railroad track maint. procedures final es · los corazones unidos a rieles que llegan a un taller...
TRANSCRIPT

1
Contenido
Productos recomendados de Postle.................................................
Piezas de acero al manganeso de vías férreas.................................
Información general................................................................... Inspección y preparación............................................................ Plantillas de soldadura................................................................. Procedimientos de soldadura....................................................... Procedimientos de rectificado...................................................... Problemas típicos de las vías férreas............................................
Componentes de acero al carbono de las vías férreas......................
Inspección y preparación............................................................. Procedimientos de soldadura....................................................... Rectificado y ranurado de corte................................................... Cambios de agujas de acero al carbono........................................
Rieles................................................................................................
Instrucciones para el ranurado de arco de carbono y aire...............
2
3 - 8
34 - 56678
9 - 12
9101112
13
14

2
Productos recomendados de Postle
Electrodos para agujas y cruzamientos de acero al manganeso
Postalloy® FrogTuff
Los depósitos se endurecen y ganan resistencia con rapidez bajo cargas y no se desprenden ni dilatan.
Polaridad inversa con CA o CC
Caja de 10 lb.
Resistencia tensilEsfuerzo de fluenciaDureza en el depósitoEndurecimiento por acritud aEspesor del depósito
125,000 psi80,000 psiDe 15 a 22 Rc55 RcSegún sea necesario
POSTALLOY® 301
Aleación inoxidable de alta dureza, dúctil, resistente al agrietamiento creado para la reparación de grietas.
Polaridad inversa con CA o CC
Caja de 10 lb.
Resistencia tensil Hasta 120,000 psi
Alambre con núcleo de fundente autoprotegido para corazones y cruzamientos de acero al manganeso
Postalloy® FrogTuff-FCO
Alambre de soldadura de acero al manganeso austenítico de alta aleación, que produce depósitos fuertes, dúctiles, de alta dureza, resistentes al agrietamiento y de rápido endurecimiento por acritud.
Polaridad inversa con CC
Bobina de 25 lb.
Resistencia tensilEsfuerzo de fluenciaDureza en el depósitoEndurecimiento por acritud aEspesor del depósito
135,000 psi90,000 psi20 Rc50-55 RcSegún sea necesario
Electrodos para extremo de riel de acero al carbono
Postalloy® RailTuff
Electrodo de reconstrucción que ofrece una resistencia al desgaste mucho mayor que los aceros al carbono de aleación baja y media. Los depósitos son muy duros y ofrecen una alta resistencia a los impactos y a la deformación. No se somete al desprendimiento ni al espesor excesivo. Además, los depósitos son densos y no tienen grietas ni porosidad.
Polaridad inversa con CA o CC
Caja de 10 lb.
DurezaEspesor del depósito
De 32 a 38 RcSegún sea necesario
Alambre con núcleo de fundente autoprotegido para extremo de riel de acero al carbono
Postalloy® RailTuff-FCO
Alambre de reconstrucción fuerte, resistente y de baja aleación. Se puede aplicar en aceros al carbono y de baja aleación. Los depósitos de soldadura tienen una solidez y densidad excepcional y se pueden lograr reconstrucciones pesadas sin riesgo de agrietamiento.
Polaridad inversa con CC
Bobina de 25 lb.
DurezaEspesor del depósito
De 30 a 35 RcSegún sea necesario

3
Piezas de acero al manganeso de vías férreasInformación general
06/15 RK-3
Esta sección contiene información precisa sobre los materiales y procedimientos de recuperación (mediante soldadura) de piezas fundidas de acero al manganeso en vías férreas, la cual ha servido para reducir los costos de mantenimiento y operación de muchos ferrocarriles. Cada corazón o cruzamiento se puede considerar un trabajo único, debido a sus características y problemas peculiares. Sin embargo, los comentarios y las instrucciones generales se aplican a todas las piezas de acero al manganeso de vías férreas.Algunos factores de los procedimientos para una recuperación segura del acero al manganeso son:
1. Seguimiento del proceso adecuado de rectificado.2. Preparación de las piezas fundidas para la soldadura.3. Uso adecuado del calibrador del camino de rodadura.4. Uso de crayones térmicos para el control de la temperatura.5. Métodos de soldadura de paso peregrino que se usan en el
acero al manganeso.6. Técnicas de soldadura y rectificado de acabado.
NOTA: Algunos corazones y cruzamientos de acero al manganeso se pueden reparar sin soldadura. Muchas veces, solo es necesario desbastar el espesor excesivo a lo largo del camino de rodadura hasta lograr el calibre adecuado. Sin embargo, si los caminos de rodadura están muy próximos, las bridas de las ruedas pueden comenzar a desprender el metal al pasar y causar reparaciones onerosas.
Información generalLas piezas fundidas de acero al manganeso se recuperan al reparar con soldadura las grietas y defectos y al reconstruir las áreas desgastadas. Las zonas de mayor desgaste de las piezas fundidas del corazón son: la punta, las patas de liebre junto a la punta, los extremos del corazón en la junta de los rieles y el protector en los corazones con protección sólida. Las áreas de mayor desgate de las piezas fundidas de cruzamientos son los puntos y los extremos en las juntas de los rieles. Por lo general, algunas de las áreas de la superficie de rodadura de las piezas fundidas no sufren mayor desgaste. Al usar una regla de borde recto en estas áreas, se pueden identificar los puntos bajos, así como la cantidad de metal de soldadura que se necesita en la reparación. Es necesario rectificar levemente la superficie de rodadura de la pieza fundida e inspeccionarla en busca de grietas. Los puntos de mayor impacto necesitan mayor rectificación: la punta del corazón, las patas de liebre junto al corazón y los extremos del corazón en las juntas. El acero al manganeso se endurece con el impacto. Se deben retirar los metales endurecidos por acritud, y los bordes de la grieta se deben abrir en forma de V a todo lo largo y profundo antes de soldar. Una manera rápida de determinar si se ha retirado suficiente metal endurecido por acritud es usar una herramienta casera, como un sacabocados redondeado en la punta para sacar una pequeña bola y dejarla endurecer (véase la página 2). Al dar un golpe seco al sacabocados con un martillo en un área sin endurecer de la pieza fundida, como la parte inferior del camino de rodadura, y nuevamente en la superficie de rodadura que se está rectificando, se determinará si se ha retirado suficiente metal. El rectificado se debe continuar hasta que las marcas del sacabocados tengan el mismo diámetro que en las superficies endurecidas. Por lo general, un rectificado de 3/16” (4.8 mm) de profundidad es suficiente. En casos extremos, puede resultar necesario eliminar hasta un 1/4” (6.5 mm) de material debajo de la superficie de las áreas que reciben mayor impacto. Los bordes afilados a lo largo del camino de rodadura se deben redondear un poco antes de soldar. No se necesitan discos de rectificado especiales, sin embargo, algunos pueden ser mejores que otros. Los discos resinoides se pueden trabajar a mayor velocidad que los de aglutinante vitrificado, y son más seguros y eficientes.
Reconstrucción de corazón en un taller con Postalloy® FrogTuff-FCO semiautomática de 5/64” (2.0 mm). Con una plantilla de soldadura y un
posicionador giratorio, las paredes laterales del camino de rodadura y las superficies se pueden soldar en posición descendente.
Reconstrucción de cruzamiento de acero al manganeso con dos capas de Postalloy® FrogTuff-FCO. Tenga en cuenta la uniformidad de la apariencia,
el ancho y los cráteres mínimos en el cordón de soldadura.
El tamaño del grano de los discos de rectificado debe ser de 16 o 20. Consulte las recomendaciones con su proveedor de discos de rectificado. Estas sugerencias solo se aplican a la preparación de las piezas fundidas de acero al manganeso en cruzamientos. Cuando se suelda un corazón en el taller, se puede reducir el arqueamiento al sujetar la pieza a una plantilla, como se describe en la página 4. Coloque una placa de 5/8” (16 mm) de grosor y una abrazadera en el talón y la aguja del corazón y luego apriete hasta que el corazón se arquee. Los corazones unidos a rieles que llegan a un taller para reparación necesitan mayor preparación. Un corazón se puede pelar y examinar en busca de grietas. Se debe eliminar el flujo de frío a lo largo de los bordes externos de las piezas fundidas. Todas las grietas de la pieza se deben cortar y preparar para soldarlas. Se recomienda que la apertura en forma de V no sea mayor a la necesaria, pero lo suficiente para que el soldador pueda manipular el electrodo adecuadamente. Los rieles de rodadura nuevos ahora están acoplados y ensamblados y la pieza está lista para colocarse en la plantilla y soldarse.
4
Piezas de acero al manganeso de vías férreasInspección y preparación
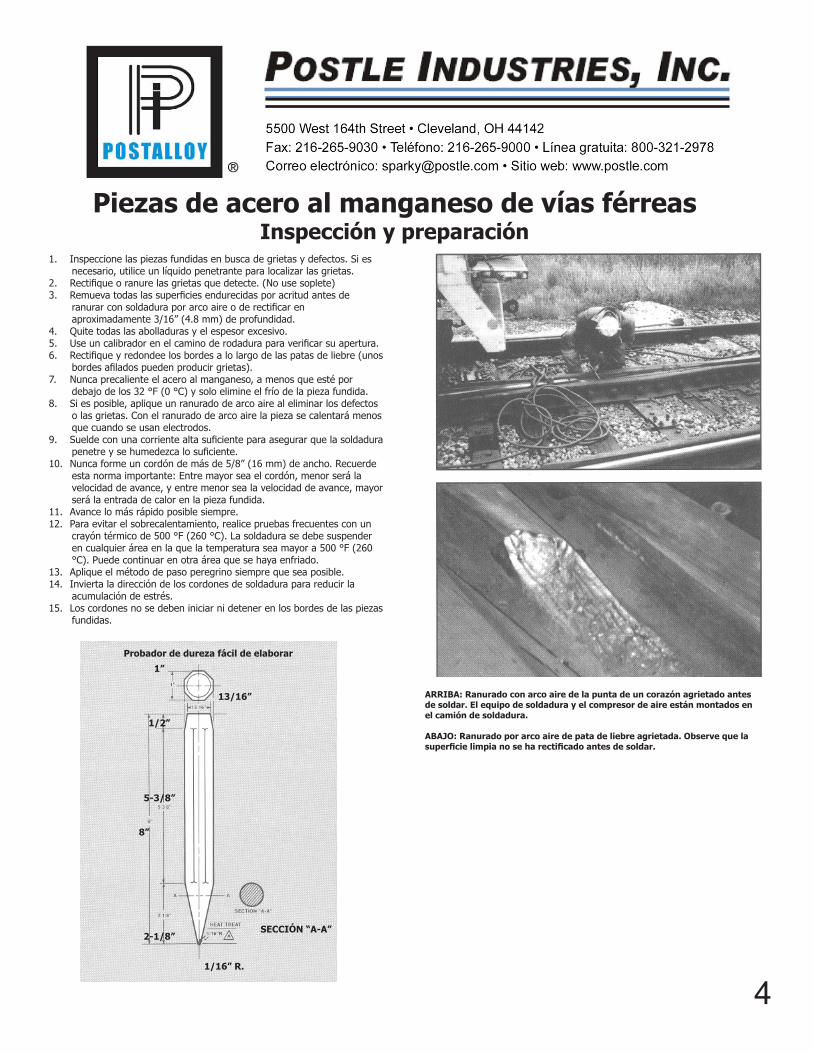
Probador de dureza fácil de elaborar
1”
8”
1/2”
5-3/8”
13/16”
2-1/8”
1/16” R.
SECCIÓN “A-A”
1. Inspeccione las piezas fundidas en busca de grietas y defectos. Si es necesario, utilice un líquido penetrante para localizar las grietas.
2. Rectifique o ranure las grietas que detecte. (No use soplete)3. Remueva todas las superficies endurecidas por acritud antes de
ranurar con soldadura por arco aire o de rectificar en aproximadamente 3/16” (4.8 mm) de profundidad.
4. Quite todas las abolladuras y el espesor excesivo.5. Use un calibrador en el camino de rodadura para verificar su apertura.6. Rectifique y redondee los bordes a lo largo de las patas de liebre (unos
bordes afilados pueden producir grietas).7. Nunca precaliente el acero al manganeso, a menos que esté por
debajo de los 32 °F (0 °C) y solo elimine el frío de la pieza fundida.8. Si es posible, aplique un ranurado de arco aire al eliminar los defectos
o las grietas. Con el ranurado de arco aire la pieza se calentará menos que cuando se usan electrodos.
9. Suelde con una corriente alta suficiente para asegurar que la soldadura penetre y se humedezca lo suficiente.
10. Nunca forme un cordón de más de 5/8” (16 mm) de ancho. Recuerde esta norma importante: Entre mayor sea el cordón, menor será la velocidad de avance, y entre menor sea la velocidad de avance, mayor será la entrada de calor en la pieza fundida.
11. Avance lo más rápido posible siempre.12. Para evitar el sobrecalentamiento, realice pruebas frecuentes con un
crayón térmico de 500 °F (260 °C). La soldadura se debe suspender en cualquier área en la que la temperatura sea mayor a 500 °F (260 °C). Puede continuar en otra área que se haya enfriado.
13. Aplique el método de paso peregrino siempre que sea posible.14. Invierta la dirección de los cordones de soldadura para reducir la
acumulación de estrés.15. Los cordones no se deben iniciar ni detener en los bordes de las piezas
fundidas.
ARRIBA: Ranurado con arco aire de la punta de un corazón agrietado antes de soldar. El equipo de soldadura y el compresor de aire están montados en el camión de soldadura.
ABAJO: Ranurado por arco aire de pata de liebre agrietada. Observe que la superficie limpia no se ha rectificado antes de soldar.

5
Piezas de acero al manganeso de vías férreasPlantillas de soldadura
Para reducir la distorsión durante el proceso de soldadura, los corazones de vías férreas se colocan en una plantilla con la superficie de rodadura hacia arriba. Se debe aplicar presión en cada extremo con gatos. En los corazones largos, las piezas fundidas se pueden arquear levemente y la contracción del metal soldado al enfriarse enderezará el corazón. Las plantillas también pueden servir para girar los corazones con protección y mantenerlos en posición descendente al soldarlos. Este tipo de plantilla reduce el tiempo de soldadura y facilita el trabajo. Las plantillas también pueden crearse con rieles de acero al carbono al soldarlas por la parte posterior y al lado y, luego, soldando tres o cuatro de estas secciones en los rieles de cruzamiento.
En la imagen contigua se observa una plantilla exterior instalada en una losa de cemento. Si se debe realizar un trabajo de soldadura considerable en un corazón colocado en una plantilla, la presión del gato se debe liberar poco a poco para evitar la acumulación de estrés excesivo. La acumulación de demasiado estrés podría provocar grietas definitivas durante el tráfico.
Las piezas fundidas de acero al manganeso se deben soldar solo mediante el proceso de arco eléctrico. Debido a su gran velocidad, hay menor riesgo de sobrecalentamiento y de destruir las propiedades del acero al manganeso. La corriente debe
ser lo suficientemente alta para producir una penetración y una fusión satisfactorias.
Cuando suelde con un alambre tubular de 5/64” (2.0 mm), empiece con una corriente de unos 250 amperios en polaridad inversa con CC. Aumente o disminuya la corriente dependiendo del tamaño y de la sección transversal de la pieza fundida. Es importante que entre mayor sea la velocidad de avance de la soldadura, menor será la entrada de calor en la pieza. De igual modo, entre más ancho sea el cordón, menor será la velocidad de avance y, por lo tanto, mayor será la entrada de calor. La técnica de soldadura semiautomática es similar a la descrita en el manual de soldadura. Asimismo, se recomienda que, durante el proceso de soldadura, se mantenga una extensión de aproximadamente 1 a 1½” (de 25 a 40 mm) en alambres de 5/64” (2.0 mm) de diámetro. Se debe usar una longitud de arco (arco de baja tensión) más corta.
Aplicación de plantilla de soldadura
Piezas de acero al manganeso de vías férreasProcedimientos para soldar el acero al manganeso
Información sobre soldadurasemiautomática (por arco abierto)
En los diseños anteriores de corazones, el tramo del talón tendía a agrietarse en dos partes. Estas dos piezas se atornillan con fuerza a los
rieles y, si se sueldan, se agrietarían de nuevo, por lo que las dos partes se sueldan por arco aire y se reconstruyen como dos piezas fundidas aparte.
Tramo del talón del corazón soldado correctamente con Postalloy® FrogTuff-FCO de 5/64” (2.0 mm). Tenga en cuenta la uniformidad
de los cordones de soldadura y el ángulo en que terminan los cordones para reducir la acumulación de estrés mecánico.
Reconstrucción adecuada de varias capas de la punta de un corazón de acero al manganeso, con Postalloy® FrogTuff-FCO de 5/64” (2.0 mm).

6
Piezas de acero al manganeso de vías férreasInspección y preparación (continuación)
Instrucciones para usar los calibradores en caminos de rodadura
16. Por lo común, no se necesita granallar cuando se reconstruye la superficie de áreas desgastadas; sin embargo, es importante granallar los depósitos de soldadura en zonas sometidas a mucho estrés, tales como las grietas de cruzamientos y las áreas donde se han eliminado defectos profundos.
17. Rectifique con cuidado el contorno y calibre después de soldar.18. Rectifique la ranura de corte.19. Realice una última inspección.20. Antes de reparar una grieta, achaflane con soldadura por arco aire o
con un disco de rectificado.21. La soldadura de una grieta achaflanada se debe realizar aplicando una
serie de soldaduras de aproximadamente 3” (76 mm) de longitud. No deposite cordones en toda la extensión de la grieta.
22. Controle el calor con mucho cuidado para evitar el sobrecalentamiento.23. Por lo general, la pistola se debe sostener en un ángulo de 20 a 25
grados en la dirección de avance del cordón de soldadura.24. El lado protegido del corazón se debe restaurar cuando el desgaste sea
superior a 1/4” (6.5 mm).25. La punta del corazón de un desvío se debe rectificar 3/16” (4.8 mm)
menos en el extremo y volver a ahusarse de acuerdo con el tamaño del corazón. Por ejemplo:
Ahusamiento de 8” en corazones n.º 8; ahusamiento de 10” en corazones n.º 10; ahusamiento de 14” en corazones n.º 14; ahusamiento de 20” en corazones n.º 20 y 24.Al final de la punta, el nivel del corazón debe coincidir con el de las patas de liebre.
26. Los corazones de cruzamientos se deben rectificar 3/16” (4.8 mm) por debajo de la superficie de rodadura en la punta y se deben ahusar a nivel cuando el ancho de la punta del corazón sea de 2 1/2” (65 mm).
27. Se debe formar un radio de 3/8” (9.5 mm) a 5/8” (16 mm) en los bordes superiores de las puntas y las patas de liebre.
28. Las superficies en contacto entre las piezas fundidas de acero al manganeso y el riel de unión se deben ranurar con un disco de corte de 3/16” (4.8 mm). De esta manera, se evita el desprendimiento del acero al manganeso, que tendrá un flujo frío con el impacto.
Reconstrucción de la punta de un corazón con un alambre Postalloy® FrogTuff-FCO. Se insertan bloques de carbono (grafito) en la abertura del camino de rodadura para facilitar la reconstrucción de la punta y de las
patas de liebre. Esta práctica se emplea para minimizar el rectificado de las paredes laterales del camino de rodadura.
Reconstrucción de los bordes de la punta del camino de rodadura. Para reducir la acumulación de calor, se usan
cordones estrechos (rectos). Observe los crayones térmicos para revisar la temperatura de la pieza fundida.
7
Piezas de acero al manganeso de vías férreasProcedimientos de rectificado
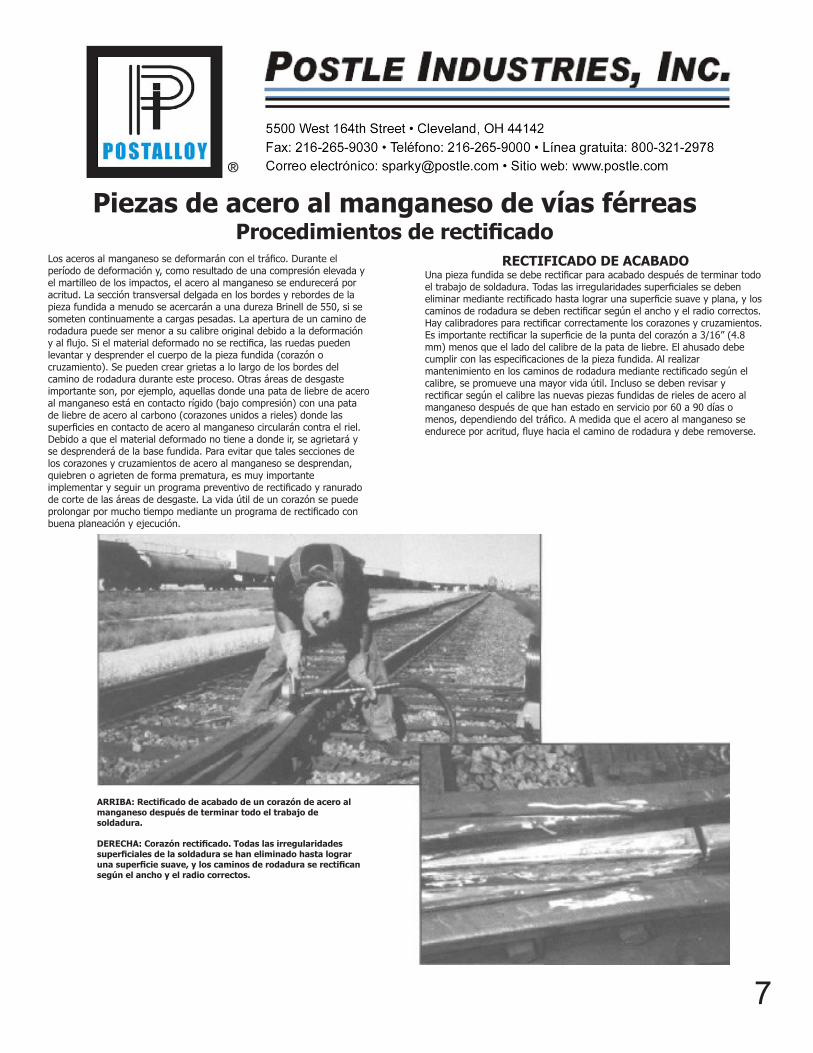
Los aceros al manganeso se deformarán con el tráfico. Durante el período de deformación y, como resultado de una compresión elevada y el martilleo de los impactos, el acero al manganeso se endurecerá por acritud. La sección transversal delgada en los bordes y rebordes de la pieza fundida a menudo se acercarán a una dureza Brinell de 550, si se someten continuamente a cargas pesadas. La apertura de un camino de rodadura puede ser menor a su calibre original debido a la deformación y al flujo. Si el material deformado no se rectifica, las ruedas pueden levantar y desprender el cuerpo de la pieza fundida (corazón o cruzamiento). Se pueden crear grietas a lo largo de los bordes del camino de rodadura durante este proceso. Otras áreas de desgaste importante son, por ejemplo, aquellas donde una pata de liebre de acero al manganeso está en contacto rígido (bajo compresión) con una pata de liebre de acero al carbono (corazones unidos a rieles) donde las superficies en contacto de acero al manganeso circularán contra el riel. Debido a que el material deformado no tiene a donde ir, se agrietará y se desprenderá de la base fundida. Para evitar que tales secciones de los corazones y cruzamientos de acero al manganeso se desprendan, quiebren o agrieten de forma prematura, es muy importante implementar y seguir un programa preventivo de rectificado y ranurado de corte de las áreas de desgaste. La vida útil de un corazón se puede prolongar por mucho tiempo mediante un programa de rectificado con buena planeación y ejecución.
RECTIFICADO DE ACABADO Una pieza fundida se debe rectificar para acabado después de terminar todo el trabajo de soldadura. Todas las irregularidades superficiales se deben eliminar mediante rectificado hasta lograr una superficie suave y plana, y los caminos de rodadura se deben rectificar según el ancho y el radio correctos. Hay calibradores para rectificar correctamente los corazones y cruzamientos. Es importante rectificar la superficie de la punta del corazón a 3/16” (4.8 mm) menos que el lado del calibre de la pata de liebre. El ahusado debe cumplir con las especificaciones de la pieza fundida. Al realizar mantenimiento en los caminos de rodadura mediante rectificado según el calibre, se promueve una mayor vida útil. Incluso se deben revisar y rectificar según el calibre las nuevas piezas fundidas de rieles de acero al manganeso después de que han estado en servicio por 60 a 90 días o menos, dependiendo del tráfico. A medida que el acero al manganeso se endurece por acritud, fluye hacia el camino de rodadura y debe removerse.
ARRIBA: Rectificado de acabado de un corazón de acero al manganeso después de terminar todo el trabajo de soldadura.
DERECHA: Corazón rectificado. Todas las irregularidades superficiales de la soldadura se han eliminado hasta lograr una superficie suave, y los caminos de rodadura se rectifican según el ancho y el radio correctos.

8
Piezas de acero al manganeso de vías férreasProblemas típicos de la soldadura de rieles
y su solución
1. El metal deformado a lo largo de los bordes externos de la pieza fundida se debe eliminar mediante rectificado. Todas las grietas de la pieza fundida se deben cortar. El camino de rodadura se debe rectificar según el calibre.
2. Realice un ranurado con arco aire a través del punto hasta la parte inferior de la grieta y corte una ranura de ancho suficiente para una soldadura adecuada. Suelde por arco con Postalloy® FrogTuff-FCO con cada cordón en dirección inversa. No forme cordones anchos.
3. La primera pasada, llamada de raíz, debe tener una buena penetración. Aplique cada cordón con un movimiento pendular suave. Aplique cada cordón en dirección inversa. No forme cordones de más de 5/8” (16 mm) de ancho. Forme dos cordones adyacentes cuanto antes. Elimine la escoria y el fundente después de cada cordón. Siga la secuencia de los cordones de acuerdo con el diagrama. No permita que la temperatura supere los 500 °F (260 °C). Los últimos cordones deben ser más altos que la superficie de la pieza fundida. Rectifique la superficie; redondee los rebordes y realice un rectificado de acabado de acuerdo con el calibrador y el contorno.
4. Use líquido penetrante para determinar si la grieta ha desaparecido por completo. Si solo hay una grieta superficial, rectifíquela y reconstruya con electrodo de acero al manganeso.Si la grieta es muy profunda y atraviesa la pieza fundida, ranure con arco aire y retire todo el material sobre la grieta en todo lo ancho del punto. Reconstruya con alambre Postalloy® FrogTuff-FCO. Revise si se han abierto otras grietas.
5. Comience con los cordones de los bordes cuando ranure con soldadura de arco aire la superficie del punto. Continúe soldando los cordones adyacentes. Aplique cada cordón en dirección inversa. Redondee los bordes mediante rectificado antes de soldar. NUNCA comience a soldar sin rectificar los bordes.
6. Si se forma una grieta después de soldar y de rectificar la superficie de una pieza fundida que se ha reconstruido con soldadura de arco, la grieta ya estaba antes de comenzar a soldar. En ocasiones, se “abrirá” una grieta después de unos cuantos días de tráfico. Se deben revisar las piezas fundidas con líquido penetrante. Nunca reconstruya una superficie si hay una grieta en la pieza fundida paralela a la superficie de rodadura. Esta área de la pieza fundida se agrietará aún más y se desprenderá, si la superficie se reconstruye sin cortar todo el material después del defecto.
7. Se recomienda usar bloques de carbón para lograr cordones perfectos en los bordes sin que el metal de la soldadura se escurra. Estos bloques se retiran después del proceso de soldadura y dejan una superficie suave que no necesita rectificarse mucho. Los bloques se pueden volver a usar.
8. Cuando se detecta una grieta superficial en la pieza fundida, ranure con arco aire la grieta según la profundidad y el ancho necesarios para depositar uno o dos cordones. Los lados del área ranurada se deben ahusar para garantizar una buena penetración de la soldadura sin mordeduras.
9. Antes de soldar, redondee los bordes mediante rectificado. Comience a reconstruir las superficies con cordones en los bordes. Continúe soldando los cordones adyacentes e invierta la dirección de la soldadura en cada cordón.
10. Como se muestra, todos los cordones de soldadura se deben escalonar para evitar la concentración de estrés. Se podrían formar grietas si todos los cordones empiezan y terminan alineados entre sí. No hay ninguna restricción en cuanto al número de pasadas si se suelda con alambres de acero al manganeso. Rectifique la superficie de acuerdo con el contorno.
9
Componentes de acero al carbono de las vías férreasInspección y preparación de los extremos de riel
Inspección y preparación
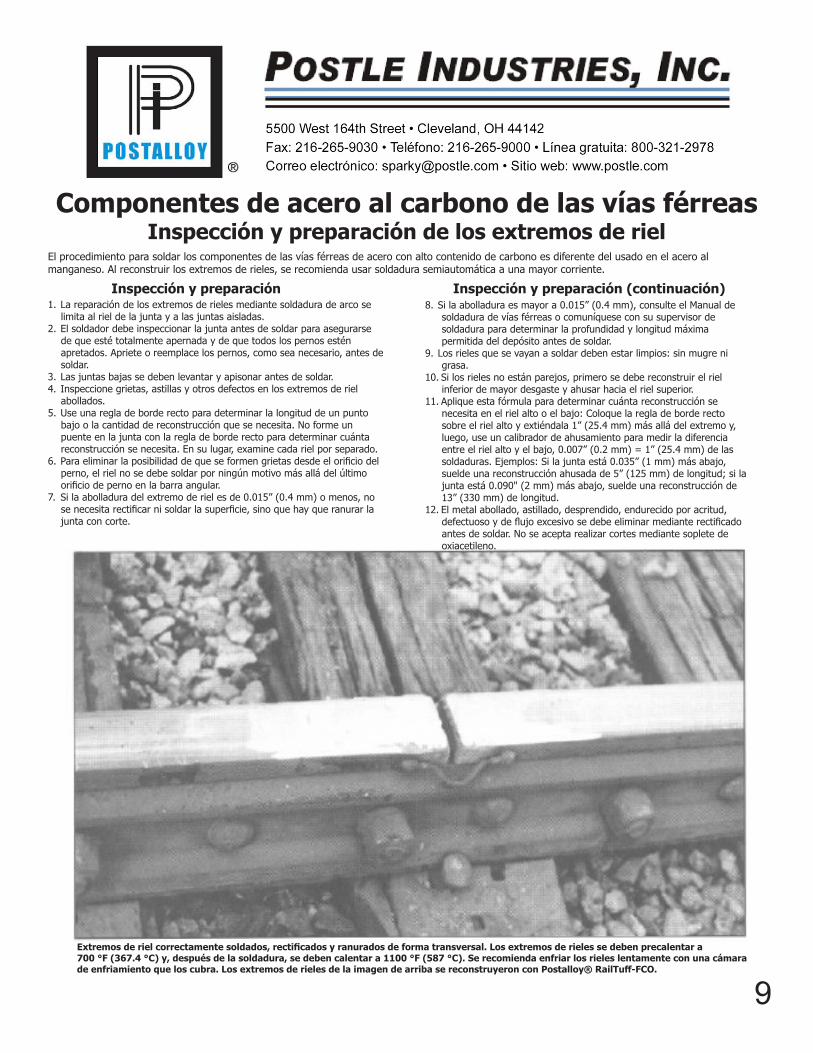
El procedimiento para soldar los componentes de las vías férreas de acero con alto contenido de carbono es diferente del usado en el acero al manganeso. Al reconstruir los extremos de rieles, se recomienda usar soldadura semiautomática a una mayor corriente.
Inspección y preparación (continuación)
Extremos de riel correctamente soldados, rectificados y ranurados de forma transversal. Los extremos de rieles se deben precalentar a 700 °F (367.4 °C) y, después de la soldadura, se deben calentar a 1100 °F (587 °C). Se recomienda enfriar los rieles lentamente con una cámarade enfriamiento que los cubra. Los extremos de rieles de la imagen de arriba se reconstruyeron con Postalloy® RailTuff-FCO.
1. La reparación de los extremos de rieles mediante soldadura de arco se limita al riel de la junta y a las juntas aisladas.
2. El soldador debe inspeccionar la junta antes de soldar para asegurarse de que esté totalmente apernada y de que todos los pernos estén apretados. Apriete o reemplace los pernos, como sea necesario, antes de soldar.
3. Las juntas bajas se deben levantar y apisonar antes de soldar.4. Inspeccione grietas, astillas y otros defectos en los extremos de riel
abollados.5. Use una regla de borde recto para determinar la longitud de un punto
bajo o la cantidad de reconstrucción que se necesita. No forme un puente en la junta con la regla de borde recto para determinar cuánta reconstrucción se necesita. En su lugar, examine cada riel por separado.
6. Para eliminar la posibilidad de que se formen grietas desde el orificio del perno, el riel no se debe soldar por ningún motivo más allá del último orificio de perno en la barra angular.
7. Si la abolladura del extremo de riel es de 0.015” (0.4 mm) o menos, no se necesita rectificar ni soldar la superficie, sino que hay que ranurar la junta con corte.
8. Si la abolladura es mayor a 0.015” (0.4 mm), consulte el Manual de soldadura de vías férreas o comuníquese con su supervisor de soldadura para determinar la profundidad y longitud máxima permitida del depósito antes de soldar.
9. Los rieles que se vayan a soldar deben estar limpios: sin mugre ni grasa.
10. Si los rieles no están parejos, primero se debe reconstruir el riel inferior de mayor desgaste y ahusar hacia el riel superior.
11. Aplique esta fórmula para determinar cuánta reconstrucción se necesita en el riel alto o el bajo: Coloque la regla de borde recto sobre el riel alto y extiéndala 1” (25.4 mm) más allá del extremo y, luego, use un calibrador de ahusamiento para medir la diferencia entre el riel alto y el bajo, 0.007” (0.2 mm) = 1” (25.4 mm) de las soldaduras. Ejemplos: Si la junta está 0.035” (1 mm) más abajo, suelde una reconstrucción ahusada de 5” (125 mm) de longitud; si la junta está 0.090" (2 mm) más abajo, suelde una reconstrucción de 13” (330 mm) de longitud.
12. El metal abollado, astillado, desprendido, endurecido por acritud, defectuoso y de flujo excesivo se debe eliminar mediante rectificado antes de soldar. No se acepta realizar cortes mediante soplete de oxiacetileno.

10
Componentes de acero al carbono de las vías férreasProcedimientos de soldadura de extremos de rieles
Use un alambre de soldadura semiautomática Postalloy® RailTuff-FCO de 5/64” (2.0 mm). Se pueden usar varios patrones para lograr una soldadura correcta de los extremos de rieles. En la siguiente tabla se presentan algunos. Sin embargo, recomendamos la técnica de soldadura de fleje, que se muestra en los diagramas B, C y E. Emplee el diagrama D para la primera pasada en la parte más baja del extremo de riel rectificado.
Patrones de cordón de soldadura en extremos de rieles
A
Malo
B
Bueno
C
Bueno
E
Bueno
F
Bueno
G
Malo
H
Malo
D
1. Precaliente los extremos de riel a 600 °F (316 °C) como mínimo antes de soldar.El precalentamiento se puede lograr usando un soplete de oxiacetileno o un aparato de calentamiento con gas licuado del petróleo. En climas de frío extremo (menos de 32 °F [0 °C]) use otro soplete para precalentar el patín y el alma al mismo tiempo que la esfera.
2. Al soldar estos aceros con un contenido de carbono relativamente alto, se recomienda aumentar la entrada de calor en comparación con la soldadura del acero al manganeso. Por lo tanto, el amperaje que se debe usar en un alambre de 5/64” (2.0 mm) de diámetro debe estar entre los 250 y 300 amperios.
3. Si los rieles no están parejos, primero se debe reconstruir el riel inferior y ahusarse hacia el riel superior.
4. Los cordones de soldadura se deben depositar de manera paralela en el riel, excepto en las áreas bajas o astilladas.
5. El patrón de soldadura puede ser de media esfera o varios cordones pequeños adyacentes.
6. En primer lugar, el cordón de soldadura se depositará en el lado de campo del riel. Los demás cordones se depositarán de manera alternativa en el lado del calibrador y del campo del riel. Los cordones adyacentes se deben traslapar aproximadamente en 1/3” (8.5 mm) del ancho del cordón.
7. La longitud de los cordones se debe marcar de manera clara.8. Los cordones de soldadura se deben escalonar al final del área soldada
en forma de V o con el patrón de semicírculos en el centro de la esfera. De este modo, se reduce la acumulación de estrés en el lado del calibrador o del campo.
9. No inicie ni suspenda la soldadura en el borde extremo del riel. Al final de cada cordón, el cráter se debe llenar correctamente y el arco se debe romper al cruzar de nuevo en la superficie del cordón soldado. De esta manera, se evita la concentración de estrés y las grietas en los cráteres de los cordones.
10. La reconstrucción de las áreas desgastadas debe tener una altura de material suficiente para rectificarlo con acabado.
11. No se deben dejar enfriar los rieles durante la soldadura. Si se debe suspender el proceso de soldadura y la temperatura de riel cae por debajo de los 600 °F (316 °C), se debe volver a calentar a la temperatura de precalentamiento.
12. Se debe depositar suficiente metal de soldadura en el borde del riel para dejar una superficie suave, sin escoria ni porosidad, después de ranurar los extremos de riel con corte.
13. Se recomienda calentar posteriormente a 1100 °F (590 °C).14. Deje enfriar lentamente después de soldar.15. No se permiten mordeduras debido al efecto que produce muescas.16. Los demás patrones de la tabla de abajo no se recomiendan por las
siguientes razones:Ilustración F: el cordón es muy ancho y no se debe terminar en el lado del calibrador o del campo. Las soldaduras terminadas del lado podrían producir grietas debajo del cordón o en el riel.Ilustración G: el cordón es muy ancho. Los cordones anchos son difíciles de controlar, tienen superficies más ásperas y desiguales y podrían tener depresiones después de rectificar la superficie (en particular, cráteres).Ilustración H: los dos cráteres se terminaron en una línea recta, lo que podría producir agrietamiento del riel.

11
Componentes de acero al carbono de las vías férreasRectificado y ranurado de los extremos de riel
1. El rectificado superficial de los extremos de riel soldados se debe realizar inmediatamente después de soldar; sin embargo, si las soldaduras aún están muy calientes, espere unos minutos. Al rectificar a temperaturas altas, el disco de rectificado se puede desgastar prematuramente o el aglutinante se puede destruir.
2. No use una rectificadora manual para rectificar la superficie, sino una rectificadora angular instalada en una guía de rectificado superficial.
3. El rectificado superficial y el ranurado transversal de todos los extremos de riel soldados se debe realizar el mismo día en que se termine de soldar.
4. Se debe revisar la superficie rectificada de la esfera de un riel con una regla de borde recto de 18” (450 mm) para garantizar que el nivel y el ahusamiento sean adecuados. La superficie acabada del área soldada puede ser unas milésimas de pulgada más elevada que la superficie de riel existente, para dar cabida al cambio de altura debido al flujo de metal.
5. La superficie terminada no debe tener manchas ni marcas de ranurado del disco de rectificado y se debe rectificar conforme al contorno del resto del riel.
6. El lado del campo se debe rectificar hasta que quede suave y con bordes redondeados de tal manera que el encargado de señales pueda unir la junta con alambre de conexión.
7. Las juntas aisladas se pueden soldar con mucha lentitud para reducir el daño en el poste final y las barras angulares por el calor durante el proceso de soldadura. La temperatura del lado de la esfera del riel no debe ser superior a 300 °F (150 °C) en ningún momento. Sin embargo, algunas vías férreas se precalientan a mayores temperaturas y se sueldan a mayor amperaje. En tales casos, se reemplaza el aislamiento adhesivo.
8. Inmediatamente después de terminar de soldar y rectificar en la junta aislada, se debe verificar que no hayan ocurrido daños en el aislamiento.
9. Si no se reemplazan las juntas con aislamiento adhesivo, no precaliente, pues el calor destruirá el material aglutinante.
10. Después de rectificar la superficie, los extremos de rieles se deben ranurar o achaflanar horizontalmente, a una profundidad aproximada de 1/4” (6.4 mm) a 5/16” (8.0 mm). En la imagen de la derecha se muestran los detalles de la soldadura y el ranurado.
11. Los discos de corte no deben tener un grosor mayor a 3/16” (4.8 mm).
12. Si el riel desgastado está en el lado bajo de una curva, el ranurado y achaflanado siempre debe seguir el contorno del hongo del riel y deben tener una profundidad suficiente en el centro.
13. Se deben ranurar los extremos de rieles en las juntas cerradas. Se deben achaflanar los extremos de rieles en las juntas abiertas.
14. Extremos de rieles en una junta aislada; el metal deformado se debe retirar de todos los extremos de rieles en forma de cuadro o de chaflán leve en las esquinas superiores.
15. Las partículas del metal removido por el rectificado no deben quedar en la junta aislada.
16. Si el depósito de soldadura supera la profundidad estándar de las ranuras, la ranura se debe rectificar hasta la parte inferior del depósito de soldadura.

12
Componentes de acero al carbono de las vías férreasCambios de agujas de acero al carbono
Inspección y preparación
Procedimiento de soldadura
El área soldada de la aguja se ha rectificado hasta lograr un acabado suave y según su forma y dimensiones originales aproximadas.
El riel principal se ha rectificado para dejarlo suave y recto. Postalloy® RailTuff-FCO
Rectificado de acabado
1. Los cambios de agujas se pueden reconstruir en la parte interna y externa del riel con alambres de soldadura semiautomática. La recuperación de cambios de agujas se limita a los rieles de patios de maniobras y rieles industriales.
2. El alambre Postalloy® RailTuff-FCO de 5/64” (2.0 mm) se recomienda debido a sus excelentes propiedades entre metales.
3. Con una placa de cobre se aumenta la velocidad de la operación de soldadura y se evita que el depósito se adhiera al riel principal. La placa se debe asegurar con una abrazadera entre el cambio de agujas y el riel principal. De este modo, también se reduce la necesidad de rectificar el lado del riel principal. La placa debe abarcar la longitud del área que se va a soldar.
4. Antes de soldar, se deben apretar todos los pernos sueltos del bloque del talón y los amarres que están debajo se deben tensar hacia arriba, si están bajos.
5. Antes de soldar los cambios de agujas, todo el espesor excesivo en el riel principal y en el lado posterior de los cambios de agujas se debe rectificar dentro de toda el área de contacto. Con el fin de alojar el cambio de agujas en el riel principal, rectifique el lado del calibre del riel principal desde un punto de cuatro (4” [100 mm]) delante del extremo del cambio de agujas para una distancia de 24” (610 mm). Si es necesario, los cambios de aguja se deben ajustar para que encajen de forma segura contra el riel principal.
6. Si se sueldan los cambios de aguja de rieles principales en malas condiciones, por lo general, resultarán fallas.
7. Los cambios de agujas deben rectificarse al menos 1/4” (25 mm) por debajo del área de desgaste y se deben ahusar en una línea recta desde el punto hasta el talón.
1. Se prefiere el proceso con soldadura semiautomática.2. Precaliente el hongo, el alma y la base del cambio de agujas en el área
que se va a soldar a 400 °F (200 °C) como mínimo. Realice una inspección visual de las grietas durante y después del precalentamiento.
3. Si se va a aplicar un protector de cambio de agujas en el riel principal, este paso se debe realizar antes de comenzar a soldar el cambio de agujas. El protector del cambio de agujas debe tener las siguientes dimensiones:Longitud total 9½” (240 mm). Un extremo ahusado 8” (200 mm).El siguiente extremo ahusado del cambio de agujas 1½” (380 mm).El grosor debe ser de 3/16” (4.8 mm) a 1/4” (6.4 mm).El extremo del protector es de 1⅜” (35 mm) desde el extremo del cambio de agujas.
4. Los cambios de aguja se deben soldar desde el extremo hacia el talón.5. Si la punta es muy delgada, se deben aplicar primero los cordones
horizontales debajo de la superficie rectificada.6. Durante el proceso de soldadura, se debe mantener un perfil ahusado,
tanto horizontal como vertical.7. Se recomienda que la parte soldada del cambio de agujas no tenga una
longitud mayor a 18” (460 mm).8. Después de cada cordón, asegúrese de eliminar la escoria antes de
aplicar otro cordón. No suelde sobre la escoria.9. Revise la distorsión al reconstruir un cambio de agujas. Si es necesario,
golpee la aguja con un martillo contra el riel principal para lograr el ajuste y la forma correctos.
10. Cuando se obtengan la altura y el ancho deseados, el área nueva que se ha completado se debe calentar a una temperatura de forja (rojo vivo) de aproximadamente 1,500 °F (820 °C), y luego se cierra el cambio de agujas contra el riel principal y se le da forma según el contorno cerrado con el lado plano del martillo. Solo se debe martillar inmediatamente después de soldar, mientras la temperatura de la aguja todavía es alta. La aguja se romperá si se martilla en frío.
11. No se debe permitir el paso de locomotoras o vagones sobre la soldadura si el punto está a más de 400 °F (200 °C).
12. Se puede emplear la siguiente técnica si no se dispone de una placa de cobre:
a) Mueva la aguja contra el riel principal.b) Aplique cordones rectos sin que el arco entre en contacto con el
riel principal.c) Después de aplicar cada cordón, retire la escoria de la parte
superior, pero deje escoria entre la aguja y el riel principal.d) Continúe reconstruyendo hasta que la aguja se suelde según la
forma correcta.e) Nunca permita que la soldadura toque el riel principal.f) Siga los demás pasos que se usan con una placa de cobre.
1. El área soldada de la aguja se debe rectificar hasta lograr un acabado suave y según la forma y dimensiones originales aproximadas.
2. La parte superior de la aguja se debe rectificar en 1/2” (13 mm) a 5/8” (16 mm) debajo de la parte superior del riel principal y se debe ahusar a 18” (460 mm). En este punto, debe estar a nivel con la parte superior del riel principal.
3. El grosor de la aguja en la parte superior del extremo debe ser de aproximadamente 1/8” (3.2 mm) y con pendiente descendente.
4. Todos los bordes afilados se deben redondear ligeramente y, si es necesario, se deben realizar unos últimos ajustes para que el cambio de agujas se ajuste con firmeza contra el riel principal.

13
RielesQuemaduras de ruedas, soldaduras abolladas y marcas de deslizamiento de ruedas
Instrucciones especiales para soldar quemaduras producidas por ruedas
Repare la soldadura de las quemaduras producidas por ruedas y las soldaduras a presión suaves y abolladas.
Se recomienda Postalloy® RailTuff-FCO.
Recocido de marcas de deslizamiento de ruedas
1. Antes de reparar las quemaduras de ruedas o las soldaduras abolladas con soldadura o de recocer las marcas de deslizamiento de ruedas, el soldador y su ayudante deben estar habilitados por el supervisor de soldadura o por su representante.
2. El depósito de soldadura se debe crear mediante el proceso de arco eléctrico. (El soplete de oxiacetileno solo se usa en precalentamiento, calentamiento posterior y recocido).
3. Los soldadores no deben reparar un riel con quemaduras de ruedas o con soldaduras abolladas si no está correctamente sostenido con amarres prensados. Los amarres se deben prensar antes de realizar cualquier reparación.
4. Las quemaduras producidas por las ruedas y las soldaduras abolladas no se deben reparar en un riel con un desgaste excesivo en el hongo y con un mal desgaste en la curva, sino que se debe programar el retiro del riel en un futuro cercano.
5. En lo posible, hay que evitar la reparación de las quemaduras producidas por ruedas o de las soldaduras abolladas o en un riel continuo soldado durante temperaturas muy altas o muy bajas.
6. Por lo general, hay que rectificar para eliminar todo el metal astillado, agrietado, dañado o endurecido por acritud del área donde se va a soldar.
7. El riel siempre se debe precalentar (uniformemente) hasta alcanzar la temperatura requerida en el área que se va a soldar. El precalentamiento se realiza con el equipo adecuado. Emplee crayones térmicos o un pirómetro para cerciorarse de que la temperatura sea la correcta.
8. Durante el precalentamiento, el soldador debe observar y examinar de cerca las grietas que no se puedan ver en el área rectificada del riel. Si se encuentran grietas, estas se deben rectificar antes de comenzar a soldar.
9. Los soldadores deben tratar de organizar su trabajo para evitar que los trenes pasen sobre el riel mientras el área soldada esté caliente.
10. Durante la operación de soldadura, incluidos los ciclos previos y posteriores al calentamiento, el área soldada se debe proteger contra el viento fuerte, la lluvia y el clima frío. Los protectores deben dejarse en su lugar hasta que el área calentada del riel se enfríe a una temperatura de menos de 300 °F (150 °C); de esta manera se alivia el estrés acumulado. Se debe aplicar calor de manera pareja para evitar el arqueamiento o la depresión del riel.
1. Salvo en casos especiales aceptados por el supervisor de soldadura, las quemaduras de ruedas de más de 12” (300 mm) de longitud (incluidas abolladuras, pero sin incluir marcas de deslizamiento adyacentes) no deben exceder los 3/8” (9.5 mm). Estos límites se aplican después de que se ha rectificado todo el metal dañado.
2. No se deben reparar quemaduras (ni marcas de deslizamiento) producidas por ruedas en los cambios de aguja, rieles principales y patas de liebre o corazones con talón.
De igual modo, no se deben realizar reparaciones en otras partes de los corazones de los rieles donde no sea posible realizar un calentamiento previo y posterior adecuado del riel.
3. Se pueden usar alambres Postalloy® RailTuff-FCO para la soldadura de quemaduras producidas por ruedas.
4. Los cordones de soldadura deben ser de 1/2” (12.5 mm) a 5/8” (16 mm) de ancho y depositarse de forma paralela al riel. Con el fin de evitar el arqueamiento, los cordones se deben depositar de manera alternativa en los lados del campo y del calibre del riel. Al depositar cordones de soldadura en los bordes exteriores del riel, los cordones no deben comenzar ni terminar en el extremo del riel. Cada cordón se depositará en dirección opuesta al cordón adyacente y se traslapará sobre el cordón adyacente en 1/3”. Los cordones se deben escalonar en los extremos del área soldada para formar una V en el centro del hongo del riel o a un ángulo de 45°.
5. Después de que el área soldada se haya enfriado lo suficiente, se rectificará al nivel de la superficie de una regla de borde recto, cerciorándose de que no queden ranuras ni desperfectos del rectificado, que podrían causar martilleos en la rueda. Es esencial rectificar la superficie.
Instrucciones especiales para la reconstrucción de soldaduras abolladas
1. Determine la longitud de la abolladura con una regla de borde recto.2. No se deben reparar las soldaduras abolladas de más de 24” (610 mm) de
longitud.3. Remueva mediante rectificado todo el metal endurecido por acritud que
esté a una profundidad de 1/16” (1.6 mm) y todo el material descascarado o desprendido de la superficie del hongo del riel. Remueva todo el espesor excesivo mediante rectificado.
4. Todos los alambres Postalloy® Rail-Tuff-FCO se usan en la reparación de soldaduras abolladas.
5. La secuencia del proceso de soldadura es la misma que para las quemaduras producidas por ruedas. Si se necesita más de una pasada para llenar un área abollada, la primera se debe realizar en el área más profunda de la abolladura. La última pasada debe realizarse en toda la longitud o el área que se está soldando.
Las marcas de deslizamiento que las ruedas duras dejan en el riel, se pueden recocer mediante la aplicación correcta de calor, si no se agrieta ni astillan al calentarse. En primer lugar, se debe precalentar a aproximadamente 300 °F (150 °C) el área que se va a recocer. Después de este precalentamiento inicial y manteniendo estos 300 °F (150 °C) durante unos 5 minutos, eleve la temperatura del área marcada a unos 1,000 °F (540 °C) para quitar el exceso de dureza. Deje enfriar a 300 °F (150 °C) durante 15 minutos. Para procurar un enfriamiento lento, cubra el área con un material resistente al calor o use un soplete.

14
Instrucciones para el ranurado de arco de carbono y aire
En las fotografías anteriores se muestra el ranurado correcto con arco aire.
1. El aire comprimido de 80 a 100 psi es estándar.2. Un compresor debe generar entre 26 y 33 C.F.M. en los sopletes
estándar.Requisitos de caballaje:5 caballos de fuerza en funcionamiento intermitente.7½ caballos de fuerza en funcionamiento continuo.
3. Por lo general, se usa el mismo soldador de vías férreas si el tamaño es suficiente. El amperaje necesario depende del diámetro del electrodo. Los mejores resultados se logran cuando se usa el amperaje máximo.Corriente recomendada:
4. Se debe ajustar el amperaje deseado en el equipo de soldadura.5. El aire debe estar encendido antes de cortar o ranurar.6. El soplete se debe sostener de manera que el electrodo se incline desde
la dirección de avance con la corriente de aire detrás del electrodo.7. Si la corriente de aire está encima (delante) del electrodo, el metal no se
eliminará adecuadamente y la superficie de corte se cubre de óxido (superficie áspera).
8. Durante el ranurado, solo se recomienda un movimiento recto hacia delante, sin serpentear.
9. Se recomienda un ángulo de aproximadamente 45° en el electrodo.10. La profundidad y el contorno de la ranura producida se controlan con el
ángulo del electrodo y la velocidad de avance.11. Para formar una ranura estrecha y profunda, el ángulo del electrodo
debe ser empinado y la velocidad de avance lenta.12. Para que la ranura sea superficial, el ángulo del electrodo debe ser plano
y la velocidad rápida.13. El ancho de la ranura se determina según el tamaño del electrodo y, por
lo general, es 1/8” (3.2 mm) más ancha que el electrodo.14. La velocidad de avance debe ser uniforme. Una velocidad adecuada
produce un corte bueno y limpio, sin óxido considerable.15. Durante el ranurado, se debe mantener un arco corto al avanzar lo
suficientemente rápido en la dirección de corte para remover el metal a buen ritmo.
16. Una superficie de corte limpio no necesita rectificarse. La soldadura se puede aplicar directamente en esta superficie.
17. Si el cebado del arco es duro e irregular, el aire no está encendido.18. Un bajo amperaje o un mal rectificado resultará en un arco que produce
chispas y cortes intermitentes y pequeños.19. Si la polaridad del electrodo es incorrecta, se calentará con rapidez y el
arco producirá chispas.20. Un ranurado irregular es resultado de una velocidad de avance lenta.21. Si se adhiere escoria en los bordes, la presión del aire es muy baja.22. Loa aceros inoxidables, al carbono y al manganeso se deben cortar y
ranurar con electrodos en polaridad inversa con CC.
Diám. de electrodo en pulgadas (mm)
3/16” (4.8 mm)
1/4” (6.0 mm)
3/8” (8.0 mm)
Amperaje mín. 150 200 250
Amperaje máx. 200 400 450