“propuesta de reducciÓn de defectos en la producciÓn de …
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y
ADMINISTRATIVAS
“PROPUESTA DE REDUCCIÓN DE DEFECTOS EN LA PRODUCCIÓN DE COJINETES
AUTOMOTRICES BAJO EL CICLO DEMING”
T E S I N A
Q U E P A R A O B T E N E R E L T Í T U L O D E :
I N G E N I E R O I N D U S T R I A L
P R E S E N T A N :
N O E L C O R T E Z S A L I N A S
J O S É L U I S C U E V A S U B A L D O
E N R I Q U E F L O R E S V I L L A L O B O S
M A R I O A L B E R T O P E R E A S Á N C H E Z
Q U E P A R A O B T E N E R E L T Í T U L O D E :
I N G E N I E R O E L E C T R Ó N I C O
P R E S E N T A :
E L I Z A B E T H L E C H U G A A C O S T A
TOLUCA, EDO. DE MÉXICO 2010

ÍNDICE
Resumen.................................................................................................................. i
Introducción............................................................................................................. iii
Capítulo I Marco metodológico................................................................................ 1
1.1 Planteamiento del problema.......................................................................................................... 1
1.2 Objetivo general ............................................................................................................................ 1
1.3 Objetivos específicos .................................................................................................................... 1
1.4 Justificación o relevancia del estudio............................................................................................ 1
1.5 Marco teórico (relevancia teórica del problema de investigación) ................................................ 2
1.6 Hipótesis........................................................................................................................................ 3
1.7 Tipo de investigación..................................................................................................................... 3
1.9 Técnicas de investigación a emplear ............................................................................................ 6
Capítulo II Marco teórico ......................................................................................... 7
2.1 Concepto de calidad...................................................................................................................... 7
2.1.1 Antecedentes de la calidad.................................................................................................... 9
2.1.2 Evolución histórica del concepto de calidad ........................................................................ 10
2.1.3 Los ocho principios de la gestión de la calidad ................................................................... 11
2.1.4 Calidad de los sistemas de producción ............................................................................... 17
2.1.5 Gurús de la calidad .............................................................................................................. 18
2.2 Ciclo Deming ............................................................................................................................... 33
2.2.1 Planear................................................................................................................................. 34
2.2.2 Hacer.................................................................................................................................... 35
2.2.3 Verificar ................................................................................................................................ 35
2.2.4 Actuar................................................................................................................................... 35
2.2.2 Las 7 Enfermedades mortales de la gerencia ..................................................................... 35
2.3 Las 5S’s....................................................................................................................................... 38
2.3.1 Definición de las 5S’s........................................................................................................... 39
2.4 Enfoque de procesos .................................................................................................................. 41
2.4.1 Análisis de procesos ............................................................................................................ 41
2.4.2 Modelado de procesos......................................................................................................... 42
2.4.3 Mapa de la cadena de valor................................................................................................. 43
2.4.4 Identificación y análisis de congruencia del proceso........................................................... 44
2.4.5 Análisis del proceso y control interno .................................................................................. 44
2.4.6 Herramientas........................................................................................................................ 45
2.5 Análisis de riesgos ...................................................................................................................... 54
2.5.1 Administración de riesgos.................................................................................................... 54

2.5.2 Identificación de riesgos ...................................................................................................... 54
2.5.3 Herramientas y técnicas para la identificación de riesgos................................................... 55
2.5.4 Evaluación de riesgos.......................................................................................................... 55
2.5.5 Impacto de riesgos............................................................................................................... 56
2.5.6 Indicadores........................................................................................................................... 57
2.5.7 Tipos de indicadores............................................................................................................ 57
2.5.8 Modalidad de indicadores .................................................................................................... 57
2.5.9 Elementos de los indicadores .............................................................................................. 58
2.5.10 Identificación y selección de indicadores........................................................................... 59
2.6 Criterios para seleccionar indicadores ........................................................................................ 60
Capítulo III Antecedentes de la empresa .............................................................. 61
3.1 Antecedentes de la empresa....................................................................................................... 61
3.2 Valores ........................................................................................................................................ 62
3.3 Política de Calidad, Medio Ambiente y Seguridad...................................................................... 62
3.4 Organigrama ............................................................................................................................... 63
Capítulo IV Procesamiento y análisis de la información de campo ....................... 64
4.1. Planteamiento del problema....................................................................................................... 64
4.1.1 Ciclo Deming........................................................................................................................ 64
4.2 Recopilación de la información de la empresa ........................................................................... 66
4.3 Análisis de la información estadística del proceso ..................................................................... 66
4.3.1 Histograma (Gráfica estadística) ......................................................................................... 66
4.3.2 Diagrama de Pareto............................................................................................................. 66
4.3.3 Diagrama de causa-efecto (Ishikawa) ................................................................................. 69
4.4 Análisis del proceso .................................................................................................................... 73
4.4.1 Modelado de procesos......................................................................................................... 73
4.4.2 Cadena de valor actual ........................................................................................................ 74
4.4.3 Identificación del proceso .................................................................................................... 74
4.4.4 Identificación del control interno .......................................................................................... 74
4.4.5 Diagrama de interrelación en el proceso de producción de cojinetes con ceja .................. 76
4.4.6 Matriz PEPSU ...................................................................................................................... 76
4.4.7 Matriz de entradas ............................................................................................................... 79
4.4.8 Matriz de salidas .................................................................................................................. 80
4.4.9 Matriz CATWDA................................................................................................................... 81
4.4.10 Mapeo de procesos ........................................................................................................... 82
Capítulo V: Propuesta ........................................................................................... 90

5.1 Propuesta de reducción de defectos en la fabricación de cojinetes en una empresa automotriz
bajo el ciclo Deming .......................................................................................................................... 90
5.1.1 Acciones de mejora ............................................................................................................. 90
5.1.2 Análisis de la causas de los rechazos de productos no conforme de golpes en el respaldo.
...................................................................................................................................................... 90
5.1.3 Cadena de valor futura del proceso..................................................................................... 93
5.1.4 Cadena de valor futuro ........................................................................................................ 95
5.1.5 Análisis de mapeo de procesos ........................................................................................... 95
5.1.6 Escenarios de solución ........................................................................................................ 95
5.1.7 Descripción de la propuesta ................................................................................................ 96
5.1.8 Gráfica de Gantt................................................................................................................... 97
Conclusiones......................................................................................................... 98
Bibliografía ............................................................................................................ 99
Glosario ............................................................................................................... 100
Anexos ................................................................................................................ 101

i
Resumen
El siguiente trabajo de investigación fue desarrollado en una empresa del sector automotriz
tomando como base la estructura del seminario de titulación denominado “Calidad Integral”
aplicado al desarrollo del proyecto denominado “PROPUESTA DE REDUCCIÓN DE DEFECTOS
EN LA PRODUCCIÓN DE COJINETES AUTOMOTRICES BAJO EL CICLO DEMING”, el cual está
enfocado a dar una alternativa de mejora continua y optimización de la calidad del proceso de
producción, obteniendo como resultado la satisfacción total del cliente.
Este proyecto fue desarrollado en una empresa del sector automotriz, cuyo giro principal es la
manufactura y comercialización de componentes para motor, y donde nos enfocaremos en el
análisis del los subprocesos establecidos como: corte, preformado, formado y rectificado, del
proceso de fabricación de cojinetes cejas para motor,
Una vez determinada la necesidad de la empresa, se inicio por realizar un análisis de la situación
actual, sus antecedentes y los recursos con los que cuenta para el desarrollo del diagnostico, a
través del uso y aplicación de las herramientas estadísticas (Histograma, Diagrama de Pareto,
Diagrama de Causa-Efecto o Ishikawa, Estratificación, Hoja de verificación, Diagrama de
dispersión y Grafica de Control) y del Circulo de Deming, siendo complementado con el uso y
aplicación de las herramientas para el análisis de proceso (Modelado de Procesos, Cadena de
Valor, Identificación del Proceso, Identificación del Control Interno, Diagrama de Interrelación del
Proceso, Matriz PUPSU, Matriz de Entradas, Matriz de Salidas, Matriz CATWDA, Mapeo de
Proceso: Primero, Segundo y Tercer Nivel).
Lo anterior con el propósito de definir y establecer una propuesta que conlleve a la reducción de los
defectos en la línea de producción de cojinetes con ceja para motor a través de la aplicación del
ciclo Deming para determinar la causa principal de los defectos, obteniendo como resultado que
existe un 80% de áreas de oportunidad atribuibles a la ejecución de las actividades en la
manufactura.
El equipo formado para la elaboración de la presente investigación estuvo constituido por los
pasantes de las carreras de Ingeniería Industrial e Ingeniería Electrónica, por los cuales, el enfoque
de cada uno contribuyo de forma significativa al desarrollo de la presente propuesta.

ii
Es así como la ingeniería Industrial llevo a cabo aplicación de la metodología “Ciclo Deming”; así
como las herramientas estadísticas y de análisis de procesos, para realizar la propuesta de
solución de la problemática en estudio.
La Ingeniería Electrónica con su capacidad de crítica, análisis y síntesis se enfoco en el desarrollo
de los análisis de la información estadística y detección de patrones, del comportamiento del
proceso.

iii
Introducción
Se puede afirmar que todas las empresas en la actualidad tienen niveles de desarrollo competitivos
en el mercado a través de sus productos o servicios, lo cual permite tener una evaluación de sus
sistemas y procesos, enfocados siempre a la satisfacción de sus clientes, con la visión de
mantener, actualizar y optimizar sus recursos, no obstante en el entorno industrial y de servicios es
de suma importancia tomar en cuenta la mejora continua del desempeño, para ofrecer un producto
que satisfaga la las necesidades de sus consumidores.
El objetivo de la presente tesis, consiste en aplicar los conocimientos adquiridos en el Seminario de
Titulación denominado “Calidad Integral”, para crear una propuesta de reducción de defectos en la
manufactura de cojinetes con ceja para motor.
En la práctica muchas empresas han fracasado a causa de los problemas de toda mala
organización de los factores humanos, técnicos, económicos, de tiempo y de prioridades, además
del miedo al fracaso por la permutación que sufren muchas de las empresas en nuestro país.
Literalmente se relazará este instrumento práctico con la finalidad de crear una propuesta del
modelo de mejora para la empresa en estudio, ya que cuenta con los elementos necesarios para
que la empresa pueda obtener los beneficios de la mejora continua derivados de la aplicación del
“Ciclo Deming”.
En este documento serán tomados en cuenta todos los requerimientos teóricos estudiados a lo
largo del desarrollo del seminario, llevándolos a la práctica laboral, con la finalidad de que el
modelo de mejora continua sea manejado por distintas personas, ya que se trata desde los
antecedentes de la empresa, así, como toda la problemática que tiene para el desempeño de sus
actividades, además de las soluciones otorgadas para el correcto manejo de la organización.
Por lo anterior se presenta este proyecto desarrollado a lo largo de cinco capítulos, en los cuales
se analiza el proceso de producción de cojinetes con ceja para motor, y adquiriendo la información
de dicha empresa por medio del uso de la información estadística de la misma.
Finalmente se realizará la propuesta del modelo de mejora continua y la justificación de cada una
de las etapas del modelo, y por último se generan, las conclusiones que es el apartado donde se
describe la proyección que tiene la empresa con la propuesta garantizando una utilidad bajo una

iv
normatividad estricta, para de esta forma contribuir con el logro del objetivo general, que se define
como: Examinar la reducción de defectos de producción de cojinetes en el área de cejas bajo el
Ciclo Deming.

Capítulo I Marco metodológico
1
Capítulo I Marco metodológico
1.1 Planteamiento del problema
La elaboración de cojinetes para motor requiere de una labor compleja y minuciosa; así mismo
necesita cumplir con las especificaciones de calidad y confiabilidad, a fin de que los porcentajes de
defectos disminuyan eficazmente. Actualmente la empresa cumple con la demanda de producción
y satisfacción de sus clientes y se mantiene como líder en el mercado; no obstante, está decidida a
proporcionar un producto más seguro y de bajo costo que satisfaga los requerimientos del cliente;
por tal motivo surge la inquietud de examinar la reducción de defectos de producción de cojinetes
en el área de cejas bajo el Ciclo Deming.
1.2 Objetivo general
Examinar la reducción de defectos de producción de cojinetes en el área de cejas bajo el Ciclo
Deming, asimismo se analizaran las áreas de oportunidades en los procesos de fabricación, y se
propondrán las alternativas de mejora de la productividad, eliminar y/o reducir actividades que no
agregan valor al producto.
1.3 Objetivos específicos
Localizar las principales causas del incumplimiento de la no conformidad del producto
mediante la aplicación de las herramientas calidad.
Computar y elegir las principales variables que constituyen los defectos.
Seleccionar las áreas de oportunidad para la mejora continua en la aplicación del Ciclo
Deming.
Presentar una propuesta de un proceso sistematizado, que cumpla los estándares de
manufactura.
1.4 Justificación o relevancia del estudio
El conducir y operar una organización en forma exitosa requiere que ésta se dirija y controle en
forma sistematizada, sin perder de vista su objetivo, su misión y su visión; puesto que son la base
para alcanzar lo que se pretende con la empresa y su personal; los logros permiten la satisfacción
individual y colectiva, obteniendo continuamente la mejora en la producción y el desempeño de

2
cada trabajador; es importante mencionar que también se deben considerar las necesidades de las
partes involucradas para que su relación laboral funcione.
La finalidad de elegir este tema es apoyar a la empresa de fabricación de cojinetes para que logre
detallar su proceso de producción de cojinetes de cejas de manera eficiente.
Es así como la ingeniería industrial en conjunto con la ingeniería electrónica, interpretarán y
determinarán las principales causas del incumplimiento de la no conformidad del producto,
mediante la aplicación de la filosofía del Ciclo Deming, además de detectar las áreas de
oportunidad para la mejora continua.
La ingeniería industrial tiene la capacidad, la habilidad, la experiencia y el conocimiento para poder
aportar las bases teóricas y prácticas para la aplicación de la metodología “Ciclo Deming”; así
como las herramientas de análisis de procesos, mediante la aplicación del ingenio lograremos
propuestas de solución de la problemática en estudio.
La ingeniería electrónica con su capacidad de crítica, análisis y síntesis apoyara en la identificación
y especificación de las causas del incumplimiento de la no conformidad del producto.
1.5 Marco teórico (relevancia teórica del problema de investigación)
El error a corregir, la necesidad sin satisfacer y la oportunidad de mejora, son carencias
detectadas, que generan actitudes de tensión, que probablemente inicien a nivel individual o dentro
de un pequeño grupo de personas, que serán las promotoras para emplear el Ciclo Deming o
PDCA (Plan, Do, Check, Act)1 que al español se traduce como: Planificar, Hacer, Verificar y Actuar.
El "Ciclo Deming" (de Edward Deming), es una estrategia de mejora continua de la calidad en
cuatro pasos, basada en un concepto ideado por Walter A. Shewhart. También se denomina
espiral de mejora continua. Esta metodología, es muy utilizada por los SGSI (Sistema de Gestión
de la seguridad de la Información).
Un SGSI (en inglés se denomina Information Security Management System [ISMS]) es, como el
nombre lo sugiere, un conjunto de políticas de administración de la información. El término es
1 www.monografias.com PDCA. / Maria de los Angeles Hierro, recuperado 14/Julio/2010

3
utilizado principalmente por la ISO/IEC27001 (es el estándar para la seguridad de la información:
que especifica los requisitos necesarios para establecer, implantar, mantener y mejorar un (SGSI)
según el conocido “Ciclo Deming: PDCA”).
El concepto clave de un SGSI es para una organización del diseño, implantación, mantenimiento
de un conjunto de procesos para gestionar eficientemente la accesibilidad de la información,
buscando asegurar la confidencialidad, integridad y disponibilidad de los activos de información
minimizando a la vez los riesgos de seguridad de la información.
Como todo proceso de gestión, un SGSI debe seguir siendo eficiente durante un largo tiempo
adaptándose a los cambios internos de la organización, así como los externos del entorno.
La mejor definición de SGSI es descrito por la ISO/IEC 27001 y ISO/IEC 27002 y relaciona los
estándares publicados por la International Organization for Standardization [ISO] y la International
Electrotechnical Commission [IEC]2.
En este proyecto de investigación intitulado “Propuesta de reducción de defectos en la producción
de cojinetes automotrices bajo el Ciclo Deming”, se propondrá una ó algunas posibles soluciones a
la problemática ya mencionada dentro de la empresa.
1.6 Hipótesis
Mediante la aplicación de la filosofía del Ciclo Deming, en los procesos de la empresa de
fabricación de cojinetes de cejas, se generarán alternativas para reducir los productos no
conformes.
1.7 Tipo de investigación
El proyecto tiene una gran cantidad de variables a analizar, es por ello que se requiere del uso de
diferentes tipos de investigación para proponer las diferentes alternativas de solución para la
reducción de los productos no conformes, por lo que se utilizará la investigación inductiva,
deductiva y descriptiva3.
2 www. Wikipedia.com. 2010 Círculo de Deming, recuperado: 18/Julio/2010 3 www.mitecnologico.com. 2010 Tipos de investigación, recuperado 17/Julio/2010

4
El uso de la investigación inductiva, permitirá ascender lógicamente a los procesos de fabricación
de cojinetes, detectando las posibles causas que generan defectos en el producto.
Por otro lado, la investigación deductiva admitirá deducir lógicamente las posibles causas que
generan los problemas planteados en la problemática del proceso de fabricación de cojinetes de
cejas.
La investigación descriptiva dejará observar las situaciones, costumbres y personas involucradas
en el proceso de fabricación de cojinetes, esto dejará conocer la forma detallada del
comportamiento del proceso y sus posibles fallas.

5
1.8 Diseño de la investigación
¿Existen datos
estadísticos
suficientes?
NO
SI
Identificación del problem a
Técnicas de Investigación
Análisis de la inform ación
Determ inación de la alternativa
de solución
Inv. de Cam po y docum ental Recopilación de la inform ación
Diagnóstico
Inicio
¿Existen
alternativas de
solución?
SI
NO
Establecer alternativas de
solución
Fin
Figura 1.8: Diagrama de flujo

6
1.9 Técnicas de investigación a emplear
Puesto que se utilizarán diferentes tipos de investigación, será necesario plantear al menos el uso
de una técnica de investigación para cada uno de ellos. Algunas de estas técnicas son:
Investigación de campo: Está técnica permitirá observar directamente las conductas y
costumbres del personal involucrado en el proceso de fabricación.
Investigación documental: Técnica de apoyo en la revisión de los documentos escritos
como son: los registros de defectos, los reportes de calidad, las gráficas, registros de
cuarentena, etc., tomando en cuenta las herramientas de calidad, de tal forma que se
identifique la información relevante para localizar las variables que afectan en la generación
de producto no conforme.
La entrevista: Será necesario entrevistar al personal de fabricación, a fin, de asegurar que los
procedimientos escritos se cumplan con respecto al proceso de fabricación.

Capítulo II Marco teórico

7
Capítulo II Marco teórico
2.1 Concepto de calidad
Hoy día, el concepto de Calidad puede considerarse plenamente incorporado al ámbito
empresarial. Sin embargo, se observa cierta confusión en empresas y entidades de todo tipo a la
hora de manejar los conceptos de Aseguramiento de la Calidad y Calidad Total. La Calidad se
puede definir como la capacidad de lograr objetivos de operación buscados.
La norma ISO 8402-94 define la calidad como: “El conjunto de características de una entidad que
le otorgan la capacidad de satisfacer necesidades expresas e implícitas”. La norma ISO 9000:2000
la define como: “La capacidad de un conjunto de características intrínsecas para satisfacer
requisitos.
Calidad definida por el docente Fernando Oyarzun4, “Enfoque Integrador”, este “Enfoque
Integrador” de la calidad presenta tres perspectivas:
1. La del punto de vista de la empresa o Interna
2. La del punto de vista del mercado o externa
3. y la llamada global o de excelencia
1. Perspectiva interna: Pone énfasis en la eficiencia. Parte del supuesto de que la empresa ofrece
productos que le interesan al mercado, por lo que lo importante es elaborar el producto o servicio
con especial atención a los costos y la productividad, respetando lo pactado con el cliente de forma
tácita o explícita.
2. Perspectiva externa: Pone la eficacia ante la eficiencia; énfasis en los deseos y satisfacción del
cliente. En mercados con alto grado de rivalidad entre competidores, fuerte cambio tecnológico y
cambios en las preferencias de los consumidores, es necesario centrarse en el cliente, ¿qué es?,
¿quién indicará?, ¿qué clase de productos necesita?, ¿con qué prestaciones? y ¿a qué precio?.
3. Perspectiva global: Parte de la base de la empresa excelente es aquella que satisface las
necesidades de todos los grupos de influencia relacionados con ella y lo hace con criterios de
eficiencia. La excelencia pasa de ser un estado a alcanzar a "una filosofía de trabajo que da lugar a
un proceso dinámico de mejora en el que el objetivo es alcanzar la eficiencia y la eficacia",
4 www.monografias.com Control de Calidad. Johann Romero, recuperado 22 Agosto 2010

8
cumpliendo al mismo tiempo con las exigencias de los diversos grupos de personas relacionadas
con la organización, que son quienes justifican y posibilitan su existencia.
En resumen, este enfoque reúne el concepto de calidad desde el punto de vista del cumplimiento
de los estándares impuestos por la empresa que produce en bien o producto, desde el punto de
vista de los estándares demandados por el mercado (clientes), y el punto de vista de la excelencia:
"hacer las cosas bien a la primera".
La calidad según nuestro concepto.
La calidad significa hacer las cosas bien, con el mínimo defecto posible. La calidad puede ser cara
y también barata o económica, ya que no sólo los productos o servicios de calidad tienen que ser
relativamente caros, sin embargo podemos encontrar la calidad en productos y servicios con un
costo mínimo.
Importancia de la calidad
La calidad total en la organización de una empresa, debe ser el nervio y motor de la misma; si de
verdad la empresa desea alcanzar el éxito debe cimentarse en estas dos palabras.
El mensaje de la calidad total debe ser comunicado a tres audiencias que son complementarias
entre sí:
1. Los trabajadores
2. Los proveedores; y
3. Los clientes.
Los fundamentos de la calidad total son los siguientes:
4. El objetivo básico: la competitividad
5. El trabajo bien hecho
6. La mejora continúa con la colaboración de todos: responsabilidad y compromiso individual
por la calidad
7. El trabajo en equipo es fundamental para la mejora permanente
8. Comunicación, información, participación y reconocimiento
9. Prevención del error y eliminación temprana del defecto
10. Fijación de objetivos de mejora
11. Seguimiento de resultados

9
12. Indicadores de gestión
13. Satisfacer las necesidades del cliente: calidad, precio, plazo
14. Los obstáculos que impiden el avance de la calidad pueden ser
15. El hecho de que la dirección no defina lo que entiende por calidad
16. No se trata de hacer bien las cosas, sino de que el cliente opine igual y esté satisfecho
17. Todos creen en su concepto, pocos en su importancia y son menos los que la practican
18. organización está involucrado, incluso el cliente y el proveedor, cuando esto sea posible)
2.1.1 Antecedentes de la calidad
Los antecedentes de la calidad se vienen tratando desde la época antigua, ya cuando los jefes de
los reyes y faraones exigían mejores materiales y mejores materias primas para su propio
beneficio.
Un claro antecedente de la calidad lo encontramos en el famoso código Hammurabi5 2000 años
antes de Cristo, hablaba sobre la calidad de las casas, y la posibilidad de ejecutar al albañil si la
casa se caía sobre su propietario.
En la época de los fenicios, aparecen antecedentes de la calidad en los que se señala que en caso
de herramientas mal fabricadas, era posible cortarle la mano al fabricante.
1500 años antes de Cristo, en la época de los faraones egipcios, se utilizaban técnicas para
comprobar los bloques de piedras mediante trozos de cuerda, ésta misma técnica se ha
comprobado que también era usada en las construcciones de América central durante la época de
los mayas.
Varios siglos después, con la aparición de los gremios y la organización de fabricantes y
comerciantes, comenzaron a aparecer diferentes controles de calidad, un claro antecedente de la
calidad de hoy en día. Los propios gobiernos fijaban las distintas normas de modo que el individuo
que trabajaba conocía exactamente las especificaciones de fabricación, sin necesidad de terminar
asesinado o mutilado.
Revolución Industrial: Con la llegada de la revolución Industrial, se comenzó a fabricar todo tipo de
productos pero a gran escala, lo que implicaba un mayor control de la calidad. Distintas piezas que
5 Código Hammurabi: conjunto de leyes 1760 a.C.

10
se ensamblaban después unas con otras. Todos estos procesos de fabricación en cadena
implicaban que toda la cadena de producción se basase en las mismas medidas de control de
calidad.
En el siglo XX: La llegada de los avances tecnológicos ha permitido que cualquier clase social se
beneficie de todo tipo de productos antes sólo reservados para las clases más altas, millones de
productos se fabrican para llegar a un mercado floreciente y cada vez mayor. La especialización
esta creando un mundo de mercado cada vez más competitivo que exige de nuevas mejoras y
nuevas referencias de calidad.
2.1.2 Evolución histórica del concepto de calidad
A lo largo de la historia el término calidad ha sufrido numerosos cambios que conviene reflejar en
cuanto su evolución histórica. Para ello, describiremos cada una de las etapas el concepto que se
tenía de la calidad y cuáles eran los objetivos a perseguir.
Tabla 2.1.2: Evolución histórica de calidad

11
Ésta evolución nos ayuda a comprender de dónde proviene la necesidad de ofrecer una mayor
calidad del producto o servicio que se proporciona al cliente y, en definitiva, a la sociedad, y como
poco a poco se ha ido involucrando toda la organización en la consecución de este fin.
La calidad no se ha convertido únicamente en uno de los requisitos esenciales del producto sino
que en la actualidad es un factor estratégico clave del que dependen la mayor parte de las
organizaciones, no sólo para mantener su posición en el mercado sino incluso para asegurar su
supervivencia
2.1.3 Los ocho principios de la gestión de la calidad
En este documento se presentan los ocho principios de la gestión de la calidad en los que se
sustentan las normas revisadas de la serie ISO 9000:2000. Estos principios se prestan para su uso
por parte de la alta dirección como una estructura destinada a llevar a sus organizaciones hacia la
mejora de su funcionamiento.
Dichos principios son el resultado de la experiencia colectiva y los conocimientos de los expertos
internacionales que forman parte del comité técnico 176 de ISO, Gestión y aseguramiento de la
calidad, en quienes recae la responsabilidad relativa a la elaboración y evolución de las normas
ISO 9000.
Los ocho principios de la gestión de la calidad se definen en la norma ISO 9000:2000, Sistemas de
gestión de la calidad - Conceptos y vocabulario, así como en la norma ISO 9004:2000, Sistemas
de gestión de la calidad - Recomendaciones para la mejora del desempeño.
En este documento se ofrecen las descripciones normalizadas de estos principios tal como
aparecen en ISO 9000:2000 e ISO 9004:20006. Así mismo, se ofrecen ejemplos de los beneficios
derivados de su aplicación y de las acciones que los directivos ponen en marcha de forma
característica a fin de aplicar estos principios en la mejora del funcionamiento de sus respectivas
organizaciones.
Por ello, pueden existir mínimas diferencias en cuanto al texto normalizado de las versiones
oficiales en lengua castellana.
6Nota de FC: en este documento traducido del inglés, las descripciones no proceden de las versiones oficiales en castellano
de las normas citadas, sino del documento original de ISO en inglés

12
Principio 1: Enfoque en el cliente
Principio 2: Liderazgo
Principio 3: Participación del personal
Principio 4: Enfoque en los procesos
Principio 5: Gestión basada en los sistemas
Principio 6: Mejora continua
Principio 7: Toma de decisiones basada en hechos
Principio 8: Relación mutuamente beneficiosa con los suministradores
Principio 1: Enfoque en el cliente
Las organizaciones dependen de sus clientes y, por lo tanto, deberían comprender las demandas
actuales y futuras de sus clientes, satisfacer los requisitos de los clientes y esforzarse en rebasar
las expectativas de los clientes.
Beneficios clave:
El aumento de la facturación y de la cuota de mercado por medio de una capacidad de
reacción rápida y flexible a las oportunidades que ofrece el mercado
El incremento de la eficacia en cuanto al uso de los recursos de la organización para
satisfacer a los clientes
La mejora de la fidelidad del cliente, que conduce a nuevas transacciones con éste. De
forma característica, la aplicación del principio de enfoque en el cliente conlleva: el estudio
y la asimilación de las demandas y expectativas del cliente y el hecho de garantizar que los
objetivos de la organización queden vinculados a las demandas y expectativas del cliente
La comunicación de las demandas y expectativas del cliente a toda la organización
La medida de la satisfacción del cliente y las acciones emprendidas en función de los
resultados obtenidos
La gestión sistemática de las relaciones con los clientes
El hecho de garantizar que exista un tratamiento equilibrado entre la satisfacción de los
clientes y las demás partes interesadas (tales como propietarios, empleados, proveedores,
agentes financieros, comunidades locales y el conjunto de la sociedad)
Principio 2: Liderazgo
Los líderes son los que establecen la unidad en cuento a los fines y el rumbo de la organización, es
conveniente que estos desarrollen y mantengan un entorno interno que permita que las personas

13
puedan participar de forma plena en la consecución de los objetivos de la organización.
Beneficios clave:
Las personas comprenderán cuáles son los objetivos y las metas de la organización y se
sentirán más motivados
La evaluación, los ajustes y la implantación de las actividades se efectuarán de manera
unificada
Los fallos de comunicación entre los distintos escalafones de la organización se reducirán
al mínimo
De forma característica, la aplicación de principio del liderazgo supone: la consideración de
las demandas planteadas por todas las partes interesadas incluyendo a los clientes,
propietarios, empleados, proveedores, agentes financieros, comunidades locales y todo el
conjunto de la sociedad, el establecimiento de una clara visión relativa al futuro de la
organización, la fijación de objetivos y metas que supongan un reto, la creación y el
mantenimiento de valores compartidos, conceptos justos y modelos de funcionamiento
éticos en todos los niveles de la organización, la instauración de la confianza y la supresión
del miedo, la prestación a las personas de los recursos, la formación y la libertad que
precisen para actuar tanto de forma responsable como asumiendo sus propias
responsabilidades y finalmente la inspiración, el fomento y el reconocimiento de las
aportaciones hechas por las personas
Principio 3. Participación del personal
Las personas que intervienen en todos los niveles de la organización constituyen la esencia de
ésta y su plena participación es lo que permite que sus capacidades sean aprovechadas en
beneficio de la organización.
Beneficios clave:
Una plantilla motivada, comprometida e implicada con la organización
La innovación y la creatividad a la hora de impulsar los objetivos de la organización
El hecho de que las personas asuman la responsabilidad relativa a su propio
funcionamiento
De forma característica, la aplicación del principio de la participación del personal conlleva
a que las personas entiendan la importancia que tienen sus aportaciones y el papel que
desempeñan en la organización
La identificación por parte de éstas de los factores que limitan su desempeño

14
La aceptación de las dificultades como un asunto propio, así como de la responsabilidad
relativa a su resolución
La evaluación por parte de las personas de su propio funcionamiento en contraste con sus
objetivos y metas personales
La búsqueda activa por parte de las personas de oportunidades para mejorar su
competencia, conocimientos y experiencia
El que las personas compartan de forma plena sus conocimientos y experiencia.
El debate abierto de problemas y asuntos entre las personas
Principio 4: Enfoque en el proceso
El resultado esperado se consigue de forma más eficiente cuando las actividades y los recursos
relacionados se gestionan como un proceso.
Beneficios clave:
Unos costes y ciclos de tiempo más reducidos gracias al aprovechamiento más eficaz de
los recursos
Unos resultados mejorados, constantes y previsibles
El enfoque y la asignación de prioridades en consonancia con las oportunidades de mejora
De forma característica, la aplicación del principio de enfoque en el proceso conlleva la
definición sistemática de las actividades necesarias para obtener los resultados previstos,
la fijación de responsabilidades y compromisos claros en cuanto a la gestión de las
actividades clave, el análisis y la medición de las capacidades propias de las actividades
clave y la identificación de las correspondencias (interfaces) que tienen las actividades
clave tanto en el entorno interno como cruzado de las distintas funciones de la
organización
El enfoque en aquellos factores - tales como los recursos, los métodos y los materiales -
que consigan mejorar las actividades clave de la organización
La evaluación de los riesgos, las consecuencias y las repercusiones de las actividades en
los clientes, los suministradores y otras partes interesadas
Principio 5: Gestión7 basada en los sistemas
La identificación, comprensión y gestión a modo de sistema de los procesos interrelacionados
contribuye a la eficacia y la eficiencia de la organización a la hora de conseguir sus objetivos.
7 Gestión: conjunto de acciones que se llevan a cabo para resolver un problema

15
Beneficios clave:
La integración y la armonización de los procesos más idóneos para conseguir los
resultados esperados
La capacidad de centrar los esfuerzos en los procesos clave
La confianza que inspira la organización a las partes interesadas en cuanto a su
constancia, eficacia y eficiencia
De forma característica, la aplicación del principio de gestión basada en los sistemas
supone la estructuración de un sistema destinado a lograr los objetivos de la organización
de la manera más eficaz y eficiente
La comprensión de las interdependencias entre los procesos del sistema
Un método estructurado que lleva a la integración y armonización de los procesos
La existencia de un mayor grado de comprensión de las funciones y las responsabilidades
que se precisan para alcanzar los objetivos comunes y, por consiguiente, la reducción de
las trabas entre distintas funciones cruzadas
El conocimiento de las capacidades de la organización y la fijación de las limitaciones en
materia de recursos antes de emprender una acción dada
La implantación como objetivo y la definición de la manera en que deberían funcionar unas
actividades específicas en el marco del sistema
La mejora continua del sistema por medio de su medición y evaluación
Principio 6: Mejora continua
La mejora continua del funcionamiento global de la organización debería constituir un objetivo
permanente de ésta.
Beneficios clave:
Una ventaja funcional, es por medio de la mejora de las capacidades organizativas
La sintonía de las actividades de mejora en todos los niveles con las intenciones
estratégicas de la organización
Un grado de flexibilidad que permite una rápida reacción ante nuevas oportunidades
De forma característica, la aplicación del principio de mejora continua conlleva el uso de un
método coherente en toda la organización para la mejora continua de su funcionamiento y
el hecho de proporcionar formación a las personas en materia de los métodos e
instrumentos aplicables a la mejora continua
La transformación de la mejora continúa de los productos, procesos y sistemas en un
objetivo perseguido por todas las personas de la organización

16
La fijación de metas destinadas a conducir la mejora continua, así como de medidas para
el seguimiento de ésta
El reconocimiento y la constatación de las mejoras conseguidas
Principio 7: Toma de decisiones basada en hechos
Las decisiones eficaces se basan en el análisis de los datos y la información
Beneficios clave:
Toma de decisiones con conocimiento de causa
Una mayor capacidad a la hora de demostrar la eficacia de decisiones pasadas al remitirse
a unos hechos registrados
Una mayor capacidad a la hora de revisar, cuestionar o modificar tanto opiniones como
decisiones
De forma característica, la aplicación del principio de la toma de decisiones basada en
hechos conlleva la constatación con garantías de que la información y los datos son
suficientemente exactos y fiables, el hecho de que aquéllos que así lo precisen dispongan
de acceso a los datos, el análisis de los datos y la información con métodos válidos, la
toma de decisiones y la puesta en marcha de acciones fundamentadas en el estudio de los
hechos; equilibradas con la experiencia y la intuición
Principio 8: Relación mutuamente beneficiosa con los proveedores
Una organización y sus proveedores mantienen interdependencias y una relación mutuamente
beneficiosa sirve para aumentar la capacidad de ambas partes a la hora de aportar un valor
añadido.
Beneficios clave:
El aumento de la capacidad de generar valor añadido para ambas partes
La flexibilidad y la agilidad de las reacciones conjuntas ante los cambios del mercado o las
demandas y expectativas de los clientes
La optimización de costes y recursos
De forma característica, la aplicación de los principios de la relación mutuamente
beneficiosa con los suministradores conlleva la creación de relaciones en las que exista un
equilibrio entre ganancias a corto plazo y consideraciones a largo plazo
El aprovechamiento compartido de la pericia y los recursos entre socios
17
La identificación y la selección de los suministradores clave
Unas vías de comunicación abierta y clara
El hecho de compartir la información y los planes de futuro
La puesta en marcha de actividades conjuntas de desarrollo y mejora
El fomento, el estímulo y el reconocimiento de las mejoras y los logros aportados por los
suministradores
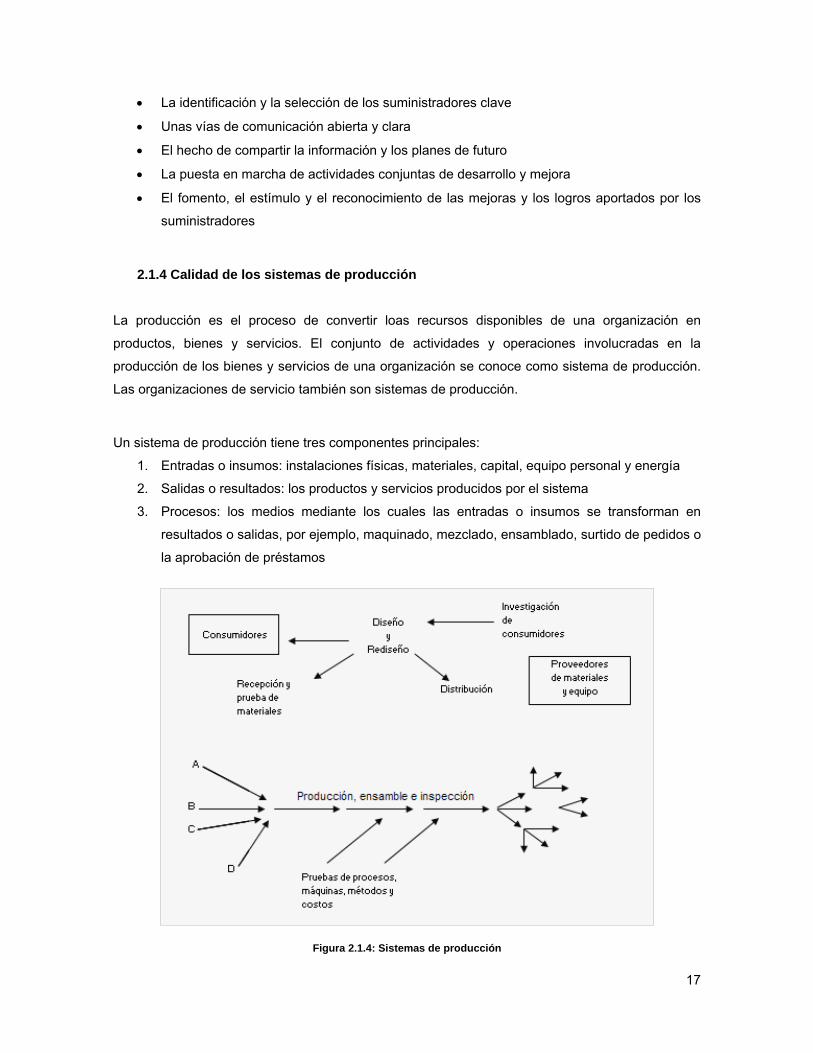
2.1.4 Calidad de los sistemas de producción
La producción es el proceso de convertir loas recursos disponibles de una organización en
productos, bienes y servicios. El conjunto de actividades y operaciones involucradas en la
producción de los bienes y servicios de una organización se conoce como sistema de producción.
Las organizaciones de servicio también son sistemas de producción.
Un sistema de producción tiene tres componentes principales:
1. Entradas o insumos: instalaciones físicas, materiales, capital, equipo personal y energía
2. Salidas o resultados: los productos y servicios producidos por el sistema
3. Procesos: los medios mediante los cuales las entradas o insumos se transforman en
resultados o salidas, por ejemplo, maquinado, mezclado, ensamblado, surtido de pedidos o
la aprobación de préstamos
Figura 2.1.4: Sistemas de producción

18
El diagrama que aparece en la figura ilustra no sólo las relaciones entre insumos, procesos y
productos, sino también el papel de los clientes y proveedores, la interdependencia en los
procesos organizacionales, la utilidad de la investigación de consumidores y la importancia de una
mejora continua en todos los elementos del sistema de producción.
Comprender a los clientes y proveedores es crucial en la planeación para la calidad; la clave de
capturar los mercados mundiales es una mejora continua, tanto de los productos como de los
procesos de producción, a través de una mejor comprensión de los requerimientos de los clientes.
2.1.5 Gurús de la calidad
A lo largo de la vida humana se han desarrollado filosofías o culturas de calidad, de las cuales
algunas han sobresalido porque han tenido resultados satisfactorios. Sin embargo no siempre y en
todos los lugares se puede llevar a resultados buenos.
Para poder entender la calidad es importante conocer a los grandes maestros creadores de las
diferentes filosofías y herramientas relacionadas, así como el entorno en el que se desarrollaron.
A continuación veremos a algunos de estos Maestros, también llamados Gurús de la Calidad, que
se dieron a conocer después de la Segunda Guerra Mundial. La mayoría de ellos son
estadounidenses, pero el impacto de sus filosofías y conceptos ayudó a construir el renacimiento
de Japón como potencia industrial, para posteriormente pasar a Europa y América.
2.1.5.1 Philip Crosby
Menciona que la calidad es gratis, definiéndola como "conformancia a los requerimientos" e
indicando que el 100% de la conformacia es igual a cero defectos.
Establece que en las organizaciones que no se trabaja con un plan que contemple la calidad, los
retrabajos y desperdicios alcanzan del 20 al 40%. Promueve sus 14 pasos para administrar la
calidad en otro libro denominado "Calidad sin Lágrimas".
Philip Crosby introdujo el programa de mejora tratando de concienciar a las empresas para que
centraran sus esfuerzos en la necesidad de obtener calidad. El objetivo consistía en suprimir gran
parte de las inspecciones haciendo las cosas bien a la primera. “Calidad total es el cumplimiento

19
de los requerimientos, donde el sistema es la prevención, es estándar es cero defectos y la medida
es el precio del incumplimiento”.
Las conferencias y lecturas de Philip Crosby proporcionan una discusión pensativa y estimulante,
sobre el papel que los ejecutivos deben desempeñar para hacer exitosos a sus empleados,
proveedores, empresas y a ellos mismos. Utilizando casos verdaderos, ilustradas con anécdotas
aplicables, proporciona un contexto real. Él goza de la oportunidad de responder a las preguntas y
comentarios de la audiencia.
Como escritor Philip Crosby ha publicado trece libros, que se han convertido en best-sellers. Su
primer libro de negocios, "Quality is Free" o "La Calidad No Cuesta", se ha acreditado como punta
de lanza de la revolución de la calidad en los Estados Unidos y Europa.
Ha vendido más de 2,5 millones de copias en cubierta dura y suave que se han traducido a 15
lenguajes diferentes. Su libro más reciente sobre liderazgo, "The absolutes of Leadership" o "Los
Absolutos de la Calidad", fue publicado en 1996.
Philip Crosby nació en Wheeling, Virginia el 18 de junio de 1926. Entre su participación en la
Segunda Guerra Mundial y Corea, Philip Crosby comenzó su trabajo como profesional de la
calidad en 1952 en una escuela médica.
La carrera de Philip Crosby comenzó en una planta de fabricación en línea donde decidió que su,
meta sería enseñar administración en la cual previniendo problemas sería más provechoso que ser
bueno en solucionarlos.
Trabajó para Crosley de 1952 a 1955; Martin-Marietta de 1957 a 1965; y para ITT de 1965 a 1979.
Como encargado de calidad para Martin-Marietta, creó el concepto de cero defectos.
Durante sus 14 años como vicepresidente corporativo para el ITT, trabajó con muchas compañías
industriales y de servicio alrededor del mundo, implanto su filosofía pragmática, y encontró que era
aplicable en el mundo entero.
En 1979 fundó Philip Crosby Associates, Inc. (PCA), y durante los diez años siguientes la convirtió
en una organización con 300 empleados alrededor del mundo y con $80 millones de dólares en
ganancias.
20
PCA enseñó a la gerencia cómo establecer una cultura preventiva para lograr realizar las cosas
bien y a la primera. GM, Chrysler, Motorola, Xerox, muchos hospitales, y cientos de corporaciones
alrededor del mundo vinieron a PCA para entender la Administración de la calidad.
En 1991 se retiró de PCA y fundó Career IV, Inc., compañía que proporciona conferencias y
seminarios dirigidos a ayudar el desarrollo de los actuales y futuros ejecutivos. En 1997 compró los
activos de PCA y estableció Philip Crosby Associates II, Inc. Ahora el COLEGIO de la CALIDAD
funciona en 20 países alrededor del mundo.
PCA II sirve a clientes que van desde conglomerados multinacionales hasta las pequeñas
compañías de manufactura y servicio, asistiéndolas con la puesta en práctica de su proceso de
mejora de calidad.
Philip Crosby vivió en Winter Park, Florida, con su esposa Peggy. Pasaba los veranos en su otra
casa en Highlands, Carolina del Norte. A principios de 1998 publicó su libro- "Quality and Me" (su
autobiografía) y posteriormente " The Reliable Organization" a finales de 1999.
Philip Crosby falleció en agosto del 2001.
"Su lema mejor conocido es la exhortación o lograr cero defectos"
"La calidad empieza en la gente no en las cosas"
Para Crosby, los cuatro absolutos de la calidad son:
1. La definición
2. Sistema
3. Estándar de desempeño
4. La medición
Catorce pasos de la administración por calidad de Crosby.
1. Establecer el compromiso en la dirección o en la calidad
2. Formar el equipo para la mejora de la calidad
3. Capacitar al personal de la calidad
4. Establecer mediciones de calidad
5. Evaluar los costos de la calidad
6. Crear conciencia de la calidad
7. Tomar acciones correctivas
8. Planificar el día cero defectos

21
9. Festejar el día cero defectos
10. Establecer metas
11. Eliminar las causas del error
12. Dar reconocimientos
13. Formar consejos de calidad
14. Repetir el proceso
Las seis “C” de Crosby:
1. Comprensión
2. Competencia
3. Compromiso
4. Corrección
5. Continuidad
Las tres “T” de Crosby:
1. Tiempo
2. Talento
3. Tesoro
2.1.5.2 Kaoru Ishikawa
Participó en el movimiento de calidad japonés, siendo sus principales contribuciones el “Diagrama
de causa - efecto”, también conocido como “Diagrama de pescado” o “Diagrama de Ishikawa”.
Integró lo que hoy conocemos como “Las siete herramientas estadísticas básicas del CTC”, de
donde se le considera muy inclinado hacia las técnicas estadísticas.
Entre sus libros se encuentra "¿Qué es el Control Total de Calidad?", donde indica que el CTC en
Japón se caracteriza por la participación de todos, desde los más altos directivos hasta los
empleados más bajos.
La mayor contribución de Ishikawa fue simplificar los métodos estadísticos utilizados para control
de calidad en la industria a nivel general. A nivel técnico su trabajo enfatizó la buena recolección de
datos y elaborar una buena presentación, también utilizó los diagramas de pareto, para priorizar las
mejorías de calidad, también que los diagramas de Ishikawa, diagramas de pescado o diagramas
de causa - efecto.
22
Establece que los diagramas de causa - efecto como herramienta para asistir los grupos de trabajo
que se dedican a mejorar la calidad. Cree que la comunicación abierta es fundamental para
desarrollar dichos diagramas. Estos diagramas resultan útiles para encontrar, ordenar y
documentar las causas de la variación de calidad en producción.
Otro trabajo de Ishikawa es el control de calidad a nivel empresarial (CWQC). Este enfatiza que la
calidad debe observarse y lograrse no sólo a nivel de producto sino también en el área de ventas,
calidad de administración, la compañía en sí y la vida personal.
Los resultados de este enfoque son:
1. La calidad del producto es mejorada y uniforme, se reducen los defectos
2. Se logra una mayor confiabilidad hacia la empresa
3. Se reduce el costo
4. Se incrementa la cantidad de producción, lo cual facilita la realización y cumplimiento de
horarios y metas
5. El trabajo de desperdicio y el retrabajar se reducen
6. Se establece y se mejora una técnica
7. Los gastos de inspección y pruebas se reducen
8. Se racionalizan los contratos entre vendedor y cliente
9. Se amplia el Mercado de operaciones
10. Se mejoran las relaciones entre departamentos
11. Se reducen la información y reportes falsos
12. Las discusiones son más libres y democráticas
13. Las juntas son más eficientes
14. Las reparaciones e instalación de equipo son más realistas
15. Se mejoran las relaciones humanas
La filosofía de Ishikawa se resume en:
1. La calidad empieza y termina con educación
2. El primer paso en calidad es conocer las necesidades de los clientes
3. El estado ideal del Control de Calidad es cuando la inspección ya no es necesaria. a Es
necesario remover las raíces y no los síntomas de los problemas
4. El control de calidad es responsabilidad de toda la organización
5. No se deben confundir los medios con los objetivos
6. Se debe poner en primer lugar la calidad, los beneficios financieros vendrán como
consecuencia
7. La Mercadotecnia es la entrada y éxito de la calidad

23
8. La Alta Administración no debe mostrar resentimientos cuando los hechos son presentados
por sus subordinados
9. El 95% de los problemas de la compañía pueden ser resueltos con las 7 herramientas para
el control de la calidad
10. Los datos sin dispersión son falsos
11. Practicar el Control de Calidad es desarrollar, diseñar, manufacturar y mantener un
producto de calidad que sea el más económico, el más útil y siempre satisfactorio para el
consumidor
2.1.5.3 Genichi Taguchi
Científico y pensador de la calidad de la época actual, Ingeniero en Electrónica con Doctorado en
Estadística, es reconocido por sus estudios de “Capacidad del proceso” y su metodología de
“Diseño de experimentos”.
Afirma que todo desperdicio, reproceso o falta de calidad tiene un costo para la sociedad.
Desarrolló el “Método Taguchi” para efectuar diseño de experimentos, “Diseños robustos”,
simplificando esta técnica estadística, elaborando el libro del mismo nombre.
Ingeniero japonés nacido en 1924. Doctorado en Ciencias (1962 U. Kyushu).
Después de una brillante carrera en la Compañía Telefónica del Japón fue profesor de la
Universidad de Aoyama Gaukin de Tokio y consultor en numerosas empresas.
Ha publicado más de 40 libros y cientos de artículos y pertenece a las más prestigiosas
Asociaciones científicas y tecnológicas.
Ha recibido el Premio Deming en cuatro ocasiones por sus aportaciones y literatura sobre calidad.
Asimismo fue premiado con la medalla W.F. Rockwell a la excelencia técnica en 1986.
En mayo de 1989 fue condecorado con la medalla con banda púrpura al avance tecnológico y
económico por Akihito, Emperador del Japón.
El sistema integrado de Ingeniería de Calidad del Dr. Genichi Taguchi es uno de los grandes logros
en ingeniería del siglo XX. Ha sido ampliamente reconocido como líder del movimiento de la

24
Calidad Industrial en los Estados Unidos, y fue el iniciador del movimiento de Diseño Robusto en
Japón hace 30 años.
La filosofía del Dr. Taguchi empezó a ser considerada a principios de los años 50, cuando fue
reclutado para ayudar a subsanar el débil sistema telefónico de Japón de la posguerra.
Buscando deficiencias en el sistema tradicional de prueba y error para identificar problemas de
diseño, llegó a desarrollar su propia metodología para el diseño de experimentos. La sistemática y
extendida aplicación de la filosofía de desarrollo de productos del Dr. Taguchi, así como su
conjunto integrado de herramientas de toma de decisión en diseño, ha contribuido
significativamente al progreso de las industrias japonesas en la fabricación a corto plazo de
productos de clase mundial, a bajo coste, y con alta calidad.
En 1982, el American Supplier Institute introdujo al Dr. Taguchi y sus métodos en el mercado de los
Estados Unidos. Desde ese momento, las compañías que han adoptado sus técnicas y su filosofía
han ahorrado en conjunto cientos de millones de dólares. El Dr. Taguchi es el Director Ejecutivo del
American Supplier Institute, Inc. en Dearborn, Michigan.
Es también, Director del Japan Industrial Technology Institute, y trabaja como consultor
independiente en Japón, Estados China, India y Europa. Nacido en Japón en 1924, se graduó en la
Escuela Técnica de la Universidad Kiryu, y más tarde recibió el Doctorado en ciencias de la
Universidad Kyushu, en 1962.
Es Profesor Honorario del Instituto Tecnológico de Nanjing, en la República Popular de China.
Taguchi ingresó en el ECL8 de Nippon Telephone and Telegraph Co. en 1949, y allí trabajo hasta
1961 en la mejora de la productividad en las actividades de Investigación y Desarrollo, teniendo un
notable éxito en el desarrollo de un sistema cross-bar de intercambio telefónico.
El Dr. Tguchi viajó a los Estados Unidos en 1962 y visitó la Universidad de Princetown como
Investigador Asociado. Volvió a Japón y fue profesor en la Universidad Aoyama Gakuin, en Tokyo,
hasta 1982. Durante este tiempo, formó a miles de ingenieros en la industria, mientras colaboraba
como consultor con las más importantes empresas japonesas, tales como Toyota Motors, Fuji
Films y Nippondenso.
8 ECL: Por su siglas en inglés Electrical Communication Laboratory

25
Su contribución más importante ha sido la combinación de métodos estadísticos y de ingeniería
para conseguir rápidas mejoras en costes y calidad mediante la optimización del diseño de los
productos y sus procesos de fabricación.
El Dr. Taguchi nos ha proporcionado la Función de Pérdida y la Relación Señal/Ruido, que evalúan
la funcionalidad del producto durante las etapas tempranas de su desarrollo, cuando aún tenemos
tiempo de realizar mejoras al mínimo coste. Además de la rápida mejora del diseño de productos y
procesos, los métodos del Dr. Taguchi proporcionan un lenguaje común y un enfoque que mejora
la integración del diseño del producto y los procesos de fabricación.
La formación de ingenieros de diseño y de personal de fabricación en estos métodos proporciona
perspectivas y objetivos comunes (un gran paso adelante para derribar las tradicionales barreras
entre estos dos grupos).
Los métodos del Dr. Taguchi se introdujeron en los Estados Unidos en los años 1980-82, con
AT&T Bell Laboratories, Ford Motor Company y Xerox Corporation como pioneros.
Ayudó a la fundación del American Supplier Institute (ASI) para facilitar una amplia diseminación de
sus métodos e ideas, que ahora están siendo adoptadas y puestas en práctica por cientos de
industrias en los Estados Unidos, Europa y muchos otros países.
ASI Internacional España se fundó en 1989, con una licencia en exclusiva de ASI Incorporated
para la formación y asesoramiento en Métodos Taguchi®, Quality Function Deployment (QFD),
TQM9 y otras sistemáticas de calidad desarrolladas por ASI.El Dr. Taguchi ha sido durante más de
30 años líder y miembro activo de la Japan Association for Quality Control, la Japan Association for
Industrial Engineering, la Japan Association for Applied Statistics y la Central Japan Quality Control
Association.
Ha sido Editor Jefe de la revista "Quality", así como Vocal del Quality Control Research Group de la
Japanese Standard Association.Ha publicado más de 40 libros y varios cientos de artículos y
ponencias. Además del Premio Deming en 1990 por aplicaciones en calidad, el Dr. Taguchi ha
recibido otros tres Premios Deming por literatura sobre calidad en 1951, 1953 y 1984. Ha recibido
la Medalla Willard F. Rockwell durante el Congreso Internacional en Tecnología e Intercambio
Tecnológico, en 1986.El Dr. Taguchi fue admitido en el Hall of Fame for Engineering Science and
9 TQM: Total Quality Management

26
Technology en el Congreso Internacional de Tecnología e Intercambio Tecnológico de 1989. En
Mayo de 1989 fue condecorado con la medalla con banda púrpura, al Avance Tecnológico y
Económico, por Akihito, Emperador de Japón.
2.1.5.4 Josep M. Juran
Afirma que la Alta Administración es la responsable del cambio, abogando por crear el cambio
cuando el proceso necesita mejorarse y por prevenir el cambio cuando los problemas son
esporádicos.
Logró desarrollar la técnica de los “Costos de calidad”, elaborando un “Manual de calidad”, en
donde existe un fuerte contenido administrativo enfocado a la planeación, organización y
responsabilidad.
En 1954 fue invitado por el JUSE para dar conferencias en Japón, por lo que junto con Deming y K.
Ishikawa se les considera los principales promotores del éxito de Japón.
“La calidad totales estar en forma para el uso, desde los puntos de vista estructurales, sensoriales,
orientados en el tiempo, comerciales y éticos en base a parámetros de calidad de diseño, calidad
de cumplimiento, de habilidad, seguridad del producto y servicio en el campo”.
Observador astuto, oyente, atento, brillante, sintetizador, pronosticador, persistente, Juran ha sido
llamado el padre de la calidad o "gurú" de la calidad y el hombre quien "enseño calidad a los
japoneses".
Quizás lo más importante, es que el reconocido como la persona quien agrego la dimensión
humana para la amplia calidad y de ahí proviene los orígenes estadísticos de la calidad total. Su
plan fue hacerlo todo: filosofía, escritura, lectura consultar.
Peter Duccker10, el escritor de teorías, acertó que "cualquier avance logrado por la industria
manufacturera americana en los últimos 30 ó 40 años fueron logrados por la constancia, paciencia
y auto indestructible carácter de su trabajo.
10 Peter Duccker: Abogado y estadísta austriaco 1909 - 2005

27
1924: Se gradúo como bachiller en ciencias en Ingeniería Eléctrica.
1928: Su primer trabajo (un folleto de entrenamiento llamado" Métodos estadísticos aplicados a los
problemas de manufactura").
1937: Conceptualiza el principio de pareto.
1941: Temporal asistente administrador con la Lend-Lease Administration (ahí experimento con lo
hoy llamado reingeniería).
1951: Publicación manual de control de calidad (estándares).
1954: La entrega una serie de lecturas a gerentes japoneses el cual los ayuda a establecer sobre
la trayectoria de calidad.
1979: Fundo el instituto Juran para crear nuevas herramientas y técnicas para promulgar sus ideas
y explorar el "Impacto de la calidad en la sociedad".
1984: Lo apremia el emperador Japonés Hiri Hito con la orden del tesoro sagrado.
1986: Publica la "Trilogía de la Calidad" ayuda a la creación del Premio de calidad nacional "The
Malcoln Baldrige National Quality Award".
1987: Renuncia al liderazgo del Instituto Juran Inc.
1993-1994: Después de una serie de lecturas triunfantes en 1993 y 1994, el tour "The Last World",
él suspendió toda publicación reciente, de orden para dedicarse a escribir proyectos y dedicar
tiempo a sus obligaciones familiares.
Calidad: Se refiere a la ausencia de deficiencias que adopta la forma de retraso en la entrega,
fallos durante los servicios, facturas incorrectas, cancelación de contratos de ventas, etc.
Calidad es "adecuación al uso". La Misión de Juran y la Planificación para la Calidad es crear la
conciencia de la crisis de la calidad, el papel de la planificación de la calidad en esa crisis y la
necesidad de revisar el enfoque de la planificación de la calidad.
Establecer un nuevo enfoque de la planificación de la calidad. Suministrar formación sobre como
planificar la calidad, utilizando el nuevo enfoque. Asistir al personal de la empresa para replanificar
aquellos procesos insistentes que poseen deficiencias de calidad inaceptables (caminar por toda la
empresa). Asistir al personal de la empresa para dominar el proceso de planificación de la calidad,
dominio derivado de la replanificación de los procesos existentes y de la formación
correspondiente.
Asistir al personal de la empresa para utilizar el dominio resultante en la planificación de la calidad
de forma que se evite la creación de problemas crónicos nuevos. Una forma conveniente de
mostrar algunos de los muchos usos y usuarios es por medio de la "espiral de progreso de la

28
calidad". Nos referimos a ella simplemente como "la espiral.
"La espiral muestra una secuencia típica de actividades para poner un producto en le mercado. En
las grandes empresas se divide por departamentos esas actividades. Como resultado cada
departamento realiza un proceso operativo, produce un producto y suministra dicho producto a
otros departamentos receptores pueden ser considerados "clientes" que reciben los productos
procedentes de los departamentos proveedores. La tabla de mas abajo muestra algunas de las
relaciones evidentes en "la espiral": Proveedor Producto (Bienes y Servicios) Cliente
Cliente Desarrollo del producto Operaciones Marketing Información sobre las necesidades Diseños
del producto Bienes, servicios Bienes, servicios Desarrollo del producto Operaciones Marketing
Clientes
Trilogía de Jurán:
1. Planeación de la calidad
2. Control de la calidad
3. Mejoramiento de la calidad
Los tres procesos se relacionan entre sí. Todo comienza con la planificación de la calidad. El
objeto de planificar la calidad es suministrar a las fuerzas operativas los medios para obtener
productos que puedan satisfacer las necesidades de los clientes.
Una vez que se ha completado la planificación, el plan se pasa a las fuerzas operativas en donde
ocurre la producción. Luego se analiza que cambios se le deben hacer al proceso para obtener una
mejor calidad.
En la planificación de la calidad se desarrollan los productos y procesos necesarios para satisfacer
las necesidades de los clientes, Juran no hace énfasis en los problemas que pueden presentarse,
sino en las herramientas para cualquier tarea de una empresa y así solucionarlos.
2.1.5.5 William Eduard Deming
Impulsor del desarrollo en calidad de Japón, fue invitado en 1950 por la Unión de Científicos e
Ingenieros del Japón ( JUSE ), logrando que implementaran el CTC usando el PHVA de Shewhart
y el “Control Estadístico de Procesos”.

29
Se le considera el " padre " de la “Tercera revolución industrial o la revolución de la calidad”, con
sus famosos 14 puntos.
Entre sus libros se puede citar " Calidad, Productividad y Competitividad ", en donde hace ver la
necesidad del liderazgo en la calidad.
Deming es el representante de la escuela de gerencia de calidad más conocido. Deming, quien es
estadounidense, logró aceptación de sus ideas de calidad en el Japón, en donde actualmente
existe el premio Deming anual, que se concede por progresos obtenidos en el campo de la
precisión y confiabilidad del producto.
La gestión de calidad Deming es un sistema de medios para generar económicamente productos y
servicios que satisfagan los requerimientos del cliente. La implementación de este sistema necesita
de la cooperación de todo el personal de la organización, desde el nivel gerencial hasta el
operativo e involucramiento de todas las áreas.
Según la óptica de este autor, la administración de la calidad total requiere de un proceso
constante, que será llamado Mejoramiento Continuo, donde la perfección nunca se logra pero
siempre se busca.
El Mejoramiento Continuo es un proceso que describe muy bien lo que es la esencia de la calidad
y refleja lo que las empresas necesitan hacer si quieren ser competitivas a lo largo del tiempo.
W. Eduard Deming nace un 14 de Octubre de 1900 en E.U.A. hijo de Albert Deming. Creció en
Wyoming durante la época en que la irrigación estaba amenazando al viejo oeste y el transporte se
hacia por carretas tiradas por caballos.
A principios de siglo se mudo con su familia de Sioux City, a Cody Wyoming. Posteriormente se
trasladaron a la ciudad de Powel, en la cual se instalaron en un terreno de 16 hectáreas y en una
choza de cartón alquitranado; acondicionó la biblioteca de su padre y el piano de su madre. El
padre se dedicaba al cultivo mientras que su madre a dar clases de música.
Los primeros años en Powel fueron muy difíciles para la familia pero W. Deming con su negocio
especializado en la venta de seguros, bienes raíces y servicios jurídicos pudieron salir adelante: Lo
más difícil era la incomodidad con que vivían ya que no había electricidad ni drenaje. William

30
Edwards ganaba 25 centavos haciendo mandados en un hotel, llegó a ganar 10 dólares al mes por
encender los faroles que alumbran la calle. Con el tiempo la situación de la familia fue mejorando.
En 1917 W. Deming realiza un viaje a Caramie para empezar sus estudios en la universidad de
Wyoming, en la ciudad encontró trabajo de conserje, paleó nieve, trabajó en una fuente de sodas,
tocó el flautín en el coro de la universidad. En el año de 1921 se gradúo pero decide quedarse un
año más para estudiar matemáticas y física. Un año más tarde enseño física en una mina de
Colorado, así obtuvo una maestría en matemáticas y en física. Estando allí cortejó a una maestra
llamada Agnes Bell con la que se casó en 1923 y adoptaron un hijo Danothy.
En 1924 un profesor lo anima para que siga estudiando en Yale recibiendo su P.h. en física. En el
verano trabaja en la planta Hawthorne de la Western Electric de Chicago en la cual 46000
personas fabricaban teléfonos en un ambiente de explotación y mala remuneración.
Algunas de sus ideas de la administración surgieron de su experiencia en Hawthorne, donde los
trabajadores eran remunerados de acuerdo a lo que producían. El mayor interés que tenia Deming
era el de estudiar el nitrógeno y de analizar sus efectos en las cosechas. En 1954 rechazó ofertas
para trabajar en la industria privada.
Su esposa Aggnes muere en 1930. Dos años más tarde se casa con Lola Shupe una matemática
con la cual tuvo dos hijas, Diana que nace en 1934, y Linda que nace en 1942.
Cuando Deming trabaja en el departamento de agricultura conoce a Walter A. Shewhart, experto
en estadística y trabajaba con Bell telefhone laboratories de Nueva York. Desarrollo técnicas para
llevar procesos industriales a lo que el llamaba "control estadístico".
El Dr. Deming fue reclutado por el comando supremo de las fuerzas aliadas para realizar un censo
japonés. El país estaba muy dañado, cuando Deming llegó la ocupación llevaba dos años y había
pocos indicios de recuperación física. Deming trató de familiarizarse con la su cultura. En 1956
escribió que sus métodos de estudio se convertirían en japoneses.
El Dr. Deming no conocía al grupo de unión de científicos e ingenieros japoneses (UCIJ11) el cual
se había organizado para la reconstrucción del país, la situación en Japón era grave ya que no
podía producir la suficiente comida para alimentar a la gente.
11 UCIJ: Unión de Científicos e Ingenieros Japoneses

31
Era evidente que se tenía que exportar bienes a fin de tener dinero para comprar alimentos. Pero
por la causa de la guerra en Japón no sólo perdió mercado, sino que la producción industrial era
muy mala por que le había dado al Japón lo que el doctor Deming llamaba "patrimonio negativo".
Los miembros de la UCIJ estaban fascinados con las teorías de Shewhart, y también con el Dr.
Deming estaban fascinados por sus conocimientos y su cordialidad y pensaron que quizá les
ayudaría en sus esfuerzos de recuperación. En Marzo de 1950, el director ejecutivo de la UCIJ,
Kenichi Koyanagi, le escribió al Dr. Deming que les diera a los investigadores, gerentes de
producción e ingenieros, una serie de conferencia sobre métodos de control de calidad. La
respuesta del Dr. Deming fue si y llegó a Tokio el 16 de Junio de 1950. La situación de Japón
había mejorado.
El Dr. Deming animaba a los japoneses a producir con calidad, siguiendo el método de realizar una
investigación y mirar a futura para producir bienes que tuvieran mercado durante mucho tiempo.
En Agosto de ese año la cámara de comercio de Tokio invitó al Dr. Deming para que se dirigiera a
otros 50 industriales y les hablara de sus métodos y 45 más en Hakone12. Al finalizar el verano,
había llegado a le gerencia de la mayoría de las compañías grandes, además de enseñarles
técnicas estadísticas a miles de técnicos.
Para mostrar su aprecio, los japoneses establecieron en 1951 el premio Deming, una medalla de
plata que llevaba grabado el perfil de Dr. Deming, el cual se otorgaba en dos categorías, a un
individuo por sus conocimientos en teoría estadística y a compañías por logros obtenidos en la
aplicación estadística.
Los japoneses estaban muy agradecidos con el Dr. Deming ya que él les brindaba su calurosa
cordialidad a todos los japoneses que conocía e intercambiaba francas opiniones con todo el
mundo.
Su noble personalidad impresionó profundamente a todos los que aprendieron de él y que llegaron
a conocerlo. La sinceridad y el entusiasmo con que se dedicó a sus cursos siguen vivos y vivirán
para siempre en la memoria de todos.
12 Hakone: Ciudad de Japón, en la prefectura de Kanagawa, en el distrito de Ashigarashimo.

32
Para 1980 treinta años después de enseñarles sus métodos a los japoneses, el Dr. Deming fue
descubierto en los Estados Unidos, y lo lanzaron a la fama, la persona que descubrió al Dr.
Deming fue una productora de televisión, Clare Crawford-Mason.
En 1982 publicó un libro para usarlo en sus cursos de calidad, productividad y posición competitiva,
un libro grueso, encuadernado en rústica, publicado por el Centro de Estudios Avanzados de
Ingeniería de Massachussets.
El Dr. Deming sugiere una nueva definición radical del papel que desempeña una compañía. En
vez de hacer dinero, debe permanecer en el negocio y proporcionar empleo por medio de la
innovación, la investigación, el constante mejoramiento y el mantenimiento.
La gerencia tiene dos clases de problemas, dice el Dr. Deming: los de hoy y los de mañana. Los
problemas de hoy tienen que ver con las necesidades inmediatas de la compañía: como mantener
la calidad, como igualar la producción con las ventas; el presupuesto; el empleo; las utilidades; el
servicio; las relaciones públicas.
Ninguna compañía que carezca de un plan para el futuro, podrá continuar en el negocio. Los
empleados que trabajan para una compañía que está invirtiendo para el futuro, se sienten más
seguros y están menos deseosos de buscar otro empleo.
Habrá que tener una declaración de constancia en el propósito; se recomienda a las compañías
que piensen detenidamente en el futuro, y que desarrollen un plan y métodos para continuar en el
negocio.
El ciclo Deming hoy en día constituye el elemento esencial del proceso de planificación.
Paso 1: el primer paso es estudiar un proceso, decidir que cambio podría mejorarlo
Paso 2: efectúe las pruebas, o haga el cambio, preferentemente en pequeña escala
Paso 3: observe los efectos
Paso 4: ¿qué aprendimos?
Para lograr la transformación es vital que todos empiecen a pensar que el trabajo de cada cual,
debe proporcionarles satisfacción a un cliente.
Los Catorce Puntos y Siete Pecados Mortales de Deming son los siguientes:
33
1. Hacer constante el propósito de mejorar la calidad
2. Adoptar la nueva filosofía
3. Terminar con la dependencia de la inspección masiva
4. Terminar con la práctica de decidir negocios en base al precio y no en base a la calidad
5. Encontrar y resolver problemas para mejorar el sistema de producción y servicios, de
manera constante y permanente
6. Instituir métodos modernos de entrenamiento en el trabajo
7. Instituir supervisión con modernos métodos estadísticos
8. Expulsar de la organización el miedo
9. Romper las barreras entre departamentos de apoyo y de línea
10. Eliminar metas numéricas, carteles y frases publicitarias que piden aumentar la
productividad sin proporcionar métodos
11. Eliminar estándares de trabajo que estipulen cantidad y no calidad
12. Eliminar las barreras que impiden al trabajador hacer un buen trabajo
13. Instituir un vigoroso programa de educación y entrenamiento
14. Crear una estructura en la alta administración que impulse día a día los trece puntos
anteriores
Los Siete Pecados Mortales
1. Carencia de constancia en los propósitos
2. Enfatizar ganancias a corto plazo y dividendos inmediatos
3. Evaluación de rendimiento, calificación de mérito o revisión anual
4. Movilidad de la administración principal
5. Manejar una compañía basado solamente en las figuras visibles
6. Costos médicos excesivos
7. Costos de garantía excesiva
Los logros de Deming son reconocidos mundialmente. Se ha logrado establecer que al utilizar los
principios de Deming la calidad aumenta y por lo tanto bajan los costos y los ahorros se le pueden
pasar al consumidor. Cuando los clientes obtienen productos de calidad las compañías logran
aumentar sus ingresos y al lograr esto la economía crece
2.2 Ciclo Deming
El ciclo PHVA, también conocido como "círculo de Deming", es una estrategia de mejora continua
de la calidad en cuatro pasos, basada en un concepto ideado por Walter A. Shewhart. También se
denomina “espiral de mejora continua”. Las siglas PDCA son el acrónimo de Planear,

34
Hacer,Verificar, Actuar (Plan, Do, Check, Act). Este ciclo debe ser continuo, buscando la mejora en
cada vuelta que se logra bajo el fundamento de la filosofía de los catorce principios de Deming.
Imagen 2.2: Ciclo Deming
2.2.1 Planear
En el caso de un proyecto de mejoramiento, la fase de planeación tiene, entre otros, el objetivo de
asegurar que el proyecto que se seleccionará para análisis es realmente el más importante en
cuanto a su contribución al mejoramiento de los indicadores clave del negocio.
Las empresas siempre tendrán problemas, una gran cantidad de problemas, por lo que encontrar
cuál de ellos es el más importante, nunca será tarea fácil.
Es importante que se realice una recopilación de datos bien orientada, amplia e imparcial. Los
datos que indican las áreas de oportunidad de mejoramiento deben estar relacionados, en forma
directa o indirecta, con los indicadores clave de competitividad del negocio.
Es conveniente que la alta administración defina desde un punto de vista estratégico cuáles son los
indicadores que tienen prioridad de mejoramiento, para que todos los demás grupos o equipos de
menor nivel en la organización realicen esfuerzos de mejoramiento en la dirección apropiada.
Plan
Do Check
Act

35
2.2.2 Hacer
En esta fase el equipo asignado para el proyecto se debe enfocar en el análisis de las causas que
provocaron la aparición del problema y la búsqueda de alternativas de solución, para después
poder proporcionar la que considere más apropiada para resolverlo. Durante este proceso, se
recomienda que se utilice la toma de decisiones por consenso y se sigan las reglas para el trabajo
en equipo.
2.2.3 Verificar
Las mismas técnicas que fueron utilizadas durante la fase de planeación para evaluar y detectar
áreas de oportunidad para el mejoramiento pueden ser utilizadas durante esta fase. Los
histogramas, las gráficas de control o las gráficas de tendencia en el tiempo deben mostrar en
forma cuantitativa el grado de mejoramiento alcanzado con la implantación de las acciones
aprobadas en la fase de hacer.
2.2.4 Actuar
Esta fase consiste en incorporar al siguiente ciclo de planeación los ajustes necesarios que se
hallan evidenciado en la fase de verificación. La mejora continua consiste precisamente en resolver
un problema tras otro sin interrupción. Después de todo, lo que ahora no se considera como
problema por tener cuestiones más graves que atender, en el futuro, cuando el nivel de
competitividad sea mayor, será el problema a resolver.
En esta fase es importante garantizar que la experiencia adquirida no sólo en el problema
analizado, sino también en la capacidad y habilidad para trabajar en equipo, sirve de base para
lograr una mayor efectividad en la solución de problemas futuros. Se deben corregir acciones que
no hayan resultado apropiadas, así como experiencias adquiridas en el análisis, la solución y la
puesta en práctica de acciones de mejoramiento.
2.2.2 Las 7 Enfermedades mortales de la gerencia
Además de los 14 principios el Dr. Deming nos legó una serie de enfermedades de la gerencia y
unos obstáculos para el crecimiento de las empresas:
1.- Falta de constancia en el propósito:

36
La Gerencia cambia de dirección constantemente: hoy es ISO 9000, ayer Reingeniería, antes
Calidad Total. Se pasa de una metodología a otra, se mandan señales encontradas al personal. Se
abandonan proyectos, por estar con el "sabor del mes", pero no se nota la constancia en el
propósito de mejorar constantemente los procesos y los productos. No se nota el compromiso. En
una empresa que estaba en el proceso de Calidad Total, nos preguntaba el mismo Gerente, que
como nos iba con la implementación, la respuesta fue: "pésimo, si usted es el que pregunta". De
suerte hoy día la misma ISO obliga que desde la política de calidad se establezca la mejora
continua y de resalta la importancia del involucramiento de la Gerencia. Tuvo que hacerse
obligatorio para que se entendiera su importancia.
2.- Énfasis en las utilidades a corto plazo:
Es difícil para una gerencia, que pasa todos los días revisando las cifras del mes, tratando de
adivinar el porqué de las pérdidas obtenidas, lograr la transformación; está tan preocupado por el
hoy, que difícilmente puede ver el mañana y menos pasado mañana. Recordamos una experiencia
triste cuando un gerente quería comprar una materia prima de dudosa procedencia pero a un
bajísimo costo. Las utilidades del período dependían de esa compra, y de las utilidades la
renovación de su contrato. En este tipo de empresas, no cambia la empresa, se cambia al gerente.
¿Pero que sucede cuando es el dueño?. Las empresas se venden, se fusionan, desaparecen.
3.- Evaluación del desempeño, clasificación según el mérito:
La costumbre de pasarle la culpa al nivel inferior de los malos resultados, hace que se entronice la
evaluación del desempeño, para poder identificar al culpable. Se ha olvidado lo que decía
Ishikawa, que el 85% de los problemas son responsabilidad de la Gerencia. Utilizar las
evaluaciones para escatimar unos centavos al aumento de los empleados, no es bien visto, cuando
a pesar de todo su esfuerzo no pueden lograr los resultados, lo que sucede cuando una gerencia
está desconectada de los procesos. Hemos experimentado que algunas empresas han convertido
la excelente herramienta estratégica del Balanced Score Card, en una pobre herramienta para
evaluar el desempeño, eso es no querer ver en donde está el mal. Algún esfuerzo se está
haciendo por cambiar el enfoque con la famosa "Evaluación 360° aunque debemos recomendar el
último capítulo del libro de Mary Walton, "Como prescindir de las evaluaciones del Desempeño con
el método Deming".
4.- Movilidad de la Gerencia:
El énfasis en las utilidades del corto plazo y en administrar con base a las cifras visibles, hace que
el gerente se esté moviendo de una empresa a otra. Es mejor cambiar de barco mientras haya
utilidades, nadie contrata a alguien que haya trabajado en una empresa que cerró. Otros buscan
una posición mejor en una nueva compañía. Los gerentes que conocíamos hace 2 ó 3 años ya no
37
están, vienen nuevos líderes con nuevas ideas, se abandona la constancia en el propósito de
mejora continuamente productos y servicios.
5.- Manejar una compañía basándose únicamente en las cifras visibles:
Lo que el Dr. Deming nos dijo, hace más de 30 años hoy nos lo repiten Prahalad, Kaplan y muchos
otros autores, las cifras visibles que nos muestra la contabilidad financiera no reflejan lo que vale
una empresa. No se contabiliza la fidelidad de los clientes, la alta calidad del producto, la
participación del mercado, el conocimiento de los empleados, la capacidad gerencial, lo que hoy se
conoce como los activos intangibles. Cuando un gerente administra tan solo con las cifras visibles,
muy pronto se queda sin cifras, ni empresa que administrar.
6.- Costos médicos excesivos:
Cuando las empresas empezaron a notar que con las nuevas prerrogativas de la seguridad social
los empleados se ausentaban con la excusa de ir al Seguro, cambiaron el concepto a médico de
empresa, para evitar que éstos salieran de las instalaciones. En los anuncios sobre reclutamiento
de personal, se presenta como un beneficio. Las ausencias y las incapacidades son muestra de
algo más que vagabundería del trabajador, es que hay empresas en donde trabajar es un fastidio,
pues no se valora el recurso humano. El trabajador debe soportar llamadas de atención por
procesos mal diseñados, por ausencia de liderazgo, falta de motivación, por falta de planificación,
por falta de visión de sus jefes, por la falta de capacidad de hacer de la empresa el mejor lugar
para trabajar. El Dr. Deming decía que esto sólo era para la industria estadounidense pero también
es una realidad en nuestras empresas latinoamericanas.
7.- Costos excesivos de garantía:
Hay quejas audibles y hay quejas inaudibles, las primeras probablemente se conviertan en
reclamos que deben ser atendidos y en muchos de ellos hacer honor a la garantía. Pero cuidado
con aquellos clientes que no se quejan, pero dejan de comprar. "Esto es lo que mejor podemos
hacer y punto, lo toma o lo deja". Con esta calidad queremos soportar la avalancha de productos
externos y competir en mercados internacionales, inclusive estamos dispuestos a firmar tratados
de libre comercio. La competitividad no está en leyes, infraestructura, reconversión industrial,
reciprocidad, financiamiento, está en la calidad de los productos y servicios que se ofrecen. Si
entendiéramos el concepto de la "reacción en cadena" otro legado del Dr. Deming, todo sería
distinto.

38
2.3 Las 5S’s
El concepto de las 5S’s13 no debería resultar nada nuevo para ninguna empresa, pero
desafortunadamente sí lo es. El movimiento de las 5S´s es una concepción ligada a la orientación
hacia la calidad total que se originó en el Japón bajo la orientación de W.E. Deming hace más de
cuarenta años y que está incluida dentro de lo que se conoce como mejoramiento continuo o
gemba kaizen. Este concepto se refiere a la creación y mantenimiento de áreas de trabajo más
limpias, más organizadas y más seguras, es decir, se trata de imprimirle mayor “calidad de vida” al
trabajo.
Las 5S’s provienen de términos japoneses que diariamente ponemos en práctica en nuestras vidas
cotidianas y no son parte exclusiva de una “cultura japonesa” ajena a nosotros, es más, todos los
seres humanos, o casi todos, tenemos tendencia a practicar o hemos practicado las 5′S, aunque
no nos demos cuenta.
Las 5′S son: Seiri: clasificar, organizar, arreglar apropiadamente Seiton: orden Seiso: limpieza
Seiketsu: limpieza estandarizada Shitsuke: disciplina.
La poca aplicación de estos conceptos, principalmente en empresas manufactureras y de
producción en general, en las que pocas veces (más bien nunca) se recibe al cliente final en sus
instalaciones, es generalizada, lo cual no deja de ser preocupante, no solo en términos del
desempeño empresarial sino humanos, ya que resulta degradante, para cualquier trabajador,
desempeñar su labor bajo condiciones insanas.
Este hecho hace pensar que bajo estos entornos será difícil alcanzar niveles de productividad y
eficiencia elevados, lo que pone de presente la necesidad de aplicar consistentemente las 5′S en
nuestra rutina diaria, ya sea como trabajadores o como estudiantes, siempre será mejor desarrollar
nuestras actividades en ambientes seguros y motivantes.
El objetivo central de las 5′S es lograr el funcionamiento más eficiente y uniforme de las personas
en los centros de trabajo.
13 5S´s: Las 5S’s, Seiri, Seiton, Seiso, Seiketsu y Shitsuke, conceptos de origen japonés que hacen parte integral de los procesos de mejoramiento continuo

39
Imagen 2.3: Misión general de las 5S’s
2.3.1 Definición de las 5S’s
1. SEIRI – Desechar lo que no se necesita
Seiri o clasificar consiste en retirar del área o estación de trabajo todos aquellos elementos que no
son necesarios para realizar la labor, ya sea en áreas de producción o en áreas administrativas.
Dentro de esta organización se deben cambiar los cuartos de San Alejo por archivos o bodegas
que sólo almacenen elementos de manera clasificada y se deben eliminar las obsolescencias. No
hay que pensar en que este o aquel elemento podría ser útil en otro trabajo o si se presenta una
situación muy especial, los expertos recomiendan que ante estas dudas hay que desechar dichos
elementos.
2. SEITON – Un lugar para cada cosa y cada cosa en su lugar
Seiton u orden significa más que apariencia. El orden empresarial dentro del concepto de las 5′S
se podría definir como: la organización de los elementos necesarios de modo que resulten de fácil
uso y acceso, los cuales deberán estar, cada uno, etiquetados para que se encuentren, retiren y

40
devuelvan a su posición, fácilmente por los empleados. El orden se aplica posterior a la
clasificación y organización, si se clasifica y no se ordena difícilmente se verán resultados. Se
deben usar reglas sencillas como: lo que más se usa debe estar más cerca, lo más pesado abajo
lo liviano arriba, etc.
3. SEISO – Limpiar el sitio de trabajo y los equipos y prevenir la suciedad y el desorden.
Seiso o limpieza incluye, además de la actividad de limpiar las áreas de trabajo y los equipos, el
diseño de aplicaciones que permitan evitar o al menos disminuir la suciedad y hacer más seguros
los ambientes de trabajo.
Sólo a través de la limpieza se pueden identificar algunas fallas, por ejemplo, si todo está limpio y
sin olores extraños es más probable que se detecte tempranamente un principio de incendio por el
olor a humo o un malfuncionamiento de un equipo por una fuga de fluidos, etc. Así mismo, la
demarcación de áreas restringidas, de peligro, de evacuación y de acceso generan mayor
seguridad y sensación de seguridad entre los empleados.
4. SEIKETSU – Preservar altos niveles de organización, orden y limpieza.
El Seiketsu o limpieza estandarizada pretende mantener el estado de limpieza y organización
alcanzado con la aplicación de las primeras tres S, el seiketsu solo se obtiene cuando se trabajan
continuamente los tres principios anteriores. En esta etapa o fase de aplicación (que debe ser
permanente), son los trabajadores quienes adelantan programas y diseñan mecanismos que les
permitan beneficiarse a sí mismos.
Para generar esta cultura se pueden utilizar diferentes herramientas, una de ellas es la localización
de fotografías del sitio de trabajo en condiciones óptimas para que pueda ser visto por todos los
empleados y así recordarles que ese es el estado en el que debería permanecer, otra es el
desarrollo de unas normas en las cuales se especifique lo que debe hacer cada empleado con
respecto a su área de trabajo.
5. SHITSUKE – Crear hábitos basados en las 4S´s anteriores
Shitsuke o disciplina significa evitar que se rompan los procedimientos ya establecidos. Sólo si se
implanta la disciplina y el cumplimiento de las normas y procedimientos ya adoptados se podrá

41
disfrutar de los beneficios que ellos brindan. El shitsuke es el canal entre las 5′S y el mejoramiento
continuo. Shitsuke implica control periódico, visitas sorpresa, autocontrol de los empleados, respeto
por sí mismo y por la demás y mejor calidad de vida laboral.
2.4 Enfoque de procesos
Un resultado deseado se alcanza más eficientemente cuando las actividades y los recursos
relacionados se gestionan como un proceso
Figura 2.4: Enfoque de procesos
2.4.1 Análisis de procesos
El análisis de procesos, es una metodología para examinar la dinámica de las organizaciones.
Tiene como punto de partida el eco de éstas.
Las empresas se crean para llevar a cabo ciertos propósitos u objetivos perdurables mediante la
ejecución de una secuencia articulada de actividades.
Otro concepto de análisis de procesos es un tipo de exploración en el cual se estudia uno ó varios
procesos ó una secuencia de actividades.
Algunos ejemplos son: diagrama de flujo, técnica de análisis de casos, análisis de árbol de
decisiones y el análisis de flujo de clientes.
Un análisis de procesos permite captar datos cuantitativos: ¿Cuánto tiempo toma?, ¿Cuánto
desperdicio contiene?, ¿A cuántas personas involucra?, ¿Cuánto cuesta?

42
2.4.2 Modelado de procesos
Un modelado de procesos muestra de manera gráfica una visión global de la totalidad de procesos
que integra un sistema (empresa). Desglosa niveles que se van especificando y detallando según
el nivel, los cuales son: macroprocesos; procesos; subprocesos; subsubprocesos; actividades;
tareas; movimientos.
Esta herramienta maneja tres macro procesos:
Estratégicos: proporcionan directrices a todos los demás procesos y son realizados por la
dirección o por otras entidades.
Claves: atañen a diferentes áreas del servicio y tienen impacto en el cliente creando valor para
éste. Son las actividades esenciales del servicio, su razón de ser.
Soporte: Dan apoyo a los procesos fundamentales que realiza un servicio. Son los procesos que
realizan otros servicios y que nos ayudan a la hora de realizar nuestros procesos fundamentales.
Figura 2.4.2: Modelado de procesos

43
2.4.3 Mapa de la cadena de valor
Una cadena de valor son todas las acciones (tanto de valor agregado como de no valor agregado)
que se requiere para llevar a cabo un producto a través de los canales esenciales para hacer:
1. Que el producto fluya desde la materia prima hasta las manos del cliente.
2. Que se diseñe el flujo desde su concepto hasta su lanzamiento.
Figura 2.4.3: Mapa de valor
Valor agregado: son todas aquellas operaciones que transforman el producto.
Valor no agregado: son todas aquellas operaciones donde la materia prima no sufre alguna transformación.
El mapeo de la cadena de valor puede ser una herramienta de la comunicación, una herramienta
de la planificación de empresas, y una herramienta para manejar su proceso del cambio.
Para tener una visión global del proceso es necesario esquematizar el estado actual, que se realiza
recopilando la información sobre la situación que se vive hoy día en la organización. Esto
proporciona los datos necesarios para dibujar un estado futuro. Posteriormente será necesario
preparar y comenzar activamente a usar un plan de la puesta en práctica que describa, en una
página, cómo se planea alcanzar el estado futuro. Para elaborar un mapa de la cadena de valor, es
necesario seguir la trayectoria de fabricación de un producto de inicio a fin. El esquema debe tener
una representación visual del flujo de información y material en cada proceso. El contenido,
44
respecto del uso de imágenes, símbolos, líneas, etc., requerirá de especificar una simbología
anexa.
2.4.4 Identificación y análisis de congruencia del proceso
Analizar la información relativa a la identificación del proceso, con la finalidad de reconocer los
elementos que lo componen y que forman parte de su entorno tal como lo son: la misión, visión,
objetivos, funciones y programas, normatividad, identificación de controles básicos y la estructura
orgánica (general y específica) en donde interactúa. La primera parte consiste en la identificación y
análisis de congruencia del proceso.
Para identificar el proceso en estudio, se deberán registrar todos los datos generales, en el formato
denominado "Identificación del Proceso" (ver tabla 2.7.4), que a continuación se presenta:
1. Nombre del proceso: Registrar el nombre del proceso que debe ser con el que se le
conoce formalmente bajo su responsabilidad el proceso en estudio
2. Área en la que opera el proceso: Anotar el nombre del área en la que se desarrolla y opera
el proceso
3. Objetivo del proceso: Anotar para que fue formulado el proceso
4. Misión del área en que opera el proceso: Registrar la misión del área en la que opera el
proceso, para verificar que el proceso responde a dicha misión
5. Visión del área en que opera el proceso: Anotar la visión del área en la que opera el
proceso, para verificar que el proceso responde a dicha visión
6. Objetivo del área en que opera el proceso: Anotar el objetivo del área en que opera el
proceso
7. Funciones con las que se relacionan las actividades del proceso: Describir las funciones
que realiza el área en donde interactúa el proceso
2.4.5 Análisis del proceso y control interno
La identificación del control interno es una tabla en la cual aparece el nombre, el responsable, los
objetivos del proceso, así como los objetivos del área que opera.
El principal objetivo de la identificación del control interno es registrar los controles del proceso de
acuerdo al orden lógico en que se van desarrollando las actividades. Cabe mencionar que no
siempre un control es un registro o viceversa un registro se puede convertir en un control. Muchas

45
veces podemos utilizar controles sin que existan registros y de cualquier manera las actividades
están controladas.
Tabla 2.4.4: Formato de identificación de procesos
Tabla 2.4.5: Identificación del control interno
2.4.6 Herramientas
2.4.6.1 Diagrama de interrelación de procesos
Es una herramienta que nos ayuda a tener una visión panorámica de las interacciones del proceso,
identificando a los usuarios internos y externos que intervienen en un proceso y sus relaciones.
Para elaborar el diagrama de interrelaciones se debe seguir las siguientes recomendaciones:
1. Reunir al equipo apropiado
2. Determinar el problema o el asunto clave a solucionar

46
3. Utilizar una herramienta de generación tal como la lluvia de ideas
4. Reunir ideas o tarjetas y colocarlas en la superficie de trabajo en un patrón circular Marcar
con una letra o número cada tarjeta
5. Buscar relaciones entre cada una y todas las ideas, determinar qué otras tarjetas están
influenciadas por esta tarjeta
6. Dibujar flechas que salgan de la tarjeta que influencie a otras tarjetas y flechas hacia las
tarjetas que estén influenciadas por otras tarjetas
7. Totalizar todas las flechas que entran y salen de cada tarjeta. Luego se podrán identificar
las causas principales y los efectos claves
8. Identificar las tarjetas que son causas o efectos
Tabla 2.4.6.1: Ejemplo de diagrama de interrelación de procesos
2.4.6.2 Diagramas de relación
Es una representación gráfica de un bloque del proceso, donde se muestra las entradas y salidas
del mismo, con la inclusión de los usuarios que intervienen.
Figura 2.4.6.2: Diagrama de relación

47
2.4.6.3 Matrices de entradas y salidas
Es una representación esquemática para analizar las interrelaciones con el fin de establecer los
flujos de las entradas y salidas que representan su relación con el proceso. Esta matriz es una
forma sencilla de identificar las entradas y salidas de un proceso. Además sirve como base para la
elaboración de la matriz CATWDA.
Tabla 2.4.6.3a:. Matriz de entradas
Tabla .2.4.6.3b: Matriz de salidas
2.4.6.4 Matriz de CATWDA
Esta matriz expresa el propósito de un sistema, denotando de ésta, procesos y relaciones con
distintos aspectos, encaminados a obtener un objetivo específico. El objetivo del proceso establece
qué queremos lograr a través de la narración que contiene 6 aspectos principales.
Todo objetivo debe tener claro:
¿Quién es el cliente?, ¿quién se va a beneficiar con el cumplimiento de ese objetivo?, ¿quiénes
son los actores involucrados en el cumplimiento del proceso?, ¿cuál es la transformación que
estamos haciendo en la organización en el cumplimiento de ese objetivo?. Debe incluir también

48
elementos de la visión, que nos den guía y que nos orienten en su cumplimiento; también tenemos
que tener claros ¿quiénes son los dueños del sistema? y ¿quiénes serán los responsables de que
el objetivo se cumpla?.
De igual forma el medio ambiente en el que se está desenvolviendo la organización y dentro del
cual se cumplirá el objetivo. Entonces para la definición del objetivo, definiremos lo que se
denomina la metodología CATWDA, ésta desglosa los siguientes 6 elementos:
El significado de las letras es:
C: Consumidores o clientes
A: Actores
T: Transformación
W: Weltanschauung. Significa la visión del mundo que hace a esta “T” en contexto
D: Poseedor o dueño
A: Restricciones del medio
Figura 2.4.6.4: Matriz CATWDA
2.4.6.5 PEPSU
PEPSU14, es la descripción simplificada de un proceso cualquiera, cubriendo los aspectos mas
relevantes relacionados con los proveedores, entradas, proceso, salidas y usuarios de dicha
herramienta, la cual es útil para identificar el inicio y el fin del proceso así como la manera en que
éste opera con relación a sus proveedores, entradas, procesos, salidas y usuarios.
14 PEPSU: proveedores, entradas, procesos, salidas y usuarios

49
Para elaborar esta descripción es necesario seguir lo siguiente:
1. Anotar en el encabezado el nombre completo del proceso, la fecha, el objetivo y el
alcance
2. Dividir en cinco columnas y anotar en el encabezado de cada columna lo siguiente:
Proveedor, Entrada, Proceso, Salida y Usuario
3. Para cada fase plantear preguntas tales como:
¿Quién recibe las entradas?
¿Qué es lo primero que se hace con la entrada?
¿Qué se produce o realiza con las entradas?
¿Qué sucede después?
¿Cuáles son las salidas resultantes de lo que se produce?
4. Revisar el diagrama haciéndose estas preguntas:
¿Requieren algunas entradas que actualmente no se muestran?
¿Están mostrándose todos los flujos de trabajo en los procesos de entradas y salidas?
¿Muestra la naturaleza consecutiva y paralela de las fases?
¿Cuáles son las expectativas de los clientes?
Figura 2.4.6.5: PEPSU
2.4.6.6 Diagrama de flujo de las áreas que intervienen en el proceso
Es un organigrama15 donde se muestra de forma gráfica cuales son las áreas que intervienen en
un proceso en específico describiendo el flujo del mismo. Para elaborarlo sólo es importante
identificar el área, niveles y personal dentro de la estructura orgánica autorizada o la real en que
opera el proceso. Además de solicitar la estructura orgánica autorizada o real.
15 Organigrama: esquema de la organización de una entidad
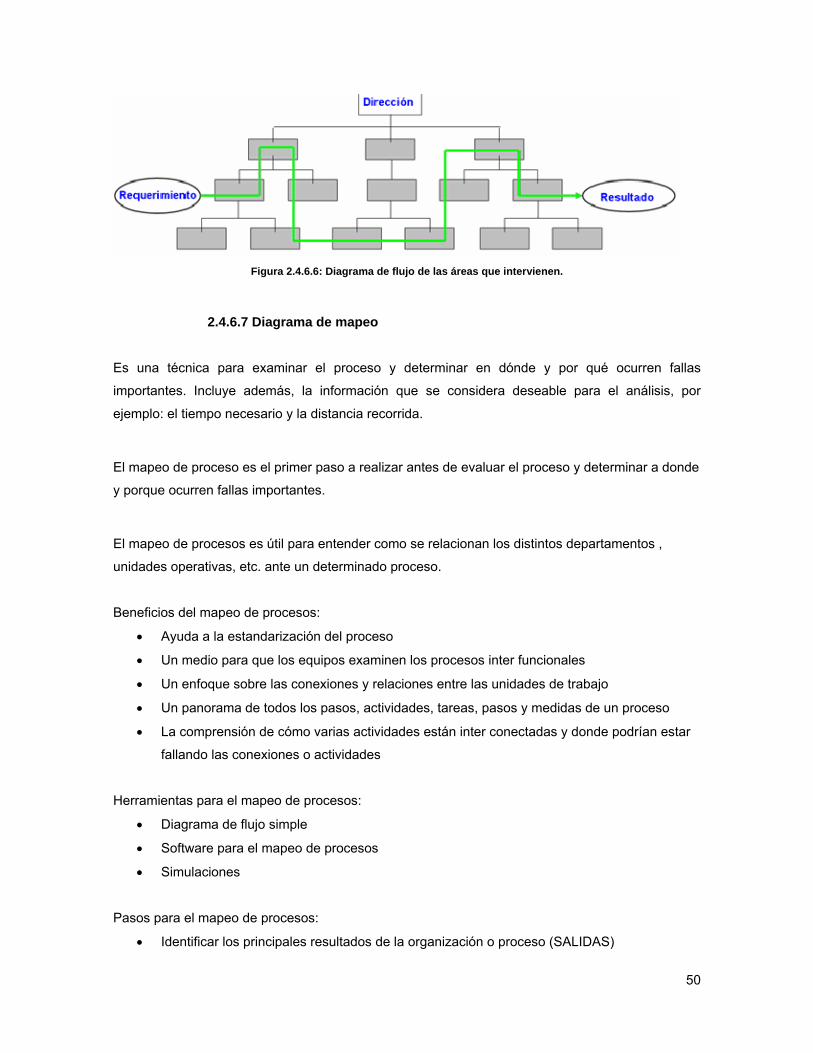
50
Figura 2.4.6.6: Diagrama de flujo de las áreas que intervienen.
2.4.6.7 Diagrama de mapeo
Es una técnica para examinar el proceso y determinar en dónde y por qué ocurren fallas
importantes. Incluye además, la información que se considera deseable para el análisis, por
ejemplo: el tiempo necesario y la distancia recorrida.
El mapeo de proceso es el primer paso a realizar antes de evaluar el proceso y determinar a donde
y porque ocurren fallas importantes.
El mapeo de procesos es útil para entender como se relacionan los distintos departamentos ,
unidades operativas, etc. ante un determinado proceso.
Beneficios del mapeo de procesos:
Ayuda a la estandarización del proceso
Un medio para que los equipos examinen los procesos inter funcionales
Un enfoque sobre las conexiones y relaciones entre las unidades de trabajo
Un panorama de todos los pasos, actividades, tareas, pasos y medidas de un proceso
La comprensión de cómo varias actividades están inter conectadas y donde podrían estar
fallando las conexiones o actividades
Herramientas para el mapeo de procesos:
Diagrama de flujo simple
Software para el mapeo de procesos
Simulaciones
Pasos para el mapeo de procesos:
Identificar los principales resultados de la organización o proceso (SALIDAS)
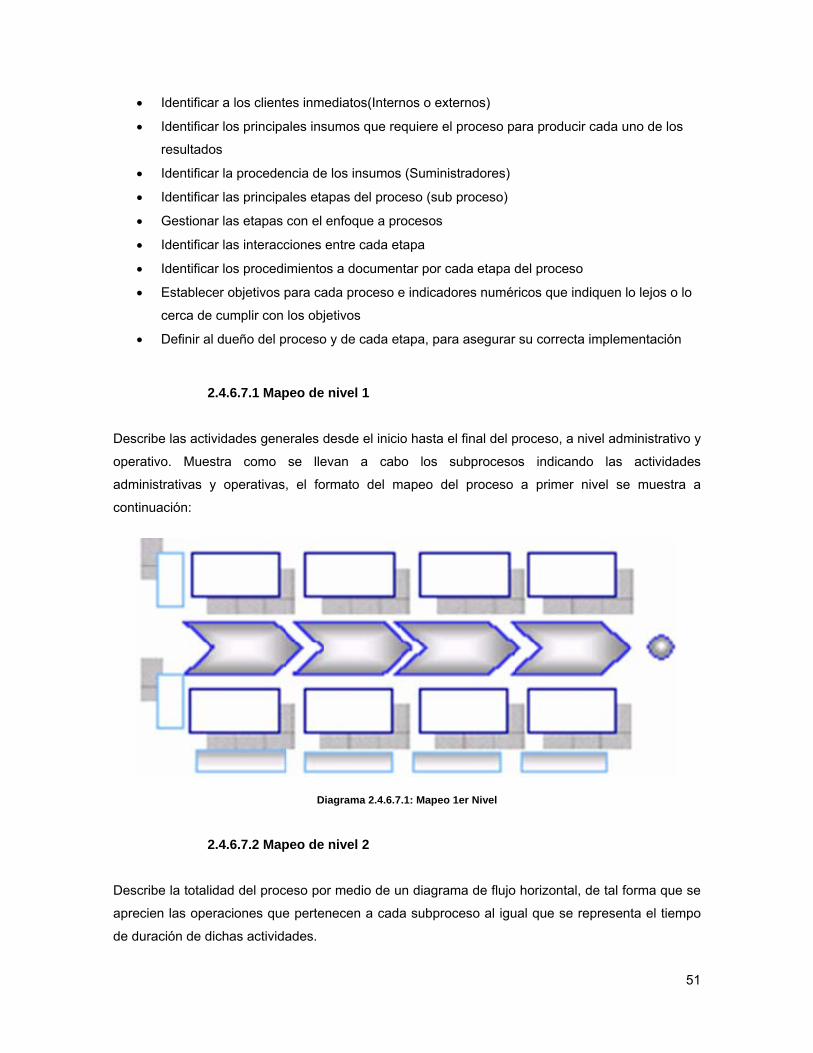
51
Identificar a los clientes inmediatos(Internos o externos)
Identificar los principales insumos que requiere el proceso para producir cada uno de los
resultados
Identificar la procedencia de los insumos (Suministradores)
Identificar las principales etapas del proceso (sub proceso)
Gestionar las etapas con el enfoque a procesos
Identificar las interacciones entre cada etapa
Identificar los procedimientos a documentar por cada etapa del proceso
Establecer objetivos para cada proceso e indicadores numéricos que indiquen lo lejos o lo
cerca de cumplir con los objetivos
Definir al dueño del proceso y de cada etapa, para asegurar su correcta implementación
2.4.6.7.1 Mapeo de nivel 1
Describe las actividades generales desde el inicio hasta el final del proceso, a nivel administrativo y
operativo. Muestra como se llevan a cabo los subprocesos indicando las actividades
administrativas y operativas, el formato del mapeo del proceso a primer nivel se muestra a
continuación:
Diagrama 2.4.6.7.1: Mapeo 1er Nivel
2.4.6.7.2 Mapeo de nivel 2
Describe la totalidad del proceso por medio de un diagrama de flujo horizontal, de tal forma que se
aprecien las operaciones que pertenecen a cada subproceso al igual que se representa el tiempo
de duración de dichas actividades.

52
Se emplea para describir las actividades de cada área que interactúa en el proceso.
Para elaborar mapeo de segundo nivel se siguen los siguientes pasos:
1. Identificar número de bandas a colocar en el mapeo.
2. Trazar bandas, considerando dos apartados principales (columnas), una para colocar el
nombre de los procesos, u otra para colocar el diagrama de flujo del proceso (respetando
el número de subprocesos) y sus respectivos tiempos.
3. Identificar la primera columna con el nombre de las áreas que intervienen el proceso.
Generalmente en la primera fila se coloca al cliente del proceso y en la última a los
proveedores, y en las filas del centro la parte correspondiente a la TI.
4. Identificar los subprocesos.
5. Colocar al final de las filas, otras con los conceptos: tiempo aprovechado, tiempo perdido,
tiempo total, normatividad y subproceso.
6. Poner la primera actividad del proceso. Identificarla en un rectángulo y con verbos en
presente, si es pregunta en un rombo.
7. Identificar el flujo del proceso con una flecha y colocar otra actividad según el área que
interviene.
8. Agregar según sea el caso, el uso de documentos o el manejo de archivos.
9. Colocar en las filas finales, con rectángulos los tiempos que se manejen, normatividad
aplicable y subprocesos según corresponda.
10. Analizar todo el proceso correspondiente y colocar las áreas de oportunidad (focos rojos).
Figura 2.4.6.7.2: Mapeo nivel 2

53
2.4.6.7.3 Mapeo de nivel 3
Describe a detalle las actividades, por lo que no se aplica el proceso completo. Es parecido al
diagrama de flujo pero se utilizan símbolos como archivo y reproceso y contiene detalles como el
valor que agrega, si es requerido o no; la normatividad aplicable y el control interno.
Muestra la descripción de todas las actividades que se llevan a cabo dentro de un proceso. Se
parte de dos principios: los que agregan o no agregan valor, se define también si son o no
necesarios.
Diagrama 2.4.6.7.3: Mapeo nivel.3
Para definir el porcentaje de actividades que agregan valor al proceso analizado es necesario
definir la Razón de Valor Agregado (RVA), para lo que se usa la siguiente formula:
Σ Tiempos de total de actividades que Agregan valor
RVA = Total del tiempo de todas las actividades del proceso
Según esta RVA, es indispensable conocer cual es el área de oportunidad (AO) que se tiene para
trabajar en ello, para lo cual sólo hay seguir la siguiente formula:
AO = 80% - RVA Con la aplicación de estas dos formulas podemos conocer cual es el área respecto de los procesos
donde podemos hacer modificaciones para mejorar

54
2.5 Análisis de riesgos
Riesgo es la incertidumbre de que ocurra un acontecimiento que pueda afectar el cumplimiento de
las metas y objetivos institucionales. Se mide en función de su impacto y probabilidad de
ocurrencia. Un riesgo es la posibilidad de sufrir una pérdida. Para un proyecto específico el
percance puede ser un producto terminado con menor calidad, costos más elevados, retrasos del
proyecto.
2.5.1 Administración de riesgos
Administración de riesgos, es la técnica de planear, organizar, dirigir y controlar las actividades
relacionadas con la identificación, análisis y evaluación de los riesgos puros a que está sujeta un
empresa, con el fin de eliminarlos, reducirlos, retenerlos o transferirlos, a los costos más bajos
posibles, para minimizar los efectos económicos adversos. Según COSO16, es la identificación,
medición y manejo de los riesgos relevantes para el logro de los objetivos de la organización.
Diagrama 2.5.1: Administración de riesgos.
Organización Norteamericana voluntaria, dedicada a mejorar la calidad de los reportes financieros
a través de: ética en los negocios, controles internos efectivos, y gobierno corporativo17.
2.5.2 Identificación de riesgos
En la identificación de riesgos se busca administrar la materialización inminente de un riesgo.
Hacemos preguntas tales como: ¿qué puede suceder?, ¿cómo y por qué pueden suceder?, ¿qué
puede ir mal?, ¿cuál es la secuencia? y ¿con qué frecuencia?.
16
COSO (Comité de las Organizaciones Patrocinadas de la Comisión de Negocios) 17 IIA, COSO, 1997, ERM Enterprise Risk Management Framework

55
Diagrama 2.5.2: Identificación de riesgos
2.5.3 Herramientas y técnicas para la identificación de riesgos
Existen distintas herramientas y técnicas para identificar riesgos unas pueden ser más útiles que
otras pero todo dependerá de la que le parezca más eficiente a la organización.
Todo depende de las actividades en las que se desarrolle el proceso, ya que finalmente cualquiera
de éstas proporcionará la información necesaria para la toma de decisiones.
A continuación se enlistan algunas de ellas:
Checklist (lista de verificación).
Juicios basados en la experiencia y registros.
Diagramas de flujo.
Brainstorming (lluvia de ideas).
Análisis de sistemas.
Análisis de escenarios.
2.5.4 Evaluación de riesgos
Evaluación de riesgos, es la valuación científica de los efectos perjudiciales conocidos o
potenciales que derivan de la exposición a los peligros identificados. Esta fase tan importante es un
proceso sistemático y científico de documentar peligros potenciales y caracterizar el riesgo de
acontecimientos perjudiciales relacionados con peligros potenciales, tanto a nivel cualitativo como
cuantitativo. Cuantificación del riesgo y consecuencia inherente.

56
Requiere que se defina una escala de valoración:
Cualitativa: alto, moderado, bajo
Cuantitativa: escala numérica
Semicuantitativa: asigna rangos numéricos a las características alto, moderado, bajo.
La valoración se puede mediante el uso de históricos para los métodos cuantitativos, utilizando la
fórmula: riesgo – impacto.
Diagrama 2.5.4: Evaluación de riesgos
2.5.5 Impacto de riesgos
El impacto de riesgos afecta la habilidad de cada institución para cumplir con su misión y visión.
Impide competir con éxito dentro de un sector, afecta mantener una imagen pública positiva, así
como la calidad global de sus productos, servicios y empleados.
Todas las dependencias o entidades, independientemente de su tamaño, estructura, naturaleza o
sector al que pertenecen, se encuentran con riesgos en todos los niveles de su organización.
No existe ninguna forma práctica de reducir el riesgo a cero. El riesgo es inherente a las
actividades, procedimientos, programas y personas. La dirección debe determinar cual es el nivel
de riesgos aceptable y esforzarse para mantenerlo dentro de los límites establecidos.
La identificación de objetivos y los riesgos que pudieran afectar el logro de los mismos es una
condición previa a la evaluación de los riesgos. “Si no está siendo medido, no está siendo
administrado”.

57
2.5.6 Indicadores
El término "indicador" en el lenguaje común, se refiere a datos esencialmente cuantitativos, que
nos permiten darnos cuenta de cómo se encuentran las cosas en relación con algún aspecto de la
realidad que nos interesa conocer. Los indicadores pueden ser medidas, números, hechos,
opiniones o percepciones que señalen condiciones o situaciones específicas.
Algunas definiciones:
Indicador: es un signo o medición de un fenómeno.
Indicador clave: son las relaciones que existen entre elementos medibles de un
sistema, que describen sus características de operación más importantes o críticas.
Indicador clave de negocio: se refieren a la organización que permite administrar y
mejorar la organización y la toma oportuna de decisiones estratégicas.
Indicador de efectividad: mide el grado en que el sistema contribuye al logro de los
fines para los cuales fue diseñado.
Indicador de eficiencia: es la cifra resultante de la relación entre un buen servicio y su
costo. También puede ser sinónimo de productividad. Generalmente se emplea para
describir la relación de los resultados obtenidos y la utilización de los recursos
disponibles.
Sistema: es un conjunto de elementos con un fin común, que se interrelacionan entre
sí, formando un todo dinámico18.
2.5.7 Tipos de indicadores
Ver tabla 2.5.7
2.5.8 Modalidad de indicadores
Organigrama 2.8.8: Modalidades de indicadores
18 Modelo de Dirección por Calidad 2000-2002

58
Tabla 2.5.7:Tipos de indicadores
2.5.9 Elementos de los indicadores
1. Objetivo que mide
1. Estratégico
2. Táctico
3. Operativo
2. Nombre
3. Descripción de la medición
4. Frecuencia
5. Unidad de medida
6. Definición (cálculo)
1. Fórmula
2. Sistematización
7. Recolección (si es necesario)
1. Responsable de recolectar datos
2. Responsable de sistematización
8. Especificación gráfica
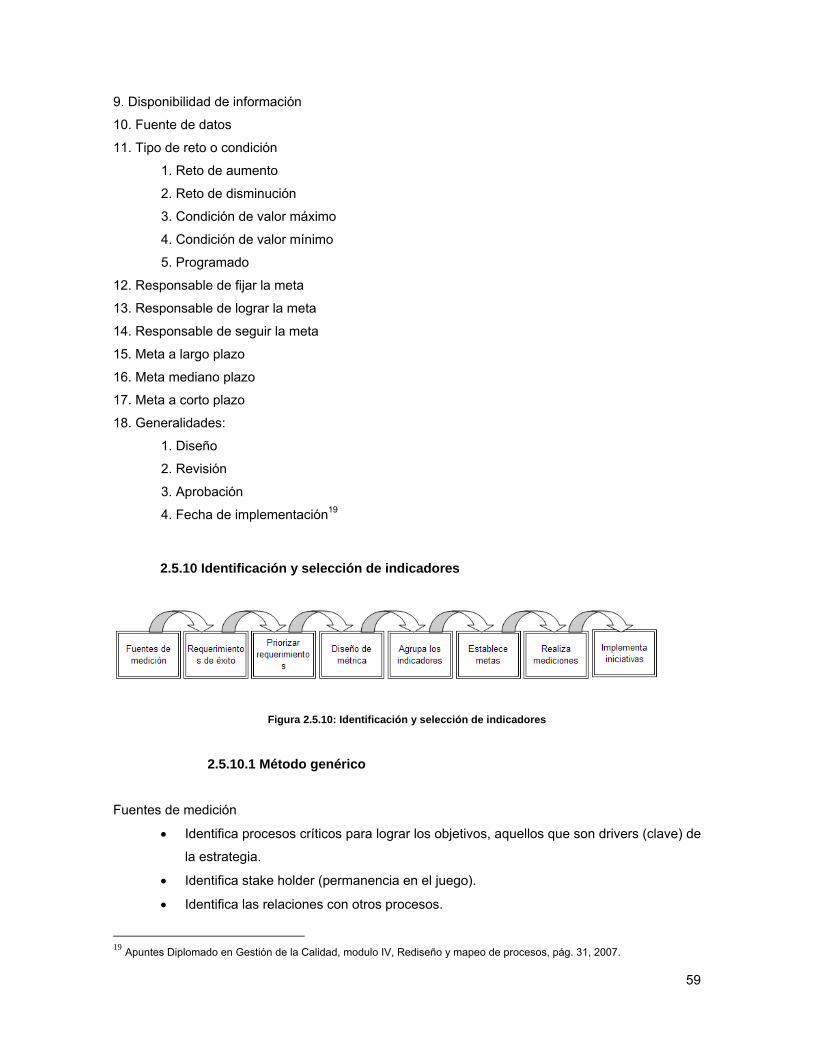
59
9. Disponibilidad de información
10. Fuente de datos
11. Tipo de reto o condición
1. Reto de aumento
2. Reto de disminución
3. Condición de valor máximo
4. Condición de valor mínimo
5. Programado
12. Responsable de fijar la meta
13. Responsable de lograr la meta
14. Responsable de seguir la meta
15. Meta a largo plazo
16. Meta mediano plazo
17. Meta a corto plazo
18. Generalidades:
1. Diseño
2. Revisión
3. Aprobación
4. Fecha de implementación19
2.5.10 Identificación y selección de indicadores
Figura 2.5.10: Identificación y selección de indicadores
2.5.10.1 Método genérico
Fuentes de medición
Identifica procesos críticos para lograr los objetivos, aquellos que son drivers (clave) de
la estrategia.
Identifica stake holder (permanencia en el juego).
Identifica las relaciones con otros procesos.
19 Apuntes Diplomado en Gestión de la Calidad, modulo IV, Rediseño y mapeo de procesos, pág. 31, 2007.
60
Requerimientos de éxito
Determina como se alcanza el éxito de cada proceso.
¿Qué es crítico hacer bien en el proceso?
Prioriza requerimientos
Establece criterios para priorizar.
Determinar un orden de importancia de las variables “hacerlo bien”.
Diseño de métrica
Identifica el inventario de indicadores que hoy se utilizan.
Identifica la modalidad que mejor representa los criterios de realización, (índice, razón,
simple, %).
Revisa benchmark20 (comparación) del sector.
En su caso diseña la métrica adecuada para cada requerimiento.
Agrupa los indicadores
Ordena los indicadores por su tipo resultado o guía.
Establece metas
Establece un proceso formal para establecer el valor deseado del desempeño.
Realiza mediciones
Formaliza el proceso de mediciones.
Recolección.
Producción.
Presentación.
Análisis.
Decisión.
Implementa iniciativas
Identifica acciones necesarias.
Formaliza el procedimiento para proponer y evaluar iniciativas.
Implementa las iniciativas que soporten claramente lograr metas.
2.6 Criterios para seleccionar indicadores
1. Comunicación.
2. Repetible.
3. Implementable.
4. Frecuencia de actualización.
5. Útil para establecer metas.
20 Benchmark: comparación en el mercado

Capítulo III Antecedentes de la empresa

61
Capítulo III Antecedentes de la empresa
3.1 Antecedentes de la empresa
La empresa donde realizamos este proyecto, se estableció en 1920 por Ernest & Hermann Mahle
Bross, la producción inicio con 6 empleados localizados en Stuttagart, Alemania.
En la actualidad, cuenta con 110 plantas productivas localizadas en Europa, NAFTA, Mercosur y
Asia, cuenta con más de 48,000 empleados en el resto del mundo.
Entre los principales clientes de la empresa se encuentra: Chrysler, Ford, General Motors, Toyota,
Harley Davidson Motorcycles, Allison Transmission, US goverment, Volkswagen, John Deere,
CNH, Cummins, entre otros.
La planta ubicada en la zona Industrial de Lerma, Estado de México, se dedica a la manufactura de
cojinetes, arandelas y bujes. Inicialmente se estableció en Naucalpan Estado de México en 1959.
Debido al crecimiento en el mercado de la industria automotriz mexicana, en 1980 fue inaugurada
la planta en Lerma.
Sus productos se venden en el mercado OEM21 y abastece también al área de refacciones en más
de 20 países.
Actualmente la empresa cuenta con los siguientes equipos y maquinaria para el procesamiento de
sus productos:
Máquina de corte y estampado de acero y aluminio de diámetro, calibres y longitudes.
Máquina para doblez
Máquina para rolado
Máquina de UpSet (prensado)
Máquina para ranura
Máquina para troquelado
Máquinas para estampado
Máquinas de acabado de ranura
21
OEM: Por su siglás en inglés Original Equipment Market
62
Máquinas groover
Máquinas de shaver
Máquina chamfers
Máquina aerobore.
Máquina shaver de caras.
Equipo de medición como son: micrómetro, vernier, medidor de altura.
Cuenta con un laboratorio de metrología.
Montacargas y carritos para manejo de materiales.
Básculas con capacidad de 750 kg.
3.2 Valores
Honestidad:
Nosotros trabajamos basados en la verdad y la confianza entre nosotros mismos.
Respeto:
Entendemos y aceptamos las diferencias entre cada persona, la forma de pensar y las diferentes
opiniones.
Justicia:
Basados en el trabajo y de nuestros logros alcanzados.
Compromiso y fidelidad:
Cumpliendo en equipo las metas definidas.
3.3 Política de Calidad, Medio Ambiente y Seguridad22
Nuestro compromiso es producir cojinetes, bujes y arandelas para satisfacer los requerimientos de
nuestros clientes, con calidad, disponibilidad y precio, cumpliendo con los compromisos voluntarios
adquiridos con la legislación que nos corresponde en materia de medio ambiente y seguridad
promoviendo la prevención de la contaminación y accidentes mediante la eficacia y mejora
continua de nuestros procesos y sistemas.
22 Política de calidad, medio ambiente y seguridad: en este documento se expone el compromiso de la empresa hacia el cliente
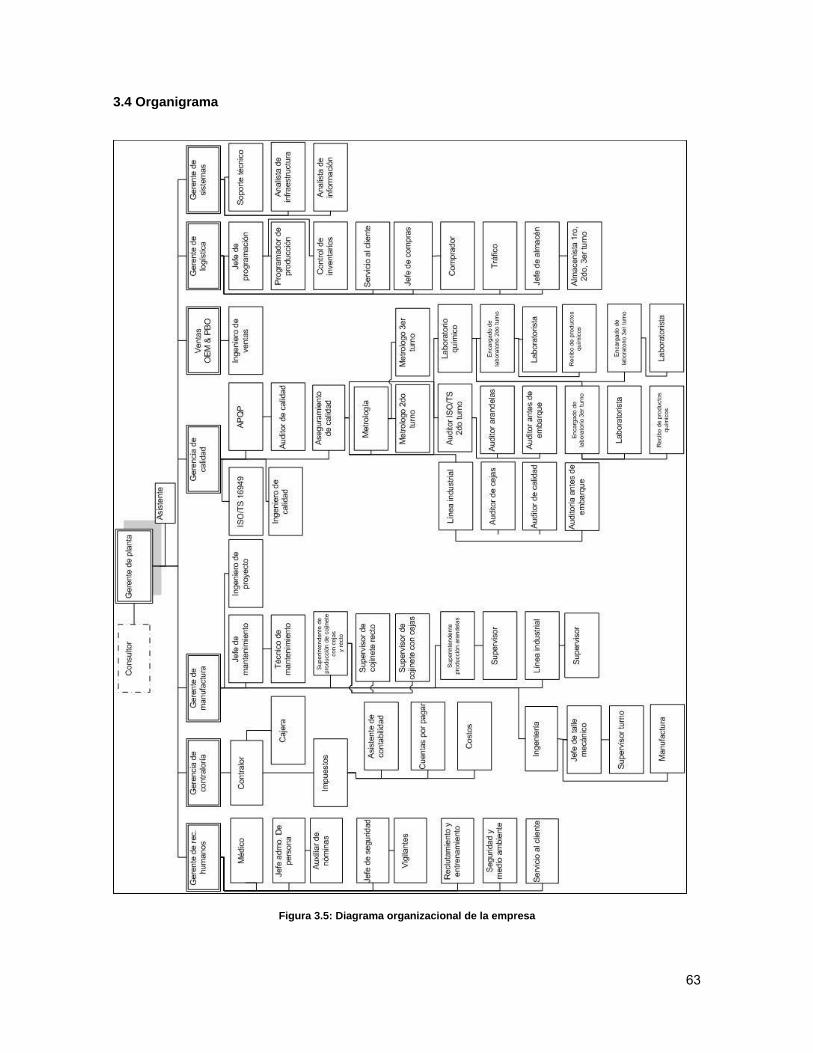
63
3.4 Organigrama
Figura 3.5: Diagrama organizacional de la empresa

Capítulo IV Procesamiento y análisis de la información

64
Capítulo IV Procesamiento y análisis de la información
4.1. Planteamiento del problema
En la manufactura de cojinetes con ceja para motor se han presentado problemas como:
inspección insuficiente y retrabajos por la falta de estandarización en las diferentes etapas del
proceso de manufactura, esta situación ha creado la necesidad de proponer mejoras en los
procesos y subprocesos, la finalidad de satisfacer las necesidades del cliente.
Por lo anterior se tiene, la necesidad de realizar un diagnóstico de la empresa tomando como base
la aplicación del “Ciclo Deming”. Se analizará el proceso aplicando herramientas estadísticas,
modelado de procesos, cadena de valor, mapeo de primer, segundo y tercer nivel, matrices de
entradas y salidas, así como algunos instrumentos para interpretar y analizar los puntos críticos
con el propósito de llegar a una propuesta de solución.
4.1.1 Ciclo Deming
4.1.1.1 Planear
Tabla 4.1.1.1: de actividades de la etapa planear
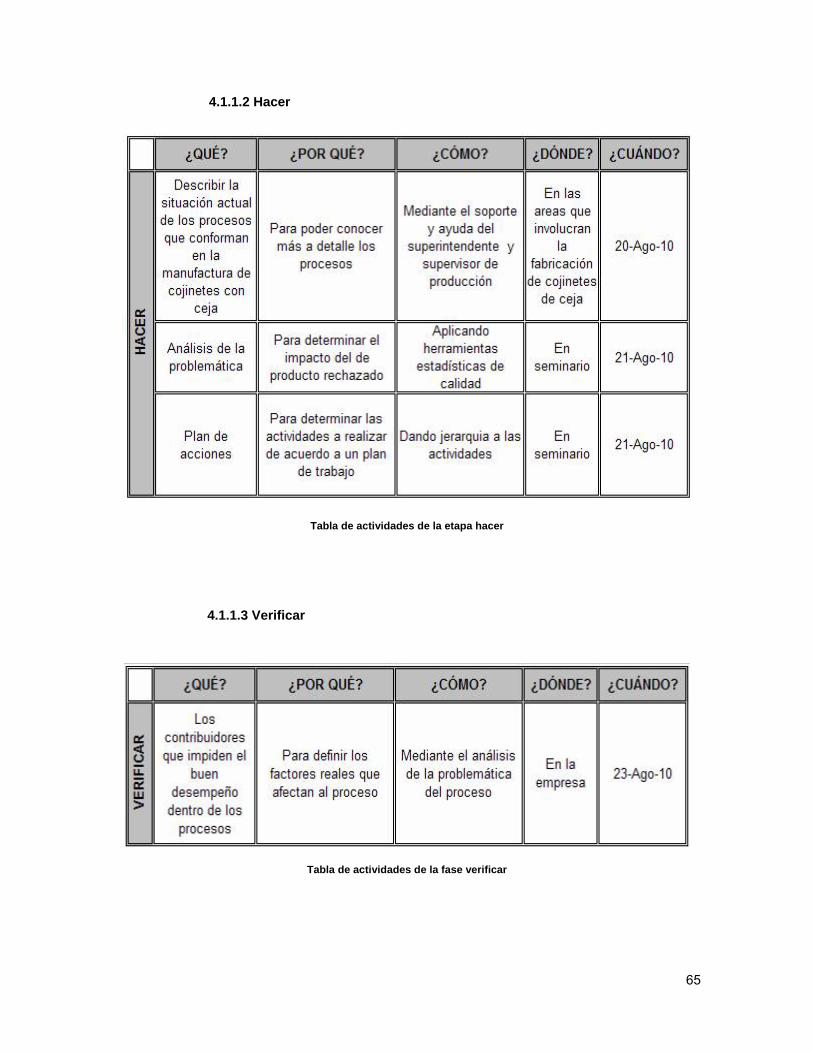
65
4.1.1.2 Hacer
Tabla de actividades de la etapa hacer
4.1.1.3 Verificar
Tabla de actividades de la fase verificar
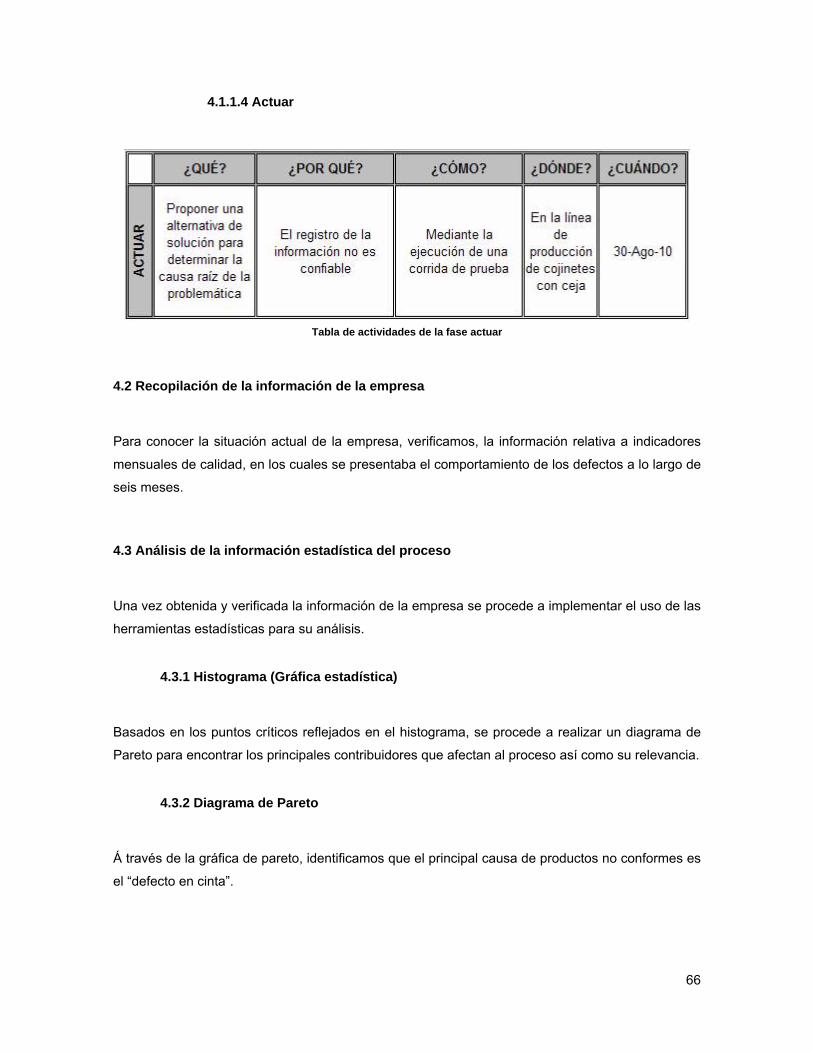
66
4.1.1.4 Actuar
Tabla de actividades de la fase actuar
4.2 Recopilación de la información de la empresa
Para conocer la situación actual de la empresa, verificamos, la información relativa a indicadores
mensuales de calidad, en los cuales se presentaba el comportamiento de los defectos a lo largo de
seis meses.
4.3 Análisis de la información estadística del proceso
Una vez obtenida y verificada la información de la empresa se procede a implementar el uso de las
herramientas estadísticas para su análisis.
4.3.1 Histograma (Gráfica estadística)
Basados en los puntos críticos reflejados en el histograma, se procede a realizar un diagrama de
Pareto para encontrar los principales contribuidores que afectan al proceso así como su relevancia.
4.3.2 Diagrama de Pareto
Á través de la gráfica de pareto, identificamos que el principal causa de productos no conformes es
el “defecto en cinta”.

67
Decidimos realizar una nueva categoría por la zona de detección del defecto, estas zonas las
decidimos nombrar, como:
1. Zona de producción, y
2. Zona de inspección
Defectos
02000400060008000
100001200014000
Def
ecto
de
cint
a
Gol
pe
Aju
ste
dem
áqui
na
Car
acte
ríst
ica
F/E M
anej
om
ater
ial
Cau
sade
scon
ocid
a
Tipo de defecto
Can
tid
ad (
pza
s)
0.0
20.0
40.0
60.0
80.0
100.0
120.0
%
Figura 4.3.2a: Gráfica de los tipos de defectos
Al realizar la gráfica de pareto por esta categoría, encontramos los resultados mostrados en la
siguiente tabla:
Tabla 4.3.2.a: Cantidad de defectos por zona

68
De esta forma, identificamos que la mayor parte de la detección de los defectos se realiza en la
zona de inspección, esto conlleva a determinar que los defectos se identifican en el producto
terminado y la menor cantidad en la zona de producción.
Tipo de defecto detectado en InspecciónAreá Cejas aluminio Ene-Jun 2010
0
2000
4000
6000
8000
10000
12000
Golpe Defecto de cinta Ajuste de máquina Característica F/E Manejo material
Tipo de defecto
Can
tid
ad
0
20
40
60
80
100
120
%
Figura 4.3.2.b: Defectos detectados en inspección
En la zona de inspección23, se tiene que el mayor defecto reportado es el “Golpe”, una vez que se
ha determinado que la parte tiene este defecto no puede ser entregada al cliente o bien ser
retrabajada.
Ya que, en la zona de inspección no puede determinarse la máquina que lo genero, y únicamente
se reporta como tal, por lo que los análisis subsecuentes los realizamos con los defectos que son
reportadas por cada máquina.
Al realizar el diágrama de pareto por máquina, identificamos que la máquina que presenta el mayor
índice de defectos es la máquina que realiza el proceso de corte.
23 Zona de inspección: área en la que se realiza la revisión visual y dimensional del producto

69
Defectos reportados por producciónAreá Cejas aluminio Ene-Jun 2010
607 204 27
2029
518 372 319 236 232 154 133 69 43
1498
7806
0100020003000400050006000700080009000
24-0
4 C
orte
13-0
4 S
have
r P
L
22-0
4 A
erob
ore
05-0
4 C
anal
06-0
4 R
olad
o
15-0
4 C
ham
fer
radi
os
14-0
4 C
ham
fer
radi
os
19-0
4 S
have
r ca
ras
V
11-0
4 G
roov
er
08-0
4 B
arre
no
10-0
4 R
anur
a de
car
as
07-0
4 U
pset
mec
anic
04-0
4 S
have
r tir
as
20-0
4 S
have
r ca
ras
H
09-0
4 T
roqu
el
Máquina
Can
tid
ad
0
20
40
60
80
100
120
%
Figura 4.3.2.c: Defectos reportados por producción
4.3.3 Diagrama de causa-efecto (Ishikawa)
Para la elaboración del diagrama de Ishikawa24 se enlistaron las causas de mayor contribución el producto no conforme (ver página 70).
24 Gráfica Ishikawa también se nombra gráfica de pescado

70
Fig
ura
4.3
.3.a
: G
ráfi
ca d
e Is
ika
wa
Go
lpe
en r
es
pal
do

71
Fig
ura
4.3
.3.b
: G
ráfi
ca d
e Is
ika
wa
Fa
lla d
e in
spec
ció
n

72
Fig
ura
4.3
.3.c
: G
ráfi
ca d
e Is
ika
wa
Ma
nte
nim
ien
to p
reve
nti
vo
73
4.4 Análisis del proceso
Una vez ubicada la causa raíz “Deficiencia en la Calidad del Producto”, se lleva a cabo el
modelado de procesos de la empresa con la finalidad de identificar la causa especifica.
4.4.1 Modelado de procesos
Ésta parte del diagnóstico nos ayudo ha analizar las actividades que involucraron al proceso
mediante una descripción completa y concisa de los sistemas (conjunto de procesos y subprocesos
integrados en una organización) que conforman la empresa.
El modelo, estructura los procesos ya existentes en la empresa por medio del modelado y la
diagramación de cada actividad especificando las actividades correspondientes en cada uno así
como sus principales entradas y salidas.
Modelado del proceso ver Anexo I.
Este modelado de procesos describe el proceso global, macro proceso, procesos estratégicos,
proceso de apoyo, proceso clave, y sub-procesos clave, de una empresa de manufactura de
cojinetes para motor.
Este modelado muestra en el primer nivel “Proceso global” el producto de negocio de la empresa,
el cual es la manufactura y comercialización de cojinetes de motor.
En el “macro proceso” de forma conjunta con todas áreas que lo integran generan y aportan
resultados hacia los clientes cumpliendo con los objetivos del negocio.
El segundo nivel se representa los “procesos estratégicos25, procesos de apoyo y procesos clave”,
los cuales se refieren a las áreas que proporcionan los recursos y el soporte para la manufactura
de cojinetes ceja, los procesos estratégicos, son los que se encargan de organizar y planear las
25 Procesos estratégicos: son aquellos que proporcionan directrices a todos los demás procesos y son realizados por la dirección o por otras entidades.

74
actividades de la manera más adecuada. Los procesos clave, son las etapas principales de la
transformación de la materia prima.
El tercer nivel se muestra los “subprocesos clave26”, que a su vez significan ser cada una de las
etapas donde se realiza la transformación del producto, estos se consideran como la base principal
en la manufactura del producto.
4.4.2 Cadena de valor actual
La cadena de valor actual, nos muestra todas aquellas actividades que agregan o no valor, en
todas las acciones que se requiere para llevar un producto a través de los canales esenciales de
transformación para que éste fluya desde la entrada de materia prima hasta las manos del cliente,
así también la interacción con los procesos de soporte.
Valor agregado: Son todas aquellas operaciones que transforman el producto.
Valor no agregado: Son todas aquellas operaciones donde la materia prima no sufre alguna
transformación.
Ver Anexo II: Cadena de valor actual.
4.4.3 Identificación del proceso
En esta sección se da a conocer la información más relevante del proceso en estudio, para éste
caso se ha seleccionado el proceso de fabricación de cojinetes con ceja.
4.4.4 Identificación del control interno
En base a la identificación del proceso, la siguiente tabla nos muestra los nombres de los
documentos u oficios usados que sirven de controles internos para regular el proceso de
manufactura de cojinetes con ceja.
26
Sub-proceso clave: Etapa donde se transforma el producto

75
Nombre del proceso: Nombre y cargo del responsable del proceso:
Producción de cojinetes cejas Jefe de producción
Área en la que opera el proceso: Objetivo del proceso:Manufactura cojinetes Cumplir con el programa de producción con
base a las especificaciones y requerimientos del cliente
Dirigir acciones correctivasRequisición de materiales
IDENTIFICACION DEL PROCESO
Misión del área en que opera el proceso:Contar con un programa de producción que permita tener productos terminados disponibles para satisfacer la demanda del cliente
Visión del área en que opera el proceso:Establecer el programa de producción basado en las necesidades del cliente
Objetivo del área en que opera el proceso:Manufacturar productos que cumplan con las expectativas y/o requerimientos del cliente
Funciones con las que se relacionan las actividades del proceso:Identificación de los requisitos y especificaciones del producto:
Instrucción de inspecciónControl de dispositvos de medición
Entrada y salida de materialInspección del producto terminadoAuditorias de embarque
Programas que realiza el área en donde interactua el proceso:Plan de producción
Normatividad que regula las funciones del área en donde interactua el proceso:Norma ISO TS16949
Reporte de producciónReporte de producto no conformeReporte de scrap
ISO 14001:2006
Controles con los que cuenta el proceso:Hoja de operación
Control de gráfica X-R (Monitoreo del proceso)
Figura 4.4.3: Formato identificación de controles internos del proceso

76
Nombre del proceso: Nombre y cargo del responsable del Producción de cojinetes cejas Jefe de Producción
Área en la que opera el proceso: Objetivo del proceso:Manufactura cojinetes Asegurar y validar el cumplimiento de los
requerimientos del cliente en la producción de cojinetes cejas
IDENTIFICACIÓN DEL PROCESO
Programas que realiza el área donde interactua el proceso:
Controles con los que cuenta el proceso:Orden de mantenimiento
Plan de producciónRequisición de materialesFalta de seguimiento de contenedores para producto en procesoFalta de seguimiento de contenedores para producto terminado
Publicación del programa de mantenimiento preventivo
Normatividad que regula las funciones del área donde interactual el proceso:
Norma ISO 14000Norma ISO/TS16949
Falta de ayudas visuales del método de trabajo
Reporte de calidadHojas de instrucción de operación e inspecciónHoja de herramentales
Falta de matriz de habilidades (Investigar)
Reporte de producciónReporte de materia prima sospechosa
Figura 4.4.4: Formato identificación de controles internos del proceso
4.4.5 Diagrama de interrelación en el proceso de producción de cojinetes con ceja
En esta etapa del diagnóstico se muestra de manera gráfica la interrelación del proceso central en
estudio.
Ver figura en página 75.
4.4.6 Matriz PEPSU
Con esta herramienta se define el inicio y el fin del proceso para facilitar la identificación de sus
proveedores, entradas, procesos, salidas y usuarios del caso en estudio.
Ver figura en página 78.

77
Figura 4.4.5Diagrama de interrelación en el proceso

78
Tab
la 4
.4.6
: M
atr
iz P
EP
SU

79
4.4.7 Matriz de entradas
Esta matriz se refiere a los proveedores, procesos y entradas, que intervienen dentro del proceso,
con esto se puede observar el flujo de cada actividad y quienes lo llevan a cabo.
Tabla 4.4.7: Matriz entradas

80
4.4.8 Matriz de salidas
Esta matriz muestra el flujo de salida y la relación con el proceso, se hace referencia a las salidas
que se ven afectadas por las entradas y los procesos que participan.
Tabla 4.4.8: Matriz de salida

81
4.4.9 Matriz CATWDA
Una vez que fueron generadas las matrices de entradas y salidas de los procesos, se muestra las
relaciones existentes entre ellos, así como también la transformación y la secuencia que tiene cada
subproceso, considerando la visión y el medio ambiente que lo rodea.
Tabla 4.4.9 Matriz CATWDA

82
4.4.10 Mapeo de procesos
Una vez que fueron realizados el modelado general de procesos, las matrices de entrada y salida,
se procede a desarrollar los tres niveles de mapeo.
El desarrollo del mapeo de procesos nos ayudara a continuar con la investigación con la finalidad
de determinar la causa raíz del problema en estudio y que afecta en desempeño del proceso.
4.4.10.1 Mapeo de proceso de primer nivel
Este nivel nos permite visualizar la relación existente entre áreas a nivel administrativo y operativo,
describe cada una de las actividades que se realizan en cada una de ellas (ver página 83).
4.4.10.2 Mapeo de proceso de segundo nivel
En este nivel se muestra las actividades de los subprocesos principales que se encuentran
involucrados en el primer nivel a través de un diagrama de flujo, con la finalidad de identificar las
áreas de oportunidad que nos permitirán minimizar las posibles situaciones de riesgo.
A continuación se muestra la simbología utilizada en el mapeo de segundo nivel (ver páginas 85 –
88).
Tabla 4.4.10.2: Simbología del mapeo segundo nivel
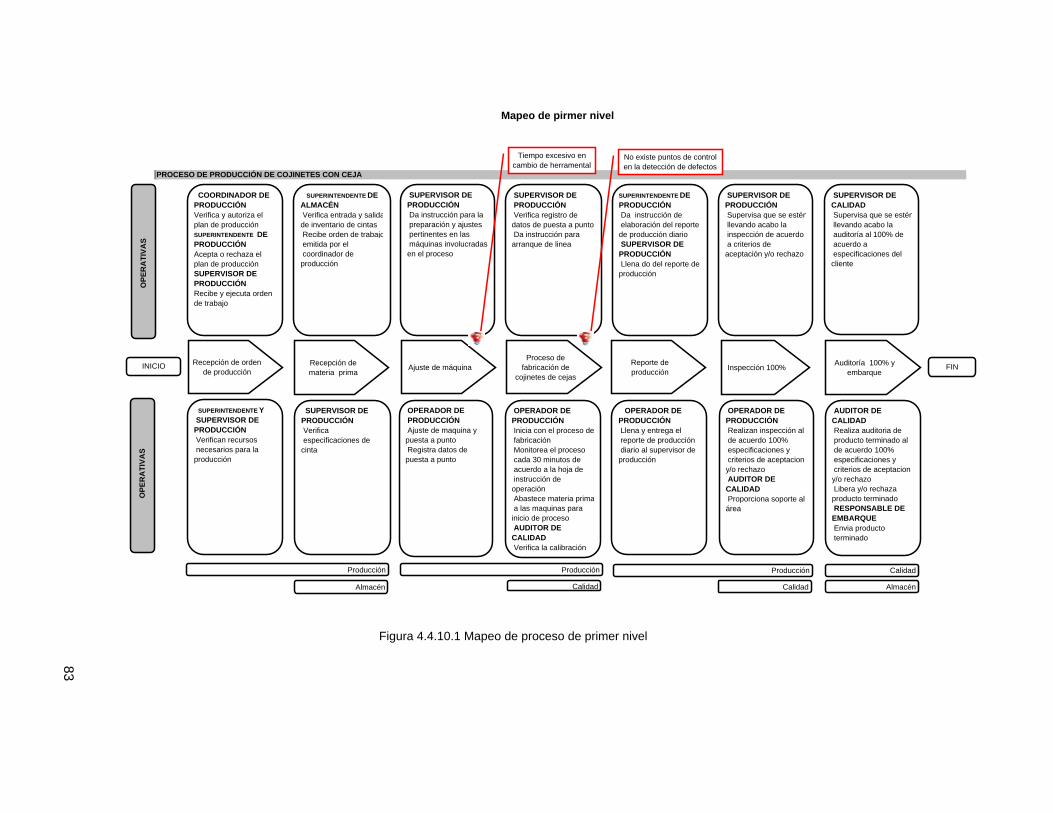
PROCESO DE PRODUCCIÓN DE COJINETES CON CEJA
Mapeo de pirmer nivel
COORDINADOR DE PRODUCCIÓNVerifica y autoriza el plan de producciónSUPERINTENDENTE DE PRODUCCIÓNAcepta o rechaza el plan de producciónSUPERVISOR DE PRODUCCIÓNRecibe y ejecuta orden de trabajo
SUPERINTENDENTE DEALMACÉN Verifica entrada y salidade inventario de cintas Recibe orden de trabajo emitida por el coordinador deproducción
SUPERINTENDENTE DE PRODUCCIÓN Da instrucción de elaboración del reportede producción diario SUPERVISOR DEPRODUCCIÓN Llena do del reporte deproducción
SUPERVISOR DE PRODUCCIÓN Verifica registro dedatos de puesta a punto Da instrucción paraarranque de linea
SUPERVISOR DEPRODUCCIÓN Supervisa que se estén llevando acabo la inspección de acuerdo a criterios deaceptación y/o rechazo
SUPERVISOR DE PRODUCCIÓN Da instrucción para la preparación y ajustes pertinentes en las máquinas involucradasen el proceso
SUPERVISOR DECALIDAD Supervisa que se estén llevando acabo la auditoría al 100% de acuerdo a especificaciones delcliente
INICIO Recepción de orden de producción
Auditoría 100% y embarque
Reporte de producción
Ajuste de máquinaRecepción de materia prima
SUPERINTENDENTE Y SUPERVISOR DEPRODUCCIÓN Verifican recursos necesarios para laproducción
SUPERVISOR DE PRODUCCIÓN Verifica especificaciones decinta
OPERADOR DEPRODUCCIÓN Llena y entrega el reporte de producción diario al supervisor deproducción
OPERADOR DEPRODUCCIÓN Realizan inspección al de acuerdo 100% especificaciones y criterios de aceptaciony/o rechazo AUDITOR DECALIDAD Proporciona soporte alárea
OPERADOR DE PRODUCCIÓN Ajuste de maquina ypuesta a punto Registra datos depuesta a punto
FINProceso de
fabricación de cojinetes de cejas
Producción
Almacén
Producción
Calidad
Producción Calidad
Almacén
Inspección 100%
AUDITOR DECALIDAD Realiza auditoria de producto terminado al de acuerdo 100% especificaciones y criterios de aceptaciony/o rechazo Libera y/o rechazaproducto terminado RESPONSABLE DEEMBARQUE Envia producto terminado
Calidad
Tiempo excesivo en cambio de herramental
No existe puntos de control en la detección de defectos
OPERADOR DEPRODUCCIÓN Inicia con el proceso de fabricación Monitorea el proceso cada 30 minutos de acuerdo a la hoja de instrucción deoperación Abastece materia prima a las maquinas parainicio de proceso AUDITOR DECALIDAD Verifica la calibración
OP
ER
AT
IVA
SO
PE
RA
TIV
AS
Figura 4.4.10.1 Mapeo de proceso de primer nivel
83

84
4.4.10.3 Mapeo de proceso de tercer nivel
En este nivel del mapeo se detallan cada una de las actividades que se llevan a cabo dentro del
proceso, especificando ¿quién?, ¿cómo? y ¿en qué tiempo se realiza cada actividad? y al mismo
tiempo se identifica el tipo de actividad realizada mediante el uso de la simbología del diagrama de
flujo.
Ver Anexo III: Mapeo de proceso de tercer nivel.
4.4.10.4 Tabla de resultados por actividad
Nos muestra los resultados del mapeo de proceso del tercer nivel, como podemos observar en la
siguiente tabla, el mayor porcentaje de las actividades del proceso son de operación que
representa el 43%.
Tabla 4.4.10.4: Tabla de resultados por actividad

85
Fig
ura
4.4
.10.
2:
Map
eo d
e p
roce
so d
e s
egu
nd
o n
ivel

86
)
Fig
ura
4.4
.10.
2:
Map
eo d
e p
roce
so d
e s
egu
nd
o n
ivel
(c
on
tin
uac
ión
)

87
Fig
ura
4.4
.10.
2:
Map
eo d
e p
roce
so d
e s
egu
nd
o n
ivel
(c
on
tin
uac
ión
)

88
Fig
ura
4.4
.10.
2:
Map
eo d
e p
roce
so d
e s
egu
nd
o n
ivel
(c
on
tin
uac
ión
)

89
4.4.10.4.1 Tabla de resultados por decisión
La razón de valor agregado nos permite identificar el área de oportunidad, para lo cual se
consideran cuatro decisiones: Mejora, optimizar, transferir y eliminar, en la siguiente tabla se
muestran los resultados.
Tabla 4.4.10.4.1: Tabla de resultados por decisión
Como se puede observar, el área o responsable que representa mayor oportunidad de mejora son
los operadores de máquina, la segunda área de oportunidad que se refleja se encuentra en la
columna de transferir y se atribuye al supervisor.
4.4.10.4.2 Razón de valor agregado y área de oportunidad
En la siguiente grafica se representa el 80% de área de oportunidad, esto significa que está sujeto
a sufrir mejoras y el 20% se refiere a las actividades que representan un valor agregado.
Figura (grafica de valor agregado y área de oportunidad)

Capítulo V: Propuesta

90
Capítulo V: Propuesta
5.1 Propuesta de reducción de defectos en la fabricación de cojinetes en una empresa automotriz bajo el ciclo Deming
En el capítulo IV, mediante el uso de las herramientas estadísticas (Diagramas de Ishikawa y
Pareto) y herramientas de análisis de procesos (Matriz CATWDA, Matriz PEPSU, Diagráma de flujo
y Mapeo de procesos), se detectaron las causas que contribuyen a la problemática en la
fabricación de cojinetes con cejas.
En este capítulo se proponen las alternativas de solución para la reducción de defectos en la
fabricación de cojinetes con cejas.
5.1.1 Acciones de mejora
Mediante los resultados reflejados en las áreas de oportunidad detectadas en el diagnóstico se
pretenden acciones de mejora para cada área de oportunidad.
De acuerdo al análisis mencionado y en la problemática en la que se encuentra la empresa, se
presenta la siguiente tabla describiendo los problemas principales así como las acciones de mejora
para la reducción de defectos en la fabricación de cojinetes.
Una vez hecho el análisis de la problemática y las acciones de mejora se procede al planteamiento
para la solución de la problemática (ver tabla 5.1.1).
5.1.2 Análisis de la causas de los rechazos de productos no conforme de golpes en el respaldo.
Bajo el ciclo Deming.
Una vez analizada los diagramas de causa efecto se encontraron las siguientes oportunidades de
mejora.
Falta de inspección al producto durante el proceso de producción por parte de
aseguramiento de calidad

91
.
Tab
la 5
.1.1
: T
abla
de
acci
on
es
de
mej
ora

92
No existe un programa eficiente de mantenimiento preventivo
Falta de un sistema de auditoría 5S´s en máquina
Falta de instrucción estándar para el ajuste de la máquina
Tiempos altos de ajuste de máquina
Para poder reducir los defectos analizados, se tienen las siguientes acciones de mejora:
Establecer un programa inspección periódica por parte de aseguramiento de calidad al
proceso de fabricación de cojinetes
Mejorar la eficiencia el sistema de mantenimiento preventivo
Realizar capacitación 5S´s. Se presenta una propuesta para realizar esta actividad
Elaborar un plan de auditoría 5S´s. Se presenta un formato para dar seguimiento a
esta actividad (ver página 93).
Mediante la implementación de un programa de inspección se pretende reducir los defectos y/o
retrabajos hasta al final la operación.
Figura 5.1.2a: Programa de capacitación
Como propuesta para realizar las auditorías se hace la propuesta para crear un comité con la
participación de todo el personal (incluyendo área de oficinas), la planta se dividirá por zonas de tal
formar que la cantidad de integrantes del comité será igual al número de áreas a auditar y una vez
al mes sea realizada la auditoría.
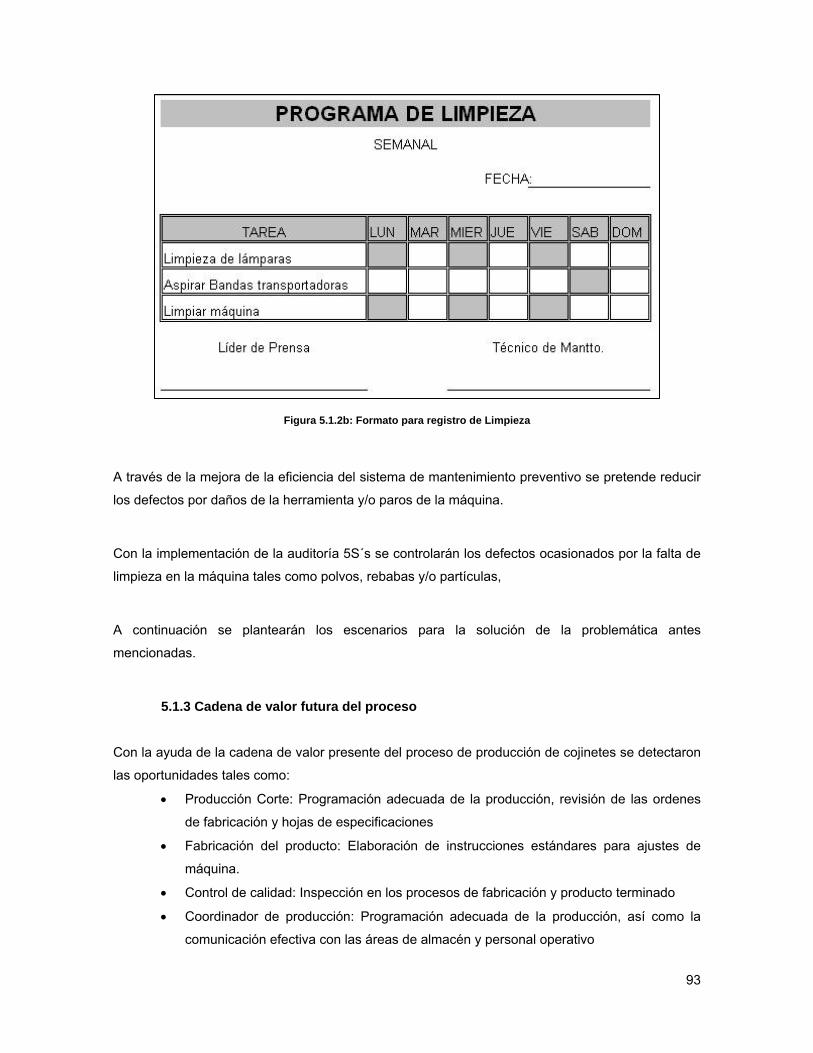
93
Figura 5.1.2b: Formato para registro de Limpieza
A través de la mejora de la eficiencia del sistema de mantenimiento preventivo se pretende reducir
los defectos por daños de la herramienta y/o paros de la máquina.
Con la implementación de la auditoría 5S´s se controlarán los defectos ocasionados por la falta de
limpieza en la máquina tales como polvos, rebabas y/o partículas,
A continuación se plantearán los escenarios para la solución de la problemática antes
mencionadas.
5.1.3 Cadena de valor futura del proceso
Con la ayuda de la cadena de valor presente del proceso de producción de cojinetes se detectaron
las oportunidades tales como:
Producción Corte: Programación adecuada de la producción, revisión de las ordenes
de fabricación y hojas de especificaciones
Fabricación del producto: Elaboración de instrucciones estándares para ajustes de
máquina.
Control de calidad: Inspección en los procesos de fabricación y producto terminado
Coordinador de producción: Programación adecuada de la producción, así como la
comunicación efectiva con las áreas de almacén y personal operativo

Puntuacion 0
Nivel: 0
Pregunta
PuntuacionPoner1 or 0 Acción Correctiva Inmediata
1Se encuentra delineada e identificada el area en base al codigo de colores y al lay-out?
2Se encuentra asignado un lugar para cada cosa y cada cosa se encuentra en su lugar?
3Todos los articulos que se encuentran en el area son los necesarios para realizar el trabajo en ese momento?
4Se almacenan en el area unicamente los formatos y/o instrucciones de trabajo que son necesarios para realizar el trabajo?
5Se tiene un lugar o color asignado para el material pendiente para disposicion?
Puntuacion: 0Nivel: 0
Pregunta
Puntuacion
Poner1 or 0 Acción Correctiva Inmediata
6 Se encuentran los pasillos despejados y delineados?
7La gente del area se encuentra en su lugar de trabajo realizando la operacion asignada, usa la bata y gafete de forma visible?
8No existen acumulamientos de material, las pieles sobre los caballos no caen al piso, los contenedores de scrap no estan excedidos?
9Se encuentran bien alineados las mesas, caballos ,escritorios, contenedores, podiums?
10Se realiza un programa de recoleccion de scrap y entregas de cajas y pallets para el area de trabajo, y no hay excesos?
Puntuacion: 0Nivel: 0
Pregunta
PuntuacionPoner1 o 0 Acción Correctiva Inmediata
11 Se encuentra el area de trabajo limpia?
12Las paredes del area se encuentran limpias y en buenas condiciones?
13Las lamparas, mallas, mesas, podiums, maquinaria, equipo, guardas, dados, sillas, escritorios, casilleros, lockers, contenedores estan limpios y en buenas condiciones?
14Las batas, mandiles, tapete antifatiga estan limpios y en buenas condiciones?
15Se tiene un programa de limpieza con nombre, fecha y hora para el area de trabajo?
Puntuacion: 0Nivel: 0
Pregunta
PuntuacionPoner1 o 0 Acción Correctiva Inmediata
16Las mesas de lay-out, podiums, mesas de marcado, mesas de trabajo, indentificacion del area son iguales entre sí?
Plan de Acción con fecha y responsible
17Estan señaladas las salidas de emergencia, no están obstruidas, es usado el equipo de proteccion personal requerido?
Parar área; identificar y utilizar equipo de proteccióm
18Toda la informacion publicada en el área y en los tableros de informacion esta actualizada?
Plan de Acción con fecha y responsible
19Existe un plan definido para mantener la limpieza, el orden y acomodo del área?
Plan de Acción con fecha y responsible
20 Realiza el Supervisor una auditoria diaria de su área de trabajo? Iniciar auditorias inmediatamente
Puntuacion: 0Nivel: 0
Pregunta
PuntuacionPoner1 o 0 Acción Correctiva Inmediata
21
El supervisor del area realiza junta con la gente para dar a conocer los resultados de las auditorias diarias? La gente sabe como interpretar los resultados de las auditorias semanales publicados en el area?
El Supervisor realizará una reunión inmediata en el área para
instruir a su personal
22Se realiza un recorrrido gerencial por toda la planta para verificar la implementacion del sistema de 5S?
Plan de Acción con fecha y responsible
23 El área muestra un proceso de mejora continua?
24El personal del área muestra una actitud positiva para la implementación de las 5 S's
25 El proceso de Limpieza, Orden y Acomodo es efectivo
Puntuacion Total
Auditor: Supervisor:
Parar área; delimitar, identificar, acomodar
Area: Fecha: _______________
1S CLASIFICAR
Comentarios
2S ORDENAR
Comentarios
Parar área; despejar, alinear, eliminar acumulamientos y
excesos
3S LIMPIAR
Comentarios
Parar área; Limpiar y barrer área
4S ESTANDARIZAR
Comentarios
5S MANTENER
FORMATO DE AUDITORÍA 5S's
Comentarios
Plática de concientización por parte del Gte de Unidad
94

95
Almacén: En la programación de abastecimiento de materia prima y control de
existencias.
En el anexo IV se presenta la cadena de valor futura mostrando las áreas que agregan valor y las
áreas de oportunidades que nos permitirán la solución a la problemática antes mencionada.
Acciones para atacar la problemática se describen a continuación:
Implementación de auditoría en cada fase del proceso de fabricación
Mejorar la eficiencia del programa de mantenimiento preventivo
Implementación de las 5S´s en el proceso de fabricación
Implementación de la instrucción estándar para la realización del ajuste de la máquina
Implementación del sistema SMED para cambios rápidos
Implementación de nuevos formatos de control en las etapas del proceso de
producción
5.1.4 Cadena de valor futuro
Ver Anexo IV: Cadena de valor futura.
5.1.5 Análisis de mapeo de procesos
Con el mapeo del proceso se lograron identificar las siguientes oportunidades de mejora:
La producción en proceso no se inspecciona
Falta de instructivos y procedimientos de trabajo
Tiempos altos en los ajustes de la máquina
Requerimientos de herramientas e instrucciones
Tiempos altos en la espera para la calibración de equipos de medición
Para contrarrestar los problemas se propone implementas las siguientes acciones para ayudar a
disminuir los defectos.
5.1.6 Escenarios de solución
En base al análisis realizado en puntos anteriores, se plantean escenarios de solución que
permitan mejorar el desempeño del proceso, y reducir los factores más débiles detectados durante
la investigación de la problemática.

96
En el escenario se muestran los siguientes puntos que se deben de contemplar:
1. Aplicación de 5S´s
2. Implementación de auditorías de calidad en cada fase del proceso de fabricación
3. Seguimiento del programa de mantenimiento preventivo de maquinas
4. Implementación de instrucción de operación estándar para la realización del ajuste (ver
figura 5.1.6)
5. Implementación del sistema SMED para cambios rápidos
6. Implementación de controles en las etapas del proceso de producción
5.1.7 Descripción de la propuesta
De acuerdo al diagnóstico y lo planteado al principio de este capitulo, se deben establecer los
controles adecuados para la detección de producto no conforme en cada fase del proceso de
producción, llevar acabo el mantenimiento programado a las maquinas, el uso de instrucción de
operación estándar nos ayudará a mejorar el método trabajo, las auditorias 5S’s ayudará a
mantener el área en buenas condiciones, así como a su vez mantendrá el flujo de proceso
eficiente, por medio del SMED se disminuirán los tiempos de ajuste y ayudara a la flexibilidad de
cambio de serie del producto.
Figura 5.1.6: Hoja trabajo éstandar

97
5.1.8 Gráfica de Gantt Ver anexo V Gráfica de Gantt.
Conclusiones

98
Conclusiones
Una vez concluido el estudio del proceso de fabricación de cojinetes, la proyección de la propuesta
es garantizar la optimización del proceso mediante la reducción de defectos en la empresa de
manufactura de cojinetes con ceja, a través de la documentación y en base a la metodología
Deming.
Las propuestas que surgieron bajo el uso de esta metodología se estipula en el capítulo 5, la cual
es la mejor forma para alcanzar los objetivos propuestos en este proyecto; una vez que se ha
desarrollado el diagnóstico del proceso, en la hipótesis planteada se muestra de forma clara la
solución para la reducción de defectos.
Mediante los datos proporcionados por la empresa se analizó y comprobó la problemática, en los
cuales se detectaron areas de oportunidad, mediante la aplicación del análisis de procesos,
herramientas de calidad y aplicación de la metodología Deming como soporte de solución.
Las propuestas de implementación de sistemas conducirán a la reducción de los productos no
conforme, generados por la falta de homogeneidad en los criterios de inspección, el mantenimiento
de los equipos así, como la falta de métodos estandarizados y rutinas de trabajo, los cuales serán
atacados para eliminar las discrepancias existentes.

Bibliografía

99
Bibliografía
Alexander, Sevat Alberto. Calidad: Metodología para documentar el ISO-9000 versión 2000. 1ra.
edición, Ed. Pearson educación de México. México, 2005.
Banks, Jerry. Control de calidad. Ed. Limusa. México, 2005.
Bawa. Procesos de manufactura. 1ra. edición, Ed. McGraw-Hill. México, 2007.
Summers, Donna C. S. Administración de la calidad. 1ra edición, Ed. Pearson educación de
México. México, 2006.
Referencias Internet:
Cospin Oswaldo, 7 Herramientas básicas para el control de la calidad, www.monografias.com, recuperado 17 Agosto 2010 Szymanski Chávez, Alejandro, Eduard Deming, www.wiiklearning.com, recuperado 18 Agosto 2010 Quesada Gilberto, Gurus, www.codigor.com.ar, recuperado 18 Agosto 2010 Cano Salvador, Calidad Gurus, www.homestead.com, recuperado 16 Agosto 2010 Romero Johann, Concepto calidad, www.monografias.com, recuperado 22 Agosto 2010

Glosario
100
Glosario
Gestión: Conjunto de acciones que se llevan a cabo para resolver un problema
IEC: International Electrotechnical Commission.
ISO: por sus siglas en inglés International Organization for Standarization
PDCA : Por sus siglas en inglés Plan, Do, Check, Act, en español su equivalente es Planear,
Hacer, Verificar y Actuar.
Proceso: Son los pasos que se realizan de forma secuencial para conseguir elaborar productos o
servicios
Procesos estratégicos: son aquellos que proporcionan directrices a todos los demás procesos y
son realizados por la dirección o por otras entidades.
Procesos clave: atañen a diferentes áreas del Servicio y tienen impacto en el cliente creando valor
para éste.
Procesos de soporte: dan apoyo a los procesos fundamentales que realiza un servicio.
SGSI: Por su siglas en español Sistema de Gestión de la Seguridad de la Información.

Anexos

ANEXO I Modelado de proceso

Nivel 0
Nivel 1
Nivel 2
Nivel 2
Nivel 2
SUBPROCESOS CLAVECOJINETES
Nivel 3
SUB-SUBPROCESOS CLAVE
CORTE
Nivel 3
SUB-SUBPROCESOS CLAVE
PREFORMADO
Nivel 3
SUB-SUBPROCESOS CLAVE
FORMADO
Nivel 3
SUB-SUBPROCESO CLAVE
RECTIFICADO
Nivel 3
SUB-SUBPROCESO CLAVE
INSPECCIÓN VISUAL
Nivel 3
SUB-SUBPROCESO CLAVE
AUDITORÍA DE EMBARQUE
101
MODELADO DE PROCESOS
PROCESOS CLAVE
PROCESO GLOBAL
MACRO PROCESO
PROCESOS ESTRATÉGICOS
PROCESOS DE APOYO
Estudio de mercado
Requirimiento del cliente
1MANUFACTURA Y COMERCIALIZACIÓN DE COJINETES DE MOTOR
Cojinetes con cejaspara entrega al
cliente
Estudio de mercado
Requirimiento del cliente
1.1 PLANEACIÓN Y CONTROL DE LA PRODUCCIÓN
Plan de producción
1.2ADMINISTRACIÓN.
Plantilla de personalNóminas.
Estados financierosPresupestos.
Maquimaria y equipo.Materia prima
1.3MANUFACTURA .
Estudio de mercado
Requirimiento del cliente
1.1.1Recepción
Base de datos 1.1.2Análisis
Programa de producción
1.1.3Análisis de capacidad de proceso
Plan de producción
1.2.1Administración de recursos humanos.
1.2.2Contabilidad y finanzas.
1.2.3Compras y Almacen
1.2.4Mercadotécnia.
Plantilla de personalNóminas.
Estados financierosPresupestos.
Maquimaria y equipo.Materia prima.
Bobina de acero
1.3.1 PROCESO DE CORTE Y
LAMINADO DE ACERO
PURO
Cobre plomo bimetal Lingotes de Aluminio no puroAluminio puro
1.3.3PROCESO DE FABRICACIÓN DE CINTA BIMETALICA COBRE PLOMO
Cinta bimetal acero aluminio
Cinta bimetal acero aluminio
1.3.4.1 CORTE
Lamina cortadoy debastado en los
extremos1.3.4.2 PREFORMADO Pieza preformada
1.3.4.3 FORMADO
Pieza con especificaciones
Plan de producción
Requerimiento de personal
Plantilla de personal FacturasNóminas
Estados financieros. Presupuestos. Salarios.Requisiciones de compras.
Maquinaria y equipo Evaluación de proveedores.Materia prima.Plan de Mercadotecnía
Plantilla de personalNóminas.Estados financierosPresupestos.Maquimaria y equipo.Materia prima
Lamina de acero en cintaMaterial cobreBase aceroPlomo
1.3.2PROCESO DE FABRICACIÓN DE CINTA DE ALUMINIO
1.3.4PROCESO DE FABRICACIÓN DE COJINETES
1.3.4.1.1Estampado y corte
1.3.4.2.1Canal
1.3.4.2.2Rolado
Lamina acanalada Pieza preformada
1.3.4.3.2Ranura de caras
Pieza con ranuras(lágrimas *4)
1.3.4.3.3Barrenado
Pieza troquelada, barrenada y avellanada
1.3.4.3.4Groover
Pieza con ranura central
1.3.4.3.5Shaver de PL
1.3.4.3.6Shanfer de radios
1.3.4.4.1Aerobore
1.3.4.4.2Shaver de cara(Acabado final)
Pieza con desbastado en los
extremosPieza formada
Pieza rectificada interior (cara
aluminio).
1.3.4.5.1Proceso de inspección visual
Pieza inspeccionada
100%
1.3.4.6.1Auditoria de embarque.
1.3.4.3.1Upset
Pieza compactada
Cojinete terminado
1.3.4.5INSPECCIÓN 100%
Cojinete inspeccionado
100%
1.3.4.6EMBARQUE
Pieza preformada libre de rebabas
1.3.4.3 FORMADO
Pieza formada1.3.4.4 RECTIFICADO
Cojinete terminado
Cinta bimetal aceroaluminio
Lamina con especificaciones (Estampada y
cortada)
1.3.4.1.2Shaver de tira
Lamina cortadoy debastado en los
extremos
Lamina cortadoy debastado en los
extremos
1.3.4.2.3Lavado
Pieza preformada libre de rebabas
Pieza preformada libre de rebabas
Pieza formada
Cojinete terminado
Pieza inspeccionada
100% Cojinetes con cejaspara entrega al
cliente
Cojinetes con cejaspara entrega al
cliente
Cojinetes con cejaspara entrega al
cliente
Cojinetes con cejaspara entrega al
cliente

ANEXO II Cadena de Valor Actual

1.6
11.12
7.1
TIEMPO TOTAL (seg)
PERSONAL INVOLUCRADO
1.5 102
MAPA DE CADENA DE VALOR ACTUAL
6.75 5.43.6 9 94.4
1
99.7
3.87 13.5
31.0
7.711 5.4 7.71
Proceso de corte y láminado de la bobina de acero
Corte y estampado
Inspección visual 100%
Inspección demensional de altura PL
Cliente satisfecho
Recibe requerimientos especificos del cliente
Requisición de materia prima
Proveedor
Almacén de materia prima
Diseño
Departamento de ventas
Costos
Planeación de la producción
Auditoría empaque 100% y re-empaque
Proceso de fabricación de la cinta de aluminio
Proceso de fabricación de cinta bimetálica cobre - plomo
Shaver detira
Canal Rolado Lavado Upset Ranura de lágrimas Troquel de barreno (avellanado)
Groover Lavado Shaver de PL ChamferAerobore Shaver de
cara
Empaque
Entrega a cliente
Orden de producción
1.54.4
3.876.75
17.71
3.6 99
7.715.41 5.4 13.5
Incrementar la deteccióndel producto no
conforme en la máquina
Incrementar la detección del producto
no conforme en la máquina
Incrementar la detección del producto
no conforme en la máquina
Requerimiento del cliente
Recibe notificación de prden de compra
Recibe requerimiento del cliente
Proceso listo paraproducción
Recibe y verifica el requerimiento del producto
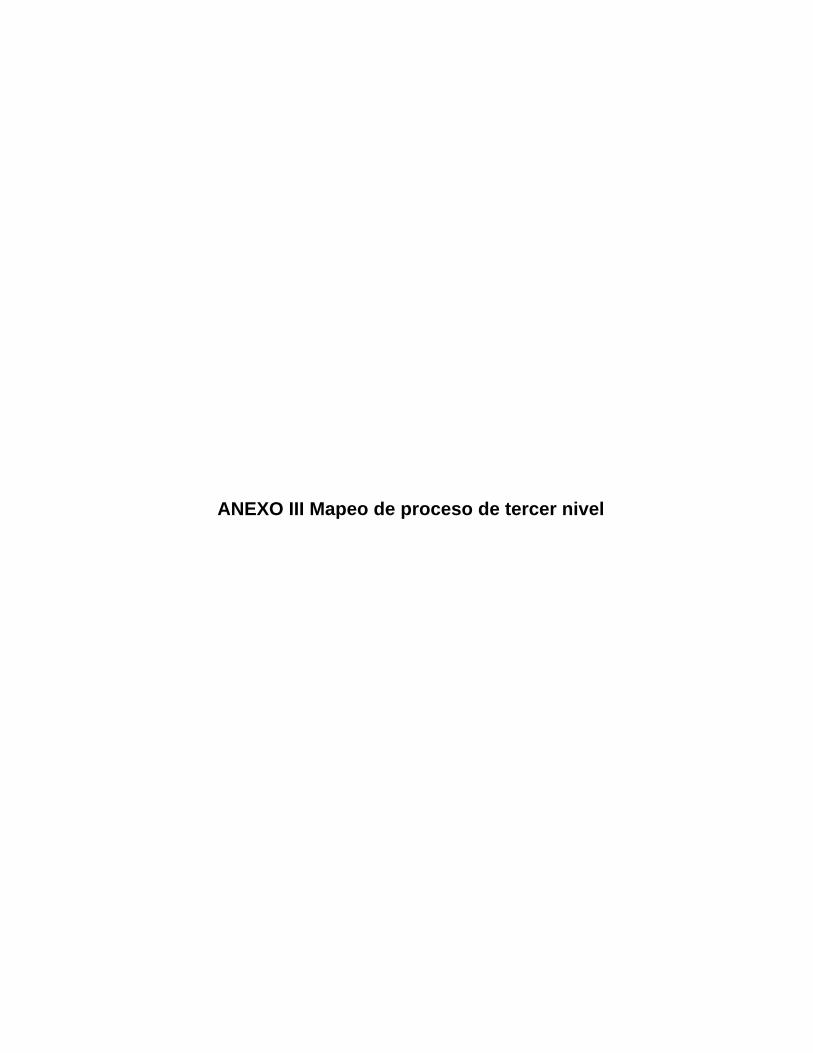
ANEXO III Mapeo de proceso de tercer nivel

NOMBRE DEL PROCESO: PRODUCCIÓN DE COJINETES CON CEJA
OBJETIVO: CUMPLIR CON EL PLAN DE PRODUCCIÓN CO N BASE A LAS ESPECIFICACIONES Y REQUERIMIENTOS DEL CLIENTE
SI NO SI NO
1Supervisor de producción
Solicita orden de trabajo 5 5 NO SI TEspecificaciones
del clienteOrden de pedido
2Supervisor de producción
Recibe la orden de trabajorequerida
1200 1200 NO SI TEspecificaciones
del cliente
3Supervisor de producción
Entrega orden de trabajo decinta al operador asignado en lamáquina de corte
600 600 NO SI T
4Operador máquina de corte
Coloca cinta en rodillos dealimentación, efectua los ajustespertinentes en máquina deacuerdo a las especificacionesde la instrucción de operación
1200 1200 NO SI MEspecificaciones
del cliente
5Operador máquina de corte
Puesta apunto 60 60 NO SI MEspecificaciones
del cliente
6Operador máquina de corte
Realiza proceso de corte decinta
1.5 1.5 SI SI
7Operador máquina de corte
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
60 60 NO SI MEspecificaciones
del cliente
8Operador máquina de corte
Llenado de contenedor deproducto procesado y transferiral siguiente proceso
750 750 NO SI
9Operador de máquina de shaver de tira
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
1200 1200 NO SI MEspecificaciones
del cliente
10Operador de máquina de shaver de tira
Puesta apunto 60 60 NO SI MEspecificaciones
del cliente
11Operador de máquina de shaver de tira
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI
12Operador de máquina de shaver de tira
Toma pieza de contenedor 3 3 NO SI
13Operador de máquina de shaver de tira
Alimenta máquina pieza xpieza
1 1 SI SI
14Operador de máquina de shaver de tira
Realiza proceso de devastadoen los extremos
4 4 SI SI
15Operador de máquina de shaver de tira
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
60 60 NO SI MEspecificaciones
del cliente
16Operador de máquina de shaver de tira
Llenado de contenedor deproducto procesado y transferiral siguiente proceso
750 750 NO SI
17Operador máquina de canal
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
1200 1200 NO SI MEspecificaciones
del cliente
18Operador máquina de canal
Puesta apunto 60 60 NO SI MEspecificaciones
del cliente
19Operador máquina de canal
Toma contenedor y coloca en sumesa de trabajo
10.81 10.81 NO SI
20Operador máquina de canal
Toma pieza de contenedor 3.00 3.00 NO SI
21Operador máquina de canal
Alimenta máquina pieza Xpieza
1.70 1.70 SI SI
22Operador máquina de canal
Realiza proceso de canal(Lamina acanalada) 4 4 SI SI M
Especificaciones del cliente
23Operador máquina de canal
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
100 100 NO SI MEspecificaciones
del cliente
24Operador máquina de canal
Transferir el contenedor alsiguiente proceso
12 12 NO SI
25Operador de máquina rolado
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
7200 7200 NO SI MEspecificaciones
del cliente
26Operador de máquina rolado
Puesta apunto 80 80 NO SI MEspecificaciones
del cliente
27Operador de máquina rolado
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI
28Operador de máquina rolado
Toma pieza de contenedor 3 3 NO SI
29Operador de máquina rolado
Alimenta máquina pieza xpieza
1 1 SI SI
TIEMPO(seg)
OPERACIÓN NORMATIVIDAD APLICABLE
CONTROL INTERNO
TRASLADO DEMORA INSPECCIÓN
No. RESPONSABLE ACTIVIDADSÍMBOLO
DELFLUJO
ALMACENAJE REPROCESOAGREGA VALOR
RESPONSABLE: SUPERVISOR DE PRODUCCIÓN
¿ES NECESARIO?
DECISIÓNT= TRANSFERIR M= MEJORAO= OPTIMIZARE= ELIMINAR
OBSERVACIONES

NOMBRE DEL PROCESO: PRODUCCIÓN DE COJINETES CON CEJA
OBJETIVO: CUMPLIR CON EL PLAN DE PRODUCCIÓN CO N BASE A LAS ESPECIFICACIONES Y REQUERIMIENTOS DEL CLIENTE
SI NO SI NO
TIEMPO(seg)
OPERACIÓN NORMATIVIDAD APLICABLE
CONTROL INTERNO
TRASLADO DEMORA INSPECCIÓN
No. RESPONSABLE ACTIVIDADSÍMBOLO
DELFLUJO
ALMACENAJE REPROCESOAGREGA VALOR
RESPONSABLE: SUPERVISOR DE PRODUCCIÓN
¿ES NECESARIO?
DECISIÓNT= TRANSFERIR M= MEJORAO= OPTIMIZARE= ELIMINAR
OBSERVACIONES
30Operador de máquina rolado
Realiza proceso de rolado 7 7 SI SI MEspecificaciones
del cliente
31Operador de máquina rolado
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
60 60 NO SI MEspecificaciones
del cliente
32Operador de máquina rolado
Transferir el contenedor alsiguiente proceso
12 12 NO SI
33Operador de lavado
Toma contenedor y coloca encarrito
11 11 NO SI
34Operador de lavado
Traslada el material al rea delavado
15 15 NO SI
35Operador de lavado
Toma el contenedor del carrito yvacia las piezas a la tolva
13 13 NO SI
36Operador de lavado
Espera proceso de lavado100ºC
1800 1800 NO SI
37Operador de lavado
Llena contenedor 150 150 NO SI
38Operador de lavado
Coloca contenedor en carrito 11 11 NO SI
39Operador de lavado
Translada el material al procesode Upset
12 12 NO SI
40Operador de máquina Upset
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
10800 10800 NO SI MEspecificaciones
del cliente
41Operador de máquina Upset
Puesta apunto 14.25 14.25 NO SI MEspecificaciones
del cliente
42Operador de máquina Upset
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI
43Operador de máquina Upset
Toma pieza de contenedor 2 2 NO SI
44Operador de máquina Upset
Alimenta máquina pieza xpieza
3 3 SI SI
45Operador de máquina Upset
Realiza proceso de Upset 1 1 SI SI MEspecificaciones
del cliente
46Operador de máquina Upset
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
30 30 NO SI MEspecificaciones
del cliente
47Operador de máquina Upset
Transferir el contenedor alsiguiente proceso
11 11 NO SI
48Operador de máquina Ranura de caras
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
7200 7200 NO SI MEspecificaciones
del cliente
49Operador de máquina Ranura de caras
Puesta apunto 40.00 40.00 NO SI MEspecificaciones
del cliente
50Operador de máquina Ranura de caras
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI
51Operador de máquina Ranura de caras
Toma pieza de contenedor 1 1 NO SI
52Operador de máquina Ranura de caras
Alimenta máquina pieza xpieza
3 3 SI SI
53Operador de máquina Ranura de caras
Realiza proceso de Ranuras decaras
4 4 SI SI MEspecificaciones
del cliente
54Operador de máquina Ranura de caras
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
26 26 NO SI MEspecificaciones
del cliente
55Operador de máquina Ranura de caras
Transferir el contenedor alsiguiente proceso
11 11 NO SI
56Operador de máquina de Barrenado
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
7200 7200 NO SI MEspecificaciones
del cliente
57Operador de máquina de Barrenado
Puesta apunto 84.70 84.70 NO SI MEspecificaciones
del cliente
58Operador de máquina de Barrenado
Toma contenedor y coloca en sumesa de trabajo
8 8 NO SI
59Operador de máquina de Barrenado
Toma pieza de contenedor 1 1 NO SI
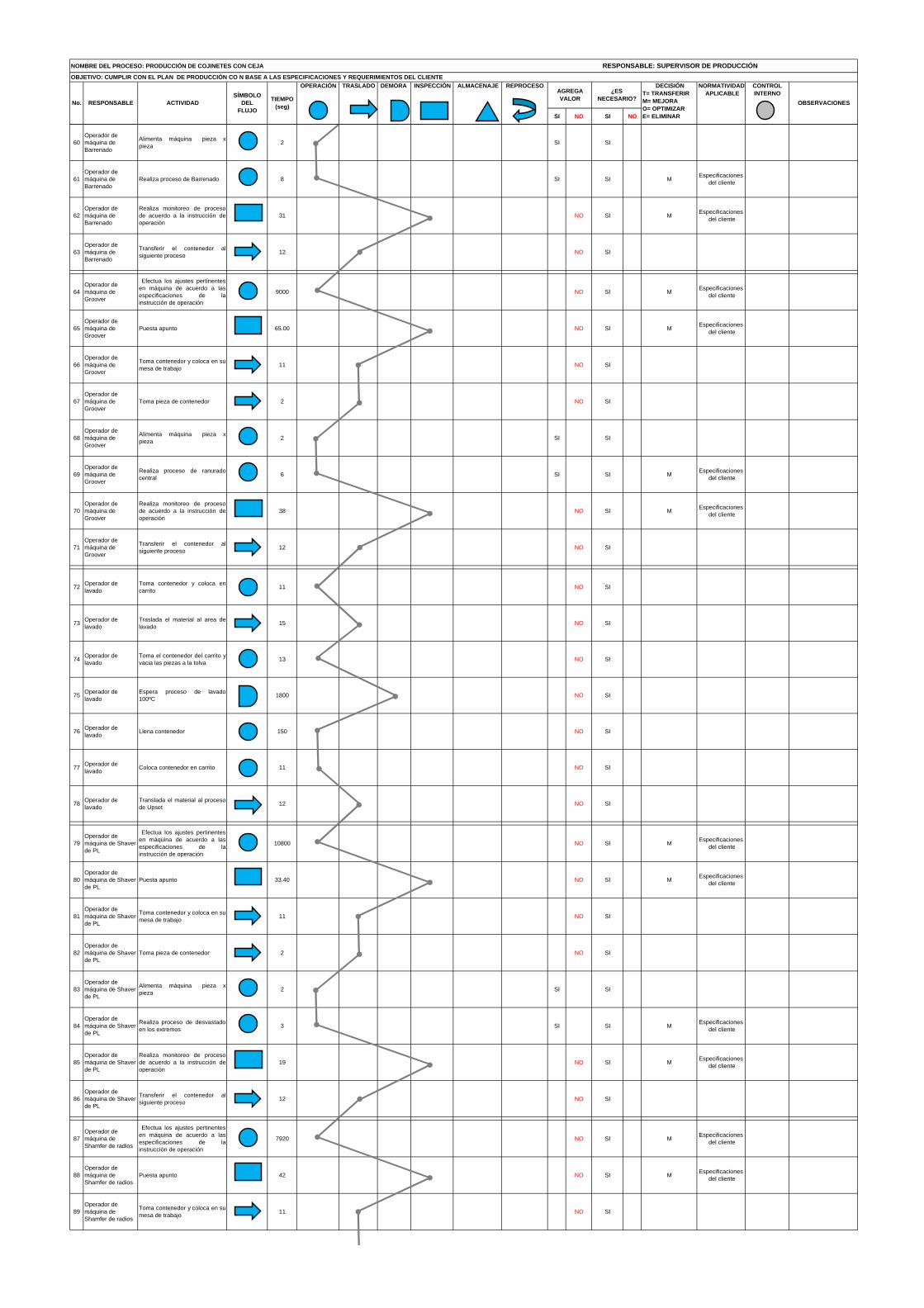
NOMBRE DEL PROCESO: PRODUCCIÓN DE COJINETES CON CEJA
OBJETIVO: CUMPLIR CON EL PLAN DE PRODUCCIÓN CO N BASE A LAS ESPECIFICACIONES Y REQUERIMIENTOS DEL CLIENTE
SI NO SI NO
TIEMPO(seg)
OPERACIÓN NORMATIVIDAD APLICABLE
CONTROL INTERNO
TRASLADO DEMORA INSPECCIÓN
No. RESPONSABLE ACTIVIDADSÍMBOLO
DELFLUJO
ALMACENAJE REPROCESOAGREGA VALOR
RESPONSABLE: SUPERVISOR DE PRODUCCIÓN
¿ES NECESARIO?
DECISIÓNT= TRANSFERIR M= MEJORAO= OPTIMIZARE= ELIMINAR
OBSERVACIONES
60Operador de máquina de Barrenado
Alimenta máquina pieza xpieza
2 2 SI SI
61Operador de máquina de Barrenado
Realiza proceso de Barrenado 8 8 SI SI MEspecificaciones
del cliente
62Operador de máquina de Barrenado
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
31 31 NO SI MEspecificaciones
del cliente
63Operador de máquina de Barrenado
Transferir el contenedor alsiguiente proceso
12 12 NO SI
64Operador de máquina de Groover
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
9000 9000 NO SI MEspecificaciones
del cliente
65Operador de máquina de Groover
Puesta apunto 65.00 65.00 NO SI MEspecificaciones
del cliente
66Operador de máquina de Groover
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI
67Operador de máquina de Groover
Toma pieza de contenedor 2 2 NO SI
68Operador de máquina de Groover
Alimenta máquina pieza xpieza
2 2 SI SI
69Operador de máquina de Groover
Realiza proceso de ranuradocentral
6 6 SI SI MEspecificaciones
del cliente
70Operador de máquina de Groover
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
38 38 NO SI MEspecificaciones
del cliente
71Operador de máquina de Groover
Transferir el contenedor alsiguiente proceso
12 12 NO SI
72Operador de lavado
Toma contenedor y coloca encarrito
11 11 NO SI
73Operador de lavado
Traslada el material al area delavado
15 15 NO SI
74Operador de lavado
Toma el contenedor del carrito yvacia las piezas a la tolva
13 13 NO SI
75Operador de lavado
Espera proceso de lavado100ºC
1800 1800 NO SI
76Operador de lavado
Llena contenedor 150 150 NO SI
77Operador de lavado
Coloca contenedor en carrito 11 11 NO SI
78Operador de lavado
Translada el material al procesode Upset
12 12 NO SI
79Operador de máquina de Shaver de PL
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
10800 10800 NO SI MEspecificaciones
del cliente
80Operador de máquina de Shaver de PL
Puesta apunto 33.40 33.40 NO SI MEspecificaciones
del cliente
81Operador de máquina de Shaver de PL
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI
82Operador de máquina de Shaver de PL
Toma pieza de contenedor 2 2 NO SI
83Operador de máquina de Shaver de PL
Alimenta máquina pieza xpieza
2 2 SI SI
84Operador de máquina de Shaver de PL
Realiza proceso de desvastadoen los extremos
3 3 SI SI MEspecificaciones
del cliente
85Operador de máquina de Shaver de PL
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
19 19 NO SI MEspecificaciones
del cliente
86Operador de máquina de Shaver de PL
Transferir el contenedor alsiguiente proceso
12 12 NO SI
87Operador de máquina de Shamfer de radios
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
7920 7920 NO SI MEspecificaciones
del cliente
88Operador de máquina de Shamfer de radios
Puesta apunto 42 42 NO SI MEspecificaciones
del cliente
89Operador de máquina de Shamfer de radios
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI

NOMBRE DEL PROCESO: PRODUCCIÓN DE COJINETES CON CEJA
OBJETIVO: CUMPLIR CON EL PLAN DE PRODUCCIÓN CO N BASE A LAS ESPECIFICACIONES Y REQUERIMIENTOS DEL CLIENTE
SI NO SI NO
TIEMPO(seg)
OPERACIÓN NORMATIVIDAD APLICABLE
CONTROL INTERNO
TRASLADO DEMORA INSPECCIÓN
No. RESPONSABLE ACTIVIDADSÍMBOLO
DELFLUJO
ALMACENAJE REPROCESOAGREGA VALOR
RESPONSABLE: SUPERVISOR DE PRODUCCIÓN
¿ES NECESARIO?
DECISIÓNT= TRANSFERIR M= MEJORAO= OPTIMIZARE= ELIMINAR
OBSERVACIONES
90Operador de máquina de Shamfer de radios
Toma pieza de contenedor 2 2 NO SI
91Operador de máquina de Shamfer de radios
Alimenta máquina pieza xpieza
1 1 SI SI
92Operador de máquina de Shamfer de radios
Realiza proceso de radios 5 5 SI SI MEspecificaciones
del cliente
93Operador de máquina de Shamfer de radios
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
35 35 NO SI MEspecificaciones
del cliente
94Operador de máquina de Shamfer de radios
Transferir el contenedor alsiguiente proceso
12 12 NO SI
95Operador de máquina de Aerobore
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
9000 9000 NO SI MEspecificaciones
del cliente
96Operador de máquina de Aerobore
Puesta apunto 39 39 NO SI MEspecificaciones
del cliente
97Operador de máquina de Aerobore
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI
98Operador de máquina de Aerobore
Toma pieza de contenedor 2 2 NO SI
99Operador de máquina de Aerobore
Alimenta máquina pieza xpieza
3 3 SI SI
100Operador de máquina de Aerobore
Realiza proceso de acabadointerior
10 10 SI SI MEspecificaciones
del cliente
101Operador de máquina de Aerobore
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
39 39 NO SI MEspecificaciones
del cliente
102Operador de máquina de Aerobore
Transferir el contenedor alsiguiente proceso
12 12 NO SI
103Operador de máquina de Shaver de cara
Efectua los ajustes pertinentesen máquina de acuerdo a lasespecificaciones de lainstrucción de operación
6120 6120 NO SI MEspecificaciones
del cliente
104Operador de máquina de Shaver de cara
Puesta apunto 42 42 NO SI MEspecificaciones
del cliente
105Operador de máquina de Shaver de cara
Toma contenedor y coloca en sumesa de trabajo
11 11 NO SI
106Operador de máquina de Shaver de cara
Toma pieza de contenedor 1 1 NO SI
107Operador de máquina de Shaver de cara
Alimenta máquina pieza xpieza
2 2 SI SI
108Operador de máquina de Shaver de cara
Realiza proceso de acabado enceja
4 4 SI SI MEspecificaciones
del cliente
109Operador de máquina de Shaver de cara
Retirar pieza de máquina ycolocar en charola de cartón
2 2 NO SI
110Operador de máquina de Shaver de cara
Retiar charola y colocar encontenedor (14 piezas)
8 8 NO SI
111Operador de máquina de Shaver de cara
Realiza monitoreo de procesode acuerdo a la instrucción deoperación
35 35 NO SI MEspecificaciones
del cliente
112Operador de máquina de Shaver de cara
Transferir el contenedor alsiguiente proceso
12 12 NO SI
113Inspector de inspección visual al 100%
Toma contenedor y coloca en sumesa de trabajo
8 8 NO SI
114Inspector de inspección visual al 100%
Toma una pieza 2 2 NO SI
115Inspector de inspección visual al 100%
Realiza inspección de acuerdo ala instrucción de operación
25 25 SI SI MEspecificaciones
del cliente
116Inspector de inspección visual al 100%
Coloca nuevamente pieza encharola
2 2 NO SI
117Inspector de inspección visual al 100%
Coloca nuevamente charola encontenedor (14 piezas)
3 3 SI
118Inspector de inspección visual al 100%
Coloca contenedor en carrito ycoloca tarjeta de control
15 15 SI T
119Auditor de embarque al 100%
Toma contenedor y coloca ensu mesa de trabajo
12 12 NO SI

NOMBRE DEL PROCESO: PRODUCCIÓN DE COJINETES CON CEJA
OBJETIVO: CUMPLIR CON EL PLAN DE PRODUCCIÓN CO N BASE A LAS ESPECIFICACIONES Y REQUERIMIENTOS DEL CLIENTE
SI NO SI NO
TIEMPO(seg)
OPERACIÓN NORMATIVIDAD APLICABLE
CONTROL INTERNO
TRASLADO DEMORA INSPECCIÓN
No. RESPONSABLE ACTIVIDADSÍMBOLO
DELFLUJO
ALMACENAJE REPROCESOAGREGA VALOR
RESPONSABLE: SUPERVISOR DE PRODUCCIÓN
¿ES NECESARIO?
DECISIÓNT= TRANSFERIR M= MEJORAO= OPTIMIZARE= ELIMINAR
OBSERVACIONES
120Auditor de embarque al 100%
Toma charola de el contenedory coloca en el area de auditoria
8 8 NO SI
121Auditor de embarque al 100%
Realiza auditoria pieza x pieza alproducto terminado
8 8 SI SI MEspecificaciones
del cliente
122Auditor de embarque al 100%
Toma pieza y coloca en charola. 8 8 NO SI
123Auditor de embarque al 100%
Toma la charola y coloca encontenedor de embarque
10 10 NO SI
124Auditor de embarque al 100%
Colocar contedor en pallet deembarque
12 12 NO SI
125Auditor de embarque al 100%
Realiza emplaye al pallet 60 60 NO SI T
125 54 43 2 26 0 0 25 100 125 0
% 43.20% 34.40% 1.60% 20.80% 20% 80% 100%
87835 80603 2447 3600 1185 77.8 87757 87834.7 0
% 91.8% 2.8% 4.1% 1.35% 0.1% 99.9% 100% 0
ACTIVIDADES TOTALES
TOTAL DE TIEMPO

ANEXO IV Cadena de valor futura
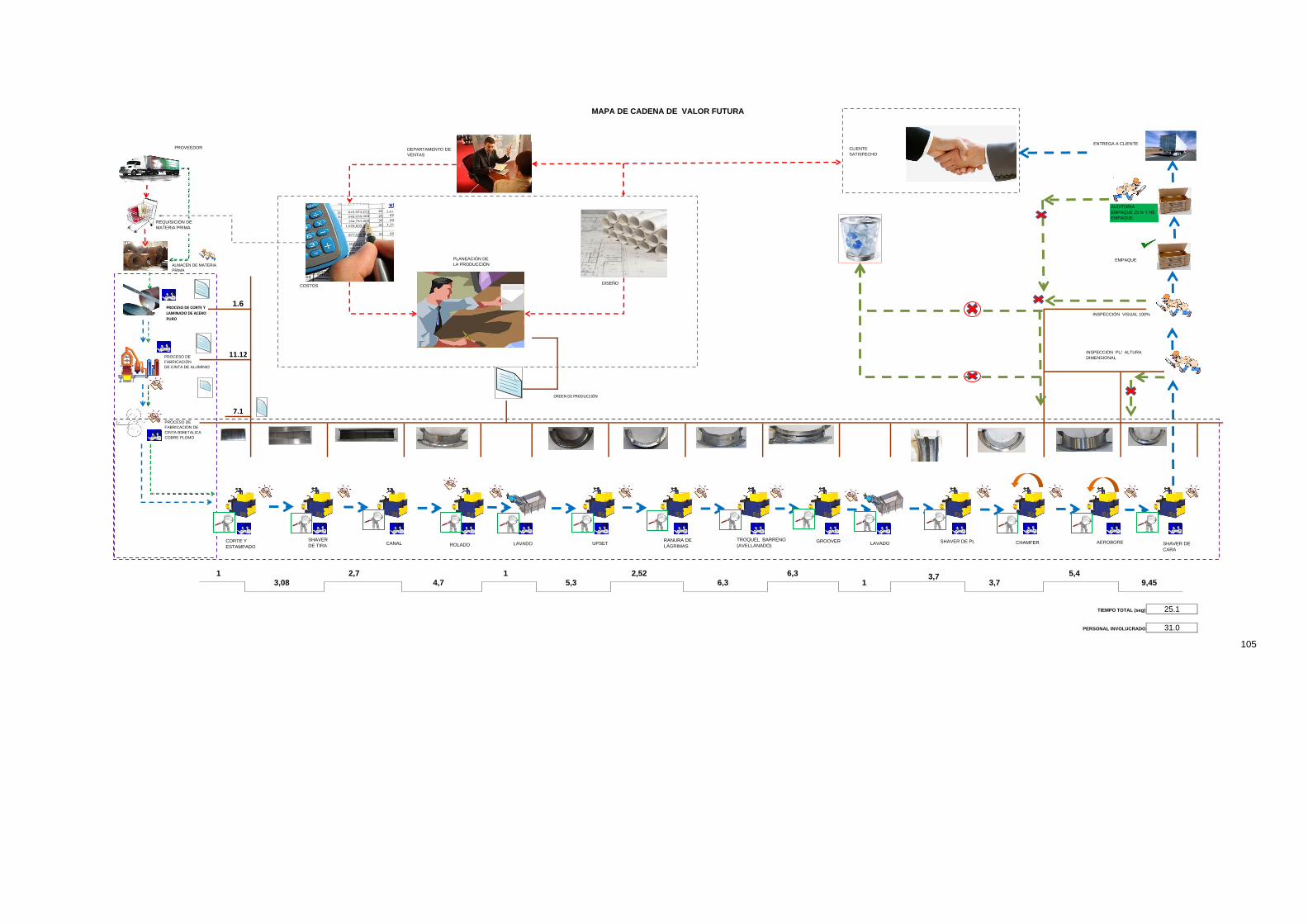
MAPA DE CADENA DE VALOR FUTURA
1.6
11.12
7.1
TIEMPO TOTAL (seg)
PERSONAL INVOLUCRADO
105
5.3
25.1
31.0
PROCESO DE CORTE Y
LAMINADO DE ACERO
PURO
CORTE Y ESTAMPADO
INSPECCIÓN VISUAL 100%
INSPECCIÓN PL/ ALTURA DIMENSIONAL
CLIENTE SATISFECHO
ESPECIFIC
REQUISICIÓN DE MATERIA PRIMA
PROVEEDOR
ALMACÉN DE MATERIA PRIMA
DISEÑO
DEPARTAMENTO DE VENTAS
COSTOS
PLANEACIÓN DE LA PRODUCCIÓN
AUDITORIA EMPAQUE 25 % Y RE EMPAQUE
PROCESO DE FABRICACIÓN DE CINTA DE ALUMINIO
PROCESO DE FABRICACIÓN DE CINTA BIMETALICACOBRE PLOMO
SHAVER DE TIRA CANAL ROLADO LAVADO UPSET
RANURA DE LÁGRIMAS
TROQUEL BARRENO (AVELLANADO)
GROOVER LAVADO SHAVER DE PL CHAMFER AEROBORE SHAVER DE CARA
EMPAQUE
ENTREGA A CLIENTE
ORDEN DE PRODUCCIÓN
13,08
2,74,7
15,3
2,52 6,36,3
5,43,71 3,7 9,45

ANEXO V Gráfica Gantt
GRÁFICA DE GANTT DEL PROYECTO "PROPUESTA DE REDUCCIÓN DE DEFECTOS EN LA PRODUCCIÓN DE COJINETES AUTOPMOTRICES BAJO EL CICLO DEMING"
V S D L M M J V S D L M M J V S D L M M J V S D L M M J V S D L M M J V S D L M M J V S D L M M J V S D L M M J V S D L M M J V S D L M M J V S D
No. ACTIVIDADES RESPONSABLE INICIO TÉRMINO 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
1 Elección del tema Equipo de trabajo 16-Jul-10 16-Jul-10
2 Planteamiento del problema Equipo de trabajo 17-Jul-10 17-Jul-10
3 Definición de objetivos y justificación Equipo de trabajo 17-Jul-10 17-Jul-10
4 Conocer situación actual del proceso en estudioEmpresa y equipo de
trabajo18-Ago-10 20-Ago-10
5Describir la situación actual de los procesos queconforman en la manufactura de cojinetes con ceja
Empresa y equipo de trabajo
20-Ago-10 25-Ago-10
6 Analisis de la problemática Equipo de trabajo 21-Ago-10 24-Ago-10
7 Plan de acciones Equipo de trabajo 21-Ago-10 23-Ago-10
8Los contribuidores que impiden el buen desempeñodentro de los procesos
Empresa y equipo de trabajo
23-Ago-10 25-Ago-10
9 Diseño de corrida de prueba de cojinetes Equipo de trabajo 26-Ago-10 27-Ago-10
10 Realización de la corrida de prueba Equipo de trabajo 30-Ago-10 31-Ago-10
11 Monitoreo y seguimiento de la corrida de prueba Equipo de trabajo 02-Sep-10 07-Sep-10
12Proponer una alternativa de solución para determinar lacausa raÍz de la problemática
Equipo de trabajo 08-Sep-10 09-Sep-10
13 Revisión y entrega de trabajos engargolados Equipo de trabajo 25-Sep-10 25-Sep-10
14 Presentación del proyecto Equipo de trabajo 26-Sep-10 26-Sep-10
107
Agosto SeptiembreFECHA
Julio
No es aceptada la primer propuesta de proyecto
Se inicia con el nuevoproyecto