reconversión efluentes líquidos de curtiembrematerias.fi.uba.ar/7299/bergagna.pdf · un caso...
TRANSCRIPT

RESUMEN EJECUTIVO – FABIO BERGAGNA
1
72.99 Trabajo Profesional de Ingeniería Industrial, Facultad de Ingeniería U.B.A
RESUMEN EJECUTIVO
Integrante: Fabio Bergagna
Padrón N°: 84167
JTP: Aranda Manuel
Docente: Filip
A - MARCO DEL TRABAJO
Universidad de Buenos Aires Facultad de Ingeniería
72.99 – Trabajo Profesional de la Ingeniería Industrial
“Reconversión Efluentes Líquidos de
Curtiembre”
RESUMEN EJECUTIVO – FABIO BERGAGNA
2
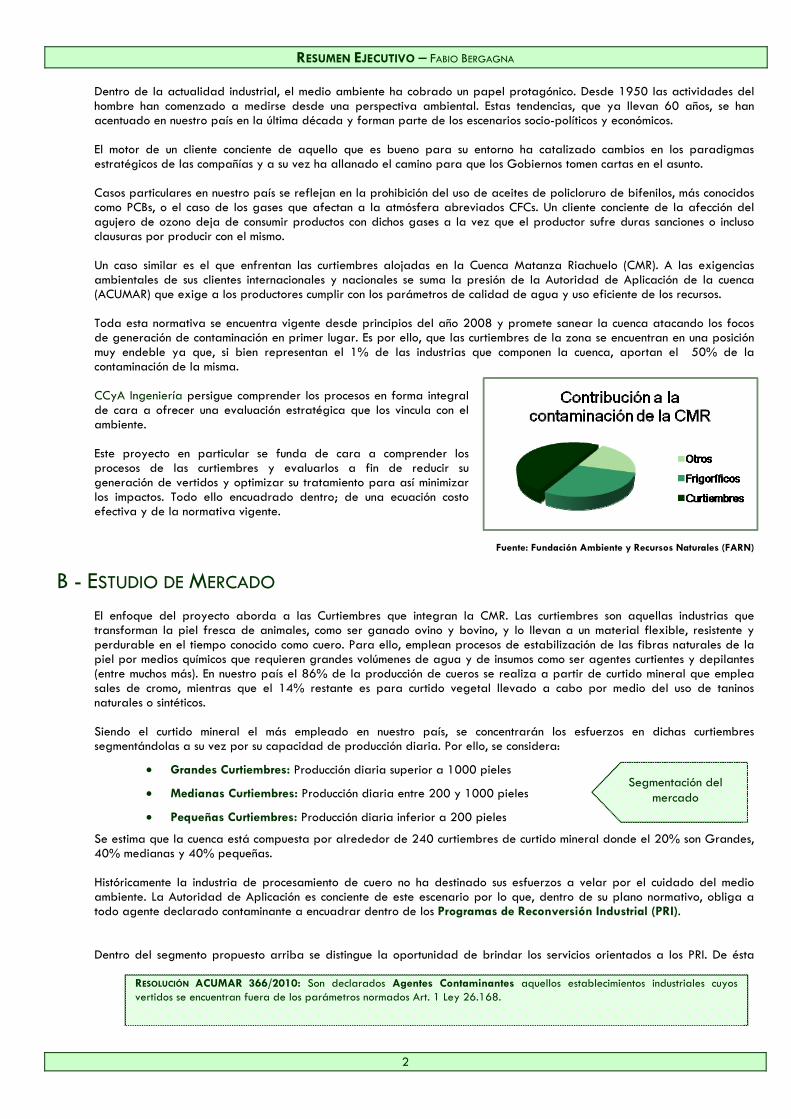
Dentro de la actualidad industrial, el medio ambiente ha cobrado un papel protagónico. Desde 1950 las actividades del hombre han comenzado a medirse desde una perspectiva ambiental. Estas tendencias, que ya llevan 60 años, se han acentuado en nuestro país en la última década y forman parte de los escenarios socio-políticos y económicos. El motor de un cliente conciente de aquello que es bueno para su entorno ha catalizado cambios en los paradigmas estratégicos de las compañías y a su vez ha allanado el camino para que los Gobiernos tomen cartas en el asunto. Casos particulares en nuestro país se reflejan en la prohibición del uso de aceites de policloruro de bifenilos, más conocidos como PCBs, o el caso de los gases que afectan a la atmósfera abreviados CFCs. Un cliente conciente de la afección del agujero de ozono deja de consumir productos con dichos gases a la vez que el productor sufre duras sanciones o incluso clausuras por producir con el mismo. Un caso similar es el que enfrentan las curtiembres alojadas en la Cuenca Matanza Riachuelo (CMR). A las exigencias ambientales de sus clientes internacionales y nacionales se suma la presión de la Autoridad de Aplicación de la cuenca (ACUMAR) que exige a los productores cumplir con los parámetros de calidad de agua y uso eficiente de los recursos. Toda esta normativa se encuentra vigente desde principios del año 2008 y promete sanear la cuenca atacando los focos de generación de contaminación en primer lugar. Es por ello, que las curtiembres de la zona se encuentran en una posición muy endeble ya que, si bien representan el 1% de las industrias que componen la cuenca, aportan el 50% de la contaminación de la misma. CCyA Ingeniería persigue comprender los procesos en forma integral de cara a ofrecer una evaluación estratégica que los vincula con el ambiente. Este proyecto en particular se funda de cara a comprender los procesos de las curtiembres y evaluarlos a fin de reducir su generación de vertidos y optimizar su tratamiento para así minimizar los impactos. Todo ello encuadrado dentro; de una ecuación costo efectiva y de la normativa vigente.
Fuente: Fundación Ambiente y Recursos Naturales (FARN)
B - ESTUDIO DE MERCADO El enfoque del proyecto aborda a las Curtiembres que integran la CMR. Las curtiembres son aquellas industrias que transforman la piel fresca de animales, como ser ganado ovino y bovino, y lo llevan a un material flexible, resistente y perdurable en el tiempo conocido como cuero. Para ello, emplean procesos de estabilización de las fibras naturales de la piel por medios químicos que requieren grandes volúmenes de agua y de insumos como ser agentes curtientes y depilantes (entre muchos más). En nuestro país el 86% de la producción de cueros se realiza a partir de curtido mineral que emplea sales de cromo, mientras que el 14% restante es para curtido vegetal llevado a cabo por medio del uso de taninos naturales o sintéticos. Siendo el curtido mineral el más empleado en nuestro país, se concentrarán los esfuerzos en dichas curtiembres segmentándolas a su vez por su capacidad de producción diaria. Por ello, se considera:
• Grandes Curtiembres: Producción diaria superior a 1000 pieles
• Medianas Curtiembres: Producción diaria entre 200 y 1000 pieles
• Pequeñas Curtiembres: Producción diaria inferior a 200 pieles
Se estima que la cuenca está compuesta por alrededor de 240 curtiembres de curtido mineral donde el 20% son Grandes, 40% medianas y 40% pequeñas. Históricamente la industria de procesamiento de cuero no ha destinado sus esfuerzos a velar por el cuidado del medio ambiente. La Autoridad de Aplicación es conciente de este escenario por lo que, dentro de su plano normativo, obliga a todo agente declarado contaminante a encuadrar dentro de los Programas de Reconversión Industrial (PRI). Dentro del segmento propuesto arriba se distingue la oportunidad de brindar los servicios orientados a los PRI. De ésta
Segmentación del mercado
RESOLUCIÓN ACUMAR 366/2010: Son declarados Agentes Contaminantes aquellos establecimientos industriales cuyos vertidos se encuentran fuera de los parámetros normados Art. 1 Ley 26.168.

RESUMEN EJECUTIVO – FABIO BERGAGNA
3
manera, las curtiembres encuadran dentro de los requisitos formales ante la Autoridad de Aplicación y podrán seguir operando mientras llevan a cabo la reconversión. ACUMAR, desde sus inicios, lleva cuenta de los volúmenes de dinero orientados a los PRI. La evolución para el caso de las curtiembres se muestra a continuación:
2008 2009 Y PRIMER SEMESTRE 2010
CURTIMBRES RELEVADAS
INVERSIÓN PRESUPUESTADA VALOR EJECUTADO CURTIMBRES
RELEVADAS INVERSIÓN
PRESUPUESTADA VALOR EJECUTADO
PEQUEÑAS 34 1.245.714 USD 110.169 USD 117 3.188.286 USD 1.194.075 USD MEDIANAS 36 2.535.868 USD 612.857 USD 57 5.875.514 USD 2.145.056 USD GRANDES 25 3.554.286 USD 1.075.143 USD 32 8.440.986 USD 1.216.141 USD TOTAL 95 7.335.868 USD 1.797.169 USD 206 17.504.786 USD 4.555.272 USD
Fuente: Elaboración propia a partir de datos de ACUMAR
De las curtiembres relevadas en 2009 sólo el 17% ha presentado PRI mientras que 102 fueron declaradas Agente Contaminante terminando varias con clausura total o de vuelco de vertidos a los cursos de agua. Por lo tanto, es incierto a qué tasa crecerá el volumen de inversiones. Por ello, se propone tomar como modelos los casos de CFCs y PCBs. Estos guardan una similitud muy particular con el caso que enfrentan las curtiembres ya que en tan sólo 10 a 12 años debieron adecuarse a la norma. ACUMAR propone un plazo hasta 2020 para revertir la situación de la CMR.
Fuente: Secretaria de Ambiente y Desarrollo Social (SAyDS) Resulta de los antecedentes, un crecimiento muy marcado en los años 2 a 5 de la implementación de las normas. Sin embargo, quedan a la vista los efectos de la crisis institucional de diciembre de 2001. Superado el quinto año hay decrecimiento de las inversiones. Estimando un crecimiento pronunciado para los primeros años y luego una reducción de las inversiones una vez alcanzadas las metas propuestas, se propone analizar tres escenarios posibles:
• Escenario Optimista: Propone entrar rápidamente en el mercado aprovechando las barreras bajas que éste propone consolidándose en cada segmento del mercado. Probabilidad de ocurrencia: 70%.
• Escenario Pesimista: No conseguir entrar en el mercado de pequeñas empresas perdiendo así la oportunidad de acceder a otros segmentos por: No ganar en experiencia, invertir demasiados recursos en aumentar de escala precipitadamente. Probabilidad de ocurrencia: 30%.
• Escenario Más Probable: Resulta de combinar los dos escenarios ponderando la probabilidad de ocurrencia de uno y del otro.
La proyección de la participación en el mercado ofertando servicios PRI para las curtiembres de la CMR se representaría como sigue:

RESUMEN EJECUTIVO – FABIO BERGAGNA
4
Con las tendencias brindadas por ACUMAR y la proyección de participación del mercado para el Escenario Más Probable, se estima que los ingresos por servicios serán:
Es de especial interés notar que cada escala alcanzará las máximas inversiones en años dispares. Esto se explica por dos razones de peso:
• El tiempo de decisión y ejecución (ante-proyecto, proyecto y obra) para una pequeña empresa es menor mientras que al crecer en escala estos crecen considerablemente.
• La necesidad de reconversión para las pequeñas es vital para seguir en el mercado.
Los servicios PRI se ponderan como proyectos completos y ante-proyectos. Se estima que el 50% de los proyectos licitados serán adjudicados. Sin embargo, se prevé una ganancia por la elaboración de ante-proyectos aún cuando estos no sean adjudicados. Cuantificando los resultados por segmentos, se prevé:
ESCENARIO MÁS PROBABLE
ESCALA PEQUEÑAS MEDIANAS GRANDES
PROMEDIO DE SERVICIOS PRI ANUALES 2 2 1
VOLUMEN DE INGRESOS EN 10 AÑOS 2.199.346 USD 6.802.458 USD 6.419.333 USD
UTILIDADES PROMEDIO ANUALES 22.000 USD 85.000 USD 96.300 USD
RESUMEN EJECUTIVO – FABIO BERGAGNA
5
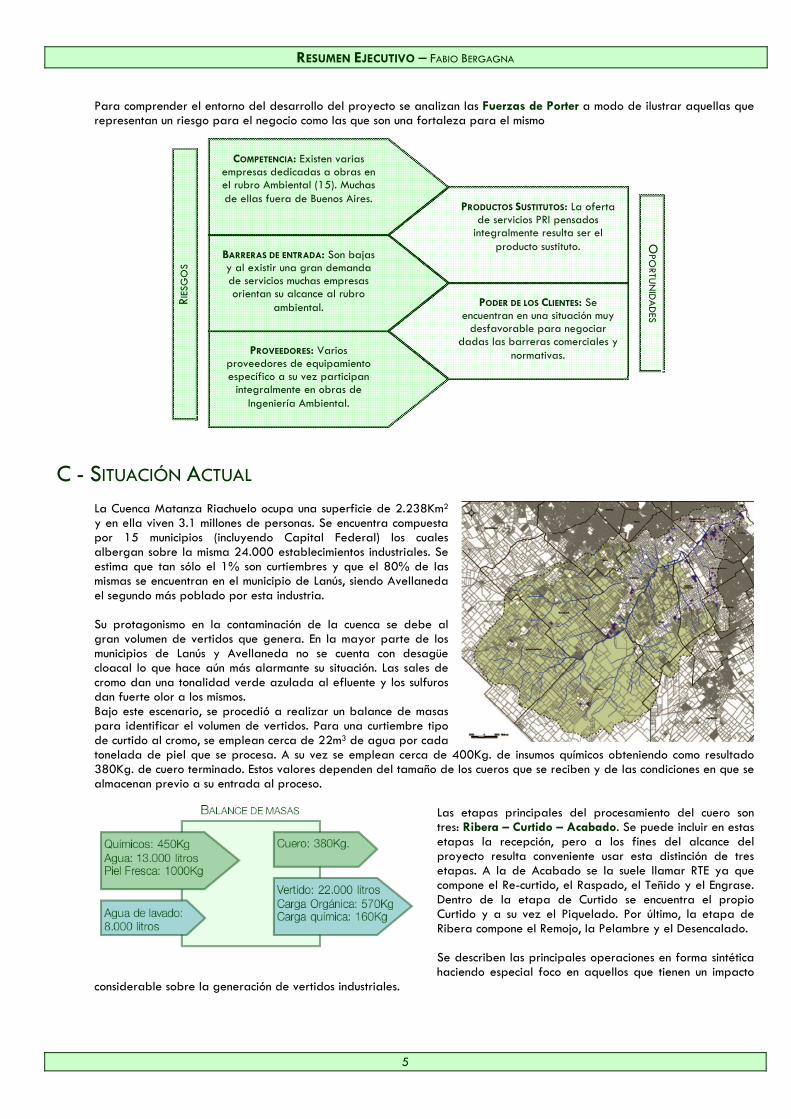
Para comprender el entorno del desarrollo del proyecto se analizan las Fuerzas de Porter a modo de ilustrar aquellas que representan un riesgo para el negocio como las que son una fortaleza para el mismo
C - SITUACIÓN ACTUAL La Cuenca Matanza Riachuelo ocupa una superficie de 2.238Km2 y en ella viven 3.1 millones de personas. Se encuentra compuesta por 15 municipios (incluyendo Capital Federal) los cuales albergan sobre la misma 24.000 establecimientos industriales. Se estima que tan sólo el 1% son curtiembres y que el 80% de las mismas se encuentran en el municipio de Lanús, siendo Avellaneda el segundo más poblado por esta industria. Su protagonismo en la contaminación de la cuenca se debe al gran volumen de vertidos que genera. En la mayor parte de los municipios de Lanús y Avellaneda no se cuenta con desagüe cloacal lo que hace aún más alarmante su situación. Las sales de cromo dan una tonalidad verde azulada al efluente y los sulfuros dan fuerte olor a los mismos. Bajo este escenario, se procedió a realizar un balance de masas para identificar el volumen de vertidos. Para una curtiembre tipo de curtido al cromo, se emplean cerca de 22m3 de agua por cada tonelada de piel que se procesa. A su vez se emplean cerca de 400Kg. de insumos químicos obteniendo como resultado 380Kg. de cuero terminado. Estos valores dependen del tamaño de los cueros que se reciben y de las condiciones en que se almacenan previo a su entrada al proceso.
Las etapas principales del procesamiento del cuero son tres: Ribera – Curtido – Acabado. Se puede incluir en estas etapas la recepción, pero a los fines del alcance del proyecto resulta conveniente usar esta distinción de tres etapas. A la de Acabado se la suele llamar RTE ya que compone el Re-curtido, el Raspado, el Teñido y el Engrase. Dentro de la etapa de Curtido se encuentra el propio Curtido y a su vez el Piquelado. Por último, la etapa de Ribera compone el Remojo, la Pelambre y el Desencalado. Se describen las principales operaciones en forma sintética haciendo especial foco en aquellos que tienen un impacto
considerable sobre la generación de vertidos industriales.
COMPETENCIA: Existen varias empresas dedicadas a obras en el rubro Ambiental (15). Muchas de ellas fuera de Buenos Aires.
BARRERAS DE ENTRADA: Son bajas y al existir una gran demanda de servicios muchas empresas orientan su alcance al rubro
ambiental.
PROVEEDORES: Varios proveedores de equipamiento específico a su vez participan
integralmente en obras de Ingeniería Ambiental.
PRODUCTOS SUSTITUTOS: La oferta de servicios PRI pensados
integralmente resulta ser el producto sustituto.
PODER DE LOS CLIENTES: Se encuentran en una situación muy
desfavorable para negociar dadas las barreras comerciales y
normativas.
RIES
GO
S
OPO
RTUN
IDA
DES
RESUMEN EJECUTIVO – FABIO BERGAGNA
6
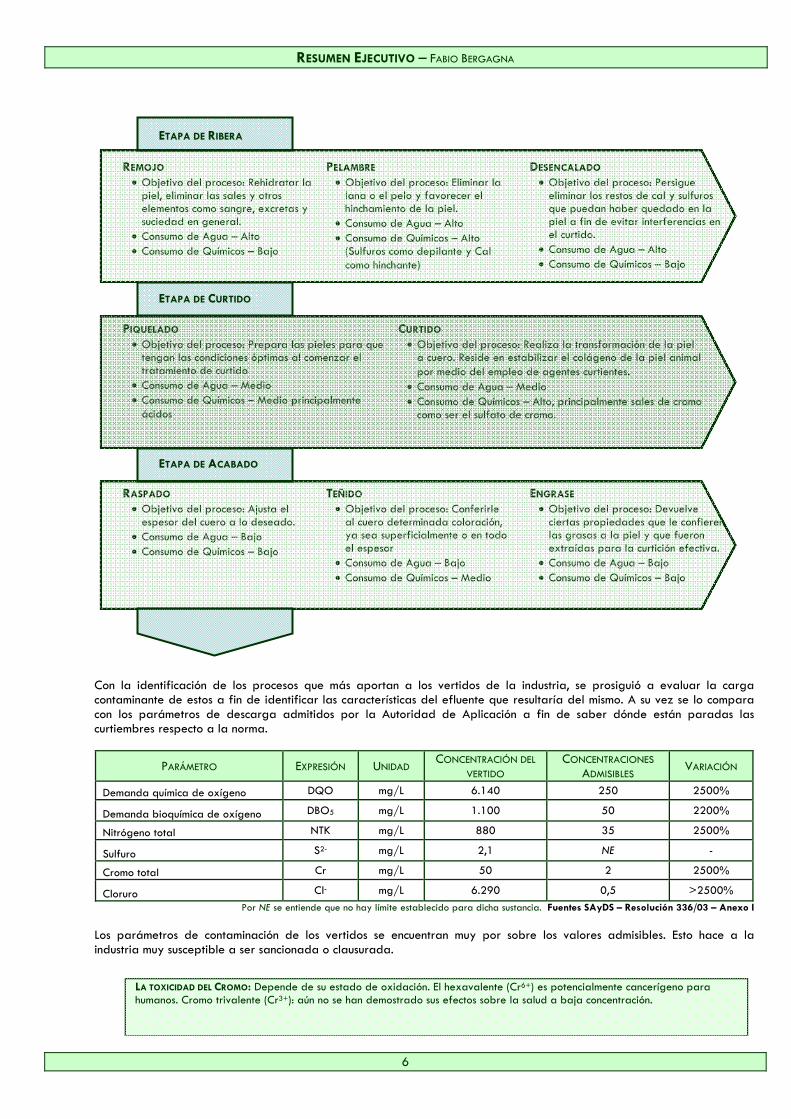
Con la identificación de los procesos que más aportan a los vertidos de la industria, se prosiguió a evaluar la carga contaminante de estos a fin de identificar las características del efluente que resultaría del mismo. A su vez se lo compara con los parámetros de descarga admitidos por la Autoridad de Aplicación a fin de saber dónde están paradas las curtiembres respecto a la norma.
PARÁMETRO EXPRESIÓN UNIDAD CONCENTRACIÓN DEL VERTIDO
CONCENTRACIONES ADMISIBLES VARIACIÓN
Demanda química de oxígeno DQO mg/L 6.140 250 2500%
Demanda bioquímica de oxígeno DBO5 mg/L 1.100 50 2200%
Nitrógeno total NTK mg/L 880 35 2500%
Sulfuro S2- mg/L 2,1 NE -
Cromo total Cr mg/L 50 2 2500%
Cloruro Cl- mg/L 6.290 0,5 >2500% Por NE se entiende que no hay límite establecido para dicha sustancia. Fuentes SAyDS – Resolución 336/03 – Anexo I
Los parámetros de contaminación de los vertidos se encuentran muy por sobre los valores admisibles. Esto hace a la industria muy susceptible a ser sancionada o clausurada.
REMOJO • Objetivo del proceso: Rehidratar la
piel, eliminar las sales y otros elementos como sangre, excretas y suciedad en general.
• Consumo de Agua – Alto • Consumo de Químicos – Bajo
DESENCALADO • Objetivo del proceso: Persigue
eliminar los restos de cal y sulfuros que puedan haber quedado en la piel a fin de evitar interferencias en el curtido.
• Consumo de Agua – Alto • Consumo de Químicos – Bajo
PELAMBRE • Objetivo del proceso: Eliminar la
lana o el pelo y favorecer el hinchamiento de la piel.
• Consumo de Agua – Alto • Consumo de Químicos – Alto
(Sulfuros como depilante y Cal como hinchante)
CURTIDO • Objetivo del proceso: Realiza la transformación de la piel
a cuero. Reside en estabilizar el colágeno de la piel animal por medio del empleo de agentes curtientes.
• Consumo de Agua – Medio • Consumo de Químicos – Alto, principalmente sales de cromo
como ser el sulfato de cromo.
PIQUELADO • Objetivo del proceso: Prepara las pieles para que
tengan las condiciones óptimas al comenzar el tratamiento de curtido
• Consumo de Agua – Medio • Consumo de Químicos – Medio principalmente
ácidos
ETAPA DE RIBERA
ETAPA DE CURTIDO
RASPADO • Objetivo del proceso: Ajusta el
espesor del cuero a lo deseado. • Consumo de Agua – Bajo • Consumo de Químicos – Bajo
ENGRASE • Objetivo del proceso: Devuelve
ciertas propiedades que le confieren las grasas a la piel y que fueron extraídas para la curtición efectiva.
• Consumo de Agua – Bajo • Consumo de Químicos – Bajo
TEÑIDO • Objetivo del proceso: Conferirle
al cuero determinada coloración, ya sea superficialmente o en todo el espesor
• Consumo de Agua – Bajo • Consumo de Químicos – Medio
ETAPA DE ACABADO
LA TOXICIDAD DEL CROMO: Depende de su estado de oxidación. El hexavalente (Cr6+) es potencialmente cancerígeno para humanos. Cromo trivalente (Cr3+): aún no se han demostrado sus efectos sobre la salud a baja concentración.

RESUMEN EJECUTIVO – FABIO BERGAGNA
7
Se estudió en qué medida aporta cada uno de estos procesos al efluente global y en qué grado de toxicidad. De esta manera se encontró que la Etapa de Ribera aporta el 70% de la contaminación mientras que la Etapa de Curtido ocupa el segundo lugar. Contemplando todas las entradas y salidas de los principales procesos y, a sabiendas del peso en la contaminación de las operaciones vinculadas a la etapa de Ribera, fueron valorados los procesos para priorizar los esfuerzos de estudio a fin de mitigar las cargas contaminantes y generación de vertidos.
ETAPA OPERACIÓN ENTRADAS SALIDAS RELEVANCIA AGUA QUÍMICOS ELUENTES RESIDUOS
RIBERA
REMOJO
6,5
PELAMBRE
9
DESENCALADO
5
CURTIDO PIQUELADO Y CURTIDO
7,5
RTE RECURTIDO, RASPADO, TEÑIDO Y ENGRASE
4
Se pondera como: circulo grande 2,5 puntos, mediano 1,5 puntos y pequeño 1 punto. Con este modelo la califiación máxima posible para un proceso es de 10 puntos
Estos datos permiten disponer de un panorama que vincula los procesos con la generación de vertidos y su aporte a la contaminación. Resulta entonces en un punto de partida para la evaluación de alternativas.
D - EVALUACIÓN DE ALTERNATIVAS De lo relevado respecto a la generación de vertidos de las curtiembres y de las prácticas comunes de la ingeniería ambiental, se identificó que los esfuerzos no se concentran en la generación de los mismos, sino que atacan e problema en lo que es conocido como “fin de tubería”. Es por ello que en la actualidad las curtiembres cuentan con plantas de tratamiento de gran escala y en muchos casos ineficientes. Por esta razón, desde CCyA Ingeniería, se propone alinear los estudios con el cambio de paradigma que proponen los modelos industriales de Producción más Limpia (P+L):
¿Qué podemos hacer para no generar tantos vertidos?”. El modelo P+L propone identificar en distintos pasos las posibilidades de minimizar la generación de vertidos. Para ello se deben identificar las etapas donde se pueda reducir el uso de recursos, Lugo la posibilidad de reusar, reciclar o recircular. Siguen las etapas de tratamiento y finalmente disponer (DF). A partir de la etapa de tratamiento los costos son mayores y la inversión también lo es. Además, se refiere a lo que ya abandonó el proceso por lo que se deben agotar las primeras instancias a fin de minimizar los costos de tratamiento. Con los procesos críticos identificados se realizó una recopilación de todas las tecnologías disponibles en el mercado a fin de encontrar aquellas que, en forma sinérgica, puedan ofrecer una solución costo-efectiva para las curtiembres, alineadas tanto con el modelo P+L como con la normativa vigente.

RESUMEN EJECUTIVO – FABIO BERGAGNA
8
PELAMBRE
TECNOLOGÍAS SELECCIONADAS PARA UNA SOLUCIÓN COSTO-EFECTIVA
• SISTEMA DE INMUNIZACIÓN DE PELO, EXTRACCIÓN Y FILTRADO (GUARDAPELO). OBJETIVO: Consiste en la extracción del pelo sin la destrucción del mismo a fin de evitar que este se mezcle con las aguas residuales del proceso de pelambre.
• RECIRCULACIÓN DE LOS LICORES DE PELAMBRE RICOS EN SULFUROS Y CAL.
OBJETIVO: Disminuir la carga contaminante del proceso ya que representa el 70% de la contaminación global. En particular consigue un ahorro en el consumo de agua y en el uso de insumos.
• OXIDACIÓN CATALÍTICA IN-SITU DE LOS SULFUROS RESIDUALES.
OBJETIVO: Eliminar el contenido de sulfuro de los baños que ya abandonan el proceso por medio de inyección de oxígeno y un agente catalizador dando lugar a la formación de óxidos estables de azufre.
De la combinación de todas estas tecnologías se obtienen reducciones sustanciales de los distintos parámetros de contaminación. Tomando como referencia una curtiembre que procesa 1000 pieles diarias los resultados serán:
En general se obtienen reducciones que van desde el 50% hasta el 95% de las cargas contaminantes por tonelada de cuero producida. Sin embargo, el consumo de agua se reduce en un 70% lo que resulta muchas veces en un aumento de la concentración sobre el efluente final. Esto puede parecer un efecto negativo para el estudio, sin embargo no lo es ya que a mayor concentración de carga contaminante, más eficientes resultan los procesos de tratamiento. Esto se traduce en menor cantidad de recursos empleados para llevar los vertidos a los parámetros de descarga requeridos. Para llevar adelante esta medida se requieren equipos aptos para la recirculación y separación del pelo: Bombas centrifugas, cañería y válvulas de PVC para los sistemas de recirculación, tanques de almacenamiento intermedio, recipientes plásticos para el almacenamiento del pelo, filtro cónico para separación del pelo, mecanismos de control entre otros.
Las operaciones controladas y la recirculación de los licores de pelambre consiguen un ahorro sustancial de insumos químicos lo que permite a las curtiembres obtener un recupero. Los reciclos permiten ahorrar hasta un 20% de insumos por cada uno. A su vez los reciclos disminuyen potencialmente los volúmenes de agua que abandonan el proceso rumbo al tratamiento o descarga. Se estima que el costo de tratar un metro cúbico de efluente ronda los 4 USD por lo que minimizar este volumen se traduce en una considerable reducción de costos de tratamiento.
EQUIPAMIENTO PELAMBRE INVERSIÓN MANT. Y AA
49.000 USD 8.330 USD
AHORROS ANUALES TRATAMIENTO INSUMOS
46.500 USD 104.650 USD

RESUMEN EJECUTIVO – FABIO BERGAGNA
9
CURTIDO
TECNOLOGÍAS SELECCIONADAS PARA UNA SOLUCIÓN COSTO-EFECTIVA
• RECUPERACIÓN DE LAS SALES DE CROMO. OBJETIVO: Disminuir la carga contaminante de cromo de las aguas residuales del curtido por medio de la precipitación de los complejos cromados de manera tal de poder ser reutilizados en un posterior curtido.
• RECIRCULACIÓN DE LOS LICORES DEL CURTIDO. OBJETIVO: Recuperación de las aguas residuales ricas en cromo. Reconstituirlas a su volumen de agua y composición química original, sin más tratamiento que una simple eliminación de sólidos (filtración, centrifugación, etc.) y su almacenamiento para un posterior reuso.
• BUENAS PRÁCTCAS DEL CURTIDO.
OBJETIVO: Agregar polvo virgen de cromo al licor para hacer el curtido en una sola etapa, controlar pH y temperatura para obtener Alto Agotamiento del curtiente, usar cromo de alta basicidad (cromo 33), evitar interferencia con impurezas de procesos anteriores.
Estas tecnologías pueden ser combinadas con muy buenos resultados. Sin embargo, la recuperación de las sales de cromo requiere de una gran inversión rondando los 250.000 USD. Los costos asociados al consumo de sales de cromo justifican dicha inversión para curtiembres que producen más de 1000 pieles diarias. El kilo de curtiente ronda el dólar y son requeridos 25 kilogramos por cada tonelada de piel que se trata.
La disminución del cromo es casi total lo cual satisface una de las metas de cara a brindar una solución al sector. Los requerimientos técnicos para la implementación de estas medidas serán: Tamices, filtros centrífugos o prensa, agitadores mecánicos, bombas centrifugas, cañería y válvulas de PVC para los sistemas de recirculación, tanques de almacenamiento intermedio tanto plásticos como de concreto, recipientes plásticos para el almacenamiento de sustancias peligrosas, mecanismos de control entre otros. Respecto a las operaciones de piquelado, gracias a su afinidad química pueden ser recirculada a un costo mínimo a la zona de remojo para amortiguar las demandas de agua del mismo y reducir los efluentes generados.
REMOJO
TECNOLOGÍAS SELECCIONADAS PARA UNA SOLUCIÓN COSTO-EFECTIVA
• RECIRCULACIÓN DE LOS BAÑOS DE REMOJO. OBJETIVO: Recuperación de las aguas que aún no se encuentran saturadas de contaminantes sin más tratamiento que una simple eliminación de sólidos (filtración, tamizado, etc.).
• BUENAS PRÁCTCAS DEL REMOJO.
OBJETIVO: Reemplazar el uso de bactericidas alquifenólicos etioxilados por alcoholes. Reemplazar el uso de sulfuros sódicos por carbonatos sódicos. Adicionar enzimas para mejorar el remojo. Adicionar bactericidas biodegradables.
AHORROS ANUALES TRATAMIENTO INSUMOS
50.350 USD 202.020 USD
EQUIPAMIENTO CURTIDO INVERSIÓN MANT. Y AA
258.000 USD 43.860 USD

RESUMEN EJECUTIVO – FABIO BERGAGNA
10
Las operaciones de remojo consumen gran cantidad de agua que tiene un doble impacto: aumenta el volumen de vertidos a tratar y disminuye la concentración de las cargas contaminantes de los vertidos. Ambos generan un incremento de los costos de tratamiento. Por lo tanto, el tratamiento de estas operaciones debe enfocarse en minimizar el uso de agua a la vez de evitar el uso de agentes bactericidas nocivos para el ambiente. En esta etapa se genera una gran concentración de cloruros debido a las adiciones en exceso de sal para preservación de la piel. Por ende, en estas operaciones juegan un rol fundamental las buenas practicas que invitan a cambiar los insumos químicos, no sólo por su impacto en el entorno, sino porque bajan la eficiencia de degradación bacteriana que se lleva a cabo en la planta de tratamiento. Esta reducción en la eficiencia conlleva a aumentar los tiempos de permanencia de los efluentes para conseguir la actividad bacteriana deseada que se traduce en piletas de tratamiento de gran capacidad con sus costos asociados tanto de inversión como de mantenimiento. Para una curtiembre de 1000 pieles diarias se estima que eliminar los cloruros se traduce en un ahorro de 150.000 USD anuales de tratamiento siendo el costo de inversión de tan sólo 6.000 USD en insumos por año. Casos similares ocurren con los sulfuros remanentes y el cromo.
CARGA CONTAMINANTE (KG/TON DE CUERO CRUDO)
REMOJO CONVENCIONAL TECNO. LIMPIA REDUCCIÓN
DQO 30 26 13% Cloruro 160 4 97,5% Agua 8500 500 95%
DESENCALADO
TECNOLOGÍAS SELECCIONADAS PARA UNA SOLUCIÓN COSTO-EFECTIVA
• REEMPLAZAR EL SULFATO AMÓNICO POR CO2. OBJETIVO: Eliminar el contenido de amonio en las aguas residuales provenientes del desencalado usando dióxido de carbono y así producir menos sólidos disueltos que se traduce en una disminución en la DBO generada en la operación.
Aplicando el desencalado con CO2 se mejoran las características del efluente a tratar. Similar a lo expuesto en el caso anterior, esta medida mejora de cara al tratamiento posterior del efluente. Un menor contenido de amonio permite mejorar los procesos de tratamiento ya que este es el cuello de botella de todo tratamiento biológico. A su vez se consigue disminuir la carga orgánica y los sólidos disueltos, minimizando así la generación y tratamiento de barros que forman parte crítica de los costos de tratamiento.
Los sulfuros y los amoníacos se eliminan con estas técnicas mejorando considerablemente el efluente de cara a los posteriores tratamientos. Estos esfuerzos muchas veces no son considerados, sin embargo inciden fuertemente en la ecuación costo efectiva de las alternativas que oferta la ingeniería ambiental a sus clientes. En materia técnica se requieren: Tanques de CO2, sistemas de inyección, cañería de PVC, mecanismos de control, tamices, difusores, bombas centrifugas, válvulas de PVC, tanques de almacenamiento intermedio plásticos entre otros.
EQUIPAMIENTO DESENCALADO INVERSIÓN MANT. Y AA
39.000 USD 6.630 USD
AHORROS ANUALES TRATAMIENTO INSUMOS

RESUMEN EJECUTIVO – FABIO BERGAGNA
11
El efluente resultante de esta etapa es afín para otros procesos como ser el remojo. De esta manera se aprovechan las instalaciones ya realizadas para la recirculación propia de la operación como las de aquellas que provienen del piquelado.
PLANTA DE TRATAMIENTO Siguiendo con el modelo de la pirámide invertida del modelo P+L y habiendo agotado las técnicas de minimización de generación de vertidos, se procede a analizar el tratamiento de los mismos. Entendiendo la afinidad química de los mismos se debe distinguir entre los efluentes básicos (provenientes de la Etapa de Ribera) y los ácidos (Etapa de Curtido). Esto se realiza a fin de tratar los sulfuros de los primeros evitando el contacto con ácidos ya que da lugar a la formación de H2S que es altamente tóxico. Una vez realizadas las operaciones propias de cada efluente se los destina a una pileta común donde se lleva a cabo la Homogenización (H). Esta es seguida por una Sedimentación Física Primaria (1ºF), luego se procede con el Tratamiento Biológico (TB) y por último una Sedimentación Secundaria Forzada (2ºF). En simultaneo todo los barros que se extraen de dichas sedimentaciones son tratados en la planta de tratamiento de barros. Esta secuencia se explica en pasos secuenciales que conllevan a conseguir un efluente cuyos parámetros se alinean con la norma vigente. El circulo del diagrama de arriba representado con una “A” es la etapa de afinamiento donde suelen atenderse necesidades específicas o mismo realizar una clorinación para evitar que lleguen al curso de agua bacterias del tipo coliformes fecales.
El efluente que se encuentra en la homogenización posee concentraciones muy por encima de la norma. Sin embargo, sus propiedades de cara al tratamiento se han optimizado a través de los procesos descriptos arriba. Esto conlleva a acelerar los tiempos de tratamiento a la vez que se reduce el consumo de químicos para el afinamiento del efluente. La reducción en volumen de vertidos, el mejoramiento de sus características químicas, la reducción de los tiempos de tratamiento y el aumento de la concentración de la carga permiten reducir el caudal de tratamiento de la planta.
A lo largo de las etapas del tratamiento se reducen las cargas contaminantes hasta la meta propuesta por la normativa vigente. La evolución de dichas reducciones se muestran en el gráfico:
108.416 USD 37.171 USD
CARACTERIZACIÓN DEL VERTDIO A LA ENTRADA
PARÁMETRO CARGA CONTAMINANTE (mg/l)
PARÁMETRO ADMISIBLE (mg/l)
SST 7200 5 DQO 15750 700
DBO5-20 4210 200 Sulfuro <0,1 1
Nitrógeno total 910 105 Amoníaco 120 75 Cloruro 760 N.E. Cromo 10 2
EFLUENTES
H Ribera TB A
Curtido
2ºF
Barros
1ºF

RESUMEN EJECUTIVO – FABIO BERGAGNA
12
Así como todos los procesos descriptos reducen la generación de vertidos algo similar ocurre para el caso de los barros que ronda en una reducción del 30%.
En el caso de los barros es vital reducir al máximo la humedad de los mismos ya que su retiro se cobra en peso lo que hace que el agua en exceso sea un costo innecesario. Es por ello que se persigue reducir al máximo el porcentaje de humedad que contienen a fin de minimizar los costos. Por esto, se propone secarlos por medio de centrifugas de tornillo, siendo esta una tecnología muy eficiente, moderna y que permite optimizar los procesos. En lo que se refiere a los costos de construcción y mantenimiento de la planta de tratamiento de efluentes y barros se estiman, para una curtiembre de 1000 pieles diarias en:
TRATAMIENTO INVERSIÓN MANT. Y AA Efluentes 256.000 USD 43.520 USD Barros 141.000 USD 23.970 USD TOTAL 397.000 USD 67.490 USD
Dichos costos derivan de las obras civiles, eléctricas, sistemas de control, sistemas de bombeo, sistemas de centrifugado y filtración, entre otros.
E - PRE-FACTIBILIDAD PARA LAS CURTIEMBRES Para ahondar en el análisis de factibilidad del proyecto técnico propuesto se debe poseer una noción del impacto económico que representa el cambio tecnológico para las curtiembres. Por ello, se analizan los flujos que resultan de la reconversión utilizando distintas escalas dentro de la segmentación propuesta en el Estudio de Mercado.
GRANDES MEDIANAS PEQUEÑAS ESCALA 0 ESCALA 1 ESCALA 2 ESCALA 3 ESCALA 4 ESCALA 5 5000 2000 1000 500 200 100
Pieles diarias Se propuso analizar el VAN y la TIR a 10 años para los servicios ofertados a fin de validar desde el plano financiero la conveniencia de la reconversión. El enfoque se distingue en dos, por una lado la conveniencia desde el punto de vista de las operaciones (ahorro de insumos) y desde el tratamiento (volumen de vertidos). La tasa de descuento fue calculada a partir del modelo CAPM según:
Ku = Rf + Bu x (Rm – Rf) + Rp
RESUMEN EJECUTIVO – FABIO BERGAGNA
13
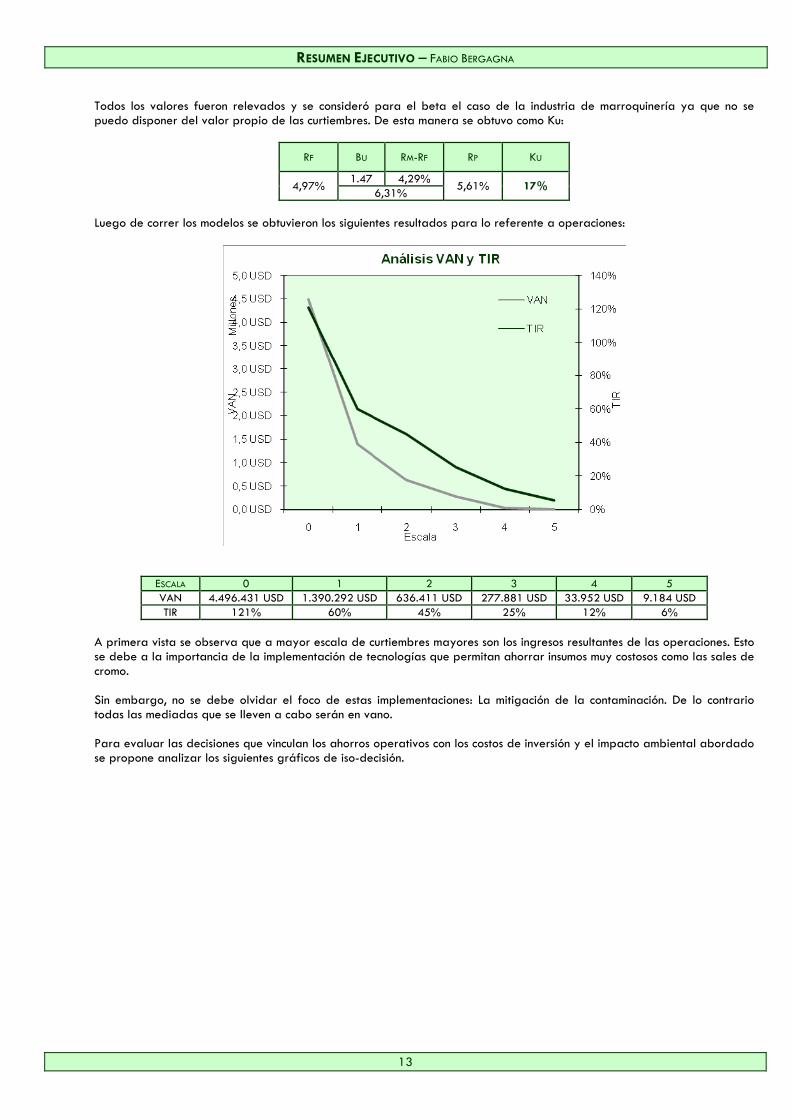
Todos los valores fueron relevados y se consideró para el beta el caso de la industria de marroquinería ya que no se puedo disponer del valor propio de las curtiembres. De esta manera se obtuvo como Ku:
RF BU RM-RF RP KU
4,97% 1.47 4,29%
5,61% 17% 6,31%
Luego de correr los modelos se obtuvieron los siguientes resultados para lo referente a operaciones:
ESCALA 0 1 2 3 4 5 VAN 4.496.431 USD 1.390.292 USD 636.411 USD 277.881 USD 33.952 USD 9.184 USD TIR 121% 60% 45% 25% 12% 6%
A primera vista se observa que a mayor escala de curtiembres mayores son los ingresos resultantes de las operaciones. Esto se debe a la importancia de la implementación de tecnologías que permitan ahorrar insumos muy costosos como las sales de cromo. Sin embargo, no se debe olvidar el foco de estas implementaciones: La mitigación de la contaminación. De lo contrario todas las mediadas que se lleven a cabo serán en vano. Para evaluar las decisiones que vinculan los ahorros operativos con los costos de inversión y el impacto ambiental abordado se propone analizar los siguientes gráficos de iso-decisión.

RESUMEN EJECUTIVO – FABIO BERGAGNA
14
La ponderación se ha realizado en base a los resultados obtenidos de la matriz de valorización de entradas y salidas.
También se ha desarrollado para el caso de 1000 pieles diarias donde ya pasa a formar parte la inclusión de mediadas para RTE ya que requieren mayor inversión y son operaciones típicas de las grandes curtiembres.
Cuanto más grande es el circulo, mayores impactos ambientales se estarían aplacando. Con estos diagramas se ofrece un punto de referencia que relaciona los aspectos técnicos, ambientales y económicos para invertir. Una vez superada la instancia de operaciones se debe ahondar en las etapas de tratamiento. Sin embargo, estas representan costos tanto en la inversión como en el mantenimiento operativo de la misma. El análisis en este caso se propuso a fin de cuantificar su viabilidad desde el siguiente enfoque: ¿Cómo afectaría a una curtiembre tratar el efluente sólo a “fin de tubería”? Bajo esta premisa se obtuvieron los siguientes resultados:
ESCALA 1 2 3 VAN (17%) 1.373.270 USD 781.422 USD 105.426 USD
TIR 53% 38% 8% Resulta conveniente su implementación.

RESUMEN EJECUTIVO – FABIO BERGAGNA
15
Cabe destacar que en ninguno de los dos análisis se contemplan aspectos como mejora de la calidad de los procesos, ahorros energéticos, mejora de la calidad de los productos y muchos aspectos más a fin de no extender el alcance del proyecto a decisiones estratégicas de la industria comitente. En caso de que las industrias no posean capacidad para financiarse cabe la posibilidad de inscribirse dentro de los Programas de Reconversión Industrial que dan acceso a una línea de créditos a tasa cero.
PROGRAMA TASA CERO BENEFICIARIOS Empresas industriales y/o de servicios que hayan aprobado un PRI. DESTINO DEL
FINANCIAMIENTO Bienes de capital, obras civiles y de infraestructura contempladas en los PRI y/o que cumplan con las
actividades para alcanzar las metas propuestas.
MONTO Hasta $ 4.000.000 por empresa o grupo económico sin superar el 80% del monto total del proyecto sin incluir IVA.
PLAZO Hasta CINCO (5) años para su amortización con cuotas mensuales de amortización y un período degracia de 180 días.
SUBSIDIO DE TASAS Hasta 100% de la tasa bancaria
NORMA APLICABLE Decisión Administrativa JGM Nº 324/08 y Resolución de la SAyDS Nº 1270/08 Otros factores que pueden poner en riesgo la decisión de invertir puede vincularse a cambios en la tasa de descuento Ku y a los plazos extendidos de obra. Por ello, se propone el siguiente Análisis de Sensibilidad: VARIACIÓN DE KU: Se corrieron los mismos modelos que para el calculo del VAN y TIR para cada escala variando Ku en un +/- 30% lo que dio Ku(+30%) = 22% y Ku(-30%) = 12%. Los resultados se volcaron gráficamente:
Se observa a medida que se reduce de escala más sensible es el proyecto frente a variaciones en Ku. VARIACIÓN DE PLAZO DE OBRA: Se corrieron los mismos modelos que para el calculo del VAN y TIR para cada escala variando en un +/- 25% los plazos de puesta en marcha de obra. Los resultados son:

RESUMEN EJECUTIVO – FABIO BERGAGNA
16
Es interesante el caso de las Escala 3, donde la variación de un 25% más de tiempo de obra sólo reduce en un 3% la TIR y en un 6% al VAN mientras que acelerar los plazos un 25% mejora en un 80% la TIR y en un 28% el VAN. Esto se explica en que éste es un punto de inflexión entre un cambio de tecnología de una escala a la otra vinculada a la recuperación de las sales de cromo. Este último análisis de sensibilidad indica la importancia de alcanzar tiempos menores de obra ya que esto repercute positivamente en los objetivos financieros de los clientes, desafío por el cual se deberán administrar de la mejor manera posible los proyectos por venir.
F - ADMINISTRACIÓN DE PROYECTOS Para afrontar los proyectos venideros se analiza la evolución que habrán de seguir los mismos a fin de administrar los recursos necesarios que surjan de las distintas etapas en forma eficiente. A su vez, se espera que una gestión efectiva permita abordar la mayor cantidad de proyectos posibles.
Conforme avanza la obra la asignación de recursos cambia al igual que los costos. Por ello, la administración de los mismos debe programarse a fin de asegurar que el proyecto se complete en vistas del presupuesto original minimizando los riesgos financieros. Por ello se propone:

RESUMEN EJECUTIVO – FABIO BERGAGNA
17
La planificación más importante para CCyA Ingeniería es aquella vinculada a sus profesionales. Esto hace que las horas de cada profesional sean el recurso crítico. Para una obra tipo se estima la siguiente asignación:
Este mismo gráfico evolutivo se puede aplicar a distintas escalas de obras para analizar la disponibilidad de recursos y los inconvenientes que puedan resultar de superponer proyectos. Además, es una herramienta que permite identificar los costos directos que se deben gravar a cada proyecto.
ESTIMACIÓN DE COSTOS DIRECTOS – HORAS PROFESIONALES
CARGO HORAS DEDICADAS COSTO POR
HORA TOTAL
ESCALA 1 ESCALA 2 ESCALA 3 ESCALA 1 ESCALA 2 ESCALA 3
Gerente 480 384 336 25 USS 12.000 USS 9.600 USS 8.400 USS
Director 960 768 672 20 USS 19.200 USS 15.360 USS 13.440 USS
Prof. Senior 1920 1536 1344 18 USS 33.600 USS 26.880 USS 23.520 USS
Prof. Junior 1 3840 3072 2688 10 USS 38.400 USS 30.720 USS 26.880 USS
Mediciones 480 384 336 15 USS 7.200 USS 5.760 USS 5.040 USS La estimación de recursos técnicos resulta del análisis de EVALUACIÓN DE ALTERNATIVAS, resultando la siguiente estimación de costos:
EQUIPO ESCALA 1 ESCALA 2 ESCALA 3
Tratamiento 496.250 USS 397.000 USS 101.875 USS
Operaciones 462.500 USS 370.000 USS 323.750 USS
TOTAL 958.750 USS 767.000 USS 425.625 USS
Los costos INDIRECTOS se prorratean sobre los proyectos en forma proporcional, siendo estos:
• Gastos: Comprende todos los servicios típicos de oficina, de traslado, de insumos, mantenimiento de equipos y vehículos, amortizaciones, capacitaciones, nuevos cargos, publicidad, gastos legales, etc. Estos rondan los 114.600 USD por año ó 9.550 USD por mes.
• Horas profesionales indirectas: Comprende aquellas que no se pueden cargar en forma directa a los proyectos como ser el personal administrativo, el personal de recursos humanos, cafetería, legales, etc.
CARGO HORAS DEDICADAS COSTO POR
HORA TOTAL
POR MES POR AÑO POR MES POR AÑO
Administrativo 1 140 1680 10 USS 1.400 USS 16.800 USS
Administrativo 2 140 1680 8 USS 1.120 USS 13.440 USS
PLANIFICAR RECURSOS
ESTIMAR COSTOS
PRESUPUESTO INTERNO CONTROL
RESUMEN EJECUTIVO – FABIO BERGAGNA
18
Legales 70 840 12 USS 840 USS 10.080 USS
TOTAL 3.360 USS 40.320 USS
Una vez identificados los costos tanto directos como indirectos de cada proyecto se estima la ganancia pretendida del mismo. Para ello se propone:
COSTOS INDIRECTOS COSTOS DIRECTOS UTILIDADES
Gastos Horas Profesionales Equipos
Trabajos Terceros
Escala 1: 15%
Indirectas Directas Operaciones Planta de Tratamiento
Escala 2: 12,5% Escala 3: 10%
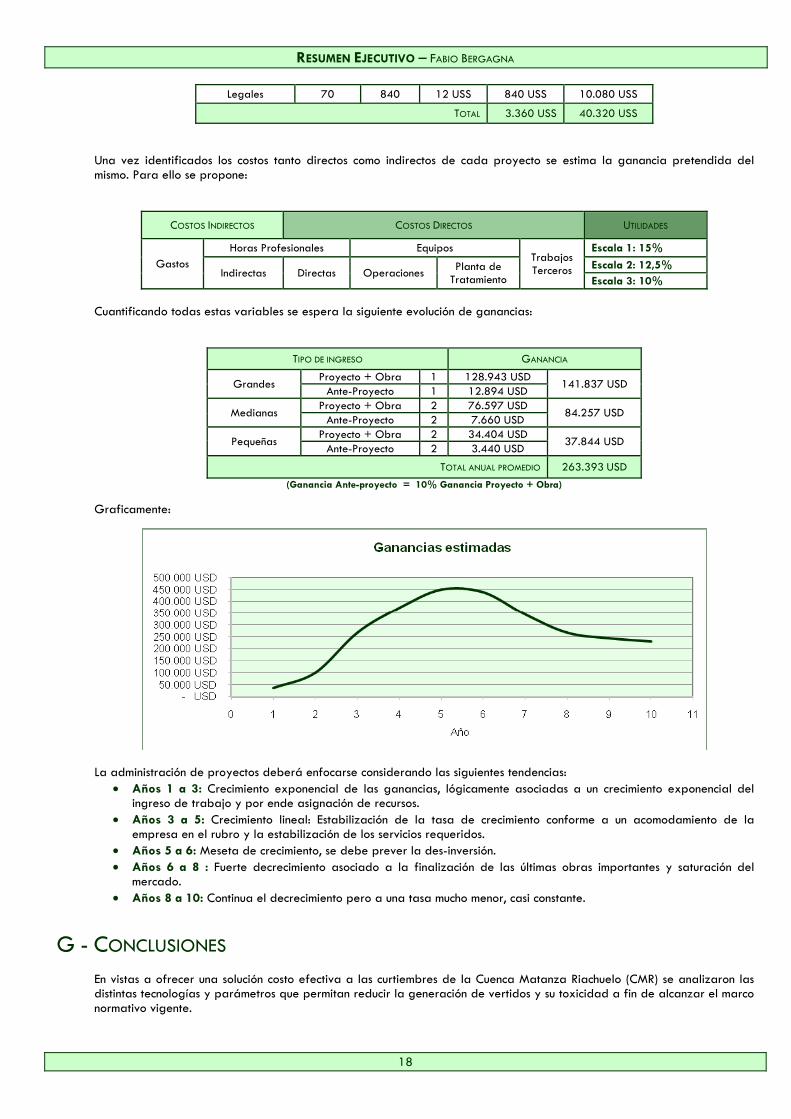
Cuantificando todas estas variables se espera la siguiente evolución de ganancias:
TIPO DE INGRESO GANANCIA
Grandes Proyecto + Obra 1 128.943 USD
141.837 USD Ante-Proyecto 1 12.894 USD
Medianas Proyecto + Obra 2 76.597 USD
84.257 USD Ante-Proyecto 2 7.660 USD
Pequeñas Proyecto + Obra 2 34.404 USD
37.844 USD Ante-Proyecto 2 3.440 USD
TOTAL ANUAL PROMEDIO 263.393 USD (Ganancia Ante-proyecto = 10% Ganancia Proyecto + Obra)
Graficamente:
La administración de proyectos deberá enfocarse considerando las siguientes tendencias:
• Años 1 a 3: Crecimiento exponencial de las ganancias, lógicamente asociadas a un crecimiento exponencial del ingreso de trabajo y por ende asignación de recursos.
• Años 3 a 5: Crecimiento lineal: Estabilización de la tasa de crecimiento conforme a un acomodamiento de la empresa en el rubro y la estabilización de los servicios requeridos.
• Años 5 a 6: Meseta de crecimiento, se debe prever la des-inversión. • Años 6 a 8 : Fuerte decrecimiento asociado a la finalización de las últimas obras importantes y saturación del
mercado. • Años 8 a 10: Continua el decrecimiento pero a una tasa mucho menor, casi constante.
G - CONCLUSIONES
En vistas a ofrecer una solución costo efectiva a las curtiembres de la Cuenca Matanza Riachuelo (CMR) se analizaron las distintas tecnologías y parámetros que permitan reducir la generación de vertidos y su toxicidad a fin de alcanzar el marco normativo vigente.

RESUMEN EJECUTIVO – FABIO BERGAGNA
19
De dicho análisis se consiguió elaborar una alternativa técnica que alcanza reducir el volumen de vertidos en un 70% y la generación de barros en un 30%. A su vez se logró reducir la carga contaminante de agentes que dificultan el tratamiento de efluentes logrando reducir los tiempos de tratamiento. Todo ello se traduce en costos menores tanto de obra civil como de operación de la planta de tratamiento. En materia de insumos, la recirculación, el reciclaje y el reuso permiten alcanzar ahorros operativos que van desde los 6.000 hasta los 200.000 dólares anuales y que se incrementan a medida que aumenta la escala de producción. La evaluación de alternativas, los análisis de factibilidad y la capacidad de administrar proyectos sitúan a CCyA Ingeniería como una empresa entendida en la situación que aborda a las curtiembres de la CMR. Consiguiendo alcanzar este mercado se pueden estimar ganancias que rondan los 250.000 dólares anuales promedio lo que representaría un negocio “core” para CCyA Ingeniería. Datos del autor: Datos del autor:
Nombre y Apellido Fabio Bergagna
Fecha de Nacimiento 18/01/1985
Dirección de mail [email protected]
Últimos 2 años de experiencia laboral Hasta Agosto 2010 en ACUMAR como técnico
de fiscalización industrial.
Desde Agosto 2010 en EMGASUD S.A. como
responsable ambiental, desde evaluación de
proyectos hasta la ejecución de la gestión
ambiental tanto de obras como de operaciones