resumen de extrusión
TRANSCRIPT

EXTRUSIÓN DE METALES
1. Extrusión en condiciones ideales.
2. Extrusión considerando la fricción.
3. Extrusión usando la ecuación de Johnson
Done x
es la deformación de extrusión, a y b son constantes empíricas para el ángulo
de la matriz. Los valores típicos de estas constantes son a = 0,80 y b = (1,20 a 1,5). Los valores de a y b tienden a aumentar cuando se incrementa el ángulo de la matriz.
Extrusión indirecta secciones circulares
Extrusión directa secciones circulares
Las ecuaciones previas para la presión del pistón, se aplican a los orificios circulares del dado. La forma del orificio del dado afecta la presión requerida del pistón en una operación de extrusión. Una sección transversal compleja, Fig. 9-138, requiere más presión y fuerza que una sección circular. El efecto de la forma del orificio del dado puede valorarse por el factor de forma, definido como la relación entre la presión requerida para extruir una sección transversal de la forma dada y la presión de extrusión para una sección redonda de la misma área. Podemos expresar el factor de forma como sigue:
Según lo anterior se tiene que:
0
sobre la matriz ln
Fuerza ejercida por el pistón P ln
Potencia = W = Fuerza de extrusión x velocidad del pistón
o
r Y
f
Y x
APresion p
A
A r
0
1 40
ln /
C ln ln
, a 1,60
o fA A
o
r Y Y Y x
f
Ap C d C r
A
C
lnx x
a b r a b
0 0
0
2ln ln ln ln f
r y x Y x y
f f
L D Ap a b r
L D A
0 0 0
2 2 2 = = lnr r Y x Y Y x Y x
L l L l L lp p p a b r
D D D
2,25
0,98 0,022 x
x
c
CK
C

4. Extrusión usando algunas condiciones reales:
El flujo de metal durante la extrusión en las condiciones reales es demasiado complicado para que sea posible
una solución analítica exacta respecto a las fuerzas implicadas. Para la extrusión a través de una matriz plana se
puede encontrar una expresión para el efecto de fricción entre la palanquilla y el cuerpo de extrusión, sobre
base de la forja abierta de un cilindro circular, la cual se dará más adelante. Por tanto:
x
r : Relación de extrusión,
: Factor de forma que toma en cuenta el trabajo
superfluo y es aproximadamente igual a 1,50, L: Longitud de la palanquilla sin extrusar, y f: Coeficiente de fricción entre la palanquilla y el contenedor de diámetro Do.
5. Extrusión analizando el material en la sección transversal
circular, tanto en el contenedor como en la matriz cónica:
0 0
0
0 0
0
2
2 2
2
Extrusión indirecta:
ln K ln ln ln
Extrusión directa:
K K K = K
ln K
f
r y x Y x X y
f f
r r X Y x X Y X Y x X
Y x X
L D Ap a b r
L D A
L l L lp p p
D D
L lp a b r
D
4
1
ln 1 o
f L l
D
Y xp r e
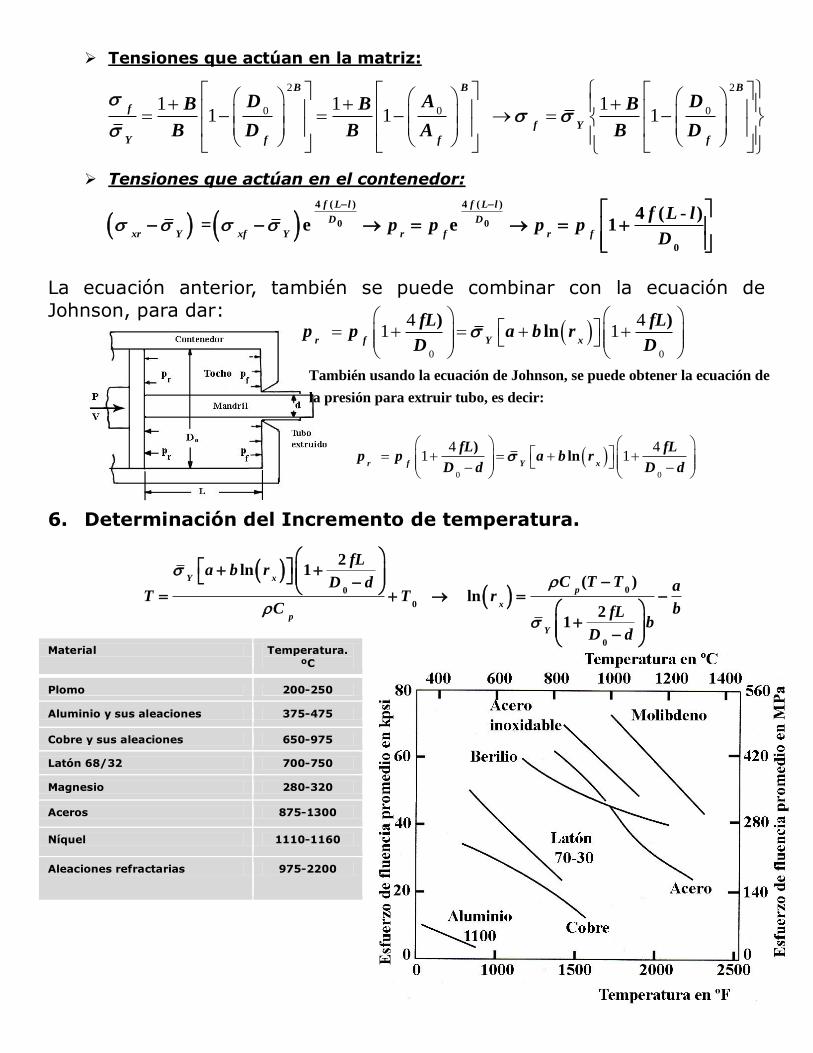
Tensiones que actúan en la matriz:
Tensiones que actúan en el contenedor:
La ecuación anterior, también se puede combinar con la ecuación de
Johnson, para dar:
6. Determinación del Incremento de temperatura.
Material Temperatura.
ºC
Plomo 200-250
Aluminio y sus aleaciones 375-475
Cobre y sus aleaciones 650-975
Latón 68/32 700-750
Magnesio 280-320
Aceros 875-1300
Níquel 1110-1160
Aleaciones refractarias 975-2200
2 2
0 0 01 1 11 1 1
B B B
f
f Y
Y f f f
D A DB B B
B D B A B D
0 0
4 ( ) 4 ( )
0
4 ( - ) = e e 1
f L l f L l
D D
xr Y xf Y r f r f
f L lp p p p
D
0 0
4 41 1
) ) ln
r f Y x
fL fLp p a b r
D D
0 0
4 41 1
También usando la ecuación de Johnson, se puede obtener la ecuación de
la presión para extruir tubo, es decir:
) ln
r f Y x
fL fLp p a b r
D d D d
00
0
0
2ln 1
( ) ln
21
Y x
p
x
p
Y
fLa b r
C T TD d aT T r
C bfLb
D d