producción de biodiesel: materias primas y procesosrelación molar etanol/ac. menor que con metanol...
TRANSCRIPT
Instituto de Investigaciones en Catálisis y Petroquímica
Facultad de Ingeniería Química - UNL - CONICET
Santa Fe
Producción de biodiesel:
materias primas y procesos
Carlos A. Querini
DESARROLLOS RECIENTES Y EN EVOLUCIÓN
Aprovechamiento residuos del desgomado: hidrólisis
enzimática.
Proceso de reducción de monoglicéridos y contaminación
total.
Uso de etanol para producción de biodiesel.
Hidrólisis Enzimática de
Residuos del Desgomado:
Aprovechamiento de fosfolípidos
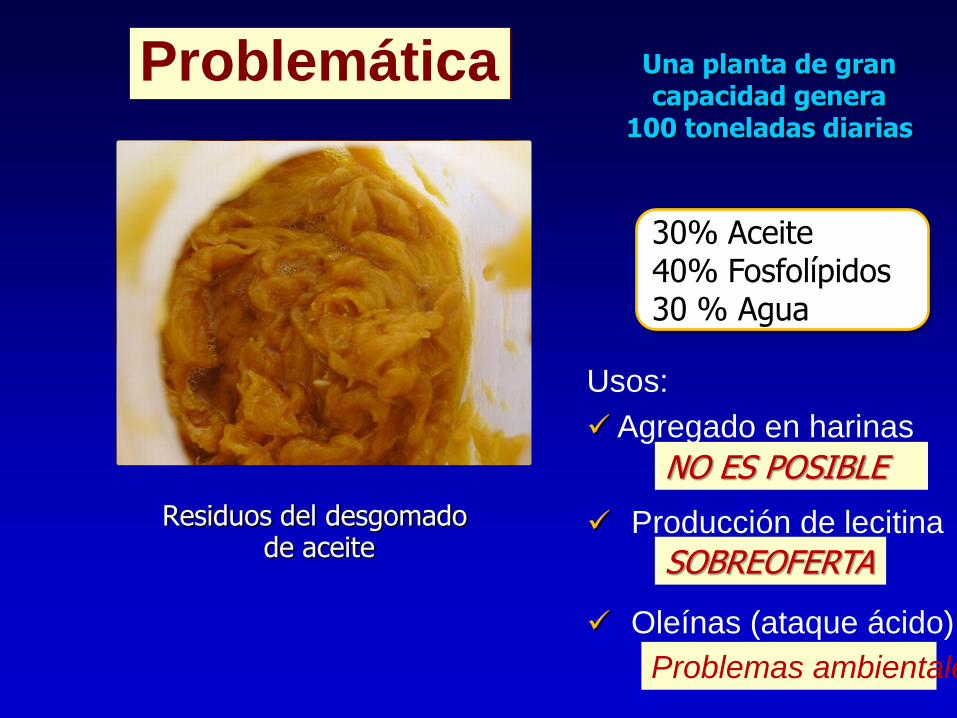
Una planta de gran capacidad genera
100 toneladas diarias
Residuos del desgomado de aceite
Usos:
Agregado en harinas
Producción de lecitina
Oleínas (ataque ácido)
30% Aceite 40% Fosfolípidos 30 % Agua
NO ES POSIBLE
SOBREOFERTA
Problemas ambientales
Problemática
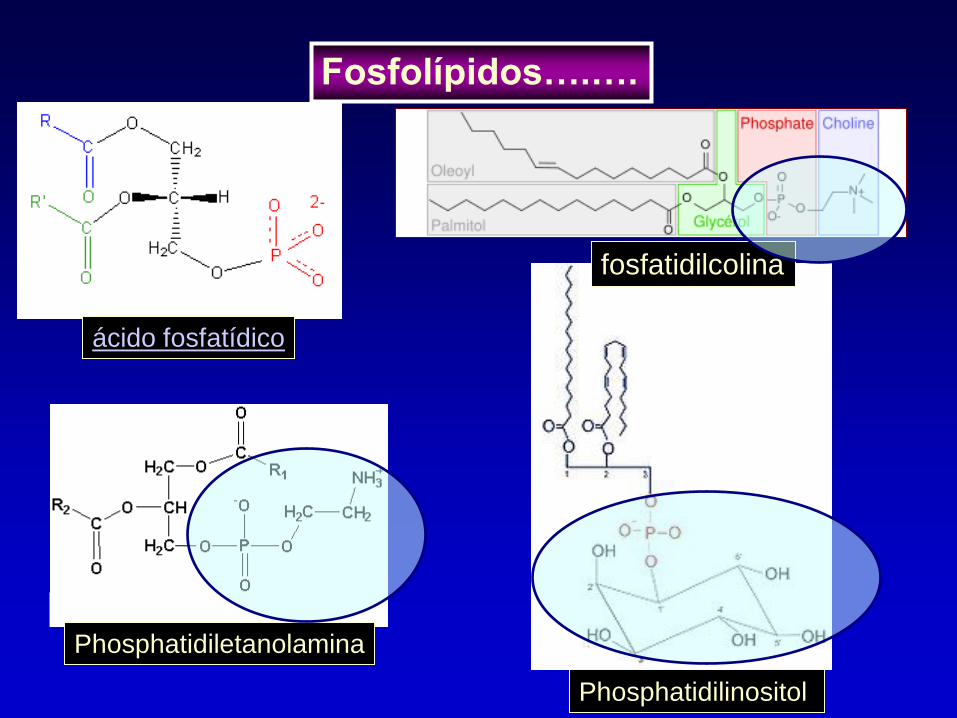
ácido fosfatídico
Phosphatidilinositol
fosfatidilcolina
Fosfolípidos….….
Phosphatidiletanolamina
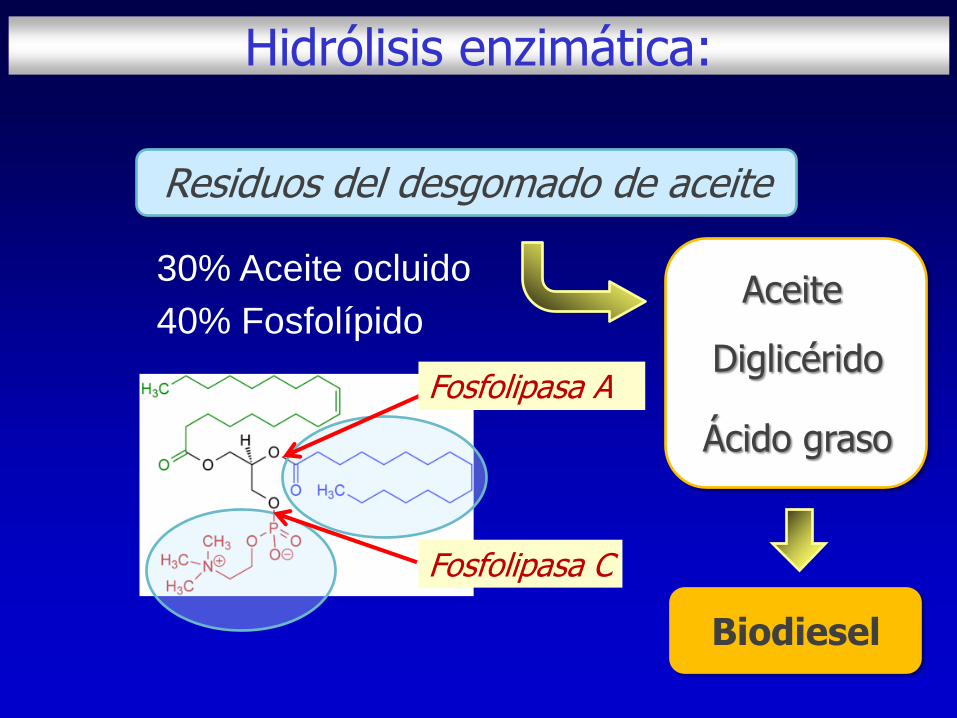
Hidrólisis enzimática:
Fosfolipasa C
Diglicérido
Ácido graso
Fosfolipasa A
Aceite 30% Aceite ocluido
40% Fosfolípido
Biodiesel
Residuos del desgomado de aceite
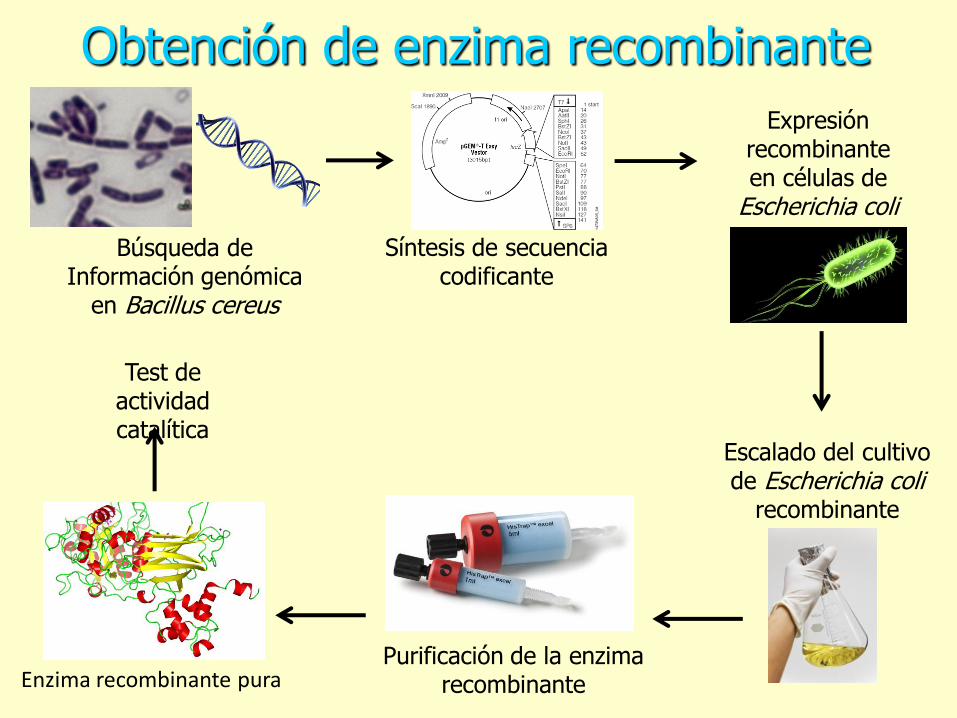
Obtención de enzima recombinante
Síntesis de secuencia codificante
Búsqueda de Información genómica
en Bacillus cereus
Purificación de la enzima recombinante
Expresión recombinante en células de
Escherichia coli
Escalado del cultivo de Escherichia coli
recombinante
Enzima recombinante pura
Test de actividad catalítica
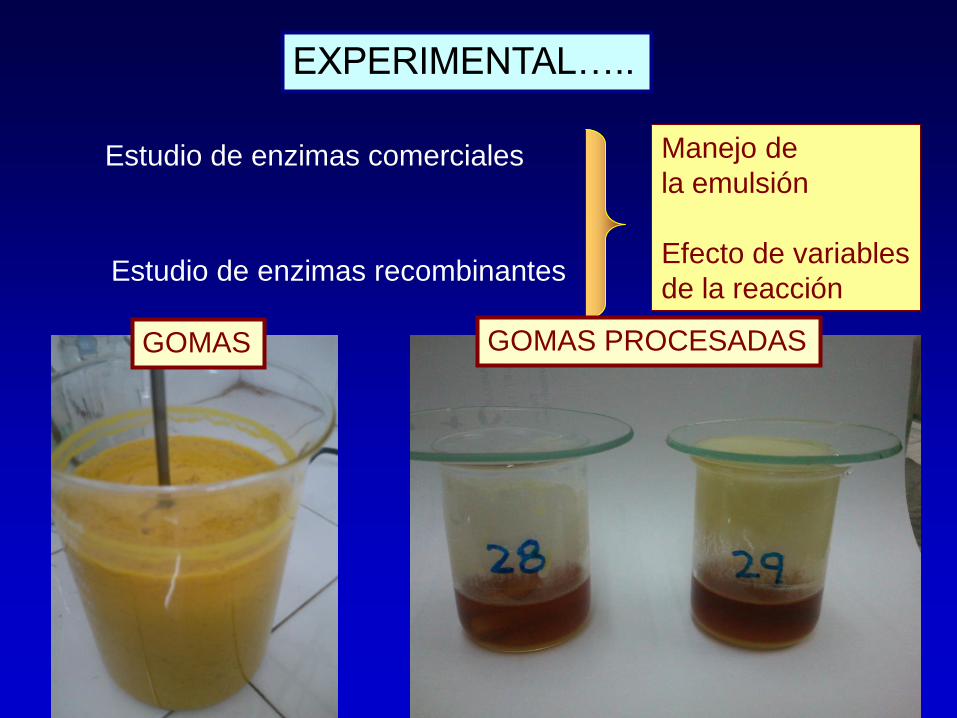
Estudio de enzimas comerciales
Estudio de enzimas recombinantes
Manejo de
la emulsión
Efecto de variables
de la reacción
EXPERIMENTAL…..
GOMAS GOMAS PROCESADAS
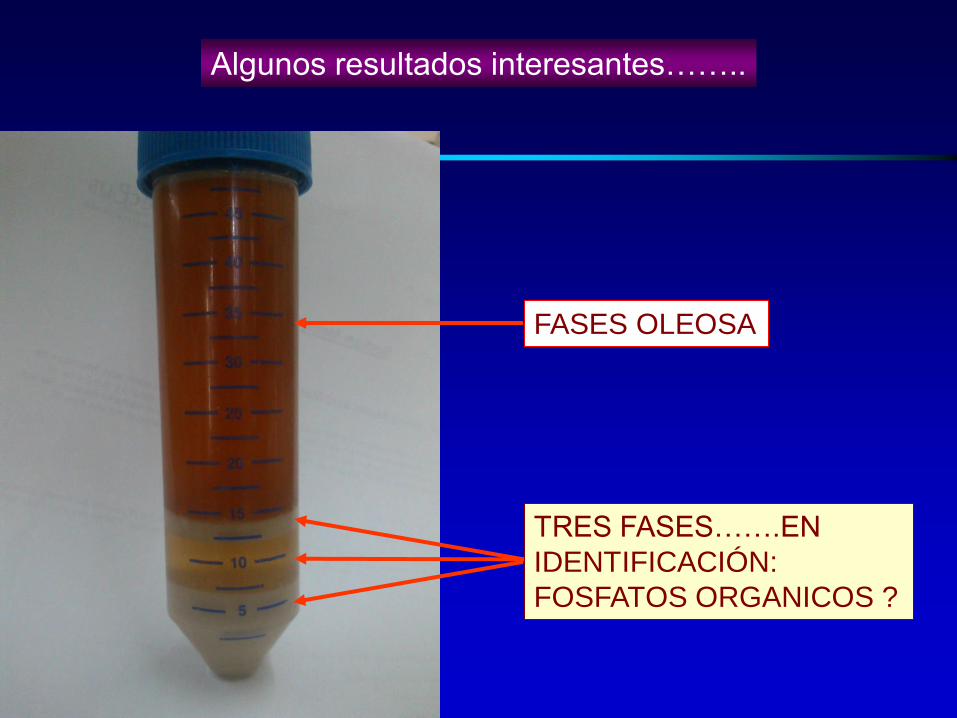
FASES OLEOSA
TRES FASES…….EN
IDENTIFICACIÓN:
FOSFATOS ORGANICOS ?
Algunos resultados interesantes……..
Reducción de Monoglicéridos
Y Glucósidos
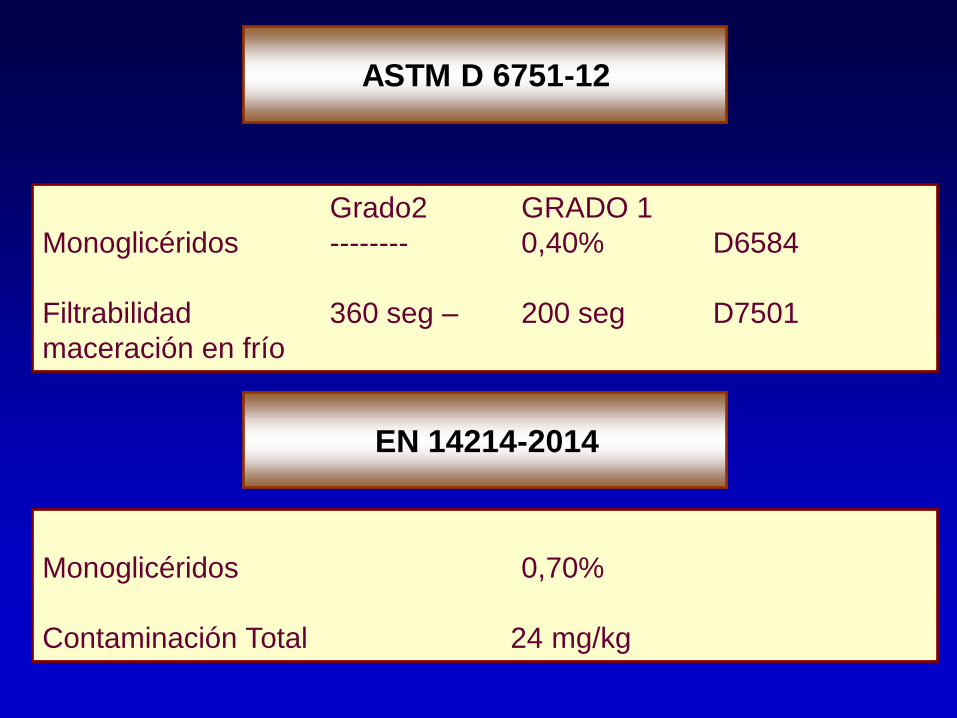
Grado2 GRADO 1
Monoglicéridos -------- 0,40% D6584
Filtrabilidad 360 seg – 200 seg D7501
maceración en frío
ASTM D 6751-12
EN 14214-2014
Monoglicéridos 0,70%
Contaminación Total 24 mg/kg
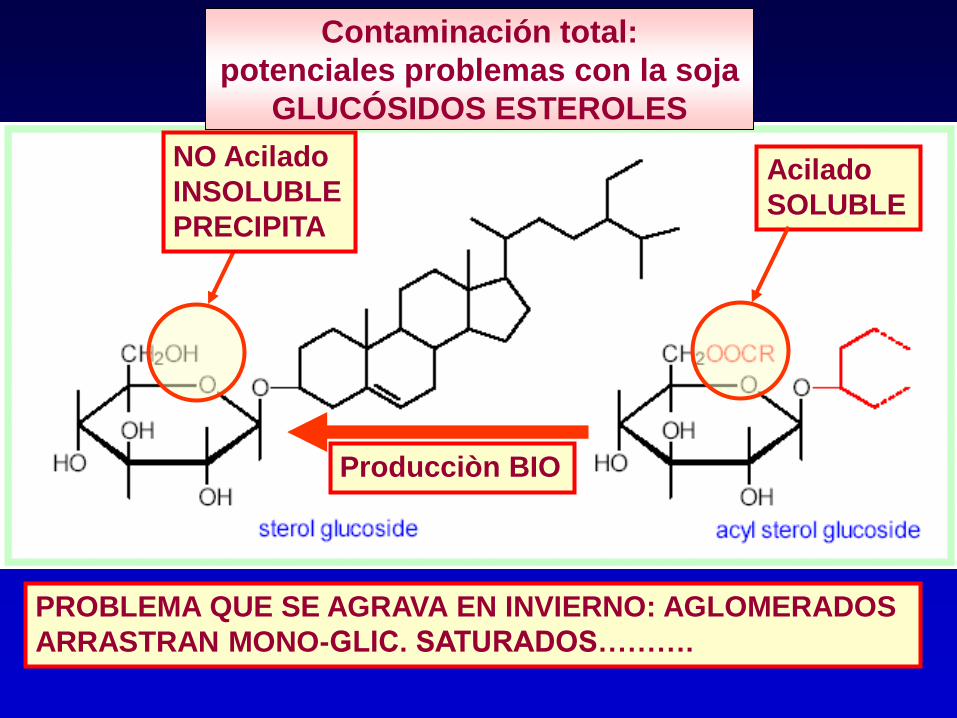
Contaminación total:
potenciales problemas con la soja
GLUCÓSIDOS ESTEROLES
Producciòn BIO
PROBLEMA QUE SE AGRAVA EN INVIERNO: AGLOMERADOS
ARRASTRAN MONO-GLIC. SATURADOS……….
Acilado
SOLUBLE
NO Acilado
INSOLUBLE
PRECIPITA
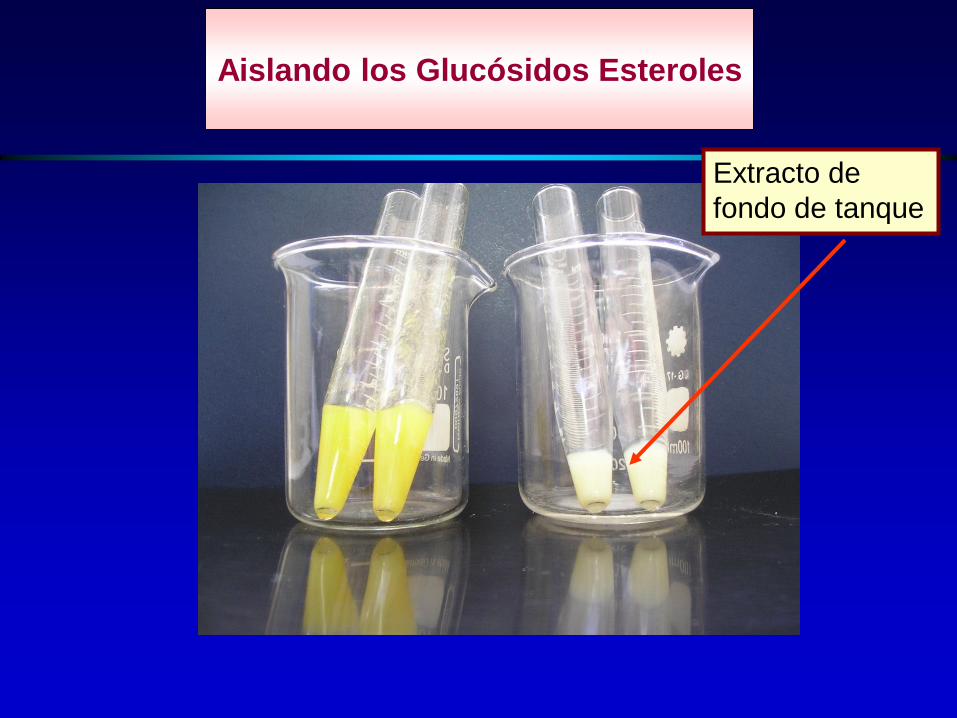
Aislando los Glucósidos Esteroles
Extracto de
fondo de tanque
fotos gota de ppdo de 2421
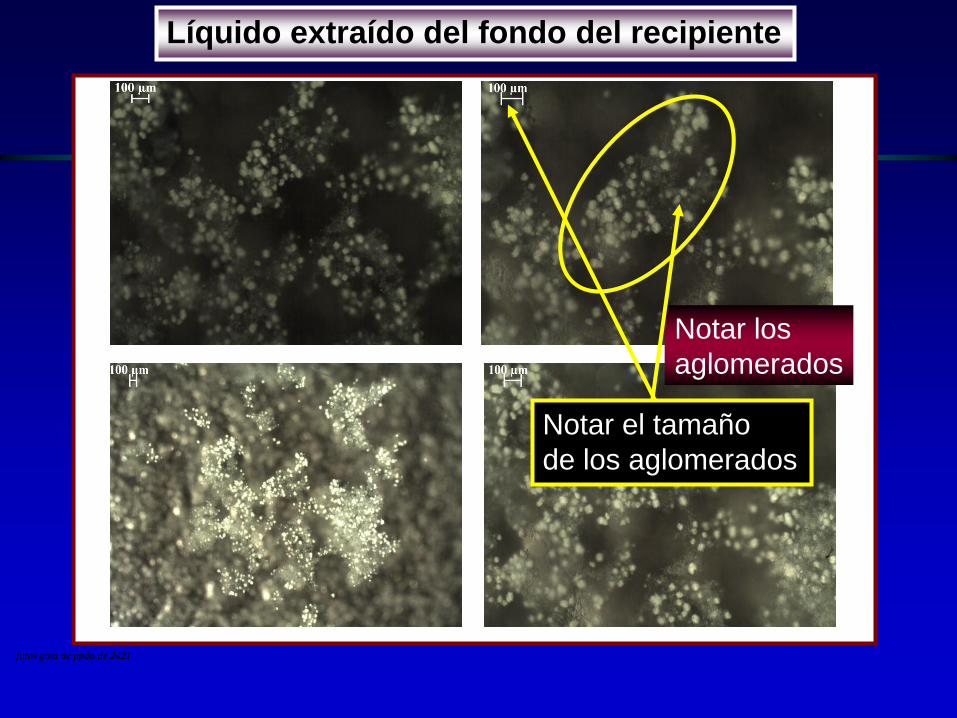
Líquido extraído del fondo del recipiente
Notar los
aglomerados
Notar el tamaño
de los aglomerados
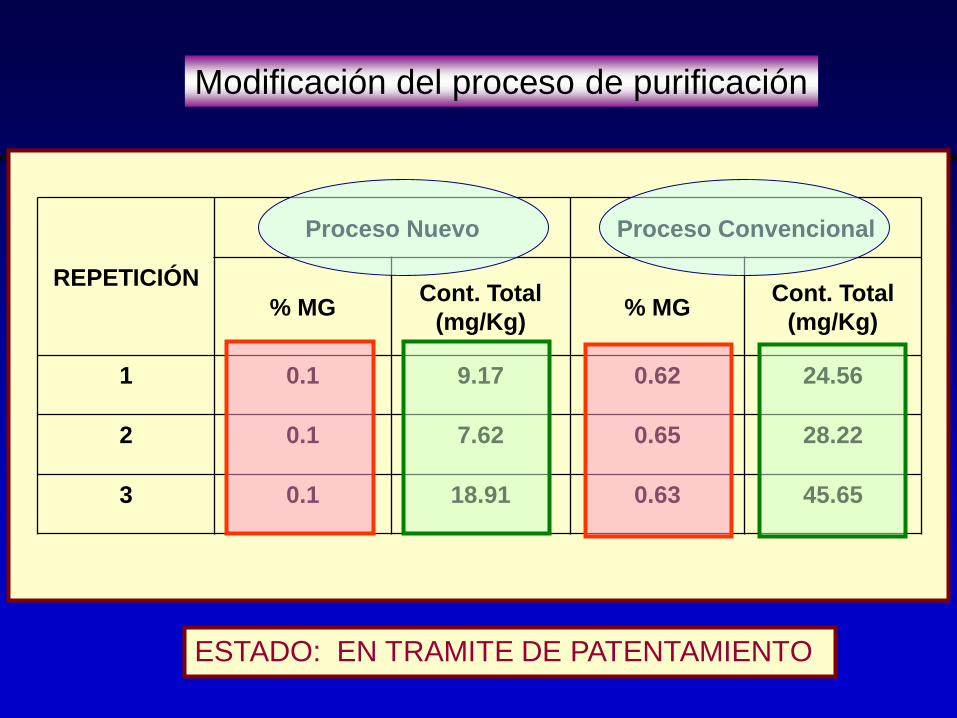
REPETICIÓN
Proceso Nuevo Proceso Convencional
% MG Cont. Total
(mg/Kg) % MG
Cont. Total
(mg/Kg)
1 0.1 9.17 0.62 24.56
2 0.1 7.62 0.65 28.22
3 0.1 18.91 0.63 45.65
Modificación del proceso de purificación
ESTADO: EN TRAMITE DE PATENTAMIENTO
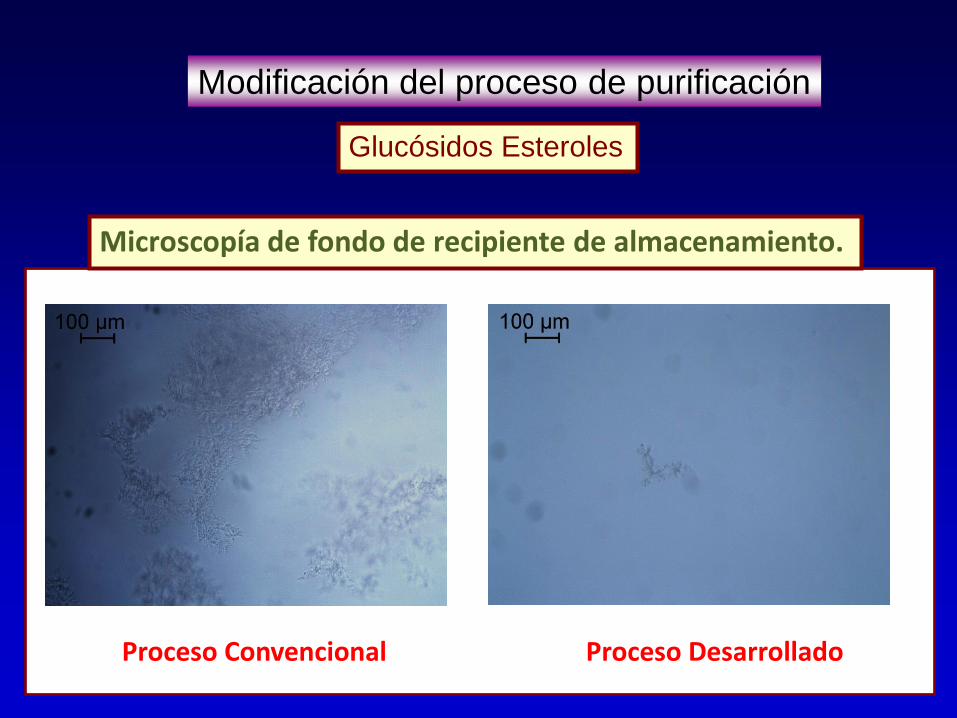
Proceso Convencional Proceso Desarrollado
Microscopía de fondo de recipiente de almacenamiento.
Modificación del proceso de purificación
Glucósidos Esteroles

Microscopía de membrana de filtrado en análisis de contaminación total (0.8 m)
Proceso Convencional
Proceso Desarrollado
Modificación del proceso de purificación
Producción de etil ésteres
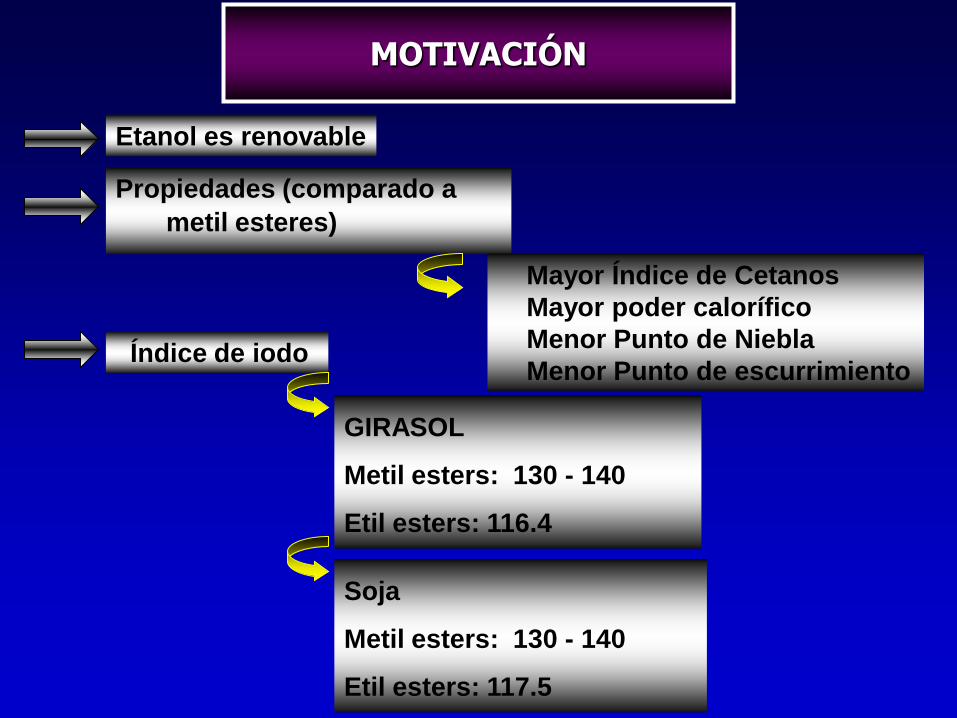
MOTIVACIÓN
Etanol es renovable
Propiedades (comparado a
metil esteres)
Índice de iodo
Mayor Índice de Cetanos
Mayor poder calorífico
Menor Punto de Niebla
Menor Punto de escurrimiento
GIRASOL
Metil esters: 130 - 140
Etil esters: 116.4
Soja
Metil esters: 130 - 140
Etil esters: 117.5
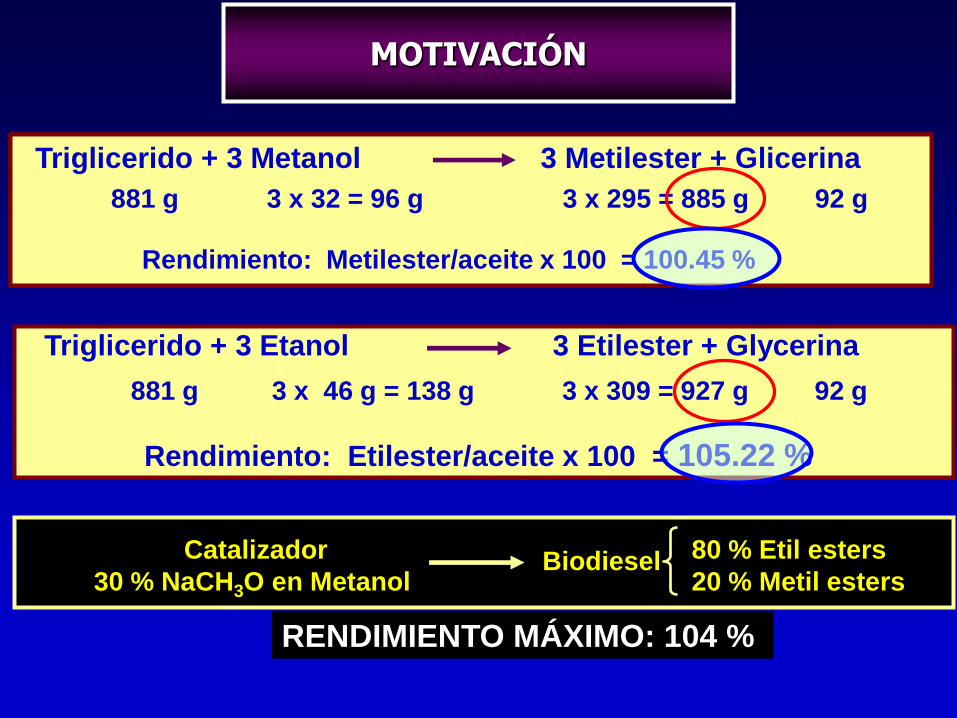
RENDIMIENTO MÁXIMO: 104 %
Catalizador
30 % NaCH3O en Metanol
80 % Etil esters
20 % Metil esters Biodiesel
MOTIVACIÓN
881 g 3 x 32 = 96 g 3 x 295 = 885 g 92 g
Yield: Methylester/oil x 100 = 100.45 %
Triglyceride + 3 Methanol 3 Methylester + Glycerin
881 g 3 x 32 = 96 g 3 x 295 = 885 g 92 g
Rendimiento: Metilester/aceite x 100 = 100.45 %
Triglicerido + 3 Metanol 3 Metilester + Glicerina
881 g 3 x 46 g = 138 g 3 x 309 = 927 g 92 g
Rendimiento: Etilester/aceite x 100 = 105.22 %
Triglicerido + 3 Etanol 3 Etilester + Glycerina
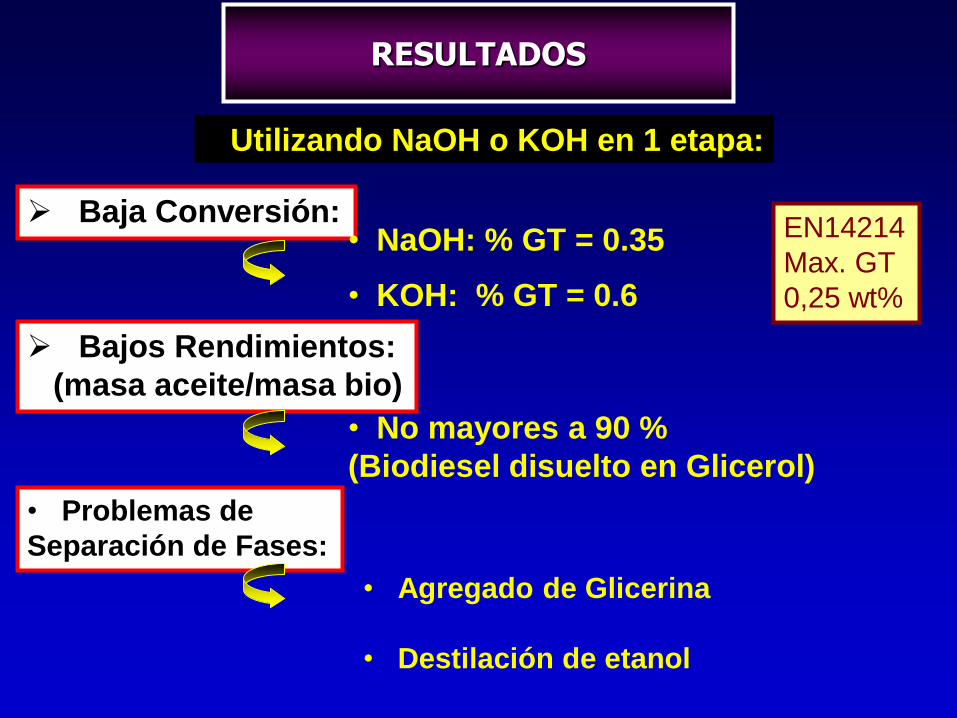
Utilizando NaOH o KOH en 1 etapa:
RESULTADOS
Baja Conversión: • NaOH: % GT = 0.35
• KOH: % GT = 0.6
Bajos Rendimientos:
(masa aceite/masa bio)
• No mayores a 90 %
(Biodiesel disuelto en Glicerol)
• Problemas de
Separación de Fases:
• Agregado de Glicerina
• Destilación de etanol
EN14214
Max. GT
0,25 wt%
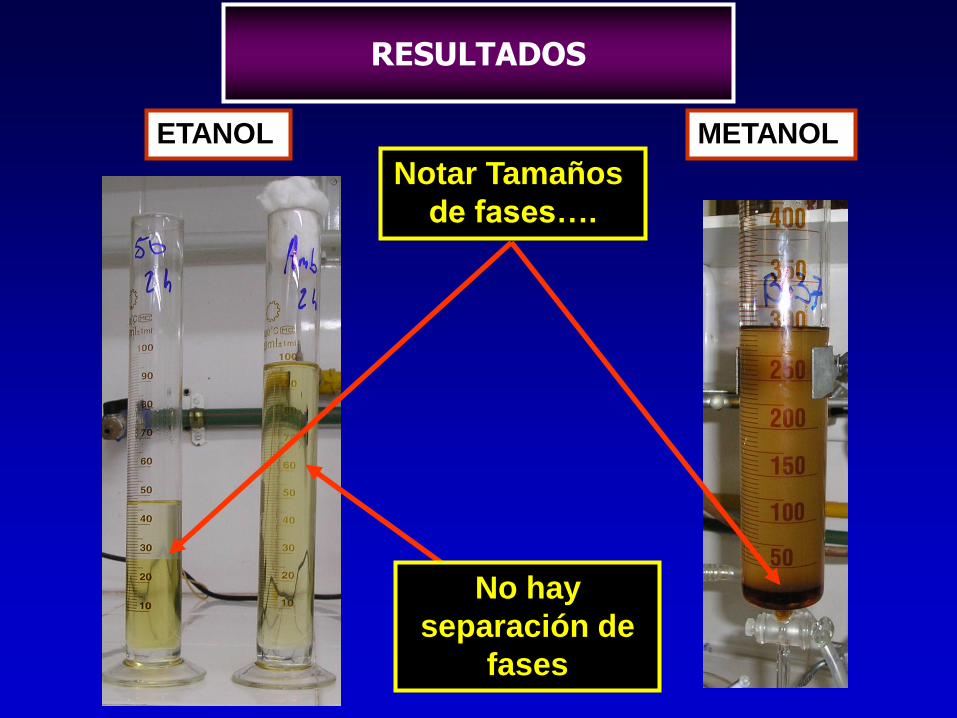
ETANOL METANOL
Notar Tamaños
de fases….
No hay
separación de
fases
RESULTADOS
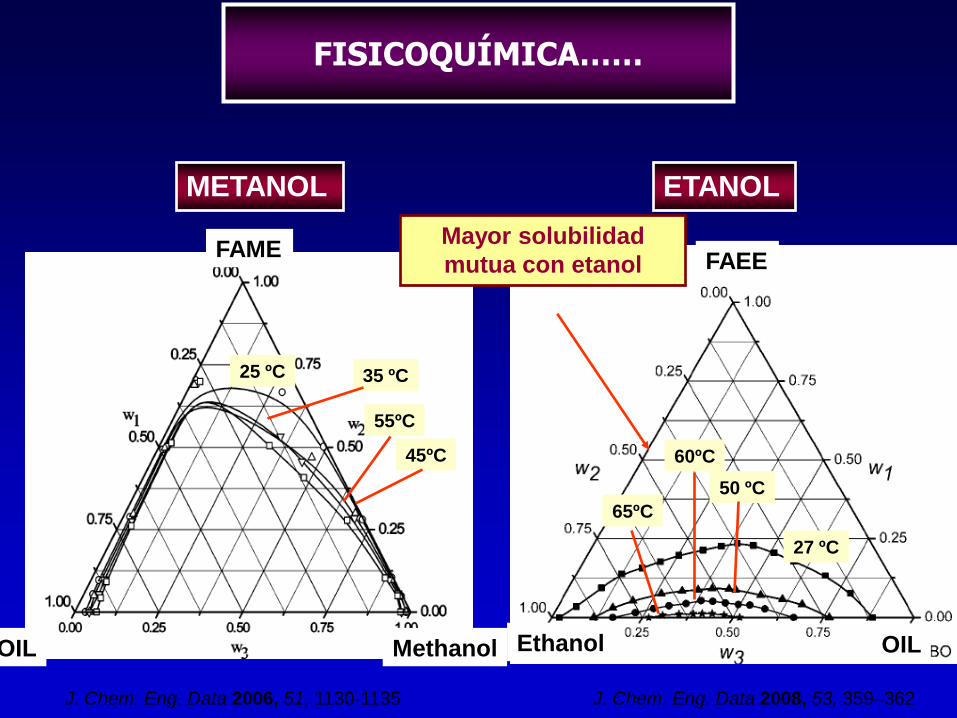
J. Chem. Eng. Data 2008, 53, 359–362
FAEE
OIL Ethanol
METANOL
Methanol OIL
FAME
J. Chem. Eng. Data 2006, 51, 1130-1135
27 ºC
50 ºC
60ºC
65ºC
Mayor solubilidad
mutua con etanol
25 ºC 35 ºC
45ºC
55ºC
FISICOQUÍMICA……
ETANOL
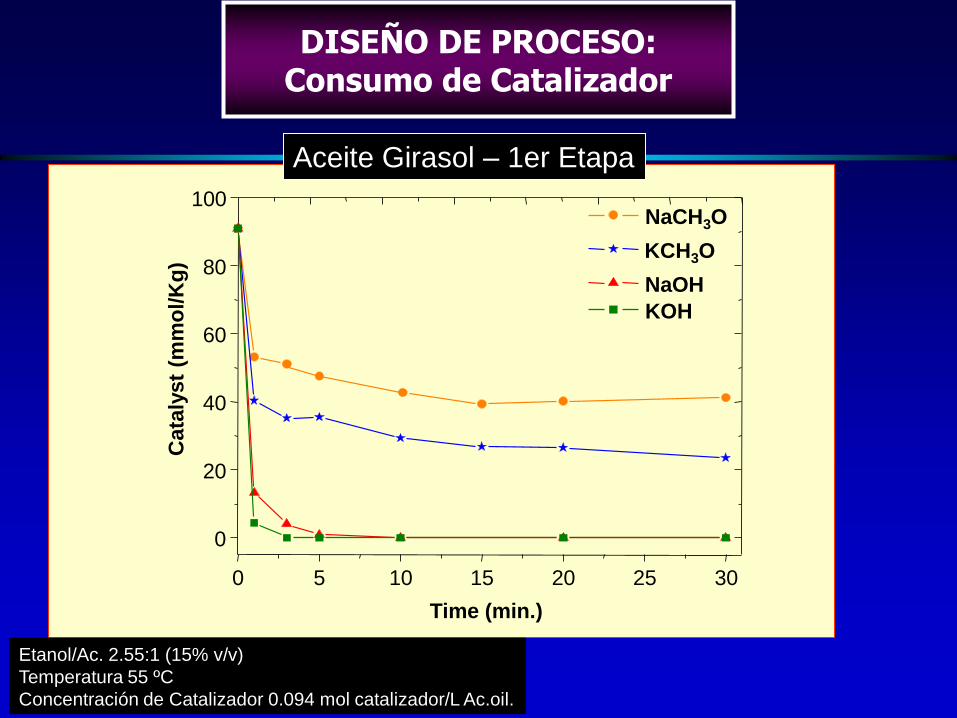
Etanol/Ac. 2.55:1 (15% v/v)
Temperatura 55 ºC
Concentración de Catalizador 0.094 mol catalizador/L Ac.oil.
0 5 10 15 20 25 30
0
20
40
60
80
100 C
ata
lyst
(mm
ol/K
g)
Time (min.)
NaCH3O
KCH3O
NaOH
KOH
DISEÑO DE PROCESO: Consumo de Catalizador
Aceite Girasol – 1er Etapa
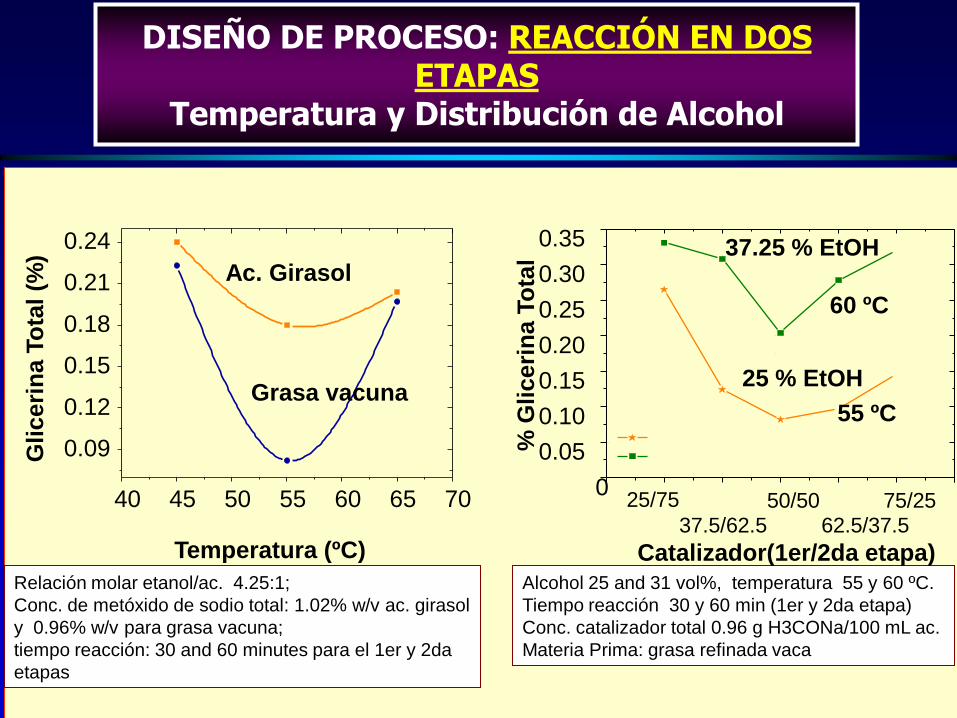
DISEÑO DE PROCESO: REACCIÓN EN DOS ETAPAS
Temperatura y Distribución de Alcohol
Relación molar etanol/ac. 4.25:1;
Conc. de metóxido de sodio total: 1.02% w/v ac. girasol
y 0.96% w/v para grasa vacuna;
tiempo reacción: 30 and 60 minutes para el 1er y 2da
etapas
40 45 50 55 60 65 70
Gliceri
na T
ota
l (%
)
Temperatura (ºC)
Ac. Girasol
Grasa vacuna
0.09
0.12
0.15
0.18
0.21
0.24
Alcohol 25 and 31 vol%, temperatura 55 y 60 ºC.
Tiempo reacción 30 y 60 min (1er y 2da etapa)
Conc. catalizador total 0.96 g H3CONa/100 mL ac.
Materia Prima: grasa refinada vaca
25/75
37.5/62.5 50/50
62.5/37.5 75/25
0
0.05
0.10
0.15
0.20
0.25
0.30
0.35
25 % EtOH
55 ºC
37.25 % EtOH
60 ºC
% G
liceri
na T
ota
l Catalizador(1er/2da etapa)
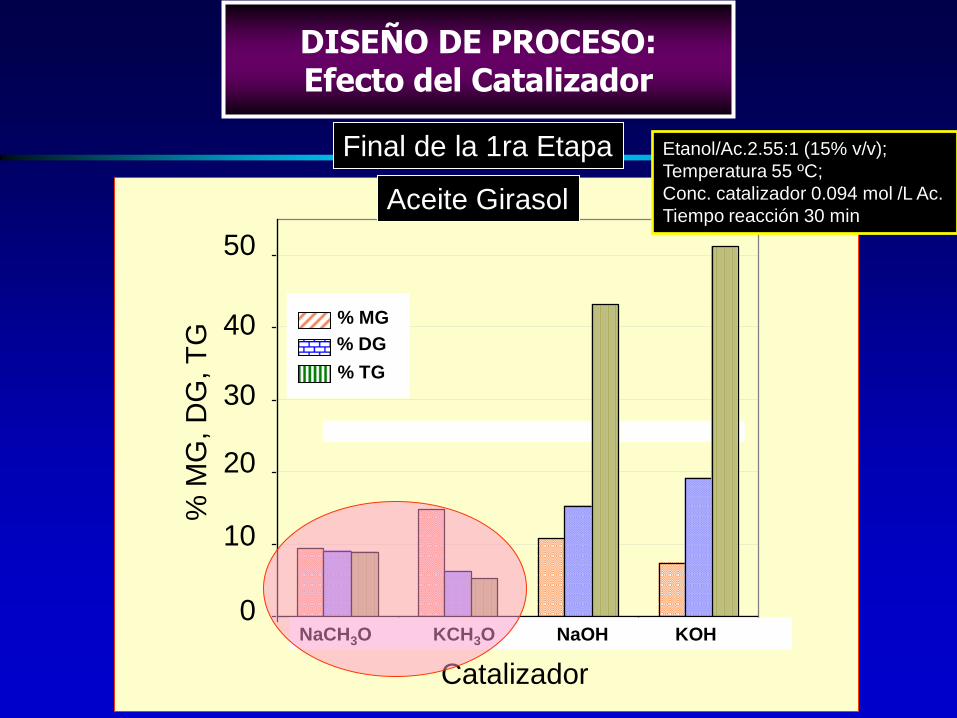
DISEÑO DE PROCESO: Efecto del Catalizador
0
10
20
30
40
50
H3CONa H3COK NaOH KOH
Catalyst
% M
G, D
G, T
G.
NaCH3O KCH3O NaOH KOH
% MG
% DG
% TG
50
40
30
20
10
0
Catalizador
% M
G,
DG
, T
G
Final de la 1ra Etapa Etanol/Ac.2.55:1 (15% v/v);
Temperatura 55 ºC;
Conc. catalizador 0.094 mol /L Ac.
Tiempo reacción 30 min Aceite Girasol
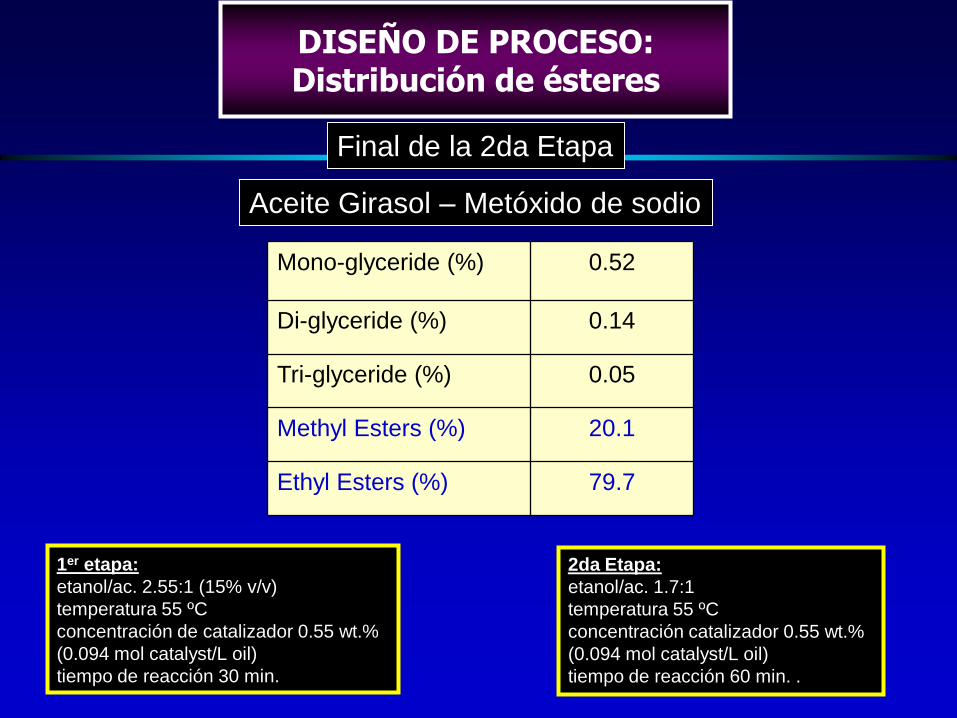
1er etapa:
etanol/ac. 2.55:1 (15% v/v)
temperatura 55 ºC
concentración de catalizador 0.55 wt.%
(0.094 mol catalyst/L oil)
tiempo de reacción 30 min.
Mono-glyceride (%) 0.52
Di-glyceride (%) 0.14
Tri-glyceride (%) 0.05
Methyl Esters (%) 20.1
Ethyl Esters (%) 79.7
DISEÑO DE PROCESO: Distribución de ésteres
Final de la 2da Etapa
Aceite Girasol – Metóxido de sodio
2da Etapa:
etanol/ac. 1.7:1
temperatura 55 ºC
concentración catalizador 0.55 wt.%
(0.094 mol catalyst/L oil)
tiempo de reacción 60 min. .
RESULTADOS
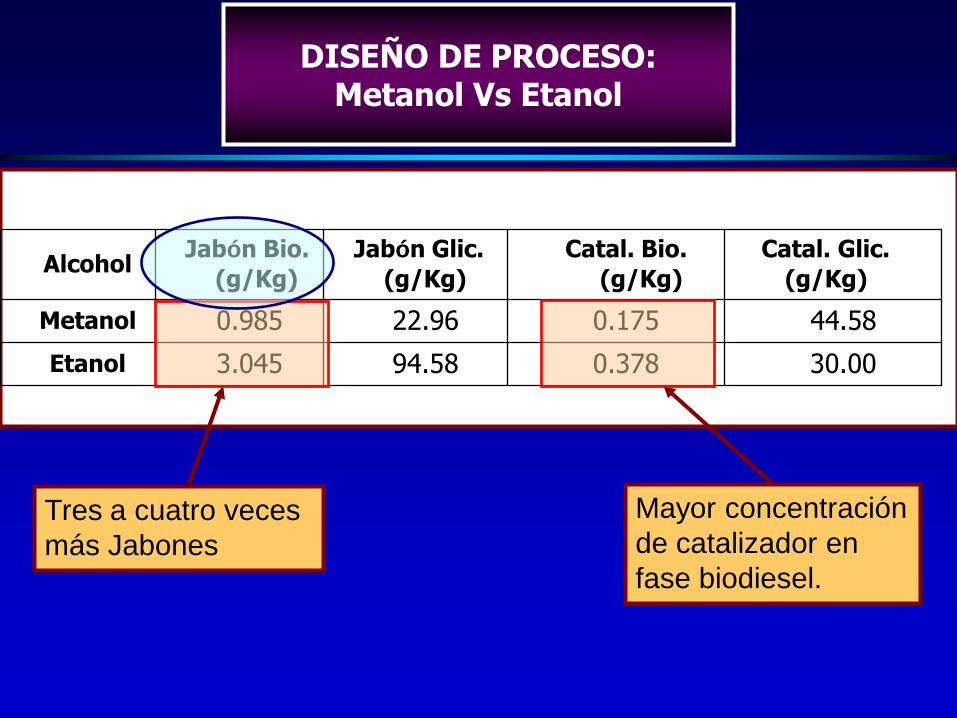
30.00 0.378 94.58 3.045 Etanol
44.58 0.175 22.96 0.985 Metanol
Catal. Glic.
(g/Kg)
Catal. Bio.
(g/Kg)
Jabón Glic.
(g/Kg)
Jabón Bio.
(g/Kg) Alcohol
DISEÑO DE PROCESO: Metanol Vs Etanol
Mayor concentración
de catalizador en
fase biodiesel.
Tres a cuatro veces
más Jabones
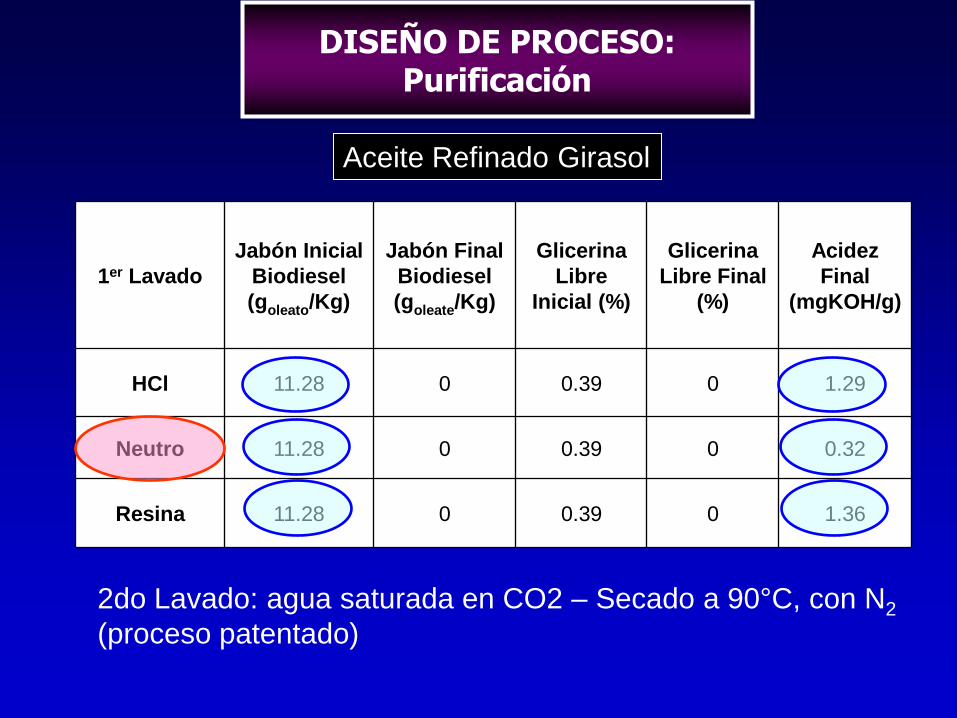
1er Lavado
Jabón Inicial
Biodiesel
(goleato/Kg)
Jabón Final
Biodiesel
(goleate/Kg)
Glicerina
Libre
Inicial (%)
Glicerina
Libre Final
(%)
Acidez
Final
(mgKOH/g)
HCl 11.28 0 0.39 0 1.29
Neutro 11.28 0 0.39 0 0.32
Resina 11.28 0 0.39 0 1.36
DISEÑO DE PROCESO: Purificación
2do Lavado: agua saturada en CO2 – Secado a 90°C, con N2
(proceso patentado)
Aceite Refinado Girasol
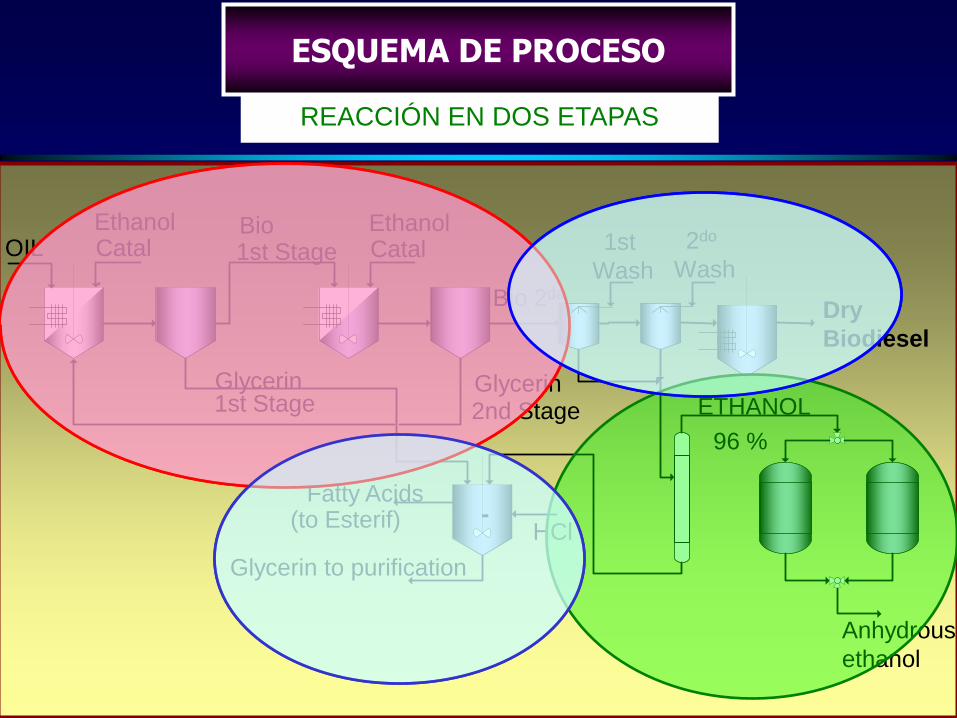
REACCIÓN EN DOS ETAPAS
Ethanol Catal
.
OIL
Glycerin 1st Stage
Bio 1st Stage
Glycerin 2nd Stage
1st
Wash
2do
Wash
Dry
Biodiesel
-
ETHANOL
96 %
HCl
Fatty Acids (to Esterif)
Glycerin to purification
Anhydrous
ethanol
Ethanol Catal
Bio 2da
ESQUEMA DE PROCESO
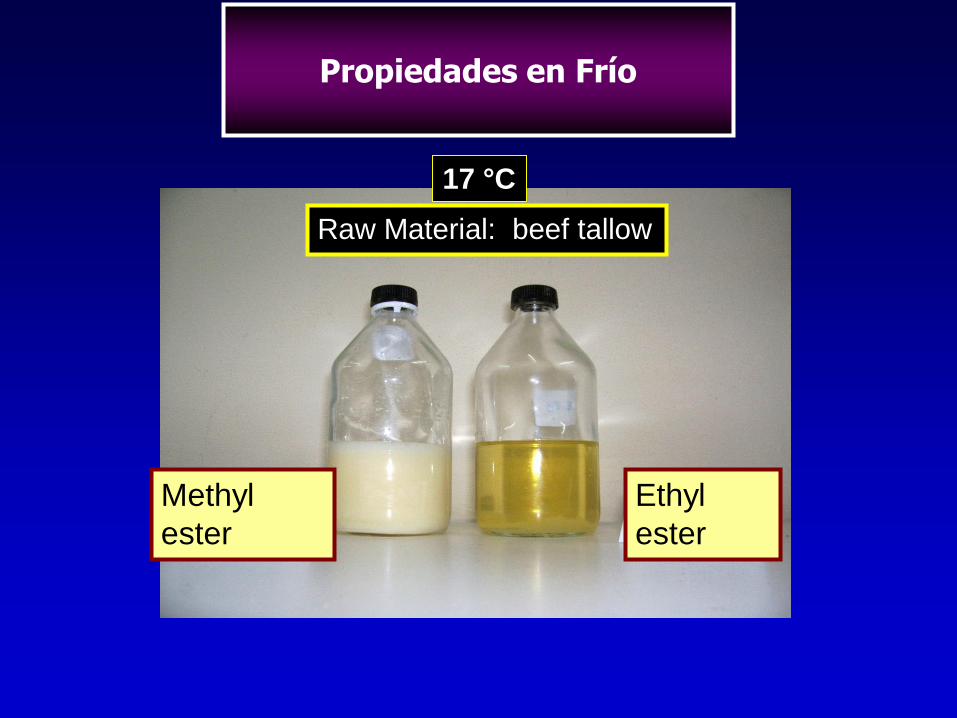
Propiedades en Frío
17 °C
Raw Material: beef tallow
Methyl
ester
Ethyl
ester
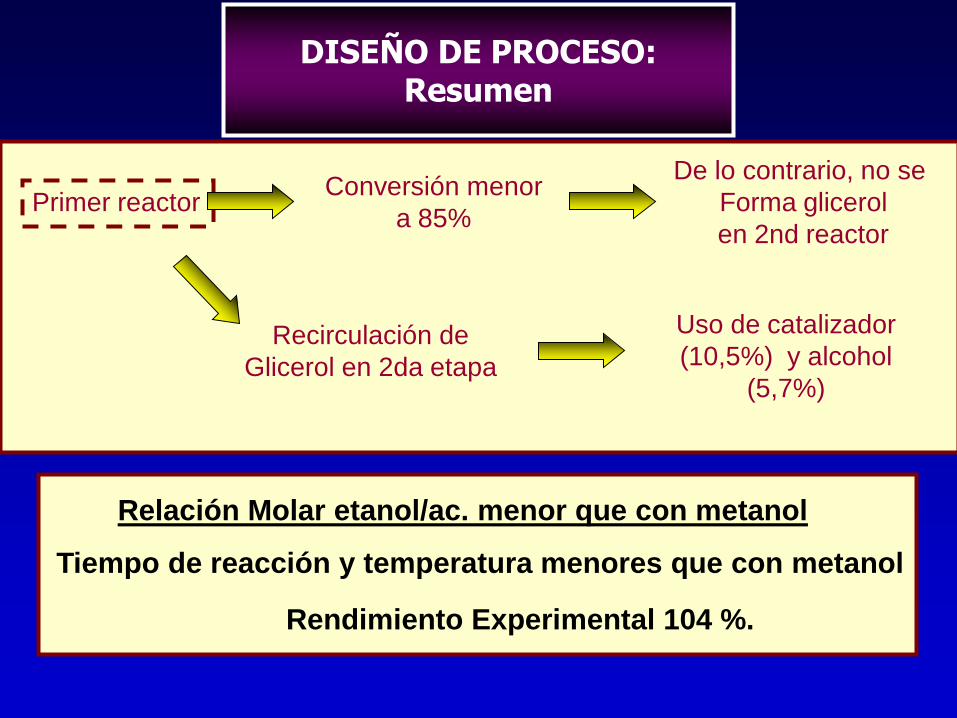
Relación Molar etanol/ac. menor que con metanol
Tiempo de reacción y temperatura menores que con metanol
Rendimiento Experimental 104 %.
DISEÑO DE PROCESO: Resumen
Primer reactor Conversión menor
a 85%
De lo contrario, no se
Forma glicerol
en 2nd reactor
Recirculación de
Glicerol en 2da etapa
Uso de catalizador
(10,5%) y alcohol
(5,7%)

MUCHAS GRACIAS!