procesos de deformacion 1
DESCRIPTION
procesos y caracteristicas para la deformacion de materialesTRANSCRIPT
PROCESOS DE DEFORMACIONDEMATERIALES
DEFORMACION• La deformacion es el cambio en el tamaño
o forma de un cuerpo debido a esfuerzos internos producidos por una o más fuerzas aplicadas sobre el mismo o la ocurrencia de dilatación térmica.
• Hay que destacar que es un proceso de conformado de metales en el que no se produce arranque de viruta, con lo que se produce un importante ahorro de material respecto a otros procesos, como por ejemplo el mecanizado.
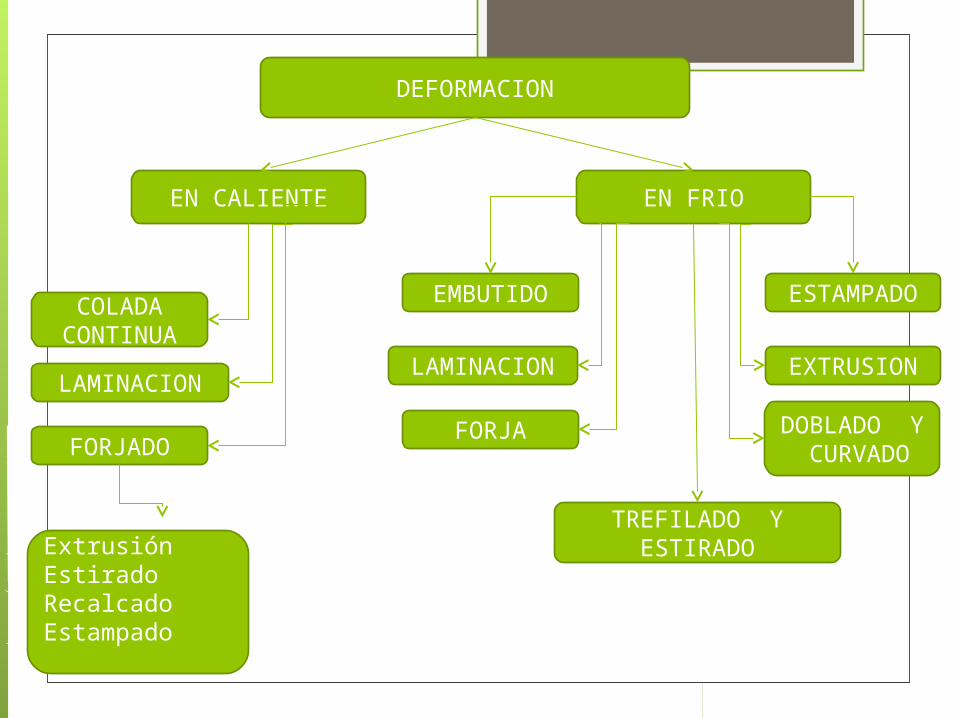
DEFORMACION
EN CALIENTE EN FRIO
COLADA CONTINUALAMINACION
FORJADO
LAMINACION
ESTAMPADOEMBUTIDO
FORJA
EXTRUSIONDOBLADO
Y CURVADO
TREFILADO Y ESTIRADOExtrusión
Estirado Recalcado Estampado
Trabajo del metal en caliente Las características principales son:
Por encima de la temperatura mínima de recristalización. La forma de la pieza se puede alterar significativamente. Se requiere menor potencia para deformar el metal. Las propiedades de resistencia son generalmente
isotrópicas debido a la ausencia de una estructura orientada de granos creada en el trabajo en frío.
El trabajo en caliente no produce fortalecimiento de la pieza.
Precisión dimensional más baja. Mayores requerimientos de energía.
Trabajo al frío
El material se deforma a temperaturas que están por debajo de la temperatura de rescristalización. Esto resulta en un proceso más barato que si se trabajara al caliente. Usualmente la temperatura de operación es la temperatura ambiente. Las propiedades del material se afectan cuando son trabajados al frío. Por lo tanto es necesario que el diseñador conozca el impacto del cambio que sufre la pieza en sus propiedades en las condiciones de operación de la pieza.

trabajo TIBIO Las temperaturas son Entre trabajo al
frío y al calor, es un punto intermaedio que puede ser una alternativa cuando los extremos son muy costosos
Aún se esta desarrollando, no se ha caracterizado la conducta del material en esa gama de temperaturas
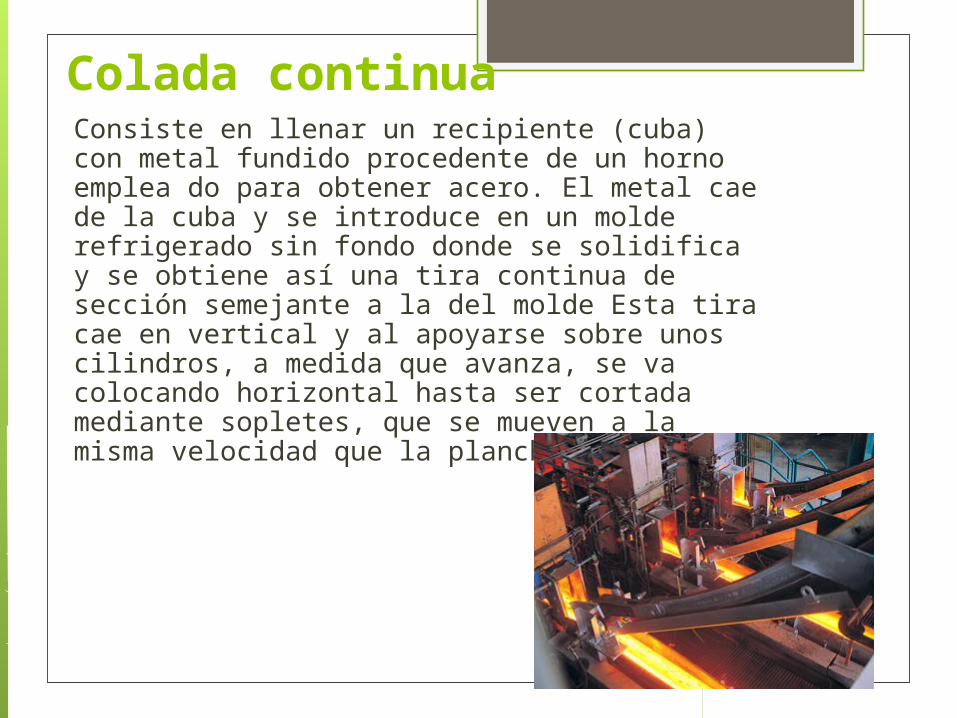
Colada continua Consiste en llenar un recipiente (cuba) con metal fundido procedente de un horno emplea do para obtener acero. El metal cae de la cuba y se introduce en un molde refrigerado sin fondo donde se solidifica y se obtiene así una tira continua de sección semejante a la del molde Esta tira cae en vertical y al apoyarse sobre unos cilindros, a medida que avanza, se va colocando horizontal hasta ser cortada mediante sopletes, que se mueven a la misma velocidad que la plancha.
Laminación• Es un procedimiento que consiste en
modificar una masa metálica haciéndola pasar entre rodillos superpuestos, que giran en sentido opuesto. Se efectúa normalmente en caliente; sin embargo, existe la laminación en frío. En la laminación en frío los metales adquieren acritud al deformarse, por lo que se someten a un tratamiento de recocido al final de la operación, e incluso en una etapa intermedia.
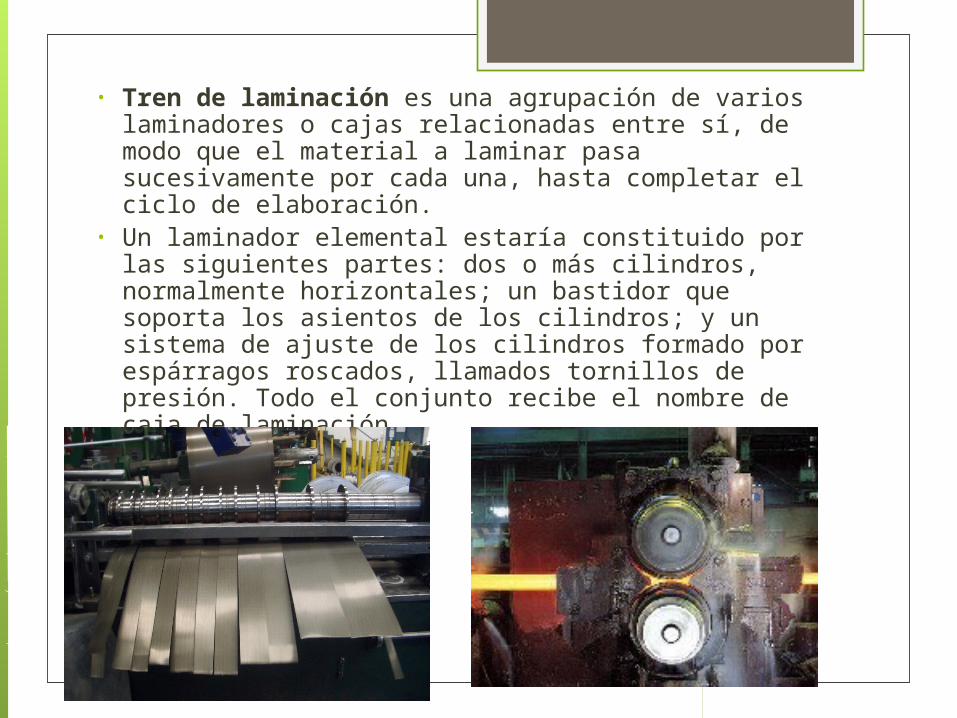
• Tren de laminación es una agrupación de varios laminadores o cajas relacionadas entre sí, de modo que el material a laminar pasa sucesivamente por cada una, hasta completar el ciclo de elaboración.
• Un laminador elemental estaría constituido por las siguientes partes: dos o más cilindros, normalmente horizontales; un bastidor que soporta los asientos de los cilindros; y un sistema de ajuste de los cilindros formado por espárragos roscados, llamados tornillos de presión. Todo el conjunto recibe el nombre de caja de laminación.
Forjado •La forja es un procedimiento de conformación por deformación que se realiza sometiendo al metal a esfuerzos violentos de compresión repetidos, una vez calentado a temperaturas superiores a la de recristalización pero inferiores a las de fusión. •A estas temperaturas no sólo puede darse a los metales grandes deformaciones con pequeños esfuerzos; sino que la magnitud de la deformación es prácticamente ilimitada, sin que se produzca nunca acritud.
También se puede realizar un forjado en frío cuando se producen pequeñas piezas por martilleo (tornillos, varillas, arandelas, etc.) o cuando se quieren mejorar las propiedades mecánicas de los metales. En el forjado en frío las máquinas empleadas son prensas de mayor potencia que las empleadas en el forjado en caliente
Extrusión• Es la operación en la cual una masa de material
dúctil fluye a través de un orificio por medio de un impacto o una fuerte compresión, ocasionada por un émbolo o punzón, para formar una pieza de sección constante, hueca o no, y cuya longitud depende básicamente de la aportación de material efectuada.
• Estos cuatro tipos son los llamados• Extrusión simple en esta el material fluye en la
misma dirección en que actúa el punzón.• .
• Extrusión revertida el material fluye en sentido inverso en la dirección en que actúa el punzón.
• Extrusión combinada se produce una combinación de los dos sentidos de flujo.
• Extrusión lateral el flujo del material tiene lugar a través de orificios laterales de la matriz
• Por este procedimiento se obtienen perfiles o tubos de secciones perfectamente uniformes y excelente acabado.
• La extrusión puede hacerse en caliente o en frío.
Estirado y trefilado • Son dos procedimientos de conformación por
deformación plástica casi idénticos que consisten en hacer pasar el material de aportación por una matriz o hilera de forma determinada. Es procedimiento se realiza en ambos casos en frío
• La diferencia entre ambos procedimientos consiste en el objetivo que se persigue
• En el estirado se efectúa la reducción de la sección para obtener formas y dimensiones determinadas.
• En el trefilado se desea reducir la sección (normalmente circular) al máximo
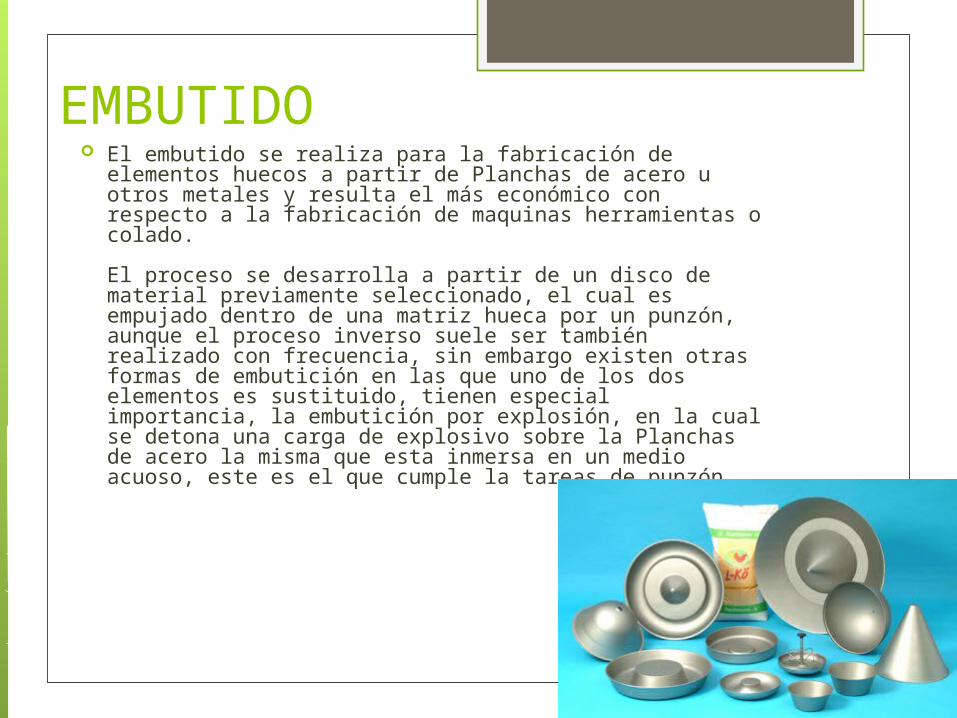
EMBUTIDO El embutido se realiza para la fabricación de elementos
huecos a partir de Planchas de acero u otros metales y resulta el más económico con respecto a la fabricación de maquinas herramientas o colado.El proceso se desarrolla a partir de un disco de material previamente seleccionado, el cual es empujado dentro de una matriz hueca por un punzón, aunque el proceso inverso suele ser también realizado con frecuencia, sin embargo existen otras formas de embutición en las que uno de los dos elementos es sustituido, tienen especial importancia, la embutición por explosión, en la cual se detona una carga de explosivo sobre la Planchas de acero la misma que esta inmersa en un medio acuoso, este es el que cumple la tareas de punzón.
DEFORMACION PLASTICA Modo de deformación en que el material no
regresa a su forma original después de retirar la carga aplicada. Esto sucede porque, en la deformación plástica, el material experimenta cambios termodinámicos irreversibles al adquirir mayor energía potencial elástica. La deformación plástica es lo contrario a la deformación reversible.
DEFORMACION ELASTICA el cuerpo recupera su forma original al retirar la fuerza que
le provoca la deformación. En este tipo de deformación, el sólido, al variar su estado tensional y aumentar su energía interna en forma de energía potencial elástica, solo pasa por cambios termodinámicos reversibles.Comúnmente se entiende por materiales elásticos, aquellos que sufren grandes elongaciones cuando se les aplica una fuerza, como la goma elástica que puede estirarse sin dificultad recuperando su longitud original una vez que desaparece la carga. Este comportamiento, sin embargo, no es exclusivo de estos materiales, de modo que los metales y aleaciones de aplicación técnica, piedras, hormigones y maderas empleados en construcción y, en general, cualquier material, presenta este comportamiento hasta un cierto valor de la fuerza aplicada
Comúnmente se entiende por materiales elásticos, aquellos que sufren grandes elongaciones cuando se les aplica una fuerza, como la goma elástica que puede estirarse sin dificultad recuperando su longitud original una vez que desaparece la carga. Este comportamiento, sin embargo, no es exclusivo de estos materiales, de modo que los metales y aleaciones de aplicación técnica, piedras, hormigones y maderas empleados en construcción y, en general, cualquier material, presenta este comportamiento hasta un cierto valor de la fuerza aplicada