reductor rhb (biselado helicoidal de … · producir lesiones personales y/o daños materiales....
TRANSCRIPT

1
ADVERTENCIA: El alto voltaje y las piezas giratorias pueden causar lesiones graves o letales y daños materiales. El uso de maquinaria eléctrica, al igual que toda otra utilización de energía concentrada y equipo giratorio, puede ser peligroso. La instalación, operación y mantenimiento los debe realizar sólo personal eléctrico y de mantenimiento mecánico calificado y familiarizado con las normas de seguridad NEMA, el Código Nacional Eléctrico y las buenas prácticas locales. Antes de comenzar la instalación, el personal responsable de la instalación y mantenimiento de este equipo debe estudiar cabalmente el manual. El personal debe estar familiarizado con los posibles peligros involucrados. Si no se acata esta advertencia, se pueden producir lesiones personales y/o daños materiales. Conserve este documento para referencia futura.
GENERAL
Lea cuidadosamente estas instrucciones. Contienen información vital sobre la correcta instalación, operación, mantenimiento y servicio del reductor de engranajes RHB de Baldor. Cada reductor de engranajes Baldor es revisado y probado completamente en la fábrica antes de su despacho. Se tiene mucho cuidado en embalar cada reductor de engranajes. Sin embargo, cada reductor de engranajes se debe inspeccionar cabalmente antes de que se acepte su entrega a la empresa de transporte. Si cualquiera de los bienes contenidos en la factura faltase o estuviera dañado, no acepte el embarque sino hasta que el agente de flete deje constancia de ello en la factura correspondiente. Si se descubren pérdidas o daños a posteriori, notifique al agente de inmediato y solicite una inspección. Si bien Baldor con gusto lo asesorará en los reclamos por pérdidas o daños en el embarque, la empresa de transporte es la responsable del reembolso por tales reclamos. Los reclamos por pérdidas o daños en el embarque no se deben deducir de la boleta de Baldor, ni tampoco se debe retener el pago a Baldor a la espera de la solución de tales reclamos. Es la empresa de transporte, y no Baldor, quien debe velar por una entrega segura. Si hay daños considerable o faltan objetos y la situación es urgente, comuníquese con la oficina de ventas de Baldor más cercana. El reductor está garantizado según los “Términos y condiciones estándar de venta” de Baldor. Los reclamos de garantía se deben enviar a Baldor en un plazo de un año desde la fecha de instalación, o bien dentro de tres años a partir de la fecha de fabricación, lo que ocurra primero. La garantía no se extienda para fallas atribuibles al uso, almacenamiento o manipulación indebidos, abuso o uso incorrecto.
ADVERTENCIA: Debido a los posibles daños personales o materiales derivados de accidentes provocados por un uso indebido de los productos, es importante seguir los procedimientos correctos. Los productos se deben utilizar de acuerdo con la información técnica especificada en el catálogo. Se deben respetar los procedimientos adecuados de instalación, mantenimiento y operación. Se deben acatar las indicaciones de los manuales de instrucciones. Se deben realizar las inspecciones necesarias para garantizar un funcionamiento seguro con las condiciones predominantes. Se deberán utilizar las guardas y otros dispositivos o procedimientos de seguridad adecuados que se consideren convenientes o que se especifiquen en las normativas de seguridad. Estos no los proporciona ni son responsabilidad de Baldor Electric. La instalación, ajuste y mantenimiento de esta unidad y su equipo asociado los debe efectuar personal calificado que esté familiarizado con la fabricación y el funcionamiento de todos los equipos del sistema y con los posibles riesgos asociados. Cuando pueda haber riesgo de daños personales o materiales, se debe contar con un dispositivo de retención que forme parte integral del equipo impulsado más allá del eje de salida del reductor de velocidad.
REDUCTOR RHB (BISELADO HELICOIDAL DE ÁNGULO RECTO) DE BALDOR
Tamaños 38 a 168
Se deben leer completamente estas instrucciones antes de la instalación o operación.
LUBRICACIÓN DEL REDUCTOR DE ENGRANAJES RHB DE BALDOR
El reductor de engranajes RHB de Baldor se llena en fábrica con aceite mineral ISO 220 tipo EP hasta el nivel correcto para la posición de montaje especificada. Los cambios en la posición de montaje requerirán la reubicación del nivel de aceite y los tapones de venteo. Se puede agregar o drenar aceite hasta obtener el nivel correcto para la nueva posición de montaje. Consulte los diagramas de posiciones de montaje en las páginas 2 y 3 para conocer las ubicaciones correctas de los tapones en las diversas posiciones del reductor Baldor. Se debe revisar el nivel de aceite antes del arranque y con frecuencia de ahí en adelante, de preferencia con la unidad a la temperatura de funcionamiento. La caja de engranajes Baldor se llena en fábrica con lubricante. El lubricante de fábrica es apto para el uso en todas las velocidades de salida y a temperaturas ambiente de -12°C a +41°C (+10°F a +105°F). No se necesita un cambio de aceite inicial tras el período de rodaje. La carga de aceite de fábrica inicial dura hasta 10000 horas o 3 años de servicio, lo que ocurra primero, en ambientes industriales normales. Las condiciones de operación normales se definen como cargas estables que no sobrepasen las condiciones de marcha y las clasificaciones normales, tal como se define en el catálogo de Baldor. Es preciso revisar la cantidad y niveles de aceite con intervalos frecuentes, dependiendo del uso. Se deben realizar cambios de aceite tras 10000 horas de operación, o tres años, lo que ocurra primero. El período se puede prolongar a 20000 horas de operación, o seis años, si es que se utiliza un lubricante sintético. El lubricante se debe cambiar con mayor frecuencia si la unidad está funcionando en un ambiente hostil. En aquellos montajes que quieran lubricación con grasa para rodamientos específicos, relubrique los rodamientos afectados cada año, o cada 2000 horas de operación, lo que ocurra primero. Use una grasa con un endurecedor de complejo de litio y un lubricante a base de petróleo con viscosidad mineral ISO 220. Agregue 5 bombeos de grasa con una pistola engrasadora manual. Los reductores Baldor vienen con tapones de llenado, de nivel de aceite y de drenaje instalados. La unidad incluye un respiradero independiente. Antes de poner la unidad en servicio se debe reemplazar el tapón de llenado por el respiradero. Los modelos HB38 y HF38 (unidades de engranajes de 1, 2 y 3 etapas) tienen un tapón de aceite, la ventilación no es necesaria. NOTA: Para las temperaturas ambiente inferiores a -34°C (-30°F ) se requieren sellos de aceite especiales. Consulte al departamento técnico de aplicaciones. Los volúmenes de aceite de referencia para cada reductor de engranajes Baldor aparecen en la página 3.
2
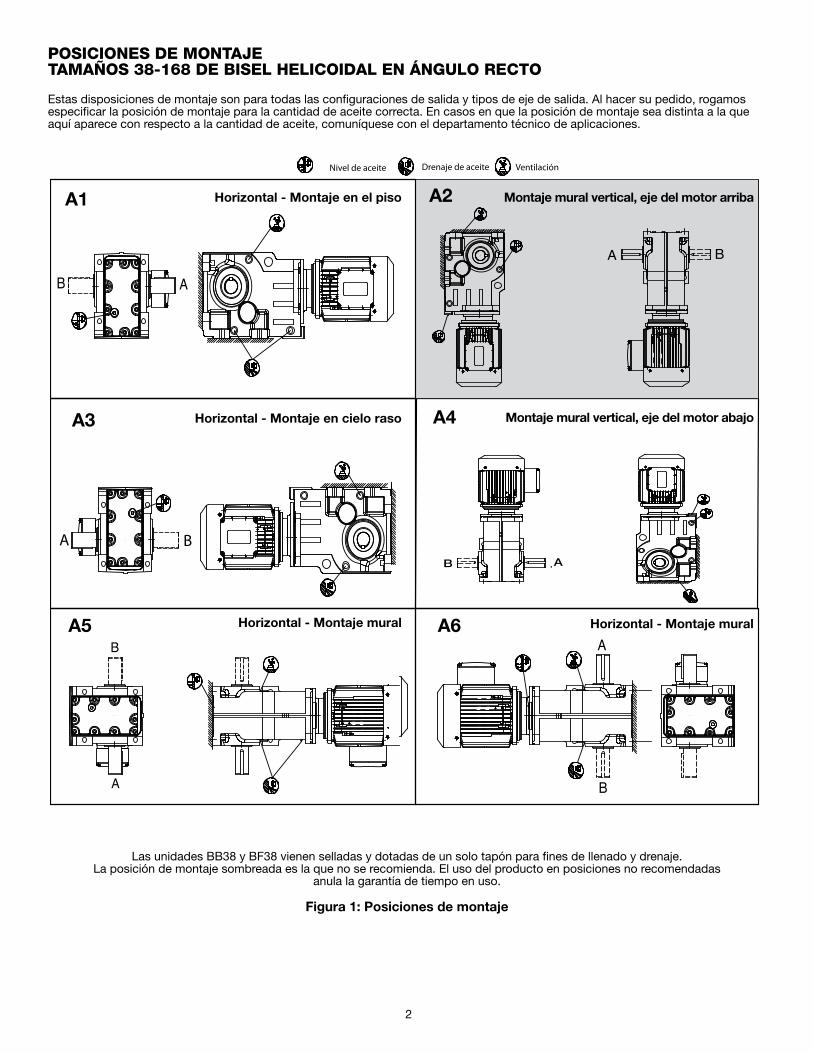
POSICIONES DE MONTAJE TAMAÑOS 38-168 DE BISEL HELICOIDAL EN ÁNGULO RECTO Estas disposiciones de montaje son para todas las configuraciones de salida y tipos de eje de salida. Al hacer su pedido, rogamos especificar la posición de montaje para la cantidad de aceite correcta. En casos en que la posición de montaje sea distinta a la que aquí aparece con respecto a la cantidad de aceite, comuníquese con el departamento técnico de aplicaciones.
Nivel de aceite Drenaje de aceite Ventilación
Horizontal - Montaje en cielo raso
A B
Montaje mural vertical, eje del motor abajo
Montaje mural vertical, eje del motor arriba
Horizontal - Montaje muralHorizontal - Montaje mural
Horizontal - Montaje en el pisoA1 A2
A3 A4
A5 A6
Las unidades BB38 y BF38 vienen selladas y dotadas de un solo tapón para fines de llenado y drenaje. La posición de montaje sombreada es la que no se recomienda. El uso del producto en posiciones no recomendadas
anula la garantía de tiempo en uso.
Figura 1: Posiciones de montaje
3
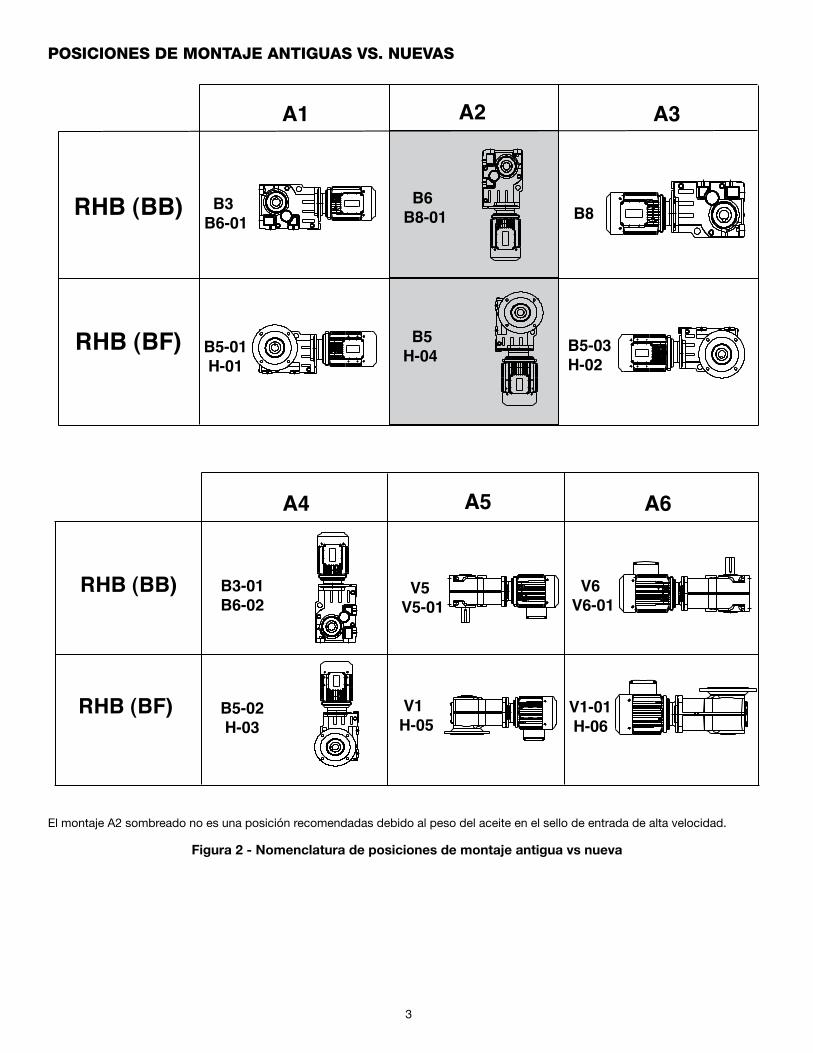
POSICIONES DE MONTAJE ANTIGUAS VS. NUEVAS
El montaje A2 sombreado no es una posición recomendadas debido al peso del aceite en el sello de entrada de alta velocidad.
Figura 2 - Nomenclatura de posiciones de montaje antigua vs nueva

4
Tabla 1 - Cantidad de lubricante aproximado
Tipo Red. Etapa
Posición de montajeA1 A2 A3 A4 A5 A6
Pintas Litros Pintas Litros Pintas Litros Pintas Litros Pintas Litros Pintas LitrosB_38 3 1,0 0,5 1,8 0,8 2,3 1,1 3,1 1,5 2,1 1,0 1,9 0,9B_48 3 1,5 0,7 2,5 1,2 3,6 1,7 4,9 2,3 3,3 1,6 3,8 1,8B_68 3 2,7 1,3 5,1 2,4 6,2 2,9 8,2 3,9 5,9 2,8 5,7 2,7B_88 3 4,7 2,2 9,7 4,6 12,8 6,1 16,3 7,7 10,7 5,1 9,8 4,6
B_108 3 11,7 5,5 17,6 8,3 20,9 9,9 29,3 13,9 19,7 9,3 18,9 8,9B_128 3 17,5 8,3 31,2 14,8 41,4 19,6 53,7 25,4 36,9 17,6 35,1 16,6B_148 3 31,2 14,8 47,3 22,4 63,7 30,2 86,7 41,0 54,9 26,0 59,4 28,1B_168 3 45,8 21,7 73,6 34,8 97,8 46,3 132,3 62,6 86,9 41,1 83,4 39,4
NOTA: No mezcle aceites de fabricantes distintos. Si se cambia a otro tipo o marca de aceite, el lubricante actual se debe drenar y luego irrigar la caja de engranajes con una pequeña cantidad de lubricante nuevo, antes de rellenar con el resto. Ello es necesario para evitar posibles problemas de incompatibilidad entre los dos lubricantes. La lista siguiente entrega alternativas de lubricantes aprobados. Esta no es una lista exclusiva. Se pueden usar lubricantes equivalentes de otros fabricantes. Todos los reductores se llenan en fábrica de acuerdo con la posición de montaje indicada en el pedido. Si se cambia la posición de montaje respecto de la que se indicó en el pedido, se debe modificar también el nivel de aceite. Los volúmenes de aceite que aparecen en los cuadros de posiciones de montaje son aproximados. El nivel de aceite correcto se determina mediante el orificio del nivel de aceite en la carcasa, salvo para los reductores tamaño 38. Si el reductor se pide con el aceite mineral estándar y este posteriormente se cambia por uno sintético, se recomienda cambiar los sellos del eje por un material de Viton (FKM).
Tabla 2 - Tabla de selección de lubricantes
Temperatura ambiente* Tipo de aceite ISO
Grado de viscosidad Aceites disponibles Aceites para uso alimentario dis-ponibles (NSF H1)
-12°C a 41°C (10 ºF a 105 ºF) Aceite mineral 220 Mobilgear 600 XP 220
(llenado estándar de fábrica **) -
-29°C a 13°C (-20 ºF a 50 ºF) Aceite sintético 68 Mobil SHC 626 -
-23°C a 46°C (-10 ºF a 115 ºF) Aceite sintético 220 Mobil SHC 630 -
-0° C a 60° C (30 ºF a 140 ºF) Aceite sintético 460 Mobil SHC 634 -
-4°C a 29°C (25 ºF a 75 ºF) Aceite mineral 220 - Chevron FM 220
7 ºC a 41 ºC (45 ºF a 105 ºF) Aceite mineral 460 - Chevron FM 460
* Las temperaturas ambiente mencionadas son sólo para lubricantes y no indican la idoneidad de una unidad de engranajes en particular para funcionar en dicho ambiente. ** El aceite de fábrica anterior era Mobilgear 630 - Mobilgear 600 XP 220 y Mobilgear 630 son compatibles entre sí y no requieren lavado. Las recomendaciones se harán basándose en los detalles específicos para la aplicación.
El RHB viene con tapones de nivel de aceite, de drenaje y de llenado, salvo por el de tamaño 38, que sólo tiene un tapón de llenado. Antes de comenzar la operación, el respiradero se debe colocar en la posición correcta. La operación continua en condiciones de ambiente frío requiere modificaciones especiales. Comuníquese con la oficina de ventas de Baldor más cercana. La densidad del aceite de llenado estándar de fábrica es 1,98 lbs/litro (0,93 lbs/pinta). La lista siguiente muestra los lubricantes que se ofrecen para el llenado en fábrica de los reductores RHB de Baldor. El lubricante de llenado estándar de fábrica es Mobilgear 600 XP 220, que es un lubricante de aceite mineral de alto rendimiento con aditivos especiales para usarse en productos de engranajes industriales.
5
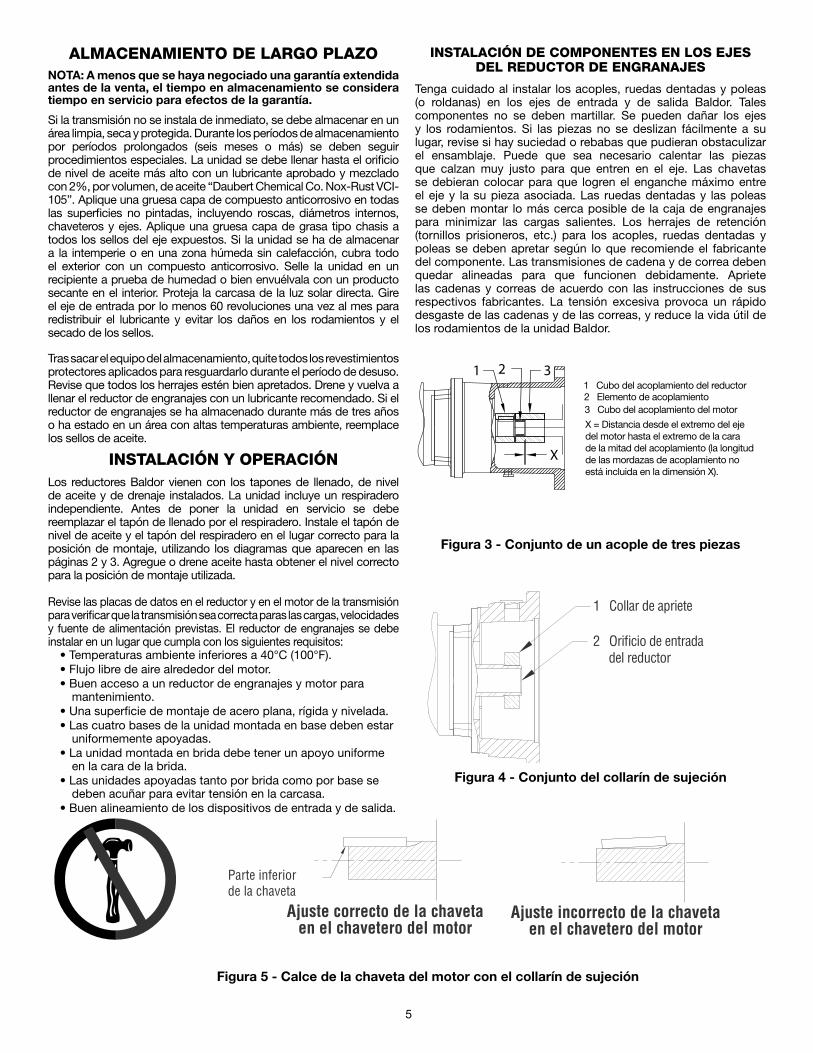
INSTALACIÓN DE COMPONENTES EN LOS EJES DEL REDUCTOR DE ENGRANAJES
Tenga cuidado al instalar los acoples, ruedas dentadas y poleas (o roldanas) en los ejes de entrada y de salida Baldor. Tales componentes no se deben martillar. Se pueden dañar los ejes y los rodamientos. Si las piezas no se deslizan fácilmente a su lugar, revise si hay suciedad o rebabas que pudieran obstaculizar el ensamblaje. Puede que sea necesario calentar las piezas que calzan muy justo para que entren en el eje. Las chavetas se debieran colocar para que logren el enganche máximo entre el eje y la su pieza asociada. Las ruedas dentadas y las poleas se deben montar lo más cerca posible de la caja de engranajes para minimizar las cargas salientes. Los herrajes de retención (tornillos prisioneros, etc.) para los acoples, ruedas dentadas y poleas se deben apretar según lo que recomiende el fabricante del componente. Las transmisiones de cadena y de correa deben quedar alineadas para que funcionen debidamente. Apriete las cadenas y correas de acuerdo con las instrucciones de sus respectivos fabricantes. La tensión excesiva provoca un rápido desgaste de las cadenas y de las correas, y reduce la vida útil de los rodamientos de la unidad Baldor.
1 Cubo del acoplamiento del reductor2 Elemento de acoplamiento3 Cubo del acoplamiento del motor
X = Distancia desde el extremo del eje del motor hasta el extremo de la cara de la mitad del acoplamiento (la longitud de las mordazas de acoplamiento no está incluida en la dimensión X).
1 2 3
X
Figura 3 - Conjunto de un acople de tres piezas
2 Orificio de entrada del reductor
1 Collar de apriete
Figura 4 - Conjunto del collarín de sujeción
Parte inferiorde la chaveta
Ajuste correcto de la chavetaen el chavetero del motor
Ajuste incorrecto de la chavetaen el chavetero del motor
Figura 5 - Calce de la chaveta del motor con el collarín de sujeción
ALMACENAMIENTO DE LARGO PLAZO
NOTA: A menos que se haya negociado una garantía extendida antes de la venta, el tiempo en almacenamiento se considera tiempo en servicio para efectos de la garantía. Si la transmisión no se instala de inmediato, se debe almacenar en un área limpia, seca y protegida. Durante los períodos de almacenamiento por períodos prolongados (seis meses o más) se deben seguir procedimientos especiales. La unidad se debe llenar hasta el orificio de nivel de aceite más alto con un lubricante aprobado y mezclado con 2%, por volumen, de aceite “Daubert Chemical Co. Nox-Rust VCI-105”. Aplique una gruesa capa de compuesto anticorrosivo en todas las superficies no pintadas, incluyendo roscas, diámetros internos, chaveteros y ejes. Aplique una gruesa capa de grasa tipo chasis a todos los sellos del eje expuestos. Si la unidad se ha de almacenar a la intemperie o en una zona húmeda sin calefacción, cubra todo el exterior con un compuesto anticorrosivo. Selle la unidad en un recipiente a prueba de humedad o bien envuélvala con un producto secante en el interior. Proteja la carcasa de la luz solar directa. Gire el eje de entrada por lo menos 60 revoluciones una vez al mes para redistribuir el lubricante y evitar los daños en los rodamientos y el secado de los sellos. Tras sacar el equipo del almacenamiento, quite todos los revestimientos protectores aplicados para resguardarlo durante el período de desuso. Revise que todos los herrajes estén bien apretados. Drene y vuelva a llenar el reductor de engranajes con un lubricante recomendado. Si el reductor de engranajes se ha almacenado durante más de tres años o ha estado en un área con altas temperaturas ambiente, reemplace los sellos de aceite.
INSTALACIÓN Y OPERACIÓN
Los reductores Baldor vienen con los tapones de llenado, de nivel de aceite y de drenaje instalados. La unidad incluye un respiradero independiente. Antes de poner la unidad en servicio se debe reemplazar el tapón de llenado por el respiradero. Instale el tapón de nivel de aceite y el tapón del respiradero en el lugar correcto para la posición de montaje, utilizando los diagramas que aparecen en las páginas 2 y 3. Agregue o drene aceite hasta obtener el nivel correcto para la posición de montaje utilizada. Revise las placas de datos en el reductor y en el motor de la transmisión para verificar que la transmisión sea correcta paras las cargas, velocidades y fuente de alimentación previstas. El reductor de engranajes se debe instalar en un lugar que cumpla con los siguientes requisitos:
• Temperaturas ambiente inferiores a 40°C (100°F). • Flujo libre de aire alrededor del motor. • Buen acceso a un reductor de engranajes y motor para
mantenimiento. • Una superficie de montaje de acero plana, rígida y nivelada. • Las cuatro bases de la unidad montada en base deben estar
uniformemente apoyadas. • La unidad montada en brida debe tener un apoyo uniforme
en la cara de la brida. • Las unidades apoyadas tanto por brida como por base se
deben acuñar para evitar tensión en la carcasa. • Buen alineamiento de los dispositivos de entrada y de salida.

6
Tabla 3 - MONTAJE DE LOS MOTORES EN LOS REDUCTORES DE BRIDA CPARA REDUCTORES DE ENTRADA CON 3 PIEZAS
ACOPLADAS (Consulte la Figura 3)PARA LOS REDUCTORES DE ENTRADA CON COLLARÍN DE
SUJECIÓN (Consulte la Figura 4)
Prepare el motor revisando la extensión del eje del motor en busca de suciedad o daños. Retire todo revestimiento anticorrosivo que pueda haber en el eje. Aplique una fina capa de revestimiento antiagarrotamiento en todo el eje del motor.
Prepare el motor revisando la extensión de su eje en busca de suciedad o daños. Utilice un disolvente para retirar todos los vestigios de revestimiento anticorrosivo que puedan quedar en el eje.
Inserte la chaveta del acople en el chavetero del eje del motor. Deslice la mitad del acople del motor en el eje del motor y colóquela a una distancia “ x” desde el extremo del eje del motor. En la Figura 3 aparece la definición de distancia “ x” . En la tabla de la página 8 encontrará los valores de “ X” para cada motor
Revise el diámetro interno de la entrada en busca de suciedad o daños. Limpie el diámetro interior con un disolvente para quitar todos los vestigios de aceite o de revestimiento anticorrosivo.
Apriete el tornillo prisionero de la mitad del acople del motor al valor de torsión correcto que se indica a continuación.
SÓLO para los motores NEMA: La unidad QUANTIS viene con una chaveta de motor especial larga y alta. 1. Deseche la chaveta del motor y reemplácela por la chaveta
especial suministrada. NO USE LA CHAVETA DEL MOTOR. 2. Si la chaveta especial no encaja perfectamente en el
chavetero del eje del motor, prepare la chaveta para el montaje quitándole un par de secciones en la base. Para ello se puede usar un cincel. Esto se debe realizar en una superficie de trabajo alejada de la unidad QUANTIS y del motor. Este cincelado debiera ensanchar la base de la chaveta y permitir un calce perfecto en el chavetero del motor. En la Figura 5 encontrará la definición de fondo de la chaveta.
3. Instale la chaveta en el chavetero del eje del motor golpeándola ligeramente con un martillo de caucho.
4. Coloque la chaveta de modo que quede plana en el chavetero del eje del motor. La chaveta probablemente se extenderá más allá del extremo del eje del motor. Esto está bien. La chaveta NO DEBE quedar inclinada en el chavetero. La chaveta puede inclinada cuando el eje del motor tiene un chavetero con deslizadera tipo trineo, consulte la Figura 5.
5. Marque el collarín de sujeción con un rotulador de punta fina en ambos lados del tornillo prisionero para indicar dónde se encuentra el centro del tornillo prisionero. Trace una línea descendente a ambos lados del collarín de sujeción que coincida con la línea creada previamente.
6. Retire el tornillo de cabeza Allen y el tornillo prisionero del collarín de sujeción y aplique fijador de roscas Loctite 243. Reinstale los tornillos en el collarín de sujeción. Instale el collarín de sujeción en el reductor eje de entrada y alinéelo con la marca hecha anteriormente en el collarín de sujeción con el centro del chavetero en el eje. Si el collarín de sujeción gira libremente, apriete el tornillo de sujeción firmemente y evite que gire durante el ensamblaje. Cerciórese de que la línea marcada apunte al centro del chavetero.
Revise que la mitad del acople del reductor, con la chaveta en su lugar, esté montado en el eje de entrada del reductor dentro del adaptador de la brida C. Cerciórese de que esta mitad del acople vaya montada en el eje del reductor de modo que el primero se extienda por todo el largo del diámetro interno del acople. Inserte correctamente el acople en estrella en las mordazas del mismo.
El reductor RHB de Baldor de brida C se debe fijar firmemente para evitar deslizamientos al ir montando el motor. El motor se debe girar en su propio deje de modo que los orificios de la brida se alineen con los del adaptador de brida C. Cerciórese de que la caja de conexiones del motor, los engrasadores y drenajes de condensaciones (cuando los hay) estén orientados según lo requiera la posición de montaje del reductor.
El reductor RHB de Baldor de brida C se debe fijar firmemente para evitar deslizamientos al ir montando el motor. El motor se debe girar en su propio deje de modo que los orificios de la brida se alineen con los del adaptador de brida C. Cerciórese de que la caja de conexiones del motor, los engrasadores y los drenajes de condensación (cuando los hay) queden orientados según lo requiera la posición de montaje del reductor.
Levante el motor de manera que quede nivelado y alineado con el eje de entrada del reductor.
Levante el motor de manera que quede nivelado y alineado con el eje de entrada del reductor.
Alinee la mitad del acople del motor de modo que sus mordazas queden alineadas con las aberturas entre la estrella y las mordazas de la mitad del acople del reductor. Presione el motor en su lugar. Los espaciados de la brida del motor al adaptador de la brida C son estrechos, por lo cual un buen alineamiento resulta primordial.
Alinee el eje del motor con el diámetro interior del reductor de engranajes, cerciorándose de que el chavetero del eje del motor esté alineado con la chaveta del diámetro interno de entrada. Presione el motor en su lugar. Los espaciados del eje del motor al diámetro interior de entrada son estrechos, por lo cual un buen alineamiento resulta primordial.
Inserte y apriete los pernos de retención del motor. Apriételos al valor de torsión correcto indicado a continuación.
Inserte y apriete los pernos de retención del motor. Apriete al valor de torsión correcto que se indica a continuación.

7
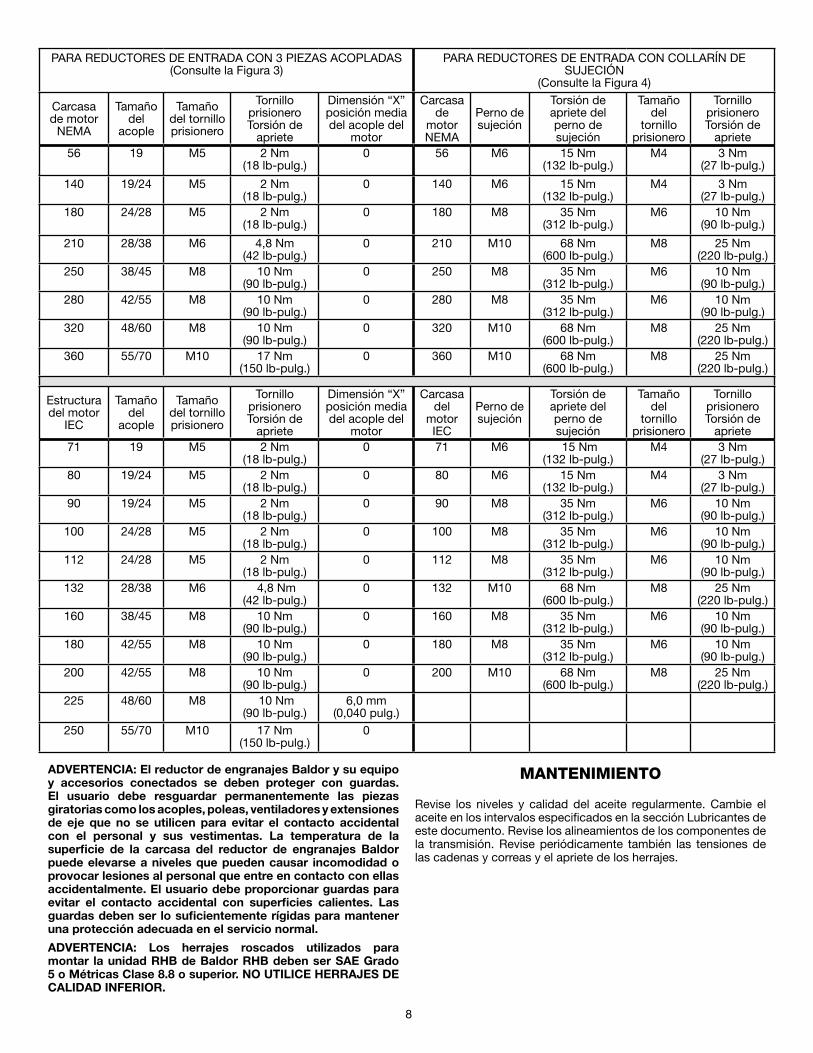
PARA REDUCTORES DE ENTRADA CON 3 PIEZAS ACOPLADAS (Consulte la Figura 3)
PARA LOS REDUCTORES DE ENTRADA CON COLLARÍN DE SUJECIÓN (Consulte la Figura 4)
Carcasa de motor NEMA Perno del motor Torsión de apriete
de pernosCarcasa de motor
NEMA Perno del motor Torsión de apriete de pernos
56-140 3/8—16 31 Nm ( 276 lb-pulg.) 56-140 3/8—16 31 Nm (276 lb-pulg.) 180 1/2—13 75 Nm (660 lb-pulg.) 180 1/2—13 75 Nm (660 lb-pulg.) 210 1/2—13 75 Nm (660 lb-pulg.) 210 1/2—13 75 Nm (660 lb-pulg.) 250 1/2—13 75 Nm (660 lb-pulg.) 250 1/2—13 75 Nm (660 lb-pulg.) 280 1/2—13 75 Nm (660 lb-pulg.) 280 1/2—13 75 Nm (660 lb-pulg.) 320 5/8—11 150 Nm (1320 lb-pulg.) 320 5/8—11 150 Nm (1320 lb-pulg.) 360 5/8—11 150 Nm (1320 lb-pulg.) 360 5/8—11 150 Nm (1320 lb-pulg.)
Estructura del motor IEC Perno del motor Torsión de apriete
de pernosEstructura del
motor IEC Perno del motor Torsión de apriete de pernos
71 M8 25 Nm (220 lb-pulg.) 71 M8 25 Nm (220 lb-pulg.) 80 M10 50 Nm (440 lb-pulg.) 80 M10 50 Nm (440 lb-pulg.) 90 M10 50 Nm (440 lb-pulg.) 90 M10 50 Nm (440 lb-pulg.)
100 M12 90 Nm (800 lb-pulg.) 100 M12 90 Nm (800 lb-pulg.) 112 M12 90 Nm (800 lb-pulg.) 112 M12 90 Nm (800 lb-pulg.)132 M12 90 Nm (800 lb-pulg.) 132 M12 90 Nm (800 lb-pulg.) 160 M16 210 Nm (1860 lb-pulg.) 160 M16 210 Nm (1860 lb-pulg.) 180 M16 210 Nm (1860 lb-pulg.) 180 M16 210 Nm (1860 lb-pulg.) 200 M16 210 Nm (1860 lb-pulg.) 200 M16 210 Nm (1860 lb-pulg.) 225 M16 210 Nm (1860 lb-pulg.)250 M16 210 Nm (1860 lb-pulg.)
PARA REDUCTORES DE ENTRADA CON 3 PIEZAS ACOPLADAS (Consulte la Figura 3)
Para los REDUCTORES DE ENTRADA CON COLLARÍN DE SUJECIÓN (Consulte la Figura 4)
Vea el conjunto del acople a través del orificio de acceso en el adaptador de la brida C. 1. Cerciórese de que las mordazas de los acoples enganchen
en la estrella. Si no es así, afloje el tornillo prisionero en el reductor mitad del acople y deslícelo hacia adelante hasta lograr un enganche pleno de las mordazas. Sin embargo, cerciórese de que las mordazas de una mitad del acople no entren en contacto con el cubo de la mitad del acople.
2. Alcanzando por el orificio de acceso en el adaptador de la brida C con una llave hexagonal, apriete el tornillo prisionero del acople en la mitad del acople del reductor a la torsión recomendada que se indica a continuación.
Vea el collarín de sujeción a través de los orificios de acceso en el adaptador de la brida C. 1. Gire el collarín de sujeción para colocar el tornillo prisionero
sobre la chaveta, si es necesario. 2. Apriete el tornillo prisionero a la torsión indicada
a continuación. 3. Alcance por el orificio de acceso en el adaptador de la brida
C con un cubo hexagonal y apriete el perno de contención del collarín de sujeción al valor de torsión que se indica a continuación.
Reemplace los tapones del orificio de acceso en el adaptador de la brida C.
Reemplace los tapones del orificio de acceso en el adaptador de la brida C.
NOTA: Una llave de chaveta hexagonal con mango en T no es lo suficientemente rígida para apretar debidamente los tornillos prisioneros del acople. Se debe usar una extensión de llave de cubo de gran diámetro con una inserción de chaveta hexagonal corta junto con una llave de torsión. Si no se aprietan los tornillos prisioneros a la torsión adecuada se puede producir movimiento entre los ejes y los componentes del acople y causar un desgaste prematuro de los ejes, el acople y las chavetas.
NOTA: La llave de chaveta hexagonal con mango en T no es lo suficientemente rígida para apretar debidamente el perno del collarín de sujeción. Se debe usar una extensión de llave de cubo con una inserción hexagonal junto con una llave de torsión. Si no se aprieta el collarín de sujeción a la torsión adecuada se puede producir movimiento entre los ejes del motor y del reductor, y causar una desgaste prematuro en los ejes y las chavetas
8
ADVERTENCIA: El reductor de engranajes Baldor y su equipo y accesorios conectados se deben proteger con guardas. El usuario debe resguardar permanentemente las piezas giratorias como los acoples, poleas, ventiladores y extensiones de eje que no se utilicen para evitar el contacto accidental con el personal y sus vestimentas. La temperatura de la superficie de la carcasa del reductor de engranajes Baldor puede elevarse a niveles que pueden causar incomodidad o provocar lesiones al personal que entre en contacto con ellas accidentalmente. El usuario debe proporcionar guardas para evitar el contacto accidental con superficies calientes. Las guardas deben ser lo suficientemente rígidas para mantener una protección adecuada en el servicio normal. ADVERTENCIA: Los herrajes roscados utilizados para montar la unidad RHB de Baldor RHB deben ser SAE Grado 5 o Métricas Clase 8.8 o superior. NO UTILICE HERRAJES DE CALIDAD INFERIOR.
MANTENIMIENTO
Revise los niveles y calidad del aceite regularmente. Cambie el aceite en los intervalos especificados en la sección Lubricantes de este documento. Revise los alineamientos de los componentes de la transmisión. Revise periódicamente también las tensiones de las cadenas y correas y el apriete de los herrajes.
PARA REDUCTORES DE ENTRADA CON 3 PIEZAS ACOPLADAS (Consulte la Figura 3)
PARA REDUCTORES DE ENTRADA CON COLLARÍN DE SUJECIÓN
(Consulte la Figura 4)
Carcasa de motor
NEMA
Tamaño del
acople
Tamaño del tornillo prisionero
Tornillo prisionero Torsión de
apriete
Dimensión “X” posición media del acople del
motor
Carcasa de
motor NEMA
Perno de sujeción
Torsión de apriete del perno de sujeción
Tamaño del
tornillo prisionero
Tornillo prisionero Torsión de
apriete56 19 M5 2 Nm
(18 lb-pulg.) 0 56 M6 15 Nm
(132 lb-pulg.) M4 3 Nm
(27 lb-pulg.)
140 19/24 M5 2 Nm (18 lb-pulg.)
0 140 M6 15 Nm (132 lb-pulg.)
M4 3 Nm (27 lb-pulg.)
180 24/28 M5 2 Nm (18 lb-pulg.)
0 180 M8 35 Nm (312 lb-pulg.)
M6 10 Nm (90 lb-pulg.)
210 28/38 M6 4,8 Nm (42 lb-pulg.)
0 210 M10 68 Nm (600 lb-pulg.)
M8 25 Nm (220 lb-pulg.)
250 38/45 M8 10 Nm (90 lb-pulg.)
0 250 M8 35 Nm (312 lb-pulg.)
M6 10 Nm (90 lb-pulg.)
280 42/55 M8 10 Nm (90 lb-pulg.)
0 280 M8 35 Nm (312 lb-pulg.)
M6 10 Nm (90 lb-pulg.)
320 48/60 M8 10 Nm (90 lb-pulg.)
0 320 M10 68 Nm (600 lb-pulg.)
M8 25 Nm (220 lb-pulg.)
360 55/70 M10 17 Nm (150 lb-pulg.)
0 360 M10 68 Nm (600 lb-pulg.)
M8 25 Nm (220 lb-pulg.)
Estructura del motor
IEC
Tamaño del
acople
Tamaño del tornillo prisionero
Tornillo prisionero Torsión de
apriete
Dimensión “X” posición media del acople del
motor
Carcasa del
motor IEC
Perno de sujeción
Torsión de apriete del perno de sujeción
Tamaño del
tornillo prisionero
Tornillo prisionero Torsión de
apriete71 19 M5 2 Nm
(18 lb-pulg.) 0 71 M6 15 Nm
(132 lb-pulg.) M4 3 Nm
(27 lb-pulg.) 80 19/24 M5 2 Nm
(18 lb-pulg.) 0 80 M6 15 Nm
(132 lb-pulg.) M4 3 Nm
(27 lb-pulg.) 90 19/24 M5 2 Nm
(18 lb-pulg.) 0 90 M8 35 Nm
(312 lb-pulg.) M6 10 Nm
(90 lb-pulg.) 100 24/28 M5 2 Nm
(18 lb-pulg.) 0 100 M8 35 Nm
(312 lb-pulg.) M6 10 Nm
(90 lb-pulg.) 112 24/28 M5 2 Nm
(18 lb-pulg.) 0 112 M8 35 Nm
(312 lb-pulg.) M6 10 Nm
(90 lb-pulg.) 132 28/38 M6 4,8 Nm
(42 lb-pulg.) 0 132 M10 68 Nm
(600 lb-pulg.) M8 25 Nm
(220 lb-pulg.) 160 38/45 M8 10 Nm
(90 lb-pulg.) 0 160 M8 35 Nm
(312 lb-pulg.) M6 10 Nm
(90 lb-pulg.) 180 42/55 M8 10 Nm
(90 lb-pulg.) 0 180 M8 35 Nm
(312 lb-pulg.) M6 10 Nm
(90 lb-pulg.) 200 42/55 M8 10 Nm
(90 lb-pulg.) 0 200 M10 68 Nm
(600 lb-pulg.) M8 25 Nm
(220 lb-pulg.) 225 48/60 M8 10 Nm
(90 lb-pulg.)6,0 mm
(0,040 pulg.) 250 55/70 M10 17 Nm
(150 lb-pulg.)0

9
BA
U
C
M4 M4
VG
Figura 8 - Disposición de desmontaje
Tabla 4 - Torsiones de apriete para el perno de retención
Torsión de apriete recomendada para el perno de retención
Tamaño de la unidad
Tamaño de la rosca del perno (M)
Torsión
B383/8–16 248 pulg. lb.
M10 16 N-m
B483/8–16 248 pulg. lb.
M12 28 N-m
B685/8–11 611 pulg. lb.
M16 69 N-m
B883/4–10 1221 pulg. lb.
M16 69 N-m
B1083/4–10 1221 pulg. lb.
M20 138 N-m
B1283/4–10 1221 pulg. lb.
M20 138 N-m
B1483/4–10 1221 pulg. lb.
M20 138 N-m
B1681–8 2098 pulg. lb.
M24 237 N-m
ENSAMBLAJE / DESMONTAJE REDUCTOR BISELADO HELICOIDAL (RHB)
Siga las instrucciones descritas a continuación al montar y desmontar esta unidad. No acatar las instrucciones descritas puede producir daños en la unidad de engranajes en el eje de impulsión de la máquina. Para facilitar el montaje, se recomienda biselar el eje de impulsión de la máquina. NO MARTILLE EL EJE DE LA CAJA DE ENGRANAJES EN EL EJE DE IMPULSIÓN DE LA MÁQUINA. El eje de impulsión de la máquina se debe producir en conformidad con las dimensiones que aparecen en las tablas adjuntas de 5 o 6. ENSAMBLAJE: Todas las cajas de engranajes del eje montado vienen con A) Anillo de retención B) Placa de retención C) Perno de retención D) Arandela a resorte y E) Tapa para el polvo, tal como se aprecia en montaje terminado, Figura 7. La caja de engranajes se introduce en el eje mediante un conjunto de una varilla roscada y una tuerca, tal como se aprecia en la Figura 6 a continuación. La varilla roscada y espaciador no se suministran. La varilla roscada (M) se especifica en la Tabla 5 o 6. Luego de haber insertado totalmente la caja de engranajes en el eje de la máquina de manera firme contra el reborde de respaldo del eje de la máquina, se debe trabar en su lugar con el perno de retención apretado a la torsión que aparece en la Tabla 4.
ESPACIADORTUERCA
VARILLAROSCADA
Eje de transmisión de la máquina Soporte de refuerzo
Figura 6 - Conjunto de varilla roscada y tuerca
B
C
D
E
A
Figura 7 - Montaje terminado
DESMONTAJE: Antes del desmontaje, se deben quitar la tapa del polvo, el perno de retención, la arandela a resorte, la placa de retención y el anillo de retención. Para facilitar el desmontaje, se recomienda contar con y utilizar las siguientes herramientas: La tuerca redonda (A) con chaveta va insertada en el espacio libre entre el anillo de retención en el eje hueco de la unidad de engranajes y el extremo del eje de impulsión de la máquina. El perno de desprendimiento (B) va atornillado en la tuerca (A), la cual presiona un disco (C) contra el eje de impulsión de la máquina. La fuerza resultante empuja la caja de engranajes y la retira del eje de impulsión de la máquina. Consulte la Figura 8 para ver la disposición de desmontaje. Observe: El perno de retención suministrado con la unidad de engranajes no se puede usar para este fin y se debe reemplazar por el perno especificado en la Tabla 5 o 6. La tuerca muescada redonda y el disco deben estar hechos de acero 1045 y el perno de desprendimiento debe ser mínimo SAE Grado 5

10
VBPERNO DE RETENCIÓN M
TUERCA REDONDA ENCHAVETADA
UY
Y
xUE
FG
xFH
FV
CONEXIÓN M1
PERNO DE DESMONTAJE
M1VB1
S
DISCO
xUE
GF
EJE DE TRANSMISIÓNDE LA MÁQUINA
VL
xUG
CONEXIÓN M
2,5 x MMÍNIMO
CHAVETA SUMINISTRADA POR EL CLIENTE.DIMENSIONES DE REFERENCIA, CAJA DE ENGRANAJES PARA CHAVETA RECOMENDADA.
xRS
Montaje / desmontaje del diámetro interno hueco recto
TABLA 5 - EJES EN PULGADAS para la instalación de diámetros internos rectos de huecos Dimensiones - Pulgadas
Tamaño de la
unidad
FG Ø FH FV GF M M1 M4 S Ø U Y Máx.
Ø UE Ø UG tol. UY Máx
VL VB VB1 VG Ø RS ②
B_38 0,38 0,75 0,625 0,12 3/8-16 3/8-16 1,73 0,31 1,250 0,250 1,245 1,250 +0,000 -0,0006 1,367 3,50 1,75 6,00 4,02 1,75
B_48 0,38 0,93 0,625 0,12 3/8-16 5/8-18 2,28 0,50 1,375 0,312 1,370 1,375 +0,000 -0,0006 1,52 4,50 1,75 7,00 5,04 1,875
B_68 0,50 1,06 0,875 0,255/8-11
3/4-10 2,72 0,631,500
0,3751,495 1,5 +0,000
-0,0006 1,6695,25 2,25 8,00 5,91
2,00
3/8-16 1,4375 1,433 1,4375 +0,000 -0,0006 1,605 1,9375
B_88 0,50 1,37 0,813 0,253/4-10
7/8-14 3,07 0,812,000
0,51,995 2,000 +0,000
-0,0007 2,226,5 2,25 9,50 7,09
2,50
5/8-11 1,9375 1,933 1,938 +0,000 -0,0006 2,16 2,4375
B_108 0,50 1,75 1,00 0,31 3/4-10 7/8-14 3,66 0,812,375
0,6252,370 2,375 +0,000
-0,0007 2,657,25 3,00 12,50 8,19
2,875
2,4375 2,433 2,438 +0,000 -0,0007 2,714 2,9375
B_128 0,50 2,00 1,00 0,31 3/4-10 7/8-14 4,84 0,812,750 0,625 2,745 2,750 +0,000
-0,0007 3,039,5 3,00 14,00 10,35
3,25
2,9375 0,750 2,933 2,938 +0,000 -0,0007 3,269 3,4375
B_148 0,50 2,62 1,00 0,31 1-8 1-1/4-12 5,83 1,00
3,6250,875
3,620 3,625 +0,000 -0,0009 4,01
11,00 3,00 16,00 12,204,125
3,4375 3,433 3,438 +0,000 -0,0009 3,82 3,9375
B_168 0,50 3,00 1,25 0,31 1-8 1-1/4-12 6,89 1,00
4,0001,000
3,995 4,000 +0,000 -0,0009 4,44
13,25 3,00 18,50 14,414,50
3,9375 3,933 3,938 +0,000 -0,0009 4,378 4,4375
Las tolerancias de eje hueco (para la dimensión U) aparecen en las páginas de la dimensiones de la caja de engranajes.
La tolerancia para la dimensión UE debiera ser -0,01 pulg. (0,254 mm) para los ejes con diámetro interior en dicha medida
Los diámetros de eje en negritas indican eje estándar
② La dimensión RS es el diámetro del reborde del eje mínimo recomendado

11
VBPERNO DE RETENCIÓN M
TUERCA REDONDA ENCHAVETADA
UY
Y
xUE
FG
xFH
FV
CONEXIÓN M1
PERNO DE DESMONTAJE
M1VB1
S
DISCO
xUE
GF
EJE DE TRANSMISIÓNDE LA MÁQUINA
VL
xUG
CONEXIÓN M
2,5 x MMÍNIMO
CHAVETA SUMINISTRADA POR EL CLIENTE.DIMENSIONES DE REFERENCIA, CAJA DE ENGRANAJES PARA CHAVETA RECOMENDADA.
xRS
Montaje / desmontaje del diámetro interno hueco recto
TABLA 6 - EJES MÉTRICOS para la instalación del diámetro interno hueco recto Dimensiones - mm
Tamaño de la
unidadFG Ø FH FV GF M M1 M4 S Ø U Y Máx. Ø UE Ø UG tol. UY
Máx VL VB VB1 VG Ø RS ②
B_38 10 9 15 6 M10 M10 x 1,5 44 8 30 8 29,9 30 +0,000 -0,013 33 90 40 150 102 42
B_48 9 22 15 6M12
M12 x 1,5 58 1035 10 34,9 35 +0,0000
-0,0016 38115 60 180 128
47
M16 40 12 39,9 40 +0,0000 -0,0016 43 52
B_68 13 26 20 7 M16 M16 x 1,5 69 1340 12 39,9 40 +0,0000
-0,0016 43135 60 210 150
52
45 14 44,9 45 +0,0000 -0,0016 49 57
B_88 13 35 20 7M16
M16 x 1,5 78 1350 14 49,9 50 +0,0000
-0,0016 53165
60250 180
62
M20 60 18 59,9 60 +0,0000 -0,0019 64 70 72
B_108 12 45 24 10 M20 M20 x 1,5 93 1660 18 59,9 60 +0,0000
-0,0019 64185 80 320 208
72
70 20 69,9 70 +0,0000 -0,0019 74 82
B_128 12 52 24 10 M20 M20 x 1,5 123 1670 20 69,9 70 +0,0000
-0,0019 74240
80360 263
82
80 22 79,9 80 +0,000 -0,019 85 85 92
B_148 7 61 24 10M20
M20 x 1,5 148 1680 22 79,9 80 +0,0000
-0,0019 85280
85410 310 102
M24 90 25 89,9 90 +0,000 -0,022 95 95
B_168 8 79 30 10 M24 M24 x 1,5 175 20100
2899,9 100 +0,0000
-0,0022 106330
95470 366
112
110 109,9 110 +0,000 -0,022 116 100 122
Las tolerancias del eje hueco (para la dimensión U) aparecen en las páginas de dimensiones de la caja de engranajes.
La tolerancia para la dimensión UE debe ser de -0,02 mm para los ejes con diámetro interno métrico.
Los diámetros de eje en negritas indican eje estándar
② La dimensión RS es el diámetro del reborde del eje mínimo recomendado
P.O. Box 2400, Fort Smith, AR 72902-2400 EE. UU., Tel.: (1) 479.646.4711, Fax (1) 479.648.5792, Fax internacional (1) 479.648.5895
www.baldor.com
© Baldor Electric Company IMN1698SP (Reemplaza 499049)
Reservados todos los derechos. Impreso en EE. UU. 4/11 Printshop 100
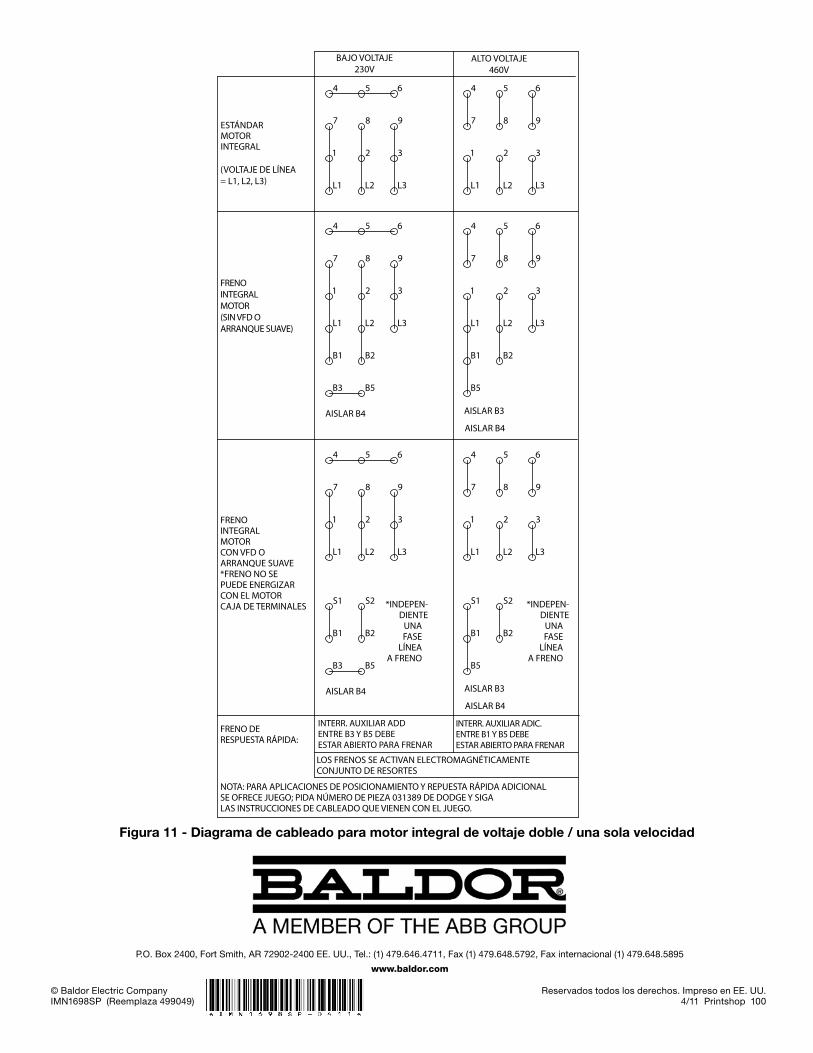
BAJO VOLTAJE
230VALTO VOLTAJE
460V
ESTÁNDARMOTORINTEGRAL
(VOLTAJE DE LÍNEA= L1, L2, L3)
FRENOINTEGRALMOTOR(SIN VFD OARRANQUE SUAVE)
FRENOINTEGRALMOTORCON VFD OARRANQUE SUAVE*FRENO NO SEPUEDE ENERGIZARCON EL MOTORCAJA DE TERMINALES
1 2 3
987
4 5 6
L1 L2 L3
4 5 6
987
1 2 3
L1 L2 L3
1 2 3
987
4 5 6
L1 L2 L3
B1 B2
B3 B5
AISLAR B4
4 5 6
987
1 2 3
L1 L2 L3
B1
B5
AISLAR B3
AISLAR B4
B2
1 2 3
987
4 5 6
L1 L2 L3
4 5 6
987
1 2 3
L1 L2 L3
B3 B5
*INDEPEN-DIENTE
UNA FASE
LÍNEA A FRENO
B1
B5
B2
S1 S2
B1 B2
INTERR. AUXILIAR ADDENTRE B3 Y B5 DEBEESTAR ABIERTO PARA FRENAR
FRENO DERESPUESTA RÁPIDA:
INTERR. AUXILIAR ADIC.ENTRE B1 Y B5 DEBEESTAR ABIERTO PARA FRENAR
NOTA: PARA APLICACIONES DE POSICIONAMIENTO Y REPUESTA RÁPIDA ADICIONALSE OFRECE JUEGO; PIDA NÚMERO DE PIEZA 031389 DE DODGE Y SIGALAS INSTRUCCIONES DE CABLEADO QUE VIENEN CON EL JUEGO.
S1 S2
LOS FRENOS SE ACTIVAN ELECTROMAGNÉTICAMENTECONJUNTO DE RESORTES
*INDEPEN-DIENTE
UNA FASE
LÍNEA A FRENO
AISLAR B4 AISLAR B3
AISLAR B4
Figura 11 - Diagrama de cableado para motor integral de voltaje doble / una sola velocidad