re cocido
DESCRIPTION
bjjjTRANSCRIPT

INSTITUTO TECNOLÓGICO DE DURANGO EDUCACIÓN A DISTANCIA
PROCESOS DE FABRICACIÓN
RECOCIDO
Apraiz, Barreiro, José. (1971) Tratamientos Térmicos de los Aceros. 7ª Edición. Madrid. Dossat.

INSTITUTO TECNOLÓGICO DE DURANGO EDUCACIÓN A DISTANCIA
PROCESOS DE FABRICACIÓN
2.3.- Recocido
El objetivo principal del recocido es el de ablandar el acero duro, de tal manera,
que se le pueda labrar a máquina o trabajar en frío. Esto se logra usualmente
mediante el calentamiento del acero hasta ligeramente arriba de la temperatura
crítica, y manteniéndolo así hasta que la temperatura de la pieza sea uniforme en
toda ella, para luego enfriada lentamente. Este proceso se conoce como recocido
total porque destruye todos los restos de la estructura previa, refina la estructura
de los cristales y ablanda el metal. El recocido también libera los esfuerzos
internos previamente establecidos en el metal y elimina los gases atrapados
durante el colado inicial.
Cuando el acero endurecido se recalienta por encima de su región crítica, los
constituyentes cambian volviendo a ser austenita y el enfriamiento lento, provee
bastante tiempo para completar la transformación de la austenita en los
constituyentes más blandos. Para los aceros hipoeutectoides, estos constituyentes
son perlita y ferrita. Se notará, refiriéndose al diagrama de equilibrio, que la
temperatura del recocido para los aceros hipereutectoides es menor, estando
ligeramente arriba de la línea A1 No hay razón para calentarlo arriba de la línea
Acm, ya que es en este punto donde comienza la precipitación del constituyente
más duro, la cementita. Toda la martensita se cambia a perlita por calentamiento
arriba de la región crítica inferior y enfriando lentamente. Cualquier cementita libre
en el acero, no es afectada por el tratamiento.
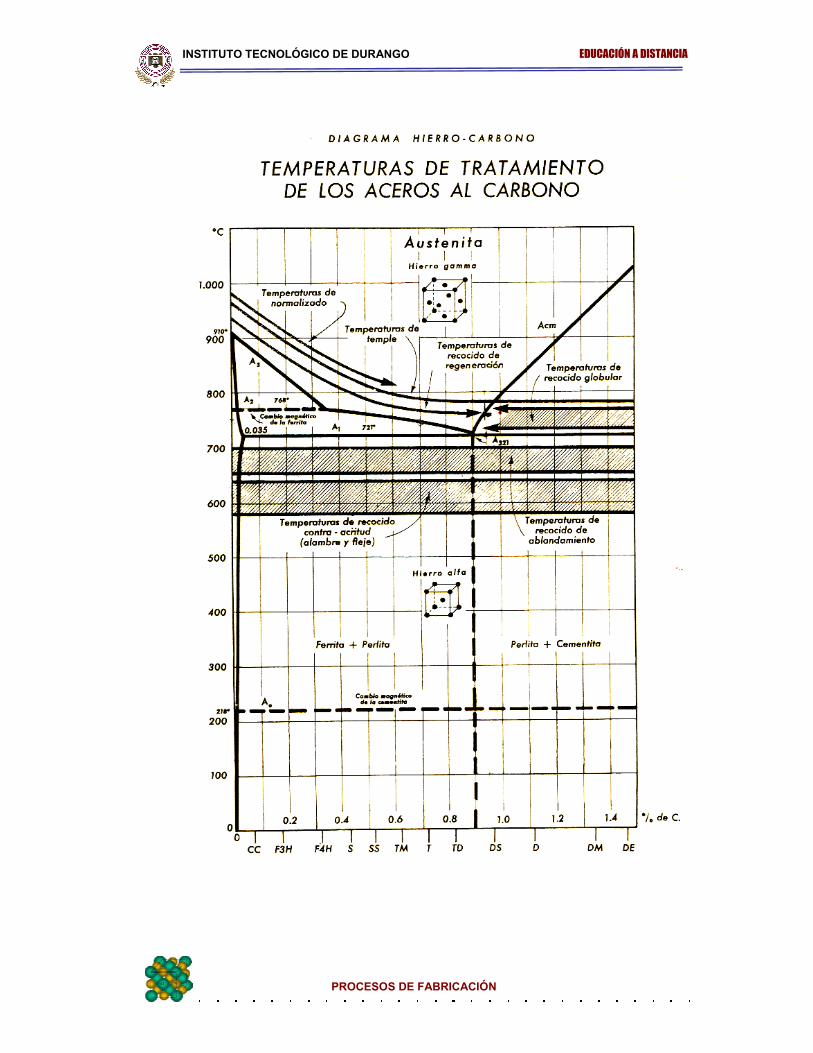
La temperatura a la cual deberá calentarse un acero dado en el recocido, depende
de su composición y para los aceros al carbono ésta se puede obtener
rápidamente del diagrama parcial de equilibrio hierro-carburo de hierro mostrado
en la figura siguiente.
INSTITUTO TECNOLÓGICO DE DURANGO EDUCACIÓN A DISTANCIA
PROCESOS DE FABRICACIÓN

INSTITUTO TECNOLÓGICO DE DURANGO EDUCACIÓN A DISTANCIA
PROCESOS DE FABRICACIÓN
La velocidad de calentamiento deberá corresponder al tamaño y uniformidad de su
sección de tal manera que toda la parte sea elevada a esa temperatura tan
uniformemente como sea posible.
Al alcanzar la temperatura del recocido, deberá mantenerse el acero en ella hasta
que las condiciones sean uniformes en toda la masa. Esto toma usualmente
alrededor de 18 min por cada centímetro de espesor de la sección más gruesa.
Para un ablandamiento y ductilidad máximos, la velocidad de enfriamiento deberá
ser muy lenta, permitiendo que las partes se enfríen junto con el horno. A mayor
contenido de carbono, tal velocidad deberá ser más lenta.
Los procesos de recocido practicados en la industria de las láminas y el alambre,
entre las etapas de trabajo en frío, consisten en calentar el acero hasta una
temperatura un poco menor del valor crítico y, luego, enfriado lentamente. Este
proceso es más rápido que el de esferoidizado dando como resultado la estructura
perlítica usual. Viene a ser similar al proceso de revenido pero no proporciona
tanta blandura y ductilidad como el recocido total. Además, a las temperaturas
más bajas de calentamiento hay menos tendencia del acero para formar escamas
o descarburizarse.
El tratamiento térmico de recocido no estaría completo si no se definen dos
variantes del proceso, estas son: Esferoidizado y Normalizado
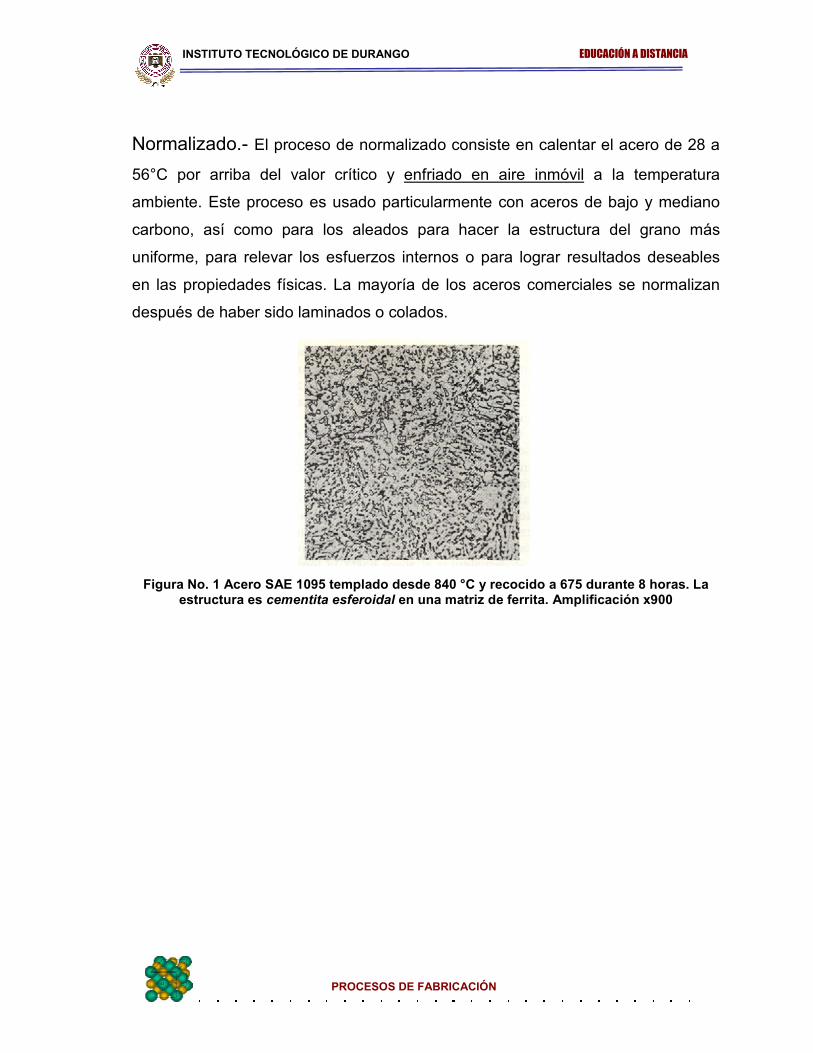
Esferoidizado.- El esferoidizado es el proceso de producir una estructura en la
cual aparece la cementita en una distribución esferoidal como se ve en la figura
No. 1. Si un acero se calienta lentamente hasta una temperatura precisamente
abajo del valor crítico y se le mantiene por un periodo de tiempo prolongado, se
obtendrá esta estructura. También se puede lograr por calentamientos y
enfriamientos alternados entre temperaturas que están justamente arriba y abajo
de Ac1. La estructura globular obtenida, proporciona al acero mejor habilidad de
mecanizado. Este tratamiento es usado particularmente para aceros
hipereutectoides que se han de maquinar.
INSTITUTO TECNOLÓGICO DE DURANGO EDUCACIÓN A DISTANCIA
PROCESOS DE FABRICACIÓN
Normalizado.- El proceso de normalizado consiste en calentar el acero de 28 a
56°C por arriba del valor crítico y enfriado en aire inmóvil a la temperatura
ambiente. Este proceso es usado particularmente con aceros de bajo y mediano
carbono, así como para los aleados para hacer la estructura del grano más
uniforme, para relevar los esfuerzos internos o para lograr resultados deseables
en las propiedades físicas. La mayoría de los aceros comerciales se normalizan
después de haber sido laminados o colados.
Figura No. 1 Acero SAE 1095 templado desde 840 °C y recocido a 675 durante 8 horas. La estructura es cementita esferoidal en una matriz de ferrita. Amplificación x900