propuestas de mejoras en el sistema de...
TRANSCRIPT

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL
PROPUESTAS DE MEJORAS EN EL SISTEMA DE GESTIÓN DE ALMACÉN DE
LA EMPRESA TRANSRIVER C.A.
Tutor Académico: Autores:
Ing. EZEQUIEL GÓMEZ MARTÍNEZ LUBRASKA
RIVERO MANUEL
Bárbula, Junio 2012.

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL
PROPUESTAS DE MEJORAS EN EL SISTEMA DE GESTIÓN DE ALMACÉN DE
LA EMPRESA TRANSRIVER C.A.
Trabajo Especial de Grado presentado ante la Ilustre Universidad de Carabobo, para optar al
Título de Ingeniero Industrial.
Línea de investigación: Ingeniería de la productividad e innovación tecnológica.
Tutor Académico: Autores:
EZEQUIEL GÓMEZ MARTÍNEZ LUBRASKA
RIVERO MANUEL
Bárbula, Junio 2012.

CERTIFICADO DE APROBACIÓN
Quienes suscriben, Miembros del Jurado designado por el Consejo de Escuela de la Facultad
de Ingeniería de la Universidad de Carabobo, para examinar el Trabajo Especial de Grado
titulado “PROPUESTAS DE MEJORAS EN EL SISTEMA DE GESTIÓN DE
ALMACÉN DE LA EMPRESA TRANSRIVER C.A.”, el cual está adscrito a la Línea de
Investigación “Ingeniería de la productividad e innovación tecnológica “ del Departamento de
Ingeniería de Métodos, presentado por los Bachilleres Manuel Rivero, C.I. 17.365.975 y
Lubraska Martínez, C.I. 18.834.009, a los fines de cumplir con el requisito académico exigido
para optar al Título de Ingeniero Industrial, dejan constancia de lo siguiente:
1. Leído como fue dicho Trabajo Especial de Grado, por cada uno de los Miembros del
Jurado, éste fijó el día viernes 15 de julio de 2012, a las 12:00 pm, para que el autor lo
defendiera en forma pública, lo que éste hizo, en la sala de reuniones, mediante un
resumen oral de su contenido, luego de lo cual respondió satisfactoriamente a las preguntas
que le fueron formuladas por el Jurado, todo ello conforme a lo dispuesto en el
Reglamento del Trabajo Especial de Grado de la Universidad de Carabobo y a las Normas
de elaboración de Trabajo Especial de Grado de la Facultad de Ingeniería de la misma
Universidad.
2. Finalizada la defensa pública del Trabajo Especial de Grado, el Jurado decidió aprobarlo
por considerar que se ajusta a lo dispuesto y exigido por el Reglamento de Estudios de
Pregrado.
En fe de lo cual se levanta la presente acta, a día, mes y año, dejándose también constancia de
que actuó como Coordinador del Jurado el Tutor, Prof. (nombre del profesor)
Firma del Jurado Examinador
Prof. EZEQUIEL GÓMEZ
Presidente del Jurado
Prof. MANUEL JIMENEZ Prof. TEODORO GARCÍA
Miembro del Jurado Miembro del Jurado
Universidad de Carabobo Facultad de Ingeniería
Escuela de Ingeniería Industrial
AGRADECIMIENTOS
Primeramente agradezco al dador de la vida y de toda sabiduría, a mi gran Dios por
bendecirme y haber guiado mi camino hasta aquí, a Él sea toda la Gloria.
A mi preciada y hermosa Familia, por ser el sustento de mi esperanza y mi lucha. A mis
padres Alfredo Martínez y Arlenis Villalobos, viejos, son y serán mi ejemplo a seguir y mi
apoyo incondicional. Gracias por todo lo sembrado en mí con tanto Amor, ese amor que día a
día me dan a manos llenas, ustedes agregan valor a mi vida, Les amo.
A mis amadas hermanas, Luisana, Lileska y Lariana por creer en mis capacidades e
impulsarme a ser la mejor en cada oportunidad que se presenta. Por enseñarme a punta de
experiencia que la vida no admite representantes y que el Amor nunca deja de ser.
A mis abuelos, tíos, primos, quienes de forma directa o indirecta sembraron en este sueño,
comparto este triunfo con ustedes. Tío Nelson esto es para ti.
A mi novio, compañero de tesis y mi mejor amigo, Manuel Rivero, por su paciencia y su amor
para conmigo, no es fácil soportarme, pero tu mi amor eres mi complemento y me bendices
con cada detalle. Gracias por tu apoyo sin reservas.
A mí querida Universidad por abrir sus puertas para formarme como profesional y como
persona.
A mi tutor Ezequiel Gómez y demás profesores, por ofrecernos de sus conocimientos y
orientación en el desarrollo de esta carrera. A todo el personal administrativo, obrero y a mis
compañeros de clase por haber aportado en este gran sueño que hoy veo materializarse.
A todos los que han sido participe de este logro, Gracias. Dios me otorgue vida para
retribuirles lo que con amor han depositado en mí.
LUBRASKA MARTÍNEZ.

AGRADECIMIENTOS
Gracias a Dios por guiarme, no tengo dudas que todo lo que pasa es por una razón divina.
Gracias mamá por tanta paciencia y apoyo incondicional, no importa lo que haga, siempre me
quedare corto para agradecerte todo lo que has dado por mí.
Gracias a mi familia, por estar ahí cuando los necesitaba a lo largo de la carrera para darme
techo, comida, libros o simplemente palabras de aliento:
Miryam Rivero, Miguel A. Sosa, Miguel A. Sosa (hijo), Penélope Sosa, Fedora Sosa, Nereyda
Hernández, Israel Rodríguez, Ismael Rodríguez, Roselfina Mestre (Tía Pipina), Gonzalo
Rivero, y especialmente a un ángel que terminó de darme las ultimas bendiciones desde el
cielo hasta obtener el título, que me hubiera gustado viera en mi mano, y así va a ser,
GRACIAS TIA CHICA.
Agradezco a mi nueva familia, primero por el apoyo y la ayuda que nos brindaron, y segundo,
por criar a mi compañera de tesis y compañera de vida, (no podía pedir alguien mejor,
millones de gracias a ti también por darle color y motivos a mis días de estudio, te amo
Tarita):
Arlenis Villalobos, Alfredo Martínez, Lariana Martínez, Luisana Martínez, Lileska Martínez.
Finalmente a todos los compañeros, profesores y todo lo que la Universidad de Carabobo me
brindó y que hicieron de la carrera una tremenda aventura.
Gracias a todos.
MANUEL RIVERO

DEDICATORIA
Dedico este trabajo de grado a mi amado Dios, a quien debo todo lo que con su gracia y favor
he alcanzado en la vida.
A mis padres, Alfredo Martínez y Arlenis Villalobos por brindarme la educación, el amor y
por creer fielmente en este sueño, que hoy se convierte en un triunfo y es de ustedes.
A mis tres hermanas que depositaron en mi toda la fe, el amor y la certeza de ver culminada
esta etapa de mi vida.
A mis tíos y primos, a mis hermanos en amor y a toda mi familia les dedico esta Victoria que
Dios me ha entregado como fruto de la perseverancia y fe puestas en este proyecto.
LUBRASKA MARTÍNEZ.
Tanto este trabajo de grado como todo el esfuerzo que llevó la carrera los dedico a mi mamá,
Nora Rivero, por darme el apoyo y la inspiración de llegar a la meta: ser Ingeniero Industrial
de la Universidad de Carabobo.
A mi tremenda familia: mis 3 madres Nora, Miryam y Chica, mi padre Miguel Ángel, y mis 3
hermanos Miguel Ángel, Penélope y Fedora. Su apoyo fue y sigue siendo mi mayor
motivación a seguir creciendo.
MANUEL RIVERO.

ÍNDICE
Pág.
Resumen…………………………………………………………………………… XI
Introducción……………………………………………………………………….. 1
Capítulo I. EL PROBLEMA:
I.1. Planteamiento del Problema…………………...……………………………… 3
I.2. Formulación del Problema…………………………………………………… 4
I.3. Objetivos de la investigación:
I.3.1. Objetivo General …………………………………………………………... 4
I.3.2. Objetivos Específicos………………………………………………………. 4
I.4. Justificación…………………………………………………………………... 5
I.5. Alcance y Limitaciones………………………………………………………. 6
Capítulo II. MARCO TEÓRICO:
II.1. Antecedentes………………………………………………………………… 7
II.2. Bases Teóricas ……………………………………………………………… 8
II.2.1. Almacén………………………………………………………………........ 8
II.2.2. Gestión de almacén……………………………..……………………......... 11
II.2.3. Datos básicos de consumo para la planeación de la organización….……... 12
II.2.4. Manufactura Esbelta..….…………………………………………………… 13
II.2.5. 5S………………………………………………………..………………… 13
II.2.6. Picking y Packing…….…………………………………………………… 14
Capítulo III. MARCO METODOLOGICO:
III.1. Tipo y diseño de la investigación ……………………..…………………… 16
III.2. Fases de la investigación……………………………………………............ 17
Capítulo IV. ANÁLISIS DE LA SITUACIÓN ACTUAL:
IV.1. Descripción de la situación actual………………………………………….. 19
IV.1.1. Descripción de los productos…………………………………………….. 19
IV.1.2. Descripción de equipos y herramientas………………………………… 23

IV.1.3. Descripción de materiales………………………………………………... 27
IV.1.4. Etiquetas de identificación……………………………………………….. 27
IV.1.5. Condiciones de trabajo……..…………………………………………….. 28
IV.1.6. Descripción de las áreas que componen el almacén de Transriver………. 29
IV.1.7. Descripción de actividades que se ejecutan en Transriver……………….. 33
IV.2. Análisis crítico de la situación actual………………………………………. 42
IV.2.1 Diagrama Causa-Efecto…………………………………………………… 43
IV.2.2. Análisis de las causas raíces presentes en las áreas de trabajo…………… 44
Capítulo V. Propuestas de mejora:
V.1.a. Redistribución de los productos en el almacén……………………………. 47
V.1.b. Incorporar al almacén un carro transportador de mercancía……………… 56
V.1.c. Eliminación de actividades innecesarias y normalización de procesos…. 58
V.1.d. Implementación de herramienta 5’s……………………………………….. 65
V.1.e. Colocación de pendón instructivo para control físico de inventario………. 73
Capítulo VI. Evaluación Financiera:
VI.1.Evaluación financiera…………..……………...…………………………...... 75
VI.2.CostosGenerados…………………………………………………………….. 77
VI.3. Ahorros Generados………………………………………………………… 78
VI.4. Periodo de recuperación de la inversión………….…………………………. 78
Conclusión………………………………………………………………………… 79
Recomendaciones………………………………………………………………...... 81
Bibliografía………………………………………………………………………... 82
Apéndices………………………………………………………………………...... 83

ÍNDICE DE TABLAS
Pág.
1. Cantidad de tipos de productos según programas……………………………….......................................... 19
2. Productos originales y sus especificaciones por caja……………………………......................................... 20
3. Muestras médicas y sus especificaciones por caja………………………………......................................... 21
4. Material POP y sus especificaciones por caja…………......……………………......................................... 22
5. Cantidad de productos según familia……………………………………………......................................... 23
6. Espacios para almacenaje en TRANSRIVER C.A……………………………............................................ 24
7. Materiales………………………………………………………………………........................................... 27
8. Condiciones de trabajo…………………………………………………………............................................. 28
9. Posición actual de productos en racks………………………………………….............................................. 33
10. Picking 54……………………………………………………………………............................................. 39
11. Ubicación productos picking 54……………………………………………………………………………. 39
12. Demanda mensual de productos……………………………………………………………………………. 48
13. Demanda anual por artículo………………………………………………………………………………… 49
14. Clasificación ABC…………………………………………………………….............................................. 50
15. Resumen clasificación ABC…………………………………………………............................................... 51
16. Clasificación de cajas………………………………………………………………………………………. 51
17. Espacio requerido por productos…………………………………………………………………………… 52
18. Nueva ubicación de productos originales..................................................................................................... 53
19. Relación espacio disponible y asignado........................................................................................................ 54
20. Cajas en racks al llegar nuevo pedido........................................................................................................... 55
21. Costos asociados a redistribución................................................................................................................. 56
22. Especificaciones carro transportador.............................................................................................................. 58
23. Cuadro comparativo proceso de recepción.................................................................................................... 61
24. Cuadro comparativo proceso de etiquetado.................................................................................................... 62
25. Cuadro comparativo proceso de despacho.................................................................................................... 64
26. Color de identificación por marca de articulo……………………………………………………………… 67
27. Análisis de focos de suciedad………………………………………………………………………………. 68
28. Programa informativo como disciplina 5’S………………………………………………………………… 71
29. Costos asociados a 5’S……………………………………………………………………………………… 72
30. Costos asociados a mano de obra de 5’S…………………………………………………………………. 72
31.Costos asociados a pendón informativo…………………………………………………………………….. 74
32. Resumen de disminución de tiempo en las áreas………………………………………………………….. 76
33. Resumen de costos…………………………………………………………………………………………. 77
ÍNDICE DE FIGURAS
1. Montacargas………………………………………………………………………………………………….. 23
2. Transpaletas………………………………………………………………………………………………… 24
3. Imágenes de racks y estantes………………………………………………………………………………… 25
4. Imágenes de paletas………………………………………………………………………………………….. 25
5. Carretilla…………………………………………………………………………………………………..... 25
6. Escalera……………………………………………………………………………………………………… 26
7. Dispensador de cinta………………………………………………………………………………………… 26
8. Balanza………………………………………………………………………………………………………. 26
9. Etiquetas de identificación…………………………………………………………………………………… 28
10. Aire acondicionado en almacén……………………………………………………………………………. 28
11. Lámparas en almacén………………………………………………………………………………………. 28
12. Vista distribución en galpón……………………………………………………………………………….. 29
13. Vista distribución almacén central………………………………………………………………………….. 30
14. Racks en almacén 1………………………………………………………………………………………… 31
15. Racks en almacén 2………………………………………………………………………………………… 31
16. Racks en almacén 2………………………………………………………………………………………… 32
17. Diagrama de bloque de los procesos en TRANSRIVER C.A. ……………………………………………. 34
18. Ruta de almacenamiento primario…………………………………………………………………………. 35
19. Diagrama del proceso de recepción actual…………………………………………………………………. 36
20. Ruta inventariado………………………………………………………………………………………….. 37
21. Diagrama del proceso de inventariado actual……………………………………………………………… 37
22. Diagrama del proceso de etiquetado actual………………………………………………………………… 38
23. Ruta de picking 54………………………………………………………………………………………… 40
24. Diagrama del proceso de despacho actual…………………………………………………………………. 41
25. Diagrama causa-efecto……………………………………………………………………………………… 43
26. Grafico de productos y valor de uso según clasificación ABC……………………………………………. 51
27. Distribución propuesta de productos………………………………………………………………………. 54
28. Carro transportador………………………………………………………………………………………… 57
29. Diagrama del proceso de recepción propuesto…………………………………………………………… 60
30. Diagrama del proceso de etiquetado propuesto…………………………………………………………… 62
31. Diagrama del proceso de despacho propuesto…………………………………………………………… 64
32. Etiqueta roja……………………………………………………………………………………………… 66
33. Etiqueta de identificación de productos en rack…………………………………………………………… 67
34. Etiqueta para identificar rack……………………………………………………………………………….. 68
35. Formato de hoja de seguimiento de acciones de limpieza………………………………………………… 69
36. Cartelera informativa 5’S………………………………………………………………………………… 70
37. Pendón informativo para control físico de inventario…………………………………………………… 73

UNIVERSIDAD DE CARABOBO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA INDUSTRIAL
TITULO: PROPUESTAS DE MEJORAS EN EL SISTEMA DE GESTIÓN DE
ALMACÉN DE LA EMPRESA TRANSRIVER C.A.
Autores: Lubraska Martínez
Manuel Rivero
Tutor: Ing. Ezequiel Gómez
Fecha: Junio de 2012
RESUMEN
El siguiente Trabajo Especial de Grado llevado a cabo en la empresa TRANSRIVER C.A
tuvo como objetivo general proponer mejoras para disminuir los tiempos en las áreas de
recepción, almacenaje y despacho de los productos presentes en el almacén. Como
metodología se utilizó una investigación de tipo proyecto factible, orientada hacia un tipo de
investigación de campo. La técnica utilizada para recolectar la información fue la observación
directa, y la entrevista no estructurada. Para el desarrollo de este trabajo se realizo el análisis
de cada uno de los procesos existentes con el fin de identificar todas aquellas operaciones que
no agregan valor. Al analizar los Procesos se emitieron las siguientes propuestas de mejoras:
redistribución de los productos en el almacén a través de la clasificación ABC, lo que produjo
una reducción de un 26% en el tiempo de ciclo del proceso de Armar y despachar pedido. A su
vez, se logro eliminar las actividades innecesarias en el manejo de materiales durante la
recepción, lo que representa un impacto en el tiempo de 37%, se eliminó en un 20% el tiempo
usado en la búsqueda de los productos al momento de realizar los pedidos a despachar, se
reduce en un 22% el tiempo para armar pedidos. Además se disminuirá en un 10% las
demoras originadas por los operarios de Etiquetado. Esto se traduce en una reducción del
tiempo de ciclo del sistema en un 37%, permitiendo un beneficio de 181.770,91 Bs con una
inversión inicial de recuperando la inversión en 1.24 meses. Por lo que se
puede declarar el proyecto como rentable y además, recomendar su implementación.
Palabras claves: Almacén, redistribución, picking, packing.

INTRODUCCIÓN
Las organizaciones buscan continuamente oportunidades de mejoras que las hagan más
competitivas, para ello, requieren incorporar nuevas técnicas y disciplinas que mejoren los
procesos y resultados, tal es el caso de la gestión de almacén, la cual se define como proceso
de una función logística que abarca la recepción, almacenaje y movimiento de materiales
dentro de un mismo almacén hasta el lugar de consumo. En este sentido las organizaciones
cada vez son más concientes de la importancia de la gestión de almacén como parte esencial a
la hora de aportar más valor a sus clientes y brindar una solución sólida en materia de
reducción de costos de almacenamiento y distribución del producto al consumidor.
En la mayoría de las empresas se presenta la disyuntiva acerca de la fracción de tiempo
utilizado en la búsqueda de productos dentro del almacén y de los costos que esto implica, es
por ello, que al aplicar la organización detallada de todas las actividades dentro de este
departamento se lograran la agilidad en el desarrollo de los procesos logísticos, reducción de
los costos, minimización de las operaciones de manipulación y transporte, reducción de
tiempos en procesos de búsqueda, mejor clima laboral, mayor nivel de satisfacción al cliente,
entre otros beneficios.
TRANSRIVER C.A. es una empresa que ofrece servicios de actividades inherentes a la
operación logística, específicamente todo lo relacionado con Recepción, Almacenaje, toma de
Picking y Distribución, y que tiene como propósito la mejora continua de sus procesos para
garantizar la satisfacción de sus clientes en una equilibrada relación de tiempo, costo y valor.
En miras al cumplimiento del logro de la empresa se plantea el presente Trabajo de Grado el
cual tiene como objetivo disminuir los tiempos de recepción y despacho, en al menos, un 20%,
mediante propuestas que mejoren en el sistema de gestión de almacén de la empresa
TRANSRIVER C.A.
La investigación a desarrollar es un estudio de campo en el cual se recolecto información,
mayormente a través de la observación directa, esta será analizada mediante metodologías y

herramientas propias de la ingeniería industrial tales como: Diagramas Causa-Efecto, estudios
de tiempos, metodología 5’S y diversos criterios de decisión. Esta investigación estará
constituida por 6 capítulos en los cuales se irán desarrollando las causas de la problemática del
almacén, hasta llegar a la formulación de propuestas y finalmente estudio de factibilidad
económica.

3
CAPÍTULO I
EL PROBLEMA
I.1. Planteamiento del problema.
El almacén es un elemento que interviene en la red logística y tiene gran importancia tanto
para la empresa en particular, como para la red logística en general, ya que sirve de elemento
regulador en el flujo de mercancías. Aprovechar al máximo los recursos del almacén garantiza
a la empresa un buen funcionamiento de sus equipos y herramientas así como la utilización
correcta y organizada del espacio físico que permiten eliminar desperdicios como los
movimientos innecesarios, esperas, sobreproducción e inventario no utilizado.
TRANSRIVER C.A fue fundada el 13 de junio del 2007, es una empresa dedicada a prestar
servicio inherentes a la operación logística de valor agregado, requeridos en la dinámica de
almacenaje de productos, entre los cuales se destacan recepción de mercancía, almacenaje
central, toma de picking, control de despacho e inventario, distribución, servicio de valor
agregado (re-empaque, etiquetado, manejo de devoluciones, servicios de facturación) y
atención al cliente.
En la actualidad, la organización presta sus servicios a la empresa DERMABEL S.A., quien es
la encargada de distribuir en Venezuela mercancía de Laboratorios Dermatológicos
BIODERMA, empresa Francesa que desarrolla y comercializa productos dermocosméticos,
tales como, productos de protección solar, tratamientos para piel sensible y maltratada,
cuidado corporal entre otros. Dicha empresa importa al país alrededor de 30 tipos de productos
originales, además de material POP y muestras médicas, siendo almacenadas en su totalidad
en TRANSRIVER.
Como resultado de conversaciones con el Director General de la empresa en estudio, de la
observación directa y de entrevistas realizadas con el resto del personal involucrado en el
desarrollo del proceso, se encontraron una serie de situaciones problemáticas con relación a la
distribución y gestión actual del almacén, entre las cuales se tienen:

4
No se aprovecha el espacio físico del almacén a su máximo nivel, ya que su
distribución es incorrecta, observándose áreas subutilizadas y en algunos casos
inutilizadas.
No existe un orden en la colocación del producto en el almacén, lo cual genera
demoras en el proceso.
La empresa no cuenta con procesos estandarizados.
Aproximadamente el 10 % del tiempo es utilizado en búsqueda de producto.
No existen programas de orden y limpieza.
Algunas actividades son innecesarias.
Se pretende alcanzar una solución al problema logístico del almacén de TRANSRIVER C.A.
para lograr una gestión correcta de los recursos necesarios, evitando retrasos, movimientos
innecesarios y actividades que no agregan valor, para minimizar así el tiempo total del proceso
(rapidez en el servicio), reduciendo los costos operacionales globales.
I.2. Formulación del problema.
¿Cuáles propuestas de mejoras en el sistema de gestión de almacén de la empresa
TRANSRIVER C.A, permitirán la mejor disposición del espacio disponible y reducirá el
complicado flujo de trabajo y material así como los tiempos de búsqueda de los productos?
I.3. objetivos de la investigación.
I.3.1.Objetivo General.
Presentar propuestas de mejoras en el sistema de gestión de almacén de la empresa
TRANSRIVER C.A. reduciendo los tiempos de recepción y despacho en, al menos, un 20%.
I.3.2. Objetivos Específicos.
Identificar las características de la configuración actual del almacén.

5
Diagnosticar los problemas de funcionamiento en el almacén de la empresa
TRANSRIVER C.A.
Proponer soluciones que mejoren los procesos y disminuyan los tiempos de recepción
y despacho.
Evaluar el impacto técnico-económico de las propuestas de mejora planteadas.
I.4. Justificación.
Uno de los principales objetivos de las organizaciones es la maximización de las utilidades
pretendiendo en primera instancia la permanencia en el mercado para posteriormente lograr el
reconocimiento y posicionamiento en el mismo.
TRANSRIVER C.A tiene como política de calidad satisfacer las necesidades del cliente
ofreciendo una alternativa para toda la operación logística de las empresas, a nivel nacional e
internacional; la permanencia en el mercado se logra mediante la generación de valor, al
conseguirlo, la competencia se ve obligada a la mejora de sus procesos. Una adecuada
distribución o configuración del almacén es básica para la mejora de los procesos y esto ha
contribuido al posicionamiento de las organizaciones que la han implementado.
Este Trabajo Especial de Grado será elaborado con el objeto de estudiar las necesidades de
mejoras presentes en la empresa TRANSRIVER C.A, a fin de proponer alternativas que
mejoren la gestión del almacén, de manera que se aproveche el espacio disponible de forma
eficiente, aplicando técnicas y herramientas de mejora continua en los procesos de almacenaje
y distribución de almacén, permitiendo llevar a la práctica los conocimientos acumulados,
aplicando las habilidades y destrezas obtenidas a lo largo de la formación profesional de los
autores en la Universidad de Carabobo, además de una gran oportunidad de aprendizaje y de
contacto con el ambiente laboral.
Para la Escuela de Ingeniería Industrial de la Universidad de Carabobo el estudio realizado
representa un aporte científico que será de referencia para futuras investigaciones en este
ámbito, además de brindarle la garantía de engrosar aun más su lista de trabajos generados
dentro de su institución.

6
I.5. Alcance y limitaciones.
Este Trabajo de investigación estuvo enfocado en proponer mejoras en todas las actividades
inherentes a la operación logística y la organización de los productos en las áreas de recepción,
almacenamiento y despacho de la empresa TRANSRIVER C.A, con la intención de corregir
las fallas existentes en la Gestión de almacén de la empresa en estudio.
Además de incluir dentro de esta propuesta los conceptos y técnicas que sean necesarias al
diagnóstico que se efectúe de las instalaciones del almacén. Cabe destacar que la aplicación no
forma parte del estudio la aplicación de dichas propuestas, la cual será realizada por la
compañía si así lo deseara.
Entre las limitantes presentes en este estudio se encuentran el escaso manejo de información
en la recepción de contenedores, ya que este proceso ocurre solo cuatro veces al año
aproximadamente, además la ausencia de registros históricos requeridos y el corto tiempo para
la realización del estudio.

7
CAPÍTULO II
MARCO TEÓRICO
II.1 Antecedentes.
El presente estudio de investigación requiere, como paso previo, la revisión de la literatura
existente sobre los temas relacionados con el presente trabajo de grado.
A continuación se citan investigaciones que han contribuido a generar antecedentes sobre el
tema a la propuesta de mejora del almacén de TRANSRIVER C.A.
Guevara y Ligas (2010), realizaron un estudio para eliminar desperdicios en el área de
recepción, almacenamiento y despacho de los productos presentes en el almacén de la empresa
Master Industrial C.A. los cuales fueron identificados según la filosofía Lean, siendo 5s la
herramienta utilizada para organizar y estandarizar procesos desarrollados en almacén y
sistema Kanban el cual permite identificar productos por marcas y especificaciones. Dichas
herramientas formaron una base importante para la eliminación de desperdicios que se
obtienen actualmente en TRANSRIVER C.A.
Chaviedo y Pastran (2010), realizaron su trabajo especial de grado en la empresa Carmelu &
Gio C.A. donde señalan propuestas para la solución de 3 principales problemas: altos tiempos
de búsqueda, ausencia de estandarización en las actividades y recorridos innecesarios. Para
atacar dichos problemas proponen una redistribución de los productos basándose en la
priorización de los mismos respecto al valor en inventario y en la agrupación según
características similares. Dicho trabajo sirvió de apoyo debido a que los problemas atacados en
la empresa mencionada también se presentan en TRANSRIVER C.A.
Cepeda y Díaz (2009), basaron su estudio de investigación referido a la aplicación de
herramientas de la ingeniería industrial en el almacén central interno del metro de Valencia
C.A., aplicando como instrumento para la gestión de dicho almacén el sistema de gestión
visual, que fueron de gran utilidad para alcanzar los objetivos planteados del presente estudio.

8
II.2. Bases Teóricas
A continuación se exponen las diferentes teorías y sus nexos de los diferentes temas abordados
para la realización del mejoramiento de la gestión del almacén de TRANSRIVER C.A. Esta
información fue tomada de las diferentes bibliografías y tesis consultadas.
II.2.1. Almacén.
Según Anaya (2008), un almacén debe responder fundamentalmente a los requerimientos de
un espacio debidamente dimensionado, para una ubicación y manipulación eficiente de
materiales y mercancías, de tal manera que se consiga una máxima utilización del volumen
disponible con unos costos operacionales mínimos.
Todos los esfuerzos realizados en logísticas para conseguir la excelencia en el servicio al
cliente, junto con una reducción drástica de los inventarios (conjunto de productos o
materiales que almacena una empresa), han potenciado la necesidad de tener una organización
eficaz en los almacenes.
Anaya (2008), plantea que los tres parámetros en los cuales se fundamenta básicamente el
servicio comercial desde un punto de vista logístico son:
a) Disponibilidad de mercancías para su entrega inmediata al cliente.
b) Rapidez de entrega de la mercancía.
c) Fiabilidad en la fecha prometida de entrega al cliente.
La actividad de depósito/almacenaje puede ser definida como esa función que suple el espacio
apropiado para la salvaguarda de artículos, provee un sistema que coordina, económicamente,
las actividades necesarias, instalaciones y fuerza de trabajo, y proporciona el control total de la
operación completa. García Cantu (Almacenes, Planeación, Organización y Control) citado

9
por Romero (2004) en su proyecto de pasantías señala que la función de depósito/almacenaje
comprende, usualmente, las siguientes actividades:
a) Recepción:
Incluye a todas las actividades involucradas en aceptar materiales a ser almacenados. Un
procesamiento rápido y exacto de los recibos constituye el objetivo primario de esta función,
que generalmente envuelve:
1. Procesamiento rápido y exacto de los recibos.
2. Control y programación de entregas.
3. Procura y procesamiento de toda la información.
4. Análisis de documentos para efectos de planificación.
El almacén debe recibir solo aquellos materiales que se ajusten a las especificaciones
fijadas y se deberá controlar:
Si se trata del material solicitado
Si la cantidad recibida corresponde a la pedida
Si el material recibido reúne las condiciones de calidad y requisitos técnicos.
El proceso de recepción en TRANSRIVER C.A. es realizado alrededor de 4 veces al año, cabe
destacar que es imposible realizar una planificación previa antes que llegue cada pedido, dado
que por políticas de la empresa, la información del contenido del pedido se sabe al momento
que el mismo llega al país.
El proceso de recepción se realiza con la presencia de un representante de la empresa
Dermabel S.A. para asegurar el estado y existencia de los productos enviados.
b) Almacenamiento:
Consiste en ubicar y preservar los materiales siguiendo las técnicas de almacenaje. Este
sistema incluye la identificación, asignación del código de ubicación y la ubicación
propiamente dicha de las áreas del almacén cumpliendo con los requisitos exigibles al material
para mantenerlo en condiciones adecuadas hasta el momento en que sea requerido por el
usuario. La utilización del espacio debe ser oportunamente planificada:

10
Se debe tener en cuenta las entradas futuras de materiales y se debe tratar que un tipo
de material esté ubicado en un mismo sector.
La mejor utilización del espacio se consigue agrupando en las grandes áreas las
mercancías a almacenar en grandes cantidades y emplear las áreas pequeñas para
material en cantidades limitadas.
Se debe aprovechar el espacio en altura, manteniendo una distancia adecuada al techo.
El uso de estanterías debe planificarse buscando colocar al alcance de la mano los
materiales de uso más frecuente, ubicar los demás en las partes más altas.
Las dimensiones de la sección de las estanterías deben estar relacionadas con las
características del material.
Se debe proceder sistemáticamente a la eliminación de aquellos materiales obsoletos.
Para ciertos materiales debe preverse el almacenaje al aire libre, programando la
utilización del espacio en función al futuro destino de los materiales.
El almacenamiento en TRANSRIVER C.A. no sigue un proceso estándar, ya que los
productos no siempre son colocados en el mismo lugar, esto depende de la disposición del
momento en el almacén. No se aprovechan las partes altas de las estanterías, y existen racks
con material POP con mucho tiempo de almacenaje sin saber el tiempo que debe transcurrir
para que este sea despachado.
c) Despacho:
Consiste en retirar o entregar a las personas autorizadas los materiales que ellos soliciten.
Deben tenerse presente ciertas normas fundamentales de organización para regular la salida de
los materiales:
Registrar todo movimiento de salida
Utilizar implementos especiales que faciliten las salidas del almacén.
Informar a los trabajadores sobre la planificación del trabajo para que puedan
prepararse con anticipación.
El almacén debe contar con áreas libres y amplias que permitan albergar los materiales
a preparar para su posterior despacho.

11
Se debe disponer de los equipos de manejo necesarios para el movimiento de los
materiales.
En la empresa no se cuenta con los equipos necesarios para el movimiento de los materiales, y
no se utilizan implementos especiales que faciliten las salidas del almacén.
d) Mantenimiento de registros de inventario:
El almacén es responsable de mantener registros completos y exactos de los inventarios que
permitan que el sistema de producción funcione regularmente, sin escasez de materiales, con
eficacia y sin exceso en las existencias manteniendo los niveles establecidos en la política de
la empresa.
Un almacén se puede considerar como un centro de producción en el cual se efectúan una serie
de procesos relacionados. El almacén, al igual que una planta industrial, normalmente se
compone de un conjunto de departamentos o áreas de trabajos, que se pueden definir como
“instalaciones especificas de producción”, consistentes en una o más personas y/o máquinas
que se pueden considerar como una unidad a efectos de planificación de necesidades de
capacidad y programación detallada de operaciones.
II.2.2. Gestión De Almacén.
La gestión de almacén tiene como función esencial optimizar los flujos físicos que le vienen
impuestos del exterior. El almacén sólo controla flujos internos.
Los intercambios de informaciones de la gestión de los inventarios hacia la gestión del
almacén son numerosos y frecuentes. Los principales intercambios de la gestión de los stocks
hacia la gestión del almacén son los siguientes:
Fichero de las entregas esperadas del exterior o de la producción.
Fichero de los pedidos a ejecutar.

12
Información de cambio de estatuto.
Solicitud de inventario.
Los principales intercambios de información de la gestión del almacén hacia la gestión de los
inventarios son los siguientes:
Fichero de las entradas reales.
Fichero de las salidas ejecutadas.
Recuenta de inventarios
Fichero de anomalías: pérdida o destrucción de artículos, no disponibilidad debida a
error de inventario, clientes no previstos, litigios, etc.
La gestión del almacén de TRANSRIVER C.A. permitirá
1) Controlar el nivel de inventario del almacén a nivel de existencia-ubicación.
2) Obtener una gestión a tiempo real.
3) Brindar una trazabilidad dentro del almacén. La trazabilidad se puede considerar como
un factor competitivo para el cliente, una exigencia básica que la empresa podrá
ofrecer.
4) Planificar, asignar y controlar la carga de trabajo de los recursos del almacén.
5) Reportar la información necesaria para la toma de decisiones.
II.2.3. Datos Básicos De Consumo Para La Planeación De La Organización.
El producto o material (p) que debe fabricarse, incluyendo variaciones y características, que
serian todos los productos Bioderma que Dermabel C.A. importa al país (protectores solares,
tratamientos para el acné, Exfoliadores, etc.)
La cantidad o volumen (q) de cada variedad de productos o artículos que deben ser
fabricados.

13
El recorrido o proceso (r), es decir, las operaciones, su secuencia o el orden en el que se
realizan las operaciones.
Los servicios, actividades de soporte y funciones (s), que son necesarios en los diferentes
departamentos para que puedan cumplir las mismas que se les han encomendado.
El tiempo o toma de tiempos que relaciona PQRS con cuando, cuanto tiempo, que tan pronto
y que tan seguido, además de que influye de manera directa sobre los otro cuatro elementos,
ya que permite precisar cuándo deben fabricarse los productos y en qué cantidades.
II.2.4. Manufactura Esbelta.
La filosofía manufactura esbelta, es la gestión enfocada a la reducción de desperdicios. En
TRANSRIVER se pueden encontrar 4 tipos: espera (pérdida de tiempo en búsqueda de
productos), transporte (recorrido excesivo de materiales), movimientos (movimientos
innecesarios de los operarios), inventario (acumular inventario innecesario).
II.2.5. 5s.
Consiste en un programa compuesto por cinco principios japoneses, orientado a desarrollar
actividades de orden, limpieza y detección de anomalías. Por su sencillez, permite la
participación de todo el personal involucrado en el área de trabajo, tal como lo requiere el
almacén de TRANSRIVER. Las 5S, se definen como sigue a continuación:
Seiri (Clasificar): Separar las cosas útiles de las inútiles y desechar lo inútil. En el
almacén de TRANSRIVER, se consideran cosas inútiles aquellos productos que están
ocupando espacio innecesario (por ejemplo el material POP que ha estado almacenado
más de un año y no existen órdenes que indiquen su despacho).

14
Seiton (Ordenar): Colocar lo que es útil en un lugar fácilmente accesible y que todos los
involucrados conozcan cuál es su lugar. En el caso de TRANSRIVER, se deberán ubicar
todos los productos en lugares fijos y accesibles, lo cual no se cumple en la actualidad.
Seiso (Limpiar): Realizar una limpieza inteligente del puesto del trabajo, de manera que
no haya polvo, logrando así redefinir las condiciones operativas óptimas del puesto de
trabajo.
Seiketsu (Estandarizar): Establecer los estándares de limpieza y mantenerlos. Esta S
permite distinguir una situación normal de una anormal por medio de normas simples y
del conocimiento de todos. Este tipo de estándares no se manejan en TRANSRIVER en
la actualidad.
Shitsuke (Disciplina): Implica hacer un hábito del cumplimiento de las normas de orden
y limpieza del puesto de trabajo. Esta S es indispensable para que en el caso que se
decida aplicar las mejoras propuestas en este proyecto, estas se mantengan en el tiempo.
II.2.6. Picking y Packing.
Picking comprende la recolección y agrupación de una serie de productos diversos para
cumplir con un pedido. En el campo de la logística se entiende como el proceso de recogida
de material extrayendo unidades o conjuntos empaquetados de una unidad de empaquetado
superior que contiene más unidades que las extraídas. En la empresa TRANSRIVER se realiza
el proceso de picking al momento retirar los productos de los bultos según la cantidad que
indique el pedido.
Packing puede resumirse como empaque, embalaje y envase. Se origina desde el momento que
cada producto tiene propiedades físicas, comportamientos químicos e inclusive biológicos que
deben ser tomados muy en cuenta en la decisión de la presentación frente al consumidor y
consecuentemente en su introducción en cadenas de abastecimiento logístico y de distribución,
en forma particular en los procesos de almacenamiento y transporte. Se caracteriza por los tres
elementos de protección del producto. El envase (presente el producto al consumidor), el
empaque o bulto (integra lotes comerciales del producto envasado) y el embalaje (permite

15
acondicionar lotes de productos empacados en unidades de carga para su transporte y en
fracciones de la misma utilizadas en el almacenamiento. El proceso de packing se realiza en la
empresa TRANSRIVER, al momento de introducir y los diferentes productos dentro de la caja
o cajas según indique los pedidos. Luego dicha caja es embalada para finalmente ser
despachada.
Pasos de Picking y Packing
1. Se reciben los pedidos.
2. Se introducen en el sistema.
3. El sistema indica el recorrido a seguir para la optimización del picking.
4. Una vez completada la recogida de unidades, se empaquetan según el pedido (packing).
5. Se adjunta un albarán al pedido en un packing list y se identifica la caja con una pegatina
indicando el destino final.
6. Todos los pedidos son pesados y queda registrado el peso en el sistema y en todas las copias
de los albaranes.
7. Se organizan los pedidos en paletas, teniendo en cuenta sus diferentes destino.

16
CAPÍTULO III
MARCO METODOLÓGICO
III.1. Tipo y Diseño de la investigación.
El presente Trabajo Especial de Grado orientado a proponer mejoras al sistema de gestión de
almacén en la empresa TRANSRIVER C.A, se encuentra bajo la modalidad de Proyecto
Factible. Según UPEL (2006), “El Proyecto factible consiste en la investigación, elaboración
y desarrollo de una propuesta de un modelo operativo viable para solucionar problemas,
requerimientos o necesidades de organizaciones o grupos sociales. La propuesta debe tener
apoyo, bien sea en una investigación de campo o investigación de tipo documental y puede
referirse a la formulación de políticas, programas, tecnologías, métodos o procesos”.
La presente investigación se apoya en la investigación de campo descriptiva ya que los datos
de interés se tomaron directamente de la realidad donde ocurren los hechos, sin manipular o
controlar variable alguna, a fin de describirlos, interpretarlos y entender su naturaleza, sus
causas y factores influyentes; así mismo, se encuentra apoyado en la investigación
documental, ya que para desarrollar las propuestas de mejora, se basó en antecedentes
documentales con el propósito de validar los hechos teóricos mediante los datos del caso
práctico recopilados en la empresa TRANSRIVER C.A.
III.2. Unidad de Análisis.
En el presente Trabajo Especial de Grado se define como unidad de análisis, el área de
almacenamiento, el área de etiquetado, recepción y despacho de los productos de la empresa
TRANSRIVER C.A
III.3. Técnicas de recopilación y análisis de la investigación.
Se hizo uso de la observación directa y de la entrevista no estructurada e informal para la
adquisición de datos e información, lo cual, permitió constatar la situación real del operador
logístico, incluyendo el proceso, métodos y comportamientos en el lugar de trabajo y lograr así
identificar todas las fallas e inconvenientes existentes.

17
La revisión bibliográfica también se adiciona a las técnicas que se usaran para extraer
información, básicamente de los antecedentes suministrados por tesis o pasantías, así como
consultas en internet y de textos relacionados con el tema.
En lo que se refiere a las herramientas de ingeniería industrial, se hará uso del diagrama causa-
efecto para determinar el efecto negativo del proceso, con lo que luego se tomaran acciones
necesarias para corregir las causas, además el Diagrama de proceso para conocer el orden de
todas las operaciones, transporte, almacenaje, inspecciones y demoras que tienen lugar durante
el proceso y de flujo o recorrido como complemento, entre otros. Entre otra, estas
herramientas permitirán darle forma a la información obtenida y de esta manera detectar las
fallas por la cuales se construirá las propuestas de mejoras.
III.3. Fases de la Investigación.
Fase I: Estudio de La Situación Actual
Se realizaron observaciones directas y entrevistas informales con el fin de conocer el
proceso y el área bajo estudio y determinar los factores o causas de la problemática del
almacén. Así como la revisión del material bibliográfico, tesis relacionadas y consultas
directas con el personal a cargo de las áreas de estudio para determinar las características
del espacio físico y funcionamiento de las aéreas de trabajo, la ubicación de los
materiales y productos, condiciones ergonómicas entre otros aspectos.
Fase II. Evaluación del sistema de almacén utilizado actualmente:
Basada en la información recolectada en la fase anterior, se realizó un análisis detallado del
actual sistema de gestión de almacén que se lleva a cabo en la empresa, a través de la
utilización de distintas herramientas que sirvan para la determinación de las causas que
originan la problemática de funcionamiento del almacén. Entre las herramientas que se
emplearon se puede mencionar el diagrama causa-efecto con el fin de identificar las causas
raíces del problema y posibles desperdicios presentes en el proceso. En esta fase se
identificaron las oportunidades de mejoras de acuerdo a lo observado y analizado.
18
FASE III. Diseño de propuestas que mejoren los procesos y funcionamiento del almacén:
Generar las propuestas de mejora que más se ajuste a las necesidades de la empresa luego de
obtener toda la información referente funcionamiento, espacio y gestión en general del
almacén, en las fases descritas anteriormente.
FASE IV. Estudio de la factibilidad técnico-económica de las propuestas de mejoras:
En esta fase se realizó la evaluación de la factibilidad de las propuestas planteadas y los
beneficios que conllevan su implementación.

19
CAPÍTULO IV
ANÁLISIS DE LA SITUACIÓN ACTUAL
IV.1. Descripción de la Situación Actual.
El objetivo principal de esta investigación, es desarrollar una propuesta de mejora en la
gestión del almacén de TRANSRIVER C.A., para ello es necesario obtener toda la
información referente a los procesos y metodologías actuales de trabajo, con dicha
información, se podrá determinar las causas que originan los problemas que se quieren atacar
en el presente trabajo de investigación. Para ello, se realizó un estudio a fondo de la situación
actual, a través de observación directa, mediciones de campo y datos históricos
proporcionados por la empresa. A continuación se presenta toda la información recolectada,
incluyendo las actividades que se realizan en la empresa, las áreas que la constituyen y sus
dimensiones, equipos y herramientas, entre otros datos considerados importantes.
IV.1.1. Descripción de los Productos.
TRANSRIVER C.A ofrece Servicios de almacenaje y distribución de productos a
Laboratorios Dermatológicos BIODERMA los cuales distribuyen en el país una amplia gama
de productos dermocosméticos, contando con programas para cada tipo de problemática de la
piel, entre las cuales se encuentran: pieles sensibles, pieles secas, pieles grasas, piel con
manchas, piel dañada e irritada y pieles deshidratadas. También cuenta con programas para la
protección solar y cuidado del cabello. Cada programa cuenta con distintos tipos de productos
que permiten llevar a cabo el tratamiento según la problemática a atacar. En la tabla 1 se
señala la cantidad de productos que se distribuye según el programa.
NOMBRE DEL
PROGRAMA TRATAMIENTO
CANTIDAD DE TIPOS DE
PRODUCTOS
ATODERM PIEL SECA 8
CICABIO PIEL DAÑADA E IRRITADA 1
HYDRABIO PIEL DESHIDRATADA 2
NODE CABELLO Y CUERO
CABELLUDO 2
PHOTODERM CUIDADOS SOLARES 8
SÉBIUM PIEL GRASA 5
SENSIBIO PIEL SENSIBLE 5
WHITE OBJETIVE PIEL CON MANCHAS 2
Tabla 1: Cantidad de tipos de productos según programa.
En las tablas 2, 3 y 4 que se listan todos los productos almacenados en la empresa,
especificando las dimensiones de las cajas y la cantidad de productos que contienen.

20
NUM. NOMBRE DEL PRODUCTO DIMENSIONES DE CAJA
UNIDADES POR CAJA LARGO (cm) ANCHO (cm) ALTO (cm)
1 ATODERM CREME 200ML 16.5 21 19 12
2 ATODERM PAIN SURGRAS 150GR 26 34 21.5 60
3 HYDRABIO CREME LEGERE 40ML 29.9 39.9 20.5 84
4 NODE D.S. + SHAMPOING 125ML 29.9 39.9 20.5 30
5 PHOTODERM AKN MAT SPF30 TE40ML 29.9 39.9 20.5 84
6 PHOTODERM MAX CREME SPF100 40ML 29.9 39.9 20.5 84
7 PHOTODERM MAX FLUIDE SPF100 40ML 29.9 39.9 20.5 84
8 PHOTODERM MAX LAIT SPF100 100ML 29.9 39.9 20.5 36
9 PHOTODERM MAX TEINTEE SPF100 40ML 29.9 39.9 20.5 84
10 PHOTODERM SPOT CREME SPF50+ 30ML 29.5 39.5 14 66
11 SEBIUM H2O 250ML 18 24 15 12
12 SEBIUM MOUSSANT 200ML 16.5 21 19 12
13 SENSIBIO H2O 250ML 18 24 15 12
14 WHITE OBJECTIVE FLUIDE FPE30ML 29.5 39.5 14 63
15 WHITE OBJETIVE SERUM 30ML 29.5 39.5 14 30
16 ATODERM GEL MOUSSANT 250ML 18 24 15 12
17 ATODERM LAIT 200ML 16.5 21 19 12
18 ATODERM PO. ZINC 100ML 29.9 39.9 20.5 36
19 ATODERM PP ANTI RECIDIVE 150ML 26 34 21.5 60
20 ATODERM PP ANTI RECIDIVE 200ML 16.5 21 19 12
21 PHOTODERM SPF50+ SPRAY 200ML 16.5 21 19 12
22 SEBIUM AI 30ML 29.5 39.5 14 66
23 SENSIBIO AR CREME 40ML 29.9 39.5 20.5 90
24 SENSIBIO D.S+ PLUS. CREME 40ML 29.9 39.9 20.5 84
25 SENSIBIO FORTE CREME 40ML 29.9 39.5 20.5 84
26 SENSIBIO H2O 100ML 17.5 21 10 12
27 ATODERM BAUME LEVRES 29.5 39.5 14 126
28 CICABIO LOCION 40ML 29.9 39.9 20.5 63
29 HYDRABIO MASQUE 75ML 29.9 39.9 20.5 54
30 NODE SHAMPOING FLUIDE F200ML 16.5 21 19 12
31 PHOTODERM AR SPF 50+ 30ML 29.5 39.5 14 66
32 SEBIUM AKN CREME TE30ML 29.5 39.5 14 66
33 SEBIUM H20 100ML 17.5 21 10 12
Tabla 2: Productos Originales y sus Especificaciones por Caja.
Fuente: Elaboracion propia.

21
NUM. NOMBRE DEL PRODUCTO
DIMENSIONES DE CAJA UNIDADES
POR CAJA LARGO (cm) ANCHO (cm) ALTO (cm)
1 PHOTODERM MAX FLUIDE SPF100 50x5ML 29.5 15.5 20.5 56
2 SENSIBIO AR 50x5 ML 29.5 15.5 20.5 56
3 SENSIBIO H2O 10ML P16 35.5 35.5 36.5 72
4 SENSIBIO H2O 48X10 ML 35.5 35.5 36.5 72
5 ATODERM CREME S8ML 32 38.5 16.5 24
6 WHITE OBJETIVE H2O P48 35.5 35.5 36.5 72
7 ATODERM PO. ZINC T8ML ECH P50 29.5 15.5 20.5 56
8 PHOTODERM AKN MAT SPF30 T5ML ECH P50 29.5 15.5 20.5 56
9 PHOTODERM MAX CREME SPF100 T5ML P16 29.5 15.5 20.5 56
10 PHOTODERM MAX FLUIDE SPF100 T5ML P16 29.5 15.5 20.5 56
11 PHOTODERM MAX CR TEINTE SPF 100 T5ML 29.5 15.5 20.5 56
12 PHOTODERM MAX FLUIDE SPF100 T5ML ECH P50 29.5 15.5 20.5 56
13 PHOTODERM AR T5ML ECH P50 29.5 15.5 20.5 56
14 SEBIUM MOUSSANT D10ML P48 35.5 35.5 36.5 72
15 SEBIUM H20 D10ML ECH P48 35.5 35.5 36.5 72
16 SEBIUM AKN T5ML ECH P50 29.5 15.5 20.5 56
17 SENSIBIO AR T5ML ECH P5O 29.5 15.5 20.5 56
18 SENSIBIO FORTE T5ML ECH P50 29.5 15.5 20.5 56
19 ATODERM GEL MOUSSANT T8ML ECH P16 29.5 15.5 20.5 56
20 ATODERM MOUSSANT D10ML P48 35.5 35.5 36.5 72
Tabla 3: Muestras Médicas y sus Especificaciones por Caja.
Fuente: Elaboración Propia.
22
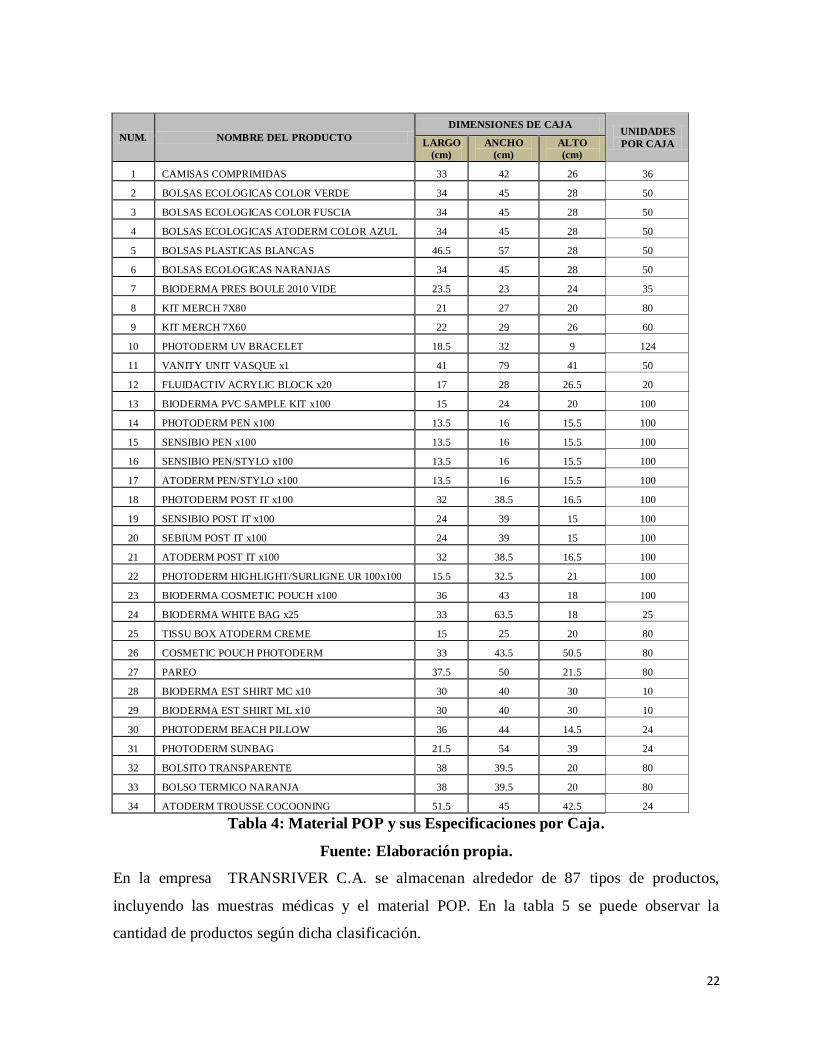
NUM. NOMBRE DEL PRODUCTO
DIMENSIONES DE CAJA UNIDADES
POR CAJA LARGO
(cm)
ANCHO
(cm)
ALTO
(cm)
1 CAMISAS COMPRIMIDAS 33 42 26 36
2 BOLSAS ECOLOGICAS COLOR VERDE 34 45 28 50
3 BOLSAS ECOLOGICAS COLOR FUSCIA 34 45 28 50
4 BOLSAS ECOLOGICAS ATODERM COLOR AZUL 34 45 28 50
5 BOLSAS PLASTICAS BLANCAS 46.5 57 28 50
6 BOLSAS ECOLOGICAS NARANJAS 34 45 28 50
7 BIODERMA PRES BOULE 2010 VIDE 23.5 23 24 35
8 KIT MERCH 7X80 21 27 20 80
9 KIT MERCH 7X60 22 29 26 60
10 PHOTODERM UV BRACELET 18.5 32 9 124
11 VANITY UNIT VASQUE x1 41 79 41 50
12 FLUIDACTIV ACRYLIC BLOCK x20 17 28 26.5 20
13 BIODERMA PVC SAMPLE KIT x100 15 24 20 100
14 PHOTODERM PEN x100 13.5 16 15.5 100
15 SENSIBIO PEN x100 13.5 16 15.5 100
16 SENSIBIO PEN/STYLO x100 13.5 16 15.5 100
17 ATODERM PEN/STYLO x100 13.5 16 15.5 100
18 PHOTODERM POST IT x100 32 38.5 16.5 100
19 SENSIBIO POST IT x100 24 39 15 100
20 SEBIUM POST IT x100 24 39 15 100
21 ATODERM POST IT x100 32 38.5 16.5 100
22 PHOTODERM HIGHLIGHT/SURLIGNE UR 100x100 15.5 32.5 21 100
23 BIODERMA COSMETIC POUCH x100 36 43 18 100
24 BIODERMA WHITE BAG x25 33 63.5 18 25
25 TISSU BOX ATODERM CREME 15 25 20 80
26 COSMETIC POUCH PHOTODERM 33 43.5 50.5 80
27 PAREO 37.5 50 21.5 80
28 BIODERMA EST SHIRT MC x10 30 40 30 10
29 BIODERMA EST SHIRT ML x10 30 40 30 10
30 PHOTODERM BEACH PILLOW 36 44 14.5 24
31 PHOTODERM SUNBAG 21.5 54 39 24
32 BOLSITO TRANSPARENTE 38 39.5 20 80
33 BOLSO TERMICO NARANJA 38 39.5 20 80
34 ATODERM TROUSSE COCOONING 51.5 45 42.5 24
Tabla 4: Material POP y sus Especificaciones por Caja.
Fuente: Elaboración propia.
En la empresa TRANSRIVER C.A. se almacenan alrededor de 87 tipos de productos,
incluyendo las muestras médicas y el material POP. En la tabla 5 se puede observar la
cantidad de productos según dicha clasificación.
23
NUM. FAMILIA DE PRODUCTO CANTIDAD DE PRODUCTOS
1 PRODUCTOS ORIGINALES 33
2 MUESTRAS MÉDICAS 20
3 MATERIAL POP 34
Tabla 5: Cantidad de productos según familia.
Fuente: Elaboración propia.
IV.1.2. Descripción de Equipos y Herramientas.
Para llevar a cabo cualquier servicio logístico, de almacenaje, etiquetado o despacho de
productos, se requiere de diferentes equipos y herramientas, que faciliten y garanticen un buen
trabajo para satisfacer al cliente, tanto en tiempo de entrega como en calidad. A continuación
se presenta una breve descripción de los equipos y herramientas utilizados en TRANSRIVER
C.A.
IV.1.2.a. Montacargas.
La empresa cuenta con 2 montacargas marca Toyota (Año 2003), Modelo 7FGU15 con 3,000
libras de capacidad a 24” de centro de carga, 2500 libras de capacidad a 189” y una altura
máxima de Horquilla de 4800mm. Dicho montacargas cumple funciones importantes para el
almacén ya que se encarga de facilitar el proceso de almacenamiento y colocación de los
productos en cada uno de los racks, también presta labores secundarias en el retiro de paletas
vacías y en el despacho de producto terminado.
Figura 1: Montacargas.

24
IV.1.2.b. Transpaletas.
Uno de los equipos utilizados por la empresa TRANSRIVER C.A. es el transpaleta o paleta
hidráulica el cual posee una capacidad máxima de carga de 3000 Kg. a través del cual se
traslada la mercancía dentro del almacén central. Se puede apreciar en la figura 2.
Figura 2: Transpaletas.
IV.1.2.c. Racks.
Los racks o estantes permiten el almacenamiento de los productos. El almacén de
TRANSRIVER C.A. cuenta con 7 racks y 2 estantes de diferentes dimensiones. En la tabla 6
se especifican los m3 que tiene cada rack o estante para almacenar y los productos o materiales
para los que están destinados, vale destacar que también se cuenta con un espacio demarcado
utilizado como zona de almacenamiento. Algunos racks y estantes se aprecian en la figura 3.
DESCRIPCIÓN PRODUCTO m3
RACK 1 MUESTRAS MÉDICAS Y MATERIAL POP 59.5
RACK 2 MUESTRAS MÉDICAS Y MATERIAL POP 42.39
RACK 3 PRODUCTOS ORIGINALES 11.54
RACK 4 PRODUCTOS ORIGINALES 5.77
RACK 5 PRODUCTOS DAÑADOS 9.89
RACK 6 PRODUCTOS ORIGINALES Y PEDIDOS 30.89
RACK 7 PRODUCTOS ORIGINALES Y PEDIDOS 38.15
ESTANTE 1 PRODUCTOS DAÑADOS 2.48
ESTANTE 2 ETIQUETAS 2.49
ESPACIO PRODUCTOS DAÑADOS 4.33
Tabla 6: Espacios Para Almacenaje en TRANSRIVER.

25
Figura 3: Imágenes de Racks y estantes.
IV.1.2.d. Paletas.
Para el almacenaje de los productos se emplean paletas de plástico de 120cmx80cmx18cm
con 4 formas de manejo y paletas de madera de 120cmx100cmx14,5cm con 2 formas de
manejo. Es importante señalar que las paletas por sí sola no constituyen un método de manejo
pero es un elemento indispensable como auxiliar en montacargas y transpaletas. Las imágenes
de los 2 tipos de paleta se observan en la figura 4.
Figura 4: Imágenes de paletas.
IV.1.2.e. Carretillas.
Para el traslado de productos dentro del almacén se usan con bastante regularidad 2 carretillas
de metal de marca Metalmeca de modelo GG. En la figura 5 se aprecia una imagen del mismo.
Figura 5: Carretilla.

26
IV.1.2.e. Escalera.
Para alcanzar y colocar los materiales en las secciones superiores de los estantes, se cuenta
con una escalera de aluminio tipo tijera, de dos peldaños y 0,88 m de altura. Se puede observar
en la figura 6.
Figura 6: Escalera.
IV.1.2.f. Dispensador de cinta de embalaje.
Es utilizado para facilitar el proceso de embalaje y es de marca Hercules. Se muestra en la figura 7.
Figura 7: Dispensador de cinta.
IV.1.2.g. Balanza.
Es de marca Pesamatic y la misma es usada para comprobar peso tanto de los bultos que entran
como los pedidos que salen. Se puede apreciar en la figura 8.
Figura 8: Balanza.

27
IV.1.3. Descripción de Materiales.
En la tabla 7 se muestra los materiales utilizados para llevar a cabo los diferentes procesos que
se ejecutan dentro de la empresa TRANSRIVER C.A.
MATERIALES DESCRIPCIÓN IMAGEN
ETIQUETAS
(ver figura 9)
Indican las especificaciones de
contenido y uso del producto. Vienen
en bobina y en pliegos.
Figura 9: Etiquetas.
CINTA DE EMBALAJE
(ver figura 10)
Usada para sellar las cajas de los
pedidos al momento del despacho.
Figura 10: Cinta.
CAJAS PARA PRODUCTO
ORIGINAL
(ver figura 11)
Usadas en el caso que las cajas
originales presenten algun daño.
Figura 11: Cajas Repuesto.
CAJAS PARA ARMAR
PEDIDO
Dermabel proporciona 2 tipos de cajas:
(32x22.5x21)cm y ( 24x17x20)cm
Figura 12: Cajas Pedidos.
Tabla 7: Materiales.
IV.1.4. Etiquetas de Identificación
Las etiquetas que se usan actualmente en la empresa para identificar los espacios de
almacenaje, están formadas por cuatro tipos de información, (ver figura 9).
Código, identifica el numero del articulo y que es una de las informaciones
suministrada en la lista de Picking, el almacenista se guía por este código para
identificar los productos para un pedido
Flecha, ubicada en el lado superior izquierdo para indicar si el articulo se encuentra
arriba o debajo de cada nivel
Descripción del Articulo, indica el nombre del producto, el cual también se suministra
en la lista de Picking

28
Familia de producto, en el lado superior izquierdo se señala a que familia de producto
pertenece el articulo (Producto Original, Material POP o Muestras Medicas).
Figura 9: Etiquetas de identificación.
IV.1.5. Condiciones de Trabajo.
En toda área hay que considerar las condiciones de trabajo con las cuales se cuentan, ya que
los mismos afectan directamente a la eficiencia del trabajo del personal.
La descripción de las condiciones de trabajo se detalla en la tabla 8.
TEMPERATURA
Según datos suministrados por la empresa, se ofrece un
almacenaje a temperaturas controladas entre 16 y 22 ºC;
para garantizar la inocuidad de los productos que allí se
manejan. (ver figura 10)
Figura 10: Aire Acondicionado en Almacén.
ILUMINACIÓN
En el área existe una iluminación tanto natural como
artificial. En cuanto a la iluminación natural, la empresa
permite la entrada de luz solar proveniente de las
ventanas de las entradas principales. Y en lo que se
refiere a la iluminación artificial el área del almacén
cuenta con 25 lámparas fluorescentes y se encuentran
distribuidas de manera uniforme. (ver figura 11)
Figura 11: Lámparas en almacén.
Tabla 8: Condiciones de trabajo.

29
IV. 1.6. Descripción de las Áreas que componen el Almacén de TRANSRIVER C.A.
El almacén de TRANSRIVER cuenta con un área de 341.34 m2, y un área de almacenamiento
de 207.03 m3., tiene 2 niveles, el primero está dividido en 6 pasillos por la disposición de los
racks, en estos transitan montacargas, transpaletas, carretillas, productos y personas. En ambos
lados de los pasillos se puede encontrar material almacenado, los cuales pueden ser material
pop, muestras médicas y productos originales. En el primer nivel también se encuentra el área
de etiquetado, de preparación de pedidos (packing) y de despacho. También se encuentra la
oficina del jefe de logística. En el segundo nivel se encuentran oficinas y el área de comedor.
A continuación se hace una descripción de cada área que conforma el almacén de
TRANSRIVER C.A.
IV. 1.6.a Área de Recepción.
Esta es un área anexa al almacén, ocupa un espacio de 162 m2 y cuenta con 3 racks, no posee
lámparas pero si tragaluces para aprovechar la iluminación solar. En dicha área trabajan 3
operarios junto con la gerente de operaciones y la representante de Bioderma. En la figura 12
se muestra la distribución de esta área.
Figura 12: Vista distribución del galpón.
IV. 1.6.b. Área de Almacenaje 1.
Este espacio cuenta con 105.6 m2
y está ocupada en su mayoría por material POP y muestras
médicas. Posee 5 lámparas, 1 pasillo principal y 1 peatonal, 2 Racks para almacenamiento de
mercancía, además de 1 espacio de 4.125 m2 delimitado para colocar paletas y rumas de
producto.

30
IV. 1.6.c. Área de Almacenaje 2.
Esta área cuenta con 183.62 m2. Está destinada para el almacenaje de productos terminados, y
pedidos listos para ser despachados. Dichos pedidos se arman en una zona remarcada donde se
encuentra un mesón destinado para este proceso (Área de Packing) y son inspeccionados por
el cliente en otro mesón que se encuentra cerca de la salida(Área de Despacho). Posee 5 racks
y 2 estantes, tiene 18 lámparas y cuenta con 2 pasillos principales, 2 pasillos secundarios y 1
peatonal.
IV. 1.6.d Área de Etiquetado.
En esta área se realiza tanto el proceso de inventariado como el de etiquetado, el mismo cuenta
con 2 mesones y con un espacio de 246.98 m2. Posee adecuada iluminación y ventilación.
En la figura 13 se muestra la distribución actual del almacén central de TRANSRIVER C.A.,
señalando las áreas que se especificaron anteriormente.
Figura 13: Vista distribución de primer nivel de almacén central.

31
Figura 14: Racks en almacén 1.
Figura 15: Racks en almacén 2.

32
Figura 16: Racks en almacén 2.
En las figuras 14, 15 y 16 se muestran las vistas de los almacenes con las especificaciones de
los racks, donde se incluyen las dimensiones de los cuerpos. La nomenclatura que se le da a
cada uno fue agregada por los autores del proyecto para facilitar el estudio. Dichas
especificaciones se explican en la siguiente leyenda.
En la tabla 9 se muestra la disposición actual de los productos originales dentro de los racks,
según nomenclatura presentada de los cuerpos.
xy A*B = C
Columna x, Nivel y
Área de Cuerpo
RACK Z
D m3
Número de Rack
m3 del rack

33
RACK CUERPO PRODUCTOS
6 1A SENSIBIO FORTE CREME 40ML
2A SEBIUM AKN CREME, PHOTODERM SPF50
1B SENSIBIO D.S+ PLUS. CREME 40ML
2B ATODERM PAIN SURGRAS 150GR
3B ATODERM CREME 200ML, NODE SHAMPOING FLUIDE
2C SEBIUM AI 30ML, SEBIUM H20 100ML
2D ATODERM PP ANTI RECIDIVE 200ML
7 1A SENSIBIO AR CREME 40ML, ATODERM PO. ZINC
2A WHITE OBJECTIVE FLUIDE FPE30ML
3A SEBIUM MOUSSANT 200ML, PHOTODERM AR SPF 50+ 30ML
4A ATODERM GEL MOUSSANT 250ML
1B HYDRABIO MASQUE 75ML, PHOTODERM MAX TEINTEE SPF100 40ML
2B CICABIO LOCION 40ML
3B PHOTODERM MAX FLUIDE SPF100 40ML, ATODERM CREME 200ML
4B WHITE OBJECTIVE FLUIDE FPE30ML, SENSIBIO D.S+ PLUS. CREME 40ML
4C PHOTODERM MAX CREME, HYDRABIO CREME LEGERE, PHOTODERM SPOT CREME
4D ATODERM BAUME LEVRES
4 1A ATODERM LAIT 200ML, PHOTODERM AKN MAT SPF30 TE40ML
1B WHITE OBJETIVE SERUM 30ML
3 1A SEBIUM H2O 250ML
2A PHOTODERM MAX TEINTEE SPF100 40ML
1B SENSIBIO H2O 100ML
2B SENSIBIO H2O 250ML
Tabla 9: Posición actual de productos en racks
IV. 1.7. Descripción de las Actividades que se ejecutan en TRANSRIVER C.A.
En la figura 17 se muestra el diagrama de bloque donde se puede apreciar el proceso logístico
que se realiza a los productos originales en la empresa TRANSRIVER C.A.
Los productos de material pop y muestras médicas son despachados en las mismas cajas,
según la cantidad que se necesite. No son inventariadas ni etiquetadas.

34
Figura 17: Diagrama de bloques de los procesos en TRANSRIVER C.A
Fuente: Elaboración Propia
IV. 1.7.a. Recepción.
En este proceso trabajan 5 personas, 2 montacarguistas, 1 operador, el gerente de operaciones
y el representante de Bioderma. Inicia cuando el contenedor llega a la empresa y es ubicado
cerca del galpón. Luego, con la ayuda de un montacargas, son sacadas las paletas ubicándolas
en la zona de descarga. Dichas paletas son inspeccionadas y si alguna presenta alguna
irregularidad en el embalaje original de Bioderma, se procede a abrirlas para revisar y verificar
su estado, en estos casos, se registra los productos faltantes o dañados. Otro montacargas
traslada todas las paletas a los racks después de inspeccionadas.
Luego de culminar el proceso de descarga, el contenedor se retira de las instalaciones de
TRANSRIVER y se procede a trasladar las paletas nuevamente al área de descarga, donde son
sacadas de las cajas y son colocadas en una nueva paleta, la cual va a ser trasladada hacia el
almacén central, donde se ubican bulto por bulto en los racks. En la figura 18 se muestra las
rutas que toman los productos en el almacén central para el almacenamiento primario, según
clasificación mostrada en tabla 5.
DIAGRAMA DE BLOQUE TRANSRIVER C.A. Elaborado por: Lubraska Martínez y Manuel Rivero
Proceso Actual
RECEPCIÓN INVENTARIADO
ETIQUETADO
DESPACHO
PRODUCTOS
DAŇADOS

35
Muestras Médicas (9.82m).
Material POP (4.91m).
Productos Originales Rack 3 (21.31m).
Productos Originales Rack 4 (24.59m).
Productos Originales Rack 6 (36.32m).
Productos Originales Rack 7 (39.56m).
Figura 18: Ruta de almacenamiento primario.
En la figura 19 se muestra el diagrama del proceso de recepción suponiendo llevar producto
original al rack 7, donde se puede apreciar la duración y las actividades que se realizan en este
proceso.

36
Figura 19: Diagrama del proceso de recepción actual.
IV. 1.7.b. Inventariado.
En este proceso laboran 8 personas, 6 operadores, el gerente de operaciones y el representante
de Bioderma. Inicia cuando se arman las paletas con los productos y es trasladada al área de
etiquetado con ayuda de una transpaleta, cada operario recoge un bulto de productos, los
cuales saca de la caja para luego inspeccionar uno a uno verificando su estado; se retiran
aquellos productos que no cumplan con las especificaciones de calidad e imagen. Tanto el
gerente de operaciones como el representante de Bioderma verifican y registran el número de
dañados por bulto en la tarjeta para inventario físico, para finalmente devolver los productos
buenos a la caja. Si el bulto tiene faltantes, los mismos se reponen con productos que se
encuentran en el área destinados para tal fin. Luego de inspeccionados todos los bultos, se
regresan a la paleta, la traslada de nuevo a los racks y transportan otra paleta para realizar el
proceso recién mencionado. En la figura 20 se muestra las rutas que toman los productos

37
originales según el rack, al momento de realizar el proceso de inventariado, suponiendo que el
producto viene del rack 7.
Figura 20: Ruta para inventariado desde rack 7.
En la figura 21 se muestra el diagrama del proceso de inventariado.
Figura 21: Diagrama del proceso de inventariado actual.
IV. 1.7.c. Etiquetado.
En este proceso laboran 6 operarios. Al igual que para el proceso de inventariado, se arma una
paleta de productos, la cual es trasladada hacia el área de etiquetado. Una vez allí, los
operarios colocan las cajas en las mesas para luego vaciarlas. Se procede a despegar la etiqueta
Ruta proceso de inventariado (TOTAL= 24.26m)

38
del pliego o de la bobina, según sea el caso, y luego, etiquetar cada producto. Después de
etiquetar todos los productos de un bulto, introducen cada uno en su empaque individual y por
último, los devuelven todos a la caja. Trasladan la caja a la paleta y se realizan estas
actividades hasta etiquetar todos los productos que se encuentran en la misma. Se devuelve la
paleta al rack y se colocan todos los bultos en el mismo. Si tomamos en cuenta los productos
que se almacenan en el rack 7, la ruta que toman dichos productos para el proceso de
etiquetado es la misma de que toman para el inventariado (figura 20), ya que ambos procesos
se realizan en la misma área. En la figura 22 se muestra el diagrama del proceso de etiquetado
actual.
Figura 22: Diagrama del proceso de etiquetado actual.
IV. 1.7.d. Despacho.
El jefe de logística genera una lista de Picking la cual posee las especificaciones del pedido
(fecha del pedido, tipo de venta, número de venta, nombre del cliente, identificación de
compra, número de artículo, descripción del artículo, cantidad, lote, código de ubicación y
comentario), esta lista es entregada al almacenista quien procede a buscar las cajas en los
Racks o paletas, las cuales lleva de forma manual o con ayuda de una carretilla a la mesa

39
donde arma los pedidos, saca los productos de las cajas según la cantidad que se necesite, para
luego devolver dichas cajas en el caso que queden producto original en las mismas. Este
proceso lo realiza para cada producto que esté en el pedido. Luego de armar el pedido, las
cajas correspondientes son acomodadas en una paleta que será almacenada hasta el momento
que llegue el cliente a despachar el pedido (en promedio transcurre un día); cuando el cliente
llega, las cajas son trasladadas con ayuda de una carretilla hasta la mesa de despacho y se
procede a realizar el reconteo donde está presente el cliente y el jefe de logística para hacer
constar que el pedido está conforme y finalmente ser embalado y entregado. Debido a que
todos los pedidos son distintos, se tomará como ejemplo una orden de picking como muestra
piloto considerada significativa, para estudiar la situación actual en el proceso de despacho.
En la tabla 10 se muestra las especificaciones de la orden de picking denominada “PICKING
54”.
FECHA DE
PEDIDO
TIPO DE
VENTA
NUMERO
DE VENTA
NOMBRE DEL
CLIENTE
ORDEN DE
COMPRA
NUMERO DE
ARTICULO
DESCRIPCIÓN DE
ARTICULO CANT.
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028563D
PHOTODERM MAX
FLUIDE SPF100 40ML 24
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028541D
PHOTODERM MAX
CREME SPF100 40ML 48
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028641D SEBIUM H2O 250ML 12
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028681D
SENSIBIO D.S+ PLUS.
CREME 40ML 12
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028688D
SENSIBIO AR CREME
40ML 6
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028632D SENSIBIO H2O 100ML 6
Tabla 10: Picking 54 al 18/04/2012.
En la tabla 11 se especifica la ubicación de cada producto que se encuentra en la orden de
picking mencionada, estos datos servirán para determinar la distancia que recorre el operario
para llevar a cabo el proceso de despacho y en la figura 23 se muestra la ruta que toma el
mismo.
PRODUCTO UBICACIÓN
(Rack-cuerpo)
PHOTODERM MAX FLUIDE SPF100 40ML (PMF.) 7-3b
PHOTODERM MAX CREME SPF100 40ML (PMC) 7-4c
SEBIUM H2O 250ML (SM H2O) 4-1b
SENSIBIO D.S+ PLUS. CREME 40ML (SO DS) 6-1b
SENSIBIO AR CREME 40ML (SO AR) 7-1a
SENSIBIO H2O 100ML (SO H2O) 3-1a
Tabla 11: Ubicación de productos del Picking 54.

40
Figura 23: Ruta para “Picking 54”
En la leyenda de la figura se especifica la distancia que recorre el operador por viaje para cada
producto. El primer viaje lo realiza para buscar el producto y llevarlo al área de packing, luego
de extraer la cantidad de productos necesarios, realiza el segundo viaje para devolver la caja si
esta todavía cuenta con productos dentro y devolverse al área de packing para verificar cual es
el próximo producto a buscar. En la figura 24 se muestra el diagrama del proceso de despacho
para la orden de picking 54.
Para PMF (TOTAL= 5.24m).
Para PMC (TOTAL= 7.24m).
Para SO AR (TOTAL= 3.24m).
Para SO DS (TOTAL= 7.24m).
Para SM H2O (TOTAL= 5.24m).
Para SO H2O (TOTAL= 8.52m)

41
Figura 24: Diagrama del proceso de despacho actual.

42
IV.2. Análisis Crítico de la Situación Actual.
Actualmente TRANSRIVER C.A. presenta diversas problemáticas que atentan de forma
directa la gestión del almacén y por ende su buen funcionamiento, como por ejemplo, los altos
tiempos de búsqueda de productos, la desorganización de los productos y falta de espacio para
los mismos.
Siendo la actividad económica principal de TRANSRIVER C.A, las operaciones logísticas, el
almacenamiento de productos es, en gran parte la matriz, de la empresa; por lo tanto, debe
alcanzarse el segundo objetivo especifico “Diagnosticar los problemas de funcionamiento en
el almacén de la empresa TRANSRIVER C.A”; para ello se hará uso de herramientas como el
Diagrama Causa-Efecto, en el cual se desglosaran los efectos principales que afectan a la
empresa.
IV.2.1. Diagrama Causa-Efecto.
En la figura 25 se muestra un análisis del diagrama de causa efecto que incluye los problemas
contenidos en los procesos de recepción, almacenado, etiquetado y despacho, en el cual fue
tomado como problema principal “Fallas en la Gestión de Almacén de TRANSRIVER C.A”.
A partir de su aplicación se espera hallar los factores que puedan estar generando deficiencias
en los procesos. Para su elaboración se consideraron las categorías: Producto, Área de Trabajo,
Materiales Equipos y Herramientas, Mano de obra y Métodos de trabajo; con la finalidad de
clasificar y agrupar las causas que tienen mayor impacto en el funcionamiento de la gestión de
almacén de TRANSRIVER C.A.

43
Figura 25: Diagrama Causa – Efecto.

44
IV.2.2. Análisis de las Causas Raíces presentes en el Área de Trabajo.
Se considera importante que para lograr remediar las fallas en la gestión de almacén de
TRANSRIVER, se deben atacar las causas raíces de la misma, por esta razón, se va estudiar
cada una, exponiendo la forma en que afectan a la eficiencia de los procesos que se realizan en
dicho almacén.
IV.2.2.a. Inadecuada distribución del almacén.
Las ubicaciones destinadas para almacenar los productos no están adaptadas a los volúmenes
de productos actuales, prestándose colapso del espacio disponible, la empresa coloca el
producto que, por falta de una correcta distribución de planta no pueden ser ubicado en los
Racks, en los pasillos o en algunas ocasiones deben dejarse en el galpón donde se realiza la
recepción el cual no cuenta con las condiciones adecuadas para almacenar el tipo de productos
que maneja la empresa.
IV.2.2.b. Inadecuada identificación en las áreas de almacenaje.
Lo que ocurre actualmente es que, por falta de identificación, se pueden conseguir productos
ubicados en múltiples localizaciones. Es decir, como resultado de que existan áreas y racks sin
identificación, con el producto que debe estar contenido en ellos, los operarios al almacenar el
producto, lo localizan en sitios libres, lo cual permite que un número de partes pueda tener
múltiples ubicaciones. De esta manera se aprovecha inadecuadamente el espacio en los racks y
en las zonas de apilado.
Además, los tipos de etiquetas que se usan actualmente para identificar los racks se encuentran
deteriorados y la información que contienen es de difícil entendimiento lo que en múltiples
ocasiones se presta para confusiones por parte del operario y hace más compleja la búsqueda
de los códigos que identifican el producto, lo que incrementa el tiempo de búsqueda dentro del
almacén.
Los operarios manifiestan que por experiencia conocen la localización de los materiales para
cada producto. Por lo tanto, las inadecuadas e insuficientes identificaciones de los racks,
dificultan la ubicación de los productos para el personal ajeno al área que requiere
información, así como para cualquier personal recientemente reclutado en el área, generando
gran desorganización que impide el flujo continuo de las actividades dentro de la empresa.

45
IV.2.2.c. Exceso de recorrido.
Los operarios incurren en largos recorridos cuando no consiguen los productos, ya que se
dificulta determinar la ubicación de los mismos dentro del almacén.
Por otra parte, existe un aspecto influyente en los largos recorridos, y es el hecho de que hay
productos que tienen alto índice de rotación y los cuales se encuentran alejados del área donde
se arman los pedidos, el operario se ve en la obligación de dirigirse a buscarlos según la
cantidad de dichos productos se necesiten para la ocasión.
Se pudo evidenciar que el traslado de los productos a los racks luego del proceso de
inventariado es innecesario, ya que después de finalizado este proceso, dichos productos deben
ser etiquetados en la misma área
IV.2.2.d. Inadecuados e insuficientes equipos de manejo de materiales.
Los inadecuados equipos y la insuficiencia de algunos otros, acarrean problemas en la
eficiente gestión de almacén, dado que por la presente problemática se elevan los tiempos de
búsqueda recepción y despacho de materiales.
Actualmente existe solo una escalera para toda el área del almacén, la cual se encuentra
deteriorada, lo que provoca un riesgo para el operario cuando este usa la escalera para alcanzar
las cajas donde están contenidos los productos en los distintos niveles de los racks. Por otra
parte, el operario no cuenta con un equipo adecuado para el manejo de materiales, tales como
carros de surtido, por ello debe trasladar de forma manual las cajas de los productos hasta la
mesa donde se arman los pedidos tantos viajes/pedidos como sea necesario. Este proceso
genera esfuerzo físico para el operario adicional al exceso de recorridos y movimientos
innecesarios por no poseer los equipos de manejo de materiales adecuados, y siendo el manejo
de materiales una actividad necesaria pero que no agrega valor, se deben optimizar los
procesos dentro de dicha actividad.
IV.2.2.e. Procedimientos no Normalizados.
Los procesos de búsqueda son denominados como actividad improductiva ya que no agregan
valor al producto por ende el tiempo asociado a la búsqueda debe ser minimizado, en la
actualidad en la empresa como consecuencia de la no estandarización en los métodos, no es
fácil ubicar y recolectar para otras personas. Además es de suprema importancia resaltar el
hecho de que al no existir procedimientos estandarizados y documentados, restringe el uso de
mediciones de tiempo con el fin de detectar fallas y generar oportunidades de mejoras en los

46
procesos. En el almacén no existe una documentación la cual describa específicamente los
pasos que se deben ejecutar al realizar cualquiera de las 4 actividades principales de la
empresa (recepción, inventariado, etiquetado y despacho): lo que genera en consecuencia que
cualquiera de los trabajadores del almacén ejecute las actividades de la gorma que considere
correcta, obteniéndose una alta variabilidad en el tiempo de operación.
IV.2.2.f. Productos Sin criterio de clasificación en el Almacén.
Actualmente no se aplica ningún método para clasificar el inventario de la empresa, en
consecuencia, pueden encontrarse productos de alta demanda en lugares muy alejados de la
zona de despacho, lo que incurre en excesos de recorridos por parte del operario cuando este
procede a armar los pedidos, y productos de baja o nula rotación en espacios de almacenaje
que pudieran ser mejor aprovechados por otros de mayor flujo monetario. Si un producto tiene
alto índice de rotación lo que agiliza el proceso de Picking y despacho es su cercanía a las
zonas correspondientes.
IV.2.2.g. Espera por Instrucciones.
Al momento de efectuar el chequeo físico de los productos los operarios reciben instrucciones
de cómo realizar esta actividad, sin embargo suelen presentar dudas en las características de
chequeo y deben esperar que el supervisor de la actividad se dirija hasta ellos para que apruebe
o no su criterio de evaluación.
IV.2.2.h. Operaciones Innecesarias.
Las actividades de inventariado y etiquetado, aunque son realizadas en la misma área, no se
llevan a cabo en un flujo continuo, sino que el almacenista debe hacer doble traslado de todas
las paletas al área de etiquetado cada vez que se realice cualquiera de estos procesos,
incurriendo así en exceso de recorridos en búsqueda de mercancía.
IV.2.2.i. Falta de Orden y Limpieza.
Se encuentran productos paletizados en los pasillos, obstaculizando el libre tránsito de
personal, maquinaria y materiales. También se evidenció focos de suciedad y polvo en Racks
y área de Etiquetado.
Igualmente, se evidenció alrededor de un 20% de Materia POP y Muestras Medicas en estado
de caducidad y deterioro que se encuentran desordenados en los Racks y mezclados unos con
otros.

47
CAPÍTULO V
PROPUESTAS DE MEJORA
V.1. Propuestas de mejora.
Con el fin de atacar las causas raíces que ocasionan el mal funcionamiento en la gestión del
almacén de TRANSRIVER, se presentan algunas propuestas que permiten mejorar la
eficiencia de los procesos y disminuir los problemas que se encuentren en la empresa.
V.1.a. PROPUESTA 1: Redistribución de los productos en el almacén.
Después de la observación directa del almacén de TRANSRIVER C.A., y de la evaluación de
las causas de la desorganización de la mercancía; se plantea una redistribución en las áreas
destinadas a almacén.
Para la clasificación de los inventarios se propone aplicar la metodología de clasificación
ABC, la cual servirá para ubicar los productos según su rotación. Se tomará como punto de
referencia el área de packing, ya que es donde se arman los pedidos. Aquellos productos con
mayor rotación, se ubicarán cerca del área de packing con el fin de reducir los recorridos, ya
que dichos productos son los que cuentan con mayor demanda, es decir, los que el operario
busca con más frecuencia, y se ubicarán a una menor distancia del área donde se requieren.
Para la clasificación ABC, se seguirán una serie de pasos que determinarán cuales son los
productos con mayor o menor rotación, tomando como referencia su porcentaje de
participación.
En primer lugar se obtuvo la demanda en un periodo de un año, de los productos que se
almacenan en la empresa TRANSRIVER C.A.

48
Nº ARTÍCULO 1 2 3 4 5 6 7 8 9 10 11 12
1 ATODERM BAUME LEVRES 296 314 302 418 1641 583 446 0 635 1893 30 369
2 ATODERM CREME 200ML 376 2038 491 3018 1354 1316 1944 2128 1113 4500 1391 1546
3 ATODERM GEL MOUSSANT 200ML 0 0 156 2272 758 748 1194 416 1119 1149 16 598
4 ATODERM LAIT 200ML 514 328 24 931 2016 24 0 0 1759 809 422 1044
5 ATODERM PAIN SURGRAS 150GR 412 1049 186 2689 1116 1362 1830 1824 1628 4718 192 2284
6 ATODERM PO. ZINC 100ML 264 395 156 1290 717 668 1088 41 1168 2260 24 464
7 ATODERM PP ANTI RECIDIVE 200ML 0 817 227 864 582 798 4 0 1597 2074 14 0
8 CICABIO LOCION 40ML 17 1266 0 740 1148 773 324 0 972 1005 7 443
9 HYDRABIO CREME LEGERE 40ML 116 0 90 1346 0 0 0 0 1533 2700 1125 1084
10 HYDRABIO MASQUE 75ML 73 90 70 74 97 28 57 294 140 32 0 0
11 NODE D.S. + SHAMPOING 125ML 0 0 136 1816 754 1260 0 0 1568 1456 70 868
12 NODE SHAMPOING FLUIDE F200ML 280 422 320 171 869 1 0 0 1208 646 0 0
13 PHOTODERM AKN MAT SPF30 TE40ML 171 533 242 816 271 15 406 692 436 1355 507 24
14 PHOTODERM AR SPF 50+ 30ML 236 0 108 1164 806 964 0 0 1079 1255 8 669
15 PHOTODERM MAX CREME SPF100 40ML 1413 3173 1068 4704 2692 2628 2964 5916 2725 10781 2289 2024
16 PHOTODERM MAX FLUIDE SPF100 40ML 624 1624 924 6498 1417 1164 2628 7926 1609 14156 803 624
17 PHOTODERM MAX TEINTEE SPF100 40ML 1353 2557 990 6590 2390 2085 1936 4262 2091 8008 1410 2272
18 PHOTODERM MAX LAIT SPF100 100ML 936 2274 1164 3666 1990 2340 2292 3693 2864 6882 82 2712
19 PHOTODERM SPOT CREME SPF50+ 30ML 379 0 162 1878 512 931 755 322 1094 1426 31 880
20 PHOTODERM SPF50+ SPRAY 200ML 150 224 121 670 264 315 532 524 405 1164 46 156
21 SEBIUM AI 30ML 259 170 184 399 252 312 238 512 350 1256 354 520
22 SEBIUM AKN CREME TE30ML 0 0 30 1458 318 744 634 176 357 1663 43 638
23 SEBIUM H20 100ML 0 721 521 909 570 528 757 695 187 1860 429 636
24 SEBIUM H2O 250ML 106 0 136 2960 821 780 851 1187 603 3564 523 1132
25 SEBIUM MOUSSANT 200ML 423 0 276 1992 2615 3517 1889 0 4114 2510 657 833
26 SENSIBIO AR CREME 40ML 293 662 180 825 1393 1309 768 573 810 2736 619 823
27 SENSIBIO CONTORNO DE OJOS 15ML 298 238 2074 466 451 151 480 391 152 2614 50 1044
28 SENSIBIO D.S+ PLUS. CREME 40ML 1169 4329 873 505 689 742 812 858 988 286 264 0
29 SENSIBIO FORTE CREME 40ML 339 662 180 825 1393 1309 768 573 810 2736 619 823
30 SENSIBIO H2O 100ML 1147 1487 167 0 1729 1298 496 0 1314 3361 351 1064
31 SENSIBIO H2O 250ML 0 9 265 4647 1757 3373 1414 2862 2540 6462 519 1764
32 WHITE OBJECTIVE FLUIDE FPE30ML 248 0 108 1326 84 0 0 0 1045 1901 434 817
33 WHITE OBJETIVE SERUM 30ML 190 0 0 0 1024 1052 952 678 683 2214 415 554
Tabla 12: Demanda mensual de Productos.
En la tabla 13 se muestra en promedio la demanda anual de cada producto según datos
proporcionados del año 2011.

49
Nº ARTÍCULO
DEMANDA
ANUAL
2011
(UNID/AÑO)
27 SENSIBIO CONTORNO DE OJOS 15ML 8409
25612
5963
7762
4806
6061
7813
12663
18826
10991
11515
11037
12414
32 WHITE OBJECTIVE FLUIDE FPE30ML
33 WHITE OBJETIVE SERUM 30ML
6927
21215
8426
7871
19290
8535
6977
6695
7994
955
7928
3917
5468
6289
42377
39997
35944
30895
8370
4571
26 SENSIBIO AR CREME 40ML
28 SENSIBIO D.S+ PLUS. CREME 40ML
29 SENSIBIO FORTE CREME 40ML
30 SENSIBIO H2O 100ML
31 SENSIBIO H2O 250ML
21 SEBIUM AI 30ML
22 SEBIUM AKN CREME TE30ML
23 SEBIUM H20 100ML
24 SEBIUM H2O 250ML
25 SEBIUM MOUSSANT 200ML
16 PHOTODERM MAX FLUIDE SPF100 40ML
17 PHOTODERM MAX TEINTEE SPF100 40ML
18 PHOTODERM MAX LAIT SPF100 100ML
19 PHOTODERM SPOT CREME SPF50+ 30ML
20 PHOTODERM SPF50+ SPRAY 200ML
11 NODE D.S. + SHAMPOING 125ML
12 NODE SHAMPOING FLUIDE F200ML
13 PHOTODERM AKN MAT SPF30 TE40ML
14 PHOTODERM AR SPF 50+ 30ML
15 PHOTODERM MAX CREME SPF100 40ML
1 ATODERM BAUME LEVRES
2 ATODERM CREME 200ML
3 ATODERM GEL MOUSSANT 200ML
4 ATODERM LAIT 200ML
5 ATODERM PAIN SURGRAS 150GR
6 ATODERM PO. ZINC 100ML
7 ATODERM PP ANTI RECIDIVE 200ML
8 CICABIO LOCION 40ML
9 HYDRABIO CREME LEGERE 40ML
10 HYDRABIO MASQUE 75ML
Tabla 13: Demanda anual por artículo.
1. Se obtiene el porcentaje de valor de uso de cada producto, aplicando la ecuación:

50
ARTÍCULO
DEMANDA
ANUAL 2011
(UNID/AÑO)
VALOR DE
USO
(U/AÑO)
% VALOS DE
USOACUMULADO (%) CLASIFICACIÓN
PHOTODERM MAX CREME SPF100 40ML 42377 0,09982498 9,98 9,98
PHOTODERM MAX FLUIDE SPF100 40ML 39997 0,09421855 9,42 19,40
PHOTODERM MAX TEINTEE SPF100 40ML 35944 0,08467114 8,47 27,87
PHOTODERM MAX LAIT SPF100 100ML 30895 0,07277751 7,28 35,15
SENSIBIO H2O 250ML 25612 0,06033266 6,03 41,18
ATODERM CREME 200ML 21215 0,04997491 5,00 46,18
ATODERM PAIN SURGRAS 150GR 19290 0,0454403 4,54 50,72
SEBIUM MOUSSANT 200ML 18826 0,04434729 4,43 55,16
SEBIUM H2O 250ML 12663 0,02982948 2,98 58,14
SENSIBIO H2O 100ML 12414 0,02924292 2,92 61,07
SENSIBIO D.S+ PLUS. CREME 40ML 11515 0,0271252 2,71 63,78
SENSIBIO FORTE CREME 40ML 11037 0,0259992 2,60 66,38
SENSIBIO AR CREME 40ML 10991 0,02589084 2,59 68,97
ATODERM PO. ZINC 100ML 8535 0,02010539 2,01 70,98
ATODERM GEL MOUSSANT 200ML 8426 0,01984863 1,98 72,96
SENSIBIO CONTORNO DE OJOS 15ML 8409 0,01980858 1,98 74,94
PHOTODERM SPOT CREME SPF50+ 30ML 8370 0,01971671 1,97 76,92
HYDRABIO CREME LEGERE 40ML 7994 0,01883099 1,88 78,80
NODE D.S. + SHAMPOING 125ML 7928 0,01867552 1,87 80,67
ATODERM LAIT 200ML 7871 0,01854125 1,85 82,52
SEBIUM H20 100ML 7813 0,01840462 1,84 84,36
WHITE OBJETIVE SERUM 30ML 7762 0,01828448 1,83 86,19
ATODERM PP ANTI RECIDIVE 200ML 6977 0,0164353 1,64 87,83
ATODERM BAUME LEVRES 6927 0,01631752 1,63 89,46
CICABIO LOCION 40ML 6695 0,01577101 1,58 91,04
PHOTODERM AR SPF 50+ 30ML 6289 0,01481462 1,48 92,52
SEBIUM AKN CREME TE30ML 6061 0,01427754 1,43 93,95
WHITE OBJECTIVE FLUIDE FPE30ML 5963 0,01404668 1,40 95,36
PHOTODERM AKN MAT SPF30 TE40ML 5468 0,01288064 1,29 96,64
SEBIUM AI 30ML 4806 0,01132121 1,13 97,78
PHOTODERM SPF50+ SPRAY 200ML 4571 0,01076763 1,08 98,85
NODE SHAMPOING FLUIDE F200ML 3917 0,00922704 0,92 99,78
HYDRABIO MASQUE 75ML 955 0,00224964 0,22 100,00
A
B
C
Siendo “v”, el valor de la demanda anual por articulo o, y “t”, el total de valor de la demanda.
Se suman estos porcentajes hasta llegar a 80%, los cuales corresponden a aquellos artículos en
la clase A (Producto Original de mayor rotación). Sumando nuevamente hasta llegar a 95%, se
obtendrán los productos que formaran la clasificación B( Producto Original de rotación
media); por último, se suma, partiendo del 95%, hasta llegar a 100%, para conocer los
artículos con clasificación C (Producto Original de baja rotación). (Véase tabla 14).
Tabla 14: Clasificación ABC.
En la tabla 15, se muestra el resumen de la clasificación ABC, especificando la cantidad de
productos y el valor de uso según su clasificación.

51
A
C
020
40
60
80
%Valor de Uso %Productos
A
B
C
Tipo de Producto Nro. De Productos % Valor de Uso % Productos
A 18 78,80 54.55
B 9 15,15 27.27
C 6 6,05 18.18
Total 33 100 100
Tabla 15: Tabla Resumen de Clasificación ABC
En la figura 26 se observa el gráfico de la cantidad de productos y el porcentaje de valor de
uso, según la clasificación ABC.
Figura 26: Gráfico de Productos y Valor de Uso Según Clasificación.
a) Clasificación de cajas
En la tabla 2 se puede observar que existen 6 tipos de cajas que contienen los distintos
productos, las dimensiones de dichas cajas permiten conocer el espacio que ocupan cada
una de ellas, en la siguiente tabla se clasificará cada caja según sus dimensiones.
NÚMERO LARGO (m) ANCHO (m) ALTO (m) m3
1 0.299 0.399 0.205 0.02445671
2 0.295 0.395 0.14 0.0163135
3 0.26 0.34 0.215 0.019006
4 0.18 0.24 0.15 0.00648
5 0.175 0.21 0.1 0.003675
6 0.165 0.21 0.19 0.0065835
Tabla 16: Clasificación de Cajas.

52
PRODUCTO CLASIFICACIÓN PROD/CAJA TIPO DE CAJA UND/AŇ0 UND/ENTR PROM CAJAS CAJAS RED m 3
1 A 66 2 42377 10594.25 18.205 18 0.3
2 A 84 1 39997 9999.25 228.979 215 5.25
3 A 84 1 35944 8986 214.549 215 5.25
4 A 36 1 30895 7723.75 175.542 176 1.14
5 A 12 4 25612 6403 113.917 114 0.75
6 A 12 6 21215 5303.75 533.583 114 0.75
7 A 60 3 19290 4822.5 441.979 442 2.91
8 A 12 4 18826 4706.5 139.479 139 0.92
9 A 12 5 12663 3165.75 2.842 3 0.07
10 A 12 5 12414 3103.5 24.911 25 0.61
11 A 84 1 11515 2878.75 29.595 30 0.48
12 A 84 1 11037 2759.25 29.071 29 0.55
13 A 12 6 10991 2747.75 119.039 119 2.91
14 A 36 1 8535 2133.75 59.271 59 1.45
15 A 12 4 8426 2106.5 80.375 80 0.02
16 A 90 1 8409 2102.25 31.722 32 0.78
17 A 84 1 8370 2092.5 163.979 164 1.08
18 A 63 1 7994 1998.5 23.358 23 0.57
19 B 54 1 7928 1982 22.958 23 0.37
20 B 12 6 7871 1967.75 64.683 65 1.06
21 B 66 2 7813 1953.25 13.744 14 0.22
22 B 30 2 7762 1940.5 95.229 95 0.63
23 B 60 3 6977 1744.25 36.704 37 0.6
24 B 126 2 6927 1731.75 23.663 24 0.39
25 B 12 6 6695 1673.75 34.271 34 0.84
26 B 84 1 6289 1572.25 258.625 259 0.95
27 B 66 2 6061 1515.25 32.642 33 0.8
28 C 63 2 5963 1490.75 106.976 107 2.62
29 C 12 6 5468 1367 18.717 19 0.46
30 C 66 2 4806 1201.5 160.519 161 2.62
31 C 12 6 4571 1142.75 32.848 33 0.8
32 C 30 1 3917 979.25 263.813 264 4.3
33 C 84 1 955 238.75 392.208 392 0.01
b) Determinar espacio requerido por producto.
Como se ha mencionado, el proceso de recepción de productos se lleva a cabo alrededor de
4 veces al año, este dato junto a la demanda promedio de cada producto por año, servirá
para el cálculo del promedio de cajas de cada uno que llegan a la empresa, lo cual permite
conocer el espacio requerido por cada uno. En la tabla 17 se muestra los resultados de
dicho cálculo.
\
Tabla 17: Espacio Requerido por Producto

53
c) Asignación de productos en racks según espacio requerido.
Conociendo tanto los metros cúbicos que ocupa en promedio los productos que llegan en cada
recepción, y los metros cúbicos disponibles por cada rack (ver tabla 6), se podrá ubicar cada
producto según el espacio requerido.
En la tabla 18 se muestra la disposición propuesta para los productos originales en los racks de
TRANSRIVER C.A.
Tabla 18: Nueva Ubicación de Productos originales
Se consideró que la ubicación de los productos de clasificación C convenía ubicarlos en los
niveles más altos de los racks, por ser productos con un porcentaje de valor de uso de 5.05,es
decir, tienen menor rotación, no se necesitará del montacargas en tantas ocasiones. Con la
ubicación propuesta de los productos, la distribución en planta quedaría como se muestra en la
figura 27.
RACK CUERPO PRO DUCTO S
6 1A PHOTODERM MAX CREME SPF100 40ML
2A SENSIBIO D.S+ PLUS. CREME 40ML, SENSIBIO FORTE CREME 40ML, SENSIBIO H2O 100ML
1B PHOTODERM MAX FLUIDE SPF100 40ML
2B SEBIUM AI 30ML, SENSIBIO AR CREME 40ML
2C ATODERM PP ANTI RECIDIVE 200ML, PHOTODERM SPF50+ SPRAY 200ML
2D ATODERM PP ANTI RECIDIVE 150ML
7 1A PHOTODERM MAX TEINTEE SPF100 40ML
2A PHOTODERM MAX LAIT SPF100 100ML
3A PHOTODERM SPOT CREME SPF50+ 30ML, SEBIUM H2O 250ML, SEBIUM MOUSSANT 200ML
4A HYDRABIO CREME LEGERE 40ML
1B ATODERM PAIN SURGRAS 150GR
2B PHOTODERM MAX LAIT SPF100 100ML
3B CICABIO LOCION 40ML
4B NODE SHAMPOING FLUIDE F200ML
4C PHOTODERM SPF50+ SPRAY 200ML, SEBIUM AKN CREME T30ML
4D HYDRABIO MASQUE 75ML
4 1A PHOTODERM MAX FLUIDE SPF100 40ML
1B WHITE OBJETIVE SERUM 30ML
3 1A ATODERM GEL MOUSSANT 250ML, ATODERM LAIT 200ML
2A SENSIBIO H2O 250ML
1B ATODERM PO. ZINC 100ML
2B WHITE OBJETIVE SERUM 30ML

54
Figura 27: Distribución propuesta de productos según clasificación ABC.
d) Relación entre espacios asignados y espacios disponibles.
En la tabla 19 se relaciona el espacio disponible para los productos originales en los racks y el
espacio que ocupan los productos que se les asignó en esta propuesta.
RACK m3 TOTAL m3 DISPONIBLES PARA
PRODUCTO ORIGINAL
m3 ASIGNADOS PARA
PRODUCTO ORIGINAL m3 HOLGURA
7 38.15 25.38 17.10 8.28
6 30.89 18.12 12.00 6.12
4 5.77 5.77 3.67 2.10
3 11.54 11.54 7.12 4.42
TOTAL 20.91
Tabla 19: Relación espacio disponible y asignado.
En la tabla 19 se especifica un espacio libre (holgura) en cada rack, el cual permitirá ubicar los
productos que entran, tomando en cuenta que dichas entradas de productos calculadas, son
aproximaciones, es decir, no son exactas, y también, que se encuentran cajas en los racks al
momento de la recepción.

55
Para la ubicación propuesta se plantea contratar un personal que tenga como función, trasladar
cada producto hacia la ubicación correspondiente según la tabla 18. Dicha reubicación se
realizará unos días antes que llegue un nuevo lote de mercancías a la empresa, con el fin de
que el inventario existente en los racks sea mínimo. Para calcular la duración de la instalación,
se tomará en cuenta la cantidad promedio que se encuentra en existencia de cada producto al
momento de llegar un nuevo lote de mercancía. Para dicho cálculo, se consideraron los datos
de los últimos 3 años, proporcionados por TRANSRIVER, promediando la cantidad de cada
producto en existencia hasta que un nuevo pedido es recibido. Este cálculo se presenta en la
tabla 20.
PRODUCTO UNIDADES QUE ENTRAN UNIDADES QUE HAN SALIDO UNIDADES EN RACKS UNIDADES POR CAJA CAJAS EN RACKS ATODERM BAUME LEVRES 1443.50 -1224.75 218.75 126 2
ATODERM CREME 200ML 3474.92 -3346.25 128.67 12 11 ATODERM GEL MOUSSANT 250ML 1319.92 -1256.08 63.83 12 5 ATODERM LAIT 200ML 1942.25 -1718.42 223.83 12 19 ATODERM PAIN SURGRAS 150GR 2959.17 -2943.83 15.33 60 0 ATODERM PO. ZINC 100ML 1441.92 -1407.58 34.33 36 1 ATODERM PP ANTI RECIDIVE 150ML 678.76 678.76 0.00 60 0 ATODERM PP ANTI RECIDIVE 200ML 581.42 -581.42 0.00 12 0 CICABIO LOCION 40ML 703.08 -698.58 4.50 63 0 HYDRABIO CREME LEGERE 40ML 1352.08 -1289.92 62.17 84 1 HYDRABIO MASQUE 75ML 187.92 -106.83 81.08 54 2 NODE D.S. + SHAMPOING 125ML 1236.25 -1213.92 22.33 30 1 NODE SHAMPOING FLUIDE F200ML 684.08 -684.08 0.00 12 0 PHOTODERM AR SPF 50+ 30ML 1216.92 -1124.67 92.25 66 1 PHOTODERM MAX AKN MAT SPF30
T40ML
4197.00 -525.00 3672.00 84 44 PHOTODERM MAX CREME SPF100
40ML
9307.87 -7669.58 1638.29 84 20 PHOTODERM MAX FLUIDE SPF100
40ML
8672.50 -7938.25 734.25 84 9 PHOTODERM MAX LAIT SPF100
100ML
5278.67 -5166.50 112.17 36 3 PHOTODERM MAX TEINTEE SPF100
40ML
6179.58 -5796.75 382.83 84 5 PHOTODERM SPF50+ SPRAY 200ML 1037.75 -1018.67 19.08 12 2 PHOTODERM SPOT CREME SPF50+
30ML
1516.42 -1426.33 90.08 66 1 SEBIUM AI 30ML 827.75 -763.42 64.33 66 1 SEBIUM AKN CREME TE30ML 1262.00 -1208.17 53.83 66 1 SEBIUM H20 100ML 817.42 -655.33 162.08 12 14 SEBIUM H2O 250ML 1962.00 -1962.00 0.00 12 0 SEBIUM MOUSSANT 200ML 827.75 -763.42 64.33 12 5 SENSIBIO AR CREME 40ML 196.25 -196.25 0.00 90 0 SENSIBIO D.S+ PLUS. CREME 40ML 1605.25 -1403.33 201.92 84 2 SENSIBIO FORTE CREME 40ML 1749.92 -1681.67 68.25 84 1 SENSIBIO H20 100ML 1506.08 -1335.58 170.50 12 14 SENSIBIO H2O 250ML 3696.58 -3696.25 0.33 12 0 WHITE OBJECTIVE FLUIDE FPE30ML 986.94 -986.94 252.46 63 4 WHITE OBJECTIVE SERUM 30ML 1132.42 -1132.42 0.00 30 0 TOTAL 167
Tabla 20: Cajas en racks al llegar nuevo pedido.
Según datos proporcionados por el jefe de logística, se podrán reubicar las 167 cajas en un
tiempo aproximado de 2 días, contando con 3 operadores.

56
Costos Asociados a la propuesta de Redistribución de los productos en el almacén
N° Descripción Costos (Bs)
1 Reubicar Producto de acuerdo al
Inventario ABC 80bs/operador*dia*3operadores*2dias=480bs
Tabla 21: Costos Asociados a la propuesta de redistribución.
Ventajas:
A raíz de la redistribución de los productos según la clasificación ABC, que consistió
en organizar según el nivel de rotación de los productos y su flujo monetario, se
origino una disminución de un 26% en el tiempo de búsqueda de productos que
conforman un pedido, generando un impacto en el tiempo del proceso de Despacho el
cual es 1186seg/pedido
Esta propuesta beneficia de igual forma a los operarios del área de almacén, ya que se
disminuyen los movimientos innecesarios que generan fatiga, de 36,72metros/pedido a
12,44metros/pedido, lo que representa en promedio un 33,88% de disminución en los
recorridos durante el proceso.
V.1.b. PROPUESTA 2: Incorporar al Almacén un Carro Transportador de Mercancía.
Esta propuesta consiste en incorporar el uso de herramientas y equipos de manejo de
materiales para facilitar el proceso de Picking de productos en el almacén y el transporte de
mercancía del almacén al mesón de preparación de pedidos.
Para ello se propone el uso de un carro transportador de mercancía, el cual facilitará el
traslado de productos, y de esta manera el operario no tendrá que trasladar los productos o
cajas, manualmente.
Actualmente, el despachador debe, realizar tantos viajes/pedidos como tipos de productos
necesite para cada pedido, hasta el almacén, debido a que no existe un equipo que facilite el
transporte de los productos. Con la implementación del carro transportador de mercancía, el
despachador no tendrá que realizar múltiples viajes ya que podrá colocar todos los productos
necesarios para armar uno o varios pedidos en el carro transportador de mercancía.

57
El Carro Transportador de mercancía cuenta con 8 cajas de almacenamiento a la vista, donde
el operario podrá colocar los diferentes tipos de productos que necesite, podrá incluir en los
contenedores productos hasta para 8 pedidos. Además contara con una escalera (plegable) de
cómodo uso que le permitirá al operario acceder a los productos que se encuentre en los
niveles superiores de las los estantes y racks, la capacidad de carga del carro, es de 250kg.
De esta forma el operador solo necesitara usar las escaleras actúales, cuando la altura de las
cargas supere los 3 m, sin tener que desperdiciar tiempo en dicha actividad de búsqueda.
La escalera, cuenta con un pasador que la mantiene elevada, de manera que permita la
movilización del carrito, sin que la escalera impida su desplazamiento. Cuando el operador
necesite elevarse para alcanzar alguna caja, tendrá que pisar los escalones y la escalera bajara
para apoyarse sobre el suelo.
En el carro, se trasladaran aquellos productos que se toman uno a uno de las cajas para armar
un pedido y podrán ser clasificados de una vez en los cajones que contiene el carro. El formato
que contiene las especificaciones de los pedidos (lista de Picking) también tendrá un espacio
para colocarse en una tableta especial anexa al carro, para el fácil manejo y comodidad del
operario.
Figura 28: Carro Transportador de mercancia.
En la tabla 22 se presenta las especificaciones del equipo propuesto:

58
Referencia Capacidad de
carga Kg.
Superficie carga
LxA mm.
Medidas exteriores
(LxAxH) mm.
Cantidad de
estantes
Peso
Kg.
€ Bs.
Carro Transportador
de Mercancía
250 320x470 430x513x1130 4 29 700,00 3900
Tabla 22: Especificaciones de carro transportador de mercancía.
Características/beneficios:
Para la preparación de pedidos, facilita el acceso a las estanterías.
Para cargar y descargar a una altura de hasta 3 m.
4 ruedas giratorias Ø 160 mm, 2 de ellas con freno.
Ventajas:
Reducción en un 22% de los tiempos de Picking de proceso de Despacho
(1186seg/pedido según el tiempo registrado en el pedido que fue referencia en el
estudio “Picking 54”).
Esta propuesta evita la realización de actividades extras durante el proceso
(Verificación de Lista de Picking).
Brinda una capacidad de almacenaje de 400kg, evitando el excesivo manejo de
materiales durante el proceso.
Permite un fácil manejo y traslado por las ruedas que incluye en su estructura,
disminuyendo los esfuerzos y movimientos disergonómicos.
V.1.c. PROPUESTA 3: Eliminación de actividades innecesarias y normalización de
procesos.
La normalización de los procesos se plantea con el propósito de reducir la variabilidad de los
mismos, logrando la detección de actividades que no agregan valor al cliente, además de
facilitar la operación para los nuevos trabajadores que ingresen a la empresa. Dicha propuesta
permitirá documentar los pasos que se realizan para llevar a cabo el proceso. Mediante la
observación directa se pudieron evidenciar que en algunos procesos se realizan actividades que
se pueden considerar innecesarias, las cuales se eliminarán al momento de normalizar cada
proceso. Esta propuesta incluye el realizar un documento accesible al operario, que contenga
todas las instrucciones desarrolladas en la Normalización de los procesos, asimismo dicho
documento contendrá el responsable relacionado con la actividad.

59
La ubicación de este documento será en el área, de manera que sea de fácil acceso para
todo aquel que requiera información del proceso. Es necesaria la actualización de dicho
documento cada vez que se realice una mejora en el área que afecte el orden de las actividades
o los tiempos empleados en las mismas.
Esta propuesta también se podrá tomar como referencia para futuras oportunidades de mejora.
V.1.c.1. Registro normalizado del proceso de recepción
1. Descripción del producto: Las unidades manejadas en esta operación son cajas donde
vienen los bultos de productos. Estas cajas vienen paletizadas y embaladas.
2. Materiales:
Formatos de registro
3. Equipos y herramientas:
2 Montacargas Toyota( 2003) Modelo 7FGU15
Paletas de plástico de ( 120x80x18)m
Transpaletas con capacidad máxima de carga de 3000 Kg.
4. Descripción del área de trabajo: Galpón de 162 m2 el cual cuenta con 3 racks. En dicha
área trabajan 2 montacarguistas, 2 operadores junto con el gerente de operaciones y un
representante de Bioderma.
5. Métodos de trabajo: Luego de ubicar el camión cerca de la zona de descarga, se procede
a descargar las paletas, acción que se realiza con 2 montacargas en conjunto, cada uno
transporta las paletas directo del container hasta los racks que están dispuestos en la zona,
estas paletas serán almacenadas hasta que todas hayan sido descargadas del camión.
Seguidamente, se procede a trasladar cada paleta usando 2 montacargas hasta la zona de
descarga, donde serán inspeccionadas por el gerente de operaciones y un representante de
Bioderma, las cuales cuentan con un formato de registro cada uno, donde se especifica el
estado de cada paleta y en el caso que hayan sufrido hurtos, se registra la cantidad de
productos faltantes. Luego de que la paleta es inspeccionada, 2 operarios se encargan de
colocar los bultos de productos en una nueva paleta, la cual será trasladada hasta el

60
almacén central en el montacargas, y se trasladaran hasta los rack en el transpaletas. Se
colocarán los productos en los racks según la ubicación descrita en la propuesta de
redistribución.
6. Cambios propuestos e impacto: las paletas se trasladarán directo a los racks y no se
colocarán en el área de descarga como se realiza actualmente, este cambio disminuirá la
duración del proceso, ya que se elimina el tiempo invertido en posicionar la paleta en la
zona de descarga y luego, con otro montacargas trasladarlo a los racks. La inspección se
realiza al momento de colocar los productos en una nueva paleta.
En la figura 29 se muestra el diagrama de procesos de recepción propuesto donde se puede
evidenciar los cambios logrados.
Figura 29: Diagrama del proceso de recepción propuesto.
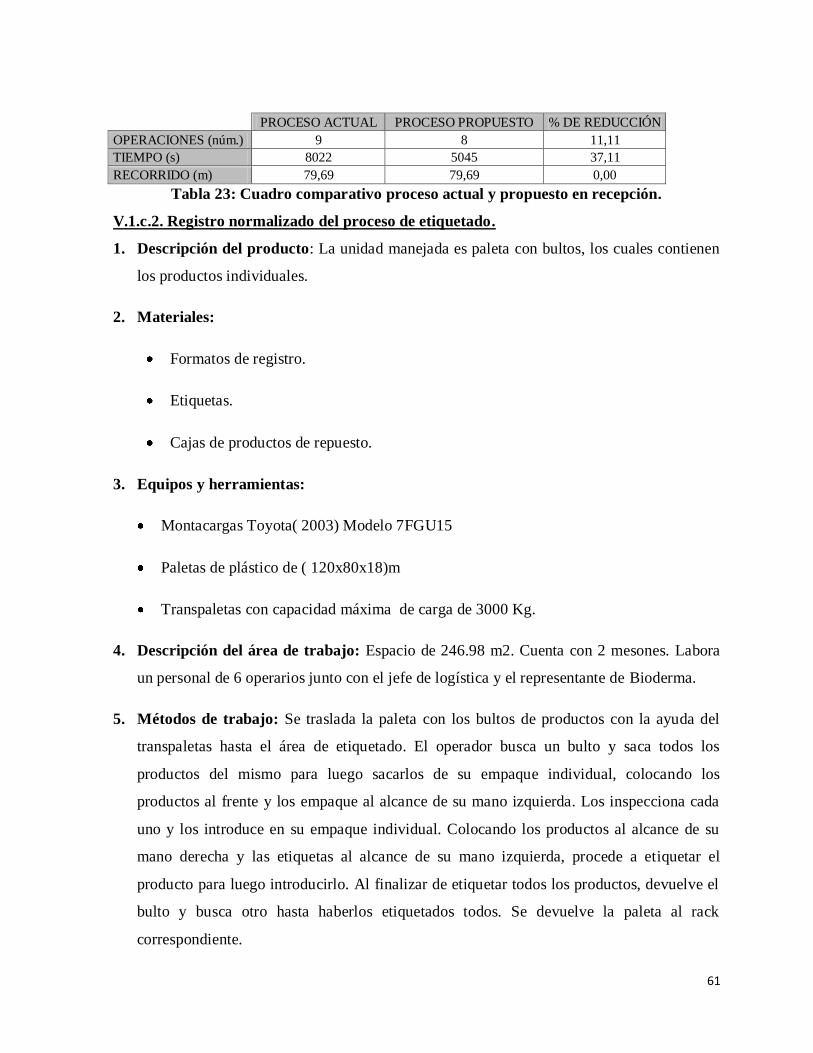
61
PROCESO ACTUAL PROCESO PROPUESTO % DE REDUCCIÓN
OPERACIONES (núm.) 9 8 11,11
TIEMPO (s) 8022 5045 37,11
RECORRIDO (m) 79,69 79,69 0,00
Tabla 23: Cuadro comparativo proceso actual y propuesto en recepción.
V.1.c.2. Registro normalizado del proceso de etiquetado.
1. Descripción del producto: La unidad manejada es paleta con bultos, los cuales contienen
los productos individuales.
2. Materiales:
Formatos de registro.
Etiquetas.
Cajas de productos de repuesto.
3. Equipos y herramientas:
Montacargas Toyota( 2003) Modelo 7FGU15
Paletas de plástico de ( 120x80x18)m
Transpaletas con capacidad máxima de carga de 3000 Kg.
4. Descripción del área de trabajo: Espacio de 246.98 m2. Cuenta con 2 mesones. Labora
un personal de 6 operarios junto con el jefe de logística y el representante de Bioderma.
5. Métodos de trabajo: Se traslada la paleta con los bultos de productos con la ayuda del
transpaletas hasta el área de etiquetado. El operador busca un bulto y saca todos los
productos del mismo para luego sacarlos de su empaque individual, colocando los
productos al frente y los empaque al alcance de su mano izquierda. Los inspecciona cada
uno y los introduce en su empaque individual. Colocando los productos al alcance de su
mano derecha y las etiquetas al alcance de su mano izquierda, procede a etiquetar el
producto para luego introducirlo. Al finalizar de etiquetar todos los productos, devuelve el
bulto y busca otro hasta haberlos etiquetados todos. Se devuelve la paleta al rack
correspondiente.

62
6. Cambios propuestos e impacto: Se unieron los procesos de inventariado y etiquetado ya
que se considera innecesario el traslado de los productos luego del primer proceso, porque
el segundo se realiza en el mismo lugar.
En la figura 30 se presenta el diagrama de proceso de etiquetado propuesto.
Figura 30: Diagrama del proceso de etiquetado propuesto.
PROCESO ACTUAL PROCESO PROPUESTO % DE REDUCCIÓN
OPERACIONES (núm.) 14 8 42.86
TIEMPO (s) 4166 3399 18.41
RECORRIDO (m) 30.88 15.44 50.00
Tabla 24: Cuadro comparativo del proceso actual y propuesto en etiquetado.

63
V.1.c.3. Registro normalizado del proceso de despacho.
1. Descripción del producto: Las unidades manejadas en esta operación son bultos los
cuales contienen los productos individuales.
2. Materiales:
Cinta de embalaje
3. Equipos y herramientas:
Paletas de plástico de ( 120x80x18)m
Transpaletas con capacidad máxima de carga de 3000 Kg.
Dispensador de cinta.
Carro transportador de mercancía.
4. Descripción del área de trabajo: Área que cuenta con 183.62 m2. Los pedidos se arman
en una zona remarcada donde se encuentra un mesón destinado para este proceso y son
inspeccionados por el cliente en otro mesón que se encuentra cerca de la salida. Labora un
operador y el jefe de logística.
5. Métodos de trabajo: El operador con la orden del pedido se dirige junto con el carro
transportador hacia el rack donde esté ubicado el producto solicitado. Retira la cantidad de
productos que indique el pedido y los introduce en el carro transportador, esto hasta
completar el pedido para luego dirigirse al área de packing donde introduce todos los
productos en la o las cajas según sea necesario. Coloca el pedido en una paleta la cual
traslada a la zona dispuesta para los pedidos listos para despacho y se almacena aquí hasta
que el cliente llega. Junto con el jefe de logística, el cliente verifica que el pedido este
conforme para finalmente sea embalado y retirado del almacén.
6. Cambios propuestos e impacto: El operador no se dirigirá a la zona de packing cada vez
que vaya a buscar un producto, ya que puede transportarlos en el carro diseñado para evitar
el exceso de recorrido.

64
En la figura 31 se muestra el diagrama de proceso propuesto para despacho.
Figura 31: Diagrama del proceso de Despacho propuesto.
PROCESO ACTUAL PROCESO PROPUESTO % DE REDUCCIÓN
OPERACIONES (núm.) 24 16 33,33
TIEMPO (s) 1159 611 47.28213978
RECORRIDO (m) 78.02 27.17 65.175596
Tabla 25: Cuadro comparativo del proceso actual y propuesto en despacho.
Costos Asociados a la Propuesta:
En la inversión de dicha propuesta se engloba los costos que acarrean 4 hr-hb para el
desarrollo de una charla dictada a los operadores del almacén, con el fin de reforzar la
compresión de los formatos de instrucciones de operación (tomando como referencia las hr-hb
en relación al sueldo mínimo actual: 1780bs/mes que se traducen en 17,80 Bs.f/hr-hb).
65
Ventajas:
Permite establecer un flujo continuo al unir los proceso de Inventariado con Etiquetado
lo que se traduce en una reducción del tiempo de ciclo del proceso en 36%.
En el proceso de Recepción se logra eliminar las actividades innecesarias en el manejo
de materiales, lo que representa un impacto en el tiempo de 37%.
Contiene una guía estandarizada para la capacitación de personal nuevo.
V.1.d. PROPUESTA 4: Implementación de herramienta 5’s.
La importancia de esta propuesta radica en que permite desarrollar un plan para generar un
ambiente de trabajo más efectivo, lo que mejora de forma inmediata la motivación del
personal, la calidad, la eficiencia y en consecuencia la competitividad de la organización. Para
dar respuesta a las problemáticas resultantes del análisis actual fallas en la gestión de almacén
de la empresa, se propone emplear los cinco pasos o principios de esta metodología.
A continuación se describen cada uno de los principios que la conforman, y su aplicación en
los almacenes de TRANSRIVER C.A.:
1. CLASIFICACIÓN: Esta fase, que consiste en clasificar los artículos, se enfoca de dos
maneras. La primera, implica la separación de los artículos obsoletos o vencidos que ocupan
espacios que puede ser mejor aprovechado, como es el caso de aproximadamente un 20% de
material POP y muestras medicas. Por esta razón, la propuesta en este punto consiste en
realizar la clasificación física de los elementos en dos grupos:
NECESARIOS.
INNECESARIOS.
Serán identificados a través de etiquetas rojas 5’S (ver figura 32) que se utilizarán para el
manejo visual del lugar de trabajo, marcando claramente artículos que necesitan ser movidos
para crear organización de espacios en el almacén o cualquier otra acción a tomar durante la
implementación. Los productos serán considerados como innecesarios si están vencidos o
poseen imagen vieja.

66
Elemento Ubicación
N° necesario Innecesari
o
Acción a
Tomar
Ubicación
sugerida Almacén 1 Almacén 2
Producto Original X
10 unidades X Reubicar
Enviar a
Almacén 1000 dañados
Material
POP
Muestras
Medicas X
20
unidades X Reubicar
Enviar a área de
Etiquetas rojas
Otro
Fecha:
Etiquetad
o por:
Nombre
del
Articulo:
SEBIUM
H2O 200ml
Figura 32: Etiqueta Roja
Para llevar a cabo este principio se asignarán 2 operarios, para hacer seguimiento a todos los
materiales almacenados, con la ayuda de una lista que contenga las especificaciones de los
artículos junto a las fechas de caducidad correspondiente.
2. ORDEN: El objetivo de este paso es que cualquier elemento tenga un lugar de ubicación y
que sean rápidamente reconocidos por el personal de trabajo y por otro lado minimizar los
tiempos de búsqueda en la toma de Picking y despacho, por tanto se plantea las siguientes
estrategias:
DISTRIBUCIÓN DE PRODUCTOS EN LOS RACKS POR CLASE: Se propone
almacenar los productos por la clase que se identificaron en el capítulo anterior con la
aplicación de la clasificación ABC, es decir:
A: Artículos de mayor rotación
B: Artículos de rotación media
C: Artículos de baja o nula rotación
REDISEÑAR ETIQUETAS DE IDENTIFICACIÓN DE PRODUCTOS EN LOS
RACKS: El uso de las etiquetas permite distinguir fácilmente cada rack y qué se encuentra

67
en cada uno de ellos, estarán hechas de cartulina de color blanco de dimensiones (18x9)
cm con letra del molde ARIAL, serán colocadas dentro de un acrílico de (20x8) cm; en el
reborde de la etiqueta se colocara el color que identifica a cada producto y con el cual los
operarios de toda la empresa ya están familiarizados. En la figura 37. se ejemplifica la
apariencia de dichas etiquetas.
Figura 33: Etiqueta para identificación de productos en Racks
La lectura de la etiqueta se efectúa de derecha a izquierda y su simbología significa:
NB, Señala el nivel donde se encuentra el producto, en este caso nivel B.
R2, Numero de rack donde se encuentra ubicado el material o producto, en este caso el
Rack 2.
A, Indica la clasificación que le fue asignada al producto según el inventario ABC
descrito anteriormente.
4, Indica el numero del cuerpo del Rack donde se encuentra ubicado el producto.
El color que llevara cada etiqueta sera el siguiente:
Tabla 26: Color de Identificación por marca de artículo.
ARTICULO COLOR DE IDENTIFICACIÓN
SENSIBIO FUSCIA
NODE VERDE OSCURO
CICABIO MORADO
SEBIUM VERDE CLARO
WHITE OBJETIVE AZUL
PHOTODERM NARANJA
HIDRABIO TURQUESA
028565D
PHOTODERM AR SPF 50+30ML A-R2-NB-4
Producto Original

68
IDENTIFICACIÓN DE LOS RACKS: Esta propuesta consiste en identificar los Racks
del almacén con la ayuda de etiquetas que indiquen el numero del Rack y el nivel
correspondiente, para lograr una mejor ubicación, y servirá para que el personal tenga
una orientación de dónde se encuentra y que hay disponible en dichos espacios. Las
etiquetas estarán ubicadas en la parte inferior izquierda de cada nivel para lograr una
fácil visión. En la figura 34. se ejemplifica la apariencia de dichas etiqueta.
Figura 34: Etiqueta para identificar Racks
3. LIMPIEZA: La empresa cuenta con un personal fijo de mantenimiento que realiza limpieza
de todas las áreas (incluyendo baños, oficinas y exteriores) una vez a la semana, pero dado que
se tienen que mantener las áreas del almacén de forma limpia y pulcra, se propone desarrollar
un plan de acción, un formato de chequeo de limpieza por área, donde los mismos trabajadores
de la empresa verifiquen que sus áreas de trabajo queden en perfecto estado después de
concluir con la jornada de trabajo diaria.
Tabla 27: Análisis de Focos de Suciedad
Recepción Oficinas Galpón Almacén 1a Almacén 1 b Almacén 2 Etiquetado
Pisos sucios X X X
Racks con polvo X X X
No hay contenedores de basura X X X
Elementos banales salrededor del area X X X
%Focos de Suciedad 25 25 25 75 50 50 75
Condición Área
5cm
5cm

69
En el Área de Etiquetado y Almacén 1a (área de Picking y despacho) fue donde se detectaron
los focos de suciedad, el formato de chequeo mostrado en la figura 35 especifica las
actividades de limpieza que los trabajadores deben realizar para cumplir con el objetivo de este
paso.
Figura 35: Formato hoja seguimiento acciones de limpieza.
Para la ejecución de dicha tarea, se ubicarán las herramientas necesarias al inicio de cada
una de las aéreas del almacén. Estas herramientas estarán dispuestas en un kit de 5’S,
compuesto por una escoba para barrer pisos y un contenedor con bolsa de basura. Serán
programados cambios en las bolsas diarias y mantenimiento de los contenedores,
semanales.
En caso de incidencia se pondrá una equis en la casilla que corresponda; cualquier
incidencia precisará de un comentario en el lugar destinado a las observaciones.

70
Para dotar a esta actividad de la importancia que le corresponde se realizará un
seguimiento semanal por parte del jefe de logística encargado de las inspecciones que
durante este periodo hayan sido negativas; se comprende como inspección negativa una
inspección que tenga más de una actividad incumplida en alguno de los turnos. Estas
inspecciones se archivan en una carpeta para tener un histórico de las acciones realizadas
con la finalidad de mejorar el proceso de limpieza.
4. COORDINAR Y ESTANDARIZAR: Requiere utilización de los métodos y medios
necesarios para lograr que el trabajo se mantenga en el tiempo. Para cumplir con este propósito
se sugiere:
Estandarizar carteleras informativas que contengan la representación visual del antes y
después de la implementación de la herramienta 5’S en cada área, además los planes de
acción acordados para mantener dichas mejoras. En la que se incluye la lista con los
trabajadores responsable de cada uno de cada tarea. Esta cartelera será ubicada en el
pasillo central de la empresa y estará fabricada de corcho además 4 divisiones
correspondientes a las distintas áreas (Recepción, Almacén 1, Almacén 2, Galpón) ver
figura 36.
Figura 36: Cartelera Informativa 5’S.
5. DISCIPLINA:
En esta etapa, ya se han definido el orden del almacén, la manera realizar la limpieza y se han
normalizado los procedimientos de recepción, toma de inventario, etiquetado y despacho de
la mercancía. Esto funcionará, sólo si se hace de ellos un hábito.
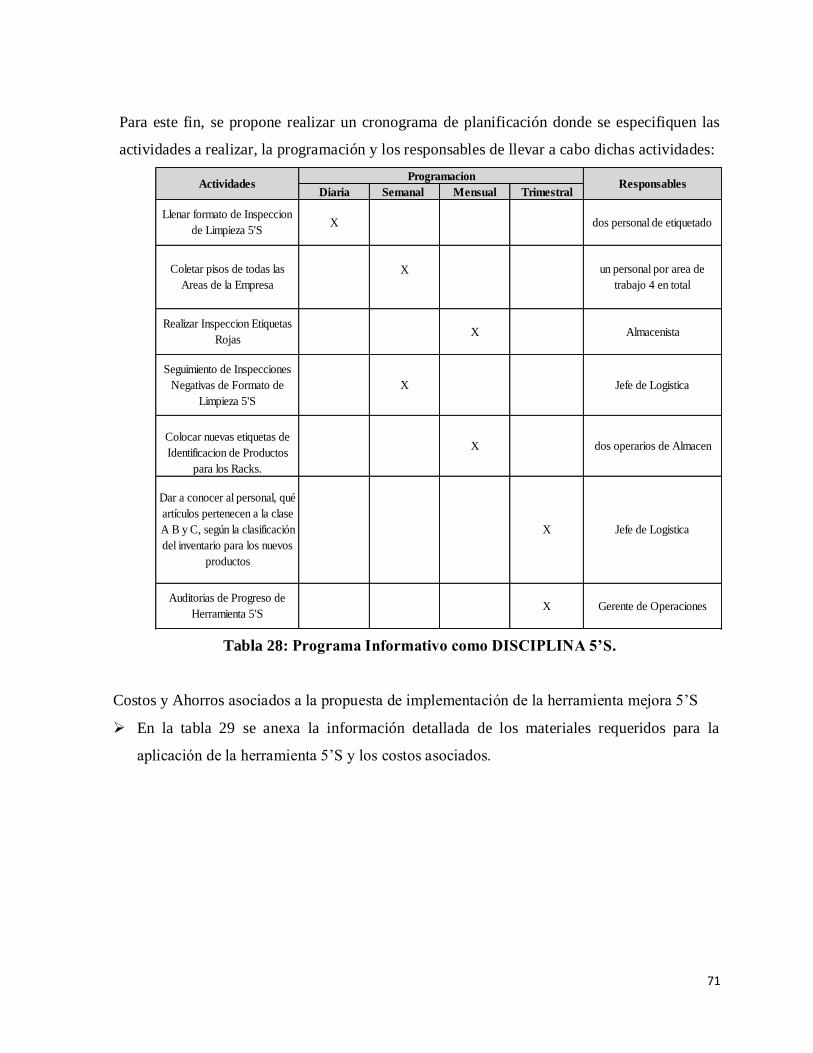
71
Para este fin, se propone realizar un cronograma de planificación donde se especifiquen las
actividades a realizar, la programación y los responsables de llevar a cabo dichas actividades:
Tabla 28: Programa Informativo como DISCIPLINA 5’S.
Costos y Ahorros asociados a la propuesta de implementación de la herramienta mejora 5’S
En la tabla 29 se anexa la información detallada de los materiales requeridos para la
aplicación de la herramienta 5’S y los costos asociados.
Diaria Semanal Mensual Trimestral
X
Gerente de Operaciones
dos personal de etiquetado
X Almacenista
un personal por area de
trabajo 4 en total
Llenar formato de Inspeccion
de Limpieza 5'S
Coletar pisos de todas las
Areas de la Empresa
Realizar Inspeccion Etiquetas
Rojas
X
Dar a conocer al personal, qué
artículos pertenecen a la clase
A B y C, según la clasificación
del inventario para los nuevos
productos
X Jefe de Logistica
Colocar nuevas etiquetas de
Identificacion de Productos
para los Racks.
X dos operarios de Almacen
Auditorias de Progreso de
Herramienta 5'SX
X Jefe de Logistica
Seguimiento de Inspecciones
Negativas de Formato de
Limpieza 5'S
ActividadesProgramacion
Responsables

72
Tabla 29: Costos Asociados a la Propuesta 5’S.
En la tabla 30 se anexan los Costos de mano de obra asociada a las propuestas de la
implementación de la metodología 5’S
Nº de operarios Descripción Días de
Trabajo
Salario
(Bs/día)
Total
(Bs)
2
Inspeccionar artículos Vencidos y
otros motivos para etiquetas Rojas 3 360 1080
2
Colocar nuevas etiquetas de
identificación a los Racks 1 360 680
TOTAL 1760
Tabla 30: Costos asociados a mano de obra propuesta 5’S.
Ventajas:
Eliminar en un 20% el tiempo usado en la búsqueda de los productos gracias a la ubicación
e identificación de los racks.
Se hace uso de elementos de control visual como etiquetas y carteleras para mantener
ordenados todos los elementos intervienen en los procesos del almacén.
Costos de Materiales Asociados a la Propuesta 5'S
5'S Descripción Cantidad
Fuente de
Información de
Costos
Costo
Total
(Bs)
CLASIFICAR
Cartulina tipo carta para
Etiqueta Roja 1 resma Mercado Libre 45
Cartuchos Para Impresión 2
cartuchos Mercado Libre 360
ORDENAR
Cartulina para Etiqueta de
Identificación de Racks 2 resmas Mercado Libre
100
Acrílicos contenedores de
Etiquetas
100unida
d Mercado Libre
5300
LIMPIEZA
Kit 5'S para limpieza de las
áreas de la empresa (escoba,
trapeador,tobo,desinfectantes )
1 Kit EPA 500
COORDINAR Y
ESTANDARIZA
R
Cartelera de Corcho 1 cartelera EPA 580
DISCIPLINA
Hojas Blancas
1 resma
Mercado Libre 80
TOTAL 6465

73
Permite conservar el sitio de trabajo mediante controles periódicos sobre las acciones de
mantenimiento de las mejoras alcanzadas con la aplicación de las 5S.
V.1.d. PROPUESTA 5: Colocación de Pendón Instructivo para Control Físico de
Inventario.
Con el fin de atacar la problemática “Espera por Instrucciones” se propone adicionar al área de
etiquetado, un pendón como parte de la información visual - información que les permitirá
saber rápidamente qué hacer, cómo hacerlo correctamente, y dónde encontrar los elementos
necesarios para completar el trabajo. En dicho Pendón se explicara de manera dinámica los
detalles a tener en cuenta durante la verificación física de los productos, como ayuda al
sistema de evaluación de las unidades. El Pendón será de (120x60) cm y estará colgado a un
soporte tipo Pendón X Simple área, de material Plástico ABS DE (160x60) cm y de peso
0,6kg para su fácil movilización en el. En dicho Pendón estará contenida la siguiente
información:
Figura 37: Pendón Informativo para personal de Control Físico de Inventario

74
En la tabla 31. Se anexan los Costos asociados a las propuestas de Pendón Informativo para
Control Físico de Inventario
Tabla 31: Costos Asociados a Propuesta de Pendón Informativo.
Ventajas:
La gestión visual ayuda a reducir en un 10% de las demoras originadas por el tiempo
que los operarios de Etiquetado pasan buscando, esperando, preguntando y
retrabajando.
Se asegura la calidad del producto final.
Contiene una guía estandarizada para la capacitación de personal nuevo que ha sido
contratado para realizar la actividad de etiquetado.
Costos Asociados a la propuesta Pendón Informativo para Control Físico de
Inventario
N° Descripción Costos (Bs)
1 Impresión del Pendón 120
2 Porta Pendón X Simple 80
TOTAL 200

75
CAPITULO VI
EVALUACIÓN FINANCIERA
VI.1. Evaluación Financiera.
La evaluación económica se realizará con base en la reducción de tiempo, producto de la
implantación de cada una de las mejoras propuestas; de lo que se logra obtener entre otros
beneficios, un mayor nivel de Gestión en el Almacén.
Es importante acotar que gran parte de los beneficios que se alcanzaron mediante este estudio,
son de carácter intangibles con respecto al estudio económico, ya que se basaron en mejoras de
almacén en cuanto a disminución de recorridos, ambiente laboral y aumento de rendimiento de
los operarios.
A continuación se efectuaran los cálculos relacionados con la disminución de los tiempos de
ciclo de los procesos en función de las propuestas aplicadas.
Redistribución de los productos en el almacén:
El ahorro de esta propuesta se ve enfocado en la reducción del tiempo de búsqueda de los
tipos de productos para armar un pedido, el cual se traduce de la siguiente forma:
Incorporar al Almacén un Carro Transportador de Mercancía:
Considerando que el ahorro de esta propuesta se encuentra enfocada en la reducción del
tiempo invertido para armar los pedidos, la propuesta arrojo una disminución en el tiempo
de dicha operación de:
Eliminación de actividades innecesarias y normalización de procesos:
Considerando que el ahorro de dicha propuesta es representado por la unión de las
actividades de inventariar y etiquetar el pedido, de manera que estas se realicen de forma

76
continua, a su vez en la actividad de recepción se observo un impacto en el tiempo, al
eliminar las actividades innecesarias en el manejo de materiales, lo que representa:
Implementación de herramienta 5’s:
Sabiendo que dicha propuesta elimina el tiempo invertido en la búsqueda de componentes
al momento de realizar los pedidos a despachar, se ve representada de la siguiente manera:
Colocación de Pendón Instructivo para Control Físico de Inventario:
Con la incorporación del pendón instructivo se espera una reducción del 10% de las
demoras originadas por la falta de conocimiento y entrenamiento de los operadores durante
el etiquetado.
A continuación se presenta en la tabla 32 un resumen de la disminución de los tiempos en las
distintas áreas, correspondientes a cada propuesta.
Tabla 32 Resumen de la disminución del tiempo en las diferentes áreas.
PROCESO Tiempo (hr/pedido) Tiempo (hr/pedido)
RECEPCIÓN 2,23 1,41
INVENTARIO/ETIQUETADO 1,51 0,88
DESPACHO 0,33 0,17

77
A través de los resultados obtenidos en el análisis del impacto de las propuestas se puede
obtener un tiempo de ciclo del sistema de 1.41 hrs/pedido, que corresponde al proceso de
Recepción por presentar el tiempo más crítico del sistema de estudio.
A su vez es importante resaltar que se cumplió el objetivo general planteado, el cual consistía
en la disminución de al menos un 20% de los tiempos de Recepción y Despacho, ya que se
logro alcanzar una reducción del 37% en los tiempo de Recepción y 51% en los tiempos de
Despacho.
En la siguiente tabla se muestra el resumen de los costos asociados a las propuestas realizadas,
los ahorros y el retorno de la inversión de cada una de ellas
VI.2. Costos Generados.
Descripción Costo de inversión (Bs.f)
1 Incorporar al Almacén un Carro Transportador de
Mercancía 3.900
2 Implementación de herramienta 5´S 8.225
3 Redistribución de los Productos en el Almacén 480
4 Eliminación de Actividades Innecesarias y
Normalización de Procesos 89,04
5 Pendón Informativo para Control de Inventario
Físico 200
6 Costos de Ingeniería 6.000
Total de Inversión 18.894,04
Tabla 33: Resumen de costos.

78
VI.3. Ahorros Generados.
La Disminución de los tiempos de ciclo del Sistema de Estudio a 1,41hrs/pedido se traduce en
una capacidad de 5,6pedidos/jornada permitiendo mejorar la Gestión del Almacén ya que
anteriormente su capacidad se encontraba en 3,58 pedidos/jornada. Por esto, el ahorro para la
Empresa se encuentra reflejado de la siguiente manera:
Se tomara como referencia el costo total del pedido usado para la realización del Estudio
(Picking 54),
Monto de Facturación = 10621.38 Bs/pedido. (ver apéndice 10)
Ingreso:
0.63% del Monto de Facturación por Preparación Picking = 66.92 Bs.
2.9% del Monto d Facturación por Distribución = 308.02 Bs.
Total = 374.94 Bs.
VI.4. Periodo de recuperación de la inversión.
El tiempo necesario para recuperar la inversión viene dado por:
(1)
Donde:
Tri: Tiempo de recuperación de la inversión.
I: Inversión.
A: Ahorro.
El tiempo estimado de recuperación de la inversión es de 1.24 meses, lo cual era de esperarse
debido a que las propuestas realizadas no englobaron mayor inversión.

79
CONCLUSIONES
En el presente trabajo de investigación se planteo la interrogante ¿Las propuestas de mejoras
en el sistema de gestión de almacén de la empresa TRANSRIVER C.A, permitirán la mejor
disposición del espacio disponible y reducirá el complicado flujo de trabajo y material así
como los tiempos de búsqueda de los productos?
Para la respuesta de dicha interrogante se cumplieron una serie de objetivos; se estudio a
fondo la situación actual, en donde a través de la observación directa y entrevistas a
empleados, se pudo entender cómo es el funcionamiento actual del almacén de TRANSRIVER
C.A., como se realizan las actividades, cuales son las características especificas de los
productos que almacenan y de las áreas de trabajo de la empresa.
Después del entendimiento de la situación actual, se procedió a identificar las causas que
generan las problemáticas en almacén, a través de diagramas causa-efecto, y de otras
metodologías referentes al problema en especifico tratado. En dicho estudio se detecto que las
causas principales son la inadecuada distribución de los productos en el almacén, inadecuada
identificación en las áreas de al almacenaje, exceso de recorridos, inadecuados e insuficientes
equipos de manejo de materiales, procesos de trabajo no normalizados, productos sin criterio
de clasificación, espera por instrucciones, operaciones innecesarias y falta de orden y limpieza
dentro de las instalaciones de la empresa. Estos problemas fueron atacados a través de
propuestas de mejoras sustentadas en las herramientas aprendidas en la escuela de Ingeniería
Industrial.
Los objetivos de este Trabajo de Grado fueron entonces alcanzados, y gracias a las propuestas
de mejoras planteadas se logra mejorar el Sistema de Gestión de almacén de la empresa
TRANSRIVERC.A, para culminar esta investigación se concluye que:
La clasificación de los artículos del almacén mediante el sistema de inventario ABC,
permitió conocer los más importantes en términos de flujo monetario y rotación de
inventario. Con la redistribución de los productos en el almacén, se disminuye en un
26% los tiempos de búsqueda asociados al Despacho, debido a que con la propuesta de

80
Clasificación ABC los productos A con mayor rotación estarán ubicados en zonas más
cercanas al área de Packing.
Se diseñaron etiquetas informativas para la ubicación de los Racks y productos
almacenados en ellos, con el fin de disminuir los tiempos de búsqueda de producto en
un 20%, proporcionando una ayuda visual a cualquier otro operario de la empresa sin
importar su área de trabajo.
La incorporación de un carro transportador de mercancía, que facilita el trabajo a los
operarios de despacho, reduciendo los movimientos innecesarios de producto y
personal y disminuyendo un 22% los tiempos de picking, durante el despacho.
Disminución de un 36% del tiempo empleado para el proceso de inventario y
etiquetado, a través de la unión de las actividades que corresponden a cada uno de
estos procesos, a su vez se produjo una reducción del 37% del tiempo de ciclo del
proceso de recepción, al eliminar las actividades innecesarias en el manejo de
materiales.
Reducción de un 10% de las demoras originadas por la falta de conocimiento y
entrenamiento de los operadores durante el etiquetado, esto se logro mediante al
agregar al proceso un pendón informativo que contiene las instrucciones relacionadas
al área.
Finalmente el estudio económico demostró que es un proyecto factible y que la
inversión se recupera en 1.24 meses.

81
RECOMENDACIONES
1. Implantar todas las propuestas de mejoras que se detallaron en el capítulo V de este
trabajo especial de grado, a las áreas de estudio de la empresa TRANSRIVER C.A.
2. Registrar los datos necesarios para que en el futuro puedan determinarse las políticas
de reposición de inventarios en base a los cálculos y consideraciones adecuadas, según
la clasificación del sistema de inventario ABC realizada en el almacén de la Empresa.
3. Realizar proceso de formación al personal sobre los artículos que conforman la clase
A, B y C según la clasificación del sistema de inventario ABC, con el fin de generar
adiestramiento y conocimiento sobre los productos de mayor participación en la
empresa.
4. Mantener la identificación de las zonas de almacenamiento, Racks, sus niveles y sus
posiciones, de forma visual de acuerdo al sistema de etiquetas y colores de ubicación
propuesta.
5. Se recomienda que el sistema proporcione a la lista de Picking, las ubicaciones
ordenadas por la codificación implementada, para así brindar apoyo al operador, al
momento de dirigirse al producto para realizar las operaciones requeridas.
6. Implementar las 5’S no solo en el almacén sino también en cualquier área de planta
que este susceptible a mejorar y motivar el mantenimiento y sustento de la misma.

82
BIBLIOGRAFÍA
Anaya, J. (2008). Almacenes: análisis, diseño y organización. España: Editorial Esic II.
Arteaga, Y. (2006). Distribución en planta. Trabajo de investigación. Venezuela: Universidad
de carabobo.
Ballou, R. (2004). Logística: Administración de la cadena de suministro. México: Pearson.
Casanova, A. (2008). Logística empresarial. Barcelona: Ediciones gestión 2000.
Cepeda, C., & Díaz, I. (2009). Aplicación de herramientas de la ingeniería industrial en el
almacén central interno del metro de Valencia C.A. Valencia: Universidad de Carabobo.
Chaviedo, D., & Pastran, S. (2010). Propuesta de mejora para los problemas de la empresa
Carmelu & Gio C.A. Bárbula Universidad de Carabobo: Escuela de Ingeniería Industrial .
Gómez, E., & Nuñez, F. (1998). Plantas Industriales (Aspectos técnicos para el diseño).
Escuela Ingeniería Industrial: Bárbula Universidad de Carabobo.
Gómez, E., & Rachadell, F. (2003). Manejo de Materiales. Valencia: Universidad de
Carabobo.
Guevara, K., & Ligas, J. (2010). Propuesta de mejora para eliminar desperdicios en el área
de recepción, almacenamiento y despacho de los productos presentes en el almacén de la
empresa Master Industrial C.A. Bárbula Universidad de Carabobo: Escuela de Ingeniería
Industrial.
Libertador, U. P. (2006). Manual de trabajos de grado de especialización y maestría y tesis
doctorales. Caracas.
Lugo, W. (2011). Modelo de gestión para la redistribución y ordenamiento organizativo del
almacén central de la empresa Hidrofalcón. Santa Ana de Coro Universidad Nacional
Abierta: Escuela de Ingeniería Industrial.
Romero, N. (2004). Optimización de la gestión del almacén general de una empresa
productora y embotelladora de refrescos. Santa Ana de Coro Universidad Nacional Abierta:
Escuela de Ingeniería Industrial.
Roux, M. (2009). Manual de logística para la gestión de almacenes. Barcelona: Gestión 2000.

83
APÉNDICES
Apéndice 1: Racks de TRANSRIVER C.A. y sus Dimensiones.
Apéndice 2: Resumen de metros para cliente Dermabel
RACK Espacio (m3) Columna
Nivel 1 Nivel 2 Nivel 3 Nivel 4
Alt (m)
Anch (m)
Prof (m)
Alt (m)
Anch (m)
Prof (m)
Alt (m)
Anch (m)
Prof (m)
Alt (m)
Anch (m)
Prof (m)
1 11.54 1 1.36 2.8 1 0.7 2.8 1
2 1.36 2.8 1 0.7 2.8 1
2 5.77 1 1.3 2.8 1 0.7 2.8 1
3 9.89
1 1.36 2.8 1 0.7 2.8 1
2 1.36 1 1 0.7 1 1
3 1.36 1 1 0.7 1 1
4 4.57
1 2 2.14 0.58
5 1 0.58 2.15 0.58
6 42.39
1 1.26 2.51 1.20 1.05 2.51 1.20 1.05 2.51 1.20 1.33 2.51 1.20
2 1.26 2.51 1.20 1.05 2.51 1.20 1.05 2.51 1.20 1.33 2.51 1.20
3 1.84 2.51 1.20 0.48 2.51 1.20 1.05 2.51 1.20 1.33 2.51 1.20
7 59.5
1 1.26 1 1.20 0.70 1 1.20
2 1.26 2.40 1.20 0.70 2.40 1.20
3 1.26 2.40 1.20 0.70 2.40 1.20
4 1.26 1.20 1.20 1.05 1.20 1.20 1.05 1.20 1.20 1.33 1.20 1.20
5 1.26 2.32 1.20 1.05 2.32 1.20 1.05 2.32 1.20 1.33 2.32 1.20
6 1.26 2.32 1.20 1.05 2.32 1.20 1.05 2.32 1.20 1.33 2.32 1.20
7 1.78 2.32 1.20 0.54 2.32 1.20 1.05 2.32 1.20 1.33 2.32 1.20
8 4.33 1 1.50 2.75 1.05
9 30.89
1 1.36 2.80 1 0.55 2.80 1
2 1.36 2.80 1 1.20 2.80 1 1.20 2.80 1 0.80 2.80 1
3 1.36 2.80 1 1.20 2.80 1 1.20 2.80 1 0.80 2.80 1
10 38.15
1 1.36 1 1 0.55 1
2 1.36 2.80 1 0.55 2.80
3 1.36 2.80 1 0.55 2.80
4 1.36 2.80 1 1.20 2.80 1 1.20 2.80 1 0.80 2.80 1
5 2.06 2.80 1 0.50 2.80 1 1.20 2.80 1 0.80 2.80 1

84
Apéndice 3: Organigrama TRANSRIVER C.A.
Apéndice 4: Matriz DOFA de la empresa TRANSRIVER C.A
FORTALEZAS
La empresa dispone de un terreno para hacer
ampliaciones en sus instalaciones.
Ofrece a sus clientes una amplia gama de
servicios.
DERMABEL S.A. se encuentra asociada
únicamente con la empresa a nivel nacional.
Alta gerencia responsable.
La directiva posee amplia disposición a la
mejora continua
Cuenta con la aceptación de clientes
importantes como: Farmatodo, Locatel,
Droguería COBECA.
OPORTUNIDADES
La ubicación geográfica de la empresa es
favorable.
Alta demanda de los servicios ofertados.
Los productos importados son de fácil
introducción al país
Abarcan varios estados del territorio nacional.
DEBILIDADES
Inadecuada distribución del almacén.
Los tiempos de preparación de pedidos son
elevados.
Productos en los pasillos bloquean el transito
en el almacén.
Los métodos de recolección de productos son
deficientes.
AMENAZAS
Existe alta competencia de empresas en el país
que prestan servicios de operación logística.
Problemas de seguridad o resguardo en la
aduana nacional.
.
Jose A. Rivera / Gonzalo Rivero / Maria Rivera
JUNTA DIRECTIVA
Gonzalo Rivero
GERENTE GENERAL
Berlina Mariño
ADMINISTRADORA
Carlis Rodriguez
ANALISTA DE ADMINISTRACION
Nancy Garcia
GERENTE DE OPERACIONES
Lolymar Patiño
JEFE DE LOGISTICA
Yordani Pulido
ALMACENISTA

85
Apéndice 5: Imágenes de secuencia proceso de recepción actual.
1. Se descarga paleta del container.
2. Se inspecciona la paleta.
3. Se almacena paleta en rack.
4. Se descarga paleta de rack
5. Se desarma caja.
6. Se arma nueva paleta con bultos.

86
Apéndice 7: Imágenes secuencia proceso de despacho.
1. Se verifica producto en la lista del pedido.
2. Busca producto.
3. Traslada bultos al área de parking.
4. Arma pedido.
5. Se verifica que el pedido este conforme y se embala.
6. Cliente retira pedido.

87
Apéndice 8: Material POP
88
Apendice 9: Productos Originales.
ATODERM
PO ZINC
ATODERM PP ANTI
RECIDIVE
PHOTODERM SFF50
SPRAY SEBIUM AI
SENSIBIO AR
CREME
CICABIO
LOCION
ATODERM
BAUME LEVRES
SENSIBIO
FORTE CREME
SENSIBIO D S
PLUS
PHOTODERM
AR SPF 50
NODE SHAMPOING
FLUIDE
HYDRABIO
MASQUE
SEBIUM AKN
CREME SEBIUM H2O

89
ATODERM
CREME
ATODERM
PAIN SURGRAS
PHOTODERM
AKN MAT
HYDRABIO
CREME LEGERE
NODE D.S.
SHAMPOING
EME
SEBIUM H20 PHOTODERM
SPOT CREME
PHOTODERM
MAX LAIT
PHOTODERM
MAX FLUIDE
PHOTODERM
MAX TEINTEE
WHITE OBJECTIVE
FLUIDE
ATODERM
LAIT
SEBIUM
MOUSSANT
ATODERM GEL
MOUSSANT
SENSIBIO
H2O
WHITE OBJECTIVE
SERUM

90
Apendice 10: Costos de Picking 54. FECHA
DE
PEDIDO
TIPO DE
VENTA
NUMERO
DE VENTA
NOMBRE
DEL
CLIENTE
ORDEN DE
COMPRA
NUMERO DE
ARTICULO
DESCRIPCIÓN DE
ARTICULO
CANT
. BS/u Total
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028563D
PHOTODERM MAX
FLUIDE SPF100
40ML
24 121.01 2904.2
4
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028541D
PHOTODERM MAX
CREME SPF100
40ML
48 121.01 5808.4
8
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028641D
SEBIUM H2O
250ML 12 43.15 517.8
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028681D
SENSIBIO D.S+
PLUS. CREME
40ML
12 46.57 558.84
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028688D
SENSIBIO AR
CREME 40ML 6 50.52 303.12
18/04/2012 PEDIDO 8461 FARMACIA
LOCATEL 3120692 028632D
SENSIBIO H2O
100ML 6 43.15 528.9