quinto elemento - industry.siemens.com · 14 retrofit exitoso en la industria de papel en colombia...
TRANSCRIPT

Octubre 2008
Industry Sector
ISSN: 2011-1061
Quinto elemento
www.siemens.com
Fuego Electrificación en Ingenio Azucarero San Carlos
Servicios Siemens-FLENDERfusión de dos grandes
en el ‘Subte’Haciendo historia
de Buenos Aires
Haciendo historia en el ‘Subte’
16contenido04 Fuego Control y automatización de Saint Gobain Proppants
06 La cascarilla de arroz como una alternativa de combustible
08 Electrificación en Ingenio Azucarero San Carlos
30 Servicios Siemens-FLENDER fusión de dos grandes
32 Especial Siemens coopera con la educación
36 Consulte al experto Cómo configurar un Simatic S7-200 como esclavo Profibus DP?
38 Se debe medir bien!
40 Actividades
Ampliación del sistema de transporte masivo de Buenos Aires:
10 Aire Recuperación y fermentación de CO2 en la Cervecería Backus & Johnston
12 Combustibles más limpios: Incremento de la eficiencia en la producción de alcohol carburante
14 Retrofit exitoso en la industria de papel en Colombia
16 Tierra Ampliación del sistema de transporte masivo de Buenos Aires: Haciendo historia en el 'Subte‘
20 Instituto Municipal de Tránsito y Megabús S.A. de Pereira: líderes en tecnologías de tráfico
22 Agua Diseño y desarrollo del sistema de control y supervisión de una draga de cucharas
24 Productos más eficientes en separación de agua producida en campos petroleros
26 Transferencia sincrónica a la red en sistemas de bombeo
28 Envasando con tecnología
Siemens Región Austral / AndinaIndustry Sector
Fabián RuizDirección
Catalina GuerreroEditor
Colaboradores Industry SectorRedacción
Sofía PreteltCorrección editorial
Ana María MoraDirección de diseño
Marcela RoblesDiagramación
Panamericana Formas e Impresos S.A. Impresión
Prohibida la reproducción parcial o total del contenido editorial y gráfico, sin consentimiento expreso por escrito del director.
ArgentinaSiemens S.A Calle 122 No. 4785 - B1653JUK Villa BallesterTel: 0810.333.2474 (Hotline)[email protected]
BoliviaSiemens S.A.Avda. San Martín No. 1800 Edf. TacuaralSanta Cruz de la SierraTel: 59 1.3.3110011Fax: 59 1.3.3112000
Colombia Siemens S.ACarrera 65 No. 11-83 Bogotá D.C.Tel: 57 1 2942267Fax: 57 1 2942254
Chile Siemens S.AAv. Providencia 1760SantiagoTel: 56 2 4771000
EcuadorSiemens S.A.Vía Daule Km. 14,5 GuayaquilTel: 593 4 2160050
Representate de Siemens en ParaguayRieder & Cia SACICalle Peru 1098 c/ Artigas.Tel. 595 21 2190 275Asunción, Paraguay.
PerúSiemens S.A.C Av. Domingo Orué No. 971Surquillo Lima Tel: 51 1 2150030Fax: 51 1 4414047
Representate de Siemens en Uruguay CONATEL S.A. División Materiales Eléctricos Ejido 1690, 11200 Montevideo, UruguayTel. 902 0314 int. 2209Fax 902 3419
Venezuela Siemens S.AAv. Don Diego CisnerosUrbanización los RuicesApartado 3616 CaracasTel: 58 212 2038210Fax: 58 212 2038912
Sus opiniones, sugerencias e inquietudes son importantes para nosotros, los invitamos a enviar sus comentarios a través del mail [email protected]
ISSN: 2011-1061
El crack financiero generado en Estados Uni-dos y que ahora repercute
en todo el munco muestra la hecatombre de la economía mundial que no hace sino exagerar la percepción de males preexistentes.Hoy en día se puede leer en casi todas las editoriales de periódicos del mundo, los críticos análisis que sus autores hacen del problema; casi todos coinciden que es una crisis profunda que ha golpeado a la primera potencia mundial sin que aún se pueda vislumbrar en el horizonte un camino nuevo.Los gobiernos de los quince países miembros de la eurozona acordaron en una cumbre realizada en París, fuertes medidas para afrontar la crisis financiera inter-nacional y de ese modo minimizar los efectos en sus economías y por consiguiente en los mercados emergentes como los nuestros.En Argentina, los empresarios locales vislumbran una caída en las exportaciones de maquinarias y equipos, así como una baja de precios en los commodities agropecuarios.En Chile el 51% de la gente asegura que el mayor temor que tiene hoy frente al escenario internacional es el aumento del costo de vida, y si hubiera que comenzar a hacer recortes, la mayoría disminuiría la compra de ropa, muebles o televisores. Al mismo tiempo, en Venezuela, el presidente de Fedeindustria afirma que la in-dustria establecida está trabajando casi al límite de su capacidad instalada. El 68% del sector opera por encima del 80% de su capacidad productiva, 23% está entre 50% y 69% y sólo 9% está por debajo del 40% de su capacidad. Esto demuestra que la industria está en un punto de inflexión, de quiebre. El peso colombiano registra actualmente una depreciación de 15% en lo corrido del 2008, no se han prendido las alarmas, pues tras cinco años de revaluación la subida de la divisa es percibida como el punto positivo del maremoto externo.El Ministerio de Economía y Finanzas del Perú estimó que la economía peruana habría crecido 9% durante el tercer trimestre del año; por su parte las importacio-nes de bienes de capital se incrementaron 69%, básicamente a consecuencia del creciente número de pedidos destinados a la industria (43%) y al aumento de las importaciones de materiales de construcción (246%).El gran desafío en el corto plazo es que la industria logre aumentar su productivi-dad y eficiencia en la utilización de recursos; en gran reto para los gobiernos es mejorar rápidamente la infraestructura necesaria para acompañar el mejoramiento competitivo de las empresas productoras y manufactureras.En el presente número de Quinto Elemento le presentaremos como hemos contri-buído a nuestros clientes para cumplir este reto, como en los subterráneos de Buenos Aires o el sistema de tránsito en Colombia. Asimismo, proveyendo equipos Flender para la minería chilena o de variadores Robicon Perfect Harmony en la in-dustria azucarera de Ecuador.Un párrafo aparte merece la permanente presencia de Siemens en el compromiso social a través de la co-operación con la educación tanto en universida-des como escuelas tecnológicas en toda la re-gión Austral-Andina.
Esperamos que disfrute la lectura de esta nueva edición de Quinto Elemento.
Cordialmente,Carlos PerpetuaVicepresidente RegionalSector Industria Austral-Andina
Editorial

Saint Gobain
Saint Gobain, es una corporación francesa multinacional, fundada en 1665 en París. Originalmente un fabricante de exclusivamente vidrio, ahora produce una variedad de materiales de construcción y alto desempeño, como cerámicas, diferentes tipos de plástico, etc, a través de diversas plantas distribuidas alrededor del mundo.
Proppants
La función de la planta Saint Gobain Pro-ppants Venezuela, ubicada en la ciudad de Puerto Ordaz, es producir pellas cerámicas conocidas como Proppants a partir de bauxita como materia prima principal. El Proppant se utiliza en la extracción hidráulica de petróleo para rellenar agujeros con el fin de prevenir el colapso del pozo al retirar de la presión del mismo. El Proppant no obstruye el movimien-to del crudo dada su forma esférica nominal.La bauxita inicialmente es secada a través de un horno rotativo de hasta 300ºC, para luego ser convertida en polvo por un molino que maneja hasta 80 toneladas de material. Este material en polvo se lleva posteriormente a dos líneas de mezcladores, donde se convierte el material en pequeñas esferas de máximo 1 m.m. de diámetro, a través de una receta que envuelve agua, almidón y la bauxita en polvo para luego de sinterizar (cambiar las propie-dades para endurecer la esfera) el material en otro horno rotativo a alta temperatura (1100ºC) para clasificarlo por tamaños hasta llegar a sacos para la venta del Proppant.Proppants Venezuela basa el control total de su planta en un sistema Siemens SIMATIC S7-400 417-4H, usando módulos de periferia descentralizada ET200M distribuidos en tres subestaciones. El controlador está instalado en una configuración redundante a través de dos PLCs instalados en el mismo bastidor, el cual se comunica con las ET200M a través de dos redes PROFIBUS DP totalmente indepen-dientes, estableciéndose también una redun-dancia de comunicación con el proceso.
Control y automatización de
Venezuela
Sistemas de detección y extinción de incendios Controles de hornos y calderas Gas y petróleo Minería Industria automotriz Vidrio Metales
Fuego
4 Quinto elemento octubre 2008

Quinto elemento 5
Para la visualización y monitoreo se ha insta-lado un sistema SCADA basado en WinCC , compuesto por dos servidores redundantes y cinco clientes distribuidos en cuatro estacio-nes de control. Todos los sistemas se comuni-can en Ethernet Industrial a través de un anillo de fibra óptica redundante, usando switches Siemens SCALANCE.Gracias a la redundancia, es posible evaluar la mejor ruta de red manteniendo la integridad del sistema de control en un evento de falla de procesador, servidor o de comunicación. El sistema SCADA provee una panorámica del estado de la planta y le permite al operador iniciar y detener las secuencias de control. Asimismo, el sistema muestra el estado de todos los dispositivos envueltos en el proceso, las alarmas relativas a los mismos, y realiza el archivado de las recetas realizadas en la ela-boración del Proppant. Con un solo PLC SIMATIC S7-400 se controla toda la planta. En este caso, el controlador es capaz de monitorear y accionar más de 1300 entradas y salidas discretas, así como casi 300 entradas y salidas analógicas, a tra-vés de 25 nodos de PROFIBUS DP con las pe-riferias ET200M. Las tres subestaciones en la planta están to-talmente equipadas con soluciones Siemens; desde los transformadores de potencia para la energía de las mismas, hasta los bastidores de comunicaciones, pasando por los Centros de Control de Motores (CCM). Entre los equipos más destacados, sin olvidar los diversos elementos de control básico (re-lés y contactores SIRIUS), también se encuen-tran en estas subestaciones Interruptores tipo 3WL que manejan corrientes entre 600 y 2000A, variadores MICROMASTER 440 para potencias entre 4kW y 185kW y Arrancadores Suaves tipo 3RW40 para motores con poten-cias alrededor de 100kW.El molino que convierte el material en pol-vo es manejado por un motor de 13,8kV, accionado por celdas de potencia controla-das por un SIMATIC S7-200 dedicado, el cual recibe las órdenes de arranque y para-da desde el S7-400 principal, a través de un arreglo de relés para garantizar la seguri-dad en el proceso.
Comunicación RedundanteEl sistema de control utiliza tres sistemas de redes. El PLC se comunica con las E/S remo-tas usando PROFIBUS DP redundante y con los servidores WinCC a través de Ethernet
i n f o r m a c i ó n - c o n t a c t o
Siemens Venezuela
Industrial. A su vez estos servidores se co-munican con los clientes WinCC en otra red Ethernet Industrial redundante. Adicional-mente a estas redes, los dos CPU de la serie H (Hot-standby) del PLC S7-400 se sincroni-zan entre ellos usando una conexión de fi-bra óptica dedicada.
Red PROFIBUSLos módulos de entrada y salida en las peri-ferias ET200M se conectan al PLC por medio de una red PROFIBUS redundante. Cada rama de la red es totalmente independiente. Cada CPU S7-400H, configurado en forma redundante, incluye un puerto PROFIBUS DP a través del cual se comunica con cada mó-dulo IM 153-2 en los bastidores remotos ET200M, permitiendo una conexión de cada CPU con cada bastidor. De esta manera, es posible que el PLC 1 “vea” un punto de entra-da/salida al mismo tiempo que el PLC 2. Así, si el PLC 1 pierde su conexión con un basti-dor, aún puede leer y escribir los estados al comunicarse con el PLC 2, y viceversa. Así, se garantiza una disponibilidad absoluta en si-tuaciones donde han ocurrido diversas fallas en el sistema.
Red de Control y SCADALa red de control permite al sistema S7-400 comunicarse con los servidores. En esta apli-cación en particular, esta red está implemen-tada con las tarjetas Siemens CP1613 (insta-ladas en los PCs) y switches Siemens SCALANCE. La red SCADA provee la comunicación entre los clientes y los servidores WinCC. El siste-ma por lo tanto incluye dos redes de Ether-net Industrial. La primera se encarga de comunicar el PLC S7-400 con los servidores WinCC, utilizando cable de red estándar a través de dos swit-ches Siemens SCALANCE X204/2, uno para cada servidor. La segunda envuelve la comunicación entre los clientes y los servidores, a través de una mezcla entre switches Siemens SCALANCE X202IRT (2 puertos eléctricos y 2 puertos ópticos) y switches Siemens SCALANCE X204/2 (4 puertos eléctricos y 2 puertos óp-ticos). A través de estos equipos la red está configurada como un anillo óptico entre los clientes dando un grado de redundancia, ya que si la red se interrumpe en una dirección, el mensaje es retransmitido en la otra. El switch SCALANCE X202IRT actúa como el
gestor de redundancia en cada uno de los puntos ópticos del sistema.
Redundancia de EquiposEl PLC es de la serie Siemens S7-400 H. Así, los controladores gestionan una configura-ción redundante: dado un evento de falla en uno de ellos, el otro toma el control de la planta inmediatamente, sin perder datos ni información alguna. De esta manera se ga-rantiza la integridad del control donde los dispositivos de entrada/salida son alcanzados de igual manera por el controlador maestro o el esclavo. Esta integridad también está configurada en el sistema de servidores SCADA, para garanti-zar la disponibilidad del sistema en caso de fallo de uno de ellos. Igualmente hay redun-dancia en la comunicación entre los clientes y los servidores.
MultilenguajeEste sistema está desarrollado en dos idiomas: español e inglés. En cualquier momento el operador puede cambiar el idioma con un simple click.Con esta solución completa, gracias a su tec-nología de punta, Siemens brinda el control y automatización de forma segura y confiable de esta y muchas otras aplicaciones industria-les en Venezuela.
Venezuela

Sistemas de detección y extinción de incendios Controles de hornos y calderas Gas y petróleo Minería Industria automotriz Vidrio Metales
Fuego
como una alternativa de
Uno de los procesos más críticos e importan-tes en el procesamiento del arroz es el seca-miento. En muchas plantas arroceras se utili-zan diferentes tipos de máquinas para efectuar el secado; donde las torres y lechos fluidizados están entre los más utilizados en el país. Todos ellos tienen en común, que de-ben secar los granos de arroz para reducir la humedad del grano y dejarla en el punto ópti-mo para el proceso de trilla (proceso en el cual se le quita la cáscara al grano de arroz), reduciendo el porcentaje de partidos, ya que
un grano de arroz partido afecta directamente el precio comercial a la baja, generando pér-didas económicas en el molino.Para la reducción de humedad en el proceso de secamiento se utiliza aire caliente genera-do por hornos de combustión. Históricamen-te, la industria arrocera ha utilizado diferentes tipos de combustibles como el carbón, el coke, el gas natural y por último el desecho del grano de arroz al ser trillado, conocido como cascarilla.El carbón era utilizado con pequeñas hornillas de calentamiento que, a través de una parri-lla, se colocaba la piedra y la salida de aire ca-liente salía al ducto principal de aire frío para calentarlo y ser llevado hacia las máquinas de secamiento. Este combustible generaba mu-cha contaminación ambiental y se requerían muchos hornos de carbón paras sostener la temperatura que se quería mantener. El ope-rador podía supervisar a través de un termó-metro digital la temperatura a mantener y así decidir si alimentaba o no más combustible al horno. Posteriormente, se utilizó como alter-nativa de combustible el gas natural, median-te quemadores de gas, que ambientalmente tiene muchas más ventajas que el carbón, pero que decayó tiempo después, debido a la volatilidad de los precios del mercado.
Los molinos de arroz tuvieron entonces la ne-cesidad de buscar un combustible alterno que pudiera satisfacer sus necesidades de reduc-ción de contaminantes, les diera disponibili-dad sostenible en el tiempo y cuyos costos de adquisición fueran reducidos. La cascarilla tradicionalmente era conside-rada material de desecho del proceso de tri-lla y era vendido a precios muy bajos a em-presas de fertilizantes, químicas, cementeras o incluso se regalaba. Mediante estudios técnicos de laboratorio se descubrió que la cascarilla podía ser utilizada como combus-tible, teniendo un poder calorífico en un periodo promedio de 10 minutos. Los pio-neros en la utilización de este combustible fueron los brasileros en sus molinos de se-camiento. Hoy en día este combustible se ha popularizado en casi todos los molinos de arroz en Colombia y los hornos tradicio-nales de combustión de carbón y gas natural han sido reemplazados por hornos de casca-rilla.Por otro lado, la estabilidad de la temperatura en el tiempo en los procesos era un problema, ya que la alimentación de combustible de-pendía en buen porcentaje del criterio de los operadores, generando cambios bruscos de temperatura en el grano y choques térmicos haciendo que en el proceso de la trilla se pre-sentaran partidos de grano. Los jefes de pro-ducción no podían descubrir la razón y la fre-cuencia de este problema, quedando sin información, en los turnos en donde ellos no estaban.A raíz de todos estos problemas, el grupo Roa y Florhuila, (una de las empresas más grandes en Colombia en el procesamiento de arroz) decidieron buscar una solución de automati-zación y control, que les permitiera controlar y supervisar las temperaturas de secamiento de sus máquinas en tiempo real. Para ello contactaron a INGETES S.A., Solution Partner de Siemens en automatización e ins-trumentación para buscar una solución inte-grada de última tecnología en control, que fuera flexible y abierta a futuras expansiones
La cascarilla de arroz
i n f o r m a c i ó n - c o n t a c t o
Siemens Colombia / INGETES
[email protected]@ingetes.com
Para la reducción de humedad en el proceso de secamiento se utiliza aire caliente generado por hornos de combustión.
6 Quinto elemento octubre 2008

Quinto elemento 7
como una alternativa de
de control dentro de sus procesos. La solución planteada fue colocar un sensor de tempera-tura en cada máquina de secado (secadora de alberca, torre), un damper controlado por un actuador electrónico para el control de aire caliente y manteniendo la temperatura de-seada mediante un lazo de control a través de un PLC, así como la alimentación de cascarilla continua controlado con un variador de velo-cidad mediante el PLC. El PLC es de la familia SIMATIC S7-300, configurado e instalado con sus tarjetas de entradas y salidas discretas y análogas en un tablero principal. En algunos casos cuando las máquinas estaban retiradas del tablero principal, se utilizó periferia des-centralizada con ET-200M, para la recolección de señales y ser llevadas al tablero principal por comunicaciones PROFIBUS-DP, por dos hi-los ahorrando costos de cableado.En el tablero principal está ubicada una pan-talla de supervisión de procesos MP370 de Siemens, en donde se encuentran programa-dos los despliegues de proceso como las ten-dencias de temperatura, estado de motores, de ventiladores, eventos de fallas, mímicos de proceso, velocidades de alimentación de cas-carilla. Su funcionamiento principal es brin-darles esta información a los operadores de campo. Por último, la supervisión de todo el sistema es enviado vía ETHERNET a un software de supervisión WINCC 6.2, donde se supervisa y se llevan los históricos de las variables de pro-ceso, donde el jefe de producción analiza y toma decisiones preventivas y correctivas so-bre el comportamiento de su proceso. Hace 3 años el grupo empezó a implementar este sistema en una de sus plantas de Molino Roa en la ciudad de Neiva, logrando el objeti-vo de estabilización de temperaturas e inde-pendencia de operación por parte de los ope-radores. Molinos Roa Villavicencio fue la siguiente hace 2 años obteniendo resultados muy satisfactorios en su operación y logrando un aumento en la producción de secamiento de un 200%, y una reducción de operadores de un 50%.
Producto de estos resultados es la implemen-tación del sistema de automatización y con-trol de temperaturas de secamiento se ex-pandió ahora en las plantas de MOLINOS FLORHUILA.Cada una de las plantas tiene la posibilidad de expandir su supervisión en otras zonas de la planta logrando integrar a su SCADA, otros procesos de la planta, como son los CCM (centro de control de motores), de la zona de trilla, logrando coordinación en cascada de sus motores de sus líneas de transporte
Con este sistema de Automatización y Control se logró la estabilización de temperaturas e independencia de operación por parte de los operadores.Para Molinos Roa Villavicencio ha significado un aumento en la producción de secamiento de un 200%, y una reducción de operadores de un 50%.
La cascarilla de arroz combustible
(tornillos sinfines, bandas transportadoras y elevadores de cangilones), una vez que un atascamiento se haya detectado; por otro lado, la zona de empaque, evaluando la in-formación estadísticas de producción de cada una de las máquinas empacadoras, dis-criminando marcas por la utilización de pro-tocolos abiertos. Esta es otra de las bondades de la utilización del concepto TIA de Siemens en la automati-zación de procesos, beneficiando a nuestros clientes con respuestas contundentes.

8 Quinto elemento octubre 2008
Guayaquil – Ecuador
Ingenio Azucarero San Carlos
Electrificación en
El Ingenio Azucarero San Carlos, uno de los más grandes productores de azúcar del Ecuador, durante los últimos años ha ac-tualizado sus equipos para repotenciar los procesos y mantener tecnología de punta. De esta forma, garantiza la confiabilidad y continuidad del proceso de la zafra.Actualmente, Siemens adelanta para el In-genio San Carlos la obra de suministro y puesta en marcha de equipos para la elec-trificación del área de Trapiche B. Con esto se realizará el cambio de los sistemas anti-guos de movimiento de molienda controla-dos por medio de vapor, a motores eléctri-cos trifásicos asincrónicos controlados por medio de variadores de velocidad a media tensión.Entre los beneficios adquiridos se cuentan la disminución del uso de vapor; la dismi-
nución de equipos de control como válvulas y filtros; y la menor utilización de espacio en la instalación de campo.Los equipos utilizados dentro de este pro-ceso son:- Motores Siemens de media tensión
1500HP/ 4,16 Kv / 1200 RPM.- Variadores Siemens Robicom 1.500 HP
a 13,8 Kv con salida a 4,16 Kv.- Reductores Flenders 1500HP/ 1200 RPM
– 720 RPM.- Celdas de media tensión a 13,8 Kv. –
31,5 KA modelos 8AC0, incluye relé 7SJ602.
Se diseñó un sistema de electrificación para el área de Trapiche B a nivel de 13,8 Kv., donde se cuenta con una celda de entrada a media tensión con interruptor SION de 1250 Amps. en el área de cogeneración
Sistemas de detección y extinción de incendios Controles de hornos y calderas Gas y petróleo Minería Industria automotriz Vidrio Metales
Fuego

Quinto elemento 9
Ingenio Azucarero San Carlos
(Centro de Generación del Ingenio San Car-los), desde allí se transporta una acometida al área de Trapiche B. En esta área se en-cuentra dos celdas de llegada cada una con Interruptor SION y Seccionador a 13,8 Kv. – 630 Amps.; de las cuales salen aco-metidas hacia los respectivos Variadores Robicon a 13,8 Kv.. Los Variadores realizan el control de los motores de 1500 HP – 4,16 KV, los cuales producen el giro necesario para realizar el proceso de molienda de la caña de azúcar. Todos los datos del proceso son enviados vía Profibus desde el variador hacia el sistema supervisorio del Ingenio San Carlos.La forma tradicional de electrificar equipos en estos procesos es utilizando transforma-dores que permitan disminuir el nivel de voltaje de 13,8 Kv a baja tensión. Utilizan-do la ventaja de los variadores Robicon se permite mantener un sistema directamente en media tensión disminuyendo la cantidad de equipos involucrados así como los cos-tos de mantenimiento futuros y aumentan-do la confiabilidad del sistema al existir menos equipos que puedan fallar.
En el proyecto se contempla el manteni-miento de los equipos por un periodo de tres años, permitiendo un seguimiento de los mismos y generando un valor agregado para el Ingenio San Carlos. Los manteni-mientos serán tanto de índole preventiva como predictiva de acuerdo con las necesi-dades del cliente. Mantenimiento Preventivo: Será uno por cada año y se realizará al fina-lizar el periodo de zafra.Mantenimiento Predictivo: Será realizado una vez por año y se realizará a los 3 meses, contados a partir del inicio de la zafra y su objetivo será monitorear los equipos en su operación normal de trabajo.
i n f o r m a c i ó n - c o n t a c t o
Siemens Ecuador
Vista aérea del ingenio

Conexiones inalámbricas Sistemas de ventilación Aire acondicionado Aeropuertos Gas Medios de transporte
10 Quinto elemento octubre 2008
Aire
en la Cervecería Backus & Johnston (SAB Miller) – Planta Cusco
Recuperación y Fermentación de CO2

Quinto elemento 11
Recuperación y Fermentación de CO2
También se empleó el Microcontrolador SI-MATIC S7 226 para el control de toda la planta implementándose señales discretas y analógicas, que permiten un funciona-miento, control y supervisión adecuada. Este mejoramiento en el sistema de control ha tenido como consecuencia un funciona-miento continuo de la planta con una recu-peración de aproximadamente 250 KG / hr de CO2 liquido”., manifestó el ingeniero Cé-sar Bueno, supervisor eléctrico de la Planta.Actualmente la Planta de Recuperación de CO2 se ha integrado al sistema de Visualiza-ción y control de Planta de Fuerza mediante el software WinCC Flexible 2007, con lo cual se ha obtenido una operación centralizada de los procesos así como un medio efectivo de control de los procesos, gracias a ten-dencias y gráficos que permiten tener una trazabilidad de sus variables.Los arrancadores de estado sólido son utili-zados cuando se requiere un arranque sua-ve y lento. En lugar de operar los motores directamente a plena tensión, se arrancan con aumentos graduales de voltaje. Los arrancadores de estado sólido evitan distur-bios de la red eléctrica y picos de corriente así como esfuerzos mecánicos que causan desgaste en el motor y la máquina que se acciona.Pueden aplicarse en: molinos, trituradoras, bombas, bandas transportadoras, escaleras mecánicas, grúas, maquinas-herramienta, ventiladores, compresores, agitadores, de-cantadores, presas. Además, permite un arranque suave con diferentes característi-cas: rampa de voltaje, control de torque, li-mitación corriente, diseño compacto, entre muchos otros beneficios y características.
Unión de Cervecerías Backus y Johnston (subsidiaria de la cervecera transnacional SAB Miller) es la primera cervecera del Perú. Cuenta con dos plantas de producción de cerveza en el norte (Trujillo y Motupe ), dos en el sur (Arequipa y Cusco) y una principal en Lima (distrito de Ate Vitarte) que produce 9.7 millones de hectolitros de cerveza al año.
i n f o r m a c i ó n - c o n t a c t o
Siemens Perú
Actualmente sus líneas se encuentran en constante renovación y ampliación de sus líneas, de la cual hace parte Siemens SAC, a través de su unidad de Control & Distribu-ción, trabajando en reemplazar los arranca-dores de motores (tradicionales) por arran-cadores suaves. En esta primera etapa se realiza el cambio en la Planta Backus de Cus-co, específicamente en su área de Fuerza.Dentro del proceso de Fabricación de Cer-veza, uno de los subprocesos importantes es la Producción en el área de Fermentación y Recuperación de CO2 en la zona de Planta de Fuerza, importancia dada por su necesi-dad de utilización para el manejo del pro-ducto así como su elevado costo comercial.El proceso de recuperación de CO2 está compuesto inicialmente por una etapa de eliminación de impurezas (espuma ) y eleva-ción de presión de niveles de mbar a max 1 Bar. Posteriormente, mediante compresores de CO2 se eleva esta presión a niveles meno-res de 20 bares, con la finalidad de poder te-ner un subproceso de licuación adecuado mediante un refrigerante R404A. El equipo o planta de recuperación de CO2 marca SULZER de los años 60 – 70 estuvo equipada con un control secuencial rotativo y sistemas de arranque para los compreso-res de 50 KW a 380 V del tipo estrella – triangulo. Gracias a sus funciones avanzadas, el arran-cador SIRIUS 3RW44 de Siemens cubre prácticamente todas las aplicaciones, aún en los arranques más difíciles.Con su innovador sistema de control de par, puede ser usado para motores de hasta 1000 HP a 440 V conectado en línea, y has-ta 1700 HP a 440 V en delta interior y está diseñado para un manejo simple a través de su amigable menú en display.…“Se propuso el reemplazo del sistema de arranque de cada compresor (03) mediante arrancadores de estado sólido, optándose por el equipamiento Siemens 3RW44 por su fácil programación y puesta en marcha.

Conexiones inalámbricas Sistemas de ventilación Aire acondicionado Aeropuertos Gas Medios de transporte
12 Quinto elemento octubre 2008
Aire
A 160 kilómetros de la cosmopolita y mis-teriosa New Orleans en la pequeña locali-dad de Lake Charles se encuentra una de la plantas de producción de alcohol carburan-te más importante en el estado de Louisina – Estados Unidos: el Ingenio Azucarero de Lacassine.En el 2007, el grupo inversionista colom-biano Andino Energy pasó a ser parte de los accionistas de este complejo azucarero en asociación con el gremio los cultivado-res de caña de Lake Charles, formando el grupo empresarial Louisina Green Fuels.Como parte de la inversión, Andino Energy decidió modernizar la infraestructura eléc-trica y ampliar las facilidades de producción en la construcción de una nueva destilería. Este plan de inversión se dividió en 2 par-tes: La modernización del sistema de con-trol existente en los molinos y la construc-ción de la destilería. Gracias a la relación y buena experiencia de los inversionistas co-lombianos de Louisiana Green Fuels en proyectos pasados, se eligió un socio tec-nológico capaz de proveer una solución de automatización completa para las necesi-dades del cliente, y su elección final fue Siemens.
Basado en el concepto de automatización TIA de Siemens (TOTAL INTEGRATED AUTO-MATION ), se escogió una solución que se ajustara a la medida de los requerimientos del cliente: el sistema de control distribuido SIMATIC PCS7, el cual cuenta con un nivel alto de integración y robustez, que para el usuario final representa una reducción de costos y un cubrimiento total del ciclo de vida del proceso en los aspectos mas im-portantes como ingeniería, puesta en ser-vicio, mantenimiento, operación, amplia-ción y actualización.En Junio del 2007 se llevó a cabo la primera fase donde se reemplazó el sistema de con-trol existente de la planta en las áreas de molinos, evaporación, clarificación y calde-ras, donde parte de la instrumentación de campo se conservó para integrarse al siste-ma de control nuevo.La aplicación fue desarbolada con SIMATIC PCS7 Ver 7.0, considerando 3 controlado-res AS 416-3 y 13 módulos de periferia dis-tribuida con ET200s conectados por fibra óptica con OLM’s optical link modules me-diante el protocolo profibus DP cubriendo toda la planta e integrando la generación con modbus RTU.
Combustibles más limpios:Incremento de la eficiencia en la producción de
alcohol carburante

Quinto elemento 13
Este fue el primer sistema con PCS7 instala-do en el mundo utilizando los boundles para comunicación con el protocolo Foundation FieldBus, ya que el cliente tenia alrededor de 80 instrumentos instalados bajo este proto-colo. Esta es una de las nuevas características del versión 7.0. Esto demuestra una vez más que los equipos de automatización Siemens son abiertos y flexibles a los requerimientos de la industria de proceso. Adicionalmente, se están incorporando nue-vos puntos de medición con instrumentación profibus PA y se cuenta con herramientas como el SIMATIC PDM para la administración y gestión de estos equipos en campo.En el proceso de supervisión en el cuarto de control, el sistema cuenta con cinco clientes OS, un servidor OS, una estación
Combustibles más limpios:
de ingeniería y un servidor de archivo de datos, todas estas estaciones están conec-tas a la red de supervisión y de planta en arquitectura en anillo mediante industrial ethernet manejando velocidades hasta de 1 GB/ seg.El equipo humano de este proyecto contó con la participación del personal de Louisina Green Fuels, Next Automación de Brasil (Sie-mens Solución Partner) y Siemens Colombia.El resultado: Louisina Green Fuels, incremen-tó producción en toneladas día en 20%. El grupo Andino Energy tiene proyectados de expansión de sus operaciones e inversiones por Estados Unidos en los próximos 3 años, en donde Siemens espera jugar un papel es-tratégico como socio tecnológico en solucio-nes para el sector azucarero.
i n f o r m a c i ó n - c o n t a c t o
Siemens Colombia

Conexiones inalámbricas Sistemas de ventilación Aire acondicionado Aeropuertos Gas Medios de transporte
14 Quinto elemento octubre 2008
Aire
Con una inversión de unos €40,000 la empresa Papeles y Fibras del Cauca (PROPAL) logra mantener en forma eficiente la producción en su planta de corte y empacado de papel.
Logra aumentar la velocidad de 240 res-mas por minuto en formato carta y oficio utilizando un PLC Simatic 313C que reem-plazó con éxito al sistema controlador E.A.I. de la envolvedora E.H.C. Will, cuyos repuestos ya no se encuentran disponibles en el mercado y cuyo algoritmo, propiedad del fabricante, fue necesario desarrollar y programar en la CPU del PLC. La solución requerida, la cual fue entregada al cliente el pasado 24 de julio, debió desa-rrollarse en forma simultánea con la pro-ducción, es decir, sin desmontar el sistema antiguo, con el fin de no ocasionar pérdi-das por paradas de planta prolongadas.El algoritmo de control finalmente pudo ser desarrollado con la colaboración del personal de operadores de la planta y de los especialistas de Siemens.
La industria de papel en ColombiaRETROFIT exitoso en

Quinto elemento 15
A. Banda de salida de maquina cortadoraB. Banda de sincronismo BC. Banda de sincronismo CD. Banda de entrada a Canal GG. Canal G de ingreso a envolvedoraH. Modulo empacadorI. Modulo cortador de envolturaJ. Banda de Salida de resmas envueltasFC5. Sensor de sincronismoFC6. Sensor de parada mecánicaFC4. Sensor engomado lateralB32. Sensor de engomado transversalEV1. Electro válvula de engomado lateral 1EV2. Electro válvula de engomado lateral 2EV3. Electro válvula de engomado longitudinal.E1. Encoder de engomado lateralE2. Encoder de engomado longitudinal.E3. Encoder de sincronismo
La nueva arquitectura conformada ahora por un PLC Simatic, tres en-coders, un drive Simoreg y un panel táctil le permite al cliente con-trolar más rápida y fácilmente los cambios de producción y ajustar los parámetros requeridos acorde con las necesidades con lo cual se han reportado incrementos de un 2% diario en la producción.
i n f o r m a c i ó n - c o n t a c t o
Siemens Colombia
La industria de papel en Colombia
Arquitectura general del sistema
E1
E2
Figura 1. Layout general
Pinzas
G
H
I
EV1FC4
EV2
J
B32
EV3
D C B
FC6
FC5Formación y entrada de resmas a Engomado
Sección de Engomado
Sección de Empacado
Estibado de las Resmas
A
Quinto elemento 15
Panel Tactil Master Drive
CPU313c FM350
MPI Red Profibus
E1
E2
E3
E3

Construcción Control de tráfico Minería Petróleos Cementos Alimentos y bebidas Medios de transporte Papel
16 Quinto elemento octubre 2008
Tierra
Haciendo historia en el ‘Subte’
Ampliación del sistema de transporte masivo de Buenos Aires:

Quinto elemento 17
Haciendo historia en el ‘Subte’
El primer tramo del Subte, la línea A, fue inaugurado en 1912 y unía las estaciones de Plaza de Mayo (bajo la Casa Rosada) y Plaza Miserere (bajo la Terminal del FC Sarmiento), comunicando los principales centros políticos del país: la Casa de Gobierno y el Congreso. La construcción fue hecha en el tiempo récord de un año por el método utilizado (a cielo abierto) y porque la infraestructura de la ciudad en ese entonces (interferencias inexistentes de otros servicios, menor tráfico) facilitaba la tarea. Actualmente es la única de la red que conserva coches originales. Los vagones belgas Le Brugeoise, de revestimientos de maderas e iluminación incandescente, con espejos y hasta no hace mucho tiempo con percheros para paraguas y sombreros. Son los coches en funcionamiento más antiguos del mundo y figuran en una importante cantidad de guías turísticas, junto con el tango, como experiencia obligada en Buenos Aires.Le siguieron las líneas B, C (construida por Siemens, donde aún corren coches Siemens & Schuckert de 1930 y la única transversal
durante muchos años), D y E. Con esta con-figuración, que permaneció inalterada por más de medio siglo, la red disponía de 42 km, 69 estaciones, 500 coches de diversas procedencias (belgas, argentinos, brasile-ros, japoneses, españoles), 120 km de vías, 17 subestaciones eléctricas y 7 talleres de mantenimiento.En la década de 1980, se agregó la única lí-nea de superficie, llamada localmente Pre-metro, con 17 coches construidos localmente con equipamiento eléctrico Siemens y 16 pa-radas, ubicado en el extremo sur de la línea E. En los 90 se produjo la primera gran exten-sión de línea, con la duplicación del largo de la línea D y la compra del material rodante más moderno de que dispone el sistema.Actualmente la red sigue creciendo con la construcción de la primera línea nueva en 68 años, y la segunda transversal, la línea H, cuyo primer tramo fue inaugurado en 2007. También se están extendiendo las líneas A y B. En total se suman 8 km de red con 17 km de vías, 11 estaciones, tres subestaciones eléctricas y un taller. Las líneas A y B serán
Siendo pioneros en la construcción de metros subterráneos en América Latina, los habitantes de Buenos Aires le han dado un nombre particular al sistema. Le llaman ‘el Subte’.

Construcción Control de tráfico Minería Petróleos Cementos Alimentos y bebidas Medios de transporte Papel
18 Quinto elemento octubre 2008
Tierra
extendidas en breve con el agregado de otros 4 km de red, dos subestaciones eléctri-cas y dos talleres/cochera. Asimismo, en la línea E ya comenzaron los trabajos para su extensión hasta Retiro, agregando casi 2 km de red y una importante conexión del centro de la ciudad con una de las principales termi-nales ferroviarias.En 2008 se ratificó el plan de expansión de la red, con el agregado de las líneas F, G e I, para completar una red mejor integrada por las líneas transversales y adecuar el servicio a la evolución demográfica que tuvo la ciu-dad en los últimos 90 años.Siemens participó activamente en algún as-pecto de casi toda la red:- Línea A: modernización de la instalación
eléctrica para adecuarla al resto de la red (la alimentación de tracción original es de 1000 VDC y el resto opera en 1500 VDC). Adicionalmente en la obra eléctrica de las ampliaciones.
- Línea C: subestaciones rectificadoras y centros de potencia.
- Línea D: subestaciones rectificadoras.
- Línea E: obras eléctricas, modernización de coches General Electric y su manteni-miento por 12 años.
Línea H: El futuroEl proyecto de un nuevo servicio de subterrá-neo contempla en su concepción cuatro pila-res fundamentales: la obra civil, la alimenta-ción eléctrica, el material rodante y la señalización. Subterráneos de Buenos Aires (SBASE) está construyendo desde 2004 la nueva línea H, la primera después de 68 años.La línea H unirá las cabeceras de Pompeya y Retiro. Correrá bajo las avenidas Sáenz, Almafuerte, Caseros, Jujuy, Pueyrredón y del Libertador. En su trayecto unirá tres centros de trasbordo de gran importancia: Pompeya, Retiro y Once, y permitirá la combinación con todas las líneas de subte-rráneo existentes dado su carácter de transversal. Atravesará centros comerciales de intenso movimiento, como son los casos de Once y la avenida Santa Fe, y áreas resi-denciales de alta densidad, en particular el
eje de Av. Pueyrredón. Unirá los barrios de Nueva Pompeya, Parque Patricios, San Cris-tóbal, Balvanera, Recoleta y Retiro.
Siemens contribuyendo con el desarrollo de la ciudad
En el marco de las contrataciones necesarias para la construcción de la línea H, a Siemens se le adjudicó la provisión de la ingeniería, equipos, montaje y puesta en servicio del sis-tema eléctrico de potencia en el tramo de Ca-seros a Once y las instalaciones de señaliza-ción en los tramos de Sáenz hasta Corrientes. Este hito marcó la vuelta de Siemens al sumi-nistro de sistemas de señalización en Latino-américa después de varios años de ausencia.Desde el punto de vista energético, la obra que realizará Siemens representa un notable aumento en confiabilidad, basado en la con-cepción del sistema de tracción en corriente continua de última generación tecnológica y el aprovechamiento de ambas paredes del túnel para los anillos en media tensión.

Quinto elemento 19
En esta obra, íntegramente realizada con re-cursos técnicos y de obra locales, se ha pues-to en práctica la experiencia disponible en diseño de rectificadores de corriente conti-nua y en tendido del “hilo de contacto” (con-ductor eléctrico del cual el coche toma la energía necesaria para su funcionamiento). En el segmento de rectificadores de poten-cia, celdas para corriente continua y tableros de mando, el liderazgo de Siemens en Ar-gentina es tan relevante que además de la producción local, se atiende la demanda de la región a través de exportaciones. Los suministros comprenden básicamente:Sistema de potencia– 1 subestación rectificadora (SER) de
13.200 Volts en corriente alterna a 1.500 Volts en corriente continua con 3 grupos rectificadores de 2.500 kW cada uno.
– 6 subestaciones transformadoras deno-minadas centros de potencia (CP) para alimentar los servicios de cada estación (iluminación, aire acondicionado, escale-ras mecánicas, ascensores, bombas para aguas cloacales y pluviales, etc.) y ali-mentar los servicios del Taller Colonia.
– Red de cables en media tensión (13.200 Volts) formando anillos para las subesta-ciones y centros de potencia. Con alrede-dor de 30.000 metros de cable.
– Alrededor de 20.000 metros de cables de positivo y de negativo a lo largo del túnel para alimentación de los trenes. .
– Línea de contacto (catenaria e hilo de contacto) desde la cual los trenes toman energía. Con alrededor de 25.000 metros de cable.
SeñalizaciónLa señalización es a la tecnología ferroviaria como la automatización es a los procesos in-dustriales. En otras palabras, los equipos de señalización son los que permiten el tránsito ordenado y seguro de los coches ferroviarios y de subterráneo.Resulta importante mencionar que el siste-ma previsto contempla la funcionalidad de ATO (Automatic Train Operation). Esta per-mite que el sistema de control supervise permanentemente las condiciones de circu-lación imperantes en el trayecto, llegando a tomar acción en caso de peligro. Por ejem-plo, si por descuido, el conductor de una formación transpusiera una señal luminosa de “detención” sin detenerse, el ATO la fre-na, aguardando que se imparta la orden de continuar la marcha. Esto se logra mediante
una transmisión permanente de informa-ción entre los equipos del túnel y el coche en movimiento. Esta tecnología, de las más modernas en el mundo, solo es superada por la que permi-te el manejo totalmente automático de la formación.Los suministros comprenden básicamente:1. Sistema de Señalamiento– Sistema de enclavamientos Sicas ECC– 92 Circuitos de vía, 25 Máquinas de cam-
bio y 43 Señales Luminosas.– 3 Centros de Telecontrol Local (Caseros,
Once y Sáenz) y 1 Puesto Central de Ope-raciones (Humberto I)
– Plataforma de comando y visualización Vicos OC100
– Un subsistema de protección tipo ATO– Headway: 90” (mínimo tiempo de sepa-
ración posible entre dos formaciones) – Subsistema de alimentación eléctrica.2. Instalación complementaria: SCADA– 13 Estaciones Terminal remotas en Esta-
ciones, Subestaciones Rectificadoras y Talleres (Simatic S7-400)
– 1 Centro de Control en la estación Hum-berto I
– Plataforma de comando y visualización Vicos MCD
3. Instalación complementaria: Red de Fibra Óptica
– 30.000 metros de fibra óptica, en anillo doble
– 11 Gabinetes de dispersión.
Siemens y el futuroLa experiencia acumulada mundialmente en sistemas integrados de transporte masivo le permite a Siemens contribuir a modernizar y adecuar el Subte de Buenos Aires para los desafíos de competitividad y calidad de vida del futuro. La tecnología aportada es un claro ejemplo de la combinación entre expertise local e in-novación internacional puesta al servicio de los ciudadanos de Buenos Aires. Siemens está celebrando 100 años en Argentina y la Línea H es un desarrollo cuya solidez se pue-de proyectar a 100 años más
i n f o r m a c i ó n - c o n t a c t o
Siemens Argentina

Construcción Control de tráfico Minería Petróleos Cementos Alimentos y bebidas Medios de transporte Papel
20 Quinto elemento octubre 2008
Tierra
líderes en tecnologías de tráfico
Instituto Municipal de Tránsito y Megabús S.A. de Pereira
20 Quinto elemento octubre 2008
Siemens, líder mundial de Soluciones de Tráfico, introduce en Colombia las últimas herramientas tecnológicas que permiten mejorar la movilidad urbana y crear un ambiente más seguro para todos los participantes de esta cadena.

Quinto elemento 21
Durante el pasado mes de abril, el Instituto Municipal de Tránsito de Pereira y Megabús S.A., empresa gestora del sistema Integrado de Transporte Masivo de Pereira, pusieron en marcha en la ciudad un sistema innovador y pionero en Colombia, que ha contribuido a mejorar la movilidad y seguridad ciudadana.Las innovaciones tecnológicas en el área de semaforización están orientadas a dar segu-ridad y bienestar al transeúnte por conside-rarlo una pieza fundamental del sistema. En el marco del proyecto desarrollado, Siemens Soluciones de Tráfico instaló nueve cámaras detectoras virtuales de tránsito, 30 pulsado-res peatonales visuales y cuatro pulsadores peatonales sonoros. Adicionalmente se su-ministraron 10 módulos especiales para se-ñalización de transporte masivo que serán instalados por el Instituto Municipal de Trán-sito de acuerdo a sus necesidades. Esta nueva infraestructura de señalización y semaforización instalada en Pereira consta de:• Centro de control de tráfico Siemens y su
respectiva periferia.• 148 intersecciones semaforizadas regula-
das por 72 controladores de tráfico Sie-mens; 442 postes de semáforos (Ménsula y mástil), 603 semáforos vehiculares (ménsula y mástil) y 119 peatonales. El año anterior se semaforizaron 11 inter-secciones viales y para este año se tiene en mente construir otras 10, en progra-mas de cooperación con Megabús S.A. y sobre algunos corredores troncales del Sistema Integrado de transporte masivo.
• 3.250 señales preventivas, informativas y reglamentarias ubicadas en las diferentes vías principales y secundarias de la ciudad.
• 132 señales tipo bandera y 50 señales tipo pasavías.
Los detectores virtuales…Los detectores virtuales son sensores inteli-gentes completos que integran la cámara y la detección de presencia de vehículos en las intersecciones seleccionadas. Esta tecnolo-gía, ampliamente probada en terreno, es fá-cil de instalar debido a su cualidad no intru-siva, que reemplaza al bucle directo y reduce sustancialmente los costos de mantenimien-to y montaje. Los censores, ubicados en la parte superior de los semáforos, detectan el bus articulado del sistema integrado de transporte masivo (Me-gabús) a una distancia considerable. Dichos dispositivos ordenan al controlador dar priori-dad al sistema de transporte masivo mediante
la ampliación de la fase de verde para el tráfi-co mixto y el establecimiento de tiempos cor-tos para el paso peatonal, agilizando su movi-lidad y evitando congestionamientos.Cuando la señal de presencia vehicular indica al controlador de tráfico que debe cambiar su programación durante la priorización, se le de-nomina Tráfico Actuado, sin embargo, el siste-ma regresa a su ciclo normal cuando no existe detección por parte de los sensores virtuales.
El peatón, eslabón importante en la cadena de gestión de tráfico
En el poste semafórico más cercano al cruce peatonal se ubican los pulsadores peatonales visuales o sonoros. Su altura es de aproxima-damente un metro del suelo para ser utiliza-dos por peatones de diferentes estaturas. Existen dos tipos de dispositivo: el tipo visual y el tipo sonoro. El Visual muestra al peatón un mensaje de espera mediante un mensaje en un panel, y el tipo Sonoro emite un sonido a una frecuencia determinada indicando a las personas con discapacidad visual el momento indicado para cruzar. Este último además, posee una placa de identificación tipo Braille. Los pulsadores peatonales son sensibles al tacto y envían al controlador una señal de demanda de paso peatonal cada vez que éste es pulsado. El controlador no cambia instantáneamente su estado a fase de rojo para evitar posibles accidentes con los vehí-culos en movimiento, pero si aproxima su programación a la fase de rojo más cercana, continuando con su funcionamiento normal si no existe demanda.Tanto la empresa Megabús S.A. como el Ins-tituto Municipal de Tránsito de Pereira son conscientes de que para el buen funciona-miento de los nuevos equipos, una de las principales tareas es generar la cultura de utilización responsable de los mismos. Su uso inadecuado podría disminuir los efectos positivos en movilidad y seguridad vial.Personal capacitado en la ciudad de Pereira se encuentra enseñando a la ciudadanía el uso adecuado de estos elementos, en aras de aumentar la cultura ciudadana y de seguir haciendo de Pereira un ejemplo de movilidad para las diferentes ciudades en el país.
i n f o r m a c i ó n - c o n t a c t o
Siemens Colombia

Tecnología de aguas Industria química Alimentos y bebidas Marina Industrias farmacéuticas Papel
Agua
22 Quinto elemento octubre 2008
Agua
Diseño y desarrollo del sistema de control y supervisión de una
Draga de Cucharas
La extracción de un mineral o un metal precioso involucra muchos subprocesos, los cuales permiten trabajar con una mayor eficiencia el material extraído. Es muy importante para la empresa que realiza el proceso, garantizar que este cumple con las condiciones de seguridad del caso.
Estos procesos hasta hace pocos años se realizaban de una forma manual, pero poco a poco, las versatilidades y prestaciones de los sistemas de automatización han ido ga-nando terreno en el sector minero. Como se mencionó anteriormente, una draga de cu-charas o cangilones posee varias secciones en su estructura, esto en algunas ocasiones es algo complejo para los operadores; el sis-tema de automatización trata de centralizar el control en los subprocesos que se requie-ren y también de supervisar el estado de to-dos los mecanismos y accionamientos que forman parte de la cadena productiva.El sistema de automatización descrito en este documento permitió entonces brindar una alternativa eficiente, estable y segura para cumplir con los requerimientos y espe-cificaciones de las empresas minerasque usan dragas de cangilones. La arquitec-tura propuesta busca tener un manejo com-pleto de las señales asociadas con el proceso de extracción del oro, para tal fin esta solu-ción implementó el uso de un controlador de procesos maestro PLC (Controlador lógico Programable), un sistema de supervisión, dos paneles de operación en los cuartos de beneficio de oro, medidores de energía que
se encargan de monitorear los consumos de potencia en las secciones de interés del pro-ceso y otros equipos de control en los subprocesos más importantes que actuarían como equipos pasivos.Para la interconexión de los equipos de con-trol, supervisión, operación y campo, se utili-zó un bus de campo con protocolo PROFIBUS-DP, buscando así, acceder a los elementos más importantes del proceso y tener infor-mación de ellos. La arquitectura de control implementada consta de PLCs con sus respectivos módulos de extensión según sea el caso (I/O digitales, I/O análogas y módulos de comunicación).El proceso de recuperación y tratamiento del material extraído, se puede realizar en este caso en particular con 3 PLCs auxiliares, y se utilizan 3 controladores de la gama S7 300, los cuales poseen las prestaciones y recursos suficientes para el procesamiento de datos y operaciones de complejidad considerable. Se cuenta además con variadores de veloci-dad que permiten realizar un control en lazo abierto sobre los motores de la draga los cua-les permiten realizar el movimiento de barrido del lecho del río y operaciones de maniobra para situaciones de atascamiento de la draga.
22 Quinto elemento octubre 2008

Quinto elemento 23
Draga de CucharasLa estación de operación está conformada por un computador industrial, en el cual está instalado el sistema de supervisión WINCC de Siemens. Este equipo posee dos monito-res en los cuales el operador puede visualizar las variables más importantes del proceso y realizar toda la operación de los diferentes sistemas de la draga de cucharas en forma amigable e intuitiva. Este equipo está conectado a la red de con-trol Profibus DP por medio de una tarjeta es-pecialmente diseñada para este fin.Para la operación del sistema desde los cuar-tos de recuperación y almacenamiento del oro, se utilizan paneles de operación, las cua-les permiten que un operador que esté en estos sitios estratégicos y restringidos del proceso, pueda operar desde allí algunos mecanismos. Debido a que este tipo de ope-raciones son tan delicadas se utiliza una tabla de prioridades de operación para evitar algún inconveniente para operar desde el panel.Según la filosofía del sistema y la operación de una draga, se utilizan las siguientes seña-les para su supervisión y operación: traba-jando (confirmación de equipo en servicio), falla, confirmación operación local, confir-mación operación remota y comando (arran-que o paro).Las señales análogas de presión y nivel son conectadas directamente al controlador principal de procesos, las señales de co-rriente, voltaje y frecuencia llevan por me-dio de la red de comunicación Modbus, al controlador principal, quien a través de la red Profibus DP, envía estos datos al sistema de supervisión.
Control y supervisión del proceso
Para el control del proceso, se programa en los controladores toda la lógica de activa-ción y desactivación de dispositivos, de acuerdo a las condiciones de proceso y de seguridad que requiere la cadena producti-va de la draga, para esto INTECOL S.A., (So-lution Partner de Siemens), posee un están-dar técnico interno de programación, el cual ha sido desarrollado y depurado de acuerdo a la experiencia en los diferentes proyectos realizados. De esta forma y con los términos de referencia o descripción funcional del sistema, el cual suministra la empresa mine-ra, se realiza la programación y desarrollo del software de automatización. Se implementaron además dos redes en la arquitectura propuesta: Profibus-DP, que permite el intercambio de datos entre con-troladores, las páneles de operación, los equipos de campo y el sistema de supervi-sión, y una red Modbus que permite el flujo de datos desde los medidores de energía hasta los PLCs.La medición de energía es muy importante, ya que los motores involucrados en una draga de cucharas están asociados a meca-nismos muy grandes, se debe tener presen-te su monitoreo, para verificar que no haya un exceso de carga, que saque de funcio-namiento el motor.El sistema de supervisión permite además el manejo de alarmas, eventos, reportes, tendencias e históricos de algunas variables que son muy importantes para las divisio-
nes operativas y de producción de la em-presa minera también se configuran acce-sos con restricciones de seguridad para garantizar la integridad del sistema.En un proceso tan delicado como la extrac-ción aluvial de minerales o metales precio-sos debido a la cantidad de secciones que posee, y de acuerdo a la seguridad que im-plica la minería en general, la automatiza-ción de una draga de cucharas es una alter-nativa que permite optimizar el proceso, centralizar la operación y facilitar el accio-namiento de los elementos de campo, así como la garantía de una operación segura y estable. Además es fundamental contar con información que arroja el proceso y que puede ayudar a la correcta operación del mismo. También es importante resaltar que la ar-quitectura diseñada e implementada al uti-lizar redes abiertas de comunicación, per-mite integrar dispositivos de terceros. Esta arquitectura es escalable y está diseñada pensando en que los datos que se manejen en ella puedan ser enviados a un sistema administrativo.
Nota: Este documento fue realizado por INTECOL S.A., Solution Partnerde Automatización de Siemens, de acuerdo a la ex-periencia en el diseño y desarrollo de proyectos en automatización [email protected].
i n f o r m a c i ó n - c o n t a c t o
Siemens Colombia
Quinto elemento 23

Tecnología de aguas Industria química Alimentos y bebidas Marina Industrias farmacéuticas Papel
Agua
24 Quinto elemento octubre 2008
Agua
Productos más eficientes en
separación de agua producida en campos petroleros
En su forma más simple, la tecnología de flotación es la creación de burbujas de gas o aire para el propósito explícito de remover los contaminantes de una corriente de agua residual. La forma en que se crean estas burbujas, así como la comprensión de cómo la burbuja de gas/aire reacciona con el contaminante a ser removido ha variado a través de los años. El principio básico es que, así como la burbu-ja asciende a la superficie, el contaminante a ser removido se adhiere a esta y por consi-guiente se disminuye su densidad. Esto pro-porciona una rata ascensional acelerada que se representa en un aumento en la eficacia de remoción de las partículas. Las tecnologías más populares en el mercado hoy en días, son IGF Mecánico (por sus siglas en ingles Induced Gas Flotation), IGF Hidráu-lico, DAF (Dissolved Air Flotation) con el uso de un tanque de saturación, Tecnología de Esparción, y DGF (Dissolved Gas Flotation). Actualmente hay cinco tipos de bomba DGF en el mercado, sin embargo, sólo cuatro es-tán disponibles (1.25 DA2, 2.5 DA1, 2.5 DA2, y la 4DA2), la bomba DGF adicional (1DA4) se usa principalmente para pruebas de labo-ratorios y pequeñas pruebas piloto. Existen varios factores que deben ser analiza-dos al escoger la bomba que generará las burbujas apropiadas para una aplicación es-pecífica. Algunas de las consideraciones que se tienen en cuenta son el caudal de flujo,
volumen de aceite a ser separado y el área a ser saturada con las burbujas. Las pautas ge-nerales para aplicaciones de bomba de bur-buja basadas en las proporciones de flujo po-drían ser: 1.25 DA2 es aplicable a las vasijas con un caudal de flujo de proceso entre 1.000 BPD y 10.000 BPD; el 2.5 DA1 es apli-cable a las vasijas con una proporción de flujo de proceso que va de 12.000 BPD a 20.000 BPD; 2.5 DA2 es aplicable a vasijas con una proporción de flujo de proceso entre 25.000 BPD a 40.000 BPD; y por último el 4 DA2 es aplicable a flujos de proceso que va de 40.000 BPD a 170k BPD. Las bombas de tecnología DGF se componen de varios aspectos que son críticos al mo-mento de producir la burbuja. Primero esta el impulsor especial patentado. Este tiene el doble propósito de primero, mover el fluido que será el medio de transporte para el gas que se ha disuelto en la solución, y segundo, un diseño especial de impulsor trasero que crea una región de presión subatmosférica en el área del sello mecánico que genera un vacío para que el gas pase hacia la placa. El segundo aspecto crítico son las secciones de la cargaza en espiral (volute) y de la placa. Cada uno de estos tiene tolerancias críticas que facilitan el desplazamiento apropiado del fluido, así como la disolución correcta del gas en la solución. El tercer componente crí-tico es la línea de recirculación de agua que asegura que la cantidad apropiada de agua
sea reciclada en el área de descarga y el des-plazamiento del fluido para asegurar que la tasa de succión del gas sea correcta. El últi-mo componente crítico es el deposito de lu-bricante que se diseña para refrigerar y lubri-car el sello mecánico en ausencia de un sistema de enfriamiento o prácticas típicas de lubricación.Cada bomba DGF que genera las burbujas es diseñada para operar dentro de un rango de flujos y presiones de operación. Típicamente, este rango de flujo varía de 15% a 25% del flujo del proceso total, pero no está limitado por estos porcentajes. Es más importante asegurar la apropiada saturación de burbujas dentro de las vasijas de proceso y, luego con-centrarse exclusivamente en las tasas de reci-claje. Más adelante se muestran las curvas de flujo, se debe tener en cuenta que estas cur-vas se actualizan ocasionalmente, así como el diseño de la bomba para proporcionar un funcionamiento más eficiente en la genera-ción de burbujas. El consumo típico de gas está entre 1 a 3 SCFM y puede variar de acuerdo con las fluctuaciones de la presión de operación.La bomba DGF ha demostrado trabajar efi-cientemente en una variedad de aplicaciones desde que fue introducida en 1996. Con más de 600 unidades en funcionamiento alrede-dor del mundo, la bomba de burbujas DGF establece estándares de flexibilidad, eficien-cia y facilidad de funcionamiento. Una de las

Quinto elemento 25
Las tecnologías de flotación se han utilizado tradicionalmente en la industria Oil & Gas para la remoción de aceite, de sólidos y cualquier otro contaminante no deseado que deba flotar de una corriente de agua.
i n f o r m a c i ó n - c o n t a c t o
e s c r i t o p o r
Siemens Colombia
Natalia Guerrero
Bomba de descarga de burbujas
La bomba de burbujas suministra el fluido
Toma de gas o aire
cualidades de esta tecnología única es su habilidad de variar tamaños de burbuja y cantidad sin la interrupción del flujo de proceso. Esto le permite al usuario ajustar la dinámica de la burbuja para satisfacer las necesidades cambiantes de las condiciones del proceso, por ejemplo, burbujas más pequeñas (usadas cuando hay presencia de gotas de aceite finas, < 30 micras), burbujas más grandes (usadas cuando se requiere mayor levantamiento, nor-malmente para “levantar” o “sostener” TSS o levantar go-tas de aceite más grandes), o variar la cantidad de burbu-jas que entran a la vasija / tanque.El gas es llevado por vacío a la carcasa en espiral (volute) a una proporción que varía de 1 a 3 SCFM. Este gas se di-suelve entonces en la solución dentro del espiral, a una tasa de 90% del total de la disolubilidad del gas a ser usa-do. Este gas se quedará en solución en cuanto el fluido fluya por la tubería de descarga hasta que es forzado a través de la válvula de globo que se localiza cerca de la vasija/tanque de proceso. La subsecuente caída de pre-sión genera que las burbujas salgan de la solución en forma de burbujas. El tamaño promedio de la burbuja y la cantidad de burbujas se determina por la presión de la parte de atrás de las válvulas del globo. La siguiente gráfica hacen referencia a un análisis de par-tículas para la bomba de burbujas en diferentes condicio-nes de presión:
Aunque la bomba DGF de burbujas y las válvulas de pre-sión de atrás son los componentes principales para la creación de la burbuja, este sistema es altamente adapta-ble para los retrofits y actualizaciones en vasijas/tanques existente. A la fecha se han realizado retrofits en otras cel-das de flotación incluso Wemco, Chemlinks, Multiseps, to-rres de esparción, Petrolites, Envirolinks, Q-ccells, Tridairs, y Monoseps, otros retrofits incluyen desgasificadores, des-natadores, y tanques API. Los Retrofits normalmente pue-den llevarse a cabo sin realizar trabajos en caliente, en los que se usan las boquillas de las vasijas existentes.

Tecnología de aguas Industria química Alimentos y bebidas Marina Industrias farmacéuticas Papel
Agua
26 Quinto elemento octubre 2008
Agua
El variador de frecuencia Siemens Perfect Harmony es un equipo versátil, compacto y confiable. Estas características hacen que sea líder en accionamientos de velocidad variable a nivel mundial para motores de media tensión. Su diseño, permite imple-mentar soluciones innovadoras en todo tipo de aplicaciones, optimizando los pro-cesos de nuestros Para ciertas aplicaciones, los clientes requie-ren controlar los sistemas compuestos por varios motores. Para casos en los que es ne-cesario ir modificando la carga del sistema, su regulación es posible ya sea adicionando o quitando motores. En otras situaciones en que es necesaria velocidad variable, como por ejemplo para realizar control de flujo, se utilizan configuraciones de un motor con un variador de frecuencia.
Transferencia sincrónica a la red en
sistemas de bombeo
Tecnología de aguas Industria química Alimentos y bebidas Marina Industrias farmacéuticas Papel
AguaAgua

Quinto elemento 27
• Casi nulo nivel de distorsión armónica einterferencia en la red de alimentación.
• Menorcostodeinversiónymenorespacioutilizadopor equipo.
• Uso de motores nuevos o antiguos y facilita elretrofit de sistemas con motores existentes.
• Partida directa de motores en caso de falla delvariador de frecuencia.
El variador de frecuencia Siemens Perfect Harmony tiene diversas características que lo distinguen de sus competidores como:• Altacalidaddeformadeondaenlaentrada.• Optimizacióndelainstalación.• Óptimaformadeondadesalida.• Redundanciadesistemadebombeo.
Todas estas ventajas aportan variados beneficios para nuestros clientes, entre las que se pueden destacar:
i n f o r m a c i ó n - c o n t a c t o
SiemensChile
Adicionalmente, se puede incorporar otro concepto para dar solución a esta aplicación: la transferencia sincrónica. Esta consiste en que un variador de frecuencia controla un grupo de motores, los cuales van siendo al-ternados en funcionamiento directo a la red o variable desde el equipo, según sean los requerimientos del sistema u operario.Esta aplicación es común en sistemas de baja tensión para el control de baterías de bom-bas, en donde la variable que se desea con-trolar es la presión en las cañerías con el fin mantenerla constante siguiendo las variacio-nes en los consumos conectados. Sin embar-go, en media tensión esta solución no es muy común. El equipo de Siemens Perfect Harmony ofrece la posibilidad de implemen-tar la transferencia sincrónica de manera di-recta y con un 100% de confiabilidad.Gracias a la topología multinivel de tensión (mínimo siete niveles) del Siemens Perfect Harmony, es posible realizar un sincronis-mo directo con la red. Para esto, el equipo controla -por medio de un control propor-cional integral- las variables de fase y fre-cuencia para igualarlas a la red. Cuando el error en estas variables es mínimo, se pue-de realizar la transferencia del motor desde el variador de frecuencia a la red de alimen-tación. Esta acción puede realizarse tanto para dejar conectados los motores a la ali-mentación principal o para tomar motores que ya están funcionando. Para implementar esta solución, es necesario que un PLC realice la coordinación de los mo-tores que se desean controlar. El comienzo del ciclo se da con una orden de partida normal hacia el drive y al cumplirse una condición es-tablecida como, por ejemplo, que el nivel de un tanque aumente a pesar de que el motor esté a plena velocidad, el PLC envía una señal de transferencia. En ese momento el drive se sincroniza con la red y devuelve una señal que permite el cierre del contactor que conectará
al motor desde la alimentación principal. Jun-to con la finalización de este proceso, el PLC ordena abrir la alimentación para el primer motor y conecta el segundo motor al drive para continuar la regulación desde un punto de mayor carga, es decir, con un motor directo desde la red y con un segundo, regulando ve-locidad desde el drive. El proceso inverso, es decir, tomar el control de un motor conectado a la red, se realiza primero sincronizando al drive con la alimentación para luego, transfe-rirlo y comenzar a regular su velocidad. El PLC, nos permite dar valor agregado a la aplicación como incorporar lógicas de selección de mo-tores por horas de funcionamiento, controlar elementos auxiliares como válvulas y quitar motores del ciclo de transferencias para repa-raciones o mantenimiento.
Experiencia en ChileDurante este año, Siemens Chile realizó la puesta en servicio de un sistema de transfe-rencia sincrónica en la Compañía Minera Candelaria para el control de nivel de un ca-jón de transferencia de relaves con motores
de 3.3KV, 750HP. Este proyecto contempla tres líneas de bombeo (dos independientes y una de emergencia), cada una con capacidad para tres motores, los cuales son controlados por tres Siemens Perfect Harmony GEN IIIe de 3,3KV 119 A.Para octubre de 2008, está proyectada la puesta en marcha de un sistema compuesto por cuatro estaciones de bombeo de aguas para Minera Los Bronces, propiedad de An-glo American. Cada estación contará con una batería de tres bombas con motores de 650HP 4,16KV para las cuales se utilizarán cuatro equipos Siemens Perfect Harmony GEN IV, 4,16KV 110 A. Siemens Perfect Har-mony es una solución que garantiza confia-bilidad y seguridad para nuestros clientes, entregando como valor agregado ahorros energéticos considerables y óptimas relacio-nes costo/beneficio.
Nivel Actual Depósito
Tensiónde línea
Centros de Control de Motores
Controlador PLC Principal
Salidadel VFD
VFDPerfect Harmony
Tarjeta deInterfaz del
PLC
Señal de Realimentación del Proceso
MCC1 MCC2
Bomba 1
Bomba 2
Bomba 3
Hacia un proceso externo
MCC3
L1 V1 L2 V2 L3 V3
M1
M2
M3
Quinto elemento 27

28 Quinto elemento octubre 2008
Agua
Envasandocon tecnologíaPlataforma Simotion en el reacondicionamiento de envasadoras
En la localidad de Villa Adelina, zona Norte del Gran Buenos Aires, la planta Industrial Matarazzo, perteneciente al grupo Molinos Río de la Plata, abastece al mercado interno y externo con una importante variedad de productos alimenticios pastas: fideos secos y frescos, lasagnas y tapas de empanada, entre otros.
Tecnología de aguas Industria química Alimentos y bebidas Marina Industrias farmacéuticas Papel
AguaAgua

Quinto elemento 29
Molinos Río de la Plata, impulsada por me-jorar la calidad y productividad, convocó a Siemens, para reacondicionar tres de las envasadoras verticales-marca PAVAN, de 15 años de antigüedad. Para dicho proyecto, el equipo de profesio-nales de Siemens optó por la plataforma Simotion, logrando luego de exigidos pla-zos de entrega y trabajo mancomunado, cumplir con las premisas del cliente e inclu-so superar sus expectativas. Siemens, fue la encargada de realizar las ta-reas de reacondicionamiento de las máqui-nas en la planta Matarazzo, y no solo asumió el compromiso de entregar máquinas más eficientes y robustas. Para esto, fue realizado un trabajo integral en las envasadoras, todos los componentes electrónicos fueron reno-vados, y realiza das las modificaciones mecá-nicas y eléctricas necesarias. El proyecto fue liderado por Ariel Lempel, responsable técnico de Simotion de Sie-mens, con el soporte técnico del encargado de mantenimiento eléctrico de la planta. Para la arquitectura de las nuevas máquinas se utilizó la plataforma de Simotion, com-puesta por una CPU Simotion D, con accio-namientos de dos canales Sinamics, que mejoraron los servomotores de la tracción de las orugas y del cierre de las mordazas. Para el control de los distintos acciona-mientos y recolección de datos de las má-quinas, se utilizó la periferia de la línea ET200S y como interfase para el operador se seleccionó un panel de control TP 177. Los trabajos llevados a cabo, consistieron en reemplazar los PLC SLC 5/03 de Rockwell, los servomotores y servodrives de TDE existen-tes, por un sistema integral que cumpliera con las premisas impuestas por el cliente. Los viejos servodrives y PLC fueron reem-plazados, por la moderna línea Simotion, disponible en el mercado argentino, con funcionalidades de vanguardia la utiliza-ción de un único bus de comunicación en-tre la CPU y el accionamiento, que permiten mejorar los tiempos de respuesta.
El conjunto de botoneras, indicadores lumi-nosos y potenciómetros de la envasadora fue reemplazado por un panel TP 177 en el que se concentró toda la información de cada una de las protecciones de temperatu-ra y lazos de control, permitiendo una rápi-da parametrización de la envasadoraTambién fue actualizado y mejorado el ta-blero eléctrico existente y toda su instala-ción eléctrica, para evitar posibles fallas de los elementos. En la parte mecánica las innovaciones re-flejaron varias ventajas, algunas de ellas por ejemplo en el movimiento más armóni-co de las mordazas, la mejora del golpe de la máquina que posibilita mas durabilidad y por ende menor desgaste. En definitiva los cambios se vieron refleja-dos en mejoras en los tiempos de produc-ción, ya que las máquinas que anteriormen-te trabajaban a 60 golpes por minuto promedio, pasaron a trabajar a 80 y con tiempos improductivos menores. También fueron agregadas nuevas funciones, como una fase de trabajo lenta para el momento de poner a punto la máquina, enhebrado del film, y ajuste del paquete que no solo facilita la tarea al operador, sino que ahorra desperdicios de film y pérdidas de producto. Molinos entregaba una a una las envasado-ras y 21 días después de cada entrega, reci-bía puntualmente el trabajo de actualiza-ción finalizado. Una vez más, Siemens, supo concretar los compromisos asumidos y satisfacer los re-querimientos de un cliente dispuesto a me-jorar y fortalecer el vínculo de confianza, trabajo en equipo, y objetivos alcanzados; todo esto reflejado en la alta productividad y la excelencia del producto final.
Máquina envasando fideos nido
Envasadora reacondicionada
Técnico de Siemens realizando la puesta en marcha
i n f o r m a c i ó n - c o n t a c t o
Siemens Argentina

Servicios
30 Quinto elemento octubre 2008
fusión de dos grandesSiemens-FLENDERUn servicio confiable:
Las empresas mineras más eficientes de Chile confían sus accionamientos a Siemens-FLENDER por ofrecer el mayor espectro de accionamientos electro-mecánicos del mercado y un servicio técnico de clase mundial.
Fundada en 1899 en Alemania, la marca FLENDER se ha desarrollado con el slogan “We move the world”. Más de 100 años después, esto continúa siendo cierto por-que los accionamientos FLENDER mantie-nen movimiento los cinco continentes.Mecánicamente, los accionamientos FLEN-DER adaptan el torque y la velocidad de un motor, al torque y a la velocidad de una aplicación accionada, en una amplia paleta de productos y sobre el más amplio rango de torques. Desde acoplamientos con capacidades de sólo unos pocos newton-metro, pasando por moto-reductores, accionamientos industria-les y los accionamientos FLENDER, el amplio espectro de fabricación llega hasta las gran-des unidades reductoras con capacidades de varios millones de newton-metros. En 2005, FLENDER contaba con 80 ubica-ciones a nivel mundial; entre fábricas, ofici-nas de venta y de servicios, se cultivó una mayor cercanía a los clientes a nivel global. FLENDER se ha destacado por ser un pro-veedor protagonista con sus productos y con un servicio técnico, repuestos y con constantes asesorías durante todo el ciclo de sus procesos de producción. Esta importante cobertura de FLENDER se potenció con la fusión con Siemens AG. La fusión de estos dos líderes tecnológicos, permite proveer una amplia paleta de ac-cionamientos para lograr máximos rendi-mientos y disponibilidad para las plantas, a
través de su combinación de know-how, calidad y servicio.
FLENDER: presencia a lo largo de Chile
En 1999, se creó el Servicio Técnico en An-tofagasta (STA), como un apoyo a los clien-tes FLENDER de la gran minería. STA se ubica en el barrio Industrial La Negra en las afueras de la ciudad ubicada en la II Región del norte de Chile.El enfoque de STA es la minería y la industria de cementos. En ese sentido se priorizan lod servicios de post-venta en el campo de trans-misión industrial estacionaria, diagnóstico y reparaciones de reductores y sistemas com-pletos de transmisión de potencia mecánica. STA también presta servicios fuera de Chile (fieldservice) llegando a representar éstos hasta un 15% de la facturación. Aparte de realizar asesorías fuera de Chile, en STA se reciben y se reparan reductores FLENDER en uso en países vecinos tales como Perú, y Argentina. Igualmente, en el centro y sur de Chile, STA apoya la post-venta en la industria de cementos, pulpa & papel y a la industria forestal. Uno de los objetivos al crear STA, fue au-mentar la confiabilidad de los accionamien-tos de los clientes. Por esto las constantes inversiones en una bien equipada maes-tranza, un equipo humano altamente califi-cado y una buena disponibilidad de repues-

Quinto elemento 31
Siemens-FLENDER
i n f o r m a c i ó n - c o n t a c t o
Siemens Colombia
[email protected]@siemens.com
tos a nivel mundial, minimizan los tiempos de reparación. Al momento de decidir los accionamientos mecánicos de un proceso productivo, Ser-vicio Técnico Siemens-FLENDER es recono-cido por apoyar a sus clientes con años de experiencia acumulada, lo cual representa una clara diferenciación de los reductores y acoplamientos marca FLENDER.
Próximos pasos en Chile1. Complemento servicios junto a I&S: a.-SIEMENS-FLENDER ha ganado dos contra-tos de mantención en Minera Los Pelambres y en Radomiro Tomic. Este tipo de trabajos tienen un componente inminentemente me-cánica y STA podrá apoyar éstos y otros nue-vos contratos de mantención. b.- Mantención preventiva de reductores:Existe el conocimiento en STA para un ser-vicio demandado por las empresas mineras consistente en:• Análisisdevibracionescontinuoomóvil• Análisisdeaceite• Inspecciónvisualdeengranajes
2. Un taller más grandeCada día son más los servicios mecánicos MD prestados a la gran base instalada FLEN-DER. Así también las instalaciones arrenda-das en Antofagasta se hacen cada vez más estrechas. Por tal motivo se ha comenzado un plan de inversiones que, en una primera etapa, persigue completar las máquinas y herramientas asi como duplicar la dotación de mecánicos. Una segunda etapa consistirá en evaluar una maestranza propia con área techada de al menos 1.000m2 y con capaci-dad de levante de al menos 70 toneladas.
3. Integración con otras áreasSTA ampliado y con más espacio de oficinas, podrá albergar un showroom de las demás áreas de Siemens ligadas a la minería como asimismo servir de oficinas centrales para la administración y ventas para el área minera de Chile y de base para el cluster Austral-Andina.El mayor espectro de accionamientos elec-tro-mecánicos del mercado y servicio técni-co para la gran minería y para la industria del cemento desde Antofagasta Chile.

32 Quinto elemento octubre 2008
Programa de alianzas con universidadesUn paso adelante en el desarrollo de talento humano
Consciente de su papel como facilitador del proceso educativo, Siemens ha dirigido es-fuerzos a apoyar universidades. Con esto es-pera contribuir a la formación de jóvenes que son la base del desarrollo del país.El talento humano, la motivación de apren-der y la capacidad de aplicar la tecnología en generar soluciones, son componentes clave del programa que a su vez, ha sido pensado y diseñado para dar respuesta a las necesida-des de la sociedad.A través de este programa, iniciado en Marzo de 2006, Siemens Venezuela contribuye a que los estudiantes y docentes de las principales universidades, reciban capacitación profunda sobre tecnología de última generación. El ob-jetivo general es procurar relaciones fructífe-
La educación de futuros profesionales en las tecnologías más avanzadas hace parte de las prioridades de Siemens en el mediano y largo plazo. Prueba de esto es el programa de alianza con Universidades que se viene desarrollando exitosamente en Venezuela.
ras, cuyo valor agregado redunde en el forta-lecimiento de las entidades educativas.Hasta la fecha, se han implementado las si-guientes actividades:• FirmadeConvenioMarcoentreuniversi-
dades y Siemens en el área de Industria.• Actualización continuade docentes, for-
mación de estudiantes en el área de Au-tomatización y Control.
• Intercambio de publicaciones relaciona-das con Automatización & Control.
• Aprendizaje de nuevas técnicas/tecno-logías en el área de Automatización & Control.
• Dotacióne Implementaciónde laborato-rios de Automatización y Control de las carreras Ingenierías.
Para poder responder a los retos del futuro es imprescindible transmitir nuevos conocimien-tos en el estudio y la formación profesional.Por eso Siemens, líder mundial en automati-zación, ha desarrollado un programa de apoyo a instituciones educativas técnicas, convirtiéndose en un compañero de la edu-cación alrededor del mundo. La estrecha cooperación entre la industria y la formación profesional es en Siemens un hecho tradicional. Nos satisface por lo tanto presentar nuestro programa Siemens Co-opera con la Educación. El programa SCE tiene como destinatarios los centros de in-vestigación, desarrollo y formación y es si-nónimo de:• Cooperación entre la industria y la for-
mación profesional• Transmisión de conocimientos básicos
sobre automatización y accionamientos
• OfertaaescalamundialdeE-educaciónconjuntamente con nuestros colaboradores.
El programa SCE proporciona un acerca-miento muy flexible con la tecnología de Siemens a la automatización industrial. Como objetivos se desea:• Establecer un fuerte vínculo con los
centros de investigación, desarrollo y formación
• Promoverelaccesodelosfuturosprofe-sionales y empresarios a las últimas tec-nologías de automatización
• Posicionamiento de Siemens entre losfuturos profesionales y docentes
• Promoverelaccesoa lasúltimastecno-logías Siemens
¡La competencia tecnológica y el tratamien-to responsable de las nuevas tecnologías son los garantes del porvenir!
Con el programa SCE, la División Industry de Siemens ofrece a Universidades e Instituciones Educativas una amplia oferta de prestaciones:• Asesoramiento y tutoría técnica por
nuestros Ingenieros de Marketing • Soluciones personalizadas para el equi-
pamiento de laboratorios• Productos estándar en automatización,
instrumentación, accionamientos y va-riación de velocidad
• PaquetesdeHardwareySoftwareespe-cialmente diseñados para formación
• Documentación didáctica y técnica ensoporte electrónico.
• Cursos de perfeccionamiento para elpersonal docente, seminarios y conferencias.
• Paquetesdeequiposespecialmentecon-figurados (Trainer Packages)
Siemens coopera con la educación
Especial

Quinto elemento 33
Programa de alianzas con universidades
Como actividades planeadas en las siguientes etapas están adherir al convenio marco pro-yectos de interés entre la universidad y Sie-mens en áreas como, control y distribución; comunicaciones industriales; potencia; ins-trumentación industrial; edificios inteligen-tes; potencia; generación de energía; health-care; y sistemas inteligentes de tráfico.Los convenios se han firmado e implementa-do con las principales universidades de Cara-cas, Valencia, Puerto Ordaz; próximamente se harán en ciudades como Puerto La Cruz, Maracaibo y Barquisimeto entre otras.Dentro de las actividades conjuntas que se están desarrollando se cuentan el suministro de productos y catálogos técnicos para ser utilizados en los laboratorios parte de los pro-gramas; actualización de equipos que formen parte del convenio, así como la participación en eventos técnicos organizados por la res-pectiva universidad a través de charlas y/o conferencias de actualización tecnológica.La permanente capacitación y actualización de instructores es otra de las actividades im-plementadas. En este sentido se ha logrado establecer contactos con docentes de univer-
i n f o r m a c i ó n - c o n t a c t o
Siemens Venezuela
sidades europeas que hacen parte del mismo programa de Siemens en Europa.El comprimiso de cada universidad se extien-de a desarrollar y ofrecer programas de capa-citación a estudiantes en el área de pre y post grado, igualmente a profesionales y estu-diantes en general. Adicionalmente por me-dio de revistas técnicas especializadas y de la Industria Siemens promocionará las universi-dades locales como centros de capacitación de la tecnología Siemens.La inversión en Educación es una inversión para el futuro. Siemens consciente de esta responsabilidad, asume el reto social y apues-ta a una sociedad mejor. Una sociedad llena de valores éticos y morales fundamentales para la construcción de un mundo mejor, una sociedad comprometida con las nuevas ge-neraciones y que tiene la esperanza de brin-dar a sus hijos un futuro más próspero. Recientemente en Cartagena, fue celebrada entre el 4 y 6 de Junio la Conferencia Regional de Educación Superior 2008 (CRES 2008) a la que asistieron mas de 3500 delegados de 37 países, organizada por el Instituto Internacio-nal para la Educación Superior en América
¡La competencia tecnológica y el tratamiento responsable de las nuevas tecnologías son los garantes del porvenir!
Latina y el Caribe (IESALC-UNESCO) y el Minis-terio de Educación Nacional de Colombia.Esta Conferencia generó propuestas hacia el fortalecimiento de los procesos de integra-ción regional, además de la creación de un forum para analizar y debatir temas constitu-tivos de una agenda regional sobre Educación Superior, Ciencia y Tecnología para el Desa-rrollo Sustentable de la Región de América Latina y el Caribe.Otra de las conclusiones interesantes de esta Conferencia, tiene que ver con el fenómeno que conocemos como fuga de cerebros y que la Conferencia denominó “emigración califi-cada”, el cual debe ser atacado mediante la implementación de medidas preventivas me-diante las cuales se adopten políticas conjun-tas que atiendan el problema en su compleji-dad, de modo que nuestros países puedan conservar su patrimonio intelectual, científi-co, cultural, artístico y profesional.

34 Quinto elemento octubre 2008
Inauguran laboratorio TIA en universidad chilena
Continuando con su labor dedicada a forta-lecer el conocimiento de los ingenieros del mañana, Automation Systems de Chile, par-ticipó el 26 de junio en la inauguración del laboratorio Totally Integrated Automation (TIA) junto a las autoridades de la prestigiosa Universidad Andrés Bello de Santiago.El laboratorio fue desarrollado íntegramente por Siemens bajo un concepto innovador que implicó la entrega de todo el proyecto bajo la modalidad llave en mano. La solución tecnológica incluye una plataforma PCS7, controladores S7-400, controladores S7-300, comunicación Profibus DP y PA, relés Simo-code e instrumentación, dejando el portfolio completo de productos de Siemens disponi-ble para las cátedras de automatización. Además, los docentes de la universidad fueron entrenados para la correcta utiliza-ción del laboratorio. Los alumnos y profe-sores tendrán la opción de acceder a tecno-
logía de punta ya implementada en muchas plantas del país, brindando un alto valor agregado a la malla curricular y un alto co-nocimiento tecnológico a los ingenieros de automatización que de allí egresen. En la ocasión, también se hizo entrega al recien-to educacional un galvano de reconoci-miento y un set de Libros de Automatiza-ción de Siemens para su biblioteca como apoyo adicional a la docencia. Este laboratorio se suma a los más de ocho instalados previamente en diversas univer-sidades e institutos profesionales de Chile como la Pontificia Universidad Católica de Chile (PCS7), Universidad Católica de Val-paraíso (S7-300 y HMI), Universidad Técni-ca Federico Santa María (S7-200 y HMI), Instituto Virginio Gómez de Concepción (S7-300. HMI y WinCC) y Universidad Tec-nológica Inacap (S7-200, HMI, S7-300). Es-tas iniciativas colocan a Siemens como pio-
nero en la implementación de equipos de automatización para la educación en Chile, tomando una posición relevante en la men-te de los profesionales del futuro.Focus on Tomorrow, Act Today!
Especial

Quinto elemento 35
Con el ánimo de apoyar el proceso de ense-ñanza práctica en el área de Automatización Industrial, Siemens Bolivia firmó reciente-mente un convenio de cooperación con La Universidad Privada de Santa Cruz de la Sie-rra, UPSA. En el marco del convenio, Siemens hizo entre-ga de un laboratorio completo de Automatiza-ción e Instrumentación Industrial de última tecnología para ser usado por los estudiantes de las carreras afines. Entre los equipos entre-gados se cuentan PLC, sensores de movimien-to, pantallas táctiles, páneles móviles inalám-bricos, sensores de nivel, presión, motores, variadores, arrancadores suaves, routers in-dustriales para comunicación inalámbrica, etcLos mercados que pueden utilizar estos equipos para capacitación son: minería, be-bidas y alimentos; petróleo y gas; cemento; pulpa y papel; farmacia y químicos.Este laboratorio representa un aporte signi-ficativo que ya tiene la UPSA especialmente
Siemens entrega Laboratorio de Automatización Industrial
Firmantes del acuerdo. Oscar Eduardo Camelo Ariza, Gerente Comercial Siemens S.A.; Víctor Manuel Tamayo Correa, Gerente General Siemens S.A.; Lauren Muller de Pacheco, Rectora de la UPSA y Carlos M. Díaz Villavicencio, Presidente Ejecutivo de la UPSA.
en el área de Control Automático e Instru-mentación, complementando perfectamen-te con los actuales Laboratorios de CNC (Computer Numerical Control), PLC (Progra-mmable Logic Controller) y Robótica Indus-trial (MOTOMAN YASKAWA) que actualmen-te tiene la UPSA. Los equipos pertenecen son de la línea de PLC S7-300 H/F, que es un tipo de PLC de se-guridad que cumple con todas las normas TÜV para la certificación SIL 3 que se utiliza mucho en los procesos muy peligrosos que en su mayoría se encuentran dentro de los procesos petroleros.Gracias a esta iniciativa, la UPSA iniciará cursos, talleres, y seminarios a profesionales interesados en profundizar una especialidad práctica en últimas tecnología sobre Control Automático e Instrumentación. Este conve-nio esta alineado con los programas corpo-rativos de Responsabilidad Social Empresa-rial de Siemens.

Consulte al experto
36 Quinto elemento octubre 2008
¿Cómo configurar un Simatic S7-200 como esclavo Profibus DP?En la industria actual se requiere que las entradas (sensores) y salidas (actuadores) del proceso que se encuentran ubica-das remotamente, puedan accederse en tiempo real desde el controlador (PLC). Para alcanzar este objetivo, los controladores de Siemens permiten trabajar con la red de campo Profibus DP. Normal-mente los controladores Simatic S7-300 pueden configurar-se como maestros o esclavos de la red Profibus DP, mientras
que los S7-200 sólo pueden configurarse como esclavos Profibus DP, a través del módulo de expansión EM277 (6ES7277-0AA22-0XA0). A continuación se realizará la descripción de la configura-ción del S7-200 como esclavo, además se indicará como configurar la estación S7-300 como maestro DP. Se tiene una tarjeta de entradas y salidas digitales, en la cual se visualizará, el estado de las entradas salidas de la S7-200.
Figura 1. Configuración de HW de la CPU
Figura 2. Ubicación del EM277 en el catálogo de Hardware
Figura 3. Propiedades del EM277 en la configuración de HW de Step7
Se inserta la red Profibus DP y la EM277, la ruta del archivo descriptor de la EM277 se muestra en la Figura 2.
Al insertar el EM277 como esclavo de la red, se tienen diferentes configuraciones.Se debe seleccionar el equipo (para el ejemplo se selecciona la de “2Word Out/2Word In”.) y dar click en la opción “Propiedades del objeto” (Ver figura 3).
Para configurar el maestro Profibus DP se requiere Step 7 V5.2 o superior. En el ejemplo se realiza la configuración de una CPU 315-2DP y un módulo de 8 entradas/8salidas digitales. Primero se debe realizar la configuración en el “HW config”. Se determinan las direcciones I/O del módulo de expansión de la CPU (ver Figura 1).
1. Configuración del maestro Profibus

Figura 5. Distribución de la memoria cuando se configura el EM277, el modo es de 16 bytes Entrada y 16 Bytes de Salida.
2. Programa de S7-300 3. Programa en la S7-200
En la Figura 5 se muestra en detalle la funcionalidad del offset.
Se crea el programa en la S7-300 para visualizar los datos obtenidos de la CPU S7-200. Ver Figura 6)
En la Figura 7 se muestra el programa en la CPU S7-200:
Figura 4. Definición de offset de 5000.
Allí se le indica el offset de memoria (Figura 4), en este caso se selección el offset 5000, eso significa que los datos se almacenarán empezando en el VB5000 del la CPU S7-200.
Figura 6. Programa de CPU S7-300, programa desarrollado en Step 7 V5.4.
Figura 7. Programa en la CPU S7-200, desarrollado en el software Step 7 Micro/Win V4.0

Consulte al experto
-20 a 100 -29 a38 740 51.0
200 93 675 46.5
300 149 655 45.2
400 204 635 43.8
500 260 600 41.4
600 316 550 37.9
650 343 535 36.9
700 371 505 34.8
750 399 410 28.3
800 427 - -
Temperatura ºF ºC
Carbon Steel psig bar
ANSI Class 300
-20 a 100 -29 a38 1480 102.0
200 93 1350 93.1
300 149 1315 90.7
400 204 1270 87.6
500 260 1200 82.7
600 316 1095 75.5
650 343 1075 74.1
700 371 1065 73.4
750 399 1010 69.6
Temperatura ºF ºC
Carbon Steel psig bar
ANSI Class 600
-20 a 100 -29 a38 285 19.7
200 93 260 17.9
300 149 230 15.9
400 204 200 13.8
500 260 170 11.7
600 316 140 9.7
650 343 - -
700 371 - -
750 399 - -
800 427 - -
850 455 - -
900 482 - -
Temperatura ºF ºC
Carbon Steel psig bar
ANSI Class 150
Pero se debe medir bien!Características especiales definen cada uno de los parámetros de selección en el campo de la instrumentación de proceso, diversos equipos y tecnologías de medición existen en la actua-lidad enfocados en una variable primaria. Dichas características son complementarias entre sí, y juegan un papel fundamental al momento de garantizar un lazo de control. Al hablar de medición se debe tener en cuenta cada uno de los factores internos como exter-nos del proceso, que afectaran de forma direc-ta el buen funcionamiento de los medidores: factores de instalación recomendadas por el fabricante deben estar presentes, al igual que las condiciones mínimas y máximas en cada una de las variables, con el fin de asegurar un comportamiento estable y seguro dentro de los parámetros del proceso. Pero,¿Cómo identificar puntualmente estos factores?, ¿Qué se debe tener en cuenta al momento de definir una tecnología de medi-ción?.Estas dos preguntas conllevan a dema-siadas opciones, para las cuales se aconseja conocer la mayor cantidad posible de informa-
ción del proceso, así como de la aplicación. Principalmente se debe conocer el comporta-miento del proceso y establecer cuál es el pa-pel fundamental de dicha medición en el sis-tema de control.Existen parámetros propios de selección para cada variable, pero es una recomendación te-ner presente los siguientes aspectos:La presión, como variable primaria de medida, presentará un rango bajo el cual se diseñó la operación. Al contemplar este umbral de posi-bles opciones de trabajo, llámese presión mi-nima, de operación, máxima, o de diseño; y al estar seguros de este rango, se pueden evitar accidentes o errores adicionales en la medi-ción, ya que establece un panorama completo de todas las posibilidades. Pero el caso contra-rio, el tener presente un valor puntual de esta variable, se pueden incurrir en errores, en des-fases del span, o peor aún en accidentes. Un ejemplo claro de esta situación puede ser que necesite especificar un transmisor de pre-sión manométrica, cuya presión es de 245 PSI (Lb/in2), con sólo tener este parámetro sería
posible seleccionar un transmisor, y bajo la premisa de que se requiera una conexión a proceso tipo brida de 2 pulgadas; la primera opción podría ser emplear una brida para el equipo ANSI 150, bajo condiciones de presión, temperatura y material de la misma se esta-blece una presión máxima que soportara di-cho elemento. Ahora bien, consideremos otros parámetros adicionales que no se tuvieron en cuenta y veamos la secuencia de errores y posibles accidentes: La presión que se establece de 245 psi, la cual era la presión mínima, a condiciones normales de operación se está manejando una presión de 340 psi y cuando se energi-zan los dos sistemas de bombeo puede subir la presión a 1100 psi. También es posible que exista un taponamiento de la línea y se obtenga una presión máxima permitida de 1300 psi. A esta presión se disparan las vál-vulas de seguridad, pero existe otro factor que afecta de forma directa la resistencia del material de la brida, la temperatura; para fi-
“Lo que no se puede medir… no se puede controlar,
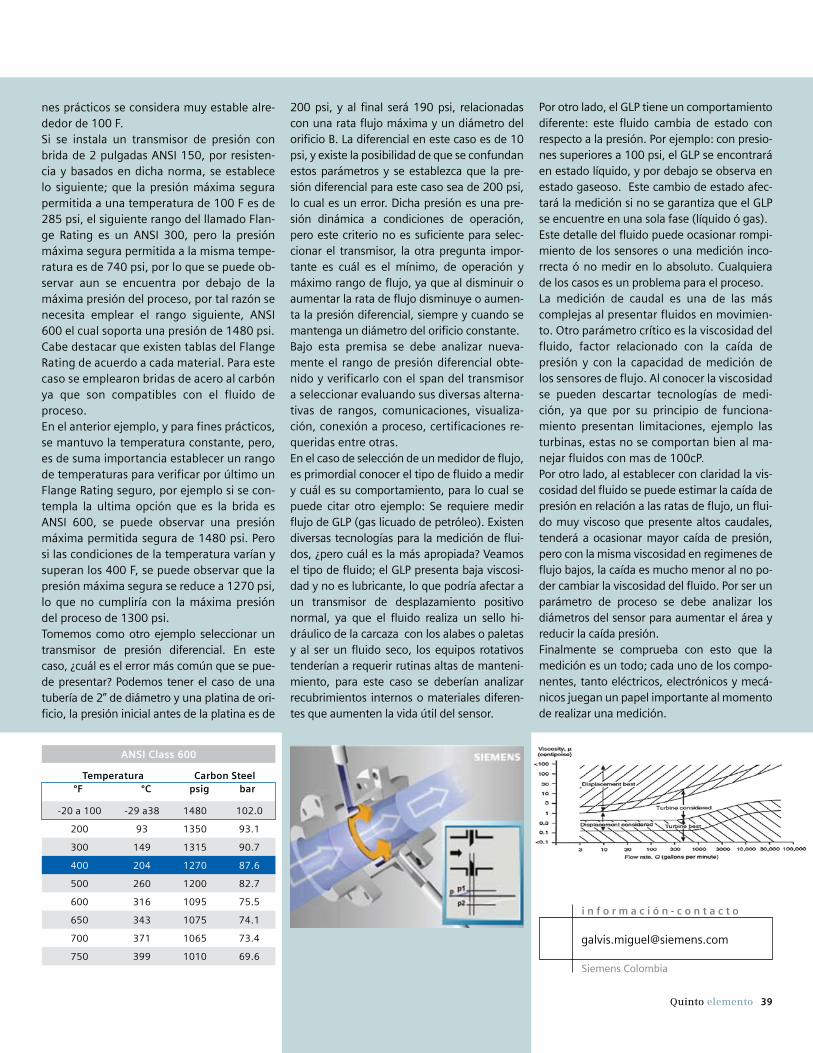
Quinto elemento 39
nes prácticos se considera muy estable alre-dedor de 100 F. Si se instala un transmisor de presión con brida de 2 pulgadas ANSI 150, por resisten-cia y basados en dicha norma, se establece lo siguiente; que la presión máxima segura permitida a una temperatura de 100 F es de 285 psi, el siguiente rango del llamado Flan-ge Rating es un ANSI 300, pero la presión máxima segura permitida a la misma tempe-ratura es de 740 psi, por lo que se puede ob-servar aun se encuentra por debajo de la máxima presión del proceso, por tal razón se necesita emplear el rango siguiente, ANSI 600 el cual soporta una presión de 1480 psi. Cabe destacar que existen tablas del Flange Rating de acuerdo a cada material. Para este caso se emplearon bridas de acero al carbón ya que son compatibles con el fluido de proceso. En el anterior ejemplo, y para fines prácticos, se mantuvo la temperatura constante, pero, es de suma importancia establecer un rango de temperaturas para verificar por último un Flange Rating seguro, por ejemplo si se con-templa la ultima opción que es la brida es ANSI 600, se puede observar una presión máxima permitida segura de 1480 psi. Pero si las condiciones de la temperatura varían y superan los 400 F, se puede observar que la presión máxima segura se reduce a 1270 psi, lo que no cumpliría con la máxima presión del proceso de 1300 psi.Tomemos como otro ejemplo seleccionar un transmisor de presión diferencial. En este caso, ¿cuál es el error más común que se pue-de presentar? Podemos tener el caso de una tubería de 2” de diámetro y una platina de ori-ficio, la presión inicial antes de la platina es de
200 psi, y al final será 190 psi, relacionadas con una rata flujo máxima y un diámetro del orificio B. La diferencial en este caso es de 10 psi, y existe la posibilidad de que se confundan estos parámetros y se establezca que la pre-sión diferencial para este caso sea de 200 psi, lo cual es un error. Dicha presión es una pre-sión dinámica a condiciones de operación, pero este criterio no es suficiente para selec-cionar el transmisor, la otra pregunta impor-tante es cuál es el mínimo, de operación y máximo rango de flujo, ya que al disminuir o aumentar la rata de flujo disminuye o aumen-ta la presión diferencial, siempre y cuando se mantenga un diámetro del orificio constante. Bajo esta premisa se debe analizar nueva-mente el rango de presión diferencial obte-nido y verificarlo con el span del transmisor a seleccionar evaluando sus diversas alterna-tivas de rangos, comunicaciones, visualiza-ción, conexión a proceso, certificaciones re-queridas entre otras. En el caso de selección de un medidor de flujo, es primordial conocer el tipo de fluido a medir y cuál es su comportamiento, para lo cual se puede citar otro ejemplo: Se requiere medir flujo de GLP (gas licuado de petróleo). Existen diversas tecnologías para la medición de flui-dos, ¿pero cuál es la más apropiada? Veamos el tipo de fluido; el GLP presenta baja viscosi-dad y no es lubricante, lo que podría afectar a un transmisor de desplazamiento positivo normal, ya que el fluido realiza un sello hi-dráulico de la carcaza con los alabes o paletas y al ser un fluido seco, los equipos rotativos tenderían a requerir rutinas altas de manteni-miento, para este caso se deberían analizar recubrimientos internos o materiales diferen-tes que aumenten la vida útil del sensor.
Por otro lado, el GLP tiene un comportamiento diferente: este fluido cambia de estado con respecto a la presión. Por ejemplo: con presio-nes superiores a 100 psi, el GLP se encontrará en estado líquido, y por debajo se observa en estado gaseoso. Este cambio de estado afec-tará la medición si no se garantiza que el GLP se encuentre en una sola fase (líquido ó gas). Este detalle del fluido puede ocasionar rompi-miento de los sensores o una medición inco-rrecta ó no medir en lo absoluto. Cualquiera de los casos es un problema para el proceso.La medición de caudal es una de las más complejas al presentar fluidos en movimien-to. Otro parámetro crítico es la viscosidad del fluido, factor relacionado con la caída de presión y con la capacidad de medición de los sensores de flujo. Al conocer la viscosidad se pueden descartar tecnologías de medi-ción, ya que por su principio de funciona-miento presentan limitaciones, ejemplo las turbinas, estas no se comportan bien al ma-nejar fluidos con mas de 100cP. Por otro lado, al establecer con claridad la vis-cosidad del fluido se puede estimar la caída de presión en relación a las ratas de flujo, un flui-do muy viscoso que presente altos caudales, tenderá a ocasionar mayor caída de presión, pero con la misma viscosidad en regimenes de flujo bajos, la caída es mucho menor al no po-der cambiar la viscosidad del fluido. Por ser un parámetro de proceso se debe analizar los diámetros del sensor para aumentar el área y reducir la caída presión. Finalmente se comprueba con esto que la medición es un todo; cada uno de los compo-nentes, tanto eléctricos, electrónicos y mecá-nicos juegan un papel importante al momento de realizar una medición.
i n f o r m a c i ó n - c o n t a c t o
Siemens Colombia
-20 a 100 -29 a38 1480 102.0
200 93 1350 93.1
300 149 1315 90.7
400 204 1270 87.6
500 260 1200 82.7
600 316 1095 75.5
650 343 1075 74.1
700 371 1065 73.4
750 399 1010 69.6
Temperatura ºF ºC
Carbon Steel psig bar
ANSI Class 600

Actividades
40 Quinto elemento octubre 2008
Congreso Nacional de Técnicos Electricistas - CONTEColombia
NIEEMM (Núcleo de Ingenieros Eléctricos y Electróni-cos de Manta y MontecristiEcuador
Show PetroleroVenezuela
Road Show MineroChile
20
21
22
23
24
25
26
27
28
29
30
31
junio
julio
Siemens participó como expositor destacado en la pasada Feria Inter-nacional de Bogotá, en Corferias entre el 29 de Septiembre y el 3 de Octubre. En ella se pudo exhibir una muestra de nuestro amplio porta-folio con tecnología de punta en automatización, control de velocidad y accionamientos, entre otros, diseñado especialmente para la optimi-zación de los procesos industriales y el incremento de la competitividad de nuestros clientes a través de algunos interesantes demos de última tecnología.
Feria Internacional de Bogotá
Manta: 4tas. Jornadas Actualización de Ingeniería
Durante los días 12 y 13 de junio se realizaron en Manta las 4tas. Jornadas de Actualización de Ingeniería organizadas por el NIEE-MM (Núcleo de Ingenieros Eléctricos y Electrónicos de Manta y Montecristi). Siemens participó con un llamativo stand y la confe-rencia “Comunicación Industrial Inalámbrica con SIMATIC NET” de-dicada a la importante comunidad manabita.
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27

Quinto elemento 41
al 3 octubre Feria Internacional de Bogotá Colombia
Taller SIS, Ciclo de vida de los Sistemas Instrumentados de Seguridad Venezuela
Artículo Automation Perú 2008 Perú
Simatic 50 años Barranquilla Colombia
Simatic 50 años Cali Colombia
Clausura Club ET Medellín Colombia
Clausura Club ET Cali Colombia
Clausura Club ET Barranquilla Colombia
1
2
3
4
5
6
7
8
10
10
11
12
13
14
15
16
18
18
19
20
21
22
23
24
25
26
27
28
29
30
agosto septiembre
Innovation Tour Chile
Simatic 50 años Bogotá Colombia
Simatic 50 años Medellín Colombia
Simatic 50 años Perú Capacitación Canales Manizales Colombia
Simatic 50 años Ecuador
Simatic 50 años Ecuador
Hands- on Worshop Automation Bogotá Colombia
Clausura Club ET Bogota Colombia
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31

Actividades
42 Quinto elemento octubre 2008
Veneuropa Soluciones, C.A. es una empresa destacada en las áreas de Automatización, Control, Instrumentación, Motores eléctricos NEMA y Tableros de Mando y Maniobra, siendo Solution Partner de Siemens, cuenta con todo el respaldo de su amplia gama de productos así como de su asesoría técnica en el desarrollo de la ingeniería de proyectos.Como empresa líder en la región zuliana y motivada por las inquietudes y necesidades de su selecto grupo de clientes, realizó el pasado mes de Junio su exposición de pro-ductos y últimas tecnologías de Siemens.Este evento bajo el nombre del SHOWROOM 2008 fue organizado por el Ingeniero Carlos Terán, Director General de Veneuropa Solu-ciones C.A. y contó con la participación de importantes empresas de los diferentes sec-tores industriales del Estado Zulia entre los cuales destacaron PDVSA, Empresas Polar, Carbones del Guasare, Hidrolago, Pequiven y Cervecería Regional.El SHOWROOM 2008 se desarrollo entre el 9 y el 16 de Junio del presente año, desple-gándose una serie de chalas interrelaciona-das entre sí, donde la clave del éxito fue dar a conocer uno de los principales produc-tos de Veneuropa Soluciones como es el Centro de Control de Motores (CCM) Inteli-gente SIPLUX.El CCM Inteligente SIPLUX es un equipo in-novador de la más alta tecnología que a tra-
vés de sus múltiples funciones, ofrece las fa-cilidades de controlar, monitorear y un banco de motores ya que cuenta con una comuni-cación a través de PROFIBUS DP que permite que sea un sistema centralizado.Otro importante producto presentado en el Showroom 2008 fue el SIMOCODE Pro V. Se trata de una solución inteligente que propor-ciona un funcionamiento mixto en una sola instalación y a su vez, una cómoda integra-ción al proceso seleccionado.La mayoría de las celdas de este Centro de Control de Motores poseen un Simocode Pro V para la plena protección electrónica y mul-tifuncional de los motores, independiente del sistema de automatización, además de ofrecer datos de operación, reparación y diagnósticos detallados.El equipo de ponentes del Showroom 2008 estuvo conformado por personal especiali-zado y altamente calificado de Siemens, ta-les como los Ingenieros Juan Carlos Pardo, Pedro López, Isabel Infante, Luís León, Carlos Gómez, Carlos Alberto Cassas, Loinas Ramí-rez, Marvin Arévalo, Germán Yépez, Freddy Mora, Daniel Nava y José Pérez. Al final de la jornada sorprendieron al público asistente con sus presentaciones.Veneuropa Soluciones C.A. continuará reali-zando estas actividades para afianzar su pre-sencia como empresa pionera en el mercado nacional.
Exposición de productos y nuevas tecnologías
42 Quinto elemento octubre 2008
SHOWROOM 2008 en Venezuela
Actividades
Del 18 al 20 de setiembre se realizó en el Centro de Convenciones del Jockey Plaza el V Congreso Internacional Automation Perú 2008, un evento que reunió a más de 4 mil personas entre empresarios, ejecuti-vos, ingenieros, técnicos y proveedores de tecnologías y expertos en el tema. Siemens, por supuesto, estuvo presente mostrando su completo portafolio de soluciones en automatización, identificando nuevas posi-bilidades de negocio y demostrando el bien ganado liderazgo que nos caracteriza.Este evento surge debido al desafío de de-sarrollar una industria nacional competitiva y acorde a los nuevos avances tecnológicos. En este contexto, la electrónica y automati-zación junto con el desarrollo de la instru-mentación, ofrecen soluciones fundamen-tales para seguir optimizando la producción y su administración.Automation 2008 contó, además, con una feria de equipos y servicios, cursos de ac-tualización y un programa de conferencias, entre las que destacó la brindada por el Ing. Juan Rivera (Siemens S.A.C.) sobre Gestión de activos integrados a los sistemas de control. Cabe resaltar la exitosa partici-pación de nuestros Solution Partners –Din Automatización, Saeg Controls, Control y Tecnología, Promatisa y Gramsa–, quienes estuvieron a cargo de nuestro stand y dic-taron charlas técnicas sobre los productos Siemens y sus efectivas aplicaciones en la industria.
Automation Perú 2008

Quinto elemento 43
Exitosa participación de Siemens Chile en Road Show MineroEl sector de Industry de Siemens Chile, a través de su área de Automation and Drives Technologies (A&D), realizó exitosamente en el norte de Chile el evento Road Show Minero 2008, donde la compañía presentó sus más di-versas soluciones para la industria.Las charlas, realizadas en junio, contaron con una asis-tencia de aproximadamente 90 personas, entre los que se encontraban personas de las áreas de mantenimien-to, automatización y accionamientos e ingeniería eléc-trica de clientes finales, distribuidores, oficinas de in-geniería y académicos. Durante las jornadas, se presentaron las distintas áreas del sector y las solucio-nes para la industria minera. Además, se presentó un
Cerca de cumplir el primer año de funcio-namiento y alineados con las políticas de calidad Siemens en la región, El Sr. Ennio Peirano auditor profesional de Certificación del IQNet e Incontec-International dio luz verde para otorgar a Siemens Bolivia la cer-tificación ISO 9001.Durante la reunión de cierre el Sr. Peirano manifestó que no se encontraron no con-formidades y que por tanto contamos con la certificación con el siguiente alcance:“Comercialización del suministro, instala-ción, montaje, puesta en servicio, manteni-miento, asistencia técnica y desarrollo y gerencia de proyectos para: la generación y transmisión de energía, incluyendo las in-dustrias de Gas y Petróleo, sistemas de au-tomatización y control para procesos indus-
Certificación a Siemens Bolivia ISO 9001/00
triales; integración de seguridad física e industrial y automatización de edificios; sistemas de tráfico, control y evaluación de trafico; comercialización de los productos de los sectores de Industry, Energy y Healthcare; sistemas para la instituciones de salud en soluciones médicas, en imagi-nología, terapia, electromedicina, audiolo-gia, áreas de cirugía y tecnología de infor-mación en soluciones médicas; sistemas de tratamiento de agua.”Siemens Bolivia felicita a todo el equipo de colaboradores y agradece en especial al Sr. Diego Ruiz por el apoyo, trabajo y compromi-so desde el momento en que asumimos este reto adicional para optar por esta certificación que hoy en día ya tenemos, la que nos permi-te presentarnos ante los clientes como una
empresa certificada y participar de manera directa en aquellas licitaciones donde, docu-mentar esta certificación es una exigencia.Este es el inicio y como parte de nuestro trabajo debemos animarnos a mantener y mejorar continuamente nuestros procesos como parte de los valores (Responsabilidad, excelencia e innovación) que nos retan a alcanzar el mas alto rendimiento con la éti-ca más elevada.
demo show con productos y aplicaciones de las distin-tas unidades de negocio.Las charlas se dieron inicio en La Serena, las cuales conti-nuaron en Copiapó con dos días de exhibición. Finalmen-te, Antofagasta recibió a los expertos de Siemens durante el 26 y 27 de junio. Dentro de los temas tratados en el evento, Siemens presentó las charlas de CCM, SIMOCODE, PAC3200, Totally Integrated Automation para optimizar los procesos en la minería, Asset Management de planta minera, PLM (herramienta de apoyo en la eficiencia de mantenimiento de procesos), reducción costos con reduc-tores Siemens – Flender, motores alta eficiencia NEMA Siemens y, la presencia de Robicon en la minería.
Automation Perú 2008

44 Quinto elemento octubre 2008
En Perú también se celebraron por todo lo alto las Bo-das de Oro de nuestro producto estrella SIMATIC. La primera fecha de evento de aniversario se realizó el 15 de agosto en la ciudad de Lima y convocó a más de 120 personas. Luego, se replicó el mismo en las ciudades de Trujillo y Arequipa con una asistencia de 60 y 85 perso-nas, respectivamente. Lo notable de esta importante celebración es que destacó la trayectoria de SIMATIC como tecnología de automatiza-ción líder en el mundo de una manera muy dinámica y vi-vencial: hubo una exposición de equipos antiguos y videos que mostraban el valor agregado que provee nuestra tec-nología a las industrias de hoy. Asimismo, los partner que fueron oficialmente presentados compartieron sus exito-sas experiencias en aplicaciones en la industria. Así, con-ferenciaron sobre el control de succión de pozos y sistema de rebombeo de agua; automatización de faja tubular ecológica con sistema Cemat; sistema de control en lava-doras industriales; actualización de plataforma hardware-software de planta de carbón, e integración de datos en aplicativo IT; migración de Sistema S5 y otros temas.
Desde el 14 de Agosto, y hasta el 12 de septiembre, Colombia celebró los 50 años de Simatic por medio de una gira nacional con eventos académicos y cele-braciones en las cuatro ciudades principales: Bogotá, Cali, Medellín y Barranqui-lla, a los cuales asistieron aproximadamente 300 clientes, representando los más diversos sectores de producción. Se contó con la importante presencia de 20 Solution Partners que estuvieron en los eventos con exhibiciones de sus empre-sas, así como en la agenda académica con sus principales proyectos y referen-cias, lo que marcó la diferencia de Siemens y Simatic como marcas asociadas con la última tecnología en automatización.
Simatic 50 añosColombia Perú
Innovation Tour en ChileA mediados de agosto, se realizó con éxito en Santiago de Chile, el “Tour de Profinet, Innovation Tour”, en las Escuelas de Ingeniería de la Universidad Tecnológica INACAP y la Universidad Andrés Bello, elegidas por la fuerte inversión que han realizado en sus Laboratorios de Control con tecnologías Siemens. El evento en la U. Andrés Bello, coincidió con la inauguración en la mis-ma sede de un Laboratorio Totally Integrated Automa-tion (TIA).
En la ocasión, se presentó a clientes -OEMs, integrado-res, distribuidores y clientes finales de las distintas in-dustrias- y también a estudiantes, la tecnología Profinet para Factory Automation, mostrando todas las capacida-des y beneficios de esta tecnología basada en Ethernet.El Innovation Tour consiste en la muestra de las dife-rentes etapas del proceso de producción de “Mouse Inalámbricos”. El evento comprendió presentaciones acerca de Profinet, dando a conocer los últimos avan-

Quinto elemento 45
Las ciudades de Guayaquil y Quito celebraron los 50 años de vida del exitoso sistema de automatización in-dustrial SIMATIC. Junto a clientes, amigos y socios, Sie-mens pudo revisar temas como la evolución industrial de autómata, la contribución de valor del Solution Partner Program, las exposiciones de exitosos proyectos realiza-dos por Solution Partners orientados a incrementar tanto la productividad como la competitividad y el futuro con el estándar industrial abierto PROFINET. Al final se cele-braron cocteles en cada ciudad.
En los días 19 de Junio, 29 y 31 de Julio se realizaron los Talleres Industriales 2008 en las ciudades de Puerto La Cruz, Maracay y Maturín.El objetivo principal fue presentar y mostrar innovaciones así como soluciones de tecnología de punta en las áreas de automatización, instrumentación y equi-pos de control/distribución, la cual contó con la asistencia de más de 450 partici-pantes de los diferentes sectores industriales (Alimentos y Bebidas, Petroquimica, Metales y Minería, Petroleo y Gas, etc) de las más importantes empresas como PDVSA, Pequiven, Empresas Polar, Fertinitro, CVG Venalum, CVG Bauxilum, SI-DOR, Orinico Iron, Tetrapack, Coca Cola, Cervecería Regional, Inelectra, Y&V asociado, Jantesa, Vepica, entre otra.Durante este evento se realizaron diferentes sesiones practicas con los diferente demos de SIMATIC, AS-interface, Celda inteligente Siplux, Pac 3200, Simocode y Medición de Flujo Ultrasonico.Adicionalmente se realizaron premiaciones a los clientes y canales los cuales fueron galardonados por su desempeño anual.Finalmente se realizó un brindis celebrando los 50 años de nuestra línea exitosa SIMATIC.
Ecuador Venezuela
ces en comunicaciones industriales. Profinet permite una comunicación vertical en las distintas etapas del proceso de producción, más una homogeneidad de todo el sistema, manteniendo la inversión del cliente en sus bases instaladas con Profibus.Las presentaciones estuvieron a cargo de Juan Escalan-te, Ingeniero Promotor de Automation Systems (AS) y; Leonardo Migoni y Mauricio Salazar, Ingenieros de So-porte AS (Hotline Chile).
En el evento SIMATIC 50 años se presentó el programa mundial Solution Partner ahora en Ecuador. Este programa consiste en la capacitación especializada dirigi-da a integradores y distribuidores para que se certifiquen internacionalmente para ofrecer al mercado verdaderas soluciones de valor como consultorías, pla-neación, desarrollo de proyectos y post-venta (expansiones, retrofits, emergen-cias, capacitaciones, etc.). En la actualidad los Solution Partners de Siemens In-dustry Automation en Ecuador son: Factory Automation: Ingelcom, Omaconsa, Promasin.Microautomation: Arproindustrial, Cenelsur, Improselec, Inasel, JNG del Ecua-dor, Priel.
Presentación Solution Partner Program

46 Quinto elemento octubre 2008
Actividades
Ciudadanos Responsables con el Medio Ambiente
Reforestación Casupo
Con el Lema “Hoy puedes elegir el aire que quieres respirar” se realizó el pasado Do-mingo 25 de Mayo en el Parque Municipal Casupo, ubicado en la Ciudad de Valencia, Venezuela una jornada de reforestación con motivo de la celebración del Día del Árbol.La Jornada de Reforestación del Casupo fue dirigida por la Ferretería Epa y Asocasupo. Así mismo, contó con la participación de Febeca, el Instituto Municipal de Ambiente (IMA) y Siemens. La actividad fue dirigida a niños, jóvenes y adultos quienes disfruta-ron de una experiencia en pro de la conser-vación del ambiente.Los participantes asistieron desde las 7:00am a plantar un árbol. Los niños pu-dieron disfrutar de un rally ecológico, cuenta cuentos y muchos premios. Todas las actividades estuvieron orientadas a la preservación del medio ambiente. Muchos de los participantes expresaron su satisfac-ción por haber plantado un árbol, incluso
una de las participantes recitó un poema alusivo al árbol.En la sede de Asocasupo se mostró una ex-posición fotográfica de la flora y fauna del Parque Municipal Casupo. La exposición fotográfica mostró la obra del Biólogo Luis Cornejo cuyo trabajo se ha venido desarro-llando desde hace 18 años.El trabajo del biólogo desde la etapa de planificación de la actividad permitió ase-gurar que las especies plantadas fuesen autóctonas y que presentaran el mayor be-neficio para la biodiversidad del parque. Entre las especies importantes que se plan-taron estuvieron el Jabillo, Indio Desnudo, Chaparro, Araguaney, Papiro y Merey.El papel de las empresas y organizaciones en esta actividad, estuvo orientado a la preservación del medio ambiente. El com-promiso que implica la labor social fue en-marcado bajo el tema ecológico. Las expectativas de los organizadores y cola-boradores del evento fueron ampliamente
cubiertas, como ejemplo, se tuvieron que abrir mas hoyos en la tierra a mitad de jorna-da porque ya se habían utilizado todos los que estaban disponibles para la siembra.La participación activa de distintas organi-zaciones, como unidades educativas y aso-ciaciones fue factor clave para el éxito, la
incorporación de jóvenes y la sensibiliza-ción ambiental.Para Marianella Domínguez, Jefe de Iniciati-va Comunitaria de Ferretería EPA esta es una actividad “orientada a crear consciencia so-bre la necesidad que tenemos de preservar

Quinto elemento 47
Entre los días 10 y 11 de septiembre se desarrolló en las instalaciones de Siemens Caracas el taller, Ciclo de vida de los Sistemas Instrumentados de Seguridad, organizado por Freddy Mora, Malvin Delgado y Zbigniew Angelus. Este taller esta enmarcado dentro de un plan de reforzamiento de nuestra marca en el sec-tor petrolero y gasifero por medio de charlas técnicas que ayuden a clarificar dudas y para-digmas que se ciernen actualmente sobre los sistemas de seguridad, parada de emergen-cia, BMS, ESD, etc. Los invitados que asistie-ron a la charla forman parte del grupo GNO PDVSA GAS, “Gerencia de Nuevas Oportuni-dades” quienes son las personas con poder de decisión dentro de esta institución y nuestros solution partners. El contenido del curso fue: Seguridad de procesos, Análisis Hazop, LOPA. Requerimientos específicos de seguridad. Análisis SIL. Utilización de las herramientas Exelentia y Safety Matix.
Taller SIS Caracas
Seminario Profibus realizado en Santiago de ChileHoy, los buses de campo no son sólo el me-dio con el cual se conecta la periferia a los controladores maestros de una planta sino además, son el ítem de una especificación que decide el sistema de control que el clien-te elegirá. Considerando la importancia que este tema reviste para la industria y siendo Profibus la columna vertebral de los sistemas de control Siemens y del resto del portfolio de produc-tos como VDFs, relés Inteligentes e instru-mentación, la unidad de negocios de auto-matización de Siemens Chile realizó el 25 de junio un seminario Profibus de alto conteni-do técnico dirigido especialmente a EPCs.El seminario contó con experiencias prácticas de comunicación, configuración, simulación de fallas y testeo de los telegramas utilizando el software PROFITRACE. El relator, el ingenie-ro Rodrigo Pinto, certificado por Profibus In-ternacional, explicó los fundamentos del pro-tocolo de comunicación Profibus y las particularidades de Profibus DP y Profibus PA.Los principales beneficios se pueden apreciar en el ahorro de la cantidad de cables que se utiliza en una planta con métodos tradicio-nales, aumento en la cantidad de informa-
el hábitat para las futuras generaciones”. En tal sentido Ferreterías EPA ha mantenido su apoyo al Parque Casupo desde hace más de 10 años y ha participado intensivamente desde hace 5 años en jornadas de reforesta-ción y cuidado del parque.Por su parte Jorge Caiafa presidente de Asocasupo destacó la intervención de Sie-mens por su colaboración “abierta y fluida”. Esta ha sido la concurrencia más grande que ha venido en todas las celebraciones del día del árbol en el parque.Francisco Hurtado, Gerente de Ventas de Febeca resaltó la importancia de la activi-dad para la organización que representa, “Aquí en este cerro, tenemos unas 15 per-sonas que atienden sobre todo en la época de verano, atendiendo el riego y la siembra y preparando cortafuegos”La intención de participar en la reforesta-ción del Parque Casupo viene por el relacio-namiento con el sector Industry, en especí-fico por la invitación del área de electro instalaciones (ET) cuyo principal Cliente es Febeca. Para el grupo Coordinador de Siemens Ver-de uno de los factores decisivos en el éxito de la actividad ha sido la interacción y tra-bajo conjunto con el equipo PM4. Este apoyo permitió optimizar los recursos dis-ponibles, involucrar a mayor cantidad de personas en la preparación de la actividad y apuntalar la motivación y compromiso por el medio ambiente.En palabras de Rodrigo Bastidas, Gerente de Ventas para Canales de Siemens el trabajo conjunto y comunicación entre las partes permitieron el logro de tres objetivos:1. Reforzar nuestras relaciones con nues-
tros Clientes y hacer Mercadeo Verde2. Implementar actividades de Responsa-
bilidad Social uniendo a personal de distintos sectores y departamentos de Siemens.
3. Aprovechar las actividades que desarro-lla Siemens Verde y PM4.
Para Siemens Verde esta actividad marca el inicio de un esquema de participación con-junta con los sectores y equipos PM4 para la búsqueda de patrocinantes y aliados en el desarrollo de actividades orientadas al cuidado ambiental, como para el involucra-miento de una mayor cantidad de colabo-radores. En tal sentido el reto para el año 2009 será realizar una actividad de refores-tación en Caracas, de la mano con PM4.
ción que se puede rescatar de la periferia, mejora en la calidad del diagnóstico del equipamiento de la planta optimizando el manejo de activos sumado a traspaso de in-formación a alta velocidad tanto en cobre como en fibra óptica.Las charlas se complementaron con pruebas técnicas en vivo en las que quedaron demos-tradas las grandes ventajas de Profibus, así como la intercambiabilidad tanto de accio-namientos instalados en Profibus DP como de instrumentos de distintos fabricantes en Profibus PA. A la vez, se hizo una demostra-ción de la novedosa configuración en anillo Profibus PA para aumentar la disponibilidad de la instrumentación, el cual actualmente es el único protocolo capaz de ofrecer esta configuración con redundancia en anillo.Los asistentes al seminario destacaron el elevado nivel técnico de las presentaciones y el gran potencial de Profibus como proto-colo para los sistemas de automatización. Los asistentes, en su mayoría EPCs, califica-ron con nota promedio de 6,9 (de una esca-la del 1 al 7), calificación que dejó suma-mente contento al team organizador del evento de Chile.
Durante la charla pudimos contar con la inter-vención de Reinaldo García y Rodrigo Bastidas quienes confirmaron nuevamente el apoyo y el interés de la gerencia en este tipo de even-tos, mercados y negocios.Finalmente, se realizo una introducción a nuestro sistema DCS- PCS7, el cual genero un gran interés y expectativas entre los par-ticipantes los cuales solicitaron la realización de un taller similar para mostrar las bonda-des y características de PCS7 orientadas a soluciones dentro de la industria petrolera y gasifera.Por medio de este taller técnico mejoramos nuestra imagen como marca para ofrecer so-luciones dentro de este mercado tan competi-do. Adicionalmente, los participantes han ad-quirido un nivel de conocimiento técnico e interpretación de las normas y estándares de seguridad que permite ofrecer nuestros pro-ductos Siemens como lo mejor y el más com-pleto del mercado.
