proyecto ampliaciÓn 17 en curso/2015/spu-010-2015... · astm a394-08e1 standard specification for...
TRANSCRIPT
PROYECTO AMPLIACIÓN 17
ESPECIFICACIONES TÉCNICAS – DISEÑO, FABRICACIÓN Y PRUEBAS DE ESTRUCTURAS METÁLICAS – SUBESTACIÓN PARAMONGA 220 kV / 60 kV Y SUBESTACIÓN ICA 220 kV /
60 kV
DOCUMENTO PE-AM17-GP030-GEN-D024
REVISIÓN No. 0
Revisión Modificaciones Fecha
0 Emision Inicial 2015-09-02
Elaboración – Revisión – Aprobación
Revisión Elaborado por: Revisado por: Aprobado por:
Nombre Firma Nombre Firma Nombre Firma
0 RPC ARR AJMA
Los derechos de autor de este documento son de HMV INGENIEROS LTDA., quien queda exonerada de toda responsabilidad si este documento es alterado o modificado. No se autoriza su empleo o reproducción total o parcial con fines diferentes al contratado.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
2 de 30
TABLA DE CONTENIDO
1. GENERALIDADES ...................................................................................................... 5
1.1 OBJETIVO .................................................................................................................. 5
1.2 ALCANCE ................................................................................................................... 5
2. DISEÑO ...................................................................................................................... 5
2.1 METODOLOGÍA DE ANÁLISIS Y DISEÑO ................................................................. 5
2.2 CARGAS ..................................................................................................................... 5
2.3 INFORMACIÓN DE ENTRADA ................................................................................... 7
2.4 CALIFICACIÓN SÍSMICA ............................................................................................ 7
3. FABRICACIÓN ............................................................................................................ 7
3.1 GENERALIDADES ...................................................................................................... 7
3.2 NORMAS APLICABLES .............................................................................................. 7
3.3 MATERIALES ............................................................................................................ 10
3.4 DIMENSIONES Y TOLERANCIAS ............................................................................ 11
3.5 ACCESORIOS: TORNILLOS, TUERCAS Y ARANDELAS ........................................ 12
3.6 PERNOS DE ANCLAJE ............................................................................................ 13
3.7 SOLDADURA ............................................................................................................ 14
3.8 MARCAS PARA MONTAJE ...................................................................................... 14
3.9 GALVANIZADO ......................................................................................................... 15
4. DOCUMENTOS ENTREGABLES ............................................................................. 17
4.1 PLANOS TALLER ..................................................................................................... 17
4.2 LISTADO DE COMPOSICIÓN................................................................................... 18
4.3 LISTADO DE SUMINISTRO ...................................................................................... 18
4.4 LISTADO DE DESPACHOS ...................................................................................... 19
4.5 LISTADO CONSOLIDADO ........................................................................................ 19
4.6 PLANEACIÓN DE DISPONIBILIDAD DE MATERIALES ........................................... 19
4.7 PLANEACIÓN DE PRUEBAS E INSPECCIONES..................................................... 19
4.8 PLANEACIÓN DE DESPACHOS .............................................................................. 20
4.9 DOSSIER DE CALIDAD ............................................................................................ 20
4.10 INFORME DE INSPECCIÓN DE PROTOTIPOS Y PLANOS AS BUILT .................... 20
4.11 CRONOGRAMA DE FABRICACIÓN ......................................................................... 20
4.12 PROTOCOLOS DE PRUEBAS DE LABORATORIO ................................................. 20
4.13 ACTA DE VALIDACION DE SUSTITUCIONES ......................................................... 20
4.14 ACTA DE FABRICACION DE PROTOTIPOS ............................................................ 21
4.15 ACTA DE FABRICACIÓN DE SERIADO ................................................................... 21
4.16 ACTA DE DESPACHOS............................................................................................ 21
4.17 ACTA DE ENTREGA ................................................................................................. 21
5. PRUEBAS E INSPECCIÓN ....................................................................................... 21
5.1 PRUEBAS DE RUTINA ............................................................................................. 21
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
3 de 30
5.2 INSPECCIÓN ............................................................................................................ 22
5.3 PRUEBAS DE ARMADO Y PROTOTIPOS ............................................................... 23
5.4 PRUEBAS DE ACEPTACIÓN ................................................................................... 24
6. EMBALAJE Y TRANSPORTE ................................................................................... 27
7. MATRIZ DE RESPONSABILIDADES ........................................................................ 29
8. DOCUMENTOS DE REFERENCIA ........................................................................... 30
9. UNIDAD DE PAGO ................................................................................................... 30
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
4 de 30
ÍNDICE DE TABLAS
Tabla 1 – Tolerancias de fabricación de elementos ................................................................12 Tabla 2 – Promedio mínimo de espesor de recubrimiento por categoría de material (µm) .....15 Tabla 3 – Plan general de pruebas .........................................................................................25 Tabla 4 – Plan de muestreo simple para inspección dimensional de perfiles y platinas ..........26 Tabla 5 – Plan de muestreo simple para inspección de galvanizado de perfiles y platinas .....26 Tabla 6 – Plan de muestreo para tornillos, tuercas y arandelas .............................................26 Tabla 7 – Plan de muestreo para inspección de perfiles estructurales y herrajes
galvanizados (para ensayos no destructivos) ..........................................................26 Tabla 8 – Matriz general de responsabilidades ......................................................................29
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
5 de 30
1. GENERALIDADES
1.1 OBJETIVO
Describir los requerimientos para el diseño, elaboración de planos taller, suministro, fabricación y embalaje de las estructuras metálicas de pórticos y estruturas de soporte de equipos para las ampliaciones de las subestaciones Paramonga 220 kV / 60 kV e Ica 220 kV / 60 kV.
1.2 ALCANCE
Este documento presenta los requerimientos detallados para el diseño, elaboración de planos taller, suministro, fabricación y embalaje de:
- Perfilería, tornillería y platinería propias de las estructuras (pórticos y soportes de
equipos).
- Pernos de anclaje a la cimentación.
- Plantillas de colocación de pernos de anclaje de pórticos.
Las estructuras metálicas son de celosía y deben ser diseñadas y fabricadas conforme a lo establecido en las características técnicas garantizadas, los criterios de diseño y el presente documento.
En el caso de la SE Paramonga, patio 60 kV se realizará el diseño y fabricación de los soportes de equipos. En caso del patio 220 kV y SE Ica patio 60 kV y 220 kV, se realizará el diseño y fabricación de los soportes de equipos y pórticos.
El CONTRATISTA recibirá por parte de ISA-REP criterios de diseño, características ténicas garantizadas, el presente documento y la lista de cantidades respectiva.
2. DISEÑO
2.1 METODOLOGÍA DE ANÁLISIS Y DISEÑO
Para el diseño de pórticos se realizará analisis elástico lineal tridimensional para los estados límites de servicio y de resistencia última usando software de cálculo estructural, modelos reticulares de elementos finitos tipo línea para estructuras completas y modelos de elementos finitos tipo área para conexiones de placa base de pórticos.
2.2 CARGAS
El diseño de estructuras metálicas se realizará considerando las siguientes combinaciones de cargas:

PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
6 de 30
Combinaciones de cargas en servicio
( 1 ) DL + ST + ML
( 2 ) DL + ST + SC
( 3 ) DL + ST + 0,6SC ± Wx
( 4 ) DL + ST + 0,6SC ± Wy
( 5 ) DL + ST ± 0,7Ex ± 0,21Ey ± 0,7Ez
( 6 ) DL + ST ± 0,21Ex ± 0,7Ey ± 0,7Ez
Combinaciones de cargas con factores de sobrecarga
( A ) 1,2DL + 1,3ST + 1,2ML
( B ) 1,1DL + 1,1ST + 1,0SC
( C ) 1,1DL + 1,1ST + 0,75SC ± 1,3Wx
( D ) 1,1DL + 1,1ST + 0,75SC ± 1,3Wy
( E ) 1,1DL + 1,1ST ± 1,0Ex ± 0,3Ey ± 1,0Ez
( F ) 1,1DL + 1,1ST ± 0,3Ex ± 1,0Ey ± 1,0Ez
Dónde:
DL = Carga vertical debida al peso propio de estructura o soporte, equipos, Conductores, herrajes y barras
ST = Carga debida a las tensiones mecánicas de los conductores
ML = Carga debida al montaje y mantenimiento de la estructura
SC = Carga debida a las tensiones de cortocircuito de los conductores
ILe = Carga debida al espesor de hielo
STi = Carga debida a la tensión mecánica adicional por hielo
W = Carga debida al viento sobre estructura, equipo, conductor y barras
Wr = Carga debida al viento reducido sobre estructura, equipo, conductor y barras
E = Carga debida al sismo sobre estructura, equipo, conductor y barras
x, y, z = Direcciones horizontales x, y o vertical z
Para la determinación de las combinaciones de carga actuantes sobre los soportes de los interruptores, se debe adicionar a cada una de las combinaciones presentadas, las cargas verticales debidas al cierre y apertura del mecanismo del interruptor (Old, Olu)
Otras combinaciones según edición vigente del manual ASCE 113-09 Substation Structure Design Guide.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
7 de 30
2.3 INFORMACIÓN DE ENTRADA
El diseño y fabricación de las estructuras metálicas se realizará conforme a lo establecido en el presente documento y los citados a continuación:
- Estructuras metálicas – Caracteristicas técnicas garantizadas
- Estructuras metálicas – Criterios de Diseño
- Estructuras metálicas – Especficaciones técnicas
- Estructuras metálicas – Lista de Cantidades
2.4 CALIFICACIÓN SÍSMICA
Se deberá considerar efectos sísmicos en el diseño de estructuras metálicas, siguiendo los lineamientos establecidos en la IEEE 693-2005 - Recommended Practice for Seismic Design of Substations.
3. FABRICACIÓN
3.1 GENERALIDADES
El Contratista debe entregar productos de alta calidad, conforme los requerimientos del proyecto y las condiciones ambientales de montaje y operación que tendrán durante la vida útil, teniendo en cuenta los criterios de mejora continua de procesos, trazabilidad de documentos y productos, así como buenas prácticas de manufactura, un sistema de calidad y auto-control propios cumpliendo con el conjunto de normas de la calidad y la gestión ISO 9001, disponer de mano de obra altamente calificada, equipos en óptimas condiciones y materiales certificados de acuerdo a las normativas internacionales descritas, proporcionando a ISA-REP cualquier documento que éste considere conveniente.
Una vez terminadas, todas las partes deben quedar libres de abolladuras, torceduras, dobleces u otras deformaciones del material que dificulten el montaje de las estructuras o puedan considerarse condiciones inseguras para el personal que las manipule.
Cualquier solicitud de modificación del CONTRATISTA a los diseños presentados en los planos guía, deberá ser presentada y validada de forma escrita por ISA-REP.
3.2 NORMAS APLICABLES
Todos los aspectos de fabricación, materiales y suministros descritos en estas especificaciones deben ser ejecutados conforme a los requerimientos de la última versión de las normas técnicas relacionadas a continuación, cuando sean aplicables.
En el caso de que el CONTRATISTA requiera el uso de otras normas diferentes a las aquí descritas, debe solicitar por escrito la autorización expresa de ISA-REP sobre el particular para su utilización. En dicha solicitud, debe incluir copia magnética de la norma que requiere utilizar y una justificación del cambio solicitado, detallando las razones técnicas y económicas que considere convenientes para tal efecto, así como las correlaciones expresas entre las normas y su aplicabilidad al proyecto.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
8 de 30
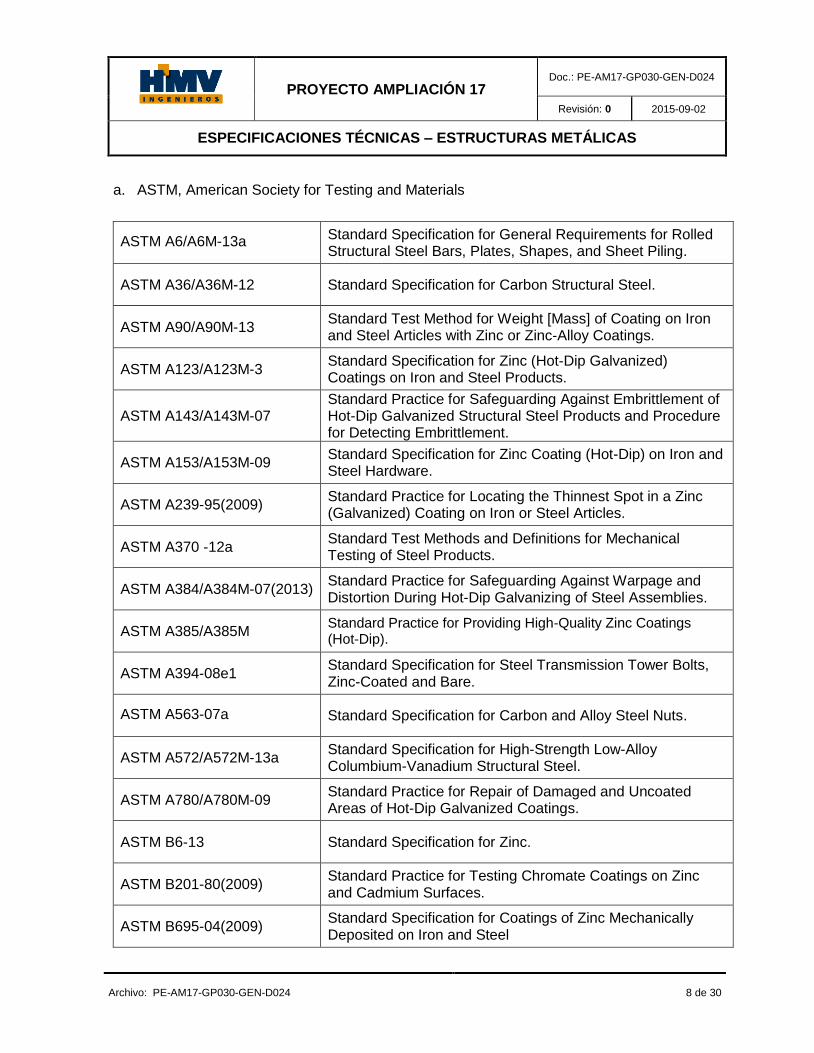
a. ASTM, American Society for Testing and Materials
ASTM A6/A6M-13a Standard Specification for General Requirements for Rolled Structural Steel Bars, Plates, Shapes, and Sheet Piling.
ASTM A36/A36M-12 Standard Specification for Carbon Structural Steel.
ASTM A90/A90M-13 Standard Test Method for Weight [Mass] of Coating on Iron and Steel Articles with Zinc or Zinc-Alloy Coatings.
ASTM A123/A123M-3 Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products.
ASTM A143/A143M-07 Standard Practice for Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel Products and Procedure for Detecting Embrittlement.
ASTM A153/A153M-09 Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware.
ASTM A239-95(2009) Standard Practice for Locating the Thinnest Spot in a Zinc (Galvanized) Coating on Iron or Steel Articles.
ASTM A370 -12a Standard Test Methods and Definitions for Mechanical Testing of Steel Products.
ASTM A384/A384M-07(2013) Standard Practice for Safeguarding Against Warpage and Distortion During Hot-Dip Galvanizing of Steel Assemblies.
ASTM A385/A385M Standard Practice for Providing High-Quality Zinc Coatings (Hot-Dip).
ASTM A394-08e1 Standard Specification for Steel Transmission Tower Bolts, Zinc-Coated and Bare.
ASTM A563-07a Standard Specification for Carbon and Alloy Steel Nuts.
ASTM A572/A572M-13a Standard Specification for High-Strength Low-Alloy Columbium-Vanadium Structural Steel.
ASTM A780/A780M-09 Standard Practice for Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings.
ASTM B6-13 Standard Specification for Zinc.
ASTM B201-80(2009) Standard Practice for Testing Chromate Coatings on Zinc and Cadmium Surfaces.
ASTM B695-04(2009) Standard Specification for Coatings of Zinc Mechanically Deposited on Iron and Steel
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
9 de 30
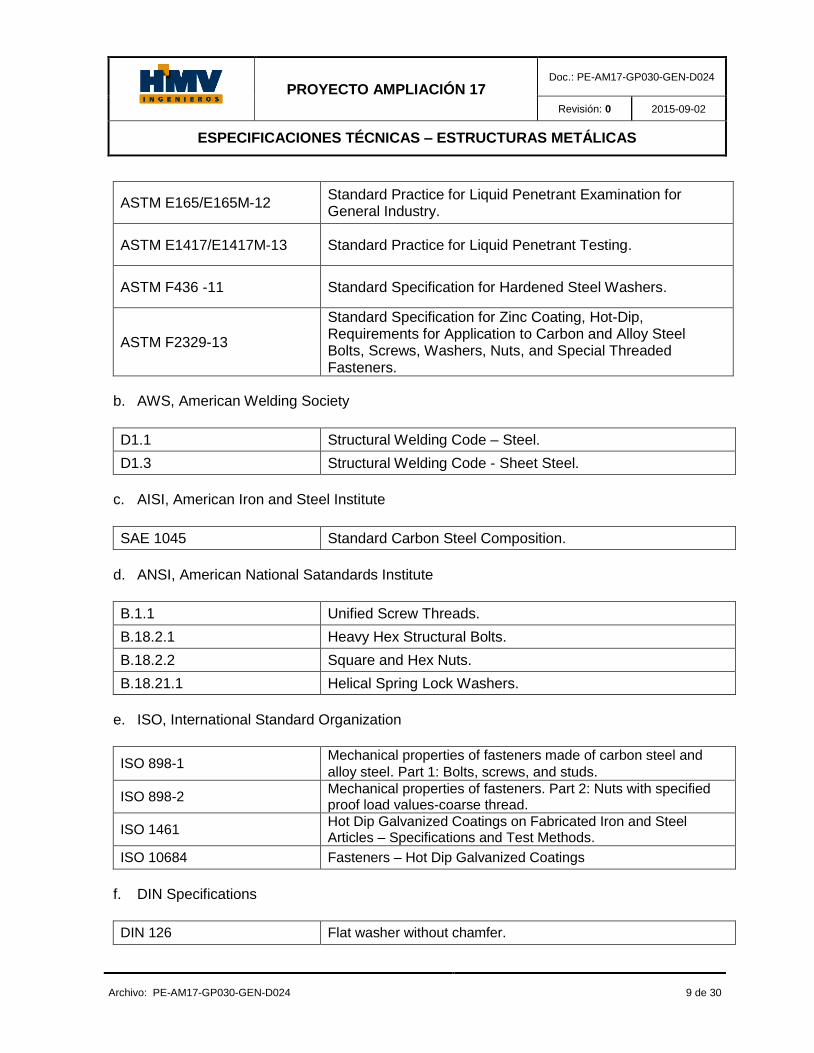
ASTM E165/E165M-12 Standard Practice for Liquid Penetrant Examination for General Industry.
ASTM E1417/E1417M-13 Standard Practice for Liquid Penetrant Testing.
ASTM F436 -11 Standard Specification for Hardened Steel Washers.
ASTM F2329-13
Standard Specification for Zinc Coating, Hot-Dip, Requirements for Application to Carbon and Alloy Steel Bolts, Screws, Washers, Nuts, and Special Threaded Fasteners.
b. AWS, American Welding Society
D1.1 Structural Welding Code – Steel.
D1.3 Structural Welding Code - Sheet Steel.
c. AISI, American Iron and Steel Institute
SAE 1045 Standard Carbon Steel Composition.
d. ANSI, American National Satandards Institute
B.1.1 Unified Screw Threads.
B.18.2.1 Heavy Hex Structural Bolts.
B.18.2.2 Square and Hex Nuts.
B.18.21.1 Helical Spring Lock Washers.
e. ISO, International Standard Organization
ISO 898-1 Mechanical properties of fasteners made of carbon steel and
alloy steel. Part 1: Bolts, screws, and studs.
ISO 898-2 Mechanical properties of fasteners. Part 2: Nuts with specified proof load values-coarse thread.
ISO 1461 Hot Dip Galvanized Coatings on Fabricated Iron and Steel Articles – Specifications and Test Methods.
ISO 10684 Fasteners – Hot Dip Galvanized Coatings
f. DIN Specifications
DIN 126 Flat washer without chamfer.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
10 de 30
DIN 127 Split lock washer with bend ends.
DIN 434 Square bevel washer: 8%
DIN 931 Hexagon cap screws partially threaded.
DIN 933 Hexagon cap screws fully threaded
g. AISC, American Institute of Steel Construction
Specification for Structural Steel Buildings
Los requerimientos aquí especificados son entendidos como un mínimo y no como una limitación.
Las características técnicas garantizadas por el proponente, deberán cumplir en su totalidad con las exigencias de estas especificaciones y las normas técnicas citadas. En caso de discrepancia entre lo estipulado en las normas y lo requerido en estas especificaciones, prevalecerá lo establecido en las últimas.
3.3 MATERIALES
Todos los materiales empleados para la fabricación de las estructuras y elementos que suministre el CONTRATISTA deben ser nuevos y de primera calidad, libres de defectos e imperfecciones y cumplir con la clasificación, grado y resistencia especificados en los planos guía. Asimismo, deben cumplir con la composición química y propiedades físicas y mecánicas indicadas en las normas descritas en este documento.
Para cada uno de los aceros suministrados, deben entregarse informes certificados de las pruebas de fábrica, los métodos de prueba y análisis de coladas (Laddle analysis). Las pruebas mecánicas deben realizarse conforme a la publicación ASTM A370; las pruebas están descritas en el numeral 5 de este documento y deben ejecutarse en un laboratorio aprobado por ISA-REP.
Deben presentarse informes certificados de pruebas químicas, mecánicas y galvanizado; en el caso de la tornillería, ISA-REP seleccionará las probetas para pruebas mecánicas de acuerdo con la Tabla 6 (Plan de muestreo para tornillos, tuercas y arandelas) del presente documento, se realizarán en laboratorios designados por ISA-REP. Los costos de las pruebas de laboratorio deberán ser asumidos por el CONTRATISTA; los lotes rechazados serán devueltos, reemplazados y evaluados nuevamente sin ningún costo adicional, los gastos generados deberán ser asumidos por el CONTRATISTA.
No se permiten sustituciones en la calidad de los materiales sin la previa autorización escrita de ISA-REP, quien podrá exigir la ejecución de análisis físico-químicos de los materiales antes de su aprobación. Dichas pruebas, deben ejecutarse en un laboratorio igualmente aprobado por ISA-REP.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
11 de 30
3.4 DIMENSIONES Y TOLERANCIAS
Todos los elementos deben cumplir como mínimo con todas las tolerancias de fabricación estipuladas en la publicación ASTM A6, antes de la fabricación de la estructura.
El CONTRATISTA debe tener en cuenta las siguientes disposiciones dimensionales durante la fabricación:
La longitud de los miembros no puede variar en más de 1,6 mm (1/16") en miembros desde 1 hasta 6 metros de longitud.
La flecha máxima entre dos puntos laterales de soporte de un elemento recto, debe ser inferior a 1/500 de la distancia entre los puntos de soporte del elemento.
El diámetro de las perforaciones para los tornillos debe ser como sigue:
Para tornillos imperiales, igual al diámetro del tornillo más 1,6 mm, excepto en diámetros mayores a 25,4 mm, donde debe ser igual al diámetro del tornillo más 3,2 mm.
Para tornillos milimétricos, igual al diámetro del tornillo más 2,0 mm, excepto en diámetros mayores a 24,0 mm, donde debe ser igual al diámetro del tornillo más 4,0 mm.
Las perforaciones deben ser cilíndricas y perpendiculares al plano del elemento, pueden ser taladradas o troqueladas en materiales con un espesor máximo de 20 mm para acero de resistencia normal y 14 mm para acero de alta resistencia. En ningún caso una perforación puede ser realizada completamente por medio de troquel, cuando el espesor del material exceda el diámetro de la perforación a realizar.
En materiales de más de 20 mm de espesor en acero de resistencia normal ó 14 mm para acero de alta resistencia, las perforaciones deben ser hechas con taladro o alternativamente troqueladas a un diámetro 5 mm menor que el diámetro nominal del tornillo y posteriormente escariadas.
Las perforaciones para tornillos localizadas cerca de un doblez, deben hacerse después del doblez, para evitar su distorsión.
Para elementos conformados en frío, el radio interno de doblez mínimo debe ser dos veces el espesor de la lámina.
Los dobleces deben hacerse preferiblemente en frío. Si para doblar el material se requiere calentarlo, por la dificultad que presentan los elementos de espesores mayores, debe disponerse de autorización escrita previa de ISA-REP. Para tal efecto, se debe controlar la temperatura de calentamiento del material, de tal forma que no sobrepase los 620 °C; el procedimiento de enfriamiento será lento y controlado, de tal manera que no se afecten las propiedades mecánicas del acero.
Los cortes deben hacerse normalmente con cizalla y quedar limpios, sin rebaba ni bordes salientes o cortantes. No se aceptan cortes con soplete. Cualquier rebaba que quede
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
12 de 30
después del troquelado o taladrado debe ser removida con una herramienta de biselar adecuada, antes de la galvanización.
Cada miembro de las estructuras debe ser fabricado de una sola pieza de forma tal que su longitud no exceda de 6 m, excepto donde se indique lo contrario.
Los elementos que trabajarán únicamente a tracción deben ser fabricados más cortos que la longitud teórica requerida, según las siguientes disposiciones:
Al estar terminados no podrán tener distorsión lateral que exceda el 1/500 de la longitud no apoyada del miembro.
Los miembros de 4,5 m de longitud o menores, deben ser fabricados 3 mm más cortos para proveer la holgura necesaria durante el montaje.
Para miembros con longitudes mayores de 4,5 m, la reducción de la longitud debe ser de 3 mm más 1,5 mm por cada 3 m de longitud adicional.
La fabricación de los elementos deberá estar sujeta a las tolerancias presentadas en la Tabla 1.
Tabla 1 – Tolerancias de fabricación de elementos
Descripción Tolerancia
Distancia entre perforaciones ± 1,5 mm
Distancia de la perforación a cualquier borde o cara ± 1,0 mm
Distancia del punto de doblez al extremo ± 1,0 mm
Todas las dimensiones deberán estar en el sistema métrico.
3.5 ACCESORIOS: TORNILLOS, TUERCAS Y ARANDELAS
Las dimensiones, tolerancias, tipo y material de los tornillos, tuercas y arandelas para las estructuras descritas en estas especificaciones deben estar en conformidad con las normas ASTM A394 para tornillos, ASTM A563 para tuercas, ASTM F436 para arandelas planas, de presión y de cuña.
El suministro de estructura metálica debe incluir todos los tornillos, tuercas y arandelas requeridos para el correcto armado de las estructuras y todos los pernos de escalera de acuerdo con los requerimientos y especificaciones estipulados en los planos guía, teniendo en cuenta lo siguiente:
La longitud mínima de los tornillos para estructuras debe cumplir con las siguientes
condiciones:
El tornillo debe sobresalir al menos dos roscas una vez colocada la tuerca.
La longitud que sobresale el tornillo por encima de la tuerca debe garantizar que no se presenten interferencias con otras piezas.
La longitud no roscada debe permitir apretar adecuadamente las partes que une.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
13 de 30
Los tornillos y tuercas deben ser de rosca ordinaria.
Las cabezas de los tornillos y tuercas deben ser de forma hexagonal.
Adicionalmente con cada tornillo deben suministrarse una tuerca hexagonal, una arandela plana y una arandela de presión, formando un conjunto o juego de tornillería.
Los pernos de escalera deben ajustarse a lo especificado en este numeral. Cada juego de perno de escalera estará acompañado por dos tuercas y dos arandelas planas.
Todos los tornillos deben llevar en la cabeza una marca legible que indique el grado del acero.
Es necesario suministrar un 5% adicional de la cantidad total de tornillería y pernos de escalera para el total de las estructuras. Este porcentaje adicional aplica tanto para el tornillo como para las arandelas planas, arandelas de presión y tuercas de cada juego.
Si las estructuras o los tornillos para las estructuras son fabricados o galvanizados por Subcontratistas, el CONTRATISTA debe, si así lo requiere ISA-REP, sin costos extras al Contrato, suministrar un inspector residente en las plantas de cada Subcontratista durante el tiempo que esté fabricando o galvanizando el material.
En la fabricación de los tornillos se debe tener especial cuidado con el tratamiento térmico al que son sometidos por las pérdidas de resistencia mecánica que ocasiona el proceso de fabricación; por esto, el Contratista debe garantizar por medio de certificados de pruebas de laboratorio que las propiedades mecánicas son las requeridas según la norma.
3.6 PERNOS DE ANCLAJE
Los pernos de anclaje deben fabricarse en acero SAE 1045 normalizado y galvanizado en caliente; deben cumplir las características garantizadas y los requerimientos estipulados en los planos que entregará ISA-REP.
Las dimensiones, tipo y material de los pernos de anclaje para las estructuras deben estar en conformidad con la norma SAE 1045 normalizado, con resistencia mínima fy = 380 MPa y fu = 600 MPa, porcentaje de alargamiento del 14%, porcentaje de reducción del área del 40%.
Las dimensiones diametrales de las roscas y del vástago de los tornillos deben estar conforme a las publicaciones ANSI B1.1, B18.2.1 Y B18.2.2
Las arandelas deben ser fabricadas en conformidad con la publicación ANSI B18.2.2.
Los pernos de anclaje deben ser tipo T invertida y deben llevar cinco tuercas, dos arandelas planas y los accesorios mostrados en el plano respectivo que entregará ISA-REP.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
14 de 30
3.7 SOLDADURA
Salvo aprobación escrita de ISA-REP, la presencia de soldaduras como relleno o suplemento en un miembro de las estructuras en celosía es razón suficiente para que éste sea rechazado.
Las conexiones soldadas deben realizarse conforme a las publicaciones AWS D1.1 “Structural Welding Code - Steel”, y AWS D1.3 “Structural Welding Code - Sheet Steel”. Se admitirán desviaciones menores a 2 mm, con el fin de conservar la correspondencia y evitar interferencias con otros elementos, incluyendo pernos de anclaje.
Una vez haya sido removido de sus cajas originales, el material de soldadura debe ser protegido o almacenado, según las indicaciones del fabricante del electrodo, fuera de la humedad y a una temperatura constante entre 120 y 200 grados centígrados de tal forma que no se afecten adversamente las propiedades especificadas y las características de la soldadura.
Los electrodos que no han sido utilizados luego de dos horas de exposición a la atmósfera deben ser sometidos a una temperatura entre 370 y 426 grados centígrados durante una hora antes de ser reutilizados; este proceso debe realizarse sólo una vez, de lo contrario los electrodos deben ser desechados. Los electrodos que se humedezcan serán rechazados.
Las superficies cortadas deben quedar libres de defectos, imperfecciones o vacíos, causados por la operación de corte y de cualquier defecto perjudicial y herrumbres, grasas, polvo o materias extrañas a todo lo largo de los bordes preparados para la soldadura en toda la extensión de la penetración total. Los filetes terminados deben tener buena apariencia y uniformidad y quedar libres de cavidades, escamas, superficies salientes o cualquier otra irregularidad.
Las piezas de acero que se vayan a unir por medio de soldadura deben cortarse con precisión y tener las aristas biseladas por medio de soplete, de escalpelo neumático o por maquinado de acuerdo con el tipo de unión requerido para obtener penetración total.
Todos los trabajos de soldadura deben ser ejecutados por personal calificado conforme a los requerimientos exigidos por la publicación “Structural Welding Code” de la AWS (American Welding Society). Se debe reemplazar toda persona que no pase las pruebas de calificación.
ISA-REP podrá exigir los certificados de calificación del personal, estos deben incluir la norma de certificación y la entidad que otorga la certificación.
Los defectos de la soldadura deben ser reparados removiendo el material encima del mismo y reemplazándolo por metal de soldadura.
3.8 MARCAS PARA MONTAJE
Antes de galvanizar, todos los miembros, incluyendo todas las platinas y conjuntos soldados, deben ser estampados con los números y letras definitivos, debiendo corresponder con los planos de taller y la lista de composición de materiales.
Las marcas para montaje deben ser de la siguiente forma:
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
15 de 30
Primero: dos o tres campos para identificación de la subestación.
Segundo: dos o tres campos según el tipo de estructura (viga, columna o soporte).
Tercero: número correspondiente a la posición en el plano de fabricación.
Cuarto: para designar la calidad del acero se adiciona la letra “H” sólo en el caso de aceros de alta resistencia.
Los números y las letras deben ser por lo menos de 16 mm de altura y ser claramente legibles después de la galvanización.
Las piezas cuya longitud sea mayor de 3,50 m, deben llevar marcas en los dos extremos, en caras alternas.
3.9 GALVANIZADO
Después de terminados todos los trabajos de fabricación, los elementos que constituyen las estructuras (incluyendo pernos de anclaje pero excluyendo plantillas de colocación de pernos de anclaje), deben limpiarse de óxido, escamas, polvo, grasa, aceite y cualquier otra sustancia extraña antes de ser galvanizados en caliente.
El CONTRATISTA debe ajustar sus procesos de galvanizado para cumplir a cabalidad con estas disposiciones, previo al inicio de la fabricación, con el fin de evitar atrasos a los cronogramas acordados durante la contratación.
El proceso de galvanización debe ceñirse a las siguientes disposiciones:
La calidad del material empleado en el proceso de galvanización, debe cumplir con los requisitos de la publicación ASTM B6.
Todos los elementos de las estructuras deben ser galvanizados por el método de inmersión en caliente después de haber sido cortados, maquinados y soldados.
No se permitirá la doble inmersión de ningún elemento.
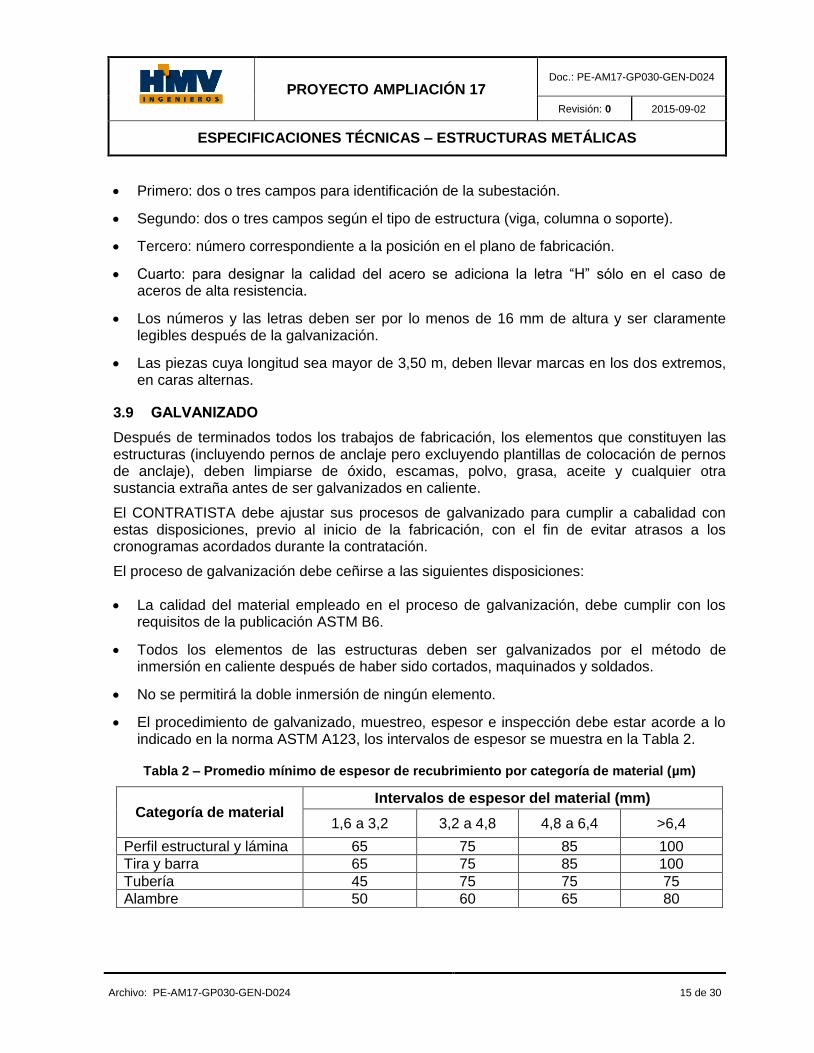
El procedimiento de galvanizado, muestreo, espesor e inspección debe estar acorde a lo indicado en la norma ASTM A123, los intervalos de espesor se muestra en la Tabla 2.
Tabla 2 – Promedio mínimo de espesor de recubrimiento por categoría de material (µm)
Categoría de material Intervalos de espesor del material (mm)
1,6 a 3,2 3,2 a 4,8 4,8 a 6,4 >6,4
Perfil estructural y lámina 65 75 85 100
Tira y barra 65 75 85 100
Tubería 45 75 75 75
Alambre 50 60 65 80
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
16 de 30
Los tornillos, tuercas, arandelas y pernos de escalera se debe galvanizar de acuerdo con la norma ASTM A153.
El galvanizado de los pernos de anclaje debe ser completo con un espesor mínimo de 100 μm y debe cumplir con las normas ASTM A123, ASTM A143 y ASTM A153.
Las roscas de las tuercas deben repasarse después de la galvanización y posteriormente deben lubricarse con aceite. La tuerca debe girar fácilmente, sin flojedad excesiva, a todo lo largo de la rosca del tornillo, permitiendo su atornillado a mano.
Los trabajos de preparación del galvanizado y el proceso de galvanización en sí, no deben afectar en forma adversa las propiedades mecánicas del acero.
Evitar que se presenten pandeos o torceduras en los elementos, al ser sumergidos en el baño de zinc de acuerdo con lo especificado en la publicación ASTM A384.
Evitar pérdidas en la ductilidad y en la resistencia del acero que puedan producirse a causa del proceso de galvanización; deben seguirse las recomendaciones consignadas en la publicación ASTM A143.
El Contratista deberá mantener en todo momento un proceso de calidad tal, que se eviten las reparaciones al galvanizado. Para la ejecución de cualquier reparación, el CONTRATISTA debe presentar para aprobación de ISA-REP el procedimiento respectivo siguiendo las indicaciones de la publicación ASTM A780.
Los daños al galvanizado que resulten en pérdida de la capa de zinc hasta el punto de dejar expuesto el acero y que se causen durante las operaciones de fabricación, transporte, manejo, descargue y entrega del material, serán causa suficiente para que las piezas afectadas se rechacen.
Las piezas que se rechacen por defectos en la galvanización o daños al galvanizado y cuyo espesor sea mayor a 7 mm, podrán ser galvanizadas de nuevo en caliente, una vez que la capa inicial de zinc haya sido removida con ácido y la superficie de acero haya sido preparada en forma apropiada como se indicó anteriormente.
Cualquier elemento cuyo galvanizado se vuelva a dañar después del segundo baño, será rechazado definitivamente y no podrá solicitarse una nueva inspección ni formar parte de otros lotes.
Todas las piezas que se tuerzan o pandeen durante el proceso de galvanización deben enderezarse sin causar daño al galvanizado, en caso contrario deben ser rechazadas.
El galvanizado debe quedar liso, limpio, uniforme, continuo y libre de defectos. El exceso de zinc en tornillos, tuercas, arandelas debe ser removido por centrifugado.
Los elementos pertenecientes a las plantillas para fijación de pernos de anclaje no requieren galvanizado.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
17 de 30
Luego de la galvanización las piezas deben ser apiladas cuidadosamente sobre tacos de madera y en posición inclinada con el fin de permitir el escurrimiento del agua para proceder al despacho.
Las cantidades de peso de materiales presentadas en los planos de taller incluyen el peso teórico de los elementos en negro y el peso aproximado de los elementos galvanizados. Es responsabilidad del CONTRATISTA verificar el peso final de los elementos galvanizados con el peso reportado en planos.
Se aceptará, bajo previa aprobación, la realización de galvanizado en frío para atender los daños que se presenten en el suministro durante el transporte o la manipulación en campo. La cantidad de este producto debe ser acordada por escrito con el Inspector durante la fabricación y previo al despacho.
Todo material que llegue al sitio de almacenamiento designado por ISA-REP deberá estar libre de corrosión blanca. No se permitirá el suministro de ningún elemento con este defecto. El suministrador es responsable de retirar, reponer o reparar cualquier material que presente corrosión blanca, sin que esto genere costos adicionales para ISA-REP.
ISA-REP se reserva el derecho de rechazar sin costo alguno, cualquier elemento de la estructura que no cumpla con los requisitos de galvanización estipulados en estas especificaciones.
4. DOCUMENTOS ENTREGABLES
El CONTRATISTA debe elaborar y entregar los siguientes documentos en las fechas que ISA-REP estipule, los cuales pertenecen al alcance del contrato y permiten el control y aprobación de las actividades por parte de ISA-REP, quien podrá evaluar la imputación de penalidades por el incumplimiento de esta entrega.
La entrega y aprobación de cada uno de ellos, permitirá la continuidad a la fase siguiente en el proceso objeto del Contrato; su omisión, no será reconocida como razón para atraso en el proceso de fabricación y suministro. Es responsabilidad del CONTRATISTA cumplir con el Cronograma especificado por ISA-REP y finalizar a satisfacción todas las actividades aquí especificadas.
El CONTRATISTA debe guardar un estricto orden de estos documentos, considerando un nombre específico tal y como se muestra a continuación, nombre del proyecto, alcance del documento dentro del suministro, fecha de elaboración, responsable del documento dentro de la empresa y número de revisión del documento. En caso de tener un sistema existente de calidad dentro de la empresa del CONTRATISTA, podrán utilizarse formatos de dicho sistema garantizando el orden de los documentos según lo aquí descrito.
4.1 PLANOS TALLER
El CONTRATISTA deberá elaborar los planos de taller de todas las estructuras componentes del suministro, de acuerdo con la información contenida en los planos guía de fabricación y entregarlos para revisión y validación de ISA-REP. La fabricación solo podrá iniciarse posterior a la validación de estos planos.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
18 de 30
Los planos de taller deberán contener, como mínimo, la siguiente información:
Todas las vistas necesarias para la revisión del ensamble de los elementos componentes de cada estructura, en las cuales se debe apreciar claramente el código correspondiente a cada elemento componente.
Listado de materiales detallado de perfiles y tornillos donde se indique el código de cada elemento, material, dimensiones generales, cantidad, pesos unitarios y totales.
Despiece de cada elemento componente.
Detalles de soldadura entre elementos donde sea requerido.
Notas generales de fabricación.
4.2 LISTADO DE COMPOSICIÓN
Se define como una relación ordenada de todos los elementos que componen el suministro de cada Subestación, incluyendo perfiles, tornillos, platinas, rellenos, etc., con las siguientes características:
Clasificación ordenada por elementos constitutivos de la estructura completa.
Cada uno de los elementos debe estar identificado según la nomenclatura consignada en plano de taller.
Dimensiones según el caso: sección transversal para perfilería, dimensiones y espesor para platinería, diámetro y longitud para tornillería (considerando el juego completo de tornillo y accesorios); guardando relación directa con los listados de materiales de los planos de taller.
Calidad del material según plano de taller.
Cantidad y peso global de la estructura.
Cantidad y peso de cada elemento de la estructura.
Cantidad y peso global del elemento dentro del proyecto.
En el caso de que existan sustituciones al suministro original, los cambios deben reflejarse e identificarse en este listado.
Debe entregarse antes de iniciar el proceso de fabricación junto con los planos de taller.
4.3 LISTADO DE SUMINISTRO
Se define como una relación ordenada por tipo de perfil (sección transversal), platina (espesor), tornillería y rellenos (tipo), de cada Subestación con el fin de tener disponible las cantidades globales del proyecto.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
19 de 30
Este listado proviene del listado de composición y debe estar coordinado con el mismo.
Pesos y longitudes totales por tipo de material.
Peso global del suministro.
Debe entregarse antes de iniciar el proceso de fabricación junto con los planos detaller.
4.4 LISTADO DE DESPACHOS
Los listados de despachos deben enviarse con cada contenedor que salga de fábrica, con fecha de envío, identificación del contenedor, caja y paquete.
Deben identificarse todos los elementos que están siendo enviados en dicho contenedor, considerando el mismo orden y la misma información fue consignada en el “Listado de Composición”, para permitir su verificación.
El CONTRATISTA deberá incluir en cada unidad de despacho dos copias en español del listado de despacho. Una de estas copias se debe ubicar en el exterior de la unidad de despacho dentro de un bolsillo dispuesto para tal fin, debidamente protegido y cerrado para evitar su pérdida o la de su contenido; la otra copia se colocará en el interior, en forma tal que no se deteriore durante el transporte ni el desembarque.
4.5 LISTADO CONSOLIDADO
El listado consolidado es un producto de la comparación de los Listados de composición y de despacho, de forma que sea posible tener el estado actualizado del suministro. Este deberá entregarse un día después de cada despacho. Se deben tener en cuenta las siguientes características:
El formato es similar al Listado de composición en cuanto su orden, nomenclaturas y
valores presentados allí.
Incluye para cada elemento, la cantidad y el peso despachado, así como el porcentaje total despachado respecto al global del suministro para cada Subestación.
4.6 PLANEACIÓN DE DISPONIBILIDAD DE MATERIALES
El Ofertante debe presentar con la oferta, los catálogos dimensionales de perfiles, platinas y tornillería con los cuales se elaborarán los diseños detallados y planos guía para fabricación.
Los elementos indicados en dichos catálogos, deberán ser de fácil consecución de tal forma que se eviten reprocesos posteriores a la elaboración de los planos de taller por sustitución innecesaria de materiales.
4.7 PLANEACIÓN DE PRUEBAS E INSPECCIONES
Las pruebas e inspecciones detalladas en el numeral respectivo de este documento, deben ser planeadas por el CONTRATISTA, de acuerdo con los requerimientos de ISA-REP, presentados en la matriz de responsabilidades de estas especificaciones.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
20 de 30
Esta planeación, debe contener el día, hora y lugar de la prueba o inspección a realizar y los elementos que se probarán e inspeccionarán.
4.8 PLANEACIÓN DE DESPACHOS
El CONTRATISTA debe presentar una planeación detallada de los despachos que realizará. Estos despachos deben realizarse según lo dispuesto en el Numeral 6 de este documento.
4.9 DOSSIER DE CALIDAD
De acuerdo a las fechas planeadas de disponibilidad de materiales, el CONTRATISTA deberá entregar cada dos semanas, todos los certificados de calidad y las facturas de compra de los materiales, recibidos por parte del fabricante en la semana en cuestión.
4.10 INFORME DE INSPECCIÓN DE PROTOTIPOS Y PLANOS AS BUILT
Para la revisión de los prototipos por parte de ISA-REP, el CONTRATISTA deberá entregar el informe de inspección realizado a cada prototipo, indicando los resultados y eventos relevantes encontrados.
Si durante el armado de los prototipos en fábrica o el armado de las estructuras en sitio se requiere modificar elementos de los planos de taller, el CONTRATISTA deberá incluir dentro de los planos As Built dichas modificaciones.
4.11 CRONOGRAMA DE FABRICACIÓN
El Proponente deberá presentar junto con la oferta un cronograma estimado donde se incluyan todas las actividades que hacen parte del alcance (elaboración de planos de taller, fabricación, armado y presentación de prototipos, fabricación de seriado, galvanizado, pruebas de laboratorio, embalaje, despacho y transporte) con base en la información suministrada.
El CONTRATISTA seleccionado deberá presentar, para validación por parte de ISA-REP, un cronograma detallado, discretizando todas las actividades alcance del contrato y que debe ser consistente con el cronograma presentado en la etapa de oferta.
4.12 PROTOCOLOS DE PRUEBAS DE LABORATORIO
ISA-REP podrá enviar un inspector a las pruebas de laboratorio descritas en el numeral de Pruebas e Inspección. El CONTRATISTA debe presentar los protocolos de dichas pruebas para la validación por parte de ISA-REP.
4.13 ACTA DE VALIDACION DE SUSTITUCIONES
En caso de requerir sustituciones, el CONTRATISTA debe presentar acompañando el listado de composición, un acta en la que ISA-REP valida las sustituciones propuestas.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
21 de 30
4.14 ACTA DE FABRICACION DE PROTOTIPOS
Una vez se tenga la validación del Listado de composición, Listado de suministro, Planeación de disponibilidad de materiales y Acta de validación de sustituciones, el CONTRATISTA presentará un acta con el fin de que ISA-REP, valide el inicio de la fabricación de prototipos.
4.15 ACTA DE FABRICACIÓN DE SERIADO
ISA-REP validará el inicio de la fabricación de seriado del suministro relacionado al prototipo inspeccionado y validado mediante protocolo firmado.
En los informes de inspección, se indicará la validación y los comentarios al prototipo. Es responsabilidad del CONTRATISTA, atender estos comentarios sin costo extra para ISA-REP y producir el seriado según estos comentarios, dentro de los plazos originalmente definidos.
4.16 ACTA DE DESPACHOS
Una vez ISA-REP tenga a su disposición, todos los documentos anteriormente descritos y halla verificado las condiciones de embalaje descritas en el numeral 6, dará la validación para el inicio de los despachos según lo presentado en la planeación de despachos.
4.17 ACTA DE ENTREGA
El CONTRATISTA debe entregar a ISA-REP en el sitio y condiciones INCOTERMS pactados para la entrega de las estructuras, un documento en el cual se confirme que el contenido transportado es el mismo que el relacionado en el Listado de despacho respectivo al contenedor y que éste se encuentra en perfecto estado.
En el Acta constará que el material ha sido entregado a ISA-REP y que el CONTRATISTA es responsable por los daños que puedan ocasionarse al mismo debido al mal embalaje del material desde fábrica, exceptuando el mal manejo que se le dé a éste después de la entrega a ISA-REP en el sitio pactado de entrega.
5. PRUEBAS E INSPECCIÓN
Todas las piezas suministradas por el CONTRATISTA deben permitir el correcto ensamble de las estructuras. Cualquier inconveniente o retraso en la etapa de montaje debido a piezas mal fabricadas será responsabilidad del CONTRATISTA, y ISA-REP podrá imputar costos por remplazo en dicho caso.
Los procedimientos de control de calidad y pruebas incluyen los especificados en este documento, pero no están necesariamente limitados a los indicados.
5.1 PRUEBAS DE RUTINA
Se definen como todos los chequeos, pruebas, análisis y exámenes hechos antes o durante las etapas del proceso de manufactura, para asegurar que la fabricación se realiza normalmente y que no se presentarán defectos por una mala mano de obra, material imperfecto o por inadecuado manejo.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
22 de 30
Estas pruebas deberán ejecutarse de acuerdo con el Programa de Control de Calidad incluido por el CONTRATISTA en su propuesta y previamente aprobado por ISA-REP.
Durante el proceso de fabricación el CONTRATISTA deberá presentar a ISA-REP, en forma periódica, los reportes con los resultados de las pruebas y número de piezas sometidas a todas las pruebas indicadas.
Los procedimientos de control de calidad incluirán, pero no estarán necesariamente limitados a las siguientes pruebas:
El acero usado en la fabricación será sometido a un análisis de colada. Probetas tomadas de los perfiles, láminas y barras de acero serán sometidos a pruebas de tracción y doblado para establecer la conformidad del material con los requisitos aplicables de la especificación del acero.
Todos los perfiles, láminas y barras deberán chequearse dimensionalmente para establecer la conformidad del material con los requisitos de la especificación ASTM A6 y visualmente con el fin de verificar que no existe deterioro superficial por corrosión, ni defectos de fabricación (cascarilla, inclusiones, alabeos, etc.).
Durante la fabricación, cada perfil será visualmente inspeccionado y dimensionalmente chequeado, al menos, después del doblado y perforado (cuando se aplique) y después del galvanizado.
El zinc usado para el revestimiento será sometido a análisis químico para verificar la conformidad del material con la especificación ASTM B6, Special H Grade.
Después del galvanizado, cada componente será inspeccionado visualmente para establecer la conformidad del acabado del revestimiento de la capa de zinc con los requisitos de las especificaciones ASTM A123 y ASTM A153.
5.2 INSPECCIÓN
Durante el proceso objeto de estas especificaciones, ISA-REP podrá designar un Inspector que en su representación, vigilará y acompañará al fabricante mediante visitas sistemáticas por el tiempo que ISA-REP lo estime necesario, en las actividades pertinentes.
Este Inspector tendrá libre acceso a todas las zonas de taller, almacenamiento y despacho de las instalaciones de la fábrica para la verificación de las disposiciones aquí presentadas.
El Inspector de ISA-REP que visite las instalaciones de fabricación debe estar acompañado por un representante del CONTRATISTA sin ningún costo extra por ello, quien debe tener la potestad y responsabilidad de cualquier decisión.
Es responsabilidad del CONTRATISTA y a su cargo, los costos por la ejecución de todas las pruebas incluidas en este documento y debe someter a aprobación del Inspector de ISA-REP los certificados correspondientes a los reportes de prueba, para su respectiva validación.
Los procedimientos a usarse en todas las pruebas y los lugares en donde se realicen, serán aprobados por ISA-REP antes de las mismas.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
23 de 30
El CONTRATISTA debe presentar al Inspector todas las especificaciones técnicas usadas para la compra de la materia prima y suministro de componentes por subcontratistas, así como los correspondientes certificados de aceptación y reportes de prueba.
La presencia del Inspector delegado por parte de ISA-REP no exime de responsabilidad al CONTRATISTA en cuanto a sus obligaciones contractuales.
5.3 PRUEBAS DE ARMADO Y PROTOTIPOS
Deben presentarse antes del galvanizado, prototipos armados para verificación dimensional y aprobación por parte de ISA-REP, quien supervisará además, que el armado, las marcas, la calidad de materiales, los elementos de fijación, las dimensiones, etc., utilizados en el prototipo, cumplan con lo especificado.
El CONTRATISTA debe informar con un día de anticipación, la iniciación de los trabajos de armado de prototipo. ISA-REP podrá designar uno o varios Inspectores adicionales durante esta etapa.
Estos prototipos armados deben estar conformados por la totalidad de los elementos presentados en los planos taller, incluyendo tornillería (tornillo, tuercas, arandela y arandela de presión), pernos de escalera y rellenos especificados en los mismos. La ausencia de éstos o el uso de elementos diferentes a los especificados en los planos taller, es razón suficiente e imperativa para la no aprobación de los prototipos.
El CONTRATISTA se hará cargo de los costos adicionales que por la reprogramación de las inspecciones debido al incumplimiento de estas especificaciones, incurra ISA-REP y su personal designado para tal fin.
El CONTRATISTA debe presentar un prototipo por cada tipo de estructura ajustándose al Cronograma.
En los pórticos, debe presentar además prototipos de todas las conexiones viga-columna, con el fin de verificar el correcto armado de las mismas. Para el caso de los pernos de anclaje y las plantillas de colocación de pernos de anclaje, el prototipo estará conformado por la plantilla totalmente armada y los pernos respectivos ubicados en ella con todos sus accesorios.
Para las inspecciones y pruebas, deben respetarse las siguientes disposiciones:
Antes de la visita de inspección, el CONTRATISTA debe tener armado en su totalidad el prototipo a inspeccionar y proveer a ISA-REP de una fotografía o vídeo de dicho prototipo el día antes de la visita. ISA-REP podrá decidir si se realiza o no la visita, en caso de no recibir dicha información.
El prototipo debe ser armado en un lugar amplio, limpio y de fácil acceso, que no represente peligros para la seguridad del Inspector de ISA-REP y para el personal del CONTRATISTA.
Durante la inspección, deben respetarse las condiciones de seguridad a nivel industrial. El CONTRATISTA debe proveer al Inspector de los Equipos de Protección Personal especiales que según el plan de seguridad de las instalaciones de la fábrica se requieran.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
24 de 30
El prototipo debe armarse en posición horizontal y apoyado en suficientes soportes de madera que eviten su deformación excesiva.
Los prototipos no pueden armarse en posición vertical o diagonal; no están permitidos trabajos en altura.
El prototipo no debe ser desarmado parcial ni totalmente antes de la aprobación del mismo.
5.4 PRUEBAS DE ACEPTACIÓN
Se definen como todas las pruebas hechas sobre elementos terminados. La selección de las muestras será ejecutada por el Inspector que designe ISA-REP. Salvo que se haga un acuerdo diferente, las pruebas presentadas en las Tabla 3, 4, 5, 6 y 7 deben ser realizadas en las instalaciones del CONTRATISTA o en un laboratorio de reconocida experiencia y en presencia del Inspector designado por ISA-REP para tales efectos.
El CONTRATISTA debe suministrar todos los instrumentos, medios y equipos necesarios para la realización de las pruebas, con su registro actualizado de su calibración y mantenimiento.
Después de cada serie de pruebas, el CONTRATISTA debe presentar al Inspector, reportes de pruebas completos para su aprobación. Ningún material se puede liberar para embalaje y transporte antes de recibir estos reportes, a menos que específicamente se indique por escrito para cada caso.
Muestras representativas de todos los elementos deben ser seleccionadas al azar de cada lote por un Inspector asignado por ISA-REP y sometidas a las pruebas e inspecciones especificadas en este documento. El Inspector puede seleccionar a su criterio, un número de muestras mayor al especificado de cualquier lote de material y someterlas a pruebas.
Un lote es considerado como un conjunto de elementos de los cuales se toman las muestras para verificar su conformidad con los requisitos de estas especificaciones. Cada lote se compone de elementos del mismo tipo, grado, clase, forma y composición, fabricados esencialmente bajo las mismas condiciones y en el mismo turno de trabajo y presentado para aceptación una sola vez.
En el caso de pruebas de galvanizado en donde más de un tipo de elementos se galvaniza al mismo tiempo, el lote puede ser considerado como todos los materiales galvanizados bajo idénticas condiciones, en el mismo punto y por el mismo operario, durante un período de trabajo continuo. En el caso de tornillos y tuercas un lote se compone de tornillos de un mismo diámetro nominal y longitud.
Cada lote rechazado, debe ser marcado por el Inspector de manera explícita y separada en un sitio destinado y señalizado adecuadamente para tal fin, con el objeto que se asegure que no haya una mezcla con el material aprobado.
Todas las soldaduras defectuosas o imperfectas deben destruirse por medios mecánicos hasta descubrir el metal original y deben hacerse nuevamente de forma que sean aceptadas por escrito por ISA-REP.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
25 de 30
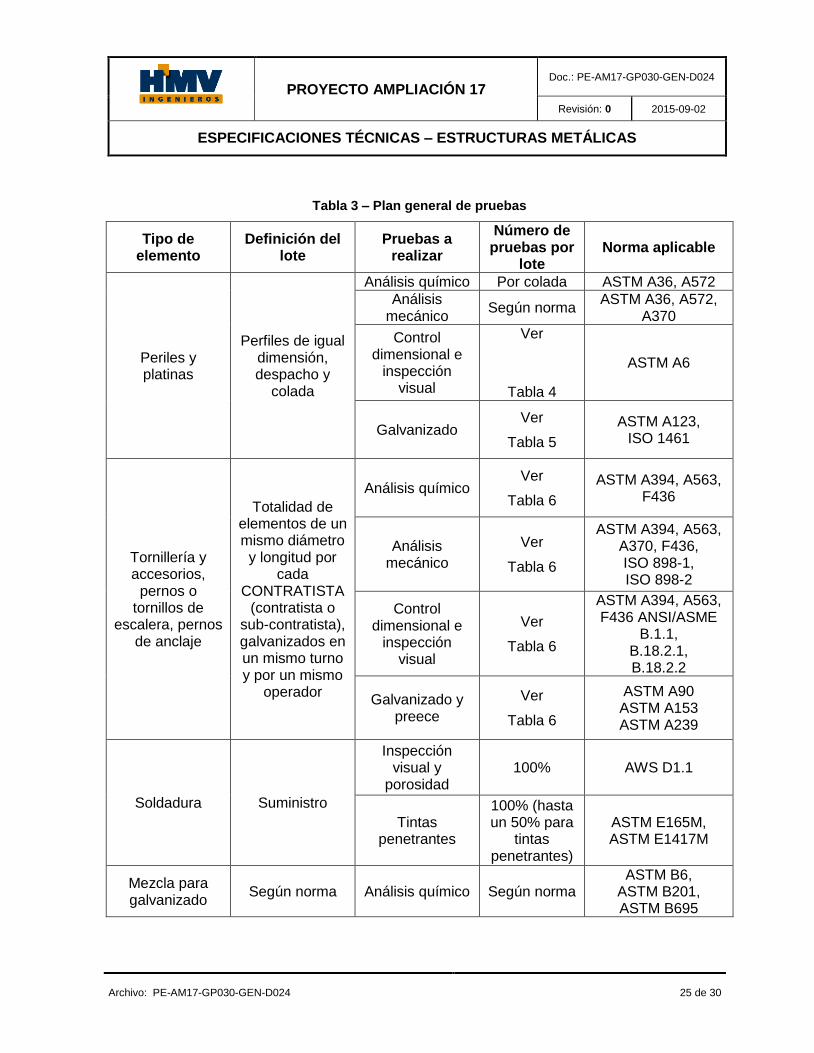
Tabla 3 – Plan general de pruebas
Tipo de elemento
Definición del lote
Pruebas a realizar
Número de pruebas por
lote Norma aplicable
Periles y platinas
Perfiles de igual dimensión, despacho y
colada
Análisis químico Por colada ASTM A36, A572
Análisis mecánico
Según norma ASTM A36, A572,
A370
Control dimensional e
inspección visual
Ver
Tabla 4
ASTM A6
Galvanizado Ver
Tabla 5
ASTM A123, ISO 1461
Tornillería y accesorios,
pernos o tornillos de
escalera, pernos de anclaje
Totalidad de elementos de un mismo diámetro y longitud por
cada CONTRATISTA
(contratista o sub-contratista), galvanizados en un mismo turno y por un mismo
operador
Análisis químico Ver
Tabla 6
ASTM A394, A563, F436
Análisis mecánico
Ver
Tabla 6
ASTM A394, A563, A370, F436, ISO 898-1, ISO 898-2
Control dimensional e
inspección visual
Ver
Tabla 6
ASTM A394, A563, F436 ANSI/ASME
B.1.1, B.18.2.1, B.18.2.2
Galvanizado y preece
Ver
Tabla 6
ASTM A90 ASTM A153 ASTM A239
Soldadura Suministro
Inspección visual y
porosidad 100% AWS D1.1
Tintas penetrantes
100% (hasta un 50% para
tintas penetrantes)
ASTM E165M, ASTM E1417M
Mezcla para galvanizado
Según norma Análisis químico Según norma ASTM B6,
ASTM B201, ASTM B695
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
26 de 30
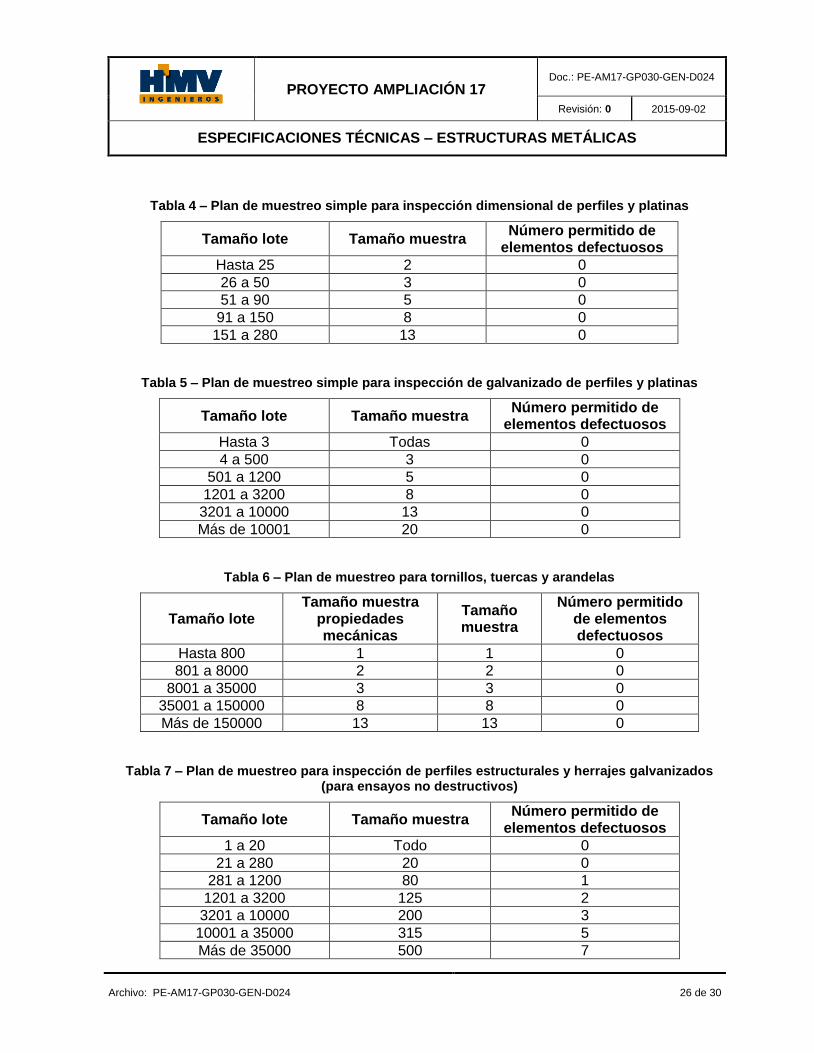
Tabla 4 – Plan de muestreo simple para inspección dimensional de perfiles y platinas
Tamaño lote Tamaño muestra Número permitido de
elementos defectuosos
Hasta 25 2 0
26 a 50 3 0
51 a 90 5 0
91 a 150 8 0
151 a 280 13 0
Tabla 5 – Plan de muestreo simple para inspección de galvanizado de perfiles y platinas
Tamaño lote Tamaño muestra Número permitido de
elementos defectuosos
Hasta 3 Todas 0
4 a 500 3 0
501 a 1200 5 0
1201 a 3200 8 0
3201 a 10000 13 0
Más de 10001 20 0
Tabla 6 – Plan de muestreo para tornillos, tuercas y arandelas
Tamaño lote Tamaño muestra
propiedades mecánicas
Tamaño muestra
Número permitido de elementos defectuosos
Hasta 800 1 1 0
801 a 8000 2 2 0
8001 a 35000 3 3 0
35001 a 150000 8 8 0
Más de 150000 13 13 0
Tabla 7 – Plan de muestreo para inspección de perfiles estructurales y herrajes galvanizados (para ensayos no destructivos)
Tamaño lote Tamaño muestra Número permitido de
elementos defectuosos
1 a 20 Todo 0
21 a 280 20 0
281 a 1200 80 1
1201 a 3200 125 2
3201 a 10000 200 3
10001 a 35000 315 5
Más de 35000 500 7
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
27 de 30
6. EMBALAJE Y TRANSPORTE
El CONTRATISTA debe planear estratégicamente los despachos y de acuerdo con la programación del proyecto, enviando en contenedores consecutivos estructuras completas de la Subestación con el fin de disponer de éstas en su totalidad para el montaje en forma oportuna.
Todas las partes de las estructuras se despachan desarmadas para ser ensambladas en campo, a excepción de piezas soldadas y de juegos de tornillería, pernos de escalera y pernos de anclaje.
El embalaje debe ser lo suficientemente seguro y adecuado para proteger el material de los diferentes riesgos o peligros de daños durante el transporte desde los talleres del CONTRATISTA hasta el sitio de entrega, instalación y montaje en la obra. El CONTRATISTA es responsable de cualquier daño o perdida que le ocurra al material por estar mal embalado.
El embalaje de todo el material, debe cumplir con las siguientes disposiciones:
Los perfiles largos y platinas grandes deben estar acondicionados en paquetes, que permitan ventilación entre los elementos y eviten el empozamiento de agua entre los mismos.
Los paquetes deben ser zunchados con flejes de acero de 20 mm de ancho mínimo con un espaciamiento máximo de 1,5 m entre ellos, resistente a la corrosión. La cantidad mínima de flejes por paquete debe ser dos (2).
Debe proveerse material tejido de nylon o similar entre el zuncho y los elementos, en los extremos de los perfiles y en las esquinas de las platinas, para evitar daños al galvanizado.
Los paquetes deben tener un tamaño suficiente para darles la rigidez y resistencia necesarias para resistir su manipulación. Pueden amarrarse con alambre de acero pasante entre las perforaciones de los elementos para evitar el deslizamiento.
Cada paquete debe contener elementos de una misma marca y del mismo tipo de estructura, con una masa máxima de 1500 kg, previendo puntos de apoyo para cables durante el transporte, que garanticen una distribución uniforme de cargas.
Debe acompañarse cada paquete por un grupo de tacos de madera de dimensión no menor a 100 mm x 100 mm por lado; su longitud y cantidad, deben ser suficientes para que cada paquete no quede en contacto con el suelo o con otro paquete cuando se formen arrumes en altura.
Los tornillos, pernos de escalera y pernos de anclaje deben estar ensamblados con las tuercas, arandelas y platinas, tal como se indica en este documento y en los planos respectivos como juegos independientes.
Las piezas pequeñas como platinas y perfiles cortos, los juegos de tornillería, pernos de escalera y pernos de anclaje, deben ser acondicionadas en cajas de madera u otro contenedor metálico con peso máximo de 1500 kg cada uno.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
28 de 30
Las platinas y perfiles cortos deben ser empacados a su vez como paquetes dentro de las cajas o contenedores metálicos.
Los juegos de tornillería y pernos de anclaje deben ser colocados en sacos de aproximadamente 30 kg cada una de suficiente resistencia para mantener el contenido seguro en caso de rotura de las cajas.
El interior de toda la caja debe estar protegido con plástico resistente para impedir el ingreso de humedad hacia el material pero sin almacenar agua.
Los paquetes y cajas, tendrán una etiqueta con toda la información necesaria para su identificación y su correlación con el suministro en general, guardando el mismo formato, orden y nomenclatura utilizados en las listas de composición, consolidados y despachos, para su fácil ubicación dentro de las mismas. Para paquetes de longitud mayor a 3,50 m, deben colocarse etiquetas a ambos extremos y en caras alternas.
La etiqueta y las marcas deben estar siempre visibles y deben ser de material resistente a lluvia y exposición solar; deben estar adheridas a una plancha metálica fijada al paquete mediante zunchos. Se debe incluir el nombre de la Subestación al que está destinado.
Los paquetes y cajas, no deben ser envueltos en películas plásticas que almacenen agua. En lugar de esto, en caso de ser almacenados a la intemperie, serán dispuestos guardando una pequeña inclinación para evitar empozamientos.
Durante el almacenamiento, debe preverse la manipulación mediante montacargas. Los arrumes en altura deben calcularse de modo que no hayan deformaciones en los paquetes y cajas inferiores debido al peso de los elementos superiores.
El CONTRATISTA debe marcar con tinta indeleble los sitios de posicionamiento de cables de izaje del paquete o caja e indicar el centro de gravedad del mismo.
El Inspector designado por ISA-REP no autorizará el despacho de paquetes que no cumplan con las disposiciones consignadas en este documento.
El Contratista es responsable de entregar a ISA-REP en las condiciones INCOTERMS pactadas, acompañado por todos los documentos necesarios para los trámites de nacionalización en Perú, sin limitarse a los siguientes: Conocimiento de embarque (B/L), Factura comercial, Lista de empaque (Listado de despacho) y Certificado de Origen.
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
29 de 30
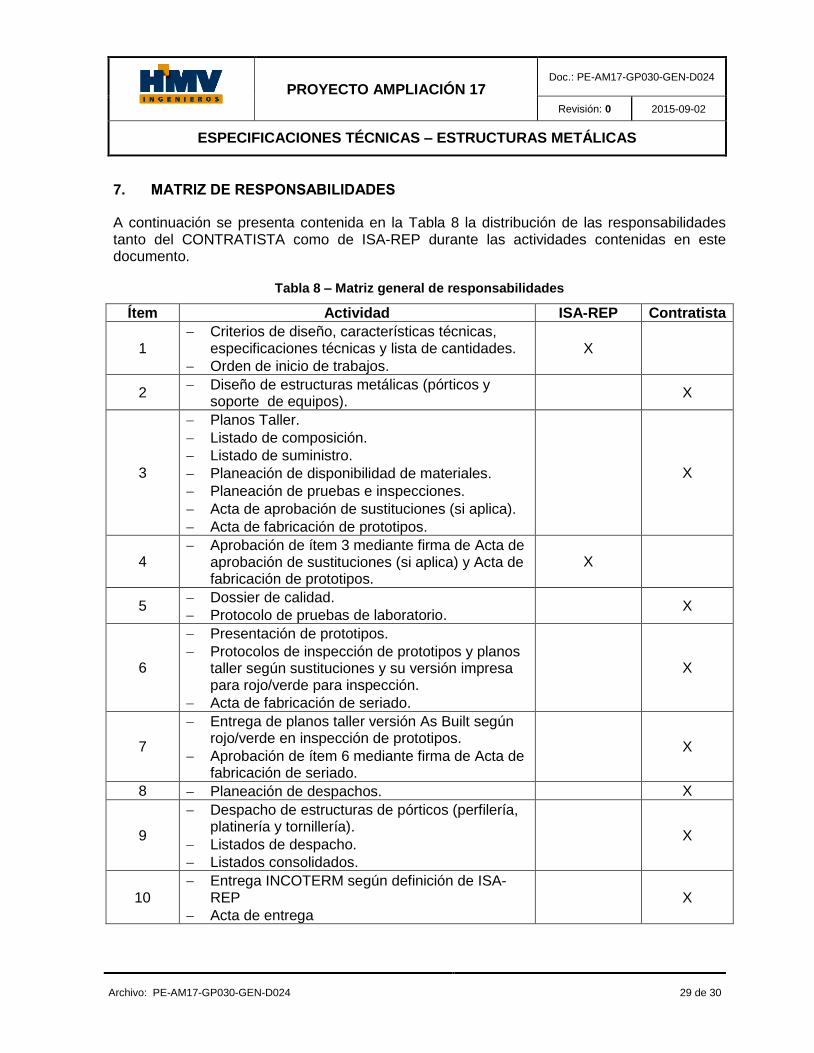
7. MATRIZ DE RESPONSABILIDADES
A continuación se presenta contenida en la Tabla 8 la distribución de las responsabilidades tanto del CONTRATISTA como de ISA-REP durante las actividades contenidas en este documento.
Tabla 8 – Matriz general de responsabilidades
Ítem Actividad ISA-REP Contratista
1 Criterios de diseño, características técnicas,
especificaciones técnicas y lista de cantidades.
Orden de inicio de trabajos.
X
2 Diseño de estructuras metálicas (pórticos y
soporte de equipos). X
3
Planos Taller.
Listado de composición.
Listado de suministro.
Planeación de disponibilidad de materiales.
Planeación de pruebas e inspecciones.
Acta de aprobación de sustituciones (si aplica).
Acta de fabricación de prototipos.
X
4 Aprobación de ítem 3 mediante firma de Acta de
aprobación de sustituciones (si aplica) y Acta de fabricación de prototipos.
X
5 Dossier de calidad.
Protocolo de pruebas de laboratorio. X
6
Presentación de prototipos.
Protocolos de inspección de prototipos y planos taller según sustituciones y su versión impresa para rojo/verde para inspección.
Acta de fabricación de seriado.
X
7
Entrega de planos taller versión As Built según rojo/verde en inspección de prototipos.
Aprobación de ítem 6 mediante firma de Acta de fabricación de seriado.
X
8 Planeación de despachos. X
9
Despacho de estructuras de pórticos (perfilería, platinería y tornillería).
Listados de despacho.
Listados consolidados.
X
10 Entrega INCOTERM según definición de ISA-
REP
Acta de entrega
X
PROYECTO AMPLIACIÓN 17
Doc.: PE-AM17-GP030-GEN-D024
Revisión: 0 2015-09-02
ESPECIFICACIONES TÉCNICAS – ESTRUCTURAS METÁLICAS
Archivo: PE-AM17-GP030-GEN-D024
30 de 30
8. DOCUMENTOS DE REFERENCIA
Los planos y documentos listados a continuación, serán entregados por ISA-REP para la fabricación.
Estructuras metálicas – Caracterísiticas técnicas garantizadas
Estructuras metálicas – Criterios de diseño
Estructuras metálicas – Lista de cantidades
9. UNIDAD DE PAGO
El suministro será pagado por tipo de columna, viga, soporte, perno de anclaje y plantilla de colocación para pernos de anclaje de pórticos, fabricada, galvanizada, certificada, empacada y entregada en la modalidad definida por ISA-REP, según las disposiciones y términos contenidos en este documento para las estructuras metálicas, tornillería, pernos de escalera, pernos de anclaje y plantillas de colocación de pernos de anclaje de pórticos, para las ampliaciones de las subestaciones Paramonga 220 kV / 60 kV e Ica 220 kV / 60 kV.