proyecto fabrica de tapones
TRANSCRIPT
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 1/54
Proyecto Técnico de ciclo de
grado superior
Desarrollo de sistemas de medida y regulación
Automatización de una fábrica de tapones
Daniel López García.
2º Regulación y Control.

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 2/54
Proyecto de automatización de una fabrica de tapones
- 2 -
Índice
1. Introducción ............................................................................................... - 4 - 1.1. Objetivos ............................................................................................. - 4 - 1.2. Módulos a los que implica .................................................................. - 4 - 1.3. Tipo de proyecto ................................................................................. - 5 - 1.4. Descripción del proyecto .................................................................... - 5 -
2. Memoria Explicativa ................................................................................. - 7 - 2.1. Emplazamiento ................................................................................... - 7 - 2.2. Situación previa .................................................................................. - 7 - 2.2.1. Descripción del proceso productivo ............................................ - 7 -
2.3. Descripción técnica ............................................................................. - 8 - 2.3.1. Compuertas .................................................................................. - 8 -
2.3.2. Cintas transportadoras ................................................................. - 8 -
2.3.3. Máquina de inyección de plástico................................................ - 8 -
2.3.4. Máquina de ensamblaje automático............................................. - 9 -
2.3.5. Centro de maquinado automático ................................................ - 9 -
2.3.6. Máquina de serigrafía y tampografía automática ........................ - 9 -
2.3.7. Túnel de secado ......................................................................... - 10 -
2.3.8. Cámara escáner PPL .................................................................. - 10 -
2.3.9. Empaquetadora automática ........................................................ - 10 -2.3.10. Instalación eléctrica ................................................................. - 11 -
2.3.11. Implantación del sistema de control ........................................ - 11 -
2.4. Descripción del funcionamiento ....................................................... - 12 -
2.4.1. Funcionamiento del conjunto .................................................... - 12 -
2.4.2. Funcionamiento individual ........................................................ - 13 -
2.5. Cálculos ............................................................................................ - 16 - 2.6. Anexos del proyecto ......................................................................... - 28 -
2.6.1. Inyectora de plástico .................................................................. - 28 -
3. Presupuesto .............................................................................................. - 36 - 3.1. Descompuesto genérico .................................................................... - 36 - 3.2. Presupuesto General ......................................................................... - 37 -
4. Pliego de condiciones .............................................................................. - 39 - 4.1 .Pliego de condiciones generales y económicas ................................ - 39 -
4.1.1. Descripción de las obras ............................................................ - 39 -
4.1.1. Condiciones administrativas ...................................................... - 43 -
4.1.3. Condiciones de contratación ...................................................... - 47 -
4.1.2. Condiciones específicas ............................................................. - 53 -
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 3/54
Proyecto de automatización de una fabrica de tapones
- 3 -
DOCUMENTO Nº 1
INTRODUCCIÓN
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 4/54
Proyecto de automatización de una fabrica de tapones
- 4 -
1. Introducción
1.1. Objetivos
a) Generales
Cumplir con el DECRETO 11/1996 de 16 de Enero por el que seestablecen las enseñanzas correspondientes al Título de FormaciónProfesional de Técnico en Regulación y Control de SistemasAutomáticos en la Comunidad Autónoma de Andalucía, el cual indicacomo un módulo del ciclo formativo la realización de un Proyecto para
el aprendizaje de elaboración de un proyecto técnico.
Cumplir con la ORDEN de 24 de Junio de 1997, por la que seestablecen orientaciones y criterios para la elaboración de proyectoscurriculares, así como la distribución horaria y los itinerarios formativosde los títulos de Formación Profesional Específica, que se integran enla Familia Profesional de Electricidad y Electrónica, en Regulación yControl de Sistemas Automáticos la cual se indican las capacidadesterminales del módulo Desarrollo de Sistemas de medida y regulaciónque se citan en los objetivos específicos.
b) Específicos
Definir y planificar con detalle el/los contenidos para el desarrollode un proyecto identificado en el campo profesional de la figura deRegulación y Control de Sistemas Automáticos
Realizar el proyecto, ideando soluciones para su realización.Valorar en su conjunto y justificar las decisiones tomadas en la
definición, planificación, y realización del proyecto.Cumplir los objetivos anteriores con la realización de un Proyecto
sobre: Automatización de un invernadero de crisantemos.
1.2. Módulos a los que implica
Para desarrollar este proyecto he necesitado recurrir a losconocimientos adquiridos en los siguientes módulos del Ciclo Superiorde Sistemas de Medida y Regulación:
- Desarrollo de Sistemas de Medida y Regulación- Desarrollo de Sistemas de Control Secuencial.

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 5/54
Proyecto de automatización de una fabrica de tapones
- 5 -
1.3. Tipo de proyecto
Nuestro proyecto, es un Proyecto Técnico de Transformación yaque se nos encarga por parte de un cliente la automatización de unafábrica de tapones ya existente y con una serie de característicaspropias, dispuestas en ella.
1.4. Descripción del proyecto
Nuestro proyecto consiste en la automatización del proceso defabricación de tapones de plástico para botellas de alcohol. Consistiráel control automático de diversas magnitudes del proceso a seguircomo el transporte de las piezas, su ensamblaje, detección de taponesno conformes etc.
También integra un sistema SCADA mediante pantallas táctilesque permite ver casi en tiempo real alarmas provocadas por fallos en elsistema productivo, es decir, cuado se produce fallo en cualquiermáquina, y también puede realizar registros de fallos y de tapones noconformes para realizar gráficas estadísticas de control de la calidad.
Esta automatización permitirá un mayor rendimiento y un menorcoste en la producción del producto con el consecuente beneficio.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 6/54
Proyecto de automatización de una fabrica de tapones
- 6 -
DOCUMENTO Nº 2MEMORIA
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 7/54
Proyecto de automatización de una fabrica de tapones
- 7 -
2. Memoria Explicativa
2.1. Emplazamiento
Nuestro invernadero será situado en Jerez de la Frontera en elpolígono industrial el Portal más concretamente en una parcela deaproximadamente 2280 m2 situada en la Avenida Alcalde CantosRopero (Pol. Ind. El Portal) S/N, 11408 Jerez De La Frontera.
2.2. Situación previa La fábrica antes de nuestra automatización esta compuesta por
una serie de maquinas individuales en diferentes áreas de trabajo en la
fábrica y nuestra automatización constará de la agrupación de dichasmaquinas y conectándola unas a otras entre si cambiando el procesoproductivo hacia un diseño de mayor rendimiento y beneficio. Ladisposición anterior es la siguiente;
2.2.1. Descripción del proceso productivo
Los tapones que se fabrican constan de 5 partes:
- Cápsula de aluminio.- Cubierta de plástico.- Vertedor.- Válvula.- Chasis.
A la fábrica llegan 3 tipos de materia prima, la cápsula dealuminio y dos tipos de plástico. Ambos son tratados por separado.
Las Cápsulas de aluminio son pintadas y numeradas en unamaquina en el área de decorado y tras ello son llevadas manualmente
hacia la máquina de corte y moleteado donde le hacen los cortes queseparan la cubierta del tapón del cuerpo y la muescan para facilitar laapertura de rosca del tapón.
Por otra parte los tipos de plástico que viene en forma de bolasse almacenan en silos en el exterior de la planta y son introducidosprimero en la máquina de inyección de plástico que derrite esas bolas ylas vierte dentro de un molde donde se fabrican la cubierta por un lado,el vertedor y la válvula por otro y por último el chasis. Tras ello sontransportadas hacia el área de ensamblaje donde se unen la cubiertacon la capsula de aluminio, por otro lado el vertedor, la válvula y elchasis y por ultimo ambos resultados de los procesos anteriores.
Tras ello se empaquetan mediante otra máquina y obtenemos elproducto final.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 8/54
Proyecto de automatización de una fabrica de tapones
- 8 -
2.3. Descripción técnica
2.3.1. Compuertas
En nuestro proyecto utilizaremos compuertas de tipo cilíndricas.Las compuertas cilíndricas consisten en cilindros sólidos de aceroabiertas en ambos extremos. Este tipo de compuertas generalmenteson levantadas por medio de cables o máquinas hidráulicas.
2.3.2. Cintas transportadoras
Para la realización de nuestra automatización será la
intervención de un ruteado fijo de cintas transportadoras que recorreránel proceso a través de sus diferentes etapas. Utilizaremos el tipo decinta con listones ya que permite la fácil incorporación de curvas ymayor maniobrabilidad en el ruteado.
Este sistema emplea plataformas individuales, llamadas listoneso tablillas, conectadas a una cadena continua en movimiento. Aunqueel mecanismo impulsor es la cadena, funciona en gran medida comouna cinta plana. Las cargas se sitúan sobre la superficie plana de lastablillas y se desplazan con ellas. Los caminos son generalmente enlínea recta, pero al ser movidas por cadenas y la posibilidad deintroducir curvas en el camino mediante ruedas dentadas, las cintas
con listones pueden tener giros en su lazo continuo.
2.3.3. Máquina de inyección de plástico
Una inyectora es una máquina cuya tarea principal consiste en lafabricación discontinua de piezas a partir de masas de moldeo deelevado peso molecular, con la ayuda de presiones elevadas.
Su principal tarea es fundir el termoplástico, e inyectarlo en unmolde metálico donde se enfría y solidifica. Además permite incorporara una sola pieza varias funciones, de forma que podemos reducir elnúmero de piezas y el tiempo de ensamblaje.
Contiene un sensor de temperatura pt 100 incorporado paracontrolar la temperatura de fundición.

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 9/54
Proyecto de automatización de una fabrica de tapones
- 9 -
2.3.4. Máquina de ensamblaje automático
Ensambla productos formados por varios componentes. Lamáquina los recibe a granel y entrega el producto ensamblado sinintervención manual.
Este modelo posee una gran flexibilidad de adaptación adiversos tamaños de productos y cantidad de componentes a armar.
2.3.5. Centro de maquinado automático
Dispositivo automático que puede realizar varias operaciones de
maquinado en una sola pieza.Desde nuestro PLC podemos generar automáticamente lasinstrucciones que dirigirán el centro de maquinado para elaborar dichapieza. Se supervisa y dirige todo el funcionamiento. Realizaremos lasfunciones de corte y moleteado en las cápsulas de aluminio.
2.3.6. Máquina de serigrafía y tampografía automática
La máquina se encargará de tintar la cápsula de aluminio ycolocar cualquier tipo de imagen o logotipo en el tapón.
- Tintero cerrado, permite el ahorro de tinta y la conservación de lamisma en condiciones óptimas a pesar de tiempos prolongados deparada.- La fijación del tampón que transfiere la tinta del grabado a la pieza, serealiza sobre una cola de milano doble con los ajustes en los ejes X eY.- Ciclo de funcionamiento manual o automático mediante selector.- Ajuste variable de tiempos dentro de cada ciclo.- Regulación independiente de presión de aire.- Regulación de desplazamiento del tampón en vertical.
- Temporización variable y regulación neumática de velocidad paraciclo de giro automático de pieza bajo el tampón por desplazamientodel utillaje de apoyo.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 10/54
Proyecto de automatización de una fabrica de tapones
- 10 -
2.3.7. Túnel de secado
Sólo necesita hacer pasar sus envases ya impresos dentro delTúnel, allí dentro, el envase gira y actúa una potente luz ultra violetaque hace reaccionar los foto polímeros contenidos en la tinta UV y éstase cura (endurece) instantáneamente. Al final del transportador losenvases caen a un contenedor (no incluido) y ahora los envases estánlistos.
El equipo consta de un sistema de extracción eficiente, queelimina los olores y vapores, cumpliendo así, fácilmente con las normasambiéntales y sanitarias.
El choque térmico que sufre el envase al pasar por la lámparaUV es mínimo evitando cualquier deformación.
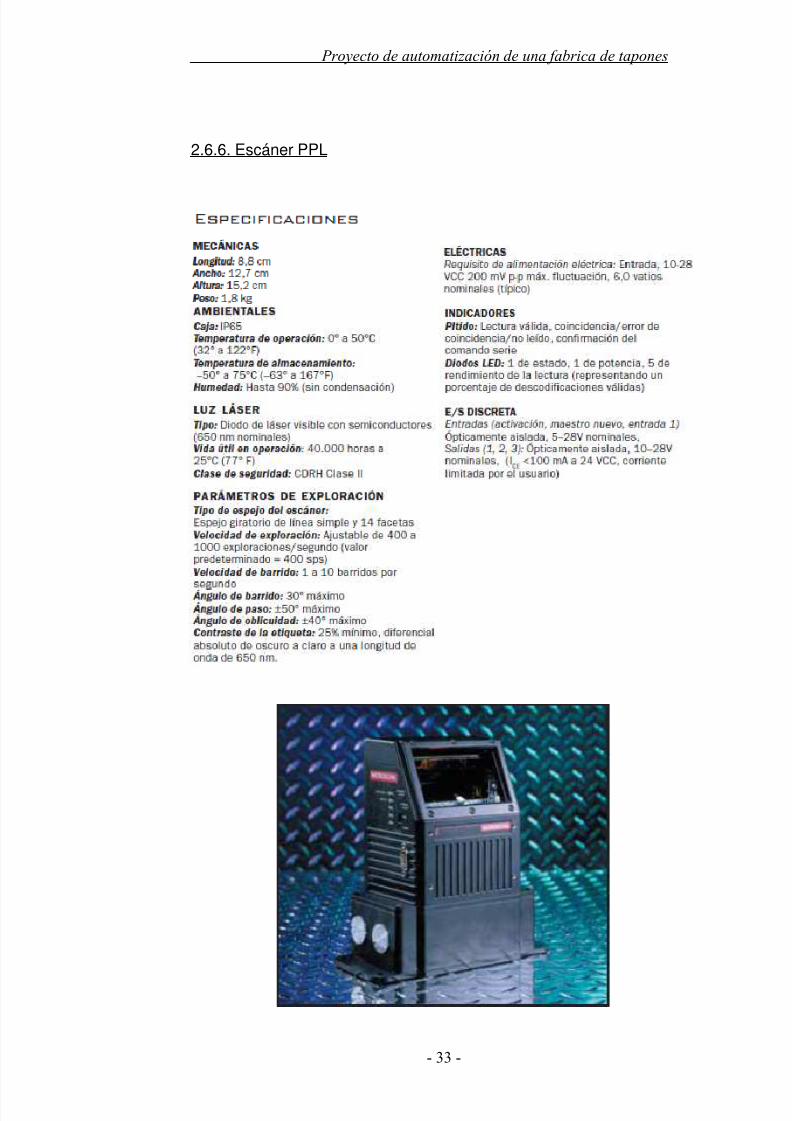
2.3.8. Cámara escáner PPL
La tecnología de este escáner consta de la captura de los puntosde luz (PPL) de un objeto. Por tanto habiendo preestablecido unosmárgenes de normalidad, al pasar el producto, en nuestro caso lostapones por el escáner si sobrepasa alguno de los límites se activa untubo de expulsión de aire que expulsa el producto no conforme.
El deterioro del tintado y la falta de alguna pieza cambian elnúmero de puntos de luz que detecta la máquina por lo que estesistema es el más adecuado para nuestro proyecto concreto.
2.3.9. Empaquetadora automática
Nuestra máquina se encargará de almacenar y empaquetar encajas de 25 tapones. Las principales características de esta máquinason:
• Barra soldadora neumática.
• Corte del film por cuchilla fría.
• Barra soldadora dotada de dispositivo de seguridad.
• Desbobinado superior e inferior motorizado.
• Tarjetas electrónicas independientes, una para la empaquetadora y
una para el túnel de termorretracción, dotadas de microprocesador de
16 bit.
• Panel LCD retroiluminado.
• Memorización de 6 diferentes ciclos de trabajo.
• Cinta transportadora que conecta la empaquetadora al túnel.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 11/54
Proyecto de automatización de una fabrica de tapones
- 11 -
2.3.10. Instalación eléctrica
Nuestra instalación está dividida por nueve circuitos quealimentan los diferentes receptores que son necesarios para laelaboración de este proyecto.
Las canalizaciones serán bajo tubo de PVC empotrado concable unipolar de cobre de diferentes secciones según el amperaje.
La acometida llegará al cuadro general de protección y mandodonde se encontrara el interruptor térmico de corte general y losdiferenciales. De dicho cuadro saldrán las diferentes líneas que sedistribuirán por la planta para alimentar las máquinas y demáscomponentes del proceso productivo. Estas líneas llegaran a diferentescuadros secundarios que contendrán los PIA individuales para cada
línea.
Componentes:- Caja general de protección- Cuadro general- Nueve cuadros secundarios- Tres Diferenciales III polos, 25 A- Magneto térmico general, IV polos, 32 A- Nueve PIA III polos, 16/10 A
2.3.11. Implantación del sistema de control
Nuestro sistema de control estará gobernado por un autómatasiemens de la gama S7 300, el cual estará conectado mediante unsistema SCADA a un PC industrial central y desde el cual a través denuestro PLC controlaremos el proceso productivo de nuestra fábrica.
Desde el PC industrial podremos controlar el proceso global eindividualmente a cada máquina de proceso. Estas máquinas seencuentran a su vez conectadas a unas unidades de control quepermiten controlarlas manualmente en caso de emergencia o avería.
El sistema estará centralizado en un armario o rack que seencontrará en la sala de supervisión del SCADA y el armariocontendrá el autómata S7 300, un Padpanel de 24 cables, un servidorcomo base de históricos de los datos relevantes del SCADA y unservidor OPC como maestro de todo el sistema considerando elSCADA como un cliente de este servidor.
Componentes:- Autómata Siemens S7-300- PC industrial
- Paneles táctiles (unidades de control)- Rack S7-300 + BASE DE DATOS + OPC + PADPANEL- Módem

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 12/54
Proyecto de automatización de una fabrica de tapones
- 12 -
2.4. Descripción del funcionamiento
2.4.1. Funcionamiento del conjunto
Funcionamiento general Activado e pulsador de marcha general se abren las compuertas
que dan paso a los distintos componentes que conforman el tapón, y seactivan las cintas transportadoras 1, 2 y 3.
- La cinta transportadora 1 lleva las cápsulas de aluminio a la
máquina de tintado que pigmenta la cápsula.
- La cinta transportadora 2 está compuesta por tres líneas quellevan termoplástico de tipo A (transparente) para introducirlo enla máquina de inyección de plástico que contiene tres moldespara formar la válvula, el vertedor y el chasis.
- La cinta transportadora 3 llevan el termoplástico de tipo B(opaco) hacia otra máquina de inyección de plástico quecontiene el molde para la tapa del tapón.
Tras salir de la máquina de tintado, en la cápsula permanece 10segundos se vuelve a activar la cinta transportadora 1 y hace pasar lacápsula por un túnel de rayos ultravioleta que seca la capsularápidamente. Una vez terminado el secado la cinta se dirige hacia lamáquina de ensamblado automático.
Una vez hecha la pieza de plástico que sale del molde despuésde 10 segundos las diferentes piezas de ambos inyectores se dirigenhacia la máquina de ensamblaje automático.
Cuando las diferentes piezas entran en la máquina deensamblaje automático son detectadas por diferentes sensores.Cuando todas las piezas son detectadas se activa el mecanismo de lamáquina y las une en una sola pieza dejando el tapón casi terminado.El proceso tarda 15 segundos, y una vez acabado se activa la cintatransportadora principal que lleva el tapón hacia el centro demaquinado, el cual detecta la presencia del tapón con un sensor yactiva la cuchilla y después el molde de rosca que se imprime en laparte superior del tapón.
Después de 10 segundos que dura la operación sale el tapón
terminado, se activa la cinta transportadora principal que recorre lacinta donde en un punto es escaneada por un escáner PPL y que sidetecta el tapón como no conforme desecha el tapón activando un tubode expulsión de aire.

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 13/54
Proyecto de automatización de una fabrica de tapones
- 13 -
Por último llegan a la máquina de empaquetado que los embalay los introduce en cajas en número de 25.
2.4.2. Funcionamiento individual
Funcionamiento de la máquina de inyección de plástico
La pieza de termoplástico entra en la unidad de fundición dondeel plástico se funde a temperatura constante. Una vez fundido elplástico se carga en la tolva del inyector. Una vez realizado estaoperación se inicia el ciclo del moldeo.
1. Molde cerrado y vacío. La unidad de inyección carga material
y se llena de polímero fundido.2. Se inyecta el polímero abriéndose la válvula y, con el husilloque actúa como un pistón, se hace pasar el material a travésde la boquilla hacia las cavidades del molde.
3. La presión se mantiene constante para lograr que la piezatenga las dimensiones adecuadas, pues al enfriarse tiende acontraerse.
4. La presión se elimina. La válvula se cierra y el husillo girapara cargar material; al girar también retrocede.
5. La pieza en el molde termina de enfriarse (este tiempo es elmás caro pues es largo e interrumpe el proceso continuo), la
prensa libera la presión y el molde se abre; las barrasexpulsan la parte moldeada fuera de la cavidad.
6. La unidad de cierre vuelve a cerrar el molde y el ciclo puedereiniciarse.
Funcionamiento de la máquina de tintado
Cuando la cápsula entra en la máquina es detectada por unsensor que activa dos pinzas que sujetan la cápsula horizontalmente.Las pinzas recorren unas guías hasta la posición de la boquilla detintado donde las pinzas comienzan a girar y se comienza a tintar lacápsula. Pasado 10 segundos las pinzas recorren el segundo tramo deguías y se recogen las pinzas.
Funcionamiento de la máquina de ensamblaje
Cuando las diferentes piezas llegan a la máquina de ensamblaje,son detectadas por diferentes sensores. Cuando todos los sensores seactivan unos contactos que colocan las piezas en un molde. Cuandoesto sucede se activa el brazo robótico que coloca cada pieza en unmolde cuando el sensor del molde se activa se activa un contacto que
comprime las piezas y las une.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 14/54
Proyecto de automatización de una fabrica de tapones
- 14 -
Funcionamiento del centro de maquinado
El tapón entra en la máquina y es detectada por un sensor.Cuando el sensor está activo da salida a una cuchilla circular queefectúa los cortes correspondientes en el tapón. Una vez se efectúa loscortes se recoge la cuchilla y se activa otro sensor que especifica queel tapón se encuentra en el molde de moleteado, se activa la piezasuperior del molde y realiza la impresión roscada en el tapón. Una vezrealizada la operación que dura 15 segundos se activa de nuevo lacinta transportadora principal.
Funcionamiento del escáner PPL
En la consola del escáner se determinan unos márgenes deerror sobre 50 puntos de luz arriba o debajo de los 1000 puntos de luzde modo que cuando detecta un desbordamiento en cualquiera de losdos márgenes por falta de alguna pieza o mal tintado se activa unapala de aire que desecha el tapón hacia el contenedor de reciclado.
Funcionamiento de la máquina de embasado
Los tapones se van colocando en una bandeja y van pasandopor un contador que cuando cuenta 25 activa un brazo embalador y labandeja se inclina y suelta la carga en una caja. Fin del proceso.
Funcionamiento de la refrigeración de equipos
La refrigeración de nuestras máquinas es producida medianteagua ya que es capaz de alejar mayores distancias el calor de su sitiode origen con un menor volumen de materia.
El proceso consta de la entrada del agua en nuestro circuito através de una válvula que conduce hacia un intercambiador de calor elcual transforma el agua caliente en fría.
Tras ello el agua es conducida hacia un deposito donde se agitapara que no sedimente y e extraída mediante una bomba hacia losdiferentes microfiltros que la limpiaran de impurezas.
Después las bombas de sendos microfiltros extraen el agualimpia hacia el anillo de tuberías primario de refrigeración que recorretodas las maquinas bajando considerablemente el calor especifico delas máquinas.
Cuando se ha recorrido el anillo se abre una válvula que abre el
paso al agua hacia otro anillo denominado backend (lazo de vuelta) porel que circula el agua caliente de las maquina y que es devuelto a lared de aguas a través de otra válvula.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 15/54
Proyecto de automatización de una fabrica de tapones
- 15 -
CÁLCULOS

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 16/54
Proyecto de automatización de una fabrica de tapones
- 16 -
2.5. Cálculos
2.5.1. MEMORIA JUSTIFICATIVA
- POTENCIAS
Calcularemos la potencia real de un tramo sumando la potenciainstalada de los receptores que alimenta, y aplicando la simultaneidadadecuada y los coeficientes impuestos por el REBT. Entre estosúltimos cabe destacar:
• Factor de 1’8 a aplicar en tramos que alimentan a puntos deluz con lámparas o tubos de descarga. (Instrucción ITC-BT-09,
apartado 3 e Instrucción ITC-BT 44, apartado 3.1del REBT).• Factor de 1’25 a aplicar en tramos que alimentan a uno o
varios motores, y que afecta a la potencia del mayor de ellos.(Instrucción ITC-BT-47, apartado. 3 del REBT).
- INTENSIDADES
Determinaremos la intensidad por aplicación de las siguientesexpresiones:
- Distribución monofásica :
ϕ CosV
P I
⋅=
Siendo:V = Tensión (V)P = Potencia (W)
= Intensidad de corriente (A)Cos = Factor de potencia
- Distribución trifásica:
ϕ CosV
P I
⋅⋅=
3
Siendo:V = Tensión entre hilos activos.
- SECCIÓN
Para determinar la sección de los cables utilizaremos tres métodos decálculo distintos:
• Calentamiento.• Limitación de la caída de tensión en la instalación (momentos
eléctricos).
• Limitación de la caída de tensión en cada tramo.Adoptaremos la sección nominal más desfavorable de las tres
resultantes, tomando como valores mínimos 1,50 mm² para alumbrado y 2,50
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 17/54
Proyecto de automatización de una fabrica de tapones
- 17 -
mm² para fuerza.- CÁLCULO DE LA SECCIÓN POR CALENTAMIENTO
Aplicaremos para el cálculo por calentamiento lo expuesto en lanorma UNE 20.460-94/5-523. La intensidad máxima que debe circularpor un cable para que éste no se deteriore viene marcada por lastablas 52-C1 a 52-C14, y 52-N1. En función del método de instalaciónadoptado de la tabla 52-B2, determinaremos el método de referenciasegún 52-B1, que en función del tipo de cable nos indicará la tabla deintensidades máximas que hemos de utilizar.
La intensidad máxima admisible se ve afectada por una serie defactores como son la temperatura ambiente, la agrupación de varios
cables, la exposición al sol, etc. que generalmente reducen su valor.Hallaremos el factor por temperatura ambiente a partir de las tablas 52-D1 y 52-N2. El factor por agrupamiento, de las tablas 52-E1, 52-N3, 52-N4 A y 52-N4 B. Si el cable está expuesto al sol, o bien, se trata de uncable con aislamiento mineral, desnudo y accesible, aplicaremosdirectamente un 0,9. Si se trata de una instalación enterrada bajo tubo,aplicaremos un 0,8 a los valores de la tabla 52-N1.
Para el cálculo de la sección, dividiremos la intensidad de cálculopor el producto de todos los factores correctores, y buscaremos en latabla la sección correspondiente para el valor resultante. Para
determinar la intensidad máxima admisible del cable, buscaremos en lamisma tabla la intensidad para la sección adoptada, y lamultiplicaremos por el producto de los factores correctores.
- MÉTODO DE LOS MOMENTOS ELÉCTRICOS
Este método nos permitirá limitar la caída de tensión en toda lainstalación a 4,50% para alumbrado y 6,50% para fuerza. Paraejecutarlo, utilizaremos las siguientes fórmulas:
- Distribución monofásica:
( )∑ ⋅=⋅⋅
⋅= ii
n
P LU e K
S λ λ
;2
Siendo:S = Sección del cable (mm²)
= Longitud virtual.e = Caída de tensión (V)K = Conductividad.Li = Longitud desde el tramo hasta el receptor (m)Pi = Potencia consumida por el receptor (W)Un = Tensión entre fase y neutro (V)
- Distribución trifásica:
( )∑ ⋅=⋅⋅
= ii
n
P LU e K
S λ λ
;

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 18/54
Proyecto de automatización de una fabrica de tapones
- 18 -
- CAÍDA DE TENSIÓN
Una vez determinada la sección, calcularemos la caída de tensión en el tramoaplicando las siguientes fórmulas:
- Distribución monofásica:
nU S K
L P e
⋅⋅
⋅⋅=
2
Siendo:e = Caída de tensión (V)S = Sección del cable (mm²)K = ConductividadL = Longitud del tramo (m)P = Potencia de cálculo (W)
Un = Tensión entre fase y neutro (V)
- Distribución trifásica:
nU S K
L P e
⋅⋅
⋅=
Siendo:Un = Tensión entre fases (V)
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 19/54
Proyecto de automatización de una fabrica de tapones
- 19 -
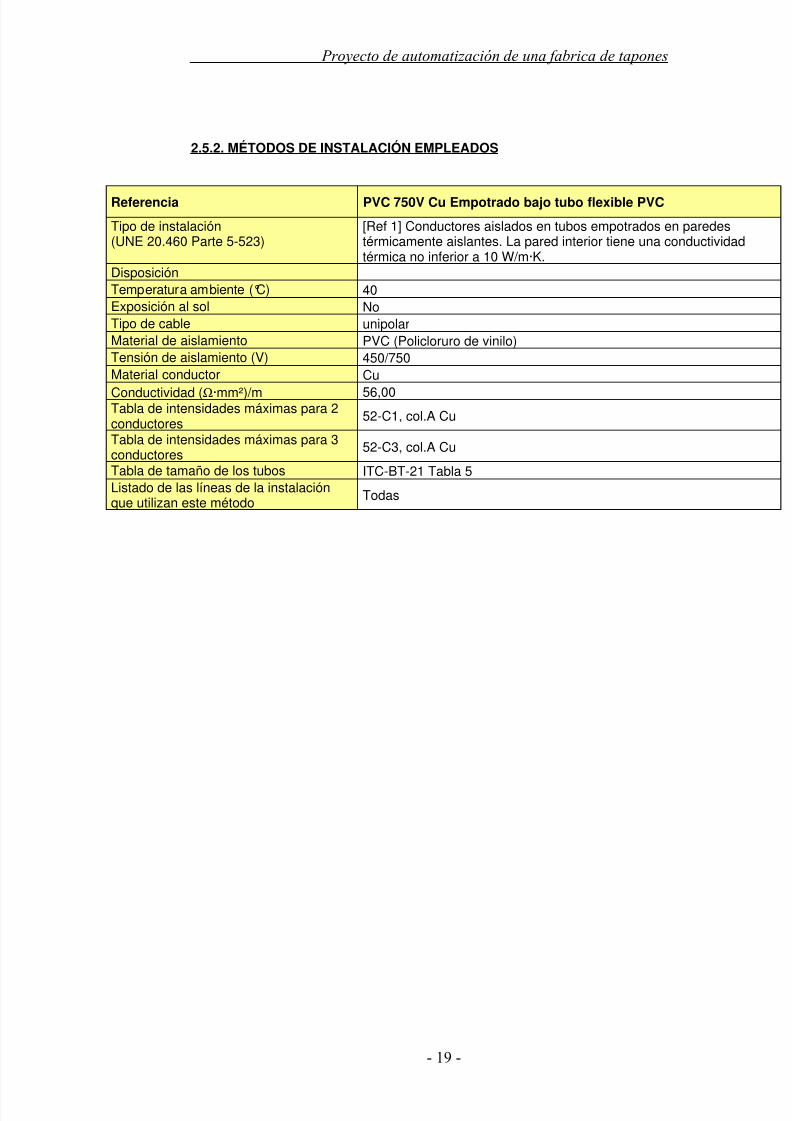
2.5.2. MÉTODOS DE INSTALACIÓN EMPLEADOS
Referencia PVC 750V Cu Empotrado bajo tubo flexible PVC
Tipo de instalación(UNE 20.460 Parte 5-523)
[Ref 1] Conductores aislados en tubos empotrados en paredestérmicamente aislantes. La pared interior tiene una conductividadtérmica no inferior a 10 W/m·K.
DisposiciónTemperatura ambiente (°C) 40Exposición al sol NoTipo de cable unipolarMaterial de aislamiento PVC (Policloruro de vinilo)Tensión de aislamiento (V) 450/750Material conductor Cu
Conductividad (Ω·mm²)/m 56,00Tabla de intensidades máximas para 2conductores
52-C1, col.A Cu
Tabla de intensidades máximas para 3conductores
52-C3, col.A Cu
Tabla de tamaño de los tubos ITC-BT-21 Tabla 5Listado de las líneas de la instalaciónque utilizan este método Todas

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 20/54
Proyecto de automatización de una fabrica de tapones
- 20 -
2.5.3. DEMANDA DE POTENCIA
- RESUMENPotencia instalada: Consideramos la potencia instalada como la
suma de los consumos de todos los receptores de la instalación. Eneste caso, y según desglose detallado, asciende a 25,38 kW.
Potencia de cálculo: Se trata de la máxima carga prevista para laque se dimensionan los conductores, y se obtiene aplicando losfactores indicados por el REBT, así como la simultaneidad o reservaestimada para cada caso. Para la instalación objeto de proyecto,resulta una potencia de cálculo de 25,38 kW.
Potencia a contratar: Se elige la potencia normalizada por lacompañía suministradora superior y más próxima a la potencia decálculo. Dadas estas condiciones, seleccionamos una potencia acontratar de 25,38 kW.
- DESGLOSE NIVEL 1
Cuadro secundario 1
Fuerza- Empaquetadora ................................................................................1.000,00 w
- Escáner PPL .......................................................................................... 50,00 wTotal ....................................................................................................1050,00 w
Resumen- Fuerza ................................................................................................1050,00 wTotal ....................................................................................................1050,00 w
- DESGLOSE NIVEL 2
Cuadro secundario 2
Fuerza- Centro de maquinado ........................................................................3.500,00 w
- Cinta transportadora principal .............................................................. 850,00 wTotal ....................................................................................................4300,00 w
Resumen- Fuerza ................................................................................................4300,00 wTotal ....................................................................................................4300,00 w
- DESGLOSE NIVEL 3
Cuadro secundario 3
Fuerza- Maquina de ensamblaje ....................................................................3.500,00 w
Total ....................................................................................................3500,00 w
ResumenTotal ....................................................................................................3500,00 w
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 21/54
Proyecto de automatización de una fabrica de tapones
- 21 -
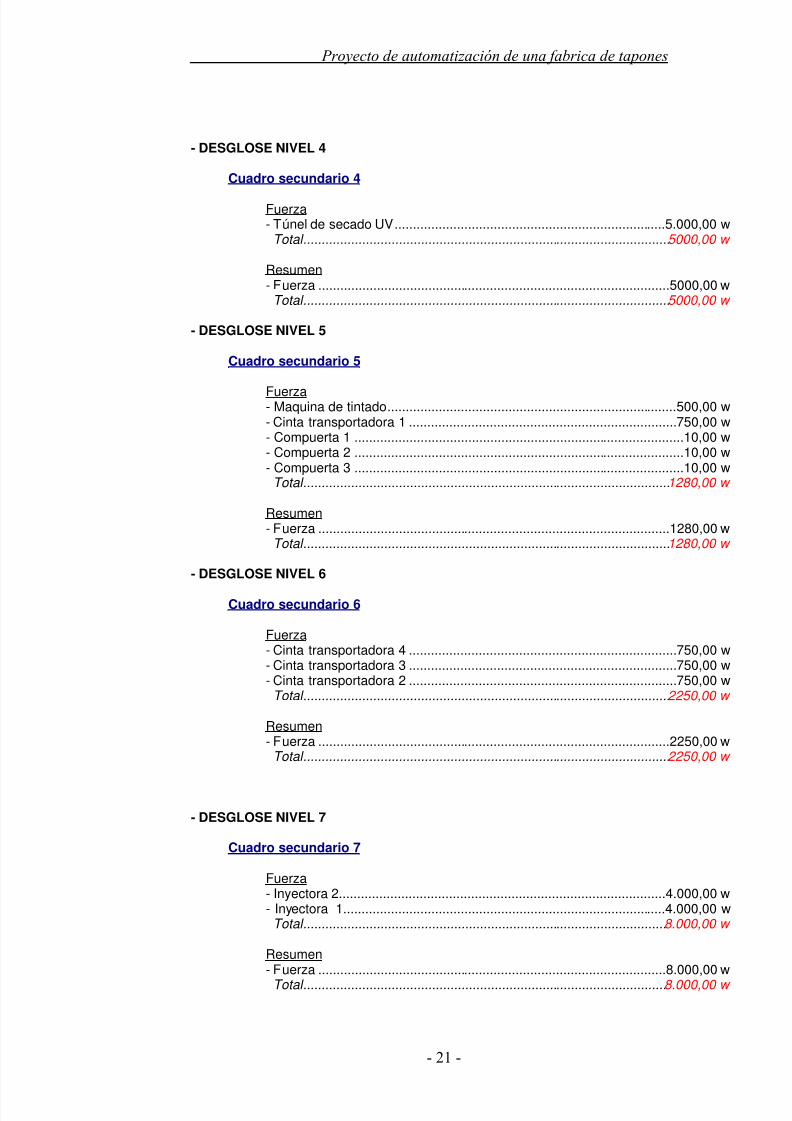
- DESGLOSE NIVEL 4
Cuadro secundario 4
Fuerza- Túnel de secado UV ..........................................................................5.000,00 wTotal ....................................................................................................5000,00 w
Resumen- Fuerza ................................................................................................5000,00 wTotal ....................................................................................................5000,00 w
- DESGLOSE NIVEL 5
Cuadro secundario 5
Fuerza- Maquina de tintado ............................................................................... 500,00 w- Cinta transportadora 1 ......................................................................... 750,00 w- Compuerta 1 .......................................................................................... 10,00 w- Compuerta 2 .......................................................................................... 10,00 w- Compuerta 3 .......................................................................................... 10,00 wTotal ....................................................................................................1280,00 w
Resumen- Fuerza ................................................................................................1280,00 wTotal ....................................................................................................1280,00 w
- DESGLOSE NIVEL 6
Cuadro secundario 6
Fuerza- Cinta transportadora 4 ......................................................................... 750,00 w- Cinta transportadora 3 ......................................................................... 750,00 w- Cinta transportadora 2 ......................................................................... 750,00 wTotal ....................................................................................................2250,00 w
Resumen- Fuerza ................................................................................................2250,00 wTotal ....................................................................................................2250,00 w
- DESGLOSE NIVEL 7
Cuadro secundario 7
Fuerza- Inyectora 2.........................................................................................4.000,00 w- Inyectora 1........................................................................................4.000,00 wTotal ...................................................................................................8.000,00 w
Resumen- Fuerza ...............................................................................................8.000,00 wTotal ...................................................................................................8.000,00 w
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 22/54
Proyecto de automatización de una fabrica de tapones
- 22 -
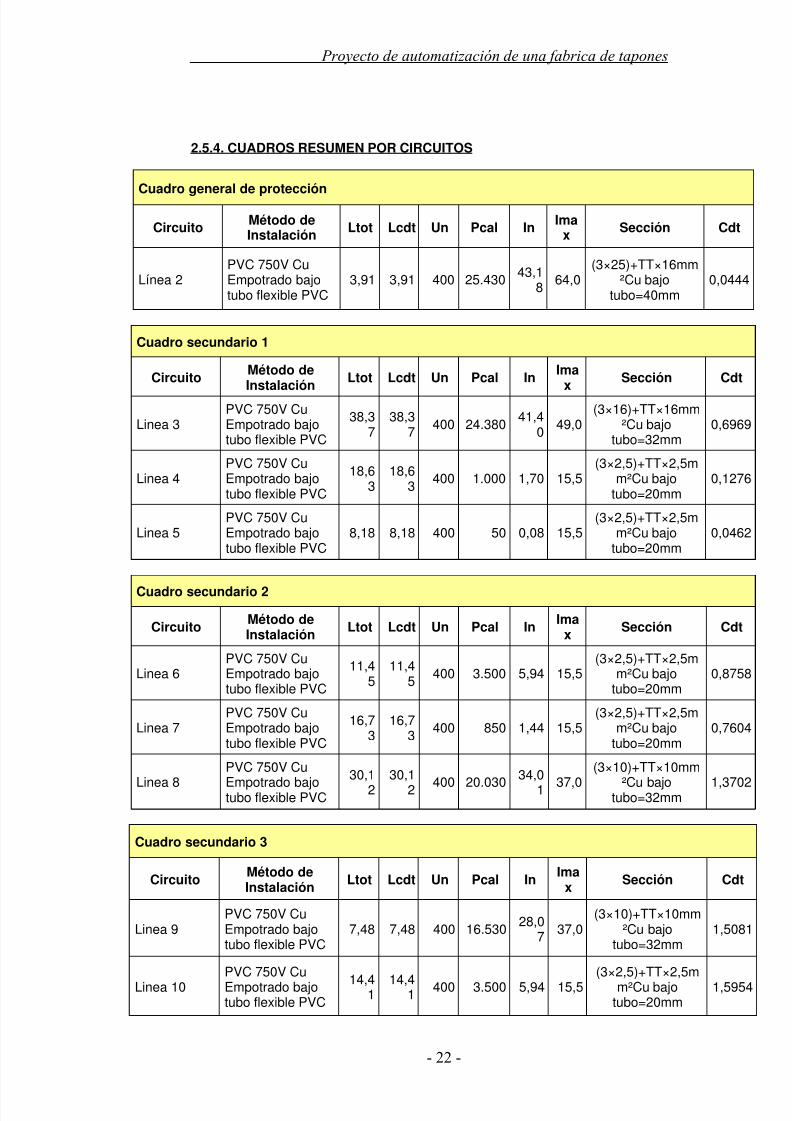
2.5.4. CUADROS RESUMEN POR CIRCUITOS
Cuadro general de protección
Circuito Método deInstalación Ltot Lcdt Un Pcal In Ima
x Sección Cdt
Línea 2PVC 750V CuEmpotrado bajotubo flexible PVC
3,91 3,91 400 25.430 43,18
64,0(3×25)+TT×16mm
²Cu bajotubo=40mm
0,0444
Cuadro secundario 1
CircuitoMétodo de
Instalación
Ltot Lcdt Un Pcal InIma
x
Sección Cdt
Linea 3PVC 750V CuEmpotrado bajotubo flexible PVC
38,37
38,37
400 24.38041,4
049,0
(3×16)+TT×16mm²Cu bajo
tubo=32mm0,6969
Linea 4PVC 750V CuEmpotrado bajotubo flexible PVC
18,63
18,63
400 1.000 1,70 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
0,1276
Linea 5PVC 750V CuEmpotrado bajotubo flexible PVC
8,18 8,18 400 50 0,08 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
0,0462
Cuadro secundario 2
CircuitoMétodo deInstalación
Ltot Lcdt Un Pcal InIma
xSección Cdt
Linea 6PVC 750V CuEmpotrado bajotubo flexible PVC
11,45
11,45
400 3.500 5,94 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
0,8758
Linea 7PVC 750V CuEmpotrado bajotubo flexible PVC
16,73
16,73
400 850 1,44 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
0,7604
Linea 8
PVC 750V Cu
Empotrado bajotubo flexible PVC
30,12
30,12 400 20.030
34,01 37,0
(3×10)+TT×10mm
²Cu bajotubo=32mm 1,3702
Cuadro secundario 3
CircuitoMétodo deInstalación
Ltot Lcdt Un Pcal InIma
xSección Cdt
Linea 9PVC 750V CuEmpotrado bajotubo flexible PVC
7,48 7,48 400 16.53028,0
7 37,0(3×10)+TT×10mm
²Cu bajotubo=32mm
1,5081
Linea 10PVC 750V CuEmpotrado bajotubo flexible PVC
14,41 14,41 400 3.500 5,94 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
1,5954
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 23/54
Proyecto de automatización de una fabrica de tapones
- 23 -
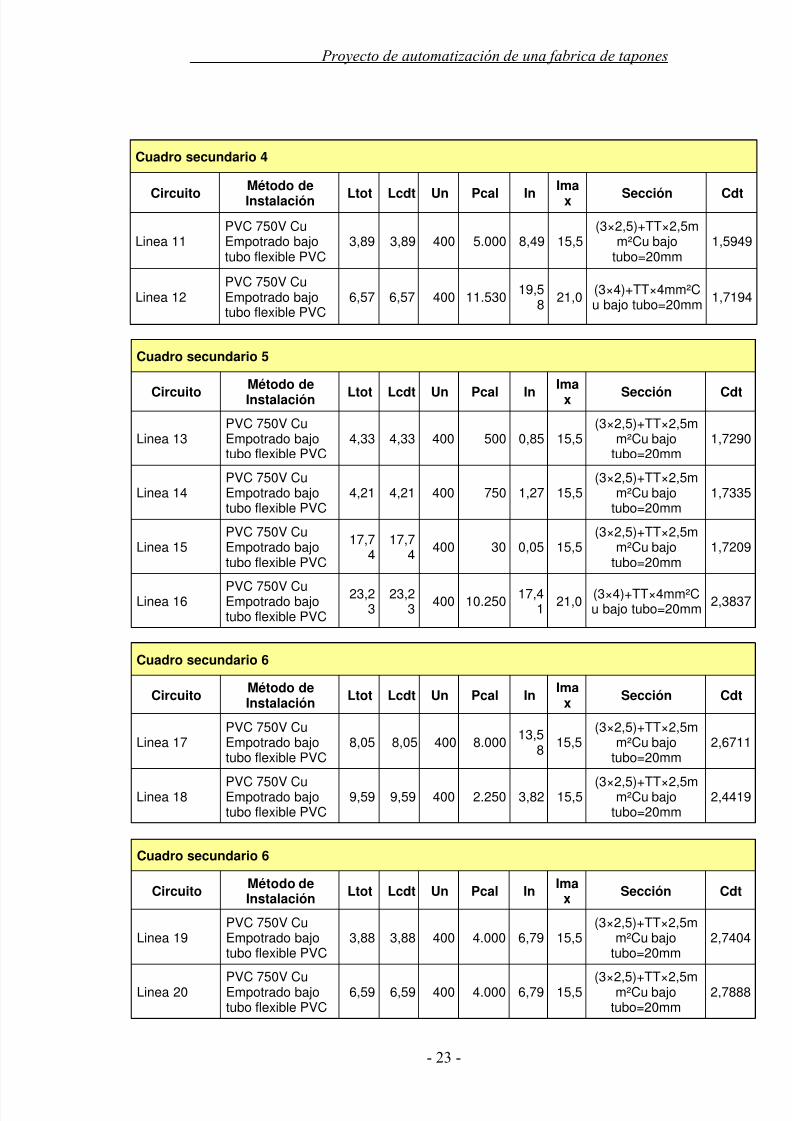
Cuadro secundario 4
CircuitoMétodo deInstalación Ltot Lcdt Un Pcal In
Imax Sección Cdt
Linea 11PVC 750V CuEmpotrado bajotubo flexible PVC
3,89 3,89 400 5.000 8,49 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
1,5949
Linea 12PVC 750V CuEmpotrado bajotubo flexible PVC
6,57 6,57 400 11.53019,5
8 21,0(3×4)+TT×4mm²Cu bajo tubo=20mm 1,7194
Cuadro secundario 5
Circuito Método deInstalación Ltot Lcdt Un Pcal In Imax Sección Cdt
Linea 13PVC 750V CuEmpotrado bajotubo flexible PVC
4,33 4,33 400 500 0,85 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
1,7290
Linea 14PVC 750V CuEmpotrado bajotubo flexible PVC
4,21 4,21 400 750 1,27 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
1,7335
Linea 15PVC 750V CuEmpotrado bajotubo flexible PVC
17,74
17,74
400 30 0,05 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
1,7209
Linea 16 PVC 750V CuEmpotrado bajotubo flexible PVC
23,23
23,23 400 10.250 17,4
1 21,0 (3×4)+TT×4mm²Cu bajo tubo=20mm 2,3837
Cuadro secundario 6
CircuitoMétodo deInstalación
Ltot Lcdt Un Pcal InIma
xSección Cdt
Linea 17PVC 750V CuEmpotrado bajotubo flexible PVC
8,05 8,05 400 8.00013,5
815,5
(3×2,5)+TT×2,5mm²Cu bajo
tubo=20mm2,6711
Linea 18 PVC 750V CuEmpotrado bajotubo flexible PVC
9,59 9,59 400 2.250 3,82 15,5 (3×2,5)+TT×2,5mm²Cu bajotubo=20mm
2,4419
Cuadro secundario 6
CircuitoMétodo deInstalación Ltot Lcdt Un Pcal In
Imax Sección Cdt
Linea 19PVC 750V CuEmpotrado bajotubo flexible PVC
3,88 3,88 400 4.000 6,79 15,5(3×2,5)+TT×2,5m
m²Cu bajotubo=20mm
2,7404
Linea 20 PVC 750V CuEmpotrado bajotubo flexible PVC
6,59 6,59 400 4.000 6,79 15,5 (3×2,5)+TT×2,5mm²Cu bajotubo=20mm
2,7888
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 24/54
Proyecto de automatización de una fabrica de tapones
- 24 -
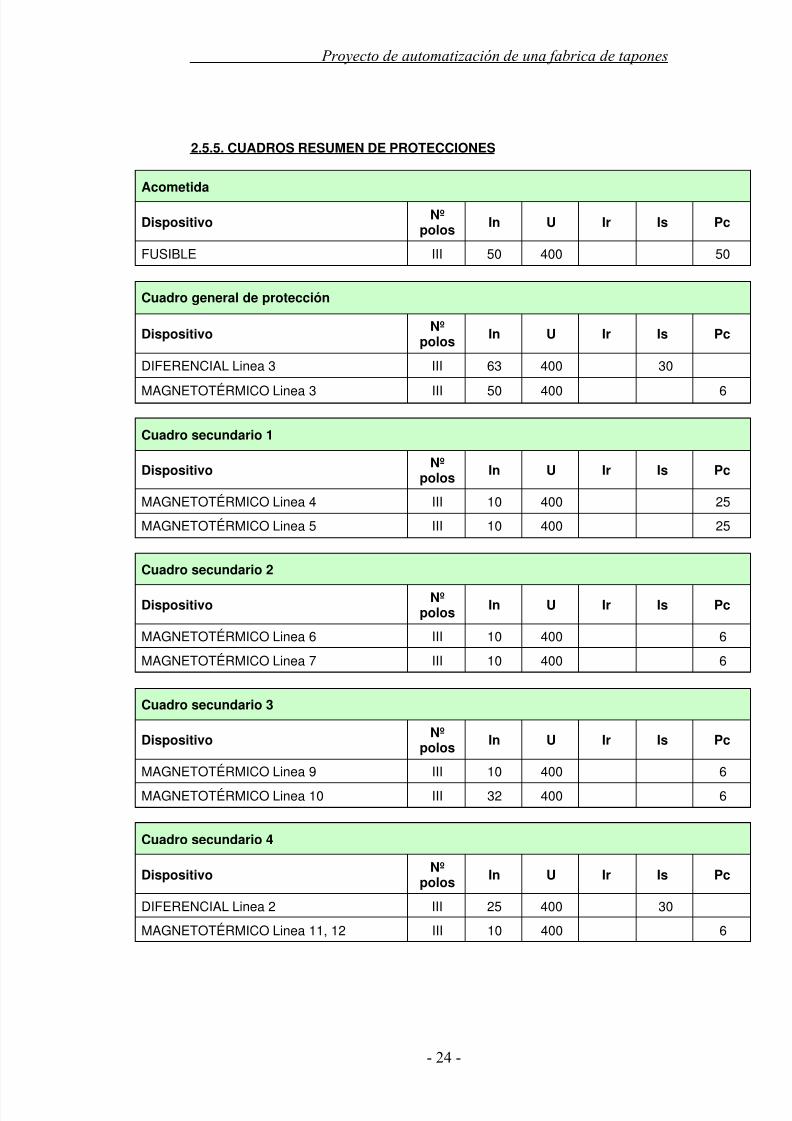
2.5.5. CUADROS RESUMEN DE PROTECCIONES
Acometida
Dispositivo Nºpolos
In U Ir Is Pc
FUSIBLE III 50 400 50
Cuadro general de protección
DispositivoNº
polosIn U Ir Is Pc
DIFERENCIAL Linea 3 III 63 400 30
MAGNETOTÉRMICO Linea 3 III 50 400 6
Cuadro secundario 1
Dispositivo Nºpolos
In U Ir Is Pc
MAGNETOTÉRMICO Linea 4 III 10 400 25
MAGNETOTÉRMICO Linea 5 III 10 400 25
Cuadro secundario 2
Dispositivo Nºpolos
In U Ir Is Pc
MAGNETOTÉRMICO Linea 6 III 10 400 6
MAGNETOTÉRMICO Linea 7 III 10 400 6
Cuadro secundario 3
Dispositivo Nºpolos
In U Ir Is Pc
MAGNETOTÉRMICO Linea 9 III 10 400 6
MAGNETOTÉRMICO Linea 10 III 32 400 6
Cuadro secundario 4
DispositivoNº
polos In U Ir Is Pc
DIFERENCIAL Linea 2 III 25 400 30
MAGNETOTÉRMICO Linea 11, 12 III 10 400 6

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 25/54
Proyecto de automatización de una fabrica de tapones
- 25 -
Cuadro secundario 5
DispositivoNº
polos In U Ir Is Pc
MAGNETOTÉRMICO Linea 13 III 10 400 6
MAGNETOTÉRMICO Linea 14 III 10 400 6
MAGNETOTÉRMICO Linea 15 III 10 400 6
Cuadro secundario 6
DispositivoNº
polos In U Ir Is Pc
MAGNETOTÉRMICO Linea 16 III 10 400 6
Cuadro secundario 6
DispositivoNº
polos In U Ir Is Pc
MAGNETOTÉRMICO Linea 17, 18 III 10 400 6
MAGNETOTÉRMICO Linea 19, 20 III 10 400 6
Donde:
Nº polos = Número de polos.In = Calibre, en amperios.U = Tensión, en voltios.Ir = Intensidad de regulación, en amperios.Is = Sensibilidad, en miliamperios.Pc = Poder de corte, en kiloamperios.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 26/54
Proyecto de automatización de una fabrica de tapones
- 26 -
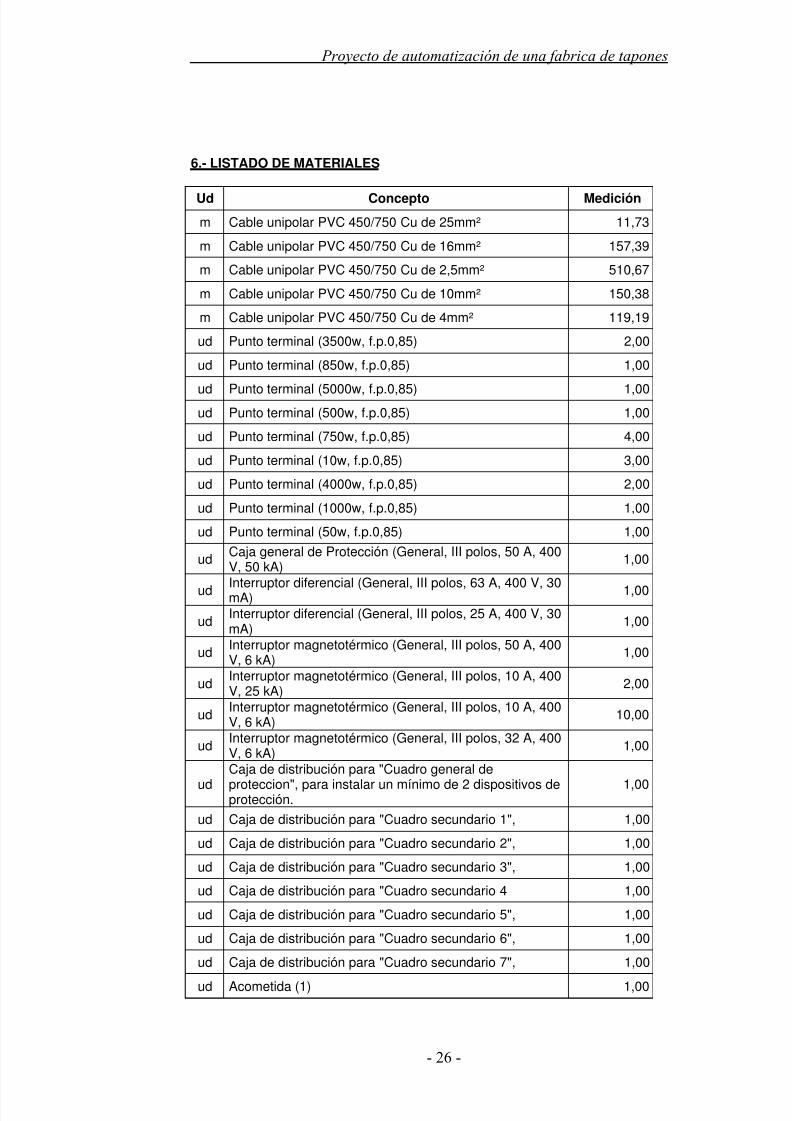
6.- LISTADO DE MATERIALES
Ud Concepto Medición m Cable unipolar PVC 450/750 Cu de 25mm² 11,73
m Cable unipolar PVC 450/750 Cu de 16mm² 157,39
m Cable unipolar PVC 450/750 Cu de 2,5mm² 510,67
m Cable unipolar PVC 450/750 Cu de 10mm² 150,38
m Cable unipolar PVC 450/750 Cu de 4mm² 119,19
ud Punto terminal (3500w, f.p.0,85) 2,00
ud Punto terminal (850w, f.p.0,85) 1,00
ud Punto terminal (5000w, f.p.0,85) 1,00 ud Punto terminal (500w, f.p.0,85) 1,00
ud Punto terminal (750w, f.p.0,85) 4,00
ud Punto terminal (10w, f.p.0,85) 3,00
ud Punto terminal (4000w, f.p.0,85) 2,00
ud Punto terminal (1000w, f.p.0,85) 1,00
ud Punto terminal (50w, f.p.0,85) 1,00
ud Caja general de Protección (General, III polos, 50 A, 400V, 50 kA)
1,00
ud Interruptor diferencial (General, III polos, 63 A, 400 V, 30mA) 1,00
udInterruptor diferencial (General, III polos, 25 A, 400 V, 30mA)
1,00
ud Interruptor magnetotérmico (General, III polos, 50 A, 400V, 6 kA)
1,00
udInterruptor magnetotérmico (General, III polos, 10 A, 400V, 25 kA) 2,00
udInterruptor magnetotérmico (General, III polos, 10 A, 400V, 6 kA) 10,00
udInterruptor magnetotérmico (General, III polos, 32 A, 400V, 6 kA) 1,00
ud
Caja de distribución para "Cuadro general de
proteccion", para instalar un mínimo de 2 dispositivos deprotección.
1,00
ud Caja de distribución para "Cuadro secundario 1", 1,00
ud Caja de distribución para "Cuadro secundario 2", 1,00
ud Caja de distribución para "Cuadro secundario 3", 1,00
ud Caja de distribución para "Cuadro secundario 4 1,00
ud Caja de distribución para "Cuadro secundario 5", 1,00
ud Caja de distribución para "Cuadro secundario 6", 1,00
ud Caja de distribución para "Cuadro secundario 7", 1,00
ud Acometida (1) 1,00
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 27/54
Proyecto de automatización de una fabrica de tapones
- 27 -
ANEXOS
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 28/54
Proyecto de automatización de una fabrica de tapones
- 28 -
2.6. Anexos del proyecto
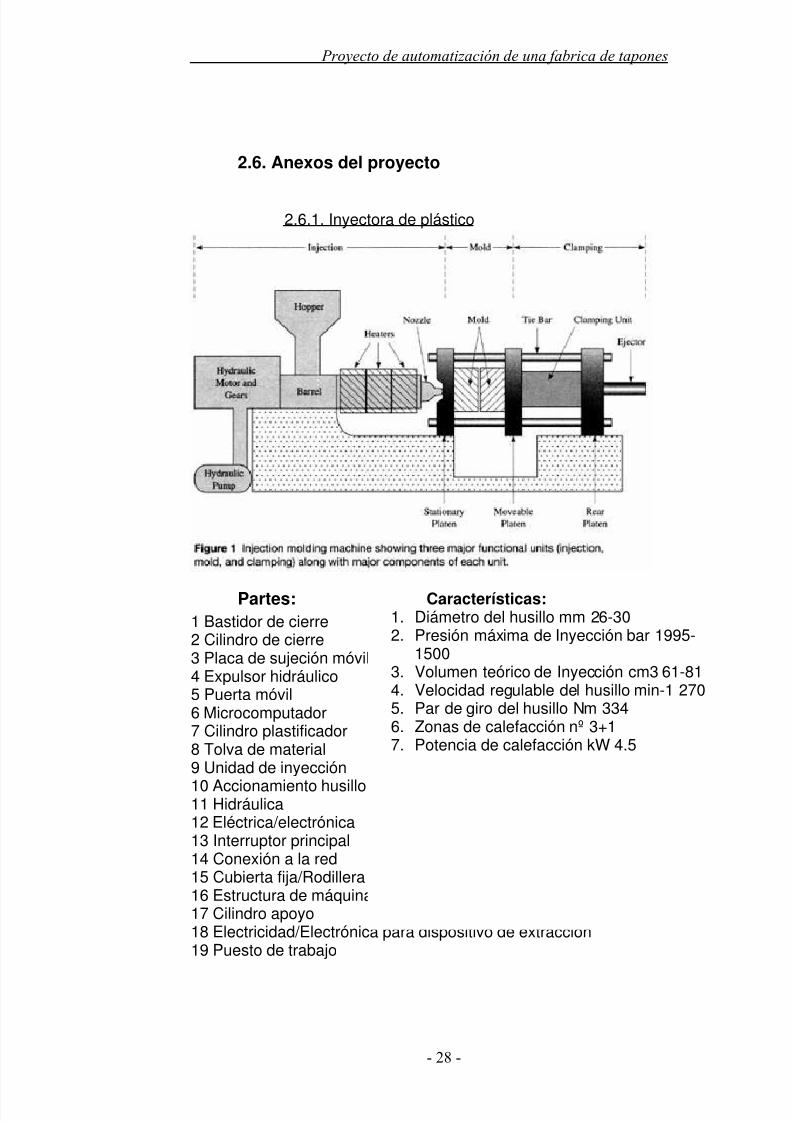
2.6.1. Inyectora de plástico
Partes:1 Bastidor de cierre2 Cilindro de cierre3 Placa de sujeción móvil4 Expulsor hidráulico5 Puerta móvil6 Microcomputador7 Cilindro plastificador8 Tolva de material9 Unidad de inyección
10 Accionamiento husillo11 Hidráulica12 Eléctrica/electrónica13 Interruptor principal14 Conexión a la red15 Cubierta fija/Rodillera16 Estructura de máquina17 Cilindro apoyo18 Electricidad/Electrónica para dispositivo de extracción19 Puesto de trabajo
Características:1. Diámetro del husillo mm 26-302. Presión máxima de Inyección bar 1995-
15003. Volumen teórico de Inyección cm3 61-814. Velocidad regulable del husillo min-1 2705. Par de giro del husillo Nm 3346. Zonas de calefacción nº 3+17. Potencia de calefacción kW 4.5

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 29/54
Proyecto de automatización de una fabrica de tapones
- 29 -
2.6.2. Máquina de tintado

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 30/54
Proyecto de automatización de una fabrica de tapones
- 30 -
2.6.3. Máquina de ensamblaje

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 31/54
Proyecto de automatización de una fabrica de tapones
- 31 -
2.6.4. Centro de maquinado
La computadora genera automáticamente las instrucciones quedirigirán el centro de maquinado para elaborar dicha pieza. Sesupervisa y dirige todo el funcionamiento de la fábrica, desde laprogramación de cada fase hasta el seguimiento de los inventarios y deherramientas
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 32/54
Proyecto de automatización de una fabrica de tapones
- 32 -
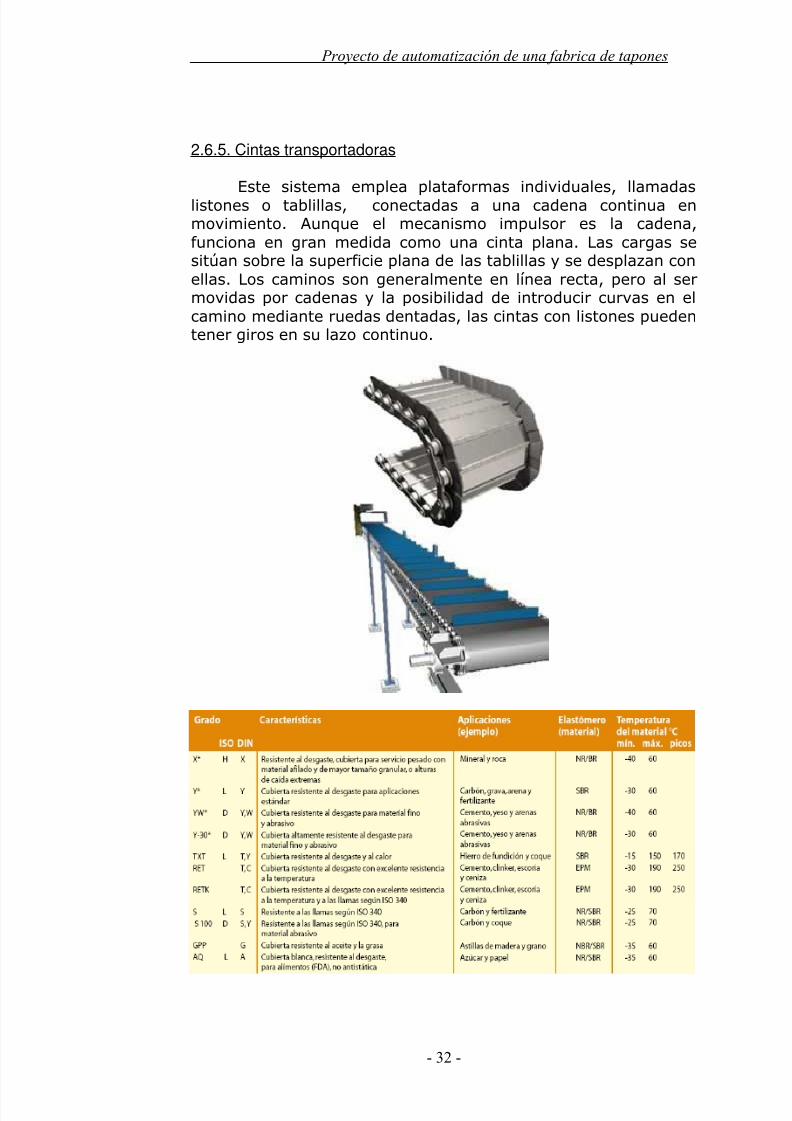
2.6.5. Cintas transportadoras
Este sistema emplea plataformas individuales, llamadaslistones o tablillas, conectadas a una cadena continua enmovimiento. Aunque el mecanismo impulsor es la cadena,funciona en gran medida como una cinta plana. Las cargas sesitúan sobre la superficie plana de las tablillas y se desplazan con ellas. Los caminos son generalmente en línea recta, pero al sermovidas por cadenas y la posibilidad de introducir curvas en elcamino mediante ruedas dentadas, las cintas con listones puedentener giros en su lazo continuo.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 33/54
Proyecto de automatización de una fabrica de tapones
- 33 -
2.6.6. Escáner PPL

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 34/54
Proyecto de automatización de una fabrica de tapones
- 34 -
2.6.7. Empaquetadora automática
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 35/54
Proyecto de automatización de una fabrica de tapones
- 35 -
DOCUMENTO Nº 3
PRESUPUESTO

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 36/54
Proyecto de automatización de una fabrica de tapones
- 36 -
3. Presupuesto
3.1. Descompuesto genérico
CAPÍTULO E00 Remodelación planta fábrica de tapones.
E01 Instalación eléctrica de alimentación de las máquinas.
CÓDIGO CANTIDAD UD DESCRIPCIÓN PRECIO SUBTOTAL
O01.2 200,000 h Oficial de 1º 20,00 4.000,00O01.1 100,000 h Peón 12,00 1.200,00O01.3 50,000 h Peón 12,00 600,00
P01.1 11,730 m Cable unipolar PVC 450/750 Cu de 25mm² 1,98 23,23P01.2 157,390 m Cable unipolar PVC 450/750 Cu de 16mm² 1,34 210,90P01.3 150,380 m Cable unipolar PVC 450/750 Cu de 10mm² 1,02 153,39P01.4 119,190 m Cable unipolar PVC 450/750 Cu de 4mm² 0,89 106,08P01.5 510,670 m Cable unipolar PVC 450/750 Cu de 2,5mm² 0,61 311,51P01.6 1,000 u Caja general de Protección (General, III polos, 50 A, 400 V 86,00 86,00P01.7 1,000 u Interruptor diferencial (General, III polos, 63 A, 400 V, 30 mA) 137,00 137,00P01.8 1,000 u Interruptor diferencial (General, III polos, 25 A, 400 V, 30 mA) 68,54 68,54P01.9 1,000 u Interruptor magneto térmico General, III polos, 50 A, 400 V 95,67 95,67P01.10 1,000 u Interruptor magneto térmico III polos, 32 A, 400 V 74,23 74,23P01.11 12,000 u Interruptor magneto térmico III polos, 10 A, 400 V 3,25 39,00P01.12 8,000 u Caja de distribución para Cuadro secundario 10,91 87,28
TOTAL PARTIDA ................... ...................... ..................... ...................... ..................... ..................... ..................... ... 7.192,83
E02 Instalación de los componentes de control.
O02.1 1,000 u Automata Siemens S7-300 CPU 314-2DP 3.000,00 3.000,00P02.1 1,000 u Puerto de comunicaciones de ethernet CP-341 76,50 76,50P02.2 1,000 u PC industrial 1.231,24 1.231,24P02.3 5,000 u Paneles industriales táctiles 532,64 2.663,20P02.4 1,000 u Router conceptronic 54Mbps 68,72 68,72P02.5 70,000 m Cable UTP con conector RJ45 0,50 35,00
TOTAL PARTIDA .................... ..................... ..................... ...................... ..................... ..................... ..................... ... 7.074,66
E03 Instalación y adecuación de la nueva planta.
O03.1 250,000 h Oficia de 1º 20,00 5.000,00O03.2 75,000 h Peón 12,00 900,00O03.3 50,000 h Peón 12,00 600,00O03.4 50,000 h Peón 12,00 600,00P03.1 6,000 u Compuertas cilíndricas de 3/4" 9,35 56,10P03.2 117,710 m Cintas transportadora de listones 30,50 3.590,16P03.3 1,000 u Escáner PPL 235,68 235,68
P03.4 1,000 u Pequeño material 100,00 100,00M03.1 5,000 h Alquiler de la maquinaria 500,00 2.500,00
TOTAL PARTIDA ...................................................................... ........................................................... ... 13.581,94
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 37/54
Proyecto de automatización de una fabrica de tapones
- 37 -
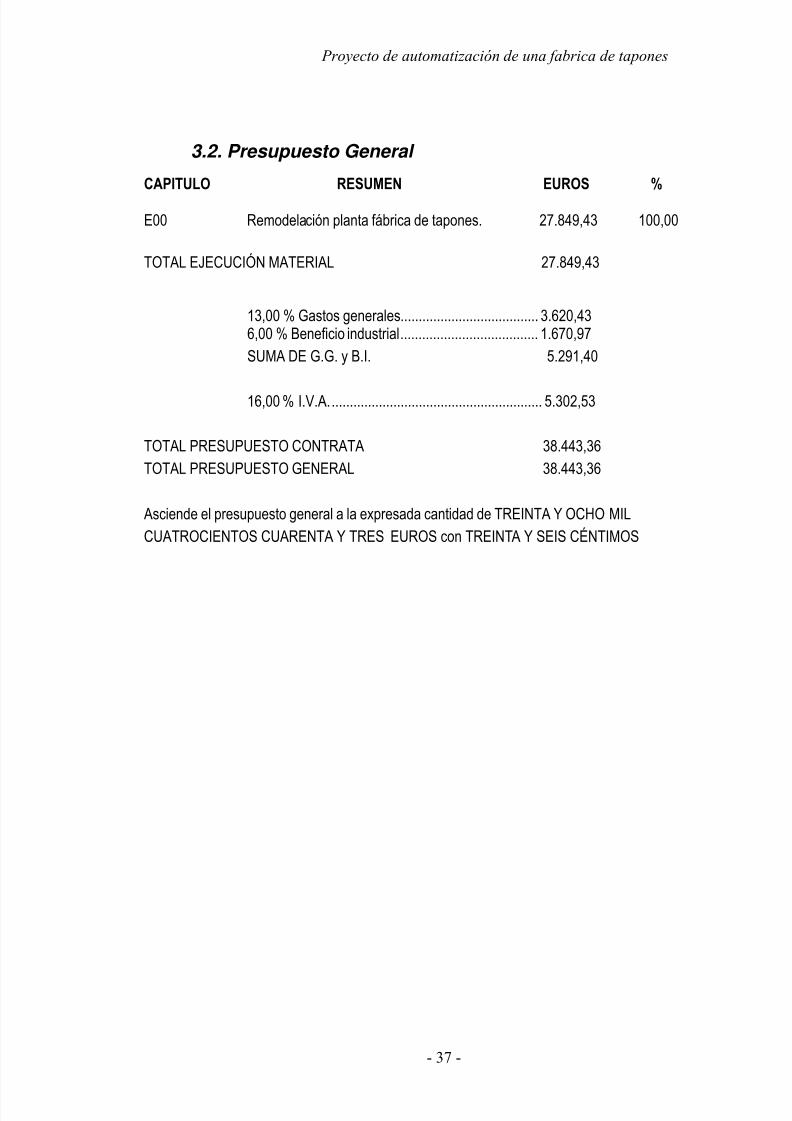
3.2. Presupuesto General
CAPITULO RESUMEN EUROS %
E00 Remodelación planta fábrica de tapones. 27.849,43 100,00
TOTAL EJECUCIÓN MATERIAL 27.849,43
13,00 % Gastos generales ...................................... 3.620,436,00 % Beneficio industrial ...................................... 1.670,97
SUMA DE G.G. y B.I. 5.291,40
16,00 % I.V.A. .......................................................... 5.302,53
TOTAL PRESUPUESTO CONTRATA 38.443,36
TOTAL PRESUPUESTO GENERAL 38.443,36
Asciende el presupuesto general a la expresada cantidad de TREINTA Y OCHO MIL
CUATROCIENTOS CUARENTA Y TRES EUROS con TREINTA Y SEIS CÉNTIMOS
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 38/54
Proyecto de automatización de una fabrica de tapones
- 38 -
DOCUMENTO Nº 4PLIEGO DE
CONDICIONES
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 39/54
Proyecto de automatización de una fabrica de tapones
- 39 -
4. Pliego de condiciones
4.1 .Pliego de condiciones generales y económicas
4.1.1. Descripción de las obras
4.1.1.1. Objeto del pliego El presente pliego tiene por objeto establecer las condiciones
que regirán la contratación por parte del propietario de la nave de la
elaboración de dicho proyecto y las disposiciones técnicas y
presupuestarias de la realización de la obra.
4.1.1.2. Datos generales de la obraEl Constructor o Instalador dará comienzo a las obras en el
plazo marcado en el Pliego de Condiciones Particulares,
desarrollándolas en la forma necesaria para que dentro de los períodos
parciales en aquél señalados queden ejecutados los trabajos
correspondientes y, en consecuencia, la ejecución total se lleve a
efecto dentro del plazo exigido en el Contrato.Obligatoriamente y por escrito, deberá el Contratista dar cuenta
al Técnico Director del comienzo de los trabajos al menos con tres días
de antelación
♦♦♦♦Orden de los trabajos
En general, la determinación del orden de los trabajos es
facultad de la contrata, salvo aquellos casos en los que, porcircunstancias de orden técnico, estime conveniente su variación la
Dirección Facultativa.
♦♦♦♦Ampliación del Proyecto por causas imprevistas o de fuerza
mayor
Cuando sea preciso por motivo imprevisto o por cualquier
accidente, ampliar el Proyecto, no se interrumpirán los trabajos,
continuándose según las instrucciones dadas por el Técnico Director
en tanto se formula o se tramita el Proyecto Reformado.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 40/54
Proyecto de automatización de una fabrica de tapones
- 40 -
El Constructor o Instalador está obligado a realizar con su
personal y sus materiales cuanto la Dirección de las obras disponga
para apeos, apuntalamientos, derribos, recalzos o cualquier otra obra
de carácter urgente.
♦♦♦♦Prórroga por causa de fuerza mayor
Si por causa de fuerza mayor o independiente de la voluntad del
Constructor o Instalador, éste no pudiese comenzar las obras, o tuviese
que suspenderlas, o no le fuera posible terminarlas en los plazos
prefijados, se le otorgará una prórroga proporcionada para el
cumplimiento de la contrata, previo informe favorable del Técnico. Para
ello, el Constructor o Instalador expondrá, en escrito dirigido al Técnico,
la causa que impide la ejecución o la marcha de los trabajos y el
retraso que por ello se originaría en los plazos acordados, razonando
debidamente la prórroga que por dicha causa solicita.
♦♦♦♦Condiciones generales de ejecución de los trabajosTodos los trabajos se ejecutarán con estricta sujeción al
Proyecto, a las modificaciones del mismo que previamente hayan sido
aprobadas y a las órdenes e instrucciones que bajo su responsabilidad
y por escrito entregue el Técnico al Constructor o Instalador, dentro de
las limitaciones presupuestarias.
♦♦♦♦Trabajos defectuososEl Constructor debe emplear los materiales que cumplan las
condiciones exigidas en las "Condiciones Generales y Particulares de
índole Técnica "del Pliego de Condiciones y realizará todos y cada uno
de los trabajos contratados de acuerdo con lo especificado también en
dicho documento.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 41/54
Proyecto de automatización de una fabrica de tapones
- 41 -
Por ello, y hasta que tenga lugar la recepción definitiva del
edificio es responsable de la ejecución de los trabajos que ha
contratado y de las faltas y defectos que en éstos puedan existir por su
mala gestión o por la deficiente calidad de los materiales empleados o
aparatos colocados, sin que le exima de responsabilidad el control que
compete al Técnico, ni tampoco el hecho de que los trabajos hayan
sido valorados en las certificaciones parciales de obra, que siempre
serán extendidas y abonadas a buena cuenta.
Como consecuencia de lo anteriormente expresado, cuando el
Técnico Director advierta vicios o defectos en los trabajos citados, oque los materiales empleados o los aparatos colocados no reúnen las
condiciones preceptuadas, ya sea en el curso de la ejecución de los
trabajos, o finalizados éstos, y para verificarse la recepción definitiva de
la obra, podrá disponer que las partes defectuosas demolidas y
reconstruidas de acuerdo con lo contratado, y todo ello a expensas de
la contrata. Si ésta no estimase justa la decisión y se negase a la
demolición y reconstrucción o ambas, se planteará la cuestión ante laPropiedad, quien resolverá.
♦♦♦♦De los materiales y los aparatos.
Su procedencia El Constructor tiene libertad de proveerse de los
materiales y aparatos de todas clases en los puntos que le parezca
conveniente, excepto en los casos en que el Pliego Particular de
Condiciones Técnicas preceptúe una procedencia determinada.Obligatoriamente, y para proceder a su empleo o acopio, el Constructor
o Instalador deberá presentar al Técnico una lista completa de los
materiales y aparatos que vaya a utilizar en la que se indiquen todas
las indicaciones sobre marcas, calidades, procedencia e idoneidad de
cada uno de ellos.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 42/54
Proyecto de automatización de una fabrica de tapones
- 42 -
♦♦♦♦Gastos ocasionados por pruebas y ensayos
Todos los gastos originados por las pruebas y ensayos de
materiales o elementos que intervengan en la ejecución de las obras,
serán de cuenta de la contrata.
Todo ensayo que no haya resultado satisfactorio o que no
ofrezca las suficientes garantías podrá comenzarse de nuevo a cargo
del mismo.
♦♦♦♦Limpieza de las obras
Es obligación del Constructor o Instalador mantener limpias las
obras y sus alrededores, tanto de escombros como de materiales
sobrantes, hacer desaparecer las instalaciones provisionales que no
sean necesarias, así como adoptar las medidas y ejecutar todos los
trabajos que sean necesarios para que la obra ofrezca un buen
aspecto.

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 43/54
Proyecto de automatización de una fabrica de tapones
- 43 -
4.1.1. Condiciones administrativas
4.1.2.1. Documentación de la obra♦Verificación de los documentos del Proyecto
Antes de dar comienzo a las obras, el Constructor o Instalador
consignará por escrito que la documentación aportada le resulta
suficiente para la comprensión de la totalidad de la obra contratada o,
en caso contrario, solicitará las aclaraciones pertinentes. El Contratista
se sujetará a las Leyes, Reglamentos y Ordenanzas vigentes, así como
a las que se dicten durante la ejecución de la obra.
♦♦♦♦Interpretaciones, aclaraciones y modificaciones de los
documentos del Proyecto
Cuando se trate de aclarar, interpretar o modificar preceptos de
los Pliegos de Condiciones o indicaciones de los planos o croquis, las
órdenes e instrucciones correspondientes se comunicarán
precisamente por escrito al Constructor o Instalador estando éste
obligado a su vez a devolver los originales o las copias suscribiendo
con su firma el enterado, que figurará al pie de todas las órdenes,
avisos o instrucciones que reciba del Técnico Director.
Cualquier reclamación que en contra de las disposiciones
tomadas por éstos crea oportuno hacer el Constructor o Instalador,
habrá de dirigirla, dentro precisamente del plazo de tres días, a quien la
hubiera dictado, el cual dará al Constructor o Instalador, el
correspondiente recibo, si este lo solicitase.
El Constructor o Instalador podrá requerir del Técnico Director,
según sus respectivos cometidos, las instrucciones o aclaraciones que
se precisen para la correcta interpretación y ejecución de lo
proyectado.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 44/54
Proyecto de automatización de una fabrica de tapones
- 44 -
♦♦♦♦Reclamaciones contra las órdenes de la Dirección Facultativa
Las reclamaciones que el Contratista quiera hacer contra las
órdenes o instrucciones dimanadas de la Dirección Facultativa, sólo
podrá presentarlas ante la Propiedad, si son de orden económico y de
acuerdo con las condiciones estipuladas en los Pliegos de Condiciones
correspondientes.
Contra disposiciones de orden técnico, no se admitirá
reclamación alguna, pudiendo el Contratista salvar su responsabilidad,
si lo estima oportuno, mediante exposición razonada dirigida al Técnico
Director, el cual podrá limitar su contestación al acuse de recibo, que
en todo caso será obligatoria para ese tipo de reclamaciones.
♦♦♦♦Replanteo
El Constructor o Instalador iniciará las obras con el replanteo de
las mismas en el terreno, señalando las referencias principales que
mantendrá como base de ulteriores replanteos parciales. Dichos
trabajos se considerarán a cargo del Contratista e incluidos en suoferta.
El Constructor someterá el replanteo a la aprobación del Técnico
Director y una vez este haya dado su conformidad preparará un acta
acompañada de un plano que deberá ser aprobada por el Técnico,
siendo responsabilidad del Constructor la omisión de este trámite.
♦♦♦♦Documentación final de la obraEl Técnico Director facilitará a la Propiedad la documentación
final de las obras, con las especificaciones y contenido dispuesto por la
legislación vigente.
♦♦♦♦Plazo de garantía
El plazo de garantía será de doce meses, y durante este período
el Contratista corregirá los defectos observados, eliminará las obrasrechazadas y reparará las averías que por esta causa se produjeran,
todo ello por su cuenta y sin derecho a indemnización alguna,
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 45/54
Proyecto de automatización de una fabrica de tapones
- 45 -
ejecutándose en caso de resistencia dichas obras por la Propiedad con
cargo a la fianza.
El Contratista garantiza a la Propiedad contra toda reclamación
de tercera persona, derivada del incumplimiento de sus obligaciones
económicas o disposiciones legales relacionadas con la obra.
3.1.2.2. Responsables administrativos
♦♦♦♦Técnico Director de Obra
Corresponde al Técnico Director:- Redactar los complementos o rectificaciones del proyecto que se
precisen.
- Asistir a las obras, cuantas veces lo requiera su naturaleza y
complejidad, a fin de resolver las contingencias que se produzcan e
impartir las órdenes complementarias que sean precisas para
conseguir la correcta solución técnica.
- Aprobar las certificaciones parciales de obra, la liquidación final y
asesorar al promotor en el acto de la recepción.
- Redactar cuando sea requerido el estudio de los sistemas
adecuados a los riesgos del trabajo en la realización de la obra y
aprobar el Plan de Seguridad y Salud para la aplicación del mismo.
- Efectuar el replanteo de la obra y preparar el acta correspondiente,
suscribiéndola en unión del Constructor o Instalador.
- Comprobar las instalaciones provisionales, medios auxiliares y
sistemas de seguridad e higiene en el trabajo, controlando su
correcta ejecución.
- Ordenar y dirigir la ejecución material con arreglo al proyecto, a las
normas técnicas y a las reglas de la buena construcción.
- Realizar o disponer las pruebas o ensayos de materiales,
instalaciones y demás unidades de obra según las frecuencias de
muestreo programadas en el plan de control, así como efectuar las
demás comprobaciones que resulten necesarias para asegurar la
calidad constructiva de acuerdo con el proyecto y la normativa
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 46/54
Proyecto de automatización de una fabrica de tapones
- 46 -
técnica aplicable. De los resultados informará puntualmente al
Constructor o Instalador, impartiéndole, en su caso, las órdenes
oportunas.
- Realizar las mediciones de obra ejecutada y dar conformidad,
según las relaciones establecidas, a las certificaciones valoradas y
a la liquidación de la obra.
- Suscribir el certificado final de la obra
♦♦♦♦Constructor o Instalador
Corresponde al Constructor o Instalador:
- Organizar los trabajos, redactando los planes de obras que se
precisen y proyectando o autorizando las instalaciones
provisionales y medios auxiliares de la obra.
- Elaborar, cuando se requiera, el Plan de Seguridad e Higiene de la
obra en aplicación del estudio correspondiente y disponer en todo
caso la ejecución de las medidas preventivas, velando por su
cumplimiento y por la observancia de la normativa vigente enmateria de seguridad e higiene en el trabajo.
- Suscribir con el Técnico Director el acta del replanteo de la obra.
- Ostentar la jefatura de todo el personal que intervenga en la obra y
coordinar las intervenciones de los subcontratistas.
- Asegurar la idoneidad de todos y cada uno de los materiales y
elementos constructivos que se utilicen, comprobando los
preparativos en obra y rechazando los suministros o prefabricadosque no cuenten con las garantías o documentos de idoneidad
requeridos por las normas de aplicación.
- Custodiar el Libro de órdenes y seguimiento de la obra, y dar el
enterado a las notaciones que se practiquen en el mismo.
- Facilitar al Técnico Director con antelación suficiente los materiales
precisos para el cumplimiento de su cometido.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 47/54
Proyecto de automatización de una fabrica de tapones
- 47 -
4.1.3. Condiciones de contratación4.1.3.1. Del contratista
Es obligación de la contrata el ejecutar cuanto sea necesariopara la buena construcción y aspecto de las obras, aún cuando no se
halle expresamente determinado en los documentos de Proyecto,
siempre que, sin separarse de su espíritu y recta interpretación, lo
disponga el Técnico Director dentro de los límites de posibilidades que
los presupuestos habiliten para cada unidad de obra y tipo de
ejecución.
El Contratista, de acuerdo con la Dirección Facultativa, entregaráen el acto de la recepción provisional, los planos de todas las
instalaciones ejecutadas en la obra, con las modificaciones o estado
definitivo en que hayan quedado.
El Contratista se compromete igualmente a entregar las
autorizaciones que preceptivamente tienen que expedir las
Delegaciones Provinciales de Industria, Sanidad, etc., y autoridades
locales, para la puesta en servicio de las referidas instalaciones.
Son también por cuenta del Contratista, todos los arbitrios,
licencias municipales, vallas, alumbrado, multas, etc., que ocasionen
las obras desde su inicio hasta su total terminación.
♦♦♦♦Reclamaciones contra las órdenes de la Dirección Facultativa
Las reclamaciones que el Contratista quiera hacer contra las
órdenes o instrucciones dimanadas de la Dirección Facultativa, sólo
podrá presentarlas ante la Propiedad, si son de orden económico y de
acuerdo con las condiciones estipuladas en los Pliegos de Condiciones
correspondientes.
Contra disposiciones de orden técnico, no se admitirá
reclamación alguna, pudiendo el Contratista salvar su responsabilidad,
si lo estima oportuno, mediante exposición razonada dirigida al Técnico
Director, el cual podrá limitar su contestación al acuse de recibo, que
en todo caso será obligatoria para ese tipo de reclamaciones.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 48/54
Proyecto de automatización de una fabrica de tapones
- 48 -
♦♦♦♦Facilidades para otros contratistas
De acuerdo con lo que requiera la Dirección Facultativa, el
Contratista General deberá dar todas las facilidades razonables para la
realización de los trabajos que le sean encomendados a todos los
demás Contratistas que intervengan en la obra. Ello sin perjuicio de las
compensaciones económicas a que haya lugar entre Contratistas por
utilización de medios auxiliares o suministros de energía u otros
conceptos.
En caso de litigio, ambos Contratistas estarán a lo que resuelva
la Dirección Facultativa.
♦♦♦♦Responsabilidad de la Dirección Facultativa en el retraso de la
obra
El Contratista no podrá excusarse de no haber cumplido los
plazos de obra estipulados, alegando como causa la carencia de
planos u órdenes de la Dirección Facultativa, a excepción del caso enque habiéndolo solicitado por escrito no se le hubiesen proporcionado.
4.1.3.1. Del contratoEn el caso de resolución del contrato, el Contratista vendrá
obligado a retirar, en el plazo que se fije en el Pliego de Condiciones
Particulares, la maquinaría, medios auxiliares, instalaciones, etc., a
resolver los subcontratos que tuviese concertados y a dejar la obra en
condiciones de ser reanudadas por otra empresa..
4.1.3.1. Del PresupuestoEl cálculo de los precios de las distintas unidades de la obra es
el resultado de sumarlos costes directos, los indirectos, los gastos
generales y el beneficio industrial.
Se considerarán costes directos:
a) La mano de obra, con sus pluses, cargas y seguros sociales,que intervienen directamente en la ejecución de la unidad de
obra.

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 49/54
Proyecto de automatización de una fabrica de tapones
- 49 -
b) Los materiales, a los precios resultantes a pie de la obra,
que queden integrados en la unidad de que se trate o que
sean necesarios para su ejecución.
c) Los equipos y sistemas técnicos de la seguridad e higiene
para la prevención y protección de accidentes y
enfermedades profesionales.
d) Los gastos de personal, combustible, energía, etc., que
tenga lugar por accionamiento o funcionamiento de la
maquinaría e instalaciones utilizadas en la ejecución de la
unidad de obras.e) Los gastos de amortización y conservación de la maquinaria,
equipos y instalaciones citados anteriormente.
Se considerarán costes indirectos:
a) Los gastos de instalación de oficinas a pie de obra,
comunicaciones, edificación de almacenes, talleres,
pabellones temporales para obreros, laboratorios,seguros, etc., los del personal técnico y administrativo
adscrito exclusivamente a la obra y los imprevistos.
Todos esto gastos, se cifrarán en un porcentaje de los
costes directos. Se considerarán Gastos Generales:
b) Los Gastos Generales de empresa, gastos financieros,
cargas fiscales y tasas de la administración legalmente
establecidas. Se cifrarán como un porcentaje de la sumade los costes directos e indirectos (en los contratos de
obras de la Administración Pública este porcentaje se
establece un 13 por 100)
Beneficio Industrial:
- El Beneficio Industrial del Contratista se establece en el 6 por 100sobre la suma de las anteriores partidas.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 50/54
Proyecto de automatización de una fabrica de tapones
- 50 -
Precio de Ejecución Material:
- Se denominará Precio de Ejecución Material al resultado obtenido por
la suma de los anteriores conceptos a excepción del Beneficio
Industrial y los gastos generales. Precio de Contrata:
- El precio de Contrata es la suma de los costes directos, los
indirectos, los Gastos Generales y el Beneficio Industrial.
- El IVA gira sobre esta suma pero no integra el precio.
♦♦♦♦Precio de contrata. Importe de contrata
En el caso de que los trabajos a realizar en un edificio u obra
aneja cualquiera se contratasen a riesgo y ventura, se entiende por
Precio de Contrata el que importa el coste total de la unidad de obra, es
decir, el precio de Ejecución material, más el tanto por ciento (%) sobre
este último precio en concepto de Gastos Generales y Beneficio
Industrial del Contratista. Los Gastos Generales se estiman
normalmente en un 13% y el beneficio se estima normalmente en 6 por
100, salvo que en las condiciones particulares se establezca otro
destino.
♦♦♦♦Revisión de los precios contratados
Contratándose las obras a riesgo y ventura, no se admitirá la
revisión de los precios en tanto que el incremento no alcance en la
suma de las unidades que falten por realizar de acuerdo con el
Calendario, un montante superior al cinco por ciento (5 por 100) del
importe total del presupuesto de Contrato.Caso de producirse variaciones en alza superiores a este
porcentaje, se efectuará la correspondiente revisión de acuerdo con la
fórmula establecida en el Pliego de Condiciones Particulares,
percibiendo el Contratista la diferencia en más que resulte por la
variación del IPC superior al 5 por 100.
No habrá revisión de precios de las unidades que puedan
quedar fuera de los plazos fijados en el calendario de oferta.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 51/54
Proyecto de automatización de una fabrica de tapones
- 51 -
♦Abono de trabajos presupuestados con partida alzada
Salvo lo preceptuado en el "Pliego de Condiciones Particulares de
índole económica", vigente en la obra, el abono de los trabajos
presupuestados en partida alzada, se efectuará de acuerdo con el
procedimiento que corresponda entre los que a continuación se
expresan:
a) Si existen precios contratados para unidades de obra iguales,
las presupuestadas mediante partida alzada, se abonarán previa
medición y aplicación del precio establecido.
b) Si existen precios contratados para unidades de obra similares,
se establecerán precios contradictorios para las unidades con
partida alzada, deducidos de los similares contratados.
c) Si no existen precios contratados para unidades de obra iguales
o similares, la partida alzada se abonará íntegramente al
Contratista, salvo el caso de que en el Presupuesto de la obra
se exprese que el importe de dicha partida debe justificarse, en
cuyo caso, el Técnico Director indicará al Contratista y conanterioridad a su ejecución, el procedimiento que ha de seguirse
para llevar dicha cuenta, que en realidad será de Administración,
valorándose los materiales y jornales a los precios que figuren
en el Presupuesto aprobado o, en su defecto, a los que con
anterioridad a la ejecución convengan las dos partes,
incrementándose su importe total con el porcentaje que se fije.
♦Pagos
Los pagos se efectuarán por el Propietario en los plazos
previamente establecidos, y su importe, corresponderá precisamente al
de las certificaciones de obra conformadas por el Técnico Director, en
virtud de las cuales se verifican aquéllos pagos.
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 52/54
Proyecto de automatización de una fabrica de tapones
- 52 -
♦Seguro de las obras
El Contratista estará obligado a asegurar la obra contratada
durante todo el tiempo que dure su ejecución hasta la recepción
definitiva; la cuantía del seguro coincidirá en cada momento con el
valor que tengan por contrata los objetos asegurados. El importe
abonado por la Sociedad Aseguradora, en el caso de siniestro, se
ingresará en cuenta a nombre del Propietario, para que con cargo a
ella se abone la obra que se construya y a medida que ésta se vaya
realizando. El reintegro de dicha cantidad al Contratista se efectuará
por certificaciones, como el resto de los trabajos de la construcción. En
ningún caso, salvo conformidad expresa del Contratista, hecho en
documento público, el Propietario podrá disponer de dicho importe para
menesteres distintos del de reconstrucción de la parte siniestrada; la
infracción de lo anteriormente expuesto será motivo suficiente para que
el Contratista pueda resolver el contrato, con devolución de fianza,
abono completo de gastos, materiales acopiados, etc.; y una
indemnización equivalente al importe de los daños causados alContratista por el siniestro y que no se hubiesen abonado, pero sólo en
proporción equivalente a lo que suponga la indemnización abonada por
la Compañía Aseguradora, respecto al importe de los daños causados
por el siniestro, que serán tasados a estos efectos por él.
En las obras de reforma o reparación, se fijarán previamente la
porción de edificio que debe ser asegurada y su cuantía, y si nada se
prevé, se entenderá que el seguro ha de comprender toda la parte deledificio afectada por la obra.
Los riesgos asegurados y las condiciones que figuren en la póliza o
pólizas de Seguros, los pondrá el Contratista, antes de contratarlos en
conocimiento del Propietario, al objeto de recabar de éste su previa
conformidad o reparos.

5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 53/54
Proyecto de automatización de una fabrica de tapones
- 53 -
4.1.2. Condiciones específicasTodos los equipos y materiales utilizados, así como su
instalación, cumplirán con lo especificado en la edición vigentes de lasnormas y reglamentos siguientes:
- Normas UNE y CEI aplicables.- Recomendaciones UNESA que sean de aplicación.- Reglamento electrotécnico de B.T. (R.D. 842/02 de 2 de
agosto).- Normativa referente a la Ley de Prevención de Riesgos
Laborales 31/1995 del 8 de noviembre.
Aplicándose en cada caso la que imponga exigencias más
rigurosas; en caso de discrepancia tendrán prioridad: el ReglamentoElectrotécnico Español, Comisión Electrotécnica Internacional, lasNormas UNE, por este orden.
Referente a la gestión de residuos tóxicos y peligrosos nosacogemos al RD 952/1997 almacenamiento residuos tóxicos. (Aceitesinyectora y barnices para el tapón). Extracto siguiente de remodelación:
5/12/2018 Proyecto Fabrica de Tapones - slidepdf.com
http://slidepdf.com/reader/full/proyecto-fabrica-de-tapones 54/54
Proyecto de automatización de una fabrica de tapones
- 54 -
DOCUMENTO Nº 5PLANOS