puntos débile des l refractari eo n los horno s de vidrio...
TRANSCRIPT

BOL.SOaESP.CERAM.VIDR. 28 (1989) 2, 97-103
Puntos débiles del refractario en los hornos de vidrio: Posibles líneas de solución
D. J. CARLOS FUEYO GARCIA CIDA. Cristalería Española, S. A.
RESUMEN.—Puntos débiles del refractario en los hornos de vidrio: Posibles líneas de solución.
El desarrollo de la industria vidriera va íntimamente unido al desarrollo de nuevos refractarios capaces de soportar las condiciones, cada vez más severas, a que son sometidos por parte de los fabricantes de vidrio. El objetivo del presente trabajo es el estudio y análisis de los puntos débiles que presentan los refractarios para hornos de vidrio; así como las posibles líneas de solución que pueden aplicarse en cada caso concreto. Se analizan los fenómenos de corrosión y las zonas singulares expuestas al ataque de la masa de vidrio fundido.
ABSTRACT.—Weak areas in refractories for glass furnaces: How to solve the problems.
The glass industry development is closely connected with the refractories development abble for tolerating the high requirements demanded for the glass manufacturers. In this paper the weak areas of refractories installed in glass furnaces are analyzed and described, discussing the possible solutions for each case. The corrosion phenomena are described as well as the interfaces exposed to the etching by the melted batch.
1. INTRODUCCIÓN
Hay dos aspectos importantes que deben tenerse en cuenta antes de proceder al análisis de los puntos débiles del refractario:
— Los hornos de fabricación de vidrio mueren por los refractarios.
— Los fabricantes de vidrio luchan por alargar más y más las campañas de sus hornos.
Por ello es absolutamente necesario hacer un estudio profundo de los verdaderos puntos débiles de los hornos, para plantearse acciones en la búsqueda de soluciones.
Soluciones que habrán de pasar por mejorar los actuales materiales refractarios o por buscar nuevos materiales alternativos^ a los actuales.
Y en la búsqueda de estas soluciones habrá que pensar además que los fabricantes no sólo buscan alargar la vida de sus hornos, sino también fundir más y mejor; es decir, aumentar la tirada de sus hornos y obtener cada vez mejor calidad.
Hoy sigue siendo verdad lo que escribieran en 1973 Skra-nek y Formanek (1). «Es evidente que el desarrollo de la industria vidriera es imposible sin un desarrollo paralelo de la fabricación de refractarios de calidad. El enorme progreso logrado en el mundo en las últimas décadas es debido en gran parte a la mejora de la calidad de los refractarios y a su empleo racional. Inversamente, la puesta a punto de refractarios de calidad ha sido dictada por las necesidades de la industria vidriera».
Y ésta es, sin duda, la razón que nos reúne en este curso monográfico a fabricantes y usuarios de refractarios para hornos de vidrio.
Recibido el 1-1-89 y aceptado el 20-2-89.
MARZO-ABRIL, 1989
Y en la tabla I se recogen esquemáticamente los diferentes tipos de materiales refractarios más usuales, sus características principales, sus ventajas y desventajas, así como las zonas habituales de utilización.
2. CORROSION
Es uno de los fenómenos más preocupantes para el fabricante de vidrio y ello por varias razones.
Aun a pesar de haberse llegado a un material, el AZS elec-trofundido, de una alta calidad, todavía presenta problemas de desgaste elevados.
Son mal conocidos todavía los mecanismos de corrosión aunque según los diversos autores se puede pensar en la in-ñuencia de:
a) La mojabilidad y la tensión superficial. b) La difusión y las capas límite. c) La convección. d) La densidad y porosidad (y tamaño de poros). e) La composición química de la masa en fusión y del
refractario. f) La temperatura y la viscosidad del vidrio. g) Las fiíerzas de polarización y efectos electroquímicos.
En la figura 1 se puede observar que un aumento de 50° C (de 1.350 a 1.400° C) duplica la corrosión de un refractario electrofundido (AZS) con un 32% de Zr02.
En la actualidad no se disponen de soluciones eficaces en la lucha contra la corrosión. Esta se ha venido a incrementar por la adición de cuerpos extraños en la masa fundida de vidrio por la práctica común de reutilización del casco recuperado.
De hecho, se sabe que el refractario es responsable de un
97

D. J. C. FUEYO GARCIA
TABLA I
MATERIALES REFRACTARIOS
Característica principal Ventajas Inconvenientes Utilización en:
Material Característica principal Ventajas Inconvenientes Vidrio Float Vidrio hueco
Electrofundidos Resistencia a la corrosión Porosidad débil. Alto costo. Suela y cuba fusión. Suela y cuba
AZS por el vidrio Débil índice burbujeo. Débil resistencia Pies derechos «Amont». Garganta.
AZS Cr Exudación nula. choque térmico. Collares quemadores. Pies derechos. Alúmina Débil liberación de Alta conductividad Conductos cámaras. Piñones.
piedras. eléctrica. Suela y cuba corset Collares quemadores. Formación escorias
en quemadores. y brasa.
Infraestructura canal. Conductos cámaras.
Cruciformes Empilajes. Empilajes
Sílice Si02>93% Débil ataque vapores Variedades Bóveda. Bóveda. alcalinos. alotrópicas. Pies derechos «Aval». Muros cámara parte
Dilatación nula entre Acción negativa Collares y conductos alta 800° y 1.500°C. «volages». últimos quemadores. Bóvedas cámaras.
No fluencia. Goteo de refractario. Muros cámaras parte Superestructura cuba. Bajo costo. Escarcha de tridimita. alta.
Bóvedas cámara. Superestructura brasa
y canal.
Silico-aluminosos Al203<45% Aislamiento. Fluencia elevada. 2? y 3.̂ capas suela. 2? y 3.̂ capas suela. y aluminosos Buena resistencia al Liberación de Muros cámara parte Muros cámara parte
choque térmico. piedras, si hay baja. baja. Bajo costo. contacto con el Empilajes cámaras Empilajes cámaras
vidrio. parte baja. Suela Float
(Blocking).
parte baja.
Alta alúmina Al203>45% Buena resistencia Costo bastante Superestructura Feeders. Silimanita choque térmico. elevado. canal. Canales. MuUita Alta refractariedad. Tendencia a liberar Techos Float. Cubetas. Corindón Buena resistencia
corrosión vidrio. piedras.
Formación nefelina con álcalis.
Punzones
Básicos: Resistencia a los Fluencia importante. Cámaras. Cámaras. Magnesia MgO>80% álcalis. Sensible a los Mag.-cromo 55%<MgO<80% Poca reacción con choques térmicos. Cromo-mag. 25%<MgO<55% los «volages». Obstrue, cámaras. Cromita MgO<25%;Cr203>25% Forsterita MgO=53% Si02=33%
Aislantes De sílice Porosidad ^45% — — Ult. capas bóvedas. Ult. capas bóveda. Aluminosos Ult. capas suelas. Uh. capas paredes. Silico-alumin. Ult. capas paredes. Ult. capas paredes.
Otros: Zircon Si04Zr — — Placas separadoras.
Otros refractarios. Placas separadoras. Otros refractarios.
Oxido de cromo Cr203 — — — Infraestructura feeders. Garganta.
Cementos Diferentes naturalezas. — — Reparac. y cierres. Reparac. y cierres. y coulis:
desequilibrio gaseoso que provoca burbujas, así como de la aparición de gomas y piedras. Y ello sin entrar en consideración de problemas más graves como pueden ser la propia perforación del horno y la consiguiente parada del mismo.
Son varias las zonas expuestas a fenómenos de corrosión y que más preocupan al fabricante, las cuales se van a tratar a continuación.
2.1. Línea de flotación
La presencia de tres fases vidrio-refractario-atmósfera, hace que ésta sea una zona especialmente castigada, hasta tal punto que muchas veces se hace necesario, para poder prolongar la vida del horno, recurrir a artilugios como placa-jes, refrigeración reforzada, cajas de agua, etc.
98 BOL.SOC.ESP.CERAM.VIDR. VOL. 28 - NUM. 2

Puntos débiles del refractario en los hornos de vidrio: Posibles líneas de solución
30(X>
2000-"O o •a
o o (O
1000
IlOO 1200 1300
Temperatura (^C)
1400
Fig. I .—Viscosidad y deterioro a la corrosión de un AZS frente a la temperatura.
El mismo fenómeno se produce en el menisco de la línea de flotación de un baño de vidrio fundido (ñg. 5).
Según Jebsen-Marwedel (2) el mecanismo puede ser el siguiente:
a) b)
c)
d)
e)
f)
g) h)
El vidrio normal cede álcalis al bloque de refractario. Estos álcalis se combinan principalmente con la alúmina. Se forma así una capa de alumino-silicato-sódico, enriquecida en AI2O3 de alta tensión superficial. El vidrio próximo al bloque se empobrece en álcalis o lo que es lo mismo se enriquece en SÍO2 de baja tensión superficial. Esta capa y el vidrio nuevo van a ser arrastrados hacia el menisco iniciándose un movimiento circular. No se establece un sistema estacionario a causa de la disolución constante renovada de AI2O3. Con lo que se establece un intercambio permanente. El proceso en la erosión remontante es análogo pero orientado simétricamente con relación al centro.
La reacción que se produce en el límite refractario/vidrio fundido depende de la naturaleza química de cada uno de ellos, así como de la mojabilidad del refractario y ésta, a su vez, de la porosidad y del tamaño de los poros. Así, la acción de los álcalis del vidrio produce una degradación de los cristales de circón, sobre todo de los superficiales, volviéndose amorfos y por tanto fácilmente solubles en el vidrio, a la vez que se produce una cristalización de circona a partir del circón amorfo.
Parece que este mismo principio de la triple fase vidrio-refractario-atmósfera es el que explica y origina la erosión remontante que a veces y aleatoriamente conduce a bloques que, sin causa aparente, terminan con un desgaste anormal y con unas cavidades alarmantes.
Fig, 2.—Contacto de dos vidrios con diferente tensión superficial.
zzv mm Fig. 3.—Ataque del vidrio fundido al refractario en la línea de flotación.
La figura 2 representa un esquema de lo que sucede al. ponerse en contacto dos vidrios, uno de tensión superficial baja (B) con otro de tensión superficial más alta (A) que da como resultado que el primero es arrastrado por el segundo.
MARZO-ABRIL, 1989
2.2. Bloques de esquina y garganta
Otro aspecto que llama la atención es comprobar el estado en que se encuentra alguna de estas partes del horno al finalizar una campaña.
Si bien en algunos casos se ha encontrado la solución con la utilización de materiales mucho más resistentes a la corrosión, como son los materiales de óxido de cromo, sin embargo ésta no es una solución generalizable, ya que, entre otras razones, si se ha de fabricar vidrio blanco, este refractario aporta algunas ppm de Cr203 suficientes para dar una cierta coloración al vidrio.
En la figura 4 se ilustra la experiencia de Preston y Turn-bull (3) sobre la erosión remontante que ha venido a explicar el grave problema de la corrosión en las gargantas. En la figura 4a se muestra el efecto que producen las burbujas de diferentes tamaños, cuyas cavidades son de profundidad semejante.
Es claro que las gargantas tienen una doble misión: barrera térmica y selección del vidrio, pero también es evidente que las gargantas están sometidas a un desgaste debido a:
— La temperatura del vidrio. — Las burbujas presentes en el vidrio. — La velocidad del vidrio.
99

D. J. C. FUEYO GARCIA
•-BLOQUE HIELO
- 5 ^ C
50 % AGUA 50 % ALCOHOL
Fig. 4.—Experiencia de Preston y Turnbull sobre la erosión remontante: a) erosión producida por burbujas de aire en hielo, y b) efecto de la ero
sión producida por una burbuja.
3. ZONAS DE ATAQUE
3.1. Solera
En los diez últimos años la tirada de los hornos ha aumentado considerablemente, a la vez que se han prolongado las campañas de los mismos, gracias como queda dicho a varias medidas:
— Mejora de la calidad de los materiales refractarios. — Aislamiento de los hornos de fusión. — Modificaciones constructivas y de geometría.
Sin embargo, con ello han cambiado también los puntos débiles y si antes venían preocupando la garganta y la línea de flotación, como queda dicho, ahora reviste una especial preocupación la solera:
La corrosión de la solera (fgs. 5, 6 y 7) puede tener lugar de tres formas diferentes:
^ ^ ^ ï'^'^''!,!"
í ;
\ !
"^
Por todo ello se han buscado posibles líneas de solución en:
— Nuevos materiales (los ya citados de Cr/AZS) o ZS más ricos en Zr02 que el mismo ER 1711.
— Geométricas (techos inclinados que permitan el escape de las burbujas).
— Protegiéndolas con otros materiales, p. ej., Mo.
En los bloques de esquina correspondientes a los enfor-nes, y también en los primeros bloques de empalizada, puntos de singular corrosión, ésta viene originada por la acción de los gases de la composición y la erosión de la propia composición sobre los materiales refractarios.
Fig. 5.—Corrosión en solera y paredes.
3.1.1. Acción del vidrio sin presencia de otra fase (esta corrosión es mínima y puede ser despreciada).
3.1.2. Acción del vidrio en presencia de una fase gaseosa (ya indicada en la línea de flotación o en cualquier otra zona bajo la forma de erosión remontante).
3.1.3. Acción del vidrio en presencia de metales, dando lugar a una corrosión descendente de menos intensidad que la anterior.
TABLA II
PRODUCCIÓN DE VIDRIO PLANO Y HUECO Y DURACIÓN DE LAS CAMPAÑAS
Vidrio hueco Vidrio Float
1980 1965 1985 1970
Tirada específica Duración campañas Tirada acumulada
3 a 3,2 t/m2 día 5 a 7 años 5.500 a 6.000 t/m2 de campaña
2 t/m2 día 3 a 4 años 2.000 a 3.000 t/m2 de campaña
1,5 t/m2día 8 años 4.500 t/m2
1 t/m2 día 4 años 1.500 t/m2
100 BOL.SOC.ESP.CERAM.VIDR. YOL. 28 - NUM. 2

Puntos débiles del refractario en los hornos de vidrio: Posibles líneas de solución
í-A. i ^^^ «̂ %#."^.;è-
-1
Fig. 6.—Efecto de la corrosión remontante.
Fig. 1 .—Efecto de Preston y Turnbull.
Es interesante resaltar el efecto que provoca la utilización del calcín, sobre todo el extraño, en la marcha de los hornos:.
El calcín extraño puede aportar lo siguiente:
— Papel, materia orgánica, plásticos: Si es en una proporción superior al 0,2% en peso puede haber variaciones en el equilibrio redox y dar lugar a bullones en el vidrio.
— Fey sus aleaciones: Pueden dar lugar a la formación localizada de bullones y sobre todo al ataque de la solera, según un mecanismo de ataque por formación de fases líquidas de silicato de hierro (fayalita).
— Metales no magnéticos: Pb, Sn, Zn... que se van al fondo de la cuba, penetran entre los refractarios y pueden llegar a perforarlos. Pueden formar además placas que sirven de conductores en la fusión eléctrica o con apoyo eléctrico. Una acción particular la ejerce el Al y otros metales ligeros que quedan en el vidrio, y que debido a su afinidad por el oxígeno, conduce a reacciones de aluminotermia con formación de burbujas y Si elemental.
— Productos minerales sólidos: Que dan origen a infun-didos de diferentes naturalezas.
La penetración de estos objetos metálicos ha sido reproducida en nuestro centro de investigación del CIDA según el esquema representado en las figuras 8 y 9.
Cristales negros
por DRX : NiO - predominante C03O4-POCO
posibles: silicato de Ai y Na
Fig. S.—Esquema de algunas peforaciones en un horno de vidrio hueco.
BUNSENITA(NIO)
ESPINELASÍen la interfase)
^CAVIDAD LIMPIA/ • CAVlUAU LIMf lA ' / / AL NNAL^ DEL / SEPARACIÓN DE LA ^Z /CON EL GLÓBULO/ / / P M C A Y O V / / , CAPERUZA DE CRIS-
r^r^//////, V/T/7/////, ^m-fm/ Fig. 9.—Ensayo de reproducción del fenómeno, a partir de Ni metálico so
bre ZAC limpio.
A continuación se apuntan algunos elementos que contribuyen a la resolución de los problemas de la solera:
— La primera capa en contacto con el vidrio debe ser lo más resistente posible a la acción del vidrio y de espesor suficiente.
— Reforzar las placas o dalas en las zonas de bulloneras y electrodos.
— Las siguientes c^pas deben ser concebidas como resistentes a la corrosión a la vez que aislantes térmicos.
— Todas las capas deben quedar perfectamente cerradas para evitar que el vidrio cuele por debajo.
— Vigilancia cuidadosa en el temple para que las juntas de dilatación cierren debidamente,
— Y, evidentemente, evitar en tanto cuanto sea posible, la introducción de metales en el horno.
3.2. Quemadores y cámaras
Aparte del natural desgaste de las toberas hay un agente que ejerce una especial atención de corrosión que se viene conociendo con el galicismo de «volages» (término más corto que el de «partículas arrastradas por los humos»).
Actúan físicamente sobre los materiales con una acción dinámica de desgaste y erosión, y químicamente por reacción entre algunos de los componentes del refractario y las propias partículas arrastradas; así es conocida la formación de espinelas por reacción entre MgO (uno de los principales componentes de los «volages») y AI2O3 (uno de los componentes del ZAC).
Otro de los puntos débiles de los hornos, que obligan a
MARZO-ABRIL, 1989 101
D. J. C. FUEYO GARCIA
reparaciones importantes, a veces en caliente, aunque otras puedan obligar a parar, son las cámaras: una cámara que no tira o que llega a derrumbarse obligará a tomar decisiones con respecto a la marcha del horno y de la fabricación (fig. 10).
Fig. 10.—Aspecto de una cámara.
Según Cheethan (4) lo más característico de cada una de las zonas de las cámaras puede ser lo siguiente:
Parte alta: 1.200-1.500° C. Reacciones de las cenizas de V2O5 con sosa, sflice y cal. — Caída del material a la base o — formación de puentes que ciegan los con
ductos.
Parte media: 800-1.200° C. Reacción de la magnesita con el azufre. El material hincha y se cuartea. Tendencia a usar cromita y/o forsterita.
Parte baja: 450-800° C. Conveniencia de usar silico-aluminoso (44% AI2O3) con alta resistencia a la compresión y baja porosidad.
Además del problema de los «volages» que, por supuesto, afecta no sólo a los quemadores y conductos sino también a las propias cámaras, es necesario tener en cuenta la fluencia de los materiales básicos que puede hacer peligrar la estabilidad de los empilajes.
Dicha característica que no ha sido suficientemente considerada, ya que hasta ahora nos hemos contentado con la información que puede darnos el ensayo de resistencia al aplastamiento bajo carga constante T .̂
Otro aspecto a considerar es la absoluta falta de información que tiene el usuario sobre el previsible comportamien
to de los materiales a utilizar en las cámaras desde el punto de vista de resistencia al ataque por el sulfato, tan importante en aquellas zonas de las cámaras en las que el intervalo de temperatura facilita su condensación. Sería de gran importancia establecer un ensayo para predecir este tipo de comportamiento. Le Blanc (5) ha descrito un método para ello, pero es muy lento y tiene carácter comparativo.
3.3. Bóvedas
Las bóvedas de sílice plantean problemas todavía no resueltos y son dos los aspectos a considerar:
— Por una parte está la transformación de la sílice hasta la forma deseada con la desaparición total de la fase de cuarzo.
— Por otra está la limitación a que somete este material y que nos está impidiendo fundir a más altas temperaturas.
Hagamos algunas consideraciones con respecto a los dos aspectos precedentes:
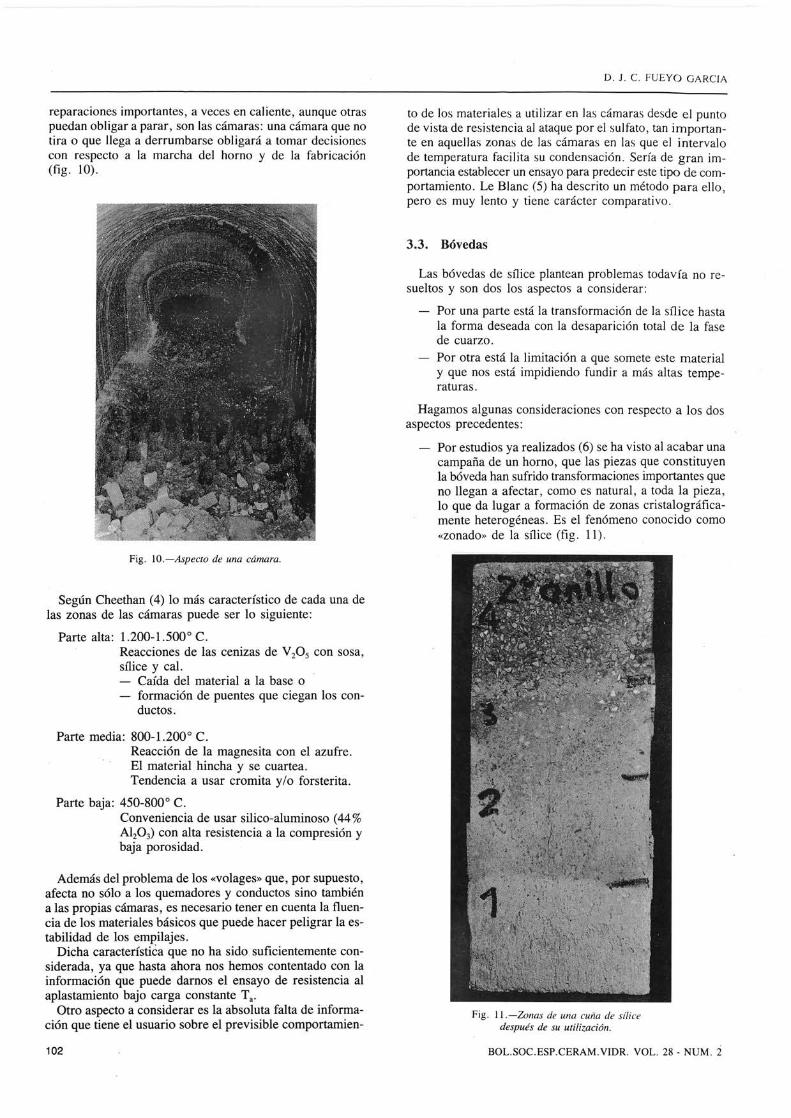
— Por estudios ya realizados (6) se ha visto al acabar una campaña de un horno, que las piezas que constituyen la bóveda han sufrido transformaciones importantes que no llegan a afectar, como es natural, a toda la pieza, lo que da lugar a formación de zonas cristalográficamente heterogéneas. Es el fenómeno conocido como «zonado» de la sflice (fig. 11).
11.—Zonas de una cuña de sílice después de su utilización.
102 BOL.SOC.ESP.CERAM.VIDR. VOL. 28 - NUM. 2

Puntos débiles del refractario en los hornos de vidrio: Posibles líneas de solución
Ello trae consigo que las distintas partes de la pieza presentan propiedades diferentes, p. ej., la dilatación.
En consecuencia, el material de sflice que necesita el horno para la fabricación de vidrio es un material bien transformado, sin cuarzo residual (la transformación del que pueda quedar tiene lugar con un aumento de volumen del 16%). Tiene que haberse llegado a un material tridimítico estable, aunque en el uso, en algunas partes del horno y en el intradós, evolucione a sflice cristobalítica y se mantenga así durante toda la vida del horno.
— En cuanto a la limitación de temperaturas, se han hecho ensayos con otros materiales diferentes, básico, ASZ,mullita, etc., pero su aplicación se ve limitada a algún tipo de hornos, en función de los vidrios a fabricar: fibras, borosilicato...
Las limitaciones proceden de la liberación de piedras y otros defectos que se derivan de la utilización de esos materiales, y que, en el caso de la sflice, son problemas reducidos al mínimo. Rara vez se encuentran defectos procedentes de estas bóvedas, a excepción de algún incidente o de la ya denominada «tridimita de brasa».
Para acabar y para dejarla como otra limitación más de los productos refractarios actualmente en uso está la conductividad eléctrica de estos materiales, demasiado alta en algunos de ellos para aplicaciones como puede ser en la fusión eléctrica o simplemente en hornos de fusión tradicional con apoyo eléctrico
Esta conductividad alta, y que incluso aumenta con la temperatura, hace impensables algunos materiales para estos hornos de fusión con apoyo eléctrico.
4. BIBLIOGRAFÍA
1. SKRANEK,Z. y FORMANEK, J. : Méthodes de determination de la corrosion des réfractaires par le verre fondu. S.V.U.S., vol. XVI (1973), num. 1.
2. JEBSEN-MARWEDEL, H.: Etude de la corrosion accrue des refractarles a l'endroit du coup de sabre et par ta-raudage en tant que phénomène de transfert du a un mouillage permanent. Gastech. Ber., 39 (1966) 9. Sept.
3. PRESTON y TURNBULL: La física de la erosión remontante. Am. J. Soc, 239 (1941). Descrito por BUSBY y BARKER en Simulatives studies of upwad drilling. Journal ofThe Am. Ceram. Soc. (1966). Agosto.
4. CHEETHAN, S. E . : Refractory selection in relation to furnace life. Glass (1976). Agosto y octubre.
5. LE BLANC y JOHN, R . : HOW Brockway's lower checker sulfate test works. Glas Industry (1984). Agosto.
6. MONTES, C . y ARTIGAS, G. : Transformación de los refractarios de sflice durante su utilización en los hornos de vidrio. Bol. Soc. Esp. Cerám. Vidr., 8, 3 (1969), Mayo-junio.
MARZO-ABRIL, 1989 103

PUBLICACIONES EDITADAS POR LA SOCIEDAD ESPAÑOLA DE CERÁMICA Y VIDRIO
Materiales Refractarios y Siderurgia (Jornadas de Arganda del Rey, 4-5 mayo 1984
CONTENIDO: I. Experiencias y perspectivas de la utilización de
materiales refractarios en la industria siderúrgica. D. Ernesto Badía Atucha, Jefe de obras y refractarios de Altos Hornos de Vizcaya, y D. Ignacio Larburu Ereño: Refractarios para hornos altos en AHV, D. Gabino de Lorenzo y D. Francisco Egea Molina: Revestimientos refractarios en Horno Alto de ENSIDESA. D. Jesús María Valerio, de S.A. Echevarría: Cucharas de tratamiento secundario de acero. D. Jesús Valera, ENSIDESA-Veriña: Evolución de la duración de revestimientos en las acerías de ENSIDESA, D. J.A. Pérez Romualdo, Jefe de Colada Continua de Altos Hornos del Mediterráneo: Refractarios en cucharas de acero y colada continua de slabs.
II. Investigaciones en el campo de materiales refractarios en el Instituto de Cerámica y Vidrio. Prof. Dr. Salvador de Aza, Director del ICV: El Instituto de Cerámica y Vidrio. Estructura y objetivos. D. Emilio Criado Herrero: El sector español de refractarios y la industria siderúrgica. Evolución y perspectivas. Dr. Francisco José Valle Fuentes: Tendencias en el análisis de materiales refractarios. Dr. Serafín Moya Corral: Materiales cerámicos tenaces basados en mullita-circón. Dra. Pilar Pena Castro: Materiales refractarios basados en circón. D. Angel Caballero Cuesta: Evolución de las propiedades refractarias y termomecánicas de las bauxitas. Dr. Rafael Martínez Cáceres: Cementos refractarios.
160 PAGINAS PRECIO: 4.500 PESETAS
Vocabulario para la Industria de los Materiales Refractarios
ISO/R 836-1968
• CONTENIDO:
I. Terminología general.
II. Materias primas y minerales.
III. Fabricación.
IV. Tipos de refractarios.
V. Los hornos y la utilización de productos refractarios: — Metalurgia. — Industria del coque y gas. — Generadores de vapor. Calderas. — Industria vidriera. — Cales y cementos. — Cerámica.
VI. Características y métodos de ensayo.
• Contiene 4 índices alfabéticos en castellano, francés, inglés y ruso; con un código numérico que permite la localización de cada uno de los términos en los otros tres idiomas.
• Incorpora más de 1.100 términos relativos a la industria de refractarios e industrias consumidoras.
190 PAGINAS, 50 FIGURAS.
PRECIO: 4.500 PESETAS
La reserva de ejemplares y los pedidos deben dirigirse a: SOCIEDAD ESPAÑOLA DE CERÁMICA Y VIDRIO Ctra. Valencia, Km. 24,300 ARGANDA DEL REY (Madrid)