propia de la compañía. Este proceso está distribuido normalmente con media de 6 minutos y desviación estándar de 1 minuto. Luego estos televisores pasan a un muelle de salida donde varios camiones esperan hasta que se complete un lote de 10 aparatos y salen con destino a los clientes. El almacén cuenta con 2 montacargas para realizar estos movimientos, ¿es suficiente para cubrir la, operación? Suponga que los movimientos del montacargas tienen una duración de 2 min cada uno.
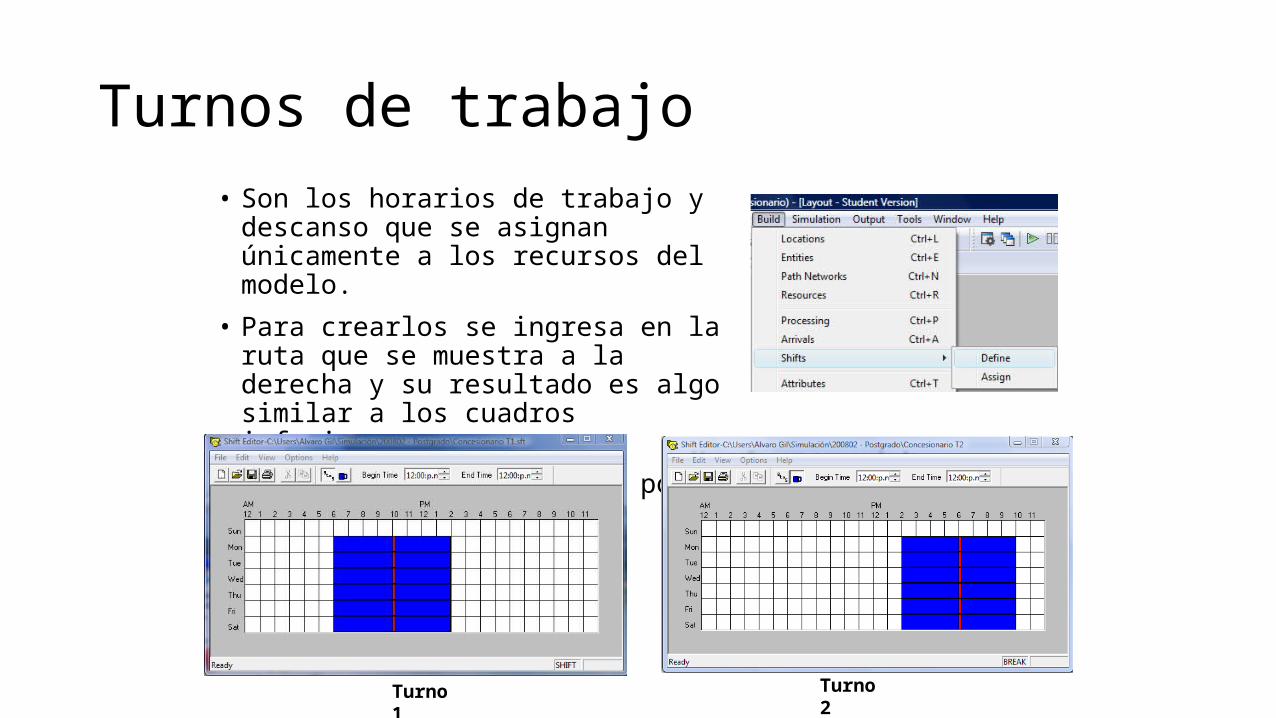
Turnos de trabajo• Son los horarios de trabajo y descanso que se
asignan únicamente a los recursos del modelo.
• Para crearlos se ingresa en la ruta que se muestra a la derecha y su resultado es algo similar a los cuadros inferiores.
• Cada turno se debe crear por separado.
Turno 1 Turno 2
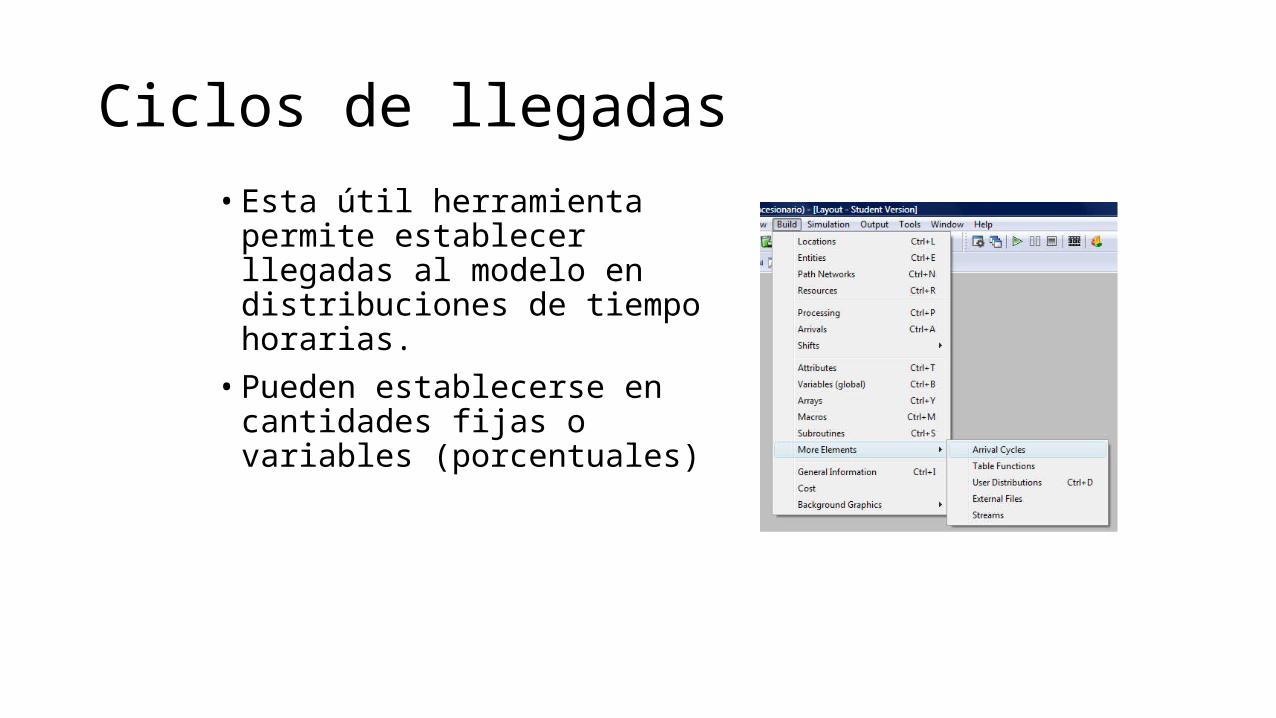
Ciclos de llegadas• Esta útil herramienta permite
establecer llegadas al modelo en distribuciones de tiempo horarias.
• Pueden establecerse en cantidades fijas o variables (porcentuales)
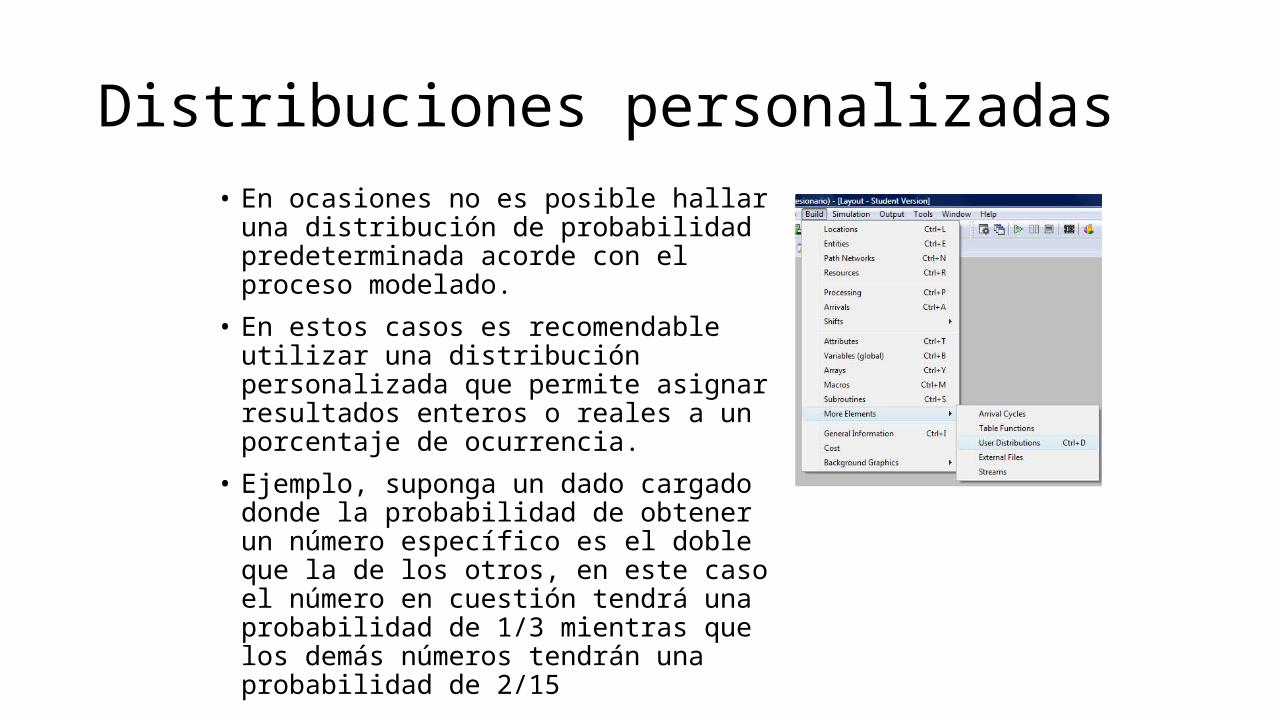
Distribuciones personalizadas• En ocasiones no es posible hallar una distribución
de probabilidad predeterminada acorde con el proceso modelado.
• En estos casos es recomendable utilizar una distribución personalizada que permite asignar resultados enteros o reales a un porcentaje de ocurrencia.
• Ejemplo, suponga un dado cargado donde la probabilidad de obtener un número específico es el doble que la de los otros, en este caso el número en cuestión tendrá una probabilidad de 1/3 mientras que los demás números tendrán una probabilidad de 2/15
Caso Call-Center• La empresa Call Inc. Tiene una infraestructura que le permite servir como operador de servicio al
cliente para diferentes empresas mediante líneas 1-800.• Actualmente cuenta con 2 clientes
• Banco El Porvenir• Editorial El Buho
• Con ambos tiene contratado el servicio de atención al cliente 24 horas al día, 365 días al año• Por el tipo de servicio y empresa requiere que los asesores tengan una capacitación especial (el
recurso es exclusivo)
Descripción General del Caso• Cuenta con 3 turnos de
trabajo (6-14, 14-22, 22-6)• En cuanto a su estructura
cuenta con un coordinador para cada cliente y 21 asesores.
• La distribución actual de los asesores está dada de acuerdo a la tabla siguiente:
Hora Banco Editorial Total Turno6 5 3 8 Turno 17 5 3 8 Turno 18 5 3 8 Turno 19 5 3 8 Turno 1
10 5 3 8 Turno 111 5 3 8 Turno 112 5 3 8 Turno 113 5 3 8 Turno 114 7 4 11 Turno 215 7 4 11 Turno 216 7 4 11 Turno 217 7 4 11 Turno 218 7 4 11 Turno 219 7 4 11 Turno 220 7 4 11 Turno 221 7 4 11 Turno 222 1 1 2 Turno 323 1 1 2 Turno 30 1 1 2 Turno 31 1 1 2 Turno 32 1 1 2 Turno 33 1 1 2 Turno 34 1 1 2 Turno 35 1 1 2 Turno 3
13 8 21
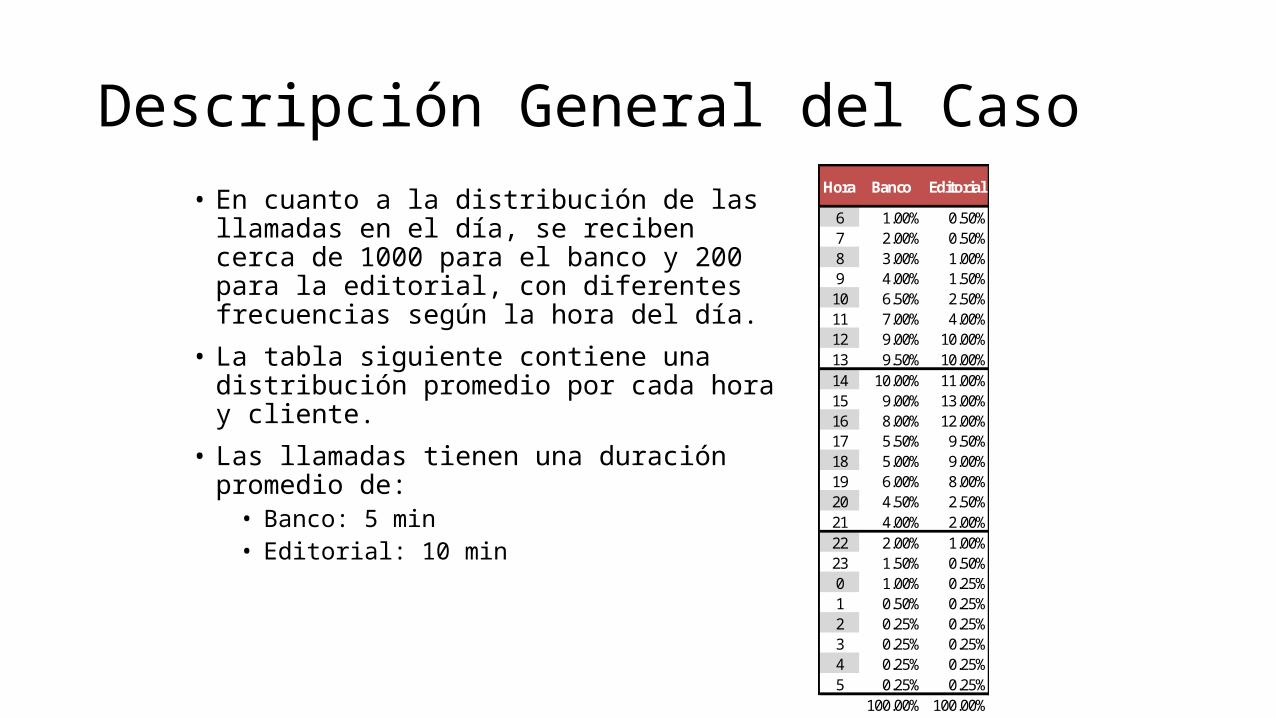
Descripción General del Caso• En cuanto a la distribución de las llamadas en el día,
se reciben cerca de 1000 para el banco y 200 para la editorial, con diferentes frecuencias según la hora del día.
• La tabla siguiente contiene una distribución promedio por cada hora y cliente.
• Las llamadas tienen una duración promedio de:• Banco: 5 min• Editorial: 10 min
Hora Banco Editorial
6 1.00% 0.50%7 2.00% 0.50%8 3.00% 1.00%9 4.00% 1.50%
10 6.50% 2.50%11 7.00% 4.00%12 9.00% 10.00%13 9.50% 10.00%14 10.00% 11.00%15 9.00% 13.00%16 8.00% 12.00%17 5.50% 9.50%18 5.00% 9.00%19 6.00% 8.00%20 4.50% 2.50%21 4.00% 2.00%22 2.00% 1.00%23 1.50% 0.50%0 1.00% 0.25%1 0.50% 0.25%2 0.25% 0.25%3 0.25% 0.25%4 0.25% 0.25%5 0.25% 0.25%
100.00% 100.00%
Descripción General del Caso• Usted ha sido contratado para establecer cuál debe ser la distribución adecuada de los turnos de
trabajo, optimizando recurso y garantizando un tiempo de espera no mayor a 10 minutos (en cola) por llamada (adicional al tiempo de atención).
• Su respuesta debe presentarse simulada y con un soporte de investigación de operaciones donde se compruebe que la cantidad de recursos elegidos, es la solución óptima del problema.
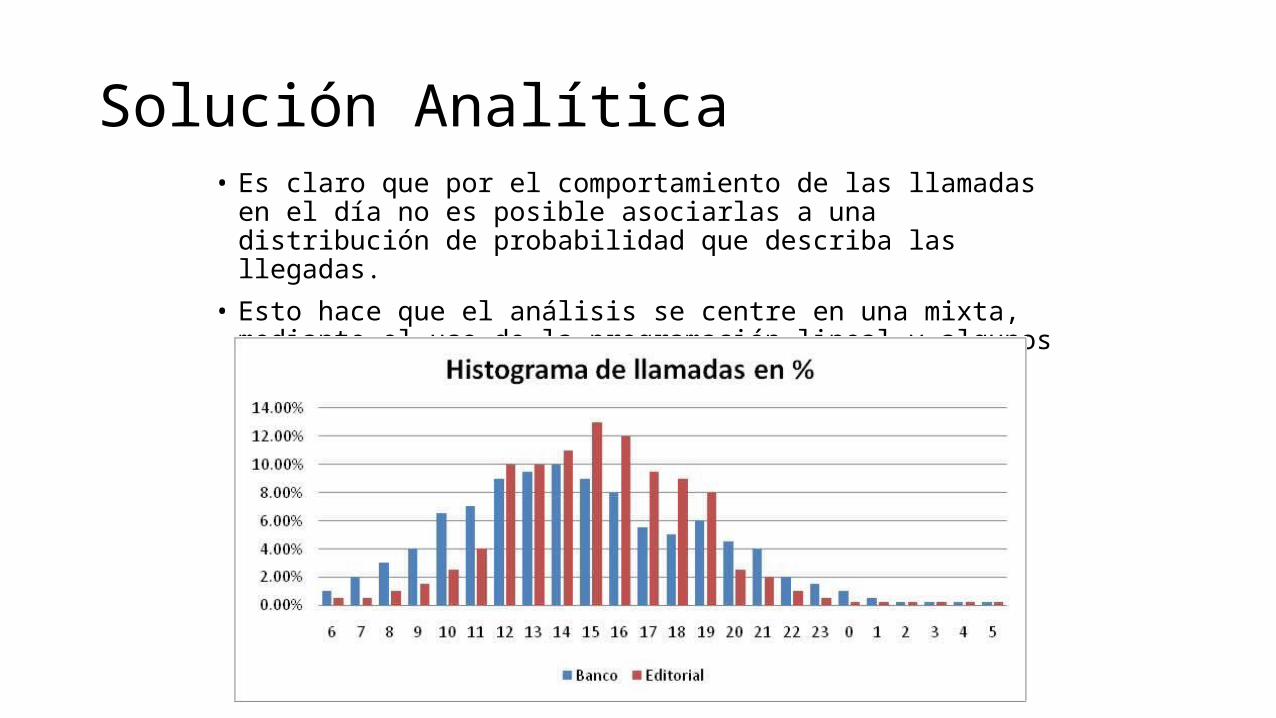
Solución Analítica• Es claro que por el comportamiento de las llamadas en el día no es posible
asociarlas a una distribución de probabilidad que describa las llegadas. • Esto hace que el análisis se centre en una mixta, mediante el uso de la
programación lineal y algunos principios de la teoría de colas.
Solución Analítica• El planteamiento debe ser entonces hallar una distribución de turnos tal que la
capacidad de atención por hora sea equivalente a la demanda de llamadas para una cola con tiempo de espera no superior a 10 minutos, dividiendo el día en varios escenarios, y que la suma de los recursos no supere la cantidad de recursos totales.
• Bajo el esquema de teoría de colas (asumiendo un proceso Poisson), esto querría decir que nuestro proceso estuviese balanceado bajo la condición de no saturación:
1i
ii iS
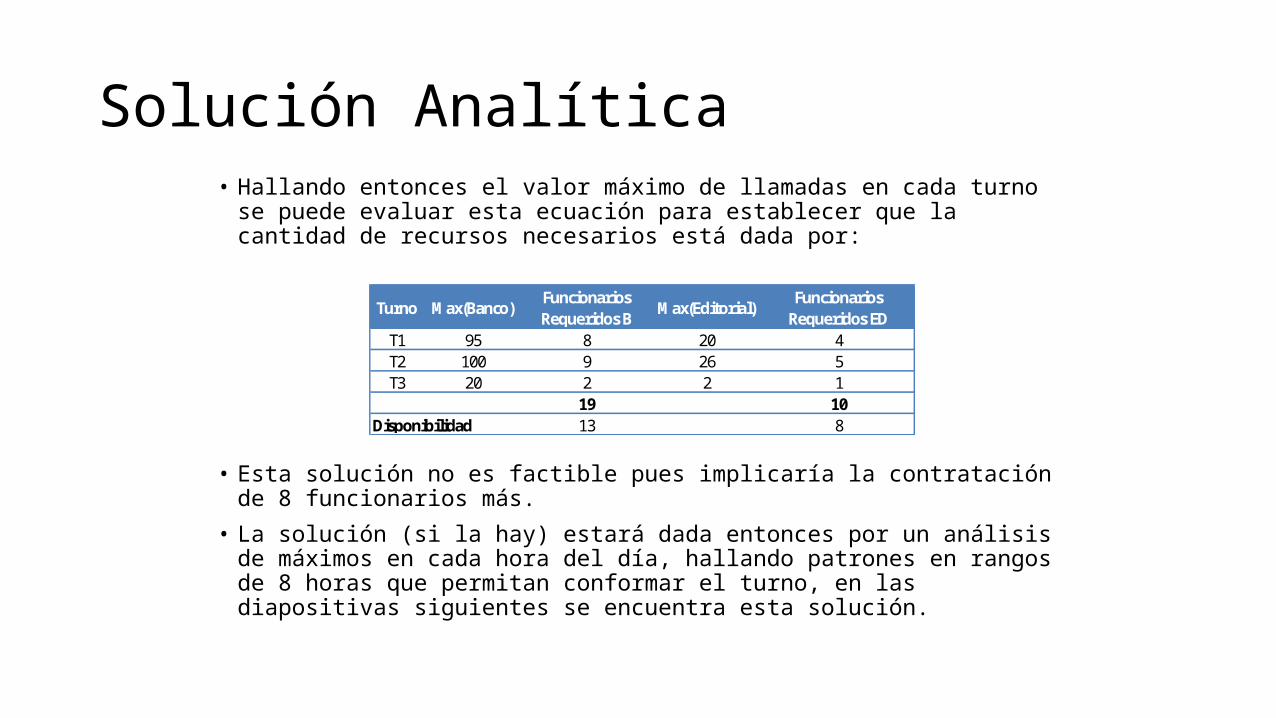
Solución Analítica• Hallando entonces el valor máximo de llamadas en cada turno se puede evaluar
esta ecuación para establecer que la cantidad de recursos necesarios está dada por:
• Esta solución no es factible pues implicaría la contratación de 8 funcionarios más.• La solución (si la hay) estará dada entonces por un análisis de máximos en cada
hora del día, hallando patrones en rangos de 8 horas que permitan conformar el turno, en las diapositivas siguientes se encuentra esta solución.
Turno Max(Banco)Funcionarios Requeridos B
Max(Editorial)Funcionarios
Requeridos EDT1 95 8 20 4T2 100 9 26 5T3 20 2 2 1
19 10Disponibilidad 13 8
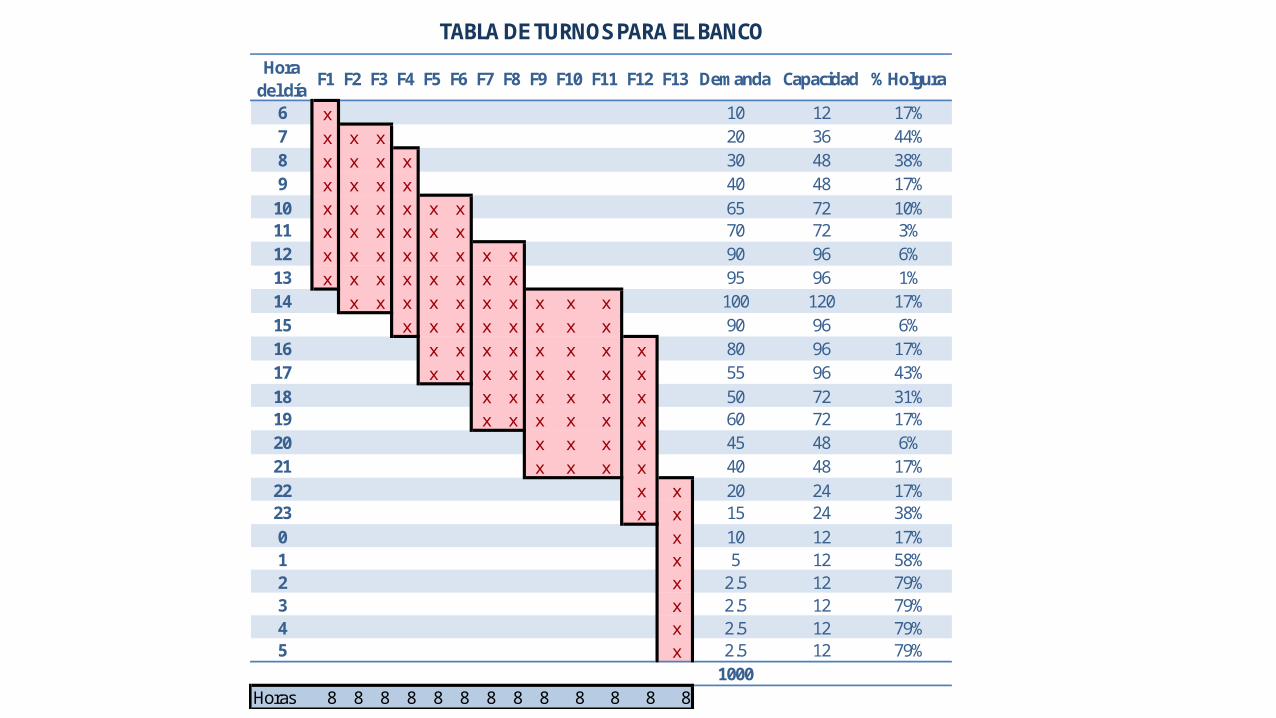
TABLA DE TURNOS PARA EL BANCO TABLA DE TURNOS PARA LA EDITORIAL
Hora del día
F1 F2 F3 F4 F5 F6 F7 F8 F9 F10 F11 F12 F13 Demanda Capacidad % Holgura
6 x 10 12 17%7 x x x 20 36 44%8 x x x x 30 48 38%9 x x x x 40 48 17%
10 x x x x x x 65 72 10%11 x x x x x x 70 72 3%12 x x x x x x x x 90 96 6%13 x x x x x x x x 95 96 1%14 x x x x x x x x x x 100 120 17%15 x x x x x x x x 90 96 6%16 x x x x x x x x 80 96 17%17 x x x x x x x x 55 96 43%18 x x x x x x 50 72 31%19 x x x x x x 60 72 17%20 x x x x 45 48 6%21 x x x x 40 48 17%22 x x 20 24 17%23 x x 15 24 38%0 x 10 12 17%1 x 5 12 58%2 x 2.5 12 79%3 x 2.5 12 79%4 x 2.5 12 79%5 x 2.5 12 79%
1000Horas 8 8 8 8 8 8 8 8 8 8 8 8 8
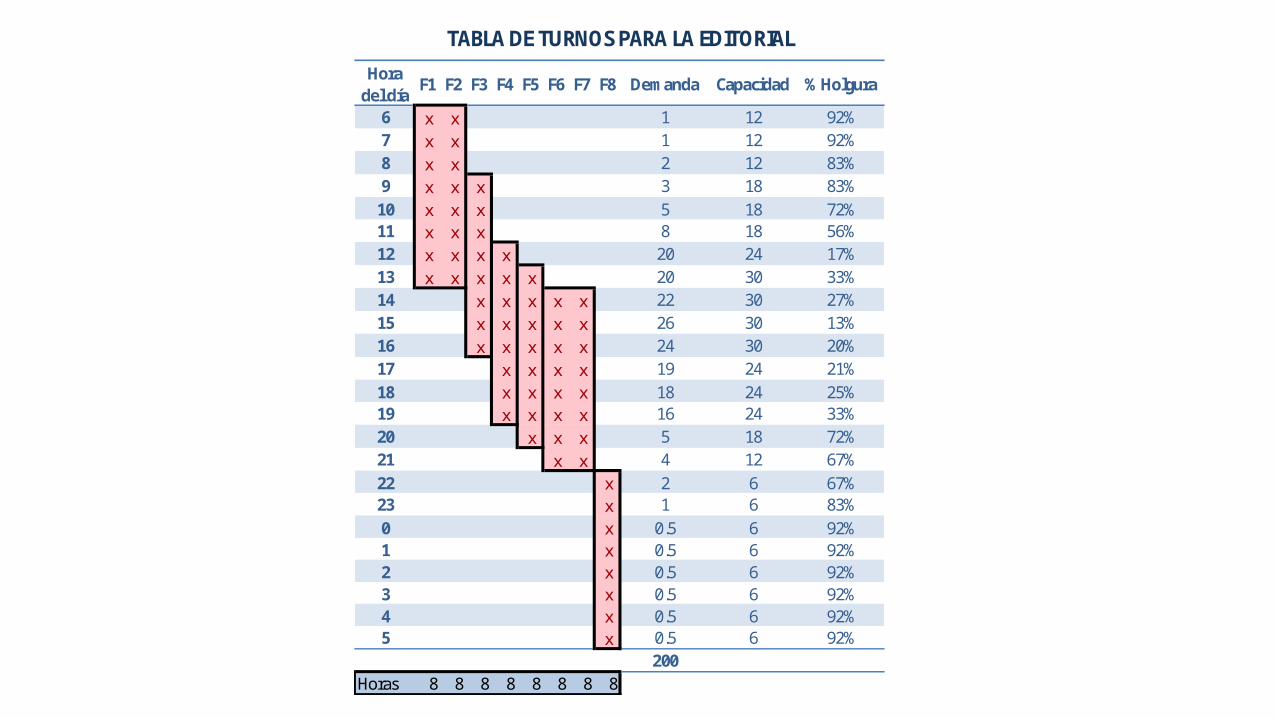
TABLA DE TURNOS PARA LA EDITORIAL
Hora del día
F1 F2 F3 F4 F5 F6 F7 F8 Demanda Capacidad % Holgura
6 x x 1 12 92%7 x x 1 12 92%8 x x 2 12 83%9 x x x 3 18 83%
10 x x x 5 18 72%11 x x x 8 18 56%12 x x x x 20 24 17%13 x x x x x 20 30 33%14 x x x x x 22 30 27%15 x x x x x 26 30 13%16 x x x x x 24 30 20%17 x x x x 19 24 21%18 x x x x 18 24 25%19 x x x x 16 24 33%20 x x x 5 18 72%21 x x 4 12 67%22 x 2 6 67%23 x 1 6 83%0 x 0.5 6 92%1 x 0.5 6 92%2 x 0.5 6 92%3 x 0.5 6 92%4 x 0.5 6 92%5 x 0.5 6 92%
200Horas 8 8 8 8 8 8 8 8
Solución Analítica• Como se puede observar, en forma analítica se puede hallar una
distribución de turnos tal que permita resolver el problema aparentemente en forma óptima. Esta solución será llevada a Promodel para contrastar en una forma más real si es o no viable.
• En las diapositivas siguientes está este desarrollo.
Solución con Promodel®• Par simular este modelo establecemos 3 locaciones:
• Conmutador• Operador de Banco• Operador de Editorial
• Los operadores se tomarán como locaciones y no como recursos ya que para efectos prácticos es más fácil su modelación y asignación de turnos
• El counter se tomará como una fila de capacidad finita de 100 llamadas, con ruteo por tipo de entidad (banco o editorial)
• Las llamadas serán tomadas como dos tipos de entidad Banco o Editorial, cada una con su ciclo de llegadas según lo descrito en el enunciado del ejercicio.
• Se asignan en primera instancia los tres turnos básicos con los que cuenta el call center
• Finalmente se crean los procesos de atención con demoras de 5 y 10 minutos según el caso.
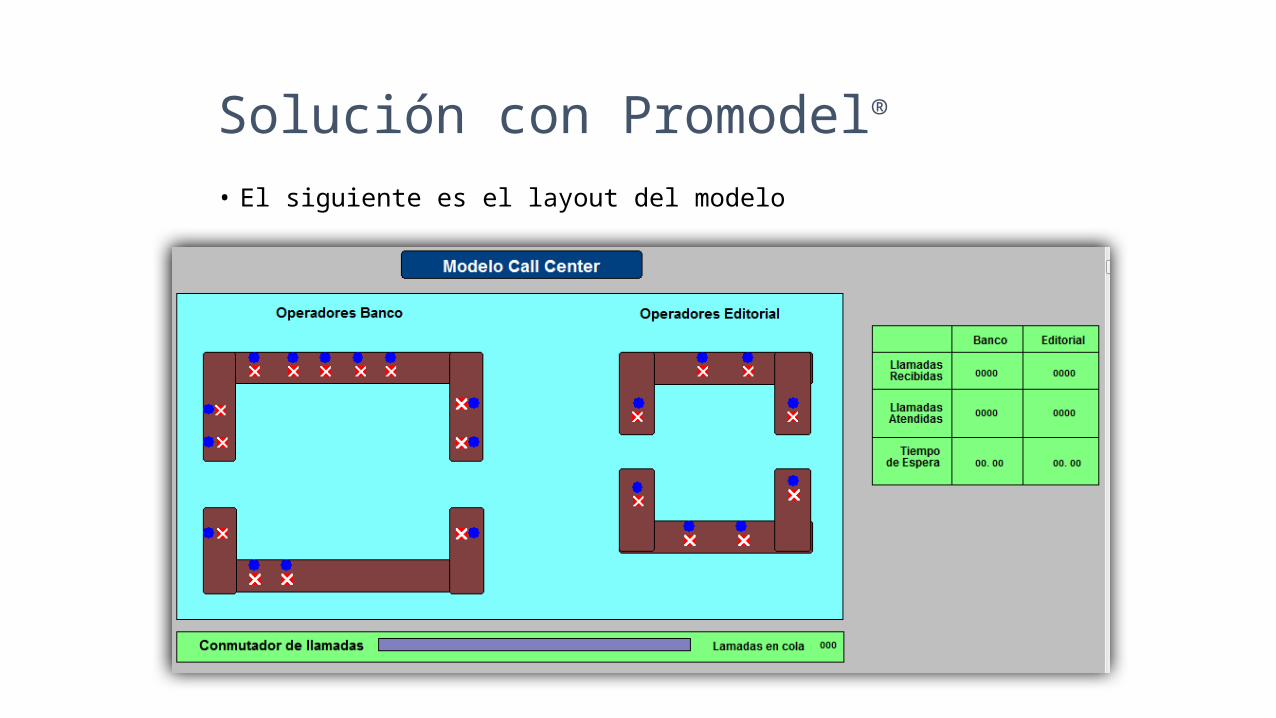
• El siguiente es el layout del modelo
Solución con Promodel®
Solución con Promodel®
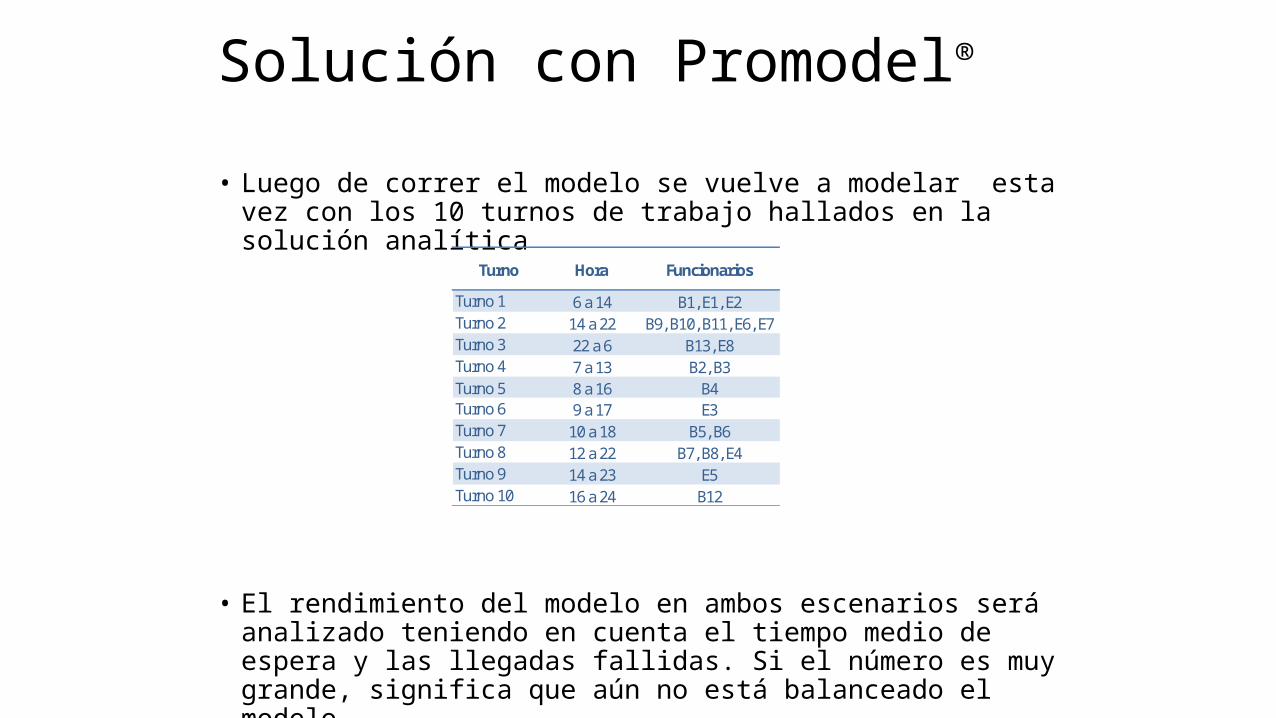
• Luego de correr el modelo se vuelve a modelar esta vez con los 10 turnos de trabajo hallados en la solución analítica
• El rendimiento del modelo en ambos escenarios será analizado teniendo en cuenta el tiempo medio de espera y las llegadas fallidas. Si el número es muy grande, significa que aún no está balanceado el modelo
• También se incluyeron en el modelo una serie de variables y archivos externos para poder analizar esta información en Excel.
Turno Hora Funcionarios
Turno 1 6 a 14 B1, E1, E2Turno 2 14 a 22 B9, B10, B11, E6, E7Turno 3 22 a 6 B13, E8Turno 4 7 a 13 B2, B3Turno 5 8 a 16 B4Turno 6 9 a 17 E3Turno 7 10 a 18 B5, B6Turno 8 12 a 22 B7, B8, E4Turno 9 14 a 23 E5Turno 10 16 a 24 B12
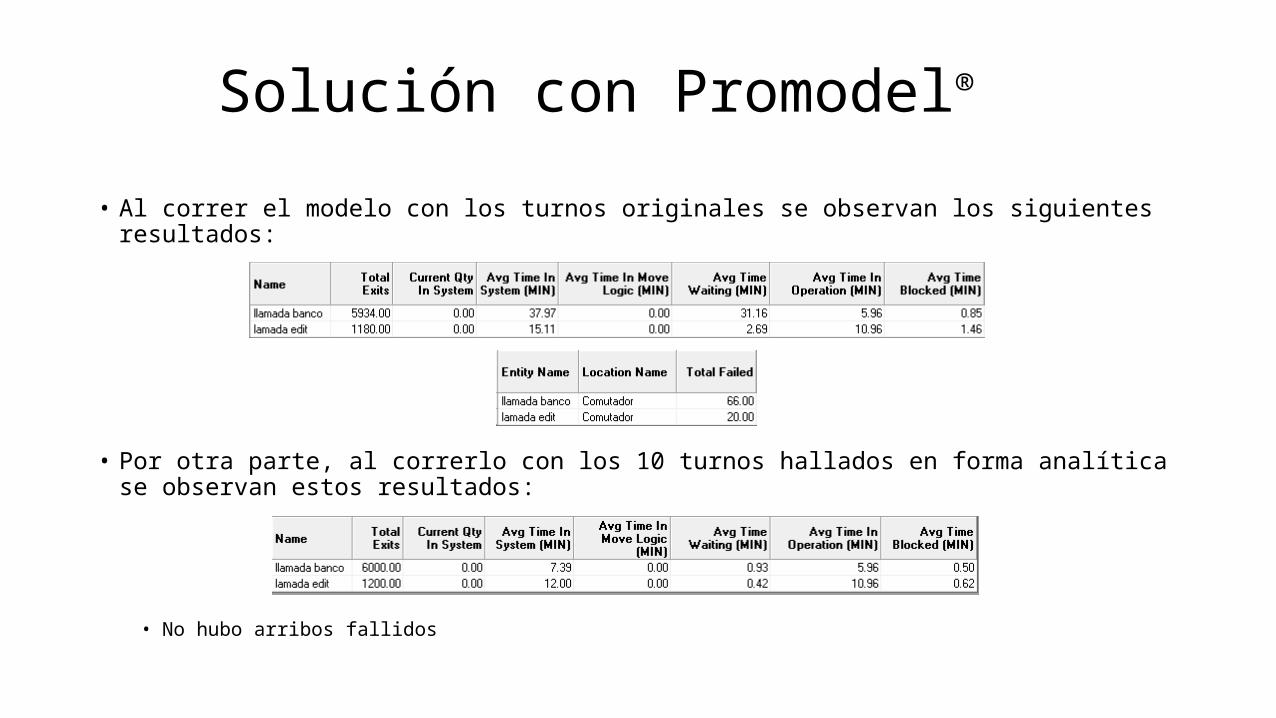
Solución con Promodel®• Al correr el modelo con los turnos originales se observan los siguientes resultados:
• Por otra parte, al correrlo con los 10 turnos hallados en forma analítica se observan estos resultados:
• No hubo arribos fallidos
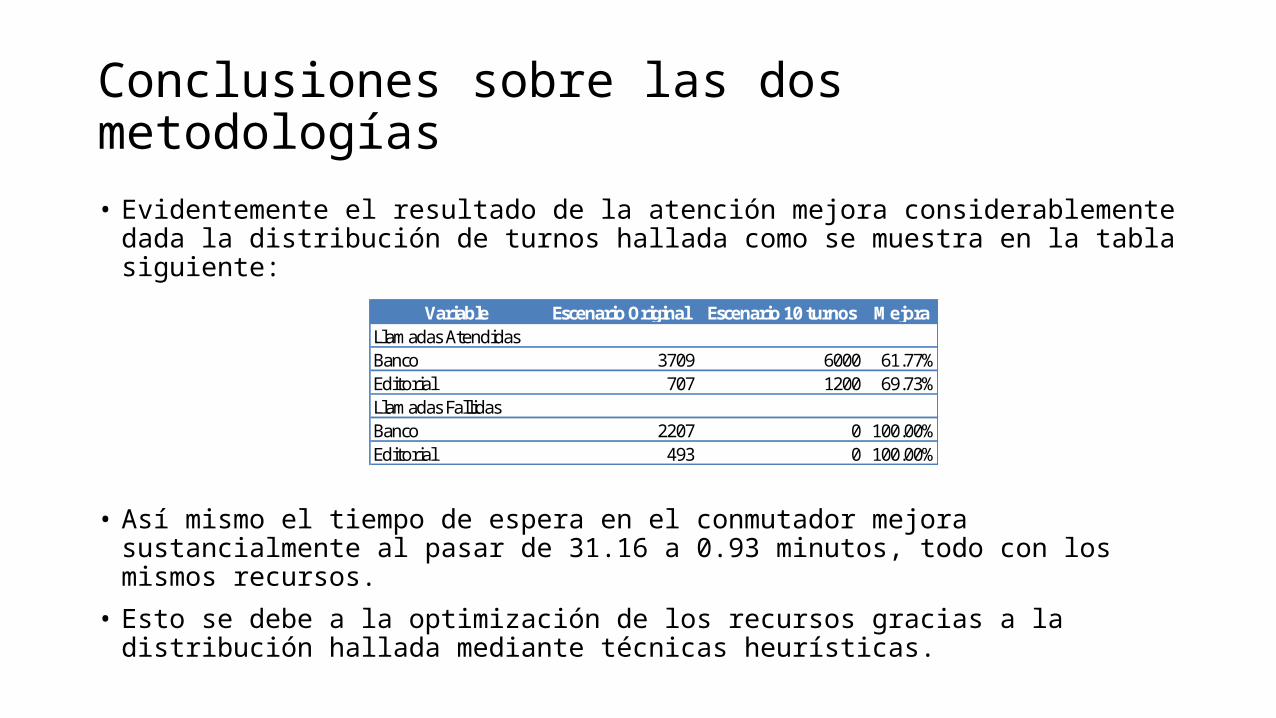
Conclusiones sobre las dos metodologías• Evidentemente el resultado de la atención mejora considerablemente dada la distribución de
turnos hallada como se muestra en la tabla siguiente:
• Así mismo el tiempo de espera en el conmutador mejora sustancialmente al pasar de 31.16 a 0.93 minutos, todo con los mismos recursos.
• Esto se debe a la optimización de los recursos gracias a la distribución hallada mediante técnicas heurísticas.
Variable Escenario Original Escenario 10 turnos MejoraLlamadas AtendidasBanco 3709 6000 61.77%Editorial 707 1200 69.73%Llamadas FallidasBanco 2207 0 100.00%Editorial 493 0 100.00%
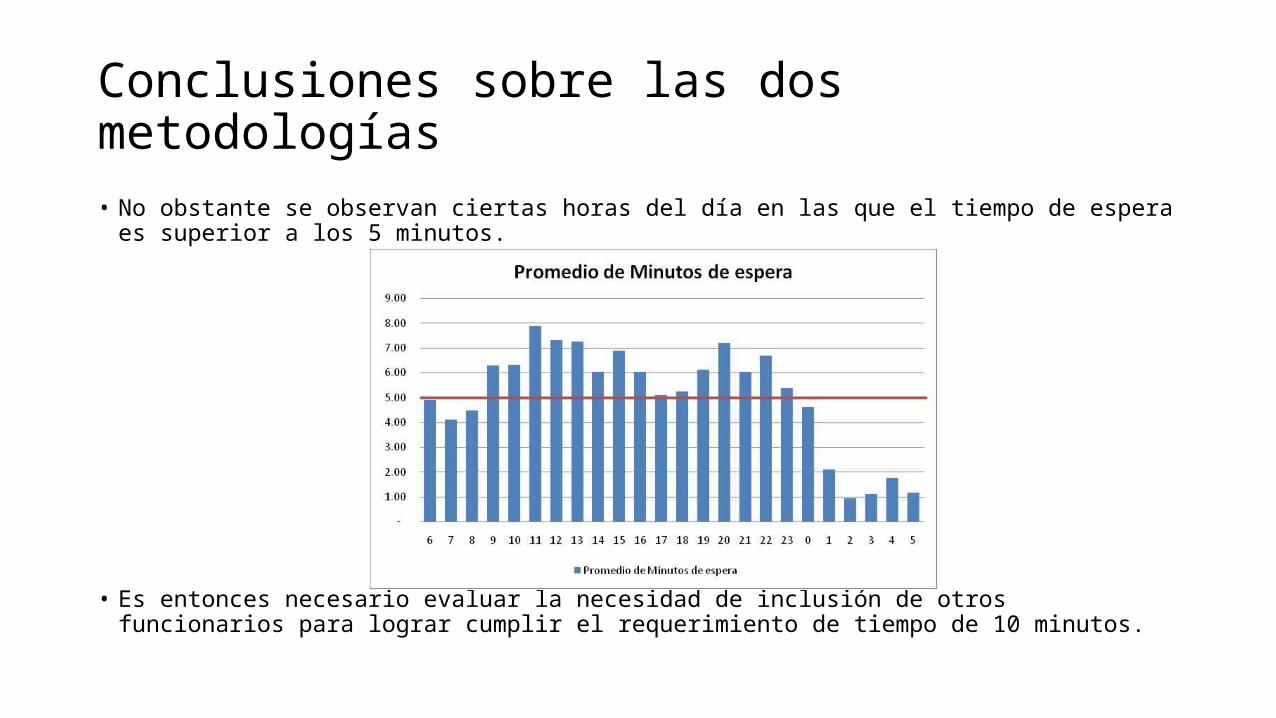
Conclusiones sobre las dos metodologías• No obstante se observan ciertas horas del día en las que el tiempo de espera es superior a los 5 minutos.
• Es entonces necesario evaluar la necesidad de inclusión de otros funcionarios para lograr cumplir el requerimiento de tiempo de 10 minutos.
Tarea• Halle la cantidad de recursos adicionales y su distribución de turnos,
necesarios para lograr mantener este parámetro de atención en 5 minutos y extienda su análisis para la editorial. Debe lograr este resultado con la menor cantidad de operadores posibles.

Simulación9. Modelos Avanzados con Promodel®
Casos de Producción
Casos de producción• La simulación es una herramienta básica para la modelación de procesos de todo
tipo. • En el caso de la producción como ya lo hemos visto, es una herramienta muy útil
para aplicar con poco esfuerzos mejoras en operaciones para establecer las mejores soluciones.
• Promodel permite no solo el diseño de la operación sino también la creación de indicadores a través de variables y subrutinas, de forma que se evidencie el rendimiento del procesos y se facilite hallar los puntos críticos a mejorar.
Casos de producción• Definiciones
• Throughput (TH): Tasa de producción de piezas por unidad de tiempo, conocido también como tasa de facturación.
• Work in Process (WIP): Inventario en proceso en el sistema• Cycle Time (CT): Tiempo que gasta un producto desde que entra hasta que sale del sistema• Cuello de Botella (CB): Proceso o serie de ellos que marcan la pauta de producción pues
limitan el Througput del proceso• Tasa del cuello de botella (rb): Es la tasa (partes por unidad de tiempo) de la estación con
mayor utilización a largo plazo. Su abreviatura se debe a sus siglas en inglés “Bottleneck Rate”
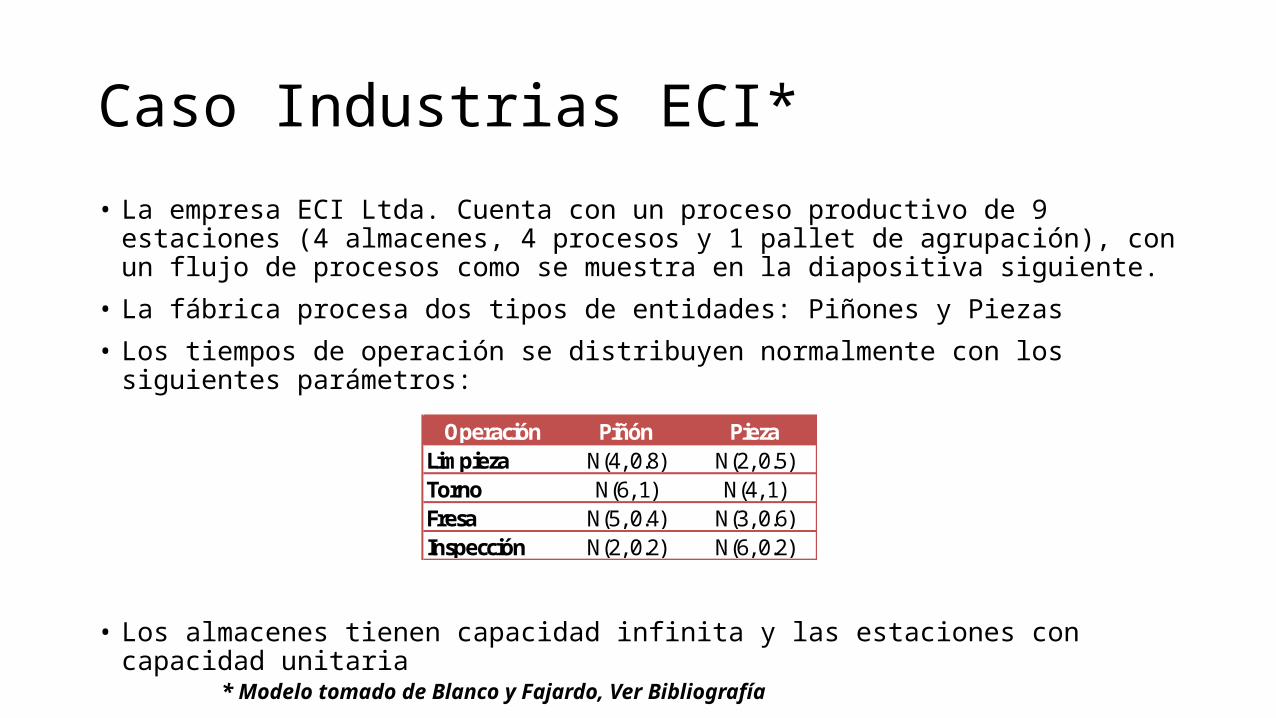
Caso Industrias ECI*• La empresa ECI Ltda. Cuenta con un proceso productivo de 9 estaciones (4 almacenes, 4 procesos
y 1 pallet de agrupación), con un flujo de procesos como se muestra en la diapositiva siguiente.• La fábrica procesa dos tipos de entidades: Piñones y Piezas• Los tiempos de operación se distribuyen normalmente con los siguientes parámetros:
• Los almacenes tienen capacidad infinita y las estaciones con capacidad unitaria
* Modelo tomado de Blanco y Fajardo, Ver Bibliografía
Operación Piñón PiezaLimpieza N(4, 0.8) N(2, 0.5)Torno N(6, 1) N(4, 1)Fresa N(5, 0.4) N(3, 0.6)Inspección N(2, 0.2) N(6, 0.2)
Caso Industrias ECI• Las llegadas ocurren de otros procesos anteriores, con un total de 100 veces en un día con una
frecuencia de 5 minutos y 7 minutos para piñones y piezas respectivamente• La empresa cuenta además con 4 operarios para realizar todos los movimientos de materiales
entre estaciones.
• La empresa desea modelar este proceso para identificar los cuellos de botella• Para ello, usted debe hacer uso de sus conocimientos de simulación y producción para establecer
los indicadores ideales para este proceso
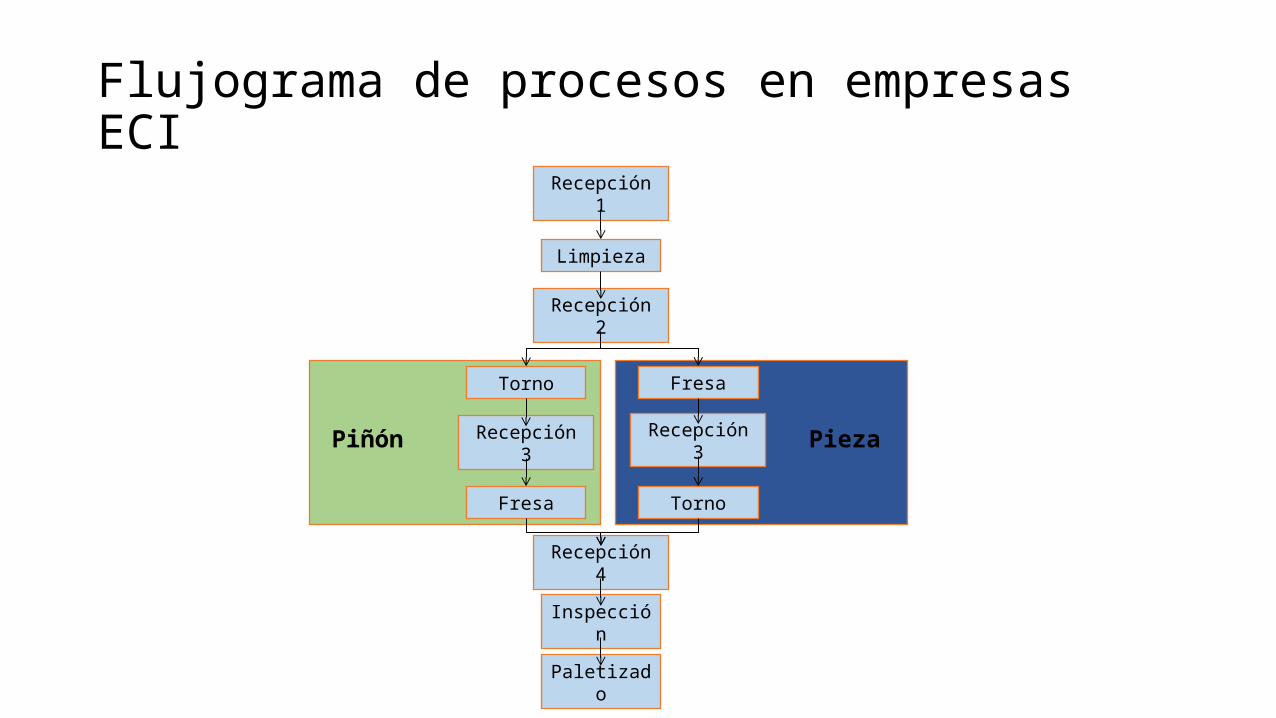
Flujograma de procesos en empresas ECIRecepción 1
Limpieza
Recepción 2
Torno
Recepción 3
Recepción 4
Fresa
Inspección
Paletizado
Fresa
Recepción 3
Torno
PiezaPiñón
Solución con Promodel®• Creamos 9 locaciones, de las cuales 4 son estaciones de trabajo, 4 recepciones y 1 pallet donde se
realizará el paletizado. Estas últimas 5 locaciones tienen capacidad infinita, las restantes tienen capacidad unitaria.
• Se crean dos entidades: Piezas y Piñones• Se establecen arribos con frecuencia de 5 y 7 minutos con 100 ocurrencias.• Se parametriza la simulación para correr durante 8 horas• Se crea 1 recurso con 4 unidades y una red de movimientos• Se crean 17 variables, 3 atributos y 1 subrutina
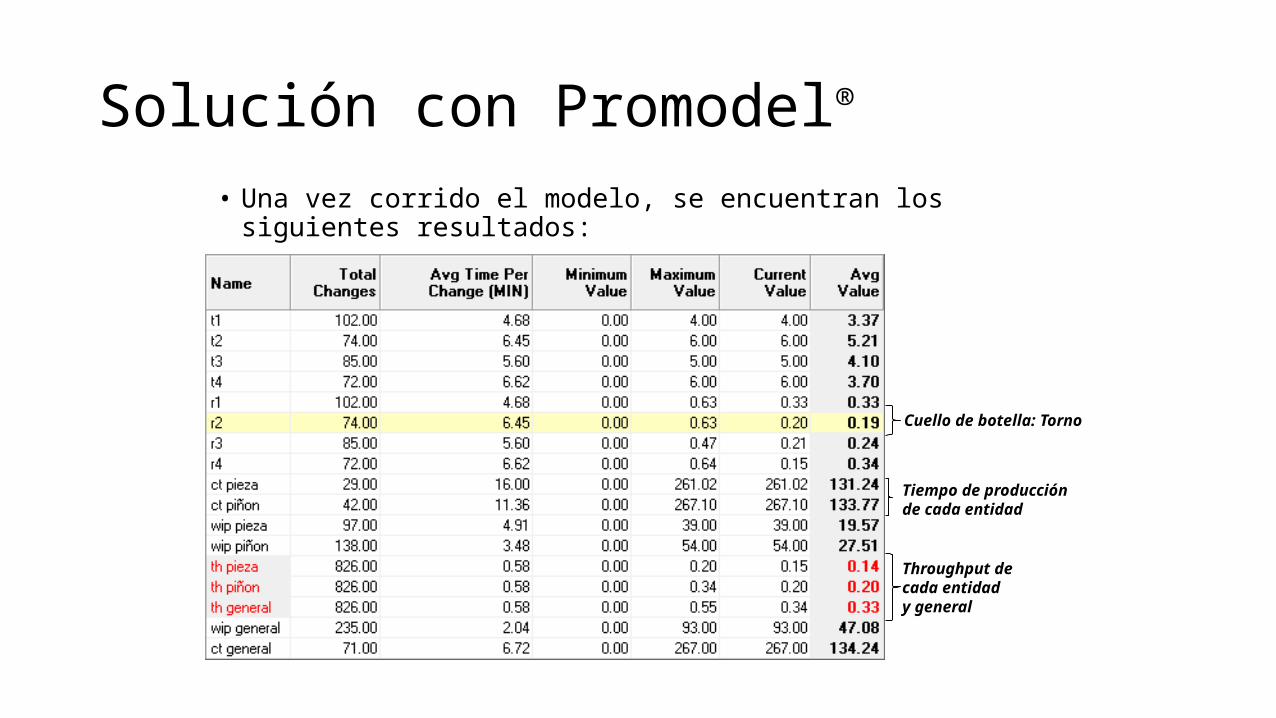
Solución con Promodel®• Una vez corrido el modelo, se encuentran los siguientes resultados:
Cuello de botella: Torno
Throughput de cada entidad y general
Tiempo de producción de cada entidad
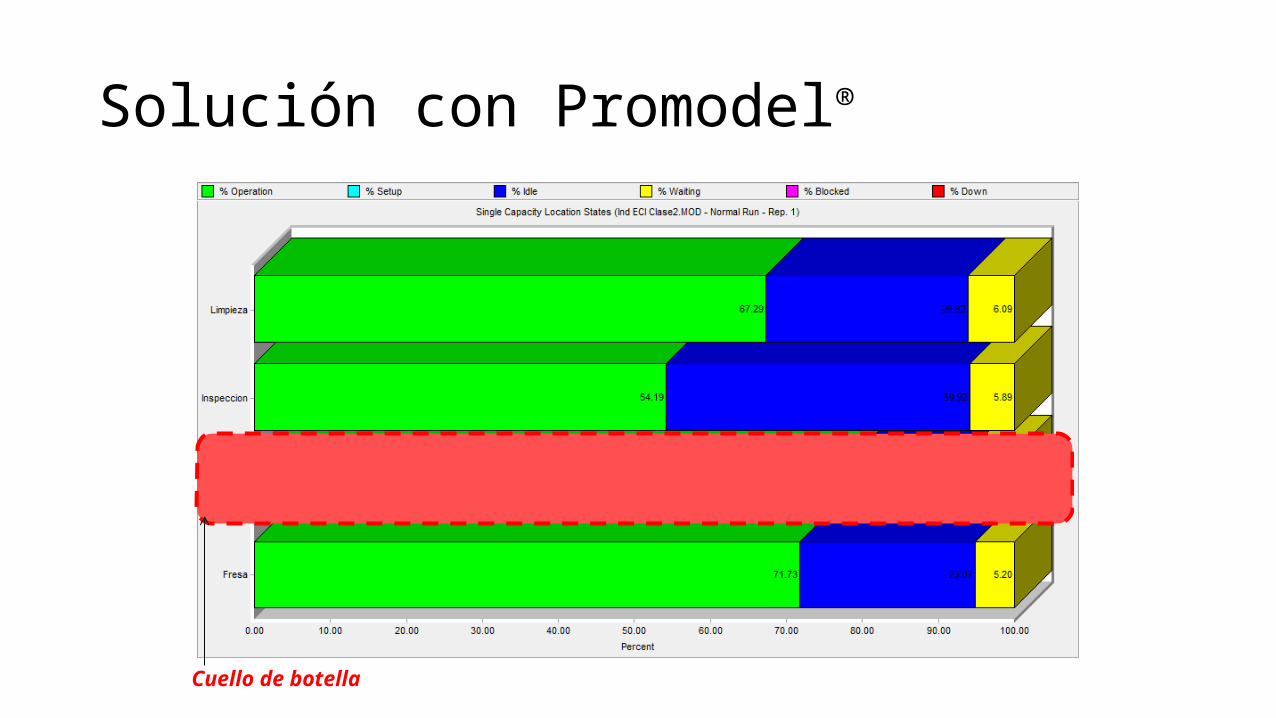
Solución con Promodel®
Cuello de botella
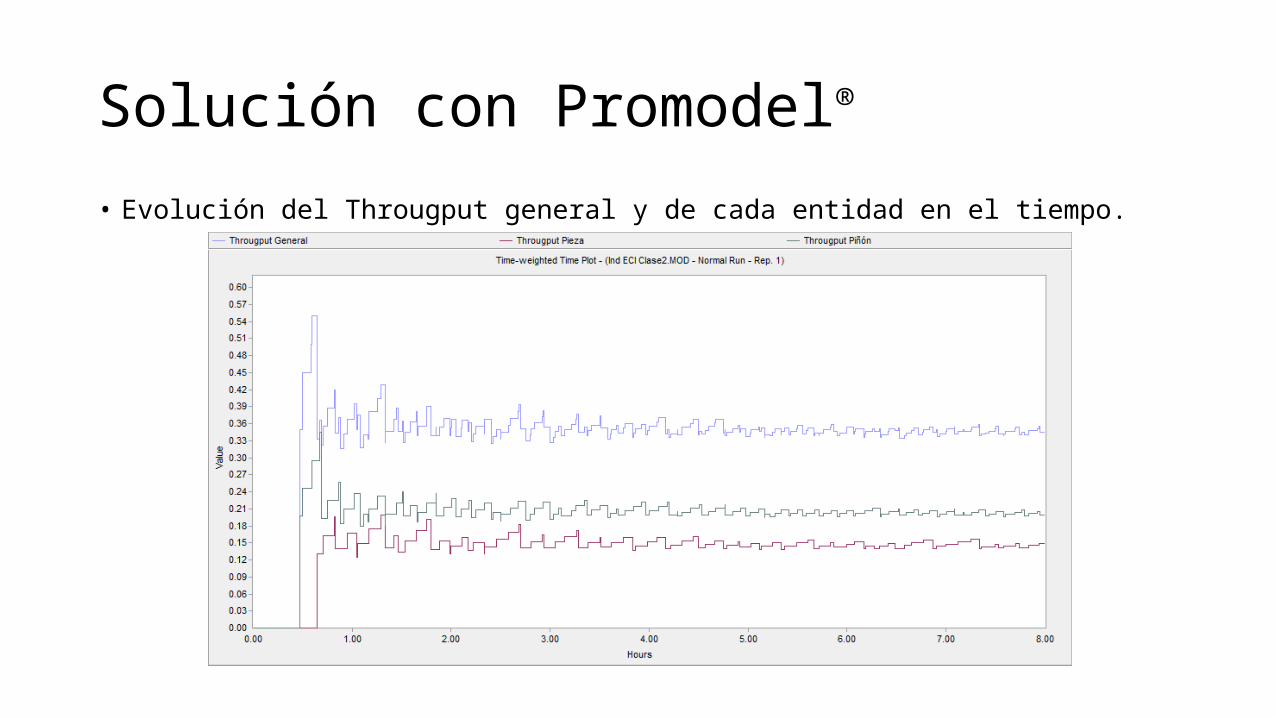
Solución con Promodel®• Evolución del Througput general y de cada entidad en el tiempo.
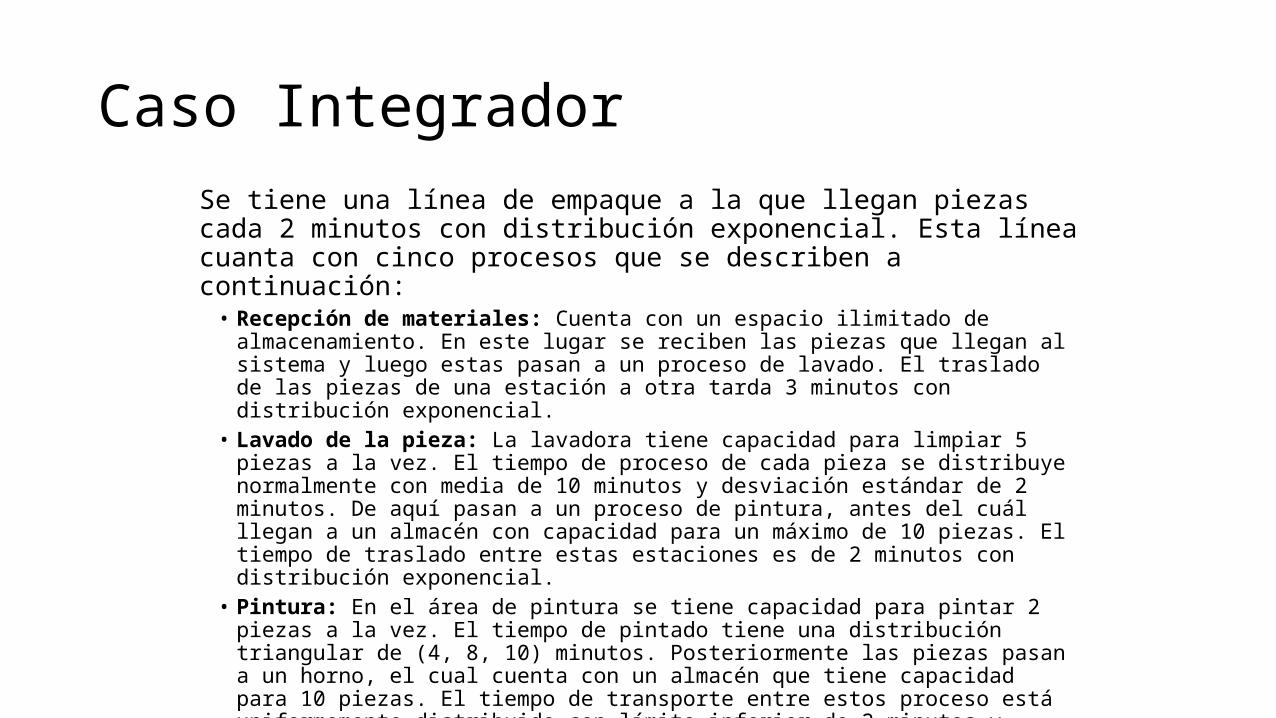
Caso IntegradorSe tiene una línea de empaque a la que llegan piezas cada 2 minutos con distribución exponencial. Esta línea cuanta con cinco procesos que se describen a continuación:
• Recepción de materiales: Cuenta con un espacio ilimitado de almacenamiento. En este lugar se reciben las piezas que llegan al sistema y luego estas pasan a un proceso de lavado. El traslado de las piezas de una estación a otra tarda 3 minutos con distribución exponencial.
• Lavado de la pieza: La lavadora tiene capacidad para limpiar 5 piezas a la vez. El tiempo de proceso de cada pieza se distribuye normalmente con media de 10 minutos y desviación estándar de 2 minutos. De aquí pasan a un proceso de pintura, antes del cuál llegan a un almacén con capacidad para un máximo de 10 piezas. El tiempo de traslado entre estas estaciones es de 2 minutos con distribución exponencial.
• Pintura: En el área de pintura se tiene capacidad para pintar 2 piezas a la vez. El tiempo de pintado tiene una distribución triangular de (4, 8, 10) minutos. Posteriormente las piezas pasan a un horno, el cual cuenta con un almacén que tiene capacidad para 10 piezas. El tiempo de transporte entre estos proceso está uniformemente distribuido con límite inferior de 2 minutos y superior de 5 minutos.
Caso Integrador• Horno: En el horno se seca la pintura. El horno sólo puede procesar una pieza a la vez. La duración de este proceso es de
3±1 minuto. De aquí son transportadas a dos mesas de inspección visual. No existe un almacén entre el horno y las mesas de inspección. El tiempo de transporte entre estas estaciones es de 2±1 minuto.
• Inspección: En cada mesa hay un operario que realiza la inspección de 3 elementos en cada pieza. La revisión de cada elemento tarda 2 minutos con distribución exponencial. Al finalizar este proceso, las piezas salen del sistema.
Realice lo siguiente
• Simule el sistema por 30 días de 8 horas cada uno (consejo, ejecute primero un calentamiento antes de cada réplica)
• Ejecute 3 réplicas de la simulación
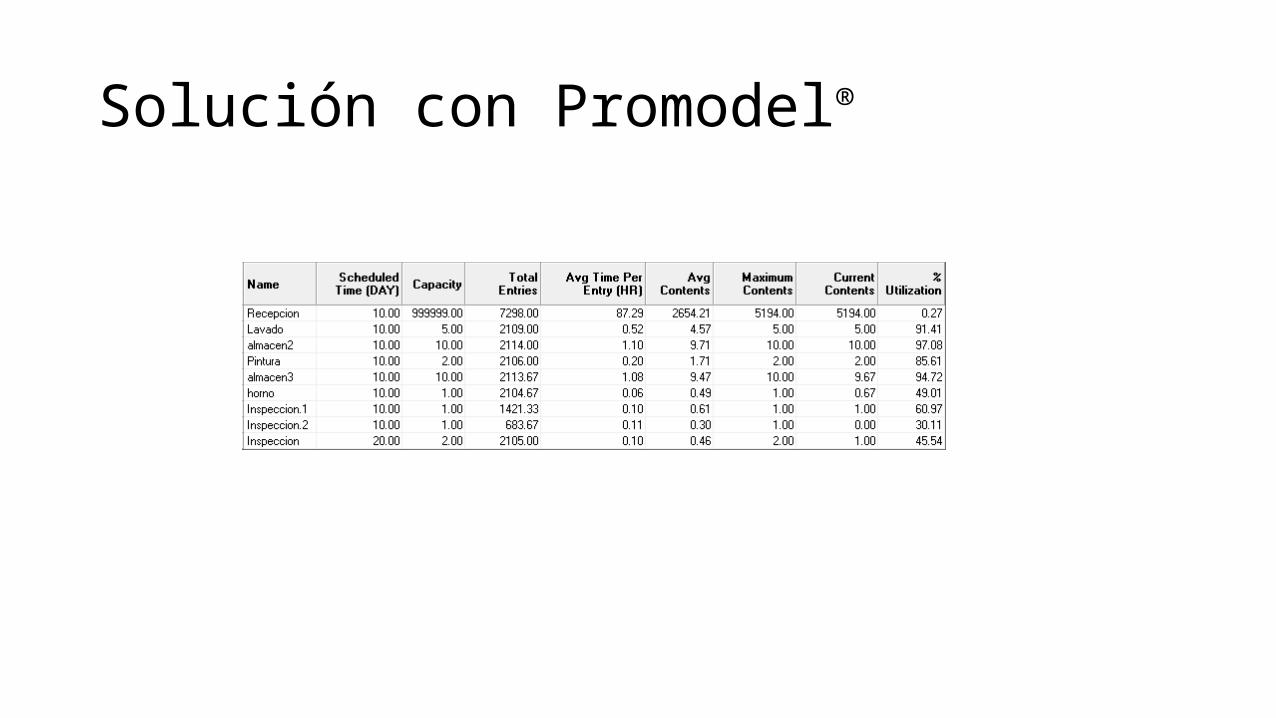
• Determine en una tabla las utilizaciones de todas las locaciones del modelo
Caso IntegradorAnálisis del modeloCada una de las siguientes preguntas es independiente y tienen como base el modelo original. Respóndalas con base en el análisis de sus resultados.
1. Dónde se encuentra el cuello de botella?
2. Si pudiera lograr una mejoría de 10% en el tiempo de proceso de alguna de las estaciones, ¿en cuál de ellas sería y por qué?
3. ¿Es necesario que alguno de los almacenes sea más grande? ¿Cuál y por qué?
4. ¿Considera necesario colocar un almacén entre el horno y las mesas de inspección?, ¿de qué capacidad?
5. Cada pieza deja una utilidad de $5 y ninguna de las inversiones debe recuperarse en más de 3 meses. ¿cuál sería su recomendación si se está analizando la posibilidad de comprar otro horno con la misma capacidad y que cuesta $100.000?
6. Cuál sería su recomendación si lo que se desea comprar es otra lavadora de la misma capacidad con un costo de $100.000?
7. Valdría la pena contratar otro operario para la inspección? El costo de esta operación es de $50.000
8. Con base en su conocimiento del sistema, haga combinaciones de los incisos anteriores y trate de obtener la mayor cantidad de piezas con el mínimo costo de inversión.

Solución con Promodel®• A continuación el layout del modelo
Solución con Promodel®
Tarea• Desarrolle nuevamente el modelo del caso integrador incluyendo
además el concepto del Throughput y cuellos de botella, basado en estos parámetros establezca nuevamente la o las locaciones que podrían mejorarse en el modelo.
Modelos de Control de Inventarios• A lo largo del siglo XX se hicieron múltiples desarrollos matemáticos que
facilitaran la planeación de inventarios en las empresas. • Varios autores han realizado valiosos aportes que años después conformaron
todo el compendio de modelos de inventario (Harris, Taft, Wagner & Whitin, etc.).
• Entre ellos estos métodos encontramos:• EOQ (con todas sus variaciones y adiciones posteriores)• Lotes Dinámicos• Wagner-Whitin• News Vendor• Stock Base• Punto de Re-Orden
Modelos de Planeación de la producción
• Si bien los modelos de control de inventarios demostraron ser bastante útiles en la administración de productos con demandas independientes, no fueron lo suficientemente efectivos en procesos cuyo resultado final fuese la fabricación o ensamble de artículos.
• En estos modelos, la demanda independiente estaba asociada al producto terminado, generando así una demanda dependiente a las partes intermedias, demanda que no puede ser modelada por los métodos tradicionales.
• Es entonces cuando surge la necesidad de desarrollar nuevos métodos capaces de responder a estos requerimientos
• Hacia el último tercio del siglo XX, nacen los métodos de planeación de la producción, desarrollos liderados básicamente por dos diferentes ideologías, la norteamericana y la japonesa.
• A continuación haremos una breve reseña de los modelos más importantes de planeación de la producción.
Modelos de Planeación de la producción
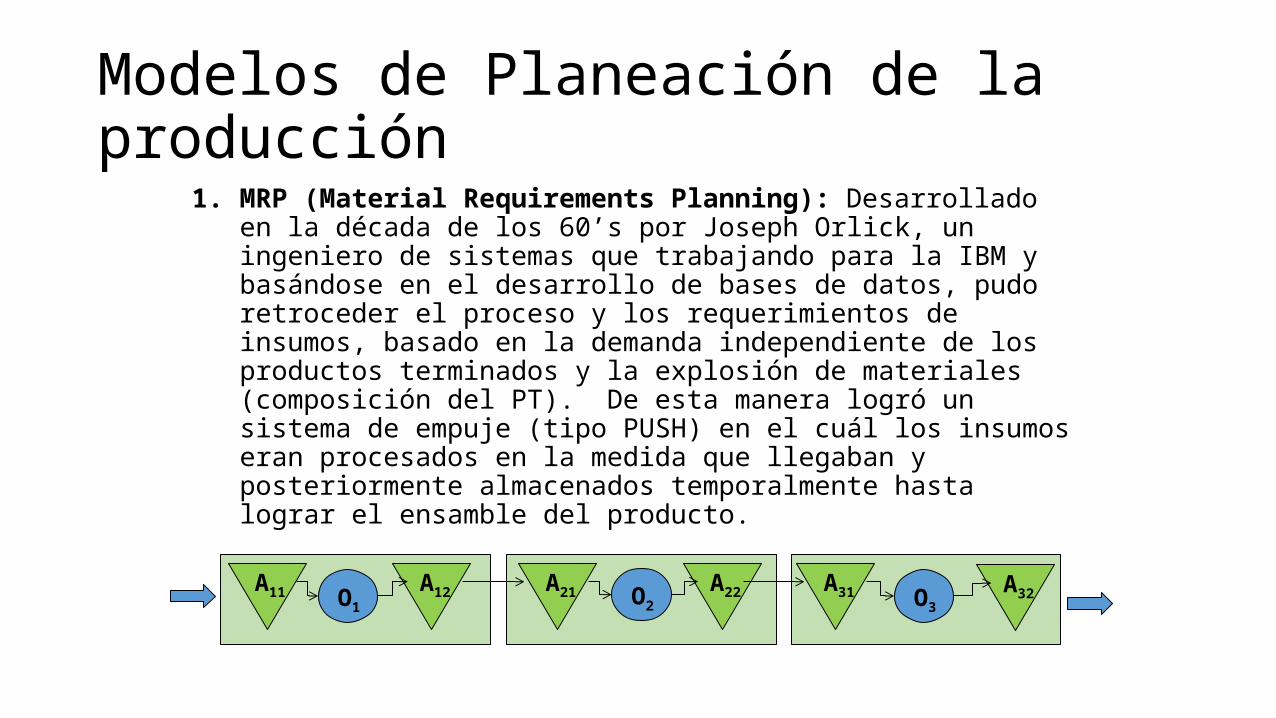
1. MRP (Material Requirements Planning): Desarrollado en la década de los 60’s por Joseph Orlick, un ingeniero de sistemas que trabajando para la IBM y basándose en el desarrollo de bases de datos, pudo retroceder el proceso y los requerimientos de insumos, basado en la demanda independiente de los productos terminados y la explosión de materiales (composición del PT). De esta manera logró un sistema de empuje (tipo PUSH) en el cuál los insumos eran procesados en la medida que llegaban y posteriormente almacenados temporalmente hasta lograr el ensamble del producto.
O1A11 A12 O2
A21 A22 O3A31 A32
Modelos de Planeación de la producción
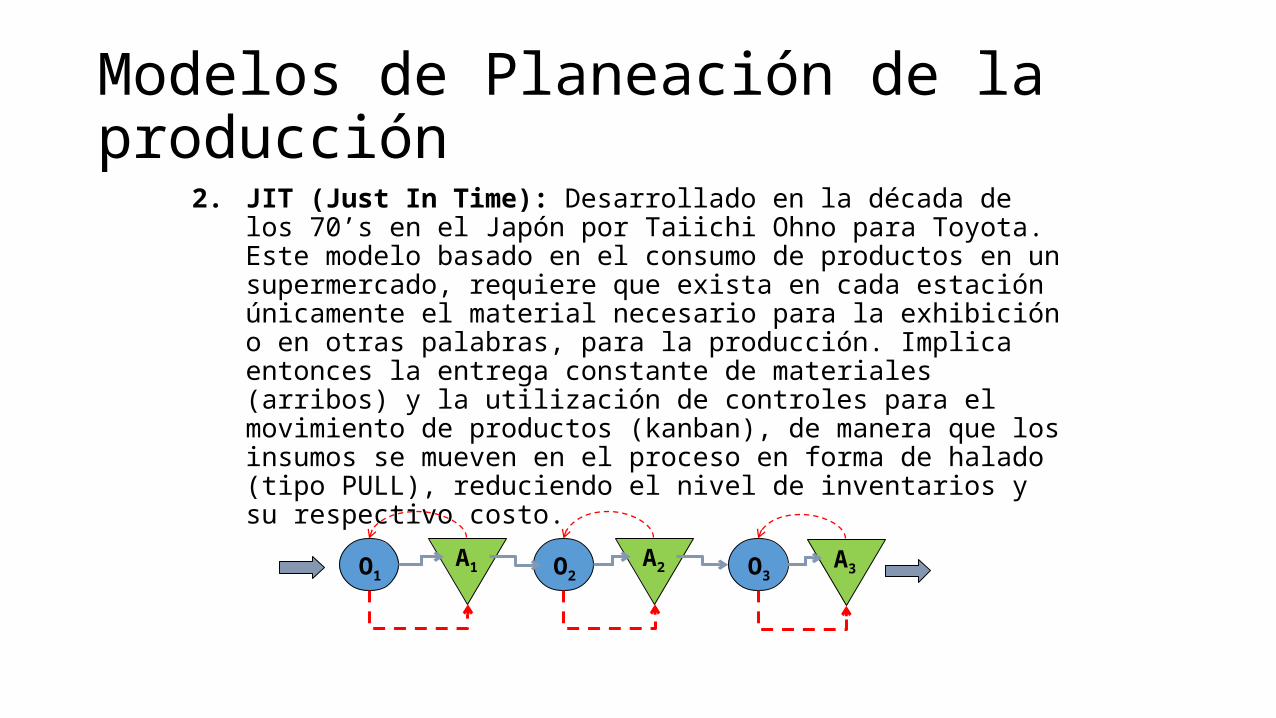
2. JIT (Just In Time): Desarrollado en la década de los 70’s en el Japón por Taiichi Ohno para Toyota. Este modelo basado en el consumo de productos en un supermercado, requiere que exista en cada estación únicamente el material necesario para la exhibición o en otras palabras, para la producción. Implica entonces la entrega constante de materiales (arribos) y la utilización de controles para el movimiento de productos (kanban), de manera que los insumos se mueven en el proceso en forma de halado (tipo PULL), reduciendo el nivel de inventarios y su respectivo costo.
O1 O2A1 O3
A2 A3
Modelos de Planeación de la producción
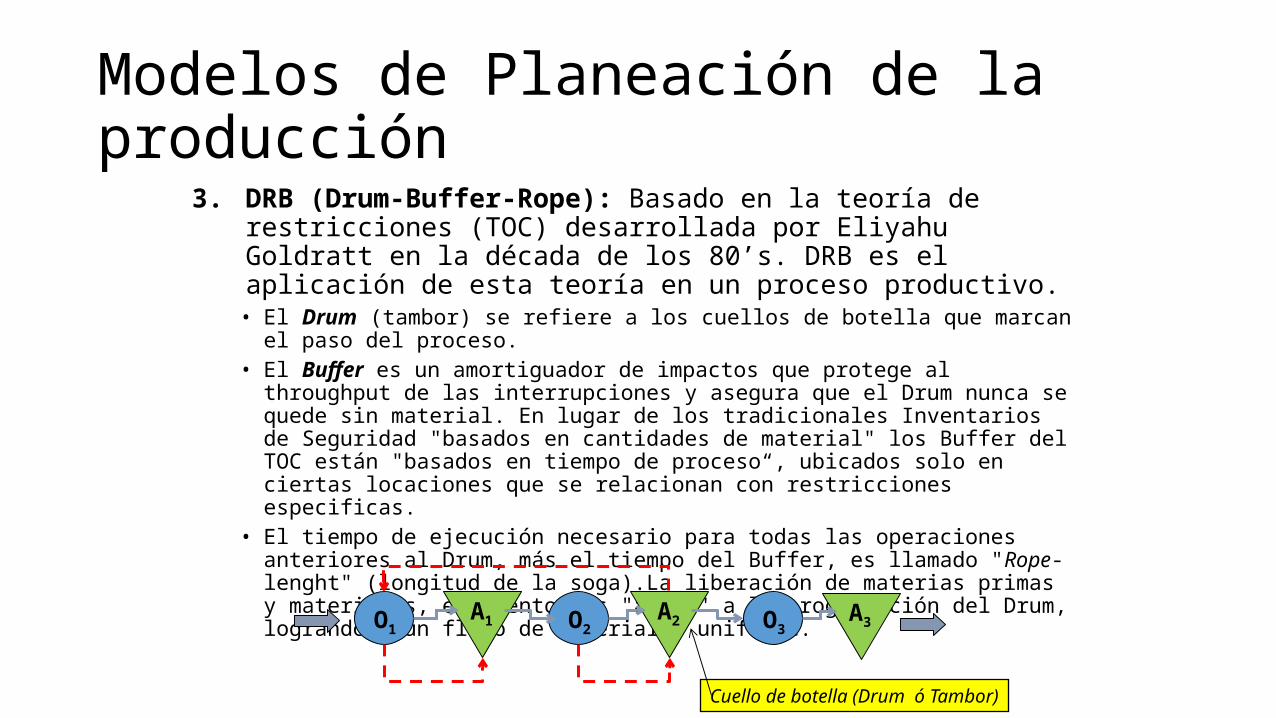
3. DRB (Drum-Buffer-Rope): Basado en la teoría de restricciones (TOC) desarrollada por Eliyahu Goldratt en la década de los 80’s. DRB es el aplicación de esta teoría en un proceso productivo.
• El Drum (tambor) se refiere a los cuellos de botella que marcan el paso del proceso.• El Buffer es un amortiguador de impactos que protege al throughput de las interrupciones y
asegura que el Drum nunca se quede sin material. En lugar de los tradicionales Inventarios de Seguridad "basados en cantidades de material" los Buffer del TOC están "basados en tiempo de proceso“, ubicados solo en ciertas locaciones que se relacionan con restricciones especificas.
• El tiempo de ejecución necesario para todas las operaciones anteriores al Drum, más el tiempo del Buffer, es llamado "Rope-lenght" (longitud de la soga).La liberación de materias primas y materiales, está entonces "atada" a la programación del Drum, lográndose un flujo de materiales uniforme.
O1 O2A1 O3
A2 A3
Cuello de botella (Drum ó Tambor)
Modelos de Planeación de la producción
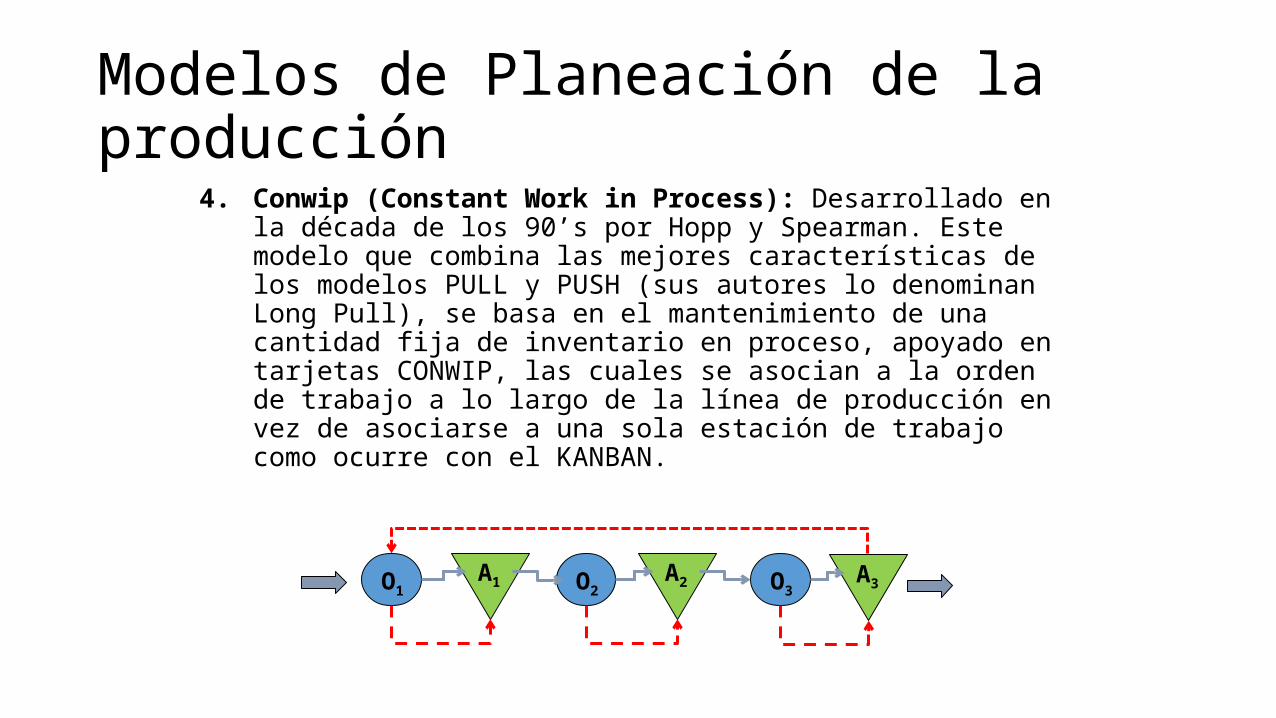
4. Conwip (Constant Work in Process): Desarrollado en la década de los 90’s por Hopp y Spearman. Este modelo que combina las mejores características de los modelos PULL y PUSH (sus autores lo denominan Long Pull), se basa en el mantenimiento de una cantidad fija de inventario en proceso, apoyado en tarjetas CONWIP, las cuales se asocian a la orden de trabajo a lo largo de la línea de producción en vez de asociarse a una sola estación de trabajo como ocurre con el KANBAN.
O1 O2A1 O3
A2 A3
Modelos de Planeación de la producción• El CONWIP puede ser aplicado en entornos donde el KANBAN no puede serlo, tal como ocurre
cuando se modifica con frecuencia el programa de producción. Además es posible extender la aplicación del m ismo a líneas de montaje mostrándose como con el CONWIP se alcanza una mayor producción en la línea con menores inventarios en proceso.
• El sistema CONWIP puede ser transformado con buenos resultados en un sistema DBR en entornos donde se ha identificado un cuello de botella bien diferenciado. Se ha visto que CONWIP y DBR comparten características comunes. El papel de la “Rope” en el DBR es sustituido por las tarjetas CONWIP. El “Drum” quedaría sustituido por el mecanismo de control de las tarjetas en la cabecera y el “Buffer” queda autorregulado con el CONWIP.
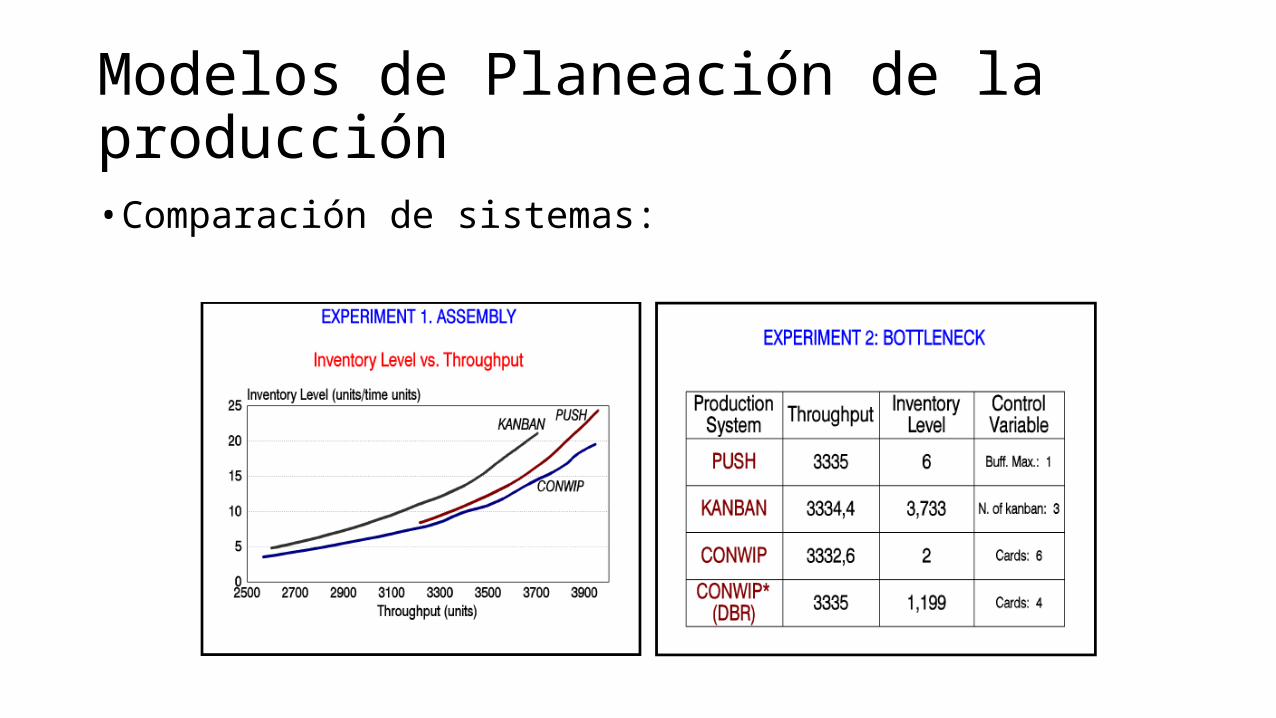
Modelos de Planeación de la producción• Comparación de sistemas:
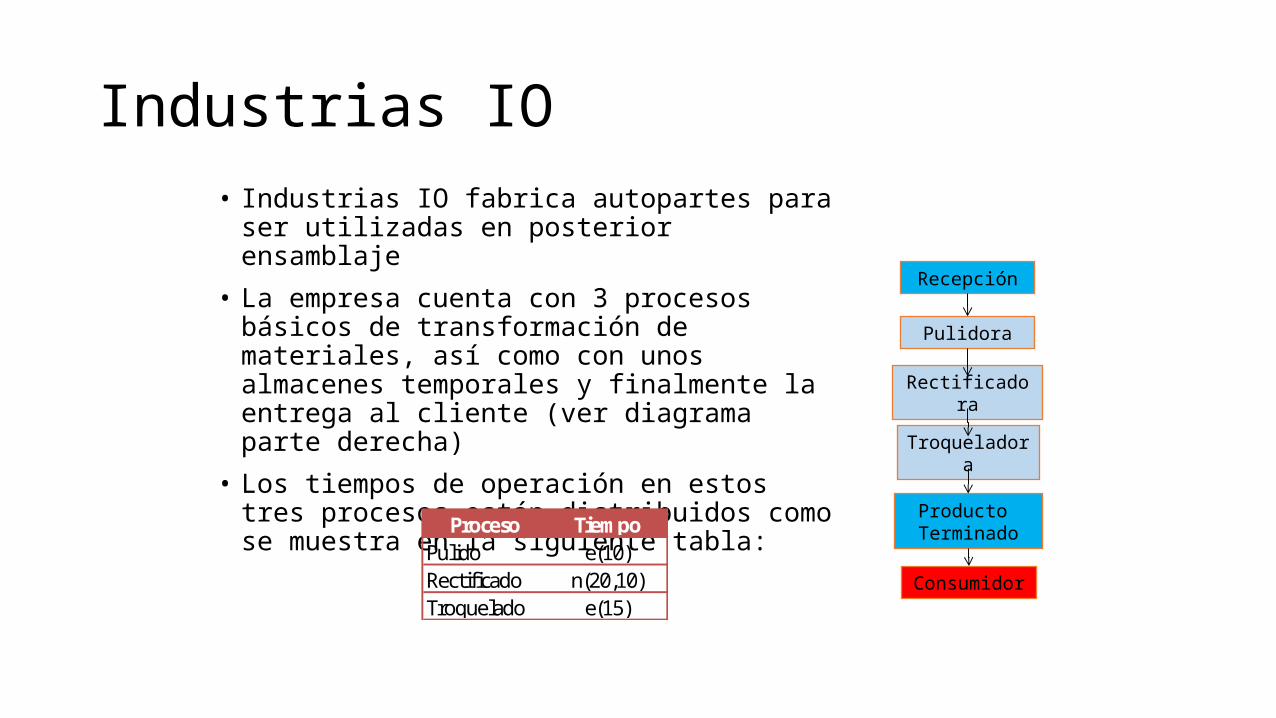
Industrias IO• Industrias IO fabrica autopartes para ser utilizadas en
posterior ensamblaje• La empresa cuenta con 3 procesos básicos de
transformación de materiales, así como con unos almacenes temporales y finalmente la entrega al cliente (ver diagrama parte derecha)
• Los tiempos de operación en estos tres procesos están distribuidos como se muestra en la siguiente tabla:
Recepción
Pulidora
Rectificadora
Troqueladora
Producto Terminado
Consumidor
Proceso TiempoPulido e(10)Rectificado n(20,10)Troquelado e(15)
Industrias IO• La empresa cuenta con un almacén de materias primas que tiene al
comienzo de las operaciones 300 piezas para ser procesadas. Estas piezas provienen de otras líneas de producción
• Así mismo la empresa cuenta con dos tipos de recursos:• 4 Operarios• 2 Operadores
• El tiempo de corrida de la simulación será de 72 horas continuas sin turnos de trabajo.
• Los almacenes temporales cuentan con una capacidad limitada llamada BUFFER de manera que se controla la cantidad de material en proceso a mantener
Sistemas Push Vs. Pull• Utilizaremos este sencillo ejemplo para modelar diferentes sistemas de producción tanto de
empuje (Push) como de halado (Pull). • En las diapositivas siguientes se mostrará el desarrollo con Promodel para cada uno de los
siguientes métodos:• MRP• Kanban (JIT)• Conwip• DBR
• Al finalizar, el estudiante estará en capacidad de comprender, comparar y elegir el mejor modelo según el proceso que se modele
Solución con Promodel® (MRP)
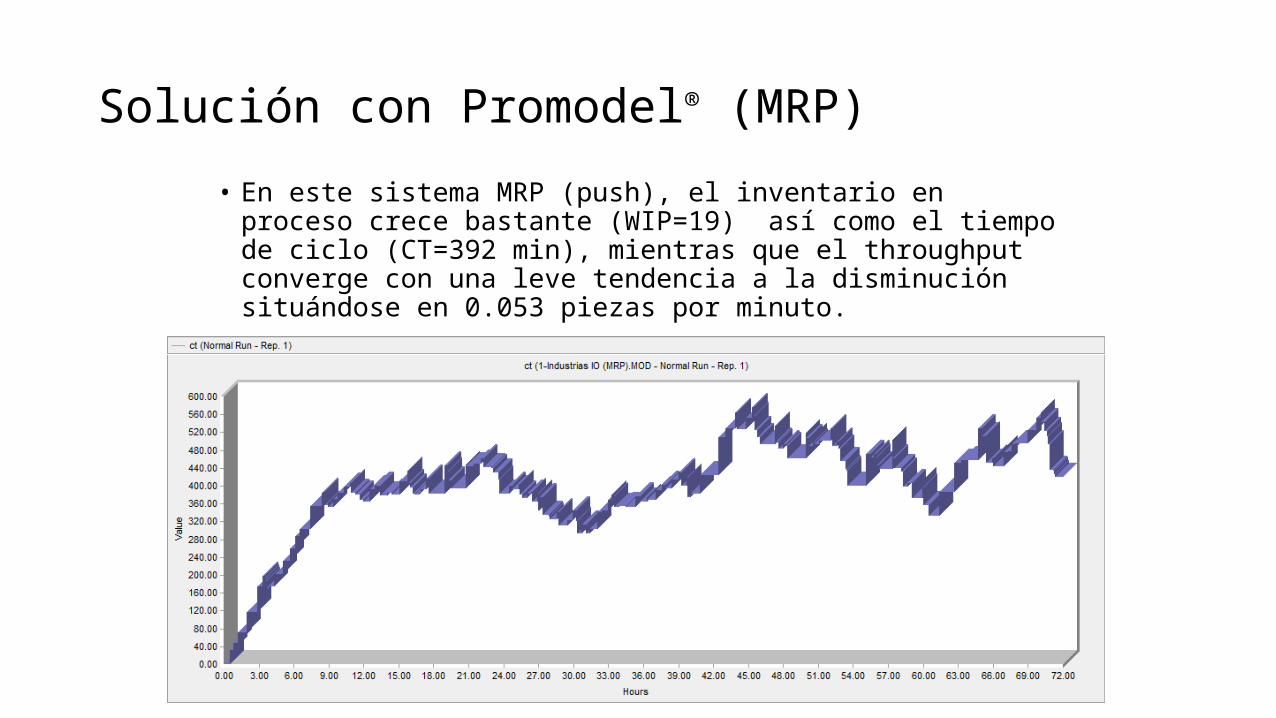
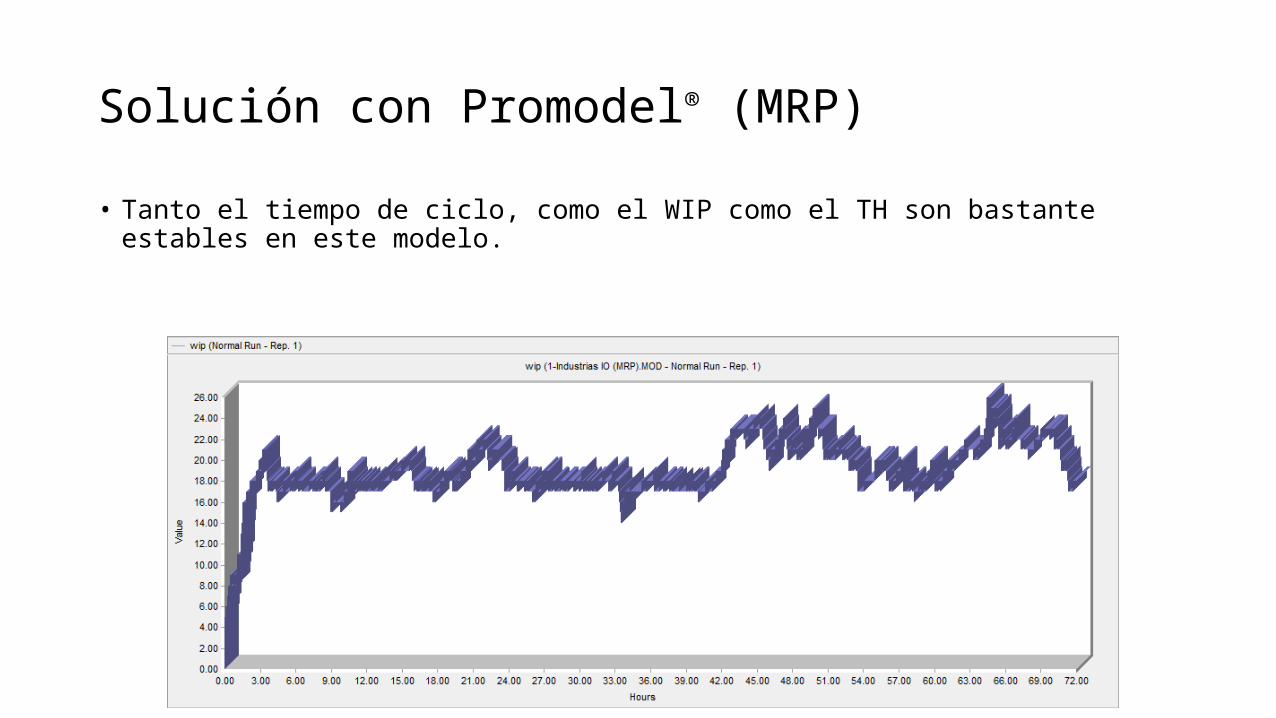
• En este sistema MRP (push), el inventario en proceso crece bastante (WIP=19) así como el tiempo de ciclo (CT=392 min), mientras que el throughput converge con una leve tendencia a la disminución situándose en 0.053 piezas por minuto.
Solución con Promodel® (MRP)
• Tanto el tiempo de ciclo, como el WIP como el TH son bastante estables en este modelo.
Solución con Promodel® (MRP)
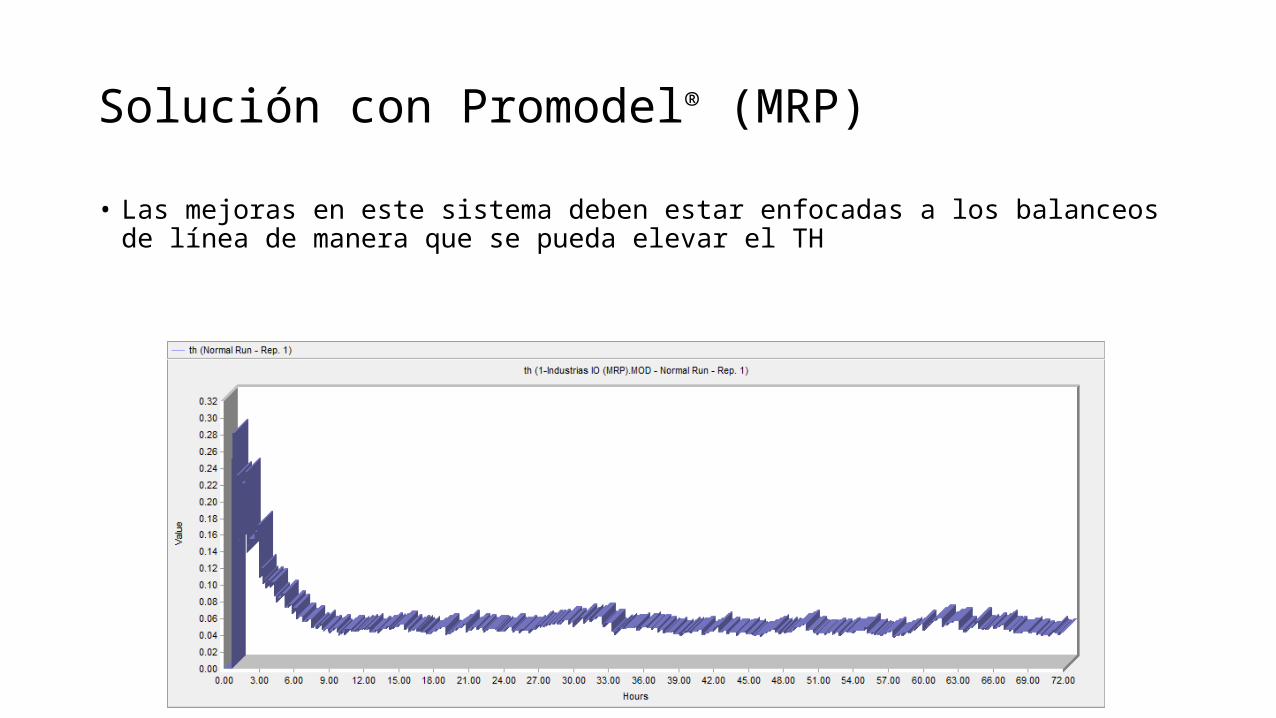
• Las mejoras en este sistema deben estar enfocadas a los balanceos de línea de manera que se pueda elevar el TH
Solución con Promodel® (JIT)
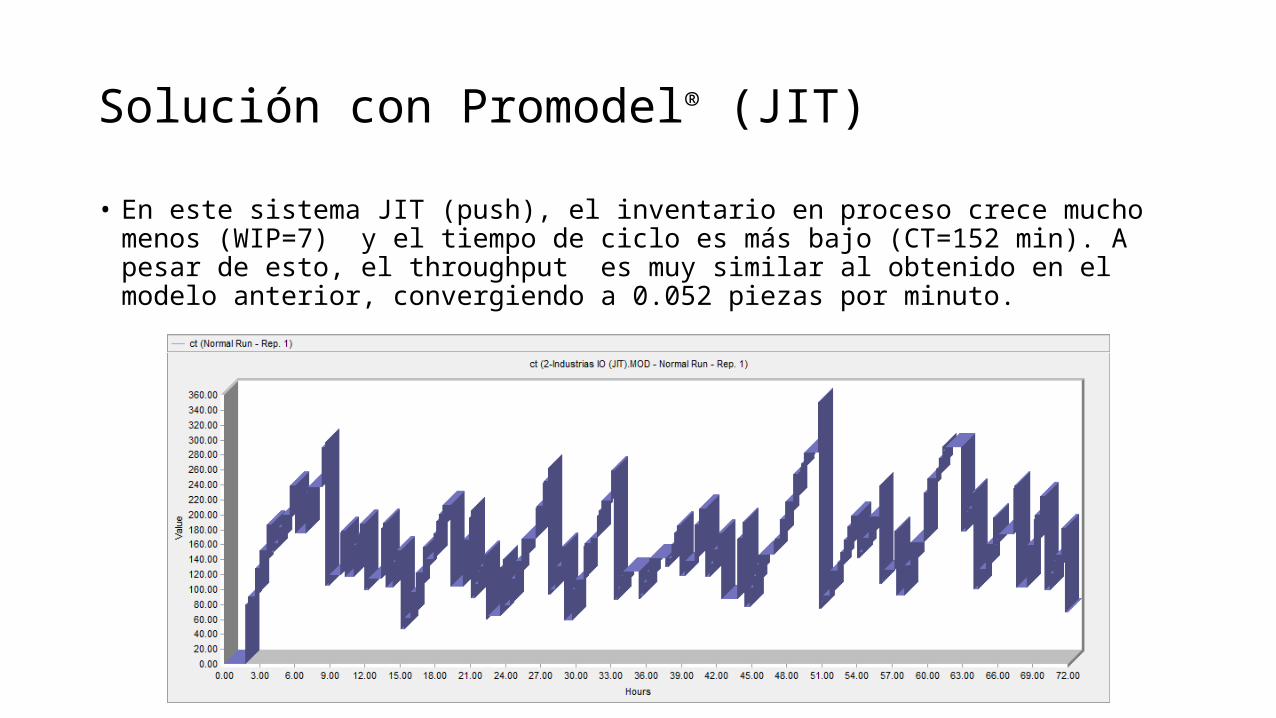
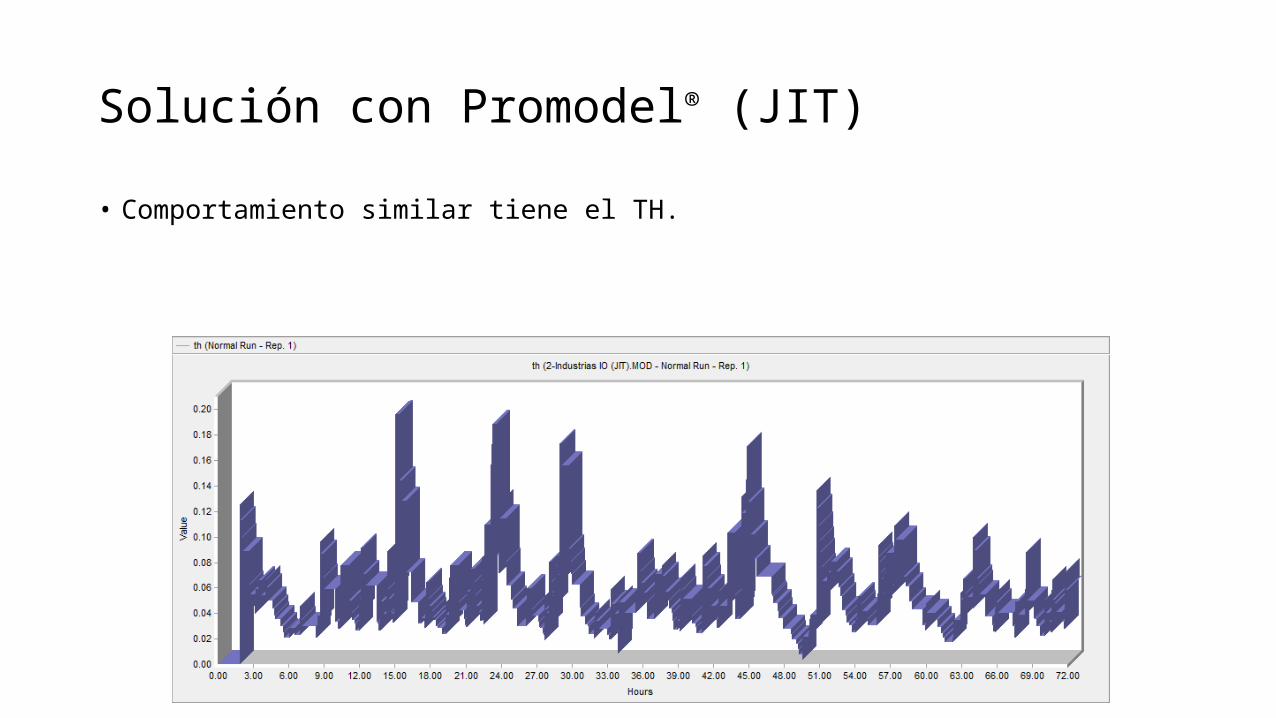
• En este sistema JIT (push), el inventario en proceso crece mucho menos (WIP=7) y el tiempo de ciclo es más bajo (CT=152 min). A pesar de esto, el throughput es muy similar al obtenido en el modelo anterior, convergiendo a 0.052 piezas por minuto.
Solución con Promodel® (JIT)
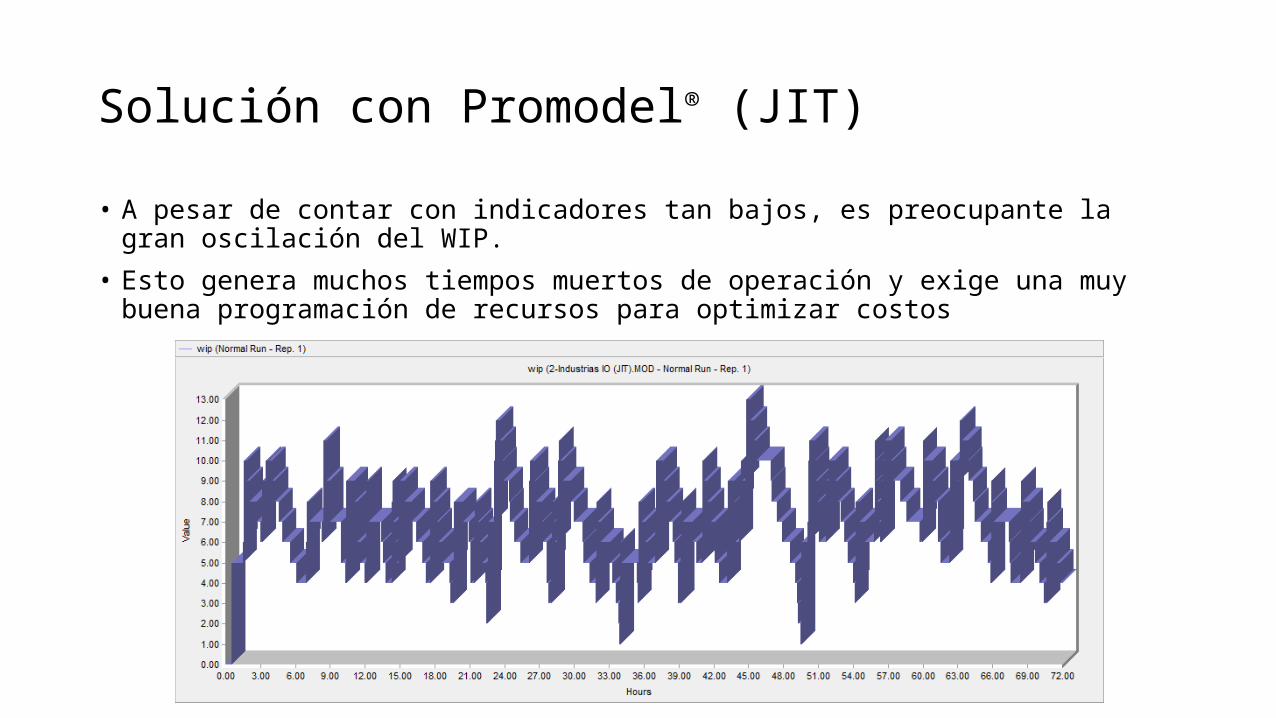
• A pesar de contar con indicadores tan bajos, es preocupante la gran oscilación del WIP. • Esto genera muchos tiempos muertos de operación y exige una muy buena programación de
recursos para optimizar costos
Solución con Promodel® (JIT)
• Comportamiento similar tiene el TH.
Solución con Promodel® (DRP)
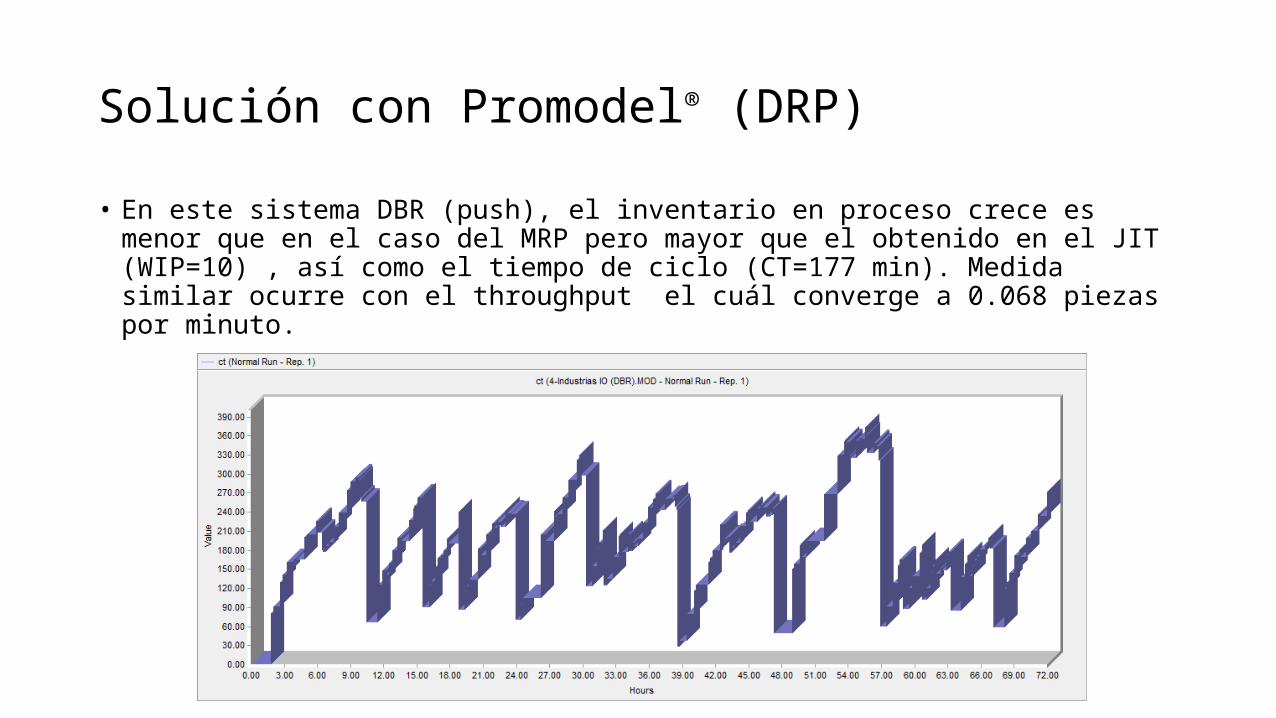
• En este sistema DBR (push), el inventario en proceso crece es menor que en el caso del MRP pero mayor que el obtenido en el JIT (WIP=10) , así como el tiempo de ciclo (CT=177 min). Medida similar ocurre con el throughput el cuál converge a 0.068 piezas por minuto.
Solución con Promodel® (DRP)
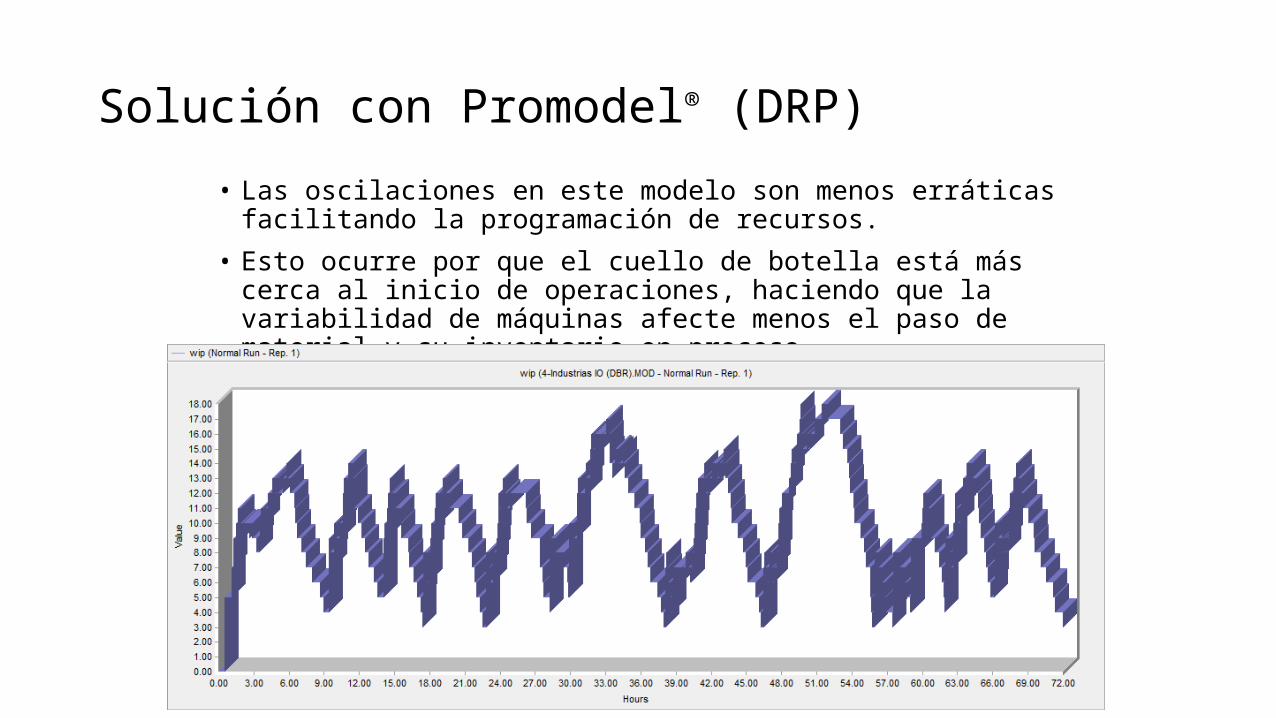
• Las oscilaciones en este modelo son menos erráticas facilitando la programación de recursos.
• Esto ocurre por que el cuello de botella está más cerca al inicio de operaciones, haciendo que la variabilidad de máquinas afecte menos el paso de material y su inventario en proceso.

Solución con Promodel® (DRP)
• Igual comportamiento en el TH.
Solución con Promodel® (CONWIP)
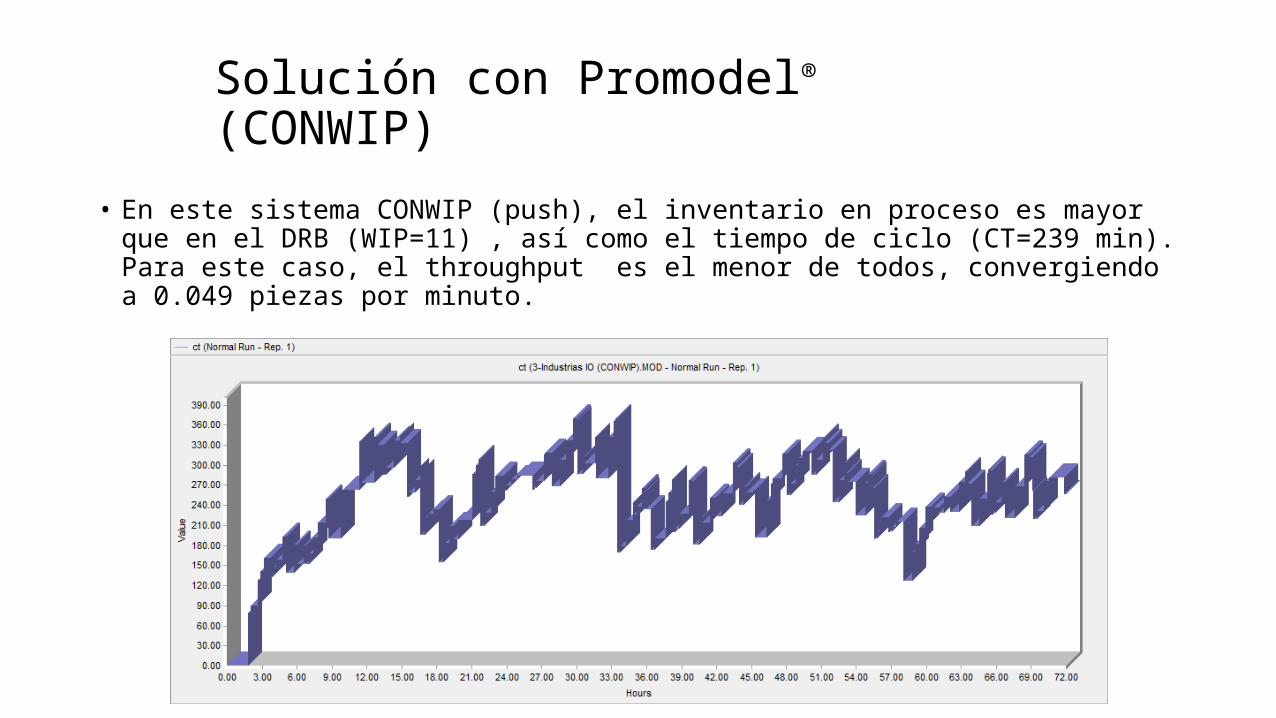
• En este sistema CONWIP (push), el inventario en proceso es mayor que en el DRB (WIP=11) , así como el tiempo de ciclo (CT=239 min). Para este caso, el throughput es el menor de todos, convergiendo a 0.049 piezas por minuto.
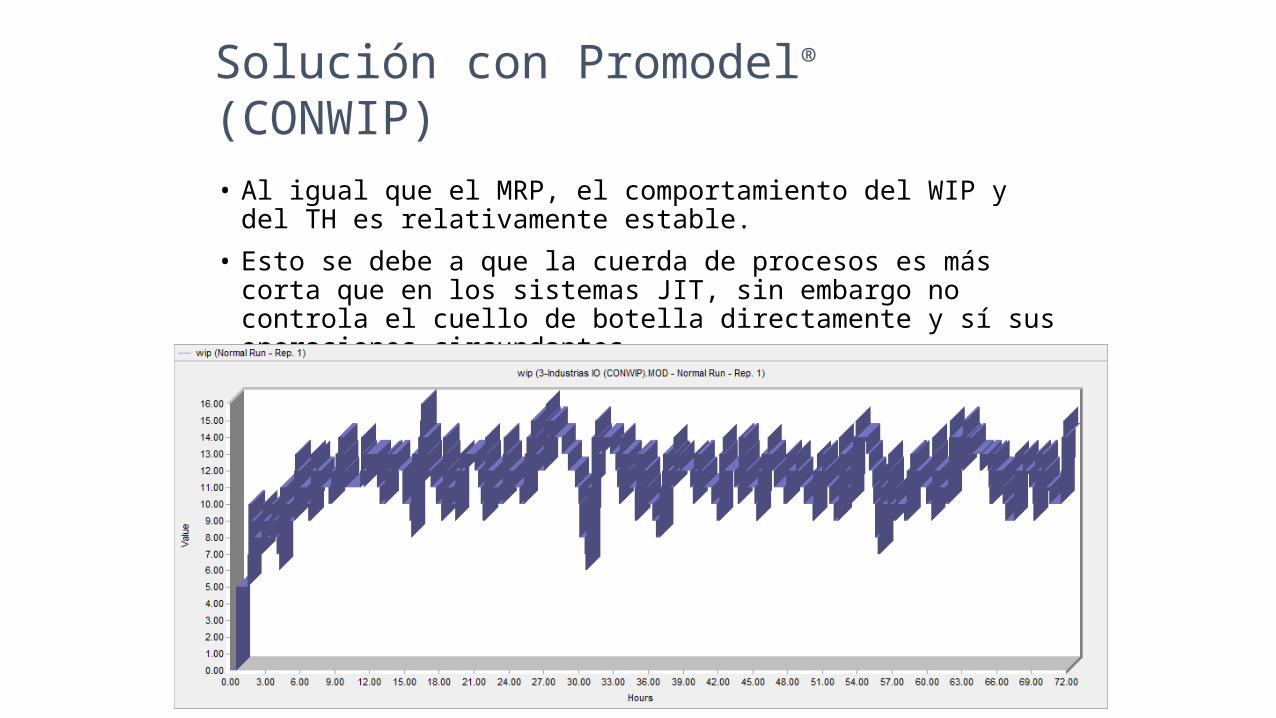
• Al igual que el MRP, el comportamiento del WIP y del TH es relativamente estable.
• Esto se debe a que la cuerda de procesos es más corta que en los sistemas JIT, sin embargo no controla el cuello de botella directamente y sí sus operaciones circundantes.
Solución con Promodel® (CONWIP)
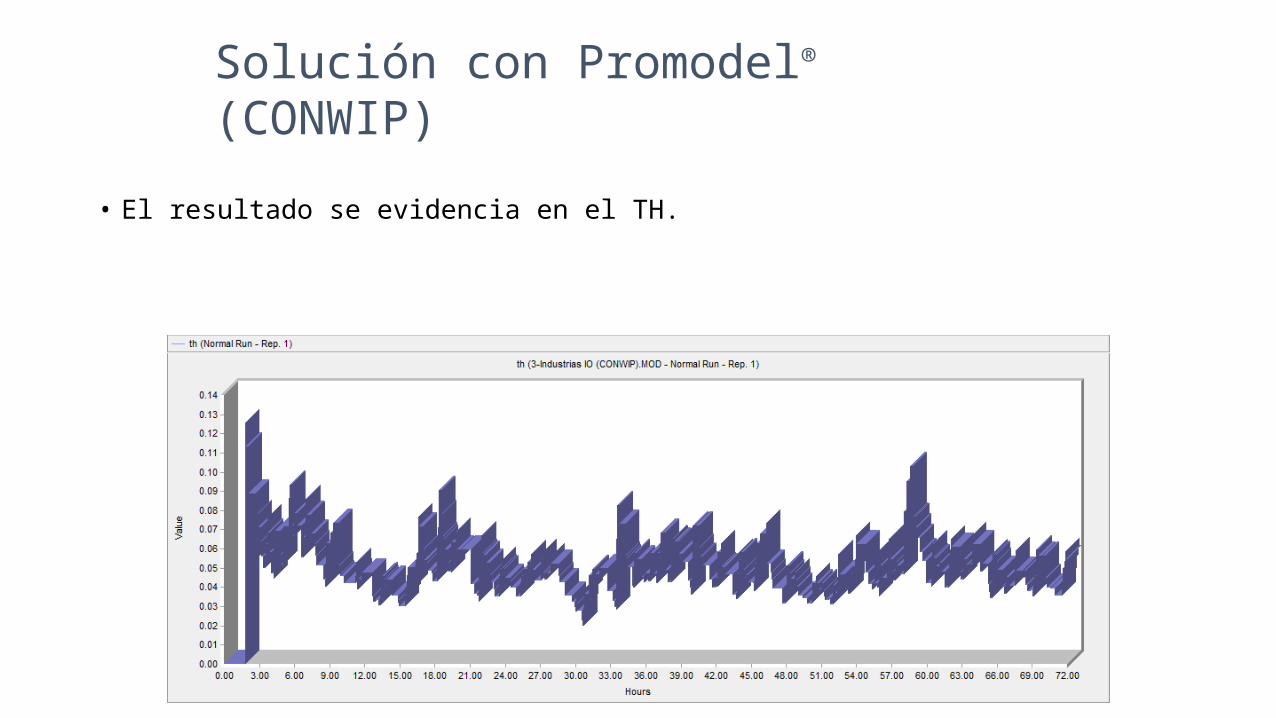
• El resultado se evidencia en el TH.
Solución con Promodel® (CONWIP)
Estadísticas comparativas de los 4 modelos
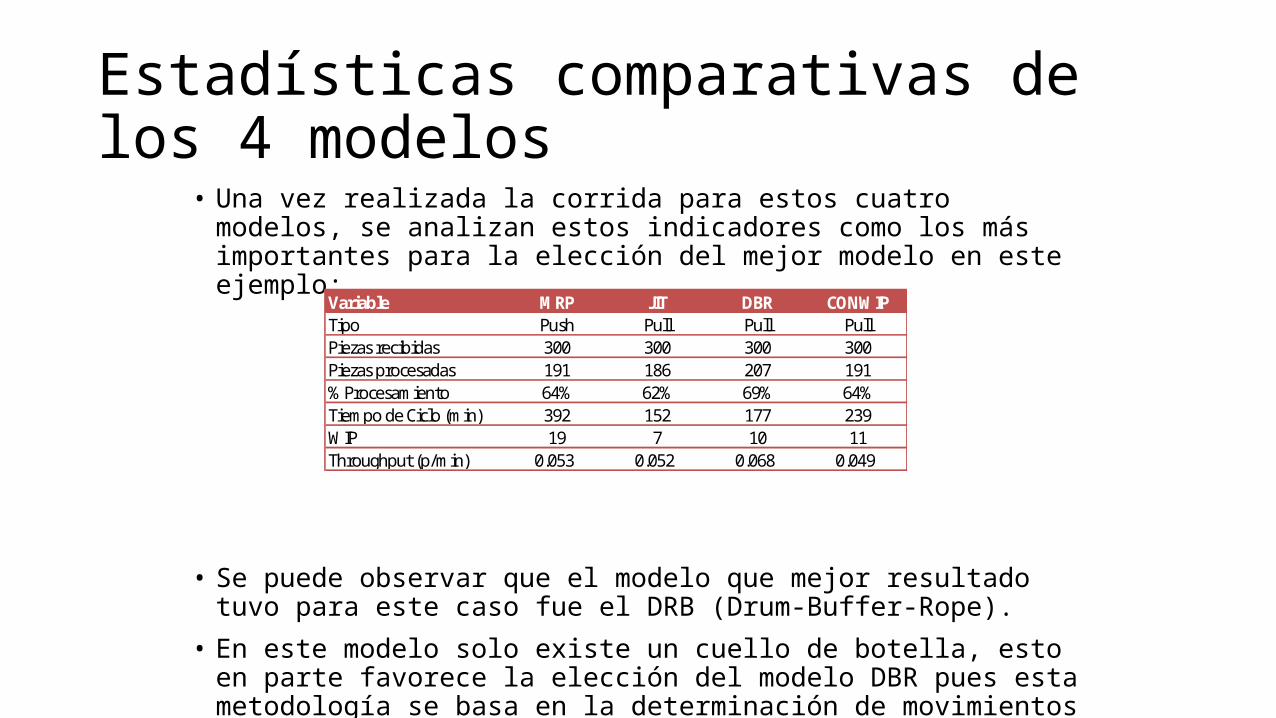
• Una vez realizada la corrida para estos cuatro modelos, se analizan estos indicadores como los más importantes para la elección del mejor modelo en este ejemplo:
• Se puede observar que el modelo que mejor resultado tuvo para este caso fue el DRB (Drum-Buffer-Rope).
• En este modelo solo existe un cuello de botella, esto en parte favorece la elección del modelo DBR pues esta metodología se basa en la determinación de movimientos basados en la restricción de operaciones
Variable MRP JIT DBR CONWIPTipo Push Pull Pull PullPiezas recibidas 300 300 300 300Piezas procesadas 191 186 207 191% Procesamiento 64% 62% 69% 64%Tiempo de Ciclo (min) 392 152 177 239WIP 19 7 10 11Throughput (p/min) 0.053 0.052 0.068 0.049
Bibliografía• BANKS, J., CARSON, J.S., NELSON,B.L., NICOL, D.M. Discrete-event System Simulation. Prentice Hall
International, 2001.
• BLANCO Rivero, Luis. FAJARDO Piedrahita, Iván. Simulación con promodel: casos de producción y logística. Escuela Colombiana de Ingeniería, Bogotá, 2003.
• GARCÍA, Eduardo. GARCÍA, Heriberto. CÁRDENAS, Leopoldo. Simulación y análisis de Sistemas con Promodel. Prentice Hall, 2006.
• Gross, Donald. Harris, Carl. Fundamentals of Queueing Theory. John Wiley & Sons Inc. 1998.
• HILLIER, F. LIEBERMAN, G. Investigación de Operaciones. Ed. McGraw Hill, 7ª edición, Mexico, 2003
• HOPP, Wallace., SPEARMAN, Mark., Factory Physics. Mc Graw Hill 2000.
• N.U. Prabhu, Foundations of Queueing Theory. Kluwer Academic Publishers, Ithaca, 2002