recuperaciÓn de energÍa en proceso de producciÓn...
TRANSCRIPT

PONTIFICIA UNIVERSIDAD CATÓLICA DE VALPARAISO FACULTAD DE INGENIERIA ESCUELA DE INGENIERIA QUIMICA
PROYECTO PARA OPTAR AL TITULO DE INGENIERO CIVIL QUIMICO
RECUPERACIÓN DE ENERGÍA EN PROCESO DE PRODUCCIÓN DE ÁCIDO SULFÚRICO
Planta de Ácido Sulfúrico Codelco Chile-División Ventanas
Alumno: Vincenzo Sartori Estévez
Profesor Guía: Horacio Aros Meneses
Tutor Codelco:
Rubén Herrera
2012

Agradecimientos
A mis padres Raul y Maria Teresa, quienes me ayudaron incondicionalmente,
me apoyaron en los momentos difíciles y me dieron palabras de aliento para lograr
este gran paso.
A mi hermano Franco, por su cariño y confianza.
A Gabriela, por su amor y cariño, que en todo momento me dio su apoyo,
mantuvo su Fe en mí y me aconsejo e incentivo cuando fue necesario.
Finalmente agradecer al profesor Horacio Aros por su ayuda y disposición.

Resumen
La realización de esta memoria de titulo tiene como objetivo diseñar un proceso
de recuperación de energía para la Planta de Ácido de la División Ventanas de
CODELCO CHILE
Se inició la memoria la búsqueda del marco teórico, en el cual se estudio la
recuperación de energía en la industria, los tipos de recuperación y el tipo de energía
disponible en plantas de ácido de doble absorción y finalmente se analizaron
sistemas de recuperación de energía existentes.
Posteriormente para poder diseñar un sistema acorde a las necesidades, se
evaluó la situación energética, que tuvo el objetivo de obtener datos energéticos
reales a la hora del diseño de un sistema de recuperación de energía. El trabajo
consistió en medir, analizar y comparar la información obtenida con los valores de
diseño de la planta de ácido de la División Ventanas, la cual mostro que existen dos
nodos importantes de recuperación de energía térmica en la planta de ácido. El
primer nodo es el sistema de circulación de ácido, el cual esta subdivido en dos
circuitos:
- Calor transferido en el “lavado de gases”, con un aporte térmico a las aguas
de enfriamiento de 14.336 KW.
- Calor transferido en el “secado de gases” y “absorción de gases”, con un
aporte térmico a las aguas de enfriamiento de 42.684 KW.

El segundo nodo lo representan los intercambiadores gas-aire del sistema de
conversión de SO2 a SO3, con un aporte a energético de 2.984 KW.
Después de conocer la situación energética de la Planta de Ácido de la División
Ventanas se diseño un sistema de recuperación de energía, el cual recupera calor
del ácido de circulación de la absorción intermedia (Torre K6), con el objetivo de
generar agua a 62°C, para ser usado en: calefacción de electrolito, precalentamiento
de agua fresca de alimentación a calderas y calefacción de otros procesos,
permitiendo un ahorro en el consumo de gas en calderas y en la evaporación de
agua (Torre W11).
Finalmente se realizó una evaluación económica al sistemas de recuperación de
energía diseñado, obteniéndose un capital total de inversión de 444.750 USD,
genera un ahorro en los costos operacionales de las calderas a gas y evaporación de
agua de 237.828 USD/año, resultando finalmente una recuperación de la inversión
de 2 años.

Índice
Capítulo 1..…………………………………………………………………………….………1
1.1. Introducción ………………………………………………………………………...…...1
1.1.1. Enfoque de la Eficiencia Energética ……..………………………………...1
Capítulo 2 ……………………………………………………………………………………..4
2.1. Definición de Objetivos ………………………………………………………………...4
2.1.1. Objetivo General………………………….………………………………….. 4
2.1.2. Objetivos Específicos…………………….………………………………….. 4
2.2. Antecedentes Generales de Codelco-Chile …………………………………………7
2.3. Antecedentes de Codelco División Ventanas…………..……………………………8
2.3.1. Planta de Ácido Sulfúrico …………………………………………….…...…9
Capítulo 3 ……………………………………………………………………………………15
3.1. Marco Teórico …………….………………………………………………………...…15
3.1.1. Recuperación de Energía en la Industria….…...………………………...15
3.1.2. Recuperación de Energía en una Planta de Ácido..……...……………..16
3.1.2.1. Energía de Alto Grado..................................………...………...16
3.1.2.2. Energía de Bajo Grado.................................………...………...17
3.1.2.3. Recuperación en distintos tipos de Plantas..........…..………...17
3.1.3. Sistemas para Recuperación de Energía de Bajo Grado.................…..19
3.1.3.1. Sistema ORC................................................………...………...19
3.1.3.2. Generación de Vapor a Baja Presión.............................……...23
Capítulo 4 ……………………………………………………………………………………31
4.1. Evaluación de la Situación Energética.........................................………………..31
4.1.1. Lavado, Secado y Absorción de Gases…………………………………...31
4.1.1.1.Mediciones y cálculos realizados…………………….……….....32
4.1.2. Intercambiadores Gas-Aire…………….…………………………………...51
4.1.2.1.Mediciones y cálculos realizados…………………….……….....52
Capítulo 5 ……………………………………………………………………………………54
5.1. Diseño de Sistema de Recuperación de Energía................................................54
5.1.1. Sistema de Recuperación de Calor "circuito ácido fuerte"...…..…...…...55
5.1.1.1. Descripción del sistema…………………….………...................55
5.1.1.2. Usos para el agua a 62°C obtenida……….………...................56
5.1.2. Diseño operacional de nuevos intercambiadores de placas …………...59
5.1.3. Diseño operacional de bomba para intercambiadores nuevos………...70
5.1.4. Análisis de operación bombas P10/1-2 y P70/1-2…………………….…83
5.1.4.1. Análisis Bombas P10/1-2…….…………….……...….................83
5.1.4.2. Análisis Bombas P70/1-2…….…………….……...….................96
5.1.5. Evaluación Económica....…………………………………………………108
5.1.5.1. Capital Total de Inversión…….…………….……….................108
5.1.5.2. Ahorro Generado y Recuperación de la Inversión………......110
Capítulo 6.………………………………………………………………………………….111
6.1. Conclusiones………………………………..……………………………………….111
6.2. Bibliografía …………………………………..……………………………………….116
Anexo I....…………………………………………………………………………………..118
Anexo II.…………………………………..………………………………………………..141
Anexo III.……….…………………………………………………………………………..146

Índice de Figuras
Figura 1. Esquema General de Captación de Gases……...……………...…………...10
Figura 2. Esquema General Limpieza Húmeda.…………………………...……...……11
Figura 3. Esquema General Secado y Absorción……..………………...……………...12
Figura 4. Esquema General Etapa de Contacto ………………………………………..14
Figura 5. ORC con líquido refrigerante de freón.……………………………………….20
Figura 6. Esquema del sistema HRS……………………………………………………..25
Figura 7. Esquema del sistema HEROS…………………………………………………28
Figura 8. Perfil de temperatura para flujo contracorriente……………………………...42
Figura 9. Esquema actual del circuito de la Torre W11………………………………...54
Figura 10. Esquema general del nuevo sistema de recuperación de calor……........56
Figura 11. Esquema del aprovechamiento de agua caliente generada......................57
Figura 12. Factor térmico para intercambiadores de placas (Alfa Laval)…………….65
Figura 13. Esquema de nueva bomba para sistema propuesto………………………70
Figura 14. Esquema de bombas P10/1-2 (operación actual)…………….…………....83
Figura 15. Esquema de bombas P10/1-2 (operación para nuevo sistema)................88
Figura 16. Esquema de bombas P70/1-2 (operación actual)......................................96
Figura 17. Esquema de bombas P70/1-2 (operación para nuevo sistema)..............102

Índice de Tablas
Tabla 1. Capacidades de cada planta por División de Codelco ……….................…...5
Tabla 2. Capacidades de plantas de ácido para Fundiciones en Chile………......…..6
Tabla 3. Capacidades de plantas de ácido no relacionadas a fundiciones............…..6
Tabla 4. Costos estimativos por unidad del Sistema ORC……..……………………...21
Tabla 5. Resumen de Ventajas/Desventajas del Sistema ORC……………………....22
Tabla 6. Parámetros de vapor para Sistema HRS y HEROS…...……………….........28
Tabla 7. Resumen de Ventajas/Desventajas del Sistemas HRS y HEROS......…….30
Tabla 8. Parámetros operacionales y calores de diseño (ácido)................................33
Tabla 9. Parámetros operacionales y calores de diseño (agua).................................33
Tabla 10. Valores reales W1/1-3 (lado ácido)…..……………………….................…..35
Tabla 11. Valores reales W20 (lado ácido).............................................................…35
Tabla 12. Valores reales W7/1-2 (lado ácido)……………….................................…..36
Tabla 13. Valores realesW21/1-4 (lado ácido).…………........……........…...…………37
Tabla 14. Valores reales W8 (lado ácido)..............................................................….38
Tabla 15. Valores reales W9 (lado ácido)…...............................................................39
Tabla 16. Resumen de los calores reales promedio.....................................………...39
Tabla 17. Factores de ensuciamiento normales………………………………………..44
Tabla 18. LMTD, U y Rd, de diseño (lado agua).........................................................45
Tabla 19. Valores reales temperatura W1/1-3 (lado agua)...…….…………………….46
Tabla 20. Valores reales W20 (lado agua)………......………………………………..…46
Tabla 21. Valores reales W7/1-2 (lado agua)…………...…………………….……...…47
Tabla 22. Valores reales W21/1-4 (lado agua)………………………………….....……47
Tabla 23. Valores reales W8 (lado agua)…………………………………………….….48
Tabla 24. Valores reales W9 (lado agua)………………………………….…………….48
Tabla 25. LMTD, U y Rd reales calculados ………………………………………….….49

Tabla 26. Comparación entre diseño, cálculo realizado al ácido y agua de ∆H….....50
Tabla 27. Parámetros de diseño para intercambiadores W26 y W27………………..51
Tabla 28. ∆H reales calculados para el intercambiador W26………………………....52
Tabla 29. ∆H reales calculados para el intercambiador W27…………………………52
Tabla 30. Resumen comparativo................................................................................53
Tabla 31. Ventajas/Desventajas del sistema de recuperación de calor......................58
Tabla 32. Opciones de flujos totales para el diseño de intercambiadores nuevos.....59
Tabla 33. Tipos de intercambiadores de placas y flujos máximos de operación……60
Tabla 34. Propiedades físicas y condiciones de operación para los fluidos…………61
Tabla 35. Resistencias a la incrustación placas.........................................................62
Tabla 36. Características de algunas de las placas standard "Alfa Laval"…….……64
Tabla 37. Resumen comparativo de potencias requeridas de bombas....................107
Tabla 38. Capital Total de Inversión para nuevo sistema de recuperación…...…...109
Tabla 39. Resumen de energía térmica real disponible en la PA……………….......113

1
Capitulo 1
1.1. Introducción
La recuperación de energía es un factor determinante en la competitividad
económica de las empresas, de su responsabilidad ambiental y en definitiva, de su
grado de sustentabilidad. Es necesario formar e incorporar gestores energéticos en
nuestra sociedad para garantizar diagnósticos, el establecimiento de procedimientos
y, sobre todo, conseguir reducir nuestra intensidad energética para incrementar
nuestra competitividad económica.
El concepto de eficiencia energética consiste en un conjunto de acciones que
permiten optimizar la relación entre la cantidad de energía consumida y los productos
y servicios finales obtenidos. Esto se puede lograr a través de la implementación de
diversas medidas operacionales y/o inversiones.1
1.1.1. Enfoque de la Eficiencia Energética
1) Aplicación o mejora de tecnologías: Consiste en adquirir nuevas tecnologías
que mejoren energéticamente los procesos productivos o diseñar y fabricar
productos que utilicen menos energía, como es el caso de refrigeradores,
ventiladores, ampolletas eficientes y otros productos que hoy están disponibles en
el mercado. También es en algunos casos es posible optimizar la tecnología
existente, actualizando sus aplicaciones o mejorando su uso.1
2
2) Gestión de los recursos: Para tener conciencia de ahorro y eficiencia energética
es necesario lograr una buena administración de los recursos existentes y
además si es indispensable, incorporar nuevos equipos con tecnologías que
optimizan el consumo de energía, a fin de ahorrar o recuperar energías
reutilizables, tales como la electricidad y la energía térmica disipada. Además una
gestión enfocada en la eficiencia energética, promueve el uso eficiente de los
recursos, consumo, tiempo de operación, mediante la capacitación y creando
conciencia en las personas.1
3) Mejorar hábitos culturales en las personas: A través de ella podemos adoptar
conductas que ayuden a realizar un consumo eficiente en nuestros hogares,
escuelas, lugar de trabajo, etc. El uso inteligente y eficiente de la energía permite,
además de ahorrar, disminuir la dependencia energética, bajar costos de
operación en la industria, reducir la contaminación, mejorar la calidad de vida y
aliviar el bolsillo de los consumidores.1
Es por esta razón y frente a las nuevas necesidades energéticas actuales y a fin
de mejorar la sustentabilidad en 2005, el Gobierno de Chile impulsó y convocó la
participación de una serie de actores públicos y privados, encargando al Ministerio de
Economía, Fomento y Reconstrucción la puesta en marcha e implementación del
“Programa País de Eficiencia Energética” (Anexo III).
Codelco Ventanas interesado en optimizar la operación de sus procesos, solicito
la realización del estudio “Recuperación de energía en el proceso de producción de
ácido sulfúrico”. Además, la búsqueda de tecnologías de eficiencia energética para
este proceso debe seguir el enfoque que tiene el “Plan de Eficiencia Energética” de
Codelco (Anexo III).

3
A continuación, en el Capítulo 2 se nombran los objetivos del trabajo realizado,
además, se presentan, las plantas de ácido sulfúrico existentes en Chile,
antecedentes generales de Codelco-Chile y finalmente se explica el proceso de la
planta de ácido de Codelco División Ventanas.

4
Capitulo 2
2.1. Definición de Objetivos
2.1.1. Objetivo General
Realizar un estudio para recuperación de energía en el proceso de producción
de ácido sulfúrico de la Planta de Acido de la División Ventanas de Codelco Chile
ubicada en Puchuncaví, mediante el diseño de un sistema de recuperación de
energía.
2.1.2. Objetivos Específicos
• Análisis del Marco Teórico
• Determinar y cuantificar la cantidad de energía disponible en el proceso de la
Planta de Ácido a ser reutilizable.
• Diseñar un sistema de recuperación de energía enfocado a las necesidades
de la Planta de Ácido de la División Ventanas.
• Evaluar económicamente el sistema diseñado.
5
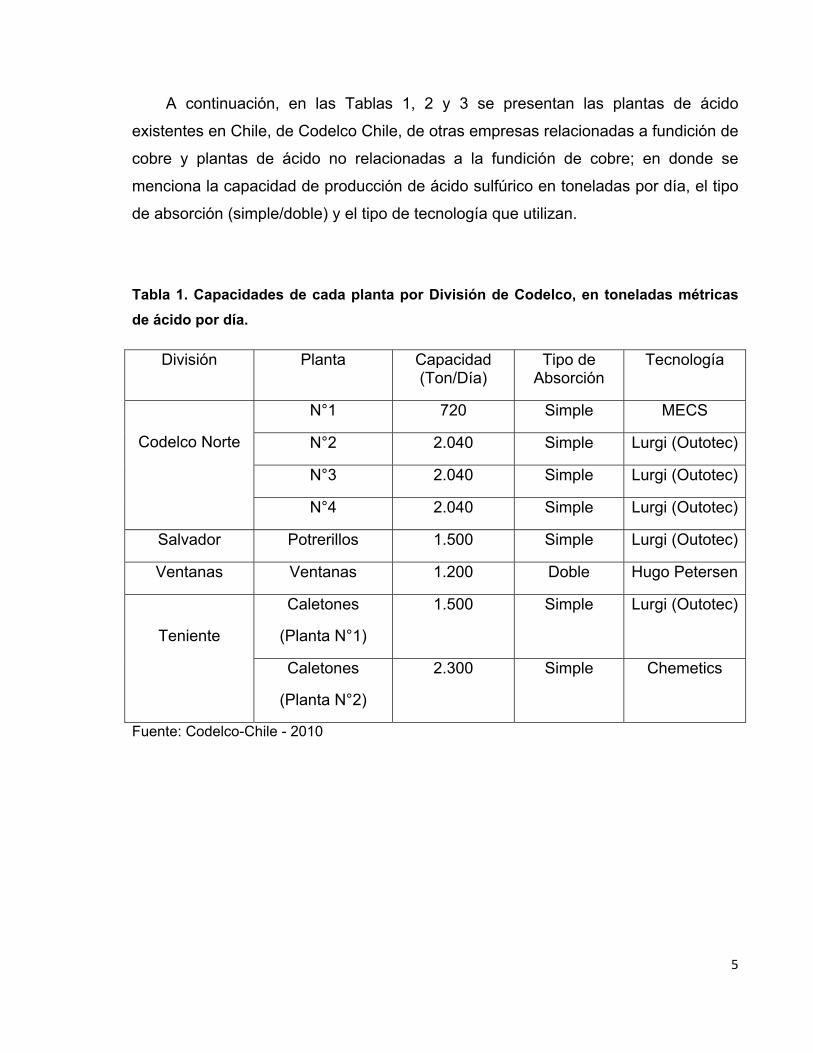
A continuación, en las Tablas 1, 2 y 3 se presentan las plantas de ácido
existentes en Chile, de Codelco Chile, de otras empresas relacionadas a fundición de
cobre y plantas de ácido no relacionadas a la fundición de cobre; en donde se
menciona la capacidad de producción de ácido sulfúrico en toneladas por día, el tipo
de absorción (simple/doble) y el tipo de tecnología que utilizan.
Tabla 1. Capacidades de cada planta por División de Codelco, en toneladas métricas de ácido por día.
División Planta Capacidad (Ton/Día)
Tipo de Absorción
Tecnología
N°1 720 Simple MECS
N°2 2.040 Simple Lurgi (Outotec)
N°3 2.040 Simple Lurgi (Outotec)
Codelco Norte
N°4 2.040 Simple Lurgi (Outotec)
Salvador Potrerillos 1.500 Simple Lurgi (Outotec)
Ventanas Ventanas 1.200 Doble Hugo Petersen
Caletones
(Planta N°1)
1.500 Simple Lurgi (Outotec)
Teniente
Caletones
(Planta N°2)
2.300 Simple Chemetics
Fuente: Codelco-Chile - 2010

6
Tabla 2. Capacidades de plantas de acido para Fundiciones en Chile, en toneladas métricas de ácido por día.
Empresa Fundición Planta Capacidad (Ton/Día)
Tipo de Absorción
Tecnología
Anglo American
Chagres Chagres 1.500 Doble MECS
N°1 280 Simple Mechim S.A. ENAMI Paipote
N°2 560 Simple Panamerican
N°1 2.040 Simple Lurgi (Outotec) Xstrata Copper
Altonorte
N°2 2.040 Doble Lurgi (Outotec)
Fuente: www.sulphuric-acid.com, www.anglochile.cl – 2010
Tabla 3. Capacidades de plantas de acido no relacionadas a fundiciones de cobre, en toneladas métricas de ácido por día.
Empresa Planta Capacidad (Ton/Día)
Tipo de Absorción Tecnología
N°1 104 Simple Haldor Topsoe Molymet N°2 170 Simple Haldor Topsoe
NordAcid Mejillones 2.000 Doble Outotec
Enap Refinerías Aconcagua 15 Simple Chemiebau
Complejo Industrial
Molynor S.A. Mejillones 170 Simple Haldor Topsoe
Fuente: www.sulphuric-acid.com - 2010

7
2.2. Antecedentes Generales de Codelco-Chile
Codelco es el primer productor de cobre del mundo y posee, además, cerca del
veinte por ciento de las reservas mundiales del metal rojo.2
El nombre Codelco representa a la Corporación Nacional del Cobre de Chile,
una empresa autónoma propiedad del Estado chileno, cuyo negocio principal es la
exploración, desarrollo y explotación de recursos mineros de cobre y subproductos,
su procesamiento hasta convertirlos en cobre refinado, y su posterior
comercialización.2
Posee activos propios por más de US 20.279 millones y un patrimonio que en
2010 ascendió a US$4.531millones. Codelco, en el 2010, produjo 1,76 millón de
toneladas métricas de cobre refinado (incluida su participación en el yacimiento El
Abra). Esta cifra equivale al 11% de la producción mundial. Su principal producto
comercial es el cátodo de cobre grado A.2
La compañía está conformada por siete Divisiones mineras: Chuquicamata,
Radomiro Tomic, El Teniente, Andina, Salvador y Ventanas, a la que se suma la
recientemente creada División Ministro Hales que aún no está operativa. A lo anterior
se agrega su filial Minera Gaby S.A. que entró en operaciones el 2008.
Además, participa con un 49% en la operación El Abra, en sociedad con
Freeport MacMoRan. Codelco posee además otras asociaciones mineras orientadas
a la explotación geológica, tanto en Chile como en el exterior.2
8
2.3. Antecedentes de Codelco División Ventanas
La División Ventanas se encuentra ubicada en la localidad de Las Ventanas,
comuna de Puchuncaví, a unos 164 kilómetros de Santiago y unos 50 de Viña del
Mar, en el sector norte de la provincia de Valparaíso.3
La construcción de este plantel industrial se inició a fines de 1950 y fue
inaugurado en 1964. Se eligió ese emplazamiento debido a la disponibilidad de agua
y cercanía con los puertos de Quintero y Valparaíso para el embarque de sus
productos, y dada su relativa equidistancia con los centros y proyectos mineros de
esa época.3
La iniciativa del traspaso de Ventanas a Codelco fue acordada por las
autoridades del Gobierno con ambas empresas y con la participación de sus
organizaciones laborales, y requirió la dictación de la Ley 19.993 que lo permitiera. Y
así concluyendo su traspaso de ENAMI a Codelco Chile en el año 2005.3
La producción de Ventanas en el año 2011 alcanzó a 390.923 toneladas
métricas de cobre electrolítico. Así mismo, por el procesamiento de los barros
anódicos de la refinería en la planta de metales nobles, se produjeron 150.060 kilos
de plata y 4.125 kilos de oro, y la planta de ácido produjo 348.502 toneladas de ácido
sulfúrico.3
La capacidad de fusión de concentrados de Ventanas fue de 412.772 mil
toneladas métricas secas para el año 2008.3

9
2.3.1. Planta de Ácido Sulfúrico
La planta de ácido sulfúrico de Codelco División Ventanas inició su operación el
año 1990 que permitía tratar los gases generados en la fundición. El diseño inicial
solo permitía tratar los gases provenientes de la fusión en el Convertidor Teniente,
88.000 Nm3/h y 8,5% de SO2.4
El año 1997 la planta ácido fue modificada para procesar el 90% de los gases
generados por la fusión y conversión de 420.000 toneladas de concentrados de
cobre conteniendo 27% de azufre, 125.000 Nm3/h y 10% de SO2, mejorando la
absorción de simple a doble.4
El año 2001 para fundir 420.000 toneladas de concentrados conteniendo 31%
de azufre se modifican los sistemas de retiro e intercambio de calor.4
Durante la mantención general de 2010 la planta es modificada nuevamente
para el aumento de la capacidad de tratamiento de gases, provenientes de las
campanas de CT y CPS, operando el soplador actual (V-10) a su máxima capacidad.
Esto genero un aumento del flujo de procesamiento de gases de 125.000 a 140.000
Nm3/h, para producir 10.000 toneladas anuales adicionales de ácido sulfúrico,
logrando así tratar el 94% del azufre procesado en fundición. Obteniendo el beneficio
ambiental en la reducción de la emisión azufre de 2.000 toneladas anuales.4
10
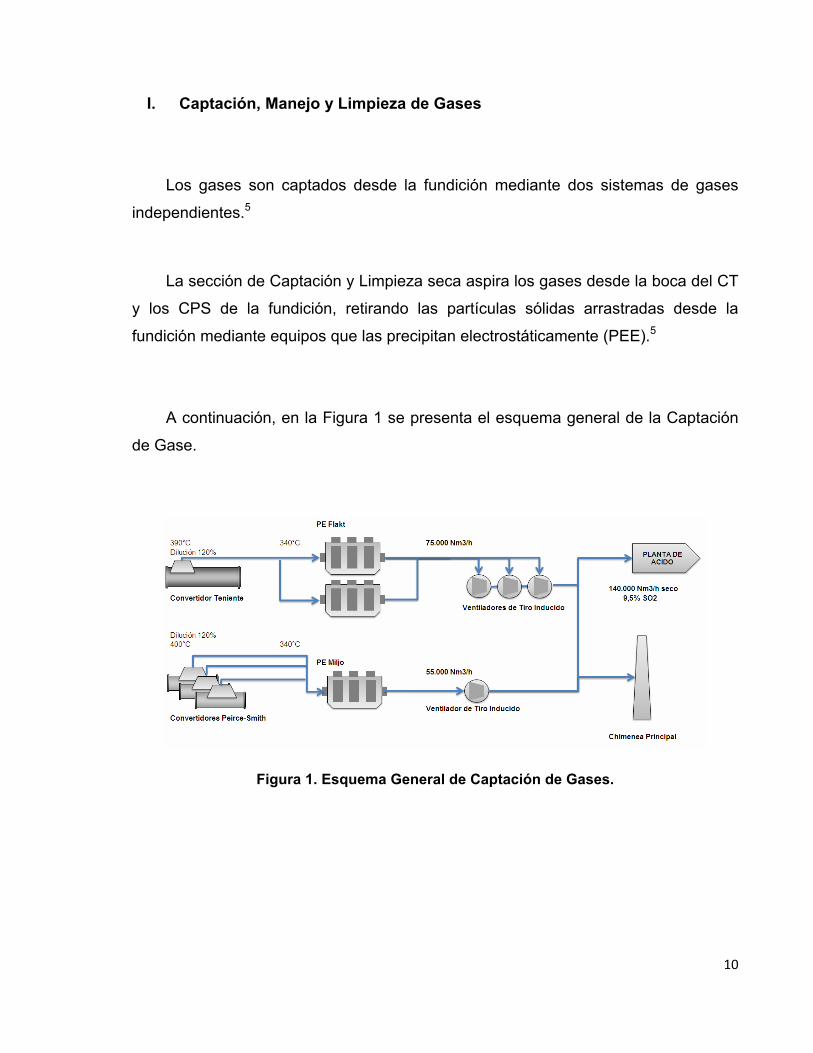
I. Captación, Manejo y Limpieza de Gases
Los gases son captados desde la fundición mediante dos sistemas de gases
independientes.5
La sección de Captación y Limpieza seca aspira los gases desde la boca del CT
y los CPS de la fundición, retirando las partículas sólidas arrastradas desde la
fundición mediante equipos que las precipitan electrostáticamente (PEE).5
A continuación, en la Figura 1 se presenta el esquema general de la Captación
de Gase.
Figura 1. Esquema General de Captación de Gases.

11
II. Limpieza Húmeda de Gases
Los gases calientes a 340°C que pasaron por la limpieza seca a través de los
PEE, son enfriados y se retiran las partículas sólidas no captadas en la etapa
anterior.5 Consta de 4 etapas, las cuales se explican a continuación.
Las etapas son las siguientes:
• Humidificación y Enfriamiento (K1): Los gases son enfriados hasta 80°C y
lavados con una solución de ácido sulfúrico débil (30-50%).
• Remoción de gotas de ácido (F4): Evita el arrastre excesivo de acido.
• Enfriamiento de los gases y retiro de los halógenos (K20 y K2): Enfría los
gases a 38°C, condensando el agua y los halógenos en el líquido de lavado.
• Retiro de neblina ácida: Los gases contienen pequeñas partículas aersoles, las
cuales son retiradas por precipitadores electrostáticos húmedos.
A continuación, en la Figura 2 se muestra el esquema general de la Limpieza
Húmeda
Figura 2. Esquema General Limpieza Húmeda.

12
III. Sección de Secado de Gases
Consiste en dos torres de absorción ubicadas en serie (K3 y K4), a través de los
cuales pasa el flujo de gases. En cada una de estas torres, los gases entran en
contacto con un flujo descendente de ácido sulfúrico concentrado al 80% y 98.5%
respectivamente.5
• Torre de Secado Primario (K3): Es utilizada para remover la mayor
parte del contenido de agua desde los gases que salen de la limpieza
húmeda.
• Torre de Secado Secundario (K4): Remueve los últimos vestigios de
agua aún presente en los gases y asegurar la sequedad de estos.
A continuación, en la Figura 3 se muestra el esquema general de Secado y
Absorción de Gases.
Figura 3. Esquema General Secado y Absorción.

13
IV. Soplador Principal
Los gases secos, limpios y carentes de neblinas ácidas tras salir de la torre de
secado secundario son aspirados y descargados por el soplador principal V-10, hacia
la etapa de contacto.5
El Soplador principal de la planta de ácido, succiona los gases desde los
precipitadores electrostáticos secos, esto es antes de la primera torre de lavado, K1,
y los mueve a través de los distintos equipos de las etapas de lavado y secado,
descargándolos a través de los equipos de las secciones de contacto y absorción.5
V. Sección de Contacto y Absorción de SO3
Procesa dióxido de azufre gaseoso en forma auto-térmica cuando las
concentraciones se encuentren en rangos de 7 a 12% en volumen, convirtiéndolo en
trióxido de azufre. La conversión es del tipo de doble absorción en orden 3/1, esto
significa los gases que salen del tercer lecho catalizador conteniendo
aproximadamente un 90% de SO3 pasa por una torre de absorción intermedia (K6),
que absorbe el SO3 en H2SO4, enviando el SO2 sin convertir al cuarto y último lecho,
para entrar en la torre absorción final de SO3 (K5).
14
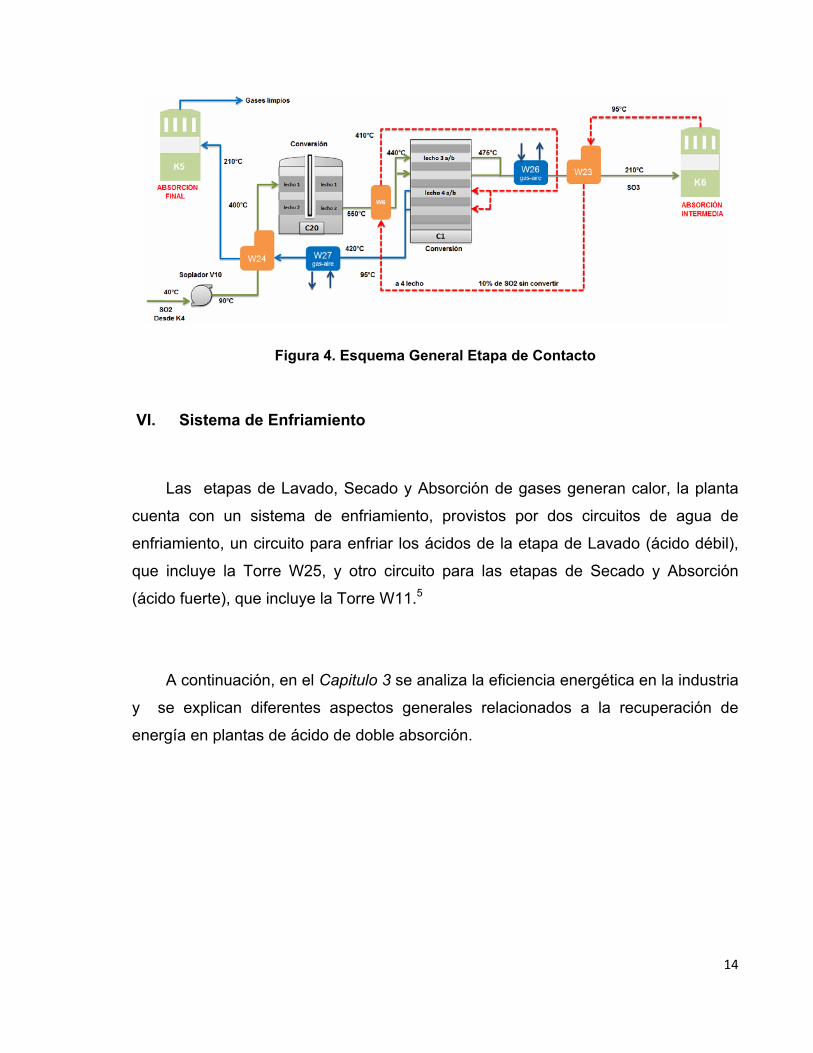
Figura 4. Esquema General Etapa de Contacto
VI. Sistema de Enfriamiento
Las etapas de Lavado, Secado y Absorción de gases generan calor, la planta
cuenta con un sistema de enfriamiento, provistos por dos circuitos de agua de
enfriamiento, un circuito para enfriar los ácidos de la etapa de Lavado (ácido débil),
que incluye la Torre W25, y otro circuito para las etapas de Secado y Absorción
(ácido fuerte), que incluye la Torre W11.5
A continuación, en el Capitulo 3 se analiza la eficiencia energética en la industria
y se explican diferentes aspectos generales relacionados a la recuperación de
energía en plantas de ácido de doble absorción.
15
Capitulo 3
3.1. Marco Teórico
3.1.1. Recuperación de Energía en la Industria
El costo de la energía constituye uno de los factores que tiene mayor incidencia
dentro de los costos totales de producción. El uso correcto del consumo energético
permite a las empresas alcanzar una mayor productividad.6
Por esta razón, el conocimiento de cómo la empresa maneja su energía, como
la consume en sus procesos, cuanto esto repercute en sus costos, su posición
relativa respecto a otras empresas similares y las posibles mejoras para disminuir los
costos energéticos son aspectos fundamentales en la optimización económica y
productiva de las industrias.6
Es de real importancia tener el conocimiento de los datos generales de
producción, y datos energéticos tales como: consumo eléctrico y térmico, de los
gastos energéticos por bloques de la planta de proceso y la descripción de los
equipos y sus consumos energéticos individuales.
En el Anexo III se describe la gestión de Codelco y otras empresas relacionadas
al rubro de las fundiciones de cobre frente a la eficiencia energética.

16
3.1.2. Recuperación de Energía en Plantas de Ácido Sulfúrico de doble absorción
Existen dos formas de recuperación de energía para plantas de ácido: energía
de alto grado (generación de vapor a alta presión) y bajo grado (generación de vapor
a baja presión o calefacción de soluciones), y su aplicación dependerá del tipo de
energía que disponga la planta de ácido.8
La energía disponible en una planta de ácido sulfúrico depende de la forma que
sea generado el ácido, esto puede ser quemando azufre mineral o captando los
gases de escape de una fundición de cobre; siendo esto un factor determinante al
momento de seleccionar un proceso de recuperación de energía.8
3.1.2.1. Energía de Alto Grado
El exceso de calor en una planta de ácido sulfúrico debe ser recuperado de la
forma energética más alta posible, que por lo general es vapor sobrecalentado a alta
presión. El vapor sobrecalentado a alta presión puede ser utilizado en un
turbogenerador para la producción de energía eléctrica.8
Además, el vapor de baja presión extraído de la turbina puede ser utilizado para
calentamiento de soluciones, el cual una vez enfriado y condensado es recirculado al
circuito de vapor de alta presión.8
17
3.1.2.2. Energía de Bajo Grado
La recuperación de energía de bajo grado es compleja, debido que es difícil
encontrar un uso de la energía que sea coherente con los requisitos de una planta y
el medio ambiente. En la mayoría de los casos esta energía de bajo grado es
simplemente descargada al medio ambiente a través de un sistema de agua de
enfriamiento o el aire circundante.8
Los usos para este tipo de energía se enfocan principalmente en la mayoría de
los casos a recuperación del calor aportado por el sistema de circulación de ácido y
generación de vapor a baja presión.8
3.1.2.3. Recuperación para distintos tipos de Plantas de Ácido Sulfúrico
Quemado de azufre
En plantas de quemado de azufre de doble absorción, la combustión de azufre
libera cerca del 56 % del total del calor generado. Este calor es el adecuado para la
producción de vapor de alta presión.8
El calor liberado en la planta se distribuye en el proceso como energía de alto
grado, como energía de bajo grado, como calor contenido en el gas de escape y en
el ácido producto.8
18
La zona de recuperación de energía de alto grado en una planta con quema de
azufre está ubicada inmediatamente después del quemador de azufre, pues esta
reacción es la que genera mayor energía.8
La recuperación de calor como energía de alto grado se realiza a través de una
caldera recuperadora de calor, con la cual se genera vapor de alta presión. Además,
en la zona del convertidor catalítico puede extraerse parcialmente energía de alto
grado. Se puede extraer energía de bajo grado en la zona de las torres de absorción
y torre de secado.8
Fundición de Cobre
En una doble absorción para un proceso de fundición de cobre, con un rango de
7-12% de SO2, el 94% de la energía de la planta sale del sistema en forma de calor
desde el ácido de circulación. El 6% restante sale de la planta en el gas y el ácido
producto.8
Toda la energía generada a partir de la conversión de SO2 a SO3 se utiliza para
calentar el gas frio de la salida del soplador a la temperatura de entrada del primer
lecho del reactor y recalentar el gas frio de la absorción intermedia.8
En una planta de ácido de este tipo solo es posible una recuperación de energía
de bajo grado en las torres de absorción y secado, y parte podría realizarse en la
planta de limpieza de gases.
19
Esta energía podría ser utilizada para el calentamiento de soluciones de
lixiviación o para el calentamiento de soluciones utilizadas en una refinería
electrolítica adjunta.
En el caso de la planta de ácido de Codelco División Ventanas, solo se dispone
de energía de bajo grado, la cual según estudios previos pretende ser utilizada en el
calentamiento de electrolito para la Refinería Electrolítica a una temperatura de 62°C.
3.1.3 Sistemas para Recuperación de Energía Bajo Grado
3.1.3.1. Sistema ORC (Organic Rankine Cycle)
El concepto es similar a un Ciclo Rankine tradicional, la diferencia es que en
lugar de vapor de agua el sistema ORC vaporiza un fluido orgánico (aceites de
silicona, hidrocarburos y fluorocarbonos). El sistema transforma energía térmica en
energía mecánica y finalmente en energía eléctrica a través de un generador
eléctrico.8
Funcionamiento de un Sistema ORC
El proceso se basa en un ciclo termodinámico, en donde una fuente de calor calienta
el fluido térmico en un circuito cerrado. El fluido orgánico caliente se expande en el
módulo del circuito cerrado del ciclo. El líquido orgánico se evapora en un sistema de
intercambio de calor adecuado (precalentador y evaporador).

20
El vapor orgánico se expande en la turbina, produciendo energía mecánica, y
transformándola en energía eléctrica a través de un generador. El vapor es enfriado
por agua en un circuito cerrado y condensado. El agua se puede utilizar para
diferentes aplicaciones que requieran calor.11
La potencia eléctrica generada en este tipo de plantas es de 0,5 MW para una
unidad, lográndose alcanzar hasta 5 MW, instalando varias unidades en paralelo.11
Para una planta de ácido de fundición de cobre se puede aprovechar el calor
generado por el sistema de ácido de circulación.
Debido a que estas plantas se utilizan normalmente para la recuperación de
líquidos de baja temperatura de flujo de calor (por debajo de los 250 °C en la fuente
caliente), la eficiencia eléctrica varía ampliamente, dependiendo de las temperaturas
de la fuente de calor y otras condiciones específicas, que va desde 8% a un 18%.
Figura 5. ORC con líquido refrigerante de freón.8

21
En la Figura 5 se observa que el fluido orgánico de trabajo (limitado únicamente
a un circuito cerrado y libre de fugas) es precalentado y vaporizado con la fuente de
calor (ácido de recirculación) en el precalentador y evaporador respectivamente.
Análisis al Sistema ORC
La implementación de este proceso consistiría en remplazar con un bypass (en
caso de falla es posible volver sistema actual) los intercambiadores de calor de
placas de las torres de absorción, haciendo pasar el ácido por el sistema ORC para
generar electricidad. Una vez que el “ácido frío” sale es de este sistema, sería
devuelto a las torres absorción.
La electricidad generada podría alimentar en un porcentaje el consumo del
Soplador Principal V10 (3,0 MW).
A continuación, en la Tabla 4 se presentan los costos estimativos para un
Sistema ORC.
Tabla 4. Costos estimativos por unidad del Sistema ORC.
Costo por unidad (0,5 MW) Sistema ORC
USD Capital Fijo Directo 72.000 Capital Fijo Indirecto 28.800 Capital de Trabajo 17.800 Capital Total Inversión 118.600

22
A continuación, en la Tabla 5 se muestran las ventajas y desventajas para la
implementación de un Sistema ORC.
Tabla 5. Resumen de Ventajas/Desventajas del Sistema ORC.
Ventajas Desventajas
Generación de energía eléctrica, la
cual podría ser utilizada para
alimentar al Soplador Principal V10,
utilizando varias unidades en
paralelo.
Ahorro de aguas de enfriamiento y
disminución en la evaporación.
Optimo solo para bajas cantidades
de calor, como generación de
energía eléctrica domiciliaria, con
energía geotérmica.
En la operación actual no existen
plantas de ácido que utilicen este
sistema, por ende no está probado.
En el caso de utilizar freón, este es
un clorofluorocarbono (CFC) y
según el “Protocolo de Montreal”
relativo a las sustancias que agotan
el ozono. Se cree que el freón es
uno de los compuestos
responsables por el agotamiento de
la capa de ozono.15
23
3.1.3.2. Generación de Vapor a Baja Presión
El concepto se basa en un sistema de absorción de ácido de paso intermedio a
altas temperaturas. El ácido caliente se enfría en una caldera, para generación de
vapor saturado. La cantidad de vapor generado dependerá de:
• Temperatura del gas de proceso que entra en el sistema de absorción8.
• La cantidad de agua que es absorbida en el sistema de secado del ácido. 8
• Grado de conversión de SO2 a SO3 antes de la absorción.8
• Precalentamiento del agua alimentada a la caldera.8
1. Sistema HRS (Heat Recovery System)
MECS lo introdujo comercialmente en 1987, tomando lugar en una torre de
absorción intermedia en una planta de absorción de doble o simple. Se puede
generar vapor saturado hasta presiones de 10,5 Kg/cm2 (150 psi).8
Funcionamiento del Sistema HRS
Este sistema consiste en una torre de absorción de alta temperatura de dos
etapas (dos capas de relleno), una bomba de arranque, una bomba de circulación,
un dilusor de ácido, una caldera de tubos y enfriadores de ácido de recuperación de
calor. El ácido caliente entra en la primera etapa de aproximadamente 165°C y una
concentración de H2SO4 del 98,5%.8

24
A medida que el ácido baja a través del relleno se pone en contacto con el gas
que fluye hacia arriba con contenido de SO3. El SO3 se absorbe en el ácido
aumentando su concentración a casi el 100% de H2SO4 y la temperatura a 200°C.
El ácido desciende hasta la parte inferior de la torre y entra a la bomba de
arranque adjunta que circula el ácido a la caldera donde se enfría el ácido a unos
160°C, mientras que se genera vapor.
El ácido "frío" que deja la caldera se diluye con agua retornado a la
concentración del 98,5% de H2SO4. El dilusor de ácido es un equipo especialmente
diseñado para mezclar ácido sulfúrico caliente y el agua.8
El calor de las diluciones eleva la temperatura del ácido de nuevo hasta la
temperatura de entrada de 165 °C antes de que sea devuelto a la parte superior de la
primera etapa.8
El gas de proceso que deja la parte superior de la primera etapa todavía
contiene SO3 sin absorber por el ácido sulfúrico concentrado caliente debido a que
no se encuentra en las condiciones óptimas para la absorción de SO3. La segunda
etapa de relleno está diseñada para absorber el SO3 restante.8
Un pequeño chorro de ácido desde el sistema de absorción final se alimenta a la
parte superior del relleno de la segunda etapa y se distribuye al relleno. La
concentración y la temperatura del ácido están en los niveles convencionales para
que el absorbedor se asegure de que todo el SO3 sea absorbido.8

25
El ácido de la salida de la segunda etapa cae directamente hacia abajo en la
sección de la primera etapa en donde se mezcla con el ácido caliente.8
El gas de proceso que deja la segunda etapa pasa a través de eliminadores de
niebla de alta eficiencia antes de que se le vuelva a subir a la temperatura a la
entrada de la capa final del reactor.8
El ácido caliente se refrigera en un enfriador de ácido por el calentamiento de
agua de alimentación de la caldera. Además el enfriamiento del ácido y la
recuperación de calor se pueden realizar mediante la instalación de otro enfriador
en serie que caliente el agua desmineralizada que alimenta un desaireador.8
A continuación, en la Figura 6 se observa el esquema básico del Sistema HRS,
en el que se incluye la torre intermedia de absorción de relleno de dos etapas y la
caldera de vapor a baja presión.
Figura 6. Esquema del Sistema HRS.8

26
2. Sistema HEROS
El sistema de Outotec, HEROS ha sido desarrollado para la recuperación de la
energía de un sistema de absorción de ácido con especial énfasis en la facilidad de
operación y altos niveles de seguridad. Fue puesto en marcha por primera vez en
1989.14
El sistema consta de un absorbedor venturi con su propio sistema de circulación
de ácido, una torre de absorción intermedia convencional sigue al absorbedor
venturi. El calor de la absorción se recupera en su mayoría en el absorbedor venturi
para la producción de vapor a baja presión en una caldera de diseño especial.
El sistema permite adaptar la producción de vapor a la demanda de vapor real a
través de un bypass a la torre de absorción intermedia.
Funcionamiento del Sistema HEROS
HEROS es un sistema de circulación de ácido independiente que usa ácido
sulfúrico con una concentración de entre 98.5% y 99%. A causa de la absorción del
SO3 y su reacción con agua introducida en el venturi, la temperatura del ácido se
eleva a 205°C.8
Alrededor del 95% del SO3 contenido en el gas es absorbido en la sección de
venturi, lo que significa que la concentración de ácido sulfúrico tiene que ser
monitoreada y controlada en el circuito del venturi.8

27
El resto del SO3 es absorbido de la torre de absorción de relleno. Después de
que el gas sale de la parte superior de la sección del relleno, pasa al eliminador de
neblina.8
Se añade agua de dilución al ácido caliente en el fondo del absorbedor venturi
para controlar la concentración del ácido. La dilución del ácido aumenta la
temperatura del ácido. El ácido caliente fluye desde la parte inferior del absorbedor
venturi a un depósito de una bomba centrífuga vertical sumergida que alimenta a la
caldera de vapor ácido.8
Acido caliente circula a través del lado de los tubos del hervidor de tipo caldera.
Se genera baja presión de vapor saturado en el lado de la carcasa de la caldera. El
ácido frio vuelve a la tapa del absorbedor venturi.8
El nivel en el depósito de la bomba es controlada por el cruce de corrientes de
ácido al relleno del absorbedor. El calor contenido en el flujo de ácido caliente puede
ser recuperado pasando el ácido a través de un refrigerador utilizado para
precalentar el agua de alimentación de calderas.8
Una característica del sistema de HEROS es que si la sección de recuperación
de energía del sistema no está funcionando, la planta puede seguir funcionando solo
con la torre de relleno absorbiendo todo el SO3 en el gas.14
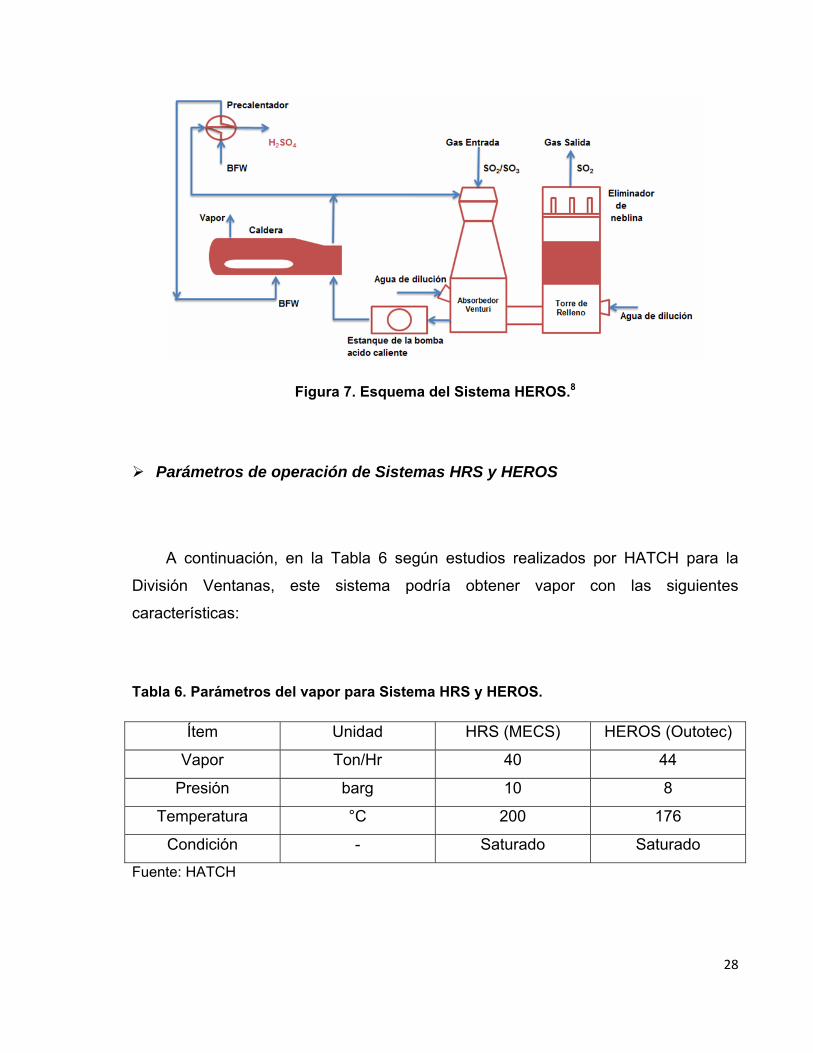
A continuación, en la Figura 7 se observa un esquema básico del
funcionamiento del Sistema HEROS propuesto por OUTOTEC.
28
Figura 7. Esquema del Sistema HEROS.8
Parámetros de operación de Sistemas HRS y HEROS
A continuación, en la Tabla 6 según estudios realizados por HATCH para la
División Ventanas, este sistema podría obtener vapor con las siguientes
características:
Tabla 6. Parámetros del vapor para Sistema HRS y HEROS.
Ítem Unidad HRS (MECS) HEROS (Outotec)
Vapor Ton/Hr 40 44
Presión barg 10 8
Temperatura °C 200 176
Condición - Saturado Saturado
Fuente: HATCH

29
El vapor serviría con los requerimientos totales o parciales de vapor para la
refinería electrolítica (450-550 ton/día), dependiendo de las necesidades.
Sin embargo, se debe destacar que se requiere del rediseño del proceso
principal de la Planta de Ácido, esto representa riesgos importantes, debido a que es
una instalación antigua, generando nuevos parámetros operacionales para los cuales
el sistema no está preparado, como por ejemplo, las temperaturas más altas del
ácido a la cual trabajaría HRS (160-200°C) y HEROS (180-205°C), pudiéndose
provocar fallas en la torre de absorción final y en el peor de los casos el colapso de
los equipos de mayor antigüedad.
Análisis de ventajas y desventajas para HRS y HEROS
A modo de referencia, la nueva planta de ácido de Mejillones NordAcid
contemplo una inversión total estimada de 110.000.000 USD. Según estimaciones
entregadas por HATCH y bibliografía la implementación de los sistemas HRS o
HEROS representa un 10% del capital de inversión de una planta de ácido nueva.
Tomando el costo la referencia de NordAcid, la generación de vapor de este tipo
sistemas fluctúa alrededor de los 11.000.000 USD.
A continuación, en la Tabla 7 se muestran las ventajas y desventajas para los
sistemas de generación de vapor a baja presión HRS y HEROS.
30
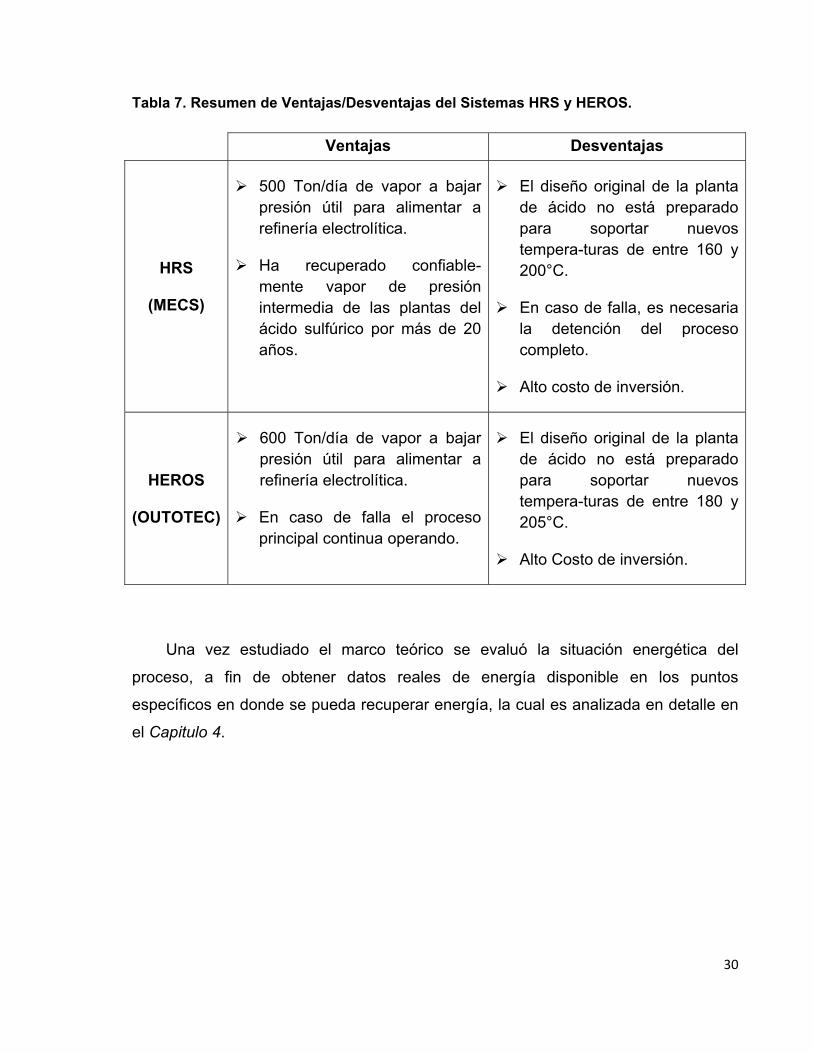
Tabla 7. Resumen de Ventajas/Desventajas del Sistemas HRS y HEROS.
Ventajas Desventajas
HRS
(MECS)
500 Ton/día de vapor a bajar presión útil para alimentar a refinería electrolítica.
Ha recuperado confiable-mente vapor de presión intermedia de las plantas del ácido sulfúrico por más de 20 años.
El diseño original de la planta de ácido no está preparado para soportar nuevos tempera-turas de entre 160 y 200°C.
En caso de falla, es necesaria la detención del proceso completo.
Alto costo de inversión.
HEROS
(OUTOTEC)
600 Ton/día de vapor a bajar presión útil para alimentar a refinería electrolítica.
En caso de falla el proceso principal continua operando.
El diseño original de la planta de ácido no está preparado para soportar nuevos tempera-turas de entre 180 y 205°C.
Alto Costo de inversión.
Una vez estudiado el marco teórico se evaluó la situación energética del
proceso, a fin de obtener datos reales de energía disponible en los puntos
específicos en donde se pueda recuperar energía, la cual es analizada en detalle en
el Capitulo 4.

31
Capitulo 4
4.1. Evaluación de la situación energética de la Planta de Ácido Sulfúrico de Codelco División Ventanas
En la planta de ácido de División Ventanas se pueden diferenciar principalmente
dos nodos importantes para el aprovechamiento térmico como medida de
reutilización energética:
• Energía térmica transferida a las aguas de enfriamiento en el Lavado, Secado
y Absorción de Gases.
• Energía térmica disipada a la atmosfera en intercambiadores Gas-Aire en el
proceso de Conversión.
4.1.1. Lavado, Secado y Absorción de Gases
Para analizar la distribución energía térmica en la planta de ácido fueron
realizados dos estudios, en primer lugar una medición y análisis con los parámetros
operaciones para el lado del ácido en los intercambiadores de placas de los dos
sistemas de enfriamiento (Torre W11 y W25).
En segundo lugar para respaldar el análisis por el lado del ácido, se realizo una
medición y análisis por el lado del agua en los intercambiadores de placas, lo que

32
incluyo el cálculo del factor de ensuciamiento, debido a que este es un aspecto
importante por las características propias de los sistemas de agua.
4.1.1.1. Mediciones y cálculos realizados
1) Ácido de circulación
Se genera una transferencia de calor importante hacia las aguas de enfriamiento
de las Torres de W25 y W11 de los circuitos de ácido débil y ácido fuerte
respectivamente. El intercambio de calor se genera de en los intercambiadores de
calor de placas en:
• Torres de Lavado de Gases: K2 y K20
• Torre de Secado Primario: K3
• Torres de Absorción Intermedia:K6
• Torre de Absorción Final: K5
• Estanque de ácido producto: B6
A continuación se presentan como referencia la Tabla 8 y Tabla 9 las cuales
muestran los parámetros operacionales de diseño para el ácido y el agua de los
intercambiadores de calor de placas de las torres lavado, secado y absorción de
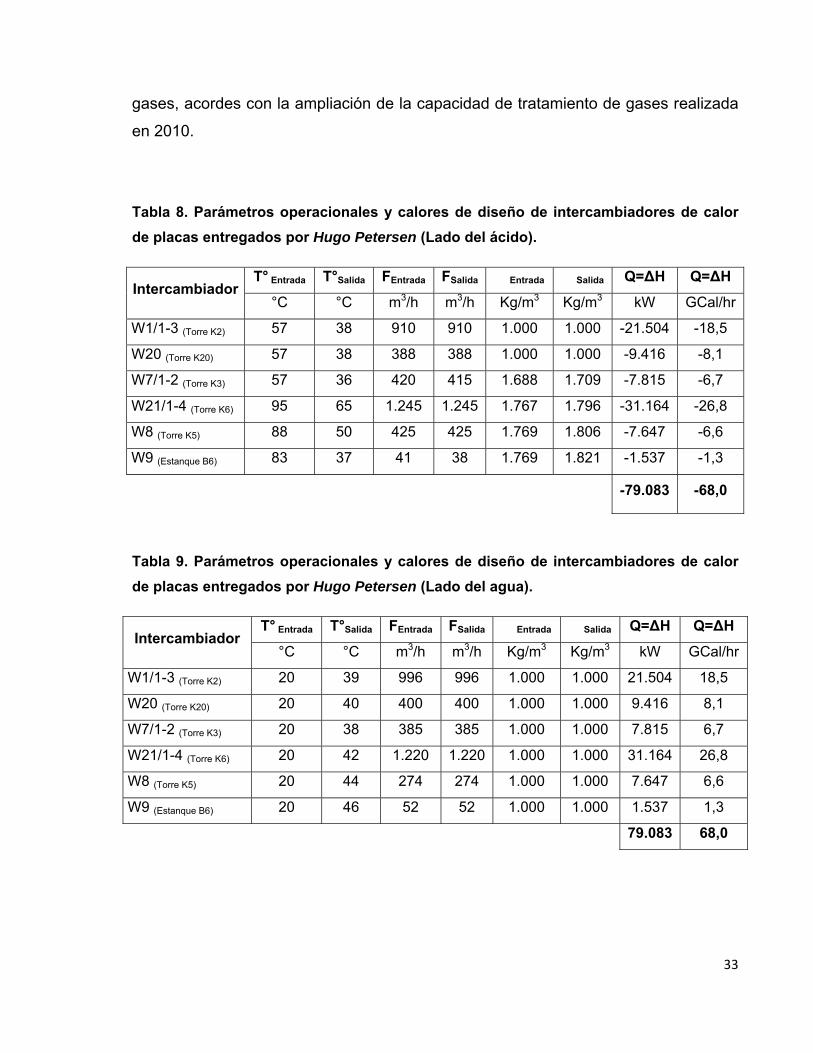
33
gases, acordes con la ampliación de la capacidad de tratamiento de gases realizada
en 2010.
Tabla 8. Parámetros operacionales y calores de diseño de intercambiadores de calor de placas entregados por Hugo Petersen (Lado del ácido).
T° Entrada T°Salida FEntrada FSalida � Entrada � Salida Q=ΔH Q=ΔH Intercambiador
°C °C m3/h m3/h Kg/m3 Kg/m3 kW GCal/hr
W1/1-3 (Torre K2) 57 38 910 910 1.000 1.000 -21.504 -18,5
W20 (Torre K20) 57 38 388 388 1.000 1.000 -9.416 -8,1
W7/1-2 (Torre K3) 57 36 420 415 1.688 1.709 -7.815 -6,7
W21/1-4 (Torre K6) 95 65 1.245 1.245 1.767 1.796 -31.164 -26,8
W8 (Torre K5) 88 50 425 425 1.769 1.806 -7.647 -6,6
W9 (Estanque B6) 83 37 41 38 1.769 1.821 -1.537 -1,3
-79.083 -68,0
Tabla 9. Parámetros operacionales y calores de diseño de intercambiadores de calor de placas entregados por Hugo Petersen (Lado del agua).
T° Entrada T°Salida FEntrada FSalida � Entrada � Salida Q=ΔH Q=ΔH Intercambiador
°C °C m3/h m3/h Kg/m3 Kg/m3 kW GCal/hr
W1/1-3 (Torre K2) 20 39 996 996 1.000 1.000 21.504 18,5
W20 (Torre K20) 20 40 400 400 1.000 1.000 9.416 8,1
W7/1-2 (Torre K3) 20 38 385 385 1.000 1.000 7.815 6,7
W21/1-4 (Torre K6) 20 42 1.220 1.220 1.000 1.000 31.164 26,8
W8 (Torre K5) 20 44 274 274 1.000 1.000 7.647 6,6
W9 (Estanque B6) 20 46 52 52 1.000 1.000 1.537 1,3
79.083 68,0
34
La Tabla 8 y Tabla 9 servirán como referencia la medición de los parámetros
reales y posterior cálculo de los calores reales en cada intercambiador de calor.
En una primera instancia fueron medidas la temperatura y el flujo del ácido,
desde el sistema de control de la Planta de Acido en distintas ocasiones.
Con los valores medidos se calculó las entalpías reales del ácido (calores
reales) según la siguiente fórmula.9
ácidoentradasalidaácidoácidoácido TTcpmH )( −∗∗=Δ
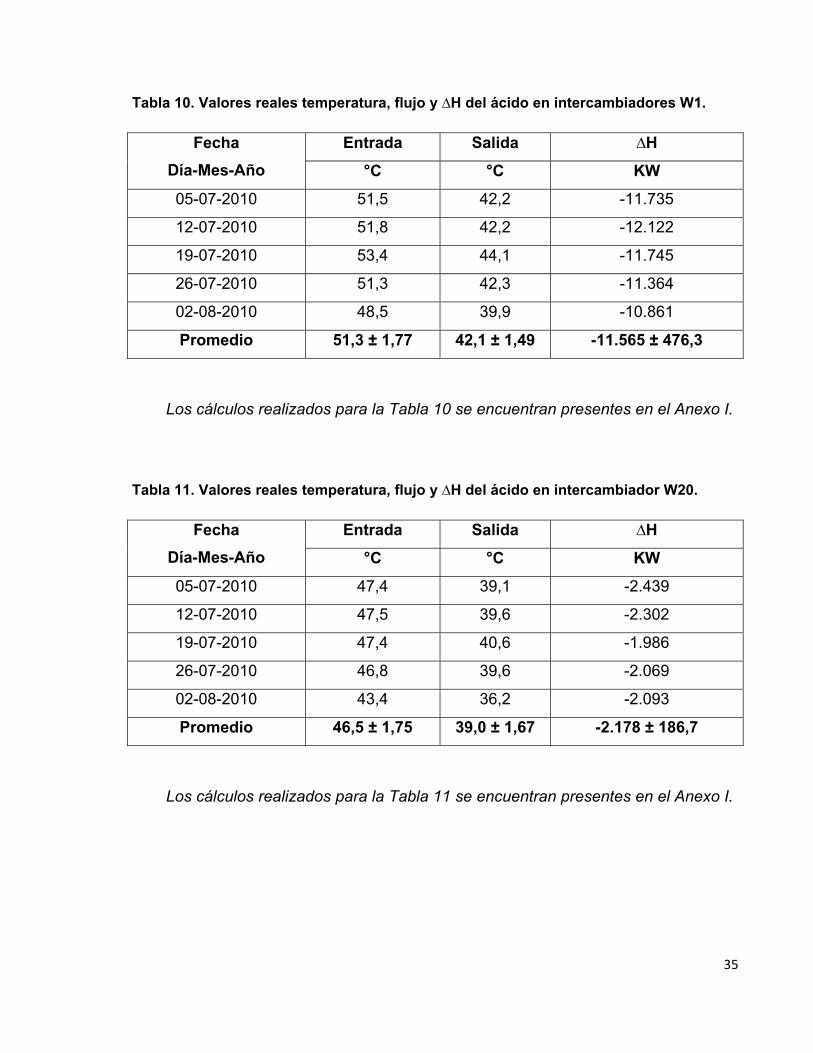
A continuación se presentan tablas con las mediciones de temperatura y flujo y
los resultados de los cálculos realizados para el calor transferido en los
intercambiador de calor de placas de la planta de ácido de la División Ventanas.
I. Lavado de Gases: Torres K2 y K20
La torre de K2 que recibe 2/3 de los gases y consta de tres intercambiadores de
calor de placas (W1/1-3), mientras que la torre K20 que recibe 1/3 de los gases
opera solo con un intercambiador de calor de placas (W20).
El agua utilizada para enfriar el ácido de los intercambiadores W1/1-3 y W20
corresponde al circuito del sistema de enfriamiento de la Torre W25.
35
Tabla 10. Valores reales temperatura, flujo y ∆H del ácido en intercambiadores W1.
Entrada Salida ∆H Fecha Día-Mes-Año °C °C KW
05-07-2010 51,5 42,2 -11.735
12-07-2010 51,8 42,2 -12.122
19-07-2010 53,4 44,1 -11.745
26-07-2010 51,3 42,3 -11.364
02-08-2010 48,5 39,9 -10.861
Promedio 51,3 ± 1,77 42,1 ± 1,49 -11.565 ± 476,3
Los cálculos realizados para la Tabla 10 se encuentran presentes en el Anexo I.
Tabla 11. Valores reales temperatura, flujo y ∆H del ácido en intercambiador W20.
Entrada Salida ∆H Fecha Día-Mes-Año °C °C KW
05-07-2010 47,4 39,1 -2.439
12-07-2010 47,5 39,6 -2.302
19-07-2010 47,4 40,6 -1.986
26-07-2010 46,8 39,6 -2.069
02-08-2010 43,4 36,2 -2.093
Promedio 46,5 ± 1,75 39,0 ± 1,67 -2.178 ± 186,7
Los cálculos realizados para la Tabla 11 se encuentran presentes en el Anexo I.

36
II. Secado de Gases: Torre K3
Las torres K3 y K4 cumplen el objetivo de secar los gases y retirar el agua
contenida en ellos. De estas torres solo requiere el retiro de calor excedente la torre
de secado primaria K3, debido que es la que hace la mayor parte del trabajo.
K3 opera con dos intercambiadores de calor de placas (W7/1-2) para enfriar el
ácido de recirculación con agua del sistema de refrigeración en flujo contracorriente
El agua utilizada para enfriar el ácido de los intercambiadores W7/1-2
corresponde al circuito del sistema de enfriamiento de la Torre W11.
Tabla 12. Valores reales temperatura, flujo y ∆H del ácido en intercambiadores W7.
Entrada Salida ∆H Fecha Día-Mes-Año °C °C KW
05-07-2010 68,0 50,0 -6.058
12-07-2010 76,0 49,2 -9.295
19-07-2010 77,5 49,5 -9.449
26-07-2010 74,0 49,1 -8.629
02-08-2010 74,9 47,7 -9.093
Promedio 74,1 ± 3,64 49,1 ± 0,86 -8.505 ± 1.402,1
Los cálculos realizados para Tabla 12 se encuentran presentes en el Anexo I.
37
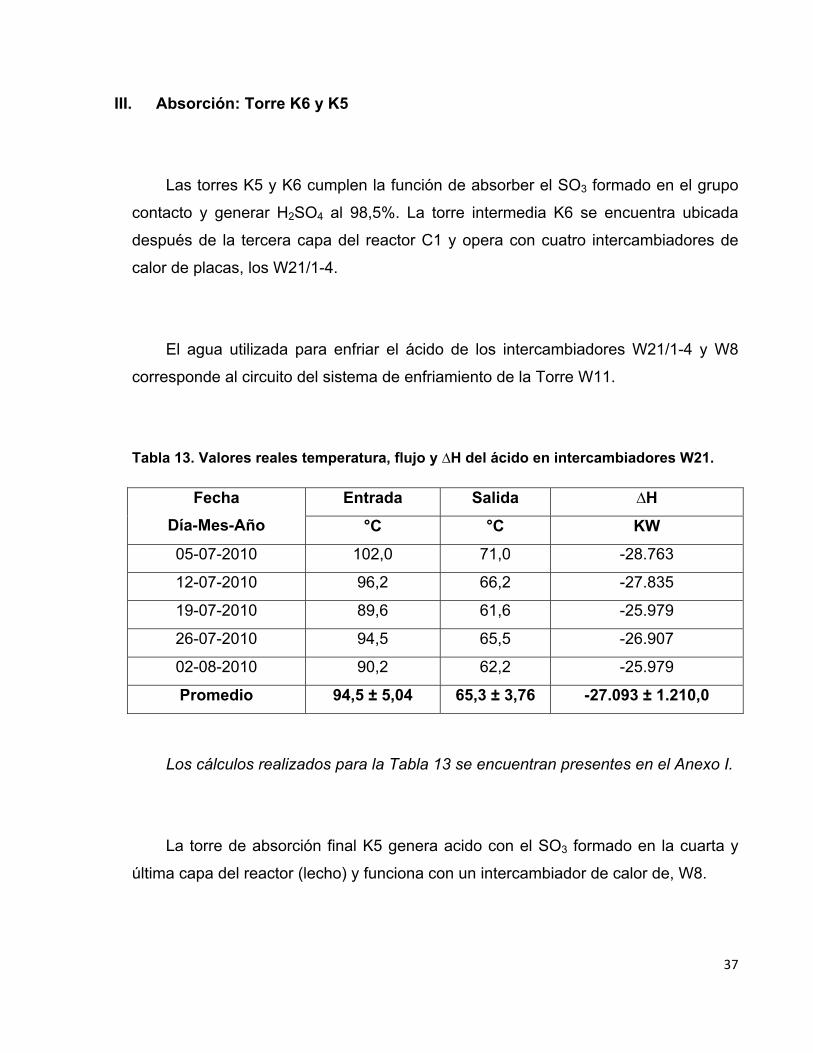
III. Absorción: Torre K6 y K5
Las torres K5 y K6 cumplen la función de absorber el SO3 formado en el grupo
contacto y generar H2SO4 al 98,5%. La torre intermedia K6 se encuentra ubicada
después de la tercera capa del reactor C1 y opera con cuatro intercambiadores de
calor de placas, los W21/1-4.
El agua utilizada para enfriar el ácido de los intercambiadores W21/1-4 y W8
corresponde al circuito del sistema de enfriamiento de la Torre W11.
Tabla 13. Valores reales temperatura, flujo y ∆H del ácido en intercambiadores W21.
Entrada Salida ∆H Fecha Día-Mes-Año °C °C KW
05-07-2010 102,0 71,0 -28.763
12-07-2010 96,2 66,2 -27.835
19-07-2010 89,6 61,6 -25.979
26-07-2010 94,5 65,5 -26.907
02-08-2010 90,2 62,2 -25.979
Promedio 94,5 ± 5,04 65,3 ± 3,76 -27.093 ± 1.210,0
Los cálculos realizados para la Tabla 13 se encuentran presentes en el Anexo I.
La torre de absorción final K5 genera acido con el SO3 formado en la cuarta y
última capa del reactor (lecho) y funciona con un intercambiador de calor de, W8.

38
Tabla 14. Valores reales temperatura, flujo y ∆H del agua en intercambiador W8.
Entrada Salida ∆H Fecha Día-Mes-Año °C °C KW
05-07-2010 85,3 53,0 -6.788
12-07-2010 89,7 51,3 -7.917
19-07-2010 83,7 47,0 -7.834
26-07-2010 81,2 47,5 -6.902
02-08-2010 84,3 48,3 -6.933
Promedio 84,8 ± 3,11 49,4 ± 2,61 -7.275 ± 552,0
Los cálculos realizados para la Tabla 14 se encuentran presentes en el Anexo I.
IV. Estanque ácido producto: B6
El estanque de ácido producto B6 funciona con un intercambiador de calor de
placas (W9), este sirve para almacenar de forma temporal el ácido proveniente de la
torre de absorción final K5 antes de ser enviado a los estanques de recepción final
cercanos a la planta de ácido.
El agua utilizada para enfriar el ácido del intercambiador W9 de ácido producto
corresponde al circuito del sistema de enfriamiento de la Torre W25.

39
Tabla 15. Valores reales temperatura, flujo y ∆H del agua en intercambiador W9.
Entrada Salida ∆H Fecha Día-Mes-Año °C °C KW
05-07-2010 81,6 48,4 -884
12-07-2010 82,9 47,2 -986
19-07-2010 81,1 45,9 -889
26-07-2010 73,9 41,6 -772
02-08-2010 86,6 46,0 -1.103
Promedio 81,2 ± 4,62 45,8 ± 2,57 -927 ± 124,2
Los cálculos realizados para la Tabla 15 se encuentran presentes en el Anexo I.
A continuación se presenta la Tabla 16 con el resumen con los calores reales
del ácido transferido en los intercambiadores de calor de placas.
Tabla 16. Resumen de los calores reales promedio calculados para el ácido de los intercambiadores de calor de placas y comparación con valores de diseño.
∆H Diseño ∆H Real Promedio Intercambiador kW kW
W1/1-3 (Torre K2) -21.504 -11.565
W20 (Torre K20) -9.416 -2.178
W7/1-2 (Torre K3) -7.815 -8.505
W21/1-4 (Torre K6) -31.164 -27.093
W8 (Torre K5) -7.647 -7.275
W9 (Estanque B6) -1.537 -927
TOTAL -79.083 -57.543
40
Análisis a las mediciones y cálculos realizados para el ácido de circulación
en intercambiadores de calor de placas
El calor real transferido por los intercambiadores W1/1-3, W20 y W9 es inferior
al de diseño debido principalmente a las siguientes causas:
• El funcionamiento sub-estándar del Sistema de Enfriamiento de la Torre W25
provoca un bajo enfriamiento evaporativo de la torre, que se refleja en un delta
real de temperatura inferior de 9°C, siendo el diseño de 20°C. Este bajo
enfriamiento se debe a que la torre presenta fallas estructurales, lo que
provoca que las piscinas superiores de distribución de agua no mantengan un
nivel parejo y similar.
• La operación con flujos de ácido mayores al diseño (910 m3/hr) en
intercambiadores W1/1-3, registrándose un promedio de 1.015 m3/hr,
manteniendo el flujo de agua correspondiente al diseño.
• Operación de los intercambiadores W20 y W9 con la mitad de placas que las
del diseño.
El principal efecto provocado por las causas mencionadas para estos equipos es
que la planta opera a temperaturas mayores a las del diseño. A estas temperaturas
disminuye la eficiencia del enfriamiento de los gases, afectando aguas arriba la
eficiencia del Soplador Principal V10 (aumento del volumen de los gases,
disminuyendo la capacidad de captación de gases desde fundición).
41
Los intercambiadores W7/1-2, W21/1-4 y W8 del sistema de la torre de
enfriamiento W11 realizan una transferencia de calor cercana a las condiciones de
diseño.
2) Aguas de enfriamiento
Se evaluó el coeficiente de transferencia global de calor (U) y el factor de
ensuciamiento (Rd) exclusivamente para el agua, debido a que en el lado del ácido
los intercambiadores de calor no presentan ensuciamiento significativo (solo en
situaciones de emergencia por obstrucción con material cerámico desprendido del
relleno de las torres de absorción).
Las corrientes de agua generan un alto grado de ensuciamiento y formación de
sólidos en los intercambiadores de manera paulatina en el transcurso del tiempo, por
tratamiento inadecuado (incrustación de carbonatos), arrastre de polvo, arrastre de
concentrados de cobre y variaciones del pH del agua en las torres. Las variaciones
de pH disuelven las protecciones y óxidos de las tuberías precipitándolas en el
interior de los intercambiadores.
El coeficiente de transferencia de calor global entre un fluido caliente a
temperatura (TC1; TC2) y otro frío a temperatura (TF1; TF2) separados por una pared
plana se define mediante la ecuación de calor.10
LMTDAUHTTcpm FF ⋅⋅=Δ=−⋅⋅ )( 12

42
m: Flujo másico foco frío.
cp: Calor específico foco frío.
En donde despejamos y obtenemos:
LMTDAH
LMTDATTcpmU FF
**)( 12 Δ=
−⋅⋅=
El cálculo del LMTD se realiza con las temperaturas de entrada y salida de
ambos flujos, entregando una media logarítmica de la variación de temperatura en el
intercambiador.
A continuación, en la Figura 8 se muestra el perfil de temperatura para flujo
contracorriente.
Figura 8. Perfil de temperatura para flujo contracorriente.10
El cálculo del LMTD se realiza con la siguiente ecuación:

43
⎟⎟⎠
⎞⎜⎜⎝
⎛−−
−−−=
12
21
1221
ln
)()(
FC
FC
FCFC
TTTT
TTTTLMTD
En un proyecto es necesario calcular los coeficientes de transferencia de calor,
pero suele ser útil en las estimaciones preliminares el tener un valor aproximado de
“U” de las condiciones que han de encontrarse en la práctica.10
Con frecuencia resulta imposible predecir el coeficiente de transferencia de calor
global de un intercambiador de calor al cabo de un cierto tiempo de funcionamiento,
teniendo sólo en cuenta el análisis térmico; durante el funcionamiento con la mayoría
de los líquidos, se van produciendo gradualmente unas películas de suciedad sobre
la superficie en la que se realiza la transferencia térmica, que pueden ser de óxidos,
incrustaciones de calizas procedentes de la caldera, lodos, carbonilla u otros
precipitados.10
El efecto que ésta suciedad se conoce con el nombre de “incrustaciones”, y
provoca un aumento de la resistencia térmica del sistema; normalmente el fabricante
no puede predecir la naturaleza del depósito de suciedad o la velocidad de
crecimiento de las incrustaciones, limitándose únicamente a garantizar la eficiencia
de los intercambiadores limpios.10
La resistencia térmica del depósito se determina a partir de ensayos reales o de
la experiencia. Si se realizan ensayos de rendimiento en un intercambiador limpio y
se repiten después de que el aparato haya estado en servicio durante algún tiempo,

44
se puede determinar la resistencia térmica del depósito (o factor de incrustación) Rd
mediante la relación:
URdcalc
1=
U: Coeficiente global.
Rdcalc: Factor de ensuciamiento calculado.
A continuación, en la Tabla 17 se muestran factores de ensuciamiento normales para
distintos tipos de de líquidos de refrigeración.
Tabla 17. Factores de ensuciamiento normales.
Tipo de fluido Requiv (m2 ºC/ kW)
Agua de mar por debajo de 52 °C 0,9
Agua de mar por encima de 52 °C 0,3
Agua de alimentación de calderas por encima de 52 °C 0,5
Agua de río 0,5-0,6
Agua condensada en un ciclo cerrado 0,5
Agua de torre de refrigeración tratada 0,6-0,8
Líquido refrigerante 0,5
Fuente: www.scribd.com

45
La Tabla 18 muestra el LMTD, U y Rd para los Intercambiadores de calor de
placas de la planta de ácido de la División Ventanas, obtenidos del catálogo de la
empresa que diseño y construyo estos equipos, Alfa Laval. El calor del foco frío es el
agua y el LMTD corresponde a flujo contra corriente.
Tabla 18. LMTD, U y Rd, de diseño para los Intercambiadores de calor de placas.
Área LMTD ∆H U Rd m2 °C KW KW/m2°C m2°C/KW
W1/1 108,0 18,0 7.168 3,69 0,27
W1/2 108,0 18,0 7.168 3,69 0,27
W1/3 108,0 18,0 7.168 3,69 0,27
W20 101,1 18,0 9.416 5,17 0,19
W7/1 101,5 17,5 3.907 2,20 0,45
W7/2 101,5 17,5 3.907 2,20 0,45
W21/1 105,4 50,3 7.791 1,47 0,68
W21/2 105,4 50,3 7.791 1,47 0,68
W21/3 105,4 50,3 7.791 1,47 0,68
W21/4 105,4 50,3 7.791 1,47 0,68
W8 105,4 36,6 7.647 1,98 0,50
W9 28,5 26,0 1.537 2,07 0,48
Fuente: Catálogo Alfa Laval
A continuación, de la Tabla 19 a la 24 se presentan resúmenes de las
mediciones de las temperaturas para el agua de enfriamiento y cálculos de los
valores reales de ΔH para cada intercambiador de calor de placas, los cuales deben
ser congruentes con los calculados para el ácido.

46
Tabla 19. Valores reales temperatura, flujo y ∆H del agua en intercambiadores W1/1-3.
Entrada Salida ∆H Agua Fecha Día-Mes-Año °C °C KW
05-07-2010 21,8 31,6 11.331
12-07-2010 22,0 32,4 12.024
19-07-2010 21,5 31,3 11.331
26-07-2010 20,5 30,3 11.331
02-08-2010 21,7 31,0 10.753
Promedio 21,5 ± 0,59 31,3 ± 0,77 11.354 ± 450,5
Los cálculos realizados para la Tabla 19 se encuentran presentes en el Anexo I.
Tabla 20. Valores reales temperatura, flujo y ∆H del agua en intercambiador W20.
Entrada Salida ∆H Agua Fecha Día-Mes-Año °C °C KW
05-07-2010 21,8 26,5 2.183
12-07-2010 22,3 26,9 2.136
19-07-2010 23,2 27,4 1.950
26-07-2010 21,5 25,8 1.997
02-08-2010 23,7 28,1 2.043
Promedio 22,5 ± 0,93 26,9 ± 0,87 2.062 ± 96,6
Los cálculos realizados para la Tabla 20 se encuentran presentes en el Anexo I.

47
Tabla 21. Valores reales temperatura, flujo y ∆H del agua en intercambiadores W7/1-2.
Entrada Salida ∆H Agua Fecha Día-Mes-Año °C °C KW
05-07-2010 21,0 34,5 6.038
12-07-2010 21,0 41,4 9.124
19-07-2010 20,5 41,1 9.214
26-07-2010 21,1 40,0 8.453
02-08-2010 20,2 40,5 9.079
Promedio 20,8 ± 0,39 39,5 ± 2,85 8.382 ± 1.344,2
Los cálculos realizados para la Tabla 21 se encuentran presentes en el Anexo I.
Tabla 22. Valores reales temperatura, flujo y ∆H del agua en intercambiadores W21/1-4.
Entrada Salida ∆H Agua Fecha Día-Mes-Año °C °C KW
05-07-2010 21,0 41,3 28.749
12-07-2010 22,4 42,0 27.757
19-07-2010 22,8 41,1 25.916
26-07-2010 21,0 40,0 26.907
02-08-2010 21,2 39,5 25.916
Promedio 21,7 ± 0,86 40,8 ± 1,01 27.049 ± 1.222,6
Los cálculos realizados para la Tabla 22 se encuentran presentes en el Anexo I.

48
Tabla 23. Valores reales temperatura, flujo y ∆H del agua para intercambiador W8.
Entrada Salida ∆H Agua Fecha Día-Mes-Año °C °C KW
05-07-2010 21,0 42,3 6.775
12-07-2010 18,2 43,0 7.889
19-07-2010 18,4 43,0 7.825
26-07-2010 21,0 42,6 6.871
02-08-2010 19,8 41,5 6.903
Promedio 19,7 ± 1,35 42,5 ± 0,62 7.253 ± 554,2
Los cálculos realizados para la Tabla 23 se encuentran presentes en el Anexo I.
Tabla 24. Valores reales temperatura, flujo y ∆H del agua para intercambiador W9.
Entrada Salida ∆H Agua Fecha Día-Mes-Año °C °C KW
05-07-2010 21,4 36,0 879
12-07-2010 20,3 36,5 975
19-07-2010 22,5 37,1 879
26-07-2010 24,1 36,9 770
02-08-2010 18,3 36,5 1.095
Promedio 21,3 ± 2,20 36,6 ± 0,42 920 ± 122,0
Los cálculos realizados para la Tabla 24 se encuentran presentes en el Anexo I.
A continuación, en la Tabla 25 se presenta un resumen con los coeficientes de
transferencia global de calor y factores de ensuciamiento calculados.

49
Tabla 25. LMTD, U y Rd reales calculados para los intercambiadores de calor de placas de la planta de ácido.
Área LMTD Real ∆H Real Promedio U Real Rd Real
m2 °C KW KW/m2°C m2°C/KW
W1/1 108,0 20,0 3.784,67 1,75 0,57
W1/2 108,0 20,0 3.784,67 1,75 0,57
W1/3 108,0 20,0 3.784,67 1,75 0,57
W20 101,1 18,0 2.061,00 1,13 0,88
W7/1 101,5 31,0 4.191,00 1,33 0,75
W7/2 101,5 31,0 4.191,00 1,33 0,75
W21/1 105,4 48,0 6.762,25 1,34 0,75
W21/2 105,4 48,0 6.762,25 1,34 0,75
W21/3 105,4 48,0 6.762,25 1,34 0,75
W21/4 105,4 48,0 6.762,25 1,34 0,75
W8 105,4 36,0 7.253,00 1,91 0,52
W9 28,5 34,0 920,00 0,95 1,05
Los cálculos realizados en la Tabla 25 se encuentran presentes en el Anexo I.
Análisis a mediciones y cálculos realizados en aguas de enfriamiento
Los factores de ensuciamiento del agua en los intercambiadores de calor de
placas pertenecientes al sistema de enfriamiento de la torre W25 son mayores que
los de diseñados por Alfa Laval, esto se debe a la gran contaminación del agua en la
torre W25, reflejado finalmente en la menor transferencia de calor mostrada.

50
Para los intercambiadores de calor de placas pertenecientes al sistema de
enfriamiento de la torre W11 se aprecian factores de ensuciamiento para el agua
cercanos al diseño. Estos valores son congruentes, debido a que la transferencia de
calor real se aproxima al diseño.
Tabla 26. Comparación entre diseño, cálculo realizado al ácido y agua de ∆H.
∆H Diseño ácido
∆H Diseño agua
∆H Real ácido
∆H Real agua
Sistema de Enfriamiento Intercambiador
kW kW kW kW
W1/1-3 -21.504 21.504 -11.565 11.354
W20 -9.416 9.416 -2.178 2.062
W9 -1.537 1.537 -927 920
Torre W25
Sub Total 1 -32.457 32.457 -14.670 14.336
W7/1-2 -7.815 7.815 8.505 8.382
W21/1-4 -31.164 31.164 -27.093 27.049
W8 -7.647 7.647 -7.275 7.253
Torre W11
Sub Total 2 -46.626 46.626 -42.873 42.684
Total -79.083 79.083 -57.543 57.020
La Tabla 26 muestra en resumen que el calor transferido al agua es muy
cercano al diseño en los intercambiadores W7/1-2, W21/1-4 y W8, los cuales forman
parte del sistema de enfriamiento de la Torre W11.
En los intercambiadores W1/1-3, W20 y W9, los cuales forman parte del sistema
de enfriamiento de la torre W25, se observa que el calor transferido al agua
representa la mitad que el diseñado por Hugo Petersen.

51
4.1.2 Intercambiadores Gas-Aire (Conversión y Absorción)
Existe una pérdida de calor en los intercambiadores de calor de tubos
concéntricos gas-aire de los reactores de conversión de SO2 a SO3. En los
intercambiadores W26 y W27 el aire caliente de salida es simplemente liberado a la
atmósfera.
El Intercambiador W26 enfría el SO3 formado y el resto de SO2 sin reaccionar
proveniente del tercer lecho del reactor C1, que después se enfría en el
intercambiador W23 para su posterior envío a la Torre de Absorción Intermedia K6.
En Intercambiador W27 enfría el SO3 restante formado que proviene del cuarto
lecho del reactor C1, que después se enfría en el intercambiador W24 para su
posterior envío a la Torre de Absorción Final K5.
Tabla 27. Parámetros de diseño para intercambiadores W26 y W27.
Flujo Másico Cp ΔT ΔH Intercambiadores
Kg/s KJ/Kg°C °C KW
W26 56,24 1,045 -44,6 -2.621
W27 43,25 1,076 -11,9 -554
Fuente: Hugo Petersen Total 3.175
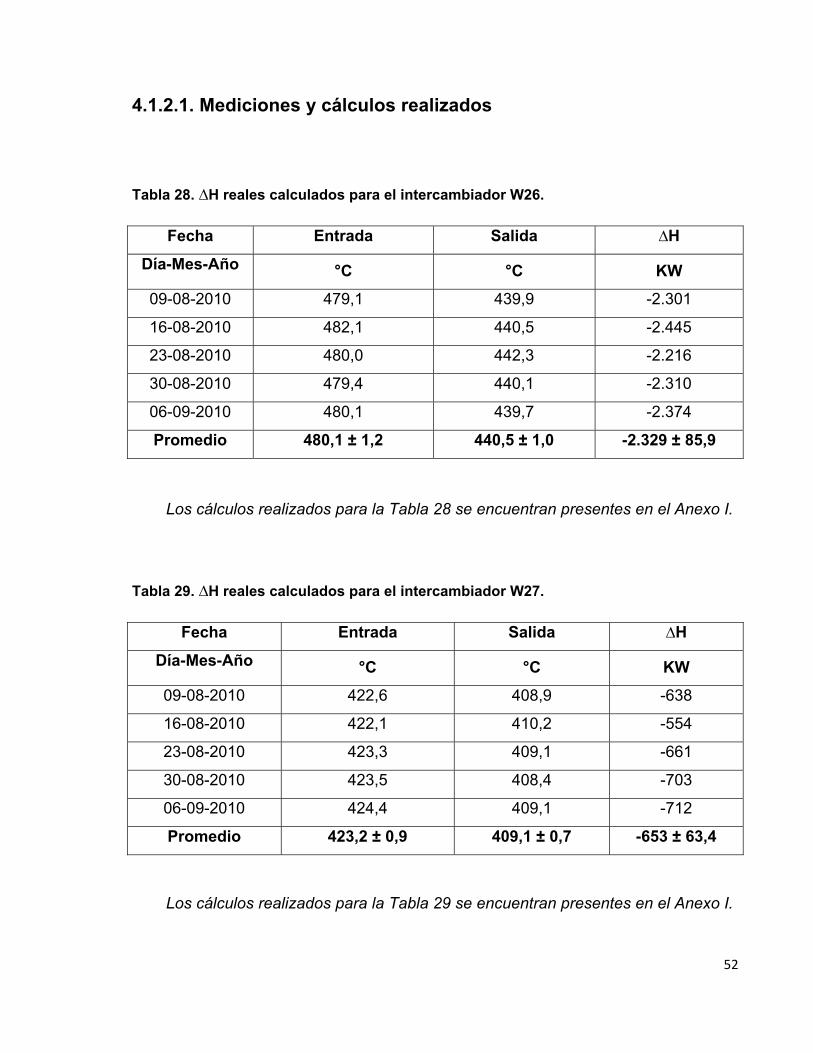
En la Tabla 28 y Tabla 29 se observa un resumen de las entalpías calculadas
con las temperaturas reales para cinco mediciones realizadas, manteniendo el flujo
de diseño para los intercambiadores W26 y W27 respectivamente.
52
4.1.2.1. Mediciones y cálculos realizados
Tabla 28. ∆H reales calculados para el intercambiador W26.
Fecha Entrada Salida ∆H
Día-Mes-Año °C °C KW
09-08-2010 479,1 439,9 -2.301
16-08-2010 482,1 440,5 -2.445
23-08-2010 480,0 442,3 -2.216
30-08-2010 479,4 440,1 -2.310
06-09-2010 480,1 439,7 -2.374
Promedio 480,1 ± 1,2 440,5 ± 1,0 -2.329 ± 85,9
Los cálculos realizados para la Tabla 28 se encuentran presentes en el Anexo I.
Tabla 29. ∆H reales calculados para el intercambiador W27.
Fecha Entrada Salida ∆H
Día-Mes-Año °C °C KW
09-08-2010 422,6 408,9 -638
16-08-2010 422,1 410,2 -554
23-08-2010 423,3 409,1 -661
30-08-2010 423,5 408,4 -703
06-09-2010 424,4 409,1 -712
Promedio 423,2 ± 0,9 409,1 ± 0,7 -653 ± 63,4
Los cálculos realizados para la Tabla 29 se encuentran presentes en el Anexo I.

53
Tabla 30. Resumen comparativo de valores de diseño versus los valores reales de calor transferido en los intercambiadores W26 y W27.
∆H Diseño ∆H Real Promedio Intercambiador KW KW
W26 -2.621 -2.330
W27 -554 -654
Total -3.175 -2.984
Análisis a mediciones y cálculos realizados a intercambiadores Gas-Aire
La operación de los intercambiadores W26 y W27 es optima y similar al diseño,
sin embargo, se debe tener en cuenta que el calor que se libera a la atmósfera por
estos equipos es bajo y no es constante. Existen periodos en que no circula aire de
enfriamiento en las siguientes situaciones:
• Bajo SO2 desde Fundición.
• Bajo flujo de gases.
• Partidas semanales de planta y de mantención anual.
A continuación, en el Capitulo 5 se presenta el diseño de un sistema de
recuperación de energía enfocado a las necesidades de la empresa. Finalmente se
realizó un análisis económico.

54
Capitulo 5
5.1. Diseño de Sistema de Recuperación de Energía para la Planta de Ácido de la División Ventanas
Como fue planteado en el marco teórico y demostrado en la evaluación de la
situación energética de la Planta de Ácido de la División Ventanas, el área óptima
para diseñar un sistema de recuperación de energía es en los circuitos de los
sistemas de aguas de enfriamiento, siendo el circuito de ácido fuerte de la Torre W11
el elegido para realizar el diseño debido a que:
• Transporta 2/3 del calor total aprovechable de las aguas de enfriamiento. • Operación estable en la transferencia de calor. • Parámetros operacionales y transferencia de calor cercana al diseño.
A continuación, en la Figura 9 se observa el circuito de la Torre W11.
Figura 9. Esquema actual del circuito de la Torre W11.

55
La Torre W11 enfría 1.879 m3/hr de agua desde 40°C hasta 20°C con dos
ventiladores de tiro inducido (VTI), evaporando 51,5 m3/hr de agua. El agua proviene
de los intercambiadores:
• W21/1-4: Cuatro intercambiadores que operan con 1.220 m3/hr de agua y enfrían el ácido de la Torre de Absorción Intermedia K6.
• W7/1-2: Dos intercambiadores que operan con 385 m3/hr de agua y enfrían el ácido de la Torre de Secado Primario K3.
• W8: Un intercambiador que opera con 274 m3/hr de agua y enfrían el ácido de la Torre de Absorción Final K5.
5.1.1. Sistema de Recuperación de Energía "circuito de ácido fuerte"
5.1.1.1. Descripción del sistema
El nuevo sistema de recuperación de energía consiste en la incorporación de
tres intercambiadores de calor de placas Alfa Laval idénticos, que aprovechan el
calor del ácido en la absorción intermedia. Los tres equipos enfriarán un total de 935
m3/hr de ácido concentrado al 98,5% desde 95°C hasta 65°C proveniente de una
purga del fondo de la Torre de Absorción Intermedia K6. El ácido “frio” será devuelto
al tope de la Torre K6, para mantener el volumen de ácido necesario de operación de
la torre.
Se utilizará un total de 788 m3/hr de agua a 40°C proveniente de una purga de
los ductos de salida de los intercambiadores W21/1-4, W7/1-2 y W8. El “agua
caliente” saldrá de los nuevos intercambiadores a 62°C.

56
A continuación, en la Figura 10 se presenta un esquema general del proceso.
Figura 10. Esquema general del nuevo sistema de recuperación de calor.
5.1.1.2. Usos para el agua a 62°C obtenida
El agua a 62°C obtenida podrá calefaccionar el 22% (549 m3/hr) del electrolito
circulante total en Refinería Electrolítica desde 55 a 60°C. El agua una vez utilizada
en Refinería saldrá a 58°C (el detalle de estos cálculos en Anexo II).
Una purga de 50 m3/hr de agua a 58°C servirá para precalentar 30 m3/hr de
agua fresca desde 25°C a 55°C para alimentación a calderas (el detalle de estos
cálculos en Anexo II).

57
Se podrá generar un ahorro de combustible en la caldera, debido que requerirá
menor energía para generar vapor saturado a 100°C (2,5 kg/cm2), representando un
ahorro de 4,1% de energía (el detalle de estos cálculos en Anexo II).
Los 738 m3/hr de agua restante a 58°C servirán para calefacción de otros
procesos. Finalmente se juntan los flujos (788 m3/hr) y retorna toda el agua a la
Planta de Acido a 40°C directamente a la Torre W11 para enfriarse hasta 20°C y así
completar el circuito cerrado.
A continuación, en la Figura 11 se muestra un esquema del aprovechamiento
del calor del agua a 62°C generada en la Planta de Ácido.
Figura 11. Esquema del aprovechamiento de agua caliente generada en la Planta de Ácido.
58
Es importante destacar que tres de los cuatro actuales intercambiadores W21
quedarán “stand by” en caso de detención del proceso de la Refinería Electrolítica,
para no afectar la operación de la Planta de Acido.
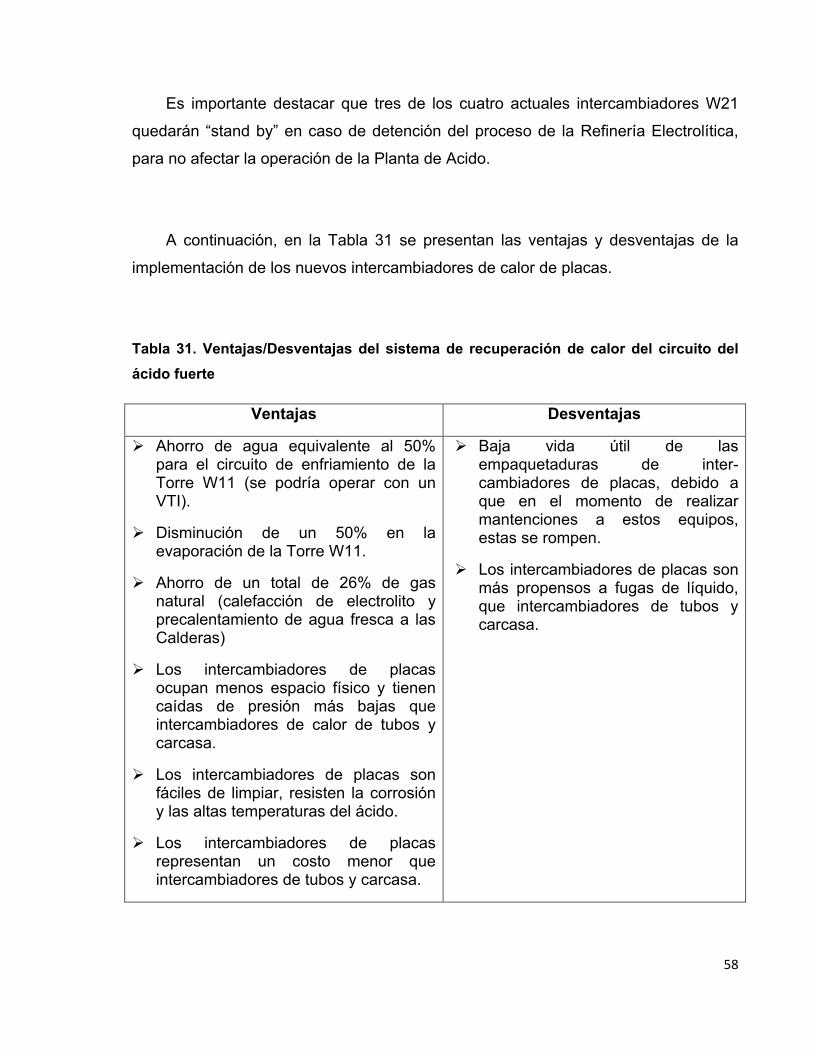
A continuación, en la Tabla 31 se presentan las ventajas y desventajas de la
implementación de los nuevos intercambiadores de calor de placas.
Tabla 31. Ventajas/Desventajas del sistema de recuperación de calor del circuito del ácido fuerte
Ventajas Desventajas
Ahorro de agua equivalente al 50% para el circuito de enfriamiento de la Torre W11 (se podría operar con un VTI).
Disminución de un 50% en la evaporación de la Torre W11.
Ahorro de un total de 26% de gas natural (calefacción de electrolito y precalentamiento de agua fresca a las Calderas)
Los intercambiadores de placas ocupan menos espacio físico y tienen caídas de presión más bajas que intercambiadores de calor de tubos y carcasa.
Los intercambiadores de placas son fáciles de limpiar, resisten la corrosión y las altas temperaturas del ácido.
Los intercambiadores de placas representan un costo menor que intercambiadores de tubos y carcasa.
Baja vida útil de las empaquetaduras de inter-cambiadores de placas, debido a que en el momento de realizar mantenciones a estos equipos, estas se rompen.
Los intercambiadores de placas son más propensos a fugas de líquido, que intercambiadores de tubos y carcasa.

59
5.1.2. Diseño operacional de nuevos Intercambiador de Placas
Criterios para diseño operacional de intercambiadores
1. Selección del flujo de ácido y agua
Fueron estudiadas tres alternativas de flujo para el diseño de los
intercambiadores, utilizando como base de cálculo el flujo de ácido a un 40%, 75% y
100% del flujo total de la Torre K6 (1.245 m3/hr) a 95°C a la entrada de los
intercambiadores nuevos y 65°C a la salida. Además se fijaron las temperaturas del
agua en 40°C para la entrada y 62°C para la salida (temperatura mínima para
calefaccionar electrolito en Refinería Electrolítica).
Tabla 32. Opciones de flujos totales para el diseño de intercambiadores nuevos.
Opciones para
diseño
Acido
Agua
∆T Agua
∆T Acido
Q
Agua Total
Torre W11
Ahorro de Agua
Torre W11 ElectrolitoCaliente
m3/hr m3/hr °C °C KW m3/hr Actual - - - - - 1.879 - - 40% de
ácido K6 500 422 22 30 10.766 1.350 28% 12%
75% de ácido K6 935 788 22 30 20.133 946 50% 22%
*100% de ácido K6
1.245 1.050 22 30 26.808 - - -
100% de ácido K6 1.245 550 42 30 26.808 1.209 36% 15%

60
* Observación: No es posible la opción de enfriar el 100% (1.245 m3/hr) de ácido
utilizando 1.050 m3/hr de agua a 40°C (∆T = 22°C), debido a que si todos los
intercambiadores W21/1-4 son dejados "stand by" solo existe un máximo de 659
m3/hr real de agua a 40°C que proviene de los intercambiadores W7/1-2 y W8.
Como se muestra en la Tabla 32 utilizando un 75% del flujo total de ácido de la
Torre K6 se obtiene el equilibrio óptimo de los flujos, por este motivo, el diseño se
realizo según esta proporción.
2. Selección del número y el tipo de intercambiadores
La selección del número de equipos se guió por los flujos máximos de operación
en los distintos tipos de intercambiadores del catálogo de Alfa Laval. Las alternativas
más cercanas para los flujos estudiados se presentan en la Tabla 33.
Tabla 33. Tipos de intercambiadores de placas y flujos máximos de operación.
TIPO P25 P4 P16
Flujo total máximo: m3/h 450 260 400
Fuente: Alfa Laval
De esta tabla fue seleccionado el intercambiador tipo P16, por lo tanto, para un
flujo total de ácido de 935 m3/hr se requieren tres intercambiadores con un flujo de
311,67 m3/hr de ácido para cada equipo.

61
A continuación, se muestra el diseño de los intercambiadores, que funcionarán
en paralelo. Los cálculos se basan en la información para diseño de
intercambiadores de placas de la empresa Alfa Laval (Protocolo de diseño por Alfa
Laval en Anexo I).
Diseño operacional por intercambiador
A continuación, en la Tabla 34 se presentan las propiedades físicas y
condiciones de operación para el ácido y el agua para realizar los cálculos de diseño
por intercambiador.
Tabla 34. Propiedades físicas y condiciones de operación para los fluidos.
Unidades Acido Agua
Densidad (�) Kg/m3 1.782 1.000
Calor específico (cp) KJ/Kg*°C 1,45 4,18
Conductividad (k) KJ/m*hr*°C 1,30 2,24
Viscosidad (µ) Kg/m*hr 14,40 2,16
Flujo volumétrico (FV) m3/hr 311,67 262,67
Temperatura entrada °C 95 40
Temperatura Salida °C 65 62
1) Carga de Calor, Q
Q = m * cp * ∆T
Q = 311,67 * (1.782 / 3600) * 1,45 * (95 - 65)
Q = 6.711 KW

62
2) Temperatura media logarítmica, LMTD
∆t1 = T1 – t2 = 95 – 62 = 33°C
∆t2 = T2 – t1 = 65 – 40 = 25°C
LMTD = (∆t1 - ∆t2) / LN (∆t1 / ∆t2) = (33 – 25) / LN (33/25)
LTMD = 28,8 °C
3) Resistencias a la incrustación, r
A continuación, en la Tabla 35 se presentan resistencias a la incrustación para
intercambiadores de placas Alfa Laval.
Tabla 35. Resistencias a la incrustación para diseño de intercambiadores de placas.
Fluido r x 105 m2*°C/W Agua Desmineralizada o destilada 0,17 Blanda 0,34 Dura 0,86 De enfriamiento (tratada) 0,70 De mar 0,86 De río 0,86 Aceites lubricantes 0,34 a 0,86 Aceites vegetales 0,34 a 1,03 Solventes orgánicos 0,17 a 0,51 Vapor 0,17 Fluidos de proceso 0,34 a 1,03
Fuente: Alfa Laval

63
Acido, ra = 0,5 * 10-5 m2*°C/W
Agua, rw = 0,86 * 10-5 m2*°C/W
4) Número de unidades de transferencia de calor, HTU
Acido, HTU = (T1 – T2) / (LTMD) = (95 - 65) / (28,8) = 1,0
Agua, HTU = (t2 – t1) / (LTMD) = (62 - 40) / (28,8) = 0,76
HTU Total = 1,76 ≈ 2,0
5) Área provisional requerida, Ao
Suposición, U = 2500 W/m2
(Fluidos de proceso 2000-3000 W/m2 para intercambiadores de placas)
Ao = Q / (U*LTMD) = 6.711.000 / (2500 * 28,8)
Ao = 93,2 m2
6) Tipo y características de las placas
A continuación, en la Tabla 36 se presentan distintos tipos de placas para
intercambiadores Alfa Laval, con sus respectivas dimensiones.
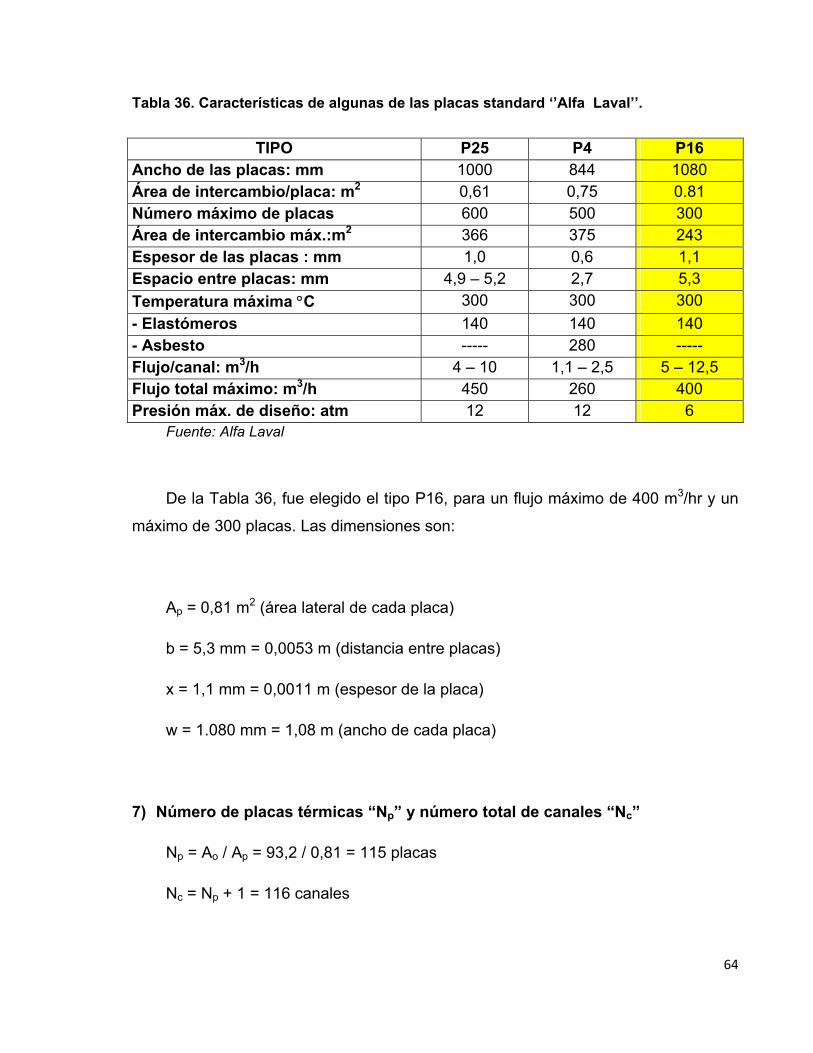
64
Tabla 36. Características de algunas de las placas standard ‘’Alfa Laval’’.
TIPO P25 P4 P16 Ancho de las placas: mm 1000 844 1080 Área de intercambio/placa: m2 0,61 0,75 0.81 Número máximo de placas 600 500 300 Área de intercambio máx.:m2 366 375 243 Espesor de las placas : mm 1,0 0,6 1,1 Espacio entre placas: mm 4,9 – 5,2 2,7 5,3 Temperatura máxima °C 300 300 300 - Elastómeros 140 140 140 - Asbesto ----- 280 ----- Flujo/canal: m3/h 4 – 10 1,1 – 2,5 5 – 12,5 Flujo total máximo: m3/h 450 260 400 Presión máx. de diseño: atm 12 12 6
Fuente: Alfa Laval
De la Tabla 36, fue elegido el tipo P16, para un flujo máximo de 400 m3/hr y un
máximo de 300 placas. Las dimensiones son:
Ap = 0,81 m2 (área lateral de cada placa)
b = 5,3 mm = 0,0053 m (distancia entre placas)
x = 1,1 mm = 0,0011 m (espesor de la placa)
w = 1.080 mm = 1,08 m (ancho de cada placa)
7) Número de placas térmicas “Np” y número total de canales “Nc”
Np = Ao / Ap = 93,2 / 0,81 = 115 placas
Nc = Np + 1 = 116 canales

65
8) Número de canales paralelos por paso, np
np = Fv / v (número de canales en que debe dividirse el flujo)
Fv = 311,67 m3/hr (se toma el mayor flujo volumétrico)
v = 9 m3/hr (Flujo por canal, de la Tabla 44, v = 5 – 12,5)
np = 311,67 / 9 = 34,6
np = 35
9) Arreglo del intercambiador y factor térmico
Número de pasos, n = Nc / 2 * np
n = 116 / (2 * 35) = 1,7 ≈ 2
Por lo tanto, es un intercambiador del tipo 2/2 con 35 canales.
Np (real) = (2 * 35 + 2*35) -1
Np (real) = 139 placas térmicas
Figura 12. Factor térmico para intercambiadores de placas (Alfa Laval).
De la Figura 12 se obtiene: FT = 0,93.

66
10) Coeficiente de película
Ácido
Diámetro equivalente, De = 2 * b
De = 2 * 0,0053 = 0,0106 m
Velocidad másica, G = m / a
m = 311,67 * 1.782 = 555.396 kg/hr
Área de sección transversal ofrecida por el conjunto de canales de cada paso,
a = a’ * np
Área de sección transversal de un canal, a’ = w * b
a’ = 1,08 * 0,0053 = 0,00572 m2
a = 0,00572 * 35 = 0,20 m2
G = 555.396 / 0,20 = 2.776.980 Kg/hr*m2
Reynolds, Re = De * G / µ
Re = 0,0106 * 2.776.980 / 14,4
Re = 2.044 > 400 (flujo turbulento)
Pr = cp * µ / k
Pr = 1,45 * 14,4 / 1,3 = 16,1
Para flujo turbulento se tiene que h = 0,2536 * (k / De) * (Re)0,65 * (Pr)0,4
h = 0,2536 * (1,3 / 0,0106) * (2.044)0,65 * (16,1)0,4 = 13.407 KJ / hr*m2*°C
hácido = 3.724 W/m2*°C

67
Agua
Diámetro equivalente, De = 2 * b
De = 2 * 0,0053 = 0,0106 m
Velocidad másica, G = m / a
m = 262,64 * 1.000 = 262.670 kg/hr
G = 262.670 / 0,20 = 1.313.350 Kg/hr*m2
Reynolds, Re = De * G / µ
Re = 0,0106 * 1.313.350 / 2,16
Re = 6.445 > 400 (flujo turbulento)
Pr = cp * µ / k
Pr = 4,18 * 2,16 / 2,24 = 4,03
Para flujo turbulento se tiene que h = 0,2536 * (k / De) * (Re)0,65 * (Pr)0,4
h = 0,2536 * (2,24 / 0,0106) * (6.445)0,65 * (4,03)0,4 = 28.003 KJ / hr*m2*°C
hagua = 7.779 W/m2*°C
11) Coeficiente total de transferencia de calor y área real
rTotal = 1/hácido + ra + rw + 1/hagua
rTotal = 1/ 3.724 + 0,5*10-5 + 0,86*10-5 + 1 / 7.779
rTotal = 0,00041 m2*°C/W
Ureal = 1 / rTotal
Ureal = 2.435 W/m2*°C
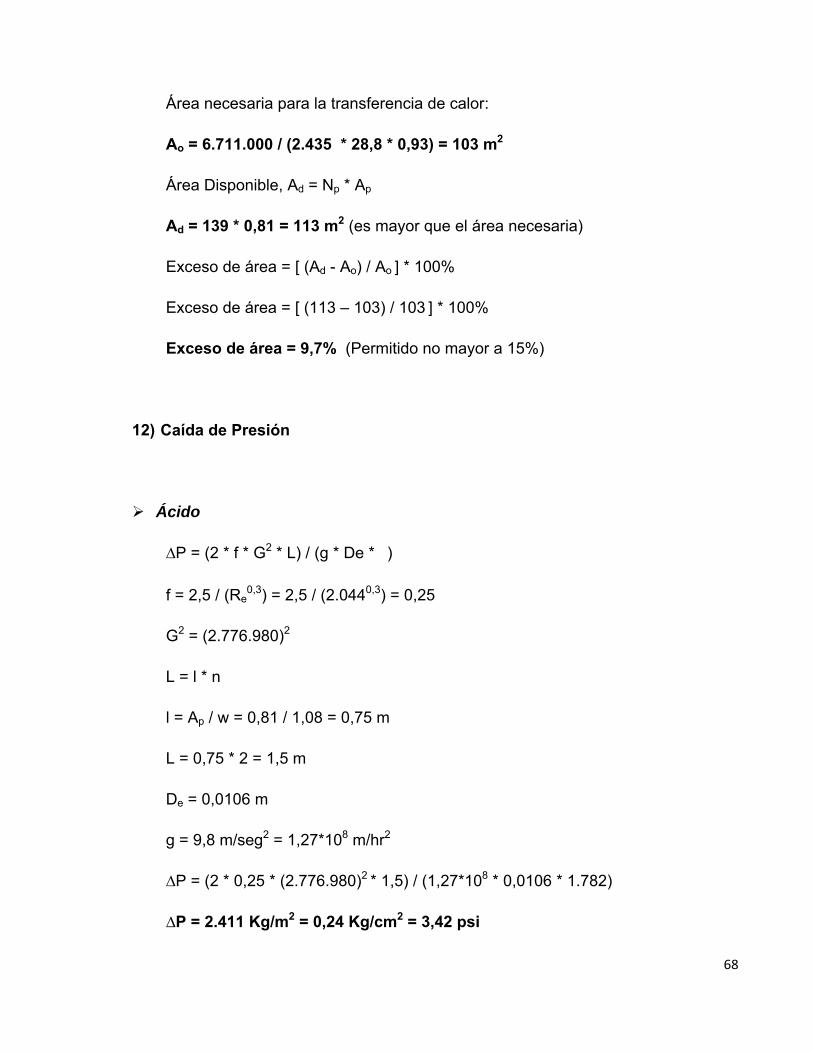
68
Área necesaria para la transferencia de calor:
Ao = 6.711.000 / (2.435 * 28,8 * 0,93) = 103 m2
Área Disponible, Ad = Np * Ap
Ad = 139 * 0,81 = 113 m2 (es mayor que el área necesaria)
Exceso de área = [ (Ad - Ao) / Ao ] * 100%
Exceso de área = [ (113 – 103) / 103 ] * 100%
Exceso de área = 9,7% (Permitido no mayor a 15%)
12) Caída de Presión
Ácido
∆P = (2 * f * G2 * L) / (g * De * �)
f = 2,5 / (Re0,3) = 2,5 / (2.0440,3) = 0,25
G2 = (2.776.980)2
L = l * n
l = Ap / w = 0,81 / 1,08 = 0,75 m
L = 0,75 * 2 = 1,5 m
De = 0,0106 m
g = 9,8 m/seg2 = 1,27*108 m/hr2
∆P = (2 * 0,25 * (2.776.980)2 * 1,5) / (1,27*108 * 0,0106 * 1.782)
∆P = 2.411 Kg/m2 = 0,24 Kg/cm2 = 3,42 psi

69
Agua
∆P = (2 * f * G2 * L) / (g * De * �)
f = 2,5 / (Re0,3) = 2,5 / (6.4450,3) = 0,2
G2 = (1.313.350)2
∆P = (2 * 0,2 * (1.313.350)2 * 1,5) / (1,27*108 * 0,0106 * 1.000)
∆P = 770 Kg/m2 = 0,08 Kg/cm2 = 1,1 psi
13) Resumen del diseño
Fueron seleccionados tres intercambiadores de Placas “Alfa Laval”, tipo P16,
que utilizarán cada uno 139 placas y se arreglan en 2 pasos para cada fluido con 35
canales paralelos por paso, con lo cual se tiene un área de transferencia de calor
disponible de 113 m2 por intercambiador.
La caída de presión total en la línea de los tres intercambiadores para el ácido
es de 0,72 Kg/cm2 y para el agua de 0,24 Kg/cm2.

70
5.1.3. Diseño operacional de bomba para intercambiadores nuevos
La nueva bomba succionará agua desde un estanque de traspaso de 8 m3 que
recibe agua de los intercambiadores W21, W7/1-2 y W8 a 40°C. La descarga pasará
a través de los nuevos intercambiadores de placas, calefacción de electrolito,
precalentamiento de agua fresca de alimentación de calderas y calefacción de otros
procesos. Finalmente el agua llegará a las piscinas en el tope de la Torre de
enfriamiento W11 en la Planta de Acido.
A continuación, en la Figura 13 se muestra el esquema general.
Figura 13. Esquema de nueva bomba para sistema propuesto.

71
Suposición:
∆P Calefacción de Electrolito: 0,2 kg/cm2
∆P Precalentamiento agua de calderas: 0,1 kg/cm2
∆P Calefacción de otros procesos: 0,2 kg/cm2
Propiedades físicas y parámetros de diseño:
- µ = 1,45 lb/pie*hr = 4*10-4 lb/pie*seg
- PSUCCIÓN = 1,03 kg/cm2 = 14,7 psi
- PDESCARGA = 0,24 + 0,2 + 0,1 + 0,2 +1,03 = 1,77 kg/cm2 = 25.2 psi
- gc = 32,2 lb*pie/lbf*seg2
- � = 62,4 lb/pie3
Descarga 1: hasta el Punto 1 (788 m3/hr)
Caudal, Q:
Q = 788 m3/h = 3.470 GPM = 7,73 pies3/seg
De la Tabla 9.2,
Apuntes Mecánica de Fluidos, Profesor José Torres, PUCV (Anexo II):
Velocidad recomendable para descarga, Vr = 15 pies/seg

72
Capacidad:
Cap. = 3.470 / 15 = 231 GPM / pies/seg
Diámetro y Área:
De la Tabla 9.3,
Apuntes Mecánica de Fluidos, Profesor José Torres, PUCV (Anexo II):
DN = 10”
DE = 10,75”, DI = 9,75”
A = π/4 * (DI/12)2 = π/4 * (9,75/12)2 = 0,52 pie2
Velocidad real de descarga, VD:
VD = Q / A = 7,73 / 0,52 = 14,9 pies/seg
Largo Equivalente, Leq:
Largo cañería recta, L = 250 = 820,1 pies
Suposición: Largo fittings 40%,
Leq = 820,1 * 1,4 = 1.148 pies
Reynolds, Re:
Re = DI * VD * � / µ = (9,75 / 12) * 14,9 * 62,4 / (4*10-4) = 1.888.575

73
Pérdidas en la descarga, hfD:
�/D1 = 0,0002, f = 0,015
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfD1 = 0,015 * 1.148 * (14,9)2 * 12 / (2 * 32,2 * 9,75) = 73,1 lbf*pie/lb
Descarga 2: desde Punto 1 hasta el Punto 2 (50 m3/hr)
Caudal, Q:
Q = 50 m3/h = 220 GPM = 0,5 pies3/seg
Velocidad recomendada para descarga (Anexo II), Vr = 7 pies/seg
Capacidad:
Cap. = 220 / 7 = 31,4 GPM / pies/seg
Diámetro y Área:
De la Tabla 9.3,
Apuntes Mecánica de Fluidos, Profesor José Torres, PUCV (Anexo II):
DN = 4”
DE = 4,5”, DI = 3,624”
A = π/4 * (DI/12)2 = π/4 * (3,624/12)2 = 0,07 pie2

74
Velocidad real de descarga, VD:
VD = Q / A = 0,5 / 0,07 = 7,14 pies/seg
Largo Equivalente, Leq:
Largo cañería recta, L = 30 = 98,4 pies
Suposición: Largo fittings 40%,
Leq = 98,4 * 1,4 = 137,8 pies
Reynolds, Re:
Re = DI * VD * � / µ = (3,624/ 12) * 7,14 * 62,4 / (4*10-4) = 336.379
Pérdidas en la descarga, hfD:
�/D2 = 0,0004, f = 0,018
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfD2 = 0,018 * 137,8 * (7,14)2 * 12 / (2 * 32,2 * 3,624) = 6,5 lbf*pie/lb

75
Descarga 3: desde Punto 1 hasta el Punto 2 (738 m3/hr)
DI = 9,75”
A = 0,52 pie2
Q = 738 m3/hr = 7,24 pie3/seg
VD = 7,24 / 0,52 = 13,9 pies/seg
Largo Equivalente, Leq:
Largo cañería recta, L = 50 = 164 pies
Suposición: Largo fittings 40%,
Leq = 164 * 1,4 = 230 pies
Reynolds, Re:
Re = DI * VD * � / µ = (9,75 / 12) * 13,9 * 62,4 / (4*10-4) = 1.761.825
Pérdidas en la descarga, hfD:
�/D3 = 0,0002, f = 0,015
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfD3 = 0,015 * 230 * (13,9)2 * 12 / (2 * 32,2 * 9,75) = 12,7 lbf*pie/lb

76
Descarga 4: desde Punto 2 hasta Torre W11 (788 m3/hr)
Q = 788 m3/hr = 7,73 pie3/seg
DN = 10”
DE = 10,75”, DI = 9,75”
A = 0,52 pie2
VD = 14,9 pies/seg
Largo Equivalente, Leq:
Largo cañería recta, L = 250 + 10 = 853 pies
Suposición: Largo fittings 40%,
Leq = 853 * 1,4 = 1.194 pies
Reynolds, Re:
Re = DI * VD * � / µ = (9,75 / 12) * 14,9 * 62,4 / (4*10-4) = 1.888.575
Pérdidas en la descarga, hfD:
�/D4 = 0,0002, f = 0,015
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfD4 = 0,015 * 1.194 * (14,9)2 * 12 / (2 * 32,2 * 9,75) = 76,0 lbf*pie/lb
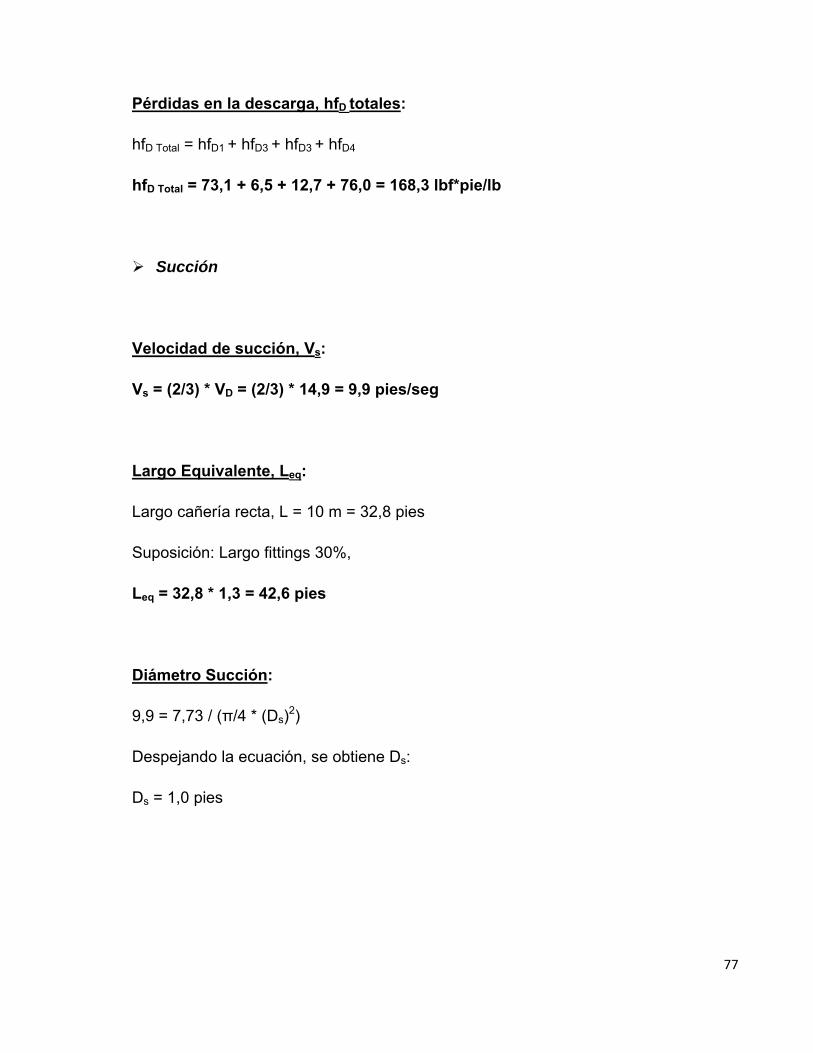
77
Pérdidas en la descarga, hfD totales:
hfD Total = hfD1 + hfD3 + hfD3 + hfD4
hfD Total = 73,1 + 6,5 + 12,7 + 76,0 = 168,3 lbf*pie/lb
Succión
Velocidad de succión, Vs:
Vs = (2/3) * VD = (2/3) * 14,9 = 9,9 pies/seg
Largo Equivalente, Leq:
Largo cañería recta, L = 10 m = 32,8 pies
Suposición: Largo fittings 30%,
Leq = 32,8 * 1,3 = 42,6 pies
Diámetro Succión:
9,9 = 7,73 / (π/4 * (Ds)2)
Despejando la ecuación, se obtiene Ds:
Ds = 1,0 pies

78
Reynolds, Re:
Re = DI * VD * � / µ = (1,0) * 9,9 * 62,4 / (4*10-4) = 1.544.400
Pérdidas en la succión, hfs:
�/D = 0,00015, f = 0,013
hfs = f * Leq * (VD)2 / 2 * gc * DI
hfs = 0,013 * 42,6 * (9,9)2 / (2 * 32,2 * 1,0) = 0,84 lbf*pie/lb
Bernoulli:
∆H = ∆P/� + ∆V2/2gc + ∆z * g / gc + hfD + hfs
∆P/� = (25,2 – 14,7) * 144/62,4 = 24,2 lbf*pie/lb
∆V2/2gc = (14,92 + 7,142 + 13,92 + 14,92 – 9,92) / (2*32,2) = 9,2 lbf*pie/lb
∆z = 16,4 lbf*pie/lb
∆H = 24.2 + 9,2 + 16,4 + 168,3 + 0,84
∆H = 218,94 lbf*pie/lb
Potencia de la bomba
BHP = ∆H * Q * � / 550 * ŋ
Suposición, ŋ = 0,75
BHP = 218,94 * 7,73 * 62,4 / (550 * 0,75) = 256 HP

79
Al seleccionar un motor para la bomba, la potencia requerida (BHP) para que
trabaje en un rango adecuado (según los estándares del Instituto Americano de
Hidráulica) se debe aumentar la potencia calculada en un rango de 10 a 18%, para
corregir el efecto de cambio de rugosidad en el tiempo.
Suposición: 15% de sobrediseño
BHP = 1,15 BHPcálculado = 1,15 * 256 = 294 ≈ 300 HP
Potencia total requerida = 300 HP
Según estudios previos las bombas existentes en el mercado son de máximo
100 HP, por lo tanto, serían necesarias tres bombas como mínimo para mover el flujo
total, además se debe tener una bomba extra en estado de reserva, en caso de
surgir alguna falla.

80
Cálculo de pérdida de calor en la tubería hasta Refinería Electrolítica
Debido a que se traslada agua caliente a una distancia larga, se debe evitar al
máximo la pérdida de calor, por lo tanto, se cálculo la pérdida de calor para el agua a
través del trayecto hasta Refinería
Electrolítica. Existen dos resistencias en la transferencia de calor.
Pared del tubo:
Radiación y convección al aire:
Combinando estas ecuaciones que reflejan en flujo de calor por cada resistencia
y como el flujo de calor es el mismo a la largo de todo el área de transferencia,
vamos a calcular el flujo de calor desde el interior del tubo hasta el aire ambiente es
decir (t1 – ta).
El término dentro del paréntesis del denominador son las dos resistencias. Por
tanto la ecuación se reduce a:

81
Donde,
t1: Temperatura del tubo
ta : Temperatura del medio externo
D2 : Diámetro externo del tubo.
D1 : Diámetro interno del tubo.
kt : Conductividad térmica de la tubería.
ha : Coeficiente de convección del aire
t1 = 62°C = 143,5°F
ta = 25°C = 77°F
D2 = 10,75”
D1 = 9,75”
kt = 20 Btu/hr*pie2*(°F/pie)
ha = 2,0 Btu/hr*pie2*°F

82
( )
( )
piehrBTUq
q
∗=
⎟⎟⎠
⎞⎜⎜⎝
⎛∗
+⎟⎠
⎞⎜⎝
⎛∗
∗
−∗=
373
12/75,100,21
75,975,10log
2023,2
775,143π
L = 1.196 pies
KWhr
BTUpiespiehr
BTUq 131108.446196.1373 ==∗∗
=
La pérdida de calor de la tubería hasta Refinería Electrolítica es:
q = 131 KW
Porcentaje de pérdida de calor = (131 / 20.133) * 100 = 0,65%
Por lo tanto se pueden considerar despreciables las pérdidas de calor.

83
5.1.4. Análisis de operación Bombas P10/1-2 y P70/1-2
Este análisis tiene como propósito comparar la operación actual y futura con la
nueva incorporación del sistema de intercambiadores para las bombas P10/1-2 y
P70/1-2.
Este estudio compara la potencia de bombeo que se requiere en la operación
actual con la potencia requerida para los cambios que se realizarían al proceso.
5.1.4.1. Análisis Bombas P10/1-2
- Operación actual
Estas bombas mantienen en circulación 1.879 m3/h de agua de enfriamiento del
circuito de ácido fuerte, el cual opera con la Torre W11. El flujo es movido con dos bombas idénticas de 95 HP cada una.
Figura 14. Esquema de bombas P10/1-2 (operación actual).

84
Caídas de presión para intercambiadores del circuito:
∆P W21/1-4 = 0,4 kg/cm2 = 5,7 psi (lado agua)
∆P W7/1-2 = 0,2 kg/cm2 = 2,8 psi (lado agua)
∆P W8 = 0,1 kg/cm2 = 1,4 psi (lado agua)
PSUCCIÓN = 1,03 kg/cm2 = 14,7 psi
PDESCARGA = 0,4 + 0,2 + 0,1 + 1,03 = 1,73 kg/cm2 = 24,6 psi
Propiedades físicas y parámetros de diseño:
- Q = 1.879 m3/h = 8.273 GPM = 18,43 pies3/seg
- µ = 1,45 lb/pie*hr = 4*10-4 lb/pie*seg
- gc = 32,2 lb*pie/lbf*seg2
- � = 62,4 lb/pie3
Diámetro y Área:
DN = 16” (diámetro de diseño original)
DI = 16,0”
Velocidad de descarga, VD:
A = π/4 * (DI/12)2 = π/4 * (16/12)2 = 1,4 pie2
VD = Q / A = 18,43 / 1,4 = 13,2 pies/seg
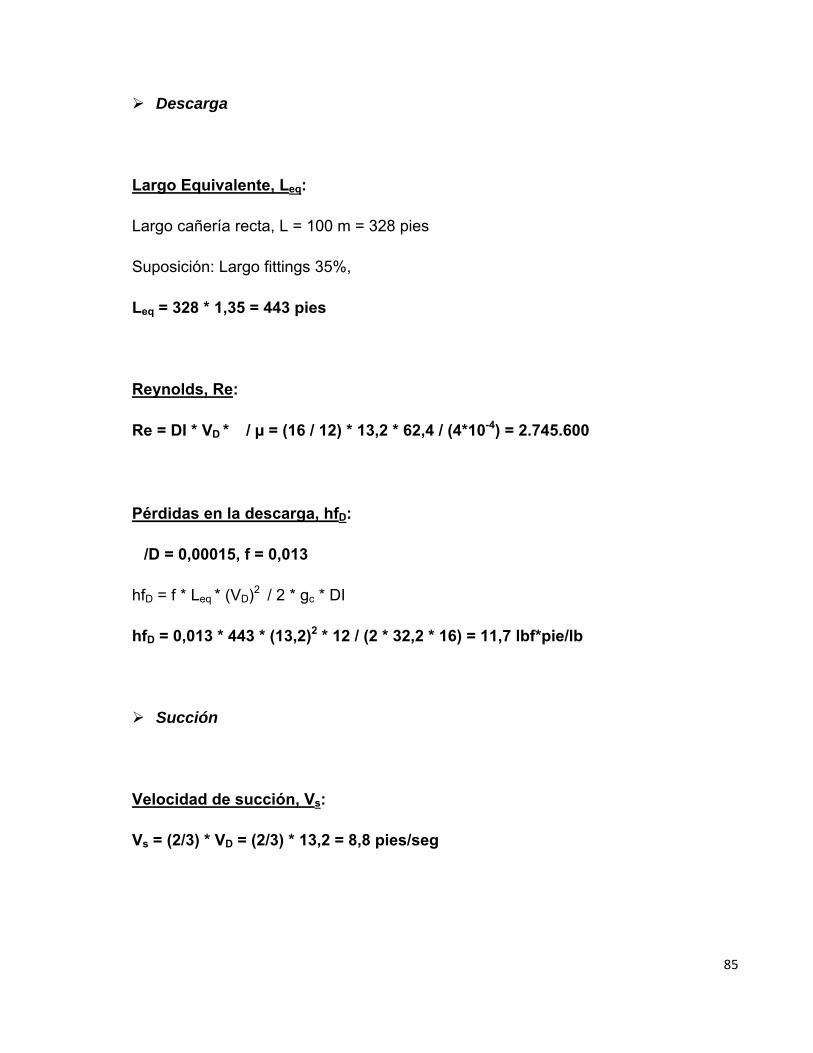
85
Descarga
Largo Equivalente, Leq:
Largo cañería recta, L = 100 m = 328 pies
Suposición: Largo fittings 35%,
Leq = 328 * 1,35 = 443 pies
Reynolds, Re:
Re = DI * VD * � / µ = (16 / 12) * 13,2 * 62,4 / (4*10-4) = 2.745.600
Pérdidas en la descarga, hfD:
�/D = 0,00015, f = 0,013
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfD = 0,013 * 443 * (13,2)2 * 12 / (2 * 32,2 * 16) = 11,7 lbf*pie/lb
Succión
Velocidad de succión, Vs:
Vs = (2/3) * VD = (2/3) * 13,2 = 8,8 pies/seg

86
Largo Equivalente, Leq:
Largo cañería recta, L = 10 m = 32,8 pies
Suposición: Largo fittings 10%,
Leq = 32,8 * 1,1 = 36,1 pies
Diámetro Succión:
8,8 = 18,43 / (π/4 * (Ds)2)
Despejando la ecuación, se obtiene Ds:
Ds = 1,63 pies
Reynolds, Re:
Re = DI * VD * � / µ = (1,63) * 8,8 * 62,4 / (4*10-4) = 2.237.664
Pérdidas en la succión, hfs:
�/D = 0,0001, f = 0,012
hfs = f * Leq * (VD)2 / 2 * gc * DI
hfs = 0,012 * 36,1 * (8,8)2 / (2 * 32,2 * 1,63) = 0,3 lbf*pie/lb

87
Bernoulli:
∆H = ∆P/� + ∆V2/2gc + ∆z * g / gc + hfD + hfs
∆P/� = (24,6 – 14,7) * 144/62,4 = 22,8 lbf*pie/lb
∆V2/2gc = (13,22 – 8,82) / (2*32,2) = 1,5 lbf*pie/lb
∆z = (32,8-11,4) * 32,2 / 32,2 = 21,4 lbf*pie/lb
∆H = 22,8 + 1,5 + 21,4+ 11,7 + 0,3
∆H = 57,7 lbf*pie/lb
Potencia de la bomba
BHP = ∆H * Q * � / 550 * ŋ
Suposición, ŋ = 0,75
BHP = 57,7 * 18,43 * 62,4 / (550 * 0,75) = 161 HP
BHP = 1,18 BHPcálculado = 1,18 * 161 = 190 HP (Potencia Total)
N° Bombas = 2
Potencia / bomba = 95 HP

88
- Operación P10/1-2 con la incorporación del nuevo sistema
Figura 15. Esquema de bombas P10/1-2 (operación para nuevo sistema).
La operación para este caso tiene los siguientes cambios:
- Operación de solo un intercambiador W21
- Disminución del flujo total a 946 m3/hr (50% menos)
- Aumento del largo equivalente de las líneas en 20 m
- Variación de flujos en la descarga
Caídas de presión intercambiadores del circuito ácido fuerte:
∆P W21/1-4 = 0,1 kg/cm2 = 1,4 psi
∆P W7/1-2 = 0,2 kg/cm2 = 2,8 psi
∆P W8 = 0,1 kg/cm2 = 1,4 psi

89
- PSUCCIÓN = 1,03 kg/cm2 = 14,7 psi
- PDESCARGA1 = 0,1 + 0,2 + 0,1 = 0,4 kg/cm2 = 5,7 psi
- PDESCARGA2 = 1,03 + 0,4 = 1,07 kg/cm2 = 15,5 psi
- PDESCARGA3 = 0,4 + 1,03 = 1,07 kg/cm2 = 15,5 psi
- PDESCARGA Total = 5,7 + 15,5 + 15,5 = 36,7 psi
Descarga 1: Diámetro 1, desde bombas P10 hasta división de flujos
(946 m3/hr)
Q = 946 m3/h = 9,28 pies3/seg
D = 16 plg (diámetro de diseño original)
Velocidad descarga:
Cálculo para nuevo caudal, VD = Q / A = 9,28 / 1,4 = 6,6 pies/seg
Reynolds, Re:
Re = DI * VD * � / µ = (16 / 12) * 6,6 * 62,4 / (4*10-4) = 1.372.800

90
Largo Equivalente, Leq:
Largo cañería recta, L = 50 m = 164 pies (recorrido existente)
Suposición: Largo fittings 40%,
Leq = 164 * 1,4 = 230 pies
Pérdidas en la descarga, hfD:
�/D1 = 0,00015, f = 0,014
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfD1 = 0,014 * 230 * (6,6)2 * 12 / (2 * 32,2 * 16) = 1,6 lbf*pie/lb
Descarga 2: Diámetro 2, desde división de flujo hasta estanque de paso
(788 m3/hr)
Q = 788 m3/h = 3.470 GPM = 7,73 pies3/seg
Velocidad recomendada para descarga (Anexo II), Vr = 15 pies/seg
Capacidad:
Cap. = 3.470 / 15 = 231 GPM / pies/seg
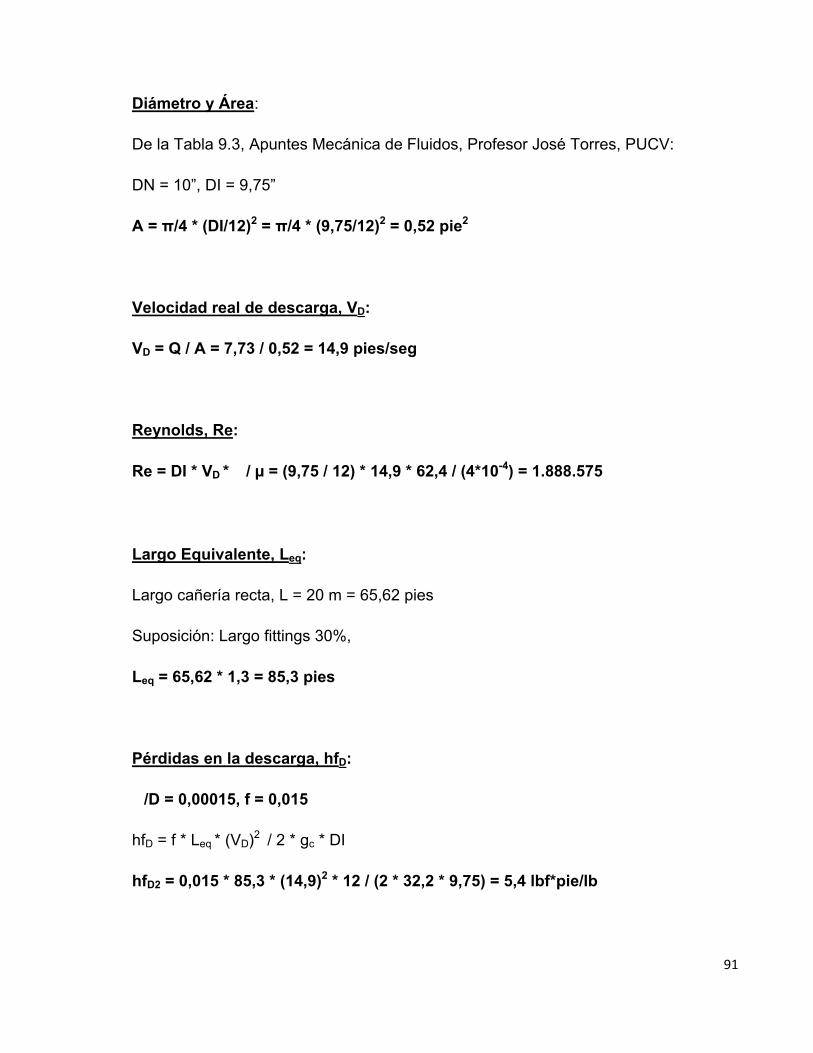
91
Diámetro y Área:
De la Tabla 9.3, Apuntes Mecánica de Fluidos, Profesor José Torres, PUCV:
DN = 10”, DI = 9,75”
A = π/4 * (DI/12)2 = π/4 * (9,75/12)2 = 0,52 pie2
Velocidad real de descarga, VD:
VD = Q / A = 7,73 / 0,52 = 14,9 pies/seg
Reynolds, Re:
Re = DI * VD * � / µ = (9,75 / 12) * 14,9 * 62,4 / (4*10-4) = 1.888.575
Largo Equivalente, Leq:
Largo cañería recta, L = 20 m = 65,62 pies
Suposición: Largo fittings 30%,
Leq = 65,62 * 1,3 = 85,3 pies
Pérdidas en la descarga, hfD:
�/D = 0,00015, f = 0,015
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfD2 = 0,015 * 85,3 * (14,9)2 * 12 / (2 * 32,2 * 9,75) = 5,4 lbf*pie/lb

92
Descarga 3: Diámetro 3, desde división de flujos hasta entrada Torre W11
(158 m3/hr)
Es necesario utilizar un bypass de menor diámetro, debido a que es un caudal
muy pequeño comparado con el diseño original.
Q = 158 m3/h = 695 GPM = 1,55 pies3/seg
Velocidad recomendada para descarga (Anexo II), Vr = 7 pies/seg
Capacidad:
Cap. = 695 / 7 = 99,3 GPM / pies/seg
Diámetro y Área:
De la Tabla 9.3, Apuntes Mecánica de Fluidos, Profesor José Torres, PUCV:
DN = 6”
DE = 6,625”, DI = 6,407”
A = π/4 * (DI/12)2 = π/4 * (6,407/12)2 = 0,22 pie2
Velocidad real de descarga, VD:
VD = Q / A = 1,55 / 0,22 = 7,04 pies/seg
Reynolds, Re:

93
Re = DI * VD * � / µ = (6,407 / 12) * 7,04 * 62,4 / (4*10-4) = 586.369
Largo Equivalente, Leq:
Largo cañería recta, L = 50 m = 164 pies (recorrido existente)
Suposición: Largo fittings 40%,
Leq = 164 * 1,4 = 230 pies
Pérdidas en la descarga, hfD:
�/D = 0,0003, f = 0,016
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfD3 = 0,016 * 230 * (7,04)2 * 12 / (2 * 32,2 * 6,407) = 5,3 lbf*pie/lb
Pérdidas en la descarga totales:
hfD = hfD1 + hfD2 + hfD3
hfD = 1,6 + 5,4 + 5,3 = 12,3 lbf*pie/lb
Succión
Ds = 19,56” = 1,63 pies
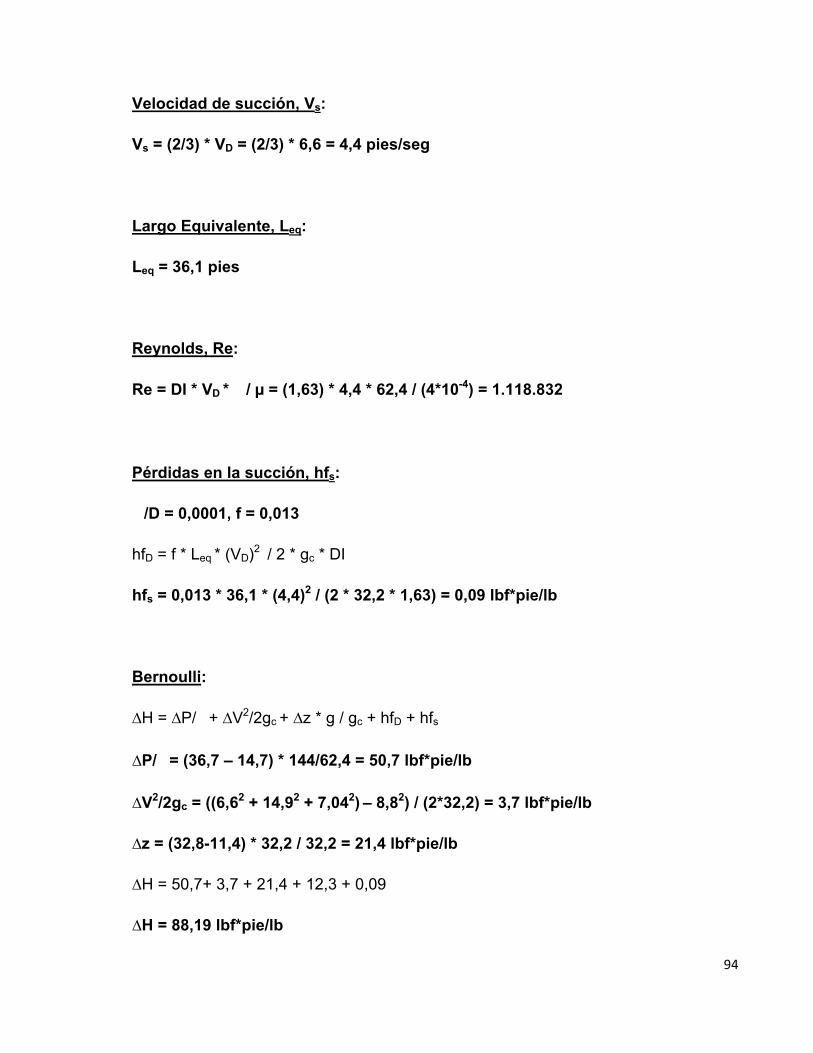
94
Velocidad de succión, Vs:
Vs = (2/3) * VD = (2/3) * 6,6 = 4,4 pies/seg
Largo Equivalente, Leq:
Leq = 36,1 pies
Reynolds, Re:
Re = DI * VD * � / µ = (1,63) * 4,4 * 62,4 / (4*10-4) = 1.118.832
Pérdidas en la succión, hfs:
�/D = 0,0001, f = 0,013
hfD = f * Leq * (VD)2 / 2 * gc * DI
hfs = 0,013 * 36,1 * (4,4)2 / (2 * 32,2 * 1,63) = 0,09 lbf*pie/lb
Bernoulli:
∆H = ∆P/� + ∆V2/2gc + ∆z * g / gc + hfD + hfs
∆P/� = (36,7 – 14,7) * 144/62,4 = 50,7 lbf*pie/lb
∆V2/2gc = ((6,62 + 14,92 + 7,042) – 8,82) / (2*32,2) = 3,7 lbf*pie/lb
∆z = (32,8-11,4) * 32,2 / 32,2 = 21,4 lbf*pie/lb
∆H = 50,7+ 3,7 + 21,4 + 12,3 + 0,09
∆H = 88,19 lbf*pie/lb

95
Potencia de la bomba
BHP = ∆H * Q * � / 550 * ŋ
ŋ = 0,75
BHP = 88,19 * 9,28 * 62,4 / (550 * 0,75) = 124 HP
Potencia total, BHP = 1,18 BHPcálculado = 1,18 * 124 = 146 ≈ 150 HP
N° de bombas 2
Potencia / bomba = 75 HP < 95 HP (potencia existente)
Ahorro de potencia = (95 – 75) / 95 * 100 = 21%
Por lo tanto, con la implementación del nuevo sistema es posible utilizar las
bombas P10/1-2 a 21% menos de potencia.

96
1) Análisis Bombas P70/1-2
- Operación actual
Estas bombas mantienen en circulación 1.245 m3/h de ácido concentrado al
98,5% en la Torre de absorción Intermedia K6. El flujo es movido con dos bombas idénticas de 85 HP cada una.
Figura 16. Esquema de bombas P70/1-2 (operación actual).

97
Propiedades físicas y parámetros de diseño:
- Q = 1.245 m3/h = 12,21 pies3/seg
- µ = 9,7 lb/pie*hr = 0,0027 lb/pie*seg
- gc = 32,2 lb*pie/lbf*seg2
- � = 111,25 lb/pie3
Cálculo para presión de altura de líquido (succión)
Estanque de ácido en el fondo de Torre K6, D1 = 6 m, h = 2 m
V1 = π * r2 * h = π * 32 * 2 = 56,5 m3
A1 = 2 * π * r * (h + r) = 2 * π * 3 * (2 + 3) = 94 m2
Masa = 56,5 (m3) * 1.782 (Kg/m3) = 100.682 Kg
F = 100.682 (Kg) * 9,8 (m/s2) = 986.693 N
P1 = F / A = 986.693 / 94 = 10,5 KPa = 0,11 kg/cm2 = 1,5 psi
Ducto posterior al estanque de ácido Torre K6, D2 = 0,8 m, h = 5 m
V2 = π * r2 * h = π * 0,42 * 5 = 2,51 m3
A2 = 2 * π * r * (h + r) = 2 * π * 0,4 * (0,4 + 5) = 13,6 m2
Masa = 2,51 (m3) * 1.782 (Kg/m3) = 4.473 Kg
F = 4.473 (Kg) * 9,8 (m/s2) = 43.835 N
P2 = F / A = 43.835 / 13,6 = 3,2 KPa = 0,03 kg/cm2 = 0,49 psi

98
PSucción = P(altura de liquido) = 0,11 + 0,03 = 0,14 kg/cm2 = 1,99 psi
PDescarga = ΔPW21/1-4 + Pgases = 0,8 + 0,2 = 1,0 kg/cm2 = 14,2 psi
Descarga
Diámetro y Área:
Diámetros de de ductos existentes
DI = 800 mm = 31,5”
DI entrada/salida por cada intercambiador W21 = 200 mm = 7,87”
Velocidad de descarga, VD:
A1 = π/4 * (DI/12)2 = π/4 * (31,5/12)2 = 5,4 pie2
VD1 = Q / A = 12,21 / 5,4 = 2,26 pie/seg
A2 = π/4 * (DI/12)2 = π/4 * (7,87/12)2 = 0,337 pie2
Q = 12,21 / 4 = 3,05 pie3/seg (caudal por cada intercambiador)
VD2 = Q / A = 3,05 / 0,337 = 9,05 pie/seg

99
Largo Equivalente, Leq:
Largo cañería recta, L = 24 m = 78,74 pies (recorrido existente)
Válvula de compuerta, L = 1,57 pies
3 codos estándar 31,5” = 35,4 pies
Leq1 = 78,74 + 1,57 + 35,4 = 115,7 pies
Largo cañerías entrada/salida intercambiadores, L = 4 m = 13,12 pies
Suposición: Largo fittings 20%,
Leq2 = 13,12 * 1,2 = 15,7 pies
Reynolds, Re:
Re1 = DI * VD * � / µ = (31,5 / 12) * 2,26 * 111,25 / (0,0027) = 244.441
Re2 = DI * VD * � / µ = (7,87 / 12) * 9,05 * 111,25 / (0,0027) = 244.556
Pérdidas en la descarga, hfD:
hfD = f * Leq * (VD)2 / 2 * gc * DI
�/D1 = 0,00005, f = 0,017
hfD1 = 0,017 * 115,7 * (2,26)2 * 12 / (2 * 32,2 * 31,5) = 0,06 lbf*pie/lb
�/D2 = 0,00025, f = 0,017
hfD2 = 0,017 * 15,7 * (9,05)2 * 12 / (2 * 32,2 * 7,87) = 0,5 lbf*pie/lb
hfD total = 0,06 + 0,5 = 0,56 lbf*pie/lb

100
Succión
Velocidad de succión, Vs:
Vs = (2/3) * VD = (2/3) * 2,26 = 1,5 pies/seg
Largo Equivalente, Leq:
Largo cañería recta, L = 5 m = 16,4 pies
Válvula de compuerta, L = 1,57 pies
1 codos estándar 31,5” = 11,8 pies
Leq = 16,4 + 1,57 + 11,8 = 29,7 pies
Diámetro Succión:
Ds = 31,5”
Reynolds, Re:
Re = DI * VD * � / µ = (31,5 / 12) * 1,5 * 111,25 / (0,0027) = 162.240
Pérdidas en la succión, hfs:
�/D = 0,00006, f = 0,017
hfs = f * Leq * (VD)2 / 2 * gc * DI
hfs = 0,017 * 29,7 * (1,5)2 * 12 / (2 * 32,2 * 31,5) = 0,007 lbf*pie/lb

101
Bernoulli:
∆H = ∆P/� + ∆V2/2gc + ∆z * g / gc + hfD + hfs
∆P/� = (14,2 – 1,99) * 144 / 111,25 = 15,8 lbf*pie/lb
∆V2/2gc = (2,262 + (9,052) * 4 – 1,52) / (2 * 32,2) = 5,13 lbf*pie/lb
∆z = 25,0 lbf*pie/lb
∆H = 15,8 + 5,13 + 25,0 + 0,56 + 0,007
∆H = 46,5 lbf*pie/lb
Potencia de la bomba
BHP = ∆H * Q * � / 550 * ŋ
Suposición, ŋ = 0,75 (eficiencia global conjunto motor-bomba)
BHP = 46,5 * 12,21 * 111,25 / (550 * 0,75) = 153 HP
Potencia total requerida (10% de sobrediseño) = 1,1 * 153 = 168 ≈ 170 HP
N° de Bombas = 2
Potencia / bomba = 85 HP

102
- Operación con de implementación de nuevo sistema
Incorporación de una línea adicional para alimentar a intercambiadores nuevos
con 75% del flujo original, el 25% restante ahora pasará por un solo intercambiador
W21.
Figura 17. Esquema de bombas P70/1-2 (operación para nuevo sistema).
PSucción = P(altura de liquido) = 0,14 kg/cm2 = 1,99 psi
PDescarga1 = ΔPW21/1 + Pgases = 0,2 + 0,2 = 0,4 kg/cm2 = 5,7 psi
PDescarga2 = ΔP(Inter. nuevos) + Pgases = 0,72 + 0,2 = 0,92 kg/cm2 = 13,9 psi

103
Descarga 1: Flujo de 310 m3/hr (intercambiador W21/1)
Q = 310 m3/h = 3,05 pies3/seg
D = 200 mm = 7,87”
VD = 9,05 pies/seg
Largo Equivalente, Leq:
Largo cañería recta, L = 15 m = 49,21 pies
5 codos estándar 7,87” = 14,7 pies
1 válvula de compuerta = 1,5 pies
1 válvula check = 7,4 pies
Leq1 = 49,21 + 14,7 + 1,5 + 7,4 = 72,8 pies
Reynolds, Re:
Re2 = DI * VD * � / µ = (7,87 / 12) * 9,05 * 111,25 / (0,0027) = 244.556
Pérdidas en la descarga, hfD:
�/D = 0,00025, f = 0,017
hfDescarga1 = 0,017 * 15,7 * (9,05)2 * 12 / (2 * 32,2 * 7,87) = 0,5 lbf*pie/lb

104
Descarga 2: Flujo de 935 m3/hr (intercambiador nuevos)
Q = 935 m3/h = 9.17 pies3/seg
D = 600 mm = 23,6”
DI entrada/salida por cada intercambiador nuevos = 200 mm = 7,87”
Velocidad de descarga, VD:
A1 = π/4 * (DI/12)2 = π/4 * (23,6/12)2 = 3,04 pie2
VD1 = Q / A = 9,17 / 3,03 = 3,02 pie/seg
A2 = π/4 * (DI/12)2 = π/4 * (7,87/12)2 = 0,337 pie2
Q = 9,17 / 3 = 3,05 pie3/seg (caudal por cada intercambiador)
VD2 = Q / A = 3,05 / 0,337 = 9,05 pie/seg
Largo Equivalente, Leq:
Largo cañería recta, L = 23 m = 75,46 pies (recorrido existente)
Válvula de compuerta, L = 2,3 pies
3 codos estándar 23,6” = 33,9 pies
1 válvula check = 11,3
Leq1 = 75,46 + 2,3 + 33,9 + 11,3 = 122,96 pies
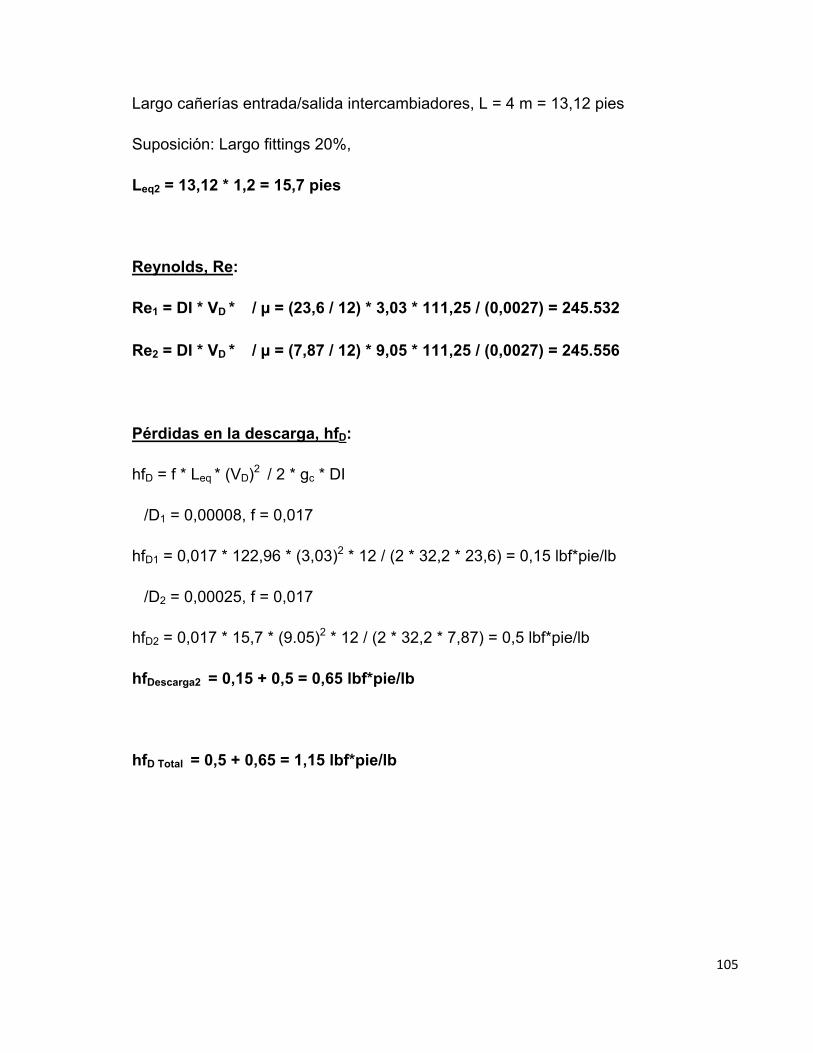
105
Largo cañerías entrada/salida intercambiadores, L = 4 m = 13,12 pies
Suposición: Largo fittings 20%,
Leq2 = 13,12 * 1,2 = 15,7 pies
Reynolds, Re:
Re1 = DI * VD * � / µ = (23,6 / 12) * 3,03 * 111,25 / (0,0027) = 245.532
Re2 = DI * VD * � / µ = (7,87 / 12) * 9,05 * 111,25 / (0,0027) = 245.556
Pérdidas en la descarga, hfD:
hfD = f * Leq * (VD)2 / 2 * gc * DI
�/D1 = 0,00008, f = 0,017
hfD1 = 0,017 * 122,96 * (3,03)2 * 12 / (2 * 32,2 * 23,6) = 0,15 lbf*pie/lb
�/D2 = 0,00025, f = 0,017
hfD2 = 0,017 * 15,7 * (9.05)2 * 12 / (2 * 32,2 * 7,87) = 0,5 lbf*pie/lb
hfDescarga2 = 0,15 + 0,5 = 0,65 lbf*pie/lb
hfD Total = 0,5 + 0,65 = 1,15 lbf*pie/lb

106
Succión (cálculos idénticos que para operación actual)
Velocidad de succión, Vs:
Ds = 31,5”
Vs = 1,5 pies/seg
Leq = 29,7 pies
Re = 162.240
hfs = 0,007 lbf*pie/lb
Bernoulli:
∆H = ∆P/� + ∆V2/2gc + ∆z * g / gc + hfD + hfs
∆P/� = (5,7 + 13,9 – 1,99) * 144 / 111,25 = 22,8 lbf*pie/lb
∆V2/2gc = (9,052 + 3,022 + (9,05 * 3)2 – 1,52) / (2 * 32,2) = 5,1 lbf*pie/lb
∆z = 25 lbf*pie/lb
∆H = 22,8 + 5,1 + 25 + 1,15 + 0,007
∆H = 54,06 lbf*pie/lb

107
Potencia de la bomba
BHP = ∆H * Q * � / 550 * ŋ
ŋ = 0,75
BHP = 54,06 * 12,21 * 111,25 / (550 * 0,75) = 178 HP
Potencia total requerida (10% de sobrediseño) = 1,1 * 178 = 196 ≈ 200 HP
N° de Bombas = 2
Potencia / bomba = 100 HP > 85 HP (potencia actual)
Por lo tanto, la implementación del nuevo sistema de intercambiadores requiere
de un 18% más de potencia que las actuales P70/1-2.
A continuación, en la Tabla 37 se presenta un resumen comparativo entre la
operación actual y la futura con la incorporación del nuevo sistema de recuperación
de energía para la Planta de Ácido.
Tabla 37. Resumen comparativo de potencias requeridas de bombas P10/1-2 y P70/1-2.
P10 P70
Operación Actual Nueva Actual Nueva Potencia
Requerida Bomba
1 95 HP 75 HP 85 HP 100 HP
Potencia Requerida
Bomba 2 95 HP 75 HP 85 HP 100 HP

108
5.1.5. Evaluación Económica
5.1.5.1 Capital Total de Inversión
De forma estimativa, utilizando el método de los porcentajes (Peter &
Timmerhaus, 4ta Edición), fue calculado el capital total de inversión para este
sistema. El valor de los equipos principales es basado en información real de
intercambiadores de calor Alfa Laval y www.chileremates.com e información
entregada por Codelco División Ventanas. Los equipos principales incluyen a los
intercambiadores de placas nuevos (40.000 USD) y la bomba(s) nueva(s) (35.000
USD).
Este método, es utilizado en estimaciones preliminares de la inversión, requiere
conocer el costo sin instalar de los equipos principales de la planta, los otros ítems
que incluye la inversión, tales como cañerías, instrumentación, instalaciones
auxiliares y otros anexos, son estimados como un porcentaje del costo de estos
equipos. Estos porcentajes han sido determinados de plantas típicas y se muestran
en el siguiente cuadro. El rango de precisión de este método es de +/- 20 a 30%.
Las tres categorías los procesos industriales considerados por el método
dependen de los materiales procesados y son: plantas de procesamiento de fluidos,
plantas de procesamiento de sólidos y plantas de procesamiento de sólido-fluido. A
continuación, se presenta la Tabla 38 con los cálculos, considerando una planta de
procesamiento de fluidos.

109
Tabla 38. Capital Total de Inversión para nuevo sistema de recuperación de calor de agua de la Planta de Ácido.
Planta
Tratamientos Costos de Fluidos
% USD
Equipos Principales 100 75.000 Instalación de equipos 47 35.250
Instrumentación 36 27.000 Cañerías 68 51.000
Sistema eléctrico 11 8.250 Construcciones 18 13.500
Ampliación talleres 10 7.500 Servicios 70 52.500
Capital Fijo Directo 360 270.000 Ingeniería 33 24.750
Gastos construcción 41 30.750 Gastos legales 4 3.000
Honorario contratista 22 16.500 Contingencia 44 33.000
Capital Fijo Indirecto 144 108.000 Capital Fijo Total 504 378.000 Capital de Trabajo 89 66.750
Capital Total Inversión 593 444.750

110
5.1.5.2. Ahorro Generado y Recuperación de la Inversión
1. Ahorro de Gas Natural
Se genera ahorro del 22% en la calefacción de electrolito y 4,1% en el
precalentamiento de agua de alimentación a las calderas.
Costo del consumo de gas actual : 306.241 USD/año
% Ahorro total anual de gas = 22% + 4,1% = 26,1%
Ahorro total anual de gas = 306.241 * 0,261 = 79.929 USD/año
2. Ahorro de Agua Evaporada en la Torre W11
Costo de agua industrial (Fuente: Esval 2011): 0,7 USD/m3
Evaporación actual de agua Torre W11: 451.140 m3/año
Ahorro de evaporación de agua: 451.140 * 0,5 * 0,7 = 157.899 USD/año
Ahorro Total: Ahorro de gas + Ahorro de evaporación de agua
Ahorro Total: 79.929 + 157.899 = 237.828 USD/año
La inversión se recupera en:
Años = Capital Total de Inversión / Ahorro Total
Años = (444.750) / (237.828 USD/año)
Años = 1,87 ≈ 2

111
Capitulo 6
6.1. Conclusiones
La realización de esta memoria de titulo fue parte de las necesidades de la
empresa por optimizar el uso de los recursos energéticos de la planta de ácido
sulfúrico de la División Ventanas.
Recuperación de energía
La recuperación de energía en la industria se traduce en una reducción que va
desde un 20% hasta un 70% en los costos operacionales, mejor aprovechamiento de
los recursos y extender la vida útil de los equipos; generando un menor impacto
ambiental y disminuyendo del consumo de energía.
Para la Planta de Ácido de la División Ventanas es posible recuperar energía de
bajo grado energético desde el calor aportado por el sistema de circulación de ácido.
Se realizo un estudio de la situación energética del proceso, esto posteriormente
permitió diseñar un sistema acorde a las necesidades energéticas de la empresa.

112
Situación Energética de la Planta de Ácido
Se ha demostrado que el área óptima para diseñar un sistema de recuperación
energía de bajo grado en la Planta de Ácido de la División Ventanas se encuentra en
los sistemas de aguas de enfriamiento de los circuitos de ácido de circulación, con un
calor disponible de 57.020 KW.
Circuito de ácido débil: 14.336 KW
Circuito de ácido fuerte: 42.684 KW
En los intercambiadores gas-aire (W26 y W27) del sistema de conversión, existe
una transferencia de calor de 2.984 KW. Este calor es considerablemente menor que
el aportado por el ácido en las torres de absorción y no es generado en forma
constante. Por este motivo, es poco atractivo intervenir esta área para diseñar un
sistema de recuperación de energía.

113
Tabla 39. Resumen de energía térmica real disponible en la PA de la División Ventanas.
Sistema de aguas de
Enfriamiento W25 14.336 KW
Sistema de aguas de
Enfriamiento W11 42.684 KW
Calor promedio real transferido
por el ácido a aguas de
enfriamiento en intercambiadores
de calor de las Torres W25 y
W11 de enfriamiento. Total 57.020 kW
Intercambiador W26 2.330 KW
Intercambiador W27 654 KW
Calor total real transferido a la
atmósfera por los gases de los
intercambiadores de calor gas-
aire en el proceso de conversión
de SO2 a SO3.
Total 2.984 KW
Se puede concluir que para la aplicación de un sistema recuperación de
energía, los circuito ácido fuerte y ácido débil de los sistemas aguas enfriamiento
presentan mejores condiciones, debido a lo siguiente:
• Gran contenido calórico, aprovechable para sistemas recuperación de energía
de bajo grado.
• Transporte de energía permanente durante las 24 hr del día, y todo el año.
• Es el sector más recomendado para la recuperación de energía en plantas de
ácido del tipo metalúrgico.

114
Diseño de Sistema de Recuperación de Energía para la Planta de Ácido de la División Ventanas
Diseñar un sistema de recuperación de energía para el aprovechamiento de los
recursos energéticos e hídricos para la Planta de Ácido fue fundamental, debido a la
complejidad del proceso y a las necesidades especificas de la División Ventanas.
El diseño consistió en aprovechar el calor de las aguas enfriamiento del circuito
de ácido fuerte y del ácido de circulación de la absorción intermedia de la Planta de
Ácido.
Las características principales del sistema de recuperación de calor del circuito
de ácido fuerte son las siguientes:
• Generación de 788 m3/hr de agua a 62°C para calefacción del 22%
electrolito circulante en Refinería Electrolítica (22% de ahorro de gas).
• Precalentamiento de 30 m3/hr de agua fresca de alimentación a calderas
(4,1% de ahorro de gas).
• Calefacción de otros procesos.
• Operación de la Torre W11 con 946 m3/hr de agua (50% menos).

115
El capital total de inversión estimado es de 444.750 USD (221.374.312 CLP)
para el nuevo sistema que incluye tres intercambiadores en paralelo en la Planta de
Ácido, genera un ahorro total de 26,1% en los costos operacionales de las calderas a
gas, equivalente a 79.929 USD/año, además se reduce la evaporación de agua de la
Torre W11 en un 50%, equivalente a 157.899 USD/año. Finalmente la recuperación
de la inversión es de 2 años.

116
6.2. Bibliografía
1) Eficiencia Energética, 2010. Programa País de Eficiencia Energética.
Disponible en: http://www.ppee.cl/576/channel.html
2) Codelco Chile, 2011. Disponible en:
http://www.codelco.cl
3) Codelco Chile, 2010, Operaciones, División Ventanas. Disponible en: http://www.codelco.cl/la_corporacion/fr_division_ventanas.html
4) División Ventanas, 2010. Proceso del Sistema Fundición- Planta de Acido. Codelco Chile.
5) División Ventanas, 2010. Manual de la Planta de Acido. Codelco Chile.
6) Eficiencia Energética, 2007, Sector Industrial, Definición y Ámbito de Aplicación. Grupo ATISAE. Disponible en: http://www.atisae.com
7) Chile-Sustentable, 2005. En la Industria: ¿Cómo hacer un programa de Eficiencia Energética?. Disponible en: http://www.chilesustentable.net
8) Louie, Douglas, 2005, Capitulo 13, Recuperación de Energía. Handbook of Sulphuric Acid Manufacturing.
9) Torres, José, 2008, Apuntes de Transferencia de Calor. PUCV
10) Fernández, Pedro, 2008, Ingeniería Energética, Transferencia de Calor.
Universidad de Cantabria, en Santander, España.
11) ORC (Organic Cycle Rankine), 2010. Disponible en: http://www.turboden.eu/
12) Fernández, Pedro, 2008, Ingeniería Energética, Ciclos de Maquinas
Térmicas. Universidad de Cantabria, en Santander, España.

117
13) Canal de Eficiencia Energética, 2009, Bomba de Calor Industrial. Disponible en:
http://www.empresaeficiente.com
14) Hatch, 2010, Budgetary information Gas Cleaning and Sulphuric Acid Plant. Outotec.
15) Manual del Protocolo de Montreal Relativo a las Sustancias que Agotan la
Capa de Ozono, 2006. Séptima Edición. Secretaría del Ozono. Programa de
las Naciones Unidas para el Medio Ambiente. Kenya.

118
Anexo I
Tabla 10. Valores reales temperatura, flujo y ∆H del ácido para
intercambiadores W1/1-3
Las entalpías para el ácido en los intercambiadores de calor W1/1-3 fueron
calculadas según la siguiente ecuación:
ácidoentradasalidaácidoácidoácido TTcpmH )( −∗∗=Δ
Según datos de diseño la capacidad calorífica del ácido es:
CKgKJcpácido °
= 48,4
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
861.10)5,489,39(48,489,281
364.11)3,513,42(48,484,281
745.11)4,531,44(48,490,281
122.12)8,512,42(48,486,281
735.11)5,512,42(48,467,281
5
4
3
2
1
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ

119
La ∆H promedio y desviación estándar para los intercambiadores W1/1-3 se
calcularon según las siguientes fórmulas:
3,4761
1
565.111
1
2
131/1
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
−=Δ=Δ
∑
∑
=
−
=
−
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
son los cálculos son los siguientes:
49,11
1;1,421
77,11
1;3,511
1
2
1
1
2
1
=⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=°=Δ=
=⎟⎠⎞
⎜⎝⎛ −
−=°=Δ=
∑∑
∑∑
=
−
=
−
=
−
=
−
N
isalidai
N
iisalida
N
ientradai
N
iientrada
TTN
CTN
T
TTN
CTN
T
σ
σ
Tabla 11. Valores reales temperatura, flujo y ∆H del ácido para intercambiador W20
Las entalpías para el ácido en el intercambiador de calor W20 fueron calculadas
según la siguiente ecuación:
ácidoentradasalidaácidoácidoácido TTcpmH )( −∗∗=Δ
Según datos de diseño la capacidad calorífica del ácido es:
CKgKJcpácido °
= 60,4
120
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
093.2)4,432,36(60,42,63
069.2)8,466,39(60,45,63
986.1)4,476,40(60,45,63
302.2)5,476,39(60,43,63
439.2)4,471,39(60,49,63
5
4
3
2
1
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para el intercambiador W20 se calcularon
según las siguientes fórmulas:
7,1861
1
178.21
1
2
120
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
−=Δ=Δ
∑
∑
=
−
=
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 6 y los
resultados son los siguientes:
67,1;0,39
75,1;5,46
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada

121
Tabla 12. Valores reales temperatura, flujo y ∆H del ácido para intercambiadores W7/1-2.
Las entalpías para el ácido en los intercambiadores de calor W7/1-2 fueron
calculadas según la siguiente ecuación:
ácidoentradasalidaácidoácidoácido TTcpmH )( −∗∗=Δ
Según datos de diseño la capacidad calorífica del ácido es:
CKgKJcpácido °
= 92,1
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
093.9)9,747,47(92,112,174
629.8)0,741,49(92,150,180
449.9)5,775,49(92,177,175
295.9)0,762,49(92,164,180
058.6)0,680,50(92,130,175
5
4
3
2
1
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ

122
La ∆H promedio y desviación estándar para los intercambiadores W7/1-2 se
calcularon según las siguientes fórmulas:
1,402.11
1
505.81
1
2
121/7
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
−=Δ=Δ
∑
∑
=
−
=
−
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 6 y los
resultados son los siguientes:
86,0;1,49
64,3;1,74
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada
Tabla 13. Valores reales temperatura, flujo y ∆H del ácido para
intercambiadores W21/1-4
Las entalpías para el ácido en los intercambiadores de calor W21/1-4 fueron
calculadas según la siguiente ecuación:
ácidoentradasalidaácidoácidoácido TTcpmH )( −∗∗=Δ
Según datos de diseño la capacidad calorífica del ácido es:
CKgKJcpácido °
= 45,1

123
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
979.25)2,902,62(45,19,639
907.26)5,945,65(45,19,639
979.25)6,896,61(45,19,639
835.27)2,962,66(45,19,639
763.28)0,1020,71(45,19,639
5
4
3
2
1
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para los intercambiadores W21/1-4 se
calcularon según las siguientes fórmulas:
0,210.11
1
093.271
1
2
141/21
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
−=Δ=Δ
∑
∑
=
−
=
−
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 6 y los
resultados son los siguientes:
76,3;3,65
04,5;5,94
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada

124
Tabla 14. Valores reales temperatura, flujo y ∆H del ácido para intercambiador W8
Las entalpías para el ácido en el intercambiador de calor W8 fueron calculadas
según la siguiente ecuación:
ácidoentradasalidaácidoácidoácido TTcpmH )( −∗∗=Δ
Según datos de diseño la capacidad calorífica del ácido es:
CKgKJcpácido °
= 95,0
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
933.6)3,843,48(95,073,202
902.6)2,815,47(95,060,215
834.7)7,830,47(95,070,224
917.7)7,893,51(95,002,217
788.6)3,850,53(95,023,221
5
4
3
2
1
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para el intercambiador W8 se calcularon
según las siguientes fórmulas:
0,5521
1
275.71
1
2
18
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
−=Δ=Δ
∑
∑
=
−
=
−
N
ii
N
iiW
HHN
KWHN
H
σ
125
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 6 y los
resultados son los siguientes:
61,2;4,49
11,3;8,84
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada
Tabla 15. Valores reales temperatura, flujo y ∆H del ácido para
intercambiador W9
Las entalpías para el ácido en el intercambiador de calor W9 fueron calculadas
según la siguiente ecuación:
ácidoentradasalidaácidoácidoácido TTcpmH )( −∗∗=Δ
Según datos de diseño la capacidad calorífica del ácido es:
CKgKJcpácido °
= 72,1
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
103.1)6,860,46(72,180,15
772)9,736,41(72,190,13
889)1,819,45(72,169,14
986)9,822,47(72,106,16
884)6,814,48(72,148,15
5
4
3
2
1
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ

126
La ∆H promedio y desviación estándar para el intercambiador W9 se calcularon
según las siguientes fórmulas:
2,1241
1
9271
1
2
19
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
−=Δ=Δ
∑
∑
=
−
=
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 6 y los
resultados son los siguientes:
57,2;8,45
62,4;2,81
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada
Tabla 19. Valores reales temperatura, flujo y ∆H del agua para intercambiadores W1/1-3
Las entalpías para el agua en los intercambiadores de calor W1/1-3 fueron
calculadas según la siguiente ecuación:
aguaentradasalidaáguaaguaagua TTcpmH )( −∗∗∗=Δ
La capacidad calorífica del agua es:
CKgKJcpagua °
= 18,4

127
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
753.10)7,210,31(18,46,276
331.11)5,203,30(18,46,276
331.11)5,213,31(18,46,276
024.12)0,224,32(18,46,276
331.11)8,216,31(18,46,276
5
4
3
2
1
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para los intercambiadores W1/1-3 se
calcularon según las siguientes fórmulas:
5,4501
1
354.111
1
2
131/1
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
=Δ=Δ
∑
∑
=
−
=
−
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
son los cálculos son los siguientes:
77,01
1;3,311
59,01
1;5,211
1
2
1
1
2
1
=⎟⎠⎞
⎜⎝⎛ −
−=°=Δ=
=⎟⎠⎞
⎜⎝⎛ −
−=°=Δ=
∑∑
∑∑
=
−
=
−
=
−
=
−
N
isalidai
N
iisalida
N
ientradai
N
iientrada
TTN
CTN
T
TTN
CTN
T
σ
σ

128
Tabla 20. Valores reales temperatura, flujo y ∆H del agua para el intercambiador W20
Las entalpías para el agua en el intercambiador de calor W20 fueron calculadas
según la siguiente ecuación:
aguaentradasalidaáguaaguaagua TTcpmH )( −∗∗∗=Δ
La capacidad calorífica del agua es:
CKgKJcpagua °
= 18,4
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
043.2)7,231,28(18,41,111
997.1)5,218,25(18,41,111
950.1)2,234,27(18,41,111
136.2)3,229,26(18,41,111
183.2)8,215,26(18,41,111
5
4
3
2
1
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para el intercambiador W20 se calcularon
según las siguientes fórmulas:
6,961
1
062.21
1
2
120
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
=Δ=Δ
∑
∑
=
−
=
−
N
ii
N
iiW
HHN
KWHN
H
σ

129
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 15 y los
resultados son los siguientes:
87,0;9,26
93,0;5,22
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada
Tabla 21. Valores reales temperatura, flujo y ∆H del agua para intercambiadores W7/1-2
Las entalpías para el agua en los intercambiadores de calor W7/1-2 fueron
calculadas según la siguiente ecuación:
aguaentradasalidaáguaaguaagua TTcpmH )( −∗∗∗=Δ
La capacidad calorífica del agua es:
CKgKJcpagua °
= 18,4
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
079.9)2,205,40(18,41,107
453.8)1,210,40(18,41,107
214.9)5,201,41(18,41,107
124.9)0,214,41(18,41,107
038.6)0,215,34(18,41,107
5
4
3
2
1
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ

130
La ∆H promedio y desviación estándar para los intercambiadores W7/1-2 se
calcularon según las siguientes fórmulas:
2,344.11
1
382.81
1
2
121/7
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
=Δ=Δ
∑
∑
=
−
=
−
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 15 y los
resultados son los siguientes:
85,2;5,39
39,0;8,20
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada
Tabla 22. Valores reales temperatura, flujo y ∆H del agua para intercambiadores W21/1-4
Las entalpías para el agua en los intercambiadores de calor W21/1-4 fueron
calculadas según la siguiente ecuación:
aguaentradasalidaáguaaguaagua TTcpmH )( −∗∗∗=Δ
La capacidad calorífica del agua es:
CKgKJcpagua °
= 18,4

131
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
916.25)2,215,39(18,48,338
907.26)0,210,40(18,48,338
916.25)8,221,41(18,48,338
757.27)4,220,42(18,48,338
749.28)1,213,41(18,48,338
5
4
3
2
1
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para los intercambiadores W21/1-4 se
calcularon según las siguientes fórmulas:
6,222.11
1
049.271
1
2
141/21
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
=Δ=Δ
∑
∑
=
−
=
−
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 15 y los
resultados son los siguientes:
01,1;8,40
86,0;7,21
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada

132
Tabla 23. Valores reales temperatura, flujo y ∆H del agua para intercambiador W8
Las entalpías para el agua en el intercambiador de calor W8 fueron calculadas
según la siguiente ecuación:
aguaentradasalidaáguaaguaagua TTcpmH )( −∗∗∗=Δ
La capacidad calorífica del agua es:
CKgKJcpagua °
= 18,4
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
903.6)8,195,41(18,41,76
871.6)0,216,42(18,41,76
825.7)4,180,43(18,41,76
889.7)2,180,43(18,41,76
775.6)0,213,42(18,41,76
5
4
3
2
1
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para el intercambiador W8 se calcularon
según las siguientes fórmulas:
2,5541
1
253.71
1
2
18
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
=Δ=Δ
∑
∑
=
−
=
−
N
ii
N
iiW
HHN
KWHN
H
σ

133
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 15 y los
resultados son los siguientes:
62,0;5,42
35,1;7,19
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada
Tabla 24. Valores reales temperatura, flujo y ∆H del agua para intercambiador W9
Las entalpías para el agua en el intercambiador de calor W9 fueron calculadas
según la siguiente ecuación:
aguaentradasalidaáguaaguaagua TTcpmH )( −∗∗∗=Δ
La capacidad calorífica del agua es:
CKgKJcpagua °
= 18,4
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
095.1)3,185,36(18,441,14
770)1,249,36(18,44,14
879)5,221,37(18,44,14
975)3,205,36(18,44,14
879)4,210,36(18,44,14
5
4
3
2
1
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ

134
La ∆H promedio y desviación estándar para el intercambiador W9 se calcularon
según las siguientes fórmulas:
0,1221
1
9201
1
2
19
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
=Δ=Δ
∑
∑
=
−
=
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
los cálculos se realizaron utilizando la misma modalidad que la Tabla 15 y los
resultados son los siguientes:
42,0;6,36
20,2;3,21
=°=
=°=−
−
σ
σ
CT
CT
salida
entrada
Tabla 25. LMTD, U y Rd reales calculados para los intercambiadores de calor de placas de la planta de ácido
Para el cálculo del LMTD real se utilizaron las temperaturas reales promedio del
ácido y las temperaturas reales promedio del agua, según la siguiente fórmula:
⎟⎟⎠
⎞⎜⎜⎝
⎛−−
−−−=
12
21
1221
ln
)()(
FC
FC
FCFC
TTTT
TTTTLMTD
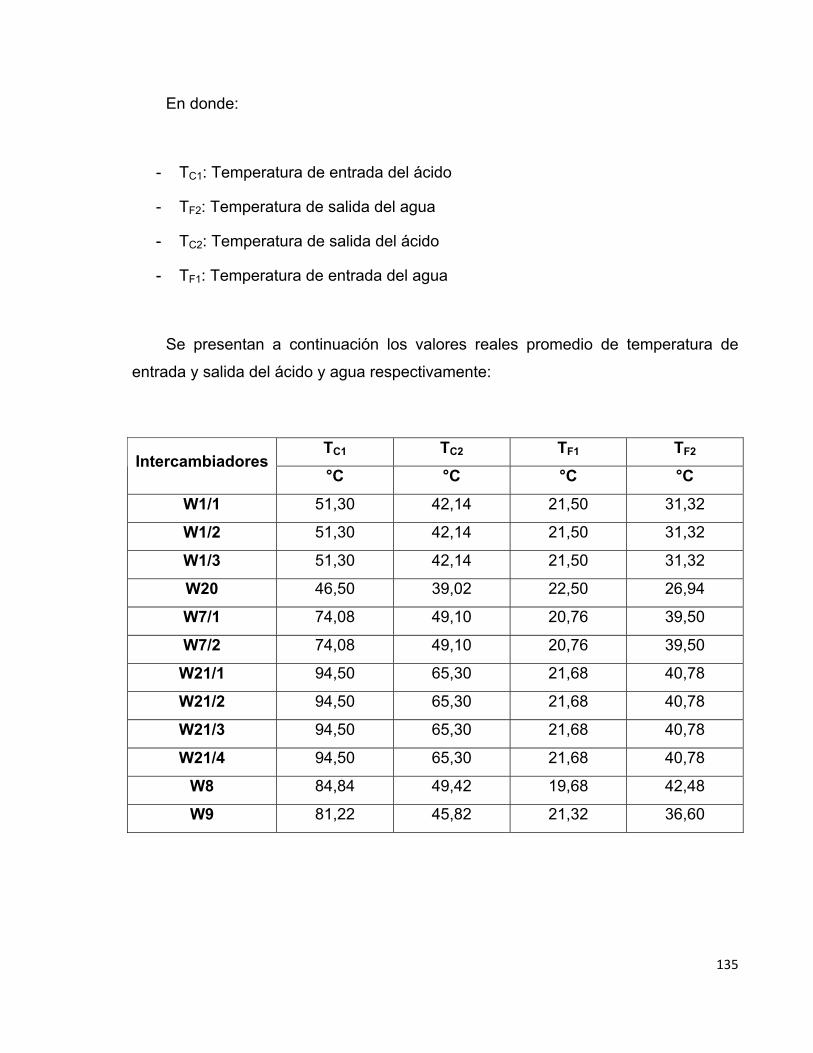
135
En donde:
- TC1: Temperatura de entrada del ácido
- TF2: Temperatura de salida del agua
- TC2: Temperatura de salida del ácido
- TF1: Temperatura de entrada del agua
Se presentan a continuación los valores reales promedio de temperatura de
entrada y salida del ácido y agua respectivamente:
TC1 TC2 TF1 TF2 Intercambiadores
°C °C °C °C
W1/1 51,30 42,14 21,50 31,32
W1/2 51,30 42,14 21,50 31,32
W1/3 51,30 42,14 21,50 31,32
W20 46,50 39,02 22,50 26,94
W7/1 74,08 49,10 20,76 39,50
W7/2 74,08 49,10 20,76 39,50
W21/1 94,50 65,30 21,68 40,78
W21/2 94,50 65,30 21,68 40,78
W21/3 94,50 65,30 21,68 40,78
W21/4 94,50 65,30 21,68 40,78
W8 84,84 49,42 19,68 42,48
W9 81,22 45,82 21,32 36,60
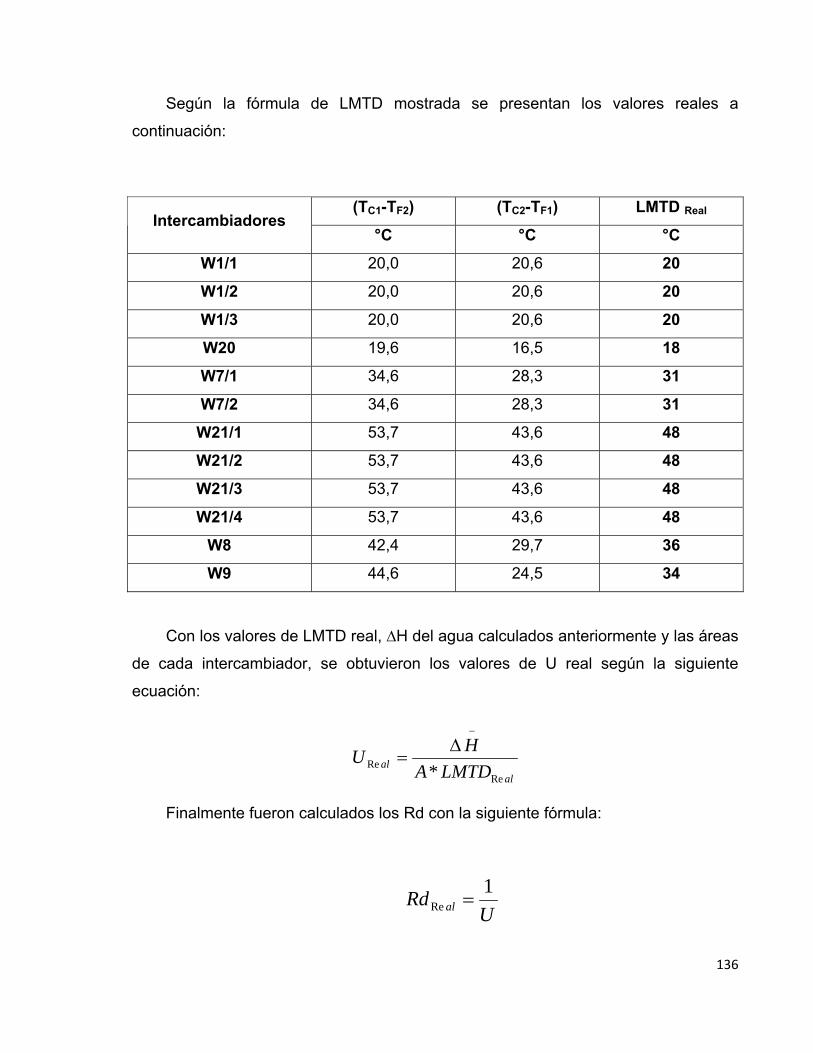
136
Según la fórmula de LMTD mostrada se presentan los valores reales a
continuación:
(TC1-TF2) (TC2-TF1) LMTD Real Intercambiadores
°C °C °C
W1/1 20,0 20,6 20
W1/2 20,0 20,6 20
W1/3 20,0 20,6 20
W20 19,6 16,5 18
W7/1 34,6 28,3 31
W7/2 34,6 28,3 31
W21/1 53,7 43,6 48
W21/2 53,7 43,6 48
W21/3 53,7 43,6 48
W21/4 53,7 43,6 48
W8 42,4 29,7 36
W9 44,6 24,5 34
Con los valores de LMTD real, ∆H del agua calculados anteriormente y las áreas
de cada intercambiador, se obtuvieron los valores de U real según la siguiente
ecuación:
alal LMTDA
HURe
Re *
−
Δ=
Finalmente fueron calculados los Rd con la siguiente fórmula:
URd al
1Re =

137
Área LMTD Real ∆H Real Promedio U Real Rd Real
m2 °C KW KW/m2°C m2°C/KW
W1/1 108,0 20,0 3.784,67 1,75 0,57
W1/2 108,0 20,0 3.784,67 1,75 0,57
W1/3 108,0 20,0 3.784,67 1,75 0,57
W20 101,1 18,0 2.061,00 1,13 0,88
W7/1 101,5 31,0 4.191,00 1,33 0,75
W7/2 101,5 31,0 4.191,00 1,33 0,75
W21/1 105,4 48,0 6.762,25 1,34 0,75
W21/2 105,4 48,0 6.762,25 1,34 0,75
W21/3 105,4 48,0 6.762,25 1,34 0,75
W21/4 105,4 48,0 6.762,25 1,34 0,75
W8 105,4 36,0 7.253,00 1,91 0,52
W9 28,5 34,0 920,00 0,95 1,05
Tabla 28. ∆H reales calculados para el intercambiador W26
Las entalpías para los gases en el intercambiador de calor W26 fueron
calculadas según la siguiente ecuación:
gasesentradasalidagasesgasesgases TTcpmH )( −∗∗∗=Δ
La capacidad calorífica del agua es:
CKgKJcpgases °
= 045,1
138
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
374.2)1,4807,439(045,124,56
310.2)4,4791,440(045,124,56
216.2)0,4803,442(045,124,56
445.2)1,4825,440(045,124,56
301.2)1,4799,439(045,124,56
5
4
3
2
1
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para el intercambiador W26 se calcularon
según las siguientes fórmulas:
9,851
1
329.21
1
2
126
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
−=Δ=Δ
∑
∑
=
−
=
−
N
ii
N
iiW
HHN
KWHN
H
σ
Para las temperaturas de entrada y salida el promedio y la desviación estándar
son los cálculos son los siguientes:
0,11
1;5,4401
2,11
1;1,4801
1
2
1
1
2
1
=⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=°=Δ=
=⎟⎠⎞
⎜⎝⎛ −
−=°=Δ=
∑∑
∑∑
=
−
=
−
=
−
=
−
N
isalidai
N
iisalida
N
ientradai
N
iientrada
TTN
CTN
T
TTN
CTN
T
σ
σ

139
Tabla 29. ∆H reales calculados para el intercambiador W27
Las entalpías para los gases en el intercambiador de calor W26 fueron
calculadas según la siguiente ecuación:
gasesentradasalidagasesgasesgases TTcpmH )( −∗∗∗=Δ
La capacidad calorífica del agua es:
CKgKJcpgases °
= 076,1
( )
( )
( )
( )
( ) KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
KWCCKg
KJs
KgH
Día
Día
Día
Día
Día
712)4,4241,409(076,125,43
703)5,4234.408(076,125,43
661)3,4231,409(076,125,43
554)1,4222,410(076,125,43
638)6,4229,408(076,125,43
5
4
3
2
1
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
−=°−∗⎟⎟⎠
⎞⎜⎜⎝
⎛°
∗⎟⎠⎞
⎜⎝⎛=Δ
La ∆H promedio y desviación estándar para el intercambiador W27 se calcularon
según las siguientes fórmulas:
4,631
1
6531
1
2
127
=⎟⎠⎞
⎜⎝⎛ Δ−Δ
−=
−=Δ=Δ
∑
∑
=
−
=
−
N
ii
N
iiW
HHN
KWHN
H
σ

140
Para las temperaturas de entrada y salida el promedio y la desviación estándar
son los cálculos son los siguientes:
7,01
1;1,4091
9,01
1;2,4231
1
2
1
1
2
1
=⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=°=Δ=
=⎟⎠⎞
⎜⎝⎛ −
−=°=Δ=
∑∑
∑∑
=
−
=
−
=
−
=
−
N
isalidai
N
iisalida
N
ientradai
N
iientrada
TTN
CTN
T
TTN
CTN
T
σ
σ
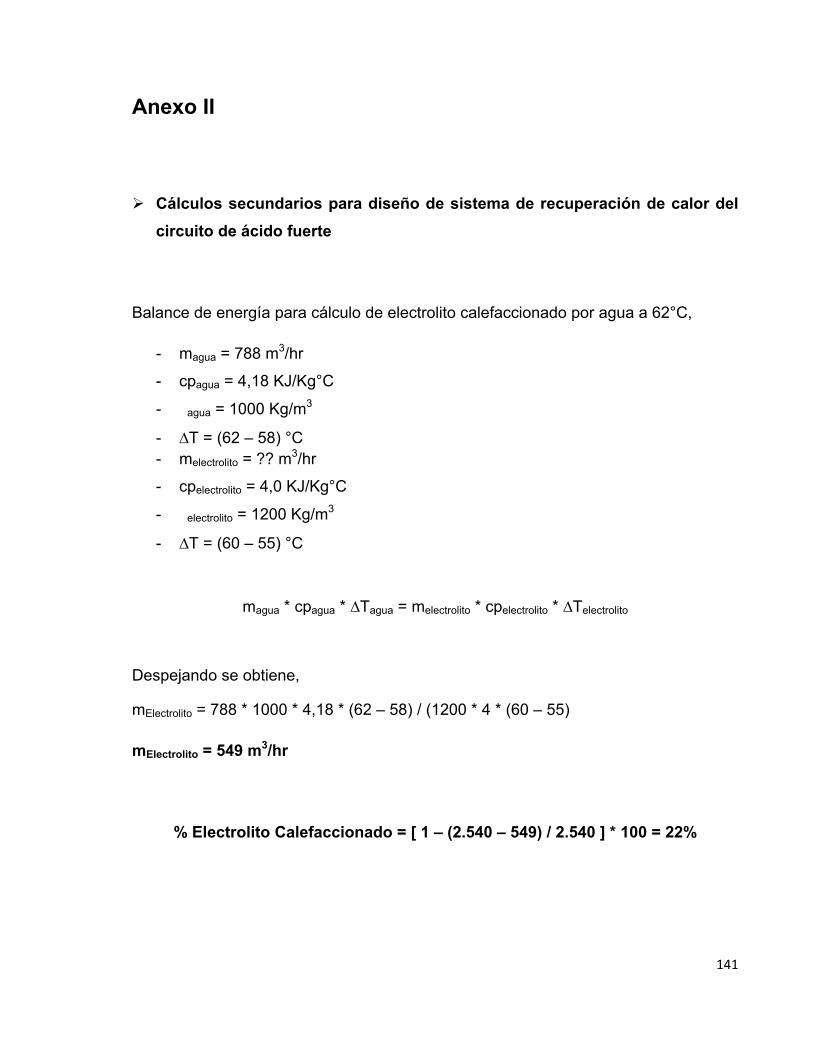
141
Anexo II
Cálculos secundarios para diseño de sistema de recuperación de calor del circuito de ácido fuerte
Balance de energía para cálculo de electrolito calefaccionado por agua a 62°C,
- magua = 788 m3/hr
- cpagua = 4,18 KJ/Kg°C
- �agua = 1000 Kg/m3
- ∆T = (62 – 58) °C - melectrolito = ?? m3/hr
- cpelectrolito = 4,0 KJ/Kg°C
- �electrolito = 1200 Kg/m3
- ∆T = (60 – 55) °C
magua * cpagua * ∆Tagua = melectrolito * cpelectrolito * ∆Telectrolito
Despejando se obtiene,
mElectrolito = 788 * 1000 * 4,18 * (62 – 58) / (1200 * 4 * (60 – 55)
mElectrolito = 549 m3/hr
% Electrolito Calefaccionado = [ 1 – (2.540 – 549) / 2.540 ] * 100 = 22%

142
Cálculo de masa de agua purgada a 58°C necesaria para precalentar agua fresca de
alimentación a calderas,
magua calderas = 30 m3/hr
mpurga = 30 * (55 – 25) / (58 – 40) = 50 m3/hr
Cálculo de calor total en caldera para agua de alimentación a 25°C y 55°C,
QTotal = QSensible + QLatente = (m * cp * ∆T) + (m *λ vaporización)
λ vaporización (2,5 kg/cm2) = 2.721 KJ/Kg
QTotal ACTUAL = (30 * 1000 / 3600) * [4,18 * (100 – 25) + 2.721] = 25.288 KW
QTotal NUEVO = (30 * 1000 / 3600) * [4,18 * (100 – 55) + 2.721] = 24.243 KW
% Ahorro de Energía = [ (25.288 – 24.243) / 25.288 ] * 100 = 4,1%
Procedimiento de diseño de intercambiadores de placas Alfa Laval
El procedimiento de diseño puede ilustrarse con un problema típico, dado por
un fluido caliente que debe enfriarse desde una temperatura T1 hasta una
temperatura T2; para lo cual se dispone de un fluido frío a t1.
Los pasos a seguir son los siguientes:
1. Calcular la carga de calor: Q
Q = m Cp (T1 – T2)

143
2. Calcular la temperatura de salida del fluido frío: t2
t2 = t1 – Q/(m Cp)
3. Determinar las propiedades físicas de los fluidos a su respectiva
temperatura media.
4. Determinar el tipo de intercambiador.
5. Fijar las resistencias a la incrustación
6. Calcular la temperatura media logarítmica
7. Calcular el número de unidades de transferencia para cada fluido: HTU
8. Suponer un valor de U
8.1. Calcular un área provisional requerida: Ao
8.2. Fijar el tipo y características de las placas
8.3. Determinar el número de placas térmicas Np y número total de
canales (Nc)
Np = Ao / 2Ap
Nc = NP + 1
8.4. Determinar el número de canales paralelos: np
np = V / v

144
v: caudal /canal
8.5. Determinar el arreglo del intercambiador; número de pasos y
número de canales paralelos por paso : np
8.6. Determinar el factor térmico
8.7. Calcular los coeficientes de película para cada fluido como función
del Número de Reynolds (Re)
a) Para flujo en serie (cada fluido pasa como una simple corriente a
través de los canales)
Re = (De G)/µ
b) Para flujo en paralelo (flujo dividido en varias subcorrientes)
Re = De (G/np)/µ
8.8. Calcular el coeficiente total de transferencia de calor
8.9. Calcular el área total necesaria para la transferencia de calor: Ao
y comparar con el área disponible o de diseño: Ad
Ad = 2 Ap Np
Ad debe ser mayor que Ao ( el exceso no debe ser mayor del 15 %)

145
Tabla 9.2. Velocidad recomendable y caída de presión máxima para líquidos de proceso y servicios (Apuntes de Mecánica de Fluidos, Profesor José Torres, PUCV).
Tipo de Servicio Velocidad (pie/seg) Máxima caída de presión psi/100 pies de cañería
Recomendación General 5 -15 4 Flujo Laminar 4 - 5 4 Flujo Turbulento (densidad lb/pie3) 5 - 15 4 Succión de Bombas Ebullendo No ebullendo
2 - 6 4 - 8
0,5 1,0
Descarga de Bomba 250 GPM 250 GPM - 700 GPM > 700 GPM
6 - 8
8 - 10 10 - 15
6 4 2
Agua de enfriamiento 12 - 16 2 Servicio General Diámetro en pulgadas 1 2 4 6 8 10 12 16 20 y mayor
2 - 16
2 - 3 3 - 5 5 - 7 7 - 9
8 - 10 10 - 15 10 - 15 10 - 15 10 - 16
2
2 2 2 2 2 2 2 2 2
Tabla 9.3. Propiedades de cañerías (Apuntes de Mecánica de Fluidos, Profesor José Torres, PUCV).
Diámetro Nominal (pulg)
Diámetro Externo (pulg)
Espesor de Pared (pulg)
Diámetro Interno (pulg)
GPM / pies/seg
4 4,5 0,438 3,624 35
6 6,625 0,109 0,131 0,280
6,407 6,357 6,065
100 98 90
10 10,75
0,307 0,365 0,500 0,591 0,719
10,136 10,020 9,750 9,562 9,312
252 246 233 223 212
16 16
0.312 0,375 0,500 0,656 0,844
15,375 15,250 15,000 14,688 14,312
578 568 550 528 501

146
Anexo III
1. Programa País de Eficiencia Energética (PPEE)
Objetivos del PPEE
- Establecer las bases institucionales y el marco regulatorio para la Eficiencia Energética.
- Desarrollar incentivos y herramientas de apoyo para la Eficiencia Energética.
- Desarrollar información útil y disponible para la toma de decisiones públicas y privadas, colectivas e individuales.
- Posicionar e introducir la Eficiencia Energética en todos los niveles de
formación, formal y no formal.
- Aprovechar experiencia e instrumentos internacionales para acelerar el desarrollo de la Eficiencia Energética y medir la reducción de emisiones generadas.
- Fortalecer la gestión institucional a través de la calidad de sus procesos.
2. Gestión de Codelco Chile frente la Eficiencia Energética
Desde 2003, que la empresa incorporo la eficiencia energética en sus políticas,
normas y gestión. A partir del 2008 se cuenta un Plan de Eficiencia Energética, que
abarca tanto consumo de combustibles como de electricidad.

147
Tabla 1. Hitos de la implantación de eficiencia energética Codelco/País.
Año Codelco País
2003 Política de eficiencia
energética Comienza implementación
del Programa País Eficiencia Energética (PPEE)
2006
Norma Corporativa de Eficiencia Energética
Se constituye la Mesa Minera de Eficiencia Energética en
el PPEE, con la participación de Codelco
2007
Sistema de Información de Indicadores Energéticos
-
2009
Plan de Eficiencia Energética Mesa Minera firma el Protocolo Acuerdo para la Eficiencia Energética en la
Gran Minería
2.1. Norma de Eficiencia Energética en Proyectos de Inversión de Codelco
La energía es un insumo muy relevante en la minería de cobre. Por esta razón,
Codelco oficializó a fines del año 2006 su Norma de Eficiencia Energética en
Proyectos de Inversión (NEE), cuyo objetivo es incorporar criterios de eficiencia
energética en la definición de proyectos, en todo su ciclo de vida, que supone pre
inversión, inversión y operación.
2.2. Plan de Eficiencia Energética de Codelco
El objetivo es contribuir al resultado del negocio, con una gestión de la realidad
operativa actual, que mejoran los indicadores específicos del uso de energía en los
procesos productivos. Al mismo tiempo, apunta a una mirada de futuro que incorpore
la eficiencia energética en los proyectos de inversión y fortalezca el desarrollo de
nuevas fuentes de energía.
148
El Plan considera un conjunto de iniciativas trasversales y divisionales para
aportar a la competitividad de la empresa, en el escenario de un mercado energético
cada vez más complejo, y contribuir simultáneamente con la sustentabilidad,
mejorando la huella de carbono y diversificando las fuentes de suministro energético.
El plan se estructura en cuatro focos:
- Gestión de los contratos existentes.
- Gestión de eficiencia energética en procesos.
- Desarrollo de nuevas formas energéticas.
- Aplicación de la norma de eficiencia energética en todo ciclo de vida de los proyectos de inversión.
3. Gestión de Eficiencia Energética en otras fundiciones de cobre
3.1. Anglo American Chile
Esta empresa tiene como desafío la gestión responsable de los impactos
ambientales de las operaciones a través de la optimización en el uso de recursos
naturales, la disminución en la generación de residuos, el control de las emisiones y
el avance hacia el logro de las metas fijadas en el Programa de Eficiencia
Energética.
149
Programa de Eficiencia Energética Anglo American Chile
El programa de Eficiencia Energética de Anglo American es un conjunto de
iniciativas orientadas a hacer más eficiente el uso de energía en todas las Divisiones
de la compañía. Este programa además incluye la promoción de tecnologías
energéticamente eficientes y el desarrollo de iniciativas para crear conciencia
respecto del ahorro de energía en el día a día.
En agosto de 2008, la gestión ambiental de Anglo American y su Programa de
Eficiencia Energética recibieron un nuevo impulso desde el punto de vista estratégico
con la creación de la Vicepresidencia de Excelencia Operacional.
Esta instancia organiza su trabajo a través de cuatro gerencias que abordan los
temas de optimización, gestión y mantención de activos, uso eficiente de energía y
agua, control de emisiones, protección ambiental y asuntos regulatorios.
Objetivos Programa de Eficiencia Energética
- Realizar su gestión en todas las operaciones, dentro de un Programa de
Eficiencia Energética continuo, que permita optimizar el consumo de energía y
reducir la emisión de Gases de Efecto Invernadero.
- Incentivar la capacitación de los empleados, proveedores y contratistas
responsables del uso y gestión de los recursos energéticos.

150
- Monitorear, gestionar y reportar en forma continua, los consumos y eficiencias
del consumo de energía, en nuestras operaciones.
- Promover e invertir en el desarrollo de tecnologías y modificaciones de
procesos, para hacer más eficiente el uso de energía en nuestras
operaciones.
- Diseñar y construir los proyectos e instalaciones, de manera que permitan
maximizar la eficiencia en el consumo energético durante su operación.
- Promover el uso de fuentes de Energías Renovables no Convencionales.
- Contribuir al desarrollo de políticas, legislaciones y normativa que promuevan
el uso eficiente de la energía.
3.2. Xstrara Copper Chile
Xstrata Copper, División Norte de Chile, junto a otras compañías mineras del
país, firmó el “Protocolo de Acuerdo para la Eficiencia Energética en la Gran Minería”
en 2008. Acuerdo que considera promover la eficiencia energética y fomentar buenas
prácticas orientadas a ella en los procesos productivos que consideran el uso de
energía.
151
Política de Eficiencia Energética de la División Norte de Chile
Con el fin de promover prácticas de desarrollo sostenible alineadas con la
Eficiencia Energética, se Investigan tecnologías de producción limpias a para ser
implementadas en sus operaciones donde sea factible. Además se está
implementando un sistema de gestión que permite identificar la oportunidad de
evaluar y controlar la utilización eficiente de Energía.
Medidas de Eficiencia Energética en Fundición Altonorte
- Control mensual de iniciativas de reducción de energía.
- Análisis mensual del costo de energía.
- Protocolos para el control de la demanda.
- Motores de alta eficiencia en proyectos.
- Evaluación de consumo energético para el reemplazo de equipos.