reutilizacion de aguas en refinerias
DESCRIPTION
Reutilizacion de Aguas en RefineriasTRANSCRIPT

CARACTERÍSTICAS Y REUTILIZACIÓN DEL AGUA EN REFINERÍAS
Petia Mijaylova Nacheva, Luciano Sandoval Yoval, Gabriela Mantilla Morales, Marco Antonio Garzón Zúñiga, Violeta Escalante, Gabriela Moeller Chávez, Esperanza Ramírez Camperos
Instituto Mexicano de Tecnología del Agua, Paseo Cuauhnáhuac No.8532, Col. Progreso,
Jiutepec, Morelos, 62550, México; tel. (777)3293622; E-mail: [email protected]
RESUMEN El objetivo de este trabajo fue desarrollar un sistema de manejo de las aguas residuales en una refinería mexicana con el fin de lograr el reúso completo de las aguas tratadas. Para esto se realizaron la caracterización de las aguas residuales y pruebas de su tratabilidad, se determinó la capacidad de la infraestructura existente, y se diseñaron los elementos del sistema propuesto. El pretratamiento de las aguas aceitosas mediante procesos de separación auxiliados químicamente permite obtener una calidad apta para utilizar posteriormente procesos biológicos y avanzados. El rompimiento de la emulsión se logra satisfactoriamente utilizando polímeros catiónicos de alto peso molecular. Esto permite reducir en un 50% el volumen de los lodos y el costo unitario del tratamiento, comparado con la aplicación convencional de combinaciones de un coagulante y un polímero. Después de la aplicación de procesos físico-químicos, biológicos y avanzados, la totalidad de las aguas residuales de la refinería puede ser reutilizada para fines que requieren una alta calidad, reduciendo en un 39% el consumo del agua de primer uso.
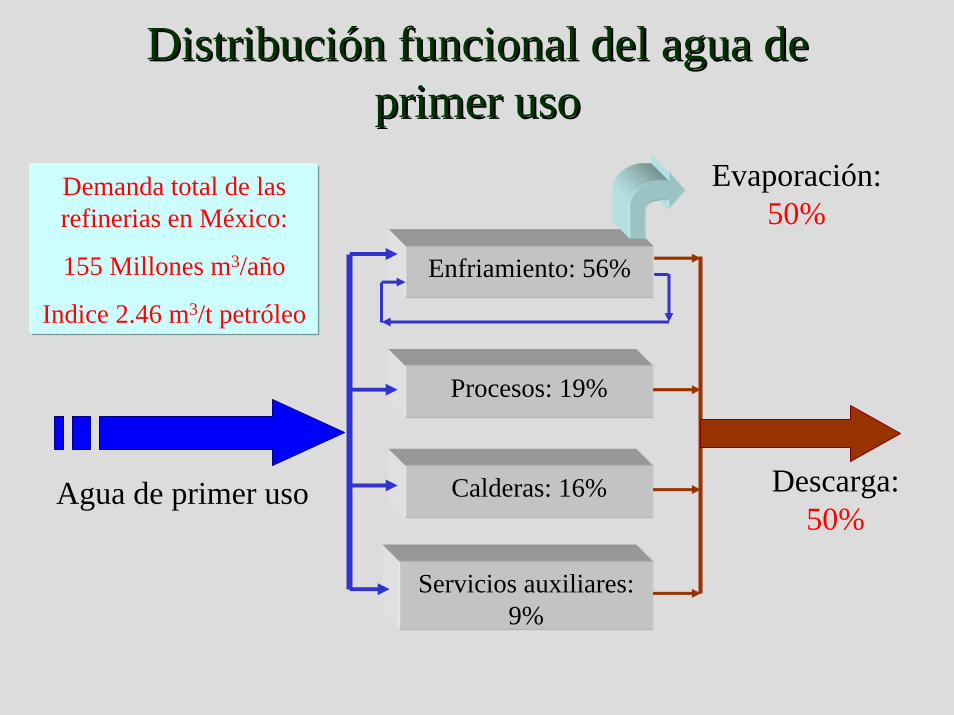
INTRODUCCIÓN Las refinerías utilizan cantidades de agua relativamente grandes, hasta 3 m3 de agua por tonelada de petróleo procesado (USEPA, 1980, 1982; WB, 1998). La mayor parte del agua, alrededor de 56% del total, se necesita para los sistemas de enfriamiento. En los procesos de producción se consume alrededor de 19% del total, en las calderas el 16% y el resto en los servicios auxiliares. La demanda anual de agua en las refinerías mexicanas es más de 155 millones de m3, lo cual representa un índice de consumo alrededor de 2.46 m3 de agua por tonelada de petróleo procesado (PEMEX, 2000). Tanto el índice de consumo, como la distribución del agua para los diferentes usos depende de las plantas de transformación que tiene cada refinería, en función del tipo de petróleo crudo que procesa y de los productos generados. Las aguas de enfriamiento generalmente se recirculan, pero las pérdidas por evaporación son altas, hasta el 50% de la cantidad del agua utilizada. La reducción de las pérdidas y el incremento de los ciclos de recirculación representan un área de oportunidades para disminuir el consumo del agua. Los requerimientos con respecto a la calidad del agua utilizada en los sistemas de enfriamiento no son muy estrictos (Nalco, 1995), lo cual permite utilizar agua recuperada a partir de aguas residuales como fuente alternativa al consumo de agua de primer uso. El agua para los procesos de producción y para los servicios debe ser de una calidad alta, equivalente a la del agua potable. Para las calderas y algunos procesos de producción, el agua debe ser además desmineralizada (Powel, 1988; Nalco, 1995). Las refinerías mexicanas cuentan con plantas desmineralizadoras
que generalmente aplican procesos de filtración e intercambio iónico. Últimamente y cada vez más se introducen sistemas de ósmosis inversa para estos fines. Los efluentes de las refinerías representan alrededor de 50% de la demanda de agua (USEPA, 1982; WB, 1998; EC, 2000). Para la recolección y el tratamiento de las aguas residuales se utilizan sistemas diferentes, dependiendo de su contenido y del punto de generación. Las aguas que han estado en contacto con el petróleo y sus derivados contienen aceite, hidrocarburos y sales en altas concentraciones, sulfuros y amoníaco entre otros. Estas se conducen mediante un drenaje aceitoso hacia los sistemas de pretratamiento para la separación del aceite y los sólidos aceitosos. La separación puede requerir de dos o tres etapas. Las aguas amargas que contienen amoníaco, fenol, sulfuro de hidrógeno y cianuros requieren de un tratamiento previo antes de ser mezclados con otros efluentes (EC, 2000). Las sosas gastadas que contienen sulfuros, mercaptanos e hidrocarburos también deben ser recolectadas y tratadas de forma individual. Dependiendo de los procesos de transformación implementados, en los efluentes pueden estar presentes también solventes, ácidos orgánicos, compuestos aromáticos (BTEX). Las aguas que no han estado en contacto con el petróleo se recolectan mediante drenajes separados. Este es el caso de las purgas de las torres de enfriamiento que contienen básicamente sales minerales en estado disuelto y suspendido, así como el de las descargas de retrolavado de filtros y de regeneración de resinas o de los rechazos de la ósmosis inversa. El residuo concentrado del retrolavado de resinas o los rechazos de la ósmosis inversa requieren una disposición especial, mientras que el agua de retrolavado y las purgas de las torres de enfriamiento necesitan un tratamiento ligero para poder ser reutilizadas o descargadas. Las aguas sanitarias se manejan también de forma individual. En épocas de lluvia, en las refinerías se generan aguas pluviales. Para la recolección de estas aguas se construye un alcantarillado especial. Teóricamente este alcantarillado no debe recibir aguas contaminadas con hidrocarburos, sin embargo es muy frecuente la práctica de descargar aguas relativamente menos contaminadas a este alcantarillado. Además, en casos de derrames accidentales, el líquido derramado llega a este alcantarillado y debe ser detenido para evitar impactos en el cuerpo receptor. Contaminación del drenaje pluvial puede ser provocado y por interconexiones con el drenaje aceitoso que se presentan sobre todo en épocas de lluvia cuando se eleva el nivel del agua en todo el sistema de drenado. Es por esto que en las refinerías se construyen fosas de retención de las aguas pluviales, las cuales tienen la función de asegurar la remoción de los principales contaminantes, sólidos y aceites. De los efluentes descritos anteriormente, el más contaminado es el aceitoso. Después del pretratamiento, las aguas residuales deben ser sometidas a un tratamiento biológico y dependiendo de los requerimientos de calidad del agua en el cuerpo receptor, frecuentemente se requiere de algún proceso terciario adicional. Aplicando toda esta serie de tratamientos se llega a una calidad del agua que la hace apta para ser reutilizada en el enfriamiento, compensando así las pérdidas por evaporación o en otros procesos y servicios de la refinería. De esta forma, además de reducir el consumo de agua de primer uso, se puede eliminar el peligro de contaminación de los cuerpos receptores. El objetivo del presente trabajo fue caracterizar las aguas residuales de una refinería mexicana y seleccionar la alternativa para lograr un reúso completo del agua residual tratada.
METODOLOGÍA La primera etapa del estudio consistió en el aforo y la caracterización de los principales efluentes de la refinería mediante un muestreo de 24 horas, así como en la evaluación de la capacidad y del funcionamiento de los sistemas de recolección y de tratamiento existentes. La caracterización físico-química de las aguas residuales consideró los parámetros GyA, DQO, DBO5, NH3, Sulfuros, Fenoles, Fluoruros, Sulfatos, SAAM, SST, SDT, Cloruros, Alcalinidad, Dureza, pH y Conductividad. Los análisis se aplicaron a muestras simples, tomadas en intervalos de 4 horas en los puntos de muestreo previamente establecidos. Los análisis físico-químicos se realizaron de acuerdo al Standard Methods for the Examination of Water and Wastewater, 1998. Con base en la información generada, se propusieron y analizaron varias opciones de manejo del agua para lograr su reutilización completa. Se definieron criterios y parámetros de diseño para los sistemas de tratamiento propuestos, fundamentados en pruebas de tratabilidad. Las pruebas de flotación natural para la remoción del aceite se realizaron en una columna de 15 cm de diámetro y 2.5 m de altura. Para el estudio del proceso de rompimiento de la emulsión se evaluaron diferentes coagulantes minerales, polímeros y sus combinaciones. Una vez seleccionado el mejor reactivo químico, en otra serie de pruebas se determinaron el pH y las dosis óptimas. Se estudió también el proceso de separación gravitacional de los flóculos formados y del aceite. El proceso de flotación por aire disuelto (FAD) se estudió con y sin previa coagulación. Los parámetros de respuesta en las pruebas de tratabilidad fueron GyA, DQO y SST. Finalmente, se realizó el diseño y la estimación del costo de la remodelación del sistema de recolección y tratamiento.
RESULTADOS La refinería objeto de este estudio cuenta con tres sistemas de recolección de efluentes: drenaje aceitoso (incluye el químico), pluvial y sanitario. Los colectores del drenaje aceitoso reciben los efluentes de los tanques de almacenamiento de los productos de refinación, de las plantas de producción, del sistema de tratamiento de aguas amargas, de algunos talleres, así como sosas gastadas y purgas de las torres de enfriamiento. El drenaje pluvial consta de cinco colectores y tiene una capacidad de conducción muchos más grande que el drenaje aceitoso. Además de transportar las aguas pluviales en épocas de lluvia, el drenaje pluvial se utiliza para la recolección de una gran cantidad de aguas residuales, tales como: las descargas de tanques de almacenamiento de crudo y de productos; plantas de producción, temoeléctrica, tores de enfriamiento, calderas, laboratorios, oficinas, desmineralizadora, tanques clarifloculadores, servicios auxiliares. A este drenaje entran también los derrames de las diferentes áreas de la refinería. Por lo anterior, este sistema no es netamente pluvial, en los colectores hay siempre un escurrimiento de agua contaminada con aceite. Además, existen muchas interconexiones entre los drenajes aceitoso y pluvial, por lo cual grandes cantidades de aceite se escapan por el drenaje pluvial en época de lluvias. El drenaje sanitario consta de un colector grande al cual se vierten aguas domésticas de una unidad habitacional y oficinas. A este mismo canal se vierte sin tratamiento el efluente químico de la planta desmineralizadora. En la Figura 1 se presenta un esquema simplificado del manejo del agua en la refinería. Como se puede ver, las descargas del drenaje aceitoso y uno de los drenajes pluviales se someten a un pretratamiento que consiste en tres etapas de separación, después de lo cual, una parte del agua se descarga al cuerpo receptor y otra parte se dirige a una planta de tratamiento. En la entrada de la planta de tratamiento, el agua residual tratada se mezcla en una proporción determinada con el agua de una fuente superficial y
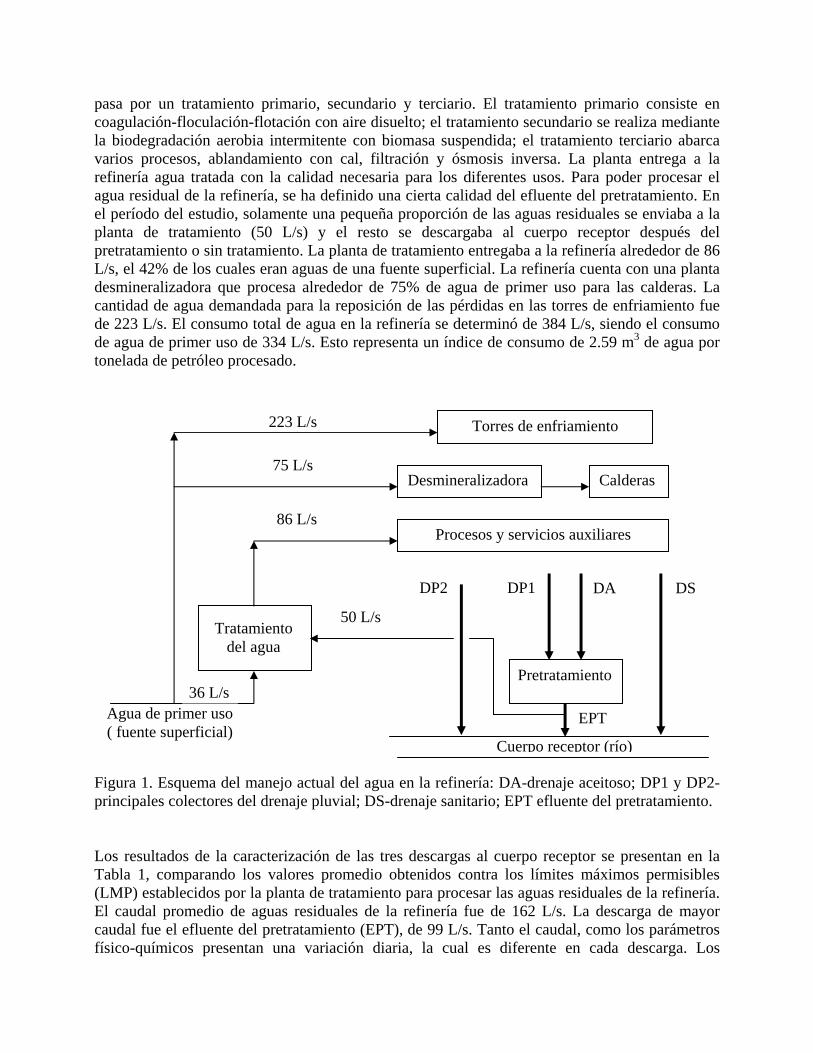
pasa por un tratamiento primario, secundario y terciario. El tratamiento primario consiste en coagulación-floculación-flotación con aire disuelto; el tratamiento secundario se realiza mediante la biodegradación aerobia intermitente con biomasa suspendida; el tratamiento terciario abarca varios procesos, ablandamiento con cal, filtración y ósmosis inversa. La planta entrega a la refinería agua tratada con la calidad necesaria para los diferentes usos. Para poder procesar el agua residual de la refinería, se ha definido una cierta calidad del efluente del pretratamiento. En el período del estudio, solamente una pequeña proporción de las aguas residuales se enviaba a la planta de tratamiento (50 L/s) y el resto se descargaba al cuerpo receptor después del pretratamiento o sin tratamiento. La planta de tratamiento entregaba a la refinería alrededor de 86 L/s, el 42% de los cuales eran aguas de una fuente superficial. La refinería cuenta con una planta desmineralizadora que procesa alrededor de 75% de agua de primer uso para las calderas. La cantidad de agua demandada para la reposición de las pérdidas en las torres de enfriamiento fue de 223 L/s. El consumo total de agua en la refinería se determinó de 384 L/s, siendo el consumo de agua de primer uso de 334 L/s. Esto representa un índice de consumo de 2.59 m3 de agua por tonelada de petróleo procesado.
Agua de primer uso ( fuente superficial)
EPT
DP2
Cuerpo receptor (río)
Pretratamiento
DP1 DA DS
Tratamiento del agua
86 L/s
223 L/s
Desmineralizadora 75 L/s
Calderas
Torres de enfriamiento
Procesos y servicios auxiliares
36 L/s
50 L/s
Figura 1. Esquema del manejo actual del agua en la refinería: DA-drenaje aceitoso; DP1 y DP2-principales colectores del drenaje pluvial; DS-drenaje sanitario; EPT efluente del pretratamiento. Los resultados de la caracterización de las tres descargas al cuerpo receptor se presentan en la Tabla 1, comparando los valores promedio obtenidos contra los límites máximos permisibles (LMP) establecidos por la planta de tratamiento para procesar las aguas residuales de la refinería. El caudal promedio de aguas residuales de la refinería fue de 162 L/s. La descarga de mayor caudal fue el efluente del pretratamiento (EPT), de 99 L/s. Tanto el caudal, como los parámetros físico-químicos presentan una variación diaria, la cual es diferente en cada descarga. Los
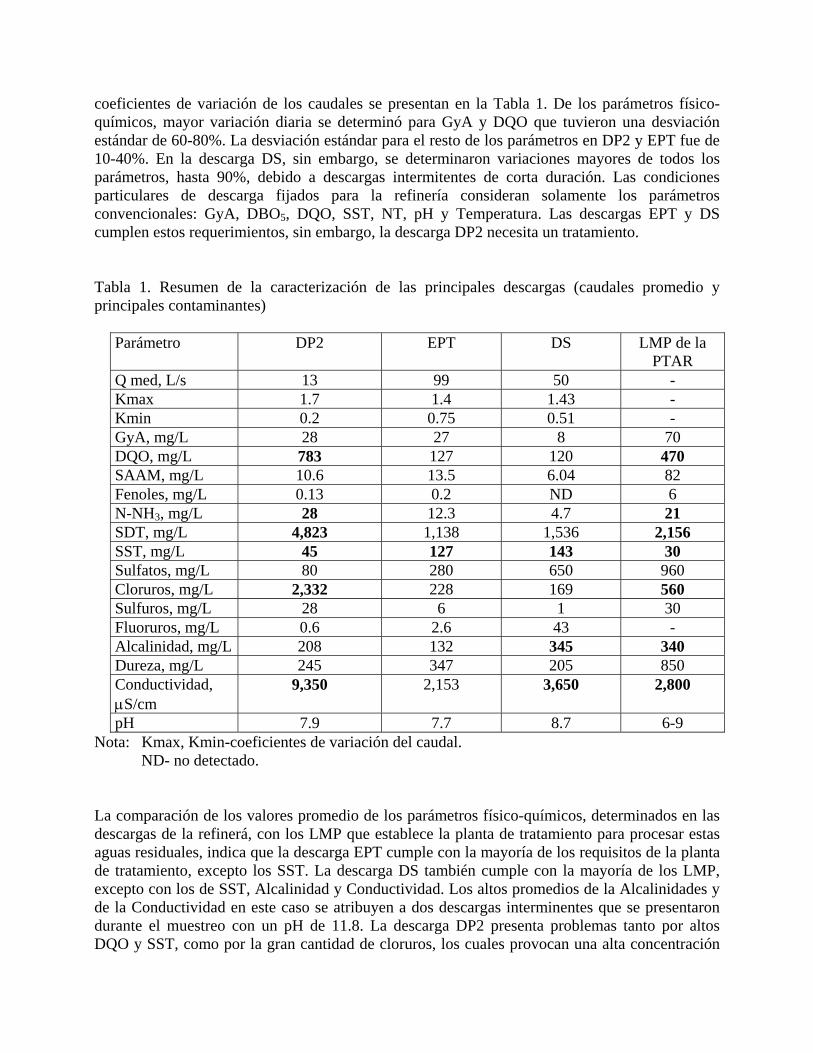
coeficientes de variación de los caudales se presentan en la Tabla 1. De los parámetros físico-químicos, mayor variación diaria se determinó para GyA y DQO que tuvieron una desviación estándar de 60-80%. La desviación estándar para el resto de los parámetros en DP2 y EPT fue de 10-40%. En la descarga DS, sin embargo, se determinaron variaciones mayores de todos los parámetros, hasta 90%, debido a descargas intermitentes de corta duración. Las condiciones particulares de descarga fijados para la refinería consideran solamente los parámetros convencionales: GyA, DBO5, DQO, SST, NT, pH y Temperatura. Las descargas EPT y DS cumplen estos requerimientos, sin embargo, la descarga DP2 necesita un tratamiento. Tabla 1. Resumen de la caracterización de las principales descargas (caudales promedio y principales contaminantes)
Parámetro DP2
EPT DS LMP de la PTAR
Q med, L/s 13 99 50 - Kmax 1.7 1.4 1.43 - Kmin 0.2 0.75 0.51 - GyA, mg/L 28 27 8 70 DQO, mg/L 783 127 120 470 SAAM, mg/L 10.6 13.5 6.04 82 Fenoles, mg/L 0.13 0.2 ND 6 N-NH3, mg/L 28 12.3 4.7 21 SDT, mg/L 4,823 1,138 1,536 2,156 SST, mg/L 45 127 143 30 Sulfatos, mg/L 80 280 650 960 Cloruros, mg/L 2,332 228 169 560 Sulfuros, mg/L 28 6 1 30 Fluoruros, mg/L 0.6 2.6 43 - Alcalinidad, mg/L 208 132 345 340 Dureza, mg/L 245 347 205 850 Conductividad, μS/cm
9,350 2,153 3,650 2,800
pH 7.9 7.7 8.7 6-9 Nota: Kmax, Kmin-coeficientes de variación del caudal. ND- no detectado. La comparación de los valores promedio de los parámetros físico-químicos, determinados en las descargas de la refinerá, con los LMP que establece la planta de tratamiento para procesar estas aguas residuales, indica que la descarga EPT cumple con la mayoría de los requisitos de la planta de tratamiento, excepto los SST. La descarga DS también cumple con la mayoría de los LMP, excepto con los de SST, Alcalinidad y Conductividad. Los altos promedios de la Alcalinidades y de la Conductividad en este caso se atribuyen a dos descargas interminentes que se presentaron durante el muestreo con un pH de 11.8. La descarga DP2 presenta problemas tanto por altos DQO y SST, como por la gran cantidad de cloruros, los cuales provocan una alta concentración

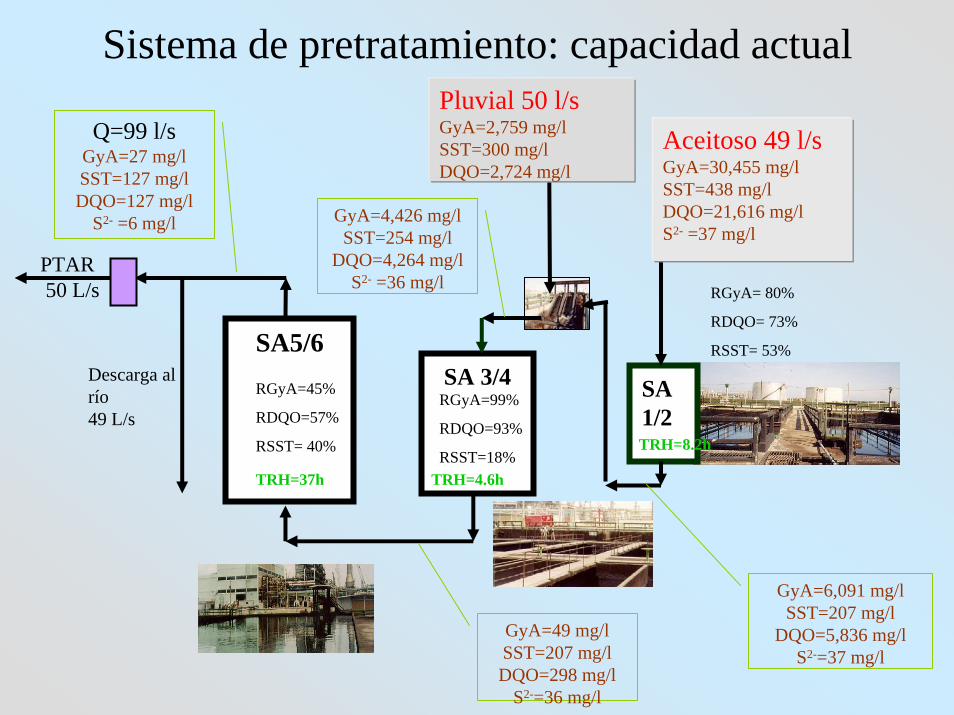
de SDT y una alta Conductividad. Los cinco parámetros rebasan los LMP establecidos por la planta de tratamiento. También el N-NH3 excede el LMP. El balance de masa realizado, suponiendo la homogeneización de las descargas, todas y dos por dos, indica que en todos los casos se rebasa el LMP para SST y que en todas las combinaciones con DP2 se rebasa el límite de Conductividad. De esto se deduce que la corriente de DP2 necesita un tratamiento preliminar en ambos casos, de descarga al río o para ser enviada a la planta de tratamiento. La descarga DP2 está constituida por dos corrientes, la más grande, alrededor de 12 L/s, se genera en una zona muy alejada del punto final de la descarga; el resto, de solamente 1L/s se genera relativamente cerca de la zona de Pretratamiento. Existe la posibilidad, entonces, de separar la descarga lejana y después de un tratamiento local, aprovechar el agua para riego de áreas verdes, cubriendo así la demanda para estos fines en la zona. La corriente de 1 L/s se tratará conjuntamente con el agua de DP1 y DA. De esta forma el DP2 quedaría como un drenaje netamente pluvial. La descarga DS puede ser tratada en el sistema de pretratamiento. El sistema de pretratamiento de la refinería consiste de tres etapas de separación con dos módulos cada una (Figura 2). De los 99 L/s de aguas residuales que entran al sistema, unos 49 L/s provienen del drenaje aceitoso (DA), y el resto del drenaje pluvial (DP1). En el período del muestreo el 50% del efluente del sistema se enviaba a la planta de tratamiento y el resto se descargaba al río. En el agua del drenaje aceitoso, el contenido promedio de SST fue de 438 mg/L; pero el del aceite fue de 30,455 mg/L, medido como GyA, con un máximo de 100,000 mg/L. La mayor parte es aceite libre se separa para su recuperación en los separadores primarios (SA1 y SA2), saliendo el agua de esta fase con una concentración de GyA de 6,091 mg/L y de SST de 207 mg/L. El efluente de los separadores primarios se mezcla con el agua del DP1, con un contenido promedio de aceite de 2,759 mg/L, obteniéndose así una concentración promedio de GyA de 4,425 mg/L. En este punto la variación tanto de las GyA, como del resto de los parámetros ya no es tan grande como en el drenaje aceitoso. En la Figura 3 se presentan las características de la mezcla, la cual constituye el influente a los módulos de separación secundaria (SA3 y SA4). En estos separadores, el aceite baja a niveles de 49 mg/l, pero los SST permanecen altos, de 207 mg/L. Después de pasar por la separación terciaria (SA5 y SA6), las GyA llegan a una concentración de 27 mg/L, pero los SST siguen relativamente altos, mayores que el LMP de la planta de tratamiento. Las altas concentraciones de aceite determinan una alta DQO del agua residual. Conforme se va separando el aceite, la DQO disminuye hasta alcanzar un valor de 127 mg/L en promedio. Con base en la caracterización del agua en los diferentes puntos del sistema se determinaron las eficiencias de los separadores existentes y sus parámetros de operación. Los separadores SA 1 y 2, a pesar de los 8.2 horas de TRH, presentan remociones bajas de aceite, DQO y SST de 80, 73 y 53% respectivamente. El funcionamiento de los SA 3 y 4 es más satisfactorio con respecto a la remoción de aceite (90% de remoción de GyA), pero deficiente en la remoción de sólidos (18% de remoción de SST). El TRH en los separadores secundarios se determinó de 4.6 horas. En ninguno de los separadores primarios y secundarios se remueven los sulfuros cuya concentración en el agua residual es alrededor de 37 mg/L. Los sulfuros presentan remoción solamente en los separadores SA 5 y 6, los cuales tenían 37 h de TRH, pero a pesar de esto, su eficiencia de remoción de GyA y de SST es baja, de 45 y 40% respectivamente. La remoción de sulfuros en los SA5 y SA6 se atribuye exclusivamente a la desorción.

DP1 50 l/s
99 l/s
99 l/s DA 49 l/s
Descarga al río 49 l/s
A la planta de
tratamiento 50 l/s
SA
1 y 2
Separadores
SA 3 y 4
Separadores SA
5 y 6
1
2
3
Figura 2. Sistema de pretratamiento de las aguas residuales de la refinería: 1 y 2 -Plantas de transferencia mediante tornillos de Arquímedes; 3- Bombeo a la planta de tratamiento.
2000
3000
4000
5000
6000
7000
10:30 14:55 18:45 22:40 3:40 7:05
Hora
Con
cent
raci
ón, m
g/l
0
20
40
60
80
100
120
140
160
180
Q, l
/s
DQOG y A Promedio preponderado DQOPromedio preponderado GyAQ L/s
0
200
400
600
800
1000
1200
1400
10:30 14:55 18:45 22:40 3:40 7:05
Hora
Con
cent
raci
ón, m
g/l
Sulfatos mg/L SST mg/LSDT mg/L Cloruros mg/LAlcalinidad mg/L Dureza mg/L
0
20
40
60
80
100
120
140
160
10:30 14:55 18:45 22:40 3:40 7:05
Hora
Con
cent
raci
ón, m
g/l
NH3 mg/L Sulfuros mg/LFenoles mg/L Fluoruros mg/LSAAM mg/L
Figura 3. Variación del caudal y de los parámetros físico-químicos en la entrada a los separadores secundarios SA 3 y SA 4. El muestreo y la evaluación de los separadores revelaron la problemática en todos y cada uno de ellos. El equipamiento y por consiguiente su operación presentaban muchas deficiencias. Ningún separador tenía rastras o puentes para recolectar el aceite de la superficie y el lodo hacia las tolvas. Debido a esto, la recolección del aceite era ineficiente, causando muchos problemas a los operadores que tenían que realizar esta labor de forma manual, utilizando dispositivos primitivos o chorros de agua. Tampoco se disponía de bombas para la extracción del lodo de las tolvas de los separadores, lo cual provocaba la necesidad de operarlos en forma interrumpida y alternada. La acumulación de lodos aceitosos en el fondo de las unidades perjudica la eficiencia de la separación ya que es una fuente de desprendimiento ligero de aceite a lo largo de los módulos. El aceite desprendido del lodo en la segunda mitad de los módulos no tiene tiempo suficiente para

ascender a la superficie, se queda en el agua y perjudica la calidad del efluente. Este fenómeno se refleja en las eficiencias de remoción determinadas que deberían de ser mayores con los TRH calculados. Los separadores de placas corrugadas, instalados para algunas corrientes pequeñas no tenían placas, su funcionamiento como separadores gravitacionales sencillos era ineficiente. Los tornillos de Arquímedes estaban desgastados, tenían deformaciones mecánicas, por lo que no ajustaban bien en el canal, tenían pérdidas de agua en la elevación, lo cual bajaba su rendimiento y aumentaba el consumo específico de energía eléctrica. Con base en la caracterización de los efluentes y considerando la capacidad de tratamiento instalada, así como su funcionamiento, se generaron propuestas de remodelación del sistema de recolección y tratamiento de aguas residuales en la refinería con el fin de lograr el cumplimiento de los requerimientos de la planta de tratamiento y suspender las descargas al cuerpo receptor. Una de las opciones consideró la aplicación del pretratamiento al flujo combinado de todos los efluentes. Para solucionar el problema común con la alta concemtración de sólidos en los efluentes, se necesita mejorar la baja efectividad del sistema de pretratamiento en la remoción de sólidos y evaluar mediante pruebas de tratabilidad el alcance de diferentes procesos físico-químicos en la reducción de la conductividad. Las pruebas indicaron que esta opción es técnicamente factible aplicando coagulación-floculación-separación. Se necesita remodelación del sistema de pretratamiento. La segunda opción fue dirigida a buscar un aprovechamiento local del agua residual del DP2, la cual provoca el problema con la conductividad al ser mezclada con el resto de los efluentes. En una zona cercana el punto donde se genera el efluente, se utiliza agua potable para el riego de áreas verdes, por lo cual, se realizaron pruebas de tratabilidad del efluente-problema para determinar la posibilidad de alcanzar los requerimientos de calidad de agua para este tipo de reúso. Con base en las pruebas, se propuso un tren de tratamiento que consistió en coagulación-floculación, flotación con aire disuelto y filtración. El resto de los efluentes, según esta opción se someten al tratamiento primario y se envían a la planta de tratamiento. En este caso también se necesita remodelación del sistema de tratamiento para alcanzar los requerimientos de la planta. Las pruebas de tratabilidad realizadas para los diferentes tipos de aguas residuales permitieron obtener los parámetros de diseño y así evaluar las dos alternativas de manejo de los efluentes. Los resultados de las pruebas de separación gravitacional en columnas se presentan en la Figura 4. Las correlaciones indican que para obtener eficiencias de remoción mayores de 95%, se requiere de más de 1.5 h de TRH y cargas hidráulicas superficiales menores de 40 m3.m-2.d-1. Las pruebas realizadas con la variación de la temperatura indicaron un efecto favorable con el aumento de ésta. La correlación obtenida permite realizar el ajuste de los parámetros de diseño a las condiciones climáticas de la Refinería de Cd. Madero. Las pruebas de jarras se realizaron con coagulantes (sulfato de aluminio, PolyCAT y cloruro férrico), ácido sulfúrico y clorhídrico, con polímeros (ECOFLOC 420, C-1008, C-1288, C-1500, C-1781) y con las combinaciones coagulante-polímero. Las pruebas de optimización de pH indicaron que no hay una diferencia significativa en la remoción del aceite a diferentes pH’s. Este resultado condujo a la decisión de realizar el rompimiento de la emulsión al pH original que en promedio es de 7.4±0.3. Los mejores resultados se obtuvieron con las combinaciones FeCl3 y C-1288, Al2(SO4)3 y C-1288, así como solamente con el polímero catiónico ECOFLOC. Los resultados obtenidos con las mejores dosis en estos tres casos se ilustran en la Tabla 2. Se puede
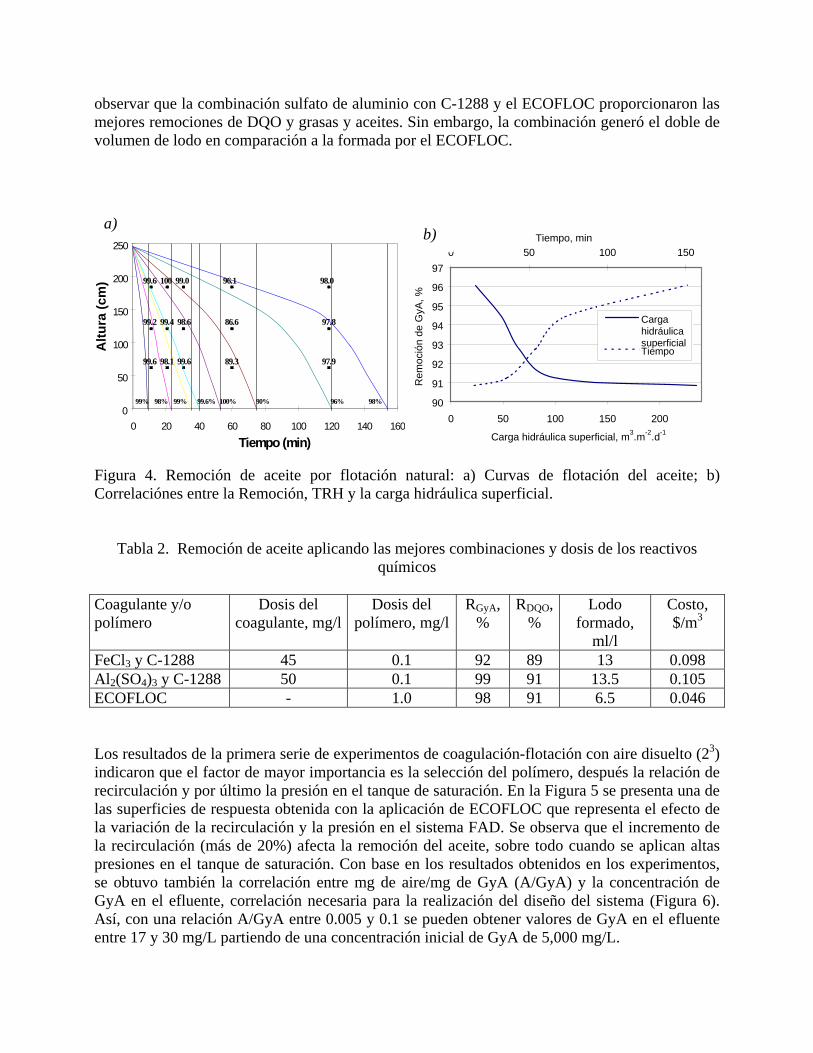
observar que la combinación sulfato de aluminio con C-1288 y el ECOFLOC proporcionaron las mejores remociones de DQO y grasas y aceites. Sin embargo, la combinación generó el doble de volumen de lodo en comparación a la formada por el ECOFLOC.
0
50
100
150
200
250
0 20 40 60 80 100 120 140 160
Tiempo (min)
Altu
ra (c
m) 99.6 100 99.0 96.1 98.0
99.2 99.4 98.6 86.6 97.8
99.6 98.1 99.6 89.3 97.9
99% 98% 99% 99.6% 100% 90% 96% 98% 90
91
92
93
94
95
96
97
0 50 100 150 200
Carga hidráulica superficial, m3.m-2.d-1
Rem
oció
n de
GyA
, %
0 50 100 150Tiempo, min
CargahidráulicasuperficialTiempo
a) b)
Figura 4. Remoción de aceite por flotación natural: a) Curvas de flotación del aceite; b) Correlaciónes entre la Remoción, TRH y la carga hidráulica superficial.
Tabla 2. Remoción de aceite aplicando las mejores combinaciones y dosis de los reactivos químicos
Coagulante y/o polímero
Dosis del coagulante, mg/l
Dosis del polímero, mg/l
RGyA, %
RDQO, %
Lodo formado,
ml/l
Costo, $/m3
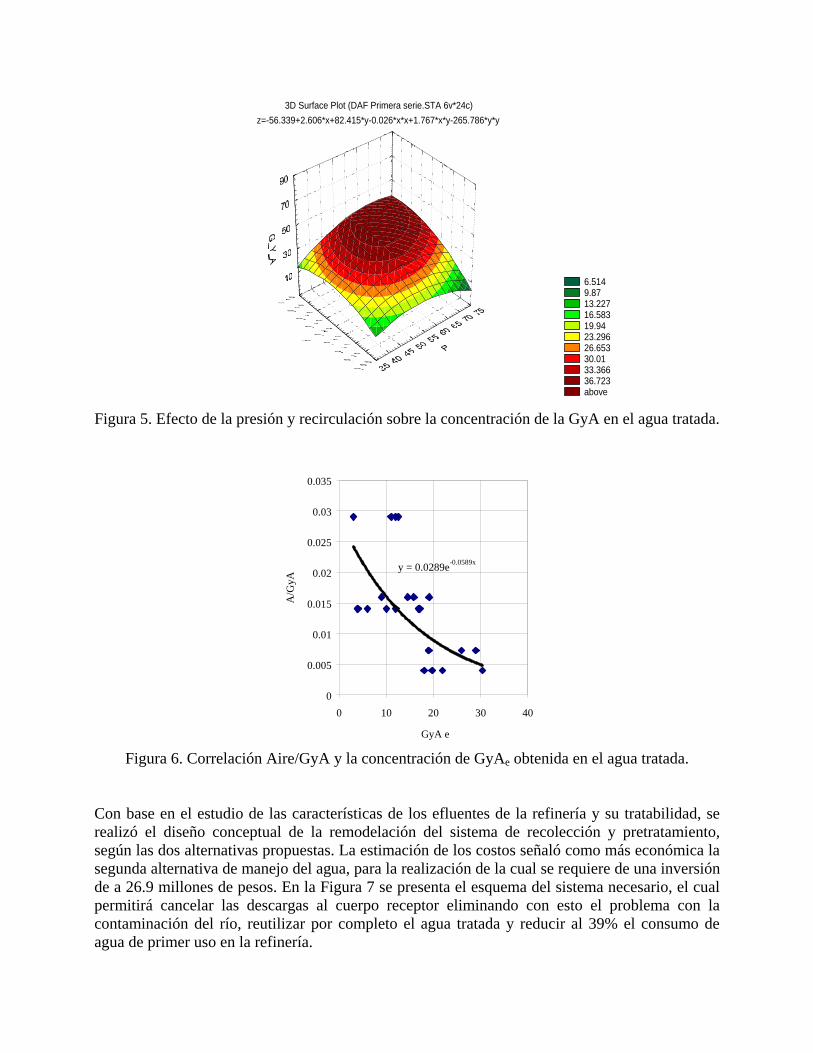
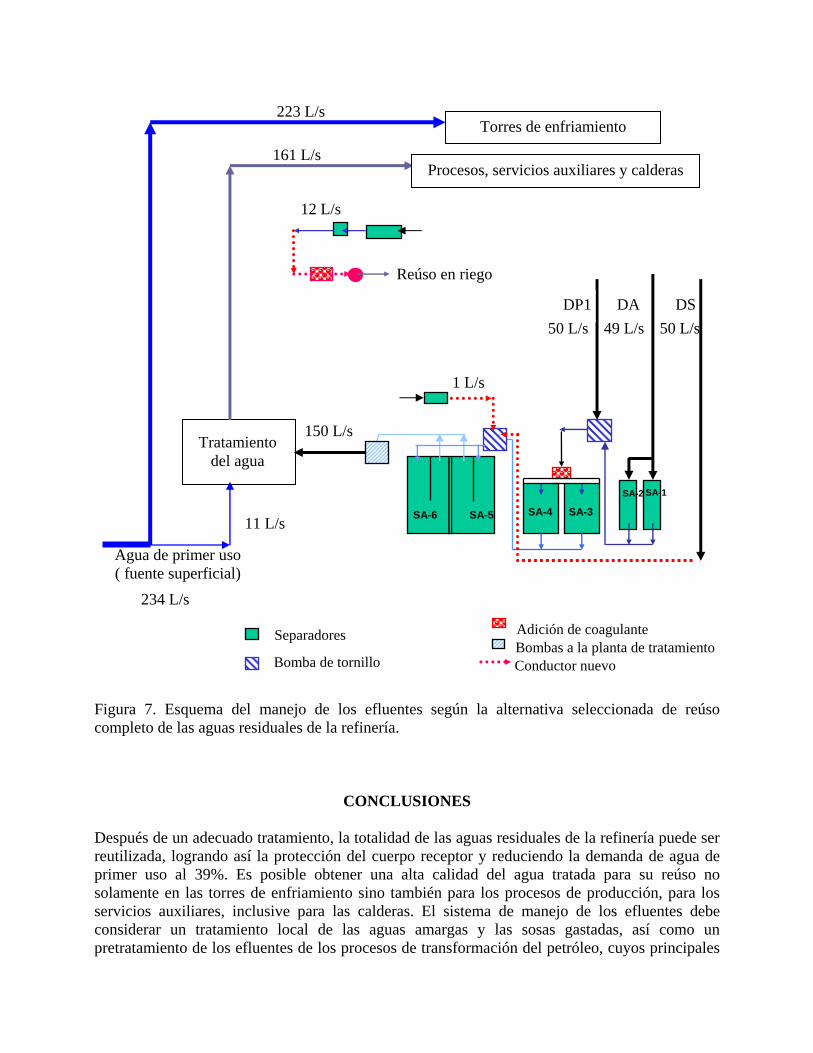
FeCl3 y C-1288 45 0.1 92 89 13 0.098 Al2(SO4)3 y C-1288 50 0.1 99 91 13.5 0.105 ECOFLOC - 1.0 98 91 6.5 0.046 Los resultados de la primera serie de experimentos de coagulación-flotación con aire disuelto (23) indicaron que el factor de mayor importancia es la selección del polímero, después la relación de recirculación y por último la presión en el tanque de saturación. En la Figura 5 se presenta una de las superficies de respuesta obtenida con la aplicación de ECOFLOC que representa el efecto de la variación de la recirculación y la presión en el sistema FAD. Se observa que el incremento de la recirculación (más de 20%) afecta la remoción del aceite, sobre todo cuando se aplican altas presiones en el tanque de saturación. Con base en los resultados obtenidos en los experimentos, se obtuvo también la correlación entre mg de aire/mg de GyA (A/GyA) y la concentración de GyA en el efluente, correlación necesaria para la realización del diseño del sistema (Figura 6). Así, con una relación A/GyA entre 0.005 y 0.1 se pueden obtener valores de GyA en el efluente entre 17 y 30 mg/L partiendo de una concentración inicial de GyA de 5,000 mg/L.
6.514 9.87 13.227 16.583 19.94 23.296 26.653 30.01 33.366 36.723 above
3D Surface Plot (DAF Primera serie.STA 6v*24c)z=-56.339+2.606*x+82.415*y-0.026*x*x+1.767*x*y-265.786*y*y
Figura 5. Efecto de la presión y recirculación sobre la concentración de la GyA en el agua tratada.
y = 0.0289e-0.0589x
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0 10 20 30 4
GyA e
A/G
yA
0
Figura 6. Correlación Aire/GyA y la concentración de GyAe obtenida en el agua tratada.
Con base en el estudio de las características de los efluentes de la refinería y su tratabilidad, se realizó el diseño conceptual de la remodelación del sistema de recolección y pretratamiento, según las dos alternativas propuestas. La estimación de los costos señaló como más económica la segunda alternativa de manejo del agua, para la realización de la cual se requiere de una inversión de a 26.9 millones de pesos. En la Figura 7 se presenta el esquema del sistema necesario, el cual permitirá cancelar las descargas al cuerpo receptor eliminando con esto el problema con la contaminación del río, reutilizar por completo el agua tratada y reducir al 39% el consumo de agua de primer uso en la refinería.
223 L/s
Figura 7. Esquema del manejo de los efluentes según la alternativa seleccionada de reúso completo de las aguas residuales de la refinería.
CONCLUSIONES Después de un adecuado tratamiento, la totalidad de las aguas residuales de la refinería puede ser reutilizada, logrando así la protección del cuerpo receptor y reduciendo la demanda de agua de primer uso al 39%. Es posible obtener una alta calidad del agua tratada para su reúso no solamente en las torres de enfriamiento sino también para los procesos de producción, para los servicios auxiliares, inclusive para las calderas. El sistema de manejo de los efluentes debe considerar un tratamiento local de las aguas amargas y las sosas gastadas, así como un pretratamiento de los efluentes de los procesos de transformación del petróleo, cuyos principales
50 L/s 50 L/s 49 L/s
150 L/s
DA DS
Agua de primer uso ( fuente superficial)
DP1
Tratamiento del agua
161 L/s
Torres de enfriamiento
Procesos, servicios auxiliares y calderas
11 L/s
234 L/s
SA-6 SA-5 SA-4 SA-3
SA-2 SA-1
12 L/s
Reúso en riego
1 L/s
Bombas a la planta de tratamiento Bomba de tornillo
Adición de coagulante Separadores
Conductor nuevo

contaminantes son aceite, sólidos y sulfuros. Los procesos de preparación preliminar del crudo generan efluentes que además de aceite, contienen cloruros en altas concentraciones. Para lograr el reúso de este efluente, se necesita un análisis detallado de las posibilidades de su manejo individual. El pretratamiento de las aguas residuales aceitosas mediante procesos de separación auxiliados químicamente permite aplicar un tratamiento biológico, seguido por procesos avanzados. En la separación preliminar del aceite libre por flotación natural, se puede lograr una remoción del aceite de 93-98% empleando una carga superficial de 0.94-2.30 m3.m-2.h-1 y un tiempo de retención de 75-120 min. El rompimiento de la emulsión se logra satisfactoriamente usando combinaciones de coagulante mineral y polímeros, así como aplicando solamente polímeros catiónicos de alto peso molecular. En el último caso se puede reducir en un 50% el volumen de los lodos y el costo unitario de tratamiento. La combinación de procesos coagulación – flotación con aire disuelto permite obtener remociones de GyA y DQO de más del 99.5% y 90% respectivamente empleando presiones bajas en el tanque de saturación 35-40 lb/in2 y con una recirculación alrededor de 7%.
REFERENCIAS EC (European Commission). (2000). Integrate pollution prevention and control: Reference
document on best avaible technologies in common wastewater and waste gas, Institute for perspective technological studies, Seville.
Nalco Chemical Company (1995). Manual del Agua. Su naturaleza, tratamiento y aplicaciones. Tomo I, II, III. Segunda edición. McGraw-Hill/Interamericana de México, S.A. de C.V.
PEMEX (2000). Principales estadísticas operativas. PEMEX (1999). Memoria de labores. Powel T.S. (1988). Manual de aguas para usos industriales. Vol. 1,2,3. Primera reimpresión,
Ediciones Ciencia y Técnica, S.A. de C.V., México, D.F. Standard Methods for the Examination of Water and Wastewater (1998). 20th edition, American Public
Health Association/American Water Works Association/Water Environment Federation, Washington DC, USA.
USEPA (U.S. Environmental Protection Agency). (1982). Development Document for Effluent Limitations Guidelines and Standards for the Petroleum Refining Point Source Category, Washington, D.C.
Technical Background Document, Environment Department, Washington, D.C. USEPA (U.S. Environmental Protection Agency). (1980). Treatability manual, EPA 600/8-80-042E,
Vol. 1, 2, 3, 4, 5. Washington, D.C. WB (World Bank). (1998). Pollution Prevention and Abatement Handbook: Petroleum Refining,
Washington, D.C.

CARACTERÍSTICAS Y REUTILIZACIÓN DEL AGUA
EN REFINERÍAS
Petia MijaylovaGabriela Mantilla
Marco Antonio Garzón Violeta Escalante
Luciano SandovalMarco Antonio Garzón
Gabriela MoellerEsperanza Ramírez
PEMEX - REFINACIONGERENCIA DE INVESTIGACION Y DESARROLLO TECNOLÓGICO
DistribuciDistribucióón funcional del agua de n funcional del agua de primer usoprimer uso
Evaporación: 50%
Descarga: 50%
Demanda total de las refinerias en México:
155 Millones m3/año
Indice 2.46 m3/t petróleo
Procesos: 19%
Calderas: 16%
Servicios auxiliares: 9%
Agua de primer uso
Enfriamiento: 56%
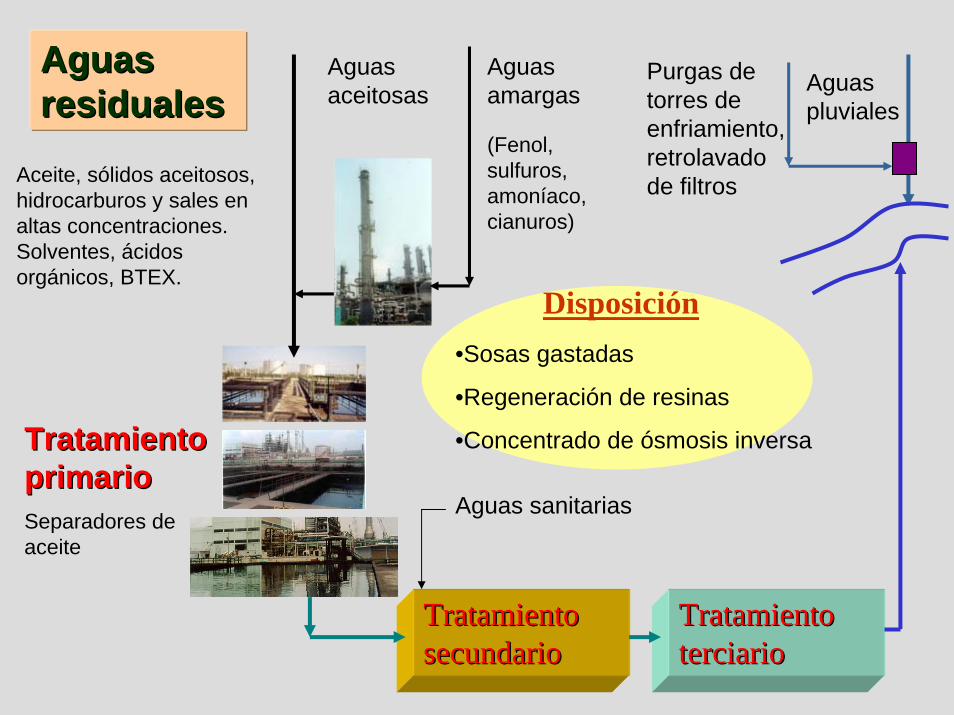
Aceite, sólidos aceitosos, hidrocarburos y sales en altas concentraciones.Solventes, ácidos orgánicos, BTEX.
Aguas Aguas residualesresiduales
Aguas aceitosas
Aguas amargas Aguas
pluviales(Fenol, sulfuros, amoníaco, cianuros)
Tratamiento Tratamiento primarioprimarioSeparadores de aceite
Purgas de torres de enfriamiento, retrolavadode filtros
•Sosas gastadas
•Regeneración de resinas
•Concentrado de ósmosis inversa
Disposición
Tratamiento Tratamiento secundariosecundario
Tratamiento Tratamiento terciarioterciario
Aguas sanitarias

ObjetivoObjetivoObjetivo
Caracterizar las aguas residuales de una refinería y seleccionar la alternativa para lograr un reúsocompleto del agua residual tratada.
Caracterizar las aguas residuales de Caracterizar las aguas residuales de una refineruna refineríía y seleccionar la a y seleccionar la alternativa para lograr un alternativa para lograr un rereúúsosocompleto del agua residual tratada.completo del agua residual tratada.
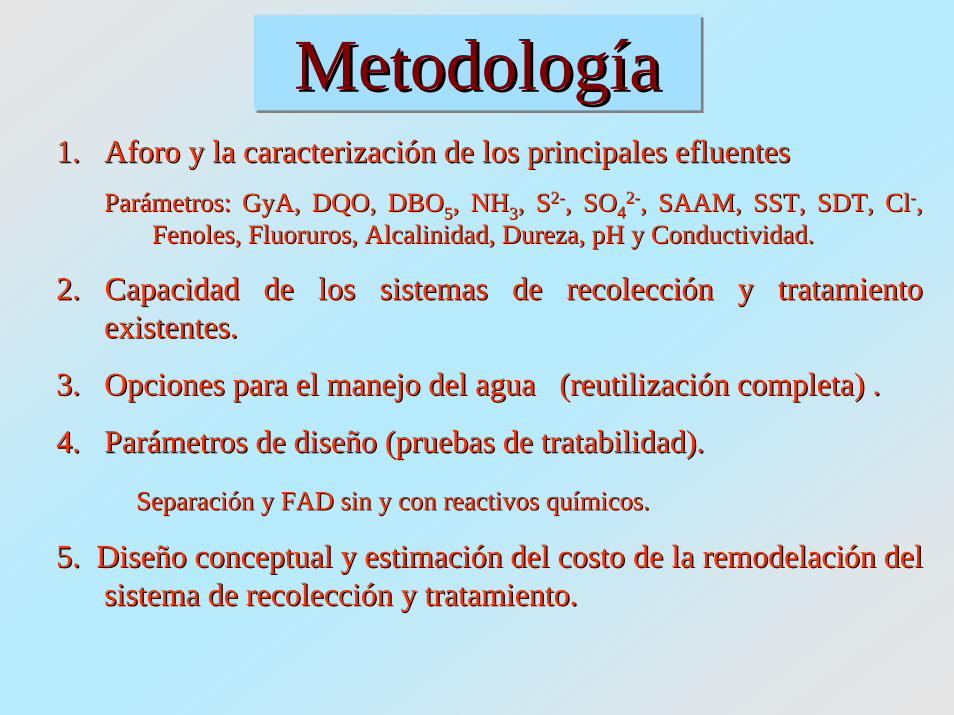
MetodologíaMetodologMetodologííaa1.1. AAforo y la caracterizaciforo y la caracterizacióón de los principales efluentesn de los principales efluentes
ParParáámetros: metros: GyAGyA, DQO, DBO, DQO, DBO55, NH, NH33, S, S22--, S, SOO4422--, SAAM, SST, SDT, Cl, SAAM, SST, SDT, Cl--, ,
Fenoles, FluorurosFenoles, Fluoruros,, Alcalinidad, Dureza, Alcalinidad, Dureza, pHpH y Conductividady Conductividad..
2. C2. Capacidadapacidad de los sistemas de recoleccide los sistemas de recoleccióón y tratamiento n y tratamiento existentesexistentes. .
3. O3. Opcionespciones para elpara el manejo del agua manejo del agua ((reutilizacireutilizacióón completan completa) .) .
4. P4. Pararáámetrosmetros de disede diseñño o ((pruebas de pruebas de tratabilidadtratabilidad))..
SSeparacieparacióónn y FAD sin y con reactivos quy FAD sin y con reactivos quíímicos.micos.
5. D5. Diseiseññoo conceptual conceptual y estimaciy estimacióón del costo de la remodelacin del costo de la remodelacióón del n del sistema de recoleccisistema de recoleccióón y tratamiento. n y tratamiento.
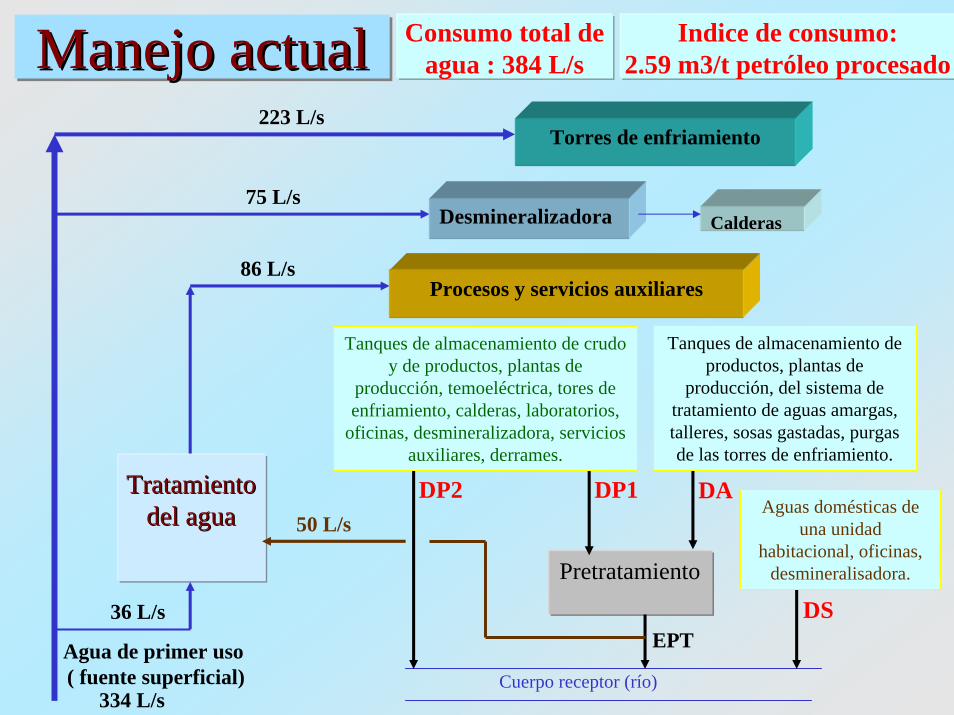
Manejo actualManejo actualManejo actual
Agua de primer uso( fuente superficial)
DP2
Cuerpo receptor (río)
EPT
Pretratamiento
DP1 DA
DS
TratamientoTratamientodel aguadel agua
86 L/s
223 L/s
Desmineralizadora75 L/s
Calderas
Torres de enfriamiento
Procesos y servicios auxiliares
36 L/s
50 L/s
Tanques de almacenamiento de productos, plantas de
producción, del sistema de tratamiento de aguas amargas, talleres, sosas gastadas, purgas de las torres de enfriamiento.
Tanques de almacenamiento de crudo y de productos, plantas de
producción, temoeléctrica, tores de enfriamiento, calderas, laboratorios,
oficinas, desmineralizadora, servicios auxiliares, derrames.
Aguas domésticas de una unidad
habitacional, oficinas, desmineralisadora.
334 L/s
Consumo total de agua : 384 L/s
Indice de consumo: 2.59 m3/t petróleo procesado
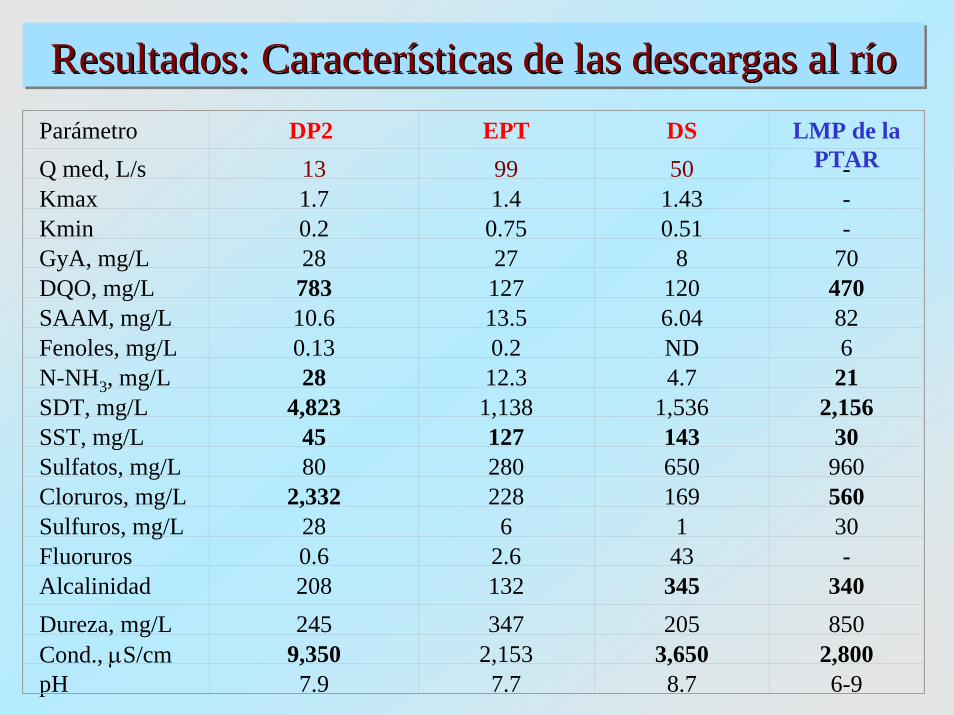
Resultados: Características de las descargas al ríoResultados:Resultados: CaracterCaracteríísticas de las descargas al rsticas de las descargas al rííooParámetro DP2 EPT DS LMP de la
PTARQ med, L/s 13 99 50 -Kmax 1.7 1.4 1.43 -Kmin 0.2 0.75 0.51 -GyA, mg/L 28 27 8 70DQO, mg/L 783 127 120 470SAAM, mg/L 10.6 13.5 6.04 82Fenoles, mg/L 0.13 0.2 ND 6N-NH3, mg/L 28 12.3 4.7 21SDT, mg/L 4,823 1,138 1,536 2,156SST, mg/L 45 127 143 30Sulfatos, mg/L 80 280 650 960Cloruros, mg/L 2,332 228 169 560Sulfuros, mg/L 28 6 1 30Fluoruros 0.6 2.6 43 -Alcalinidad 208 132 345 340Dureza, mg/L 245 347 205 850Cond., μS/cm 9,350 2,153 3,650 2,800pH 7.9 7.7 8.7 6-9
Sistema de pretratamiento: capacidad actual
Descarga al río49 L/s
PTAR50 L/s
SA1/2
SA 3/4SA5/6
Aceitoso 49 l/sGyA=30,455 mg/lSST=438 mg/lDQO=21,616 mg/lS2- =37 mg/l
Pluvial 50 l/sGyA=2,759 mg/lSST=300 mg/lDQO=2,724 mg/l
RGyA= 80%
RDQO= 73%
RSST= 53%
TRH=8.2h
TRH=4.6hTRH=37h
RGyA=99%
RDQO=93%
RSST=18%
GyA=4,426 mg/lSST=254 mg/l
DQO=4,264 mg/lS2- =36 mg/l
Q=99 l/sGyA=27 mg/lSST=127 mg/lDQO=127 mg/l
S2- =6 mg/l
GyA=49 mg/lSST=207 mg/lDQO=298 mg/l
S2-=36 mg/l
RGyA=45%
RDQO=57%
RSST= 40%
GyA=6,091 mg/lSST=207 mg/l
DQO=5,836 mg/lS2-=37 mg/l
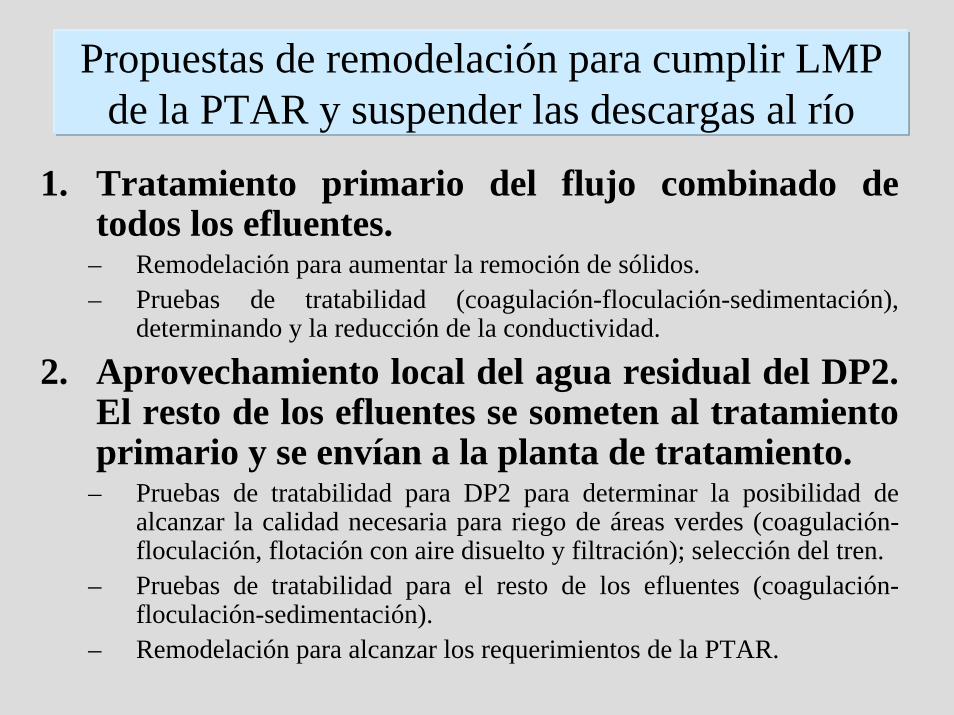
Propuestas de remodelación para cumplir LMP de la PTAR y suspender las descargas al río
1. Tratamiento primario del flujo combinado de todos los efluentes.
– Remodelación para aumentar la remoción de sólidos. – Pruebas de tratabilidad (coagulación-floculación-sedimentación),
determinando y la reducción de la conductividad.
2. Aprovechamiento local del agua residual del DP2.El resto de los efluentes se someten al tratamiento primario y se envían a la planta de tratamiento.
– Pruebas de tratabilidad para DP2 para determinar la posibilidad de alcanzar la calidad necesaria para riego de áreas verdes (coagulación-floculación, flotación con aire disuelto y filtración); selección del tren.
– Pruebas de tratabilidad para el resto de los efluentes (coagulación-floculación-sedimentación).
– Remodelación para alcanzar los requerimientos de la PTAR.

90
91
92
93
94
95
96
97
0 50 100 150 200Carga hidráulica superficial, m3.m-2.d-1
Rem
oció
n de
GyA
, %
0 50 100 150
Tiempo, min
CargahidráulicasuperficialTiempo
FLOTACIÓN NATURAL EN COLUMNAFLOTACIFLOTACIÓÓN NATURAL EN COLUMNAN NATURAL EN COLUMNA
Toma de muestras
h1
h2
h3
h4
0.15 m
0
50
100
150
200
250
0 20 40 60 80 100 120 140 160
Tiempo (min)
Altu
ra (c
m) 99.6 100 99.0 96.1 98.0
99.2 99.4 98.6 86.6 97.8
99.6 98.1 99.6 89.3 97.9
99% 98% 99% 99.6% 100% 90% 96% 98%
Para RGyA > 95%,
TRH > 1.5 h
qs < 40 m3.m-2.d-1
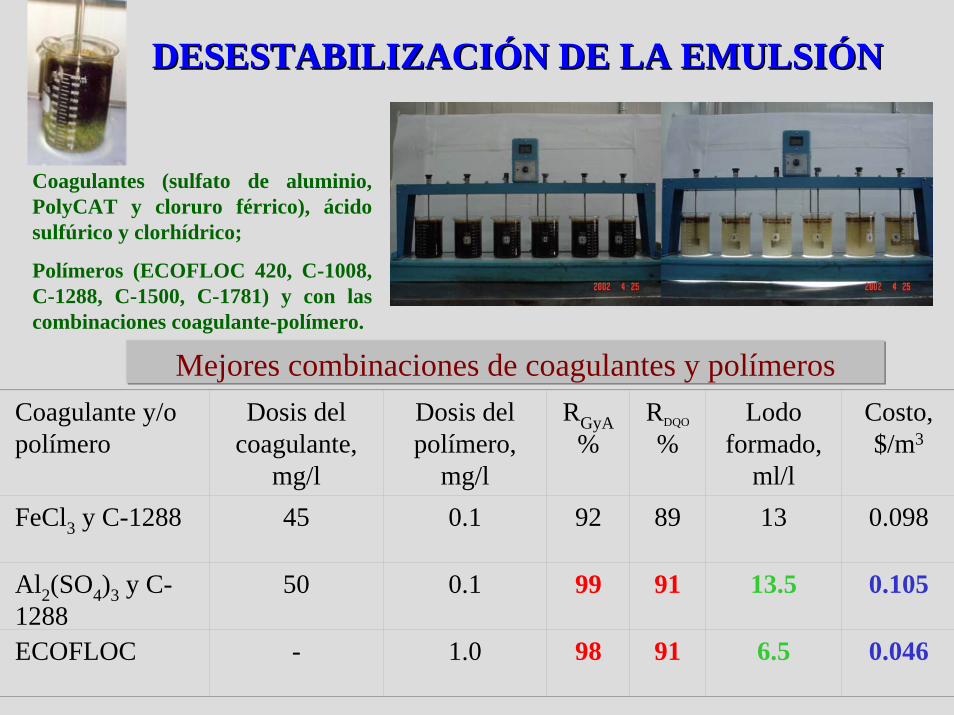
DESESTABILIZACIDESESTABILIZACIÓÓN DE LA EMULSIN DE LA EMULSIÓÓNN
Coagulantes (sulfato de aluminio, PolyCAT y cloruro férrico), ácido sulfúrico y clorhídrico;
Polímeros (ECOFLOC 420, C-1008, C-1288, C-1500, C-1781) y con las combinaciones coagulante-polímero.
Mejores combinaciones de coagulantes y polímerosCoagulante y/o polímero
Dosis del coagulante,
mg/l
Dosis del polímero,
mg/l
RGyA%
RDQO
%Lodo
formado, ml/l
Costo, $/m3
FeCl3 y C-1288 45 0.1 92 89 13 0.098
Al2(SO4)3 y C-1288
50 0.1 99 91 13.5 0.105
ECOFLOC - 1.0 98 91 6.5 0.046

Diseño factorial 23
Variables: P, R y tipo de coagulante
Variables de respuesta:GyA, DQO, SST, Turbiedad
6.514 9.87 13.227 16.583 19.94 23.296 26.653 30.01 33.366 36.723 above
3D Surface Plot (DAF Primera serie.STA 6v*24c)z=-56.339+2.606*x+82.415*y-0.026*x*x+1.767*x*y-265.786*y*y
y = 0.0289e-0.0589x
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0 10 20 30 40
GyA e
A/G
yA
FLOTACIFLOTACIÓÓN CON AIRE DISUELTO (DAF)N CON AIRE DISUELTO (DAF)CON COGULANTECON COGULANTE
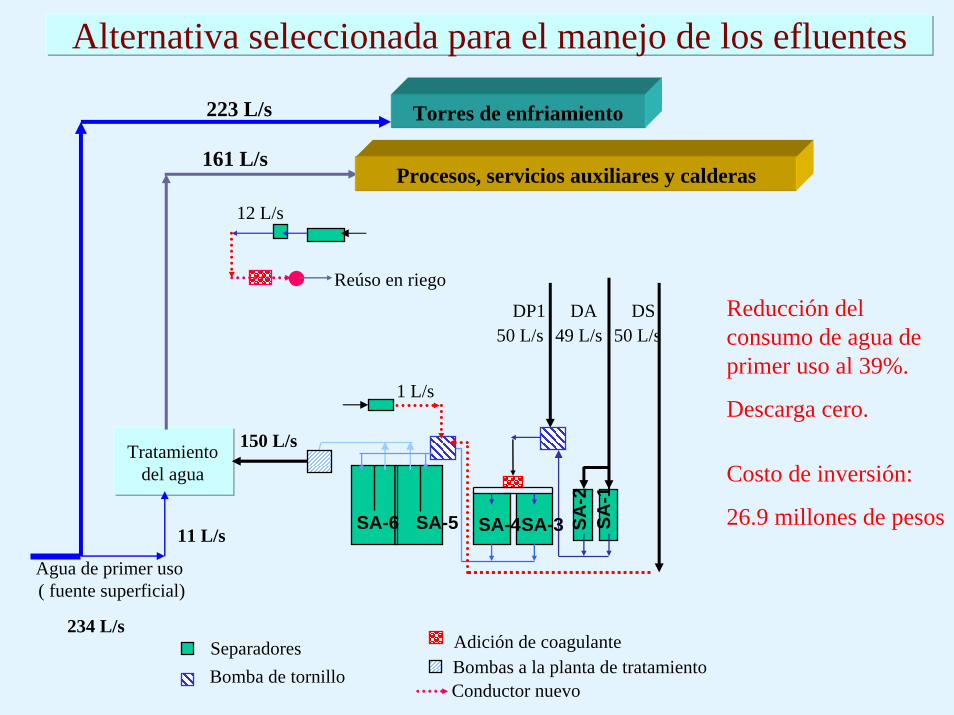
Alternativa seleccionada para el manejo de los efluentes
50 L/s50 L/s 49 L/sDA DS
Agua de primer uso( fuente superficial)
150 L/s
DP1
Tratamientodel agua
161 L/s
223 L/s Torres de enfriamiento
Procesos, servicios auxiliares y calderas
11 L/s
234 L/s
SA-6 SA-5 SA-4SA-3 SA-2
SA-1
1 L/s
12 L/s
Reúso en riego
Bombas a la planta de tratamientoBomba de tornilloSeparadores
Conductor nuevo
Adición de coagulante
Costo de inversión:
26.9 millones de pesos
Reducción del consumo de agua de primer uso al 39%.
Descarga cero.

ConclusionesConclusionesConclusiones1.1. La totalidad de las aguas residuales de las refinerLa totalidad de las aguas residuales de las refineríías pueden ser as pueden ser
reutilizadas. reutilizadas. ProtecciProteccióón del cuerpo receptor y n del cuerpo receptor y reducireducióónn de la demanda de agua al 39%. de la demanda de agua al 39%.
2.2. Es posible obtener una alta calidad del agua tratada para su Es posible obtener una alta calidad del agua tratada para su rereúúsoso en: procesos de produccien: procesos de produccióón, servicios auxiliares, calderas. n, servicios auxiliares, calderas.
3.3. Tratamiento local de aguas amargas, sosas gastadas. Tratamiento local de aguas amargas, sosas gastadas. PretratamientoPretratamiento de los efluentes de los procesos de de los efluentes de los procesos de transformacitransformacióón del petrn del petróóleo (aceite, sleo (aceite, sóólidos y sulfuros). lidos y sulfuros).
4.4. Los procesos de preparaciLos procesos de preparacióón preliminar del crudo generan n preliminar del crudo generan efluentes que ademefluentes que ademáás de aceite, contienen cloruros en altas s de aceite, contienen cloruros en altas concentraciones. Para lograr el concentraciones. Para lograr el rereúúsoso de este efluente, se de este efluente, se necesita un manejo individual. necesita un manejo individual.
ConclusionesConclusionesConclusiones5.5. SepararaciSepararacióónn auxiliada quauxiliada quíímicamente. Permite aplicar un micamente. Permite aplicar un
tratamiento bioltratamiento biolóógico, seguido por procesos avanzados. gico, seguido por procesos avanzados.
6.6. FlotaciFlotacióón natural. Como n natural. Como pretratamientopretratamiento para separar y para separar y recuperar el aceite libre. recuperar el aceite libre. RRaceiteaceite 9393--98% (carga superficial de 98% (carga superficial de 0.940.94--2.30 m2.30 m33.m.m--22.h.h--11 y un tiempo de retenciy un tiempo de retencióón de 75n de 75--120 120 minmin). ).
7.7. Rompimiento de la emulsiRompimiento de la emulsióón:n:-- coagulante mineral+polcoagulante mineral+políímeros; meros; -- ssóólo pollo políímeros meros caticatióónicosnicos de alto peso molecular (50% de alto peso molecular (50% menos lodo y costo de los reactivos qumenos lodo y costo de los reactivos quíímicos). micos).
8.8. CoagulaciCoagulacióónn––flotaciflotacióónn con aire disuelto. con aire disuelto.
RRGyAGyA > 99.5% y R> 99.5% y RDQODQO > 90%.> 90%.