revista de sistemas experimentales - ecorfandiseño de un sistema de secado con aprovechamiento de...
TRANSCRIPT

Volumen 3, Número 9 – Octubre –Diciembre 2016
ECORFAN®
Revista de Sistemas
Experimentales
ISSN 2410-3950

Indización
Google Scholar
Research Gate
REBID
Mendeley
RENIECYT
ECORFAN-Bolivia
Revista de Sistemas Experimentales,
Volumen 3, Número 9, de Octubre a
Diciembre -2016, es una revista editada
trimestralmente por ECORFAN-Bolivia.
Loa 1179, Cd. Sucre. Chuquisaca,
Bolivia. WEB:
www.ecorfan.org,[email protected].
Editora en Jefe: RAMOS-ESCAMILLA,
María. PhD, Co-Editor: IGLESIAS-
SUAREZ, Fernando. ISSN-2410-
4000.Responsables de la última
actualización de este número de la
Unidad de Informática ECORFAN.
ESCAMILLA-BOUCHÁN, Imelda.
PhD, LUNA-SOTO, Vladimir. PhD,
actualizado al 31 de Diciembre 2016
Las opiniones expresadas por los autores
no reflejan necesariamente las opiniones
del editor de la publicación.
Queda terminantemente prohibida la
reproducción total o parcial de los
contenidos e imágenes de la publicación
sin permiso del Instituto Nacional del
Derecho de Autor.
ECORFAN-Bolivia
Directorio
Principal
RAMOS-ESCAMILLA, María. PhD
Director Regional
IGLESIAS-SUAREZ, Fernando. BsC
Director de la Revista
SERRUDO-GONZALES, Javier. BsC
Edición de Logística
PERALTA-CASTRO, Enrique. PhD
Diseñador de Edición
TREJO-RAMOS, Ivan. BsC

Consejo Editorial
ALEMÓN-MEDINA, Francisco Radamés. PhD
Instituto Nacional de Pediatria-México
POSADA-GOMEZ, Ruben. PhD
InstitutNationalPolytechnique de la Lorraine-Francia
RUIZ-AGUILAR, Graciela. PhD
Universidad de Guanajuato-México
RANGEL-VILLALOBOS, Hector. PhD
Universidad De Guadalajara-México
SOTERO-SOLIS, Victor Erasmo. PhD
Universidad Nacional de la Amazonia Peruana-Perú
CORTES-SANCHEZ, Alejandro de Jesus. PhD
Secretaria de Salud-México
HERNANDEZ-MARTÍNEZ, Rufina. PhD
University of California-USA
PALOS-PIZARRO, Isidro. PhD
Universidad Autonoma de Tamaulipas-México
Consejo Arbitral
PNPI. PhD
Instituto Nacional de Neurologia y Neurocirugia-México
DAJWZ. PhD
Federal University of MatoGrosso-Brasil
PRL. PhD
Universidad Tecnologica de Culiacan-México
GTCC. PhD
Universidad Central de Venezuela-Venezuela
DFSNM. PhD
Universidad Autonoma de Coahuila-México
RLR. PhD
Universidad Autonoma de Sonora-México
ACG. PhD
Instituto Politécnico Nacional-México
PFC. PhD
Washington State University-USA

Presentación
ECORFAN, es una revista de investigación que pública artículos en las áreas de: Sistemas
Experimentales.
En Pro de la Investigación, Enseñando, y Entrenando los recursos humanos comprometidos con la
Ciencia. El contenido de los artículos y opiniones que aparecen en cada número son de los autores y no
necesariamente la opinión del Editor en Jefe.
En el primer número es presentado el Tratamiento del lactosuero residual a través de un proceso
electrolítico aplicando arreglos ortogonales para su reutilización en la agroindustria por MATEO,
Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA, Horacio, como siguiente artículo está
Sistema Híbrido Eólico Solar Experimental para el Desarrollo de las Competencias de Ingeniería
Energética por MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y DÍAZ-
VALENCIA, Juan, en el siguiente artículo está Producción de biodiesel por cavitación hidrodinámica
por LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y RESENDIZ, Omar con adscripción en
la Universidad Autónoma Metropolitana Unidad Azcapotzalc y Universidad Autónoma Chapingo,
como siguiente artículo está Producción de lípidos a partir de Chlorella protothecoides mantenida con
CO2 proveniente de la fermetanción alcoholica por HERNÁNDEZ-ROJO, Abigail, HERNÁNDEZ-
REYES, Mara, JIMÉNEZ-ISLS, Donaji y VENEGAS-SÁNCHEZ, Josué, como siguiente artículo está
Diseño de un sistema de secado con aprovechamiento de calor en la producción de tejas, utilizando
lógica difusa apoyada con LabVIEW por MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-
TRUJILLO, Sabino, ESCOBAR-GÓMEZ, Elías y RIOS-ROJAS, Carlos con adscripción en el Instituto
Tecnológico de Tuxtla Gutiérrez, como siguiente artículo está Reactor para generar biogás a partir de
excretas animales por RAMÍREZ-COUTIÑO, Víctor, CARDONA-MARTÍNEZ, Clara y
RODRÍGUEZ-UGARTE, María, con adscripción en la Universidad Tecnológica de Querétaro, como
siguiente artículo está Producción de bioetanol a partir de suero de queso proveniente de la región
central del estado de Veracruz por DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ,
Carlos, SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora, como siguiente artículo está
Diseño, construcción y prueba de un prototipo para la propagación controlada de levadura
Saccaromyces cerevisiae spp., en la producción de Colonche del jugo de tuna Cardona por GASCA-
VÁZQUEZ, Pedro, BERNARDINO-NICANOR, Aurea, GONZÁLEZ-CRUZ, Leopoldo y JUÁREZ-
GOIZ, Mayolo, como siguiente artículo está Estimación del parámetro poblacional de la producción
de lactosuero agroindustrial con el método bayesiano y simulación Monte Carlo por MATEO, Nicolás,
PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola, como siguiente artículo está Implementación
de un deshidratador solar para la eficiente producción de chile por RESÉNDIZ-BADILLO, Ramiro,
GARCÍA-VARGAS, Eduardo, JIMÉNEZ-NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel,
con adscripción en la Universidad Tecnológica de San Juan del Río.

Como siguiente artículo está Estudio comparativo de eficiencia térmica de espiral plano vs
espiral cónico en un colector solar parabólico por AVALOS-SÁNCHEZ, Tomás, ROBLES-
VELÁZQUEZ, Patricia y PRADO-SALAZAR, María, como siguiente artículo está Purificación de
biodiesel con agua y silicato de magnesio por ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ,
Margarita, OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz, como siguiente articulo esta
Caracterización de un colector solar de tubos evacuados y de flujo continuo para aplicaciones
industriales por LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN, Samuel y CASTAÑEDA-
OLIVARES, Felipe.

Contenido
Artículo Página
Tratamiento del lactosuero residual a través de un proceso electrolítico aplicando
arreglos ortogonales para su reutilización en la agroindustria
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA, Horacio
1-7
Sistema Híbrido Eólico Solar Experimental para el Desarrollo de las
Competencias de Ingeniería Energética
MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y
DÍAZ-VALENCIA, Juan
8-15
Producción de biodiesel por cavitación hidrodinámica
LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y RESENDIZ, Omar
16-23
Producción de lípidos a partir de Chlorella protothecoides mantenida con CO2
proveniente de la fermetanción alcoholica
HERNÁNDEZ-ROJO, Abigail, HERNÁNDEZ-REYES, Mara, JIMÉNEZ-ISLS,
Donaji y VENEGAS-SÁNCHEZ, Josué
24-28
Diseño de un sistema de secado con aprovechamiento de calor en la producción de
tejas, utilizando lógica difusa apoyada con LabVIEW
MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino, ESCOBAR-
GÓMEZ, Elías y RIOS-ROJAS, Carlos
29-36
Reactor para generar biogás a partir de excretas animales
RAMÍREZ-COUTIÑO, Víctor, CARDONA-MARTÍNEZ, Clara y RODRÍGUEZ-
UGARTE, María
37-41
Producción de bioetanol a partir de suero de queso proveniente de la región
central del estado de Veracruz
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos, SANDOVAL-
SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora
42-50
Diseño, construcción y prueba de un prototipo para la propagación controlada de
levadura Saccaromyces cerevisiae spp., en la producción de Colonche del jugo de
tuna Cardona
GASCA-VÁZQUEZ, Pedro, BERNARDINO-NICANOR, Aurea, GONZÁLEZ-CRUZ,
Leopoldo y JUÁREZ-GOIZ, Mayolo
51-54
Estimación del parámetro poblacional de la producción de lactosuero
agroindustrial con el método bayesiano y simulación Monte Carlo
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola
55-61

Implementación de un deshidratador solar para la eficiente producción de chile
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel
62-72
Estudio comparativo de eficiencia térmica de espiral plano vs. espiral cónico en un
colector solar parabólico
AVALOS-SÁNCHEZ, Tomás, ROBLES-VELÁZQUEZ, Patricia y PRADO-
SALAZAR, María
73-77
Purificación de biodiesel con agua y silicato de magnesio
ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita, OVANDO-SIERRA,
Juan y CASTILLO-TELLEZ, Beatriz
78-87
Caracterización de un colector solar de tubos evacuados y de flujo continuo para
aplicaciones industriales
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN, Samuel y CASTAÑEDA-
OLIVARES, Felipe
88-97
Insturcciones para Autores
Formato de Originalidad
Formato de Autorización

1
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 1-7
Tratamiento del lactosuero residual a través de un proceso electrolítico aplicando
arreglos ortogonales para su reutilización en la agroindustria
MATEO, Nicolás*†, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA, Horacio.
Recibido Octubre 21, 2016; Aceptado Noviembre 15, 2016
Resumen
La generación de lactosuero en la agroindustria quesera
es el principal residuo que actualmente no se le da
tratamiento ni aprovechamiento alguno en México,
convirtiéndolo en un contaminante del suelo y
principalmente del agua, por la gran cantidad de
Demanda Química de Oxígeno y Demanda Bioquímica
de Oxígeno requerida para degradar la materia orgánica.
La investigación aborda esta problemática para dar una
alternativa a las agroindustrias de procesamiento de
leche, para tratar el lactosuero con métodos
electroquímicos, en este caso mediante electrólisis, y la
posterior reutilización del agua en algunos procesos de
lavado. El estudio se desarrolló en Tempoal, Veracruz,
México, un municipio que se destaca por tener como
principal actividad económica la producción de quesos y
por consiguiente altos volúmenes de este residuo que
puede aprovecharse industrialmente. Se realizó un
experimento empleando Arreglos Ortogonales de
Taguchi para determinar variables significativas en la
obtención de Hidrógeno (H) y oxígeno (O) en la
electrólisis, se realizaron 8 tratamientos con dos réplicas,
se probó el voltaje, tipo de material, tiempo y tamaño del
electrodo a dos niveles cada uno. El resultado mostró que
usando aluminio como electrodos en cátodo y ánodo se
genera mayor cantidad de H y O en el proceso
electrolítico.
Lactosuero, Electrólisis, Arreglos Ortogonales,
Tratamiento residual, Diseño Robusto
Abstract
The generation of whey in the cheese agro-industries is
the main waste that currently not given treatment or use
in Mexico, turning it in a contaminant of soil and water
mainly, by the large amount of chemical oxygen demand
and biochemical oxygen demand required to degrade
organic matter. The research addresses this issue to
provide an alternative to milk processing agro-industries,
to treat whey with electrochemical methods, in this case
by electrolysis and subsequent reuse of water in some
washing processes. The study was conducted in Tempoal,
Veracruz, México, a municipality that stands out for
having as main economic activity cheese production and
consequently high volumes of this waste that can be
exploited industrially. It was performed an Taguchi´s
Orthogonal Arrays to determine significant variables in
obtaining hydrogen (H) and oxygen (O) in electrolysis, 8
treatments with two replicates were performed, voltage,
type of material, size and time tested experiment was
performed electrode at two levels each. The result
showed that using aluminum as cathode and anode
electrodes more H and O is generated in the electrolytic
process.
Cheese Whey, Electrolysis, Orthogonal Arrays,
Residual treatment, Robust Design
Citación: MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA, Horacio. Tratamiento del lactosuero residual
a través de un proceso electrolítico aplicando arreglos ortogonales para su reutilización en la agroindustria. Revista de
Sistemas Experimentales. 2016, 3-9: 1-7
* Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primerAutor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

2
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 1-7
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA,
Horacio. Tratamiento del lactosuero residual a través de un proceso
electrolítico aplicando arreglos ortogonales para su reutilización en la
agroindustria. Revista de Sistemas Experimentales. 2016
Introducción
Investigaciones han demostrado que el
lactosuero, residuo generado en las queserías,
conocidas como agroindustrias, es un vertido
contaminante por la alta carga orgánica de
Demanda Química de Oxígeno (DQO) y
Demanda Bioquímica de Oxígeno (DBO).
Callejas, Prieto, Reyes, Marmolejo y Méndez
(2012) tras caracterizar un lactosuero
encontraron que éste puede presentar una
DQO> 100 000 mg O2/L; en cambio, Valencia
y Ramírez (2009) reportan que la DQO del
residuo se encuentra entre 30 000 a 50 000
mg/L. Otros autores reportan valores de DBO
de 40 000- 60 000 (Ben Hassan y Ghaly, 1994)
y DQO de 50 000- 80 000 mg/L (Fournier,
Schwitzguébel y Péringer, 1993)
Por tal motivo, esta investigación es
importante por la búsqueda y aportación que se
hace en el tratamiento del lactosuero para
mitigar los efectos ambientales; este trabajo es
el reporte de la primera fase de la investigación,
pues solo mide la cantidad de hidrógeno y
oxígeno que se puede obtener de un lactosuero
tras la producción de queso de aro en el
municipio de Tempoal, Veracruz, México. Se
aplicó la electrólisis; un método electroquímico,
usando dos tipos de material para los electrodos
(Al y Cu), a diferentes tamaños, tiempos de
reacción y voltajes, a fin de hacer una selección
del electrodo para posteriormente diseñar y
construir un reactor de tratamiento de residuo.
Considerando que tecnologías de tratamiento
físico-químico o biológico existentes tienen alto
costo, se busca el diseño y construcción de una
tecnología económica que se adapte a las
necesidades de las micro y pequeñas
agroindustrias del municipio en estudio, esto
permitirá dar un valor agregado respecto a las
tecnologías actuales.
La hipótesis central del estudio se
plantea: el Al usado como electrodo en un
proceso electrolítico para obtener hidrógeno y
oxígeno para tratar el lactosuero es mas efectivo
que el electrodo de Cu.
Estudios para mitigar este problema se
enfocan al desarrollo de tratamientos con
tecnologías y métodos físicos, químicos y
biológicos.
Métodos de tratamiento y tecnologías
Callejas, et al. (2012) emplearon un proceso de
electrocoagulación con electrodos Al y Ru2O3
para la remoción de la carga orgánica, logrando
remover el 84%. Parra (2010) usó tratamiento
anaerobio mediante un sistema de dos etapas, la
primera con biofiltro anaerobio y la segunda
con un reactor UASB (Up Flow Anaerobic
Sludge Blanket) probando el sistema con tres
cargas de DQO (5 200, 7 800 y 10 500 mg
DQO/L-día) eliminando un 57% la DQO.
Sánchez, Gil, Gil, Giraldo, Millán y Villada
(2009), proponen una tecnología efectiva
empleando Microorganismos Eficientes tipo
lactobacillus que logran disminuir la DQO
hasta un 98%, evitando riesgo ambiental.
Melchiors et al. (2016) trataron el agua
residual de la industria lechera para estudiar la
eficiencia de la electrofoculación y la
recuperación de sólidos del lactosuero donde se
usó un aparato electroquímico con dos
electrodos de aluminio o hierro, encontrando
que la DQO y turbidez disminuyen entre 97.0 ±
0.02% y 99.6 ± 3.00 x 10-4% final cuando se
emplean electrodos de aluminio.

3
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 1-7
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA,
Horacio. Tratamiento del lactosuero residual a través de un proceso
electrolítico aplicando arreglos ortogonales para su reutilización en la
agroindustria. Revista de Sistemas Experimentales. 2016
Bezerra et al. (2009) estudiaron los
efectos del tiempo de alimentación, carga
orgánica y cargas de choque en circulación
anaerobia en tratamiento de lactosuero por un
AnSBBR (Anaerobic Sequencing Batch
Biofilm Reactor) cuyo resultado fue que a
mayor tasa de carga orgánica de DQO pero con
menor tiempo de alimentación aumenta la
eficiencia de eliminación de materia orgánica
en el reactor.
Los mismos autores analizaron después la
variable “suplementación de alcalinidad”
usando el mismo reactor, determinando que la
eficiencia de éste no se ve afectado por la
aplicación de cargas de choque, y la alcalinidad
se puede reducir en un 50%.
Prazeres et al., (2016) proponen el
tratamiento de aguas residuales de alta
resistencia de diferentes sueros de queso, que
busca mitigar el CO2 en la altmófera así como
la producción de biofertilizantes, usando
coagulación-floculación FeCl3, precipitación
con NaOH y precipitación Ca(OH)2 logrando
una reducción del 90% de la DQO.
El uso de técnicas de ósmosis inversa de
baja presión y la electrodiálisis fue usado por
Zmievskii et al. (2014) para tratar el agua
residual después del procesamiento del
lactsuero.
Metodología
Factores de control y ruido en la electrólisis
Para la electrólisis, se usó el lactosuero como la
solución electrolítica, al que previamente se le
hizo una caracterización para conocer el
Potencial de hidrógeno (pH) y la salinidad
como factores de ruido, las muestras estudiadas
arrojaron que el pH mas bajo fue de 4.0 y el
mas alto de 5.14, estos quedaron definidos
como los niveles bajo (1) y alto (2); mientras
que la salinidad tuvo un nivel (1) de 3.90 y un
nivel (2) de 5.30. Los factores de control
(Arreglo Interno) así como de ruido (Arreglo
Externo) con sus respectivos niveles 1 y 2 se
muestran en la tabla 1.
Factores de control Nivel Factores de
ruido
Nivel
1 2 1 2
A: Voltaje (V) 6 12 K: pH 4.0 5.14
B: Tiempo (min) 15 30 L: Salinidad 3.90 5.30
C: Tamaño del
electrodo (cm)
10 15
D: Tipo de Material Al Cu
Tabla 1 Factores de control y ruido definidas en el
experimento.
Las variables de respuesta fueron:
YH: Volumen de hidrógeno (H) obtenido.
YO: Volumen de oxígeno (O) obtenido. Ambas
variables fueron tomadas simultáneamente en la
reacción, puesto que en un electrodo se obtiene
H y en otro O. la figura 1 presenta el
experimento.
Figura 1 electrólisis con lactosuero

4
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 1-7
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA,
Horacio. Tratamiento del lactosuero residual a través de un proceso
electrolítico aplicando arreglos ortogonales para su reutilización en la
agroindustria. Revista de Sistemas Experimentales. 2016
Arreglos ortogonales
Se usaron los Arreglos Ortogonales (AO) de
Taguchi en el Diseño Robusto (DR); se
definieron cuatro variables de control a dos
niveles usando un AO L8; para los factores de
ruido se eligió un AO L4. La gráfica lineal
elegida para el L8 fue (gráfico 1):
Grafico 1 Gráfica lineal para el arreglo L8.
El DR con el arreglo externo e interno
para YH se presenta en la tabla 2, resultando 32
corridas o pruebas.
Arreglo Externo (L4)
Factores
de ruido
3 1 2 2 1
2 L 1 2 1 2
1 K 1 1 2 2 �̅� σ S/R
Factores controlables
Arreg
lo I
nte
rn
o (
L8)
1 2 3 4 5 6 7
A B C D
1 1 1 1 1 1 1 18 18 17.8 18.1 17.98 0.13 25.09
1 1 1 2 2 2 2 7.2 7.2 7.24 7.11 7.19 0.05 17.13
1 2 2 1 1 2 2 13.68 14.4 14.09 14.10 14.07 0.30 22.96
1 2 2 2 2 1 1 20.88 21.6 21.31 21.37 21.29 0.30 26.56
2 1 2 1 2 1 2 14.4 14.76 14.75 14.54 14.61 0.17 23.29
2 1 2 2 1 2 1 15.12 14.4 14.85 14.59 14.74 0.31 23.37
2 2 1 1 2 2 1 32.4 36 33.47 32.95 33.71 1.59 30.53
2 2 1 2 1 1 2 9 10.08 9.10 9.66 9.46 0.51 19.49
Tabla 2 Diseño con arreglos interno y externo para el
estudio de H obtenido.
De acuerdo con Taguchi (1984), en un
AO L8 se deben elegir las columnas 1, 2, 4 y 7
para asignar a los factores de control (En este
caso los factores A, B, C y D), y las columnas 1
y 2 del AO L4 (factores K y L). En la tabla 2 y 3
se señalan con recuadros grises.
Arreglo Externo (L4)
Fa
cto
res
de r
uid
o 3 1 2 2 1
2 L 1 2 1 2
1 K 1 1 2 2 �̅� σ S/R
Factores controlables
Arreg
lo I
nte
rn
o (
L8)
1 2 3 4 5 6 7
A B C D
1 1 1 1 1 1 1 2.52 3.6 2.60 2.65 2.84 0.51 8.82
1 1 1 2 2 2 2 0.72 1.08 0.73 1.03 0.89 0.19 -1.47
1 2 2 1 1 2 2 3.6 3.6 3.42 3.71 3.53 0.12 11.07
1 2 2 2 2 1 1 9.72 10.8 9.72 9.94 10.05 0.51 20.01
2 1 2 1 2 1 2 1.08 1.08 9.97 9.88 5.50 5.11 3.63
2 1 2 2 1 2 1 2.16 0.72 1.04 1.20 1.28 0.62 0.27
2 2 1 1 2 2 1 7.2 7.2 7.14 6.90 7.11 0.14 17.03
2 2 1 2 1 1 2 2.52 2.88 2.78 2.72 2.73 0.15 8.68
Tabla 3 Diseño con arreglos interno y externo para el
estudio de O obtenido.
Razón señal/ ruido
El cálculo de la Razón Señal/Ruido (S/R) es un
estadístico de desempeño que se calcula en cada
combinación de los factores controlables
(Gutiérrez y de la Vara, 2012). El tipo de
característica de calidad de interés es: mayor es
mejor, es decir, entre mayor cantidad de H y O
se obtenga en el menor tiempo de reacción de la
electrólisis, es mejor; está dada por la ecuación
1:
−10 log [1
𝑛∑
1
𝑌𝑖2
𝑛𝑖=1 ] (1)
Resultados
Efectos significativos en la obtención de H
Se hizo un análisis regular, para encontrar
factores que afectan a la media del proceso
experimental, teniendo en cuenta que el interés
se centra en el estudio de los 4 efectos
individuales (A, B, C y D) en sus dos niveles, el
cálculo del Análisis de Varianza (anova) en
relación a la media indica que el factor
significativo es D con valor F de 11.32, que es
mayor a FTablas al 95% de confianza y un grado
de libertad: F0.05,1,3= 10.13 (tabla 4)
1
2 3
4 5
7 6
5
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 1-7
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA,
Horacio. Tratamiento del lactosuero residual a través de un proceso
electrolítico aplicando arreglos ortogonales para su reutilización en la
agroindustria. Revista de Sistemas Experimentales. 2016
Factores GL Suma de cuadrados
Cuadrado medio
F
A 1 17.99 17.99 0.91
B 1 72.05 72.05 3.63
C 1 95.79 95.79 4.83
D 1 224.53 224.53 11.32
Error
Residual
3 59.50 19.83
Total 7 469.86
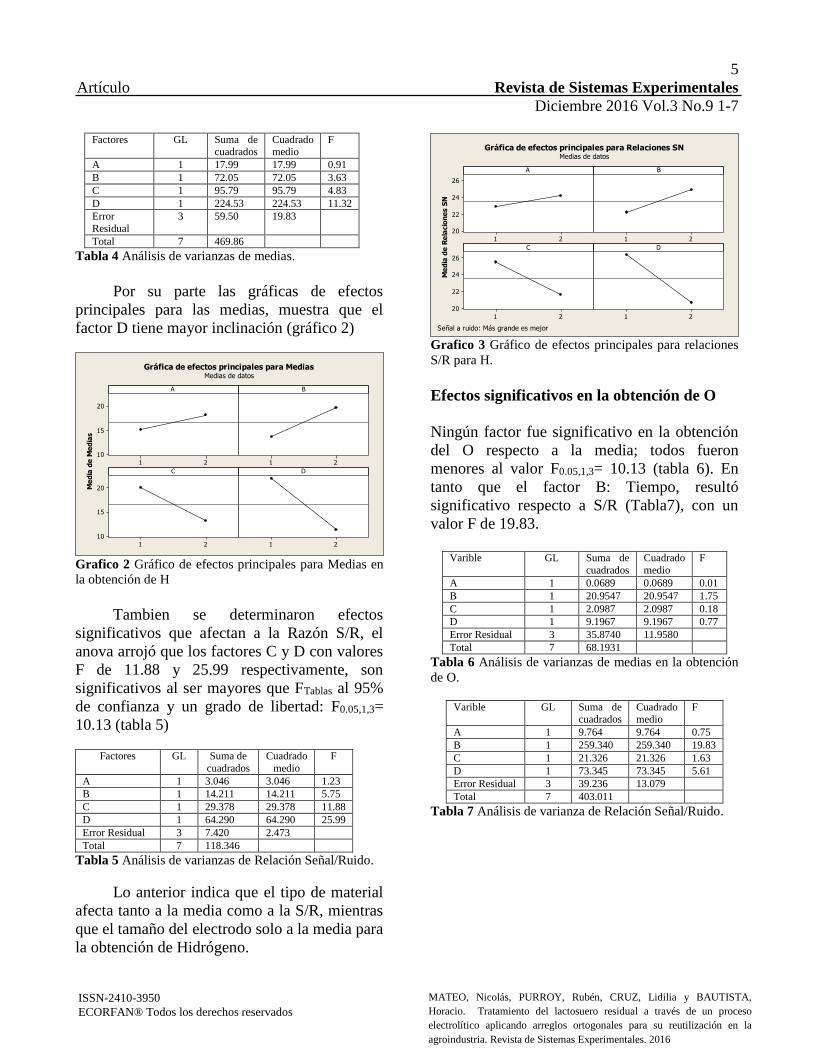
Tabla 4 Análisis de varianzas de medias.
Por su parte las gráficas de efectos
principales para las medias, muestra que el
factor D tiene mayor inclinación (gráfico 2)
21
20
15
10
21
21
20
15
10
21
A
Me
dia
de
Me
dia
s
B
C D
Gráfica de efectos principales para MediasMedias de datos
Grafico 2 Gráfico de efectos principales para Medias en
la obtención de H
Tambien se determinaron efectos
significativos que afectan a la Razón S/R, el
anova arrojó que los factores C y D con valores
F de 11.88 y 25.99 respectivamente, son
significativos al ser mayores que FTablas al 95%
de confianza y un grado de libertad: F0.05,1,3=
10.13 (tabla 5)
Factores GL Suma de
cuadrados
Cuadrado
medio
F
A 1 3.046 3.046 1.23
B 1 14.211 14.211 5.75
C 1 29.378 29.378 11.88
D 1 64.290 64.290 25.99
Error Residual 3 7.420 2.473
Total 7 118.346
Tabla 5 Análisis de varianzas de Relación Señal/Ruido.
Lo anterior indica que el tipo de material
afecta tanto a la media como a la S/R, mientras
que el tamaño del electrodo solo a la media para
la obtención de Hidrógeno.
21
26
24
22
20
21
21
26
24
22
20
21
A
Me
dia
de
Re
lacio
ne
s S
N
B
C D
Gráfica de efectos principales para Relaciones SNMedias de datos
Señal a ruido: Más grande es mejor
Grafico 3 Gráfico de efectos principales para relaciones
S/R para H.
Efectos significativos en la obtención de O
Ningún factor fue significativo en la obtención
del O respecto a la media; todos fueron
menores al valor F0.05,1,3= 10.13 (tabla 6). En
tanto que el factor B: Tiempo, resultó
significativo respecto a S/R (Tabla7), con un
valor F de 19.83.
Varible GL Suma de
cuadrados
Cuadrado
medio
F
A 1 0.0689 0.0689 0.01
B 1 20.9547 20.9547 1.75
C 1 2.0987 2.0987 0.18
D 1 9.1967 9.1967 0.77
Error Residual 3 35.8740 11.9580
Total 7 68.1931
Tabla 6 Análisis de varianzas de medias en la obtención
de O.
Varible GL Suma de
cuadrados
Cuadrado
medio
F
A 1 9.764 9.764 0.75
B 1 259.340 259.340 19.83
C 1 21.326 21.326 1.63
D 1 73.345 73.345 5.61
Error Residual 3 39.236 13.079
Total 7 403.011
Tabla 7 Análisis de varianza de Relación Señal/Ruido.

6
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 1-7
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA,
Horacio. Tratamiento del lactosuero residual a través de un proceso
electrolítico aplicando arreglos ortogonales para su reutilización en la
agroindustria. Revista de Sistemas Experimentales. 2016
Predicción
A fin de realizar una predicción y maximizar la
robustez del proceso, se analiza la media y se
elige el factor D en su nivel 1; mientras que en
el análisis de la S/R, se eligen los factores C y
D ambos en su nivel 1; lo anterior hará menos
sensible a los factores de ruido (K y L);
empleándose como factores de ajuste.
La ecuación para la predicción respecto a
la media de H queda establecida:
�̂� = �̅� + (�̅�2 − �̅�) = �̅�2 (2)
Usando la ecuación 2, se obtiene
�̂� = 21.92
La ecuación para la predicción respecto a
S/R de H queda establecida:
𝑆/�̂� = 𝑆/𝑁̅̅ ̅̅ ̅̅ + (𝐶1̅ − 𝑆/𝑁̅̅ ̅̅ ̅̅ ) + (�̅�1 − 𝑆/𝑁̅̅ ̅̅ ̅̅ ) (3)
Usando la ecuación 3, se obtiene:
𝑆/�̂� = 20.09 + 21.92 − 16.63 = 35.23
La ecuación para la predicción respecto a
S/R de O queda establecida:
𝑆/�̂� = 𝑆/𝑁̅̅ ̅̅ ̅̅ + (�̅�2 − 𝑆/𝑁̅̅ ̅̅ ̅̅ ) = �̅�2 (4)
Usando la ecuación 4, se obtiene �̂� = 19.63
Agradecimiento
Al Tecnológico Nacional de México por la
aprobación del proyecto de investigación
“Sistema de tratamiento del lactosuero para
mitigar los efectos en sistemas hidrosanitarios
en Tempoal, Ver.”, así como al Instituto
Tecnológico Superior de Tantoyuca por el
apoyo institucional.
Conclusiones
La experimentación aplicando la idea de
robustez de Taguchi permitió minimizar el
efecto de los factores de ruido (salinidad y pH)
sin tener que controlarlos directamente;
buscando minimizar la varianza. La
importancia de la aplicación del método de
Taguchi en este trabajo, radica en que el
proyecto se encuentra en la etapa de diseño de
un nuevo producto, por lo tanto tiene mayor
impacto, puesto que este tipo de diseño de
experimentos son aplicables a la etapa de
diseño y desarrollo de nuevos productos y
procesos. De tal manera, que el experimento de
8 tratamientos con dos réplicas, probando el
voltaje, tipo de material, tiempo y tamaño del
electrodo a dos niveles cada uno mostró que
usando Al como electrodos en cátodo y ánodo
se genera mayor cantidad de H y O en el
proceso electrolítico.
Referencias
Bezerra, R.A., Rodrigues, J.A.D., Ratusznei,
S.M., Zaiat, M. y Foresti, E. (2007). whey
treatment by AnSBBR with Circulation: Effects
of organic loading, shock loads, and alkalinity
supplementation. Applied Biochemistry and
Biotechnology, 143(3) 257-275. doi:
10.1007/s12010-007-8330-1
Bezerra, R.A., Rodrigues, J.A.D., Ratusznei,
S.M., Zaiat, M. y Foresti, E. (2009). Effects of
feed time, organic loading and shock loads in
anaerobic whey treatment by an AnSBBR with
Circulation. Applied Biochemistry and
Biotechnology, 157-140. doi: 10.1007/s12010-
008-8371-4
Callejas, J. H., Prieto, F. G., Reyes V. E.,
Marmolejo, y., Méndez M. A. (2012)
Caracterización fisicoquímica de un lactosuero:
potencialidad de recuperación de fósforo. Acta
universitaria. 22 (1) 11-18.

7
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 1-7
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y BAUTISTA,
Horacio. Tratamiento del lactosuero residual a través de un proceso
electrolítico aplicando arreglos ortogonales para su reutilización en la
agroindustria. Revista de Sistemas Experimentales. 2016
Escalante, E. J. (2014) Seis Sigma:
Metodología y técnicas. México. Limusa.
ISBN: 978-607-05-0448-8
Fournier, D., Schwitzguébel, J. P. y Péringer, P.
(1993) Effect of different heterogeneus inocula
in acidogenic fermentation of whey permeate..
Biotechnology Letters. Vol. 15, 627-632. Doi:
10.1007/BF00138553
Gutiérrez, H. y De la Vara R. (2012) Análisis y
diseño de experimentos. México. Mc Graw
Hill. ISBN: 978-607-15-0725-9
Moeini, H., Nahvi, I., y Tavassoli, M. (2004)
Improvement of SPC production and BOD
removal of whey with mixed yeast culture.
Electronic journal of biotechnology. 7(3).
ISSN: 0717-3458
Melchiors, M.S., Piovesan, M., Becegato, V.
R., Becegato, V. A., Tambourgi, E.B. y
Paulino, A. T. (2016). Treatment of waster
from the dairy industry using
electroflocculation and solid whey recovery.
Journal of Environmental Management, 182(1),
574-580.
Parra, R. A. H. (2010) Digestión anaerobia de
lactosuero: efectos de altas cargas puntuales.
Rev.Fac.Nal. Agr. Medellín 63(1): 5385-5394.
Parra, R. A. H. y Campos, R. G. M. (2013)
Tratamiento de lactosuero ácido en un reactor
UASB a diferentes cargas constantes y
puntuales. Producción + Limpia. 8 (2) 60-71.
Prazeres, A. R., Rivas, J., Paulo, U., Ruas, F.,
Carvalho, F. (2016). Sustainable treatment of
different high-strength cheese whey
wastewaters: an innovative approach for
atmospheric CO2 mitigation and fertilizer
production. Environmental Science and
Pollution Research. 23(13) 13062-13075. Doi:
10.1007/s11356-016-6429-3
Sánchez, G. L. S., Gil, M. J. G, Gil M. A. G.,
Giraldo, F. J. R., Millán, L. J. C. y Villada M.
E. R. (2009) Aprovechamiento del suero lácteo
de una empresa del norte antioqueño mediante
microorganismos eficientes. Producción +
limpia. 4(2)
Valencia, E. D. y Ramírez M. L. C. (2009) La
industria de la leche y la contaminación del
agua. Elementos 73. 27-31
Zmievskii, Y. G., Kirichuk, I. I., Mironchuk, V.
G. (2014). Membrane treatment of wastewater
obtained after the whey processing. Journal of
water Chemistry and Technology. 36(6) 309-
316 DOI: 10.3103/S1063455X14060095

8
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 8-15
Sistema Híbrido Eólico Solar Experimental para el Desarrollo de las Competencias
de Ingeniería Energética
MORALES-IBARRA, Rodolfo*†, GARDUÑO-GUERRERO, Sergio, GARCÍA-MONTES, Saida,
HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y DÍAZ-VALENCIA, Juan.
Recibido Octubre 20, 2016; Aceptado Noviembre 16, 2016
Resumen
Enmarcados en las propuestas científico-tecnológicas así
como el paso que nuestro país da hacia el futuro con la
Reforma Energética y en específico en la Ley de
Transición Energética, a través de las Competencias
Académicas entregadas a los estudiantes de nuestra
facultad en el curso de Ambiente y Sustentabilidad, en el
presente trabajo se propone un proyecto integrador de
Sistema Híbrido Eólico-Solar apropiado para estudiantes
de la disciplina de ingeniería que en principio cuenta con
un carácter de desarrollo tecnológico-energético. Un
sistema híbrido es un sistema basado en este caso en dos
subsistemas de diferente naturaleza eólico y solar. Para
dimensionar un sistema híbrido es necesario identificar
todas las combinaciones posibles que ofrecen un
determinado nivel de satisfacción y/o confiabilidad
optimizando al valorar el costo económico de cada una
de las posibilidades para un mismo nivel de
confiabilidad. El diseño del Sistema Híbrido Eólico-Solar
y su sistema de caracterización ha sido tal que genere en
el estudiante las competencias no solo de comprensión de
dichos sistemas, sino también la de fabricación y
construcción de los subsistemas Eólico, Solar, de Control
y de Caracterización.
Sistema Híbrido, Energías Renovables, Energía Solar,
Energía Eólica, Ingeniería Energética
Abstract
Taking into account the latest advances in renewable
energies and the important steps that our country is
taking on the Energetic Reform and namely in the
Energetic Transition Bill, in the present work, an
integrating academic project deployed for the
development of scientific and technological
competencies in engineering students is presented as a
part of the academic course of Environment and
Sustainability which consists of an experimental wind-
solar hybrid system constructed by the students. This
particular hybrid system is based on wind turbine power
and solar photovoltaic panels. The design and
deployment of the hybrid system is based on different
configurations while monitoring the efficiency and
reliability of the output; the best configuration is
observed when the cost effective efficiency is reached at
the same level of reliability. The students develop
through this experimental project the competencies of
deep comprehension of, not only the importance of
renewable energies but also construction, design, control
and monitoring of the hybrid wind power and
photovoltaics subsystems.
Hybrid System, Renewable Energy, Solar Energy,
Wind Energy, Energy Engineering
Citación: MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-MONTES, Saida,
HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y DÍAZ-VALENCIA, Juan. Sistema Híbrido Eólico Solar
Experimental para el Desarrollo de las Competencias de Ingeniería Energética. Revista de Sistemas Experimentales 2016,
3-9: 8-15
* Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
9 Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 8-15
MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y
DÍAZ-VALENCIA, Juan. Sistema Híbrido Eólico Solar Experimental para el
Desarrollo de las Competencias de Ingeniería Energética. Revista de Sistemas
Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Introducción
La gran demanda de energía que a nivel global
es requerida y cuya principal fuente de
alimentación es el carbono en sus diversas
formas representa la causa principal de
emisiones de gases tipo invernadero de carácter
antropogénico, causantes del cambio climático
por calentamiento global.
México participa activamente en los
acuerdos internacionales contra el cambio
climático; México ha ratificado el Protocolo de
Kyoto y participa de manera inclusiva en las
actividades de la Agenda 21. Se ha decretado la
Ley General de Cambio Climático en la cual se
crea el Instituto Nacional de Ecología y Cambio
Climático; así mismo la Ley de transición
energética establece las bases para un cambio
hacia las energías renovables. En acciones de
mitigación México se ha comprometido a reducir
las emisiones de carbono negro en un 51% hacia
el 2030; y reducir las emisiones de Gases de
Efecto Invernadero en un 22% al 2030 según lo
acordado en la COP 21 y el Acuerdo de Paris.
Por encima de todas las áreas de
oportunidad de mejora en México, identificamos
una en particular que en nuestra opinión podría
ser la piedra angular sobre la que se sustente el
cambio positivo respecto a los impactos
antropogénicos, a saber: la educación
medioambiental así como su divulgación y
difusión.
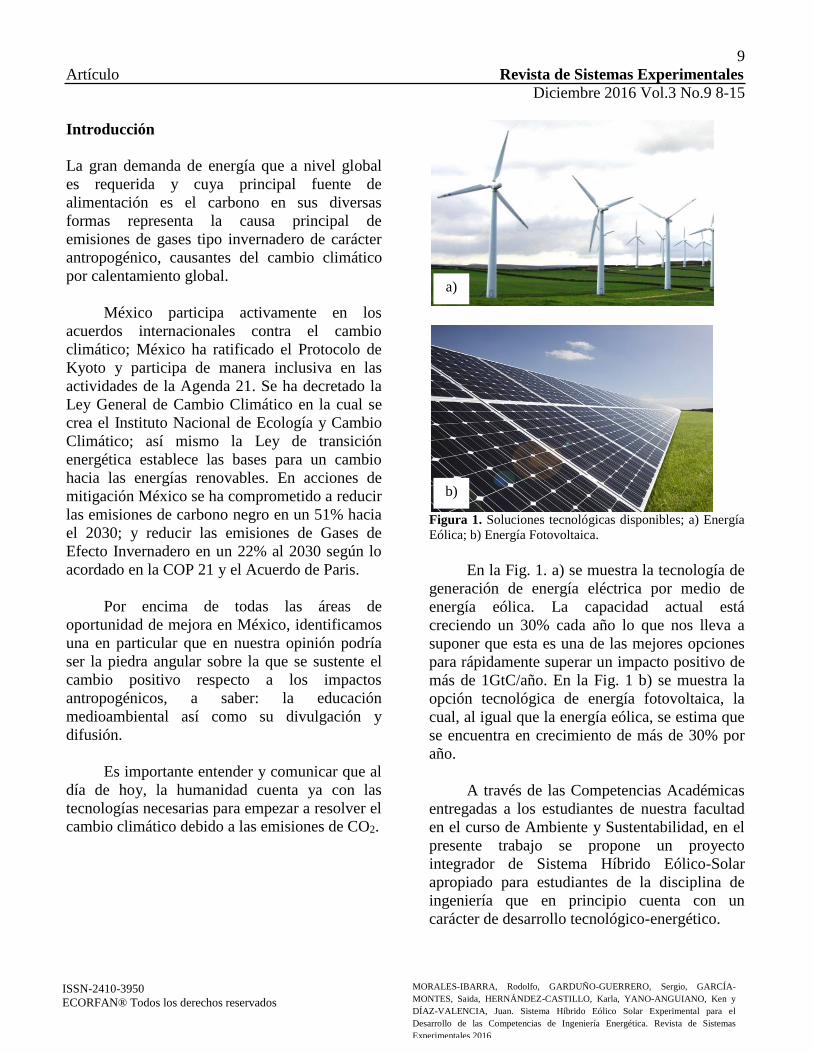
Es importante entender y comunicar que al
día de hoy, la humanidad cuenta ya con las
tecnologías necesarias para empezar a resolver el
cambio climático debido a las emisiones de CO2.
Figura 1. Soluciones tecnológicas disponibles; a) Energía
Eólica; b) Energía Fotovoltaica.
En la Fig. 1. a) se muestra la tecnología de
generación de energía eléctrica por medio de
energía eólica. La capacidad actual está
creciendo un 30% cada año lo que nos lleva a
suponer que esta es una de las mejores opciones
para rápidamente superar un impacto positivo de
más de 1GtC/año. En la Fig. 1 b) se muestra la
opción tecnológica de energía fotovoltaica, la
cual, al igual que la energía eólica, se estima que
se encuentra en crecimiento de más de 30% por
año.
A través de las Competencias Académicas
entregadas a los estudiantes de nuestra facultad
en el curso de Ambiente y Sustentabilidad, en el
presente trabajo se propone un proyecto
integrador de Sistema Híbrido Eólico-Solar
apropiado para estudiantes de la disciplina de
ingeniería que en principio cuenta con un
carácter de desarrollo tecnológico-energético.
b)
a)

10 Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 8-15
MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y
DÍAZ-VALENCIA, Juan. Sistema Híbrido Eólico Solar Experimental para el
Desarrollo de las Competencias de Ingeniería Energética. Revista de Sistemas
Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
El diseño del Sistema Híbrido Eólico-Solar
y su sistema de monitoreo ha sido tal que genere
en el estudiante las competencias no solo de
comprensión de dichos sistemas, sino también la
de fabricación y construcción de los subsistemas
Eólico, Solar y de Control.
Sistema Híbrido Eólico-Solar Experimental
Un sistema híbrido es un sistema basado en este
caso en dos subsistemas de diferente naturaleza
eólico y solar.
Figura 2 Diagrama Esquemático del Sistema Híbrido
Eólico-Solar Experimental.
En la Fig. 2. Se muestra el diagrama
esquemático del sistema híbrido eólico-solar
experimental. La propuesta aquí descrita tiene
como fin el presentar mediante la unidad
académica de Ambiente y Sustentabilidad el reto
de experimentar en sistemas de energías
alternativas bajo la implementación de un
sistema híbrido eólico-solar.
Los sistemas autónomos basados en
generadores fotovoltaicos y eólicos con
almacenamiento por medio de baterías son una
opción para la alimentación de pequeñas cargas
en emplazamientos remotos. Para dimensionar
un sistema híbrido es necesario identificar todas
las combinaciones posibles que ofrecen un
determinado nivel de satisfacción o fiabilidad.
De todas las opciones la óptima se obtiene al
valorar el coste económico de cada una de las
posibilidades para un mismo nivel de fiabilidad.
Subsistema Eólico - La energía eólica es la
energía obtenida a partir del viento, es decir, la
energía cinética generada por efecto de las
corrientes de aire, y que es convertida en otras
formas útiles de energía para las actividades
humanas. En la actualidad, la energía eólica es
utilizada principalmente para producir
electricidad mediante aerogeneradores
conectados a las grandes redes de distribución de
energía eléctrica. La Tabla 1 muestra las
especificaciones eléctricas del subsistema eólico.
Subsistema Solar - Los paneles o módulos
fotovoltaicos (llamados comúnmente paneles
solares, aunque esta denominación abarca otros
dispositivos) están formados por un conjunto de
celdas (células fotovoltaicas) que producen
electricidad a partir de la luz que incide sobre
ellos (energía solar fotovoltaica). El parámetro
estandarizado para clasificar su potencia se
denomina potencia pico, y se corresponde con la
potencia máxima que el módulo puede entregar
bajo unas condiciones estandarizadas.
Subsistema
Eólico
Subsistema
Fotovoltaico
Controlador
Baterías
Inversor
Carga

11 Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 8-15
MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y
DÍAZ-VALENCIA, Juan. Sistema Híbrido Eólico Solar Experimental para el
Desarrollo de las Competencias de Ingeniería Energética. Revista de Sistemas
Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
La Tabla 2 muestras las especificaciones
eléctricas del subsistema solar. Specifications
Rated Power 400w
Nominal Voltage DC12-24V
Service Voltage DC12-24V
Cut-in Wind Speed 2.5m/s
Rated Wind Speed 10.5m/s
Maximum wind speed 35m/s
Rated Rotate Speed 800r/min
Battery Capacity 200AH-400AH
Output Voltage(AC) 110-220V
Wind leaf material Fibre reinforced composite
Rotor diameter 1.2M
Tower diameter Suggest more than 80 mm
Tabla 1 Especificaciones eléctricas del subsistema eólico.
Controlador - El controlador es un
dispositivo que sumará las energías de los
subsistemas eólico y solar para la correcta
alimentación de la batería, combinando así las
características de voltaje, corriente y potencia de
ambos subsistemas.
Batería - La batería es básicamente el
dispositivo de almacenamiento de energía
eléctrica de corriente directa proveniente
directamente del controlador del sistema híbrido
eólico-solar. La batería alimenta al inversor.
Inversor - El inversor es un dispositivo de
transformación de energía eléctrica de modo de
corriente directa a corriente alterna.
En el proceso de transformación de
energía, se ven también optimizados los niveles
de corriente lo que proporciona una cantidad de
energía óptima para los sistemas de consumo
eléctrico.
Specifications
Rated power 160w
Voc 22.41V
Vop 17.9V
Short circuit current (Isc) 9.87A
Working current (Iop) 8.89A
Output Tolerance ±3%
Temperate coefficient of Isc (010+/- 0.01 )%/ ℃
Temperate coefficient of Voc - (0.38 +/-0.01 )%/ ℃
Temperate coefficient of
power Voc -0.47%/℃
Temperature range -40℃to +80℃
SLA Battery Voltage 12V
Dimensions (L x W x H)mm 665*1450*35mm(26.3*
57.3*1.38 in)
Tabla 2 Especificaciones eléctricas del subsistema solar.
Implementación del Diseño y Armado del
Sistema Híbrido Eólico-Solar Experimental.
Subsistema Eólico - El diseño y armado del
subsistema eólico se basa en dos partes: 1 - La
fabricación de aspas del generador en materiales
compuestos por el proceso de moldeo al vacío
y/o moldeo manual; 2 - El reciclaje de
componentes eléctricos, específicamente,
motores eléctricos, dínamos y/o alternadores
eléctricos que presenten las características de
factibilidad de activación por energía eólica.
12 Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 8-15
MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y
DÍAZ-VALENCIA, Juan. Sistema Híbrido Eólico Solar Experimental para el
Desarrollo de las Competencias de Ingeniería Energética. Revista de Sistemas
Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
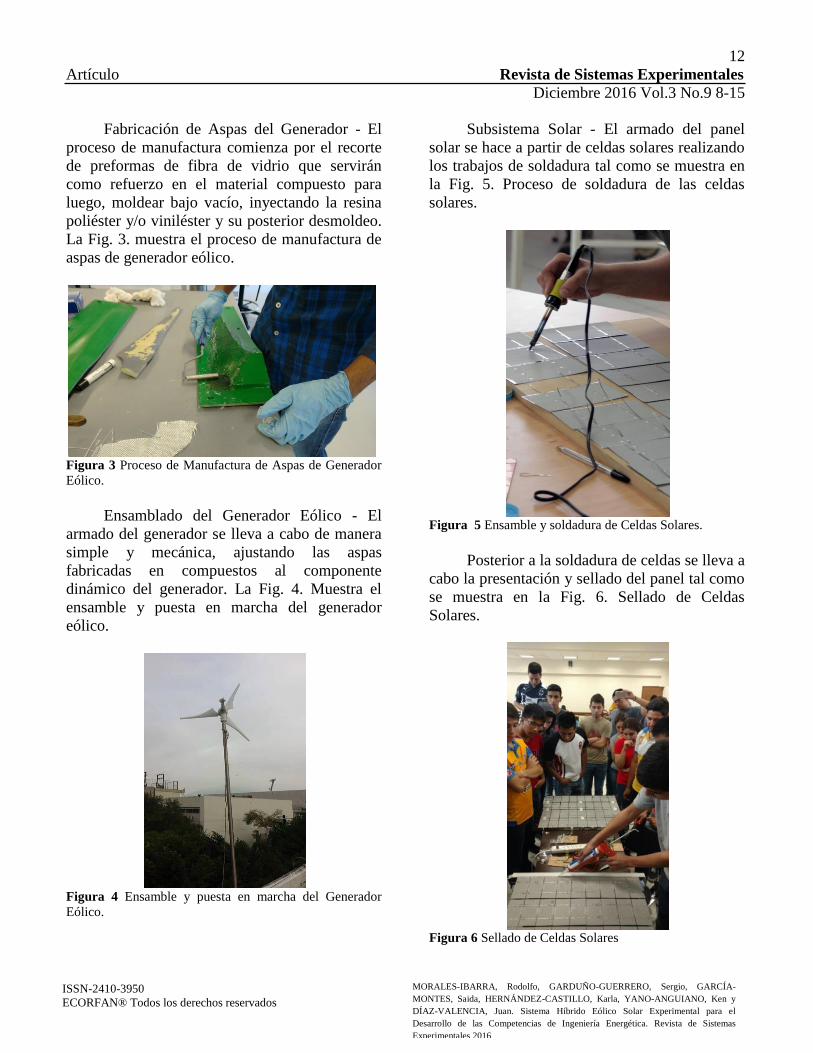
Fabricación de Aspas del Generador - El
proceso de manufactura comienza por el recorte
de preformas de fibra de vidrio que servirán
como refuerzo en el material compuesto para
luego, moldear bajo vacío, inyectando la resina
poliéster y/o viniléster y su posterior desmoldeo.
La Fig. 3. muestra el proceso de manufactura de
aspas de generador eólico.
Figura 3 Proceso de Manufactura de Aspas de Generador
Eólico.
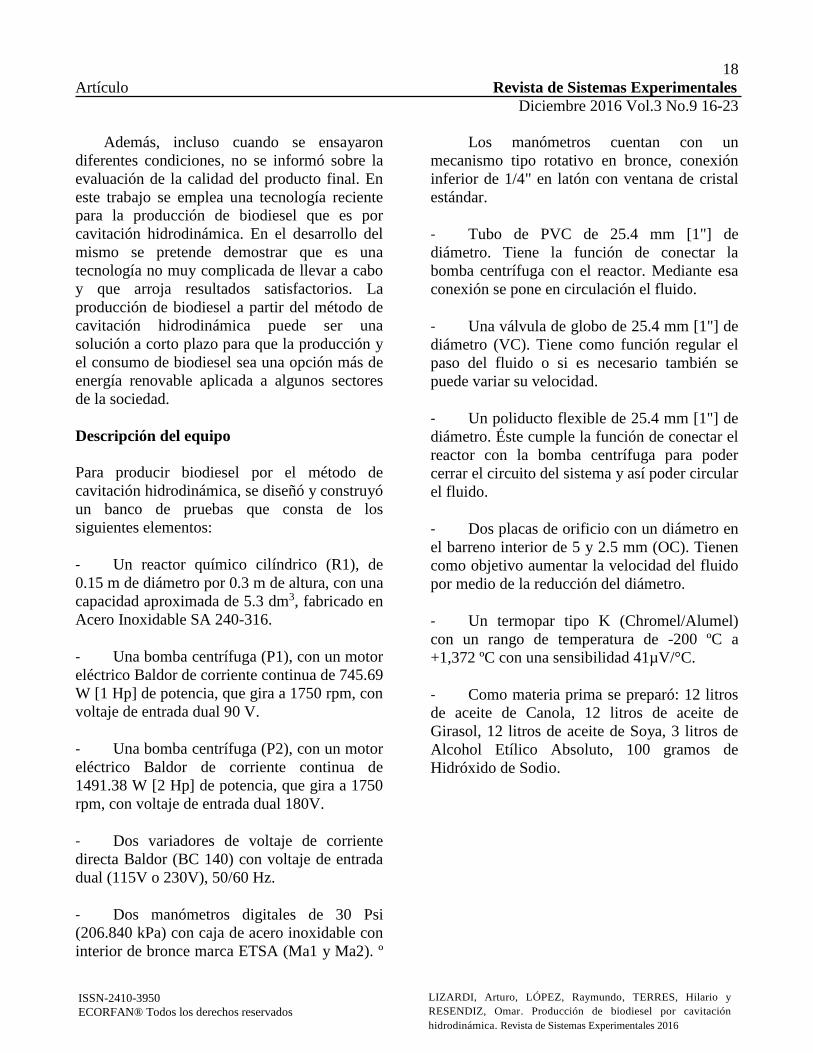
Ensamblado del Generador Eólico - El
armado del generador se lleva a cabo de manera
simple y mecánica, ajustando las aspas
fabricadas en compuestos al componente
dinámico del generador. La Fig. 4. Muestra el
ensamble y puesta en marcha del generador
eólico.
Figura 4 Ensamble y puesta en marcha del Generador
Eólico.
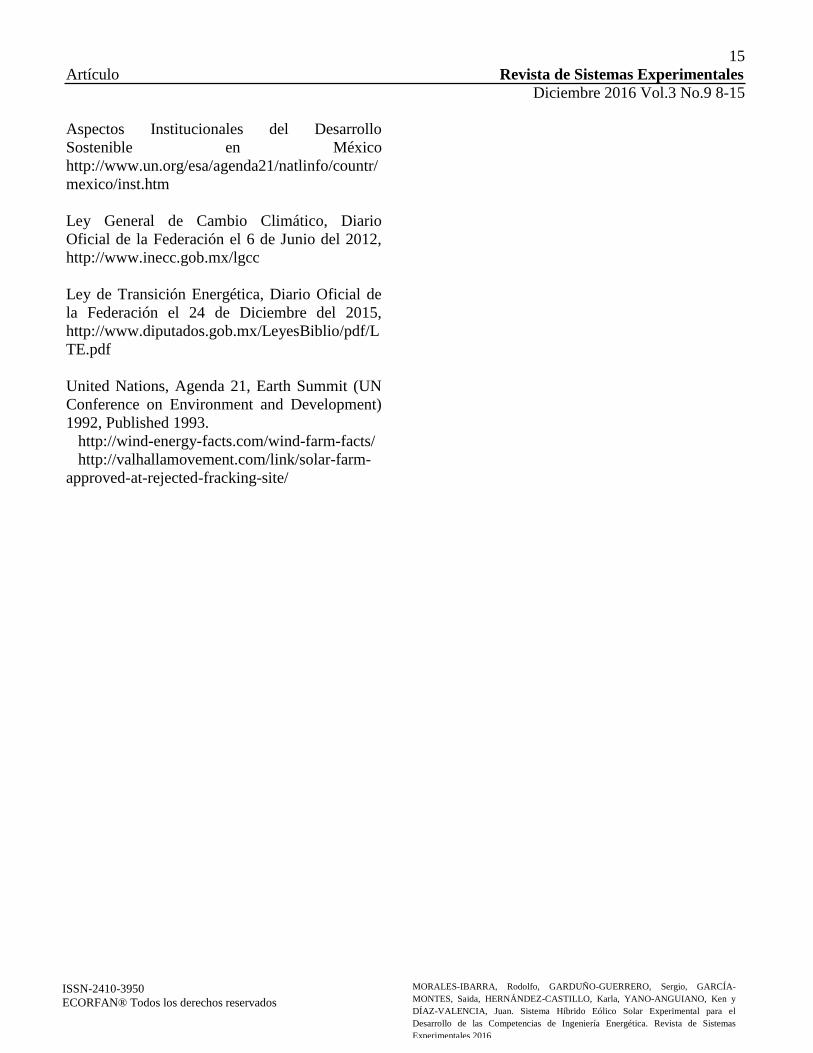
Subsistema Solar - El armado del panel
solar se hace a partir de celdas solares realizando
los trabajos de soldadura tal como se muestra en
la Fig. 5. Proceso de soldadura de las celdas
solares.
Figura 5 Ensamble y soldadura de Celdas Solares.
Posterior a la soldadura de celdas se lleva a
cabo la presentación y sellado del panel tal como
se muestra en la Fig. 6. Sellado de Celdas
Solares.
Figura 6 Sellado de Celdas Solares

13 Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 8-15
MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y
DÍAZ-VALENCIA, Juan. Sistema Híbrido Eólico Solar Experimental para el
Desarrollo de las Competencias de Ingeniería Energética. Revista de Sistemas
Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Por ultimo, se revisan las eficiencias de los
subsistemas y la integración del Sistema Híbrido
Experimental como se muestra en la Fig. 7.
Revisión de eficiencias y armado del sistema
híbrido.
Figura 7 Revisión de eficiencias y armado del sistema
híbrido.
La implementación general consiste en la
cátedra de la técnica de dimensionamiento,
diseño y armado de los subsistemas eólico y
solar para su posterior integración. Con ello, se
entregan al alumno las competencias de
diagnóstico y diseño de sistemas de energías
renovables.
Resultados
El presente proyecto es utilizado como trabajo
final en el curso Ambiente y Sustentabilidad de
la formación de Ingeniería en la FIME-UANL.
Dicho proyecto ha sido ya presentado por al
menos 390 estudiantes en el semestre Enero-
Junio 2016 en 11 Grupos con una distribución tal
como se muestra en la Tabla 3. Distribución de
Grupos y Estudiantes Participantes del Proyecto.
Es importante mencionar que el proyecto
aquí desplegado, es un esfuerzo personal
realizado por el equipo de trabajo que presenta
este manuscrito por lo que no todos los alumnos
de la FIME-UANL reciben la formación de
competencias aquí descritas; más aún, el curso
de Ambiente y Sustentabilidad es parte de la
Academia de Formación General Universitaria
que está implementada en todas las facultades de
la universidad en los estudios de nivel superior;
se espera continuar con el esfuerzo y lograr con
un poco de tiempo, el permear este y otros
proyectos en toda la universidad con la intención
de tener un mayor impacto en la formación de
profesionistas con la educación medioambiental
adecuada que los problemas de cambio climático
y calentamiento global exigen. Por lo pronto, ya
en el semestre en curso a la fecha, Agosto-
Diciembre 2016 ya está en implementación el
mencionado proyecto con un número mayor de
estudiantes que en el semestre anterior.
Grupo Estudiantes
034 8
002 40
005 38
017 44
026 42
031 42
032 47
034 45
037 44
033 4
033 36
Tabla 3 Distribución de Grupos y Estudiantes
Participantes del Proyecto.

14 Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 8-15
MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y
DÍAZ-VALENCIA, Juan. Sistema Híbrido Eólico Solar Experimental para el
Desarrollo de las Competencias de Ingeniería Energética. Revista de Sistemas
Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Conclusiones
Las energías renovables mostradas en el presente
proyecto son soluciones tecnológicas que se
encuentran en despliegue y utilización industrial
en este momento, la proliferación de dichas
tecnologías comienza por la buena educación,
formación de competencias y la divulgación de
sus beneficios lo que observamos como un
primer paso para su implementación a nivel
nacional. El presente análisis no se enfoca en los
costos de las implementaciones ni en la
observación de la normatividad para la
aplicación de energías renovables, sin embargo
es posible inferir que no habrá una
macroeconomía que perseguir ni ganancias o
utilidades en las compañías sin los beneficios del
medio ambiente que sustente la actividad
humana; más allá, el desarrollo y la
implementación de las actividades mencionadas
puede traer consigo desarrollo y crecimiento de
nuevas industrias y maneras de hacer negocios
prósperos que traigan satisfacción a las
generaciones actuales y futuras, particularmente
para los estudiantes de ingeniería, la formación
de estas competencias pone un particular énfasis
en el hecho de que estas actividades serán de
mucha utilidad en la industria futura. El
problema del calentamiento global tiene
solución, es el momento para que las
generaciones presentes actúen en el sentido
necesario para la solución del calentamiento
global; la evidencia muestra que somos, la raza
humana, en gran medida los causantes del
mismo.
Tenemos claro que se requiere de la
información proveniente de los estudios
científicos, de la voluntad de los gobiernos, de la
visión de los empresarios y emprendedores para
la completa y correcta implementación de las
tecnologías que servirán para dar el primer paso
hacia una sociedad desarrollada de manera
sustentable.
Agradecimientos
Reconocemos el apoyo de la empresa
ENSOLAR, quienes han proporcionado el apoyo
técnico y práctico para el entrenamiento de
armado de paneles solares.
Referencias
Pacala, Socolow, Stabilization Wedges: Solving
the Climate Problem for the Next 50 Years with
Current Technologies Science, 305, 2004.
Organización de las Naciones Unidas, Protocolo
de Kyoto de la Convención Marco de las
Naciones Unidas sobre el Cambio Climático,
1998,
http://unfccc.int/resource/docs/convkp/kpspan.pd
f
Organización de las Naciones Unidas, Agenda
21, Programa de las Naciones Unidas para el
Medio Ambiente,
http://www.unep.org/Documents.Multilingual/D
efault.asp?documentid=52
Organización de las Naciones Unidas, Acuerdo
de Paris COP21 de la Convención Marco de las
Naciones Unidas sobre el Cambio Climático
1998https://unfccc.int/files/meetings/paris_nov_
2015/application/pdf/paris_agreement_english_.
15 Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 8-15
MORALES-IBARRA, Rodolfo, GARDUÑO-GUERRERO, Sergio, GARCÍA-
MONTES, Saida, HERNÁNDEZ-CASTILLO, Karla, YANO-ANGUIANO, Ken y
DÍAZ-VALENCIA, Juan. Sistema Híbrido Eólico Solar Experimental para el
Desarrollo de las Competencias de Ingeniería Energética. Revista de Sistemas
Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Aspectos Institucionales del Desarrollo
Sostenible en México
http://www.un.org/esa/agenda21/natlinfo/countr/
mexico/inst.htm
Ley General de Cambio Climático, Diario
Oficial de la Federación el 6 de Junio del 2012,
http://www.inecc.gob.mx/lgcc
Ley de Transición Energética, Diario Oficial de
la Federación el 24 de Diciembre del 2015,
http://www.diputados.gob.mx/LeyesBiblio/pdf/L
TE.pdf
United Nations, Agenda 21, Earth Summit (UN
Conference on Environment and Development)
1992, Published 1993.
http://wind-energy-facts.com/wind-farm-facts/
http://valhallamovement.com/link/solar-farm-
approved-at-rejected-fracking-site/

16
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 16-23
Producción de biodiesel por cavitación hidrodinámica
LIZARDI, Arturo*†, LÓPEZ, Raymundo, TERRES, Hilario y RESENDIZ, Omar’. Universidad Autónoma Metropolitana Unidad Azcapotzalc
‘Universidad Autónoma Chapingo
Recibido Ocutbre 4, 2016; Aceptado Noviembre 3, 2016
Resumen
En este trabajo se presenta la construcción y
evaluación de un equipo para la obtención de
biodiesel a través del método de cavitación
hidrodinámica. Para ello se construyó un banco de
pruebas que consta de: una bomba centrífuga con
motor eléctrico de 1 HP y 2 HP (provisto de un
variador de voltaje), un reactor de acero inoxidable
SA 240-316 de 5.3 dm3, una placa de orificio con
barreno de 5 y 2.5 mm de diámetro, dos
manómetros de 0-30 psig, una válvula de globo de
25.4 mm diámetro y un termopar tipo K. Se
evaluaron tres tipos de aceite: canola, girasol y
soya; a los cuales se les agregó Alcohol Etílico
Absoluto (CH3OH) e Hidróxido de Sodio (NaOH)
como catalizador. El tiempo del proceso para la
obtención del biodiesel fue de 15 minutos. Las
pruebas de pH, densidad y viscosidad aplicadas al
biodiesel resultaron satisfactorias pues cumplieron
con las especificaciones de control de calidad y con
las normas europea EN-14214 y americana ASTM
D6751. Finalmente los resultados muestran que las
bombas centrífugas y las placas de orificio
empleadas presentan cualidades semejantes para
producir el biodiesel.
Biodiesel, cavitación hidrodinámica
Abstract
In this work the construction and evaluation of an
equipment for obtaining biodiesel through the
method of hydrodynamic cavitation is presented.
The built prototype is integrated by: a centrifugal
pump with an electric motor of 1 HP and 2 HP (fed
with a voltage regulator), a stainless steel reactor
SA 240-316 with a volume of 5.3 dm3, an orifice
plate with hole of 5 and 2.5 mm diameter, two
pressure gauges of 0-30 psig, a globe valve of 25.4
mm diameter and a thermocouple type K. Three
types of oil were evaluated: canola, sunflower and
soybeans. They were mixed with Absolute Ethyl
alcohol (CH3OH) and sodium hydroxide (NaOH) as
a catalyst. The process time for obtaining biodiesel
was 15 minutes. Testing pH, density and viscosity
of biodiesel were satisfactory and complied with the
quality control specifications and with European
(EN-14214) and American (ASTM D6751)
standards. Finally, the results show that the
centrifugal pump and orifice plates have similar
qualities to produce biodiesel.
Biodiesel, hydrodynamic cavitation
Citación: LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y RESENDIZ, Omar. Producción de biodiesel
por cavitación hidrodinámica. Revista de Sistemas Experimentales 2016, 3-9: 16-23
*Correspondencia al Autor (Correo Electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

17
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 16-23
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y
RESENDIZ, Omar. Producción de biodiesel por cavitación
hidrodinámica. Revista de Sistemas Experimentales 2016
Introducción
Los hidrocarburos han sido pieza fundamental
en el desarrollo tecnológico del último siglo, la
capacidad energética de éstos desplazó
rápidamente el empleo de otras fuentes
(humanas, animales, provenientes del agua,
etc.). Recientemente, el agotamiento de los
combustibles fósiles y el aumento de la
conciencia ecológica han hecho que la gente
comience a buscar combustibles alternativos
hechos a partir de fuentes renovables [1, 2]. El
biodiesel es un ejemplo de ello, pues es un
combustible líquido no contaminante y
biodegradable, que se puede utilizar en el sector
del transporte urbano, minero, agrícola y
marino, así como en calderas de calefacción,
incorporándolo directamente o mezclándolo
con gasóleo. El biodiesel, en comparación al
diésel, disminuye las emisiones de óxidos de
azufre, de monóxido de carbono, y reduce los
problemas de calentamiento global, además, el
biodiesel no es tóxico.
El biodiesel se prepara usualmente por
transesterificación de triacilglicéridos con
metanol o etanol, ácidos grasos de ésteres
metílicos (FAMEs) y glicerol [3]. Las materias
primas del biodiesel son aceites alimenticios
vegetales incluyendo aceite de soja, aceite de
colza y aceite de palma [4]. En México la
producción de biodiesel ha comenzado de
manera discreta y quizá un poco tardía, es por
esto que se requiere investigar sobre las
cualidades de este combustible y el impacto que
puede tener no sólo en el aspecto ambiental,
sino también en el económico y social, ya que
el cultivo de especies oleaginosas en zonas
estratégicas pueden brindar una nueva
alternativa de ingreso a comunidades que
actualmente carecen de producción agrícola
importante.
Para eliminar la resistencia a la
transferencia de masa entre el reactivo miscible
del petróleo y el alcohol, acortando el período
del proceso y con menor consumo de energía,
se han propuesto varias tecnologías de
intensificación, por ejemplo, la condición
supercrítica, microondas, ultrasonido, la
cavitación hidrodinámica, giro de disco [5] y
tubulares [6]. Algunos de los inconvenientes
del método convencional se pueden superar con
la cavitación hidrodinámica. La cavitación
hidrodinámica es un proceso de cambio de fase
de líquido a vapor que ocurre siempre que la
presión local es menor que la presión de vapor.
Las burbujas de vapor que se forman se mueven
con el líquido hasta llegar a una región de alta
presión, donde colapsan en forma súbita. La
sobrepresión, consecuencia de este fenómeno,
se propaga en el seno del fluido provocando la
condensación de la burbuja siguiente y el
fenómeno se repite sucesivamente. La
cavitación hidrodinámica puede ser producida
haciendo pasar fluido a través de una
constricción, por ejemplo, una válvula de
estrangulamiento, una placa de orificio o un
Venturi [7]. Cuando la presión local cae por
debajo de la presión de vapor del líquido se
crean cavidades [8] de alta intensidad de
turbulencia a nivel micro, esto es muy eficaz
para eliminar la resistencia de transferencia de
masa durante la reacción [9]. La cavitación
hidrodinámica ha sido utilizada ampliamente en
el tratamiento de aguas residuales, pero sólo
unos pocos trabajos se han realizado desde
2006 en la producción de biodiesel. En la
literatura publicada hay un informe [10] que
trata de los efectos de los parámetros operativos
(relación molar y concentración del catalizador)
respecto al rendimiento de la conversión del
biodiesel, pero no incluye el tiempo, la
temperatura y la reacción en el proceso de
transesterificación.
18
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 16-23
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y
RESENDIZ, Omar. Producción de biodiesel por cavitación
hidrodinámica. Revista de Sistemas Experimentales 2016
Además, incluso cuando se ensayaron
diferentes condiciones, no se informó sobre la
evaluación de la calidad del producto final. En
este trabajo se emplea una tecnología reciente
para la producción de biodiesel que es por
cavitación hidrodinámica. En el desarrollo del
mismo se pretende demostrar que es una
tecnología no muy complicada de llevar a cabo
y que arroja resultados satisfactorios. La
producción de biodiesel a partir del método de
cavitación hidrodinámica puede ser una
solución a corto plazo para que la producción y
el consumo de biodiesel sea una opción más de
energía renovable aplicada a algunos sectores
de la sociedad.
Descripción del equipo
Para producir biodiesel por el método de
cavitación hidrodinámica, se diseñó y construyó
un banco de pruebas que consta de los
siguientes elementos:
- Un reactor químico cilíndrico (R1), de
0.15 m de diámetro por 0.3 m de altura, con una
capacidad aproximada de 5.3 dm3, fabricado en
Acero Inoxidable SA 240-316.
- Una bomba centrífuga (P1), con un motor
eléctrico Baldor de corriente continua de 745.69
W [1 Hp] de potencia, que gira a 1750 rpm, con
voltaje de entrada dual 90 V.
- Una bomba centrífuga (P2), con un motor
eléctrico Baldor de corriente continua de
1491.38 W [2 Hp] de potencia, que gira a 1750
rpm, con voltaje de entrada dual 180V.
- Dos variadores de voltaje de corriente
directa Baldor (BC 140) con voltaje de entrada
dual (115V o 230V), 50/60 Hz.
- Dos manómetros digitales de 30 Psi
(206.840 kPa) con caja de acero inoxidable con
interior de bronce marca ETSA (Ma1 y Ma2). º
Los manómetros cuentan con un
mecanismo tipo rotativo en bronce, conexión
inferior de 1/4" en latón con ventana de cristal
estándar.
- Tubo de PVC de 25.4 mm [1"] de
diámetro. Tiene la función de conectar la
bomba centrífuga con el reactor. Mediante esa
conexión se pone en circulación el fluido.
- Una válvula de globo de 25.4 mm [1"] de
diámetro (VC). Tiene como función regular el
paso del fluido o si es necesario también se
puede variar su velocidad.
- Un poliducto flexible de 25.4 mm [1"] de
diámetro. Éste cumple la función de conectar el
reactor con la bomba centrífuga para poder
cerrar el circuito del sistema y así poder circular
el fluido.
- Dos placas de orificio con un diámetro en
el barreno interior de 5 y 2.5 mm (OC). Tienen
como objetivo aumentar la velocidad del fluido
por medio de la reducción del diámetro.
- Un termopar tipo K (Chromel/Alumel)
con un rango de temperatura de -200 ºC a
+1,372 ºC con una sensibilidad 41µV/°C.
- Como materia prima se preparó: 12 litros
de aceite de Canola, 12 litros de aceite de
Girasol, 12 litros de aceite de Soya, 3 litros de
Alcohol Etílico Absoluto, 100 gramos de
Hidróxido de Sodio.

19
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 16-23
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y
RESENDIZ, Omar. Producción de biodiesel por cavitación
hidrodinámica. Revista de Sistemas Experimentales 2016
El banco de pruebas se ensambla como se
indica en el diagrama de la Figura 1. Una vez
ensamblado el equipo, se procedieron a efectuar
varias pruebas preliminares al hacer circular
agua en el dispositivo, lo anterior con el fin de
detectar alguna falla o fuga en el sistema. Se
vertieron 5 litros de agua en el reactor de acero
inoxidable y se colocó el termopar tipo K para
medir la temperatura inicial y final del agua
después de transcurrido el proceso. Al trabajar
el equipo durante 20 minutos con la bomba de 1
HP y la placa de orificio con el barreno de 5
mm, se obtuvieron las presiones P1 de 62.01
kPa y P2 de 82.68 kPa, y se observó un aumento
de temperatura de 16 a 25 °C. Al trabajar con la
bomba de 2 HP, con el mismo tiempo y placa
de orificio del caso anterior, las presiones
obtenidas fueron P1 de 77.86 kPa y P2 de 98.53
kPa, y un incremento de temperatura 18 °C a
25°C. Cabe mencionar que la presión P1
corresponde al manómetro colocado la salida de
la bomba, la presión P2 corresponde al
manómetro colocado antes de la placa de
orificio y la presión después de la placa de
orificio es la atmosférica Patm.
Figura 1 Diagrama de ensamble del dispositivo de
pruebas
Figura 2 Símbolos gráficos de la Norma ISO 1219-1e
ISO 1219-2
Desarrollo Experimental
La metodología empleada para realizar la
experimentación fue la siguiente:
- Se introduce al reactor 1 litro de aceite de
canola, 0.2 litros de Alcohol Etílico Absoluto
(CH3OH) y 3.55 gramos de Hidróxido de Sodio
(NaOH). La mezcla de Alcohol Etílico
Absoluto y el Hidróxido de Sodio, con las
proporciones recomendadas, forman el
metóxido de sodio.
- Se coloca en el equipo la placa de orificio
de 5 mm de diámetro y la bomba centrífuga de
1 HP. Se acciona la bomba y se hace circular la
mezcla de aceite vegetal y metóxido de sodio
durante 15 minutos.
- Se toma la lectura de la temperatura de la
mezcla, al inicio y al final de la prueba
- Se toma la lectura de los manómetros
durante el proceso de circulación de la mezcla.

20
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 16-23
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y
RESENDIZ, Omar. Producción de biodiesel por cavitación
hidrodinámica. Revista de Sistemas Experimentales 2016
- Se saca el producto obtenido y se deja
reposar durante un periodo de 8 horas en un
dispositivo de decantación para retirar la fase
sedimentada (Glicerol).
- Una vez obtenido el biodiesel se procede
a su lavado para eliminar cualquier resto de
Glicerina, Hidróxido de Sodio y algunas otras
impurezas.
El método de lavado de biodiesel, para
llevarlo a una calidad óptima y usarlo como
combustible, consiste en separar los residuos
sólidos del combustible, lavándolo con agua
varias veces, según se requiera. En este paso
también se ajusta el pH del biodiesel, que según
las especificaciones de control de calidad, debe
estar entre 6 y 8 [11]. El procedimiento
utilizado fue:
- Se añade, en un matraz de decantación,
un litro de mezcla del proceso anterior, 0.5
litros de agua y 25 mililitros de ácido acético
(CH3COOH). Con el ácido acético se consigue
que el pH del biodiesel se vaya neutralizando.
- Se agita la mezcla durante 5 minutos y se
deja reposar durante 6 horas. El biodiesel
limpio queda en la parte superior y el agua con
las impurezas disueltas se extrae con la válvula
del fondo del recipiente.
- Se repite este proceso dos o tres veces
para retirar todas las impurezas. El agua debe
quedar completamente transparente para saber
que el biodiesel está limpio. El segundo y tercer
lavado pueden hacerse sólo con agua.
Una vez obtenido el biodiesel del proceso
anterior, se mide su pH y se ajusta hasta el valor
de 7, agregando pequeñas proporciones de
ácido acético de manera directa. El biodiesel
logrado contiene cierto grado de humedad
debido al lavado, así que se calienta hasta 115
ºC por 15 minutos, en agitación constante, para
eliminar el resto de agua y alcohol etílico.
Ajustado el pH del biodiesel y sin
humedad, se determina la viscosidad y la
densidad del mismo.
Resultados y Discusión
El equipo construido presentó resultados
semejantes en la producción biodiesel al
cambiar la potencia de la bomba centrífuga o la
placa de orificio. En las Tablas 1 y 2 se
muestran los valores de presión y temperatura
de las pruebas, para las dos bombas (1 y 2 HP)
y para las placas de orificio, con barrenos de 5 y
2.5 mm. Cabe mencionar que el tiempo de la
prueba se mantuvo constante en 15 minutos y
que la presión atmosférica fue de 0.744 kPa.
Bomba Aceite Litros P1
[kPa]
P2
[kPa]
Tinicial
[°C]
Tfinal
[°C]
pH
final
1 HP Canola 3 34.45 62.01 20 76 6.68
Girasol 3 33.07 62.01 21 73 6.69
Soya 3 58.56 84.75 21 75 6.70
2 HP Canola 3 34.05 62.01 20 77 6.69
Girasol 3 33.07 62.01 20 74 6.77
Soya 3 58.56 84.75 21 75 6.73
Tabla1 Valores de parámetros para placa de orificio de
2.5 mm de diámetro
Bomba Aceite Litros P1
[kPa]
P2
[kPa]
Tinicial
[°C]
Tfinal
[°C]
pH
final
1 HP Canola 3 94.39 124.02 20 89 7.00
Girasol 3 89.57 120.57 21 91 7.20
Soya 3 118.75 146.34 21 90 6.89
2 HP Canola 3 103.35 127.46 20 88 7.16
Girasol 3 103.00 126.95 21 90 6.93
Soya 3 122.41 149.18 21 89 7.11
Tabla 2 Valores de parámetros para placa de orificio de 5
mm de diámetro
Una vez obtenido el biodiesel se sometió a
pruebas de lavado y se ajustó el pH de acuerdo
con las especificaciones de control de calidad
de Biodisel [11]. Esta indica que para garantizar
la calidad del biocombustible y ser considerado
como aceptable y de buena calidad, su pH no
debe ser menor de 6 ni mayor a 8.

21
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 16-23
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y
RESENDIZ, Omar. Producción de biodiesel por cavitación
hidrodinámica. Revista de Sistemas Experimentales 2016
Los valores de pH después de ajustados, de
acuerdo al procedimiento experimental descrito
anteriormente, se muestran en las Tablas 1 y 2.
Posteriormente se procedió a eliminar la
humedad y los excedentes de alcohol etílico del
biodiesel. Para ello se calentó el biodiesel con
agitación contante por 15 minutos. Conforme el
biodiesel fue aumentando su temperatura se
empezó a eliminar el agua y fue cambiando su
apariencia. En la Fig. 3 se muestra el proceso de
calentamiento.
Figura 3 Cambio de aspecto del biodiesel debido al
calentamiento
Para obtener la densidad del biodiesel se
empleó la norma europea EN-14214 y la
norteamericana ASTM D6751. En ellas se
indican los procedimientos para medirla y se
señala que la densidad del biodiesel debe estar
en un rango de 0.860 g/cm3 y 0.900 g/cm3. Por
lo anterior, las muestras de biodiesel se
sometieron a pruebas de densidad, en donde se
vertieron 600 ml de cada muestra en una
probeta graduada de 100 ml. El biodiesel se
llevó a una temperatura de 15 ºC, colocando las
muestras dentro de un refrigerador hasta
alcanzar la temperatura indicada. Se eligió un
densímetro de vidrio con una graduación de
0.800-0.900 g/ml con un error de medida de
0.001 g/ml. Se hicieron tres mediciones por
cada muestra, los resultados se muestran en la
Tabla 3.
Canola Girasol Soya
Bomba y placa
de orificio
Densidad promedio
[g/cm3]
1 HP
5 mm
0.895 0.892 0.886
2 HP
5 mm
0.890 0.900 0.883
1 HP
2.5 mm
0.891 0.888 0.884
2 HP
2.5 mm
0.890 0.890 0.888
Promedio por
aceite
0.892 0.893 0.885
Desviación
estándar
0.0021 0.0045 0.0019
Tabla 3 Densidad del biodiesel
Los resultados obtenidos en la densidad de
cada muestra de biodiesel se encuentran en el
rango de los valores mínimos de 0.860 g/cm3 y
máximos de 0.900 g/cm3 que la norma europea
EN-14214 y norteamericana ASTM D6751
especifican. Esto indica que cada prueba de
biodiesel cumple con el requerimiento de las
normas.
Para obtener la viscosidad del biodiesel se
empleó la norma europea EN-14214 y la
norteamericana ASTM D6751. En ellas se
indican los procedimientos para medirla y se
señala que la viscosidad del biodiesel debe estar
en un rango de 3.5 a 5.0 cST para la norma
europea y 1.9 a 6.0 cST para la americana. La
viscosidad es una propiedad muy importante en
los fluidos, es la resistencia que ejercen los
fluidos a ser deformados cuando se le aplica
una fuerza cortante. La viscosidad cinemática
del biodiesel fue medida con un viscosímetro
Saybolt, empleando el siguiente procedimiento:
1) Con ayuda de una probeta graduada se
midieron 60 ml de cada muestra de biodiesel.
2) La temperatura del biodiesel se manejó a
40 ºC, que es la requerida por las normas.

22
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 16-23
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y
RESENDIZ, Omar. Producción de biodiesel por cavitación
hidrodinámica. Revista de Sistemas Experimentales 2016
3) Se introduce la muestra de biodiesel en uno
de los cilindros contenedores, el cual consiste
de un recipiente cilíndrico de bronce en cuyo
fondo hay un orificio de dimensiones
específicas (de 1/8 o 1/16”).
4) El fluido se deja escurrir a través del
orificio y se mide el tiempo. Para las sustancias
poco viscosas se usa el orificio de 1/16” y el
tiempo medido es denominado Segundos
Saybolt Universal (SSU). Para los fluidos más
viscosos se utiliza el orificio de 1/8” y el
tiempo cuantificado es llamado Segundos
Saybolt Furol (SSF).
La unidad de medida es el tiempo en
segundos requeridos para que 60 ml de
biodiesel a una temperatura de 40 °C fluyan por
un orificio. Las ecuaciones que relacionan la
viscosidad cinemática (𝑣) y los segundos
Saybolt (t), según el equipo empleado, son:
Tiempo θ [s] 𝑣 [cStokes]
Saybolt
universal
32<θ<100
θ>100
(0.00226 θ2-1.92)/θ
(0.00220 θ2-1.35)/θ
Saybolt
furol
32<θ<100
θ>100
(0.02240 θ2-1.84)/θ
(0.02160 θ2-0.60)/θ
Tabla 4 Ecuaciones para la viscosidad
En la tabla 5 se presentan los resultados de
las mediciones de la viscosidad cinemática de
las muestras, se hicieron tres mediciones por
cada muestra.
Canola Girasol Soya
Bomba y
placa de
orificio
Viscosidad promedio
[cStokes]
1 HP
5 mm
4.64 4.42 4.38
2 HP
5 mm
4.33 4.29 4.22
1 HP
2.5 mm
4.39 3.95 4.40
2 HP
2.5 mm
4.36 4.23 4.29
Promedio
por aceite
4.43 4.22 4.32
Desviación
estándar
0.123 0.172 0.072
Tabla 5 Viscosidad cinemática del biodiesel
Los resultados de la viscosidad cinemática
obtenidos en cada muestra de biodiesel
cumplen con los estándares de las normas EN-
14214 y ASTM D6751. Finalmente, se puede
decir que las pruebas realizadas de pH,
densidad y viscosidad cumplen con el control
de calidad y con las normas EN-14214 y ASTM
D6751. En general, los resultados obtenidos por
cada prueba son de buena calidad, ya que los
parámetros marcados por las normas en ningún
resultado salen de lo requerido. Lo anterior
muestra que se puede emplear la bomba de 1 o
2 HP o la placa de orificio de 5 o 2.5 mm
diámtero, ya que los resultados del producto
fueron muy perecidos. Sin embargo, para
propósitos de ahorro de energía el sistema que
trabajaría mejor es el de la bomba de 1 HP
junto con la placa de orificio de 2.5 mm de
diámetro.
Conclusiones
Se ha construido y evaluado un prototipo para
la producción de biodiesel por el método de
cavitación hidrodinámica. Se emplearon tres
tipos de aceite (canola, girasol y soya) que junto
con el metóxido de sodio se hicieron circular en
el equipo por un tiempo de 15 minutos.

23
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 16-23
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
LIZARDI, Arturo, LÓPEZ, Raymundo, TERRES, Hilario y
RESENDIZ, Omar. Producción de biodiesel por cavitación
hidrodinámica. Revista de Sistemas Experimentales 2016
Para las pruebas se emplearon dos
bombas de diferente capacidad (1 y 2 HP) y dos
placas de orificio (5 y 2.5 mm de diámetro) con
el objeto de ver el efecto que tienen sobre la
producción del biodiesel. Del producto
obtenido en cada prueba se obtuvieron algunas
propiedades termofísicas (pH, densidad y
viscosidad), para verificar que cumpliera la
especificación de control de calidad y con las
normas europeas EN-14214 y americanas
ASTM D6751. Los resultados indicaron que
para todas las muestras los valores de pH,
densidad y viscosidad cumplieron con la
normatividad, por lo que el uso de cualquiera de
las bombas o de las placas de orificio generarón
resultados satisfactorios. Finalmente, se puede
decir que el biodiesel obtenido puede ser
empleado en motores estacionarios y vehículos
diesel con las proporciones marcadas en la
normatividad.
Referencias
[1] F. Zhang, Z. Fang, Y. T. Wang, (2015),
Biodiesel production directly from oils with
high acid value by magnetic Na2SiO3Fe3O4/C
catalyst and ultrasound, Fuel, 150, pp 370–377.
[2] J. M. Restrepo-Flórez, A. Bassi, L.
Rehmann, M. R. Thompson, (2014),
Investigation of biofilm formation on
polyethylene in a diesel/biodiesel fuel storage
environment, Fuel, 128, pp 240–247.
[3] V. C. McNeff, C. L. McNeff, B. Yan, D. T.
Nowlan, M. Rasmussen, A. E. Gyberg, (2008),
A continuous catalytic system for biodiesel
production, Appl. Catal A. Gen, 343, pp. 39–
48.
[4] J. M. Dias, J. M. Araújo, J. F. Costa, M. C.
M. Alvim-Ferraz, M. F. Almeida, (2015),
Biodiesel production from raw castor oil,
Energy, 53, pp 58–66.
[5] K. J. Chen, Y. S. Chen, (2014), Intensified
production of biodiesel using a spinning disk
reactor, Chem. Eng. Process. Process Intensif.,
78, pp 67–62.
[6] E. Santacesaria, M. Di Serio, R. Tesser, M.
Tortorelli, R. Turco, V. Russo, (2011), A
simple device to test biodiesel process
intensification, Chem. Eng. Process. Process
Intensif., 50, pp 1085–1094.
[7] P. R. Gogate, (2008), Reactores de
cavitación para la intensificación de procesos
de aplicaciones de procesamiento de productos
químicos: una revisión crítica, Chem. Eng.
Process. Process Intensif., 47, pp 515-527.
[8] G. L. Maddikeri, A. B. Pandit, P. R. Gogate,
(2012), Intensificación enfoques para la síntesis
de biodiesel a partir de aceite de cocina usado:
una revisión, Ind. Eng. Chem. Res, 45, pp
14610-14628.
[9] V. L. Gole, P. R. Gogate, (2012), Una
revisión sobre la intensificación de la síntesis
de biodiesel a partir de materia prima de
alimentación sostenible utilizando reactores
sonochemical, Chem. Eng. Process. Process
Intensif., 53, pp 1-9.
[10] V. L. Gole, K. R. Naveen, P. R. Gogate,
(2013), Cavitación hidrodinámica como un
enfoque eficaz para la intensificación de la
síntesis de ésteres metílicos de materia prima
sostenible, Chem. Eng. Process. Process
Intensif., 71, pp 70-76.
[11] A. Méndez Vilas, (2015) Materials and
Technologies for Energy Efficiency, Brown
Walker Press, 1, pp 34-36.
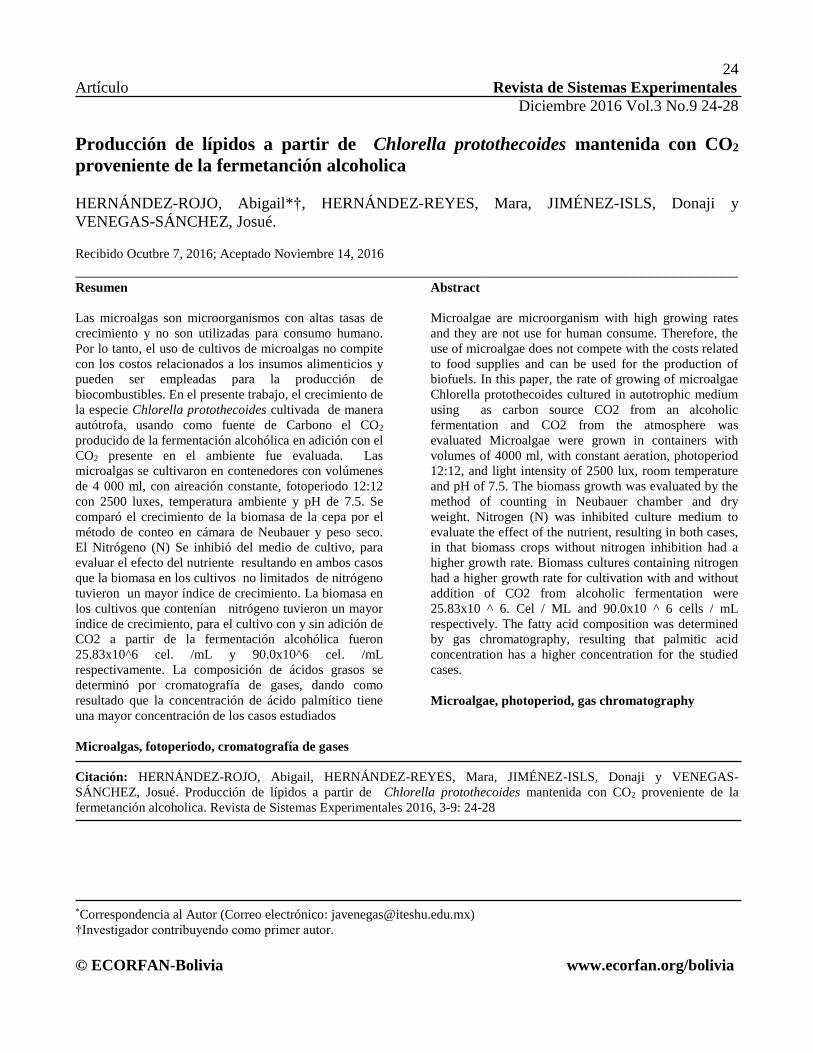
24
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 24-28
Producción de lípidos a partir de Chlorella protothecoides mantenida con CO2
proveniente de la fermetanción alcoholica
HERNÁNDEZ-ROJO, Abigail*†, HERNÁNDEZ-REYES, Mara, JIMÉNEZ-ISLS, Donaji y
VENEGAS-SÁNCHEZ, Josué.
Recibido Ocutbre 7, 2016; Aceptado Noviembre 14, 2016
___________________________________________________________________________________ Resumen
Las microalgas son microorganismos con altas tasas de
crecimiento y no son utilizadas para consumo humano.
Por lo tanto, el uso de cultivos de microalgas no compite
con los costos relacionados a los insumos alimenticios y
pueden ser empleadas para la producción de
biocombustibles. En el presente trabajo, el crecimiento de
la especie Chlorella protothecoides cultivada de manera
autótrofa, usando como fuente de Carbono el CO2
producido de la fermentación alcohólica en adición con el
CO2 presente en el ambiente fue evaluada. Las
microalgas se cultivaron en contenedores con volúmenes
de 4 000 ml, con aireación constante, fotoperiodo 12:12
con 2500 luxes, temperatura ambiente y pH de 7.5. Se
comparó el crecimiento de la biomasa de la cepa por el
método de conteo en cámara de Neubauer y peso seco.
El Nitrógeno (N) Se inhibió del medio de cultivo, para
evaluar el efecto del nutriente resultando en ambos casos
que la biomasa en los cultivos no limitados de nitrógeno
tuvieron un mayor índice de crecimiento. La biomasa en
los cultivos que contenían nitrógeno tuvieron un mayor
índice de crecimiento, para el cultivo con y sin adición de
CO2 a partir de la fermentación alcohólica fueron
25.83x10^6 cel. /mL y 90.0x10^6 cel. /mL
respectivamente. La composición de ácidos grasos se
determinó por cromatografía de gases, dando como
resultado que la concentración de ácido palmítico tiene
una mayor concentración de los casos estudiados
Microalgas, fotoperiodo, cromatografía de gases
Abstract
Microalgae are microorganism with high growing rates
and they are not use for human consume. Therefore, the
use of microalgae does not compete with the costs related
to food supplies and can be used for the production of
biofuels. In this paper, the rate of growing of microalgae
Chlorella protothecoides cultured in autotrophic medium
using as carbon source CO2 from an alcoholic
fermentation and CO2 from the atmosphere was
evaluated Microalgae were grown in containers with
volumes of 4000 ml, with constant aeration, photoperiod
12:12, and light intensity of 2500 lux, room temperature
and pH of 7.5. The biomass growth was evaluated by the
method of counting in Neubauer chamber and dry
weight. Nitrogen (N) was inhibited culture medium to
evaluate the effect of the nutrient, resulting in both cases,
in that biomass crops without nitrogen inhibition had a
higher growth rate. Biomass cultures containing nitrogen
had a higher growth rate for cultivation with and without
addition of CO2 from alcoholic fermentation were
25.83x10 ^ 6. Cel / ML and 90.0x10 ^ 6 cells / mL
respectively. The fatty acid composition was determined
by gas chromatography, resulting that palmitic acid
concentration has a higher concentration for the studied
cases.
Microalgae, photoperiod, gas chromatography
Citación: HERNÁNDEZ-ROJO, Abigail, HERNÁNDEZ-REYES, Mara, JIMÉNEZ-ISLS, Donaji y VENEGAS-
SÁNCHEZ, Josué. Producción de lípidos a partir de Chlorella protothecoides mantenida con CO2 proveniente de la
fermetanción alcoholica. Revista de Sistemas Experimentales 2016, 3-9: 24-28
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

25
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 24-28
HERNÁNDEZ-ROJO, Abigail, HERNÁNDEZ-REYES, Mara, JIMÉNEZ-ISLS,
Donaji y VENEGAS-SÁNCHEZ, Josué. Producción de lípidos a partir de
Chlorella protothecoides mantenida con CO2 proveniente de la fermetanción
alcoholica. Revista de Sistemas Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Introducción
La baja en los precios de los combustibles
fósiles ha reducido considerablemente la
economía del país, además debido a las
grandes emisiones de contaminantes que
producen estos han deteriorado
considerablemente el medio ambiente.
Derivado de ello ha crecido el interés por el
estudio de nuevas fuentes de energía, la
biomasa es una alternativa viable en la
producción de biocombustibles tanto solidos
como líquidos. En los últimos años han surgido
investigaciones para la obtención de los
mismos, particularmente biodiesel a través de
microalgas, ya que son una opción viable para
la obtención de lípidos transesterificables, por
la cantidad de lípidos similares comparados con
granos de algunos cultivos energéticos [1]. El
contenido promedio de lípidos en microalgas
varía entre 20 y 40 % del peso celular seco (PS)
[2].
Cuando un cultivo se pueden extraer
porciones considerables de lípidos además de
un aumento en el crecimiento celular
considerable [3]. El proceso del crecimiento de
la biomasa microalgal requiere luz, CO2, agua y
nutrientes inorgánicos, estos pueden ser
nitratos, fosfatos, hierro y algunos elementos
traza [4, 5,6]. Además es importante mencionar
que se deben de tomar en cuenta condiciones de
temperatura, iluminación, pH.
El presente trabajo tuvo como objetivo
comparar los parámetros cinéticos de
crecimiento, así como la recuperación de
biomasa (peso seco) y el contenido de lípidos
totales en la cepa Chlorella protothecoides, la
cual creció de manera autótrofa mantenida con
el CO2 proveniente de una fermentación
alcohólica y el CO2 presente en el ambiente.
Metodología a desarrollar
La cepa se adquirió del CINVESTAV en placa
de agar, la adaptación de la cepa se llevó en
medio Basald Bold (ver tabla 1). Los
experimentos se llevaron a cabo en
contenedores 4000 mL, a los cuales se les
burbujeo de manera continua CO2 del medio
ambiente. Para estudiar el efecto de la adición
de CO2 se añadió a la corriente el CO2
producto de una fermentación alcohólica. Así
mismo, se limitó la presencia de Nitrógeno,
analizando el efecto de nitrógeno presente en el
medio cultivo BB modificado. Las microalgas
se mantuvieron a temperatura ambiente, en
fotoperiodo 12:12 a 2500 luxes medidos con un
luxómetro (MAVOLUX 5032B USB) y pH de
7.5.
Reactivo Stock Cantidad
NaNO3 10g/400ml
H2O
30ml/L
CaCl2-2 H2O 1g/400ml
H2O
10ml/L
MgSO4 -7 H2O 3g/400ml
H2O
10ml/L
K2HPO4 3g/400ml
H2O
10ml/L
KH2PO4 7g/400ml
H2O
10ml/L
NaCl 1g/400ml
H2O
10ml/L
P-IV l
Solución de
Metales
ver tabla 2 40 ml/L
Solución
Soliwater
ver tabla 3 6 ml/L
Tabla 1 Medio de cultivo Basald Bold
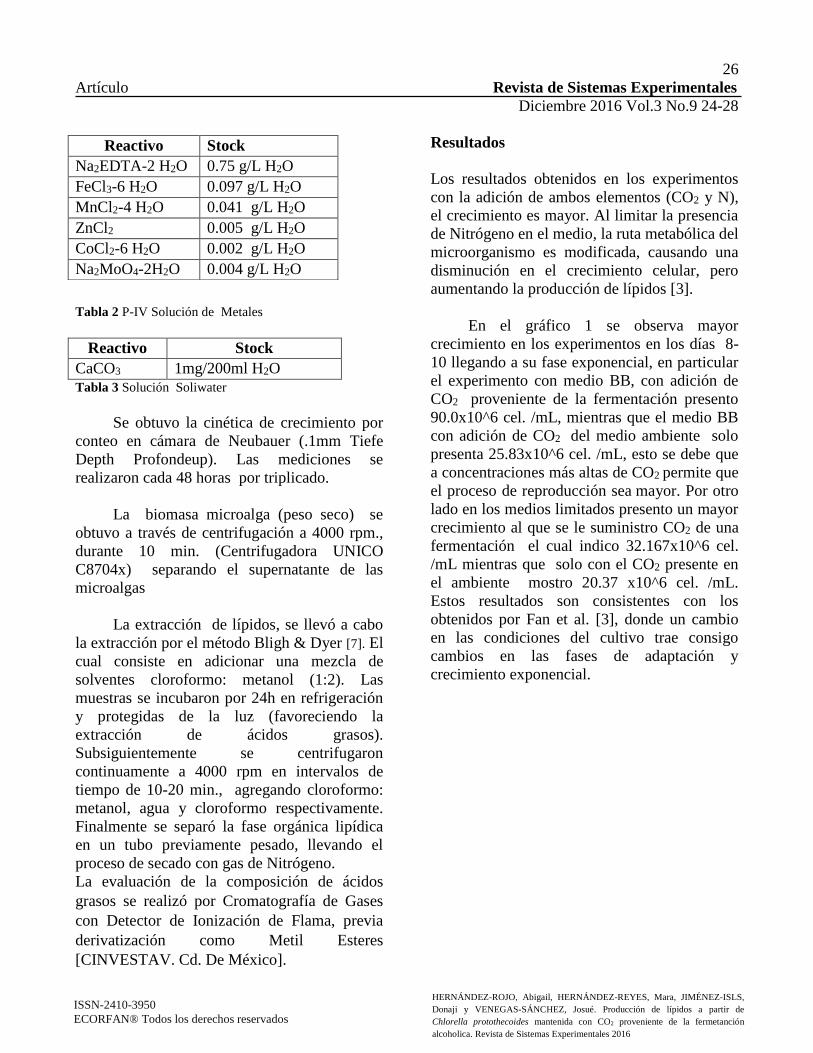
26
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 24-28
HERNÁNDEZ-ROJO, Abigail, HERNÁNDEZ-REYES, Mara, JIMÉNEZ-ISLS,
Donaji y VENEGAS-SÁNCHEZ, Josué. Producción de lípidos a partir de
Chlorella protothecoides mantenida con CO2 proveniente de la fermetanción
alcoholica. Revista de Sistemas Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Tabla 2 P-IV Solución de Metales
Reactivo Stock
CaCO3 1mg/200ml H2O
Tabla 3 Solución Soliwater
Se obtuvo la cinética de crecimiento por
conteo en cámara de Neubauer (.1mm Tiefe
Depth Profondeup). Las mediciones se
realizaron cada 48 horas por triplicado.
La biomasa microalga (peso seco) se
obtuvo a través de centrifugación a 4000 rpm.,
durante 10 min. (Centrifugadora UNICO
C8704x) separando el supernatante de las
microalgas
La extracción de lípidos, se llevó a cabo
la extracción por el método Bligh & Dyer [7]. El
cual consiste en adicionar una mezcla de
solventes cloroformo: metanol (1:2). Las
muestras se incubaron por 24h en refrigeración
y protegidas de la luz (favoreciendo la
extracción de ácidos grasos).
Subsiguientemente se centrifugaron
continuamente a 4000 rpm en intervalos de
tiempo de 10-20 min., agregando cloroformo:
metanol, agua y cloroformo respectivamente.
Finalmente se separó la fase orgánica lipídica
en un tubo previamente pesado, llevando el
proceso de secado con gas de Nitrógeno.
La evaluación de la composición de ácidos
grasos se realizó por Cromatografía de Gases
con Detector de Ionización de Flama, previa
derivatización como Metil Esteres
[CINVESTAV. Cd. De México].
Resultados
Los resultados obtenidos en los experimentos
con la adición de ambos elementos (CO2 y N),
el crecimiento es mayor. Al limitar la presencia
de Nitrógeno en el medio, la ruta metabólica del
microorganismo es modificada, causando una
disminución en el crecimiento celular, pero
aumentando la producción de lípidos [3].
En el gráfico 1 se observa mayor
crecimiento en los experimentos en los días 8-
10 llegando a su fase exponencial, en particular
el experimento con medio BB, con adición de
CO2 proveniente de la fermentación presento
90.0x10^6 cel. /mL, mientras que el medio BB
con adición de CO2 del medio ambiente solo
presenta 25.83x10^6 cel. /mL, esto se debe que
a concentraciones más altas de CO2 permite que
el proceso de reproducción sea mayor. Por otro
lado en los medios limitados presento un mayor
crecimiento al que se le suministro CO2 de una
fermentación el cual indico 32.167x10^6 cel.
/mL mientras que solo con el CO2 presente en
el ambiente mostro 20.37 x10^6 cel. /mL. Estos resultados son consistentes con los
obtenidos por Fan et al. [3], donde un cambio
en las condiciones del cultivo trae consigo
cambios en las fases de adaptación y
crecimiento exponencial.
Reactivo Stock
Na2EDTA-2 H2O 0.75 g/L H2O
FeCl3-6 H2O 0.097 g/L H2O
MnCl2-4 H2O 0.041 g/L H2O
ZnCl2 0.005 g/L H2O
CoCl2-6 H2O 0.002 g/L H2O
Na2MoO4-2H2O 0.004 g/L H2O

27
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 24-28
HERNÁNDEZ-ROJO, Abigail, HERNÁNDEZ-REYES, Mara, JIMÉNEZ-ISLS,
Donaji y VENEGAS-SÁNCHEZ, Josué. Producción de lípidos a partir de
Chlorella protothecoides mantenida con CO2 proveniente de la fermetanción
alcoholica. Revista de Sistemas Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
0.00
20.00
40.00
60.00
80.00
100.00
0 2 4 6 8 10 12 14 16 18 20
Co
nce
ntr
ació
n
(c
el/
mL
∧6
)
Tiempo (dias)
Gráfico 1 Crecimiento celular de la microalga Chlorella
protothecoides en medio BB y medio BB limitado. ◊
Con adición de CO2 y N, □ Sin adición de CO2 y con
N, ∆ Sin adición de CO2 y sin N, ᵡ Con adición de CO2
y sin N.
En el gráfico 2 se aprecia la
concentración de peso seco mostrando
resultados favorables en el medio de cultivo
BB, que contiene CO2 del ambiente, a razón de
que al mantener la cepa en condiciones de
cultivo normales su adaptación es más rápida,
por lo tanto refleja mayor índice de peso seco.
0
4
8
12
16
20
24
0 2 4 6 8 10 12 14 16 18
Pe
so s
eco
mg
/L
Tiempo (dias)
Gráfico 2 Peso de la microalga Chlorella protothecoides
en medio BB y medio BB limitado. ◊ Con adición de
CO2 y N, □ Sin adición de CO2 y con N, ∆ Sin adición
de CO2 y sin N, ᵡ Con adición de CO2 y sin N.
En la tabla 4 se muestra la composición
de ácidos grasos de extractos de microalgas, en
las cuales se puede observar que al adicionar
CO2 del medio ambiente en combinación
con el CO2 de la fermentación alcohólica
proveniente del ambiente muestran porcentajes
mayores de ácido palmítico y oleico siendo
ácidos grasos de saturación mejorando las
propiedades del biocombustible (poder
calorífico, estabilidad oxidativa) [4].
Agradecimiento
Se agradece al CONACYT por el proyecto
otorgado “Proyecto de fomento a las
vacaciones Científicas y tecnología en niños y
jóvenes mexicanos”, con código C-
291045.33/2016
Conclusiones
Cuando se regula tanto la cantidad de Carbono
como de nitrógeno se está cambiando la ruta
metabólica de la cepa aumentando la
producción de biomasa comparada con los
medios en condiciones estándar. Los
experimentos llegaron a su fase exponencial
entre los días 8-10 teniendo un mayor
incremento celular, el experimento que refleja
un mejor resultado el cual en condiciones de
adición de CO2 de la fermentación alcohólica
en medio BB, sin embargo cuando se alteran
algunas condiciones la ruta metabólica de la
microalga cambia, viendo esto reflejado el
experimento con presencia de CO2 captado del
medio ambiente en medio BB posee una
mayor concentración de peso seco a razón que
el microorganismo no fue privado de ninguna
condición entonces el proceso de adaptación es
más acelerado.

28
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 24-28
HERNÁNDEZ-ROJO, Abigail, HERNÁNDEZ-REYES, Mara, JIMÉNEZ-ISLS,
Donaji y VENEGAS-SÁNCHEZ, Josué. Producción de lípidos a partir de
Chlorella protothecoides mantenida con CO2 proveniente de la fermetanción
alcoholica. Revista de Sistemas Experimentales 2016
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Composición de ácidos grasos
Muestra CO2 de la
fermentación
en medio BB
90.1mg
CO2 del
ambiente en
medio BB
68.5 mg
Ácidos Grasos % %
Laurico 0.22 ------
Tidecanoico 0.21 ------
Miristoleico 0.45 1.26
Palmítico 7.95 6.65
Cis-10-
Heptadecanoico 0.88 ------
Esteárico 3.6 2.63
Oleico 10.83 10.07
Linoleico 25.15 6.66
α-Linolenico 12.83 6.47
Cis-11,14-
Eicosadienoico ----- 23.12
Behenico 1.05 -----
Tabla 4 Composición de ácidos grasos de Chlorella
protothecoides
Referencias
[1]. Garibay A., Velazquez R., Biodiesel a
Partir de Microalgas. BioTecnología, .13 (3):
(2009).
[2]. Chisti Y. Biodiesel from microalgae – a
review.Biotechnol. Adv. 1 (25): 294–306.
(2007).
[3]. Barajas A, Godoy C. y Morroy D.
Improvement of CO2 sequestration by
Chlorella vulgaris UTEX 1803 on labscale
photobioreactors. rev.ion, 25(2):39-47, (2012)
[4]. Brennan, L. y Owende P. “Biofuels from
microalgae—A review of technologies for
production, processing, and extractions of
biofuels and coproducts”. Renewable and
Sustainable Energy Reviews, 14(2), 557-577,
2010.
[5]. Angel D. González 1, Dr. Viatcheslav K.,
Dr. Guzmán A. Of methods of extraction of oil
in the production line of biodiesel from
microalgae. Prospect. 7 (2): 53-60 (2009)
[6]. Plata V., Dr. Kafarov V, Dr. Moreno N.
Development of a methodology of
transesterification of oil in the production line
of biodiesel from microalgae. Prospect. 7 (2):
35-41 (2009)
[7]. Aguilar C., Chang I., Tenorio L., Ynga G.
Determinación de la biomasa microalgal
potencialmente acumuladora de lípidos para la
obtención de combustible.FINCyT – PIBAP
(2007)

29
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 29-36
Diseño de un sistema de secado con aprovechamiento de calor en la producción de
tejas, utilizando lógica difusa apoyada con LabVIEW
MADUJANO-VENEGAS, Claudia*†, VELÁZQUEZ-TRUJILLO, Sabino, ESCOBAR-GÓMEZ, Elías
y RIOS-ROJAS, Carlos.
Instituto Tecnológico de Tuxtla Gutiérrez, Carr. Panamericana Km.1080, Terán, 29050 Tuxtla Gutiérrez, Chis., México
Recibido Octubre 18, 2016; Aceptado Noviembre 23, 2016
___________________________________________________________________________________ Resumen
En algunas industrias alfareras, que utilizan métodos
tradicionales, se observan problemas relacionados con el
entorno y las características de la materia prima; siendo uno de
los principales problemas el excesivo tiempo de producción
debido a un deficiente control del proceso de secado. Se ha
observado que los cambios climatológicos (variación de la
temperatura y la precipitación pluvial), los desgastes de los
moldes de la extrusora y la asignación de tareas afectan el
proceso de secado, incrementando el tiempo de producción y en
consecuencia las pérdidas. En este artículo se presenta el diseño
de un sistema de secado con aprovechamiento del calor en la
producción de tejas, con un control difuso; obteniéndose un
sistema automatizado capaz de controlar el secado de las tejas
que actualmente es difícil de tratar. El método propuesto consta
de tres etapas importantes: determinar los parámetros que
afectan al método tradicional (temperatura del horno, el tiempo
del proceso, temperatura del entorno); diseñar un control difuso
considerando los parámetros determinados y calcular la
cantidad de calor máxima generada por el horno de cocción
(incluyendo la perdida de calor a través de los ductos);
determinar el comportamiento del sistema de secado propuesto.
Como resultado se logró reducir al menos un 50% del tiempo
de secado con respecto al método tradicionalmente empleado.
Aprovechamiento de Calor, Transferencia de Calor,
Alfarería, Lógica Difusa
Abstract
In some pottery industries, using traditional methods, problems
related to the environment and the characteristics of the raw
material are observed; It is one of the main problems excessive
production time due to poor control of the drying process. It has
been observed that climatological changes (variation in
temperature and rainfall), the wear of the molds from the
extruder and assignments affect the drying process, increasing
production time and consequently losses. This article presents
the design of a drying system with waste heat in the production
of tiles, with a fuzzy control; obtaining an automated system
capable of controlling the drying of the tiles it is currently
difficult to treat. The proposed method consists of three major
stages: determining the parameters affecting the traditional
method (oven temperature, process time, temperature
environment); design a fuzzy control considering certain
parameters and calculate the maximum amount of heat
generated by the oven cooking (including heat loss through
pipelines); determine the behavior of the proposed drying
system. As a result it was possible to reduce at least 50% of the
drying time compared to traditionally used method.
Harnessing Heat, Heat Transfer, Potteries, Fuzzy Logic
Citación: MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino, ESCOBAR-GÓMEZ, Elías y RIOS-
ROJAS, Carlos. Diseño de un sistema de secado con aprovechamiento de calor en la producción de tejas, utilizando lógica
difusa apoyada con LabVIEW. Revista de Sistemas Experimentales 2016, 3-9: 29-36
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

30
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 29-36
ISSN-2410-3950
ECORFAN® Todos los derechos reservados MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino,
ESCOBAR-GÓMEZ, Elías y RIOS-ROJAS, Carlos. Diseño de un sistema de
secado con aprovechamiento de calor en la producción de tejas, utilizando lógica
difusa apoyada con LabVIEW. Revista de Sistemas Experimentales 2016
Introducción
A través de la historia se ha visto la importancia
adquirida del ladrillo y las tejas como un
material indispensable en la construcción
(Afanador García & J., 2013), la materia prima
en la elaboración de las piezas de mampostería
es la arcilla, como un material plástico natural
en presencia de agua que permite moldearse
para luego adquirir una dureza que aumenta
considerablemente después de la cocción;
existen diferentes tipos de arcillas y sus
características de superficie específica,
plasticidad, tixotropía y capacidad de absorción
dependen del tamaño o la estructura de sus
componentes.
La arcilla en su fase de preparación
requiere de las etapas: trituración, amasado,
moldeo, secado y cocción; la etapa crítica es el
secado, debido a que se elimina el 75%
porciento de humedad incorporada, para llevar
a cabo la cocción con resultados satisfactorios.
(Martínez López & Lira Cortés, 2016)
Estudia el secado de ladrillos de forma
experimental, por no existir un modelo
universal de secado, aplicando el modelo de
Luikov, derivado de la termodinámica de
procesos irreversibles para alcanzar los perfiles
de humedad en el secado de muestras de
ladrillo a diferentes temperaturas, donde se
realizó una evaluación de los factores de
influencia que afectan al perfil obtenido.
Validando el modelo experimentalmente con
muestras de ladrillo, secados a temperaturas de
60°C y 80°C; comparando resultados teóricos y
experimentales que conincidan en la región del
secado, es útil en la determinación del
contenido de humedad.
Los cambios evolutivos de los sistemas
de control se dividen en tres etapas: el sistema
de control on/off (encendido/apagado), el
control PID y el control inteligente. El más
utilizado actualmente es el Control Lógico
Difuso, que se basa en la lógica difusa para
desarrollar estrategias de control lingüística a
partir del conocimiento experto (Elnour A/Alla
Mohammed, 2013).
Para el proceso de secado de las tejas se utilizan
métodos automatizados y/o convencionales; los
primeros son manipulados mayormente por la
industria alfarera con gran disponibilidad de
recursos económicos; el segundo es el utilizado
tradicionalmente en las localidades donde existe
la materia prima.
(Stojanovski & Stankovski, 2011) proponen un
sistema de control difuso simulado en
MATLAB Simulink de un modelo de fábrica
para la producción de ladrillos de arcilla "KIK"
en Kumanovo, logrando una automatización
adecuada e inteligente que ahorra energía y
costos.
Metodología desarrollada
En la figura 1 se presenta la metodología a
seguir, dividiéndose en 5 fases; explicadas a
continuación con los resultados obtenidos.

31
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 29-36
ISSN-2410-3950
ECORFAN® Todos los derechos reservados MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino,
ESCOBAR-GÓMEZ, Elías y RIOS-ROJAS, Carlos. Diseño de un sistema de
secado con aprovechamiento de calor en la producción de tejas, utilizando lógica
difusa apoyada con LabVIEW. Revista de Sistemas Experimentales 2016
Figura 1 Metodología del diseño de un sistema de
secado con aprovechamiento de calor
Fase 1. Diagnóstico de las condiciones
iniciales
Esta fase se desarrollo mediante visitas
frecuentes a la planta, identificando al clima y
el tiempo de secado como factores que
interrumpen el proceso de producción.
Las mediciones desarrolladas en la planta
permiten identificar la ubicación de cada
proceso delimitando el área del sistema de
secado a diseñar identificado en la figura 2.
Considerando dos secciones (zona sombreada A
y B), cada sección cuenta con un horno de
cocción, por ejemplo; la zona A con el horno
este (Hest) y la zona B con el horno oeste (Hoest)
y las mediciones son 40m de longitud y 10m de
ancho; debido al proceso de producción y uso
no simultaneo de los hornos, para trabajar con
un sistema de secado de la distribución del área
seleccionada en indistinta utilizar cualquiera de
las dos.
Figura 1. Diagrama del área del sistema de secado
Fase 2 Diseño del sistema
En esta fase se consideran dos etapas
como se aprecia en la figura 1.
Etapa 1. Sistema de secado
Aplicando la ecuación 𝑄 = 𝑚𝐶𝑝∆𝑇 de la
conservación de la energía para el flujo de un
fluido, siendo 𝑄 = la trasferencia de energía al
sistema (J), 𝑚 = Masa del aire (Kg), 𝐶𝑝 =
Calor especifico del aire (J/Kg*°C), ∆𝑇 =
Diferencial de temperatura (°C) y apoyado de la
transferencia de calor se lleva a cabo el análisis
termodinámico que permite realizar el cálculo
correspondiente para la determinación del
tamaño de los ductos mediante el método de
caída de presión constante --método de igual
fricción--.
Apoyado con el software EES
(Engineering Equation Solver), se obtenienen
las dimensiones de los tramos en forma de
reducción de los ductos del sistema de secado,
que permiten la uniformidad del calor
incorporado del horno de cocción al sistema de
secado como se observa en la tabla 1.

32
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 29-36
ISSN-2410-3950
ECORFAN® Todos los derechos reservados MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino,
ESCOBAR-GÓMEZ, Elías y RIOS-ROJAS, Carlos. Diseño de un sistema de
secado con aprovechamiento de calor en la producción de tejas, utilizando lógica
difusa apoyada con LabVIEW. Revista de Sistemas Experimentales 2016
Tramo W1 (metros) H2 (metros)
a-c 1.213 0.2022
c-e 1.158 0.193
e-g 1.103 0.1838
g-i 0.9925 0.1654
i-k 0.8822 0.147
k-m 0.7719 0.1287
m-ñ 0.6065 0.1011 Tabla 5 Determinación de las dimensiones de los ductos
del sistema de secado
Al realizar el análisis termodinámico se
identifica el calor máximo generado
(168.616KJ) por el horno de cocción, que
permite elegir los accesorios; el ventilador
centrífugo modelo CLT18 con una capacidad
de 11529 m3/hr a velocidad de 1850 RPM y los
ventiladores murales modelo SB13 con una
capacidad de 3600 PCM a velocidad de 1600
RPM. Ambos ventiladores se identifican en la
figura 3, uno para la inducción del calor
generado por el horno de cocción, y otro para
eliminar la humedad y reducir temperatura del
sistema cuando el secado y proceso del horno
es finalizado.
Figura 2 Accesorios del sistema de secado
El diseño del sistema se apoyo en el
software SolidWorks para su identificación,
diseñando una cabina de control para realizar
un monitoreo constante del sistema y facilitar la
detección de fallas; apreciado en la figura 4.
1 Ancho del ducto 2 Largo del ducto
Figura 3. Diseño del sistema de secado
Etapa 2. Modelo de control
Con la finalidad de lograr un control de la
temperatura y un sistema funcional se diseña un
modelo de control difuso en el que se
determinan las variables difusas (entrada y
salida) junto con el arreglo de las reglas disufas;
determinadas a través del diagnóstico de las
condiciones iniciales y la experiencia del
experto en la producción de tejas. Enseguida se
presentan las variables contempladas y el juego
de reglas para el modelo de control difuso a
utilizar.
Se contemplaron tres variables de
entrada:
1. La temperatura de horno de cocción
se mide de 27°C a 1000°C, considerando tres
conjuntos difusos de tipo trapezoidal
(determinado por el comportamiento del horno
de cocción en operación); “baja” de 27°C hasta
350°C, “media” de 250°C hasta 850°C y “alta”
de 750°C a 1000°C (Rodríguez Ramírez, Diego
Nava, Martínez Alvarez, Méndez Lagunas, &
Aguilar Lescas, 2004).

33
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 29-36
ISSN-2410-3950
ECORFAN® Todos los derechos reservados MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino,
ESCOBAR-GÓMEZ, Elías y RIOS-ROJAS, Carlos. Diseño de un sistema de
secado con aprovechamiento de calor en la producción de tejas, utilizando lógica
difusa apoyada con LabVIEW. Revista de Sistemas Experimentales 2016
2. La temperatura del sistema de
secado se mide de 27°C a 130°C considerando
cinco conjuntos difusos; “muy baja” tipo
triangular de 27°C a 40°C, “baja” tipo
trapezoidal de 30°C a 80°C, “media” tipo
trapezoidal de 70°C a 110°C, “alta” tipo
triangular de 105°C a 125°C y “muy alta” tipo
triangular de 120°C a 130°C, las funciones
triangulares son debido a los puntos críticos del
sistema y las trapezoidales para a los momentos
de temperatura estándares. Determinado a partir
del experto en el área.
3. El tiempo se mide de 0 a 60 horas, con
un conjunto difuso “encendido” la función es de
tipo trapezoidal de 20 a 60 horas; se considera
como variable de entrada con el fin de obtener
resultados del secado después del tiempo de
operación del horno de cocción (no se incorpora
más calor). Debido que los extractores siguen
su operación y se requiere observar en que
momento establecer una temperatura ambiente
en el sistema para retirar el producto.
En las Variables de salida, se
contemplaron:
1. La velocidad del motor se mide desde 0V
hasta 10V, considerando seis conjuntos difusos,
“apagado (A)” de tipo triangular de 0V a 1V,
“despacio (D)” tipo trapezoidal de 1V a 4V,
“media (M)” tipo trapezoidal de 3V a 6V, “un
poco rápido (PR)” tipo trapezoidal de 5V a 8V,
“rápido (R)” tipo trapezoidal de 7V a 10V y
“súper rápido (SR)” tipo triangular de 9 a 10 V,
las funciones triangulares para los momentos
arranque-paro y trapezoidales para lograr el
control proporcional del ventilador.
2. La variable extractor (Ex) se mide de
0 a 1, considerándose a partir del
comportamiento y características de los
ventiladores comunes que se miden por niveles,
considerando un conjunto “Encendido (E)” de
tipo singleton para determinar simplemente si
está funcionando o no.
Se desarrolla el arreglo de las reglas
difusas con base a la interpretación del experto,
las cuales se muestran en la tabla 2.
T_sistema de secado
Muy
bajo Bajo Media Alta
Muy
alta
T_
Horno
Baja A
Media SR R M M A
Alta R PR M D
A y
Ex:E
Si “Tiempo” es “Encendido”
entonces “Extractor” es “Encendido”
Tabla 2 Juego de reglas difusas
Fase 3. Operación del sistema
En esta fase se obtiene el modelo de control
difuso a través del tools de “control y
simulación” en NI LabVIEW, a partir de la
distribución de los ductos, el análisis
termodinámico y el modelo difuso. Localizado
en el cuadrante B de la figura 5 que correponde
a la simulación del sistema de secado.
En el cuadrant D son ecuaciones
características de los fluidos a diversas
temperaturas, factores que se involucran y
afectan durante la transferencia de calor
realizada entre el horno de cocción y el sistema
de secado.
Figura 5 Diagrama del sistema de secado en LabVIEW
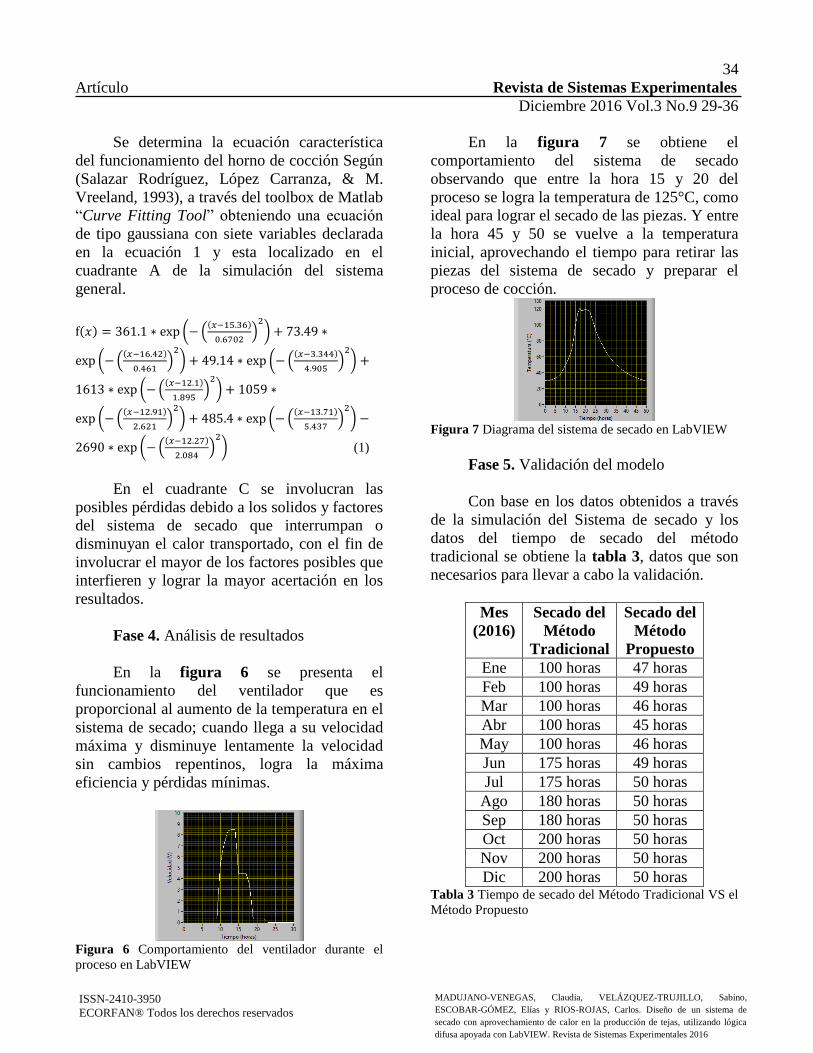
34
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 29-36
ISSN-2410-3950
ECORFAN® Todos los derechos reservados MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino,
ESCOBAR-GÓMEZ, Elías y RIOS-ROJAS, Carlos. Diseño de un sistema de
secado con aprovechamiento de calor en la producción de tejas, utilizando lógica
difusa apoyada con LabVIEW. Revista de Sistemas Experimentales 2016
Se determina la ecuación característica
del funcionamiento del horno de cocción Según
(Salazar Rodríguez, López Carranza, & M.
Vreeland, 1993), a través del toolbox de Matlab
“Curve Fitting Tool” obteniendo una ecuación
de tipo gaussiana con siete variables declarada
en la ecuación 1 y esta localizado en el
cuadrante A de la simulación del sistema
general.
f(𝑥) = 361.1 ∗ exp (− ((𝑥−15.36)
0.6702)
2
) + 73.49 ∗
exp (− ((𝑥−16.42)
0.461)
2
) + 49.14 ∗ exp (− ((𝑥−3.344)
4.905)
2
) +
1613 ∗ exp (− ((𝑥−12.1)
1.895)
2
) + 1059 ∗
exp (− ((𝑥−12.91)
2.621)
2
) + 485.4 ∗ exp (− ((𝑥−13.71)
5.437)
2
) −
2690 ∗ exp (− ((𝑥−12.27)
2.084)
2
) (1)
En el cuadrante C se involucran las
posibles pérdidas debido a los solidos y factores
del sistema de secado que interrumpan o
disminuyan el calor transportado, con el fin de
involucrar el mayor de los factores posibles que
interfieren y lograr la mayor acertación en los
resultados.
Fase 4. Análisis de resultados
En la figura 6 se presenta el
funcionamiento del ventilador que es
proporcional al aumento de la temperatura en el
sistema de secado; cuando llega a su velocidad
máxima y disminuye lentamente la velocidad
sin cambios repentinos, logra la máxima
eficiencia y pérdidas mínimas.
Figura 6 Comportamiento del ventilador durante el
proceso en LabVIEW
En la figura 7 se obtiene el
comportamiento del sistema de secado
observando que entre la hora 15 y 20 del
proceso se logra la temperatura de 125°C, como
ideal para lograr el secado de las piezas. Y entre
la hora 45 y 50 se vuelve a la temperatura
inicial, aprovechando el tiempo para retirar las
piezas del sistema de secado y preparar el
proceso de cocción.
Figura 7 Diagrama del sistema de secado en LabVIEW
Fase 5. Validación del modelo
Con base en los datos obtenidos a través
de la simulación del Sistema de secado y los
datos del tiempo de secado del método
tradicional se obtiene la tabla 3, datos que son
necesarios para llevar a cabo la validación.
Mes
(2016)
Secado del
Método
Tradicional
Secado del
Método
Propuesto
Ene 100 horas 47 horas
Feb 100 horas 49 horas
Mar 100 horas 46 horas
Abr 100 horas 45 horas
May 100 horas 46 horas
Jun 175 horas 49 horas
Jul 175 horas 50 horas
Ago 180 horas 50 horas
Sep 180 horas 50 horas
Oct 200 horas 50 horas
Nov 200 horas 50 horas
Dic 200 horas 50 horas Tabla 3 Tiempo de secado del Método Tradicional VS el
Método Propuesto

35
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 29-36
ISSN-2410-3950
ECORFAN® Todos los derechos reservados MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino,
ESCOBAR-GÓMEZ, Elías y RIOS-ROJAS, Carlos. Diseño de un sistema de
secado con aprovechamiento de calor en la producción de tejas, utilizando lógica
difusa apoyada con LabVIEW. Revista de Sistemas Experimentales 2016
Para realizar la prueba de hipótesis se
basa en los resultados que se obtienen aplicando
el programa MINITAB versión 14 indicado en
la figura 8, obteniendo el valor del estadístico
t=7.74.
Figura 8 Obtención de Tcalculada con MINITAB 14
Se considera que la hipótesis nula (𝑯𝒐)
asume que el tiempo de secado para el método
tradicional (𝝁𝟏) y el método propuesto (𝝁𝟐) son
iguales contra la alternativa (𝑯𝟏) de que el
método tradicional es mayor al método
propuesto, quedando el planteamiento de la
siguiente manera:
𝑯𝒐: 𝝁𝟏 = 𝝁𝟐
𝑯𝟏: 𝝁𝟏 > 𝝁𝟐
Para comparar con la Ttablas, considerando
un valor de significancia de 5%, localizado en
la tabla de distribución t de Student se tiene lo
siguiente:
𝒕𝒕𝒂𝒃𝒍𝒂𝒔 = 𝒕𝟎.𝟎𝟓, 𝟏𝟐+𝟏𝟐−𝟐 = 𝒕𝟎.𝟎𝟓, 𝟐𝟐 = 𝟏. 𝟕𝟏𝟕
Con los datos mostrados en la figura 9 se
concluye que existe evidencia estadística
suficiente para rechazar la hipótesis nula y en
consecuencia no rechazar la hipótesis
alternativa.
Figura 9 Prueba de hipótesis
De lo anterior se concluye que el tiempo
promedio de secado del método tradicional en
la empresa CERAMITEX es mayor al tiempo
promedio del sistema de secado propuesto;
implicando que la decisión es inversa al
planteamiento, porque la medición es el tiempo
y solamente se minimiza, conllevándonos a que
el método propuesto es mejor.
Resultados
Las corridas de la simulación del sistema de
secado se realizan considerando las
temperaturas promedios mensuales del año
2016 del municipio de Jiquipilas, Chiapas,
México; para los meses de enero a junio son
datos reales, para los meses restantes del año se
pronósticaron basados en AccuWeather
(AccuWeather.com, 2016). Que están indicados
en la tabla 4.
En la columna 4 de la tabla siguiente se
muestran las temperaturas máximas obtenidas
en el sistema de secado, oscilando entre los
120°C y 125°C quedando dentro de las reglas
difusas establecidas en la fase 2; en la columna
3 se localiza el tiempo en horas donde se
alcanzan dichas temperaturas y en la columna 5
el tiempo cuando el sistema restablece la
temperatura inicial.

36
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 29-36
ISSN-2410-3950
ECORFAN® Todos los derechos reservados MADUJANO-VENEGAS, Claudia, VELÁZQUEZ-TRUJILLO, Sabino,
ESCOBAR-GÓMEZ, Elías y RIOS-ROJAS, Carlos. Diseño de un sistema de
secado con aprovechamiento de calor en la producción de tejas, utilizando lógica
difusa apoyada con LabVIEW. Revista de Sistemas Experimentales 2016
Mes T_prom Tie_sec T_max Tie_rest
Ene 22.7°C 20 horas 121.25°C 47 horas
Feb 23°C 20 horas 121.44°C 49 horas
Mar 27.7°C 20 horas 124.61°C 46 horas
Abr 28.9°C 17 horas 120.18°C 45 horas
May 30.48°C 20 horas 121.18°C 46 horas
Jun 23.9°C 20 horas 120.01°C 49 horas
Jul 22.75°C 20 horas 121.28°C 50 horas
Ago 22.79°C 17 horas 121.3°C 50 horas
Sep 25°C 20 horas 122.7°C 50 horas
Oct 24.7°C 20 horas 122.5°C 50 horas
Nov 24°C 20 horas 122.07°C 50 horas
Dic 23°C 20 horas 121.44°C 50 horas Tabla 4 Resultados del tiempo de secado del sistema
Conclusiones
Al simular el sistema de secado el rango de
temperatura a emplear esta entre 120°C y 125
°C, controlada entre las 17 y 20 horas del
proceso mientras que el proceso completo del
sistema de secado es posible realizarlo en 50
horas; reduciéndolo al menos en un 50% con
respecto al método tradicional.
En consecuencia, el diseño del sistema de
secado propuesto; permite coadyuvar en las
medianas industrias alfareras que no cuentan
con la suficiente dimensión territorial y recurso
económico para obtener sistemas que sean
competitivos con la gran empresa, basado en la
proporción de costos de la producción obtenida
y logrando en consecuencia un secado uniforme
de las tejas sin interrupciones.
Referencias
AccuWeather.com (25 de marzo de 2016).
Obtenido de AccuWeather.com:
http://www.accuweather.com/es/mx/jiquipilas/2
36959/month/236959?monyr=6/01/2016
Afanador García, N., & J., I. (2013).
Caracterización de arcillas empleadas en pasta
cerámica para la elaboración de ladrillos en la
zona de Ocaña, Norte de Santander. Epsilon,
101-119.
Martínez López, E., & Lira Cortés, L. (2016).
Evaluación de los factores de influencia en el
modelo de Luikov. Ingeniería Investigación y
Tecnología, 35-44.
Rodríguez Ramírez, J., Diego Nava, F.,
Martínez Alvarez, C., Méndez Lagunas, L., &
Aguilar Lescas, M. (2004). Perfiles de
Temperatura en un Horno Ladrillero. Revista
Mexicana de Ingeniería Química, 209-217.
Salazar Rodríguez, J., López Carranza, E., &
M. Vreeland, J. (1993). Medida de las
Temperaturas de un Horno Artesanal de
Mórrope, Departamendo de Lambayaque,
Utilizado para la Fabricación Tradicional de
Alfarería. Bull. Ins. ff. études andines, 685-699.
Stojanovski, G., & Stankovski, M. (2011).
Advanced Industrial Control Using Fuzzy-
Model Predictive Control. IFAC, 10733-10738.

37
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 37-41
Reactor para generar biogás a partir de excretas animales
RAMÍREZ-COUTIÑO, Víctor*†, CARDONA-MARTÍNEZ, Clara y RODRÍGUEZ-UGARTE, María.
Universidad Tecnológica de Querétaro, Av. Pie de la Cuesta No. 2501, Querétaro, Querétaro. C.P. 76148, México Recibido Octubre 10, 2016; Aceptado Noviembre 18, 2016
___________________________________________________________________________________ Resumen
Este artículo presenta los resultados de la digestión
anaerobia de estiércol de vaca fresca obtenida de un
establo. Un digestor anaeróbico a escala laboratorio
de 5 l de volumen, se ha desarrollado, para operar
bajo condiciones de proceso por lotes. Las
características del reactor permiten probar la
producción de metano de una manera sencilla. El
seguimiento de la generación de biogás se realizo
por un periodo de 20 días. La producción de biogás
se llevo a cabo de manera eficiente los primeros 10
días generando 1.2 l, los días posteriores la
producción fue disminuyendo. Los resultados
obtenidos del digestor desarrollado, mostraron que
hay un buen potencial para la producción de biogás.
Debido a sus dimensiones se facilita su transporte y
la realización de pruebas directamente in situ,
evaluando diferentes residuos orgánicos o
mezclas de ellos, lo que facilitara la
investigación de cuales son las combinaciones
de residuos que producen más eficientemente
biogás.
Residuo orgánico, biogás, digestión anaerobia
Abstract
This article presents the results of the anaerobic
digestion of manure fresh cow. An anaerobic
digester to 5 l laboratory scale volume, has been
developed to operate under batch. The features
allow test reactor methane production in a simple
manner. Monitoring of biogas generation was
conducted for a period of 20 days. Biogas
production was carried out efficiently generating the
first 10 days 1.2 l, subsequent days was decreasing.
The results of the developed digester, showed that
there is good potential for biogas production. Due to
its dimensions facilitates transport and testing
directly in situ, evaluating different organic residues
or mixtures thereof, which will facilitate the
investigation of combinations which are produced
more efficiently waste biogas.
Organic waste, biogas, anaerobic digestion
Citación: RAMÍREZ-COUTIÑO, Víctor, CARDONA-MARTÍNEZ, Clara y RODRÍGUEZ-UGARTE, María. Reactor para
generar biogás a partir de excretas animales. Revista de Sistemas Experimentales 2016, 3-9: 37-41
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

38
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 37-41
ISSN-2410-3950
ECORFAN® Todos los derechos reservados RAMÍREZ-COUTIÑO, Víctor, CARDONA-MARTÍNEZ, Clara y
RODRÍGUEZ-UGARTE, María. Reactor para generar biogás a partir de
excretas animales. Revista de Sistemas Experimentales 2016
Introducción
En la actualidad la generación y el uso de
energía es una de las áreas que más impacto
tiene en las actividades industriales y cotidianas
de los seres humanos. Dicha energía
comúnmente se obtiene a partir de combustibles
fósiles. Sin embargo, debido al grado de
contaminación que estos generan por emitir
gases tóxicos de efecto invernadero y derrames
accidentales que contaminan suelo, agua,
sedimentos, aunado a su disminución por su
alto consumo Mundial, se hace necesaria la
exigencia de alternativas para la generación de
energía económicamente viable y amigable con
el medio ambiente. Hoy en día, una de las
opciones que ha tomado mayor relevancia para
disminuir el consumo de combustibles fósiles
son las tecnologías para generar bioenergía
mejor conocidas como energías renovables.
El biogás, que en general se refiere al gas
generado en reactores por la digestión
anaerobia de residuos orgánicos, es un medio
prometedor para hacer frente a las necesidades
energéticas mundiales y proporcionar múltiples
beneficios ambientales.
Desde un punto de vista socioeconómico,
el biogás no sólo reduce de manera significativa
los costos de tratamiento de residuos (Holm-
Nielsen et al., 2009) sino también tiene la
materia prima utilizada es de bajo costo.
Además, el biogás tiene un precio de venta más
bajo en comparación con el gasóleo y la
gasolina. Estos beneficios ilustran que el biogás
es ampliamente viable como una fuente
renovable.
Por ejemplo Estados Unidos estima que al
menos el 25% de la bioenergía puede ser
producida por biogás, en Italia durante el 2011
gran parte de la electricidad se produjo a partir
de biogás (Bacenetti et al., 2013), en Alemania
se operaron aproximadamente 4,000 unidades
de producción de biogás agrícola en las granjas
a finales del 2008, en China 26.5 millones de
plantas de biogás fueron construidos antes del
2007 (Deng et al., 2014).
Dentro de los residuos orgánicos
utilizados se encuentran los residuos agrícolas,
desechos industriales, sólidos municipales,
domésticos, estiércol de animales y mezclas de
residuos orgánicos.
El proceso para la generación de biogás
representa un sistema fisiológico microbiano y
transformación de materia prima en condiciones
específicas. Sin embargo, los consorcios
microbianos son sensibles a variaciones de las
condiciones en el funcionamiento, por lo que si
el proceso no se realiza adecuadamente, la
producción de biogás podría verse reducida.
Dentro de las variables a considerar se
encuentran la Temperatura, el pH, sólidos
volátiles y tipo de residuo orgánico.
Se han hecho muchos intentos para
aumentar la producción de biogás, incluida la
introducción de acelerantes, como aditivos
biológicos y/o químicos con el propósito de
favorecer las condiciones para el crecimiento de
microbios y la rápida producción de gas en un
reactor.

39
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 37-41
ISSN-2410-3950
ECORFAN® Todos los derechos reservados RAMÍREZ-COUTIÑO, Víctor, CARDONA-MARTÍNEZ, Clara y
RODRÍGUEZ-UGARTE, María. Reactor para generar biogás a partir de
excretas animales. Revista de Sistemas Experimentales 2016
Sin embargo falta más investigación
sobre nuevas técnicas para hacer más eficientes
los procesos en la producción de biogás
mediante el estudio de materias primas y
evaluación de las condiciones de trabajo. En el
presente trabajo, se evalúa la producción de
biogás mediante un reactor por lote empleando
como residuo orgánico excreta de ganado
vacuno.
Materiales y Desarrollo Experimental
Dispositivo experimental
El digestor diseñado es un reactor por lote de
para 5 l de volumen, (Fig. 1) fue construido de
una manera para facilitar su transporte.
El sistema se puede dividir en tres partes
diferentes: la alimentación del sistema, sistema
digestor y el gasómetro.
1) El sistema de alimentación está en la parte
superior del reactor. Para la carga de
biomasa se cuenta con un orificio de 25.4
mm de diámetro. El sistema de suministro se
realiza con una tubería y válvula
subsiguiente.
2) El digestor es cilíndrico tiene una altura de
50 cm y un diámetro de 20 cm tiene un
orificio de salida por la parte superior por
donde sale el gas producido, el flujo de
salida es controlado por una válvula.
3) El gasómetro tiene forma cilíndrica y esta
graduado para poder medir el volumen
producido de biogás mediante el
desplazamiento de una solución de H2SO4
y NaCl al 10% que se encuentra en su
interior y que está conectada a una tubería de
salida. El propósito de que la solución sea
de H2SO4 es que no se reproduzcan
microorganismos, algas o moho en el
contenedor y captar el CO2 y H2S generado
junto con CH4, en la parte superior cuenta
con una salida controlada por una válvula
para regular la salida del biogás.
Biomasa alimentada
La biomasa empleada para la alimentación del
reactor se compone de estiércol de vaca fresca,
la cual se obtuvo de un establo ganadero
ubicado en la localidad de Montenegro,
Municipio de Querétaro, México. El sustrato
fue caracterizado mediante análisis de pH,
sólidos volátiles.
Métodos analíticos
Para la evaluación del proceso se tomaron las
muestras de sustrato al inicio y al final del
experimento, para el pH se tomó directamente
la medición mediante el medidor de pH Marca
Hanna Modelo HI8424 y los sólidos volátiles se
analizaron por el método gravimétrico mediante
calcinación de la muestra a 550 °C de acuerdo
al método de medición de la NOM-004-
SEMARNAT-2002- SM2540BE para sólidos
volátiles en muestras de lodos, suelos y
biosólidos.

40
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 37-41
ISSN-2410-3950
ECORFAN® Todos los derechos reservados RAMÍREZ-COUTIÑO, Víctor, CARDONA-MARTÍNEZ, Clara y
RODRÍGUEZ-UGARTE, María. Reactor para generar biogás a partir de
excretas animales. Revista de Sistemas Experimentales 2016
Metodología experimental
El digestor se alimentó con 3 l de estiércol de
vaca y 0.5 l de agua, posteriormente se realizó
el sellado de cada válvula. La producción de
gas se comprobó después de 5, 10, 15 y 20 días.
Resultados
Caracterización del sustrato
Los resultados de la caracterización del sustrato
al inicio y finalización del proceso de digestión
mostrada en la Tabla 1, indican como el pH y el
contenido de sólidos volátiles disminuyeron, lo
cual es ocasionado por la rápida degradación de
la materia orgánica, la cual se hidroliza y es
convertida a los ácidos grasos.
Parámetro Inicio Final
Sólidos volátiles 10.5 9.8
pH 8.64 8.25
Tabla 1 Caracterización del sustrato al inicio y final del
proceso de digestión.
Los resultados obtenidos en la fase de
digestión anaerobia son normales de acuerdo al
intervalo óptimo de trabajo. (Prasad et al,
2007; Macias-Corral et al., 2008).
Producción de biogás
En el Grafico 1. Se puede observar como se
llevó a cabo la producción de biogás durante los
20 días de digestión. Podemos notar que la
mayor producción se obtuvo en los primeros 5
y 10 días (0.8-1.2 l respectivamente), ya que en
los posteriores días la producción fue
disminuyendo alcanzando al dia 20 un volumen
de 1.6 l.
Grafico 1.Producción de biogás durante 20 días.
Braun (1982), en su artículo sobre la
producción de biogás a partir de estiércol de
ganado, reporto similares resultados mostrando
que la mayor producción se genera en los
primeros 15 días y posterior a este se debe
agregar una nueva carga de sustrato. Comino et
al. (2009) en su investigación para generar
biogás a través de la mezcla de residuos de
excreta de vaca y suero de leche coincide en
que los primeros 15 días son los mas
importantes en la producción de biogás, de ahí
la importancia de tomar este tiempo como un
parámetro para el cambio de sutrato.
Agradecimiento
A la Universidad Tecnológica de Querétaro por
el apoyo a los investigadores participantes. Al
CONCyTEQ por el apoyo bajo el programa de
“Nuevos talentos científicos y tecnológicos”
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
0 10 20 30
Bio
gás
pro
du
cid
o (
l)
Tiempo (días)

41
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 37-41
ISSN-2410-3950
ECORFAN® Todos los derechos reservados RAMÍREZ-COUTIÑO, Víctor, CARDONA-MARTÍNEZ, Clara y
RODRÍGUEZ-UGARTE, María. Reactor para generar biogás a partir de
excretas animales. Revista de Sistemas Experimentales 2016
Conclusiones
El digestor desarrollado a escala laboratorio es
bastante innovador para sus dimensiones y por
la facilidad de su transporte, dando la
posibilidad de llevar a cabo pruebas
directamente in situ con diferentes residuos
orgánicos o mezclas de ellos, lo que facilitara la
investigación de cuales son las combinaciones
de residuos que producen mas eficientemente
biogás, pudiendo en un futuro construir un
biodigestor a escala piloto con resultados
prometedores e instalarlos de manera
permanente en los lugares donde se generen
cantidades grandes de residuos orgánicos,
obteniendo energía renovable útil para las
actividades que asi convengan.
Referencias
Bacenetti, J., Negri, M., Fiala, M., Gonzalez-
Garcia, S., 2013. Anaerobic digestion of
different feedstocks: impact on energetic and
environmental balances of biogas process. Sci
Total Environ 463–464:541–51.
Braun, R., 1982. Biogas – Methangärung
Organischer Abfallstoffe: Grundlagen und
Anwendungsbeispiele (Innovative
Energietechnik). Springer, Wien, New York,
ISBN 3-211-81705-0.
Comino, E., Rosso, M., Riggio, V., 2009.
Development of a pilot scale anaerobic digester
for biogas production from cow manure and
whey mix. Bioresource Technol. 100, 5072–
5078.
Deng, Y., Xu, J., Liu, Y., Mancl, K., 2014.
Biogas as a sustainable energy source in China:
regional development strategy application and
decision making. Renewable Sustainable
Energy Rev 35:294–303
Holm-Nielsen, JB., Al Seadi, T., Oleskowicz-
Popiel, P., 2009. The future of anaerobic
digestion and biogas utilization. Bioresour
Technol 100, 5478–84.
Macias-Corral, M., Samani, Z., Hanson, A.,
Smith, G., Funk, P., Yu, H., Longworth, J.,
2008. Anaerobic digestion of municipal solid
waste and agricultural waste and effect of co-
digestion with dairy cow manure. Bioresource
Technol. 99, 8288–8293.
Prasad, K., Immaculada, B., Lars, E., Irini, A.,
2007. Effects of mixing on methaneproduction
during thermophilic anaerobic digestion of
manure: lab-scale and pilot-scale studies.
Bioresource Technol. 99, 4919–4928.

42
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
Producción de bioetanol a partir de suero de queso proveniente de la región central
del estado de Veracruz
DE JESÚS-ANDRADE, Esmeralda*†, OSORIO-GONZÁLEZ, Carlos, SANDOVAL-SALAS, Fabiola
y ÁVALOS-DE LA CRUZ, Dora.
Recibido Octubre 5, 2016; Aceptado Noviembre 2, 2016
___________________________________________________________________________________ Resumen
La producción de bioetanol se considera una alternativa
energética que contribuye a la reducción de impactos
ambientales negativos, provocados por el uso de
combustibles fósiles. Con el fin de evaluar la producción
de bioetanol a partir de suero de leche de bovinos (dulce
y ácido) se optimizó el proceso de hidrólisis de la lactosa
y la fermentación del hidrolizado. Los sueros se
caracterizaron física y químicamente y se probaron dos
tratamientos de hidrólisis: química con ácido clorhídrico
al 0.01, 0.1 y 1M (30 y 90 minutos) y enzimática con
0.45, 0.9 y 1.8 mL/L de lactasa (15, 20 y 25 minutos). La
eficiencia de la hidrólisis se cuantificó con el contenido
de azúcares reductores por DNS y de glucosa por la
técnica GOD-GOP (Trinder) y mediante fermentación de
los mejores tratamientos. Los sueros (ácido y dulce)
hidrolizados con la concentración de solución de HCl al
0.1 M, crudos y suplementados al 6 y 12 % fueron
fermentados con una concentración de inoculo de 1x107
cel/mL a una temperatura 28°C, bajo condiciones
anaerobias, durante 92 horas. En estas condiciones, se
obtuvieron 28.44 g/L en suero dulce suplementado (12%
de azúcar total) y 30.02 g/L de bioetanol en suero ácido
suplementado.
Bioetanol, residuos agroindustriales, lactosuero,
fermentación
Abstract
The production of bioethanol is considered an energy
alternative that contributes to the reduction of negative
environmental impacts caused by the use of fossil fuels.
In order to evaluate the production of ethanol from whey
of bovine (sweet and acid) the process of lactose
hydrolysis and fermentation of the hydrolyzate was
optimized. The sera were characterized physically and
chemically and two hydrolysis treatments were tested:
chemical with hydrochloric acid to 0.01, 0.1 and 1 M (30
to 90 minutes) and enzyme with 0.45, 0.9 and 1.8 mL / L
lactase (15, 20 and 25 minutes). The efficiency of
hydrolysis was quantified with the content of reducing
sugars by DNS and glucose by the GOD-GOP (Trinder)
technique and by fermentation of the best treatments.
Sera (sour and sweet) hydrolyzed with the concentration
of HCl solution 0.1 M, raw and supplemented to 6 and
12% were fermented at a concentration of inoculum of
1x107 cel/mL at a temperature 28 ° C under anaerobic
conditions for 92 hours. Under these conditions, 28.44 g /
L were obtained in fresh serum-supplemented (12% total
sugar) and 30.02 g / L in serum supplemented bioethanol
acid.
Bioethanol, agro-industrial waste, whey fermentation
Citación: DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos, SANDOVAL-SALAS, Fabiola y
ÁVALOS-DE LA CRUZ, Dora. Producción de bioetanol a partir de suero de queso proveniente de la región central del
estado de Veracruz. Revista de Sistemas Experimentales 2016, 3-9: 42-50
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

43
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos,
SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora. Producción de
bioetanol a partir de suero de queso proveniente de la región central del estado de
Veracruz. Revista de Sistemas Experimentales 2016
Introducción
Actualmente los altos índices de contaminación
ha llevado a los gobiernos de todo el mundo a
exigir a las industrias una producción limpia, lo
cual hace que las empresas planteen soluciones
para disminuir sus cargas contaminantes
(Panesar et al., 2007; Koutinas et al., 2009;
Carvalho et al., 2013), mediante la mejora de
sus procesos o a través del aprovechamiento de
los subproductos. El principal residuo que
genera la industria láctea es el suero de leche, la
producción mundial de este residuo por año es
de 160 millones de ton, con un crecimiento de
1-2 % anual (Dragone et al., 2009; Valencia y
Ramiréz, 2009; Guimaraes et al., 2010;
Ramírez Navas, 2012; Das et al., 2015). Lo
anterior provoca un daño al medio ambiente
debido que contiene una alta concentración de
sustancias orgánicas disueltas (Mukhopadhyay
et al., 2003), mismas que provocan una alta
demanda bioquímica de oxígeno (DBO) de 35-
45 mg/L, así como una alta demanda química
de oxígeno (DQO) 80,000mg/L (Ergüder et al.,
2001; Ozmihci and Kargi, 2007; Dragone et al.,
2009; Das et al., 2015), las variaciones en la
demanda están determinadas directamente por
el tipo de leche y del contenido de lactosa
(Mukhopadhyay et al., 2003; Das et al., 2015).
En la actualidad se han propuesto estudios con
el fin de transformarlo en un producto útil de
alto valor agregado, el cual representa una
oportunidad para el desarrollo de nuevos
productos (Bansal et al., 2008; Bertin et al.,
2013.
Dragone et al., 2011; Hernández-
Ledesma et al., 2010), debido a sus
características, a la nueva cultura en la
valorización de desechos agroindustriales y a la
creciente combinación de nuevas metodologías,
se podría aprovechar en otros procesos para la
obtención de compuestos de interés industrial
(Koutinas et al., 2009), generando una
oportunidad para el desarrollo de nuevos
productos tales como biogás (Bertin et al.,
2013), enzimas (Bansal et al., 2008), etanol
Sin embargo a pesar de los múltiples usos del
suero, el 47 % es descargado en el suelo,
drenajes y cuerpos de agua, tornándose en un
serio problema para el ambiente (Carrillo,
2006).
El estado de Veracruz ocupa el sexto
lugar a nivel nacional en la producción de leche
de bovino, con una producción de 695, 762
litros para el año 2015, (SAGARPA, 2016).
Considerando que una parte de esta leche se
destina a la producción de quesos, SAGARPA
(2016), reporta una producción de 363,271 mil
toneladas de queso para el mismo año, el cual
genero una considerable cantidad de suero que
no fue aprovechado, si se toma en cuenta que a
partir de 10 litros de leche de vaca se puede
producir de 1 a 2 kg de queso y un promedio de
8 a 9 kg de suero de leche (Parra, 2009; Guerra
et al., 2013).
Los sueros se caracterizaron física y
químicamente y se probaron dos tratamientos
de hidrólisis, ácida y enzimática. La eficiencia
de la hidrólisis se cuantificó mediante el
contenido de azúcares reductores y glucosa. La
fermentación de los mejores tratamientos y la
obtención de bioetanol se optimizo mediante la
adición de suplemento (melaza) al 6 y 12% con
la obtención de 28.44 g/L y 30.02 g/L de
bioetanol para suero dulce y ácido
suplementado respectivamente.
44
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos,
SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora. Producción de
bioetanol a partir de suero de queso proveniente de la región central del estado de
Veracruz. Revista de Sistemas Experimentales 2016
Materiales y métodos
a) Obtención del suero de queso
El suero fue colectado de dos diferentes micro
queserías en la región centro del estado de
Veracruz. El suero dulce fue obtenido de la
coagulación de caseína vía enzimática (renina)
y el suero ácido por la mezcla de renina y
cultivos lácticos.
b) Material biológico y medio de cultivo
Se utilizó una cepa etanolgenica de
Saccharomyces cerevisiae ITPE01, aislada de
caña de azúcar. La cepa fue conservada en
medio agar papa-dextrosa a 4°C.
c) Composición química
La composición química del suero ácido y
dulce fue determinada bajo los siguientes
criterios: la material seca se evaluó por secado
en una estufa RIOSSA H-33 a 60°C hasta peso
constante (A.O.A.C., 2005), la cenizas se
realizaron por incineración en mufla
(FURNACE 1300) a 550°C por 5 horas; la
cuantificación de proteína se realizó por
espectrofotometría (Lowry, et al., 1951); la
grasa butírica se realizó por el método de
Gerber (NMX-F-155-SCFI-2003), el pH se
determinó por medición directa con un
potenciómetro Hanna modelo HI-8424 (NMX-
F-317-S-1978); para la demanda química de
oxigeno (DQO) se utilizó un kit HACH®
basado en el método 800 para agua y aguas
residuales, finalmente el contenido de lactosa se
realizó utilizando un equipo Lactoscan. Todas
las determinaciones se realizaron por triplicado.
d) Pre-tratamientos del suero de queso
-Hidrolisis enzimática de suero queso
Se utilizó una enzima en forma líquida (β-
galactosidasa) obtenida de ENMEX con el
nombre comercial de Lactoset©, la cual fue
almacenada a 4°C hasta el momento de su
utilización. La actividad de la enzima es de
10,000 u/g de enzima (1 mol de o-
nitrofenol/min, en condiciones óptimas). La
hidrolisis de lactosa se realizó bajo los
siguientes parámetros: temperatura (35-40 °C),
pH (6.5-7.5), tiempo (10-20 min) y
concentración de enzima (0.46, 1, 1.5 µL/L).
-Hidrolisis química de suero de queso
La hidrolisis química se realizó bajo las
siguientes condiciones: autoclave a 120°C/15
psi y 100°C/1 atm, por 30 y 90 minutos y una
concentración de ácido de 0.01, 0.1 y 1 M
respectivamente.
e) Producción de alcohol
Una vez hidrolizadas las muestras se
centrifugaron a 10 000 rpm por 10 minutos a
4°C, el sobrenadante fue filtrado en papel filtro
Whatman No. 1, el pH se ajustó a 4.5 y la
cuantificación de azúcares reductores en el
hidrolizado se realizó mediante el método de
DNS (Miller, 1959). Se inocularon matraces de
1000 mL con un volumen de trabajo de 500 mL
de suero hidrolizado, con una concentración de
inoculo de 1x107 cel/mL, la temperatura y el
tiempo de la fermentación fueron de 28°C y 92
horas como tiempo máximo. Las muestras
fueron destiladas y el porcentaje de etanol se
estimó con base a la ecuación de Gay-Lussac
para fermentación alcohólica.

45
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos,
SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora. Producción de
bioetanol a partir de suero de queso proveniente de la región central del estado de
Veracruz. Revista de Sistemas Experimentales 2016
f) Análisis estadístico
Para evaluar el efecto de los diferentes
parámetros en la hidrolisis química se utilizó un
factorial de dos niveles y tres factores (23) así
como un análisis de varianza (ANOVA) y un
comparativo de medias (LSD). La evaluación
de la hidrolisis enzimática se realizó utilizando
un diseño de optimización (Box-Benkhen),
todas las corridas se hicieron por duplicado,
(Cuadro 1). Todos los análisis se realizaron con
el paquete estadístico Minitab® 17.1.0.
Corrida Tiempo Enzima Temperatura
1 15 0.45 40
2 25 0.45 40
3 15 1.8 40
4 25 1.8 40
5 15 1.125 35
6 25 1.125 35
7 15 1.125 45
8 25 1.125 45
9 20 0.45 35
10 20 1.8 35
11 20 0.45 45
12 20 1.8 45
13 20 1.125 40
14 20 1.125 40
15 20 1.125 40
Tabla 1 Diseño de Box-Benhken
Resultados
Composición química
Los resultados obtenidos para la composición
química se presentan en el Cuadro 2. Para
materia seca y pH del suero dulce son similares
a los reportados por Boudjema et al. (2015), la
cantidad de cenizas presente en ambos sueros es
menor respecto a lo reportado por Yadav et al.
(2015), lo anterior se debe principalmente a la
cantidad adicionada de cloruro de calcio en
cada uno de los diferentes procesos de
elaboración del queso (Malcata et al., 2001); la
cantidad de proteína es menor, y la cantidad de
ácido láctico es mayor a lo reportado por Anand
et al. (2013), el contenido de lactosa es mayor a
la reportada por Panesar et al. (2007), la
cantidad grasa presente es menor a lo reportado
por Yadav et al. (2015), esto se debe
principalmente a las características física y
químicas de la leche, a la especie bovina
específica, la época estacional en la que se
recolecto la leche, en la alimentación
proporcionada al animal y al proceso de
coagulación utilizado para la separación de la
caseína (Park et al., 2007), la demanda química
de oxigeno es similar a lo reportado por
Smithers et al. (2015), lo cual se debe
principalmente a la composición física y
química de la leche (Navas 2015).
Parámetro Dulce Ácido
Materia
seca
7.44±1.27 6.80±0.20
Grasa 0.4±0.00 0.86±0.05
Proteína 0.19±0.59 0.18±0.64
Cenizas 1.18±0.03 0.87±0.03
Lactosa 4.215±0.078 3.525±0.148
pH 6.60±0.02 4.42±0.18
Ácido
láctico
0.50±0.00 5.03±1.24
DQO (g/L) 56.76±0.00 74.58±0.02
Tabla 2 Composición química (%) de suero de queso
bovino (dulce y ácido).

46
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos,
SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora. Producción de
bioetanol a partir de suero de queso proveniente de la región central del estado de
Veracruz. Revista de Sistemas Experimentales 2016
Pre-tratamientos del suero de queso
Hidrólisis enzimática
El resultado de la optimización de la
hidrolisis enzimática por Box-Benhken no
mostró diferencia significativa (P=0.208 y
0.709 respectivamente) para ambos sueros
(ácido y dulce). Después del tratamiento de
hidrólisis en suero dulce y ácido, el análisis
indica que no hubo un cambio significativo en
el contenido de azúcares reductores, lo cual se
debe principalmente a la inhibición competitiva
que ejercen los productos de reacción, glucosa
y galactosa, ya que van en incremento y la
galactosa ocupa el sitio activo de la enzima
evitando que la lactosa se una al mismo
(Beltrán y Acosta, 2014).
Hidrólisis química
En el ANOVA, los factores evaluados,
concentración de la solución de HCl y el
contenido de azúcares reductores (P-Value:
0.502) señala que no existe diferencia
significativa entre dichos factores (Gráfico 1),
por lo que se procedió a utilizar, la
concentración más baja de la solución de HCl
para efectuar la hidrólisis.
Gráfico 1 Gráfico de efectos principales, tipo de suero y
concentración de ácido.
Fermentación de los hidrolizados de suero
El monitoreo de los azúcares reductores
presentes en el medio de fermentación del
tratamiento de suero suplementado con melaza
(12%; gráfico 2 y 3) mostró consumo acelerado
de azúcares durante las primeras 12 horas
(50%) y una reducción notable después de este
periodo con tendencia a un comportamiento
asintótico para ambos tipos de suero (dulce y
ácido). Se observó que a pesar de haber
mantenido la fermentación hasta 92 horas, a
partir de las 40 horas el consumo es
prácticamente nulo, lo que indica la posibilidad
de que se esté agotando otro nutriente que actúa
como sustrato limitante. Cruz et al. (2003)
encontraron que la concentración y tipo de la
fuente de nitrógeno afecta el consumo de
galactosa cuando se usan cepas de panificación
y cerveceras.
El consumo de azúcar en el tratamiento
de suero suplementado al 6% de azúcares
mostro un comportamiento lineal hasta las 40
horas, equivalente a 6 g/h. Al igual que el
tratamiento de 12% la curva tiende hacerse
asintótica.
El consumo de azúcares en el sustrato no
suplementado con melaza fue mínimo (12 g/L)
hasta las 92 horas.
Gráfico 2 Cinética de consumo de azúcares reductores en
suero ácido de bovino. Suero crudo ( ), suero
suplementado al 6% ( ), suero suplementado al 12% ( ).
TX
SOLUCIÓN
21
1 .00.90.60.30.11 .00.90.60.30.1
2
0
-2
-4
Efe
cto 0
-2.608
2.608
ÁcidoDulce
38
36
34
Med
ia
35.771
34.851
36.692
1 .00.90.60.30.1
38
36
34
32
Med
ia
35.771
33.243
38.300
Interacción
Tipo de suero Concentración de ácido
0
20
40
60
80
100
120
140
0 20 40 60 80 100
Azú
care
s re
du
ctore
s (g
/L)
Tiempo de fermentación (horas)

47
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos,
SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora. Producción de
bioetanol a partir de suero de queso proveniente de la región central del estado de
Veracruz. Revista de Sistemas Experimentales 2016
Gráfico 3 Cinética de consumo de azúcares reductores en
suero dulce de bovino. Suero crudo ( ), suero
suplementado al 6% ( ), suero suplementado al 12% ( ).
Producción de alcohol
Los rendimientos de alcohol obtenidos de las
tres diferentes fermentaciones (suero crudo y
suero suplementado con melaza en 6 y 12%) se
muestran en la tabla 3.
Tabla 3 Rendimiento de alcohol obtenido a
partir de suero de queso
La producción de bioetanol en suero
ácido y dulce hidrolizado sin suplementar es
acorde a lo esperado considerando que el
contenido de azúcar (lactosa) es cercano al
40%, y coincide con estudios previos donde se
utilizó suero solo para la producción de etanol,
en los que se encontraron bajos rendimientos
(Coughlin y Charles, 1980; Moulin y Galzy,
1984; Parashar, et al. 2016).
La evaluación de la producción de
bioetanol en suero ácido y dulce suplementado
con melaza al 6 y 12% muestra un rendimiento
del 50% con respecto al rendimiento teórico, en
el que 1 mol de glucosa produce 2 mol de
etanol, 2 moles CO2 y energía (Sánchez y
Cardona, 2005). Los resultados obtenidos
coinciden con lo esperado, ya que se detectó
que la levadura solo consume una parte del
sustrato principal (fuente de carbono y energía-
azúcares), lo que indica la posibilidad de que se
esté agotando otro nutriente y que actúe como
sustrato limitante. Sin embargo en este trabajo
no se evaluó la evolución de otros nutrientes.
Trigueros et al. (2016) encontraron que S.
cerevisiae consume rápido la glucosa y
metaboliza con mayor lentitud la galactosa,
debido a que célula está lista para metabolizar
glucosa. Ocasionado que su sistema de síntesis
enzimática, necesario para asimilar la segunda
fuente de carbono dependa de su estado de
energía asociado con la concentración de
glucosa en el medio. Regulando el sistema en
diferentes mecanismos tales como la represión
de catabolitos y la inactivación catabólica, lo
que resulta, en fermentaciones prolongadas. No
obstante S. cerevisiae posee una buena
capacidad fermentativa y tolerancia al etanol, lo
que permite producir hasta 20% (v / v) (Antoni
et al, 2007; Cot al., 2007; Guimarães et al.,
2010), convirtiéndola en la levadura más usada
para la generación de este producto.
0
20
40
60
80
100
120
140
0 20 40 60 80 100
Azú
care
s re
du
ctore
s (g
/L)
Tiempo de fermentación (horas)
Tipo de
suero
Suero dulce Suero Ácido
Etanol
(g/L)
Rendimi
ento
teórico
Etanol
(g/L)
Rendimi
ento
teórico
Suero
hidroliza
do
0.316±
0.00
18.35±0.
00
0.632±
0.00
17.45±0.
00
Suero
suplemen
tado
(6%)
15.8±0.
00
30.66±0.
00
15.8±0.
00
30.66±0.
00
Suero
suplemen
tado
(12%)
28.44±
0.129
61.33±0.
00
30.02±
0.129
61.33±0.
00
48
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos,
SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora. Producción de
bioetanol a partir de suero de queso proveniente de la región central del estado de
Veracruz. Revista de Sistemas Experimentales 2016
Conclusiones
Los parámetros fisicoquímicos del suero dulce
y ácido de bovino provenientes de la región
central del estado de Veracruz se encuentran
dentro de los intervalos aceptables, con respecto
a la de otros autores.
La optimización de la hidrolisis
enzimática mediante el diseño de Box-Benhken
no mostró diferencia significativa en el
contenido de azúcares, mientras que la
aplicación de tratamiento termo-ácidos
(hidrólisis química) incremento el rendimiento
de azúcares totales mediante la adición
soluciones de HCl a bajas concentraciones,
permitiendo llevar a cabo procesos
fermentativos.
La concentración de azúcares totales en
suero de queso hidrolizado ejerció gran
influencia en la producción de etanol por
Saccharomyces cerevisiae ITPE01 siendo la
formación de producto máxima de 28.44 y
30.02 para suero dulce y ácido respectivamente,
cuando se utiliza una concentración de
suplemento (melaza) al 12 %. Por último, el
uso de suero de leche como sustratos representa
una oportunidad importante que puede
permitirnos mejorar el valor añadido de los
procesos agroindustriales, reduciendo
temporalmente los costos de eliminación
ayudando a mitigar la contaminación, de
cuerpos de agua y suelos.
Agradecimiento
Al Consejo Nacional de Ciencia y Tecnología
(CONACyT) y al Tecnológico Nacional de
México (TNM) por brindar los fondos para la
realización de esta investigación.
Referencias
Anand, S., Som Nath, K., & Chenchaiah, M.
(2013). Whey and whey products. Milk and
Dairy Products in Human Nutrition:
Production, Composition and Health, 477-497.
Beltran, L. J., & Acosta, A. (2014). Empleo de
una β-galactosidasa comercial de
Kluyveromyces lactis en la hidrólisis de
lactosuero. Hechos Microbiológicos, 3(2), 25-
35.
Bertin, L., Grilli, S., Spagni, A., & Fava, F.
(2013). Innovative two-stage anaerobic process
for effective codigestion of cheese whey and
cattle manure.Bioresource technology, 128,
779-783.
Boudjema, K., Fazouane-Naimi, F., & Hellal,
A. M. I. N. A. (2015). Optimization of the
Bioethanol Production on Sweet Cheese Whey
by Saccharomyces cerevisiae DIV13-
Z087C0VS using Response Surface
Methodology (RSM).Romanian
Biotechnological Letters, 20(5), 10814-10825.
Carrillo, A. J. L. (2006). Tratamiento y
reutilización del suero de leche. Rev Mundo
Lácteo y Cárnico (6), 28-30.
Carvalho, F., Prazeres, A. R., & Rivas, J.
(2013). Cheese whey wastewater:
characterization and treatment. Science of the
total Environment, 445, 385-396.
Cruz, S. H., Batistote, M., & Ernandes, J. R.
(2003). Effect of sugar catabolite repression in
correlation with the structural complexity of the
nitrogen source on yeast growth and
fermentation. Journal of the Institute of
Brewing, 109(4), 349-355.

49
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos,
SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora. Producción de
bioetanol a partir de suero de queso proveniente de la región central del estado de
Veracruz. Revista de Sistemas Experimentales 2016
Das, B., Roy, A. P., Bhattacharjee, S.,
Chakraborty, S., & Bhattacharjee, C. (2015).
Lactose hydrolysis by β-galactosidase enzyme:
optimization using response surface
methodology. Ecotoxicology and environmental
safety, 121, 244-252.
Dragone, G., Mussatto, S. I., e Silva, J. B. A., &
Teixeira, J. A. (2011). Optimal fermentation
conditions for maximizing the ethanol
production by Kluyveromyces fragilis from
cheese whey powder. Biomass and bioenergy,
35 (5), 1977-1982.
Guerra, Á. V. A., Castro, L. M. M., & Tovar,
A. L. Q. (2013). Aprovechamiento del
lactosuero como fuente de energía nutricional
para minimizar el problema de contaminación
ambiental/Utilization of whey as a source of
nutritional energy to minimize the problem of
environmental pollution/Aproveitamento do
soro de leite coalhado como fonte de energia
nutricional para minimizar o problema de
contaminação ambiental. Revista de
Investigación Agraria y Ambiental, 4(2), 55.
Guimarães, P. M., Teixeira, J. A., &
Domingues, L. (2010). Fermentation of lactose
to bio-ethanol by yeasts as part of integrated
solutions for the valorisation of cheese
whey. Biotechnology Advances, 28(3), 375-384.
Koutinas, A. A., Papapostolou, H., Dimitrellou,
D., Kopsahelis, N., Katechaki, E., Bekatorou,
A., & Bosnea, L. A. (2009). Whey valorisation:
A complete and novel technology development
for dairy industry starter culture
production.Bioresource Technology, 100(15),
3734-3739.
Lowry, O.H., Rosenburough, N.J., Farr, A.L.,
Randall, R.J (1951). Protein measurement with
the Folin Phenol Reagent. J Biol chem. Pp 256-
275.
Malcata, F. X., Macedo, A. C., & Pintado, M.
E. (2001). Technology, chemistry and
microbiology of whey cheeses: Review. Food
science and technology international. Ciencia y
tecnología de alimentos internacional, 7(2),
105-116.
Miller, G.L. (1959). Determination of reducing
sugar by DNS method. Analytical Chemistry,
31, 426-428.
Mukhopadhyay, R., Talukdar, D., Chatterjee,
B. P., & Guha, A. K. (2003). Whey processing
with chitosan and isolation of lactose. Process
Biochemistry, 39(3), 381-385.
Navas, J. S. R. (2015). Aprovechamiento
Industrial de Lactosuero Mediante Procesos
Fermentativos. Publicaciones e
Investigación, 6, 69-83.
NMX-F-317-S-1978. Determinación de pH en
alimentos. Determination of pH in foods.
Normas Mexicanas. Dirección general de
normas.
NOM-155-SCFI-2012. Leche-denominaciones,
especificaciones fisicoquímicas, información
comercial y métodos de prueba. Normas
Mexicanas. Dirección general de normas.
Padín González, C., & Díaz Fernández, M.
(2009). Fermentación alcohólica del lactosuero
por Kluyveromyces marxianus y solventes
orgánicos como extractantes. Rev. Soc. Venez.
Microbiol, 29(2), 110-116.
Panesar, P. S., Kennedy, J. F., Gandhi, D. N., &
Bunko, K. (2007). Bioutilisation of whey for
lactic acid production. Food Chemistry, 105(1),
1-14.
Park, Y. W., Juárez, M., Ramos, M., &
Haenlein, G. F. W. (2007). Physico-chemical
characteristics of goat and sheep milk. Small
ruminant research, 68 (1), 88-113.

50
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 42-50
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
DE JESÚS-ANDRADE, Esmeralda, OSORIO-GONZÁLEZ, Carlos,
SANDOVAL-SALAS, Fabiola y ÁVALOS-DE LA CRUZ, Dora. Producción de
bioetanol a partir de suero de queso proveniente de la región central del estado de
Veracruz. Revista de Sistemas Experimentales 2016
Parashar, A., Jin, Y., Mason, B., Chae, M., &
Bressler, D. C. (2016). Incorporation of whey
permeate, a dairy effluent, in ethanol
fermentation to provide a zero waste solution
for the dairy industry. Journal of dairy science,
99 (3), 1859-1867.
Sánchez, Ó. J., & Cardona, C. A. (2005).
Producción biotecnológica de alcohol
carburante I: obtención a partir de diferentes
materias primas. Interciencia,30(11), 671-678.
Secretaría de Agricultura, Ganadería,
Desarrollo Rural, Pesca y Alimentación
(SAGARPA). 2016. Boletín de leche (abril-
junio 2016). Servicio de Información
Agroalimentaria y Pesquera (SIAP). México, D.
F. http://www.siap.sagarpa.gob.mx (consultado
el 7 de septiembre del 2016).
Smithers, G. W. (2015). Whey-ing up the
options–Yesterday, today and
tomorrow. International Dairy Journal, 48, 2-
14.
Trigueros, D. E. G., Fiorese, M. L., Kroumov,
A. D., Hinterholz, C. L., Nadai, B. L., &
Assunção, G. M. (2016). Medium optimization
and kinetics modeling for the fermentation of
hydrolyzed cheese whey permeate as a
substrate for Saccharomyces cerevisiae var.
boulardii. Biochemical Engineering Journal,
110, 71-83.
Yadav, J. S. S., Yan, S., Pilli, S., Kumar, L.,
Tyagi, R. D., & Surampalli, R. Y. (2015).
Cheese whey: A potential resource to transform
into bioprotein, functional/nutritional proteins
and bioactive peptides. Biotechnology
advances, 33 (6), 756-774.

51
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 51-54
Diseño, construcción y prueba de un prototipo para la propagación controlada de
levadura Saccaromyces cerevisiae spp., en la producción de Colonche del jugo de
tuna Cardona
GASCA-VÁZQUEZ, Pedro*†, BERNARDINO-NICANOR, Aurea, GONZÁLEZ-CRUZ, Leopoldo y
JUÁREZ-GOIZ, Mayolo.
Recibido Octubre 26, 2016; Aceptado Noviembre 2, 2016
___________________________________________________________________________________ Resumen
El reto que hasta en la actualidad existía sobre el control del proceso de
Producción de Colonche a partir del jugo de tuna Cardona era el control del proceso y su descomposición, esto es debido a que aún no ha podido
posicionarse en un estatus aceptable en el mercado, y la razón
fundamental es que su elaboración continua siendo de forma rudimentaria; es por esto, que la presente investigación muestra el
interés de identificar las posibles variables que puedan estar
relacionadas con el proceso de fermentación; por tal motivo se estableció un programa de estudio que requirió como primera actividad
experimental el control de la actividad metabólica de la Levadura
presente de manera endémica en la planta de Nopal y fruto; para el logro de esta actividad se aislaron las levaduras involucradas, su estudio
a nivel laboratorio de manera individual y su control estricto, para evitar
contaminación por la presencia de otros microorganismos y como experimentación continua realizar los ensayos a nivel de un
fermentador construido de acero inoxidable C-14, tipo 304, con base
inferior semiesférica, y tapa superior bridada, con cierre tipo CLAMP roscado, enchaquetamiento al cuerpo 80%, con lámina inoxidable C-16
y conexiones en tapa superior. cuya característica principal fuese el
control de su temperatura, cierre hermético, agitación natural y su velocidad metabólica en el consumo de la fuente de carbono, para
estudiar su capacidad reproductiva y su actividad fermentativa en la
producción de la bebida fermentada llamada Colonche. Se ha logrado favorecer una producción de biomasa controlada y la obtención de una
bebida similar al colonche de antaño, con la variante de haber obtenido
una biomasa pura y una bebida fermentada estable y evitar que su descomposición. Esto promete su posible escalamiento a nivel
industrial, apoyo a los productores de tuna y su posible proyección
comercial.
Biomasa de levadura spp, Colonche, prototipo
Abstract
The challenge that until now existed on process control for Production
of Colonche from prickly pear juice Cardona was the process control and decomposition, this is because it has not yet been able to position
themselves in an acceptable status in the market and the fundamental
reason is that their continued development being crudely; is why, this research shows the interest to identify potential variables that may be
related to the fermentation process; for this reason a study program that
required as the first experimental activity controlling the metabolic activity of the yeast present endemic in the Nopal plant and fruit is
established; to achieve this activity yeasts involved were isolated, their
study at laboratory level individually and strict control to avoid contamination by the presence of other microorganisms and as
continuous experimentation perform the tests at the level of a fermenter
made of stainless steel C-14, type 304 with hemispherical lower base and upper cover flange, with threaded closure clamp, the body jacketing
80%, C-16 stainless sheet and top cover connections. whose main
characteristic was its temperature control, seal, natural agitation and metabolic rate in the consumption of the carbon source to study their
reproductive capacity and fermentative activity in the production of
fermented drink called Colonche. It has managed to favor a controlled production of biomass and obtaining a similar colonche of yesteryear,
with the variant having obtained a pure biomass and stable fermented
drink and prevent decomposition drink. This promises to their possible escalation at an industrial level, support to producers of tuna and its
possible commercial projection.
Pekle pear, biomass, Colonche, Biorreactor
Citación: GASCA-VÁZQUEZ, Pedro, BERNARDINO-NICANOR, Aurea, GONZÁLEZ-CRUZ, Leopoldo y JUÁREZ-
GOIZ, Mayolo. Diseño, construcción y prueba de un prototipo para la propagación controlada de levadura Saccaromyces
cerevisiae spp., en la producción de Colonche del jugo de tuna Cardona. Revista de Sistemas Experimentales 2016, 3-9: 51-
54
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

52
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 51-54
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
GASCA-VÁZQUEZ, Pedro, BERNARDINO-NICANOR, Aurea, GONZÁLEZ-
CRUZ, Leopoldo y JUÁREZ-GOIZ, Mayolo. Diseño, construcción y prueba de un
prototipo para la propagación controlada de levadura Saccaromyces cerevisiae spp.,
en la producción de Colonche del jugo de tuna Cardona. Revista de Sistemas
Experimentales 2016
Introducción
Nopal Cardón
Es una planta arborescente, de 2 a 5 m de
altura, ramificada, copa redondeada, tronco de
color marrón y corteza casi lisa. Los cladodios
de color verde obscuro grisáceo, recubiertos de
una notoria capa de cera; de 20 a 30 cm, a veces
de 45 cm de largo y de 12 a 23 cm, en
ocasiones 27 cm de ancho y de 3 a 4 cm de
espesor. Presentan aréolas muy pequeñas y
próximas entre sí, con numerosas espinas y
flores amarillas o naranjas (Figura 2) (Méndez y
GARCÍA, 2006). Fruto muy suculento y menor
número de semillas que otras especies
(SCHEINVAR, 2004; MELGAREJO, 2000).
Figura 2.Nopal Cardón y fruto.
El fruto es una falsa baya con ovario
ínfero simple y carnoso, la forma y tamaño de
los frutos es variable, hay frutos con forma
ovoide, redonda, elíptica y oblonga, con los
extremos aplanados, cóncavos o convexos, está
constituida por cáscara (33-50 %), pulpa (45-67
%) y semillas (2-10 %) del peso total del fruto.
El color rojo-magenta del fruto Cardón y su
pulpa lo hacen ser una baya y jugo de un
atractivo único y sugestivo a su consumo
(MÉNDEZ y GARCÍA 2006) (Tabla 2).
Tabla 2 Composición de la tuna Cardona
Sin embargo, uno de las restricciones para su
explotación comercial es el hecho de que su
tiempo máximo de consumo es de 15 días, y a
partir de este tiempo o antes, se presenta una
alteración acelerado que lo hace desagradable y
rechazable por el consumidor. problema que no
se había logrado detener, hasta que en estudios
experimentales, más detallados y realizados por
el por el equipo de investigación del
Laboratorio de Investigación de
Productos Alimenticios, logró aislar, propagar y
realizar pruebas de producción de Biomasa y
Colonche; con el equipo diseñado y ajustado a
las mejores condiciones requeridas para la
levadura y la eliminación de riesgos de
contaminación de bacteriana.
Hipótesis
El fermentador diseñado para la Producción de
Biomasa y la obtención del Colonche al final
del proceso, se logrará establecer, el tiempo
donde se presenta la máxima producción de
Biomasa, una bebida fermentada llamada
Colonche con una vida media Mayor a los 15
días.
Muestra Pes
o
(g)
Larg
o
(cm)
Diámetr
o (cm)
%
pulp
a
%
cáscar
a
%
Semilla
s
Tuna de
Zacatec
as
76.
4
6.4 4.8 26 70 4
Tuna de
San Luis
Potosi
58.
0
4.2 3.8 28 68 4

53
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 51-54
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
GASCA-VÁZQUEZ, Pedro, BERNARDINO-NICANOR, Aurea, GONZÁLEZ-
CRUZ, Leopoldo y JUÁREZ-GOIZ, Mayolo. Diseño, construcción y prueba de un
prototipo para la propagación controlada de levadura Saccaromyces cerevisiae spp.,
en la producción de Colonche del jugo de tuna Cardona. Revista de Sistemas
Experimentales 2016
Metodología
El procedimiento para la elaboración del
Colonche a partir del jugo de tuna Cardona se
describe a continuación: pelado de la tuna,
molienda, filtrado para retirar semillas y pulpa,
acondicionamiento del jugo y filtrado para
quitar el resto de la pulpa. El jugo recuperado,
se concentró hasta 16 ºBrix, se colocó a
temperatura entre 70-80 C en el fermentador, se
enfrío aplicando un suministro de agua a
temperatura de 30 C hasta lograr el equilibrio
del sistema, se le agregó el pre inoculo de
levadura Saccaromyces cerevisiae spp., y se
mantuvo a una temperatura de 30 °C +/- 1°C,
durante 30 días, los parámetros iniciales,
después de su acondicionamiento fueron: 16.0
Resultados
El procedimiento para la elaboración del
Colonche a partir del jugo de tuna Cardona se
describe a continuación: pelado de la tuna,
molienda, filtrado para retirar semillas y pulpa,
acondicionamiento del jugo y filtrado para
quitar el resto de la pulpa. El jugo preparado se
colocó en un fermentador, se le agregó un pre
inoculo de levadura Saccaromyces cerevisiae y
se mantuvo a una temperatura de 30 °C +/- 1°C,
se monitorearon durante 30 días los parámetros
iniciales (después de su acondicionamiento):
16.0 °Brix, pH de 5.20, acidez de 0.057 (mg ac.
Cítrico/mL jugo), y se determinó el grado
alcohólico (°GL) final (Figura 2)
Con base a los resultados obtenidos se
encontró que la levadura en 10 días consumió el
56 % del azúcar (16.0-7.0 °Brix) y después del
día 11 al 30 sólo consumió el 11% del azúcar; a
los 30 días del experimento programado el
azúcar residual fue de 6.2 y el grado alcohólico
de 6° GL, por lo cual se puede concluir que el
tiempo establecido para la fermentación son 10
días debido a que los cambios a partir del día 11
no son significativos.
Figura 3 Respuesta de los experimentos en el Biorreactor
utilizado para la propagación y producción de colonche.
El experimento se hizo por duplicado y la
significación de las diferencias se analizó con la
prueba de Tukey a un nivel de p< 0.05.
Tabla 3 Composición del jugo de tuna Cardona (Opuntia
streptacantha)
Agradecimiento
Este proyecto fue financiado por Fondos mixtos
en la convocatoria: GTO-2008-C03-91651
Conclusiones
Los resultados obtenidos respecto al diseño,
construcción del biorreactor para la
propagación y producción de Colonche resultó
Adhoc.
23.5 29 30.25 24 23.2516.5 14.5 13.516 7 7 7 7 7 7 716.6 10 9 8.8 8.8 8.8 8.8 8.7
050
0102030405060708090100110120130140150160170180190200210220230240250260
Po
bla
ció
n
Tiempo (h)
Relación entre el consumo de azúcar vs
crecimiento de la levadura Saccaromyces
cerevisie
Poblacion (millones levaduras/ml)
Brix (prueba 1)
Brix (prueba 2)
°BR
IX
° Brix pH Acidez (mg
acido cítrico/mL
de jugo de tuna)
Antes del
acondicionamiento
12.1 5.55 0.046
Después del
acondicionamiento
16.0 5.20 0.057
Después de la
fermentación
6.2 4.2 0.234
54
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 51-54
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
GASCA-VÁZQUEZ, Pedro, BERNARDINO-NICANOR, Aurea, GONZÁLEZ-
CRUZ, Leopoldo y JUÁREZ-GOIZ, Mayolo. Diseño, construcción y prueba de un
prototipo para la propagación controlada de levadura Saccaromyces cerevisiae spp.,
en la producción de Colonche del jugo de tuna Cardona. Revista de Sistemas
Experimentales 2016
En los experimentos realizados se deduce
que si se desea producir biomasa pura a los 92 h
de iniciado el experimento se tendría la
producción máxima de biomasa, como se
registra en la Figura 3.
También se obtuvo el tiempo de 240 h en
el cual la separación del Colonche es estable y
adecuado para ser envasado y permitir la
estimación vida de anaquel y establecer el
tiempo de comercialización.
Se determinó un grado alcohólico entre 6-
7 ºG.L., lo que se etiqueta como una bebida de
bajo grado alcohólico; con características
sensoriales agradables y ser una bebida
alcohólica distinguida.
Se logró evaluar un sistema de
enfriamiento distinto a los comercialmente
utilizados para controlar la temperatura de un
biorreactor a nivel de laboratorio y de
capacidad industrial (Figura 1). Por lo tanto se
concluye que es un diseño original.
Referencias
COHU, Olivier and BENKREIRA, Hadj. 1998.
”Entrainment of air by solid surface plunging
intro a non – newtonian liquid”. AIChE
Journal. Vol. 44, No. 11, P 2360
COULSON, J.M. y RICHARDSON, J.F. 1984.
Ingeniería Química. Tomo III. Editorial
Reverté, S.A. Segunda edición. España.
DE LEÓN, A. et. al. 1995. “Diseño,
caracterización y aplicación de un simulador de
gradientes de oxígeno disuelto presentes en
fermentadores de gran escala”.
Avances en Ingeniería Química 5 (1), 1 – 6.
DEGALEESAN, Sujatha and DUDUKOVIĆ,
Milorad P. 1998. “Liquid backmixing in bubble
columns and the axial dispersion coefficient”.
AIChE Journal. Vol. 11, No. 11.
MÉNDEZ, G. S. de J. y GARCÍA H. J. 2006.
La Tuna: producción y diversidad. Comisión
Nacional para el Conocimiento y Uso de la
Biodiversidad. 68:1-16.
SCHEINVAR, L. 2004. Flora cactológica del
estado de Querétaro: diversidad y riqueza. (pp.
310-312). México D.F., México. Fondo de
Cultura Económica.
MELGAREJO, M. P. 2000. Tratado de
fruticultura para zonas áridas y semiáridas,
Volumen 1, El medio ecológico, la higuera, el
alcaparro y el nopal. (pp. 327). Madrid, España.
Mundi- Prensa.
°Brix, pH de 5.20, acidez de 0.057 (mg ac.
Cítrico/mL jugo), al final del proceso, se
determinó el grado alcohólico (°GL).

55
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 55-61
Estimación del parámetro poblacional de la producción de lactosuero
agroindustrial con el método bayesiano y simulación Monte Carlo
MATEO, Nicolás*†, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola.
Recibido Octubre 5, 2016; Aceptado Noviembre14, 2016
___________________________________________________________________________________ Resumen
La investigación tuvo como objetivo estimar
estadísticamente el volumen de lactosuero generado en el
100% de las agroindustrias de Tempoal, Veracruz,
México, para disponer de información cuantitativa acerca
del desecho que es vertido a los cuerpos de agua y que
potencialmente se le puede dar tratamiento y valor
agregado. Se empleó el método bayesiano de estimación
que involucra a la media μ de una población normal, el
resultado fue comparado con el obtenido en una ecuación
de regresión múltiple (RM) para verificar si el valor
obtenido en la regresión cae en el intervalo de confianza
Bayesiano; además, se utilizó la simulación Monte Carlo
a 10,000 iteraciones. La ecuación de la RM arrojó que la
generación de lactosuero en cada una de las 19
agroindustrias en el municipio de interés, fue de 955.00
litros (lt) diariamente. Por su parte la ecuación para
estimar μ* poblacional como una probabilidad a
posteriori por el método bayesiano arrojó 958.15. Ambos
valores se encuentran en el intervalo bayesiano calculado
de 945.11 -971.20 lt; así mismo la simulación Monte
Carlo arrojó que hay un promedio de 984.45 lt con un
coeficiente de variación de 6.15% y una precisión del
error al 95% de confianza de 0.1205%.
Estimación Bayesiana, Monte Carlo, Distribución a
priori, Lactosuero
Abstract
The research aimed to statistically estimate the volume of
whey generated in 100% of agroindustries Tempoal,
Veracruz, Mexico to provide quantitative information
about the waste is discharged into water bodies and
potentially can be given treatment and value added.
Bayesian estimation method was used involving the
mean μ of a normal population, the result was compared
with that obtained in a multiple regression equation (RM)
to verify whether the value obtained in the regression was
in the confidence Bayesian interval; also Monte Carlo
simulation was used with 10,000 iterations. The equation
of MRI showed that the generation of whey in each of the
19 agro-industries in the municipality of interest was
955.00 liters (lt) daily. Meanwhile the equation to
estimate μ* population as a posteriori probability by
Bayesian method yielded 958.15. Both values are in the
Bayesian range calculated 945.11 -971.20 lt; Likewise
Monte Carlo simulation showed that there is an average
of 984.45 lt with a coefficient of variation of 6.15% and
an accuracy of error at 95% in confidence 0.1205%.
Bayesian estimation, Monte Carlo, a priori
distribution, whey Cheese
Citación: MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola. Simulación Estimación del
parámetro poblacional de la producción de lactosuero agroindustrial con el método bayesiano y simulación Monte Carlo.
Revista de Sistemas Experimentales 2016, 3-9: 55-61
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

56
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 55-61
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola.
Simulación Estimación del parámetro poblacional de la producción de lactosuero
agroindustrial con el método bayesiano y simulación Monte Carlo. Revista de
Sistemas Experimentales 2016
Introducción
En el estado de Veracruz, México existen 363
Unidades económicas registradas que procesan
leche; en la Región Huasteca Alta Veracruzana
(RHAV) existen 75 unidades, en el municipio
de Tempoal hay 19, de acuerdo al Directorio
Estadístico Nacional de Unidades Económicas
(DENUE, 2016).
El Sistema de Información
Agroalimentario y Pesquero (SIAP, 2014),
reportó que la producción de leche de ganado
bovino en Veracruz fue de 693 951 miles de
litros, ocupando el sexto lugar nacional. Los 15
municipios de la RHAV tuvieron una
producción total de 54 971.48 miles de litros en
el 2014.
El interés de estimar estadísticamente la
generación de lactosuero en las agroindustrias
lácteas se debe a que el Norte del Estado de
Veracruz se destaca principalmente por la
actividad ganadera de doble propósito (carne y
leche), siendo los residuos derivados de la leche
los que representan daños ambientales al no
tratar los desechos de los productos procesados.
Por este motivo la estimación de la generación
de lactosuero permitirá tener un diagnóstico
cuantitativo para iniciar con diseños de
tecnologías de tratamiento para esos
volúmenes. El estudio busca comprobar la
hipótesis de que en cada industria se generan
por lo menos 1 000 litros de lactosuero diario.
Fundamentación: Inferencia bayesiana
Los métodos clásicos de estimación de
parámetros se basan sólo en información que
proporciona la muestra aleatoria, interpretando
esencialmente probabilidades como frecuencias
relativas, denominadas como probabilidades
objetivas (Walpole, Myers y Myers, 1999).
Sin embargo, cuando existe información
adicional acerca de un parámetro θ de la
población f(x,θ) y que dicho parámetro varía en
función de alguna distribución de probabilidad
f(θ), se debe estimar el valor particular θ para la
población de la muestra aleatoria seleccionada;
dicha distribución de probabilidad se denomina
distribución a priori, con media a priori μ0 y
varianza a priori 𝜎02; las probabilidades que se
asocian con esa distribución a priori se
denominas probabilidades subjetivas.
Las técnicas bayesianas utilizan la
distribución a priori f(θ) que se obtiene de la
experiencia y conocimiento de un individuo en
un tema particular para llegar a la probabilidad
subjetiva; y también usa la distribución
conjunta de la muestra f(x1, x2,…, xn;θ) para
calcular la distribución a posteriori. Los
métodos bayesianos de estimación que
involucran a la media μ de una población
normal, se basan en el siguiente teorema:
Si �̅� es la media de la muestra aleatoria de
tamaño n de una población normal con varianza
𝜎2 conocida, y la distribución a priori de la
media poblacional es una distribución normal
con media 𝜇0 y varianza 𝜎02, entonces la
distribución a posteriori de la media
poblacional también es una distribución normal
con media 𝜇∗ y desviación estándar 𝜎∗, donde
(1) y (2) (Walpole, et al. 1999):
𝜇∗ =𝑛�̅�𝜎0
2+𝜇0𝜎2
𝑛𝜎02+𝜎2
(1)
𝜎∗ = √𝜎0
2𝜎2
𝑛𝜎02+𝜎2
(2)
El intervalo bayesiano del (1 − 𝛼)100%
para μ es (3):
𝜇∗ − 𝑧𝛼
2𝜎∗ < 𝜇 < 𝜇∗ + 𝑧𝛼
2𝜎∗ (3)

57
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 55-61
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola.
Simulación Estimación del parámetro poblacional de la producción de lactosuero
agroindustrial con el método bayesiano y simulación Monte Carlo. Revista de
Sistemas Experimentales 2016
Algunos modelos de estimación basan sus
cálculos en distribuciones de probabilidad y
tratan de analizar el comportamiento de las
variables que en ellas se contemplan a fin de
verificar la respuesta, sin embargo éstos
modelos no toman en cuenta información
subjetiva de cierta variable en particular que
proviene de juicios del experto en la materia.
En cambio otros modelos, sí consideran
información subjetiva conocida como
probabilidades subjetivas; tal es el caso de la
Estadística Bayesiana, la cual basa su resultado
en la combinación de la probabilidad objetiva y
subjetiva (Serrano, 2003).
Asi, el método Delphi, cuya herramienta
basa su desarrollo en la obtención de datos
confiables de un grupo de expertos (Tabares y
Velásquez, 2013), puede proporcionar solución
a problemas complejos, y éste método puede
considerarse su aplicación junto con la
Estadística Bayesiana, ya que proporciona
información subjetiva de cierta variable. Según
Correa (2015) la Estadística Bayesiana ha
cobrado fuerza en los útimos años frente a
problemas de estimación, pronósticos, etc.
Características Teoría Clásica Teoría Bayesiana
Parámetros de
Interés
Constantes
desconocidas
(parámetro fijo)
Variables
aleatorias
(parámetro
variable)
Probabilidad Como frecuencia
límite
Como
incertidumbre
Distribución a
priori
No existe Existe y es
explícita
Modelo
Muestral
Se asume Se asume
Distribución
posteriori
No existe Existe y se deriva
Intervalos Intervalos de
confianza
Intervalos de
credibilidad
Razonamiento Inductivo Deductivo
Tabla 1 Diferencias entre la teoría Clásica y la teoría
Bayesiana.
En la tabla 1 se observa que el enfoque
bayesiano toma en cuenta la aleatoriedad, lo
cual es importante puesto que la naturaleza de
un conjunto de datos de cierta variable de
interés siempre muestra cambios en el tiempo,
logrando caracterizar mejor la realidad y realiza
un mejor pronóstico o estimación.
Revisión de la literatura
Valencia et al. (2014) indican que la estadística
bayesiana toma en cuenta información a priori y
posee un proceso de actualización de
información a medida que se va contando con
esta, es un análisis indicado para este tipo de
pronósticos que no cuenta con mayor
información histórica pasada. De manera
similar lo expone Raftery (1999) quien sugiere
que la distribución a priori puede ser
subjetivamente determinada por el usuario
cuando no se tiene información previa a la
“experiencia”, o puede darse más
objetivamente, cuando se tiene información,
analizándose estadísticamente qué tipo de
distribución posee. También Geweke y
Whiteman (2004) destacan que el uso de
información conocida a priori es lo que se
piensa, y es la parte destacada de la inferencia
bayesiana.
El método bayesiano ha tenido
aplicaciones en muchos aspectos, tal es el caso
del propuesto por Lee, Boatwright y Kamakura
(2003) quienes plantearon un modelo bayesiano
para el pronóstico de ventas semanales, previas
al lanzamiento de álbumes musicales, los cuales
se actualizan a medida que se obtienen los datos
reales de ventas en el tiempo. El mismo
enfoque le dieron Neelamegham y Chintagunta
(1999) al emplear una estructura jerárquica
bayesiana para pronosticar, llevando a cabo un
análisis que predice ventas durante la primera
semana de nuevos lanzamientos de películas
estadounidenses en mercados internacionales.

58
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 55-61
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola.
Simulación Estimación del parámetro poblacional de la producción de lactosuero
agroindustrial con el método bayesiano y simulación Monte Carlo. Revista de
Sistemas Experimentales 2016
Urban, Hauser y Roberts (1990) utilizan
un método discreto de tiempo análogo de un
proceso de Markov de tiempo continuo llamado
macro-flow, para pronosticar el ciclo de vida de
un nuevo modelo de carro antes de su
introducción.
Flora (2005) usa técnicas bayesianas para
mejorar la calidad estimativa y predictiva del
modelo Ohlson, y los contrasta con los modelos
clásicos, según la autora, los resultados con
modelos clásicos contienen errores de
predicción y tienen menos poder explicativo
que los modelos bayesianos.
Metodología
Se hizo un muestreo por conglomerados con
base en información del DENUE (2016) que
pertenece al Instituto Nacional de Estadística y
Geografía (INEGI) y del SIAP (2014).
Primeramente se tomó en cuenta la división de
Veracruz en Regiones administrativas,
conformado por 10 regiones, siendo
seleccionada la RHAV (Conglomerado 1); el
segundo paso fue seleccionar un municipio de
dicha región entre los 15 municipios con los
que cuenta; seleccionando a Tempoal, ubicado
geográficamente entre los paralelos 21° 23’ y
21° 43’ de latitud norte; los meridianos 98° 05’
y 98° 39’ de longitud oeste; y altitud entre 20 y
160 msnm (INEGI, 2010) (Conglomerado 2),
finalmente, en el conglomerado 3 se
seleccionaron 8 agroindustrias de las 19
existentes en Tempoal (figura 1).
Figura 1 Muestreo por conglomerados
El muestreo fue realizado del 28 de
noviembre al 20 de diciembre del 2015 y
permitió hacer una visita de campo analizando
el proceso productivo mediante la Ingeniería de
Métodos. Se determinó el volumen de leche
procesada por turno, la cantidad de lactosuero
generado por leche procesada; lactosuero
procesado para derivados; lactosuero
comercializado y lactosuero desechado al
sistema hidrosanitario (figura 1).
Grafico 1 Destino del suero de queso en agroindustrias
de Tempoal, Veracruz, México
Se analizó el proceso durante 10 días en
las n=8 agroindustrias seleccionadas; se obtuvo
información de la relación suero obtenido/leche
procesada y masa obtenida/ leche procesada.
Los datos se analizaron para conocer el tipo de
distribución; se verificó la normalidad por
quesería a fín de comprobar si los datos se
ajustan a una distribución normal y conocer sus
estadísticos media �̅� y desviación estándar s.

59
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 55-61
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola.
Simulación Estimación del parámetro poblacional de la producción de lactosuero
agroindustrial con el método bayesiano y simulación Monte Carlo. Revista de
Sistemas Experimentales 2016
Godoy Tempoalense El Gringo Herrera
LEC
HE
SUER
O
LEC
HE
SUER
O
LEC
HE
SUER
O
LEC
HE
SUER
O
1717.
83
1561.
66
384.3
8
336.3
3
1156.
37
770.9
1
1746.
86
1079.
08
1261.
19
1146.
53
452.2
4
395.7
1
882.4
9
588.3
3
2715.
03
1677.
15
1833.
58
1666.
89
653.5
4
571.8
5
775.9
7
517.3
2
2300.
73
1421.
23
1219.
61
1108.
74
274.8
1
240.4
6
773.7
9
515.8
6
1690.
60
1044.
33
822.8
5
748.0
5
478.8
6
419.0
0
1077.
04
718.0
2
1394.
68
861.5
3
1523.
28
1384.
80
499.9
5
437.4
5
1257.
24
838.1
6
971.9
2
600.3
8
1403.
00
1275.
45
670.9
7
587.0
9
1147.
68
765.1
2
1596.
10
985.9
6
1423.
08
1293.
71
546.2
3
477.9
5
533.4
6
355.6
4
2248.
45
1388.
93
1406.
13
1278.
30
697.1
3
609.9
8
853.0
6
568.7
0
2009.
26
1241.
18
1313.
57
1194.
15
552.4
2
483.3
7
1339.
58
893.0
5
2218.
74
1370.
58
Media 1392.
41
1265.
83
521.0
5
455.9
2
979.6
7
653.1
1
1889.
24
1167.
04
Desv.
est
278.2
1
252.9
1
132.8
8
116.2
7
254.7
2
169.8
2
509.3
6
314.6
4
AD 0.31 0.31 0.20 0.20 0.26 0.26 0.18 0.18
Valor
P
0.49 0.48 0.83 0.83 0.63 0.63 0.89 0.89
Tabla 2 Producción de suero/leche procesada en n=8
agroindustrias.
Lara Luigui Tempoal Los Rosales
LEC
HE
SUER
O
LEC
HE
SUER
O
LEC
HE
SUER
O
LEC
HE
SUER
O
1314.
12
1021.
48
1593.
09
657.1
5
1314.
12
1021.
48
1593.
09
657.1
5
1027.
75
798.8
8
1362.
33
561.9
6
1027.
75
798.8
8
1362.
33
561.9
6
1374.
63
1068.
52
2087.
22
860.9
8
1374.
63
1068.
52
2087.
22
860.9
8
1262.
50
981.3
6
1896.
28
782.2
2
1262.
50
981.3
6
1896.
28
782.2
2
1370.
98
1065.
68
2170.
67
895.4
0
1370.
98
1065.
68
2170.
67
895.4
0
659.1
3
512.3
5
1657.
00
683.5
1
659.1
3
512.3
5
1657.
00
683.5
1
1288.
90
1001.
88
1012.
74
417.7
5
1288.
90
1001.
88
1012.
74
417.7
5
1154.
71
897.5
7
1373.
78
566.6
8
1154.
71
897.5
7
1373.
78
566.6
8
1502.
48
1167.
90
1984.
08
818.4
3
1502.
48
1167.
90
1984.
08
818.4
3
1239.
73
963.6
5
1914.
18
789.6
0
1239.
73
963.6
5
1914.
18
789.6
0
Media 1219.
49
947.9
2
1705.
14
703.3
7
1219.
49
947.9
2
1705.
14
703.3
7
Desv.
est
235.2
5
182.8
7
371.5
4
153.2
6
235.2
5
182.8
7
371.5
4
153.2
6
AD 0.62 0.62 0.28 0.28 0.62 0.62 0.28 0.28
Valor
P
0.08 0.08 0.57 0.57 0.08 0.08 0.57 0.57
Tabla 2 (continuación) Producción de suero/leche
procesada en n=8 agroindustrias.
La prueba de normalidad de Anderson-
Darling (AD) arrojó que el conjunto de datos
muestreados tanto de leche procesada como de
suero obtenido siguen una distribución normal
al 95% de confianza; en la tabla 2 se observan
los valores P, los cuales son mayores al valor de
significancia del 5% (P>0.05).
La media de medias de suero generado
por cada agroindustria se utilizó como
estadístico �̅�; la varianza 𝜎2 fue obtenida
primero por cada muestreo y depués para todos
los datos, y los valores a priori 𝜇0 y 𝜎02 fueron
obtenidas de la expertise de los dueños del
proceso. Los valores para la ecuación 1 y 2 se
muestran en la tabla 3.
Origen de los datos Estadísticos Valor
Del muestreo �̅� = 950.62
Del muestreo 𝜎2 = 450.31
A priori 𝜎02 = 208
A priori 𝜇0 = 986
Tabla 3 Valores obtenidos del muestreo y valores a
priori para calcular el parámetro a posteriori.
Gráfico 2 Distribuciones de probabilidad para las
variables leche procesada y suero generado.
Para contrastar los resultados, se realizó
una comparación del método bayesiano de
estimación con la técnica de Simulación Monte
Carlo aplicado a una Regresión Múltiple (RM),
cuyas variables independientes 𝑋1, 𝑋2 se
definen en la tabla 4:
Variable Tipo de
distribución
Parámetros
𝑋1: Leche procesada. (lt) Normal �̅�: 1453; 𝜎: 788.73
𝑋2: Masa obtenida (kg) Triangular Min: 303.05,
Moda:332.10, Max: 446.51
y: Suero obtenido (lt) - -
Tabla 4 Parámetros de 𝑋1 y 𝑋2 usados en la RM.
Las variables definidas son de tipo
continua, el tipo de distribución y sus
parámetros se observan en la tabla 4. Los
parámetros fueron datos de entrada para la
simulación, cuya variable y quedó definida
como una ecuación de predicción de la RM
(ecuación 4):

60
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 55-61
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola.
Simulación Estimación del parámetro poblacional de la producción de lactosuero
agroindustrial con el método bayesiano y simulación Monte Carlo. Revista de
Sistemas Experimentales 2016
𝑦 = 𝛽0 + 𝛽1𝑋1 + 𝛽2𝑋2 + ⋯ + 𝛽𝑘𝑋𝑘 + 𝜀 (4)
Donde:
βj: parámetros del modelo (coeficientes de
regresión).
ε: Error aleatorio.
Xj: Variables independientes.
Resultados
La ecuación de la RM con la simulación Monte
Carlo arrojó que la generación de lactosuero fue
de 955.00 lt diariamente, con una media de
984.45 lt, un coeficiente de variación de 6.15%
y una precisión del error al 95% de confianza
de 0.1205%.
Por su parte la ecuación para estimar μ*
poblacional como una probabilidad a posteriori
por el método bayesiano arrojó 958.15. Ambos
valores se encuentran en el intervalo bayesiano
calculado de 945.11 -971.20 lt. El Gráfico 4
muestra el histograma de la simulación a
10000 iteraciones empleando la RM.
Las estadísticas para simulación a 10 000
iteraciones de la estimación de μ*, y el gráfico
4 de la simulación empleando RM se presenta
en la tabla 5.
Gráfico 4 Histograma de 10 000 iteraciones para la
simulación “Suero obtenido” de la R.M.
Estadísticas de la
simulación
Simulación
RM
Simulación
Método
bayesiano
Media 938.2476 984.4572
Mediana 936.3914 986.1366
Desviación estándar 527.2971 60.5094
Variación 278,042.26 3661.38
Coeficiente de variación 0.5620 0.0615
Máximo 2984.13 1230.7739
Mínimo -939.86 712.0999
Rango 3,924.00 518.6740
Asimetría 0.0330 -0.1317
Curtósis -0.0690 0.0378
Precisión de error al 95%
de confianza
1.1015% 0.1205%
Tabla 5 Resultados de la simulación.
Agradecimiento
Al Tecnológico Nacional de México por la
aprobación del proyecto de investigación
“Sistema de tratamiento del lactosuero para
mitigar los efectos en sistemas hidrosanitarios
en Tempoal, Ver.”, así como al Instituto
Tecnológico Superior de Tantoyuca por el
apoyo institucional.
Conclusiones
La estimación por el método bayesiano,
permitió cuantificar el volumen de lactosuero
que las agroindustrias de Tempoal generan y
vierten a los sistemas hidrosanitarios, estos
resultados serán útiles para diseñar tecnologías
de tratamiento con esa capacidad diaria.
Referencias
Correa, J. C. (2005). Estadística Bayesiana.
Medellín: Universidad Nacional - Sede
Medellín.
Directorio Estadístico Nacional de Unidades
Económicas.
http://www3.inegi.org.mx/sistemas/mapa/denue
/

61
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 55-61
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
MATEO, Nicolás, PURROY, Rubén, CRUZ, Lidilia y SÁNCHEZ, Fabiola.
Simulación Estimación del parámetro poblacional de la producción de lactosuero
agroindustrial con el método bayesiano y simulación Monte Carlo. Revista de
Sistemas Experimentales 2016
Flora , Q. (2005). Bayesian Forecasting of
Stock Prices. Via the Ohlson model (Tesis de
maestría, Worcester Polytechnic Institute).
Geweke, J., & Whiteman, C. (2006). Bayesian
forecasting. The Handbook of Economic
Forecasting, 1-78. DOI: 10.1016/S1574-
0706(05)01001-3
Tabares, C., y Velásquez, C. (2013).
Optimización del abastecimiento energético de
Colombia, usando una técnica de pronóstico
eficiente para la demanda. (Tesis de maestría,
Universidad Pontificia Bolivariana).
Lee, J., Boatwright, P., & Kamakura, W. A.
(2003). A Bayesian Model for Prelaunch Sales
Forecasting of Recorded Music. Management
science. Vol. 49, N°2 , 179-196.)
Neelamegham, R., y Chintagunta, P. (1999). A
Bayesian Model to Forecast New Product
Performance in Domestic and International
Markets. Marketing science. Vol. 18, N°2 ,
115-136.
Raftery, A. E. (1999). Bayesian Model
Selection in Social Research. Sociological
Methodology. Vol 25. 111-163. Recuperado de
https://www.stat.washington.edu/raftery/Resear
ch/PDF/socmeth1995.pdf
Serrano, J. (2003). Iniciación a la Estadística
Bayesiana. España: La Muralla
Sistema de Información Agropecuario y
Pesquero http://www.siap.gob.mx/ganaderia-
resumen-estatal-pecuario/
Urban, G. L., Hauser, J. R., y Roberts, J. H.
(1990). Prelaunch Forecasting of New
Automobiles. Management Science, Vol. 36,
No. 4 , 401-421.
Valencia M. C., Ramírez S.A., Tabares, J. F. Y
Velasquez C. A. (2014). Métodos de
pronósticos- clásicos y bayesianos con
aplicaciones. ISBN: 978-858-46-4735-1
Walpole, R. E, Myers, R.H., Myers S. L. (1999)
Probabilidad y estadística para ingenieros.
México. Prentice Hall.

62
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
Implementación de un deshidratador solar para la eficiente producción de chile
RESÉNDIZ-BADILLO, Ramiro*†, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-NAVARRETE, Arturo
y MARROQUÍN-DE JESUS, Ángel.
Universidad Tecnológica de San Juan del Río. División de Química Industrial y Energías Renovables, Cuerpo Académico
de Energías Renovables. Av. La Palma no. 125, Col. Vista Hermosa, San Juan del Río, Qro. C.P. 76800
Recibido Octubre 25, 2016; Aceptado Noviembre 22, 2016
___________________________________________________________________________________ Resumen
El siguiente proyecto se fundamentará en él diseño,
creación e implementación de un deshidratador que por
medio de la radiación del sol pueda deshidratar diferentes
plantas comestibles en este caso la deshidratación de
variedades de chile. Otro punto importante en este
proyecto además de deshidratar las variedades de chile
por medio de la radiación solar, es poder aumentar la
producción de este producto en la comunidad de ‘’La
Fuente’’ ubicada en el municipio de Tequisquiapan, en el
estado de Querétaro, la cual hoy en día se siguen
utilizando las rudimentarias metodologías tradicionales
para el deshidratado del chile las cuales ocasionan
perturbaciones en las producciones, perdidas y sobre todo
las condiciones negativas de ergonomía hacia los
trabajadores que realizan dicha actividad. Las pérdidas
económicas de esta actividad se ven reflejadas gracias a
que varios estados del país dedicados a la misma
actividad de deshidratar el chile para diferentes usos,
están utilizando mecanismos y/o prototipos que elevan
hasta un 50% la producción total y por ende ocasionan
que los productores de la comunidad de ‘’La Fuente’’
tenga su mercado por debajo de estos estados.
Deshidratador, energía solar, producción, chile,
metodología
Abstract
The next project based on the design, creation and
implementation of a dehydrator which by means of the
radiation from the Sun can dehydrate different edible
plants in this case dehydration of varieties of chile.
Another important point in this project as well as
dehydrated varieties of chile by means of solar radiation,
is to increase the production of this product in the "La
Fuente" community located in the town of
Tequisquiapan, in the State of Querétaro, which today are
still used rudimentary traditional methodologies for the
dried chili which cause disturbances in the productions
losses and especially the negative conditions of
ergonomics to workers who perform such activity. The
economic losses from this activity are reflected thanks to
several States of the country engaged in the same activity
of dehydrated chili for different uses, are using
mechanisms and/or prototypes which rise up to 50% the
production total and therefore cause the producers of the
community of "La source" have its market under these
States.
Dehydrator, solar energy, production, chile,
methodology
Citación: RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-NAVARRETE, Arturo y
MARROQUÍN-DE JESUS, Ángel. Implementación de un deshidratador solar para la eficiente producción de chile. Revista
de Sistemas Experimentales 2016, 3-9: 62-72
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
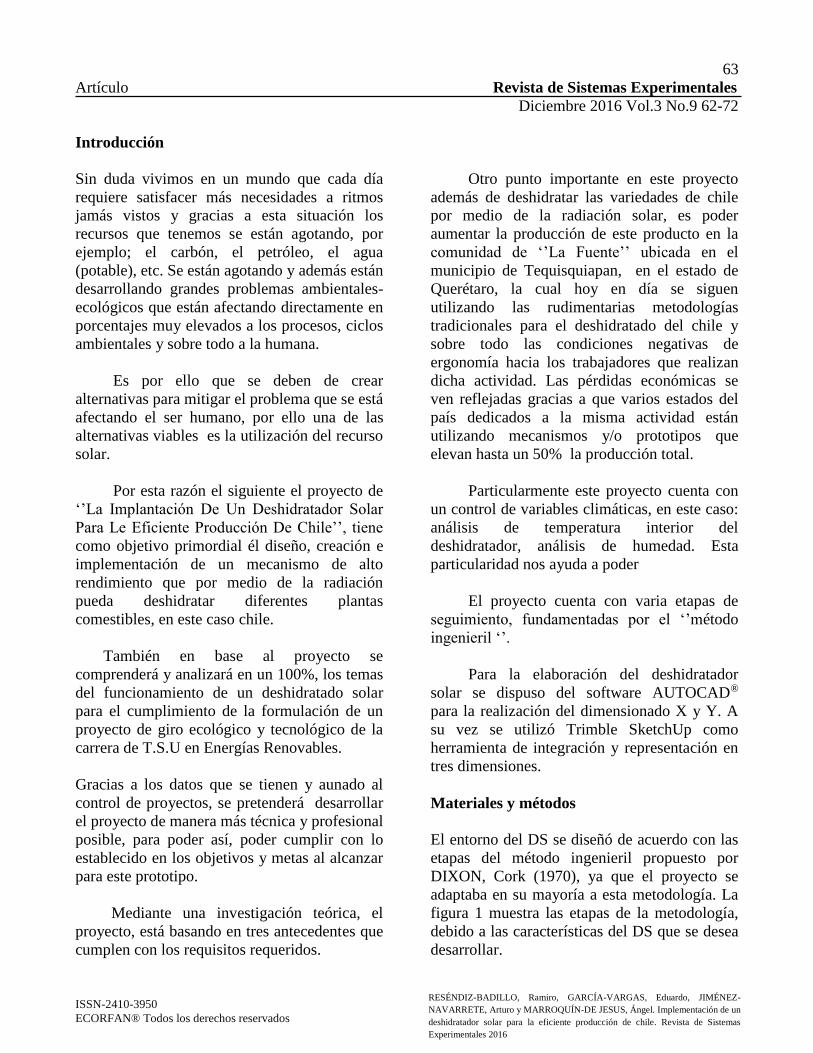
63
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
Introducción
Sin duda vivimos en un mundo que cada día
requiere satisfacer más necesidades a ritmos
jamás vistos y gracias a esta situación los
recursos que tenemos se están agotando, por
ejemplo; el carbón, el petróleo, el agua
(potable), etc. Se están agotando y además están
desarrollando grandes problemas ambientales-
ecológicos que están afectando directamente en
porcentajes muy elevados a los procesos, ciclos
ambientales y sobre todo a la humana.
Es por ello que se deben de crear
alternativas para mitigar el problema que se está
afectando el ser humano, por ello una de las
alternativas viables es la utilización del recurso
solar.
Por esta razón el siguiente el proyecto de
‘’La Implantación De Un Deshidratador Solar
Para Le Eficiente Producción De Chile’’, tiene
como objetivo primordial él diseño, creación e
implementación de un mecanismo de alto
rendimiento que por medio de la radiación
pueda deshidratar diferentes plantas
comestibles, en este caso chile.
También en base al proyecto se
comprenderá y analizará en un 100%, los temas
del funcionamiento de un deshidratado solar
para el cumplimiento de la formulación de un
proyecto de giro ecológico y tecnológico de la
carrera de T.S.U en Energías Renovables.
Gracias a los datos que se tienen y aunado al
control de proyectos, se pretenderá desarrollar
el proyecto de manera más técnica y profesional
posible, para poder así, poder cumplir con lo
establecido en los objetivos y metas al alcanzar
para este prototipo.
Mediante una investigación teórica, el
proyecto, está basando en tres antecedentes que
cumplen con los requisitos requeridos.
Otro punto importante en este proyecto
además de deshidratar las variedades de chile
por medio de la radiación solar, es poder
aumentar la producción de este producto en la
comunidad de ‘’La Fuente’’ ubicada en el
municipio de Tequisquiapan, en el estado de
Querétaro, la cual hoy en día se siguen
utilizando las rudimentarias metodologías
tradicionales para el deshidratado del chile y
sobre todo las condiciones negativas de
ergonomía hacia los trabajadores que realizan
dicha actividad. Las pérdidas económicas se
ven reflejadas gracias a que varios estados del
país dedicados a la misma actividad están
utilizando mecanismos y/o prototipos que
elevan hasta un 50% la producción total.
Particularmente este proyecto cuenta con
un control de variables climáticas, en este caso:
análisis de temperatura interior del
deshidratador, análisis de humedad. Esta
particularidad nos ayuda a poder
El proyecto cuenta con varia etapas de
seguimiento, fundamentadas por el ‘’método
ingenieril ‘’.
Para la elaboración del deshidratador
solar se dispuso del software AUTOCAD®
para la realización del dimensionado X y Y. A
su vez se utilizó Trimble SketchUp como
herramienta de integración y representación en
tres dimensiones.
Materiales y métodos
El entorno del DS se diseñó de acuerdo con las
etapas del método ingenieril propuesto por
DIXON, Cork (1970), ya que el proyecto se
adaptaba en su mayoría a esta metodología. La
figura 1 muestra las etapas de la metodología,
debido a las características del DS que se desea
desarrollar.

64
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
Figura 1 Etapas de las metodologías para el desarrollo de
un deshidratador solar
Figura 2 Etapas de las metodologías para el desarrollo de
un deshidratador solar.
El método ingenieril de DIXON, Cork
(1970); demuestra que para optimizar el diseño,
se requiere de las simulaciones con el modelo
de diseño más promisorio y las comprobaciones
de la concordancia entre las dimensiones y los
materiales permiten optimizar el diseño
seleccionado.
Tales actividades permiten detectar
cuando se producen equivocaciones, fallas,
accidentes, reparaciones, y cambios si las
decisiones se han basado en predicciones que
no son precisas.
Identificación de problemas, oportunidades
y objetivos
Observación directa del entorno
En esta fase se realizó la observación
directa del entorno en donde se va a desarrollar
un DS, haciendo un análisis sistemático, se
permitió identificar los (objetivos, alcances,
metodologías y estudios) para la solución de la
problemática.
Los habitantes de la comunidad de La
Fuente, su mayor actividad que realizan son la
producción de chile y el secado del mismo para
venderse.
A lo largo de la investigación se observó
que el procedimiento del secado del chile no es
higiénico y aunado también que utilizan
técnicas y métodos que limitan la producción
considerablemente.
Figura 3 Técnicas rudimentales empleadas para el
secado del chile en la comunidad de ‘’La Fuente’’,
Tequisquiapan, Qro.

65
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
Objetivos técnicos del proyecto
Desarrollar un sistema de secado y deshidratado
eficiente para variedades de legumbres,
hortalizas, frutas etc. (en este caso, chiles), para
aumentar la producción hasta de un 50% en la
comunidad de ‘’La Fuente’’ en el municipio de
Tequisquiapan, estado de Querétaro.
Objetivos específicos del proyecto
I. Mitigar en porcentajes altos el uso de
combustibles que contaminen el
medio ambiente.
II. Recuperar el mercado del
deshidratado y secado del chile, en la
comunidad ‘’La Fuente ‘’.
III. Facilitar el trabajo en las labores del
campo.
IV. Integrar el uso de energías de usos
renovables.
Sintetizar la información recolectada para el
desarrollo de un DS
La localidad de ‘’La Fuente’’ está situada en el
Municipio de Tequisquiapan (en el Estado de
Querétaro) sus coordenadas son; 20º 32’
51.98’’ N y -100º 02’.01’’O,
NASA MSFCEARTH SCIENCE (2015),
cuenta con un clima bastante benigno para el
cultivo de plantas en especial gran variedad de
chiles.
Tipo de clima:
Estepa local, BSh por el sistema Köppen-
Geiger
Análisis de precipitación
Grafico 1 Distribución de precipitación promedio anual
en la comunidad de la Fuente, Tequisquiapan, Qro.
Análisis de temperatura
Grafico 2 Distribución de temperatura promedio anual
en la comunidad de la Fuente, Tequisquiapan, Qro
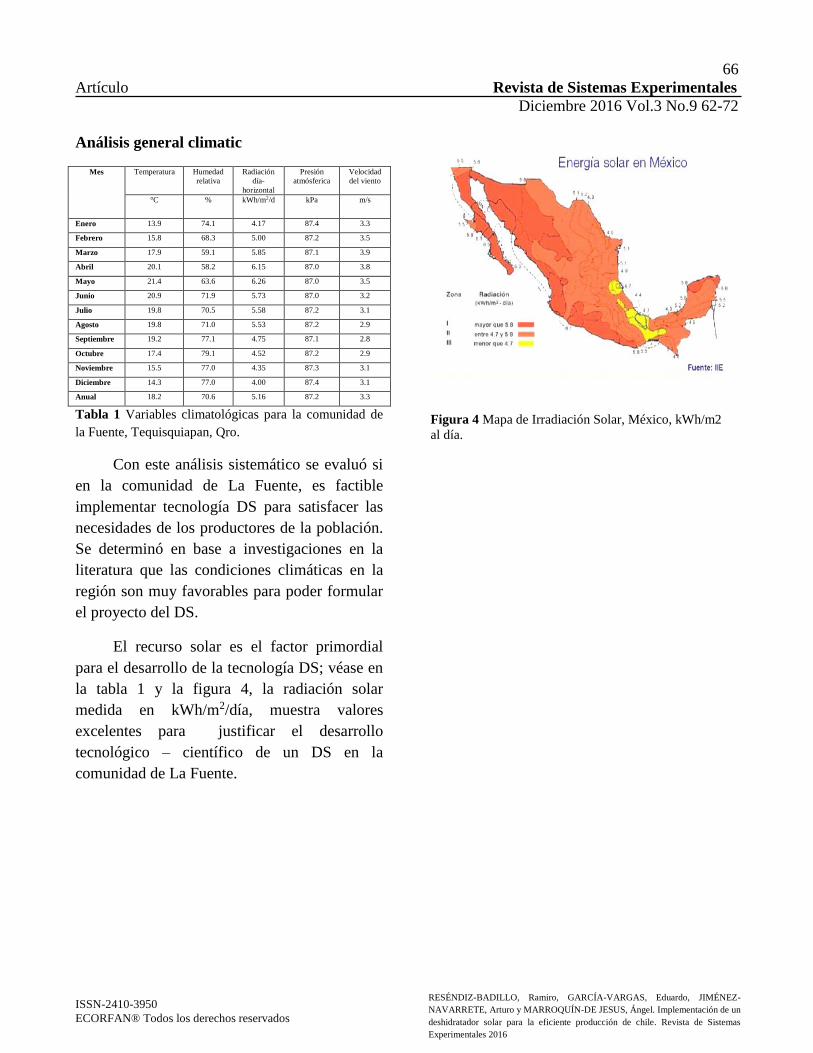
66
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
Análisis general climatic
Mes Temperatura
Humedad
relativa
Radiación
día-
horizontal
Presión
atmósferica
Velocidad
del viento
°C % kWh/m2/d kPa m/s
Enero 13.9 74.1 4.17 87.4 3.3
Febrero 15.8 68.3 5.00 87.2 3.5
Marzo 17.9 59.1 5.85 87.1 3.9
Abril 20.1 58.2 6.15 87.0 3.8
Mayo 21.4 63.6 6.26 87.0 3.5
Junio 20.9 71.9 5.73 87.0 3.2
Julio 19.8 70.5 5.58 87.2 3.1
Agosto 19.8 71.0 5.53 87.2 2.9
Septiembre 19.2 77.1 4.75 87.1 2.8
Octubre 17.4 79.1 4.52 87.2 2.9
Noviembre 15.5 77.0 4.35 87.3 3.1
Diciembre 14.3 77.0 4.00 87.4 3.1
Anual 18.2 70.6 5.16 87.2 3.3
Tabla 1 Variables climatológicas para la comunidad de
la Fuente, Tequisquiapan, Qro.
Con este análisis sistemático se evaluó si
en la comunidad de La Fuente, es factible
implementar tecnología DS para satisfacer las
necesidades de los productores de la población.
Se determinó en base a investigaciones en la
literatura que las condiciones climáticas en la
región son muy favorables para poder formular
el proyecto del DS.
El recurso solar es el factor primordial
para el desarrollo de la tecnología DS; véase en
la tabla 1 y la figura 4, la radiación solar
medida en kWh/m2/día, muestra valores
excelentes para justificar el desarrollo
tecnológico – científico de un DS en la
comunidad de La Fuente.
Figura 4 Mapa de Irradiación Solar, México, kWh/m2
al día.

67
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
Alcance del proyecto Metas a corto
plazo
Diseñar un deshidratador solar en un software CAD
que cumpla con las características que se requieren
en este caso poder ayudar a las personas de la
comunidad de ‘’La Fuente’’ para aumentar la
producción.
Cotizar materiales en base a una investigación
previa para formular el proyecto y cumplir con lo
establecido.
Metas a
mediano plazo
Desarrollar de manera práctica el deshidratador
solar integrando los conocimientos de cada
integrante del equipo de trabajo y con los materiales
e instrumentos adecuados para la ejecución de este
proyecto.
Metas a largo
plazo
Someter a pruebas científicas y a estudios
estadísticos para formular conclusiones y además
integrar el proyecto al equipo de trabajo del secado
y deshidratado de chiles en la comunidad de ‘’La
Fuente‘’.
Realizar un estudio más a fondo para determinar con
exactitud las fortalezas y las áreas de oportunidad
del proyecto en base a la producción del secado y
deshidratado de chiles y así poder contribuir a la
mejor continua.
Alances Desarrollar las competencias genéricas y
profesionales que establece el plan de estudio de la
carrera de T.S.U en Energías Renovables de la
Universidad Tecnológica de San Juan Del Río
Contemplando la capacidad de formular
investigaciones y proyectos de índole tecnológico –
ecológico y así cumplir con los lineamientos y
dimensiones de competencias:
Conceptual
Procedimental
Actitudinal
Desarrollo y documentación de la
metodología científica
Pasos del método ingenieril
Identificación del problema:
Se ha visto en la producción del secado y
deshidratado de chiles en la comunidad de La
Fuente, en el municipio de Tequisquiapan,
Querétaro; una perdida en el mercado muy
considerable y aunado a que dichas actividades
hoy en día se efectúan con las rudimentarias
metodologías tradicionales, los trabajadores se
ven afectados por la falta de ergonomía de
dichas técnicas. Otra problemática que se ve
reflejada es el uso de combustibles que
contaminan el medio ambiente y a su vez cada
día se van agotando.
Recursos y metodologías a utilizar:
- Estudio de mercado previo.
- Encuestas.
- Uso de herramientas estadísticas.
- Entrevistas.
- Recurso literario.
- Recurso investigativo.
Recolección de la información necesaria
Se realizaron investigaciones en
diferentes fuentes de consulta para poder
centrar ideas factibles que puedan hacer que las
problemáticas mencionadas con anterioridad se
reducan y así posteriormente poder empezar
con el diseño previo.

68
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
Se consideró el estado del arte del
proyecto para evaluar prototipos ya establecidos
para retroalimentar más las ideas planteadas.
Recursos y metodologías a utilizar
- Encuestas.
- Recurso literario en formulación de
proyectos.
- Recurso literario en secadores y/o
deshidratadores solares.
- Tesis de proyectos.
- Uso de multimedia, videos y audios.
Búsqueda de soluciones creativas
Respecto a las investigaciones realizadas, se
están observando varias soluciones en la cuales
podrían hacer cumplir con las metas planteadas
en este proyecto y además poder solucionar las
problemáticas que los trabajadores de la
comunidad de La Fuente se están enfrentado,
tales soluciones son las siguiente:
- Reducción del gasto por uso de
energía eléctrica.
- Reducción del gasto por el uso
de combustibles derivados de
petróleo.
- Aumento hasta de un 50% de la
producción del secado y
deshidratado de chiles.
- Eliminando el uso de métodos
tradicionales que solo afectan a
la salud de los usuarios
responsables.
Recursos y metodologías a utilizar:
- Herramientas estadísticas
- Diagrama de Pareto
- Diagrama de Ishikawa
- Técnicas de investigación
- Método científico
- Recurso literario
- Webgrafías
- Uso de multimedia, videos y
audios.
- Tesis de proyectos
Pasar de la idea principal al diseño
preliminar.
Para la formulación del proyecto, se
deberá desarrollar el prototipo del deshidratador
solar en software CAD, en este caso se utilizará
AutoCAD® y Trimble SketchUp® de modelado
de piezas y así poder tener una mayor facilidad
en la realización del prototipo.
Recursos y metodologías a utilizar:
- Computadora
- Uso de software CAD
- Recurso literario para el fundamento
del diseño asistido por computadora.
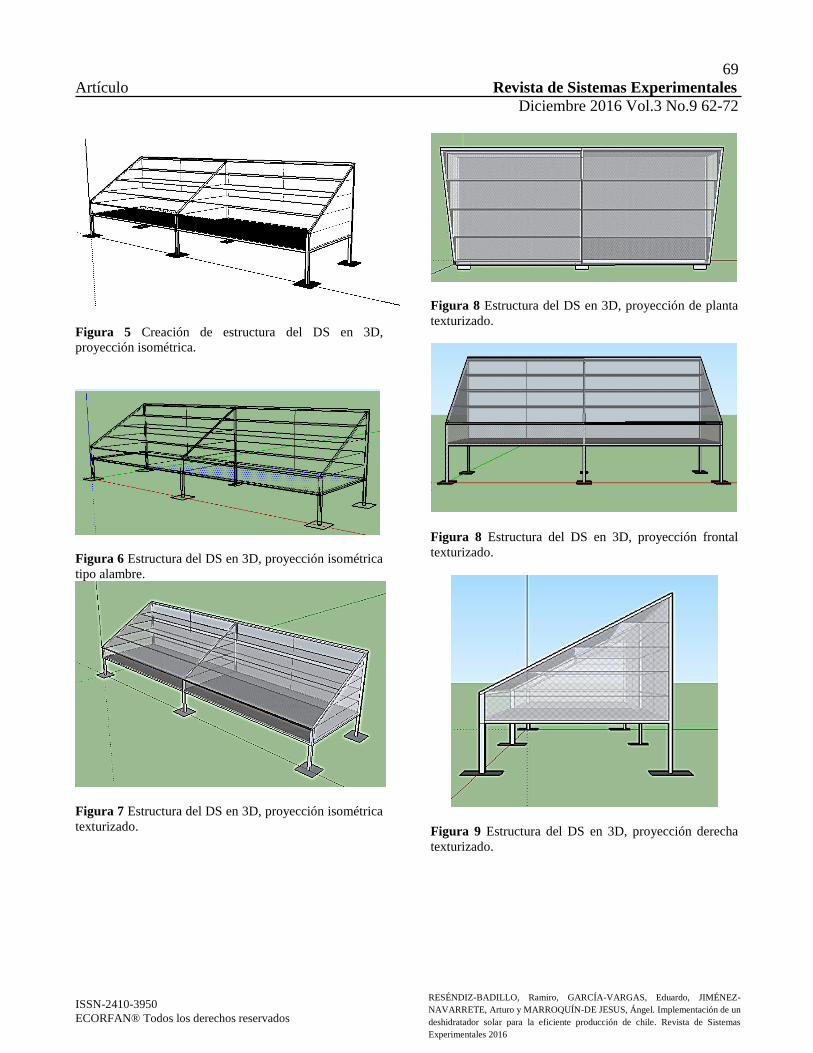
69
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
Figura 5 Creación de estructura del DS en 3D,
proyección isométrica.
Figura 6 Estructura del DS en 3D, proyección isométrica
tipo alambre.
Figura 7 Estructura del DS en 3D, proyección isométrica
texturizado.
Figura 8 Estructura del DS en 3D, proyección de planta
texturizado.
Figura 8 Estructura del DS en 3D, proyección frontal
texturizado.
Figura 9 Estructura del DS en 3D, proyección derecha
texturizado.

70
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
Figura 10 Estructura del DS en 3D, proyección izquierda
texturizado.
Figura 11 Estructura del DS en 3D, proyección posterior
texturizado.
Evaluación y selección de la solución
En bases al marco teórico fundamentado se
estableció el diseño, realización e
implementación de un deshidratador solar tipo,
el cual contará con los siguientes aspectos:
- Sistema de control
automatizado.
- Sistema de aislamiento contra
factores climáticos
- Diseño fácil de manipular y
operar.
- Cámara de secado para
almacenar varios kilogramos de
chile y/o alimento.
- Cronometro e indicador para
volteo de chiles.
Recursos y metodologías a utilizar:
- Recurso literario en secadores
y/o deshidratadores solares.
- Tesis de proyectos.
- Uso de multimedia, videos y
audios.
- Programa Arduino.
- Computadora.
- Dispositivos electrónicos.
- Dispositivos eléctricos.
- Sensores de magnitudes.
Climáticas y metrológicas.
Preparación de reportes, planos y
especificaciones
Se desarrolló una documentación teórica en la
cual fundamente por medio del método
científico; los principios, objetivos, alcances,
metas, análisis, resultados y conclusiones del
proyecto y así poder implementarlo y poder
empezar a solucionar las problemáticas
mencionadas con anterioridad.También se
especificaron de manera de manual el proceso
de operación del deshidratador solar.
Recursos y metodologías a utilizar:
- Computadora
- Paquetería office

71
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
- Recurso literario
- Instrumentos de medición eléctrica y
electrónica.
- Gráficos
- Histogramas
- Climogramas
- Herramientas de calidad.
Implementación del diseño
Teniendo los análisis, resultados del proyecto,
su respectiva valoración y validación, se pasaría
a implementarlo.
Recursos y metodologías a utilizar:
- Recurso literario.
- Computadora.
Conclusión
El proyecto se basó en la metodología del
método ingenieril y unificando ciertos pasos del
método para proyectos, se logró acoplar el
diseño del DS a las necesidades, realizándolo
en periodos de tiempo de corto, mediano y
largo plazo. Esto aunado a la agilidad y
flexibilidad del método por prototipos, permitió
realizar una investigación previa, así como el
desarrollo del proyecto en general para cada de
las etapas con las que se trabajó, además de
incluir retroalimentación y una posterior
reingeniería del sistema.
Se debe dejar en claro que las
modificaciones a la metodología solo se han
realizado para el trabajo presente, por la cual
pueden aparecer puntos débiles sobre los cuales
trabajan, estando sujeto a evaluaciones o
modificaciones.
Se pretende que este proyecto se instale
directamente en la comunidad de ‘’La Fuente’’,
capacitando a las personas que van a estar
secando el chile. Cabe señalar que este proyecto
va a cambiar el trabajo de las personas de la
localidad, ya que su producción del secado de
chile va a aumentar y además se va a establecer
el uso de alternativas que ayuden al cuidado del
medio ambiente.
Agradecimiento
Los autores desean externar su agradecimiento
al Consejo de Ciencia y Tecnología del Estado
de Querétaro, y a la Universidad Tecnológica
de San Juan del Río, por los apoyos brindados
durante el desarrollo del presente proyecto.
Referencias
ALMANZA R. y Muñoz F. (1994) Ingeniería
de la Energía Solar. El Colegio Nacional,
México.
ALMAZAR, R., & MUÑOZ, F. (1994).
Ingeniería de la Energía Solar. México: El
Colegio Nacional.
AYENSU A., (1997) Dehydration of food crops
using a solar dryer with convective heat flow.
Solar Energy, 59, 121-126.
BRENNDORFER, B., KENNEDY, C.,
BATEMAN, C. O., Mrema, G., &
WerekoBrobby, C. (1995). Solar Dryers. Their
Role In post Harvest Processing. Londres,
Reino Unido: Commonwealth Secretariat
Publications.
72
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 62-72
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
RESÉNDIZ-BADILLO, Ramiro, GARCÍA-VARGAS, Eduardo, JIMÉNEZ-
NAVARRETE, Arturo y MARROQUÍN-DE JESUS, Ángel. Implementación de un
deshidratador solar para la eficiente producción de chile. Revista de Sistemas
Experimentales 2016
CFE, (2008). “Costos y Parámetros de
Referencia para la Formulación de proyectos de
Inversión en el Sector Eléctrico”..
COOK E. (1991) Process Drying Practice. pp
12-80. McGraw-Hill, Washington.
DIXON, Cork. (1970). Diseño en Ingeniería.
Inventiva, análisis y toma de decisiones.
Limusa. Wiley. México, 2, 93-102.
DUFFIE AND BECKMAN, (1991) Solar
Engineering of Thermal Processes
Wiley/Interscience, New York.
LUNDE P.J. (1980) Solar Thermal
Engineering: Space Heating and Hot Water
Systems. Pp 70- 109. Wiley, New York.
NONHEBEL G. (1971). Drying of Solids in the
Chemical Industry. Essex, Great Britain.
PÉREZ J. Y HERNÁNDEZ G. (2002) Natural
convection solar dryer with biomass back-up
heater Payback, Solar Energy, 72, 75-83.
RUIZ HERNÁNDEZ, Valeriano. (2006) “Las
energías renovables: La energía solar”. Temas
para el debate, , nº 143, p. 41-46 (Ejemplar
dedicado a: El futuro de la energía).
WEIDER S. (1982) An Introduction to Solar
Energy for Scientists and Engineers. Wiley,
New York.

73
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 73-77
Estudio comparativo de eficiencia térmica de espiral plano vs. espiral cónico en un
colector solar parabólico
ÁVALOS-SÁNCHEZ, Tomás*†, ROBLES-VELÁZQUEZ, Patricia y PRADO-SALAZAR, María.
Recibido Octubre 5, 2016; Aceptado Noviembre 3, 2016
___________________________________________________________________________________ Resumen
Comparar la eficiencia térmica de dos tipos de focos
receptores de energía radiante concentrada por un
colector solar parabólico. Metodología: se hicieron dos
espirales con 1.3 m de tubo de cobre de 3/8 de diámetro,
a los cuales les fueron controlados flujo de agua de un
solo paso y recirculada haciendo mediciones de
temperatura al agua en el recipiente de retorno y tomado
lecturas cada 5 minutos.Estos espirales fueron colocados
en el punto focal de un colector solar parabólico de 77
cm de Diámetro y concavidad de 6.6 cm. Ambos
mostraron ser muy eficientes en la absorción de calor y la
transmisión del mismo al agua, sin embargo, el que
mostró mayor pérdida de calor fue el cónico, aunque no
estaba expuesto a las corrientes de aire ya que tenía una
cubierta de aluminio.Mientras tanto el espiral plano
mostró mayor uniformidad en el comportamiento de las
temperaturas a pesar de estar expuesto a las corrientes de
aire. La temperatura máxima alcanzada, a un flujo de
0.15 litros/min, fue de 97.5 °C en 30 minutos a partir de
la temperatura inicial. Los flujos más bajos no permitían
hacer una lectura confiable de la temperatura ya que el
agua pasaba a su fase vapor.
Concentrador parabólico, energías renovables,
Energía Solar, Eficiencia térmica, experimentación,
intercambiador solar
Abstract
Compare the thermal efficiency of two kind of heat by
radiant energy concentrated by a parabolic solar
collector. Methodology: became two spirals with 1.3 m
length and diameter 3/8” copper pipe, which were
controlled water flow from one step and recirculated
making temperature measurements to water in container
return and readings taken every 5 minutes. These coils
were placed at the focal point of a parabolic solar
collector of 77 cm in diameter and concavity of 6.6 cm.
both proved to be very efficient in heat absorption and
transmission to the water into itself, which showed
greater heat loss but was the conical, although it wasn't
exposed to air currents and that it had an aluminum
housing. Meanwhile the flat spiral showed greater
uniformity in the behavior of temperatures despite being
exposed to air currents.The maximum temperature
reached, at a flow rate of 0.15 l/min, was 97.5 ° C in 30
minutes from the initial temperature. Lower flows did not
allow to make a reliable temperature reading since the
water was going into its vapor phase
Parabolic concentrator, renewable energy, solar
energy, thermal efficiency, experimentation, solar
heat exchanger
Citación: ÁVALOS-SÁNCHEZ, Tomás, ROBLES-VELÁZQUEZ, Patricia y PRADO-SALAZAR, María. Estudio
comparativo de eficiencia térmica de espiral plano vs. espiral cónico en un colector solar parabólico. Revista de Sistemas
Experimentales 2016, 3-9: 73-77
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

74
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 73-77
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
ÁVALOS-SÁNCHEZ, Tomás, ROBLES-VELÁZQUEZ, Patricia y
PRADO-SALAZAR, María. Estudio comparativo de eficiencia térmica
de espiral plano vs. espiral cónico en un colector solar parabólico.
Revista de Sistemas Experimentales 2016
Introducción
La energía solar es la energía renovable, por lo
menos en los próximos 5 mil millones de años,
más abundante en la naturaleza de nuestro
sistema solar; por lo tanto, se aborda unas de las
maneras en que se puede canalizar para su
aprovechamiento, como lo son los colectores
solares parabólicos. A lo largo de la historia,
este tipo de energía ha sido utilizada para muy
variados usos y uno de ellos es para integrarla a
procesos industriales como en la recuperación
del agua de las aguas residuales.
Se compararón dos espirales diseñados y
elaborados, cada uno con sus propias variables,
con la finalidad de ser utilizados como
absorbedores de la radiación solar, teniendo
como propósito el comprobar la eficiencia
térmica de cada uno al someterlos a pruebas de
calentamiento de agua y con la obtención de
agua tratada para uso sanitario
Los colectores solares son estructuras
diseñadas para captar los rayos del sol con el
objetivo de transformarlos en energía térmica
para de esta manera elevar la temperatura de un
fluido, o bien la conversión a energía mecánica
y mediante algún motor a su vez transformarla
en energía eléctrica.
Históricamente el aprovechamiento de la
energía solar se ha dado de manera importante,
comenzó con el desarrollo de un método
empleado por Arquímedes en el año 212 A.C.
aproximadamente, utilizó los concentradores
solares para quemar las naves romanas
mediante el uso de un gran espejo cóncavo
Utilizar concentradores solares con
sistemas eficientes de absorción y transmisión
de esa energía en la recuperación de fluidos o
de calentamiento de agua para uso industrial o
doméstico a bajo costo será una valiosa
aportación para mitigar los efectos de la
contaminación ambiental y de los altos costos
de los combustibles fósiles.
Utilizando 1.3 m tubo de cobre de 3/8” se
formaron dos espirales, uno plano, Fig 1,
Explicar con claridad el problema a solucionar
y la hipótesis central.
Desarrollo de Secciones y Apartados del
Artículo con numeración subsecuente
Hipótesis
En la comparación acerca de la eficiencia
térmica entre un espiral plano y un espiral
cónico, se conjetura que el espiral cónico
captará de una manera más eficaz el calor que
incide en el absorbedor, puesto que los anillos
exteriores del espiral al momento de
encontrarse más cercanos a la parabólica
absorben el calor al tiempo que lo transmiten al
liquido por conducción, de esta manera cuando
el liquido llega a la zona de concentración de
calor su temperatura es mayor a la del
ambiente, disminuyendo el tiempo requerido
para calentar el agua, si a este sistema le
añadimos un aislamiento térmico y un sistema
de recirculación del agua que se obtiene a la
salida del espiral, tendremos un conductor de
mayor rendimiento.
Metodología
Se dividió en etapas: Cálculo de distancia focal,
medición de flujo, medición de temperatura.
75
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 73-77
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
ÁVALOS-SÁNCHEZ, Tomás, ROBLES-VELÁZQUEZ, Patricia y
PRADO-SALAZAR, María. Estudio comparativo de eficiencia térmica
de espiral plano vs. espiral cónico en un colector solar parabólico.
Revista de Sistemas Experimentales 2016
Cálculo de la distancia focal
Se utilizó una antena parabólica de acero la cual
se pulió y envió a cromar para tener un
terminado espejo, Fig. 3. Esta ya tenía
establecido un punto de inserción de receptor de
señal, sin embargo, se debía calcular para
confirmar que era la correcta para los efectos de
la instalación de los espirales a probar.
Previamente se midió la distancia entre el
espiral y el concentrador llamándola distancia
real que fue de 54.4cm.
Se realizó el cálculo de la distancia
adecuada que debería existir entre el plato y el
absorbedor (espiral) con la siguiente ecuación:
Donde: f = Distancia focal.
D = Diámetro del plato.
C = Profundidad o concavidad del plato.
Realizando las mediciones requeridas
para la ecuación se obtiene:
C= 6.6cm
D= 77cm
Los espirales fueron colocados a la
distancia focal calculada y en ella fue donde
hicieron las corridas de prueba.
Determinación de flujo
Se utilizó un recipiente con un volumen de agua
aproximado de 10L, en dicho recipiente se
instaló la bomba de recirculación conectada a
las dos mangueras, una conectada al sistema y
la otra que es la de retorno después de pasar por
el sistema.
Se calibraron las válvulas y se
detrminaron las posiciones de las mismas para
obtener los flujos a los que se harían las
corridas.
Determinación de Temperatura
Se hiceron las lecturas de temperatura con
termómetro de mercurio de -10 a 110 °C con
sensibilidad de 1°C. Se instaló un termómetro
en el recipiente y otro en la salida de la
manguera de retorno del agua.
Variables:
Flujo: 0.2 l/min, 0.15 l/min y 0.1l/min con y sin
recirculación de agua al mismo recipiente.
Espirales: 2
Lecturas: 6, una cada 5 minutos
Corridas totales: 72
Se ajustó la posición del punto focal
calculado, se colocó en la orientación, con
respecto al sol, requerida dependiendo del
espiral y la posición a evaluar.
El agua comenzó a fluir a través del
espiral y al llegar a la salida el termómetro
digital marcó las mediciones obtenidas del
agua.
Se tomaron las lecturas marcadas a
intervalos de tiempo cronometrando cada 5min
hasta llegar a 30min.
Se tomó la temperatura final alcanzada en el
recipiente.
Para comenzar un nuevo ciclo de
mediciones se volvió a llenar el recipiente con
agua a temperatura ambiente.
Una vez obtenidos los datos se hizo el
vaciado y se generaron las tablas y gráficas
correspondientes.
𝑓 = 𝐷2/(16 ∗ 𝐶)
𝑓 = (77)2/(16 ∗6.6)
𝑓 = 56.14𝑐𝑚

76
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 73-77
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
ÁVALOS-SÁNCHEZ, Tomás, ROBLES-VELÁZQUEZ, Patricia y
PRADO-SALAZAR, María. Estudio comparativo de eficiencia térmica
de espiral plano vs. espiral cónico en un colector solar parabólico.
Revista de Sistemas Experimentales 2016
Resultados
Las mediciones de temperatura a los distintos
flujos dieron como resultado que el espiral
plano de cobre, tuvo un comportamiento más
uniforme con respecto al cónico. Las
variaciones de temperatura, hacia a la baja,
fueron mínimas en las mismas condiciones
climatológicas en comparación con el espiral
cónico, aun cuando este estaba protegido del
viento con una barrera de aluminio. Ver
gráficas 1 a 10
En el espiral plano, la temperatura
máxima alcanzada del agua a la salida de la
manguera de retorno fue de 97.5 a un flujo de
0.1 l/min, ver Gráfica 5, esto recirculando el
agua al mismo recipiente, lo que fue
aumentando la temperatura del agua de entrada
paulatinamente. A las mismas condiciones no
se pudo medir con el espiral cónico. Sin
embargo con este último a un flujo de 0.2 l/min
y sin recirculación se obtuvo una temperatura
de 54.9 °C. Ver Gráfica 10. A un flujo de 0.15
l/min con las mismas condiciones climáticas, el
espiral plano se mostró más eficiente ya que
alcanzó una temperatura de 72.6°C vs. 32.9°C.
Ver Gráfica 8.
Anexos
Figura 1 Espiralde tubo de cobre, Plano
Figura 2 Espiral de tubo de cobre en forma de cono
Figura 3 Concentrador parabólico terminado espejo.
Agradecimientos
El presente trabajo se llevóa cabo en las
instalaciones de la Universidad Tecnológica de
Jalisco recibiendo apoyo de la misma para su
realización por lo cual hacemos llegar nuestro
agradecimiento.
Conclusiones
La condición de recirculación de agua resultó
ser la más recomendable para alcanzar las
mejores temperaturas en el agua. El espiral
parabólico con protección no fue la mejor
opción lo que mostró que la hipótesis planteada
fue negativa.

77
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 73-77
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
ÁVALOS-SÁNCHEZ, Tomás, ROBLES-VELÁZQUEZ, Patricia y
PRADO-SALAZAR, María. Estudio comparativo de eficiencia térmica
de espiral plano vs. espiral cónico en un colector solar parabólico.
Revista de Sistemas Experimentales 2016
La opción de colector parabólico de
radiación solar está sometida a demasiadas
variables climáticas que no permiten tener un
comportamiento constante todo el año, sin
embargo, sigue siendo una muy buena opción
cuando se quieren alcanzar temperaturas
extremas. Tan solo en este sistema se hizo la
medición con termopar en el punto focal y se
alcanzaron 970°C. de forma empírica se colocó
un tubo de ensaye de vidrio Pyrex con agua en
el punto focal e instantáneamente el agua
comenzó a hervir el tubo a fundirse. Hacen
faltan más pruebas y nuevos diseños de
captadores de radiación solar.
Referencias
expodime. (s.f.). Recuperado el 2012, de
expodime:
http://www.expodime.cucei.udg.mx/vexpo/ivex
podime/pdf
luz verde. (s.f.). Recuperado el 2012, de luz
verde : http://www.luzverde.org
solar, e. (s.f.). Obtenido de
http://energiasolar.911mb.com
vinculando, r. (2010). energia solar como fuente
alterna para el tratamiento de la limpieza de
agua. vinculando .
mundo solar. (s.f.). Recuperado el 11 de 11 de
2012, de mundo solar:
http://www.dforcesolar.com/energia-
solar/historia-de-la-energia-solar/

78
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
Purificación de biodiesel con agua y silicato de magnesio
ANDRADE-DURÁN, Juan*†, CASTILLO-TELLEZ, Margarita, OVANDO-SIERRA, Juan y
CASTILLO-TELLEZ, Beatriz.
Recibido Octubre 13, 2016; Aceptado Noviembre 11, 2016
___________________________________________________________________________________ Resumen
Actualmente es uno de los problemas que presenta la
producción de biodiesel - la purificación -, la forma
más común y mayormente utilizada es el lavado con
agua, pero actualmente hay un considerable interés en la
purificación con otros materiales sólidos como el silicato
de magnesio sintético que es un absorbente eficaz para
eliminar impurezas. Los dos métodos comentados han
sido probados en condiciones similares de temperatura,
tiempo y concentración de reactivos, con esta
comparación se pudieron encontrar los mejores
resultados. Se encontró que es muy importante eliminar
el metanol sobrante para evitar la saturación del
absorbente. El análisis concluyo que los residuos de
glicerol y contenido de jabón en los dos procesos son
similares y lo suficientemente eficientes y no se
encontraron muchas diferencias, los requisitos de pureza
y análisis del biodiesel fueron en base a la norma
americana ASTM D6751. El biodiesel es un combustible
elaborado a partir de aceites vegetales y/o grasas
animales tratados mediante un proceso llamado
transesterificación que tiene como resultado una
reducción importante de su viscosidad. Este combustible
ha demostrado ser utilizable en cualquier motor diésel y
puede ser tratado de la misma manera que el diésel de
petróleo.
Transesterificación, Biodiésel, Aceite Vegetal,
Purificación
Abstract
Actually it is one of the problems in the biodiesel
production - the purification - the most common and
mostly used is water washing, but currently there is
considerable interest in the purification with other solid
materials such as synthetic magnesium silicate, which is
an effective absorbent to remove impurities. The two
methods discussed have been tested in similar
temperature conditions, time and concentration of
reactants; this comparison could be found the best results.
Found that it is very important to remove the remaining
methanol to avoid saturation of the absorbent. The
analysis concluded that residues of glycerol and soap
content in the two processes are similar and efficient
enough and did not find many differences; the purity
requirements and analysis of biodiesel were based on the
American standard ASTM D6751. Biodiesel is a fuel
made from vegetable oils and / or animal fats treated by a
process called transesterification results in a significant
reduction in viscosity. This fuel has proved usable in any
diesel engine and can be treated in the same way that the
diesel oil.
Transesterification, Biodisel vegetable Oil,
Purification
Citación: ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita, OVANDO-SIERRA, Juan y CASTILLO-
TELLEZ, Beatriz. Purificación de biodiesel con agua y silicato de magnesio. Revista de Sistemas Experimentales 2016, 3-9:
78-87
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

79
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
Introducción
El precio al alza del barril de petróleo por la
demanda mundial de combustibles, no limita
totalmente su consumo y aumenta las
preocupaciones ambientales sobre la
contaminación procedente de los gases de
combustión de los motores de combustión. La
forma más viable para resolver estos problemas
es mediante el uso de combustibles alternativos.
Entre los combustibles alternativos, los
biocombustibles se definen como combustibles
líquidos o gaseosos para el sector del transporte
que son en su mayoría producidos a partir de
biomasa. El biodiesel es un biocombustible, que
se define como un combustible compuesto de
mono-alquil ésteres de ácidos grasos de cadena
larga elaborado a partir de aceites vegetales y/o
grasas animales, tratados mediante un proceso
llamado transesterificación, que tiene como
resultado una reducción importante de su
viscosidad, y que ha demostrado ser utilizable
en cualquier motor diesel y puede ser tratado de
la misma manera que el diésel de petróleo.
Producción de Biodiesel
El proceso más fiable, económico y común para
producir el biodiesel es la transesterificación. El
proceso de transesterificación es el que se
utiliza actualmente para la producción de
biodiesel; consiste en remover el glicerol de los
triglicéridos contenidos en el aceite y
reemplazarlos por los radicales del alcohol
usado en el proceso de conversión, con lo que
se reduce la viscosidad manteniendo el número
de cetanos así como el valor calorífico, además
reduce el punto de ebullición del aceite y su
punto de ignición (flash point). El metanol es
el alcohol más común debido a su bajo precio
en comparación con otros alcoholes y las
ventajas físicas y químicas (compuesto polar,
alcohol de cadena corta etc.), aunque también
se utiliza el etanol.
En el caso del metanol, la reacción se
conoce como metanólisis. La estequiometria de
la reacción metanólisis requiere 3 moles de
metanol y 1 mol de triglicéridos para dar 3
moles de éster metílico de ácidos grasos y 1
mol de glicerol. Esta reacción, a su vez, consta
de tres reacciones consecutivas reversibles con
formación intermedia de diglicéridos y
monoglicéridos Tabla 1. Después de la
reacción, el glicerol se separa por decantación o
centrifugación y la capa obtenida se purificada
y se utiliza en aplicaciones tradicionales (la
farmacéutica, cosmética 90% de pureza) o en
sus aplicaciones mas recientemente (alimentos
para animales, materias primas de carbono en
las fermentaciones, en polímeros y lubricantes).
La fase de biodiesel también es purificada
(contiene pequeñas cantidades de metanol,
catalizador y agua) antes de ser usado como
combustible diesel con el fin de cumplir con la
norma ASTM D6751.
Tabla 1 Reacciones en la producción de Biodiésel.
De las ventajas de este bio-combustible,
una es que las materias primas utilizadas para
su producción son naturales y renovables.
Todos los tipos de aceites proceden de
vegetales o grasas animales (refinados, crudo,
aceites reciclados de cocina y grasas de frituras)
por lo que es biodegradable y no tóxico, el
biodiesel se degrada aproximadamente cuatro
veces más rápido que el diésel proveniente del
petróleo; en 28 días el biodiesel contenido en
agua se degrada de un 85 a un 88%.

80
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
Hay diferentes tipos de catalizador: ácido
básico, resina de intercambio iónico, enzimas y
fluidos supercríticos. Sin embargo, los
catalizadores básicos (NaOH, KOH) son los
más comúnmente utilizados en la industria, ya
que el proceso resulta más rápido y las
condiciones de reacción son moderadas y la
reacción se puede realizar de dos formas:
continua y discontinua (por lotes) en diferentes
capacidades.
Hay varias ventajas en el uso de
biodiesel: renovable, biodegradable; reducción
de las emisiones de efecto invernadero;
contiene poco azufre o no, se mezcla en
cualquier proporción con diesel de petróleo, sin
modificaciones necesarias en el motor; bajas
emisiones de CO, partículas suspendidas; y
tiene beneficios ambientales.
Tiene algunas desventajas también: punto
de congelación alto (entre 0 y -4 ° C),
obstrucción del filtro (debido al poder
disolvente), menor capacidad de energía que el
diésel de petróleo y tiene problemas de
almacenamiento (debido a que es
biodegradable) soporta solo 3 meses.
El glicerol es suprimido en gran parte por
la separación por gravedad o centrifugación y el
metanol en algunos casos puede ser recuperado
por evaporación flash. El proceso no es 100%
eficiente por lo tanto la etapa final la
“purificación” es necesaria para cumplir con los
requisitos de la norma ASTM D6751.
Tipos de purificación
El combustible no se puede llamar biodiesel
hasta que supere las especificaciones de la
norma ASTM D 6751. Por lo tanto, la etapa de
purificación es esencial. El biodiesel no tratado
contiene impurezas como: glicerina libre,
jabones, metales, metanol, ácidos grasos libres,
agua del catalizador, y de glicéridos.
La vida útil del motor puede ser reducido
por los altos niveles de impurezas. La Tabla 2
muestra el efecto de cada impureza.
Tabla 2 Efectos de las impurezas del biodiésel en los
motores.
Hay dos métodos generalmente aceptados
para purificar biodiesel: húmeda y seca. El más
tradicional método es el de lavado húmedo y es
ampliamente utilizado para eliminar los
contaminantes y el exceso de producción de
sustancias químicas sobrantes del biodiesel. Sin
embargo, la inclusión de agua adicional para el
proceso ofrece muchas desventajas, incluyendo
aumento en el costo y tiempo de producción. El
lavado en seco reemplaza el agua con una
resina de intercambio iónico, bentonita, gel de
sílice o polvo de silicato de magnesio (como en
este caso) para neutralizar las impurezas. Estos
métodos de lavado en seco se utilizan en
plantas industriales.
Se conoce desde hace algún tiempo que
es posible cumplir con las especificaciones
lavando solo con agua caliente, pero esta
técnica da lugar a algunas desventajas. Una alta
contaminación en los efluentes líquidos se
genera como se muestra en la Tabla 3. La
pérdida significativa del producto puede ser
llevado a cabo para la retención en la fase
acuosa. Por otra parte, la formación de
emulsiones en el tratamiento de los aceites
usados de cocina o de otros aceites con alto
contenido de ácidos grasos libres puede ocurrir
debido a la formación de jabón.

81
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
Tabla 3 Caracterización del afluente procedente de la
purificación de lavado con agua.
a Total de solidos suspendidos.
b Solidos suspendidos minerales.
c Demanda química de oxígeno.
Hay tres procesos comerciales
alternativos que están siendo estudiados, la
arcilla bentonita, resina de intercambio iónico y
silicato de magnesio. Estos procesos tienen la
ventaja de estar sin agua, lo que elimina
muchos de los problemas expuestos
anteriormente, pero, a excepción de algunos
materiales de publicidad bastante incompleta
poco se sabe realmente acerca de su
desempeño, para nuestro caso se realiza la
comparación utilizando silicato de magnesio
sintético.
Dado que tanto la glicerina y el metanol
son muy solubles en agua, lavar con agua es
muy eficaz en la eliminación de los
contaminantes y, hasta hace poco era el método
más común de purificación. También tiene la
ventaja de eliminar las sales de sodio residual y
jabones, debido a su solubilidad en agua. Pero
como se mencionó anteriormente el lavado con
agua tiene sus desventajas.
El uso de polvo muy fino de silicato de
magnesio (Magnesol) es promovido en los
EE.UU. y México por la Corporación The
Dallas Group of America, Inc.
Este material tiene una función puramente
adsorbente de los residuos no deseados del
biodiesel y el material usado ha pasado a ser
utilizado en otras otras aplicaciones (abono,
combustible y como aditivo en comida de
animales).
Objetivos
El principal objetivo ha sido analizar la eficacia
de la eliminación de metanol, agua, glicerol y
sulfatos, de los dos métodos estudiados
(purificación de biodiesel con agua y Silicato de
Magnesio sintético) en una variedad de
condiciones y combinaciones, aunque las
condiciones se han mantenido lo más cercano
posible a la práctica de explotación del
combustible. Los objetivos secundarios
incluyen la eficiencia de remoción de jabón, el
efecto de los procesos de FFA final y
estabilidad a la oxidación. En el caso del
proceso de purificación con silicato de
magnesio sintético se intenta hacer que se vean
la capacidad del absorbente, que es vital para
comparar la economía relativa de los procesos
en una posible aplicación industrial.

82
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
Materiales Experimental
En este trabajo se analiza el funcionamiento de
Silicato de magnesio sintético (purificación
seca) contra el agua(purificación húmeda), para
encontrar la purificación optima del
combustible, se realizaron 5 experimentos de 27
muestras de 5 ml cada una; en total se
elaboraron 135 muestras de los cuales se
escogieron 45 al azar (9 de cada tipo), se utilizó
un solo tipo de aceite como materia prima
(aceite de cocina reciclado) pero de dos fuentes
distintas, cuyas características y condiciones
para convertirlo a biodiesel ya han sido
probadas con anterioridad en el Instituto de
Energías Renovables (IER-UNAM), los
experimentos se realizaron para determinar las
condiciones óptimas para el proceso de
conversión, usando una combinación de las tres
variables de un experimento anterior
(temperatura, porcentaje de alcohol y tiempo), y
dos más para la purificación agua (número de
lavados) y silicato de magnesio (porcentaje de
silicato de magnesio sintético), las muestras se
tomaron inmediatamente después de decantar
en el cono por gravedad la glicerina, el
metóxido de sodio se utiliza como catalizador.
La Tabla 4 muestra una comparación de los
parámetros con respecto a la norma del
combustible obtenido en la planta piloto de
Biodiesel del IER-UNAM. Aunque ninguna de
las muestras cumple totalmente con el
contenido de éster metílico en la Norma, este
biodiésel se han utilizado en el proceso de
purificación con el fin de estudiar la remoción
de impurezas, se utilizó agua de grifo y
desionizada, así como un tamaño de partícula
de 80µm del silicato de magnesio sintético. Los
químicos y normas para el análisis fueron
adquiridos a Sigma-Aldrich.
.
Tabla 4 Parámetros de composición.
Experimentos con Silicato de Magnesio
El trabajo se llevó a cabo en tubos de ensaye
con muestra de 5 ml provistos de un agitador de
velocidad variable, dos de las muestras se
sumerge en un lote de agua. El tiempo estándar
de la purificación fue de 10 minutos, pero las
muestras se tomaron a los 5 y 7 minutos. La
separación del producto final fue por
centrifugación, ya que no es muy recomendable
filtrar las muestras pequeñas.
Los experimentos se llevaron a cabo a
temperatura ambiente y en concentraciones
(w/w) de Magnesol: 0.5, 1, 2, 3 y 1%
combinado con lavado, según lo sugerido por el
proveedor. Todos los experimentos se
realizaron en ambas materias primas. Solo
nueve muestras de cada experimento se
analizaron. Las muestras fueron analizadas para
el metanol y el glicerol libre mediante técnicas
de GC, tomando en cuenta que debido al
tamaño de la muestra son las técnicas
recomendadas. El contenido de agua se midió
por el método de Karl-Fischer en cada muestra
al igual que la acidez, contenido de jabones, y
mono, di-y triglicéridos.

83
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
Considerando que Magnesol es
higroscópico una vez que el empaque se abrió
se tuvo cuidado de volver a sellar tan
firmemente como sea posible. El material para
su uso inmediato fue puesto en recipientes
herméticos de plástico y para algunos
experimentos fue secado en el horno a una
temperatura cercana a los 100 ° C para
maximizar su efectividad. Debido a la
naturaleza muy fina del polvo Magnesol se
utiliza una mascarilla en su manipulación.
Experimentos con agua
El agua para el lavado utilizada es de dos tipos:
agua desionizada, y de grifo de la ciudad. La
tabla 5 muestra las propiedades del agua de la
ciudad de Temixco Mexico. Se efectuó el
lavado a temperatura de 65 °C. Tres relaciones
agua (números de lavados) y dos velocidades de
agitación. Una vez más todos los experimentos
se realizaron en ambas materias primas.
El trabajo utiliza el mismo procedimiento
utilizado con el Magnesol con el tamaño de
muestra de 5 mL. El tiempo estándar de lavado
fue de 10 minutos, pero las muestras se tomarán
a los 5 y 7 minutos. La separación del producto
final fue por gravedad de la solución durante 30
minutos, pero fue necesario centrifugar la
muestra. El análisis fue el mismo que para el
utilizado con el Magnesol, nueve análisis de
cada experimento, Tabla 6.
Tabla 5 Propiedades del agua de grifo (Temixco, Mex.)
.
Tabla 6 Experimentos con magnesol.
Métodos de Análisis
Un sistema automático de inyección “cool on
column” en un cromatógrafo de gases (Trace
CG ultra de la marca Thermo Finnigan
Corporation) fue utilizado para la
determinación de los mono- di-y triglicéridos y
glicerol libre, de conformidad con la norma
Americana ASTM D6584). Una columna
capilar de GC (30 m × 0,25 mm de diámetro x
0,25 micras) acoplado a un detector de
espectrometría de masas de 250 ° C, y helio
como gas acarreador a 1 ml / min. El análisis de
biodiésel para cada muestra se llevó a cabo por
sylating, se disolvieron 100 µl de muestra de
biodiesel en 0.8 ml de heptano y se inyecto 1µl
de esta solución en GC. Dos patrones internos
se utilizan, uno para el glicerol y otro para los
glicéridos. Los monoglicéridos (MG),
diglicéridos (DG), triglicéridos (TG) y el
contenido de glicerol libre se expresaron como
porcentaje en peso (% (m / m)). El instrumento
se calibró usando glicerol, monoolein, diolein y
trioleína en soluciones de n-heptano, de
conformidad con la norma D6584.
El metanol se determinó usando
igualmente el Trace CG ultra Thermo Finnigan
utilizando el método de inyección manual, de
conformidad con la norma ASTM D6751, con
2-propanol como patrón interno. El contenido
de agua se determinó por el método Karl-
Fischer (ISO 12937) y el índice de acidez se
determinó por titulación con hidróxido de
potasio, de conformidad con la norma ASTM
D664

84
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
El índice de estabilidad a la oxidación
(OSI) se determinó siguiendo el método de
"Rancimat" de conformidad con la norma
ASTM D2274. El contenido de jabón se
determinará de acuerdo con el método de
"Biodiesel Analytical Methods"
Resultados y discusión
Magnesol
El Magnesol no tiene un efecto significativo en
los glicéridos y en la OSI, a diferencia de otros
métodos secos como son la arcilla bentonita o
el intercambio iónico, el efecto sobre el
contenido de metanol es menos relevante; la
eliminación del metanol a podría ser debido a
las pérdidas por evaporación a temperaturas
superiores a 65 ° C y no al Magnesol. Es
interesante observar el Magnesol seco tiene un
efecto ligeramente mejor al que no ha sido
secado para la eliminación de metanol
excedente, la razón es que absorbe más.
Ninguno de los experimentos disminuyo el
contenido de metanol por debajo del límite
máximo de la norma ASTM D6751, pero los
mejores resultados se alcanzan con la
concentración de Magnesol máxima y con las
combinaciones con lavados a 65 ° C, como se
muestra en la Gráfico 1.
Gráfico 1 Evolución de contenido de metanol vs L
Biodiésel/kg resina.
No hay diferencias significativas entre el
uso de Magnesol seco o no seco en la
eliminación de glicerol libre y jabón de los dos
tipos de biodiesel. Con la excepción de los
experimentos con 0,5% (w / w) de
concentración Magnesol, todos los
experimentos eliminan en forma satisfactoria el
contenido de glicerol en 10 minutos de
reacción. Lo mismo sucede en la eliminación de
jabón. La reducción en los valores de jabón es
menor que el alcanzado por otros medios de
purificación seca (resinas de intercambio
iónico, bentonita y gel de sílice). También
parece tener un efecto pequeño en el valor
ácido. Estos resultados se pueden observar en la
Tabla 7.
Tabla 7 Combustible (Magnesol) caracterizado ASTM
D6751.
Los resultados muestran que puede llevar
los niveles de glicerol por debajo de lo exigido
por la norma ASTM D6751 y puede producir
reducciones grandes en el contenido de jabón,
pero no tienen éxito en la eliminación de
metanol suficiente para satisfacer la norma.
Gráfico 2 Evolución de contenido de jabones vs.
Tiempo de purificación del Biodiésel con magnesol a
temperatura ambiente.

85
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
El gráfico 2 y 3 se muestran el
comportamiento, la evolución del jabón y el
contenido de glicerol del trabajo del Magnesol.
Por lo menos el 1% (w/w) es necesario con un
tiempo de contacto de 10 minutos, pero parece
que hay poca ventaja en pre-secar el material o
de la operación por encima de la temperatura
ambiente. El contenido ligeramente mayor en
algunas muestras de glicerol se debe a que las
pruebas incluyeron menos de 0.5% (w/w) de
Magnesol.
Gráfico 3 Evolución del contenido de glicerina vs
Tiempo de purificación del Biodiésel con magnesol a
temperatura ambiente.
Lavado con agua
El lavado con agua es el único proceso que ha
reducido los niveles de metanol y glicerol libre
hasta las exigidas por la norma ASTM D6751.
Al igual que con el Magnesol, tiene efecto
parecidos sobre los diferentes glicéridos. La
Tabla 8 muestra la caracterización del
combustible lavado con agua.
Tabla 8 Caracterización de las muestras lavadas con
agua de la ciudad.
La eliminación de metanol se ve afectada
por la temperatura, debido probablemente a la
solubilidad reducida del metanol en agua, pero
es suficiente para cumplir con la norma ASTM
D6751, no hay gran beneficio en el uso del
agua desionizada y la agitación cada vez mayor
también tuvo poco efecto. La eliminación del
jabón fue influenciado en cierta medida por el
grado de agitación. En la eficiencia general de
eliminación de jabón estaba significativamente
mejor que con el Magnesol. En la mayoría de
los casos, la eliminación de glicerol por lavado
con agua se completa en 10 minutos en todos
los experimentos con la excepción del agua a
una proporción de 1:0.5 que ni dando más
tiempo logra el límite máximo de la norma
ASTM D6751 y se puede observar en la figura.
4 y la figura. 5. Los resultados muestran que la
temperatura no tiene una influencia importante
sobre la eliminación de glicerol lavado con
agua. Algo similar ocurre con la velocidad de
agitación biodiesel/agua. Así, las mejores
condiciones generales para el agua de lavado
son las condiciones más económicas:
temperatura ambiente, agua de la ciudad, 300
rpm y la relación biodiesel/agua de 1:2.
Gráfico 4 Evolución del contenido de glicerina vs.
Tiempo de purificación del Biodiésel lavado con agua a
temperatura ambiente y 500 rpm.

86
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
Gráfico 5 Evolución del contenido de glicerina vs.
Tiempo de purificación del Biodiésel lavado con agua
ionizada a temperatura ambiente.
Conclusiones
Independientemente que los dos tipos de
materia prima nos dan dos combustibles
ligeramente diferentes, los procesos de
purificación han obtenido resultados similares.
De esta manera, estos tratamientos se pueden
probar en cualquier proceso de producción de
biodiesel, el estudio demuestra que es vital
eliminar la mayor cantidad de glicerol en la
etapa de separación primaria (sedimentación o
centrifugación) y que el metanol debe ser
retirado por evaporación flash o un proceso
similar.
Sólo el lavado con agua ha purificado el
biodiesel directamente de la separación del
glicerol, y cumplido con los requisitos de la
norma ASTM D6751. Pero tiene algunas
desventajas como: el abastecimiento, costo,
emulsiones, tratamiento de aguas residuales y el
secado del producto final.
El proceso de Magnesol ha tenido un
buen efecto sobre el contenido de metanol de
las muestras, pero ninguno de los experimentos
cumplió con el límite de la norma ASTM
D6751.Por lo menos el 2% (w/w) es necesario
con un tiempo de contacto de 10 minutos para
disminuir el contenido de glicerol y jabón.
Se observó una mejora cuando se pre-
seco el Magnesol o se operó a una temperatura
mayor de 65°C. Solo se logró cumplir con la
norma cuando se combinaron ambos procesos
(lavado con agua y Magnesol). Ninguno de los
procesos tiene un efecto significativo en el
índice de acidez, el OSI, glicéridos o contenido
de agua.
Referencias
A. Dermibas, Importance of biodiesel as
transportation fuel, Energy Policy 35 (2007)
4661–4670.
G. Vicente, M. Martínez, J. Aracil,
Optimisation of integrated biodiesel production.
Part I. A study of the biodiesel purity and yield,
Bioresource Technol. 98 (2007) 1724–1733.
EPA Oil Spill Program Update: Summary of
Data for Chemical Selection. NCI. Technical
Resources International Inc. (1998) NO2-CB-
07007 (10/00)
B. Freedman, E.H. Pryde, T.L. Mounts,
Variables affecting the yields of fatty esters
from transesterified vegetable oils, J. Am. Oil
Chem. Soc. 61 (1984) 1638–1643.
E.E. Reid, Studies in esterification IV. The
interdependence of limits as exemplified in the
transformation of esters, Am. Chem. J. 45
(1911) 479–516.
B.S. Cooke, S. Abrams, B. Bertram,
Purification of biodiesel with adsorbent
materials, US Patent 0509959P (2003).
M. Canakci, J. Van Gerpen, Biodiesel
production from oils and fats with high free
fatty acids, Trans. ASAE 44 (2001) 1429–1436.
M. Berrios, R.L. Skelton, Comparison of
purification methods for biodiesel, Chemical
Engineering Journal 144 (2008) 459–465
87
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 78-87
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados ANDRADE-DURÁN, Juan, CASTILLO-TELLEZ, Margarita,
OVANDO-SIERRA, Juan y CASTILLO-TELLEZ, Beatriz. Purificación
de biodiesel con agua y silicato de magnesio. Revista de Sistemas
Experimentales 2016,
E. Robles-Valderrama, E. Ramírez-Flores., A.
Duran-Díaz, Estudio fisicoquímico y
bacteriológico de la calidad del agua en pozos
del acuífero de Cuernavaca, Morelos, Revista
Latinoamericana de Recursos Naturales 5 (2):
114-122, 2009
R.L. Skelton, T.E. Bustnes, M.R. Mackley,
Development of the oscillatory flow based
process for the production of biodiesel transport
fuel, in: Proceedings of the 7thWorld Congress
of Chemical Engineering, Glasgow (UK), July
10–14, 2005.
J. Van Gerpen, B. Shanks, R. Pruszko, D.
Clements, G. Knothe, Biodiesel Analytical
Methods, National Renewable Energy
Laboratory, 2004, NREL/SR-510- 36240.
M.B. Oliveira, F.R. Varanda, I.M. Marrucho,
A.J. Queimada, J.A.P. Coutinho,
Prediction of water solubility in biodiesel with
the CPA equation of state, Ind. Eng. Chem.
Res. 47 (2008) 4278–4285.

88
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
Caracterización de un colector solar de tubos evacuados y de flujo continuo para
aplicaciones industriales
LEMUS-HERNÁNDEZ, Julio†, MONTER-ARREGUIN, Samuel y CASTAÑEDA-OLIVARES, Felipe
Recibido Ocutbre 10, 2016; Aceptado Noviembre 14, 2016
___________________________________________________________________________________________________
Resumen
Este trabajo describe la caracterización de un
sistema colector solar de tubos evacuados y de flujo
continuo que utiliza LabView como interface y
puntas de termopar como sensores de temperatura
para las condiciones climáticas de San Juan del Río,
Querétaro, México. Se determinaron las ∆T y
eficiencias térmicas del Sistema y sus posibles
aplicaciones. Los resultados experimentales fueron
comparados con los obtenidos mediante una
simulación numérica. Se obtuvieron mejores
resultados de eficiencia para el arreglo en paralelo.
En la actualidad continúa la tendencia de
diversificar las fuentes de energías para procesos
industriales y las energías renovables están tomando
un papel cada vez más importante en el mediano
plazo. El sistema que se propone permite bombear
un fluido a través de un sistema colector para
proveer de energía suplementaria al proceso
industrial.
Energía Solar, Transferencia de calor por
radiación, eficiencia energética
Abstract
The characterization of a solar collector with
evacuated tubes and continuous flow water heating,
was measured by thermocouples and LabView
interface data acquisition is presented. Weather
conditions for San Juan del Río, Querétaro, México.
∆T and the system efficiency is obtained and its
possible applications are considered. The
experimental results were compared with a
numerical solution. The best results were obtained
by parallel system. A trend in renewable energy is
diversification of sources and it may have good
prospects in the medium term, as the flow through
pumps hot fluid can be exploited to a greater
distance in an industrial process and provide
supplemental energy form for industrial processes.
Solar energy, radiation heat transfer, energy
efficiency
Citación: LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN, Samuel y CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar de tubos evacuados y de flujo continuo para aplicaciones industriales.Revista de
Sistemas Experimentales 2016, 3-9: 88-97
*Correspondencia al Autor (Correo electrónico: [email protected])
†Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia

89
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
Introducción
Los colectores solares de tubos evacuados
representan en la actualidad una alternativa de
calentamiento de agua muy importante. Se han
realizado muchas investigaciones alrededor del
mundo tratando de optimizar éste y otros
mecanismos de captación de energía solar. Es
sabido que la irradiancia del sol varía
dependiendo de factores como las condiciones
atmosféricas y ambientales de la zona o lugar,
la situación geográfica, la época del año y la
situación de la Tierra respecto al Sol. (Roldán
Viloria, 2012)
Los principales aparatos que se usan con
la energía solar térmica son los calentadores de
agua y las estufas solares. Los colectores
solares, tanques de almacenamiento y fluidos de
transferencia de calor son los tres componentes
básicos en aplicaciones de calentadores de agua
solares. (Jamar, Majid, Azmi, Norhafana, &
Razak, 2016). Para llevar a cabo el estudio
realizado se documentaron las últimas
investigaciones realizadas y sus vertientes.
En los sistemas de colección de tubos
evacuados (ETCs) se ha demostrado que la
combinación de una superficie selectiva y un
espacio evacuado dan como resultado un
desempeño excelente para la colección de
energía solar a altas temperaturas. El vacío
reduce las pérdidas de calor por conducción y
convección al ambiente. Su geometría permite
lograr excelentes niveles de colección en
ángulos de incidencia bajos. (Kalogirou, 2009)
Las variables en el diseño de un colector solar
de tubos evacuados se concentran en los
siguientes aspectos:
a) La geometría y arreglos del colector solar.
Uno de los principales temas estudiados es el
efecto de la relación de aspecto del tubo
(relación longitud-diámetro) sobre la eficiencia
de la temperatura del agua en el tubo de vidrio
evacuado.
Los resultados muestran que la relación
longitud-diámetro tiene un efecto significativo
en la eficiencia de este tipo de calentadores
solares de agua. A mayor relación longitud-
diámetro, menor es la eficiencia de ellos.
(Yekta, Veysi, & Shojaeizadeh, 2015). El uso
de software con simulaciones numéricas se ha
ocupado en la identificación de formas para
mejorar la eficiencia de los colectores solares y
poder ser utilizado para la optimización de las
configuraciones geométricas según Min Thant,
Myat Soe, & Maw Htay en 2015.
Opciones como el uso de una serie de
tubos inclinados conectados a un tanque de
cabecera, o dos filas de tubos horizontales en
cada lado de un colector central fueron
evaluadas por Thomas en 2015. Encontrando
mejores resultados para el arreglo en paralelo
del sistema.
Existe una tecnología denominada Heat
Pipe, que consiste en el uso de dos materiales
de transferencia de calor. Esta tecnología se
utiliza principalmente para la generación de
agua caliente con una mayor eficiencia, menos
pérdida de calor y menos fricción. (Parmar &
Bhojak, 2016). Li y colaboradores (2016)
diseñaron un nuevo tubo al vacío con micro-
canales, que da algunas ventajas como las altas
temperaturas y una baja pérdida de calor.
Recientemente se han escrito varios
reviews que evalúan todas las tecnologías
disponibles como la de los colectores de placa
plana, de tipo parabólico, tubos de vacío,
parabólica comedero, lente de Fresnel, antena
parabólica y Helióstato colector de campo
(HFC). Se encontró que el colector plano es el
más adecuado debido a la mayor eficiencia y
economía en el sistema de calentador de agua
solar. (Patil & Deshmukh, 2016) (Patil,
Deshmukh, & Paul, A Review on Different
Collectors Performance, 2016). La misma idea
pero trabajada en SolidWorks fue realizada por
Bellos y colaboradores en 2015.
90
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
La modelación de sistemas de colectores
solares se ha realizado también con tubos en
“U”, logrando elevar los coeficientes de
transferencia de calor y por lo tanto la
capacidad de absorción de energía térmica.
(Kiran Naik, Varshney, Muthukumar, &
Somayaji, 2015). El uso de aletas arroja que su
orientación no influye en la temperatura
alcanzada por el fluido usando tubos de cobre,
sin embargo reduce los tiempos de espera para
ello. (Krumholz, Agavo, & Dundon, 2016)
(Mishra, 2015)
b) El tipo de arreglo de flujo
Cambios en el caudal y su efecto han
sido reportados por la Universidad Aleksandras
Stulginskis en 2015, donde el aumento de la
velocidad del caudal en el sistema ha reducido
las pérdidas de calor en la tubería, pero con más
energía utilizada por la circulación del agente
de transferencia de calor (Agua).También se
han realizado pruebas de flujos en tubos
evacuados colocados en paralelo y en serie,
dando ventaja a los arreglos en paralelo según
Ricci y colaboradores en 2015. Lo cual
comprueba Daghigh & Shafieian en 2016, al
reportar menor eficiencia aplicando convección
forzada.
c) Análisis financiero
Ayompe, Duffy, McCormack, & Conlon en
2011, Nájera Trejo, Martin Domínguez, &
Escobedo Brenato en 2016 y Ghoneim,
Shabana, Shaaban, & Mohammedeln en 2016
usaron TRNSYS que es una herramienta de
simulación dinámica para el diseño y
optimización de sistemas energéticos y
simulación térmica. Con ello han podido
predecir el rendimiento a largo plazo del
calentamiento solar de agua en diferentes
lugares. Simular corridas del sistema en
distintas condiciones meteorológicas y
condiciones de operación.
Y optimizar el tamaño del sistema solar
de calentamiento de agua para que coincida con
diferentes perfiles de carga. Diversos estudios
evalúan las eficiencias de los colectores solares
en diversas regiones del mundo, tal como
Daghigh & Shafieian en 2016 quienes
encontraron el número óptimo de tubos (15
tubos) para las condiciones estudiadas por ellos.
Bouzenada y colaboradores en 2016,
compararon en pruebas simultáneas el efecto
geográfico de los colectores probados en Asia,
Medio Oriente y América del Norte,
encontrando la región de Túnez como la mejor
opción para el sistema evaluado.
La caracterización del colector solar de
tubos evacuados en flujo contínuo se ha
realizado con anterioridad, sin embargo, en la
información disponible hasta el momento, no se
había realizado aplicando el flujo en paralelo y
en serie con el uso de una bomba en ambos
casos. Lo cual industrialmente puede ser
atractivo al tener más aplicaciones al permitir
transportar el fluido de calentamiento más lejos
hasta el lugar de aplicación.
Para evaluarlo se usó el software de
LabView de National Instrument. Realizado en
las condiciones climáticas predecidas por el
software Meteonorm 5.1, para la región de San
Juan del Río, Querétaro. México. En abril de
2016.
El objetivo es caracterizar un colector
solar basado en tubos evacuados y serpentín
con flujo de agua en arreglos en serie y en
paralelo, con convección forzada y con la
finalidad de evaluar su posible aplicación en
procesos industriales.
91
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
Metodología
El sistema general está compuesto por cinco
elementos principales:
1. Colector con 4 Tubos de borosilicato de
58 mm de diámetro externo, tubo
absorbedor de 42 mm de diámetro y 1.8
m de longitud. Cada tubo cuenta con un
serpentín de tubo de cobre de 3/8” de
diámetro externo.
2. Un soporte para tubos diseñado y
construido con la capacidad de ajustar
su orientación a la trayectoria del sol en
un eje.
3. Un sistema de transmisión de flujo de
agua en circuito cerrado con venteo. La
distribución del agua de alimentación se
realiza mediante Tubing de teflón 3/8”
OD aisladas térmicamente. Para las
necesidades previstas, el sistema
permite cambiar fácilmente a un arreglo
de tubos en serie o en paralelo. Utiliza
una bomba peristática de flujo variable
marca MasterFlex L/S Mod. 7523-40 de
10 a 600 RPM, 115 VCA. 2.3 A. con la
capacidad de regular flujos de 0 a 1700
mL/min.
4. Sistema de medición y control de
variables. Se utilizó la tarjeta de
adquisición de datos DAQ NI-USB6008
de 12 bits de National Instruments. Se
programó para proporcionar lecturas de
temperatura promedio cada 10
segundos. Termopares tipo K y
compensadores de temperatura de punta
fría AD595 de marca Analog Devices.
Su instalación al centro de la tubería
permite sensar directamente la
temperatura del fluido.
5. Estación Meteorológica de CEA
instalada en la Universidad Tecnológica
de San Juan del Río. Proporciona la
información de variables meteorológicas
tales como la temperatura ambiente,
velocidad de aire y Radiación solar.
La estación está instalada a 30 metros de
donde se ubicó el colector. En la Figura 1 se
presenta una fotografía del sistema sin
deflectores y en la figura 2 el arreglo de
conexión entre los 4 tubos evacuados en serie.
Para este estudio se utilizó agua
desionizada como fluido de trabajo por su alto
valor de Cp, disponibilidad y su punto de
ebullición de 96 °C. Además por su inocuidad,
su bajo factor de incrustación y bajo riesgo
ambiental.En las corridas experimentales se
estudiaron flujos de agua de 50 hasta 500
mL/min. Las condiciones de radiación solar
fueron variantes obteniéndose en instantes
máximos de hasta 1100 W/m². La salida del
colector se conectó a un disipador de calor
enfriado por aire con el fin de simular la carga
térmica demandada por una unidad de proceso.
Su salida se retorna al colector.
Para concluir con la caracterización se
obtuvo la solución numérica de las ecuaciones
de transferncia de calor con la ayuda del
software ESS por su versatilidad y capacidad de
proporcionar propiedades termodinámicas.
Figura 4 Sistema del colector solar de tubos evacuados

92
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
Figura 5 Arreglo de serpentines en el sistema
Simulación numérica del desempeño del
colector
Antes de presentar las ecuaciones que describen
el modelado es necesario enunciar las
siguientes consideraciones. Se consideraron tres
nodos de temperatura en cada tubo evacuado:
Temperatura exterior del tubo, temperatura
superficial del tubo absorbedor y temperatura
del tubo de cobre. Además, se omite la
resistencia de transferencia de calor por
conducción a través de los tubos de borosilicato
y tubo de cobre. Se desprecia el fenómeno de
retromezclado del fluido dentro del tubo de
cobre. Además se supone una condición de
estado estacionario. De acuerdo con (Ricci, y
otros, 2015) el coeficiente de transmitancia del
borosilicato y coeficiente de absorción del tubo
colector son de 0.92 y 0.95 respectivamente.
A continuación se presentan las
ecuaciones para realizar los balances de energía
térmica en un tubo colector basadas en los
modelos propuestos por Ndiaye (2015).
Tubo exterior:
𝑄1 + 𝑄2 − 𝑄3 − 𝑄4 = 0 (1)
𝑄1 = 𝛼𝑔𝐴𝑠𝑢𝑝𝐺 (2)
𝑄2 = 𝐴𝑝𝜎𝜀 (𝑇𝑝4 − 𝑇𝑠𝑢𝑝
4 ) (3)
𝑄3 = 𝐴𝑠𝑢𝑝𝜎𝜀 (𝑇𝑠𝑢𝑝4 − 𝑇𝑠𝑘𝑦
4 ) (4)
𝑄4 = 𝐴𝑠𝑢𝑝ℎ𝑎𝑚𝑏(𝑇𝑠𝑢𝑝 − 𝑇𝑎) (5)
Y de acuerdo con la ecuación de Swinbank
citado por Ndiaye (2015):
𝑇𝑠𝑢𝑝 = 0.0552 𝑇𝑎1.5 (6)
Y También por la ecuación de Churchill y
Bernstein:
𝑁𝑢 = 0.3 +0.62 𝑅𝑒1/2𝑃𝑟1/3
[1+(0.4/𝑃𝑟)2/3]1/4 𝐵 (7)
𝐵 = [1 + (𝑅𝑒
282000)
5/8
]4/5
(8)
Tubo absorbedor:
𝑄5 − 𝑄2 − 𝑄6 = 0 (9)
𝑄5 = 𝜏𝑔𝛼 𝐴𝑝𝐺 (10)
𝑄6 = �̇�𝑐𝑝 [1 − 𝑒𝑥𝑝 (−ℎ𝑖𝐴𝑡
�̇� 𝑐𝑝)] (𝑇𝑝 − 𝑇1) (11)
Fluido:
𝑇2 = 𝑇𝑝 − (𝑇𝑝 − 𝑇1)𝑒𝑥𝑝 (−ℎ𝑖𝐴𝑡
�̇� 𝑐𝑝) (12)
Eficiencia térmica:
𝜂 =𝑄𝑢
𝐴𝑝𝐺 (13)
𝑄𝑢 = �̇� 𝑐𝑝(𝑇𝑝 − 𝑇1) (14)
O También por:
𝜂 = 𝑎1 − 𝑎2 (𝑇1−𝑇𝑎
𝐺) (15)

93
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
Nomenclatura
Asup =Área superficial del tubo externo (m²)
At = Área del tubo absorbedor (m²)
B = Factor de la ecuación de Churchill y Berstein.
Cp =Capacidad calorífica promedio del fluido (J kg-1 K-
1)
G =Radiación solar (W m-2)
hamb =Coeficiente de transferencia de calor por
convección en el exterior (Wm-2 K-1)
hi =Coeficiente de transferencia de calor por convección
entre el tubo de cobre y el fluido (Wm-2 K-1)
ṁ = Flujo másico (kg s-1)
Nu = Numero de Nusselt
Pr = Número de Prandtl
Q1 = Energía solar absorbida por el absorbedor (W)
Q2 = Radiacion de calor intercambiado entre el tubo
absorbedor y tubo exterior (W)
Q3 = Energia emitida al cielo (W)
Q4 = Perdidas de calor por convección al ambiente (W)
Q5 = Energía recibida por el tubo absorbedor (W)
Q6 = Energía retirada por el fluido por convección (W)
Re = Numero de Reynolds
Tp= Temperatura del tubo absorbedor (K)
Tsup =Temperatua superficial extenra (K)
Ta = Temperatura ambiente (K)
T1 =Temperatura de entrada (K)
T2 = Temperatura de salida (K)
𝑇𝑠𝑘𝑦=Temperatura del cielo (K)
α = Absrotividad de radiación solar
ε =Emisividad de tubo borosilicato
ϭ = Constante de Stefan – Boltzmann (Wm-2 K-4)
τg = Transmitancia del tubo de borosilicato.
η = Eficiencia energética
Resultados
En la Gráfica 1 podemos observar la variación
de las temperaturas experimentales que se
obtuvieron a lo largo de una jornada desde las
9:00 horas hasta las 15:40 horas. Se puede
observar la correlación directa entre la ganancia
de energía térmica por el fluido y la radiación
solar en W/m² presente en ese instante. En este
gráfico se alcanza a apreciar la diferencia de
temperatura que alcanza el fluido a su paso por
el colector. Se observan ΔT del orden de los 20
°C desde las 11:30 hasta las 14:00 de ese día,
en un solo paso. La ΔT del sistema máxima en
recirculación fue de 70°C, con una temperatura
máxima alcanzada de 85°C.
Esta diferencia de Temperatura es la que
se podrá disponer como recurso energético en
una aplicación industrial. Durante los análisis
de resultados se determina que la potencia de
calentamiento de un tubo evacuado ofrece una
potencia de calentamiento máximas (14)
registradas de 150 W con una media de 120 W,
considerando que este valor depende de las
condiciones de radiación solar, la temperatura
de entrada del fluido de trabajo y del arreglo
serie o paralelo instalado.
Gráfico 1 Perfil de temperaturas a un flujo de 100
mL/min. Fuente: Estación meteorológica CEA
Universidad Tecnológica de San Juan del Río. 11 de
Abril del 2016.
https://www.wunderground.com/personal-weather-
station/dashboard?ID=IQUERETA29#history/tdata/s201
40411/e20140411/mdaily
A su vez, el Gráfico 2 muestra evidencia
que el arreglo en paralelo ofrece mayor
eficiencia en todas las corridas, este mismo
resultado se observa con la simulación
numérica (1-15). Las ecuaciones que describen
su desempeño son las siguientes tomando el
modelo de (15):
𝜂𝑝𝑎𝑟𝑎𝑙𝑒𝑙𝑜 = 0.5544 − 0.5373 (𝑇𝑖−𝑇𝑎
𝐺) (15)
𝜂𝑠𝑒𝑟𝑖𝑒 = 0.3992 − 2.9754 (𝑇𝑖−𝑇𝑎
𝐺) (16)

94
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
Gráfico 2 Correlación de la eficiencia del arreglo Serie y
Paralelo en función del factor (T1-Ta)/G y los estimados
con la correlación numérica.
El análisis de variación de temperatura
de salida contra los flujos volumétricos y de la
eficiencia contra el mismo flujo volumétrico se
representan en los Gráficos 3 y 4
respectivamente. Como se puede observar el
ΔT en el arreglo en serie es mayor, sin
embargo, la eficiencia del colector es mayor
con el arreglo en paralelo.
Gráfico 3 Perfil de temperaturas en función del tipo de
arreglo serie o paralelo con una alimentación de 50 °C y
Radiación solar de 864 W/m²
Gráfico 4 Varición de la eficiencia en función del flujo
de alimentación para los arreglos de serie y paralelo
Conclusiones
La caracterización del colector solar de tubos
evacuados fue posible de llevar a cabo,
arrojando información relevante para el
prototipo construido. En flujos de entre 100-
150 mL/min, se obtuvo la máxima ganancia
energética cuando fue acoplado a un secador de
alimentos, obteniendo a su vez productos
aceptables en términos de cantidad de humedad.
En términos de eficiencia y considerando una
posible aplicación industrial, el arreglo en
paralelo respecto al arreglo en serie tiene el
100% más de eficiencia. Éste proyecto sirve de
plataforma para diseñar y monitorear proyectos
a mayor escala, pues ya se conocen parámetros
de diseño que pueden ser escalados como la
geometría y las relaciones de flujo con las
eficiencias.
Cualquier aplicación industrial
involucra el suministro de energía de forma más
económica posible basado en las energías
renovables. Se observa éste proyecto puede
formar parte de las redes de suministro de
energía que pueden ser diversas y tener un
impacto en la elección de las tecnologías en la
industria. Se coincide con lo que opinan Muster
Slawitsch, y otros en 2016, sobre los procesos
en la gestión de la energía total de las empresas,
pues la meta es la diversificación.
De igual forma coincidimos con Porras
Prieto en 2015, en que la utilización de un
sistema único de suministro es inviable en la
mayoría de los casos, especialmente a tasas de
transferencia elevadas, al no ajustarse la
demanda de agua caliente a la estacionalidad de
la producción del sistema solar, y al existir
muchos días sin producción de agua caliente
por la ausencia de irradiación mínima.
95
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
Referencias
Aleksandras Stulginskis University. (2015).
Experimental investigation of energy
characteristics of evacuated tube heat-pipe solar
collector system. (A. Raupelienė, Ed.)
Proceedings of the 7th International Scientific
Conference Rural Development 2015, 1-6.
Ayompe, L. M., Duffy, A., McCormack, S. J.,
& Conlon, M. (2011). Validated TRNSYS
model for forced circulation solar water heating
systems. Applied Thermal Engineering, 31(8-
9), 1536-1542. Obtenido de
http://dx.doi.org/10.1016/j.applthermaleng.201
1.01.046
Bellos, E., TzivanidisC, Mitsopoulos, G., &
Alexopoulos, I. (2015). Energetic, exergetic and
financial evaluation of. Athens, Greece:
Department of Thermal Engineering, National
Technical University of Athens, Zografou,
Heroon Polytechniou.
Bouzenada, S., McNevin, C., Harrison, S., &
Kaabi, A. (1 de Abril de 2016). Performance of
a liquid desiccant air-conditioner driven by
evacuated-tube, flat-plate, or hybrid solar
thermal arrays. Energy and Buildings, 117, 53-
62. Obtenido de
http://dx.doi.org/10.1016/j.enbuild.2016.02.002
Cervantes Anaya, A. I., & García Carbajal, H.
E. (2013). Horno automático de precisión para
el soldado de componentes electrónicos de
montaje superficial. México: Instituto
Politécnico Nacional.
Daghigh, R., & Shafieian, A. (Agosto de 2016).
Energy and exergy evaluation of an integrated
solar heat pipe wall system for space heating.
Sādhanā, 1-10. doi:10.1007/s12046-016-0517-4
Daghigh, R., & Shafieian, A. (25 de Junio de
2016). Theoretical and experimental analysis of
thermal performance of a solar water heating
system with evacuated tube heat pipe collector.
Applied Thermal Engineering, 103, 1219-1227.
Obtenido de
http://dx.doi.org/10.1016/j.applthermaleng.201
6.05.034
Ghoneim, A. A., Shabana, H. M., Shaaban, M.
S., & Mohammedeln, A. M. (April de 2016).
Performance Analysis of Evacuated Tube
Collector in Hot Climate. European
International Journal of Science and
Technology, 5(3), 8-21.
Jamar, A., Majid, Z., Azmi, W., Norhafana, M.,
& Razak, A. (Agosto de 2016). A review of
water heating system for solar energy
applications. International Communications in
Heat and Mass Transfer, 76, 178-187. Obtenido
dehttp://dx.doi.org/10.1016/j.icheatmasstransfer
.2016.05.028
Kalogirou, S. (2009). Solar Energy
Engineering. Cambridge, Massachusetts,
United States: Academic Press.
Kiran Naik, B., Varshney, A., Muthukumar, P.,
& Somayaji, C. (2015). Modelling and
Performance Analysis of U Type Evacuated
Tube. Guwahati, India: Deparment of
Mechanical Engineering, Indian Institue of
technology Guwahati.

96
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
Krumholz, B., Agavo, M., & Dundon, W.
(2016). Fluid Analysis in Solar Heat Pipes. San
Luis Obispo, CA: Department of Mechanical
Engineering, Cal Poly SLO.
Li, G., Ji, J., Zhang, G., He, W., Chen, X., &
Chen, H. (8 de June de 2016). Performance
analysis on a novel micro-channel heat.
International Journal of Energy Research, 1-12.
Min Thant, Z., Myat Soe, M., & Maw Htay, M.
(September de 2015). Numerical Study on
Temperature Distribution of Water-in-Glass
Evacuated Tubes Solar Water Heater.
International Journal of Engineering and
Applied Sciences (IJEAS), 2(9), 1-7.
Mishra, D. (2015). Experimental Analysis of
Thermal Performance of Evacuated U-Tube
Solar Collector. Advance Physics Letter, 2(3),
1-7.
Muster Slawitsch, B., Prosinecki, T., Ahmad,
Q., Sattler, C., Buchmaier, J., Lux, S., . . .
Brunner , C. (2016). Potential Enhancement of
Solar Process Heat by Emerging Technologies.
Paris, France: Solar Process Heat for
Production and Advanced Applications.
Nájera Trejo, M., Martin Domínguez, I. R., &
Escobedo Brenato, J. A. (2016). Economic
feasibility of flat plate vs evacuated tube solar
collectors. Energy Procedia, 91, 477-485.
Obtenido de
(http://creativecommons.org/licenses/by-nc-
nd/4.0/).
Ndiaye, D. (2015). Simplied Model for
Dynamic Simulation of Solar Systems with
Evacuated Tube Collector. (ELSEVIER, Ed.)
Procedia Engineering (118), 1250 - 1257.
Parmar, R. B., & Bhojak, K. (May-June de
2016). Performance of an evacuated tube
collector with heat pipe technology.
International Journal of Engineering Research
and General Science, 4(3), 71-90.
Patil , P. P., & Deshmukh, D. S. (2 de May de
2016). A Review on Collector Designs for
Solar Water Heating System Performance
Enhancement. Pratibha: International Journal
Of Science, Spirituality, Business and
Technology (Ijssbt), 4(2), 71-77.
Patil, P. P., Deshmukh, D. S., & Paul, I. D.
(2016). A Review on Different Collectors
Performance. Jalgaon, India: International
Conference on Global Trends in Engineering,
Technology and Management (ICGTETM-
2016).
ph.parker.com. (04 de 09 de 2016). Obtenido de
http://ph.parker.com/us/es/939-convoluted-ptfe-
hose
Porras Prieto, C. J. (2015). Evaluación de un
sistema de energía solar térmica basado en
colectores de tubos de vacío para suministro de
agua a alta temperatura. Madrid: Universidad
Politécnica de Madrid.
Ricci, M., Bocci, E., Michelangeli, E.,
Micangeli, A., Villarini, M., & Naso, V. (2015).
Experimental Tests of Solar Collectors
Prototypes Systems. Energy Procedia, 82, 744-
751.
Roldán Viloria, J. (2012). Estudio de viabilidad
de instalaciones solares. Madrid, España:
Paraninfo.
97
Artículo Revista de Sistemas Experimentales
Diciembre 2016 Vol.3 No.9 88-97
ISSN-2410-3950
ECORFAN® Todos losdeechos reservados
LEMUS-HERNÁNDEZ, Julio, MONTER-ARREGUIN y Samuel, CASTAÑEDA-OLIVARES, Felipe. Caracterización de un colector solar
de tubos evacuados y de flujo continuo para aplicaciones
industriales.Revista de Sistemas Experimentales 2016.
Tang, R., Yang, Y., & Gao, W. (7 de 2011).
Comparative studies on thermal performancee
of water-in-glass evacuated tube solar waters
with different collector tilt-angles. Solar
Energy, 85(7), 1381-1389.
Thomas, D. E. (December de 2015).
Performance of horizontal water-in-glass
evacuated tube. Journal of Mechanical
Engineering, ME 45(2), 130-134.
Yekta, A., Veysi, F., & Shojaeizadeh, E.
(2015). The Effect of Tube Aspect Ratio on the
Efficiency of Water in Glass Evacuated Tube
Solar Water Heaters. Caspian Journals of
Apllied Sciences Research, 4(8), 34-46.

Instrucciones para Autores
[Titulo en Times New Roman y Negritas No.14]
Apellidos en Mayusculas -1er Nombre de Autor †, Apellidos en Mayusculas -2do Nombre de Autor Correo institucional en Times New Roman No.10 y Cursiva
(Indicar Fecha de Envio:Mes,Dia, Año); Aceptado(Indicar Fecha de Aceptación: Uso Exclusivo de ECORFAN)
___________________________________________________________________________________________________
Resumen
Titulo
Objetivos, metodología
Contribución
(150-200 palabras)
Indicar (3-5) palabras clave en Times New
Roman y Negritas No.11
Abstract
Title
Objectives, methodology
Contribution
(150-200 words)
Keyword
___________________________________________________________________________________________________
Cita: Apellidos en Mayúsculas -1er Nombre de Autor †, Apellidosen Mayusculas -2do Nombre de Autor. Titulo del Paper.
Título de la Revista. 2015, 1-1: 1-11 – [Todo en Times New Roman No.10]
___________________________________________________________________________________________________
__________________________________________________________________________________________________
† Investigador contribuyendo como primer autor.
© ECORFAN-Bolivia www.ecorfan.org/bolivia
Instrucciones para Autores
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Apellidos en Mayusculas -1er Nombre de Autor †, Apellidos en
Mayusculas -2do Nombre de Autor. Titulo del Paper. Titulo de
la Revista. 2015- [Redactado en Times New Roman No.9]
Introducción
Texto redactado en Times New Roman No.12,
espacio sencillo.
Explicación del tema en general y explicar
porque es importante.
¿Cuál es su valor agregado respecto de las
demás técnicas?
Enfocar claramente cada una de sus
características
Explicar con claridad el problema a solucionar
y la hipótesis central.
Explicación de las secciones del artículo
Desarrollo de Secciones y Apartados del
Artículo con numeración subsecuente
[Título en Times New Roman No.12, espacio
sencillo y Negrita]
Desarrollo de Artículos en Times New Roman
No.12, espacio sencillo.
Inclusión de Gráficos, Figuras y Tablas-
Editables
En el contenido del artículo todo gráfico, tabla
y figura debe ser editable en formatos que
permitan modificar tamaño, tipo y número de
letra, a efectos de edición, estas deberán estar
en alta calidad, no pixeladas y deben ser
notables aun reduciendo la imagen a escala.
[Indicando el título en la parte inferior con
Times New Roman No.10 y Negrita]
Grafico 1 Titulo y Fuente (en cursiva).
No deberán ser imágenes- todo debe ser editable.
Figura 1 Titulo y Fuente (en cursiva).
No deberán ser imágenes- todo debe ser editable.
Tabla 1 Titulo y Fuente (en cursiva).
No deberan ser imágenes- todo debe ser editable.
Cada artículo deberá presentar de manera
separada en 3 Carpetas: a) Figuras, b) Gráficos
y c) Tablas en formato .JPG, indicando el
número en Negrita y el Titulo secuencial.
Instrucciones para Autores
ISSN-2410-3950
ECORFAN® Todos los derechos reservados
Apellidos en Mayusculas -1er Nombre de Autor †, Apellidos en
Mayusculas -2do Nombre de Autor. Titulo del Paper. Titulo de
la Revista. 2015- [Redactado en Times New Roman No.9]
Para el uso de Ecuaciones, señalar de la
siguiente forma:
Yij = α + ∑ βhXhijrh=1 + uj + eij (1)
Deberán ser editables y con numeración
alineada en el extremo derecho.
Metodología a desarrollar
Dar el significado de las variables en redacción
lineal y es importante la comparación de los
criterios usados
Resultados
Los resultados deberán ser por sección del
artículo.
Anexos
Tablas y fuentes adecuadas.
Agradecimiento
Indicar si fueron financiados por alguna
Institución, Universidad o Empresa.
Conclusiones
Explicar con claridad los resultados obtenidos y
las posiblidades de mejora.
Referencias
Utilizar sistema APA. No deben estar
numerados, tampoco con viñetas, sin embargo
en caso necesario de numerar será porque se
hace referencia o mención en alguna parte del
artículo.
Ficha Técnica
Cada artículo deberá presentar un documento
Word (.docx):
Nombre de la Revista
Título del Artículo
Abstract
Keywords
Secciones del Artículo, por ejemplo:
1. Introducción
2. Descripción del método
3. Análisis a partir de la regresión por
curva de demanda
4. Resultados
5. Agradecimiento
6. Conclusiones
7. Referencias
Nombre de Autor (es)
Correo Electrónico de Correspondencia al
Autor Referencia

Revista de Sistemas Experimentales
Formato de Originalidad
Sucre, Chuquisaca ____ de ____ del 20_____
Entiendo y acepto que los resultados de la dictaminación son inapelables por lo que deberán firmar los
autores antes de iniciar el proceso de revisión por pares con la reivindicación de ORIGINALIDAD de
la siguiente Obra.
Artículo (Article):
_____________________
Firma (Signature):
_____________________
Nombre (Name)

Revista de Sistemas Experimentales
Formato de Autorización
Sucre, Chuquisaca ____ de ____ del 20_____
Entiendo y acepto que los resultados de la dictaminación son inapelables. En caso de ser aceptado para
su publicación, autorizo a ECORFAN-Bolivia a difundir mi trabajo en las redes electrónicas,
reimpresiones, colecciones de artículos, antologías y cualquier otro medio utilizado por él para alcanzar
un mayor auditorio.
I understand and accept that the results of evaluation are inappealable. If my article is accepted for
publication, I authorize ECORFAN-Bolivia to reproduce it in electronic data bases, reprints,
anthologies or any other media in order to reach a wider audience.
Artículo (Article):
_____________________
Firma (Signature)
_____________________
Nombre (Name)
Revista de Sistemas Experimentales